Embed Size (px)
Citation preview

PEDRO HENRIQUE FERNANDES DE ANDRADE SILVA
LEAN MANUFACTURING COM ÊNFASE EM PADRONIZAÇÃO DE
MÃO DE OBRA
Poços de Caldas / MG
2015

PEDRO HENRIQUE FERNANDES DE ANDRADE SILVA
LEAN MANUFACTURING COM ÊNFASE EM PADRONIZAÇÃO DE
MÃO DE OBRA
Trabalho de Conclusão de Curso apresentado ao
curso de Engenharia da Universidade Federal de
Alfenas como parte das exigências para a obtenção
do título de Engenheiro Químico.
Orientadora: Prof.ª Dr.ª Giselle Patrícia Sancinetti.
Poços de Caldas / MG
2015

FICHA CATALOGRÁFICA
S586l Silva, Pedro Henrique Fernandes de Andrade.
Lean manufacturing com ênfase em padronização de mão de obra. / Pedro Henrique
Fernandes de Andrade Silva;
Orientação de Giselle Patrícia Sancinetti. . Poços de Caldas: 2015.
24fls.: il.; 30 cm.
Inclui bibliografias: f. 24
Trabalho de Conclusão de Curso (Graduação em Engenharia Quimica ) –
Universidade Federal de Alfenas– Campus de Poços de Caldas, MG.
1. Lean Manufacturing. 2. DMAIC. 3. Trabalho Padronizado. I . Sancinetti, Giselle
Patrícia. (orient.). II. Universidade Federal de Alfenas – Unifal. III. Título.
CDD 658.562
Dedico a minha mãe, meus avós, meus
irmãos, minha namorada e meus amigos pelo
apoio na realização deste trabalho.
Resumo
O presente trabalho teve por finalidade a redução do custo de gastos variáveis do setor de
alimentos infantis dentro de uma empresa multinacional do segmento de alimentos (EMSA).
O projeto foi baseado na ferramenta de Trabalho Padronizado proveniente da metodologia
Lean Manufacturing, seguindo a estrutura DMAIC (definir, medir, analisar, implementar e
controlar), tendo como principal objetivo a eliminação dos 7 desperdícios. A iniciativa surgiu
devido ao um cenário dentro da empresa, a aposentadoria de alguns colaboradores, onde o
custo de novas contratações deveria ser evitado, por isso objetivou-se reduzir postos de
trabalho e alocar os colaboradores dos postos otimizados para o lugar dos que irão aposentar-
se. Tendo como base os 5 passos da metodologia, um estudo bem estruturado foi realizado,
onde o escopo foi definido pela área de gestão, os dados foram mensurados, analisadas as
oportunidades de melhorias e eliminação de desperdícios e por fim a implementação do
padrão visual na linha de produção para a melhor execução das atividades. O resultado do
estudo foi satisfatório, um posto de trabalho operando em três turnos foi otimizado, evitando o
custo de contratação e capacitação de novos colaboradores em R$ 135.000,00/ano.
Palavras-chave: Lean Manufacturing. DMAIC. Trabalho Padronizado. Diagrama de trabalho
Padronizado. Alimentos Infantis.

Abstract
This work aimed at reducing the cost variable expenses of Baby Food industry within a
multinational company in the food segment (EMSA). The project was based on Standard
Working tool from the Lean Manufacturing methodology, following the DMAIC structure
(define, measure, analyze, implement and control), with the main objective the elimination 7
waste. The initiative arose due to a scenario within the company, the retirement of certain
employees, where the cost of new hires should be avoided, so the objective was to reduce jobs
and allocate employees of the optimized positions for the place of those who will retire. Based
on the 5 steps of the methodology, a structured study was conducted, where the scope was
defined by the management , the data were measured, analyzed the opportunities for
improvement and elimination of waste and finally the implementation of the visual pattern on
line production for the better implementation of activities. The study results are satisfactory, a
working station operating on three shifts was optimized by avoiding the cost of hiring and
training new employees in R$ 135,000.00/year.
Key words: Lean Manufacturing. DMAIC. Standard Working. Standard working diagram.
Baby Food.

SUMÁRIO
1 – INTRODUÇÃO...................................................................................................................9
2 – OBJETIVO..........................................................................................................................9
3 – REVISÃO BIBLIOGRÁFICA.........................................................................................10
3.1 – FLUXO CONTÍNUO......................................................................................................11
3.2 – DEFINIÇÃO DE CÉLULA.............................................................................................11
3.3 – PAPÉIS E RESPONSABILIDADES..............................................................................12
3.4 – TRABALHO PADRONIZADO......................................................................................13
3.4.1 – TAKT TIME (TEMPO DE SINCRONIA)...................................................................13
3.4.2 – ESTOQUE PADRÃO...................................................................................................14
3.4.3 – SEQUÊNCIA DE TRABALHO...................................................................................14
4 – MÉTODOS........................................................................................................................14
4.1 – DEFINIÇÃO DO ESCOPO.............................................................................................14
4.2 – MEDIÇÃO E ELABORAÇÃO DOS DADOS...............................................................15
4.3 – ANÁLISE E TRATATIVA DOS DADOS.....................................................................16
4.4 – IMPLEMENTAÇÃO DO DIAGRAMA DE TRABALHO
PADRONIZADO......................................................................................................................17
4.5 – CONTROLE E SUSTENTABILIDADE DA IMPLEMENTAÇÃO..............................18
5 – ESTUDO DE CASO..........................................................................................................18
5.1 – DEFINIÇÃO....................................................................................................................19
5.2 – MEDIÇÃO.......................................................................................................................19
5.2.1 – COLETA DE DADOS E ANÁLISE DE VARIABILIDADE.....................................19
5.2.2 – ELABORAÇÃO DO GRÁFICO DE BALANCEAMENTO DE OPERAÇÕES (GBO)
ATUAL.....................................................................................................................................21
5.3 – ANÁLISE DO GBO E CONSTRUÇÃO DO GBO FUTURO........................................21
5.4 – CONSTRUÇÃO E IMPLEMENTAÇÃO DO DRIAGRAMA DE TRABALHO
PADRONIZADO......................................................................................................................24
5.5 – CONTROLAR.................................................................................................................25
6 – CONCLUSÃO...................................................................................................................26
REFERÊNCIAS BIBLIOGRÁFICAS..................................................................................27
9
1. Introdução
O presente trabalho teve foco em Lean Manufacturing (manufatura enxuta), desenvolvido em
uma empresa multinacional do segmento de alimentos (EMSA). Tal empresa possui um forte
engajamento nas iniciativas de manufatura enxuta, como forma de aperfeiçoar seu processo,
tendo como meta zero perdas. As iniciativas possuíram foco em algumas ferramentas, como
Jidoka, Heijunka, Pontos de Uso, Armazém Enxuto e outras como o Trabalho Padronizado.
A busca por melhoria na qualidade dos produtos e o crescente desejo de satisfazer cada vez
mais os clientes faz com que as indústrias procurem novas alternativas de gestão de produção.
Tais ferramentas visam a melhoria continua sem que haja a necessidade de grandes
investimentos, pautando sempre pela eliminação de desperdícios e a redução do lead time
(tempo total de cadeia de valor, desde os fornecedores até os consumidores), resultando em
aumento do frescor dos alimentos que irão chegar ao consumidores.
Na empresa analisada as iniciativas de melhoria contínua possuem origem no VSD (“Value
Stream Design”, desenho do fluxo de valor) onde se mapeia todo o fluxo de produção da
família de produtos analisados, neste caso a de alimento infantil, com base nos conceitos de
Manufatura Enxuta, com o objetivo de eliminar desperdícios encontrados ao longo da cadeia.
A saída do VSD é a implementação de algumas ferramentas na área analisada a fim de criar
fluxo e estabilidade ao processo. Outro local de origem é o desdobramento de metas da
unidade, guiados pelos indicadores chave de performance (sigla em inglês KPI).
A principal ferramenta para criação de estabilidade é o Trabalho Padronizado. Baseado em
três elementos, takt time, estoque padrão e sequência de trabalho, essa ferramenta auxilia na
padronização das atividades aliado com a redução dos desperdícios.
2. Objetivo
O presente trabalho teve como objetivo otimizar os custos de contração de mão de obra no
setor de Alimentos Infantis em uma EMSA. Para o atingir tal objetivo a gestão da fábrica
decidiu aplicar a ferramenta de trabalho padronizado, buscando a eliminação de desperdícios
e a combinação das atividades operações, tendo como resultado esperado a eliminação de um
posto de trabalho. A fabricação de Alimentos Infantis opera em três turnos, portanto, a
otimização de um posto resultaria em três colaboradores disponíveis para alocação em outros
setores da empresa.

