Embed Size (px)
Citation preview
PRISCILA MACHADO DOS SANTOS
RODRIGO DUARTE DE MENEZES
A UTILIZAÇÃO DA SIMULAÇÃO NA PROGRAMAÇÃO DA PRODUÇÃO
EM LATICÍNIOS DE PEQUENO PORTE: UM ESTUDO DE CASO
Trabalho de graduação apresentado ao Departamento de Engenharia Elétrica e de Produção da Universidade Federal de Viçosa como parte das exigências para a conclusão do curso de Engenharia de Produção.
Orientadora
Profa. Danielle Dias Sant’Anna Martins
VIÇOSA
MINAS GERAIS - BRASIL 2005
ii
Este trabalho é dedicado aos meus pais
José Abel e Maria Aparecida pelo apoio e incentivo.
Ao meu irmão Alexandre, pelos ensinamentos e colaboração.
Ao meu namorado Achiles, pelo carinho e compreensão.
(Priscila)
Dedico este trabalho aos meus queridos pais
Geraldo José e Maria das Graças pelo amor e força
que ambos me deram ao longo da minha graduação.
À minha namorada Daniella, pelo carinho e respeito.
Ao meu amigo Renato, pela amizade e paciência.
(Rodrigo)
iii
AGRADECIMENTOS
Em primeiro lugar a DEUS por tudo que nos foi proporcionado todos os dias que
nos levaram à conclusão deste trabalho.
À professora Danielle Dias Sant`Anna Martins, pela amizade, ajuda e confiança
em nós depositadas no decorrer da orientação deste trabalho. Pelos ensinamentos e pelas
inestimáveis contribuições.
Aos funcionários da empresa onde se desenvolveu o presente trabalho, pelo
apoio e fornecimento das informações necessárias para a elaboração do mesmo.
Ao professor Nédson Antônio Campos, pela amizade, pelas informações
concedidas e pela ajuda no direcionamento deste trabalho.
Aos amigos da turma de 2001, pela amizade, confiança e companheirismo nesta
jornada.
iv
SUMÁRIO
LISTA DE TABELAS..................................................................................v
LISTA DE FIGURAS...................................................................................v
RESUMO.....................................................................................................vi
1. INTRODUÇÃO............................................................................................................ 1
2. REVISÃO DE LITERATURA .................................................................................... 2
2.1 O gerenciamento da cadeia logística ...................................................................... 2
2.2 O conceito de planejamento, programação e controle da produção (PPCP) .......... 4
2.3 A programação da produção................................................................................... 6
2.4 A simulação como ferramenta de apoio à tomada de decisão................................ 7
2.5 Características do software Preactor....................................................................... 9
3. MATERIAIS E MÉTODOS....................................................................................... 10
3.1 ETAPAS DO PROJETO DE SIMULAÇÃO ........................................................... 11
3.1.1 Apresentação da empresa objeto de estudo ....................................................... 11
3.1.2 Diagnóstico do sistema de PCP atual ................................................................ 11
3.1.3 Estabelecimento dos objetivos .......................................................................... 12
3.1.4 Definição do sistema ......................................................................................... 12
3.1.5 Construção do modelo ....................................................................................... 12
3.1.6 Verificação......................................................................................................... 14
3.1.7 Validação do modelo ......................................................................................... 16
3.1.8 Implementação................................................................................................... 18
4. CONCLUSÃO............................................................................................................ 19
5. REFERÊNCIAS ......................................................................................................... 21
APÊNDICES .................................................................................................................. 23
APÊNDICE A – LISTA DE OPERAÇÕES .................................................................. 24
APÊNDICE B - LISTA DE ORDENS DE PRODUÇÃO ............................................. 37
APÊNDICE C – OPERAÇÕES ATRASADAS ............................................................ 42
APÊNDICE D – ORDENS ATRASADAS ................................................................... 43
APÊNDICE E – PERFORMANCE MÉTRICA DA PRODUÇÃO............................... 44
APÊNDICE F – RESULTADOS DA COLETA DE DADOS ...................................... 45
v
LISTA DE TABELAS
Tabela 1 – Pedido semanal dos produtos analisados...................................................... 13
Tabela 1A – Lista de Operações..................................................................................... 24
Tabela 2A – Lista de Operações..................................................................................... 30
Tabela 3A – Lista de Operações..................................................................................... 36
Tabela 1B – Lista de Ordens de Produção ..................................................................... 37
Tabela 1C – Lista de operações atrasadas ...................................................................... 42
Tabela 1D – Lista de ordens atrasadas ........................................................................... 43
Tabela 1E – Performance da Produção........................................................................... 44
Tabela 1F – Dados do Doce de Leite .............................................................................45
Tabela 2F – Dados do Iogute.......................................................................................... 46
Tabela 3F – Dados do Leite............................................................................................ 47
Tabela 4F – Dados da Manteiga ..................................................................................... 47
Tabela 5F – Dados da Mussarela.................................................................................... 48
Tabela 6F – Recursos Utilizados .................................................................................... 48
Tabela 7F – Grupo de recursos....................................................................................... 49
Tabela 8F – Turnos de trabalho...................................................................................... 50
LISTA DE FIGURAS
Figura 1 – Visão geral da seqüência no Gráfico de Gantt. ............................................. 17
Figura 2 – Visão geral da seqüência no Gráfico de Gantt (continuação). ...................... 17
vi
RESUMO
SANTOS, Priscila Machado; MENEZES, Rodrigo Duarte. Universidade Federal de
Viçosa, junho de 2005. A Utilização da Simulação na Programação da Produção em
Laticínios de Pequeno Porte: Um Estudo de Caso. Orientadora: Danielle Dias
Sant’Anna Martins.
O objetivo geral deste trabalho consiste em estudar a programação da produção
usando a técnica de simulação em uma pequena empresa do setor alimentício, com
ênfase no cumprimento dos prazos de entrega e na melhoria da produtividade, através
do uso de um software de simulação. Primeiramente, fez-se um levantamento
bibliográfico de autores que tratam do assunto objeto deste estudo. Na seqüência,
procedeu-se à coleta dos dados junto à empresa piloto buscando informações como:
fluxo dos processos produtivos, recursos utilizados, tempos de produção e preparação
(setup) de cada máquina, número de funcionários requeridos em cada etapa, consumo de
ingredientes em cada produto, e uma média dos pedidos semanais. Depois disso,
elaborou-se um sistema de controle de pedidos para a empresa baseado em planilhas
Excel e, posteriormente, utilizou-se o software Preactor para seqüenciar as ordens de
produção. O programa foi capaz de fornecer o nível de utilização dos recursos, a
seqüência das operações, o uso das restrições e a situação geral das ordens. Os
resultados obtidos permitiram verificar que dentre as 46 ordens de produção inseridas,
45 foram realizadas dentro do prazo estipulado. A ordem número vinte, relativa à
produção de manteiga, não pôde ser completada dentro do período analisado, deixando
a cargo do tomador de decisão definir a melhor estratégia para solucionar o problema.
1
1. INTRODUÇÃO
Atualmente, o agronegócio vive um processo de transformação, caracterizado
pela abertura de mercados e por significativo aperfeiçoamento tecnológico. O ambiente
tecnológico do sistema agroindustrial do leite encontra-se em um patamar elevado, e a
adoção das diversas tecnologias disponíveis torna-se necessária para garantir a
competitividade e sobrevivência das empresas desse setor.
Diante da reestruturação produtiva da agroindústria leiteira, as empresas de
pequeno porte, contudo, são as que sofrem maior impacto, uma vez que não possuem
capital suficiente para promover as alterações necessárias que as tornem competitivas
no novo cenário que se configura no âmbito nacional e internacional. Assim, é
necessária a procura de alternativas economicamente viáveis, permitindo a permanência
na atividade de forma competitiva.
Torna-se relevante a busca por ferramentas que possibilitem a análise,
quantifiquem os pontos de estrangulamento e auxiliem o tomador de decisão no
processo de gerenciamento da atividade nas indústrias, no curto e longo prazos.
A falta de integração e sincronismo entre as diversas áreas da empresa podem
acarretar um gerenciamento ineficiente das atividades, prejudicando o bom andamento
das operações. Informações não compartilhadas podem comprometer o desempenho
dos processos; operações não otimizadas podem exigir recursos desnecessários; as
atividades podem ser paralisadas em função da falta de algum insumo; ou pode ocorrer
atraso na produção devido à falha ou quebra inesperada de alguma máquina.
A falta de organização da produção é um problema visível para essas empresas.
A queda de produtividade onera os preços dos produtos, e estes não são introduzidos no
mercado a preços competitivos. A perda de competitividade pode resultar na redução de
uma parcela significativa do mercado e na incapacidade de enfrentar a concorrência
acirrada característica do cenário mundial.
A programação otimizada das operações produtivas surgiu como uma solução de
gerenciamento avançado da produção, e permite sincronizar o funcionamento de todo o
sistema de produção, reduzindo tempo de desenvolvimento e custos de produção. Nesse
sentido, o uso dos recursos é cuidadosamente programado, levando em consideração
2
que os tempos de setup 1e a preparação das linhas dependem diretamente da seqüência
em que serão executadas as ordens de produção.
2. OBJETIVO
O objetivo geral deste trabalho consiste em estudar, através da simulação, a
programação da produção de uma pequena empresa do setor alimentício, com ênfase no
cumprimento dos prazos de entrega e na melhoria da produtividade, através do uso de
um software de simulação. Especificamente, pretende-se:
• Simular diversos cenários para análise comparativa e adequação de diferentes
necessidades;
• Possibilitar um melhor aproveitamento dos centros de trabalho, evitando
formação de gargalos e desperdícios;
• Conferir maior apoio à tomada de decisão a partir da divulgação de planos de
produção.
3. REVISÃO DE LITERATURA
3.1 O gerenciamento da cadeia logística
Até poucos anos atrás a logística empresarial, como estrutura organizada e
integrada, era ignorada pela maioria das empresas manufatureiras e prestadoras de
serviço no Brasil. Com a abertura comercial, a partir do início da década de 90, as
empresas perceberam a necessidade de desenvolver maior competitividade nos
mercados nacional e internacional.
