Embed Size (px)
Citation preview

1
Operação Torno

2
Página deixada intencionalmente em branco

3
1 - Operação Máquina ............................................................................................................. 5
1.1 - Inicialização ................................................................................................................. 5
1.2 - Busca de Referência. ................................................................................................... 8
1.2.1 - Busca através de micros de referência. ................................................................... 8
1.2.2 - Busca através de Alvos. .......................................................................................... 9
1.3 - Modo Manual ............................................................................................................. 11
1.3.1 - JOG ...................................................................................................................... 11
1.3.2 - Modo Incremental ................................................................................................. 12
1.3.3 - Giro eixo árvore. ................................................................................................... 13
1.3.4 - Editor de Ferramentas ........................................................................................... 15
1.3.5 - Criando nova ferramenta ....................................................................................... 15
1.3.6 - Preset de Ferramentas .......................................................................................... 23
1.3 7 - Correção de Ferramenta. ...................................................................................... 28
1.3.8 - Editor de origens. .................................................................................................. 30
1.3.9 - Modo Manivela ...................................................................................................... 31
1.4 - Monitor de Execução ................................................................................................. 32
1.4.1 - Execução Contínua ............................................................................................... 32
1.4.2 - Execução Passo a Passo ...................................................................................... 33
1.4.3 - Simulação Gráfica ................................................................................................. 35
1.4.3 - Editor de Programa ............................................................................................... 39
1.4.4 - Operações com os Programas .............................................................................. 40
1.5 - Modo MDI .................................................................................................................. 51
1.6 - Ciclos Fixos ............................................................................................................... 54
1.7 - Operação em Bloco Modo Edição .............................................................................. 56
1.8 - Manutenção ............................................................................................................... 57
1.8.1 - Editor de Parâmetros ............................................................................................ 57
1.8.2 - Visualizador de Memória ....................................................................................... 58
1.8.3 - Visualizador de entradas ....................................................................................... 59
1.8.4 - Visualizador de Saídas .......................................................................................... 61
1.9 - Contra Ponto. ............................................................................................................. 63
1.9.1 - Acionamento por softkey. ...................................................................................... 63
1.9.2 - Acionamento por pedal. ........................................................................................ 64
1.10 - Tipo de Placa. .......................................................................................................... 65
1.10.1 - Placa Manual ...................................................................................................... 65
1.10.2 - Placa pneumática onça. ...................................................................................... 65
1.10.3 - Placa Hidráulica. ................................................................................................. 65
1.11 - Transportador de cavaco.......................................................................................... 66
1.12 - Funções de teclas .................................................................................................... 69
1.13 - Habilitação de Senha ............................................................................................... 81

4
Página deixada Intencionalmente em branco

5
1 - Operação Máquina
1.1 - Inicialização
Figura 1
Ao ligarmos o Equipamento, a primeira tela após o carregamento de
arquivos é a tela da figura 1.

6
Ao pressionar a Softkey Manutenção aparecerão no nível vertical as
softkeys: Parâmetros, Memórias, Status das entradas e saídas e a tela de
Origens (Ver figura 1.1).
Figura 1.1
Pressionando a Softkey “Inicializa Comando” o nível de softkey e a tela
muda. Ver figura 1.2.
A mensagem “Máquina não referenciada” não desaparece enquanto o
Usuário não acessar o comando para iniciar a busca de referência.

7
Figura 1.2
Quando a softkey direita é pressionada aparecem mais duas softkey,
“Manutenção”, “Busca de Referência”, “Release Fins de Curso” e “Reset CNC” que serão abordadas mais à frente.
Figura 1.3
Release Fins de Curso, quando ocorrer dos eixos ultrapassarem o Fim de
curso, para habilitar o movimento deve-se pressionar esta softkey
juntamente com a tecla de movimento para retirar o eixo de cima do sensor
de fim de curso.
Reset CNC, Quando pressionado esta softkey juntamente com a tecla “F3”,
ocorre um reset no comando.

8
1.2 - Busca de Referência.
Existem dois tipos de processos de busca de referência nos Torno
Padrão, a busca através de alvos e a busca através de micros de
referência, mas para saber qual o tipo de busca está configurada a sua
máquina devemos verificar o valor do parâmetro “P930 – Referência através de alvos na máquina”.
1.2.1 - Busca através de micros de referência.
P930 – Referência através de alvos na máquina = Não.
Quando o usuário pressiona a softkey Busca Referência inicia-se o
processo de referênciamento.
O primeiro eixo a buscar a Referência é o Z, que parte em sentido ao
micro e ao encontrar reverte o sentido até encontrar a primeira marca de
referencia do encoder. O mesmo é feito com o eixo X.
Figura 1.4

9
Enquanto ocorre o processo de referênciamento aparece um nível de
softkey que permite ao operador Parar a busca de referência ou caso tenha
parado a reiniciar a busca. Ver figura 1.5
Figura 1.5
1.2.2 - Busca através de Alvos.
P930 – Referência através de alvos na máquina = Sim.
Neste tipo de busca ao pressionar a softkey “Busca Ref”, será aberta a
seguinte tela:
Figura 1.6
Neste processo temos que movimentar os eixos manualmente até que
seja alinhada a seta da plaqueta de identificação, ver localização das
plaquetas na figura acima através das setas em Azul.
10
Após alinhamos as setas, devemos verificar o identificador localizado a
frente das coordenadas, este identificador faz com que o operador
posicione o eixo na melhor coordenada.
Nota: Conforme movimentamos o eixo este identificador muda a cor da
figura que será mostrada ao operador:
Vermelho = Posição não é boa para referenciar a máquina.
Amarelo = Posição considerada intermediária, pode se pegar à
referência nesta posição que não teremos problemas.
Verde = Posição considerada ideal para se referenciar a máquina.
Posicionado o eixo X e Z pode se pressionar a softkey “Start busca de
referência”, o comando irá assumir aquele ponto como ponto zero da
máquina e irá desaparecer a mensagem “Referenciar máquina”.
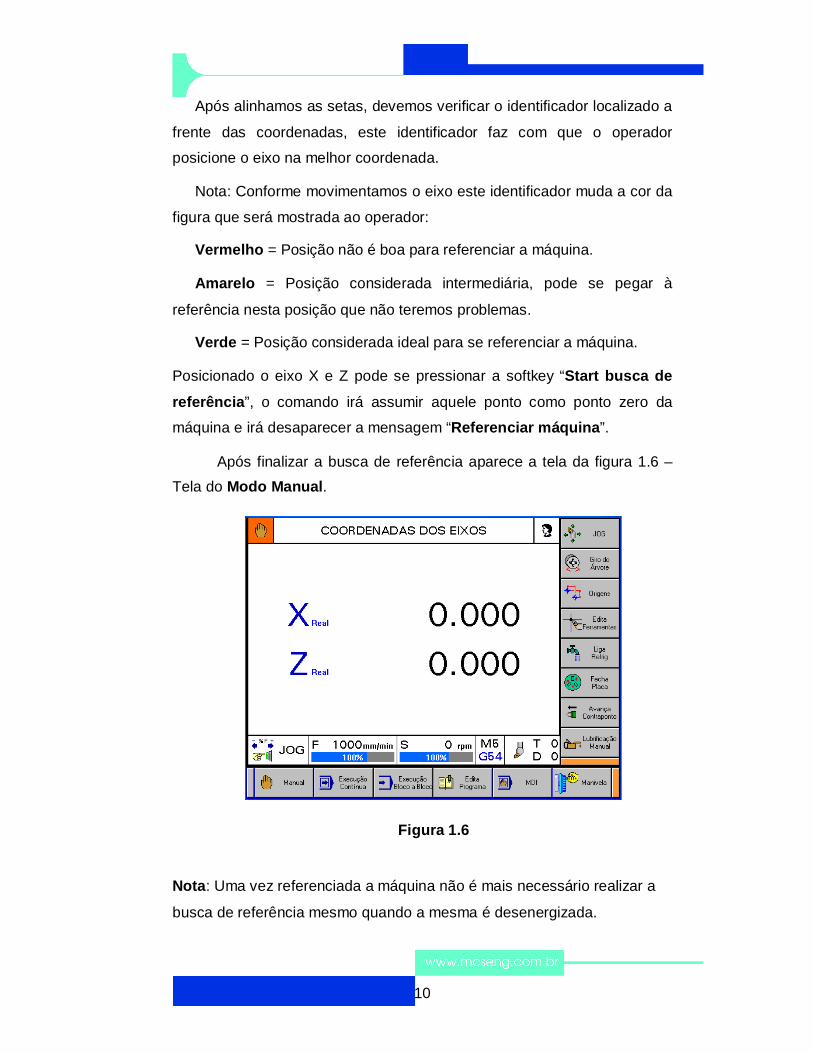
Após finalizar a busca de referência aparece a tela da figura 1.6 – Tela do Modo Manual.
Figura 1.6
Nota: Uma vez referenciada a máquina não é mais necessário realizar a
busca de referência mesmo quando a mesma é desenergizada.