10
3. Revisão Bibliográfica
Com as grandes restrições e escassez de recursos, devido a Segunda Guerra Mundial, surge no
Japão a produção Enxuta, originalmente na indústria automotiva Toyota. Tal conceito foi
estimulado pela necessidade de produtos variados atrelados ao baixo volume de produção,
devido à fraca economia Japonesa no período pós-guerra, onde foi analisado e inserido o
pensamento de produzir apenas o que o consumidor irá comprar, impossibilitando assim a
produção em massa, segundo Nito (2010, p. 23).
Em contrapartida da produção em massa que estimula grandes estoques, muitas linhas de
produção e mão de obra em excesso, a fabricante de automóvel Toyota buscou produzir com
eficiência e plena utilização de sua capacidade. Com foco sempre em qualidade, baixo nível
de estoques e utilizando o mínimo possível de recursos, onde o que era produzido era
imediatamente vendido (NITO, 2010, p. 24).
A metodologia desenvolvida na Toyota tem como principal característica a separação por
família de produtos, alta flexibilidade nos processos, variedade de produtos e lotes de
produção reduzidos (aumentando a flexibilidade), utilização de máquinas com baixa
complexidade, mão de obra capacitada e multifuncional e a qualidade assegurada. Para atingir
tais objetivos algumas ferramentas são adotadas, como sistema Kanban, poka-yoke, layout
celular, troca rápida de produtos e o trabalho padronizado. Sempre focado nos setes
desperdícios ao longo da cadeia produtiva.
Segundo Silveira e Coutinho (2008) os desperdícios, definidos por Ohno, um dos
idealizadores do sistema de produção enxuta, são os seguintes:
Perda por superprodução: produção baseada em previsões e não na demanda do
cliente, produzindo em excesso ou gerando estoques;
Perda por espera: há dois tipos, espera do processo e espera do operador. A perda por
espera de processo é quando o lote aguarda do término do processo anterior para iniciar
seu processamento, as perdas por espera do operador são as atividades que causam
ociosidade do operador;
Perda por transporte: dada pelo transporte desnecessário, seja de pessoas ou produtos,
tal perda deve-se ao mau arranjo do layout das linhas de produção;
Perda por estoque: acúmulo de material de embalagem, matéria-prima ou produto
acabado entre os processos, com número superior a necessidade do processo;

11
Perda por processamento extra: perda por processos desnecessários, os quais devem
ser otimizados e/ou melhorados, a fim de reduzir o lead time (tempo de processamento do
início ao fim da cadeia produtiva);
Perda por geração de produtos não conformes: fabricação de produtos que não
atendem as especificações de qualidade, gerando retrabalho e perda de material;
Perda por movimentação: movimentação desnecessária realizada pelos operadores,
aumentando o tempo de ocupação e fadiga.
3.1. Fluxo contínuo
Fluxo contínuo é o objetivo principal da produção enxuta e criá-lo tem sido o alvo de
inúmeros projetos kaizen. Segundo Rother e Harris (2002) em uma grande variedade de
fábricas foram compreendidos grandes esforços para se criar fluxo contínuo, porém, somente
algumas dessas tentativas culminaram em um fluxo contínuo.
Idealmente, os produtos deveriam fluir continuamente pelos fluxos de valor, tendo início na
matéria-prima e o fim no produto terminado. Mas isso pode ser considerado um desafio em
um primeiro momento. Estabelece-se um escopo, o qual deve ser o “processo puxador”
(aquele que inicia a demanda) ou a parte no fluxo de valor em que o produto está na forma
final, aquela que será vista pelo consumidor. Estes são geralmente os processos mais
importantes de um fluxo de valor, pois o modo como ocorre a operação influencia a
capacidade de atender a demanda do cliente e a necessidade de produção dos processos
anteriores. A estabilidade de produção e a cadência pré-estabelecida, um resultado de
processos nivelados e fluxos de materiais contínuos, geram demandas frequentes e rígidas
para o fluxo de valor.
De acordo com Rother e Harris (2002) quando se examina em detalhes os processos
puxadores, é possível identificar a existência de um fluxo descontínuo dos produtos. Nesses
casos, constata-se a formação de estoques intermediários entre os recursos, excesso de
produção, instabilidade do volume de produção com variações consideráveis hora a hora e
ociosidade dos operadores à vinculação das pessoas às máquinas individuais.
3.2. Definição de célula
Uma célula é um arranjo de pessoas, máquinas, materiais e métodos em que etapas do
processo estão próximas e ocorrem em ordem sequencial, através da qual as partes são

