Embed Size (px)
Citation preview
1
PONTUALIDADE TOTAL:
UM MODELO CONCEITUAL PARA A
GESTÃO DA PRODUÇÃO SOB ENCOMENDA
Por Eduardo G. M. Jardim e Ricardo Sarmento Costa
2
O papel estratégico do sistema de planejamento e controle
Qual o ponto de partida para o projeto de um sistema de controle capaz de
propiciar as vantagens competitivas ?
Ora, a competitividade de uma empresa é conseguida pelo esforço articulado
de suas várias funções visando a melhoria da performance nos fatores que afetam
decisivamente a satisfação dos clientes. A função de planejamento e controle é,
nesse sentido, apenas um dos instrumentos que compõem uma estratégia
competitiva e sua contribuição varia de acordo com a natureza do objetivo que se
quer alcançar.
Por exemplo, a conformidade do produto às especificações ou, mais
especificamente, a meta de ter 100% dos produtos fabricados dentro dos padrões
combinados, embora fundamental no ambiente de produção por encomenda, foge
em princípio ao escopo estrito de atuação das atividades de planejamento e controle.
De fato, o momento para assegurar a conformidade do produto com as
especificações é antes e quando ele está sendo fabricado. Nesse sentido, a
tecnologia do processo e os próprios operadores são os principais agentes de
melhoria da qualidade, desempenhando o sistema de controle apenas um papel
secundário no alcance desse objetivo.
Em contrapartida, o potencial da atividade de planejamento e controle na
busca de uma boa performance de entrega é muito expressivo. Estudos indicam que
numa planta típica "job-shop" um item dispende, em média, mais de 80% do seu
tempo de produção em filas, aguardando processamento. Filas são a expressão de
uma situação de concorrência por recursos escassos e consequentemente a decisão
gerencial de prioridades, sequenciamento e programação tem um impacto muito
grande sobre o cumprimento de prazos.
3
Nesse sentido, o planejamento e controle é exatamente a função mais
adequada para tratar essa questão de uma forma integrada, fazendo com que a
decisão de sequenciamento tomada na fábrica seja feita em correspondência aos
requisitos de prazo vindos do mercado.
Em função disso, assume-se que a Pontualidade Total é o objetivo principal
a nortear a concepção do sistema de controle.
O termo é cunhado aqui para expressar a meta de entregar 100% dos
pedidos no prazo, dentro do orçamento e de acordo com as especificações técnicas
previamente combinadas. Ou ainda, de forma mais abrangente, para caracterizar o
desenvolvimento junto ao cliente de uma reputação de excelência em termos de
cumprimento de prazos, capaz de garantir uma vantagem competitiva estratégica e
duradoura (figura 1).
PONTUALIDADE TOTAL É
Programar e controlar a produção tendo como meta
Entregar 100% dos pedidos no prazo
de acordo com as especificações técnicas e o orçamento combinado
e assim
desenvolver junto ao cliente uma reputação de excelência
em termos de cumprimento de prazos
Figura 1: Pontualidade Total
4
Muitas vezes, porém, esse objetivo pode ser muito dispendioso ou mesmo
impossível de ser alcançado. Nesses casos, será também papel do sistema de
controle permitir ao programador visualizar antecipadamente os custos e benefícios
de um leque de alternativas de processamento, cada qual considerando diferentes
hipóteses de priorização, ajuste do nível de capacidade, renegociação do plano de
materiais, dentre outras possíveis ações gerenciais.
Isso é relevante porque, se de um lado, na produção sob encomenda, o
preço é um aspecto qualificador tratado a priori numa negociação entre as partes
(transcendendo, nesse sentido, a órbita de influência da função de planejamento e
controle), de outro, a lucratividade é bastante influenciada pela atividade de
programação no curto prazo. Note-se que estando pré-fixado o preço no
orçamento, o lucro da empresa está diretamente relacionada a sua capacidade de
produzir com baixo custo.
Quanto a rapidez e flexibilidade de entrega, aspectos que estão
estruturalmente relacionados ao objetivo básico de Pontualidade Total, o sistema de
programação e controle é também, possivelmente, a ferramenta chave para
implantar estratégias que favoreçam um bom desempenho nesses fatores.
É um instrumento de rapidez porque, como mencionado, a espera em filas
de máquina (um aspecto profundamente ligado à definição de prioridades e à função
de programação das atividades) é o fator que mais afeta a velocidade de
processamento dos itens através da planta.
É um instrumento básico para prover flexibilidade de entrega (isto é, a
capacidade de adequar-se a novas situações e prioridades) porque permite que o
programador (i) visualize antecipadamente os impactos dos fatos novos e
imprevistos que se colocam no dia-a-dia; (ii) desenvolva e avalie as alternativas que
permitam acomodar essas oportunidades sem prejuízo dos compromissos já
assumidos e (iii) reprograme-se a tempo e de forma eficiente.
5
Quanto as flexibilidades de produto e mix também relevantes na produção
sob encomenda, cabe dizer que esses tipos de flexibilidade são providos
fundamentalmente pela disponibilidade de tecnologias de processo flexíveis
(máquinas e arranjo físico) e mão-de-obra polivalente multifuncional. O papel do
sistema de controle como provedor dessas vantagens fica, nesse sentido, restrito a
representação das flexibilidades existentes no processo de planejamento visando
sua exploração sistemática.
A figura 2 resume o conteúdo dessa seção apresentando os objetivos
fundamentais que devem nortear o projeto do sistema de programação e controle na
produção sob encomenda.
Objetivos fundamentais para o projeto do sistema de programação e controle
Principal: Pontualidade Total
Relacionados: Lucratividade e baixo custo
Rapidez de processamento
Flexibilidade de entrega
Figura 2: Objetivos fundamentais para o projeto do sistema de programação e controle
6
Direcionando o sistema de controle para Pontualidade Total
Diretrizes relacionadas à pontualidade
Identificados os objetivos fundamentais para o projeto do sistema, o próximo
passo é a identificação das linhas de ação que podem conduzir à Pontualidade Total.
