Embed Size (px)
Citation preview
JOSÉ BRAGA PERIARD
OTIMIZAÇÃO NO PROCESSO DE ALVEJAMENTO TÊXTIL BASEADO NO INDICADOR DE
EFICIÊNCIA GLOBAL DOS EQUIPAMENTOS - OEE
Trabalho de conclusão de curso apresentado à Faculdade de Engenharia de Minas Gerais - FEAMIG, sob a orientação do Professor Leandro Pinheiro Cintra, MSc. para obtenção do grau de Especialista em Engenharia da Qualidade – Black Belt.
BELO HORIZONTE
Setembro de 2010

DEDICATÓRIA
Dedico este trabalho:
Aos meus pais,
Aos meus filhos,
À minha mulher,
Ao Professor Leandro Pinheiro Cintra.Msc.,
amigo e orientador, pelo conhecimento e dom de ensinar.

AGRADECIMENTO
Agradeço a Deus por guiar meus passos e por me permitir mais esta conquista. À empresa e colegas de trabalho que contribuíram nesta oportunidade de crescimento profissional. Aos parceiros Paulo Roberto e Sérgio Guerreiro que muito colaboraram com seu conhecimento técnico. Ao professor Leandro Pinheiro Cintra - Msc. pela atenção, paciência e compreensão na orientação do trabalho.

Muito se pode criar, Tudo se pode mudar.
Alfredo Assumpção

RESUMO
A demanda por melhorar os produtos e processos no ambiente organizacional é cada vez mais crescente, em razão da competitividade das empresas. Por outro lado, saber definir qual é a melhor atitude a ser tomada, para termos resultados que confirmem a otimização do processo, acaba gerando incerteza em função da diversidade de metodologias de gestão existente. O mapeamento de processos permite identificar os gargalos produtivos e direcionar ações que aperfeiçoem a eficácia do equipamento, identificando e eliminando as perdas. Este trabalho identifica os fatores limitantes de um processo de alvejamento contínuo de tecido plano em uma empresa do ramo têxtil para atingir melhores resultados e, em seguida, utiliza ferramentas para a melhoria e aumento da eficiência produtiva. Com a aplicação de ferramentas estatísticas simples às mensurações diárias do processo fabril foi possível monitorar as atividades do processo em estudo. Visando gerenciar estes fatores que colaboram para desperdícios no processo, foi utilizado o indicador de eficiência global dos equipamentos – OEE (Overall equipment effectiveness). O objetivo desse trabalho consiste em analisar os fatores envolvidos no cálculo do indicador de eficiência global dos equipamentos – OEE, de modo que ações de melhoria sejam implementadas com eficácia, visando reduzir as perdas do processo e elevar o índice. No momento em que se iniciou o estudo de caso, havia uma demanda maior, da ordem de 60.000 metros por dia; mas que foi adequada ao mix produtivo do ano em curso, em razão do potencial de mercado. É necessário identificar as perdas existentes no processo fabril e avaliar o comprometimento dos índices de disponibilidade do equipamento, performance e qualidade; além de reavaliar o percentual de perdas, takt-time, setup, volumes em estoque, etc. Evidenciou-se que é possível aplicar o indicador de OEE à gestão de processos industriais sem a necessidade de grandes investimentos, mas sim com o direcionamento de ações que agilizem o retorno e o resultado esperado. A realização das propostas está a cargo da empresa, em seu devido tempo, mas os resultados serão por certo melhores que o momento atual. Palavras-chave: Têxtil. Alvejamento. Manufatura enxuta. Melhoria Contínua. Eficiência global dos equipamentos (OEE).

6
ABSTRACT
The demand for better products and processes in the organizational environment is increasingly growing due to the competitiveness of enterprises. On the other hand, know how to define what is the best course of action to be taken in order to have results that confirm the optimization process, leading to uncertainty due to the diversity of existing management methodologies. The mapping process allows us to identify production bottlenecks and guide actions that improve the effectiveness of the equipment, identifying and eliminating the losses. This work identifies the limiting factors of a process of continuous bleaching of woven fabrics in a textile company to achieve better results and then uses tools to improve and increase production efficiency. With the application of simple statistical tools to daily measurements of the manufacturing process could monitor the activities of the process under study. In order to manage these factors that contribute to waste in the process, we used the indicator of overall efficiency of the equipment - OEE (Overall Equipment Effectiveness). The aim of this study is to analyze the factors involved in calculating the indicator of overall efficiency of the equipment - OEE, so that improvement actions are implemented effectively in order to reduce the losses of the process and raise the index. The moment that started the case study, there was a greater demand in the order of 60,000 meters per day, but it was appropriate to mix productive this year, because of market potential. It is necessary to identify existing losses in the manufacturing process and evaluate the commitment of indices equipment availability, performance and quality, in addition to re-evaluate the percentage of losses, takt-time, setup, volumes in stock, etc.. Showed that it is possible to apply the indicator OEE management of industrial processes without the need for large investments, but with the direct actions that would speed up the return and the expected result. The implementation of the proposals is the responsibility of the company in due course, but the results are certainly better than the present. Keywords: Textile. Bleaching. Lean manufacturing. Continuous Improvement. Overall equipment effectiveness (OEE).
7
LISTA DE ILUSTRAÇÕES
Figura 1- Estrutura do indicador de Eficiência Global dos Equipamentos – OEE...... 13
Figura 2- Evolução do conhecimento e atitudes individuais...................................... 21
Figura 3- Modelo de redução de perdas...................................................................... 26
Figura 4- Amostra de um tecido na condição de “pré-alvejado” e “alvejado”............
30 Figura 5- 54-
Unidade de introdução - Entrada do Alvejamento Contínuo....................... 34
Figura 6- Caixas de lavagem e impregnação............................................................... 35
Figura 7- Vaporizador combinado de pré-tratamento................................................. 36
Figura 8- Compartimento de lavagem fechado........................................................... 38
Figura 9- Secadeira de cilindros vertical................................................................... 39
Figura 10- Saída do Alvejamento Contínuo................................................................. 39
Figura 11- Mercado de atuação da empresa XY Ltda (%)...........................................
42 Figura 12- A - B
Índice de Takt-time analisado no processo de Beneficiamento................
44
Figura 13- Gráfico de Pareto mensal dos motivos de parada de máquina...................
47
Figura 14- Evolução mensal dos índices de horas parada por motivos.......................
49
Figura 15- Evolução mensal do índice geral de horas parada......................................
50
Figura 16- Processo de lançamento de motivos de parada de máquina no terminal...
50
Figura 17- Equipamento ( máquina de costura) e amostra das condições de costura 51
Figura 18- Estudo de tempo e movimento relativo a atividade de troca de rolo-setup 52
Figura 19- Quadro de mapeamento de setores e layout................................................ 53
Figura 20- Quadro de KANBAN do setor de Alvejamento Contínuo......................... 54
Figura 21- Circuito interno de TV para controle de saída de máquina e Andon.......... 54
Figura 22- Tela “Monitor de Consulta da Programação” do aplicativo SGT............. 55
Figura 23- Relatório de produção geral e por turno do processo de Alvejamento..... 56
Figura 24- Comparativo de produção por turnos - Alvejamento Contínuo............. 58
Figura 25- Célula de Comunicação das informações ao nível operacional................
59
Figura 26- Gestão visual de medidores no equipamento............................................ 60
Figura 27- Carta de controle do registro de concentração de Peróxido......................
61
Figura 28- Planilha para controle diário do indicador de OEE.................................... 63
Figura 29- Evolução dos indicadores de disponibilidade, performance e qualidade 64
Figura 30- Gráfico de evolução dos indicadores do Alvejamento Contínuo..............
65
Figura 31- Gráfico de evolução do indicador – percentual de Disponibilidade......... 66
Figura 32- Gráfico de evolução do indicador - percentual de Performance.............. 67
Figura 33- Gráfico de evolução do indicador - percentual de Qualidade..................
68
Figura 34- Gráfico de evolução do indicador - percentual de OEE ...........................
69

8
LISTA DE ABREVIATURAS
OEE Eficiência global dos equipamentos ( Overall equipment effectiveness)
ABIT Associação Brasileira da Indústria Têxtil
TPM Manutenção Produtiva Total (Total Productive Maintenance)
GEQ Gestão Estratégica da Qualidade
DS Câmara de reação e repouso
FDG Fundação de Desenvolvimento Gerencial
PAEX Programa “Parceiros para a Excelência”
FDC Fundação Dom Cabral
SGT Sistema de Gestão Têxtil
OB Ordem de Beneficiamento
ETE Estação de tratamento de efluentes
POP Procedimento operacional padrão

9
SUMÁRIO
1. INTRODUÇÃO................................................................................................. 10
1.1 Contextualização............................................................................................... 15
1.2 Problema da pesquisa........................................................................................ 15
1.3 Objetivos........................................................................................................... 16
1.3.1 Objetivo geral................................................................................................... 16
1.3.2 Objetivos específicos........................................................................................ 16
1.4 Justificativa....................................................................................................... 17
1.5 Limitações......................................................................................................... 17
2. REFERENCIAL TEÓRICO.............................................................................. 18
2.1 Sair da caixa de nosso atual modo de raciocinar............................................. 18
2.2 Desperdícios no sistema produtivo ................................................................. 22
2.3 O processo de melhoria contínua ..................................................................... 27
2.4 Origem e evolução da indústria têxtil .............................................................. 28
2.5 O processo de Alvejamento Contínuo ............................................................. 30
2.6 Componentes do equipamento Alvejamento Contínuo.................................... 33
3. METODOLOGIA.............................................................................................. 40
3.1 Descrição da metodologia utilizada.................................................................. 40
3.2 Apresentação da “Empresa XY Ltda”............................................................. 41
3.3 Implementando o indicador de OEE no setor de Alvejamento Contínuo........ 43
3.4 Coleta de dados................................................................................................. 45
4. ANÁLISE DOS RESULTADOS...................................................................... 46
4.1 Analisando o indicador de disponibilidade do equipamento........................... 46
4.2 Analisando o indicador de performance do equipamento............................... 56
4.3 Analisando o indicador de qualidade do equipamento.................................... 60
4.4 Analisando o indicador de OEE do equipamento............................................
62
5. CONCLUSÃO.................................................................................................. 70
REFERÊNCIAS BIBLIOGRÁFICAS.......................................................................... 71
APÊNDICES................................................................................................................. 73
10
1. INTRODUÇÃO
A indústria têxtil se caracteriza por ser um dos ramos mais tradicionais e tem seus
primeiros passos no último decênio do Império (1880-89); destacando-se por utilizar mão-de-
obra sempre abundante e de baixa especialização. Numa economia escravista e agrária estes
foram fatores favoráveis, acrescido da oferta de matéria-prima nas grandes lavouras de
algodão. Este quadro se mantém em evolução nos períodos posteriores destacando a entrada
de equipamentos e tecnologia estrangeira; mas sendo sempre evidente a necessidade de
adequação das empresas às modernidades do setor (PRADO JUNIOR, 1976).
A modernização das empresas do ramo têxtil é fato, num momento em que a
competitividade é muito grande, seja no mercado interno ou externo; e para a indústria
brasileira em geral, que se encontra com o maquinário defasado tecnologicamente, assim
como sua equipe técnica.
Com a entrada de produtos importados, a um custo bastante reduzido; não restou
outra opção aos nossos empresários; senão rever sua postura tanto no quesito evolução
tecnológica quanto na questão de gestão de seus empreendimentos. Abre desta forma espaço
para questionamentos diversos tanto na utilização dos equipamentos e produtos, mas
principalmente na potencialidade alcançada com os mesmos. Não é mais suficiente e nem
possível, conseguir vender e recuperar os custos, mas sim manter-se competitivo.
Assim, o objetivo é adaptar-se aos novos mercados e sua competição. Há que se rever
o realinhamento dos métodos gerenciais e seus processos internos de fabricação. Fazer
investimentos em maquinários mais modernos, que permitam uma produtividade adequada
aos novos tempos é uma tarefa mais bem delineada, face às linhas de financiamento praticadas
por entidades financeiras e governo; e isto tem ocorrido com significativa expressão face aos

11
indicadores de importação de equipamentos referente ao balanço 2009 e perspectivas para
2010 para o setor têxtil e de confecção brasileira demonstrarem que nos anos de 2008/09 as
importações atingiram o valor de US$ 1.160.000,00. O Brasil de acordo com os mais recentes
estudos, é o sexto maior produtor têxtil do mundo, com um faturamento da ordem de US$ 47
bilhões em 2009. O setor envolve 30 mil empresas que representam 17,5% do PIB da
indústria de transformação e cerca de 3,5% do PIB nacional e que emprega diretamente mais
de 1,7 milhões de trabalhadores e, aproximadamente, oito milhões indiretos. No mundo, este
setor movimentou US$ 612 bilhões no comércio internacional em 2008, representando o
quarto lugar entre os manufaturados. No entanto, o Brasil ainda está aquém de sua
potencialidade como exportador, ficando com menos de 1% de participação no comércio
mundial (ABIT, 2009).
Com base neste cenário, não houve a princípio uma grande preocupação com novas
técnicas de gestão estratégica da empresa, entendendo-se que a simples modernização do
equipamento resultaria em grandes e expressivos ganhos; mas bastaram alguns anos e
balanços financeiros insatisfatórios e detectou-se um gap nos resultados esperados, visto que
a utilização dos equipamentos mais modernos requer uma evolução também em
conhecimentos técnicos, ou seja, a força trabalhadora disponível precisa ser especializada e
não somente em procedimentos operacionais do equipamento, mas em gestão estratégica do
equipamento e processos.
Para uma indústria conseguir ser competitiva, do ponto de vista de maquinário é
suficiente adquirir os mesmos equipamentos que a concorrência possui, podendo inclusive
fazer os mesmos produtos ou melhorar os processos. Mas é internamente, que se perde a
competitividade ao permitir desperdícios e perdas no processo, que até que se faça um estudo
bastante profundo pode estar acumulando ao produto um valor negativo que o cliente não tem
interesse em pagar por isso.

12
Estando o mercado consumidor cada vez mais exigente, temos que produzir
agregando valor ao produto pelas inovações implantadas, tornando o produto e a empresa
competitiva. Saber o que o cliente entende e aceita como valor ao produto, é fundamental.
Mas o grande desafio do setor está na questão cultural de gestão de empresas, a partir
de ações consistentes em análise de resultados e bons indicadores gerenciais. Infelizmente,
talvez seja possível afirmar que a discussão a respeito da eficiência ou ineficiência na
utilização dos equipamentos e processos industriais nas empresas brasileiras, seja de qual
porte for, visando identificar e analisar suas restrições, parece não estar sendo considerado do
ponto de vista estratégico como uma vantagem, como uma etapa do planejamento tão
difundido nos estudos de PDCA, mas ainda sim como perda de tempo, demora e custo.
(AGUIAR, 2006).
De acordo com HANSEN (2006) as empresas que conseguem atingir um alto nível
de produtividade e obter baixos custos produtivos, utilizam com certeza uma abordagem de
identificação de possíveis melhorias a serem implementadas no processo e estimulam o foco
de eliminação da causa raiz dos problemas, para que desta forma a evolução obtida seja
crescente e estável; evitando um desenvolvimento irregular que possa obstruir o alcance de
níveis de eficácia de equipamento e processos mais elevados. Ainda que existam resistências,
esta parece ser uma alternativa adequada, de baixo nível de investimento (muita análise e
esforço mental) e passível de ser adotada no curto prazo, desde que as ações tenham sido bem
direcionadas, podendo elevar a competitividade das empresas brasileiras.
Neste sentido, as empresas precisam trabalhar focadas em identificar e mensurar os
potenciais focos de desperdícios, eliminarem as causas raízes dos problemas e das atividades
que não estão agregando valor ao produto; e estimular a aplicação do conceito mais atual de
manufatura enxuta aos processos fabris.

13
Ainda segundo HANSEN (2006) conclui que a partir da identificação e mensuração
dos seus processos “gargalos” em termos de eficiência podem ter uma visão do baixo
aproveitamento do equipamento; permitindo desta forma vislumbrar um universo de
prováveis melhorias a serem implementadas tanto no aumento dos valores obtidos, na
utilização do equipamento e na necessidade de conhecimento técnico do processo. Um
sistema de medida eficaz e o gerenciamento dos indicadores por um staff capacitado
contribuem para aumentar a produtividade tanto no processo em estudo, como no conjunto.
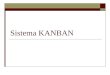
A partir do início dos anos 90, surgiu o indicador de OEE – Eficiência global dos
equipamentos (Overall Equipment Effectiveness) ainda que ligado ao TPM – Manutenção
produtiva total e inicialmente usado como apenas um índice de gestão dos equipamentos
(TAVARES, 1996); mas que gradativamente começou a ser apresentado e utilizado por
profissionais como uma ferramenta autônoma para medir o real desempenho de um
equipamento, por meio do inter-relacionamento dos índices de disponibilidade, eficiência e
qualidade (NAKAJIMA, 1989)
Figura 01 – Estrutura do indicador de Eficiência Global dos Equipamentos - OEE Fonte: Adaptado de HANSEN, R.C., (2006)

14
Utilizar as medidas da OEE e implementar um sistema de relatório de desempenho
de equipamento irá auxiliar a empresa a focar os parâmetros críticos de sucesso, a entender
melhor como está o desempenho do equipamento e identificar qual a capacidade esperada.
Analisar os valores inclusos no indicador de OEE permitirá investigar a causa raiz do
problema e direcionar ações de melhoria visando minimizar os efeitos, gerando desta forma
ganhos reais e sustentáveis ao processo produtivo.
Sendo assim, este trabalho mostra através de uma pesquisa, como o indicador de
OEE pode ser utilizado como ferramenta gerencial no sentido de mensurar o resultado das
otimizações implementadas em um processo que esteja sofrendo restrições físicas, já que o
mesmo auxilia na identificação de desperdícios, estimula a busca por melhorias contínuas e
mensura os ganhos obtidos.
A principal justificativa está na dificuldade de analisar as condições reais de
utilização dos recursos produtivos através de um indicador que consiga avaliar as inter-
relações de várias atividades que em última instância focam a melhoria do equipamento e
possam através de projetos de melhoria da eficiência do equipamento compensar a questão de
demanda variável e escassez de investimento.