12
processadas em um fluxo contínuo (ou em alguns casos, de forma consistente, com lotes
pequenos mantidos em toda a sequência das etapas do processo). O layout físico mais
conhecido de uma célula é o formato em “U”. O processamento em fluxo contínuo também é
possível em linhas de produção retas (ROTHER; HARRIS, 2002, p. 15).
3.3. Papéis e responsabilidades
O esforço em equipe para a criação do fluxo contínuo é essencial. Produção enxuta é baseada
fortemente nos operadores e auxiliares, particularmente quando se diz respeito aos esforços
das melhorias realizadas diariamente e a disciplina no cumprimento dos padrões, porém, estes
esforços provém também do relacionamento constante dos gerentes e responsáveis por
projetar os fluxos de valor, e outras pessoas relacionadas a gestão do processo. Desse modo,
segundo Rother e Harris (2002), é possível elencar algumas pessoas com funções de
desenvolvimento do fluxo de valor, sendo elas:
Gerente do Fluxo de Valor: elabora e repara os mapas do estado futuro, que
evidenciam o processo puxador e o local onde existe a possibilidade de ter fluxo contínuo,
responsável por quebrar barreiras e suportar os gerentes das áreas;
Gerente de Área: responsável por liderar a implementação do fluxo contínuo e
assegura diariamente os cumprimentos dos padrões e a melhoria contínua;
Engenheiros Industriais e Engenheiros de Manufatura: projetam os novos layouts e
definem a mão de obra necessária para as células de fluxo, baseados nas informações
obtidas no chão de fábrica. Devem manter proximidade do processo de implementação de
fluxo contínuo para possíveis ajustes e desenvolvimento de novas tecnologias que
suportam a melhoria contínua.
Equipe de Produção: os operadores, supervisor e o líder de equipe são essenciais para
fazer o fluxo funcionar e mantê-lo de forma sustentável, e sugerir novos modos e fluxos
para melhorá-lo;
Manutenção: responsável pelos ajustes ao fluxo de valor até que ela funcione como o
esperado (juntamente com os Engenheiros Industriais e de Manufatura) deve ser capaz
também de solucionar eventuais problemas rapidamente;
Especialista em Lean: devem auxiliar todas as pessoas citadas anteriormente.

13
3.4. Trabalho Padronizado
O trabalho padronizado é a uma ferramenta aplicada para descrever as atividades, criando a
partir dela padrões e como consequência a transparência nos processos onde as anormalidades
ou falta de cumprimento dos padrões são facilmente identificadas e tratadas, sendo o ponto
inicial para a criação e aplicação da melhoria contínua. (NITO, 2010, p. 24).
A padronização é parte da atividade contínua de identificação de problemas, do
estabelecimento de métodos eficazes e da definição do modo como esses métodos
devem ser conduzidos, gerando a redução das perdas, um processo de trabalho
melhor e a possibilidade de continuamente melhorar o processo existente (NITO,
2010, p. 25).
A ferramenta de trabalho padronizado consiste em otimizar ao máximo as atividades
executadas pelos operadores e auxiliares de linha, visando sempre pontos críticos em
ergonomia, segurança, meio-ambiente e em atividades que não agregam valor ao consumidor
final. Para tal análise é utilizado um gráfico de balanceamento de operações (GBO) onde
estão descritos detalhadamente as atividades executadas pelo posto de trabalho e o tempo de
execução por um determinado período.
O Trabalho Padronizado é baseado em três fundamentos, Takt Time (tempo de sincronia),
Estoque Padrão e Sequência de Trabalho.
3.4.1. Takt Time (tempo de sincronia)
O Takt Time é a frequência que deve produzir uma peça ou produto, baseado no ritmo das
vendas, para atender a demanda dos clientes. É calculado dividindo-se o tempo disponível de
trabalho (em segundos) por turno pelo volume da demanda do cliente (em unidades) por turno
(ROTHER; HARRIS, 2002, p. 17).
Usado para sincronizar o ritmo de produção com o ritmo das vendas, no “processo puxador”
em particular. É um número referência o qual é possível determinar o ritmo em que cada
processo deveria ser produzido e ajuda a enxergar o modo que está a produção da fábrica,
podendo desta forma mostrar desperdícios ao longo da cadeia produtiva.
Exemplo de Takt Time:

14
Tal ferramenta é essencial para definir novos investimentos nas linhas de produção, visto que
o takt time mostra se haverá ou não ruptura na demanda. Um bom conhecimento do tempo
Takt pode evitar que a empresa adquira máquinas rápidas demais, com tempos de ciclo muito
menores do que a demanda necessária. Pode também ajudar a identificar onde estão os reais
gargalos, processos onde o tempo de ciclo é maior do que o tempo disponível (processos mais
lentos do que o ritmo do cliente), também pode ser utilizado para definir onde estão os
desperdícios da linha, evitando uma produção maior que o necessário e alocando recursos
(mão de obra) de forma incorreta.
3.4.2. Estoque Padrão
O estoque padrão em processo (work in process – WIP) é definido como a quantidade mínima
necessária para a execução do processo. Para uma produção enxuta o ideal é que o estoque
esteja dimensionado para atender o processo seguinte, não gerando estoques intermediários
e/ou acúmulo de produtos acabados.
3.4.3. Sequência de Trabalho
Sequência de trabalho são as operações e rotinas realizadas pelo operador em uma ordem pré-
determinada, esta deve estar presente em documentos na linha e devem ser seguidas
rigorosamente, evitando desperdícios como movimentação, espera, erros de variação e
inconsistência no processo.
4. Métodos
A metodologia utilizada neste trabalho é a mesma que a empresa utiliza em outros setores da
mesma fábrica. Tal metodologia é configurada em quatro passos de estudos e implementação
e um passo de controle e sustentabilidade.
4.1. Definição do escopo
A definição do escopo deve ser feita por meio das metas estabelecidas pela sede corporativa
da empresa, onde a partir dos objetivos definido para os indicadores de performance chave
(sigla em inglês KPI), faz-se o desdobramento para cada área produtiva da EMSA e a partir
do conhecimento da equipe de gestão define-se uma área para o estudo e implementação da
ferramenta.
15
Com o escopo definido e as metas estabelecidas elabora-se o projeto contendo o sponsor
(patrocinador, responsável pela disponibilização de recursos e materiais), metas e objetivos,
equipe, líder da equipe, orientador metodológico responsável e as datas de início e conclusão
do projeto.
Com a definição da equipe, é de responsabilidade do orientador metodológico aplicar o
treinamento de visão geral de Lean Manufacturing, incluindo os 7 desperdícios, e sobre a
metodologia de trabalho padronizado, tendo como objetivo iniciar o processo de mudança de
mentalidade, capacitando os colaboradores para identificar desperdícios ao longo da cadeia.
Após o treinamento elabora-se a matriz de habilidades do colaboradores para mensurar a
capacitação.
Por fim, define-se o takt time para a área de estudo antes do início das medições para guiar o
grupo de trabalho nos próximos passos.
4.2. Medição e elaboração dos dados
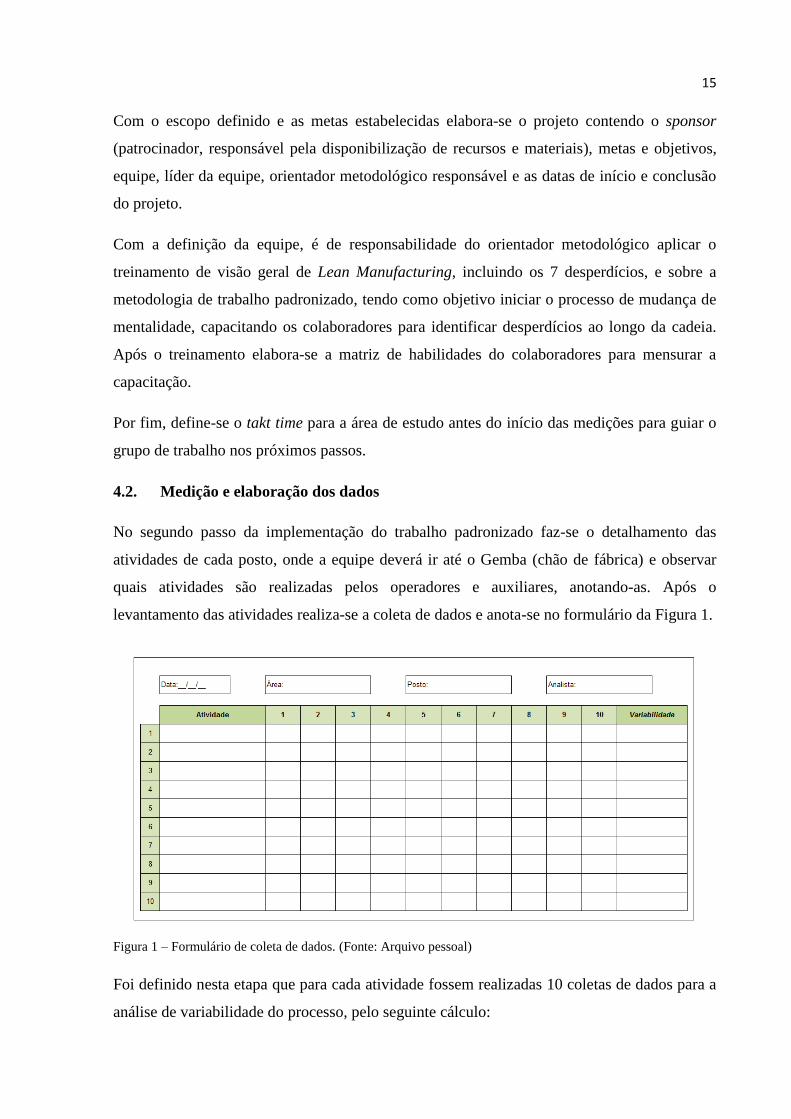
No segundo passo da implementação do trabalho padronizado faz-se o detalhamento das
atividades de cada posto, onde a equipe deverá ir até o Gemba (chão de fábrica) e observar
quais atividades são realizadas pelos operadores e auxiliares, anotando-as. Após o
levantamento das atividades realiza-se a coleta de dados e anota-se no formulário da Figura 1.
Figura 1 – Formulário de coleta de dados. (Fonte: Arquivo pessoal)
Foi definido nesta etapa que para cada atividade fossem realizadas 10 coletas de dados para a
análise de variabilidade do processo, pelo seguinte cálculo:
16
( ) ( )
( )
onde, é a média dos valores e é o menor valor identificado. Desvios iguais ou superiores
a 25% requerem atenção e deve-se refazer a coleta.
Com os desvios identificados e tratados elabora-se o gráfico de balanceamento de operações
(GBO), o qual será utilizado para quantificar a ocupação dos colaboradores e viabilizar as
eventuais análises.
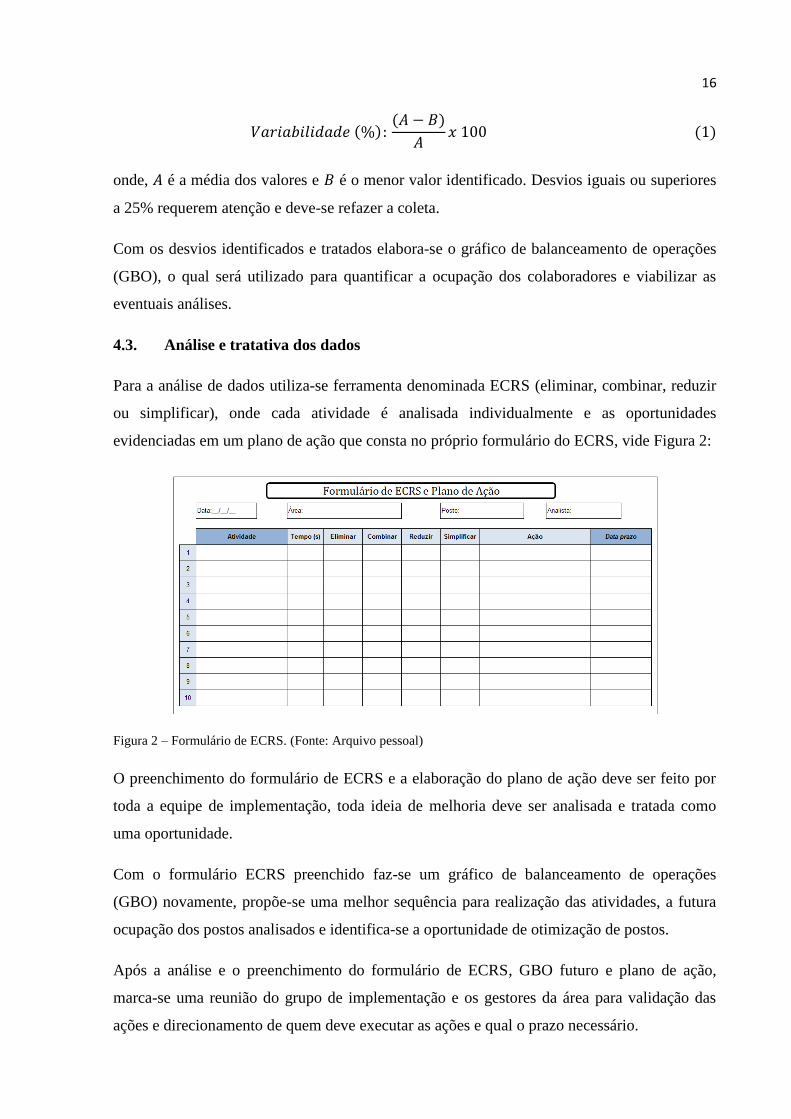
4.3. Análise e tratativa dos dados
Para a análise de dados utiliza-se ferramenta denominada ECRS (eliminar, combinar, reduzir
ou simplificar), onde cada atividade é analisada individualmente e as oportunidades
evidenciadas em um plano de ação que consta no próprio formulário do ECRS, vide Figura 2:
Figura 2 – Formulário de ECRS. (Fonte: Arquivo pessoal)
O preenchimento do formulário de ECRS e a elaboração do plano de ação deve ser feito por
toda a equipe de implementação, toda ideia de melhoria deve ser analisada e tratada como
uma oportunidade.
Com o formulário ECRS preenchido faz-se um gráfico de balanceamento de operações
(GBO) novamente, propõe-se uma melhor sequência para realização das atividades, a futura
ocupação dos postos analisados e identifica-se a oportunidade de otimização de postos.
Após a análise e o preenchimento do formulário de ECRS, GBO futuro e plano de ação,
marca-se uma reunião do grupo de implementação e os gestores da área para validação das
ações e direcionamento de quem deve executar as ações e qual o prazo necessário.