No clima econômico rigoroso de hoje, em que novos concorrentes globais estão
acirrando a competitividade, os negócios visam, como ponto central, as estratégias que
estabelecem uma lealdade de longo prazo com o cliente. As empresas reconhecem que a
satisfação deste é o ponto crucial para o sucesso e permanência no mercado. Para isso,
torna-se necessário estabelecer um serviço diferenciado ao mesmo. A prestação de
1 Tempo de setup: é o tempo despendido desde o término da tarefa que estava sendo executada até o
início da próxima operação.
3
serviços é viabilizada por meio de sistemas logísticos eficientes, que permitem agregar
valor ao produto e entregá-lo dentro dos padrões exigidos pelo cliente.
A logística é o processo de planejamento, implementação e controle de fluxo e
armazenagem eficientes e de baixo custo, compreendendo matéria-prima, estoques em
processo, produto acabado e informações relacionadas, desde o ponto de origem até o
ponto de consumo, com o objetivo de atender aos requisitos do cliente (BALLOU,
2001).
A logística tradicional possibilita que os produtos cheguem ao consumidor com
o máximo de eficiência e ao menor custo possível. Já a logística reversa, refere-se ao
retorno dos produtos à sua origem de modo eficiente e com baixo custo, de forma que
sejam reaproveitados. Este fluxo reverso está associado aos processos de reciclagem,
substituição e reutilização de materiais, descarte de resíduos, reformas, reparos e
remanufatura (FARIA, 2004).
Assim, a logística consiste em disponibilizar a quantidade certa das mercadorias
certas no ponto e no tempo certo, nas condições especificadas e ao mínimo custo.
Compreende a embalagem e a armazenagem, o manuseio, a movimentação e o
transporte de um modo geral, a estocagem em trânsito, a recepção, o acondicionamento
e a manipulação final até o local de utilização do produto pelo cliente.
Diante da abrangência do termo logística, podemos segmentá-la em três grandes
áreas, a saber:
1) Logística Inbound: compreende as diversas operações associadas ao fluxo de
materiais e informações, da fonte de matéria-prima até a entrada na fábrica;
engloba os setores de Suprimentos, Transportes, Armazenagem e Planejamento
e Controle de Estoques.
2) Movimentação Interna: é responsável por determinar o fluxo de materiais e de
informações necessários para propiciar o funcionamento da fábrica; fazem parte
o PCP (Planejamento e Controle da Produção), Manuseio de Materiais,
Processamento de Pedidos, Estocagem em Processo e Embalagem.
3) Logística Outbound: envolve operações associadas à transferência de um bem
desde o local de sua produção até o destino designado, e ao fluxo de informação
associado, permitindo que os bens cheguem ao destino em boas condições
comerciais, oportunamente e a preços competitivos; compreende os setores de
4
Planejamento dos Recursos da Distribuição, Armazenagem, Transportes e
Processamento de Pedido.
O principio básico da logística é planejar e coordenar todas as atividades
necessárias para alcançar níveis desejáveis dos serviços e qualidade ao custo mais baixo
possível. Portanto, podemos dizer que a logística funciona como o elo entre o mercado e
a atividade operacional da empresa. Por ser uma atividade multifuncional e envolver
uma série de trade-offs (compensações), seu campo de atuação estende-se por toda a
organização, do gerenciamento de matérias-primas à entrega do produto final.
A logística ganhou maior abrangência nos anos 80, quando as organizações
perceberam sua importância na administração integrada dos processos de suprimentos,
produção e distribuição física, ficando estabelecido o conceito da logística integrada,
também chamada logística empresarial (MOURA, 2004; BALLOU, 2001).
A partir do início desse processo de integração, consolidado pela obtenção de
significativos resultados relacionados ao aumento de produtividade e à melhoria do
nível de serviço ao cliente, as empresas classificaram a logística como um instrumento
de integração de toda a cadeia de negócios, envolvendo clientes, fornecedores e todos
aqueles relacionados direta ou indiretamente com a mesma (MOURA 2004). É nesse
contexto que se insere o conceito de gestão da cadeia de suprimentos, que é a visão da
logística moderna.
Para viabilizar tal processo de integração é preciso levar em conta o fluxo de
materiais, assim como o fluxo de informações e financeiro entre as partes que compõem
a cadeia de abastecimento, considerando sempre a melhoria do valor agregado do
produto ou do serviço para o consumidor final, que é o principal responsável por
colocar a rede em atividade.
3.2 O conceito de planejamento, programação e controle da produção (PPCP)
Num mercado cada vez mais concorrencial, onde o enfoque no cliente e a sua
satisfação são determinantes, garantir uma eficaz gestão de toda a cadeia logística é
fundamental. Esta é também a via para a redução de custos na empresa e para o
aumento da produtividade, através da otimização dos processos da cadeia logística. A
utilização dos sistemas de planejamento e controle da produção suporta decisões nesta
área, que se assume cada vez mais determinante para o sucesso da empresa.
5
O planejamento, a programação e o controle da produção organizam a empresa,
de modo a cumprir os prazos de entrega prometidos e aproveitar ao máximo a
capacidade produtiva da mesma, além disso, possui a faculdade de coordenar o processo
de produção. (RUSSOMANO, 1995).
Basicamente, um sistema de planejamento e controle da produção deveria estar
apto a suprir as necessidades de informação por parte dos gerentes para a tomada de
decisões mais rápidas e inteligentes no processo de gestão da produção.
Em termos de abrangência, o PPCP pode envolver decisões de longo, médio ou
curto prazos. A expressão planejamento refere-se a fatores de maior amplitude, tais
como: definição de políticas de contratação de pessoal, aquisição de máquinas,
ampliação das instalações etc. Já a programação e o controle referem-se a fatores de
médio e, principalmente, de curto prazo, como o seqüenciamento das operações,
avaliações e estabelecimento de padrões de desempenho (TUBINO, 1997).
As funções de longo prazo estão associadas com o planejamento estratégico da
corporação e envolvem aspectos como a definição da estratégia de produção e o
estabelecimento do plano de produção em função do plano de vendas desejado.
As funções de médio prazo compreendem as atividades relacionadas com a
definição do plano-mestre de produção, que é determinado a partir do plano de
produção estabelecido. Com o plano-mestre de produção serão determinados os
produtos que serão produzidos por período, e feita uma avaliação da capacidade de
produção da empresa em relação à carga de trabalho que será exigida da máquina ou
mão-de-obra para o cumprimento do plano.
O planejamento operacional é a tomada de decisão curto prazo, feita
frequentemente em base por hora ou diárias. Compreendem as atividades ligadas às
operações realizadas em nível de chão-de-fábrica. A gestão dos estoques, o
seqüenciamento da produção, a programação das ordens de fabricação e o
acompanhamento e controle da produção constituem algumas delas.
Os sistemas de PPCP possibilitam o planejamento das necessidades futuras de
capacidade produtiva e os níveis adequados de estoque. Permitem informar a situação
corrente dos recursos e das ordens (de compra e de produção), e programar atividades
de produção para garantir que os recursos produtivos envolvidos estejam sendo
utilizados de maneira eficiente e eficaz (CORREA, GIANESI e CAON, 2001).
6
Existem diversas alternativas de técnicas e lógicas que podem ser utilizadas
como suporte à tomada de decisões. As três principais, que tem sido intensamente
utilizadas nos últimos 15 anos são: os sistemas MRP II/ERP, que se baseiam
fundamentalmente na lógica do cálculo de necessidades de recursos a partir das
necessidades futuras de produtos; os sistemas JIT, de inspiração japonesa, e os sistemas
de programação da produção com capacidade finita, que utilizam técnicas de simulação
em computador (CORREA, GIANESI e CAON, 2001).
3.3 A programação da produção
As decisões do sistema de administração da produção ocorrem em diferentes
horizontes de tempo (longo, médio e curto prazo), têm diferentes períodos de
replanejamento e consideram diferentes níveis de agregação da informação (CORREA,
GIANESI e CAON, 2001).
Conforme mencionado no item anterior, a programação da produção aborda o
planejamento de curto prazo. Ela consiste em decidir quais, quando e com quais
recursos as atividades produtivas (ou ordens de trabalho) detalhadas devem ser
realizadas para atender à demanda informada, seja a partir de decisões do plano-mestre
de produção, ou diretamente da carteira de pedidos dos clientes.
Pode-se dizer de uma forma simplista, que programar a produção é definir numa
escala de tempo os instantes de início e conclusão do processamento dos lotes/peças nos
diversos recursos do sistema produtivo. A programação da produção é das tarefas de
mais baixo nível no quadro do planejamento e controle da produção de um sistema
produtivo, pois está diretamente ligada ao espaço fabril e com um caráter de curto prazo
(CORREA, GIANESI e CAON, 2001).
Devido ao volume de variáveis que podem estar envolvidas e sua capacidade de
influenciar os diferentes objetivos de desempenho do sistema de PPCP, as decisões
decorrentes da programação da produção tornam-se um problema complexo, onde
soluções intuitivas são inadequadas pelas limitações humanas em administrar
informações. A seguir têm-se uma relação de algumas possibilidades e restrições à
programação:
7
i. Em termos de ordens:
• as ordens, geralmente, apresentam volumes e datas de entrega diferentes;
• as ordens podem apresentar preparação de máquinas com tempos e
atividades variáveis, em função da ordem anterior;
• cada ordem pode ter roteiros alternativos, dependendo das características
tecnológicas dos equipamentos.
ii. Em termos de recursos:
• as máquinas podem quebrar, bem como demandam manutenção;
• as matérias-primas podem não estar disponíveis ou podem estar em excesso;
• as ferramentas podem não estar disponíveis.
iii. Em termos de operações:
• os problemas relacionados à qualidade geralmente ocorrem, requerendo
retrabalhos;
• as operações podem ter tempos específicos para assegurar a qualidade do
produto;
• as operações podem demandar tempo de pós-produção.