15
1.1 Contextualização
O desenvolvimento deste trabalho ocorre dentro de uma linha de produção com fluxo
contínuo em uma empresa de grande porte do ramo têxtil denominada de “Empresa XY
Ltda.”1 na cidade de Belo Horizonte, Minas Gerais; produtora de tecido plano2 tinto ou
estampado e malha3 para as indústrias (Apêndice A). A base deste estudo se restringe a
analisar o equipamento que promove o processo de alvejamento4 e suas etapas, a gestão de
perdas através de relatórios gerenciais, as prováveis causas e efeitos das perdas, ações de
melhorias implementadas e o retorno das melhorias através da elaboração e manutenção dos
índices de eficiência do equipamento.
1.2 Problema da pesquisa
Qual a contribuição que a mensuração diária do indicador de OEE - eficiência global
dos equipamentos, pode oferecer para a otimização do processo de alvejamento de tecido
plano de uma indústria têxtil ?
____________________
1 Nome fictício 2 Tecido plano - produto industrial que resulta do entrelaçamento regular entre dois fios: de urdume – sentido do comprimento do tecido – e fios de trama – sentido da largura do tecido. 3 Malha - são tecidos produzidos com base em métodos de formação de laçadas. 4 Alvejamento - é o nome dado à operação química de beneficiamento primário que visa eliminar do tecido pré-alvejado as impurezas elementares que lhe proporcionam coloração pardacenta. É aplicado produto químico alvejante como peróxido de hidrogênio, que reage com a fibra. O processo de reação pode ser acelerado com a adição de vapor. Prepara o aspecto do material para processos subsequentes de branqueamento óptico, tingimento ou estampagem. É necessário uma lavagem posterior para remoção dos produtos químicos.
16
1.3 Objetivos
1.3.1 Objetivo Geral
Evidenciar através do indicador de OEE a eficácia das otimizações implementadas ao
equipamento e processo de Alvejamento Contínuo de tecido plano.
1.3.2 Objetivos específicos
• Analisar a gestão de falhas do equipamento através da identificação diária das
paradas;
• Analisar a capacidade produtiva do equipamento, ou seja, o atendimento à
demanda existente de produto a ser manufaturado;
• Demonstrar o atendimento às características específicas do processo, através do
índice de qualidade.
17
1.4 Justificativa
Atualmente, em um mercado cada vez mais competitivo e globalizado, as empresas
podem ter acesso às novas tecnologias e inovações de produtos, desde que possam ter recursos
financeiros; sendo assim somente resta uma alternativa para realizar estas ações: a geração de
recursos no próprio negócio. Produzir cada vez mais com menos recursos e adequar às
exigências do cliente/mercado se torna um grande desafio. A diferenciação pode ser alcançada
por aquela empresa que desenvolver ações voltadas para a otimização de seus processos,
sendo assim a implantação de ferramentas de gestão, tal como, melhorias contínuas, servem
para desenvolver o know-how - conhecimento na organização, estimular a troca deste
conhecimento entre as equipes, desenvolver o aprendizado em termos estratégicos, de gestão e
até mesmo pessoal.
Através da gestão organizada podemos com apenas um indicador, se bem escolhido e
analisado, promovermos uma inserção no processo ao focarmos os pontos de real criticidade.
Com o indicador de OEE – eficiência global dos equipamentos – isto se torna possível, ao
termos em mãos uma ferramenta para medir as principais perdas do equipamento, o retorno
das melhorias contínuas implementadas e a condição de analisar as reais implicações do
equipamento no cumprimento de metas.
1.5 Limitações
Este trabalho foi elaborado através de um estudo de caso realizado em uma única
empresa do ramo têxtil no mercado mineiro, e em apenas uma linha de produção, resultando
na limitação de modelos para a análise pretendida. Acresce ainda nas limitações, o fato de que
todos os resultados obtidos se restringem ao equipamento de estudo e ao período de tempo
avaliado.
18
2. REFERENCIAL TEÓRICO
2.1 Sair da caixa de nosso atual modo de raciocinar
Uma empresa é um processo e dentro dela existem vários processos: seja ele de
produtos ou de serviços (CAMPOS, 1992) os quais precisam ter uma dinâmica que permita
entendermos a inter-relação entre entres. Assim estaremos observando sempre que algo
aconteça, o efeito e seus resultados; mas também devemos voltar nossa atenção às causas que
possam ter influenciado direta ou indiretamente. Neste contexto, visualizamos a empresa
como um macro-processo onde temos as entradas – input – e as saídas – output – que
juntamente com as características específicas de cada processo estarão impactando no efeito
principal esperado. Sempre que existir causa e efeito, estaremos diante de um processo.
Mas ocorre que todo processo não é auto-gerenciável, ele não se posiciona para
atender ao resultado esperado, até que seja determinado o que se espera do processo; e desta
forma definir as características específicas para que possamos ter o que se considera o
controle do processo.
Ao aceitarmos os vários resultados que um processo pode nos ofertar, estamos
evidenciando os efeitos proporcionados por causas não mensuradas. Ao definir para cada
processo as características do processo, seja no que tange os aspectos de matéria-prima,
máquinas, medidas, mão-de-obra, método, etc, estaremos iniciando o controle gerencial sobre
o processo e/ou equipamento.
Neste ponto destaco a necessidade de implementar o conceito de “domínio
tecnológico” (CAMPOS, 1992) quando da definição de padrões para assegurar a
conformidade de processos, ou seja, padronização tanto no desenvolvimento de processos ou
produtos, na execução de tarefas, no atendimento dos objetivos da qualidade em relação à
qualidade, custo entrega; e na manutenção e melhoria de processos.
19
Estabelecido os padrões, temos que o gerenciamento da rotina diária se faz pela
manutenção do nível de qualidade do equipamento/processo uma vez que haja a intervenção
do operacional na solução de problemas ocasionais, mas o que permitirá elevar os níveis de
qualidade será definido pela intervenção de fato, nos problemas crônicos (DELLARETTI,
1994).
Para sabermos se a intervenção é eficaz precisamos estar medindo o resultado, e desta
forma é preciso definir os itens de controle que permitirão encontrar os responsáveis e aqueles
que têm autoridade para gerenciar estes itens, de maneira a garantir o resultado esperado.
Mas todo este processo de investigação visa encontrar o ponto ideal, que é almejado
pelo cliente no atendimento de suas necessidades e definições de valor pelo produto / serviço
recebido; se faz necessário refletir sobre o que é qualidade, e mais, o que é qualidade no ponto
de vista de cada cliente. Temos o caso de um produto, com todas as características definidas e
atendidas, mas direcionado para um número imprevisível de clientes com as mais diversas
necessidades e expectativas.
Segundo QUEIROZ (1995) ao analisar os estudos de DAVID A. GARVIN a respeito
da qualidade temos que para definir o termo qualidade, será preciso identificar em qual
abordagem estaremos aplicando-a; visto termos a: definição transcendental (algo utópico,
etéreo), a definição baseada no produto (entendendo que tem mais qualidade aquele produto
que teve mais aporte de materiais de alto valor), definição baseada no usuário (parte do
pressuposto que qualidade está nos olhos do cliente, e visa ser possível encontrar uma forma
de satisfazer ao universo de expectativas dos clientes), definição baseada na produção (uma
vez atendendo às características desenvolvidas para o produto, não importa a opinião do
cliente) e por último, a definição baseada no valor (onde qualidade está sendo percebida e
discutida em relação ao preço).
20
A adoção de somente um dos focos acima, não tem surtido o resultado esperado, que
seria o atendimento eficaz às necessidades dos clientes (não apenas um cliente); assim temos
que a qualidade tem evoluído com as seguintes perspectivas: primeiramente temos a era da
inspeção, seguida pela era do controle estatístico, da garantia da qualidade e por último da
gestão estratégica da qualidade.
Ainda conforme os estudos de QUEIROZ (1995) a respeito de GARVIN temos que a
Gestão Estratégica da Qualidade (GEQ) se baseia na incorporação de elementos das fases
anteriores, mas objetivando que a organização faça exatamente o que vai trazer satisfação ao
seu cliente. Para isto é necessário estabelecer um elo entre qualidade e lucratividade, definir
qualidade do ponto de vista das expectativas e necessidades do cliente e comprometer a alta
direção com este foco de gestão estratégica da qualidade.
Para isto foi definido oito dimensões que podem ser trabalhadas individualmente, mas
que se inter-relacionam e promovem melhorias no conjunto, que são: desempenho,
características secundárias, confiabilidade, conformidade, durabilidade, eficiência no reparo,
estética e qualidade percebida.
Neste trabalho, o foco será na dimensão conformidade, que tem bastante influência da
confiabilidade, visando implementar melhorias de forma que o equipamento não falhe com
muita freqüência, identificar os reflexos das quebras e falhas no equipamento, ou que seja
identificável a causa com mais assertividade; e permitindo que o custo envolvido no processo
seja justo ao final da linha produtiva, gerando em última instância a satisfação do cliente.
Para conseguir atuar de maneira diferente em relação aos problemas comuns do dia-a-
dia nas organizações, precisamos adotar uma postura de “sair da caixa de nosso atual modo de
raciocinar” conforme JANOV (1996) cita em seu livro Organização Inventiva, pois ao
escolhermos um terceiro caminho não estamos fazendo mais do que já fazemos; mas sim
permitindo-nos raciocinar sobre as nossas atividades diárias em função das variações de
21
exigência do cliente, das questões econômicas do processo e do ritmo acelerado de
desenvolvimento tecnológico. Para garantir a nossa competitividade precisamos, segundo ele,
repensar aquilo que criamos, os processos que utilizamos para produzir, as estratégicas que
usamos para afirmar nossa organização, e os meios pelo qual achamos que estamos atendendo
nosso cliente. Neste momento realizamos um exercício no processo de aprendizado, tanto
pessoal quanto profissional, quando temos as fases de rompimento com o status quo ou zona
de conforto e partimos para a assimilação de conhecimento ainda que teórico apenas, e
enfrentamos todo o processo de resistência e de negação, para podermos convencer a si
próprio e à equipe em relação a uma nova maneira de encarar a situação cotidiana na empresa.
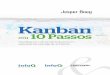
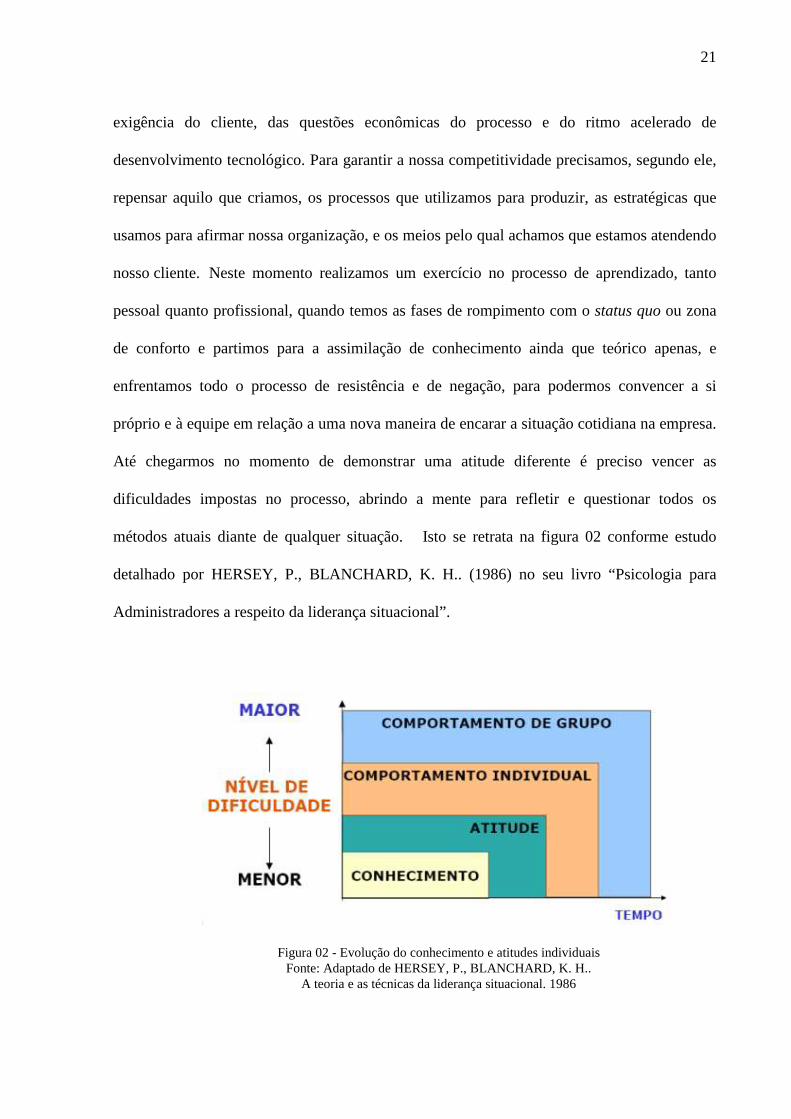
Até chegarmos no momento de demonstrar uma atitude diferente é preciso vencer as
dificuldades impostas no processo, abrindo a mente para refletir e questionar todos os
métodos atuais diante de qualquer situação. Isto se retrata na figura 02 conforme estudo
detalhado por HERSEY, P., BLANCHARD, K. H.. (1986) no seu livro “Psicologia para
Administradores a respeito da liderança situacional”.
Figura 02 - Evolução do conhecimento e atitudes individuais Fonte: Adaptado de HERSEY, P., BLANCHARD, K. H..
A teoria e as técnicas da liderança situacional. 1986

22
2.2 Desperdícios no sistema produtivo
Ao tentar aprender com o modelo Toyota de produção, nos deparamos com um termo
que tem aplicação muito subjetiva: “Temos que ser enxutos para sobreviver no mercado
competitivo” (LIKER; MEIER, 2007). Mas como saber o que é enxuto para a Toyota e para
minha realidade profissional? Temos em vários treinamentos a oportunidade de aprender
técnicas de kanban5, Andon6, Takt-time7, Lead-time8, etc mas o problema que nos desafia é
como aplicar ou por onde começamos a aplicar aquelas técnicas que parecem tão distante de
nosso meio cultural. Vem então o questionamento: será que este sistema enxuto funciona
conosco?
Mas refletindo sobre tudo isto, vem uma luz que me direciona a questionar: Meu
sistema produtivo tem perdas, desperdício? Talvez seja uma pergunta mais fácil de responder.
Para isto começo a pensar no meu sistema produtivo como uma seqüência de etapas ou
processos a serem bem realizados, para que o conjunto seja perfeito.
A melhor maneira de fazer isso, é rascunhar no papel um fluxograma do meu sistema
produtivo, seja ele macro ou específico. Entender perda em relação ao tempo previsto e tempo
realizado, pois se o tempo for maior que o previsto estará perdendo tempo que deveria estar
sendo gasto em outro lote de produção. Temos aí uma oportunidade de medir nosso lead-time.
____________________
5 Kanban - é um dispositivo sinalizador que autoriza e dá instruções para a produção ou para a retirada de itens em um sistema puxado. O termo significa "sinal" em japonês 6 Andon – ferramenta de gerenciamento visual que mostra o estado das operações em uma área e avisa quando ocorrer algo anormal. 7 Takt-time – Tempo disponível para a produção dividido pela demanda do cliente. O objetivo do tempo takt é alinhar a produção à demanda, com precisão, fornecendo um ritmo ao sistema de produção lean. 8 Lead-time -Freqüência com que uma peça ou produto é completado por um processo, conforme cronometrado por observação.

23
Ao imaginar o nosso processo em uma linha de tempo, que tem ponto inicial, estoque
de material inicial e intermediário, atividades, ritmo de produção, balanceamento de
capacidade produtiva de equipamentos e o mapeamos do início ao final, podemos enxergar
uma diversidade de pontos que precisam ser otimizados de forma a garantir um fluxo
produtivo enxuto. Temos então uma batalha a ser vencida, com a aplicação de ferramentas
adequadas a cada processo objetivando a melhoria contínua; mas não temos a certeza de que
estaremos eliminando a causa raiz do problema, e com isto garantindo um processo melhor,
mais enxuto.
Podemos gastar um esforço, em uma atividade que não resultará em ganhos
significativos; mas somente assim estaremos buscando a ação eficaz. O desconforto, a
insegurança, a luta apenas nos garante que precisamos repensar sempre se estamos adotando a
melhor estratégia; pensar nos conceitos e escolher uma ferramenta para analisar o problema,
aceitar o resultado obtido e implementar novas ações visando eliminar as perdas é a fórmula
que nos garante sucesso.
A Toyota identificou sete tipos de atividade sem valor agregado no processo
produtivo, e entendo que desta forma temos um direcionamento para iniciar nossa luta por
redução de desperdícios, ao analisar como nosso sistema se encontra em relação a:
superprodução, espera (tempo à disposição), transporte ou transferência, super-processamento
ou processamento incorreto, excesso de estoque, deslocamentos desnecessários e defeitos.
Imagine conseguir analisar um destes itens detalhadamente, e implementar melhorias
contínuas que resulte em valores mensuráveis de ganhos, de redução de desperdícios. Qual
escolher para atuar em primeiro lugar? Sugerem que seja “superprodução” já que causa a
maioria dos outros tipos de perda.
Apesar da acirrada competitividade que nos deparamos no mercado, a busca por
condição de empresa enxuta em curto prazo, me parece inviável, pois este processo de
24
melhorias evidentemente não tem início e fim, mas sim um processo cultural a ser desenhado.
Caso se tenha interesse por resultado em curto prazo, deve-se optar por ações de kaizen-blitz9
ou relâmpago, que tem focos mais específicos, e tempo e equipe definida.
A melhoria nos processos visando a análise do quanto “enxuto” ele é, baseia-se no
detalhamento através de um mapeamento das etapas que agregam valor ao produto. Se
andarmos na empresa partindo do início do processo, estaremos nos deparando com o estoque
de matéria-prima, seguido de um primeiro processo, outro estoque, o segundo processo, outro
estoque e por aí adiante. Podemos saber se está enxuto, somente com esta análise?
Precisamos neste momento utilizar duas ferramentas que auxiliam a visualizar o processo, que
são: qual o lead-time e o takt-time praticados. Estaremos aplicando-as por necessidade de uma
resposta, não por aquisição de conhecimento. Ao analisar este processo a partir deste
mapeamento estará sendo possível ver o valor agregado às atividades realizadas, e entender se
o processo está sendo empurrado ou puxado, se a formação de estoque é prevista ou
excessiva.
Ao identificar etapas do processo produtivo que resultam em takt-time que provocam
gargalos, temos o direcionamento de trabalho, e a aplicação das ferramentas que forem
necessárias para ajudar a esclarecer melhor como interferir e provocar melhorias. Qual a
ferramenta que deve ser usada, é uma questão a ser discutida.
Temos talvez a necessidade de implantar ou revisar o kanban, melhorar a comunicação
interna, gerenciar os índices de produtividade, ocupação e perdas do equipamento, avaliar a
manutenção do equipamento, melhorar setup, reduzir seus estoques, etc.
____________________
9 Kaizen - Melhoria contínua de um fluxo completo de valor ou de um processo individual, a fim de se agregar mais valor com menos desperdício.
25
Muitas vezes, a falha na implementação se deve a aplicação de ferramentas
inconsistentes e na ausência de conexão e dependência com o processo-problema. A
compreensão de como uma ferramenta pode auxiliar efetivamente no alcance de objetivos, é
um grande passo para uma ação de sucesso. Exemplificando: um mecânico experiente não
leva uma determinada ferramenta (chave de fenda) para utilizar em um reparo e depois
procura um parafuso. Ele inicialmente deve determinar a complexidade do problema, definir o
que precisa ser feito para a correção e então seleciona as ferramentas necessárias para utilizar.
É muito comum vermos organizações colocarem as ferramentas antes da compreensão, como
se fosse didaticamente melhor aprender utilizando a ferramenta, mesmo que
inapropriadamente.
É extremamente positivo aplicarmos as ferramentas, em um fluxo produtivo que esteja
comprometendo o complexo contínuo; pois ao identificar e trabalhar na redução de perdas –
que são condições básicas, estaremos verificando a inter-relação dos processos/equipamentos.
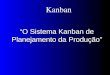
Na figura 03 a seguir, vemos um modelo de redução de perdas, que apresenta uma
estrutura de gestão e implantação das técnicas adequadas, considerando o propósito e não o
modismo, para aplicação de ferramentas que permitirão dar uma diretriz na escolha do
processo-problema, como estabelecer uma medida de desempenho, avaliar sua inter-relação,
controlar seus estoques intermediários para trazer à tona suas deficiências e estabelecer gestão
de indicadores que permitam visualizar a evolução dos resultados em relação às metas
definidas, para tornar cíclica a busca por melhorias contínuas.