17
4.4. Implementação do diagrama de trabalho padronizado (DTP)
O quarto passo da ferramenta tem início com a execução do plano de ação, o qual deve ser
considerado no cronograma do projeto, pois o padrão somente deve ser implementado após as
melhorias realizadas.
O diagrama de trabalho padronizado (DTP) é um padrão visual que deve conter as atividades
que o operador realiza e a melhor ordem para a sua execução, o padrão em branco é mostrado
na Figura 3.
Figura 3 – Diagrama de trabalho padronizado. (Fonte: Arquivo pessoal)
O diagrama de trabalho padronizado deve ser validado por todas as áreas necessárias da
empresa, sendo elas: garantia da qualidade, segurança, meio ambiente, gerente de fabricação,
coordenador lean da unidade e o responsável pela impressão.
Para a inserção do diagrama na linha de fabricação os colaboradores que terão suas operações
padronizadas são treinados e assinam o verso do documento, servindo de evidência do
treinamento. Em alguns casos é utilizada uma ferramenta denominada de lição de um ponto,
que consiste em facilitar a compreensão de uma operação ou atividades utilizando-se
desenhos e pouca descrição que caibam em uma folha de papel, para treinar os colaboradores
envolvidos.

18
4.5. Controle e sustentabilidade da implementação
Com a inserção do diagrama na linha é necessário assegurar a sustentabilidade deste padrão e
o cumprimento dele por parte dos colaboradores. Devido a esta demanda, a EMSA insere em
sua rotina de revisões operacionais diárias indicadores de performance de atividades (sigla em
inglês API), que devem ser monitorados por 4 meses, caso o operador esteja realizando
alguma atividade que não está no seu diagrama de trabalho padronizado é iniciada uma
revisão do documento pelo grupo de trabalho.
Para a sustentabilidade da ferramenta a EMSA estabelece uma revisão de todos os diagramas
a cada três meses e uma atualização anual. Devido à prática na implementação da ferramenta
e os anos de experiência, a EMSA orienta fortemente que a gestão da área deve sempre
reforçar a importância e necessidade de cumprimento dos padrões.
Ao final desta etapa a matriz de habilidades da equipe é atualizada, e espera-se uma
capacitação mínima de 90% para cada integrante, de acordo com as habilidades estabelecidas
pelos membros corporativos responsáveis por capacitação e treinamento.
Finalizando a implementação ocorre a valorização do projeto e as melhorias devem ser
evidenciadas e entregues a área administrativa para mensuração dos ganhos obtidos.
5. Estudo de caso
O projeto teve como escopo a cozinha de preparação de alimentos infantis, onde tem início o
processo de fabricação e inserção de matérias-primas nos tanques de mistura e cozimento.
Havia a necessidade de substituição de funcionários que iriam aposentar-se em breve, depois
de identificada esta necessidade foi requisitado o estudo para que não houvesse a necessidade
de contratação e custos com capacitação de novos funcionários.
A cozinha de preparação foi o foco para a aplicação de trabalho padronizado, pois havia
instabilidade na utilização dos recursos de mão de obra, onde em dois tipos de produtos eram
necessárias três pessoas e para produto de maior cadência eram utilizadas quatro pessoas.
A área possuía inicialmente dois operadores de fabricação responsáveis por operar o triturador
de suprimentos e dois auxiliares, o primeiro auxiliar responsável pela abertura dos sacos
plásticos de suprimentos, e o segundo responsável por colocar os sacos de suprimentos na
esteira elevatória do triturador de matéria-prima.

19
5.1. Definição
O grupo de trabalho foi composto pela coordenadora de Lean da unidade, pelo coordenador
de produção da unidade e pelo estagiário Lean, o qual foi o responsável pela execução do
trabalho, sendo parte do seu plano de desenvolvimento e capacitação, e um assistente de
processos do setor.
O takt time foi definido com o valor de 30 minutos (1800 segundos) visto que os lotes de
fabricação tinham duração de 28 minutos mais 2 minutos para limpeza.
5.2. Medição
Como parte da metodologia desenvolvida pela EMSA, foi fundamental para início do projeto
o entendimento do fluxo de matérias e a observação prévia dos postos de trabalho, a fim de
identificar quais atividades realizadas pelos operadores e auxiliares estavam dentro do padrão
e cumprindo as regras de qualidade e segurança alimentar.
5.2.1. Coleta de dados e análise de variabilidade
Após a observação dos postos foi feita a coleta do tempo de execução das atividades. Para
cada atividade realizada pelos operadores e auxiliares foram realizadas 10 coletas para
viabilizar a tratativa dos eventuais desvios que pudessem surgir.
Nas tabelas 1 a 4 é possível visualizar os dados, em segundos, e os eventuais desvios:
Tabela 1 – Coleta de tempo das atividades do operador 1, em segundos.
(continua)
Descrição da
atividade T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Desvio
Ir até o legumes
verificar se há
grades
254 250 230 280 250 267 287 277 290 300 14 %
Vestir a roupa da
câmara 50 55 50 51 49 56 80 54 51 55 4 %
Buscar a grade
no corredor e
levar até a
câmara
383 325 380 363 369 340 352 352 346 330 8 %