11
1.3 - Modo Manual
1.3.1 - JOG
Figura 1.7
Ao pressionar a tecla “Jog” será aberta uma nova árvore de softkey
vertical, com as seguintes funções:

12
1.3.2 - Modo Incremental
Figura 1.8
Ao pressionar a softkey “Incremental”, o comando apresentada duas
novas softkey “AUMENTA INCREMENTO” e “DIMINUI INCREMENTO”
possibilitando que o operador aumente ou diminua o incremento que será
utilizado. No canto esquerdo inferior é apresentado o incremento
selecionado, ao pressionar a softkey para aumentar ou diminuir este
incremento é apresentado neste campo.
Figura 1.9
Para retornar ao nível softkey anterior deve-se pressionar a softkey “JOG”.

13
1.3.3 - Giro eixo árvore.
Existe uma velocidade para o eixo árvore pré-estabelecida por
parâmetros, porém nós podemos programar qualquer outra RPM através
do modo MDI.
Figura 1.10
Para ligar o eixo árvore no modo manual devemos executar a
seguinte seqüência:
Pressionar a softkey e em seguida a softkey .
Ao pressionar a softkey “Giro árvore” é apresentada a seguinte
árvore de softkey:

14
Agora podemos ligar o eixo árvore utilizando as softkeys M03 para sentido
horário e M04 para sentido anti-horário .
Para desligar o eixo árvore vamos pressionar a softkey M05 .
As softkeys JOG M03 E JOG M04 são utilizadas para
movimentar o eixo árvore lentamente no sentido horário ou anti-horário.
Para retornar nível anterior deve-se pressionar a softkey “JOG”.

15
1.3.4 - Editor de Ferramentas
Pressionar a softkey EDITA FERRAMENTAS . Neste
momento o CNC abrirá a tabela de ferramentas.
Figura 1.11
1.3.5 - Criando nova ferramenta
Para criar uma ferramenta devemos pressionar a tecla e em
seguida pressionar o número da ferramenta a ser criada, exemplo: Caso
queira criar a ferramenta 1 devemos pressionar a tecla e em seguida
a tecla “1”, será aberto o seguinte campo na tela do comando:
Ao pressionar a tecla , será apresentada a seguinte mensagem:

16
Após pressionar novamente a tecla será apresentada a seguinte tela:
Figura 1.12
Obs: Caso já exista uma ferramenta definida e se deseje editar uma
ferramenta da tabela, posicionar o cursor na linha através da teclas seta
cima ou seta baixo da ferramenta desejada e pressionar a tecla .

17
INSERINDO PARAMETROS DE FERRAMENTAS
O CNC Proteo tem uma tabela de ferramentas preparada para receber os
dados geométricos da ferramenta a fim de utilizá-los para cálculos em ciclos
fixos ou “preseting” e fazer a simulação gráfica.
Com a tecla Seta para direita, selecionar o Campo “F” tipo (Família da
ferramenta), através das teclas Seta para cima ou seta para baixo, devemos
selecionar a família de ferramenta que iremos utilizar. Teremos as seguintes
opções:
1 2
3 4
Figura 1.14

18
Definições das Ferramentas:
AC = Ângulo de corte.
AP = Ângulo da pastilha.
R = Raio da Ferramenta.
Di = Altura de corte
LC = Lado de corte.
L1 ou LZ = Comprimento Z da ferramenta.
L2 ou LX = Comprimento X da ferramenta.
Observação: A simbologia “X” indicada na cor vermelha no desenho da
ferramenta indica que o lado de corte ainda não foi programado.
Após escolhida a família da ferramenta, devemos informar o raio da
ferramenta (R) e o lado de corte (LC), para isso devemos selecionar o campo,
digitar o valor correspondente e em seguida pressionar a tecla .
Figura 1.15

19
Obs: Ao movimentar o Cursor até a coluna “Lc” (Lado de Corte) aparecerá as
seguintes opções de lado de corte:
0 1 2 3 4 5 6 7 8
Descrição dos dados da ferramenta:
1. Caso haja variação no comprimento da ferramenta (X, Z ou Raio), deve-
se programar os campos “DLx”, “DLz” e “DR”.
2. Movimentar o cursor até a coluna “Ap” (Ângulo da pastilha). Este campo
deve ser programado de acordo com os dados da pastilha utilizada,
pois, será utilizada quando simularmos um programa no modo de
simulação do comando. Este dado é retirado do catálogo da ferramenta.
Figura 1.16

20
3. Selecionar o próximo campo “AC” Ângulo de corte. Do mesmo modo do
campo “Ap” deve ser programado de acordo com os dados da pastilha
utilizada, pois, será utilizada quando simularmos um programa no modo de
simulação do comando. Este dado é retirado do catálogo da ferramenta.
Figura 1.17
4. Selecionar o próximo campo “Di” (Altura de corte), do mesmo modo que
“Ap” e “Ac”, deve ser programado de acordo com os dados da pastilha
utilizada, pois, será utilizada quando simularmos um programa no modo
de simulação do comando. Este dado é retirado do catálogo da
ferramenta.
Figura 1.18

21
5. Movimentar cursor para o campo ”W” (Desgaste máximo permitido),
deve ser programado de acordo com o catálogo da ferramenta.
6. Movimentar cursor para o campo ”N” (Número de vezes para atingir o
desgaste máximo), deve ser programado de acordo com o catálogo
da ferramenta.
7. Movimentar cursor para o campo “TS” (Ferramenta substituta após
desgaste máximo), deve informar o número da ferramenta.
8. Movimentar cursor para o campo ”Cor” (Cor da ferramenta para ser
usado no tracer), através das teclas cima/baixo define a cor do
“trancer” no modo de simulação.
9. Movimentar cursor para campo “Unit” (Unidade mm(0) ou Inch(1)),
através da tecla alternamos entres as unidades de medida da
ferramenta.
10. Movimentar cursor para campo “NAvisos” (Número de peças para
avisar troca de ferramenta), deve digitar a quantidade de peças que a
ferramenta deve fazer.
11. Movimentar cursor para campo “Ncorr” (Número de peças para
aplicar correção), devemos digitar a quantidade de peças que a
ferramenta irá fazer, para que seja aplicada a correção de
ferramenta.
12. Movimentar cursor para campo “Corr. X” (Correção em X), devemos
programar a correção que deve ser aplicada no eixo X da ferramenta
selecionada.

22
13. Movimentar cursor para campo “Corr. Z” (Correção em Z), devemos
programar a correção que deve ser aplicada no eixo Z da ferramenta
selecionada.
14. Pressionar a tecla e selecionar a tecla 2, ver figura abaixo:
Figura 1.19
15. Pressionar a tecla .

23
1.3.6 - Preset de Ferramentas
Toda vez que carregamos uma ferramenta nova na torre ou
mudamos o processo de usinagem é necessário que seja feito um novo
zeramento das ferramentas, para isso é necessário que a ferramenta
esteja ativa e definida no editor de ferramenta, caso a ferramenta não
esteja ativa não será possível fazermos o “preseting”. Para ativa-la
devemos seguir o seguinte procedimento:
O primeiro passo para fazer o “preseting” da ferramenta é
verificar através de um paquímetro o diâmetro da peça a ser usinada.
Em seguida pressionar a tecla no comando , será
apresentada a seguinte tela:
Figura 1.20

24
Em seguida devemos pressionar a tecla “M” (Função auxiliar) digitar 3 ou 4,
depende da posição da torre de ferramentas e em seguida pressionar a tecla , será
selecionado o próximo campo “T” (Ferramenta), neste campo deve–se digitar o
número correspondente a ferramenta, ver figura abaixo.
Em seguida pressionar a tecla , será selecionado o próximo campo “D”
(corretor de ferramenta) deve-se digitar o número do corretor que será utilizado
para a ferramenta programada anteriormente, e em seguida novamente
pressionar tecla . Para sair do campo devemos pressionar a tecla .
Para iniciar a execução devemos pressionar a tecla .
Para exemplo, utilizaremos a ferramenta 1 e o corretor 1, ver figura abaixo:
Figura 1.21

25
Eixo em X Com o eixo arvore girando, movimentar o eixo “X” através da Manivela até que
a ponta da ferramenta encoste-se à peça e faça um risco na mesma.
Em seguida devemos parar o giro do arvore através da tecla e
pressionar a tecla , será apresentada a seguinte tela:
Figura 1.22
Em seguida devemos pressionar a tecla , será aberta a seguinte caixa na
parte superior da tela do comando:
Devemos digitar o valor medido da peça.