26
Figura 03 – Modelo de redução de perdas Fonte: LIKER, J.K., MEIER, D. (2007)
A escolha de um indicador eficiente, e que tenha uma métrica simples, clara e global
e que gerencialmente permita uma visão de estratégia aplicada a questões pontuais e de
análise breve e eficaz, determina que focos agregados ao equipamento/processo devem ser
discutidos visando identificar as causas com profundidade.

27
2.3 O processo de melhoria contínua
Kaizen significa melhoramento. Mais ainda, Kaizen significa contínuo
melhoramento, envolvendo todos, inclusive gerentes e operários. A filosofia do Kaizen afirma
que o nosso modo de vida - seja no trabalho, na sociedade ou em casa - merece ser
constantemente melhorado.
O recado da estratégia do Kaizen é que nenhum dia deve passar sem que algum tipo de
melhoramento tenha sido feito em algum lugar da empresa.
Uma vez identificados, os problemas devem ser resolvidos. Assim, o Kaizen também é
um processo de resolução de problemas. De fato, o Kaizen exige o uso de várias ferramentas
de resolução de problemas. O melhoramento atinge novas alturas com cada problema que é
resolvido. No entanto, para consolidar o novo nível, o melhoramento deve ser padronizado.
Assim, o Kaizen também exige a padronização. O primeiro pilar do Kaizen é o Kaizen
orientado para a administração. Ele é o pilar crucial, já que o Kaizen orientado para a
administração se concentra nas mais importantes questões logísticas e estratégicas e oferece o
incentivo para manter o progresso e o moral.
Kaizen é tarefa de todos, o gerente deve envolver-se no melhoramento do seu próprio
serviço. A administração japonesa, geralmente acredita que o gerente deve dedicar pelo menos
50% do seu tempo ao melhoramento. Os tipos de projetos de Kaizen, estudados pela
administração, exige experiência sofisticada em resolução de problemas, bem como
conhecimento profissional e de engenharia, embora as simples Sete Ferramentas Estatísticas
possam ser suficientes às vezes. Eles são claramente uma tarefa da administração e com
freqüência envolvem pessoas de diferentes departamentos, que trabalham juntas nos
problemas multifuncionais como equipes de projeto, segundo HATAKEYAMA (1995)..
28
2.4 Origem e Evolução da Indústria Têxtil
Uma das mais antigas formas de trabalho humano é a fiação10 e tecelagem11, sendo
que a evolução da técnica da produção de tecidos plano liga-se fundamentalmente à evolução
das sociedades. Por outro lado, a obtenção da matéria prima e sua produção eram de grande
dificuldade. Na Antiguidade já se nota, porém, variado cultivo de fibras, ressaltando-se o
linho (Países nórdicos e Egito) e o algodão12 (Índia), no campo vegetal, e a seda (China) e a lã
(Ásia), no campo animal.
A Revolução Industrial em terras inglesas realizou melhor que os outros países a
acumulação de capitais, assim permitindo a introdução contínua de inovações técnicas e de
novas formas fabris de produção. O caráter verdadeiramente revolucionário desse processo,
que levou o homem a tornar-se independente das forças da natureza para realizar suas tarefas
produtivas, localiza-se na força motriz. Até então, qualquer mecanismo tinha sua propulsão
dependente ou da força humana e dos animais, ou das forças naturais, ventos e rios. Esta
situação mudou completamente com a introdução da máquina a vapor - como fonte de força
motriz - por James Watt, tornando a indústria uma realidade palpável.
O primeiro ramo da indústria a ser mecanizado foi a manufatura de teares, por volta de
1767 - Hargreaves. Em 1785, Edmond Cartwright inventa o tear mecânico, que se popularizou
tear de Cartwright era movido por bois, logo utilizando a força motriz gerada pelo vapor,
invenção demandada pela tecelagem. Com a colonização portuguesa entram no Brasil o
descaroçador, a roca e o tear manual, a partir de 1820, permitindo o aparecimento de
modernas fábricas de tecidos (PRADO JUNIOR, 1976).
____________________ 10 Fiação - processo final de transformação das fibras individuais em um fio contínuo coeso e maleável. 11 Tecelagem - transformação do fio em tecido, através das operações de entrelaçamento regular dos fios. 12 Algodão - fibra natural de origem vegetal procedente do algodoeiro.
29
A excelência do algodão do norte do Brasil e a importância da produção de tecidos de
forma doméstica levaram Portugal a fomentar e organizar bases mais amplas para a expansão
desta atividade.
Em 1837, organiza-se a Companhia Industrial Mineira, para uso de máquinas de fiar e
tecer e que, em 1839, trabalhou em Neves, então distrito de Sabará, com três máquinas de
"aprontar algodão", vinte e oito fusos para fio grosso e seis teares. Mas a moderna indústria
têxtil surgiria em Minas Gerais no início da década de 1870, com a instalação da Fábrica do
Cedro em Tabuleiro Grande, município de Sete Lagoas (PRADO JUNIOR, 1976).
30
2.5 O processo de Alvejamento Contínuo
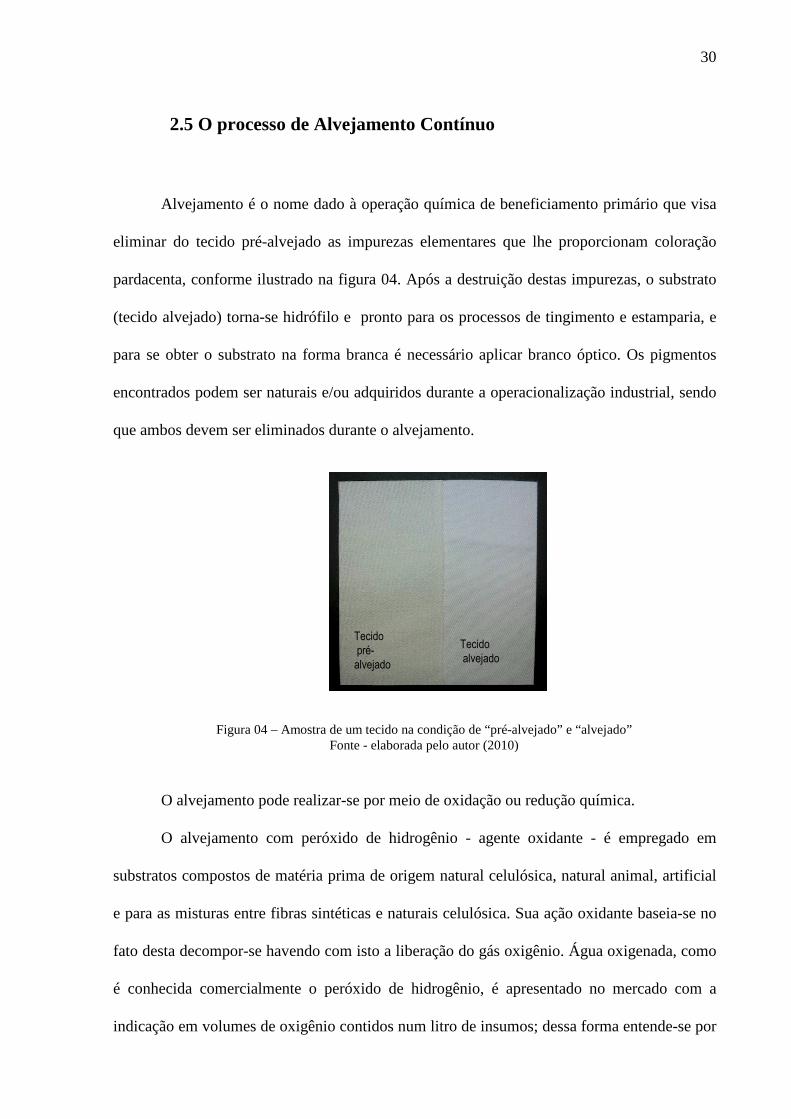
Alvejamento é o nome dado à operação química de beneficiamento primário que visa
eliminar do tecido pré-alvejado as impurezas elementares que lhe proporcionam coloração
pardacenta, conforme ilustrado na figura 04. Após a destruição destas impurezas, o substrato
(tecido alvejado) torna-se hidrófilo e pronto para os processos de tingimento e estamparia, e
para se obter o substrato na forma branca é necessário aplicar branco óptico. Os pigmentos
encontrados podem ser naturais e/ou adquiridos durante a operacionalização industrial, sendo
que ambos devem ser eliminados durante o alvejamento.
Figura 04 – Amostra de um tecido na condição de “pré-alvejado” e “alvejado” Fonte - elaborada pelo autor (2010)
O alvejamento pode realizar-se por meio de oxidação ou redução química.
O alvejamento com peróxido de hidrogênio - agente oxidante - é empregado em
substratos compostos de matéria prima de origem natural celulósica, natural animal, artificial
e para as misturas entre fibras sintéticas e naturais celulósica. Sua ação oxidante baseia-se no
fato desta decompor-se havendo com isto a liberação do gás oxigênio. Água oxigenada, como
é conhecida comercialmente o peróxido de hidrogênio, é apresentado no mercado com a
indicação em volumes de oxigênio contidos num litro de insumos; dessa forma entende-se por
Tecido pré-alvejado
Tecido alvejado

31
“água oxigenada 100 volumes” aquela na qual um litro libera 100 litros de oxigênio. Este
processo é o mais utilizado na indústria têxtil em função de seus benefícios técnicos e custos.
Outra vantagem que o peróxido de hidrogênio (água oxigenada) apresenta é capacidade de
poder ser empregado conjuntamente com insumos utilizados para dar outras características ao
substrato, realizando-se assim duas operações no mesmo tempo.
Um dos fatores importante para a obtenção de um bom alvejamento com peróxido de
hidrogênio é encontrar o “ponto de estabilidade ideal”, pois se o insumo for pouco estável, o
oxigênio é desprendido muito rapidamente para a atmosfera não permanecendo o tempo
suficiente para alvejar o substrato; se o insumo for demasiadamente estável não haverá
liberação de oxigênio e, portanto também neste caso não haverá alvejamento. Vários são os
fatores que influenciam o alvejamento com água oxigenada, são eles:
• Resíduos de ferro: Deve-se ter cautela com resíduos de ferro no banho de alvejamento,
pois se sabe que este íon exerce efeito catalítico de oxidação da celulose em presença
de peróxido, chegando a destruí-la. Sequestrante de ferro são usados para controlar ou
eliminar excesso de resíduo de ferro do substrato e na própria água usada para
preparação do banho.
• Resíduos de cálcio e magnésio: A presença de íons de cálcio e/ou magnésio no banho
de alvejamento exerce ação reguladora nos peróxidos, daí é recomendável “endurecer”
a água do banho de alvejamento com adição de pequenas quantidades de sais que
contenham os referidos metais. Sequestrante de cálcio e magnésio são usados para
controlar ou eliminar excesso de cálcio e magnésio do substrato e na própria água
usada para preparação do banho.
• pH: O peróxido de hidrogênio é bastante estável em pH inferior a 10 e pouco estável
em meio fortemente alcalino. O valor de pH ideal para o alvejamento está
compreendido entre 10 e 11 sendo ajustado neste valor pela adição de hidróxido de
32
sódio. Ocorre, porém que sempre existe o perigo de variação de pH durante a
operação. Se isto ocorrer há um desprendimento irregular de oxigênio acarretando um
alvejamento deficiente sendo recomendável a adição de um estabilizador que no caso é
o orgânico ou, menos usado, o silicato de sódio (inorgânico) . O estabilizador orgânico
ou inorgânico (silicato de sódio) tem a propriedade de formar juntamente com os
peróxidos compostos mais estáveis e também ele se aglutina aos metais catalíticos
diminuindo sua ação danosa, além disso, exerce ação protetora através de atenuação
das manchas de ferro que porventura o substrato apresente. Quando há necessidade de
adicionar estabilizador e hidróxido de sódio ao banho de alvejamento é importante que
o estabilizador seja adicionado em primeiro lugar antes do hidróxido, pois de outro
modo o peróxido decompõem-se. Ocorre, porém que muitas vezes o silicato
(estabilizador inorgânico) não pode ser utilizado em substrato que exijam toque macio,
isto, pois o silicato torna o toque áspero, neste caso pode-se usar como estabilizador
uma mistura de oxalato e pirofosfato de sódio (estabilizador orgânico).
• Temperatura e tempo: O melhor efeito de alvejamento é obtido em temperaturas
localizadas entre 80 e 95 ºC não sendo aconselhável atingir a ebulição. O tempo de
duração do alvejamento varia de 20-40 minutos no caso de alvejamento contínuo com
sistema de vaporização.
• O controle de processo se faz observando os seguintes pontos, visando uma
estabilidade no processo:
� Alinhar os rolões (entrada e saída) evitando quebradura e skew,
� Aquecer a máquina, dentro dos parâmetros do controle de processo,
� Acionar o nível de banho de soluções para evitar desperdício e manter
uniformidade do processo,
� Conferir se tem água no DS, observando a saída inferior,

33
� Conferir a pressão de vapor no DS (2,0Kgf./cm2),
� Temperatura do DS equivalente a 85-95ºC,
� Temperatura das caixas de lavagem: 85 a 95ºC,
� Temperatura da solução alvejante: ambiente,
� Teste de Pick-up para aferir a pressão dos cilindros espremedores com
diferencial de 25 a 30%.
� Análise da solução alvejante a cada 1 hora,
� Velocidade e carga de tecido no DS de acordo com o artigo e tempo de
permanência,
� Retirada de amostra no final para teste de centro-ourela, hidrofilidade, residual
de goma e grau de alvejamento.
2.6 Componentes do equipamento: Alvejamento Contínuo
Com relação às funções do equipamento em estudo, temos um detalhamento no
Apêndice B – Análise das etapas e funções no equipamento Alvejamento Contínuo,
explicitando a sua função principal e suas etapas de processamento e funções secundárias.
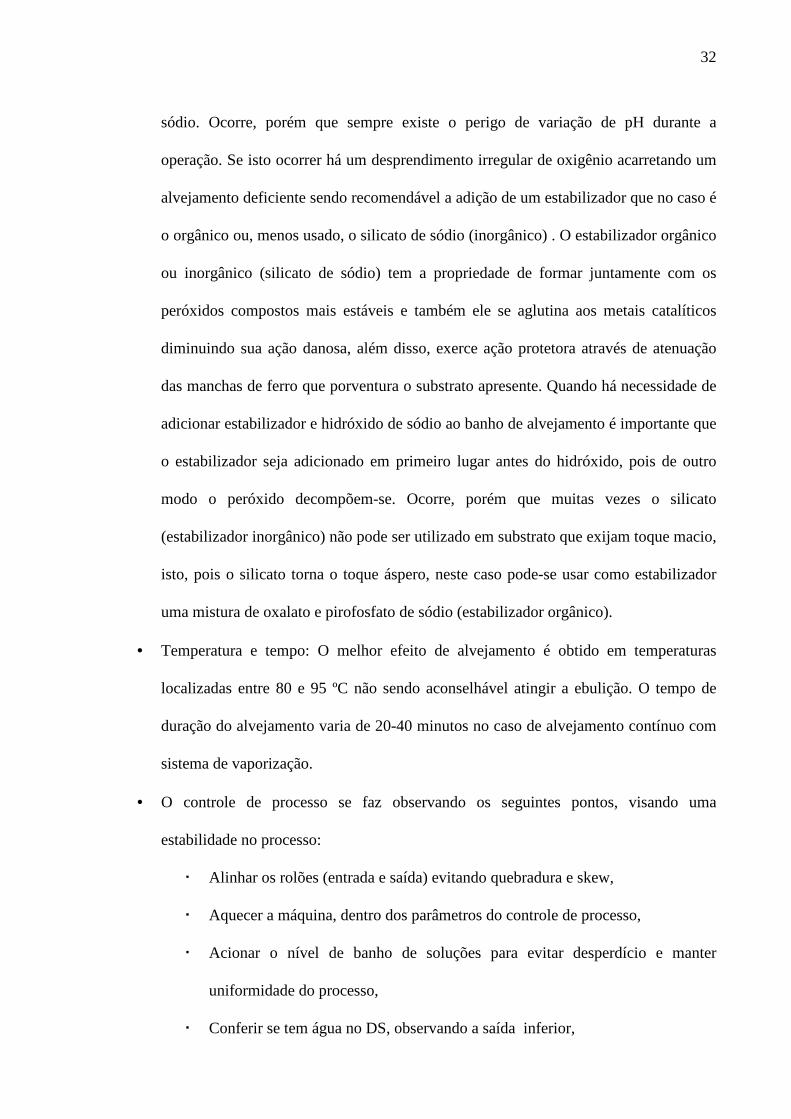
a) É composto de castelo de entrada com quatro conjuntos de abridores de ourela
pneumáticos em aço inoxidável, cilindro puxador de tecido revestido de borracha,
acumulador de tecido J-box e castelo de saída do acumulador com esticadores de
tensão com compensadores e abridores de ourela. Sua função é de proporcionar a
entrada correta do tecido, mantendo o alinhamento uniforme através dos abridores
de ourela. Para permitir um bom setup faz-se o uso do acumulador para
proporcionar a costura sem a necessidade de parar o equipamento, ficando o tecido
34
acumulado no J-box, aumentando a produtividade e garantindo melhoria de
qualidade. Item “a” é detalhado na figura 05 a seguir.
Figura 05 – unidade de introdução - Entrada do Alvejamento Contínuo
Fonte: Detalhe do projeto de instalação de Alvejamento Contínuo OR 1344/83 – TEXIMA SA Ind. Máquinas
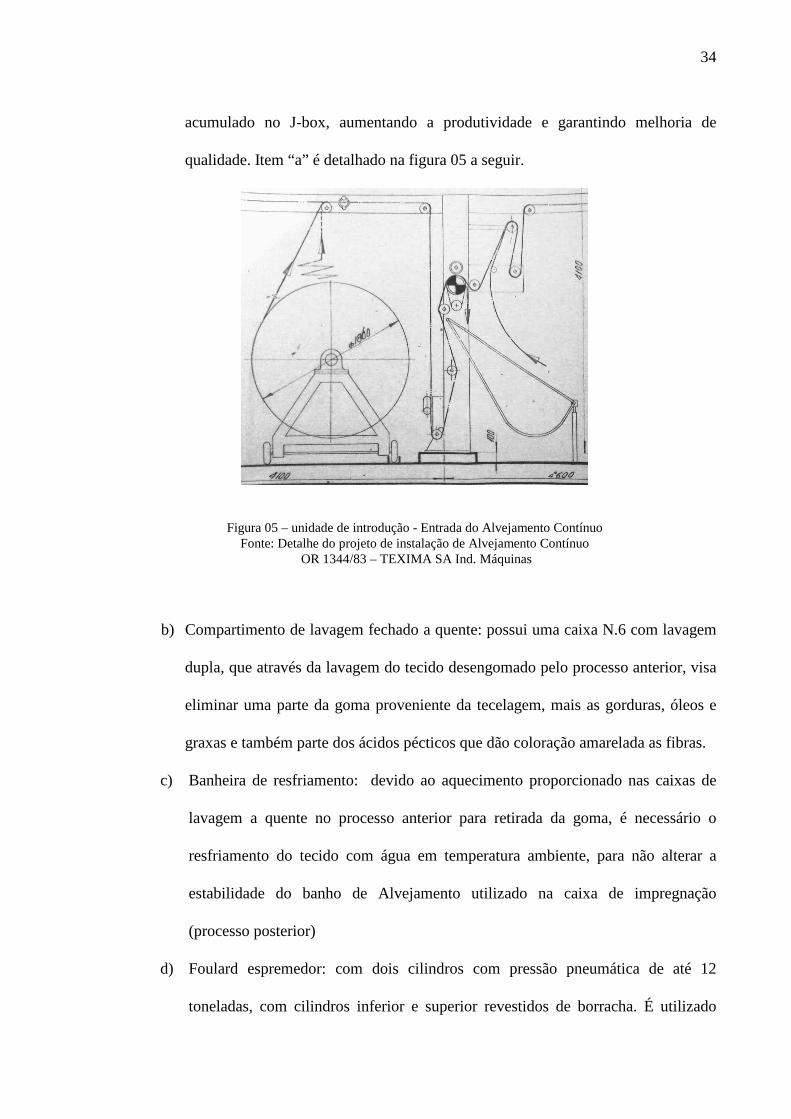
b) Compartimento de lavagem fechado a quente: possui uma caixa N.6 com lavagem
dupla, que através da lavagem do tecido desengomado pelo processo anterior, visa
eliminar uma parte da goma proveniente da tecelagem, mais as gorduras, óleos e
graxas e também parte dos ácidos pécticos que dão coloração amarelada as fibras.
c) Banheira de resfriamento: devido ao aquecimento proporcionado nas caixas de
lavagem a quente no processo anterior para retirada da goma, é necessário o
resfriamento do tecido com água em temperatura ambiente, para não alterar a
estabilidade do banho de Alvejamento utilizado na caixa de impregnação
(processo posterior)
d) Foulard espremedor: com dois cilindros com pressão pneumática de até 12
toneladas, com cilindros inferior e superior revestidos de borracha. É utilizado
35
para retenção do excesso de água que está impregnado no tecido ao sair da caixa
de resfriamento no processo anterior, procurando manter um pick-up na faixa de
50 a 60%, para que seja realizada uma troca mais eficiente da água pelo banho de
alvejamento, sem alterar o banho de alvejamento utilizado no processo posterior,
e) Compartimento de impregnação fechado tipo N.4 para dupla passagem com
cilindros KP espremedores: neste processo temos a impregnação do tecido com
uma solução alvejante procurando conseguir manter uma relação de carga de
banho na faixa de 75 a 85%, levando em consideração o percentual obtido no
processo anterior; visando conseguir um diferencial na faixa de 25 a 30% para que
se tenha uma troca eficiente da água pelo banho de alvejamento, e consiga no
processo posterior (câmara de DS) um adequado branqueamento da fibra,
hidrofilidade, qualidade, aspecto e o toque. Itens “b” ao “e” são detalhados na
figura 06 a seguir.
Figura 06 – Caixas de lavagem e impregnação Fonte: Detalhe do projeto de instalação de Alvejamento Contínuo
OR 1344/83 – TEXIMA SA Ind. Máquinas