20
Tabela 1 – Coleta de tempo das atividades do operador 1, em segundos.
(conclusão)
Descrição da
Atividade T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Desvios
Buscar grade no
corredor e levar
para a fabricação
100 90 95 100 90 89 87 95 91 100 7%
Levar a grade
vazia até o
corredor e voltar
com uma cheia.
140 135 157 167 160 135 178 120 135 156 19 %
Retirar a roupa
de frio 15 20 25 16 16 17 22 25 20 15 21 %
Pesar carne 360 300 350 300 280 290 300 340 350 330 13 %
Lançar MP no
SAP (sistema de
controle)
1200 1300 1200 1250 1340 1350 1100 1400 1000 1200 19 %
Tabela 2 – Coleta de tempo das atividades do operador 2, em segundos.
Descrição da atividade T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Desvio
Verificar vapor 139 90 95 150 113 100 100 92 94 100 16 %
Subir Esteira 1 1 2 1 2 3 1 1 2 1 33 %
Preencher Formulário de
controle de MP 10 14 11 10 9 14 9 10 11 10 17 %
Limpeza 150 146 150 151 149 150 145 140 146 135 8 %
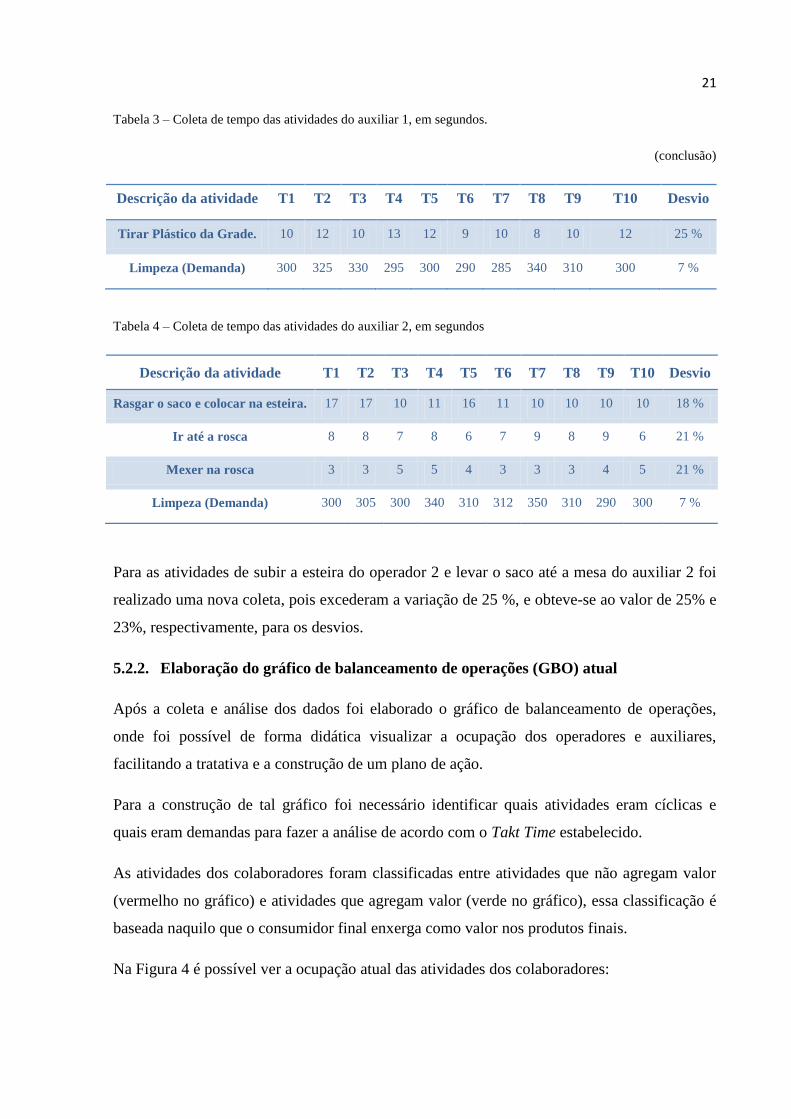
Tabela 3 – Coleta de tempo das atividades do auxiliar 1, em segundos.
(continua)
Descrição da atividade T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Desvio
Levar Saco até a mesa 7 8 6 7 4 5 6 4 3 4 44 %
Retirar Grade. 60 55 60 62 60 55 80 54 65 60 12 %
Colocar Grade Nova. 40 45 50 42 42 50 60 50 48 39 16 %
21
Tabela 3 – Coleta de tempo das atividades do auxiliar 1, em segundos.
(conclusão)
Descrição da atividade T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Desvio
Tirar Plástico da Grade. 10 12 10 13 12 9 10 8 10 12 25 %
Limpeza (Demanda) 300 325 330 295 300 290 285 340 310 300 7 %
Tabela 4 – Coleta de tempo das atividades do auxiliar 2, em segundos
Descrição da atividade T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Desvio
Rasgar o saco e colocar na esteira. 17 17 10 11 16 11 10 10 10 10 18 %
Ir até a rosca 8 8 7 8 6 7 9 8 9 6 21 %
Mexer na rosca 3 3 5 5 4 3 3 3 4 5 21 %
Limpeza (Demanda) 300 305 300 340 310 312 350 310 290 300 7 %
Para as atividades de subir a esteira do operador 2 e levar o saco até a mesa do auxiliar 2 foi
realizado uma nova coleta, pois excederam a variação de 25 %, e obteve-se ao valor de 25% e
23%, respectivamente, para os desvios.
5.2.2. Elaboração do gráfico de balanceamento de operações (GBO) atual
Após a coleta e análise dos dados foi elaborado o gráfico de balanceamento de operações,
onde foi possível de forma didática visualizar a ocupação dos operadores e auxiliares,
facilitando a tratativa e a construção de um plano de ação.
Para a construção de tal gráfico foi necessário identificar quais atividades eram cíclicas e
quais eram demandas para fazer a análise de acordo com o Takt Time estabelecido.
As atividades dos colaboradores foram classificadas entre atividades que não agregam valor
(vermelho no gráfico) e atividades que agregam valor (verde no gráfico), essa classificação é
baseada naquilo que o consumidor final enxerga como valor nos produtos finais.
Na Figura 4 é possível ver a ocupação atual das atividades dos colaboradores:

22
Figura 4 – Gráfico de Balanceamento das Operações. VA = atividades que agregam valor e NVA = atividades
que não agregam valor.
5.3. Análise do GBO e construção do GBO futuro
Visto que a ocupação do primeiro operador era de 38 %, do segundo de 30 %, do primeiro
auxiliar 31 %, e do segundo auxiliar 19 % foi realizada um análise para combinar, reduzir,
simplificar ou eliminar as atividades atuais, a fim de otimizar um posto de trabalho. A tabela 5
está apresentando o plano de ações de melhoria do processo para viabilizar a otimização:
Tabela 5: Plano de Ação.
(continua)
Posto Atividade Oportunidade Ação Responsável Prazo
Auxiliar 2 Rasgar o saco e
colocar na esteira
Combinar atividade,
transferir para o auxiliar 1
Construir o
padrão
Time de
implementação 20 dias
Auxiliar 2 Ir até a rosca
Combinar atividade,
transferir para o operador
2
Construir o
padrão
Time de
implementação 20 dias
Auxiliar 2 Mexer na rosca
Combinar atividade,
transferir para o operador
2
Construir o
padrão
Time de
implementação 20 dias
Auxiliar 2 Limpeza
Combinar, dividir entre
operador 1, operador 2 e
auxiliar 1
Construir o
padrão
Time de
implementação 20 dias
0
600
1200
1800
Operador 1 Operador 2 Auxiliar 1 Auxiliar 2
Tem
po
(s)
VA
NVA
Takt Time2

23
Tabela 5: Plano de Ação.
(conclusão)
Posto Atividade Oportunidade Ação Responsável Prazo
Operador 1 Subir a esteira
Adequar
ergonomicamente a altura
do botão para subir a
esteira
Alterar o
local do
botão
Área técnica 30 dias
Operador 1
Ir até o legumes
verificar se há
grades
Reduzir, melhorar a
comunicação
Instalar um
telefone Área técnica 30 dias
Operador 1
Buscar grades no
corredor e levar
até a câmara
Eliminar, solicitar apenas
o necessário para a
utilização.
Implementar
o padrão e
treinar
colaboradore
s
Time de
implementação 20 dias
Com a construção do plano de ação foi possível elaborador um gráfico de balanceamento de
operações para o estado futuro, o qual pode ser visualizado na Figura 6:
Figura 5 – Gráfico de Balanceamento de Operações do estado futuro.
0
600
1200
1800
Operador 1 Operador 2 Auxiliar 1 Auxiliar 2
Tem
po
(s)
VA
NVA
Takt Time
24
O gráfico de balanceamento de operações atual, gráfico de balanceamento de operações futuro
e o plano de ação foram validados pelo gerente da área, pela coordenadora de Lean da
unidade e pelos responsáveis por saúde, segurança, meio ambiente e qualidade da unidade.
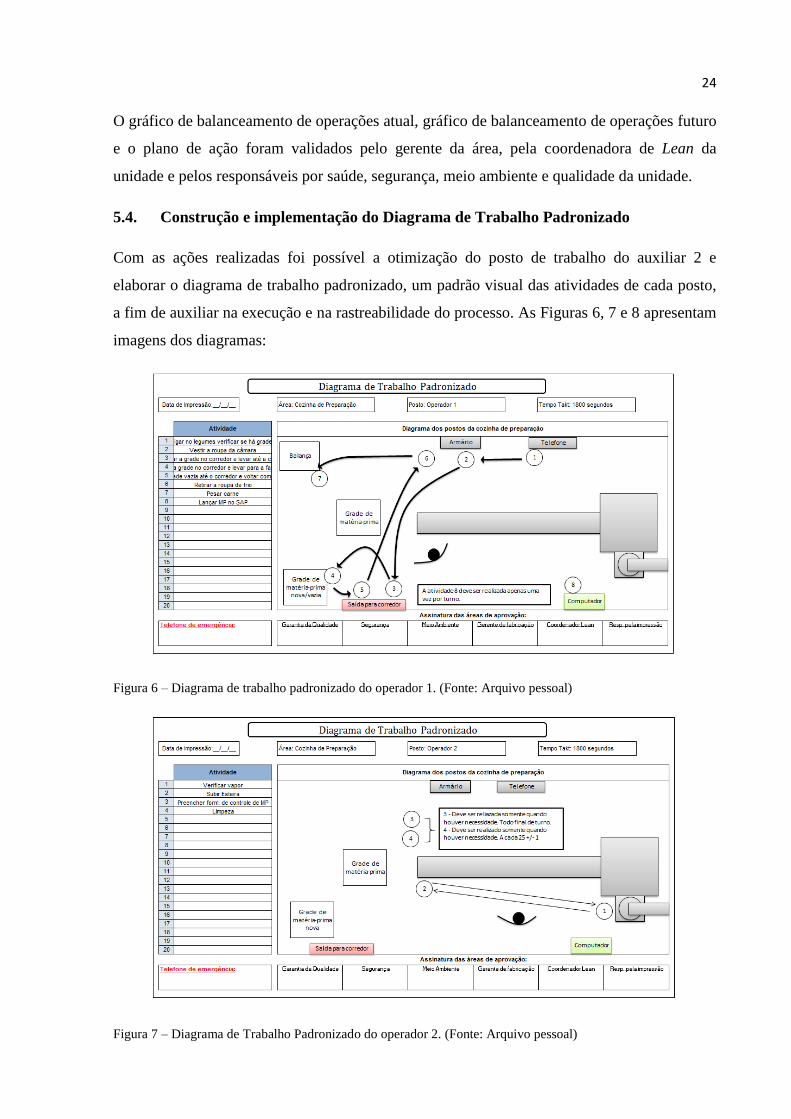
5.4. Construção e implementação do Diagrama de Trabalho Padronizado
Com as ações realizadas foi possível a otimização do posto de trabalho do auxiliar 2 e
elaborar o diagrama de trabalho padronizado, um padrão visual das atividades de cada posto,
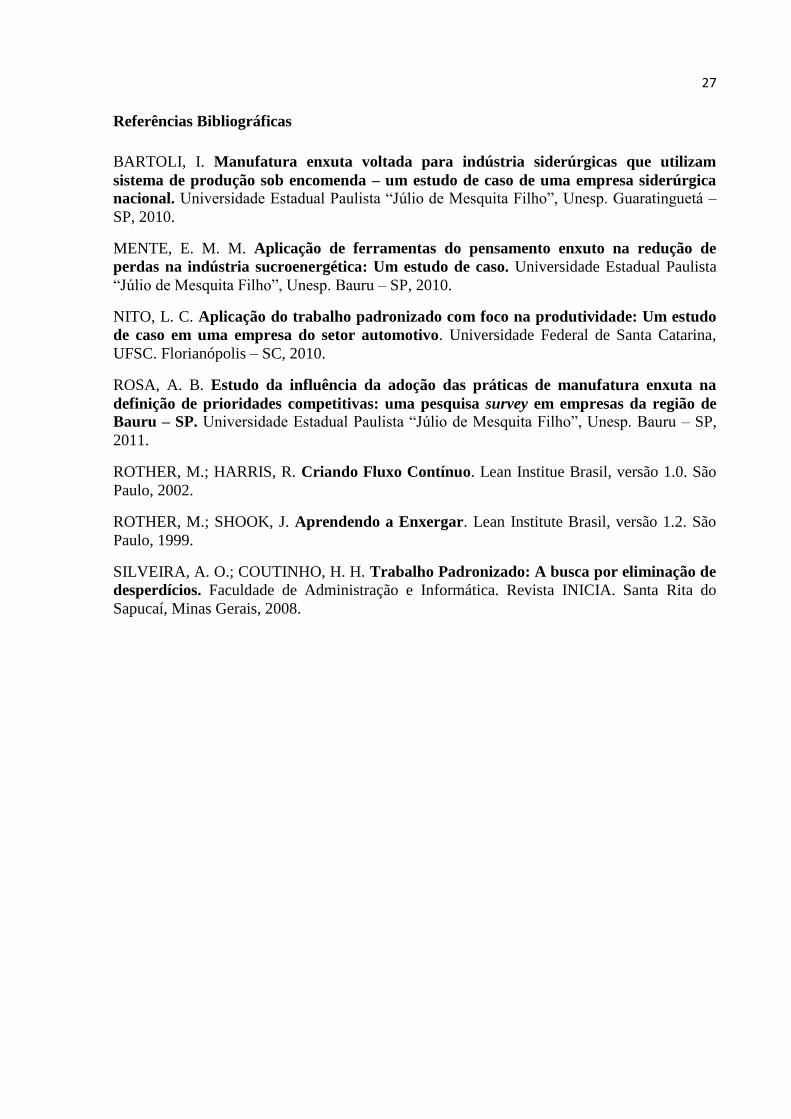
a fim de auxiliar na execução e na rastreabilidade do processo. As Figuras 6, 7 e 8 apresentam
imagens dos diagramas:
Figura 6 – Diagrama de trabalho padronizado do operador 1. (Fonte: Arquivo pessoal)
Figura 7 – Diagrama de Trabalho Padronizado do operador 2. (Fonte: Arquivo pessoal)