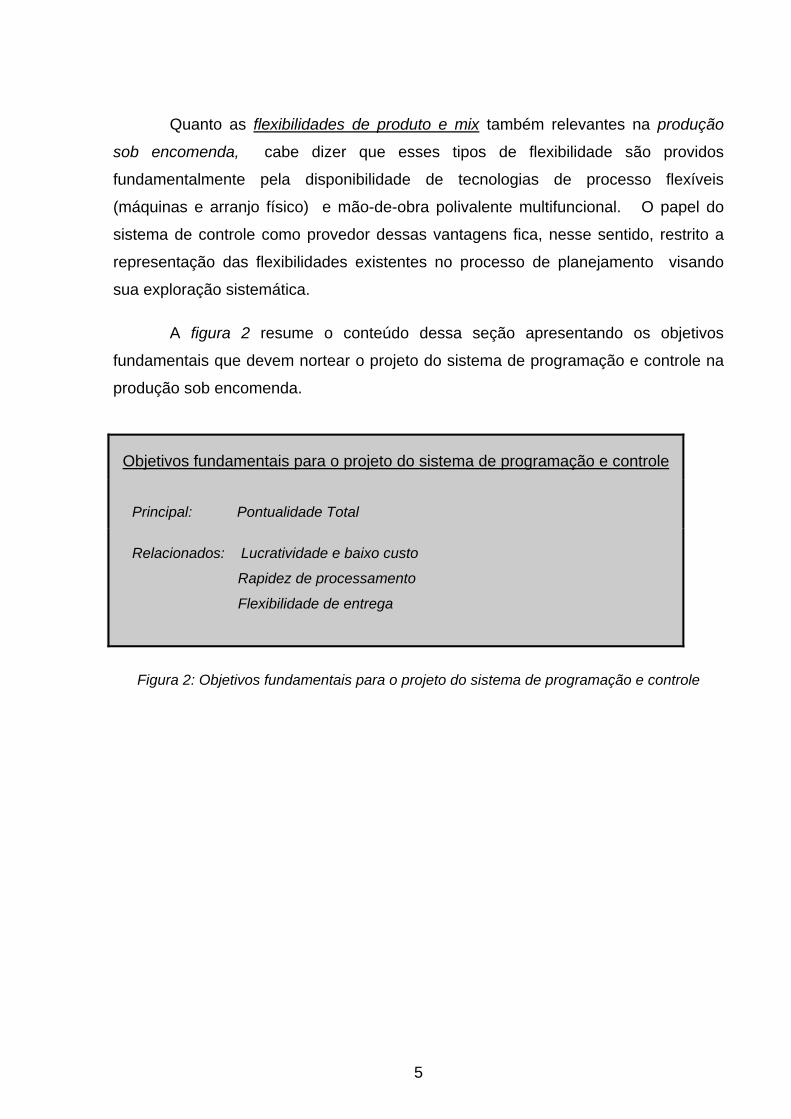
A figura 3 apresenta algumas práticas de planejamento, programação e
controle relacionadas à idéia de desenvolver uma "reputação" positiva junto ao
cliente, como cumpridor pontual de prazos.
1) Planejar antecipadamente
2) Programar realisticamente considerando os limites existentes de capacidade
3) Programar com folga
12) Prometer prazos e/ou decidir aceitar encomendas considerando os compromissos já assumidos
13) Acompanhar o andamento e a pontualidade dos processos internos
5) Explorar as possibilidades de sequenciamento existentes
7) Explorar as possibilidades de ajuste do nível de capacidade (e.g. horas-extras, subcontratações )
8) Explorar as possibilidades de apressamento (i.e expeditação) de pedidos urgentes
14) Replanejar rapidamente e sempre que fatos significativos aconteçam sem terem sido previstos
9) Explorar as possibilidades de antecipação do recebimento de materiais críticos
6) Explorar as possibilidades ligadas ao uso de máquinas e roteiros alternativos
10) Explorar as possibilidades ligadas ao uso de projetos, processos e materiais alternativos
11) Antecipar para os clientes possíveis problemas de entrega, quando inevitáveis
4) Programar detalhadamente o curto prazo
Figura 3: 14 práticas de planejamento e controle para privilegiar a pontualidade
7
O quadro apresentado certamente não é exaustivo mas ilustra um conjunto
significativo de estratégias de planejamento e controle que podem ser adotadas
visando a Pontualidade Total, na produção sob encomenda.
Diretrizes relacionadas à lucratividade, rapidez e flexibilidade
Além das 14 diretrizes citadas relacionadas diretamente à meta de ser
pontual, o projeto do sistema de controle deve ainda considerar o objetivo de,
simultaneamente com o objetivo de pontualidade, prover rapidez, flexibilidade e baixo
custo de processamento.