26
Observação:
Caso a máquina esteja configurada em raio, no campo acima
devemos digitar o raio da peça medida. Se estiver em diâmetro devemos
digitar o diâmetro da peça medida.
Note: Após digitarmos o raio ou diâmetro da peça medida, o comando irá
calcular o comprimento LX da ferramenta e informará na tela, caso esteja
correto devemos pressionar a tecla .
Eixo Z
Com o eixo arvore girando, movimentar o eixo “Z” através da Manivela até que
a ponta da ferramenta encoste na face da peça.
Em seguida devemos parar o giro do arvore através da tecla e
pressionar a tecla , será apresentada a seguinte tela:

27
Figura 1.23
Em seguida devemos pressionar a tecla , será aberta a seguinte caixa na
parte superior da tela do comando:
Devemos digitar o valor adotado para este ponto da peça.
Note: Após digitarmos o valor da posição Z, o comando irá calcular o
comprimento LZ da ferramenta e informará na tela, caso esteja correto
devemos pressionar a tecla .

28
1.3 7 - Correção de Ferramenta.
Para fazer a correção de ferramenta, devemos pressionar a tecla
, será apresentada a seguinte tela:
Figura 1.24
Devemos pressionar a tecla será apresentada a seguinte tela:
Figura 1.25
29
Nesta tela será apresentado os campos “DLx” e “DLz”, devemos
pressionar a tecla , o campo “DLx” será selecionado, digitar o valor da
correção da ferramenta que se deseja fazer e em seguida pressionar a
tecla .
Note: que no acima dos campos de coordenada, será apresentado o novo
valor Lx e Lz após a correção da ferramenta.
Obs: Os valores de incremento acrescentados nos campos “DLx” e “DLz”
devem ser somado ao incremento anterior, pois o comando Proteo faz
esta correção de modo absoluto.
Exemplo:
Caso no campo “DLx” e “DLz”, os valores apresentados na tabela seja:
DLx = - 0.2
DLz = - 0.2
Se o operador desejar fazer uma correção de –0.2mm no eixo X e Z,
deverá programar no campo DLx = - 0,4mm e DLz = - 0.4mm.

30
1.3.8 - Editor de origens.
Ao pressionar a softkey “Origens” é apresentada a seguinte tela,
ver figura 1.26 abaixo.
Figura 1.26
Nesta tela podemos alterar as origens da máquina utilizando na
programação G53, G54, G55, G56, G57, G58 e G59 ou acessando o
modo de usuário 0, selecionando o campo que deseja alterar e
confirmando com a tecla ENT. Para gravar as alterações realizadas
devemos pressionar a tecla END e escolher a opção desejada (figura
1.27):
Figura 1.27

31
1.3.9 - Modo Manivela
Quando pressionado softkey , será apresentada a seguinte tela:
Figura 1.28
Nesse modo o comando permite movimentar o eixo desejado seguindo
um incremento escolhido através das softkey Aumenta
Incremento ou Diminui Incremento.
No canto esquerdo inferior é apresentado o incremento e o eixo selecionado,
ao pressionar a softkey para aumentar ou diminuir este incremento é
apresentado neste campo. Para selecionar o Eixo X ou o Eixo Z basta
pressionar a tecla correspondente ao eixo desejado.
ou
Obs: Caso o parâmetro P036, P37, P40, P41, P44 e P45 estejam
desligados a softkey apresentada na tela será travada, ou seja, para o
comando não existe manivela acoplada.

32
1.4 - Monitor de Execução
1.4.1 - Execução Contínua
Ao pressionar a softkey será apresentado a seguinte tela:
Figura 1.29
Nesse modo o operador consegue executar o programa e se não estiver
em execução também é possível editar.
Quando existe um programa aberto e pressionamos a tecla MOD
aparecerá uma janela com as informações a respeito do status de
algumas memórias:
ou

33
1.4.2 - Execução Passo a Passo
Ao pressionar a softkey será apresentado a seguinte tela:
Figura 1.30
O Funcionamento do Modo de Execução Passo a Passo é
semelhante ao modo de execução continua a única diferença é que para
executar cada sentença programada deve-se pressionar a tecla Start.
Estando com um programa aberto na tela se pressionarmos a tecla
GOTO aparecerá a seguinte janela:
Figura 1.31
Essa janela permite que o operador digite um valor que
corresponde a linha em que se deseja acessar

34
Se pressionar GOTO novamente então aparecerá cada uma das
opções abaixo listadas:
Figura 1.32
Através dessa janela é possível ir diretamente a um label criado dentro do
programa
Figura 1.33
Através dessa janela o usuário consegue saltar diretamente para
uma marca N.
Figura 1.34
É possível também verificar o valor de qualquer variável H de
usuário. Essas variáveis são usadas para os cálculos com os programas
paramétricos (ciclos fixos).
Figura 1.35
Também permite a visualização das variáveis de PLC.

35
1.4.3 - Simulação Gráfica
Para utilizar o recurso da simulação gráfica no Proteo, devemos
definir as ferramentas que serão chamadas durante a simulação do
programa. Para isso, devemos pressionar a tecla , e verificar se
as ferramentas estão definidas e se os seguintes campos estão
programados:
F = Família da ferramenta.
R = Raio da Ferramenta.
LC = Lado de corte da ferramenta.
AP = Ângulo da pastilha.
AC = Ângulo de corte da ferramenta.
DI = Altura de corte da pastilha.
Caso esteja programado, devemos pressionar o botão ,
será aberto a tela de execução contínua, ver figura abaixo:
Figura 1.36

36
Pressionar a tecla seta para direita, selecionar o programa que se
deseja simular com a tecla seta para cima ou para baixo a e em seguida
pressionar a tecla . Veja exemplo de um programa aberto no modo de
execução contínua.
Figura 1.37
Na tela de Execução passo-a-passo ou no monitor de execução, devemos
pressionar a tecla , será apresentada a seguinte tela:
Figura 1.38

37
Configurando o Gráfico
Para configurar o gráfico do comando devemos pressionar a tecla ,
será aberta a seguinte caixa de opções:
0 - Habilitar Gráfico, podemos habilitar ou não o gráfico na tela do comando
através tecla .
1 – Reseta Simulador, através desta opção podemos resetar o simulador
gráfico, para isso basta pressionar estar sob a opção reseta simulador a
tecla .
2 – Apaga Linhas, através desta opção podemos apagar a linha do gráfico
executado, para isso pasta pressionarmos estar sob a opção apaga linhas e
pressionar a tecla .
3 – Desenha Linhas, através desta opção podemos desenhar a linha do
gráfico, para isso pasta pressionarmos estar sob a opção apaga linhas e
pressionar a tecla .
4 – Tamanho do Blank, através desta opção definimos o diâmetro,
comprimento do blank (peça) e posição Z da face do blank (peça). Para
alterar os dados devemos pressionar tecla , selecionar o item que se
deseja configurar, digitar o valor do numérico e em seguida pressionar a
tecla . Para sair do campo devemos pressionar a tecla .
5 – Ajuste Rápido, através deste item podemos ajustar a visualização para
metade da tela ou tela inteira, para configurar devemos pressionar a tecla
38
, selecionar a opção que desejamos e em seguida pressionar a tecla .
Para sair do campo devemos pressionar a tecla .
6 – Escalas, através deste item podemos configurar as escalas do desenho
para uma melhor apresentação na tela, para configurar estas escalas deve-
se pressionar a tecla , digitar o valor da escala Xmax. e em seguida
pressionar a tecla . Deve-se repetir o mesmo procedimento para o Xmin.,
Zmax. e Zmin.
Após configurar as escalas deve-se pressionar a tecla .
7 – Tam. Placa e contraponto, através deste item podem configurar o
diâmetro da placa, altura e largura da pinça, posição, diâmetro e largura do
contraponto e diâmetro da base do contraponto. Para isso devemos
pressionar a tecla , digitar o valor desejado e em seguida pressionar a
tecla . Deve-se repetir o mesmo procedimento para os demais itens.
Após configurar as escalas deve-se pressionar a tecla .
8 – Inverte X, através deste item podemos alterar o sentido no gráfico do
eixo X, para isso devemos pressionar a tecla .
90 - Inverte Z, através deste item podemos alterar o sentido no gráfico do
eixo Z, para isso devemos pressionar a tecla .
91 – Desenha Contraponto, através deste item podemos habilitar ou
desabilitar o desenho do contraponto na simulação, para isso devemos
pressionar a tecla .