36
f) Câmara de reação contínua e repouso - DS: Neste processo é feito a introdução do
tecido no DS por baixo, sendo que o tecido sobe e é passado através de roletes
superiores tracionadores cuja finalidade é receber uma vaporização preliminar,
sendo depois depositado enfraldado na esteira de roletes inferiores até a saída. É
importante ressaltar que neste processo existe uma relação entre tempo x
temperatura, que nas condições ideais permitirão um resultado dentro dos
parâmetros exigidos para uma reação química entre o tecido e a solução alvejante
aplicada no processo anterior. O tecido ao ser enfraldado sobre os roletes inferiores
se faz necessário permanecer por um tempo de 20 a 40 minutos com uma faixa de
temperatura entre 85 a 95ºC conseguindo com este procedimento uma melhor
qualidade no grau de branqueamento, hidrofilidade, aspecto, toque e residual de
goma, etc. Item “f” é detalhado na figura 07 a seguir.
Figura 07 – Câmara de reação contínua e repouso – Vaporizador combinado de pré-tratamento modelo DS-50
Fonte: Detalhe do projeto de instalação de Alvejamento Contínuo OR 1344/83 – TEXIMA SA Ind. Máquinas

37
g) Compartimento de lavagem fechado: O conjunto é composto por três caixas, sendo
dois do tipo N.4 e uma do tipo N.6, para dupla passagem, que o tecido é lavado a
quente - 85-95ºC – o banho é reaproveitado da caixa quatro para caixa três e
depois da caixa dois. A caixa assim como todas as peças é de aço especial (aço
inox 316). A parte inferior da caixa, que conduz o banho, está dividida por uma
parede divisória com uma passagem unilateral. Conexões para uma condução total
de banho, para entrada de água fresca, estão do lado do comando.
h) Cilindro guia: A linha de andamento do tecido sucede sobre cilindros de aço
especial, reforçado intermitente com um diâmetro de 1200 mm. Os cilindros
acionadores superiores são fixados em caixas externas especiais de mancal, com
mancais pêndulos de rolos. A vedação da câmara de vapor é através de uma
câmara de ventilação de tal forma, que uma saponificação de graxa do mancal por
vapores penetrantes, seja absolutamente evitada. Os cilindros de guia inferiores
estão apoiados em mancais de deslize, auto lubrificantes, que estão apoiados em
suspensão cardam. Este cilindro pode ser usado novamente depois de rápido e
simples reparo do suporte do mancal.
i) Compartimento de lavagem e de descanso do banho: Todas as peças são
cuidadosamente alinhadas e soldadas, assim como as peças do processo de imersão
são decapadas e passivadas.
j) Cilindros separadores de banho: Reforça a potência de lavagem para todos os
compartimentos de lavagem.
k) Instalação de aquecimento: O aquecimento a vapor, indireto ou direto-indireto
conjunto. Em qualquer um dos casos, existem tubos de aquecimento no chão do
compartimento. O aquecimento direto, a temperatura de banho está restringida a
80°c, por causa do vapor não condensado. Regulagem de temperatura: A
38
regulagem de temperatura é realizada com PT-100, atuando quando excede a
margem de tolerância ±5.
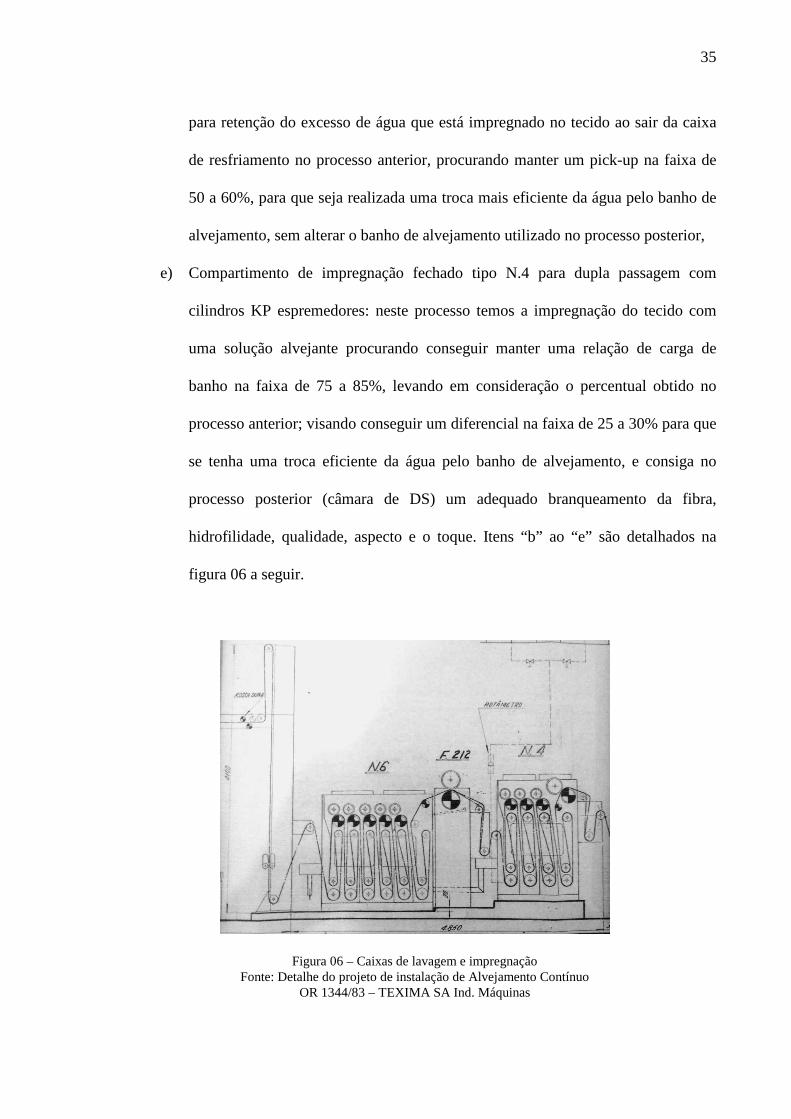
l) Suporte do conjunto espremedor: O suporte é o elemento de apoio de toda a
instalação de lavagem. Sustenta, além dos cilindros espremedores com instalação
pneumática de aperto, o acionamento instalado lateralmente e compartimento de
lavagem anterior e posterior.
m) Disposição dos cilindros espremedores: Estão dispostos horizontalmente,
permitindo uma fácil observação do tecido durante o funcionamento e fácil o
acesso durante a manutenção. Itens “g” ao “m” são detalhados na figura 08 a
seguir.
Figura 08 – Compartimento de lavagem fechado Fonte: Detalhe do projeto de instalação de Alvejamento Contínuo
OR 1344/83 – TEXIMA SA Ind. Máquinas
n) Secadeira de cilindros vertical: este componente permite que o tecido seja
aquecido até a evaporação do excesso de líquido, por meio de cilindros/tambores
secadores com injeção de vapor. Item “n” detalhado na figura 09 a seguir.

39
Figura 09 – Secadeira de cilindros vertical Fonte: Detalhe do projeto de instalação de Alvejamento Contínuo
OR 1344/83 – TEXIMA SA Ind. Máquinas
o) Saída do Alvejamento Contínuo: constituída de cilindro enrolador emborrachado,
cilindro guia-tecido em aço inox (o rolo de tecido plano está sendo enrolado e com
passamento pelo castelo de saída). Item “o” detalhado na figura 10 a seguir.
Figura 10 – Saída do Alvejamento Contínuo Fonte: Detalhe do projeto de instalação de Alvejamento Contínuo
OR 1344/83 – TEXIMA SA Ind. Máquinas

40
3. METODOLOGIA
3.1 Descrição da Metodologia Utilizada
Este projeto pode ser definido quanto aos fins e quanto aos meios de investigação.
Quanto aos fins, ou objetivo específico, ela é exploratória, pois tem como principal
finalidade desenvolver, esclarecer e modificar conceitos e idéias, propiciando a resolução e
formulação de problemas mais precisos para estudos posteriores, sendo flexível em seu
planejamento. Mas é também descritiva, ao estabelecer relações entre variáveis, e contribuir
nos processos de aplicação prática (GIL, 2002).
Este projeto quanto aos meios, trata-se de um estudo de caso, com embasamento
documental caracterizado por dados e documentos produzidos na empresa pesquisada.
A caracterização desta pesquisa como um estudo de caso se deu através da realização
do projeto em uma empresa do setor têxtil no mercado mineiro, onde foi efetuada a
investigação de um fenômeno contemporâneo no seu contexto.
A essência de um estudo de caso é que ele tenta esclarecer uma decisão ou um
conjunto de decisões, ou seja, o motivo pelo qual foram tomadas as decisões e como foram
implementadas; baseado em fontes de evidências e dados coletados.
Os dados coletados para este projeto estão restritos ao período de outubro de 2009 a
junho de 2010.
Devido ao fato de que o pesquisador está inserido no quadro de funcionários da
empresa pesquisada, fica caracterizada a pesquisa participante. A pesquisa participante
proporciona adequada participação do pesquisador dentro dos grupos observados,
estabelecendo confiança e condições favoráveis à melhor captação de informação.

41
3.2 Apresentação da “Empresa XY Ltda.”
No mercado desde 1995, a “Empresa XY Ltda.” destaca-se entre as principais
empresas do ramo têxtil no país. Com sede em Belo Horizonte – Minas Gerais, onde realiza
o beneficiamento13 dos tecidos planos, possui ainda outra unidade para fiação e tecelagem
(Apêndice C), localizada no interior do estado. Sua equipe é formada por aproximadamente
1000 colaboradores.
Apresenta como sua Missão o propósito de “Inovar permanentemente com serviços e
produtos têxteis que garantam rentabilidade ao nosso negócio e sucesso aos nossos clientes”.
Acresce em sua Visão: “Ser uma referência no mercado têxtil em inovação e rentabilidade”. E
estabeleceu como seus principais valores os seguintes tópicos: Responsabilidade nas ações,
Comprometimento, Esforço individual e Trabalho em equipe, Respeito às pessoas e ao Meio
Ambiente, Inovação permanente, Liberdade de expressão e Agilidade.
Hoje a capacidade produtiva da Empresa XY Ltda. é de cerca de 18 milhões de
metros lineares / ano. A empresa comercializa seus produtos no Brasil e exterior. Atualmente
exporta para países como Uruguai, Colômbia, Paraguai, Argentina, Bolívia, México, Chile e
Peru.
Em 1999, foi iniciado na Empresa XY Ltda. um programa de gestão de qualidade
total, com orientação da Fundação de Desenvolvimento Gerencial (FDG), resultando em mais
qualidade nos produtos. E desde 2003, a empresa é participante do programa “Parceiros para
a excelência” - PAEX – programa da Fundação Dom Cabral (FDC) que tem como objetivo o
____________________
13 Beneficiamento - todos os processos a que um tecido é submetido após o tear, e tem como finalidade melhorar as características visuais e de toque, além de poder dar algumas características específicas ao mesmo.

42
desenvolvimento da gestão estratégica da empresa e o intercâmbio entre empresas de diversos
segmentos que buscam a excelência operacional e estratégica. Atualmente implementa as
ferramentas da metodologia Lean Manufacturing14 . Um dos diferenciais da empresa está na
auto-suficiência de energia através da Usina Hidrelétrica localizada em Santana do Riacho. A
usina garante a produtividade com total independência de fatores externos e possibilitando a
redução de custos. A preocupação com os recursos naturais também é uma constante na
empresa com a instalação de ETE e atendimento às obrigações ambientais com a apresentação
das condicionantes exigidas aos órgãos fiscalizadores.
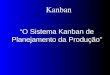
A Empresa XY Ltda. atua na produção de tecido plano tinto ou estampado (sendo
em grande parte 100% algodão) e malhas. O mercado de atuação da empresa principal é o de
confecções de vestuário (60% da produção). Os distribuidores/varejistas representam 29%,
seguidos pelo segmento de indústria com 11% de participação.
Figura 11 – Mercado de atuação da Empresa XY Ltda. (%) Fonte - elaborada pelo autor (2010)
____________________
14 Lean Manufacturing - Sistema de negócios para organizar e gerenciar o desenvolvimento de produtos, operações, fornecedores e relações com o cliente. A produção Lean em comparação à produção em massa, requer menos esforço humano, menos espaço, menos capital e menos tempo para fabricar produtos com menos defeitos de acordo com as especificações precisas dos desejos dos clientes.

43
3.3 Implementando o indicador de OEE no setor de Alvejamento Contínuo de tecido plano na Empresa XY Ltda.
A Empresa XY Ltda. objeto deste estudo, possui no setor de beneficiamento de
tecido plano um maquinário desatualizado tecnologicamente em relação aos concorrentes,
pois não houve investimento em equipamentos nos últimos anos. Além disso, é oriundo de
massa falida, tendo sido adquirido o parque fabril, por novos proprietários que não conheciam
o ramo têxtil, e buscavam a oportunidade como empreendedores; com o intuito de recuperar a
imagem da empresa e reposicionar no mercado.
A unidade de beneficiamento de tecido, é uma das unidades da empresa onde se
realizou este estudo – processo de alvejamento de tecido plano – no qual se realizou
interferências visando otimizar o processo e mensurar com a aplicação do indicador de
eficiência do equipamento - OEE. No Apêndice D, temos o posicionamento do processo em
estudo dentro do macro-fluxo produtivo de beneficiamento de tecido plano.
Este setor na época de implantação do indicador de OEE tinha a seguinte estrutura:
gerente de produção, supervisor geral, líder de turno A, B e C, operadores de produção
(Apêndice E).
O primeiro passo para este trabalho foi a elaboração do mapa de valor apresentado
detalhadamente no Apêndice F – Mapa de valor do processo de Beneficiamento de tecido
plano na Empresa XY, no qual é montada a seqüência de processos subseqüentes que o tecido
plano percorre, levantado as capacidades produtivas de cada processo e seus estoques
intermediários; a partir deste levantamento podemos caracterizar a questão de atendimento à
demanda, através do índice de takt-time calculado e apresentado na figura a seguir.
A implementação do indicador de OEE foi realizada na condição de projeto-piloto na
empresa, no equipamento denominado de Alvejamento Contínuo, em função da condição de
prioridade detectada na análise feita pelo mapeamento de processos, consolidando a situação
44
de “gargalo”; e a gestão deste indicador foi realizada diariamente pelo Analista de Gestão da
Qualidade, no caso, o autor deste trabalho.
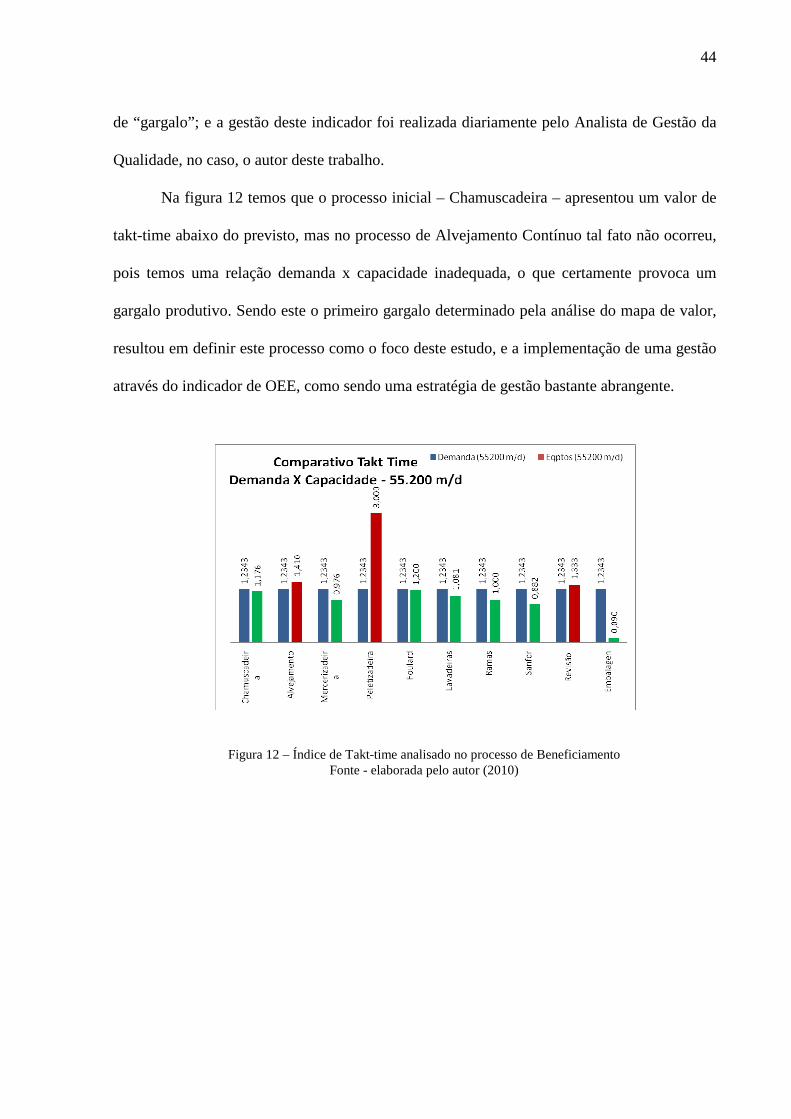
Na figura 12 temos que o processo inicial – Chamuscadeira – apresentou um valor de
takt-time abaixo do previsto, mas no processo de Alvejamento Contínuo tal fato não ocorreu,
pois temos uma relação demanda x capacidade inadequada, o que certamente provoca um
gargalo produtivo. Sendo este o primeiro gargalo determinado pela análise do mapa de valor,
resultou em definir este processo como o foco deste estudo, e a implementação de uma gestão
através do indicador de OEE, como sendo uma estratégia de gestão bastante abrangente.
Figura 12 – Índice de Takt-time analisado no processo de Beneficiamento Fonte - elaborada pelo autor (2010)