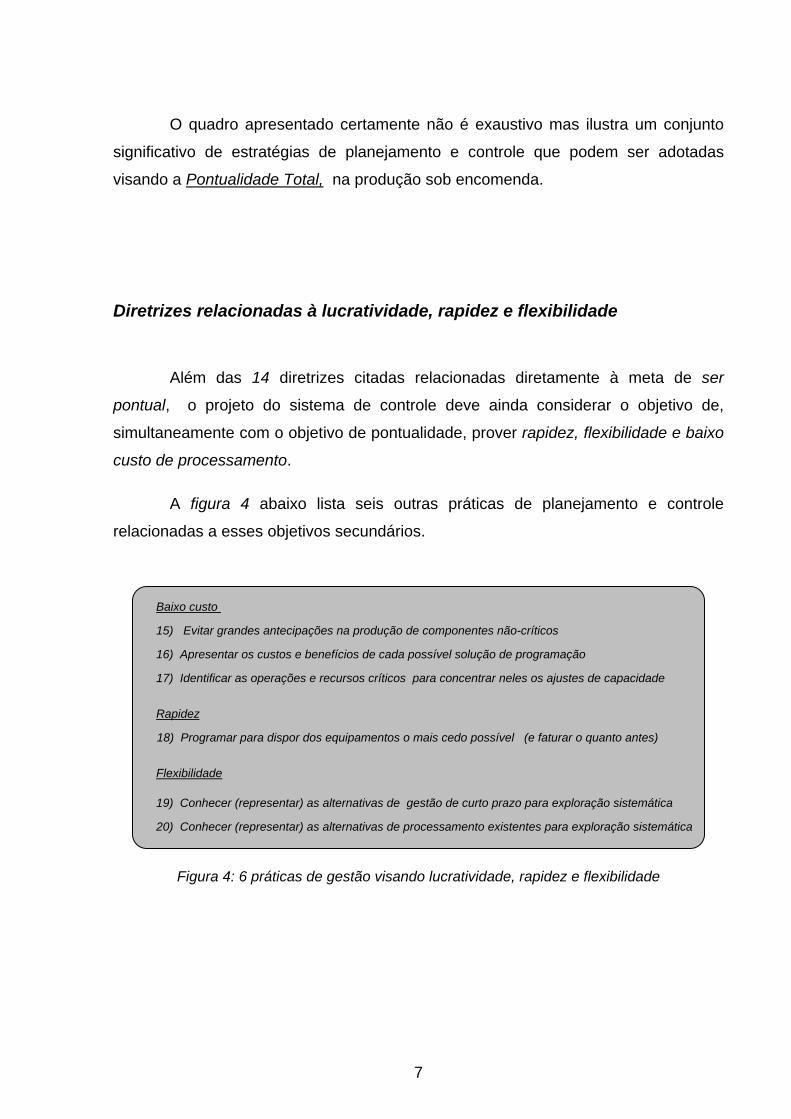
A figura 4 abaixo lista seis outras práticas de planejamento e controle
relacionadas a esses objetivos secundários.
18) Programar para dispor dos equipamentos o mais cedo possível (e faturar o quanto antes)
19) Conhecer (representar) as alternativas de gestão de curto prazo para exploração sistemática
15) Evitar grandes antecipações na produção de componentes não-críticos
16) Apresentar os custos e benefícios de cada possível solução de programação
17) Identificar as operações e recursos críticos para concentrar neles os ajustes de capacidade
Baixo custo
Rapidez
Flexibilidade
20) Conhecer (representar) as alternativas de processamento existentes para exploração sistemática
Figura 4: 6 práticas de gestão visando lucratividade, rapidez e flexibilidade
8
Diretrizes de implementação
Adicionalmente, não como uma diretriz conceitual, mas sim como uma diretriz
de implementação, sugere-se que o sistema seja de simples operação e baixo
custo, já que o conjunto de empresas de produção sob encomenda reúne em sua
maioria indústrias de pequeno porte.
Não obstante, para que esse requisito de baixo custo não comprometa a
eficiência da abordagem de “tentativas e erros” pretendida, a implementação do
sistema deverá privilegiar a velocidade de processamento.

9
A visão estratégica e o ponto de vista operacional
O conceito de Pontualidade Total é decorrente de observações feitas sobre a
forma como as empresas onde sistemas de programação com capacidade finita estão
sendo implantados se relacionam com os seus clientes.
Correspondentemente, os 20 pontos citados revelam, nesse sentido, práticas
utilizadas por essas empresas e/ou práticas de planejamento desejáveis, conforme
expresso implicita ou explicitamente em depoimentos de diretores dessas empresas,
programadores de fábrica e pelos seus próprios clientes.
É interessante notar que esses 20 pontos foram desenvolvidos a partir de
uma análise do comportamento do mercado, leia-se a atitude dos clientes em relação
aos seus pedidos. Não obstante, todas as estratégias apontadas estão diretamente
relacionadas à pelo menos uma das seis preocupações operacionais selecionadas
como cruciais no chão-de-fábrica da produção sob encomenda, quais sejam: (i)
programação das atividades, (ii) gestão de curto prazo, (iii) promessa de prazos, (iv)
orçamento, (v) rastreabilidade e (vi) replanejamento.
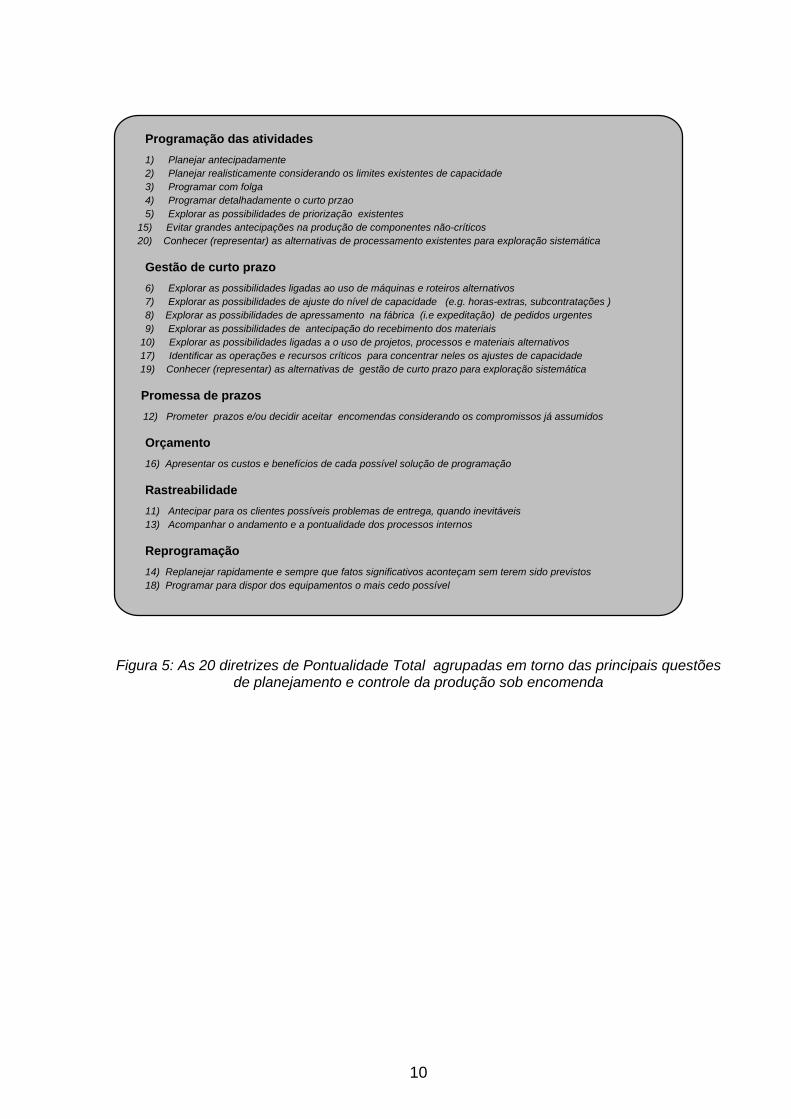
A figura 5 faz esse cruzamento entre o ponto de vista estratégico e o
operacional agrupando os 20 pontos identificados em conjuntos que guardam
relação com aquelas questões selecionadas no chão-de-fábrica.