39
1.4.3 - Editor de Programa
Ao pressionar a softkey Execução passo ou execução contínua será
apresentada a seguinte tela:
Figura 1.39
Se pressionarmos a tecla MOD e não estivermos na edição de
programa, então o comando habilita ou não a verificação do tamanho do
programa. Esse recurso só funciona para programas que tem um nome
definido.
Figura 1.40

40
1.4.4 - Operações com os Programas
Estando na tela de diretório e pressionando a tecla PGM aparecerão as
seguintes opções:
Figura 1.41
0 - Listar
Estando no modo de edição ou no modo de execução de programa,
através da função “LISTAR” podemos visualizar o conteúdo dos
programas armazenado no diretório do comando. Ver figura abaixo:
Figura 1.42

41
Para alterar a visualização do programa devemos pressionar a tecla
ou . Caso deseje alterar um programa deve-se pressionar a tecla .
Para Sair deve-se pressionar a tecla .
1 - Copiar
Este recurso possibilita ao operador realizar a copia do conteúdo de
um programa para outro programa. Quando selecionado a opção “1”, será
aberta a seguinte tela:
Figura 1.43
Na parte superior do equipamento aparecerá a seguinte mensagem: “Copiar programa “X” para “Y””.
Definição:
X – Arquivo de Origem.
Y – Arquivo de Destino.
Deve-se informar o programa que se deseja copiar e indicar o número
do novo programa onde será feita a cópia.
42
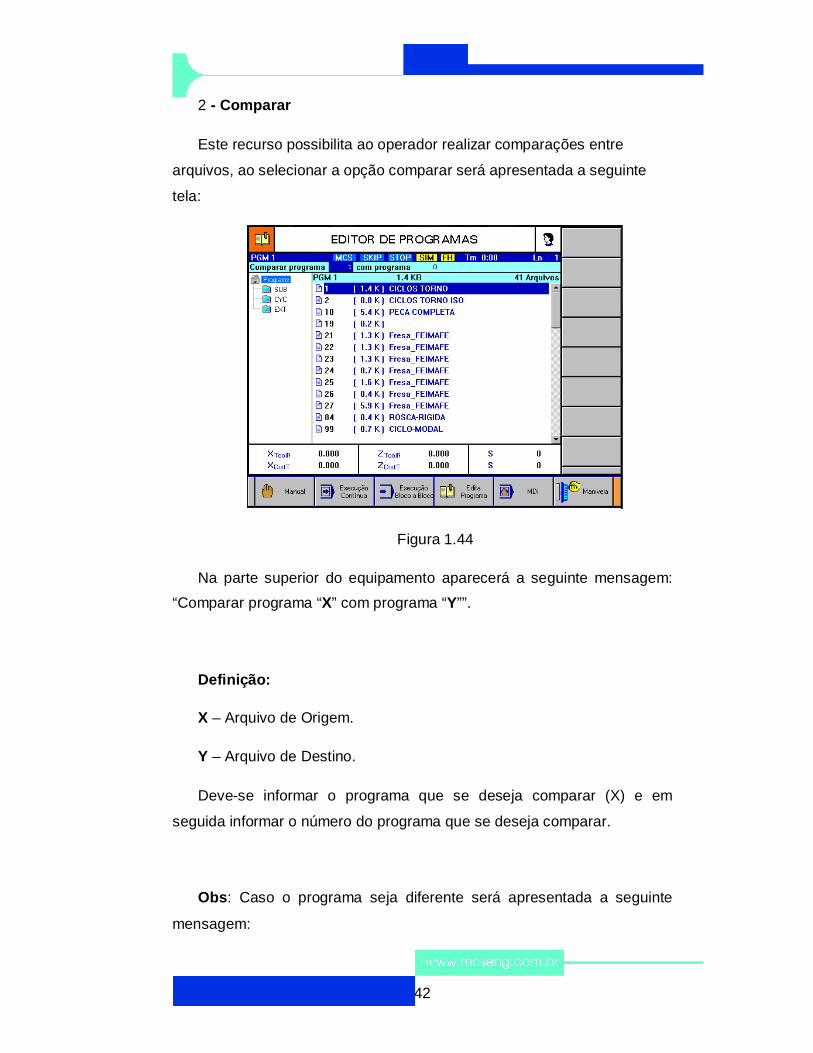
2 - Comparar
Este recurso possibilita ao operador realizar comparações entre
arquivos, ao selecionar a opção comparar será apresentada a seguinte
tela:
Figura 1.44
Na parte superior do equipamento aparecerá a seguinte mensagem: “Comparar programa “X” com programa “Y””.
Definição:
X – Arquivo de Origem.
Y – Arquivo de Destino.
Deve-se informar o programa que se deseja comparar (X) e em
seguida informar o número do programa que se deseja comparar.
Obs: Caso o programa seja diferente será apresentada a seguinte
mensagem:

43
“Arquivos são Diferentes”.
Se forem iguais não será apresentada mensagem.
3 - Renumerar
Este recurso possibilita ao operador alterar o número de um programa
existente na memória do comando, quando selecionada esta opção será
apresentada a seguinte tela:
Figura 1.45
Na parte superior do equipamento aparecerá a seguinte mensagem: “Renumerar programa “X” para “Y””.
Definição:
X – Arquivo de Origem.
Y – Arquivo de Destino.
Deve-se informar o programa que se deseja alterar seu número (X) e
em seguida informar o número desejado.
4 - Nome

44
Para implementar um nome a um programa devemos entrar no modo de
Edição ou Programação no Proteo, ver figura abaixo:
Figura 1.46
Pressionar a tecla será selecionado o campo onde se localiza
o programa, ver figura abaixo:
Figura 1.47

45
Através das teclas e podemos selecionar o programa que
desejamos colocar um nome, no nosso caso o programa 19, ver figura
abaixo:
Figura 1.48
Após selecionar o programa, devemos pressionar a tecla , será
aberta a seguinte tela:
Figura 1.49

46
Podemos selecionar a opção “4” através das teclas e ou
simplesmente pressionar a tecla , será apresentada a seguinte tela:
Figura 1.50
Obs: que na parte superior do comando aparece a seguinte
mensagem: “Mudar nome de 19”. Neste momento devemos pressionar a
tecla , em seguida será apresentada a seguinte mensagem: “Novo nome:”, ver figura abaixo:

47
Figura 1.51
Definindo nome.
No canto superior esquerdo das teclas são apresentadas as letras
correspondentes que são utilizadas para escrever o nome no programa, veja
exemplos abaixo:
Veja o exemplo 1 da tecla S.
Caso desejar programar a letra “R” temos que pressionar as teclas
“2nd” + “S”. Se desejar programar a letra “S” o led da tecla “2nd” deve
estar desligado e pressionar a tecla “S”.
Exemplo 2:
Através do teclado numérico devemos digitar o nome desejado: Exemplo MCS.
Antes de pressionar a tecla “M” devemos verificar se o led da tecla
2nd encontra-se desligado, em seguida podemos pressionar a tecla em
seguida a tecla e a tecla . Para assumir o valor digitado deve-se
pressionar a tecla .
5 – Enviar Programa
Este recurso possibilita ao operador enviar um programa a um dispositivo
externo, ver parte de comunicação.
6 – Receber Programa
Este recurso possibilita ao operador receber um programa de um dispositivo
externo, ver parte de comunicação.
7 - Escriptar

48
Este recurso possibilita o operador escriptar um arquivo, não deixando outro
operador ver o conteúdo do arquivo.
Este recurso só poderá ser realizado com a senha de usuário e uma vez
feito não tem como desfazer este processo.
8 - Nível de Usuário
Este recurso possibilita ao operador alterar o nível de usuário de um
arquivo de programa, podendo este impedir que outra pessoa não altere o
programa sem autorização do usuário que fez o programa. Além disso caso já
possua senha de usuário onde se fez o programa se pode alterar um programa
feito por um usuário mais avançado (User 0) deixando este programa em nível
de operador.
Possíveis Usuários:
0 – User 0.
1 = User 1.
2 = User 2
9 = Operador.
Salvar Pgms
Este recurso possibilita ao operador enviar todos os programas a um
dispositivo externo, ver parte de comunicação.
Recupera Pgms
Este recurso possibilita ao operador receber todos os programas
salvos anteriormente de um dispositivo externo, ver parte de comunicação.