Visando apoiar as decisões no âmbito da programação da produção e até mesmo
na geração do plano-mestre de produção, foram desenvolvidos os sistemas de
programação da produção com capacidade finita (CORREA, GIANESI e CAON, 2001).
Estes sistemas baseiam-se na lógica da simulação e, portanto, permitem
modelagens mais sofisticadas do problema de programação. É possível modelar o
sistema produtivo, informar os roteiros de fabricação, as velocidades de operação, a
demanda, as restrições tecnológicas, os tempos de setup e as condições reais do sistema
num determinado momento. Além disso, pode-se definir algumas regras para a tomada
de decisões ou ponderar determinados objetivos a serem atingidos.
3.4 A simulação como ferramenta de apoio à tomada de decisão
As empresas que se destacam pela excelência em logística adotam
intensivamente novas tecnologias de informação, como os sistemas de apoio à decisão.
8
Estes aplicativos auxiliam a gerência na identificação, avaliação e comparação de
alternativas operacionais. Dentre os diversos aplicativos existentes, a simulação
computacional é vista como uma ferramenta de grande potencial na gestão moderna, em
particular nas áreas de logística e operações (SALIBY, 1997).
A simulação envolve a criação de modelos computacionais para representar uma
parte do mundo real, buscando, experimentalmente, dizer o que acontecerá no futuro
através da análise de cenários predefinidos. É uma ferramenta que auxilia a tomada de
decisão, fornecendo uma estimativa de possíveis reduções nos riscos e custos
envolvidos em um processo de mudança, além disso, possibilita um melhor
entendimento sistêmico do processo logístico (LIMA, 2003). A simulação, portanto,
permite a geração de cenários, a partir dos quais se pode orientar o processo de tomada
de decisão, realizar análises e avaliações de sistemas e propor soluções para a melhoria
da performance (SILVA, 2004).
A técnica de simulação pode trazer os seguintes benefícios: previsão dos
resultados na execução de uma determinada ação, redução de riscos na tomada de
decisão, identificação de problemas antes de suas ocorrências, eliminação de processos
que não agregam valor à produção, realização de análises de sensibilidade e redução de
custos no emprego de recursos (SILVA, 2004).
Na área da estratégia gerencial, o enfoque da simulação pode ser definido como
uma forma de entender como as políticas operacionais de uma empresa, de seus
clientes, concorrentes e fornecedores se interagem para moldar o desempenho da
empresa ao longo do tempo (ANDRADE, 1997). Na logística, a simulação pode ser
utilizada para determinar a melhor política de produção, estocagem, transporte e
distribuição de materiais, desde a fonte produtora até o consumidor final.
Os sistemas logísticos são sistemas dinâmicos e complexos que envolvem
diversos elementos que interagem entre si e são influenciados pelo ambiente externo.
Situações como estas impõem sérias dificuldades para um estudo analítico do problema,
fazendo da simulação computacional um forte aliado para o projeto e a análise de
sistemas logísticos. Além disso, dispomos, em nosso ambiente de trabalho, de
computadores cada vez mais poderosos, disponibilidade e acesso a informações quase
imediatas e uma gama de softwares capazes de nos auxiliarem em diferentes situações
de tomada de decisão (SALIBY, 1997).
9
3.5 Características do software Preactor
O software foi lançado pela Preactor International em 1993, resultante de uma
pesquisa financiada pela Comunidade Econômica Européia, que identificou como uma
das principais demandas da pequena e média indústria carências na área de ferramentas
de Tecnologia de Informação voltadas ao gerenciamento das operações de produção
(CARDONA, 2003).
O Preactor é especializado em programação da produção de bens e serviços,
através da utilização do conceito de seqüenciamento em capacidade finita. Os
programas de produção gerados pelo Preactor são altamente realistas e confiáveis
porque respeitam a disponibilidade efetiva de recursos produtivos, a existência de
restrições operacionais, as condições de demanda e as políticas de atendimento da
empresa.
Ao fazer o seqüenciamento das operações produtivas, o software considera,
simultaneamente, turnos de trabalho e eficiência das máquinas e operadores,
necessidades de ferramentas, tempos de setup e seqüência de montagem, além de
prioridades e datas de entrega prometidas. É uma ferramenta muito útil para o
gerenciamento de sistemas produtivos dinâmicos e complexos, que exigem decisões
rápidas e seguras.
Por ser extremamente flexível, pode ser aplicado a diferentes processos e
ambientes produtivos, em tarefas de planejamento e na programação das operações
industriais. Além disso, pode ser integrado a outros sistemas, como planilhas
eletrônicas, sistemas MRP ou ERP, sistemas de coleta de dados no chão de fábrica,
pacotes financeiros e de vendas, e outros bancos de dados.
De acordo com CARDONA (2003), a implementação do software Preactor
possibilita à empresa planejar a produção de forma mais adequada à sua realidade,
otimizando sua capacidade, melhorando a produtividade e, conseqüentemente,
atendendo mais rapidamente às demandas de seus clientes. O sistema torna as decisões
gerenciais mais ágeis e seguras no que diz respeito à compra de matérias-primas,
programação de horas-extras dos operadores de máquinas e terceirização de
determinadas tarefas, ao mesmo tempo em que permite uma possível redução de custos.
10
4. MATERIAIS E MÉTODOS
Por meio de conversas com o gerente de produção da empresa onde foi realizado
o presente trabalho, constatou-se que a mesma não possuía um sistema de planejamento
e controle da produção eficiente, capaz de gerenciar as operações produtivas de maneira
eficaz.
O estudo caracterizou-se pela análise de um laticínio de pequeno porte,
localizado na cidade de Viçosa (MG). A escolha deveu-se, em parte, à facilidade de
acesso ao local, possibilitando visitas periódicas. O caráter inovador da empresa, que
busca constantemente a melhoria da qualidade de seus produtos e serviços, e o incentivo
conferido a estudos acadêmicos na área, também justificaram a preferência.
Visando atingir os objetivos propostos inicialmente, prosseguiu-se da seguinte
forma:
i. Para desenvolver o modelo de simulação proposto no presente projeto, foi
utilizada a metodologia de HARREL et al. (2002), que descreve uma série de etapas
para facilitar a elaboração do modelo.
ii. Posteriormente foi realizada a coleta de dados e informações para o estudo,
por meio de consultas bibliográficas a revistas e publicações relacionadas ao
gerenciamento da produção e de entrevistas com profissionais e técnicos do setor
laticinista.
iii. Em seguida foram realizadas visitas ao laticínio, onde verificaram-se as
técnicas de produção empregadas no processo produtivo de leite e derivados,
considerando as variáveis e restrições presentes.
iv. A partir da relação dos produtos que foram avaliados, dados como turnos de
trabalho, eficiência das máquinas, número de operadores, tempos de setup e seqüência
de montagem foram coletados. Em seguida foram implementados no software Preactor,
com vistas a configurar o banco de dados.
v. Paralelamente foi desenvolvida uma ferramenta de controle dos pedidos e
auxílio à tomada de decisão quanto às ordens de produção, elaborada utilizando-se
planilhas Excel. Com posse dos pedidos, com quantidades e datas de entrega específicas
para cada produto, foi possível gerar uma ordem de produção, que posteriormente foi
inserida no Preactor. O programa ordenou e planejou a execução das operações de
11
forma racionalizada e otimizada, gerando diversos planos de produção, que puderam ser
visualizados no Gráfico de Gantt2.
vi. Por fim, a ferramenta, juntamente com a versão simplificada (demonstrativa)
do programa foi apresentada à empresa como uma sugestão para melhorar a
programação da produção vigente, almejando o aumento da produtividade e o
atendimento dos seus respectivos clientes na data de entrega solicitada.
4.1 Etapas do projeto de simulação
As fases da metodologia de HARREL et al. (2002) são descritas como segue.
4.1.1 Apresentação da empresa objeto de estudo
A empresa em estudo é uma fábrica de pequeno porte que atua no setor
alimentício, situada na região da Zona da Mata de Minas Gerais. Produz atualmente
cerca de 40 produtos, dente os quais podemos citar o doce de leite, iogurte e manteiga.
A empresa conta com aproximadamente 23 funcionários e sua produção é toda
realizada em sua única unidade industrial, localizada na cidade de Viçosa (MG).
4.1.2 Diagnóstico do sistema de PCP atual
A empresa não possui um sistema de planejamento e controle da produção
eficiente capaz de auxiliar o processo de tomada de decisão e gerenciar as operações, de
forma a cumprir os prazos de entrega estabelecidos, conclusões estas obtidas através de
visitas à empresa onde se realizou o presente projeto. Ela também não conta com
informações precisas sobre a carteira de pedidos e a geração das ordens de produção.
As decisões de produção tomadas não seguem um planejamento. Os pedidos são
feitos em cima da hora e as informações não são passadas corretamente. A falta de
integração e sincronismo entre os setores da empresa acarreta um gerenciamento
ineficaz das atividades, sendo que muitas vezes o pedido de um cliente não pode ser
2 Gráfico de Gantt: é um gráfico de barras horizontal desenvolvido em 1917 pelo engenheiro e cientista
social Henry L. Gantt, com o objetivo de ser uma ferramenta de controle da produção. (AGUIAR, 2003).
12
atendido no prazo de entrega estabelecido, prejudicando a imagem da mesma perante o
mercado.
4.1.3 Estabelecimento dos objetivos
O objetivo deste trabalho foi analisar, através da simulação, a programação da
produção do laticínios em questão, visando o cumprimento dos prazos de entrega e a
melhora da produtividade atual.
4.1.4 Definição do sistema
A fase de definição do sistema caracterizou-se basicamente pela coleta de dados
realizada no setor produtivo. Cada produto foi analisado em separado, o que permitiu
identificar as operações necessárias ao seu processamento, os recursos utilizados, os
tempos de produção e preparação (setup) de cada máquina, e o número de funcionários
requeridos em cada etapa, bem como a quantidade de matéria prima necessária em cada
operação.
Obtiveram-se também algumas informações a respeito da empresa. Ela trabalha
de segunda a sexta-feira com dois turnos por dia, sendo um turno com dois funcionários
e outro com quatorze.