A conclusão é clara e confirma a premissa proposta: intuitivamente o chão-
de-fábrica da produção sob encomenda já se estrutura para a pontualidade. A
questão é que, sem um instrumento adequado, a gestão se torna extremamente
complexa.
10
1) Planejar antecipadamente 2) Planejar realisticamente considerando os limites existentes de capacidade3) Programar com folga
12) Prometer prazos e/ou decidir aceitar encomendas considerando os compromissos já assumidos
13) Acompanhar o andamento e a pontualidade dos processos internos
5) Explorar as possibilidades de priorização existentes
7) Explorar as possibilidades de ajuste do nível de capacidade (e.g. horas-extras, subcontratações ) 8) Explorar as possibilidades de apressamento na fábrica (i.e expeditação) de pedidos urgentes
14) Replanejar rapidamente e sempre que fatos significativos aconteçam sem terem sido previstos
9) Explorar as possibilidades de antecipação do recebimento dos materiais
6) Explorar as possibilidades ligadas ao uso de máquinas e roteiros alternativos
10) Explorar as possibilidades ligadas a o uso de projetos, processos e materiais alternativos
11) Antecipar para os clientes possíveis problemas de entrega, quando inevitáveis
18) Programar para dispor dos equipamentos o mais cedo possível
19) Conhecer (representar) as alternativas de gestão de curto prazo para exploração sistemática
15) Evitar grandes antecipações na produção de componentes não-críticos
16) Apresentar os custos e benefícios de cada possível solução de programação
17) Identificar as operações e recursos críticos para concentrar neles os ajustes de capacidade
20) Conhecer (representar) as alternativas de processamento existentes para exploração sistemática
Programação das atividades
Gestão de curto prazo
Promessa de prazos
Orçamento
Rastreabilidade
Reprogramação
4) Programar detalhadamente o curto przao
Figura 5: As 20 diretrizes de Pontualidade Total agrupadas em torno das principais questões
de planejamento e controle da produção sob encomenda

11
Estruturando conceitualmente o sistema de controle
Definidas as linhas de ação que devem parametrizar o projeto lógico de um
sistema de planejamento e controle da produção sob encomenda, é tempo agora de
investigar como podem ser combinados os elementos das várias tecnologias de
gestão disponíveis para compor um modelo integrado e coerente capaz de prover as
vantagens competitivas identificadas como relevantes. Nesse sentido os dez pontos
abaixo apresentam as características construtivas que definem o modelo de gestão
concebido:
(a) Para programar antecipada e detalhadamente (diretrizes 1 e 4) o curto prazo,
testando hipóteses de processamento no futuro que permitam identificar eventuais
problemas e possíveis soluções, a utilização de um modelo determinístico e
computacional de simulação discreta parece ser apropriada. Essa técnica permite
antecipar situações cujo teste na vida real poderia ser inviável ou mesmo desastroso.
Além disso, os objetivos (que muitas vezes são conflitantes entre si) e as alternativas
de gestão de curto prazo podem ser tratados no modelo sem perda de foco e com o
grau de detalhe desejado para uma exploração sistemática (diretriz 19).
(b) Além disso, para que os resultados obtidos pela simulação tragam de fato
uma contribuição efetiva para a gestão de chão-de-fábrica, é preciso que o modelo
esteja integrado a uma base de conhecimento que retrate a ampla gama de
alternativas de processamento existentes. É o modelamento, no computador, da
informação sobre essas inúmeras flexibilidades de processamento (diretriz 20) que
possibilita o funcionamento consistente do algoritmo de simulação, produzindo
resultados úteis, vistos como projeções reais do futuro pelos próprios operadores.

12
Registre-se que o modelamento da flexibilidade de processamento é um
processo bastante delicado, especialmente porque na produção sob encomenda, a
variedade de itens e serviços é a marca registrada. Uma mesma operação pode,
em geral, ser feita de muitas formas, utilizando-se diferentes recursos, com
eficiências distintas. Trata-se de um conhecimento que está em geral disperso com
os encarregados de fábrica ou com a Engenharia de Processos, quando essa existe
formalmente. Entretanto, fazendo uso de abordagens de Tecnologia de Grupo,
pode-se grupar os serviços segundo o tipo de operação realizado, as dimensões da
peça, a precisão requerida, dentre outros aspectos, construindo-se assim,
dinamicamente, a base de conhecimento mencionada.
(c) Para planejar realisticamente considerando os limites de capacidade do
sistema (diretriz 2) é preciso que o modelo incorpore elementos da lógica de
planejamento com "capacidade finita”. Cada programa gerado precisa ser factível e
passível de imediata implantação no chão-de-fábrica sem maiores ônus para a
gerência. De outro modo, caso por exemplo uma abordagem de "capacidade
infinita" seja utilizada, então a conjugação dessa técnica com a variabilidade do
problema induzirá demasiado "nervosismo" ao sistema. Uma carga excessiva de
decisões de carregamento e ajustes de capacidade tenderá a ser deixada para o dia-
a-dia do chão-de-fábrica com perda da visão de conjunto.