49
Relógio
Para ajustar o relógio do comando devemos acessar a tela de
edição ou programação, conforme figura abaixo:
Figura 1.52
Deve-se pressionar a tecla será aberta a seguinte tela:
Figura 1.53

50
Selecionar a opção “6” pressionar a tecla , será apresentada a
seguinte tela:
Figura 1.54
Para alterar os dados deve-se digitar dia, mês, ano, hora e minutos.

51
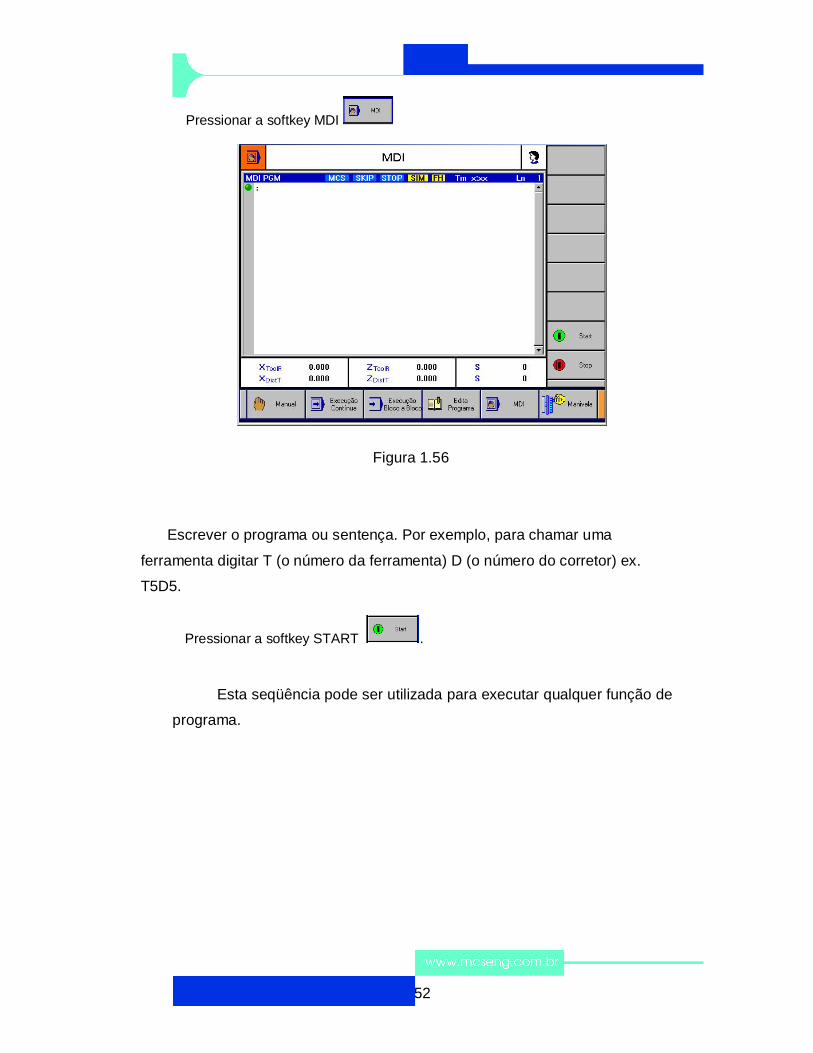
1.5 - Modo MDI
O modo de operação MDI pode ser usado para pequenas
execuções de operação ou até mesmo para execução de pequenos
programas, para testes ou preparação de máquina. Os programas ou
rotinas inseridos no modo MDI não ficam na memória principal do CNC e
pode ser apagado.
Para trabalhar em MDI devemos executar a seguinte rotina.
Figura 1.55
52
Pressionar a softkey MDI
Figura 1.56
Escrever o programa ou sentença. Por exemplo, para chamar uma
ferramenta digitar T (o número da ferramenta) D (o número do corretor) ex.
T5D5.
Pressionar a softkey START .
Esta seqüência pode ser utilizada para executar qualquer função de
programa.

53
Operação em Bloco em modo MDI
Este recurso possibilita o operador realizar teste com determinadas
sentenças e depois inserir em um outro programa. Para utilizar este
recurso devemos pressionando a tecla END estando em MDI, em seguida
devemos selecionar as sentenças testadas através das setas cima/baixo e
após selecionar pressionar a tecla END novamente aparecerá a seguinte
janela:
Figura 1.57
Após a escolha da opção é possível repetir a operação em bloco e
inserir as linhas selecionadas em um programa definitivo.

54
1.6 - Ciclos Fixos
Para escolher um ciclo fixo, ou programa paramétrico, o Proteo tem
uma tela para facilitar essa operação.Quando estamos numa edição de
programas e desejamos inserir um ciclo fixo pressionamos a tecla 4 (figura
1.58).
Figura 1.58
E então a tecla help (figura 1.59)
Figura 1.59

55
Aparecerão as opções disponíveis para a escolha do programador.
Pressionando Ent abrirá outra opção.
Figura 1.60
Pressionando Ent mais uma vez abrirá os campos para a
programação dos valores do ciclo.
Figura 1.61
Se o programador sabe o número do ciclo basta pressionar a tecla 4 e digitar
o número do ciclo desejado.

56
1.7 - Operação em Bloco Modo Edição
Pressionando a tecla END estando em uma edição de programa,
devemos selecionar as linhas para a operação em bloco através das setas
e pressionando END novamente aparecerá a seguinte janela:
Figura 1.62
Após a escolha da opção é possível repetir a operação em bloco e
inserir as linhas selecionadas em um programa definitivo.

57
1.8 - Manutenção
1.8.1 - Editor de Parâmetros
Figura 1.63
Através das setas que existem no teclado do Comando é possível navegar
entre os grupos de parâmetros e também entre os próprios parâmetros.
Para alterar os valores dos parâmetros é necessário estar com o usuário
ZERO habilitado. Após a alteração deve-se atualizar/gravar as novas
alterações no comando através da tecla END.
Figura 1.64

58
1.8.2 - Visualizador de Memória
Figura 1.65
Essa tela tem como objetivo auxiliar a verificação de variáveis especiais de
controle do PLC ou do próprio CNC. Para facilitar a visualização existe a
possibilidade de verificar em diversos tipos de base numérica. Para
visualizar essa tabela basta pressionar a tecla MOD e escolher a base
através das setas e pressionar ENT ou diretamente o número desejado.
Figura. 1.66

