Embed Size (px)
Citation preview

SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
RELATORIO PROCEDIMENTOS DE MANUTENÇÃO 061010 / 1 - 0
PRENSA HARRIS BSH 1123
USUARIO: GERDAU AÇOS ESPECIAIS S.A. ENDEREÇO: Av Getulio Vargas 3200 – Charqueadas - RS
CNPJ: 07.359.641 / 0002 -67

2
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
1. OBJETIVO O presente trabalho objetiva identificar as causas dos problemas que se verificam com o sistema de acionamento do suporte da faca movel da tesoura de corte de sucata do conjunto denominada Prensa Harris 1123, bem como a apresentação de alternativas para sua correção. 2. PROBLEMAS APRESENTADOS A foto acima mostra o sistema de corte do fardo de sucata onde são visíveis as hastes dos tres cilindros hidráulicos envolvidos no processo de corte: 1) - Cilindro hidráulico principal de acionamento do suporte da faca móvel. 2) - Cilindros hidráulicos auxiliares. Os tres cilindros hidráulicos são executados com flange frontal, através dos quais são fixados por meio de parafusos à estrutura superior do equipamento. A união das hastes dos cilindros hidráulicos ao suporte da faca móvel é efetuada por meio de flanges bipartidos aparafusados ao suporte. 3) - Flange bipartido de fixação da haste do cilindro principal. 4) - Flanges bipartido de fixação das hastes dos cilindros auxiliares.
1
2
2
4 3

3
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
Os problemas verificados se relacionam com os parafusos de fixação do cilindro hidráulico principal à estrutura do equipamento e com as roscas de fixação dos flanges bipartidos dos cilindros auxiliares à estrutura da faca móvel, conforme segue: 2.1 Parafusos de fixação do cilindro principal à estrutura do equipamento A foto acima mostra o flange de fixação do cilindro hidráulico principal, com os parafusos de fixação e um sistema de travamento executado de forma a tentar minimizar as ocorrencias verificadas, quais sejam: - Rompimento da cabeça dos parafusos na região de transição com o corpo. - Rompimento da rosca (em escala muito pequena quando comparado com o rompimento da cabeça que ocorre de forma muito mais frequente). A foto a seguir mostra uma cabeça de parafuso após o rompimento

4
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
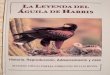
2.2 Parafusos de fixação dos flanges bi partidos dos cilindros auxiliares A foto acima mostra o flange bi partido de fixação dos cilindros auxiliares à estrutura suporte da faca móvel. Esta montagem não corresponde ao projeto original do equipamento,que utiliza um numero menor de parafusos com maior diametro, em função dos danos ocorridos nas roscas executadas na estrutura suporte, conforme foto abaixo. Importante observar que as roscas danificadas se situam de um único lado em torno da linha de centro da furação, enquanto que as demais roscas, do lado oposto, não apresentam nenhum tipo de dano (roscas danificadas e opostas indicadas pelas linhas azuis.

5
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
3. EQUIPAMENTO HIDRÁULICO DE ACIONAMENTO DA TESOURA O equipamento hidráulico de acionamento dos cilindros opera com doze bombas hidráulicas acionadas por meio de seis motores elétricos com duas pontas de eixo, potencia 125 CV, 4 polos. São utilizadas bombas Vickers modelo 45V a 50A 86A 20, de acordo com a lista de materiais do esquema hidráulico. Segundo esta especificação a bomba possui vazão igual a 50 galões/minuto operando com motor de seis polos, o que conduz a um deslocamento igual a 162 cm³ / rotação, conforme dados técnicos abaixo.
Vazão total para 12 bombas operando simultaneamente: Q = 12 . 162 . 1750......................................3.400 l / minuto O equipamento está operando com pressão máxima igual a 160 Kgf / cm², obedecendo a seguinte lógica operacional: - Se, durante o processo de corte a resistencia imposta pelo material processado determina que a pressão hidráulica se mantenha em 160 bar durante 3 segundos, são acionados os cilindros auxiliares para atuarem também como cilindros de acionamento do processo de corte. - Após o acionamento dos cilindros auxiliares,se a pressão ainda se mantiver com o valor igual a 160 bar, o processo é encerrado e os cilindros acionados no sentido da retração.

6
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
3.1 Verificação da potencia dos motores elétricos Para uma vazão igual a 160 cm³ / rotação, operando com motor quatro polos com rotação igual a 1750 rpm, a vazão de cada bomba hidráulica é dada por: Q = q . n Q = 160 . 1750 ⇒ Q = 280000 cm³ / minuto ⇒ Q = 280 l / minuto Com a vazão supra definida, operando com pressão igual a 160 bar, a poitencia absorvida é dada por: N1 = p . Q / 426 N1 = 160 . 280 / 426 ⇒ N1 = 105 CV Considerando-se que cada motor aciona duas bombas simultaneamente, através das duas pontas de eixo, a potencia total absorvida é dada por: N = 2 . N1 N = 2 . 105 ⇒ N = 210 CV Conforme se verifica, a potencia absorvida pelo sistema hidráulico nas condições especificadas é muito superior à potencia do motor, igual a 125 CV. Tal condição operacional pode ser mantida por curtos períodos de tempo, antes do motor ser desligado pelo sistema de segurança, fato este explorado na lógica operacional descrita no item 3. 3.2 Máxima pressão de operação em regime contínuo A máxima pressão de trabalho em regime contínuo é dada conforme segue: N1 = p . Q / 426 (CV) Igualando-se a potencia N1 à potencia do motor, e sabendo-se que a vazão corresponde à soma das vazões de duas bombas acionadas simultaneamente, a pressão máxima é dada por: pmax = N1 . 426 / 2 . Q (CV) pmax = 125 . 426 / 2 . 283 ⇒ pmax = 94 bar