Todos os dados podem ser visualizados nas tabelas que se encontram no
Apêndice F.
4.1.5 Construção do modelo
A primeira etapa para a construção do modelo foi a configuração do banco de
dados do programa (Preactor), através da inserção dos dados já coletados. O passo
seguinte foi a geração da programação.
Para preencher o quadro de ordens de produção, foi preciso consultar uma série
histórica das vendas da empresa para determinar o volume médio de produção semanal.
A Tabela 1 a seguir apresenta uma média dos pedidos semanais.
13
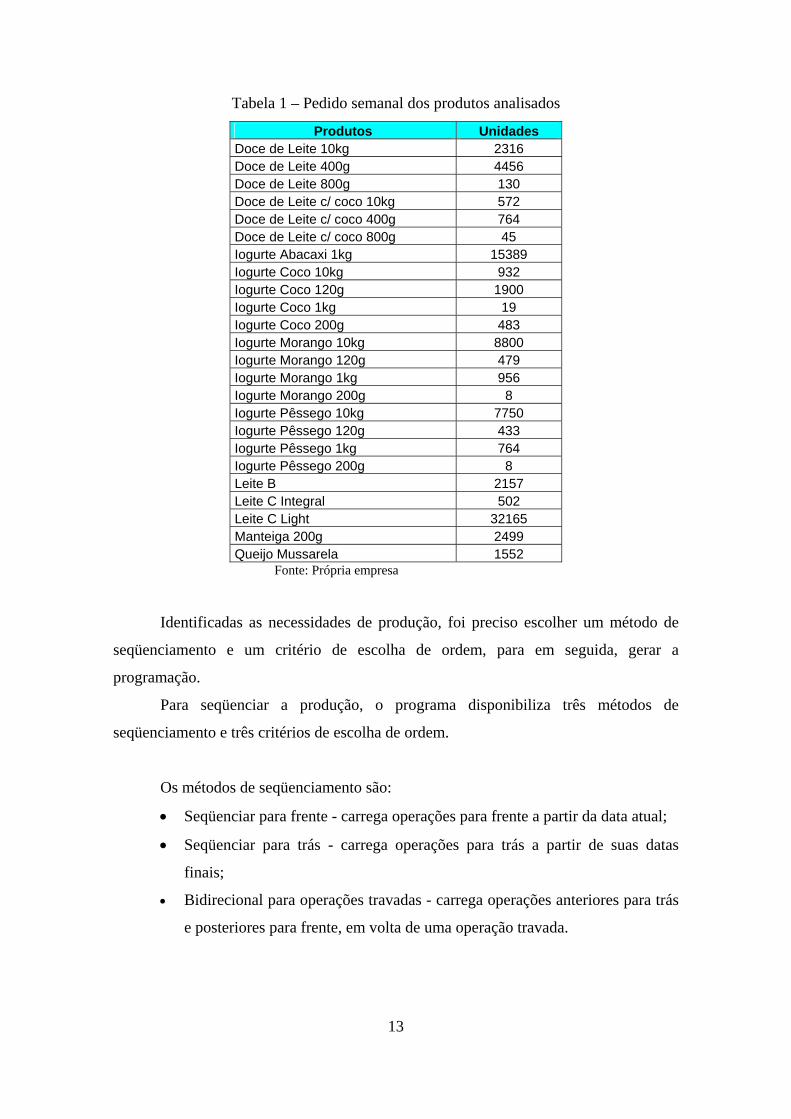
Tabela 1 – Pedido semanal dos produtos analisados
Produtos Unidades Doce de Leite 10kg 2316 Doce de Leite 400g 4456 Doce de Leite 800g 130 Doce de Leite c/ coco 10kg 572 Doce de Leite c/ coco 400g 764 Doce de Leite c/ coco 800g 45 Iogurte Abacaxi 1kg 15389 Iogurte Coco 10kg 932 Iogurte Coco 120g 1900 Iogurte Coco 1kg 19 Iogurte Coco 200g 483 Iogurte Morango 10kg 8800 Iogurte Morango 120g 479 Iogurte Morango 1kg 956 Iogurte Morango 200g 8 Iogurte Pêssego 10kg 7750 Iogurte Pêssego 120g 433 Iogurte Pêssego 1kg 764 Iogurte Pêssego 200g 8 Leite B 2157 Leite C Integral 502 Leite C Light 32165 Manteiga 200g 2499 Queijo Mussarela 1552
Fonte: Própria empresa
Identificadas as necessidades de produção, foi preciso escolher um método de
seqüenciamento e um critério de escolha de ordem, para em seguida, gerar a
programação.
Para seqüenciar a produção, o programa disponibiliza três métodos de
seqüenciamento e três critérios de escolha de ordem.
Os métodos de seqüenciamento são:
• Seqüenciar para frente - carrega operações para frente a partir da data atual;
• Seqüenciar para trás - carrega operações para trás a partir de suas datas
finais;
• Bidirecional para operações travadas - carrega operações anteriores para trás
e posteriores para frente, em volta de uma operação travada.
14
Os critérios de seqüenciamento são:
• Por prioridade crescente - prioridade numérica, com valores menores
primeiro;
• Por prioridade decrescente – também por prioridade, mas valores maiores
primeiro;
• Por data final - data final mais próxima primeiro;
• Primeiro a entrar, primeiro a sair - usa a seqüência na qual os pedidos foram
inseridos no sistema.
Devido ao número limitado de relatórios disponíveis para análise quando se
utilizam outros tipos de seqüenciamento, foram escolhidas as opções de seqüenciamento
para frente e grau de prioridade crescente.
4.1.6 Verificação
Após gerar a programação e visualizar o Gráfico de Gantt, onde é possível
acompanhar o andamento das ordens, concluiu-se que algumas modificações deveriam
ser realizadas para assegurar a acurácia do modelo.
Percebeu-se que o sistema não considera a capacidade dos recursos e o
rendimento dos processos. O tamanho do lote adotado pelo programa é definido pela
quantidade especificada na ordem de produção. Portanto, o tamanho do pedido referente
à uma ordem de produção deve ser fixo e coincidir com o rendimento real do
processamento de um produto qualquer.
Por se tratar de uma versão simplificada, algumas operações devem ser alocadas
manualmente no gráfico de Gantt. Pelo fato do programa não ser especializado para
indústria de alimentos, algumas operações relativas ao processo de produção de um item
são alocadas de forma seqüencial, sendo adiadas para o dia seguinte. Na realidade, todas
as operações devem iniciar e ter seu término no mesmo dia, visto que se trata de
produtos perecíveis.
Algumas considerações foram feitas para tentar adaptar o sistema à realidade da
empresa em estudo:
15
I. No setor do iogurte, uma quantidade fixa de 2000 litros de leite é destinada à
fabricação do mesmo, conforme a demanda dos clientes. Deste total, uma parcela
é direcionada para o envase de bolsas de 120 g, outra se dirige para o envase de
garrafas de 200 g e 1000g, e o restante é direcionado para o empacotamento de
saquinhos de 120 g.
Como a quantidade fixa anteriormente (2000 l) não se destina à fabricação de
apenas um tipo de produto, as primeiras operações do processo produtivo de
iogurte não puderam ser retratadas no modelo, já que o volume não pode ser
individualizado para cada um dos produtos. Portanto, o tempo gasto para realizar
estas operações descartadas foram integradas na simulação sob a forma de setup
antecedendo o primeiro produto a ser produzido.
II. No setor de fabricação de doce de leite ocorre algo semelhante. Uma quantidade
fixa de leite á destinada ao preparo do doce. O rendimento do processo é de
aproximadamente 755 latas de 800 g, ou 60 latas de 10 kg ou 1600 potes de 400 g,
conforme a especificação do pedido.
Se o tamanho do pedido exceder a capacidade de produção, a quantidade
produzida deverá ser um múltiplo de 755, 60 ou 1600, de acordo com o produto
solicitado. O volume em excesso deverá ser direcionado ao estoque de produtos
acabados.
Para facilitar os cálculos foi designado que cada batelada (lote de produção) é
capaz de fabricar 755, 60 ou 1600 unidades, dependendo do produto. O número de
ordens de produção deve corresponder ao número de bateladas a serem realizadas
na semana, pois o valor real já está subtendido pelo programa.
III. O rendimento do processo de fabricação de queijo mussarela é de
aproximadamente 95 unidades por batelada. Portanto, a quantidade a ser
produzida deve ser múltipla de 95. O número de ordens de produção deve
corresponder ao número de bateladas a serem realizadas na semana.
IV. O rendimento do processo de fabricação da manteiga é de 43%. O valor inicial
atribuído para a operação foi de 320 kg de creme, retornando um total de 140 kg
de manteiga, que correspondem a 700 unidades por batelada. Portanto, a
16
quantidade a ser produzida deve ser múltipla de 700. O número de ordens de
produção deve corresponder ao número de bateladas a serem realizadas na
semana.
Através da utilização de planilhas Excel, foi possível criar um sistema simples
de gerenciamento de pedidos, para auxiliar o tomador de decisão à definir prazos de
entrega otimizados.
O pedido não é inserido diretamente no software. Primeiramente, os pedidos
semanais dos clientes são inseridos na planilha. Após definir a quantidade de cada um
dos produtos solicitados na semana, é verificada a disponibilidade no estoque e, em
seguida, gerada uma nova ordem de produção que deverá conter o tamanho do pedido.
Depois de realizadas tais alterações, assegurou-se que o modelo refletia de
maneira acurada a pretensão inicial, ou seja, o mesmo conseguia gerar o tipo de
informação que ia de encontro aos objetivos especificados no início do presente estudo.
Essa habilidade de fornecer as informações pretendidas inicialmente era uma
identificação da veracidade do modelo.