(d) Para programar com folga (diretriz 3) e liberar os recursos o mais cedo
possível para fazer frente a novas encomendas (diretriz 18), a lógica de
planejamento para frente (isto é, programação pela data mais cedo) revela-se
oportuna e apropriada. Empresas que trabalham por encomenda são de algum
modo "vendedoras" da sua capacidade de produção sendo razoável, portanto, que
os gerentes tentem melhorar a utilização dos seus recursos produtivos, não apenas
como forma de aumentar a produtividade, mas também para garantir capacidade de
atender novas ordens que surjam no futuro.
13
(e) Para que seja simples ao usuário combinar e avaliar os impactos das várias
possíveis ações gerenciais - quais sejam, priorização e sequenciamento (diretriz 5),
máquinas alternativas (diretriz 6), ajustes do nível de capacidade (diretriz 7),
expeditação (diretriz 8), ajustes do plano de materiais (diretriz 9) e renegociação de
prazos com clientes (diretriz 11) - o modelo deve reter em sua lógica parte da
complexidade do problema liberando o usuário para se concentrar na análise dos
custos e benefícios de cada alternativa simulada, tarefa onde a participação do
elemento humano é realmente fundamental e decisiva.
Para tanto o modelo deve incorporar características “inteligentes”, para ser
capaz de:
i. identificar a falta/excesso de capacidade ao longo do horizonte de planejamento;
ii. analisar os vários ajustes propostos pelo usuário tomando as decisões
pertinentes para a sua simulação e
iii. prover relatórios sobre os custos e benefícios desses ajustes.
(f) Essa característica “inteligente” do sistema não deve funcionar, entretanto,
como uma “caixa preta” que congele a tomada de decisão numa lógica permanente e
imutável, fora do controle do programador. A formulação do problema é dinâmica
(isto é a carteira de pedidos varia, os objetivos e prioridades também) e, em
consequência, dinâmica deve ser também a estratégia de solução (diretriz 14).
Nesse sentido, a utilização de um modelo aberto e flexível é indicada para permitir
que o programador informe (e possa alterar a qualquer tempo) as lógicas de decisão
adotadas.
(g) A utilização conjunta das técnicas de "planejamento com capacidade finita" e
"programação pela data mais cedo" sugerida aqui nos itens c e d respectivamente
traz, por certo, dificuldades ligadas à sincronização de componentes para
montagem (diretriz 16). Isto é, componentes não-críticos têm a sua fabricação
programada para antes de seu aproveitamento efetivo no processo, como ilustrado
na figura 6.

14
Produto A
Montagem
Fabricaçao de B Fabricação de C
Item B Item C
Material de B Material de C
Recurso 1
Recurso 2
Recurso 3
Fabricação de C
Fabricaçao de B
Montagem
Antecipação
Árvore de fabricação do Produto A Programação de fabricação de A no tempo
Figura 6: Antecipação gerada pela lógica de programação pela data mais cedo
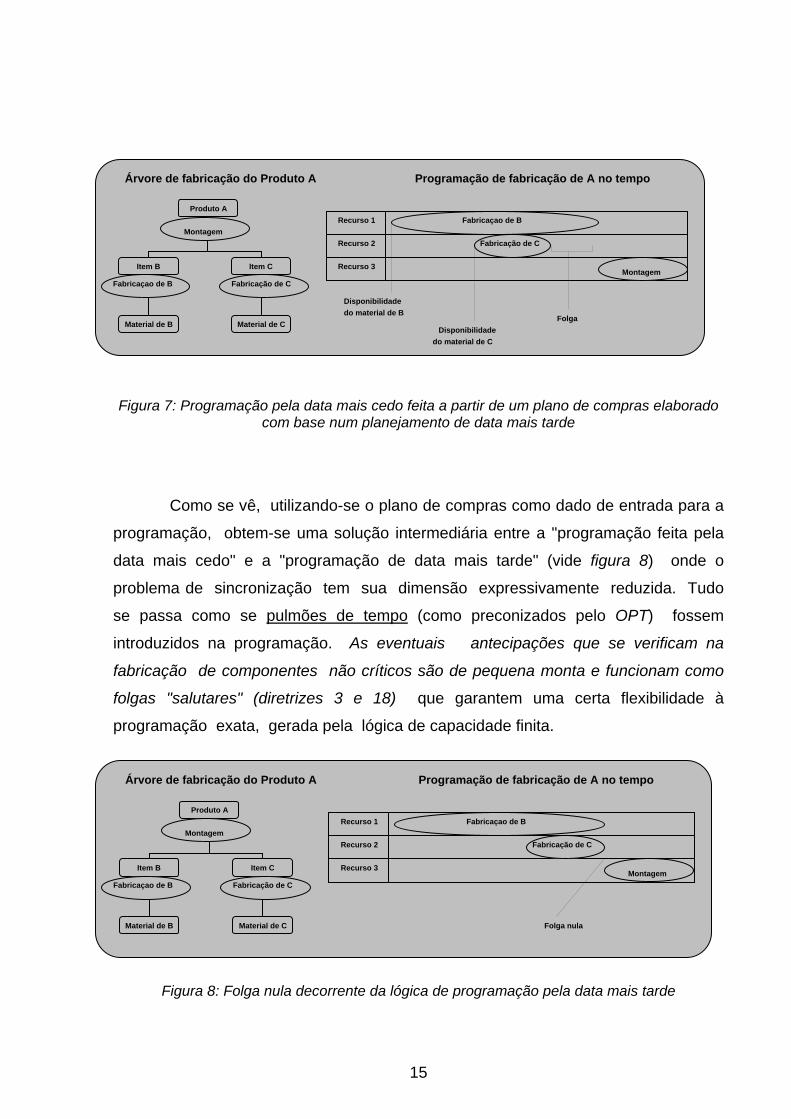
Essa questão, porém, pode ser contornada utilizando-se uma programação
de compras como dado de entrada para o problema de sequenciamento. De acordo
com essa solução, um plano de compras é feito antecipadamente com base numa
lógica de "data mais tarde" e "capacidade infinita", como a utilizada pelo MRP-II.