7
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
4. DADOS OPERACIONAIS DOS CILINDRO HIDRÁULICOS – PRESSÃO 160 BAR 4.1 Cilindro principal
- Diametro do embolo..............................................................768 mm - Diametro da haste.................................................................405 mm - Curso...................................................................................1100 mm - Área do embolo....................................................................4630 cm² - Área da haste.......................................................................1287 cm² - Volume de óleo no avanço...............................509.300 cm³ ( 509,3 l) - Volume de óleo na retração..................................374000 cm³ (374 l) - Força de avanço com pressão 160 bar.............................740800 Kgf

8
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
4.2 Cilindros auxiliares
- Diametro do embolo..............................................................304 mm - Diametro da haste.................................................................203 mm - Curso...................................................................................1108 mm - Área do embolo......................................................................725 cm² - Área da haste.........................................................................323 cm² - Volume de óleo no avanço..................................80330 cm³ ( 80,33 l) - Volume de óleo na retração.................................44541 cm³ (44,54 l) - Força de avanço com pressão 160 bar.............................116000 Kgf 4.3 Operação combinada do cilindro principal e auxiliares A operação conjunta dos tres cilindros define os seguintes parâmetros básicos: - Volume total de óleo no avanço.......................669960 cm³ (669,96 l) - Volume total de óleo na retração......................463082 cm³ (463,08 l) - Força total de avanço do conjunto.....................................972800 Kgf - Tempo de avanço.........................................................0,20 min = 12 s - Tempo de retorno........................................................0,135 min = 8 s

9
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
5. VERIFICAÇÃO DOS DADOS ESTABELECIDOS NO ITEM 4 De acordo com as informações contidas no desenho 4A – 5578, verifica-se que os seguintes dados são indicados em relação às forças de avanço dos cilindros, operando a 2400 psi (168 bar): - Cilindro principal..................................................................................800 T - Cilindros auxiliares. (duas unidades).................................................270 T Os dados acima conduzem a uma força total de avanço, correspondente à força de corte, igual a 1070 T. Como dado adicional, o mesmo desenho especifica uma força de prensagem da sucata antes do corte igual a 370 T. Os dados acima coincidem com os dados extraidos de empresa especializada na comercialização de equipamentos usados, conforme abaixo: Existe coincidencia também quanto às dimensões da abertura de corte (38” x 36”) e quanto à quantidade de motores e potencia. Dessa forma pode-se assumir que o valor da força de corte indicada se refira ao valor estabelecido pelo fabricante, e igual a 1118 Toneladas.

10
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
6. PARAFUSOS DE FIXAÇÃO DO CILINDRO PRINCIPAL Todo o dimensionamento a seguir considera as solicitações em função da operação com pressão hidráulica igual a 160 bar, que conduz a valores de força para os cilindros um pouco inferiores aos valores estabelecidos pelo fabricante. 6.1 Esquema dimensional dos parafusos 6.2 Dados dimensionais da rosca - Diametro nominal (d)...............................................................4” (101,6 mm) - Rosca.................................................8 fios / polegada Withworth série fina - Passo.............................................................................................3,175 mm - Altura do triangulo fundamental (t)...............................................3,0495 mm - Altura do filete (t1)..........................................................................1,798 mm - Altura de contato (t2)......................................................................1,563 mm - Largura da base do filete (b)..........................................................2,644 mm - Diametro efetivo (d – t2).............................................................100,037 mm - Diametro interno (d – 2 . t1)..........................................................98,004 mm 6.3 Pré carga ideal nos parafusos Da teoria dos parafusos sabe-se que: W = W1 + W2 (m / m + b) Onde: - W é a força total sobre o parafuso - W1 é a força inical sobre o parafuso devido ao torque de aperto - W2 é a carga externa aplicada ao parafuso em operação - m representa as deformações dos elementos a serem unidos. - b representa a deformação no parafuso Da mesma teoria sabe-se que a separação dos elementos unidos ocorre quando o valor da carga total sobre o parafuso é igual ao valor da carga externa W2, de modo que a equação assume a forma:
W2 = W1 + W2 (m / m + b)

11
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
Em função da equação acima, o valor da pré carga ideal, que determina que as peças unidas não sofram separação, é dada por: W1 = W2 - W2 (m / m + b) W1 ≥ W2 (1 - (m / m + b) ) (equação 1) 6.4 Solicitações nos parafusos 6.4.1 Força de tração nos parafusos para operação com pressão 160 bar Os parafusos de fixação do cilindro hidráulico principal (oito unidades) são solicitados à tração, em função da força exercida pelo cilindro hidráulico principal. O cilindro exerce uma força máxima, com pressão 160 bar, igual a 740800 Kgf. Considerando-se que esta carga se distribua igualmente nos oito parafusos de fixação (condição bastante improvável, já que depende de um torque identicol em todos os parafusos), cada um estará sujeito a um esforço de tração dado por: W2 = F / n W2 = 740800 / 8 ⇒ W2 = 92600 Kgf 6.4.2 Pré carga nos parafusos para operação com pressão 160 bar 6.4.2.1 Deformação no parafuso O parafuso apresenta um comprimento livre igual a 180 mm, e área da seção transversal igual a 81 cm². A deformação é dada por: b = ( L / A . E) parafuso = 18 / 81 . E (cm / Kgf) 6.4.2.2 Deformação no flange do cilindro O flange (ou semi flange sobre o qual atuam quatro parafusos) possui altura igual a 180 mm e área igual a 1682 cm², de modo que cada parafuso deve atuar sobre um quarto desta áres ou seja, 420 cm². A deformação de cada um dos setores do flange é dada por: m = ( L / A . E) flange = 18 / 420 . E (cm / Kgf) 6.4.2.3 Deformação do conjunto flange - parafuso A deformação total é dada por ( m / m + b), ou seja: m / m + b = (18 / 420 . E ) / ( (18 / 420 . E) + ( 18 / 81 . E) ) m / m + b = (1 / 420 ) / ( (1 / 420) + ( 1 / 81) ) m / m + b = (1 / 420 ) / ( (1 / 420) + ( 1 / 81) ) m / m + b = (1 ) / ( (1) + ( 420 / 81) ) m / m + b = 1) / 6,1851851 ⇒ m / m + b = 0,1616766 6.4.3 Valor da pré carga mínima para operação com pressão 160 bar Utilizando-se a equação 1, temos: W1 ≥ W2 (1 - (m / m + b) ) W1 ≥ 92600 (1 - 0,1616766) ⇒ W1 ≥ 77628 Kgf