45
3.4 Coleta de dados Por se tratar de um estudo de caso exploratório, a aplicação do indicador de OEE se
restringiu a um equipamento alocado no setor de Preparação da unidade de Beneficiamento de
tecido plano da indústria têxtil denominada Empresa XY, em Belo Horizonte/MG e este
trabalho foi restrito, para questão de análise ao período de outubro de 2009 a junho de 2010.
Para o objetivo deste trabalho foram analisados os aspectos de Disponibilidade do
equipamento através da análise diária do registro de parada de máquina e seus motivos, a
questão da Performance do equipamento através de relatórios diários de produção realizada
por turno e o aspecto de Qualidade gerada no produto através dos índices de controle do
processo.
46
4. ANÁLISE DOS RESULTADOS
4.1 Analisando o indicador de disponibilidade de equipamento
Através de relatórios emitidos pelo sistema de gestão têxtil – SGT, aplicativo
específico para gestão de produção, é realizado inicialmente uma análise dos motivos de
parada do equipamento indicado e do volume de horas restrito a estes eventos. Para permitir
uma gestão visual do indicador é feito a inserção dos dados em uma planilha do Excel, e
elaborado alguns gráficos para complementarem a análise, conforme ilustrado no Apêndice G
- Análise de paradas de máquina – mês: Outubro de 2009
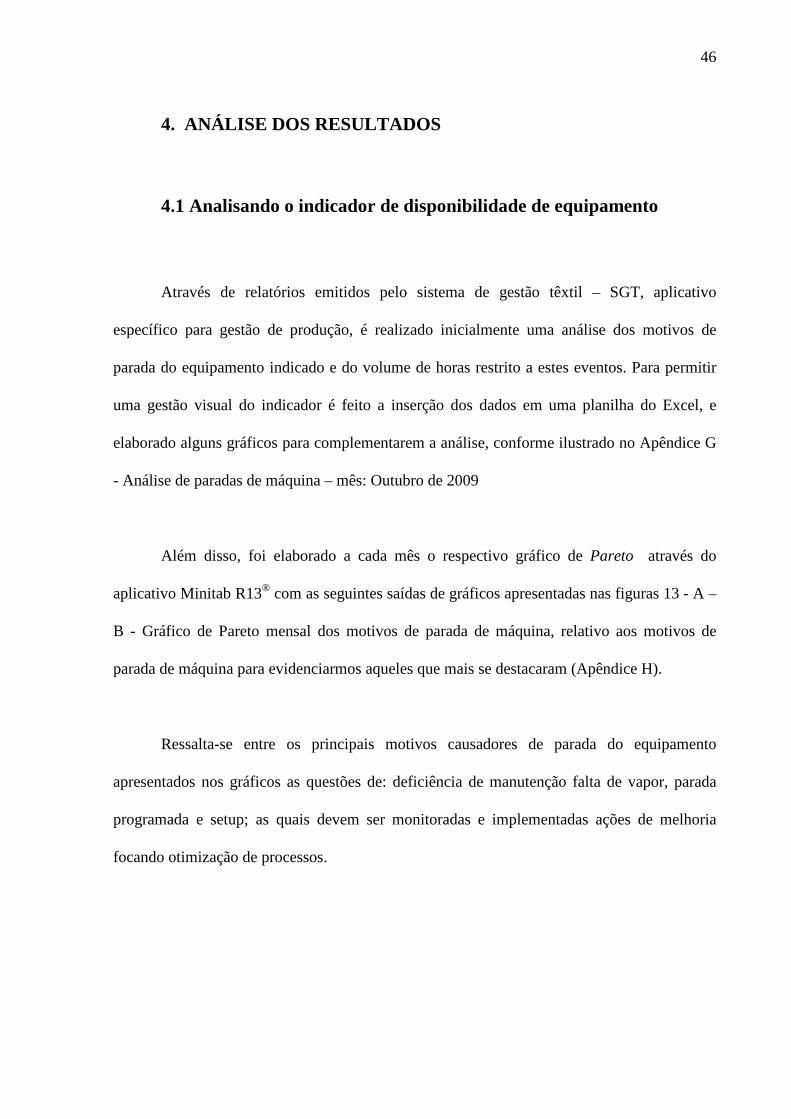
Além disso, foi elaborado a cada mês o respectivo gráfico de Pareto através do
aplicativo Minitab R13® com as seguintes saídas de gráficos apresentadas nas figuras 13 - A –
B - Gráfico de Pareto mensal dos motivos de parada de máquina, relativo aos motivos de
parada de máquina para evidenciarmos aqueles que mais se destacaram (Apêndice H).
Ressalta-se entre os principais motivos causadores de parada do equipamento
apresentados nos gráficos as questões de: deficiência de manutenção falta de vapor, parada
programada e setup; as quais devem ser monitoradas e implementadas ações de melhoria
focando otimização de processos.
47
Figura 13 - A – Gráfico de Pareto mensal dos motivos de parada de máquina Fonte - elaborada pelo autor (2010)