Isto é, partindo-se da data de entrega do produto, são deduzidos os tempos
de produção (inclusive tempos de transporte e estimativas “superdimensionadas” de
fila que funcionam como pulmões estabelecidos pelo programador) das várias
operações até obter-se o instante indicado para a disponibilidade dos materiais.
Essa datas são utilizadas para a compra dos materiais e, por conseguinte, definem
um limite para a antecipação dos caminhos não-críticos (já que mesmo na lógica de
"programação pela data mais cedo" as operações só são programadas quando os
materiais estão disponíveis). A situação resultante é ilustrada pela figura 7.
15
Produto A
Montagem
Fabricaçao de B Fabricação de C
Item B Item C
Material de B Material de C
Recurso 1
Recurso 2
Recurso 3
Fabricação de C
Fabricaçao de B
Montagem
Árvore de fabricação do Produto A Programação de fabricação de A no tempo
Folga
Disponibilidade
do material de B
Disponibilidade
do material de C
Figura 7: Programação pela data mais cedo feita a partir de um plano de compras elaborado com base num planejamento de data mais tarde
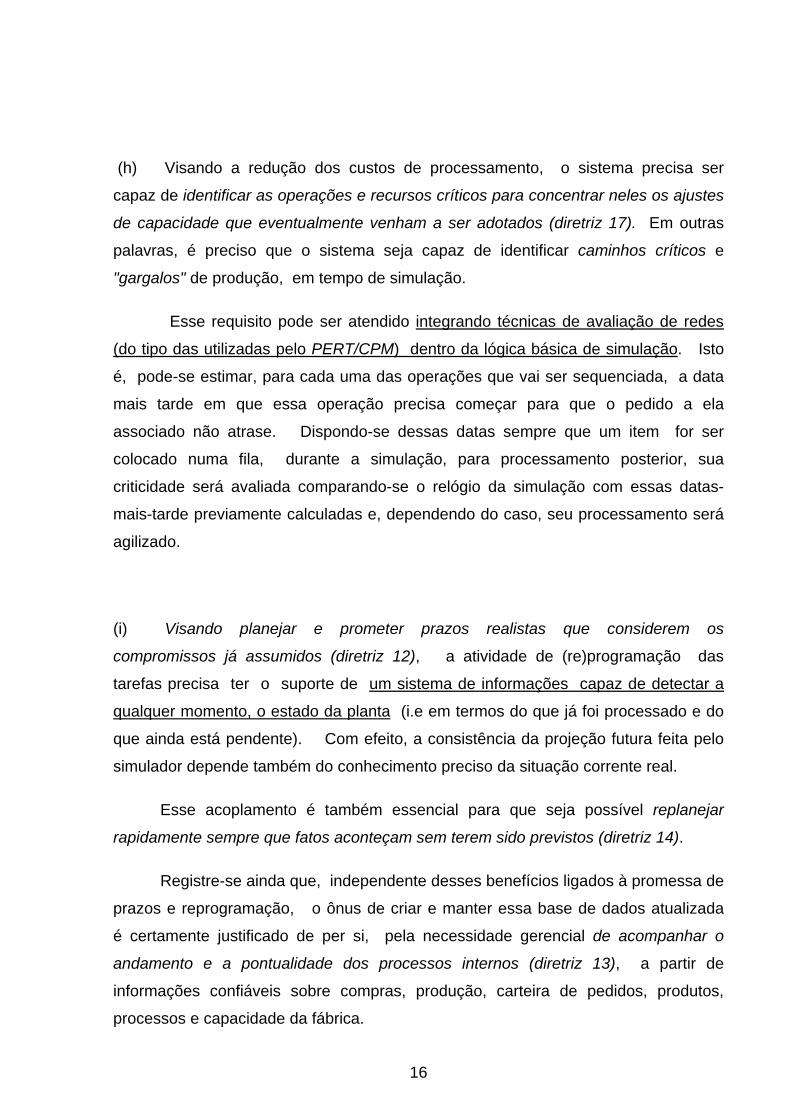
Como se vê, utilizando-se o plano de compras como dado de entrada para a
programação, obtem-se uma solução intermediária entre a "programação feita pela
data mais cedo" e a "programação de data mais tarde" (vide figura 8) onde o
problema de sincronização tem sua dimensão expressivamente reduzida. Tudo
se passa como se pulmões de tempo (como preconizados pelo OPT) fossem
introduzidos na programação. As eventuais antecipações que se verificam na
fabricação de componentes não críticos são de pequena monta e funcionam como
folgas "salutares" (diretrizes 3 e 18) que garantem uma certa flexibilidade à
programação exata, gerada pela lógica de capacidade finita.
Produto A
Montagem
Fabricaçao de B Fabricação de C
Item B Item C
Material de B Material de C
Recurso 1
Recurso 2
Recurso 3
Fabricação de C
Fabricaçao de B
Montagem
Árvore de fabricação do Produto A Programação de fabricação de A no tempo
Folga nula
Figura 8: Folga nula decorrente da lógica de programação pela data mais tarde
16
(h) Visando a redução dos custos de processamento, o sistema precisa ser
capaz de identificar as operações e recursos críticos para concentrar neles os ajustes
de capacidade que eventualmente venham a ser adotados (diretriz 17). Em outras
palavras, é preciso que o sistema seja capaz de identificar caminhos críticos e
"gargalos" de produção, em tempo de simulação.
Esse requisito pode ser atendido integrando técnicas de avaliação de redes
(do tipo das utilizadas pelo PERT/CPM) dentro da lógica básica de simulação. Isto
é, pode-se estimar, para cada uma das operações que vai ser sequenciada, a data
mais tarde em que essa operação precisa começar para que o pedido a ela
associado não atrase. Dispondo-se dessas datas sempre que um item for ser
colocado numa fila, durante a simulação, para processamento posterior, sua
criticidade será avaliada comparando-se o relógio da simulação com essas datas-
mais-tarde previamente calculadas e, dependendo do caso, seu processamento será
agilizado.