12
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
6.4.4 Força de tração total nos parafusos Admitindo-se que a pré carga se situe no limite necessário para que não ocorra a separação entre o cilindro principal e a estrutura do equipamento, a força de tração total nos parafusos é dada por: W = W1 + W2 (m / m + b) W = 77628 + 92600 (0,1616766) W = 77628 + 14971 ⇒ W = 92600 Kgf 6.5 Tensões desenvolvidas nos parafusos 6.5.1 Tensão de tração no corpo do parafuso O parafuso possui corpo com diametro 4” (101,6 mm), com área da seção transversal igual a 81 cm². Para um força de tração igual a 92600 Kgf, a tensão de tração no corpo é dada por: σ = W / A σ = 92600 / 81 ⇒ σ = 1143 Kgf / cm² 6.5.2 Tensão de flexão na raiz do filete A tensão de flexão em função do numero de filetes em contato é dada porpor: σ = 3 . W . t1 / 2 . π. n. ri .b² σ = 3 . 92600 . 0,1798 / 2 . π. n. 4,90 .0,264² σσσσ = 23289 / n 6.5.3 Tensão de cisalhamento na raiz do filete A tensão de cisalhamento em função do numero de filetes em contato é dada por: τ = W / 2 . π. n. ri .b τ = 92600 / 2 . π. n. 4,90 .0,264 ττττ = 11398 / n 6.5.4 Tensão combinada na raiz do filete A tensão combinada na raiz do filete em função da tensão de flexão e de cisalhamento é dada pela expresão: σσσσc = 0,35 . σσσσ + 0,65 ( σσσσ2 + 4 . ττττ2 ) 0,5
A tensão combinada, em função do numero de filetes em contato é dada por: σc = 0,35 . 23289 / n + 0,65 ((23298 / n)2 + 4 . (11398 / n)2 ) 0,5 σc = 8151 / n + 0,65 (532796804 / n2 + 4 . (129914404 / n)2 ) 0,5 σc = 8151 / n + 0,65 (532796804 / n2 + (519657616 / n)2 ) 0,5 σc = 8151 / n + 0,65 (1052454420 / n2 ) 0,5 σc = 8151 / n + 0,65 ( 32441 / n ) σc = 8151 / n + 21087 / n ⇒ σσσσc = 29238 / n (Kgf / cm²)

13
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
Tendo em vista que a rosca executada na estrutura trabalha sob compressão, e o parafuso trabalha por tração, toda a carga tende a ser sustentada sómente pelos filetes superiores da rosca da estrutura. Estudos indicam que a totalidade da carga é práticamente sustentada pelos quatro primeiros filetes. Considerando-se este valor, temos: 6.5.4.1 Tensão total nos filetes da rosca Considerando que a carga é sustentada por quatro filetes temos: σ = 29238 / 4 ⇒ σ = 7309 Kgf / cm² 6.6 Torque de aperto dos parafusos Para obtenção da pré carga W1 definida no item 6.4.3, o torque de aperto dos parafusos pode ser definido pela equação simplificada conforme abaixo: P = T / 0,2 . d Onde: T = P . 0,2 . d ( d = diâmetro nominal da rosca do parafuso) T = 92600 . 0,2 . 10,12 ⇒ T = 187422 Kgfcm (1874 Kgfm)

14
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
7. OBSERVAÇÕES EM RELAÇÃO AOS RESULTADOS OBTIDOS NO ITEM 6
7.1 - Conforme demonstrado no item 6.5.1, a tensão de tração no corpo do parafuso atinge um valor teórico igual a 1143 Kgf / cm². O parafuso é executado em aço SAE 4140, porém não existe especificação em projeto quanto ao tratamento térmico. Considerando-se que o material seja utilizado em estado natural, a tensão de ruptura deste material atinge valores da ordem de 7300 Kgf / cm² e tensão de escoamento da ordem de 5600 Kgf / cm², muito superiores ao valor da tensão teórica anteriormente definida. Mesmo com esta diferença considerável, verifica-se o rompimento do parafuso, principalmente no que se refere à separação da cabeça conforme ilustrado no item 2.2. As prováveis causas para a ruptura residem nos itens conforme segue: 7.2 – O corpo do parafuso apresenta um raio de concordancia com a cabeça com valor igual a 3,00 mm. As tabelas de concentração de tensões quanto à tração em peças cilindricas indicam que em função da relação entre os diametros da cabeça e do corpo, e entre o raio de concordancia e o diametro do corpo o fator de concentração no ponto de ruptura atinge valor igual a 3, o que dimunui a tensão máxima admissivel nesta mesma proporção. 7.3 – O parafuso está sujeito a uma carga intermitente, com valor variável entre zero e 92600 Kgf. A frequencia deste carregamento não é conhecida, uma vez que o limite máximo da carga pode variar em função da resistencia imposta pelo material durante o corte. Considerando-se no entanto que se trata de um carregamento intermitente, a tensão admissivel em função da fadiga assume valores da ordem de 3750 Kgf / cm². Considerando o fator de concentração de tensões definido no item 7.1, a tensão máxima admissivel se reduz a 1250 Kgf / cm², valor este bastante próximo do valor estabelecido no item 6.5.1. 7.4 - O parafuso possui qualidade normal de usinagem, o que pode reduzir em até 30% o valor da tensão máxima admissivel, ou seja, 875 Kgf / cm².. 7.5 – Os valores definidos nos itens 7.1 a 7.4, indicam que a tensão final no raio de concordancia atinge valores superiores à tensão máxima admissivel, fato este que pode originar um processo de início do rompimento, o qual aumenta gradativamente até a separação final do corpo e cabeça. Deve-se considerar ainda que este processo pode ter sido facilitado pelo próprio raio de concordancia quando interferindo com a borda do furo de passagem do parafuso no flange do cilindro principal, conforme ilustração abaixo:

15
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
Detalhe da interferencia: 7.6 – Conforme demonstrado no item 6.5.4.1, a tensão nos filetes da rosca atinge valor igual a 7300 Kgf / cm², práticamente igual à tensão de ruptura do material do parafuso. Tal condição mostra que os filetes devem romper, o que não se verifica com muita frequencia. Esta condição pode indicar: 7.6.1 - Ao atingir a tensão de escoamento, os filetes se deformam permitindo que mais filetes resistam ao carregamento. 7.6.2 - A condição supra mencionada fica reforçada se for considerado que o material da estrutura na qual é executada a rosca interna ao qual se fixa o parafuso, deve apresentar caracterisiticas mecanicas inferiores ao material do parafuso, permitindo um rompimento mais fácil dos filetes da porca em relação aos filetes do parafuso, fato este que se verifica na prática. Considerando-se um material equivalente à norma ASTM A 36, com limite de ruptura da ordem de 5000 Kgf / cm² e limite de escoamento é igual a 2530 Kgf / cm², o numero de filetes sustentando a carga deve ser pelo menos igual a seis para que se atinjam tensões no limite da tensão de ruptura. 7.6.3 - A própria deformação dos filetes provoca um aumento da tensão de ruptura do material em função de seu encruamento. Esta mesma condição poderia ser aplicada à cabeça do parafuso, o qual se rompe com frequencia muito maior do que os filetes. Este fato indica que a interferencia mencionada no item 1.5 exerça uma ação importante no processo de rompimento, facilitando em muito o processo de início da fratura. 7.7 – Todas as conclusões se baseiam no fato de que a força total se distribua igualmente sobre os oito parafusos de fixação do cilindro principal. Tal condição sómente é atingida se todos os parafusos forem submetidos ao mesmo torque de aperto. Se tal condição não for atendida, a carga total se distribui em um numero menor de parafusos, determinando condições muito mais desfavoráveis do que aquelas até aqui verificadas.

16
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
7. MODIFICAÇÃO PROPOSTA PARA OS PARAFUSOS A fim de melhorar as condições de solicitações nos parafusos de fixação do cilindro Principal, adotamos parafusos com diametro 5” e rosca com quatro fios por polegada. 7.1 Dados dimensionais da rosca - Diametro nominal (d)................................................................5” (101,6 mm) - Rosca...............................................4 fios / polegada Withworth série fina 1 - Passo................................................................................................6,35 mm - Altura do triangulo fundamental (t).................................................6,099 mm - Altura do filete (t1)..........................................................................3,596 mm - Altura de contato (t2)......................................................................3,126 mm - Largura da base do filete (b)..........................................................5,291 mm - Diametro efetivo (d – t2).............................................................123,974 mm - Diametro interno (d – 2 . t1).......................................................119,808 mm 7.2 Solicitações nos parafusos São consideradas as mesmas condições estabelecidas no item 6.4, com W = 92600 Kgf. 7.2.1 Tensão de tração no corpo do parafuso O parafuso possui corpo com diametro 5” (127 mm), com área da seção transversal igual a 126 cm². Para um força de tração igual a 92600 Kgf, a tensão de tração no corpo é dada por: σ = W / A σ = 92600 / 126 ⇒ σ = 735 Kgf / cm² 7.2.2 Tensão de flexão na raiz do filete A tensão de flexão em função do numero de filetes em contato é dada porpor: σ = 3 . W . t1 / 2 . π. n. ri .b² σ = 3 . 92600 . 0,3496 / 2 . π. n. 5,99 .0,529² σσσσ = 9225 / n 7.2.3 Tensão de cisalhamento na raiz do filete A tensão de cisalhamento em função do numero de filetes em contato é dada por: τ = W / 2 . π. n. ri .b τ = 92600 / 2 . π. n. 5,99 .0,529 ττττ = 4653 / n 7.2.4 Tensão combinada na raiz do filete A tensão combinada na raiz do filete em função da tensão de flexão e de cisalhamento é dada pela expresão: σσσσc = 0,35 . σσσσ + 0,65 ( σσσσ2 + 4 . ττττ2 ) 0,5
A tensão combinada, em função do numero de filetes em contato é dada por: σc = 0,35 . 9225 / n + 0,65 ((9225 / n)2 + 4 . (4653 / n)2 ) 0,5

17
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
σc = 3228 / n + 0,65 (85100625 / n2 + 4 . (21650409 / n)2 ) 0,5 σc = 3228 / n + 0,65 (85100625 / n2 + (86601636 / n)2 ) 0,5 σc = 3228 / n + 0,65 (171702261 / n2 ) 0,5 σc = 3228 / n + 0,65 ( 13103 / n ) σc = 3228 / n + 8517 / n ⇒ σσσσc = 11745 / n (Kgf / cm²) 7.2.5 Tensão total nos filetes da rosca Considerando que a carga é sustentada por quatro filetes temos: σ = 11745 / 4 ⇒ σ = 2936 Kgf / cm²