48
Visando monitorar os motivos de parada de máquina destacados no gráfico de Pareto,
temos nas figuras 14 e 15, a evolução mensal dos mesmos dentro do período de estudo; e
ressalta-nos que quanto à questão inicialmente diagnosticada de elevado índice de “parada
programada” (acima de 45 horas) no mês de outubro de 2009, resultou numa inferência junto
aos líderes de produção quanto a diagnosticar corretamente este fato, e constatou haver uma
conceituação equivocada deste motivo, sendo realizada uma ação de treinamento junto à
equipe produtiva e evidenciada a melhoria com os índices dos meses subseqüentes.
3:02:00
17:13:00
8:35:00
45:56:00
34:58:00
32:34:00
1:22:00
44:44:00
9:57:00
4:05:00 12:00:00
27:29:00
2:07:00
13:01:00
5:39:00
6:06:00
18:45:00
11:38:00
0:51
:00
17:0
2:00
40:3
0:00
7:29
:00
13:5
1:00
15:1
0:00
07:1
3
15:5
0
4:26
:00
8:13
:00
87:4
9:00
08:4
9
10:4
3
07:4
6
0:00
:00
0:00
:00
0:25
:00
05:1
4
0:00:00
12:00:00
24:00:00
36:00:00
48:00:00
60:00:00
72:00:00
84:00:00
96:00:00
Defeito Man Elétrica
Defeito Man Elétrica
Defeito Man Elétrica
Defeito Man Elétrica
Defeito Man Elétrica
Defeito Man Elétrica
Defeito Man Mecânica
Defeito Man Mecânica
Defeito Man Mecânica
Defeito Man Mecânica
Defeito Man Mecânica
Defeito Man Mecânica
Manutenção Mecânica
Manutenção Mecânica
Manutenção Mecânica
Manutenção Mecânica
Manutenção Mecânica
Manutenção Mecânica
Parada Program
ada
Parada Program
ada
Parada Program
ada
Parada Program
ada
Parada Program
ada
Parada Program
ada
Falta de Vapor
Falta de Vapor
Falta de Vapor
Falta de Vapor
Falta de Vapor
Falta de Vapor
Troca de Rolo (Ent/Saida)
Troca de Rolo (Ent/Saida)
Troca de Rolo (Ent/Saida)
Troca de Rolo (Ent/Saida)
Troca de Rolo (Ent/Saida)
Troca de Rolo (Ent/Saida)
70 70 70 70 70 71 71 71 71 71 81 81 81 81 81 41 41 41 41 41 62 62 62 62 62 2 2 2 2 2
horas paradas
Mot
ivo
Evolução mensal de horas paradas -Alvejamento Contínuo
out/09
nov/09
fev/10
mar/10
abr/10
mai/10
Figura 14 – Evolução mensal dos índices de horas parada por motivos
Fonte - elaborada pelo autor (2010)
49
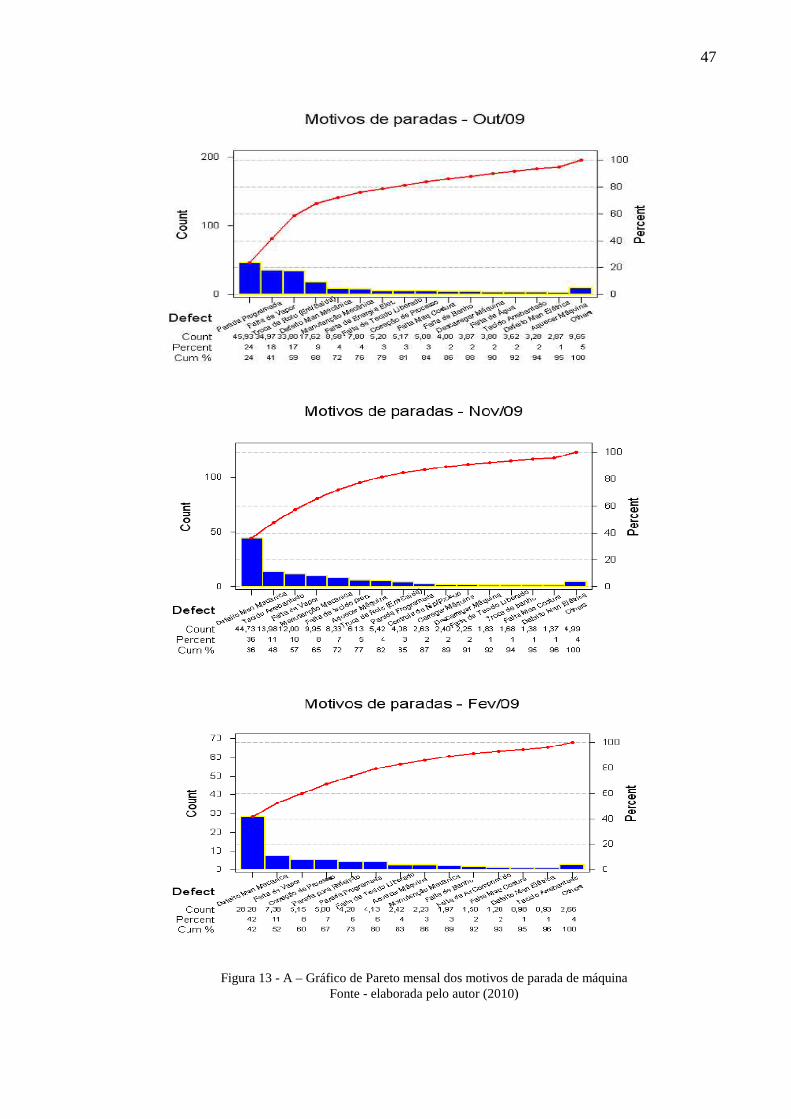
195:14:00
145:14:00
67:58:00
149:22:00
162:44:00
56:29:00
0:00:00
24:00:00
48:00:00
72:00:00
96:00:00
120:00:00
144:00:00
168:00:00
192:00:00
216:00:00
out/09 nov/09 fev/10 mar/10 abr/10 mai/10
horas paradas
Comparativo mensal de horas parada total Alvejamento Contínuo
Figura 15 – Evolução mensal do índice geral de horas parada Fonte - elaborada pelo autor (2010)
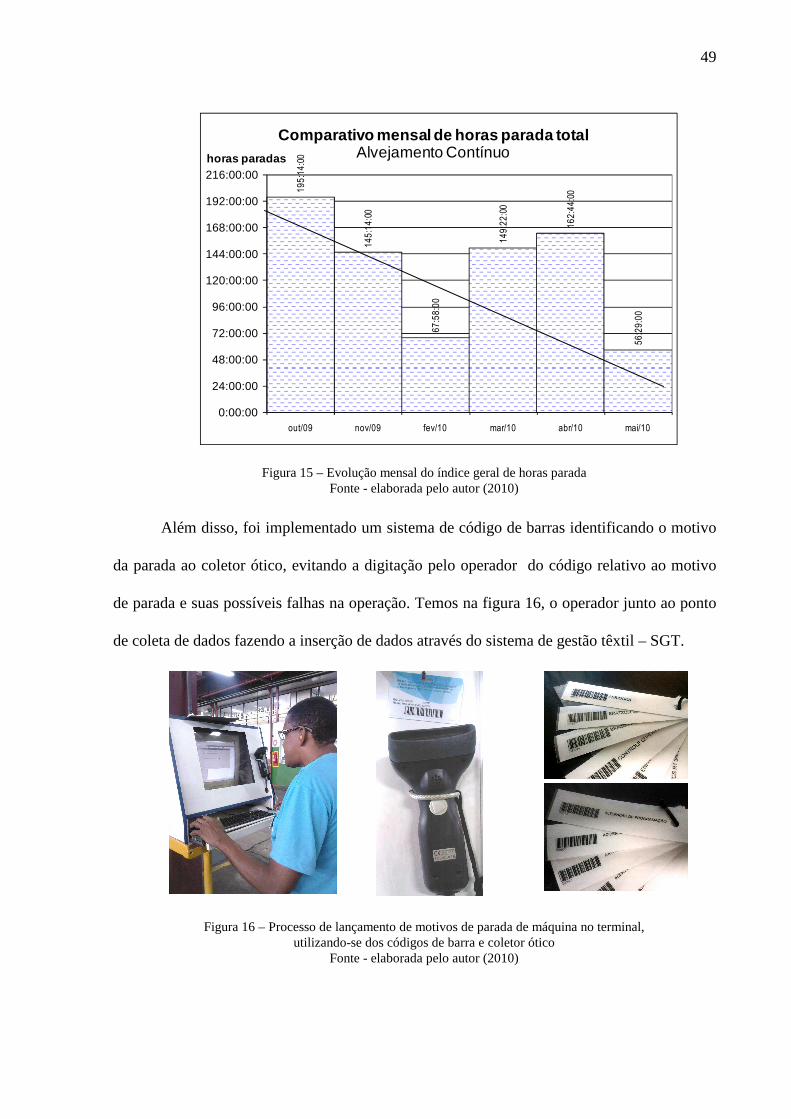
Além disso, foi implementado um sistema de código de barras identificando o motivo
da parada ao coletor ótico, evitando a digitação pelo operador do código relativo ao motivo
de parada e suas possíveis falhas na operação. Temos na figura 16, o operador junto ao ponto
de coleta de dados fazendo a inserção de dados através do sistema de gestão têxtil – SGT.
Figura 16 – Processo de lançamento de motivos de parada de máquina no terminal, utilizando-se dos códigos de barra e coletor ótico
Fonte - elaborada pelo autor (2010)
50
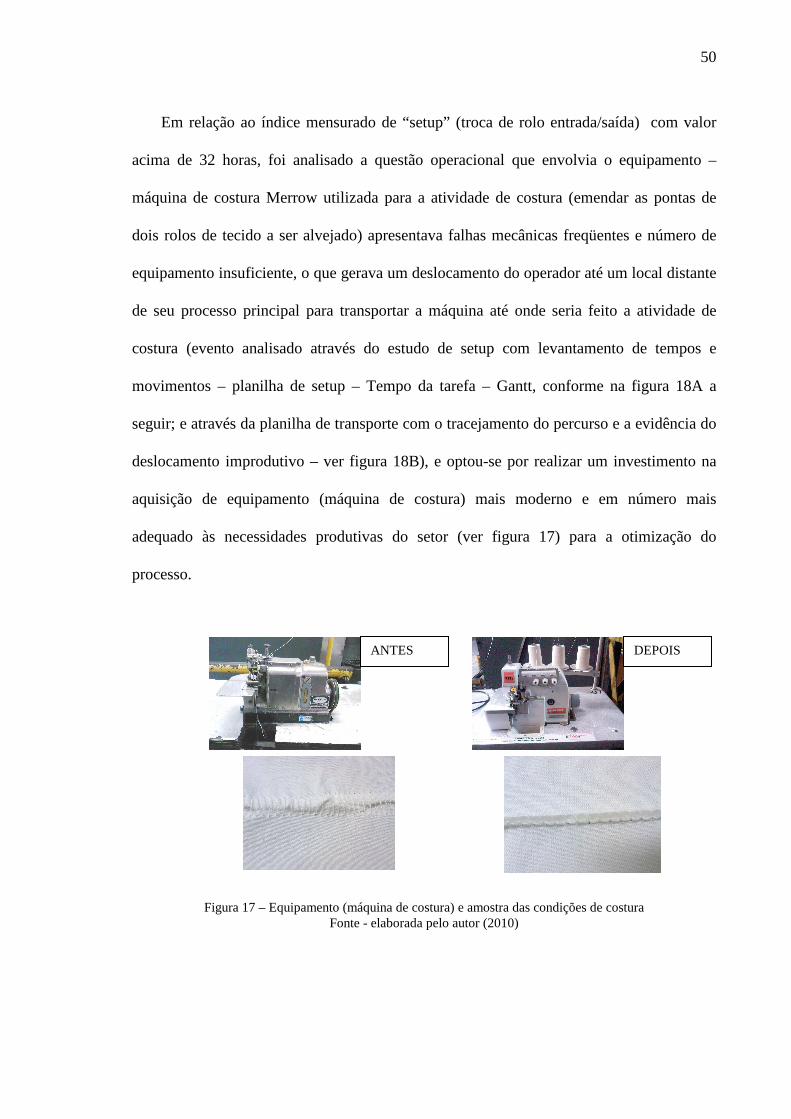
Em relação ao índice mensurado de “setup” (troca de rolo entrada/saída) com valor
acima de 32 horas, foi analisado a questão operacional que envolvia o equipamento –
máquina de costura Merrow utilizada para a atividade de costura (emendar as pontas de
dois rolos de tecido a ser alvejado) apresentava falhas mecânicas freqüentes e número de
equipamento insuficiente, o que gerava um deslocamento do operador até um local distante
de seu processo principal para transportar a máquina até onde seria feito a atividade de
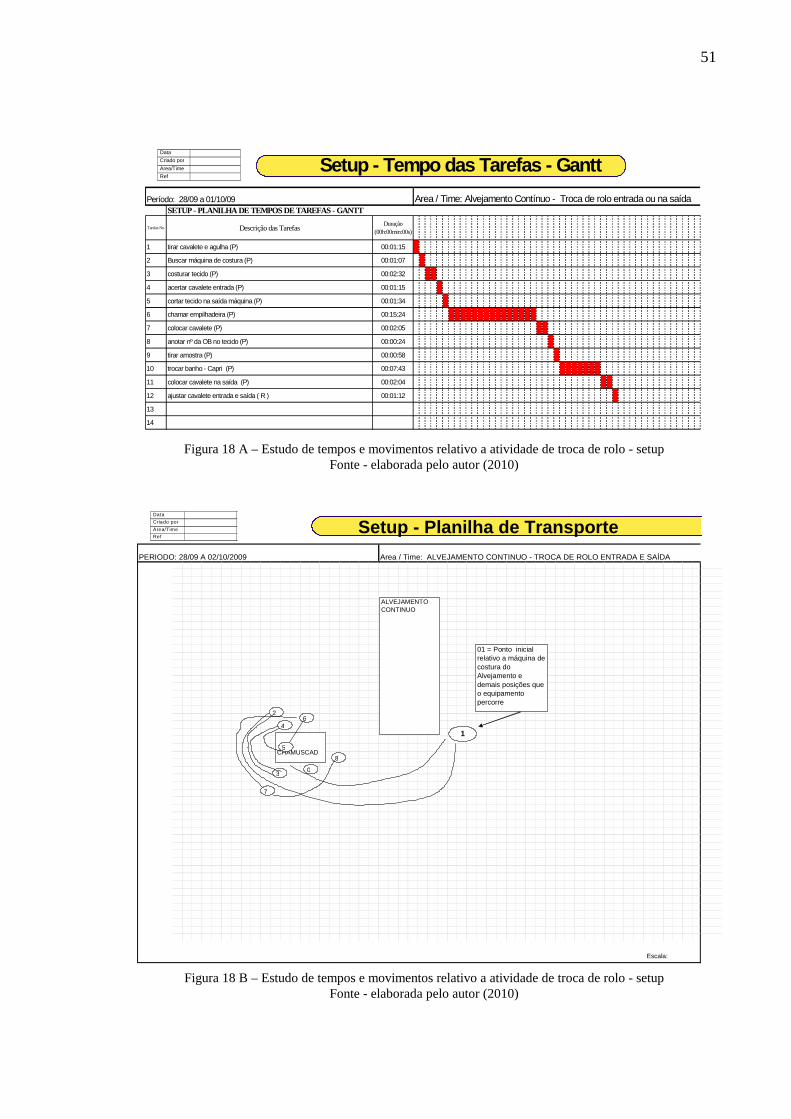
costura (evento analisado através do estudo de setup com levantamento de tempos e
movimentos – planilha de setup – Tempo da tarefa – Gantt, conforme na figura 18A a
seguir; e através da planilha de transporte com o tracejamento do percurso e a evidência do
deslocamento improdutivo – ver figura 18B), e optou-se por realizar um investimento na
aquisição de equipamento (máquina de costura) mais moderno e em número mais
adequado às necessidades produtivas do setor (ver figura 17) para a otimização do
processo.
Figura 17 – Equipamento (máquina de costura) e amostra das condições de costura
Fonte - elaborada pelo autor (2010)
ANTES DEPOIS
51
Area / Time: Alvejamento Contínuo - Troca de rolo entrada ou na saídaSETUP - PLANILHA DE TEMPOS DE TAREFAS - GANTT
Tarefas No. Descrição das TarefasDuração
(00h:00min:00s)
1 tirar cavalete e agulha (P) 00:01:15
2 Buscar máquina de costura (P) 00:01:07
3 costurar tecido (P) 00:02:32
4 acertar cavalete entrada (P) 00:01:15
5 cortar tecido na saída máquina (P) 00:01:34
6 chamar empilhadeira (P) 00:15:24
7 colocar cavalete (P) 00:02:05
8 anotar nº da OB no tecido (P) 00:00:24
9 tirar amostra (P) 00:00:58
10 trocar banho - Capri (P) 00:07:43
11 colocar cavalete na saída (P) 00:02:04
12 ajustar cavalete entrada e saída ( R ) 00:01:12
13
14
Período: 28/09 a 01/10/09
Setup - Tempo das Tarefas - GanttData
Criado por
Area/Time
Ref
Area / Time: ALVEJAMENTO CONTINUO - TROCA DE ROLO ENTRADA E SAÍDAPERIODO: 28/09 A 02/10/2009
Escala:
Setup - Planilha de TransporteData
Criado por
Area/Time
Ref
ALVEJAMENTO CONTINUO
CHAMUSCAD
0
1
2
3
4
5
6
7
8
01 = Ponto inicial relativo a máquina de costura do Alvejamento e demais posições que o equipamento percorre
Figura 18 A – Estudo de tempos e movimentos relativo a atividade de troca de rolo - setup Fonte - elaborada pelo autor (2010)
Figura 18 B – Estudo de tempos e movimentos relativo a atividade de troca de rolo - setup Fonte - elaborada pelo autor (2010)
52
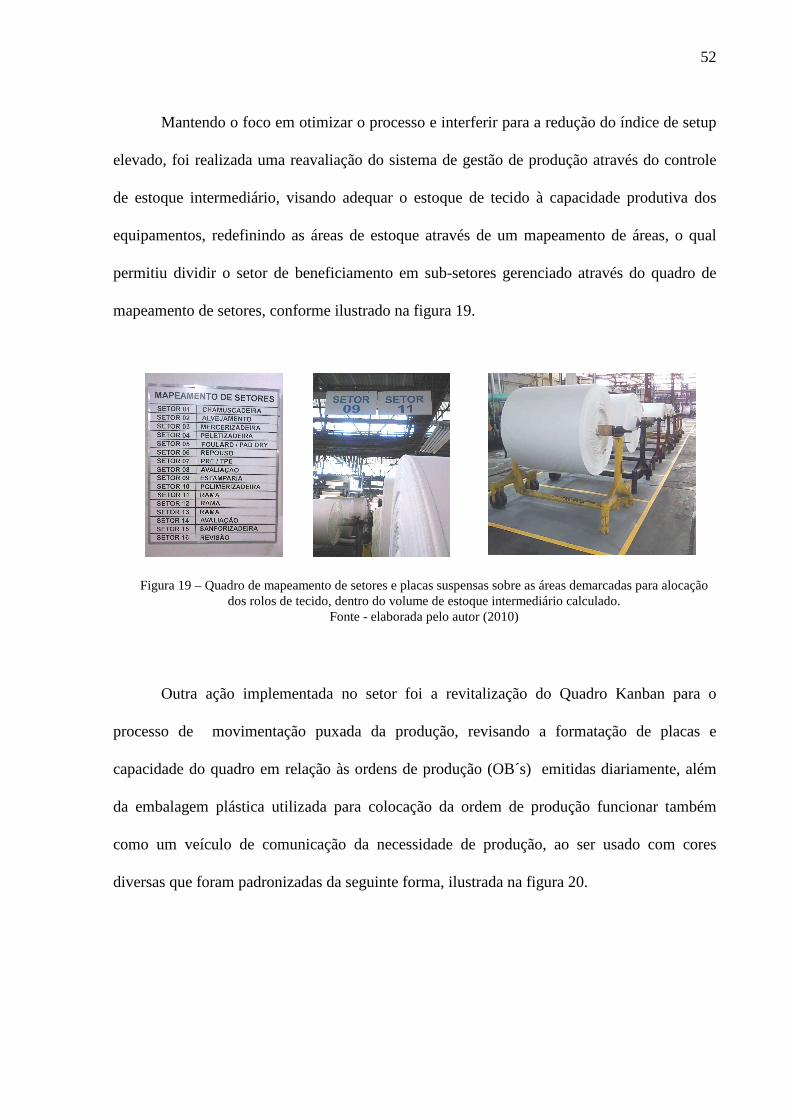
Mantendo o foco em otimizar o processo e interferir para a redução do índice de setup
elevado, foi realizada uma reavaliação do sistema de gestão de produção através do controle
de estoque intermediário, visando adequar o estoque de tecido à capacidade produtiva dos
equipamentos, redefinindo as áreas de estoque através de um mapeamento de áreas, o qual
permitiu dividir o setor de beneficiamento em sub-setores gerenciado através do quadro de
mapeamento de setores, conforme ilustrado na figura 19.
Figura 19 – Quadro de mapeamento de setores e placas suspensas sobre as áreas demarcadas para alocação dos rolos de tecido, dentro do volume de estoque intermediário calculado.
Fonte - elaborada pelo autor (2010)
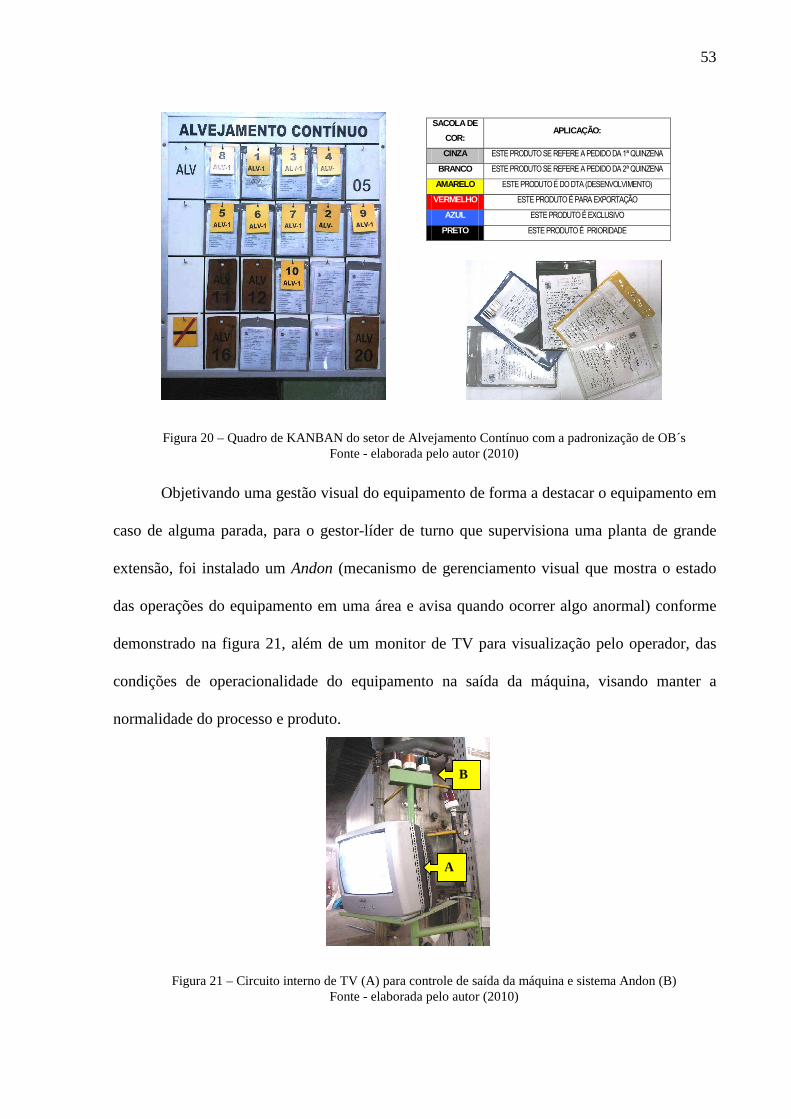
Outra ação implementada no setor foi a revitalização do Quadro Kanban para o
processo de movimentação puxada da produção, revisando a formatação de placas e
capacidade do quadro em relação às ordens de produção (OB´s) emitidas diariamente, além
da embalagem plástica utilizada para colocação da ordem de produção funcionar também
como um veículo de comunicação da necessidade de produção, ao ser usado com cores
diversas que foram padronizadas da seguinte forma, ilustrada na figura 20.
53
SACOLA DE
COR: APLICAÇÃO:
CINZA ESTE PRODUTO SE REFERE A PEDIDO DA 1ª QUINZENA
BRANCO ESTE PRODUTO SE REFERE A PEDIDO DA 2ª QUINZENA
AMARELO ESTE PRODUTO É DO DTA (DESENVOLVIMENTO)
VERMELHO ESTE PRODUTO É PARA EXPORTAÇÃO
AZUL ESTE PRODUTO É EXCLUSIVO
PRETO ESTE PRODUTO É PRIORIDADE
Figura 20 – Quadro de KANBAN do setor de Alvejamento Contínuo com a padronização de OB´s
Fonte - elaborada pelo autor (2010)
Objetivando uma gestão visual do equipamento de forma a destacar o equipamento em
caso de alguma parada, para o gestor-líder de turno que supervisiona uma planta de grande
extensão, foi instalado um Andon (mecanismo de gerenciamento visual que mostra o estado
das operações do equipamento em uma área e avisa quando ocorrer algo anormal) conforme
demonstrado na figura 21, além de um monitor de TV para visualização pelo operador, das
condições de operacionalidade do equipamento na saída da máquina, visando manter a
normalidade do processo e produto.
Figura 21 – Circuito interno de TV (A) para controle de saída da máquina e sistema Andon (B) Fonte - elaborada pelo autor (2010)
B
A

54
Com estas medidas implementadas foi possível aumentar a intensidade de supervisão
dos processos através do monitoramento via on-line por um terminal de computador disposto
na sala de supervisão de setor, onde é possível acompanhar o registro operacional de paradas
de máquinas e o tempo de cada parada através de observações on line na tela “Monitor de
Consulta da Programação” disponível pelo aplicativo SGT, conforme na figura 22 abaixo.
Figura 22 – Tela “Monitor de Consulta da Programação” do aplicativo SGT
Fonte - elaborada pelo autor (2010)
Complementando as medidas analisadas visando otimizar o processo, foi realizado
uma reestruturação do programa de manutenção preventiva do equipamento com a elaboração
de um check-list de manutenção preventiva a ser seguido no intuito de garantir uma atividade
mecânica mais eficaz. Houve a listagem de pontos críticos de verificação e identificação dos
pontos de lubrificação do equipamento conforme ilustrado no Apêndice I.

55
4.2 Analisando o indicador de performance do equipamento
Através de relatórios emitidos pelo sistema de gestão têxtil – SGT, para gestão de
produção geral e por turnos, geramos os dados que são transferidos para planilha do Excel,
para elaborar alguns gráficos que complementam a análise, conforme figura 23 a seguir.
Figura 23 – Relatório de produção geral e por turno do processo de Alvejamento Contínuo emitido pelo aplicativo SGT
Fonte - elaborada pelo autor (2010)
56
Devido às variáveis no processo produtivo, conforme apresentado anteriormente;
temos que a inserção dos dados pelo operador no sistema de gerenciamento têxtil estaria
considerando a capacidade produtiva do equipamento partindo do pressuposto de
aproveitamento integral do tempo de ciclo ideal ou calculado.
Mas é fato, que este aproveitamento incorre em condicionantes que comprometem a
otimização do equipamento, no momento que consideramos que a capacidade produtiva
idealizada está relacionada a uma métrica de velocidade padrão ou média; enquanto na
condição real de processo, devemos entender que qualquer equipamento tem um estágio
crescente e decrescente de aceleração para atingir a velocidade ideal. Este estágio não tem um
período uniforme o que pode provocar uma aceleração crescente mas com fases variáveis.
Ressalto que estas características do equipamento ou processo, precisam ser
consideradas ao estipularmos uma capacidade produtiva e não evidenciarmos nos registros;
sendo possível calcularmos as perdas de velocidade e motivos de paradas de pequena
proporção. Mas para o trabalho em curso, houve neste momento na empresa, a opção de
diagnosticar se havia variação entre capacidade produtiva nos turnos, desconsiderando as
variações de aceleração do equipamento; mas optando por evidenciar variações de
operacionalidade do equipamento.
Com os gráficos da figura 24 temos no período de estudo, o registro mensal da
capacidade produtiva do equipamento separada por turno, e a evidência de redução do
patamar devido à adequação do mix produtivo na empresa; mas sendo relevante a observação
de equilíbrio da produção nos turnos, conseguida ao longo do projeto com os índices de
produção variando inicialmente na ordem de 8% (de 28 a 36%) e ao final do projeto
apresentando uma melhoria na distribuição de produção por turnos, variando na ordem de 5%
(de 30 a 35%), sendo preciso levar em consideração que a jornada do turno C é reduzida.