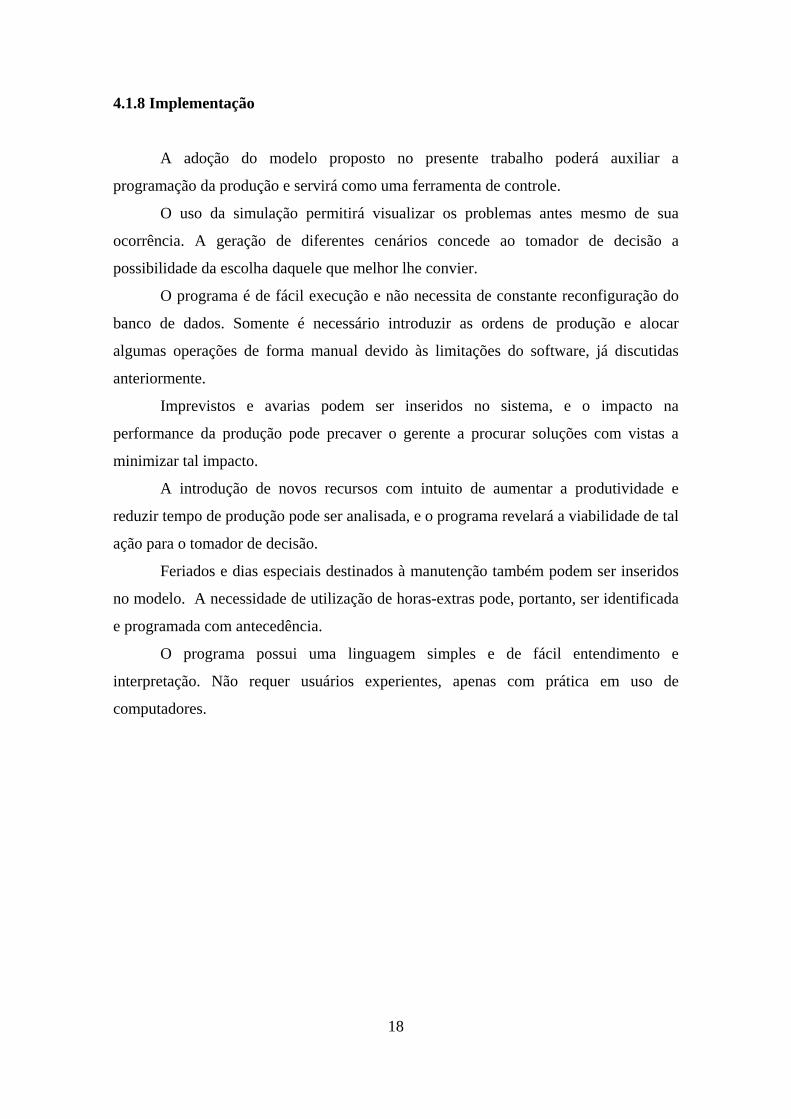
4.1.7 Validação do modelo
A validação consiste no processo de assegurar que o modelo reflete o sistema
real de tal forma que dê encaminhamento ao problema inicialmente proposto (HARREL
et al., 2002).
Após simular um cenário real da empresa em estudo, chegou-se aos resultados
apresentados nas Figuras 1 e 2.
No Gráfico de Gantt, foi possível observar como as ordens de produção
inseridas foram alocadas na semana especificada, incluindo o início e o término de cada
operação, o número de funcionários alocados em cada uma delas, bem como o nível de
utilização dos recursos, e os seus horários de funcionamento.
A partir daí, vários relatórios foram emitidos, permitindo identificar a situação
geral das ordens, dos recursos e das restrições do sistema.
Através do relatório da performance métrica da produção foi possível observar
que, dentre as 46 ordens de produção inseridas, 45 foram realizadas dentro do período
analisado (7 dias). A ordem número vinte, relativa à produção de manteiga, não pôde
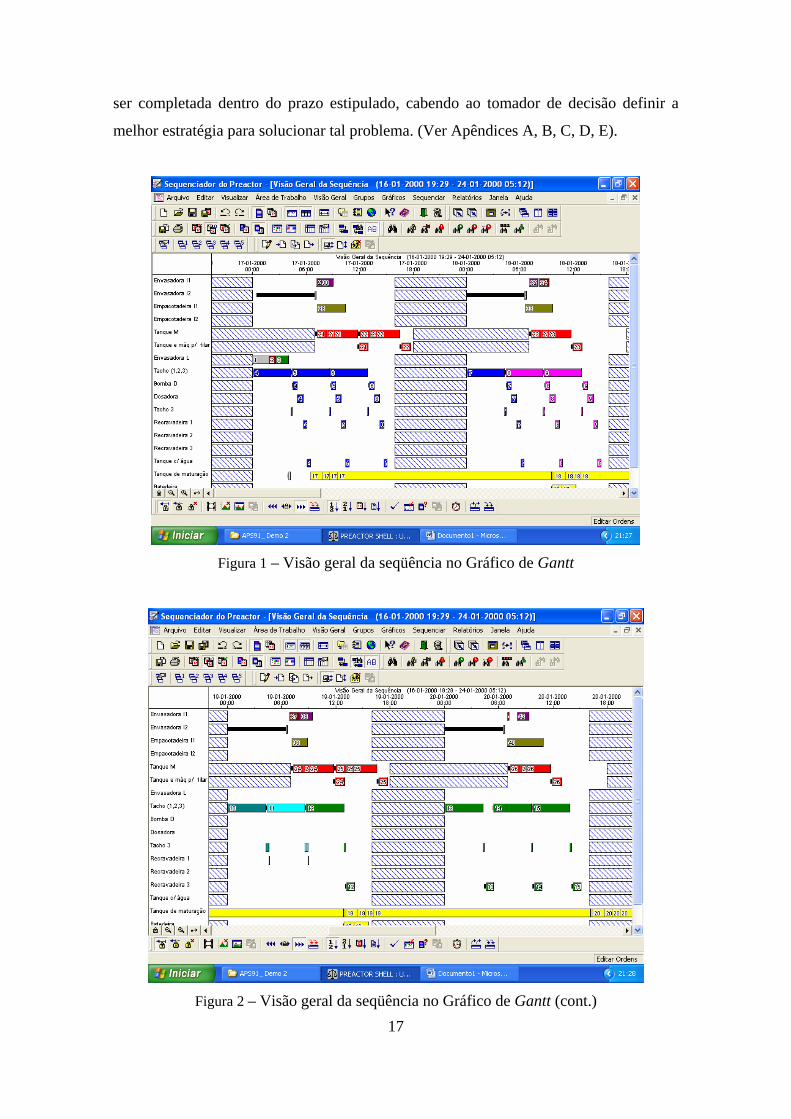
17
ser completada dentro do prazo estipulado, cabendo ao tomador de decisão definir a
melhor estratégia para solucionar tal problema. (Ver Apêndices A, B, C, D, E).
Figura 1 – Visão geral da seqüência no Gráfico de Gantt
Figura 2 – Visão geral da seqüência no Gráfico de Gantt (cont.)
18
4.1.8 Implementação
A adoção do modelo proposto no presente trabalho poderá auxiliar a
programação da produção e servirá como uma ferramenta de controle.
O uso da simulação permitirá visualizar os problemas antes mesmo de sua
ocorrência. A geração de diferentes cenários concede ao tomador de decisão a
possibilidade da escolha daquele que melhor lhe convier.
O programa é de fácil execução e não necessita de constante reconfiguração do
banco de dados. Somente é necessário introduzir as ordens de produção e alocar
algumas operações de forma manual devido às limitações do software, já discutidas
anteriormente.
Imprevistos e avarias podem ser inseridos no sistema, e o impacto na
performance da produção pode precaver o gerente a procurar soluções com vistas a
minimizar tal impacto.
A introdução de novos recursos com intuito de aumentar a produtividade e
reduzir tempo de produção pode ser analisada, e o programa revelará a viabilidade de tal
ação para o tomador de decisão.
Feriados e dias especiais destinados à manutenção também podem ser inseridos
no modelo. A necessidade de utilização de horas-extras pode, portanto, ser identificada
e programada com antecedência.
O programa possui uma linguagem simples e de fácil entendimento e
interpretação. Não requer usuários experientes, apenas com prática em uso de
computadores.
19
5. CONCLUSÃO
O Preactor realizou a programação da produção a partir do volume semanal
especificado na coleta de dados. Os resultados obtidos permitiram ao tomador de
decisão verificar que dentre as 46 ordens de produção inseridas, 45 foram realizadas
dentro do período analisado. A ordem número vinte, relativa à produção de manteiga,
não pôde ser completada dentro do prazo estipulado.
Uma sugestão para a possível resolução do problema seria a inserção de um
novo equipamento destinado à fabricação da manteiga, visto que é o recurso gargalo do
sistema. O estudo de viabilidade econômica para a referida alternativa, neste caso, fica a
cargo do tomador de decisão. Uma outra opção consiste em uma negociação com o
cliente, de forma a definir um prazo de entrega mais propício.
A análise dos relatórios permitiu ainda identificar várias vantagens e benefícios
proporcionados à empresa.
Por ter um foco na melhoria do gerenciamento da produção, as soluções
avançadas de gestão da produção, baseadas no Preactor, oferecem à direção da empresa
total visibilidade da produção, priorizando serviços mais rentáveis e oferecendo
respostas rápidas e precisas sobre datas de entrega de cada pedido. Em questão de
minutos, o departamento de vendas será capaz de fazer uma consulta ao Preactor e
determinar o melhor prazo de entrega possível, dado a situação real de produção.
O Preactor possibilita aumentar a flexibilidade e a agilidade da programação e
reprogramação em função de alterações de demanda ou imprevistos. Permite sincronizar
o suprimento interno, melhorando o gerenciamento de estoques de matérias primas e de
materiais em processo.
Outro grande benefício do Preactor é a possibilidade de diversificar os cenários
sem necessidade de reconfigurar os bancos de dados, salvo quando há mudança nos
recursos, produtos, ou no número de funcionários. Além disso, permite conciliar
pedidos com quantidades diferentes, diversos modelos de produtos e com prazos de
entrega variados.