18
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
8. OBSERVAÇÕES EM RELAÇÃO AOS RESULTADOS OBTIDOS NO ITEM 7 8.1 - Conforme demonstrado no item 7.2.1, a tensão de tração no corpo do parafuso atinge um valor teórico igual a 735 Kgf / cm². 8.2 – Utilizando-se material conforme norma SAE 1060, a tensão admissivel à tração para carregamento intermitente é da ordem de 4250 Kgf / cm². 8.3 – Modificando-se o raio de concordancia de forma a ser executado conforme norma DIN 509, o fator de concentração de tensões assume valores muito reduzidos, bem como elimina a interferencia descrita no item 7.5. 8.4 – A execução do parfuso com acabamento superficial de excelente qualidade (retificado), determina um fator de acabamento com valor igual a 0,9. 8.5 – Embora não se disponha do valor prático do coeficiente de concentração de tensões em função da execução da concordancia conforma norma DIN 509, mesmo se considerado o valor inicial = 3 de acordo com o item 7.2, e o coeficiente 0,9 de acordo com o item 8.4, a tensão admissivel assume um valor igual a 1275 Kgf / cm², superior ao valor da tensão máxima atuante no corpo do parafuso. 8.6 – Conforme demonstrado no item 7.2.5, a tensão nos filetes atinge um valor máximo igual a 2936 Kgf / cm². Se considerarmos os valores de concentração de tensões e acabamento, pode-se concluir que ainda aprresenta um valor elevado se comparado com o valor da tensão admissivel para o aço ASTM A 36. Considerando no entanto que a tensão se reduz a 40% do valor inicial, e em função do exposto nos itens 7.6.1 a 7.6.3, pode-se afirmar que a nova condição a ser adotada apresenta condições muito mais favoráveis do que as atuais.

19
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
9. VERIFICAÇÃO DOS PARAFUSOS DE FIXAÇÃO DOS CILINDROS AUXILIARES Conforme expósto no item 2.2, ocorrem danos às roscas de fixação dos cilindros auxiliares à estrutura suporte da faca superior. A foto utilizada para ilustração no item mencionado mostra a situação atual de fixação, a qual não corresponde ao projeto original, uma vez que houve modificação em função do rompimento das roscas originais, havendo sido utilizados uma quantidade maior de parafusos de menor diametro, fixados em novas roscas executadas entre as roscas originais. Todo o dimensionamento a seguir se baseia no projeto original, que utiliza 8 parafusos diametro 1 ¼” para fixação do flange, condição a ser retomada quando da parada para manutenção da tesoura. Tendo em vista que durante o avanço os cilindros pressionam o suporte da faca superior, não exercendo esforços sobre os parafusos, os mesmos poderão ser solicitados em função da carga sómente durante a retração dos cilindros. 9.1 Esforços resistentes à elevação do conjunto suporte da faca superior Em operação normal, sómente poderia ocorrer forças de tração sobre os parafusos de fixação do flange, devido ao peso próprio do suporte móvel da faca superior, e devido ao atrito da extremidade da sucata cortada contra este mesmo suporte. O peso do conjunto móvel é igual a 12800 Kgf, conforme desenho 510-400-M-134, e o valor da força de atrito, conforme A. I. Tselikow, quando a operação ocorre com o material prensado varia entre 10% e 18% da força de corte. Para uma força de corte igual a 1118 T, a força de atrito apresenta um valor máximo igual a 201240 Kgf. Somando-se este valor ao peso da estrutura, a carga total atinge um valor máximo igual a 214000 Kgf. 9.2 Forças de retração dos cilindros hidráulicos 9.2.1 Cilindros auxiliares Os cilindros auxiliares possuem área do embolo igual a 725 cm² e área da haste igual a 323 cm². Durante a retração, a pressão de óleo atua sobre a diferença destas áreas, ou seja, 402 cm². Considerando-se a pressão máxima igual a 160 bar, a força máxima de retração é igual a 64320 Kgf. Tendo em vista que a força de retração pode atingir um valor máximo igual a 214000 Kgf, e que cada cilindro auxiliar seria responsável pela metade desta carga total, com valor igual 107000 Kgf, maior do que a máxima capacidade do cilindro, conclui-se que o processo deva ser executado em conjunto pelos cilindros auxiliares e pelo cilindro principal. 9.2.2 Cilindro principal O cilindro principal possui área do embolo igual a 4630 cm² e área da haste igual a 1287 cm². Durante a retração, a pressão de óleo atua sobre a diferença destas áreas, ou seja, 3343 cm². Considerando-se a pressão máxima igual a 160 bar, a força máxima de retração é igual a 534880 Kgf. Tendo em vista que a força de retração pode atingir um valor máximo igual a 214000 Kgf, e que o cilindro principal pode exercer uma força máxima igual a 534880 Kgf, sómente este cilindro pode executar o trabalho, sem necessidade de auxilio dos cilindros auxiliares, e mesmo assim com pressão menor do que 160 bar.

20
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
9.2.3 Pressão hidráulica máxima durante a retração Considerando-se que os tres cilindros atuem em conjunto durante a retração, a área total a ser considerada nesta condição é dada por: Atr = 2 . 402 + 3343 ⇒ Atr = 4147 cm² Para uma força máxima de retração igual a 214000 Kgf, para os tres cilindros hidráulicos operando em conjunto a pressão máxima total é dada por: p = 214000 / 4147 ⇒ p = 58 Kgf / cm² 9.2.4 Força máxima nos cilindros hidráulicos durante a retração Considerando a pressão máxima definida no item 9.2.3 e para uma área de retração igual a 402 cm², a força máxima exercida por cada um dos cilindros auxiliares é dada por: Fra = 58 . 402 ⇒ Fra = 23316 Kgf / cm² 9.2.5 Força máxima sobre os parafusos do flange Considerando que são utilizados oito parafusos em cada flange, e para uma força de retração máxima igual a 23316 Kgf, cada parafuso está sujeito a uma força de tração dada por: Fp = 23316 / 8 ⇒ Fp = 2914 Kgf 9.2.6 Dados dimensionais da rosca dos parafusos Em função da ausencia de dados quanto à rosca do parafuso, adotamos a condição mais desfavorável, relativos à rosca fina. - Diametro nominal (d)..........................................................1 1/4” (31,75 mm) - Rosca.............................................10 fios / polegada Withworth série fina 2 - Passo................................................................................................2,54 mm - Altura do triangulo fundamental (t)..................................................2,439 mm - Altura do filete (t1)...........................................................................1,439 mm - Altura de contato (t2).......................................................................1,251 mm - Largura da base do filete (b)............................................................2,099 mm - Diametro efetivo (d – t2).................................................................30,499 mm - Diametro interno (d – 2 . t1)...........................................................29,972 mm 9.2.7 Tensão de tração no corpo do parafuso O parafuso possui corpo com diametro 1 1/4” (31,75 mm), com área da seção transversal igual a 7,91 cm². Para um força de tração igual a 2914 Kgf, a tensão de tração no corpo é dada por: σ = W / A σ = 2914 / 7,91 ⇒ σ = 368 Kgf / cm² 9.2.8 Tensão de flexão na raiz do filete A tensão de flexão em função do numero de filetes em contato é dada porpor: σ = 3 . W . t1 / 2 . π. n. ri .b² σ = 3 . 2914 . 0,1439 / 2 . π. n. 1,49 .0,2099² σσσσ = 3051 / n