(i) Visando planejar e prometer prazos realistas que considerem os
compromissos já assumidos (diretriz 12), a atividade de (re)programação das
tarefas precisa ter o suporte de um sistema de informações capaz de detectar a
qualquer momento, o estado da planta (i.e em termos do que já foi processado e do
que ainda está pendente). Com efeito, a consistência da projeção futura feita pelo
simulador depende também do conhecimento preciso da situação corrente real.
Esse acoplamento é também essencial para que seja possível replanejar
rapidamente sempre que fatos aconteçam sem terem sido previstos (diretriz 14).
Registre-se ainda que, independente desses benefícios ligados à promessa de
prazos e reprogramação, o ônus de criar e manter essa base de dados atualizada
é certamente justificado de per si, pela necessidade gerencial de acompanhar o
andamento e a pontualidade dos processos internos (diretriz 13), a partir de
informações confiáveis sobre compras, produção, carteira de pedidos, produtos,
processos e capacidade da fábrica.
17
(j) Por fim, no espírito da moderna visão de gestão que assinala a necessidade
do sistema funcionar integrado num ciclo de “planejamento, ação, controle e
reprogramação”, é preciso que não apenas os programas sejam gerados
coerentemente com os objetivos estratégicos da empresa, mas é necessário que os
resultados sejam aferidos e o sistema reorientado, se este for o caso (diretriz 14).
Para tanto, medidas de performance ligadas aos objetivos estratégicos
precisam ser definidas para mensurar os custos operacionais e os benefícios das
várias soluções de programação simuladas (diretriz 16). Também, para orientar o
usuário na análise desses dados o sistema deve prover dicas e orientações que
guiem o programador no processo de tomada de decisão.
(k) Quanto às diretrizes de implementação relacionadas a baixo custo, facilidade
de operação e velocidade de processamento (diretriz 21), sugere-se que o
desenvolvimento seja feito para uso em microcomputadores e que o algoritmo de
simulação seja todo implementado em memória, evitando-se acesso a disco durante
o processamento do algoritmo, para privilegiar a velocidade de resposta.
18
Um modelo híbrido de gestão para a produção sob encomenda
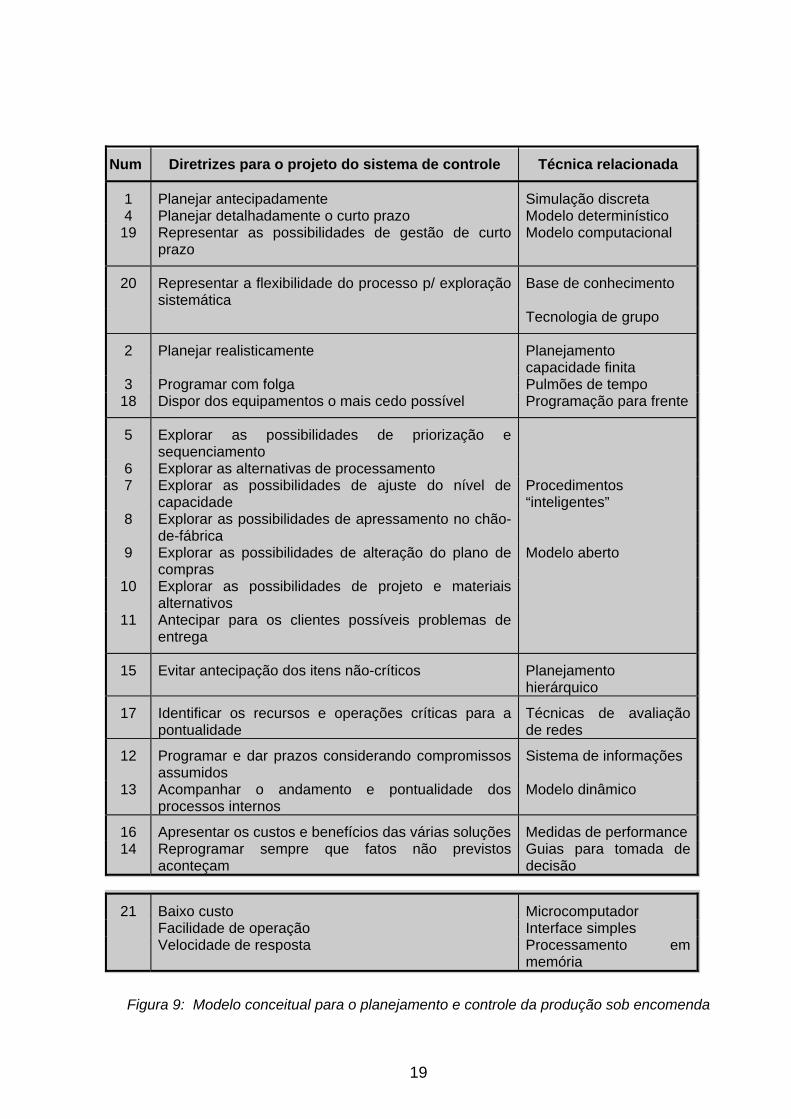
A figura 9 resume o conteúdo da seção anterior descrevendo, numa única
tabela, as características e objetivos considerados como desejáveis no modelo e a
sua forma de implementação conceitual. Ressalte-se a natureza híbrida do modelo
resultante onde aspectos das várias tecnologias de gestão da produção estão
combinados em torno do objetivo da Pontualidade Total.