Deste modo, acredita-se que a empresa terá à disposição uma ferramenta
importante para a gestão de suas operações comerciais e produtivas, com capacidade de
simular alternativas para identificação de soluções. O software em questão ainda auxilia
o tomador de decisão a prever gargalos que flutuam ao longo da produção; a programar
20
e controlar horas-extras; a integrar e conciliar os prazos de projetos, suprimentos e
manutenção para atender às demandas de produção; e a prever o impacto da entrada de
novos pedidos na produção.
21
6. REFERÊNCIAS
AGUIAR, M. Gerenciando objetos os projetos com function points e PSM. Disponível em: < http://www.metricas.com.br/Downloads/Apresentacao_PMI-Rio_2003-06-13.pdf >, Acesso em: 30 jun. 2005.
ANDRADE, A. L. Pensamento sistêmico: um roteiro básico para perceber as estruturas da realidade organizacional. Disponível em : < http://www.via-rs.com.br/pessoais/aurelio/artigo1.htm>, Acesso em: 17 abr. 2004.
BALLOU, R. H. Gerenciamento da cadeia de suprimentos: planejamento, organizaçãoo e logística empresarial. 4 ed. Porto Alegre: Bookman, 2001. 532p.
CARDONA, S. M. FMC ganha agilidade e diminui custos com nova ferramenta APS. Disponível em: <http://www.preactor.com.br/arquivos/FMC_tecnologistica_Jun_ 2003.pdf> Acesso em: 20 abr. 2004.
CHAVES, O. Aplicação do método do desdobramento da função de qualidade na produção de iogurte: um estudo de caso. Viçosa: UFV, 2002. 86p.
CORREA, H. L; GIANESI, I. G.; CAON, M. Planejamento, programação e controle da produção: MRP II/ERP: conceitos, uso e implantação, 4 ed. São Paulo: Atlas, 2001. 452p.
FARIA, S. Logística Reversa. Disponível em: <www2.conteudoeconomico.com.br> Acesso em: 01 maio 2004.
FERREIRA, A. H. Eficiência de sistemas de produção de leite: uma aplicação da analise envoltória de dados na tomada de decisão. Vicosa: UFV, 2002. 120p.
GOMES, S. T. Economia da produção de leite. Belo Horizonte, 2000. 85p.
HARREL, C. R.; MOTT, J. R. A.; BATEMAN, R. E.; BOWDEN, R. G.; GOGG, T. J. Simulação: otimizando os sistemas. São Paulo: IMAN, 2002. p. 1- 35.
22
LIMA, M. J.; BARBOSA, G. A.; BEAL, C. R. Otimização da transferência e estocagem utilizando ferramentas de modelagem e simulação. Disponível em: <http://www.cel.coppead.ufrj.br/fs-busca.htm?fr-softw.htm >, Acesso em: 20 abr. 2004.
MAGALHÃES, G.; Incorporação da qualidade desejada pelos consumidores ao leite pasteurizado utilizando o desdobramento da função qualidade. Viçosa: UFV, 2002. 77p.
MOURA, R. A. A logística como processo de gerenciamento do fluxo de materiais, informações e financeiro. Disponível em: < http://www.imam.com.br/Artigos.asp?p Art=11 >, Acessado em: 13 abr. 2004.
RUSSOMANO, V.H. Planejamento e Controle da Produção. 5. ed. São Paulo: Pioneira, 1995. 320p.
SALIBY, E. Softwares para simulação. Disponível em: < http://www.cel.coppead.ufrj. br/fs-busca.htm?fr-softw.htm >, Acesso em: 13 abr. 2004.
SILVA, L. C. Simulação de processos. Disponível em: < http://www.agais.com/simula. htm >, Acesso em: 13 abr. 2004.
SOUZA, M. C.; YAMADA, M. C.; PORTO, A. J.; FILHO, E. V. Análise da alocação de mão-de-obra em linhas de multimodelos de produtos com demanda variável através do uso da simulação: um estudo de caso. Revista Produção, v. 13, n. 3, p. 63-77, 2003.