21
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
9.2.9 Tensão de cisalhamento na raiz do filete A tensão de cisalhamento em função do numero de filetes em contato é dada por: τ = W / 2 . π. n. ri .b τ = 2914 / 2 . π. n. 1,49 .0,2099 ττττ = 1483 / n 9.2.10 Tensão combinada na raiz do filete A tensão combinada na raiz do filete em função da tensão de flexão e de cisalhamento é dada pela expresão: σσσσc = 0,35 . σσσσ + 0,65 ( σσσσ2 + 4 . ττττ2 ) 0,5
A tensão combinada, em função do numero de filetes em contato é dada por: σc = 0,35 . 3051/ n + 0,65 ((3051 / n)2 + 4 . (1483 / n)2 ) 0,5 σc = 1067 / n + 0,65 (9308601 / n2 + 4 . (2199289 / n2 )) 0,5 σc = 1067 / n + 0,65 (9308601 / n2 + (8797156 / n2) ) 0,5 σc = 1067 / n + 0,65 (18105757 / n2 ) 0,5 σc = 1067 / n + 0,65 ( 4255 / n ) σc = 1067 / n + 2765 / n ⇒ σσσσc = 3832 / n (Kgf / cm²) 9.2.11 Tensão total nos filetes da rosca Considerando que a carga é sustentada por quatro filetes temos: σ = 3832 / 4 ⇒ σ = 958 Kgf / cm²

22
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
10. OBSERVAÇÕES EM RELAÇÃO AOS RESULTADOS OBTIDOS NO ITEM 9 10.1 - Conforme demonstrado no item 9.2.7, a tensão de tração no corpo do parafuso atinge um valor máximo igual a 368 Kgf / cm². 10.2 - Conforme demonstrado no item 9.2.11, a tensão nos filetes da rosca atinge valor máximo igual a 958 Kgf / cm². 10.3 – Os valores acima não são suficientes para provocar danos à rosca, devendo-se considerar ainda que foram determinados utilizando a combinação de todas as circunstancias desfavoráveis, de forma que os valores máximos prováveis sejam menores do que os estabelecidos. 10.4 – Em função do exposto, deve-se admitir que as prováveis causas da ruptura das roscas tenham sua origem nas condições mecânicas do equipamento, conforme exposto no item 11 adiante.

23
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
11. RUPTURA DAS ROSCAS EM FUNÇÃO DAS CONDIÇÕES MECANICAS Conforme se verifica, existe uma folga extremamente elevada entre o suporte móvel da faca superior e suas guias de bronze. Tal condição pode fazer com que o suporte se mova lateralmente, fazendo com que as hastes dos cilindros auxiliares operem com um ângulo de inclinação em relação à vertical. Da mesma forma, uma folga exagerada no plano perpendicular permite fazer com que o suporte se mova no sentido de aumentar a folga de corte entre as facas superior e inferior. Além de a folga excessiva provocar uma condição de corte muito desfavorável, também permite a operação das hastes em posição inclinada em relação à vertical. Esta condição pode causar danos às roscas conforme exposto a seguir. 11.1 Esquema dimensional do flange e da haste do cilindro auxiliar

24
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
Conforme se observa a partir das dimensões do flange e da haste, existe uma folga bastante grande entre o diametro maior do flange em relação ao diametro da haste dada por 207 – 202,5 = 4,5 mm. Esta folga permitiria fazer com que o movimento do suporte movel da faca superior, até um limite igual a 2,25 mm (considerando-se que os componentes estejam perfeitamente centrados), não exercesse influencia sobre a haste do cilindro, permitindo sua operação em posição perfeitamente vertical. Verifica-se no entanto que a folga entre os diametros menores (diametro do encaixe do flange na haste do cilindro) apresenta uma folga igual a 0,50 mm (172 mm – 171,5 mm). Nesta condição, qualquer movimento do suporte movel das facas com amplitude maior do que 0,25 mm já obriga a haste a operar em posição inclinada. A folga na altura do flange em relação à altura da cabeça da haste do cilindro é igual a 0,50 mm (51 mm – 50,5 mm). Na realidade, esta folga inexiste, já que é previsto um raio de concordancia 3,00 mm no interior do flange que faz com que a folga seja praticamente nula, podendo-se considerar a haste como confinada no flange, no sentido vertical. 11.2 Esforço no flange em função do desalinhamento da haste Quando totalmente distendida, a haste dos cilindros auxiliares apresenta um comprimento total (fora do cilindro, igual a 1400 mm. Se admitirmos que haja um deslocamento da estrutura movel suporte das facas capaz de provocar o deslocamento da extremidade da haste igual a 1,00 mm, termos a condição conforme esquema abaixo:
Fh
Fh
Fv