59
1.8.3 - Visualizador de entradas
Figura 1.67
A tela de Status das Entradas serve para verificar um possível mau
funcionamento de algum botão, chave ou sensor de forma mais amigável
com o operador.
Clicando nas softkeys verticais o operador seleciona as opções
disponíveis.Por exemplo, para ver o Grupo 0 e o Grupo 1 das entradas, o operador clica na softkey “Status Entradas E0 e E1”.
Note: As entradas dos Grupos “0” e “1” são as entradas do terminal
Proteo, enquanto as entradas dos grupos “2 à 5” estão localizadas nos
módulos 16E e 16 S digitais.
60
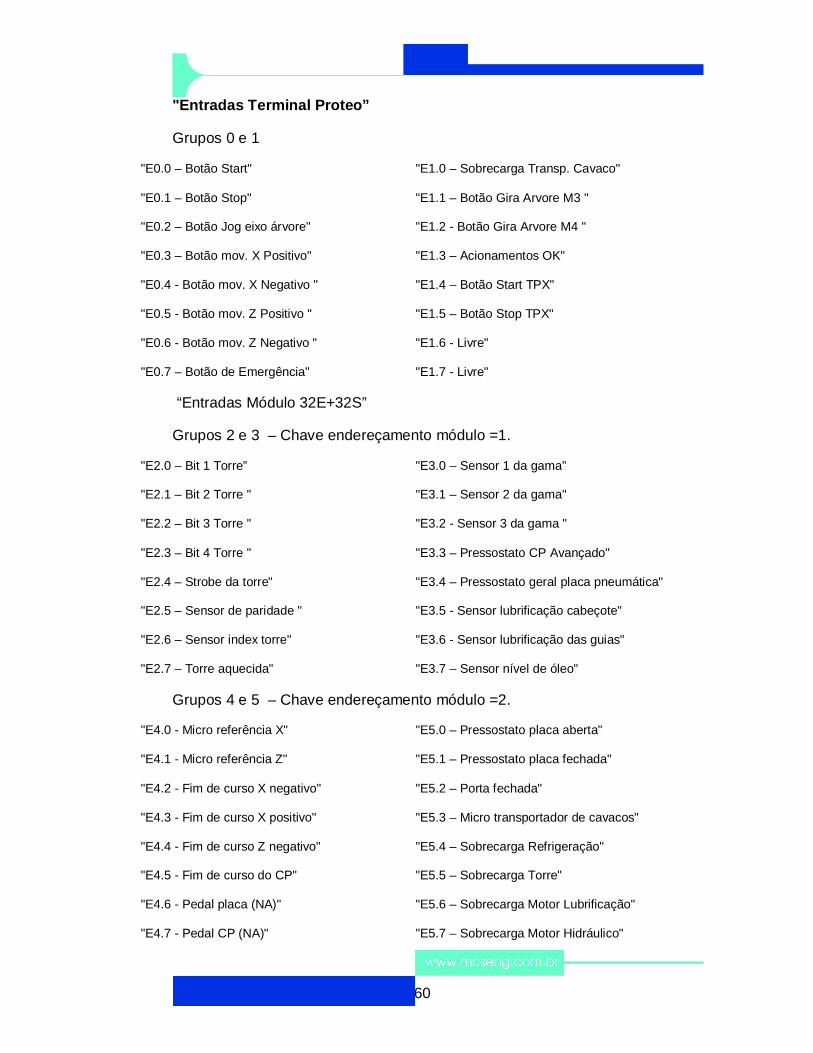
"Entradas Terminal Proteo”
Grupos 0 e 1
"E0.0 – Botão Start"
"E0.1 – Botão Stop"
"E0.2 – Botão Jog eixo árvore"
"E0.3 – Botão mov. X Positivo"
"E0.4 - Botão mov. X Negativo "
"E0.5 - Botão mov. Z Positivo "
"E0.6 - Botão mov. Z Negativo "
"E0.7 – Botão de Emergência"
"E1.0 – Sobrecarga Transp. Cavaco"
"E1.1 – Botão Gira Arvore M3 "
"E1.2 - Botão Gira Arvore M4 "
"E1.3 – Acionamentos OK"
"E1.4 – Botão Start TPX"
"E1.5 – Botão Stop TPX"
"E1.6 - Livre"
"E1.7 - Livre"
“Entradas Módulo 32E+32S”
Grupos 2 e 3 – Chave endereçamento módulo =1.
"E2.0 – Bit 1 Torre”
"E2.1 – Bit 2 Torre "
"E2.2 – Bit 3 Torre "
"E2.3 – Bit 4 Torre "
"E2.4 – Strobe da torre"
"E2.5 – Sensor de paridade "
"E2.6 – Sensor index torre"
"E2.7 – Torre aquecida"
"E3.0 – Sensor 1 da gama”
"E3.1 – Sensor 2 da gama"
"E3.2 - Sensor 3 da gama "
"E3.3 – Pressostato CP Avançado"
"E3.4 – Pressostato geral placa pneumática"
"E3.5 - Sensor lubrificação cabeçote"
"E3.6 - Sensor lubrificação das guias"
"E3.7 – Sensor nível de óleo"
Grupos 4 e 5 – Chave endereçamento módulo =2.
"E4.0 - Micro referência X"
"E4.1 - Micro referência Z"
"E4.2 - Fim de curso X negativo"
"E4.3 - Fim de curso X positivo"
"E4.4 - Fim de curso Z negativo"
"E4.5 - Fim de curso do CP"
"E4.6 - Pedal placa (NA)"
"E4.7 - Pedal CP (NA)"
"E5.0 – Pressostato placa aberta"
"E5.1 – Pressostato placa fechada"
"E5.2 – Porta fechada"
"E5.3 – Micro transportador de cavacos"
"E5.4 – Sobrecarga Refrigeração"
"E5.5 – Sobrecarga Torre"
"E5.6 – Sobrecarga Motor Lubrificação"
"E5.7 – Sobrecarga Motor Hidráulico"
61
Grupos 4 e 5 – Chave endereçamento módulo =2.
“E6.0 – Entrada 2 Emerg. manivela”
"E6.1 – Posição 2 escala maniv. remota"
"E6.2 – Posição 1 escala maniv. remota"
"E6.3 – Posição 0 escala maniv. remota"
"E6.4 – Manivela conectada"
"E6.5 – Posicão 2 eixo manivela remota"
"E6.6 – Posicão 1 eixo manivela remota"
"E6.7 – Posicão 0 eixo manivela remota"
"E7.0 – Tecla sent. Positivo maniv. remota"
"E7.1 – Tecla rápido manivela remota"
"E7.2 – Tecla sent. Negativo maniv. remota"
"E7.3 – Manivela remota habilitada"
"E7.4 - Livre"
"E7.5 - Livre"
"E7.6 - Livre"
"E7.7 - Livre"
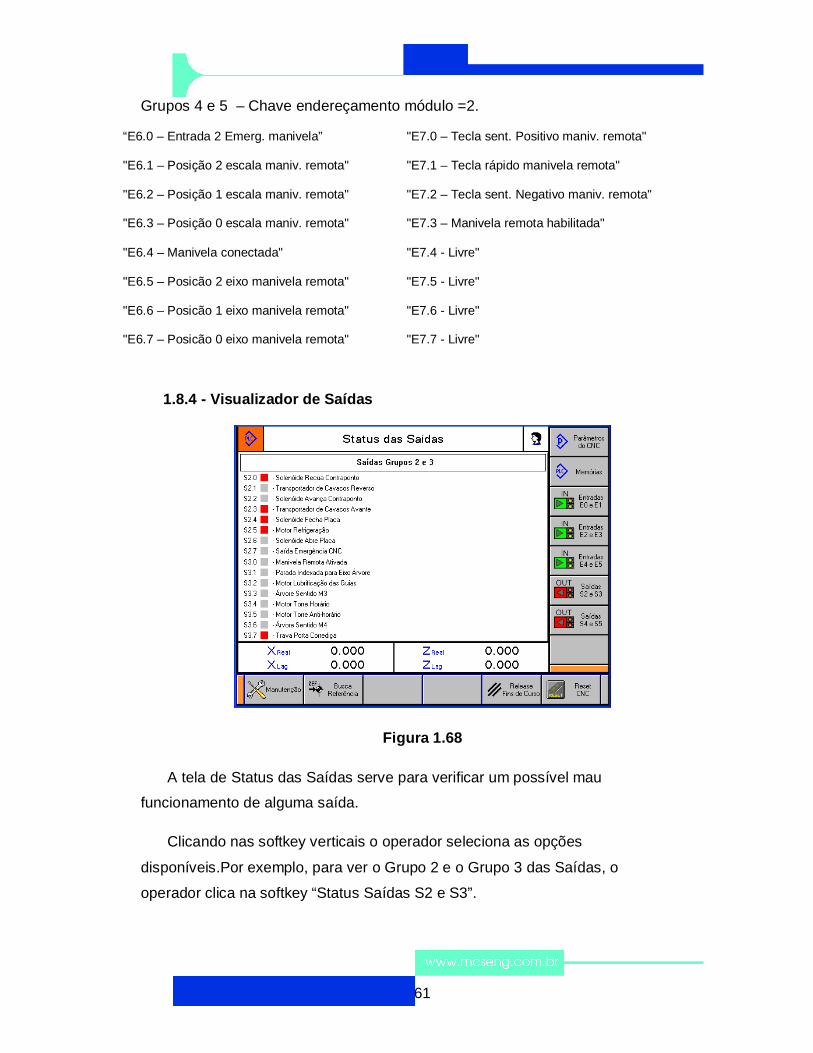
1.8.4 - Visualizador de Saídas
Figura 1.68
A tela de Status das Saídas serve para verificar um possível mau
funcionamento de alguma saída.
Clicando nas softkey verticais o operador seleciona as opções
disponíveis.Por exemplo, para ver o Grupo 2 e o Grupo 3 das Saídas, o
operador clica na softkey “Status Saídas S2 e S3”.