TUBINO, D. F. Manual de Planejamento e Controle da Produção. Atlas, São Paulo, 1997. 19p.
23
APÊNDICES
24
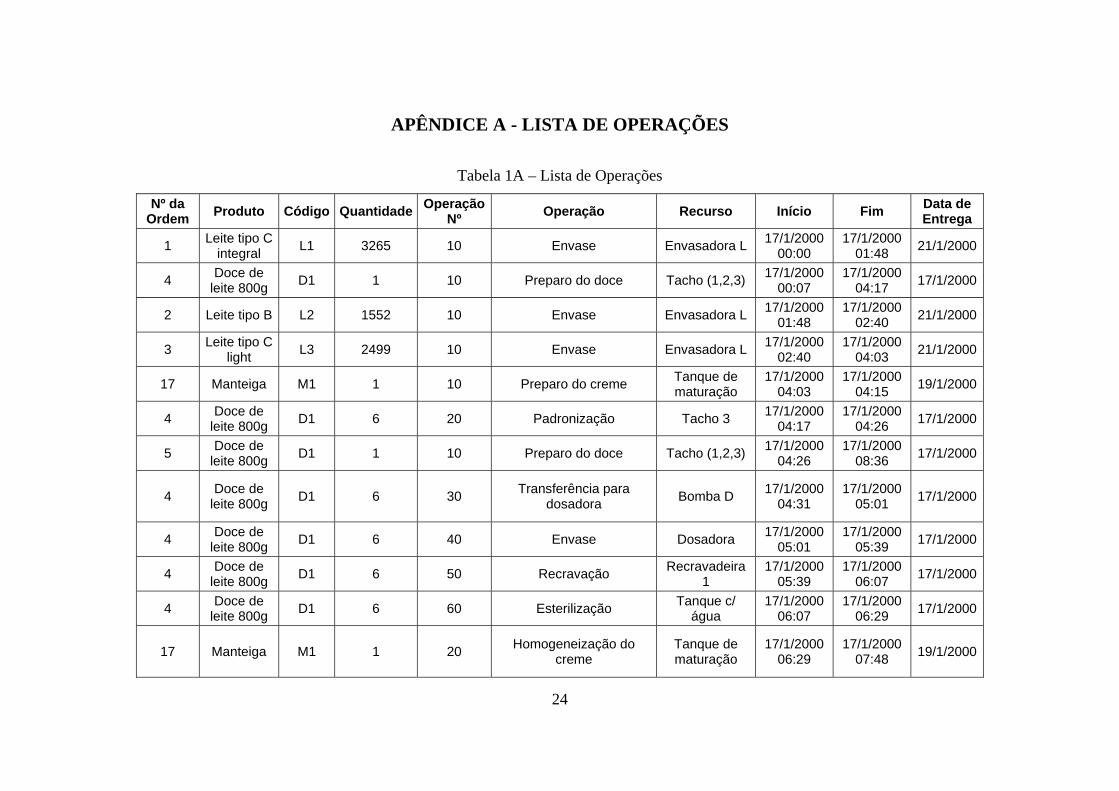
APÊNDICE A - LISTA DE OPERAÇÕES
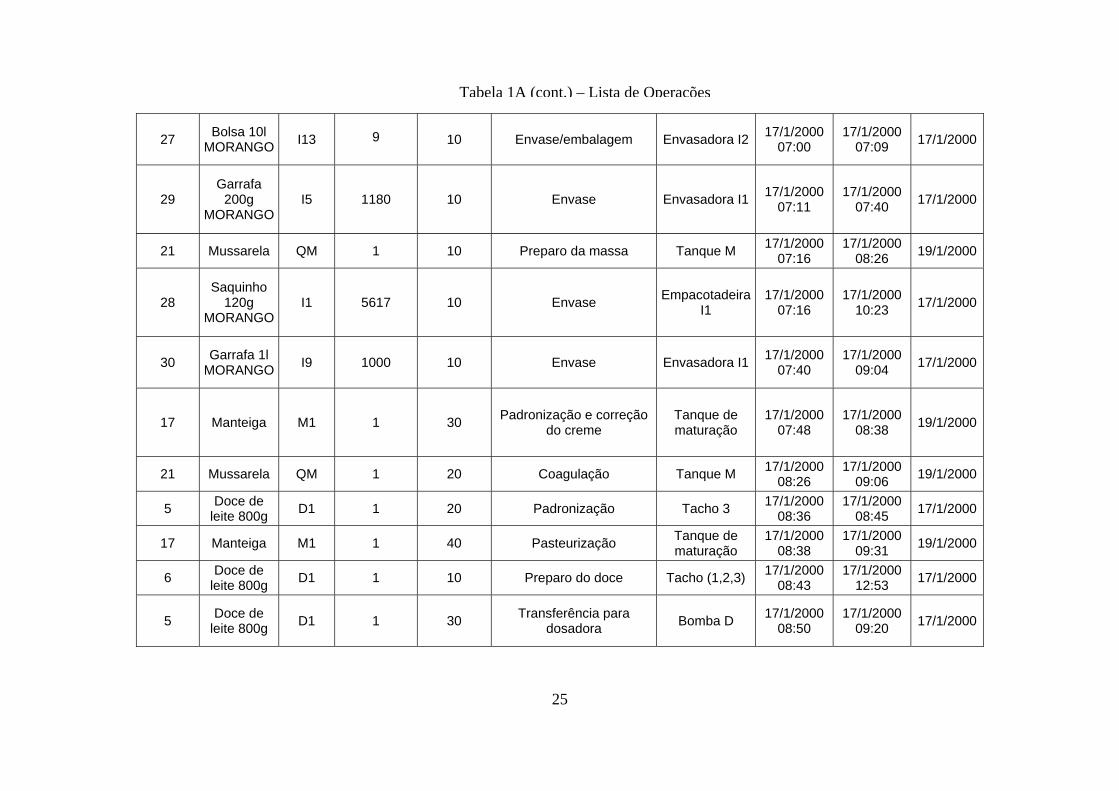
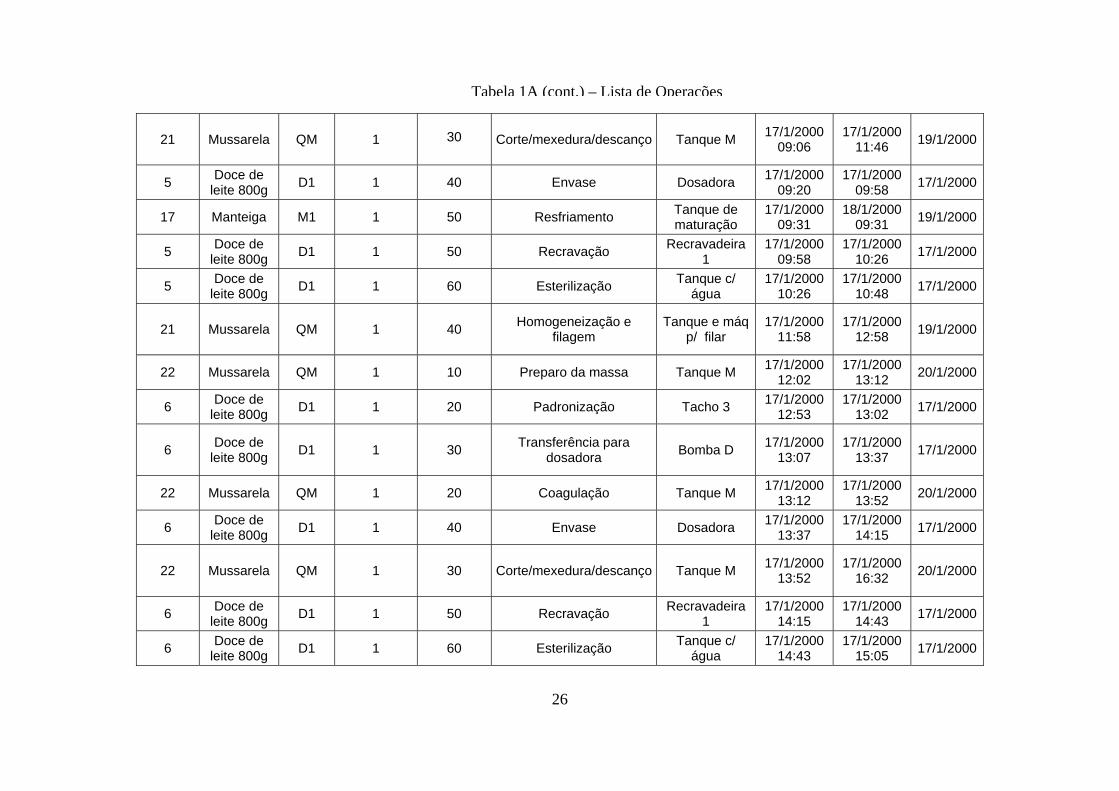
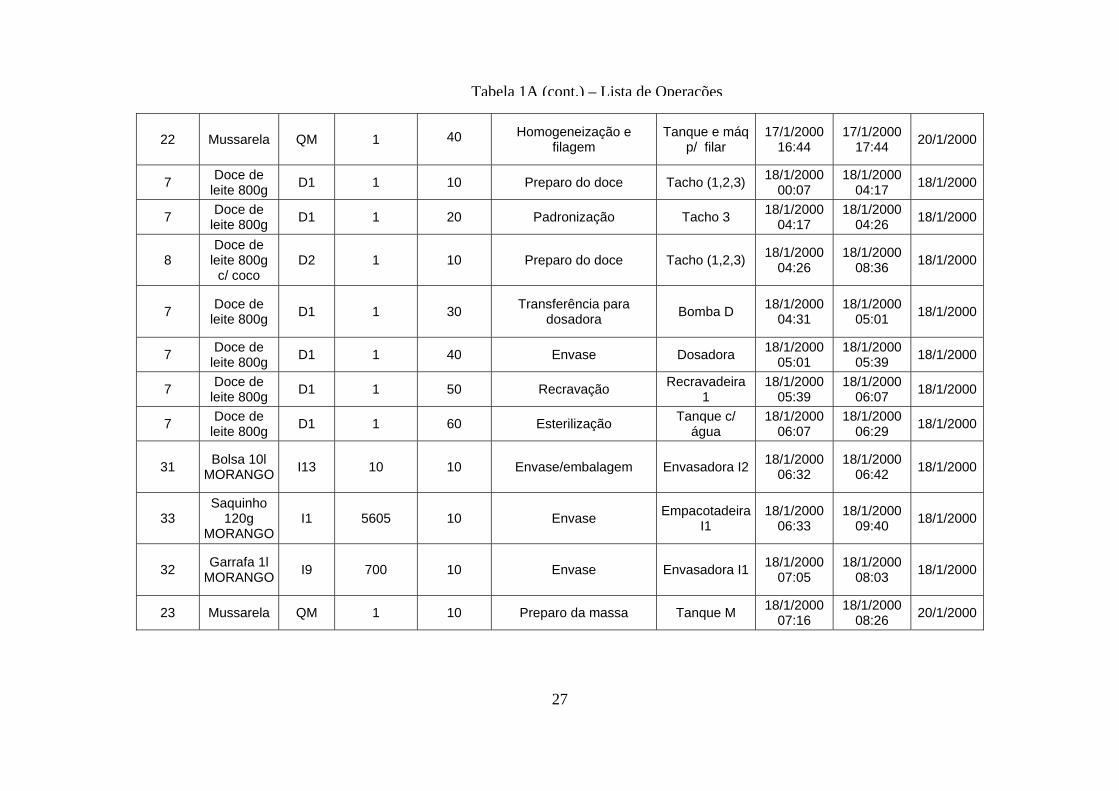
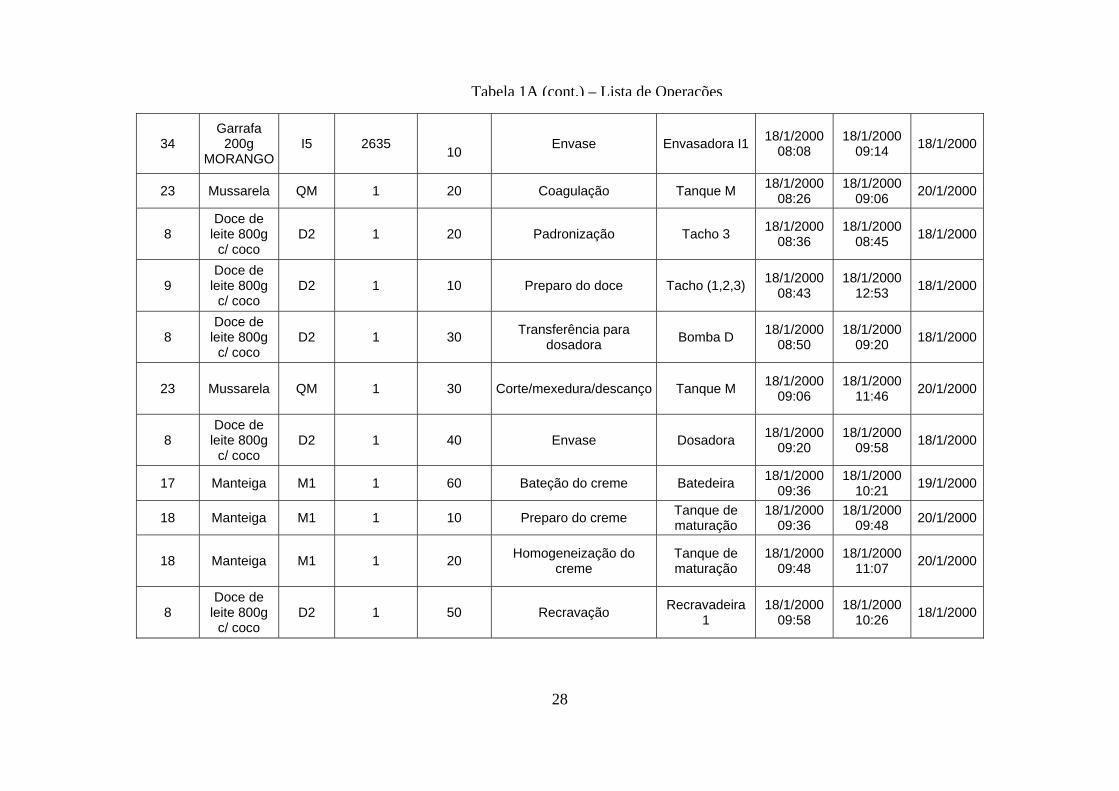
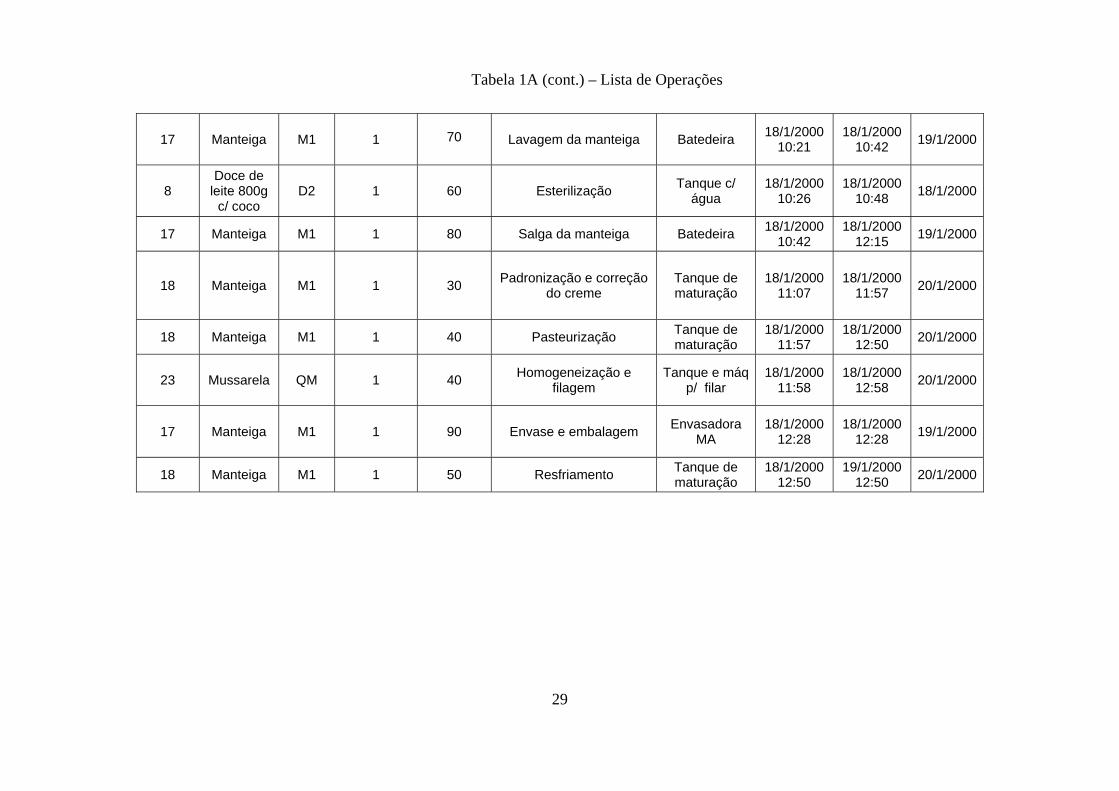
Tabela 1A – Lista de Operações
Nº da Ordem Produto Código Quantidade Operação
Nº Operação Recurso Início Fim Data de Entrega
1 Leite tipo C integral L1 3265 10 Envase Envasadora L 17/1/2000
00:00 17/1/2000
01:48 21/1/2000
4 Doce de leite 800g D1 1 10 Preparo do doce Tacho (1,2,3) 17/1/2000
00:07 17/1/2000
04:17 17/1/2000
2 Leite tipo B L2 1552 10 Envase Envasadora L 17/1/2000 01:48
17/1/2000 02:40 21/1/2000
3 Leite tipo C light L3 2499 10 Envase Envasadora L 17/1/2000
02:40 17/1/2000
04:03 21/1/2000
17 Manteiga M1 1 10 Preparo do creme Tanque de maturação
17/1/2000 04:03
17/1/2000 04:15 19/1/2000
4 Doce de leite 800g D1 6 20 Padronização Tacho 3 17/1/2000
04:17 17/1/2000
04:26 17/1/2000
5 Doce de leite 800g D1 1 10 Preparo do doce Tacho (1,2,3) 17/1/2000
04:26 17/1/2000
08:36 17/1/2000
4 Doce de leite 800g D1 6 30 Transferência para
dosadora Bomba D 17/1/2000 04:31
17/1/2000 05:01 17/1/2000
4 Doce de leite 800g D1 6 40 Envase Dosadora 17/1/2000
05:01 17/1/2000
05:39 17/1/2000
4 Doce de leite 800g D1 6 50 Recravação Recravadeira
1 17/1/2000
05:39 17/1/2000
06:07 17/1/2000
4 Doce de leite 800g D1 6 60 Esterilização Tanque c/
água 17/1/2000
06:07 17/1/2000
06:29 17/1/2000
17 Manteiga M1 1 20 Homogeneização do creme
Tanque de maturação
17/1/2000 06:29
17/1/2000 07:48 19/1/2000
25
27 Bolsa 10l MORANGO I13
9 10 Envase/embalagem Envasadora I2 17/1/2000
07:00 17/1/2000
07:09 17/1/2000
29 Garrafa
200g MORANGO
I5 1180 10 Envase Envasadora I1 17/1/2000 07:11
17/1/2000 07:40 17/1/2000
21 Mussarela QM 1 10 Preparo da massa Tanque M 17/1/2000 07:16
17/1/2000 08:26 19/1/2000
28 Saquinho
120g MORANGO
I1 5617 10 Envase Empacotadeira I1
17/1/2000 07:16
17/1/2000 10:23 17/1/2000
30 Garrafa 1l MORANGO I9 1000 10 Envase Envasadora I1 17/1/2000
07:40 17/1/2000
09:04 17/1/2000
17 Manteiga M1 1 30 Padronização e correção do creme
Tanque de maturação
17/1/2000 07:48
17/1/2000 08:38 19/1/2000
21 Mussarela QM 1 20 Coagulação Tanque M 17/1/2000 08:26
17/1/2000 09:06 19/1/2000
5 Doce de leite 800g D1 1 20 Padronização Tacho 3 17/1/2000
08:36 17/1/2000
08:45 17/1/2000
17 Manteiga M1 1 40 Pasteurização Tanque de maturação
17/1/2000 08:38
17/1/2000 09:31 19/1/2000
6 Doce de leite 800g D1 1 10 Preparo do doce Tacho (1,2,3) 17/1/2000
08:43 17/1/2000
12:53 17/1/2000
5 Doce de leite 800g D1 1 30 Transferência para
dosadora Bomba D 17/1/2000 08:50
17/1/2000 09:20 17/1/2000
Tabela 1A (cont.) – Lista de Operações
26
21 Mussarela QM 1
30 Corte/mexedura/descanço Tanque M 17/1/2000 09:06
17/1/2000 11:46 19/1/2000
5 Doce de leite 800g D1 1 40 Envase Dosadora 17/1/2000
09:20 17/1/2000
09:58 17/1/2000