25
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
A haste do cilindro possui diametro igual a 203,2 mm, com momento de inercia igual a 8364 cm4. A força Fh capaz de provocar a deformação igual a 1,00 mm (0,10 cm) na haste é dada por: Fh = 3 . f . E . J / L³ Fh = 3 . 0,1 . 2100000 . 8364 / 140³ ⇒ Fh = 1920 Kgf Fazendo o equilibrio dos momentos em relação ao ponto de contato da haste com o flange de fixação temos: Fh . 140 = Fv . 10,125 1920 . 140 = Fv . 10,125 ⇒ Fv = 25648 Kgf Tendo em vista a simetria de montagem dos parafusos no flange, os parafusos que se situam do lado oposto à ação da força (lado da compressão do flange) não estão sujeitos à ação da força de tração. Os parafusos que se situam na linha de simetria sómente resistem a uma carga muito pequena, à medida que os parafusos sujeitos à tração apresentem deformação em função da tração. Esta resistencia no entanto é muito pequena, de modo que em termos praticos sómente tres parafusos resistam ao esforço de tração imposto pela força Fv. O parafuso mais distante do centro do flange suporta uma carga maior do que os dois parafusos que são montados um pouco mais próximo do centro. Apenas por simplificação, consideramos os tres parafusos resistindo à tração de forma igual, de modo que a tração em cada um é dada por: Pv = Fv / 3 Pv = 25648 / 3 ⇒ Pv = 8549 Kgf Conforme se verifica, a força de tração nos parafusos devido ao flechamento da haste igual a 1,00 mm provoca um incremento na força de tração nos parafusos dado por: n = 8549 / 2914 ⇒ n = 2,93 vezes Com o novo valor da tração sobre os parafusos, a tensão nos filetes atinge valor da ordem de 2800 Kgf / cm², o que supera o valor da tensão de escoamento do material ASTM A 36. Considerando que o flechamento da haste pode assumir valores maiores do que 1,00 mm, justifica-se a ruptura das roscas. A foto do item 2.2, abaixo reproduzida, confirma plenamente o fenômeno acima descrito.

26
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
12 . OBSERVAÇÕES EM RELAÇÃO AOS RESULTADOS OBTIDOS NO ITEM 11 De acordo com o demonstrado no item 11, a solução do problema implica nas seguintes ações: 12.1 - Executar novos flanges de fixação da haste com folga suficiente para permitir deformações na haste sem que sejam transmitidos esforços ao flange. 12.2 – Restringir ao máximo a possibilidade de movimentação da estrutura suporte da faca superior, mediante execução de novas guias de bronze e usinagem das superficies sobre as quais as mesmas são fixadas, visando eliminar deformações existentes. 12.3 - Definir uma folga de corte adequada antes da execução das roscas de fixação dos flanges na estrutura suporte da faca superior.

27
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
13. OBSERVAÇÕES QUANTO À OPERAÇÃO DOS CILINDROS EM CONJUNTO Conforme estabelecido no item 5, a obtenção da força nominal de corte implica na necessidade de operação conjunta entre os cilindro principal e auxiliares. O cilindro principal possui um curso igual a 1100 mm, enquanto que os cilindros auxiliares possuem um curso igual a 1108,5 mm. Em função do exposto, se o curso de corte for superior a 1100 mm, o cilindro principal estará totalmenbte distendido, enquanto que os cilindros auxiliares ainda podem avançar 8,50 mm. Tal avanço é impedido mecanicamente pelo cilindro principal, de modo que se tal condição ocorrer, toda a força de avanço dos cilindros auxiliares é sustentada pelos parafusos de fixação do flange do cilindro principal. A ocorrencia acima descrita é prevista pelo fabricante do equipamento, o qual determina a montagem de “shims” sob a haste do cilindro principal, de modo a fazer com que os tres cilindros hidráulicos atinjam simultaneamente os finais de curso. Embora tal previsão, é possivel que existam diferenças entre os finais de curso dos cilindros, conforme demonstrado pela foto abaixo, em função da folga assinalada.

28
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
Em função do exposto, deve ser observada a instrução do fabricante durante a remontagem do equipamento e abaixo reproduzida.
Reprodução da observação acima: “ SHIM ID – 26393 - A THICKNESS TO BE DETERMINED BY ATTACHING JACK CYL. RODS TO X-HEAD, EXTENDED JACK AND SHEAR CY. S. AND MEASURING GAP UNDER SHEAR CYL. ROD” Observações: - A espessura do shim a ser medida práticamente, conforme instrução acima, deverá apresentar valor igual ao valor da diferença entre os cursos dos cilindros, ou seja, 8,50 mm, conforme desenhos disponiveis. - A utilização do shim determina que no retorno o cilindro principal atinja o final do curso antes dos cilindros auxiliares, determinando que estes apresentem uma distensão inicial igual à diferença entre os seus cursos.

29
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
14. FORÇA DE CORTE A limitação da força máxima de corte a valores tão baixos quanto possivel, reduz os esforços sobre os componentes mecânicos, aumentando a vif=da util do equipamento como um todo. Além da qualidade do material a ser cortado, a força de corte é influenciada de modo muito significativo por dois fatores básicos, quais sejam: - Folga de corte, dada pela distancia entre as facas superior e inferior. - Qualidade das facas de corte. - A folga de corte deve ser definida conforme instruções do fabricante, já que é de dificil determinação teórica em função da aleatoriedade de espessuras e qualidade dos materiais a serem cortados. Folgas muito pequenas determinam uma força de corte elevada, enquanto que uma folga exagerada permite que o material penetre neste espaço, originando forças de atrito com valores muito elevadas. - O processo de corte se divide em duas etapas: - Penetração das facas no material até uma profundidade definida básicamente pelo alongamento deste material. - Cisalhamento da seção após atingido o limite de corte propriamente dito. A sequencia acima descrita define que o cisalhamento ocorra em uma altura menor do que a altura inicial do material, determinando uma menor área de cisalhamento e consequentemente uma menor força necessária ao processo. A fase de corte propriamente dita depende essencialmente da qualidade das facas, e da afiação das mesmas. A foto abaixo ilustra a qualidade das facas em utilização na tesoura, a qual determina uma fase de corte igual a zero, de modo que todo o esforço passa a ser de cisalhamento em área da seção transversal muito maiores, e consequentemente com valores muito mais elevados.