62
Note: As saídas dos Grupos “0” e “1” são as entradas do terminal Proteo,
enquanto as e saídas dos grupos “2 à 5” estão localizadas nos módulos 16E e
16 S digitais.
Saídas existentes
"Saídas Módulo 32E+32S”.
Grupos 2 e 3 – Chave endereçamento módulo “1”.
"S2.0 - Solenóide Recua Contraponto"
"S2.1 - Transportador de Cavacos Reverso"
"S2.2 - Solenóide Avança Contraponto"
"S2.3 - Transportador de Cavacos Avante"
"S2.4 - Solenóide Fecha Placa"
"S2.5 - Motor Refrigeração"
"S2.6 - Solenóide Abre Placa"
"S2.7 - Saída Emergência CNC"
"S3.0 – Manivela remota Ativada"
"S3.1 – Parada indexada para eixo árvore"
"S3.2 - Motor Lubrificação das Guias"
"S3.3 – Arvore sentido M3"
"S3.4 - Motor Torre reverso"
"S3.5 - Motor Torre avante"
"S3.6 – Arvore sentido M4"
"S3.7 - Trava Porta Corrediça"
63
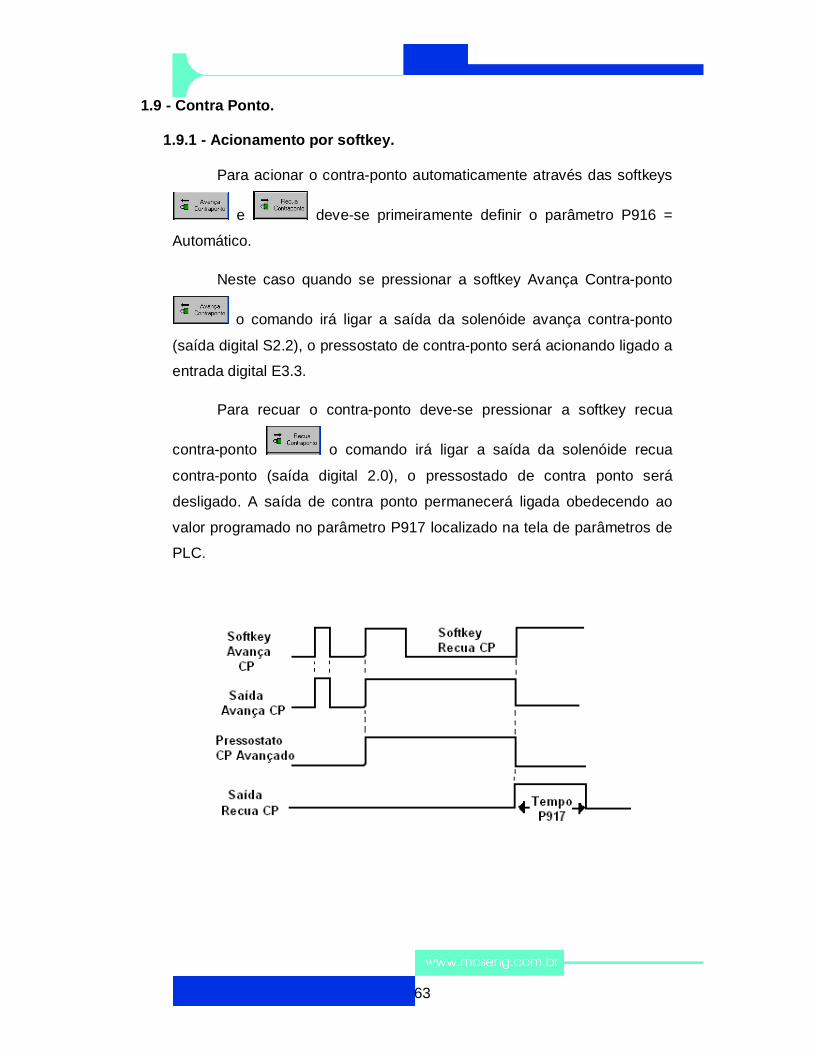
1.9 - Contra Ponto.
1.9.1 - Acionamento por softkey.
Para acionar o contra-ponto automaticamente através das softkeys
e deve-se primeiramente definir o parâmetro P916 =
Automático.
Neste caso quando se pressionar a softkey Avança Contra-ponto
o comando irá ligar a saída da solenóide avança contra-ponto
(saída digital S2.2), o pressostato de contra-ponto será acionando ligado a
entrada digital E3.3.
Para recuar o contra-ponto deve-se pressionar a softkey recua
contra-ponto o comando irá ligar a saída da solenóide recua
contra-ponto (saída digital 2.0), o pressostado de contra ponto será
desligado. A saída de contra ponto permanecerá ligada obedecendo ao
valor programado no parâmetro P917 localizado na tela de parâmetros de
PLC.

64
1.9.2 - Acionamento por pedal.
Para acionar o contra-ponto automaticamente através do pedal
deve-se pressionar o pedal do contra ponto, este envia um pulso para
entrada E2.7 Pedal CP, o comando irá ligar a saída da solenóide avança
contra-ponto (saída digital S2.2), o pressostato de contra-ponto será
acionando ligado a entrada digital E4.0.
Para recuar o contra-ponto deve-se pressionar novamente o pedal e
este envia um novo pulso para entrada, o comando irá ligar a saída da
solenóide recua contra-ponto (saída digital 2.0), o pressostado de contra
ponto será desligado.
Observação:
Caso se trabalhe com contra-ponto automático deve-se alterar o
parâmetro P931 = Sim (Habilita supervisão sensores CP manual).
Caso se trabalhe com contra-ponto Manual deve-se alterar o
parâmetro P931 = Não (Habilita supervisão sensores CP manual).
O parâmetro P917 caso seja programado em zero este coloca um
tempo fixo no parâmetro.

65
1.10 - Tipo de Placa.
1.10.1 - Placa Manual
Neste caso o operador irá realizar a abertura e o fechamento da placa.
1.10.2 - Placa pneumática onça.
Quando o operador desejar Abrir a Placa deve-se acionar a softkey
“Abre placa” ou pressionar o “Pedal da placa” onde o comando irá
acionar a saída da solenóide placa aberta S2.6, caso o operador desejar
Fechar a placa pode-se pressionar a softkey “Fecha Placa” ou pressionar
novamente o “Pedal da placa”, onde o comando irá acionar a saída da
solenóide fecha placa S2.4.
Obs: Pode se utilizar para abrir e fechar a placa às funções M46 e M47 no
programa.
1.10.3 - Placa Hidráulica.
Para abrir a placa pode ser feito através do “Pedal da placa” ou
através da função M46, onde o comando irá acionar a saída da solenóide
S2.6 e irá aguardar o sinal do pressostato ligado na entrada E5.0.
Para fechar a placa pode ser feito através do “Pedal da placa” ou
através da função M47, onde o comando irá acionar a saída da solenóide
S2.4 e irá aguardar o sinal do pressostato ligado na entrada E5.1.
Observação: Não se consegue abrir e fechar a placa através das softkeys
neste caso.

66
1.11 - Transportador de cavaco.
Nas máquinas que possuam transportador de cavaco, devemos habilitar a
opção “Transportador de cavaco = sim”, localizada na pasta
“Manutenção” e em seguida “Parâmetros”,e em seguida devemos
selecionar a pasta “PLC”, ver figura abaixo:
Figura 1.69
Para habilitar o transportador de cavaco, devemos estar na tela de
Modo Manual, ver figura abaixo:

67
Figura 1.70
Em seguida pressionar a softkey indicada abaixo:
Figura 1.71
Será alterada a árvore de softkey vertical apresentando a seguinte árvore:
Figura 1.72
68
Para avançar o transportado de cavaco é necessário que o micro
Transportador de cavaco ligado na entrada E5.3 esteja com 24Volts.
Para recuar o transportador de cavaco devemos manter
pressionada a tecla “Recua transportador de cavaco” por 2 segundos,
para acionar a saída transportadora de cavaco reverso S2.1.
Caso não haja sinal na E5.3 micro transportador de cavaco será
apresentada a mensagem “Transportador de cavacos enroscado”.

69
1.12 - Funções de teclas
TECLAS MODO DESCRIÇÃO
Tecla Enter
Utilizada para iniciar
introdução de dados
e para confirmar os
valores editados.
Tecla
No Enter
Utilizada para
encerrar edição não
confirmando a
alteração corrente.
Tecla
End
Na tela Parâmetro,
editor ferramenta e
origens abre campo
de atualização de
dados. Na tela
edição e execução,
com sentença aberta
encerra a sentença.
Tecla X
Em modo manual,
sem chamada da
ferramenta realiza
preset do eixo, caso
exista ferramenta
ativa, realiza preset
da ferramenta e na
edição ou execução
de programa chama
eixo a ser
programado.