19
Num Diretrizes para o projeto do sistema de controle Técnica relacionada
1 Planejar antecipadamente Simulação discreta 4 Planejar detalhadamente o curto prazo Modelo determinístico
19 Representar as possibilidades de gestão de curto prazo
Modelo computacional
20 Representar a flexibilidade do processo p/ exploração sistemática
Base de conhecimento
Tecnologia de grupo
2 Planejar realisticamente Planejamento capacidade finita
3 Programar com folga Pulmões de tempo 18 Dispor dos equipamentos o mais cedo possível Programação para frente
5 Explorar as possibilidades de priorização e sequenciamento
6 Explorar as alternativas de processamento 7 Explorar as possibilidades de ajuste do nível de
capacidade Procedimentos “inteligentes”
8 Explorar as possibilidades de apressamento no chão-de-fábrica
9 Explorar as possibilidades de alteração do plano de compras
Modelo aberto
10 Explorar as possibilidades de projeto e materiais alternativos
11 Antecipar para os clientes possíveis problemas de entrega
15 Evitar antecipação dos itens não-críticos Planejamento hierárquico
17 Identificar os recursos e operações críticas para a pontualidade
Técnicas de avaliação de redes
12 Programar e dar prazos considerando compromissos assumidos
Sistema de informações
13 Acompanhar o andamento e pontualidade dos processos internos
Modelo dinâmico
16 Apresentar os custos e benefícios das várias soluções Medidas de performance 14 Reprogramar sempre que fatos não previstos
aconteçam Guias para tomada de decisão
21 Baixo custo Microcomputador Facilidade de operação Interface simples Velocidade de resposta Processamento em
memória
Figura 9: Modelo conceitual para o planejamento e controle da produção sob encomenda
20
Programação com capacidade finita dinamicamente ajustável
Observando o conjunto de técnicas alinhadas na coluna mais a direita da
figura 9 pode-se perceber que a dicotomia capacidade finita versus capacidade
infinita é superada no modelo proposto. Em lugar dessas abordagens, coloca-se a
idéia de programação com capacidade finita dinamicamente ajustável.
A figura 10 ilustra esse conceito, de forma estilizada, tendo como referência
as duas abordagens tradicionais.
Observe que no planejamento com capacidade infinita tudo se passa como
se os programadores “espremessem” a carga de trabalho com uma “barra de aço”
correspondente aos prazos prometidos aos clientes. Como decorrência evidenciam-
se as faltas e excessos de capacidade.
Já na programação com capacidade finita a situação é inversa. Isto é, os
programadores “achatam” a carga de trabalho com uma “barra de aço”
correspondente ao limite de capacidade da planta. A consequência é que alguns
prazos prometidos aos clientes deixam de ser cumpridos.
Por fim, no conceito de programação finita dinamicamente ajustável os
programadores vendo a capacidade da planta como algo que pode ser pontualmente
ajustável substituem a “barra de aço” por uma “corda elástica” que molda uma
relação “negociada” entre capacidade disponível e prazos prometidos.

21
PROGRAMAÇÃO COM CAPACIDADE FINITA
PLANEJAMENTO COM CAPACIDADE INFINITA
PROGRAMAÇÃO COM CAPACIDADE FINITA DINAMICAMENTE AJUSTÁVEL
Atrasos
Sobrecargas
Prazos
Limite de capacidade
Prazos
Prazos
Limite de capacidade
Limite de capacidade
Car
gaC
arga
Car
ga
Tempo
Tempo
Tempo
Figura 10: O conceito de programação finita dinamicamente ajustável

22
Síntese e conclusões
Nesse texto foi discutido, no nível conceitual, como deve ser estruturado um
sistema de planejamento e controle para a produção sob encomenda quando se
pretende que esse sistema seja, de fato, um instrumento gerador de vantagens
competitivas no mercado.
O ponto de partida foi a análise feita no capítulo anterior sobre quais fatores
de competitividade são os mais relevantes no caso. A partir daí desenvolveu-se o
conceito de Pontualidade Total enumerando-se em seguida 20 práticas de
planejamento e controle capazes de conduzir a esse objetivo.
A partir dessa discussão preliminar, formulou-se o modelo conceitual do
sistema de controle para a indústria com produção sob encomenda onde conceitos
e/ou técnicas retiradas das várias tecnologias de gestão conhecidas são combinados
de uma forma particular.
O modelo obtido é claramente orientado para a pontualidade, embora
considere também estratégias de flexibilidade, redução de custos e rapidez.
Conceitos e técnicas extraídas das várias tecnologias de gestão funcionam
integradas para a obtenção desse resultado.
O eixo central do modelo é a técnica de simulação discreta computacional,
usada de forma determinística e “aberta”, para projetar o processamento futuro de
uma dada carteira de pedidos. Uma modelagem avançada incluindo procedimentos
de decisão “inteligentes”, guias para o processo de tomada de decisão e medidas
de performance relacionadas aos fatores de competitividade da produção sob
encomenda possibilita avaliar, por tentativas e erros, o impacto combinado de
diferentes esquemas de prioridades e ações gerenciais de curto prazo.
23
Complementarmente, o MRP-II é tomado como referência básica para o
sistema de informações que captura dinamicamente a informação do chão-de-fábrica.
É também assumida como adequada a sua perspectiva hierárquica onde o
planejamento agregado de materiais (feito pela data mais tarde, com capacidade
infinita) se localiza no nível tático e a programação de fábrica no nível operacional.
Por seu turno, as técnicas de avaliação de redes do PERT/CPM são
utilizadas para a identificação da criticidade das operações enquanto a lógica de
planejamento com "capacidade finita", “pulmões de tempo” e as idéias de "gargalo"
de produção são aproveitadas do OPT e da Teoria das Restrições, respectivamente.
Conceitos de Tecnologia de grupo são utilizados para a construção da base
de conhecimento sobre flexibilidade de processamento. As contribuições do Just-
in-time, por seu turno, situam-se mais a nível dos recursos de produção do que na
concepção do sistema de planejamento, acionamento e controle.
Esse conjunto integrado de técnicas, configura um modelo de gestão híbrido
voltado para a Pontualidade Total na produção sob encomenda. O princípio
fundamental desse modelo é o conceito de programação finita dinamicamente
ajustável segundo o qual as restrições de prazo e de capacidade existentes devem
ser consideradas simultaneamente no ato da programação, ajustando-se pontual e
seletivamente o nível de capacidade e o plano de materiais para alcançar a
performance de pontualidade desejada.