57
Gráfico de Produção Comparativa por Turno no Alvejamento contínuoReferente: Ano 2009/ 2010
Turno out/09 nov/09 dez/09 jan/10 fev/10 mar/10 abr/10 mai/10 jun/10 Total%
Desempenho do setor
Turno A 417745 352171 183837 162709 316008 333657 291895 274599 327235 2659856 35%Turno B 400309 366934 140065 138878 328700 326336 319954 311100 314645 2646921 35%Turno C 315081 283422 141359 120913 260952 304840 280341 237331 281334 2225573 30%
Total 1133135 1002527 465261 422500 905660 964833 892190 82 3030 923214 7532350 100%Média/dia 43582,12 41771,96 42296,45 30178,57 39376,5217 40201,38 37174,58 31655 38467,25Dias trab. 26 24 11 14 23 24 24 26 24
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
Comparativo de Produção por Turno - 2009/ 2010(metros produzidos)
Turno A
Turno B
Turno C
35%
35%
30%
Produção por turno - Final projeto
1 2 3
4358
2,12
4177
1,96
4229
6,45
3017
8,57
3937
6,52
174
4020
1,38
3717
4,58
3165
5
3846
7,25
0,00
5000,00
10000,00
15000,00
20000,00
25000,00
30000,00
35000,00
40000,00
45000,00
50000,00
Comparativo de Produção média/dia - 2009/ 2010(metros produzidos)
36%
36%
28%
Produção por turno - Início projeto
1 2 3
Figura 24 – Comparativo de produção por turnos - Alvejamento Contínuo
Fonte - elaborada pelo autor (2010)
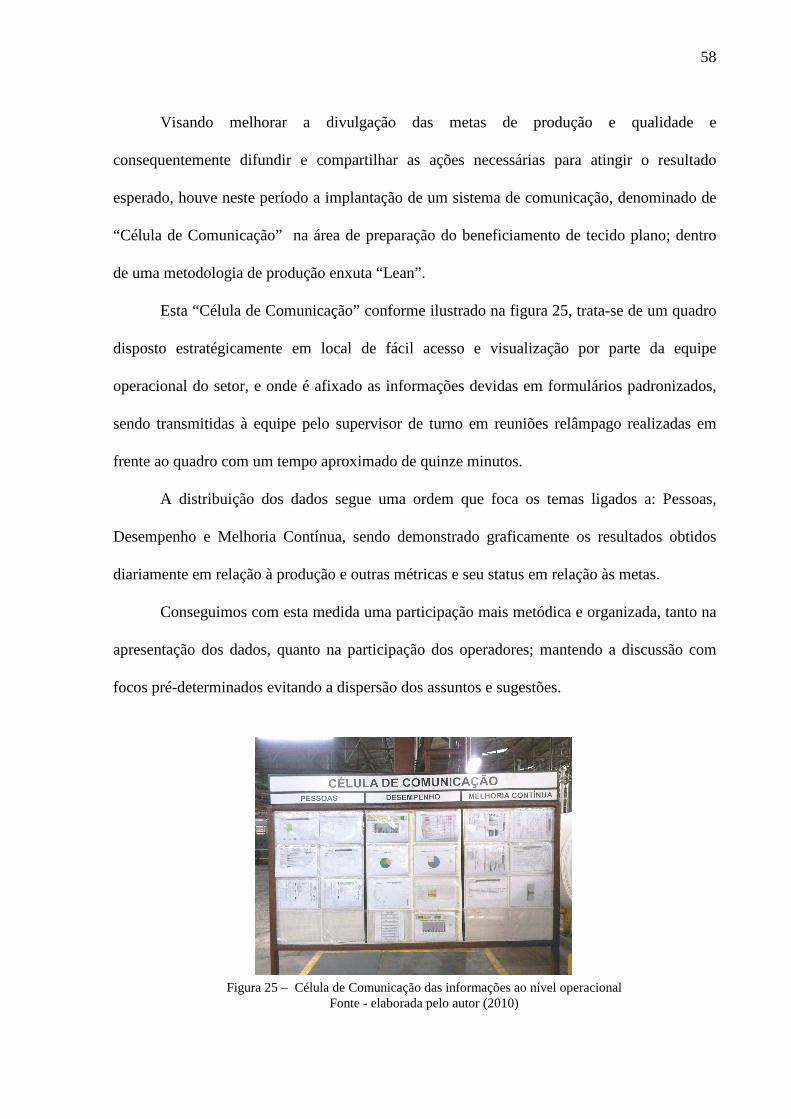
58
Visando melhorar a divulgação das metas de produção e qualidade e
consequentemente difundir e compartilhar as ações necessárias para atingir o resultado
esperado, houve neste período a implantação de um sistema de comunicação, denominado de
“Célula de Comunicação” na área de preparação do beneficiamento de tecido plano; dentro
de uma metodologia de produção enxuta “Lean”.
Esta “Célula de Comunicação” conforme ilustrado na figura 25, trata-se de um quadro
disposto estratégicamente em local de fácil acesso e visualização por parte da equipe
operacional do setor, e onde é afixado as informações devidas em formulários padronizados,
sendo transmitidas à equipe pelo supervisor de turno em reuniões relâmpago realizadas em
frente ao quadro com um tempo aproximado de quinze minutos.
A distribuição dos dados segue uma ordem que foca os temas ligados a: Pessoas,
Desempenho e Melhoria Contínua, sendo demonstrado graficamente os resultados obtidos
diariamente em relação à produção e outras métricas e seu status em relação às metas.
Conseguimos com esta medida uma participação mais metódica e organizada, tanto na
apresentação dos dados, quanto na participação dos operadores; mantendo a discussão com
focos pré-determinados evitando a dispersão dos assuntos e sugestões.
Figura 25 – Célula de Comunicação das informações ao nível operacional Fonte - elaborada pelo autor (2010)
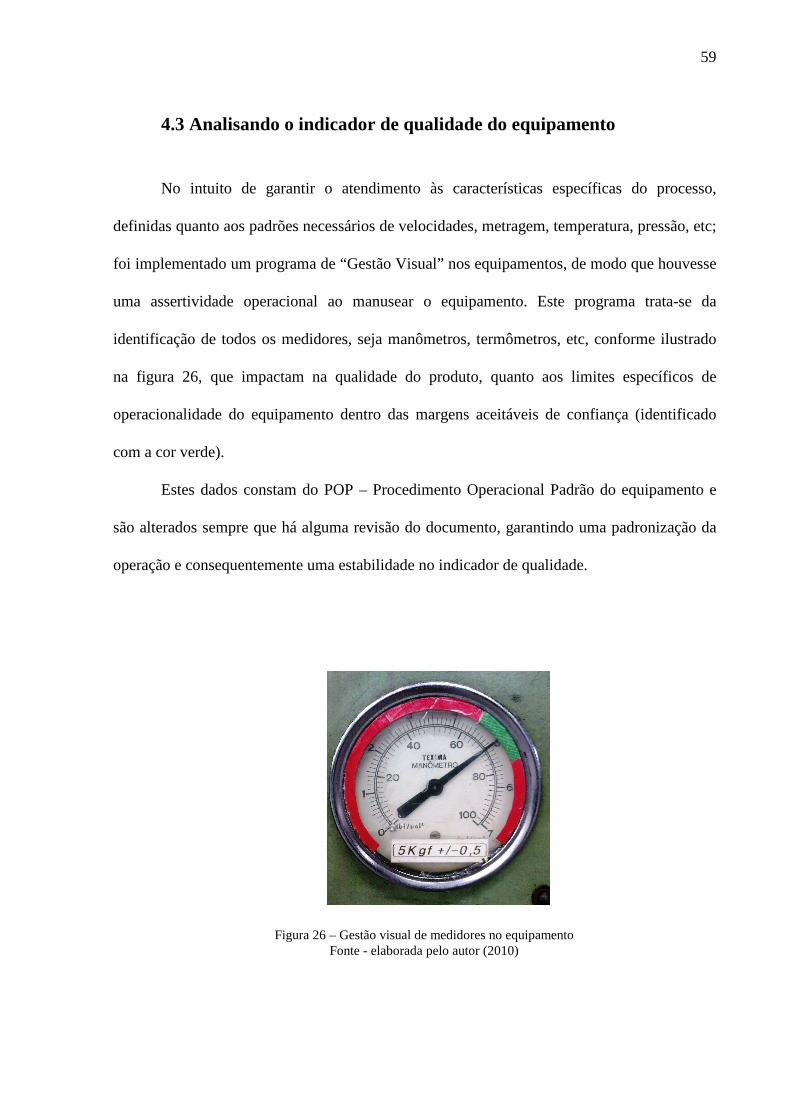
59
4.3 Analisando o indicador de qualidade do equipamento
No intuito de garantir o atendimento às características específicas do processo,
definidas quanto aos padrões necessários de velocidades, metragem, temperatura, pressão, etc;
foi implementado um programa de “Gestão Visual” nos equipamentos, de modo que houvesse
uma assertividade operacional ao manusear o equipamento. Este programa trata-se da
identificação de todos os medidores, seja manômetros, termômetros, etc, conforme ilustrado
na figura 26, que impactam na qualidade do produto, quanto aos limites específicos de
operacionalidade do equipamento dentro das margens aceitáveis de confiança (identificado
com a cor verde).
Estes dados constam do POP – Procedimento Operacional Padrão do equipamento e
são alterados sempre que há alguma revisão do documento, garantindo uma padronização da
operação e consequentemente uma estabilidade no indicador de qualidade.
Figura 26 – Gestão visual de medidores no equipamento Fonte - elaborada pelo autor (2010)
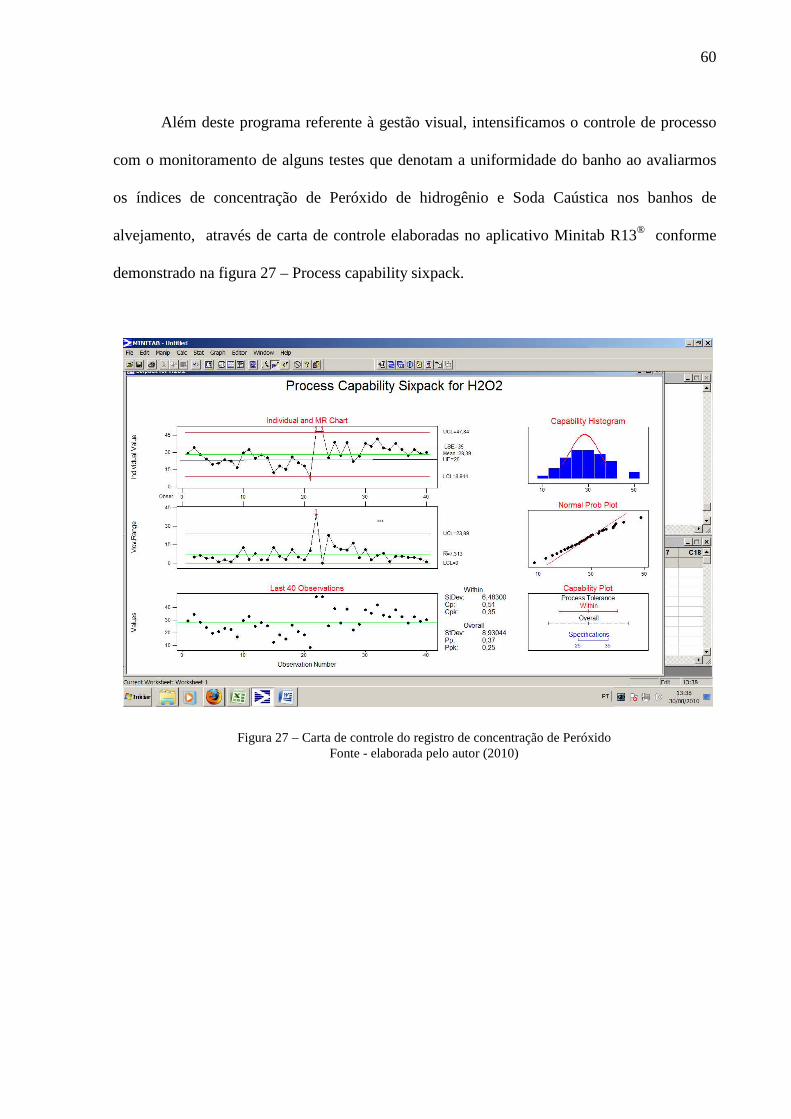
60
Além deste programa referente à gestão visual, intensificamos o controle de processo
com o monitoramento de alguns testes que denotam a uniformidade do banho ao avaliarmos
os índices de concentração de Peróxido de hidrogênio e Soda Caústica nos banhos de
alvejamento, através de carta de controle elaboradas no aplicativo Minitab R13® conforme
demonstrado na figura 27 – Process capability sixpack.
Figura 27 – Carta de controle do registro de concentração de Peróxido Fonte - elaborada pelo autor (2010)
61
4.4 Analisando o indicador de OEE do equipamento
A mensuração diária do indicador de OEE foi implementada a princípio através de
uma planilha elaborada no aplicativo Excel conforme detalhada na figura 28, para dar
consistência no projeto e em um próximo passo evoluirmos para a utilização de software
específicos de cálculo, tais como o OEE Toolkit ®. Os dados coletados a partir dos relatórios
diários de parada de máquina e produção foram inseridos na planilha pelo autor deste projeto
visando o cálculo dos indicadores de disponibilidade, performance e qualidade. O principal
foco nesta etapa do trabalho foi o apontamento correto das ocorrências de falhas, da
capacidade produtiva real em termos de metragem e do percentual de produtos que não
atendeu à qualidade requerida; sempre havendo uma análise dos dados que permitissem uma
inconsistência ao controle estatístico.
Quanto aos dados de parada de máquina, adotei uma análise levando em consideração
a proporção de paradas programada (devido a manutenção preventiva, refeição, treinamento e
parada programada) e também a parada não-programada (manutenção corretiva, setup,
aguardando liberação, falta de energia elétrica, falta de vapor, etc) visando dimensionar o
impacto das perdas que poderiam ser melhoradas com algum estudo de métodos de trabalho, e
aquelas que teriam pouca interferência operacional.
Quanto a análise da performance podemos ter diariamente uma posição sobre a média
de velocidade praticada, frente a produção registrada; e também o indicador de takt-time
determinando o cumprimento das expectativas de demanda do processo.
Segue na próxima página, a planilha elaborada para ilustrar o controle dos indicadores
diariamente na Empresa XY Ltda.
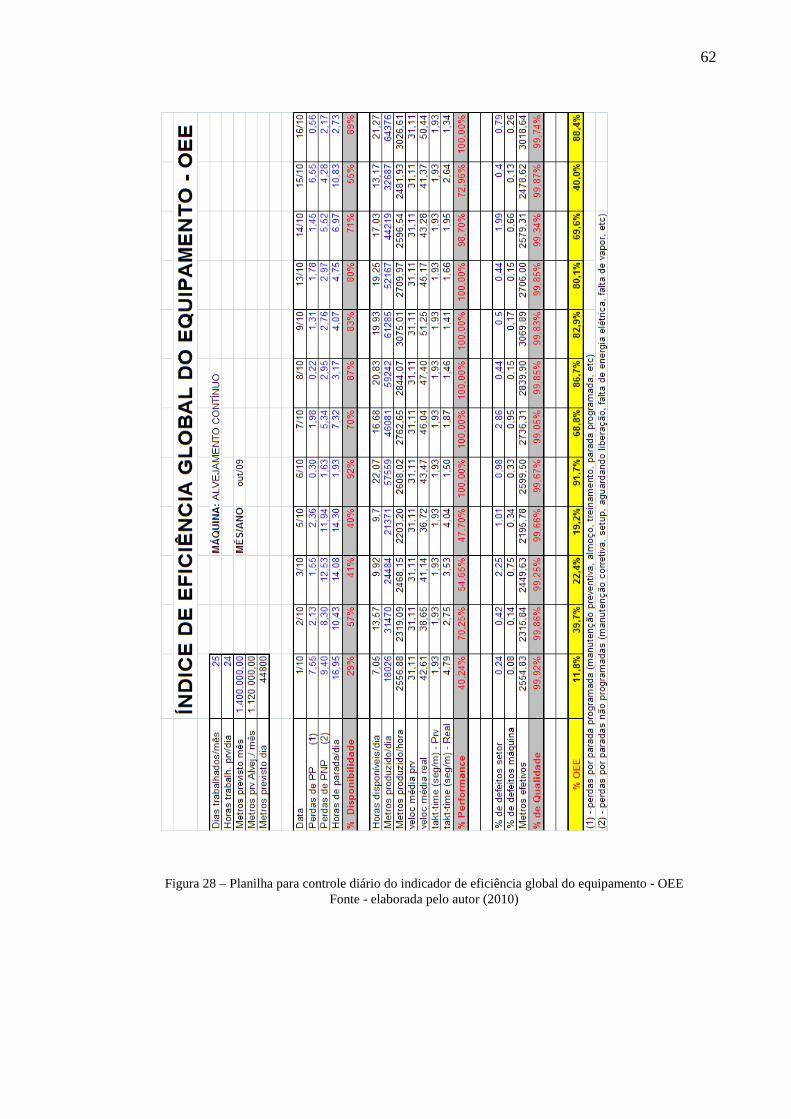
62
Figura 28 – Planilha para controle diário do indicador de eficiência global do equipamento - OEE Fonte - elaborada pelo autor (2010)
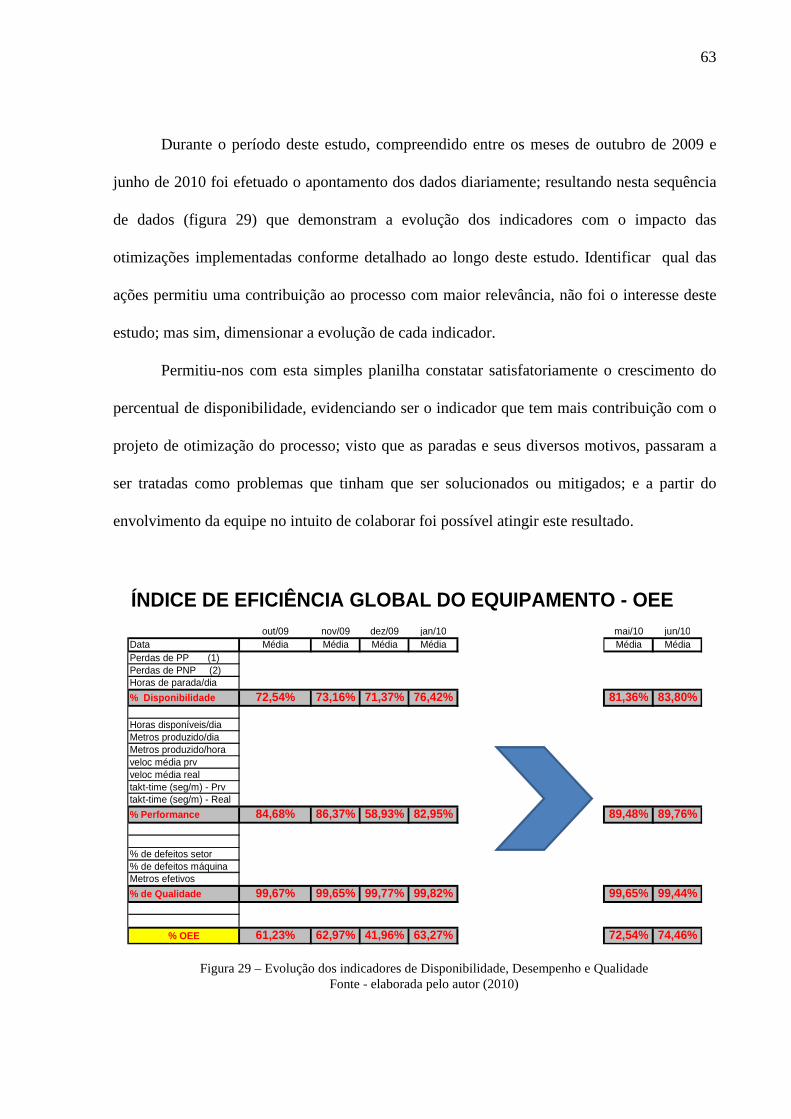
63
Durante o período deste estudo, compreendido entre os meses de outubro de 2009 e
junho de 2010 foi efetuado o apontamento dos dados diariamente; resultando nesta sequência
de dados (figura 29) que demonstram a evolução dos indicadores com o impacto das
otimizações implementadas conforme detalhado ao longo deste estudo. Identificar qual das
ações permitiu uma contribuição ao processo com maior relevância, não foi o interesse deste
estudo; mas sim, dimensionar a evolução de cada indicador.
Permitiu-nos com esta simples planilha constatar satisfatoriamente o crescimento do
percentual de disponibilidade, evidenciando ser o indicador que tem mais contribuição com o
projeto de otimização do processo; visto que as paradas e seus diversos motivos, passaram a
ser tratadas como problemas que tinham que ser solucionados ou mitigados; e a partir do
envolvimento da equipe no intuito de colaborar foi possível atingir este resultado.
ÍNDICE DE EFICIÊNCIA GLOBAL DO EQUIPAMENTO - OEEout/09 nov/09 dez/09 jan/10 mai/10 jun/10
Data Média Média Média Média Média MédiaPerdas de PP (1) 28%Perdas de PNP (2) 72%Horas de parada/dia 80,53
% Disponibilidade 72,54% 73,16% 71,37% 76,42% 81,36% 83,80%
Horas disponíveis/diaMetros produzido/dia 1133135 874286,3 453753 409730 701791Metros produzido/horaveloc média prv 31,11 32,41 48,61 27,26 29,07 30,67veloc média real 41,98 39,94 38,19 32,73 33,46 28,07takt-time (seg/m) - Prv 1,93 1,85 1,23 2,20 2,06 1,96takt-time (seg/m) - Real 2,29 2,20 3,38 2,75 2,27 2,20
% Performance 84,68% 86,37% 58,93% 82,95% 89,48% 89,76%
% de defeitos setor% de defeitos máquinaMetros efetivos
% de Qualidade 99,67% 99,65% 99,77% 99,82% 99,65% 99,44%
% OEE 61,23% 62,97% 41,96% 63,27% 72,54% 74,46%
Figura 29 – Evolução dos indicadores de Disponibilidade, Desempenho e Qualidade Fonte - elaborada pelo autor (2010)