30
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
15. RECUPERAÇÃO DAS ROSCAS DOS CILINDROS AUXILIARES A recuperação das roscas dos parafusos que fixam os flanges dos cilindros auxiliares consiste em usinar a área das roscas atuais conforme esquema acima, soldar um novo bloco com dimensões ligeiramente superiores, soldar o bloco com um chanfro igual a 25 mm x 45º e proceder à usinagem final para equalizar as dimensões. O comprimento total da solda é igual a 1590 mm, e para um chanfro igual ao especificado, a seção da solda é igual a 17,6 mm, de modo que a área resistente é dada por: A = 1,76 . 159 ⇒ A = 279 cm² Conforme AWS (American Welding Society) a tensão na solda é sempre considerada como cisalhamento, com valor máximo admissivel igual à 900 Kgf / cm². Dessa forma a força resistente máxima é dada por: Fr = 279 . 900 ⇒ Fr = 251100 Kgf A força máxima possivel de ser obtida na retração de cada cilindro auxiliar é igual a 64320 Kgf, conforme item 9.2.1, quando operando com pressão igual a 160 bar. Tal condição, conforme exposto no item 9.2.4, não é atingida quando da retração conjunta dos tres cilindros, de modo que a força máxima nos cilindros auxiliares limita-

31
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
se a 23316 Kgf. Mesmo se considerarmos a força teórica, o coeficiente de segurança na solda é dado por: n = Fr / F n = 251100 / 64320 ⇒ n = 3,90 Conforme exposto, sómente a execução da solda é suficiente para resistir com segurança à operação, não se fazendo necessário prever fixações adicionais. 16. CONCLUSÃO 16.1 - Conforme demonstrado no item 7, o rompimento dos parafusos do cilindro principal está diretamente relacionado com o regime de trabalho intermitente, à concentração de tensões no raio de concordancia e à interferencia deste raio de concordancia com a borda do furo de passagem do parafuso através do flange do cilindro. 16.2 – A substituição dos parafusos existentes por parafusos com caracteristicas conforme definido no item 7, conduz a uma condição operacional muito mais favorável no que se refere à resistencia mecânica. Esta nova condição baseia-se não sómente no aumento físico do corpo do parafuso, mas também na modificação do passo da rosca, que conduz a valores de tensão muito menores, e na execução do parafuso com caracterisitcas que permitem minimizar os efeitos da concentração de tensões e da fadiga, todos relacionados com o raio de concordancia entre a cabeça e o corpo, além de evitar a interferencia com a borda do furo que provavelmente se constitua no principal fator que conduz à ruptura dos parafusos atualmente em utilização. 16.3 - As condições de dimensionamento dos parafusos pressupõem que a carga total se distribua de forma igual sobre os mesmos. Tal condição depende essencialmente de uma pré carga uniforme em todos os parafusos, a ser efetivada por meio de torquimetro, a fim de evitar que alguns parafusos sejam sobrecarregados em relação aos demais, modificando os resultados obtidos e podendo levar a condições de solicittação capazes de definir danos aos mesmos. A fim de evitar que o cilindro hidráulico principal se separe da estrutura da tesoura, deve ser aplicado o torque com valor mínimo igual à 1874 Kgfm conforme definido no item 6.6. 16.4 - A própria condição de trabalho determina que os parafusos estejam submetidos à uma condição de fadiga devido ao carregamento intermitente. A diminuição do valor de pico da tensão intermitente reduz a condição de fadiga, e pode ser obtida, ou pelo menos melhorada, através de condições de manutenção e de trabalho adequadas, conforme exposto adiante. 16.5 – Conforme demonstrado no item 11, o rompimento das roscas de fixação dos cilindros auxiliares não é definido pela tensão nas mesmas, mas pelas condições operacionais inadequadas no que se refere à execução dos flanges de fixação, e da manurtenção deficiente que permite o surgimento de folgas exageradas no conjunto móvel. A execução de novos flanges que permitam fazer com que o conjunto movel possa se deslocar dentro de pequenos valores, inerentes ao processo, permite solucionar o problema. Tal providencia no entanto, depende essencialmente de um processo de manutenção adequada no sistema guia da tesoura, com execução de

32
SSSSSSCCC
AAAsssssseeessssssooorrriiiaaa
novas guias de bronze e reusinagem dos assentos das mesmas, de modo a eliminar as folgas exageradas existentes, que determinam que se criem condições que permitam causar os danos às roscas. A ordem de grandeza das forças que surgem em função das folgas não permite a solução do problema pela simples substituição dos parafusos por outros com maiores dimensões, dependendo básicamente das condições mecanicas adequadas do equipamento. A melhoria das condições mecanicas conforme acima exposto, determina que as hastes dos cilindros hidráulicos não sofram esforços horizontais. Tal condição permite uma condição adequada das vedações dos cilindros, sem o que podem apresentar vazamentos de óleo hidráulico e desgaste prematuro das mesmas e da bucha guia inferior. 16.6 – O processo de remontagem da tesoura deve ser efetuado de acordo com as instruções do fabricante no que se refere ao alinhamento dos cilindros hidráulicos, conforme exposto no item 13, a fim de evitar esforços desnecessários sobre o cilindro principal, provocados pelos cilindros auxiliares. 16.7 – A redução do esforço de corte conduz a melhores condições operacionais para todo o conjunto de corte. Esta condição pode ser obtida através da utilização de folga de corte correta entre as facas, e da utilização de facas de corte com condições adequadas de operação, no que se refere à afiação. Esta ultima condição não é cumprida quando da utilização de facas nas condições apresentadas no item 14, que determina cisalhamento puro no material processado, com esforços muito superiores aos necessários, sobrecarregando todo o equipamento. Porto Alegre, 10 de Junho de 2010 Jose Sergio Menegaz Engº Mecanico CREA 23991