70
Na edição de uma
sentença podemos
escrever letra U
pressionando tecla
2nd e X.
Tecla Y
Em modo manual,
sem chamada da
ferramenta realiza
preset do eixo, caso
exista ferramenta
ativa, realiza preset
da ferramenta e na
edição ou execução
de programa chama
eixo a ser
programado.
Na edição de uma
sentença podemos
escrever letra V
pressionando tecla
2nd e Y.
Tecla Z
Em modo manual,
sem chamada da
ferramenta realiza
preset do eixo, caso
exista ferramenta
ativa, realiza preset
da ferramenta e na
edição ou execução
de programa chama
eixo a ser
71
programado.
Na edição de uma
sentença podemos
escrever letra W
pressionando tecla
2nd e Z
Tecla CE
Utilizada para
cancelar erros,
alarmes e
mensagens de aviso.
Também limpa
campo durante
edição.
Tecla G
No modo de edição,
execução ou MDI é
usada para a
chamada das
funções G.
Na edição de uma
sentença podemos
escrever letra N
pressionando tecla
2nd e G.
Tecla S
No modo de edição,
execução ou MDI é
usada para a
chamada da rotação
S.
Na edição de uma
sentença podemos
escrever letra R

72
pressionando tecla
2nd e S.
Tecla M
No modo de edição,
execução ou MDI é
usada para a
chamada da funções
M.
Na edição de uma
sentença podemos
escrever letra F
pressionando tecla
2nd e M.
Tecla T
No modo de edição,
execução ou MDI é
usada para a
chamada da
ferramenta.
Na edição de uma
sentença podemos
escrever letra D
pressionando tecla
2nd e T.
Tecla +/-
Utilizada em
parâmetros de
configuração que
necessita alterar o
sinal do valor
programado.
Utilizado juntamente
com a tecla 2nd
habilita e desabilita
73
Skip no modo de
edição e execução.
Na edição de uma
sentença podemos
escrever letra Q
pressionando tecla
2nd e +/-.
Tecla Ponto
No modo de edição,
execução ou MDI,
chama sentença de
programação de
coordenadas
polares.
Na edição de uma
sentença podemos
escrever letra P
pressionando tecla
2nd e Ponto.
Tecla 0
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica na edição
da sentença, fora da
sentença, habilita e
desabilita o tipo de
programação modo
ISO ou MCS.
Na edição de uma
sentença podemos
escrever letra O
pressionando tecla

74
2nd e 0.
Tecla 1
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica na edição
da sentença, fora da
sentença, habilita e a
função Round.
Na edição de uma
sentença podemos
escrever letra I
pressionando tecla
2nd e 1
Tecla 2
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica na edição
da sentença, fora da
sentença, habilita e a
função Chanfro.
Na edição de uma
sentença podemos
escrever letra J
pressionando tecla
2nd e 2.
Tecla 3
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica na edição
da sentença, fora da
sentença, define

75
uma ferramenta.
Na edição de uma
sentença podemos
escrever letra K
pressionando tecla
2nd e 3
Tecla 4
No modo de edição,
execução ou MDI,
utilizada para
chamada de um ciclo
fixo, utilizada
também como tecla
numérica na edição
da sentença.
Na edição de uma
sentença podemos
escrever letra E
pressionando tecla
2nd e 4
Tecla 5
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica, e como
chamada da
sentença stop na
edição de um
programa.
Na edição de uma
sentença podemos
escrever letra H
pressionando tecla

76
2nd e 5
Tecla 6
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica e na
chamada da
sentença de
ferramenta. Na
edição de uma
sentença podemos
escrever letra L
pressionando tecla
2nd e 6
Tecla 7
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica, e como
chamada da
sentença LBS na
edição de um
programa.
Na edição de uma
sentença podemos
escrever letra A
pressionando tecla
2nd e 7.
Tecla 8
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica, e como

77
chamada da
sentença LBC na
edição de um
programa.
Na edição de uma
sentença podemos
escrever letra B
pressionando tecla
2nd e 8.
Tecla 9
No modo de edição,
execução ou MDI,
utilizada como tecla
numérica, e como
chamada da
sentença Circular na
edição de um
programa.
Na edição de uma
sentença podemos
escrever letra C
pressionando tecla
2nd e 9.
Tecla Help
Na chamada de
ciclo, mostra os
ciclos existentes no
comando.
Tecla 2nd
Utilizada para
escrever letras das
teclas.

78
Tecla Page Up
Utilizada para alterar
páginas na tela de
parâmetros e
programas.
Tecla Page Down
Utilizada para alterar
páginas na tela de
parâmetros e
programas.
Tecla Seta para
cima
Seleciona
parâmetros ou dados
nas telas que
necessitam de
seleção.
Tecla Seta para
baixo
Seleciona
parâmetros ou dados
nas telas que
necessitam de
seleção.
Tecla Seta para
direita
Seleciona
parâmetros ou dados
nas telas que
necessitam de
seleção.
Tecla Seta para
esquerda
Seleciona
parâmetros ou dados
nas telas que
necessitam de
seleção.
Tecla Go/To
Utilizada para
realizar saltos de

79
sentenças.
Tecla Del
Utilizada em
programação, edição
e M.D.I para deletar
sentenças,
programas e ciclos.
Tecla H
Utilizada em
programação, edição
e M.D.I para
chamada de
sentenças
condicionais.
Tecla PGM
Utilizada em
programação, edição
para fechar
programas abertos
nestes modos.
Tecla Off-Set
Não utilizada nesta
aplicação.
Tecla MOD
Na tela de edição e
execução sem
máquina em ciclo,
inibe tamanho
arquivo, em
execução e MDI
altera dados
visualização da tela.
Tecla GRF
Utilizada em
programação, edição
e M.D.I para

80
chamada da
sentença FAT X, em
modo de simulação
apresenta
configuração do
Gráfico.
Tecla Manivela
Utilizada para
habilitar/ Desabilita a
manivela.
Tecla Teach-In
Não utilizada nesta
aplicação
Tecla F1
Utilizada para dar
Start no ciclo
automático.
Tecla F2
Não utilizada nesta
aplicação
Tecla F3
Utilizada para dar
Stop no ciclo
automático.
Tecla F4
Utilizada para
verificar alarmes e
mensagens.
Tecla Alarmes e
Mensagens.
Utilizada para
verificar alarmes e
mensagens.
Tecla de Retorno
Utilizada para
memorizar a tela
apresentada.

81
1.13 - Habilitação de Senha
O comando MCS Proteo sai de fábrica com uma senha padrão,
sendo o fabricante da máquina responsável pela alteração da mesma.
Com a senha de usuário 0 podemos realizar qualquer alteração nos
parâmetros da máquina.
Se por ventura um programa for feito com o modo de usuário 0
habilitado, só será possível a alteração do mesmo caso seja digitado a
senha de usuário.
Ao sair da MCS o comando possuía a seguinte senha de usuário:
Para saber se o modo de usuário 0 encontra-se habilitado basta
verificar no canto superior esquerdo da tela do comando. Ver figuras
abaixo:
Indicação que o comando encontra-se com o modo de usuário
0 habilitado.
Indicação que o comando não se encontra com o modo de
usuário 0 habilitado.
Existe ainda outro modo de usuários 1, 2, 3, para acessa-los abasta
substituir a tecla “0” na seqüência acima pelo número de usuário desejado.
Caso desejar desabilitar o modo de usuário deve-se digitar a
seguinte seqüência de teclas:
Para alterar a senha de usuário, devemos estar com o modo de
usuário que se deseja alterar habilitado, em seguida devemos digitar
novamente a senha deste usuário, será apresentada a seguinte
mensagem no comando: “Digite nova senha”, neste momento devemos
digitar uma nova senha começando com o número de usuário que se esta
alterando, exemplo: caso queira alterar a senha de usuário 0, ao aparecer

82
a mensagem “Digite nova senha” devemos digitar a tecla “0” mais a
seqüência de teclas desejada, em seguida pressione a tecla será
apresentado a seguinte mensagem “Re-digite nova senha”, deve se
digitar novamente a senha digitada anteriormente e pressione a tecla
novamente. Neste momento aparecerá a mensagem “Nova senha
assinalada”, deve pressionar a tecla .





