64
Na figura 30 apresentada abaixo, temos o gráfico de evolução dos indicadores no
processo de Alvejamento Contínuo, destacando em cada linha o respectivo indicador e seu
comportamento ao longo do projeto. Temos que uma meta a nível mundial nos direciona a um
patamar de 85% de OEE, mas diante de nossa realidade enquanto empresa, estabelecemos que
não estaríamos buscando atingir um determinado valor de percentual de OEE, mas sim
implementarmos as melhorias necessárias ao processo, que forem identificadas como
oportunas e de baixo custo de implantação, mantendo a filosofia Lean. O resultado que
conseguimos com as intervenções que foram possíveis implementar, nos motivarão a investir
mais recursos e esforços no intuito de encontrar mais soluções para as adversidades ainda
identificadas no processo, e com isto termos o respaldo da diretoria da empresa para
avançarmos em outros processos com demanda insatisfatória.
Figura 30 – Gráfico de evolução dos indicadores Fonte - elaborada pelo autor (2010)
OEE=85% (Meta Mundial)

65
% D isponibilidade do equipamento
0,73
0,73
0,71 0,76
0,77 0,77 0,79 0,81 0,84
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
out/09 nov/09 dez /09 jan/10 fev/10 mar/10 abr/10 mai/10 jun/10média desv Polinômio (média) Polinômio (desv)
Visando analisar os indicadores de forma estatística, através do aplicativo Minitab
R13® foram tabulados os valores obtidos diariamente durante os meses do estudo, no intuito
de definir a média encontrada e o desvio padrão (KUME, 1993), e assim elaborei o gráfico da
evolução do: Indicador do percentual de Disponibilidade do equipamento - figura 31
One-Sample T: C1; C2; C3; C4; C5; C6; C7; C8; C9; C1 0; C11; C12; C13; C14; C15;
Variable N Mean StDev SE Mean 95,0% CI C1 52 0,7255 0,1865 0,0259 ( 0,6735; 0,7774) C5 21 0,7317 0,1619 0,0353 ( 0,6580; 0,8054) C9 11 0,7137 0,2129 0,0642 ( 0,5707; 0,8568) C13 12 0,7642 0,1971 0,0569 ( 0,6389; 0,8894) C17 23 0,7652 0,1613 0,0336 ( 0,6954; 0,8349) C21 22 0,7744 0,1154 0,0246 ( 0,7232; 0,8256) C25 20 0,7882 0,0863 0,0193 ( 0,7479; 0,8286) C29 18 0,8136 0,0618 0,0146 ( 0,7829; 0,8443) C33 11 0,8366 0,0715 0,0215 ( 0,7886; 0,8846)
Figura 31 – Gráfico de evolução do indicador - % Disponibilidade Fonte - elaborada pelo autor (2010)
Equação 01:
Cálculo da Disponibilidade (%) = TRD x 100, sendo que: TC TC => Tempo de carga = tempo teórico disponível – paradas programadas (h) TRD => Tempo real disponível = tempo de carga – paradas não programadas

66
% P erformance do equipamento
0,85 0,86
0,59
0,83 0,88 0,92
0,88 0,89
0,90
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
out/09 nov/09 dez /09 jan/10 fev/10 mar/10 abr/10 mai/10 jun/10
média desv Polinômio (média) Polinômio (desv)
- Indicador do percentual da Performance do equipamento - figura 32 One-Sample T: C1; C2; C3; C4; C5; C6; C7; C8; C9; C1 0; C11; C12; C13; C14; C15; Variable N Mean StDev SE Mean 95,0% CI C2 26 0,8468 0,2111 0,0414 ( 0,7616; 0,9321) C6 21 0,8637 0,1522 0,0332 ( 0,7944; 0,9330) C10 11 0,5893 0,2444 0,0737 ( 0,4251; 0,7534) C14 12 0,8295 0,1863 0,0538 ( 0,7111; 0,9479) C18 23 0,8840 0,1951 0,0407 ( 0,7996; 0,9684) C22 22 0,9244 0,0765 0,0163 ( 0,8904; 0,9583) C26 20 0,8845 0,1397 0,0312 ( 0,8191; 0,9499) C30 18 0,8948 0,1039 0,0245 ( 0,8431; 0,9464) C34 11 0,8976 0,0907 0,0273 ( 0,8367; 0,9585)
Figura 32 – Gráfico de evolução do indicador - % Performance
Fonte - elaborada pelo autor (2010)
Equação 02:
Performance (%) = Tecido produzido (m/mês) x 100 Tecido previsto (m/dia) x Dias trabalhados (mês)

67
% Qualidade do equipamento
0,997
0,996
0,998
0,998
0,994
0,997
0,993
0,996
0,994
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
1,100
out/09 nov/09 dez /09 jan/10 fev/10 mar/10 abr/10 mai/10 jun/10
média desv
- Indicador do percentual de Qualidade do equipamento - figura 33 One-Sample T: C1; C2; C3; C4; C5; C6; C7; C8; C9; C1 0; C11; C12; C13; C14; C15; Variable N Mean StDev SE Mean 95,0% CI C3 47 0,8783 0,1707 0,0249 ( 0,8282; 0,9284) C7 21 0,996481 0,003040 0,000663 (0,995097;0,997865) C11 11 0,997718 0,001447 0,000436 (0,996746;0,998690) C15 12 0,998183 0,001005 0,000290 (0,997545;0,998822) C19 23 0,994426 0,003817 0,000796 (0,992775;0,996077) C23 22 0,996964 0,003888 0,000829 (0,995240;0,998688) C27 20 0,99297 0,01092 0,00244 ( 0,98786; 0,99808) C31 18 0,996472 0,001426 0,000336 (0,995763;0,997181) C35 11 0,99382 0,00596 0,00180 ( 0,98981; 0,99782)
Figura 33 – Gráfico de evolução do indicador - % Qualidade Fonte - elaborada pelo autor (2010)
Equação 03:
Qualidade (%) = Metros produzidos - Metros refugados x 100 Metros produzidos

68
% OE E do equipamento
0,63 0,65
0,47
0,64 0,
69 0,71
0,70 0,72 0,74
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
out/09 nov/09 dez /09 jan/10 fev/10 mar/10 abr/10 mai/10 jun/10
média desv Polinômio (média) Polinômio (desv)
- Indicador do percentual de Eficiência Global do Equipamento - OEE - figura 34 One-Sample T: C1; C2; C3; C4; C5; C6; C7; C8; C9; C1 0; C11; C12; C13; C14; C15; Variable N Mean StDev SE Mean 95,0% CI C4 26 0,6343 0,2473 0,0485 ( 0,5344; 0,7342) C8 21 0,6501 0,2107 0,0460 ( 0,5542; 0,7460) C12 11 0,4650 0,2491 0,0751 ( 0,2977; 0,6324) C16 12 0,6435 0,2462 0,0711 ( 0,4871; 0,8000) C20 23 0,6949 0,2199 0,0459 ( 0,5998; 0,7900) C24 22 0,7088 0,0905 0,0193 ( 0,6687; 0,7489) C28 20 0,6998 0,1663 0,0372 ( 0,6220; 0,7776) C32 18 0,7238 0,0920 0,0217 ( 0,6780; 0,7696) C36 11 0,7446 0,0867 0,0261 ( 0,6864; 0,8028)
Figura 34 – Gráfico de evolução do indicador - % OEE Fonte - elaborada pelo autor (2010)
Equação 04:
OEE (%) = % Disponibilidade x % Performance x % Qualidade
69
5. CONCLUSÃO
O OEE se confirma como uma ferramenta eficaz na identificação de focos de
desperdícios, num ambiente de manufatura enxuta, permitindo uma decisão assertiva e com
mensuração estatisticamente validada das melhorias obtidas com a otimização do processo de
Alvejamento Contínuo.
A contribuição que a mensuração diária do indicador de OEE - eficiência global dos
equipamentos, pode oferecer para a otimização do processo de alvejamento de tecido plano de
uma indústria têxtil, está consolidada quando o indicador alterou o patamar de 61,22% para
74,63%, o que representa um aumento de 21,90% em relação ao mês de Outubro de 2009 em
comparação com o mês de Junho de 2010.
Analisar a gestão de falhas do equipamento através da identificação diária das paradas
permitiu as melhorias acumulativas nos indicadores de Disponibilidade da ordem de 15,33%
em relação aos mesmos meses; e ao gerenciar a capacidade produtiva do equipamento, ou
seja, o atendimento à demanda existente de produto a ser manufaturado com equilíbrio de
produção entre turnos, demonstrou um incremento no indicador de Performance no valor de
6,00%. A estabilidade do indicador de Qualidade evidenciou-se no nível de 99,5%.
O OEE deste equipamento em estudo, consolida as melhorias implementadas e valida
como um projeto-piloto para
Ao finalizar este estudo de caso com uma proposta de trabalho no setor de
Alvejamento Contínuo da Empresa XY Ltda., estou certo de que por este estudo e propostas,
apresento com muito critério e assertividade uma série limitada de ações de melhoria
implementadas que permitirão um avanço ao modelo atual de trabalho; e abrirá oportunidades
para melhorias futuras a serem reaplicadas em estudos futuros, em outros processos e
equipamentos na empresa.

70
REFERÊNCIAS BIBLIOGRÁFICAS
ABIT, Setor têxtil e de confecção brasileiro:Balanço 2009 e perspectivas 2010. Disponível em: http://www.abit.org.br/site/Imprensa/Institucional e dados do setor/Balanço 2009 e perspectivas 2010> Acesso em 02.ago.2010 AGUIAR, S., Integração das ferramentas da qualidade ao PDCA e ao programa seis sigma. Nova Lima: INDG. 2006. 234p. CAMPOS, V.F., Controle da qualidade total (no estilo japonês). Rio de Janeiro: Bloch Editores, 1992. 218p. CAMPOS, V.F., Padronização de empresas. Belo Horizonte: Fundação Christiano Ottoni, 1992. 124p. DELLARETTI FILHO, O., DRUMOND, F.B., Itens de controle e avaliação de processos. Belo Horizonte: Fundação Christiano Ottoni, 1994. 151p. GIL, A.C., Como elaborar projetos de pesquisa. São Paulo: Editora Atlas, 2002. 175p. HANSEN, R.C., Eficiência global dos equipamentos – uma poderosa ferramenta de produção/manutenção para aumento dos lucros. Porto Alegre: Editora Bookman, 2006. 264p. HATAKEYAMA, Y., A revolução dos gerentes. Belo Horizonte: FCO, UFMG, 1995. 210p. HERSEY, P., BLANCHARD, K. H.. Psicologia para administradores de empresas: a teoria e as técnicas da liderança situacional. São Paulo: EPU, 1986. 388p. JANOV, J., A organização inventiva: ousadia e dedicação no trabalho. Rio de Janeiro: Ediouro, 1996. 300p. KUME, H., Métodos estatísticos para melhoria da qualidade. São Paulo: Editora Gente, 1993. 241p. LIKER, J.K., MEIER, D., O Modelo Toyota – manual de aplicação – um guia prático para a implementação dos 4 P´s da Toyota. Porto Alegre: Editora Bookman, 2007. 435p. NAKAJIMA, S.; Introdução ao TPM – Total Productive Maintenance. São Paulo: IMC, Internacional Sistemas Educativos Ltda., 1989. PRADO JUNIOR, C., História econômica do Brasil. São Paulo: Editora Brasiliense, 1976. 2ªed. 280p. QUEIROZ, E.K.R. de. Qualidade segundo Garvin. São Paulo: Annablume, 1995. 116p. TAVARES, L.A., Excelência na manutenção – estratégias, otimização e gerenciamento. Salvador: Casa da Qualidade Editora, 1996. 147p.
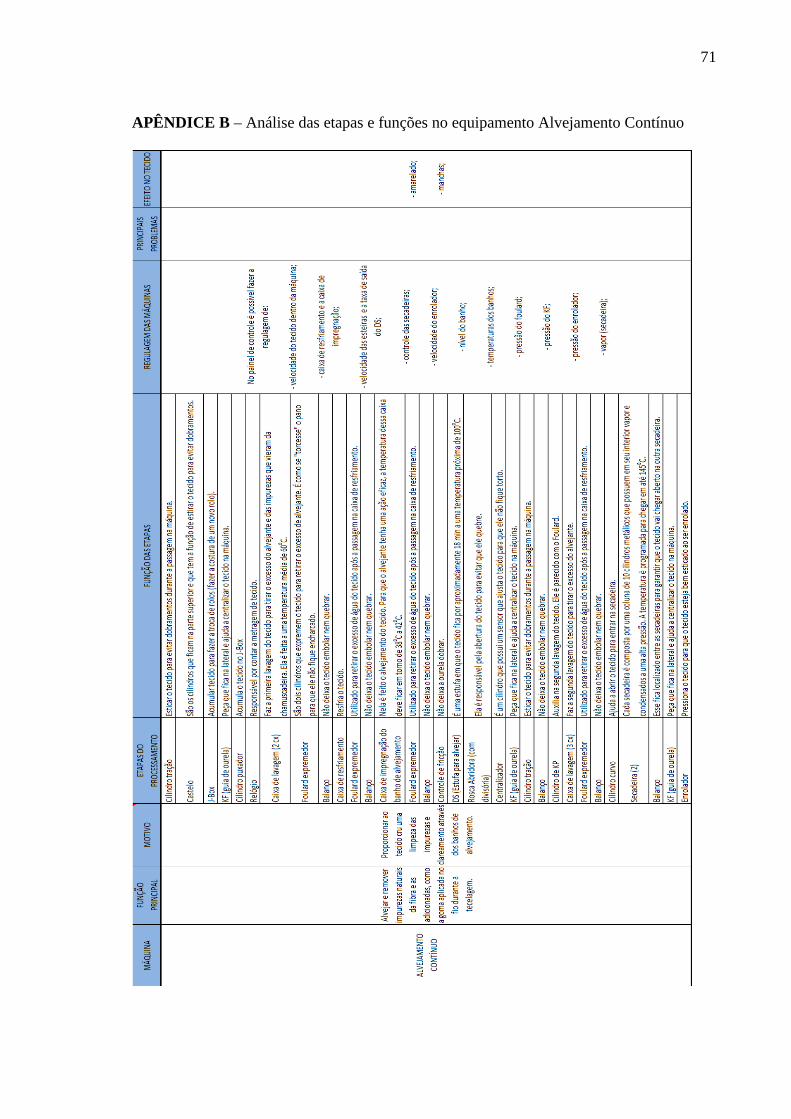
71
APÊNDICE B – Análise das etapas e funções no equipamento Alvejamento Contínuo
Fonte: Elaborado pelo autor (2010)
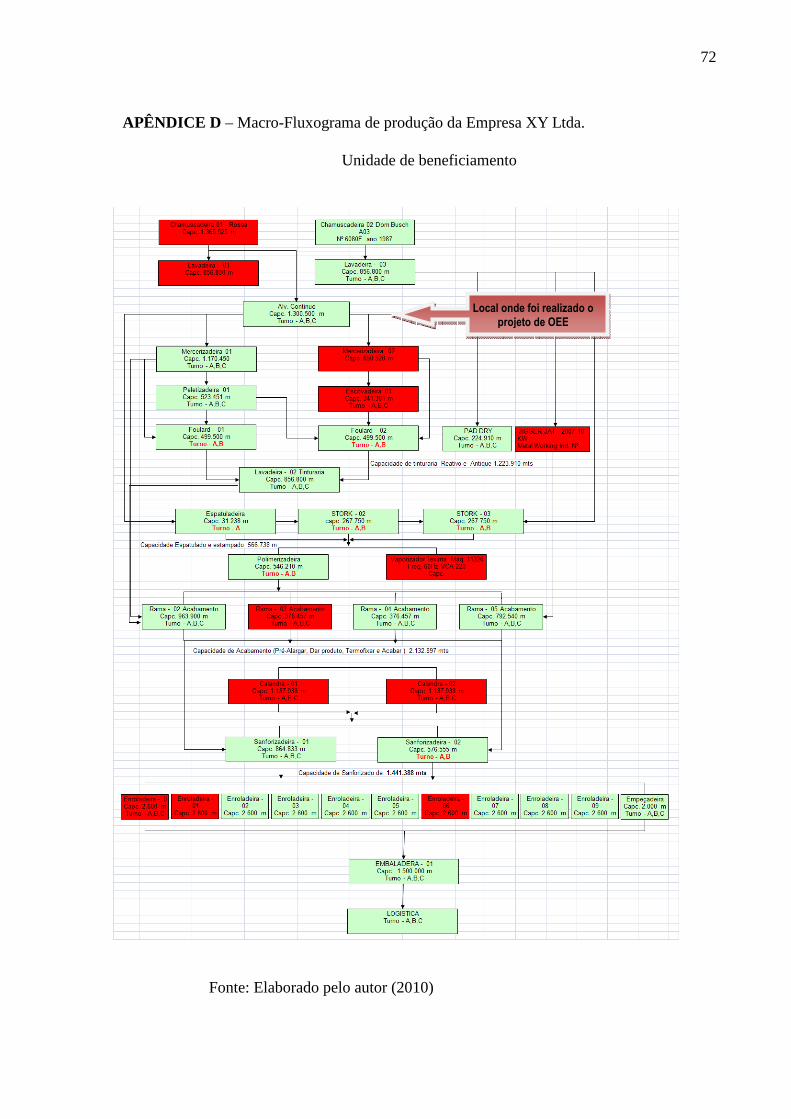
72
APÊNDICE D – Macro-Fluxograma de produção da Empresa XY Ltda.
Unidade de beneficiamento
Fonte: Elaborado pelo autor (2010)
Local onde foi realizado o
projeto de OEE

73
APÊNDICE F – Mapa de valor do processo de Beneficiamento na Empresa XY
Fonte: Elaborado por Sérgio Guerreiro (2010)