25
Figura 8 – Diagrama de trabalho padronizado auxiliar 1. (Fonte: Arquivo pessoal)
5.5. Controlar
No quinto e último passo da implementação foi feito uma reunião com o setor onde o
diagrama foi adotado, para apresentação do trabalho e treinamento dos colaboradores no
diagrama de trabalho padronizado.
Para a sustentabilidade da ferramenta foram criados quatro API’s, com os seguintes
questionamentos:
Existe alguma atividade que não está sendo contemplada no seu diagrama de trabalho
padronizado?
Existe algum desvio de segurança nas atividades do seu diagrama de trabalho
padronizado?
Existe algum desvio de boas práticas de fabricação nas atividades do seu trabalho
padronizado?
Existe algum desvio ergonômico nas atividades do seu diagrama de trabalho
padronizado?
Estes API’s ficam disponíveis em um formulário no local de trabalho e devem ser preenchidos
semanalmente pelos operadores. Os desvios relatados são encaminhados para as reuniões de
revisão operacional e iniciam uma atualização do diagrama de trabalho padronizado.
Ao final desta etapa foi feita uma avaliação do grupo de trabalho em relação a capacitação, o
grupo obteve uma qualificação de 91%.

26
6. Conclusão
Após a implementação do diagrama de trabalho padronizado na linha e o treinamento dos
colaboradores foi possível fazer a valorização e a otimização de um posto de trabalho de três
turnos, totalizando três colaboradores e evitando o custo de contratação e capacitação em R$
135.000,00/ano. Estes colaboradores ficaram a disposição do gerente de fabricação, que
posteriormente, os remanejou para um posto na área de acondicionamento e dois postos na
área de fabricação.
A estrutura DMAIC contribui substancialmente para a execução da ferramenta de Trabalho
Padronizado, segmentando a implementação em 5 passos e auxiliando os Sponsors à
identificar possíveis falhas na implementação e a realização de auditorias intermediárias.
É possível afirmar que a ferramenta é eficaz para a redução de gastos variáveis em empresas
de diversos ramos, visto que a EMSA é uma empresa de bens de consumo e esta metodologia
teve início em uma empresa do ramo automotivo.
27
Referências Bibliográficas
BARTOLI, I. Manufatura enxuta voltada para indústria siderúrgicas que utilizam
sistema de produção sob encomenda – um estudo de caso de uma empresa siderúrgica
nacional. Universidade Estadual Paulista “Júlio de Mesquita Filho”, Unesp. Guaratinguetá –
SP, 2010.
MENTE, E. M. M. Aplicação de ferramentas do pensamento enxuto na redução de
perdas na indústria sucroenergética: Um estudo de caso. Universidade Estadual Paulista
“Júlio de Mesquita Filho”, Unesp. Bauru – SP, 2010.
NITO, L. C. Aplicação do trabalho padronizado com foco na produtividade: Um estudo
de caso em uma empresa do setor automotivo. Universidade Federal de Santa Catarina,
UFSC. Florianópolis – SC, 2010.
ROSA, A. B. Estudo da influência da adoção das práticas de manufatura enxuta na
definição de prioridades competitivas: uma pesquisa survey em empresas da região de
Bauru – SP. Universidade Estadual Paulista “Júlio de Mesquita Filho”, Unesp. Bauru – SP,
2011.
ROTHER, M.; HARRIS, R. Criando Fluxo Contínuo. Lean Institue Brasil, versão 1.0. São
Paulo, 2002.
ROTHER, M.; SHOOK, J. Aprendendo a Enxergar. Lean Institute Brasil, versão 1.2. São
Paulo, 1999.
SILVEIRA, A. O.; COUTINHO, H. H. Trabalho Padronizado: A busca por eliminação de
desperdícios. Faculdade de Administração e Informática. Revista INICIA. Santa Rita do
Sapucaí, Minas Gerais, 2008.





