17 Manteiga M1 1 50 Resfriamento Tanque de maturação
17/1/2000 09:31
18/1/2000 09:31 19/1/2000
5 Doce de leite 800g D1 1 50 Recravação Recravadeira
1 17/1/2000
09:58 17/1/2000
10:26 17/1/2000
5 Doce de leite 800g D1 1 60 Esterilização Tanque c/
água 17/1/2000
10:26 17/1/2000
10:48 17/1/2000
21 Mussarela QM 1 40 Homogeneização e filagem
Tanque e máq p/ filar
17/1/2000 11:58
17/1/2000 12:58 19/1/2000
22 Mussarela QM 1 10 Preparo da massa Tanque M 17/1/2000 12:02
17/1/2000 13:12 20/1/2000
6 Doce de leite 800g D1 1 20 Padronização Tacho 3 17/1/2000
12:53 17/1/2000
13:02 17/1/2000
6 Doce de leite 800g D1 1 30 Transferência para
dosadora Bomba D 17/1/2000 13:07
17/1/2000 13:37 17/1/2000
22 Mussarela QM 1 20 Coagulação Tanque M 17/1/2000 13:12
17/1/2000 13:52 20/1/2000
6 Doce de leite 800g D1 1 40 Envase Dosadora 17/1/2000
13:37 17/1/2000
14:15 17/1/2000
22 Mussarela QM 1 30 Corte/mexedura/descanço Tanque M 17/1/2000 13:52
17/1/2000 16:32 20/1/2000
6 Doce de leite 800g D1 1 50 Recravação Recravadeira
1 17/1/2000
14:15 17/1/2000
14:43 17/1/2000
6 Doce de leite 800g D1 1 60 Esterilização Tanque c/
água 17/1/2000
14:43 17/1/2000
15:05 17/1/2000
Tabela 1A (cont.) – Lista de Operações
27
22 Mussarela QM 1
40 Homogeneização e filagem
Tanque e máq p/ filar
17/1/2000 16:44
17/1/2000 17:44 20/1/2000
7 Doce de leite 800g D1 1 10 Preparo do doce Tacho (1,2,3) 18/1/2000
00:07 18/1/2000
04:17 18/1/2000
7 Doce de leite 800g D1 1 20 Padronização Tacho 3 18/1/2000
04:17 18/1/2000
04:26 18/1/2000
8 Doce de
leite 800g c/ coco
D2 1 10 Preparo do doce Tacho (1,2,3) 18/1/2000 04:26
18/1/2000 08:36 18/1/2000
7 Doce de leite 800g D1 1 30 Transferência para
dosadora Bomba D 18/1/2000 04:31
18/1/2000 05:01 18/1/2000
7 Doce de leite 800g D1 1 40 Envase Dosadora 18/1/2000
05:01 18/1/2000
05:39 18/1/2000
7 Doce de leite 800g D1 1 50 Recravação Recravadeira
1 18/1/2000
05:39 18/1/2000
06:07 18/1/2000
7 Doce de leite 800g D1 1 60 Esterilização Tanque c/
água 18/1/2000
06:07 18/1/2000
06:29 18/1/2000
31 Bolsa 10l MORANGO I13 10 10 Envase/embalagem Envasadora I2 18/1/2000
06:32 18/1/2000
06:42 18/1/2000
33 Saquinho
120g MORANGO
I1 5605 10 Envase Empacotadeira I1
18/1/2000 06:33
18/1/2000 09:40 18/1/2000
32 Garrafa 1l MORANGO I9 700 10 Envase Envasadora I1 18/1/2000
07:05 18/1/2000
08:03 18/1/2000
23 Mussarela QM 1 10 Preparo da massa Tanque M 18/1/2000 07:16
18/1/2000 08:26 20/1/2000
Tabela 1A (cont.) – Lista de Operações
28
34 Garrafa
200g MORANGO
I5 2635
10 Envase Envasadora I1 18/1/2000 08:08
18/1/2000 09:14 18/1/2000
23 Mussarela QM 1 20 Coagulação Tanque M 18/1/2000 08:26
18/1/2000 09:06 20/1/2000
8 Doce de
leite 800g c/ coco
D2 1 20 Padronização Tacho 3 18/1/2000 08:36
18/1/2000 08:45 18/1/2000
9 Doce de
leite 800g c/ coco
D2 1 10 Preparo do doce Tacho (1,2,3) 18/1/2000 08:43
18/1/2000 12:53 18/1/2000
8 Doce de
leite 800g c/ coco
D2 1 30 Transferência para dosadora Bomba D 18/1/2000
08:50 18/1/2000
09:20 18/1/2000
23 Mussarela QM 1 30 Corte/mexedura/descanço Tanque M 18/1/2000 09:06
18/1/2000 11:46 20/1/2000
8 Doce de
leite 800g c/ coco
D2 1 40 Envase Dosadora 18/1/2000 09:20
18/1/2000 09:58 18/1/2000
17 Manteiga M1 1 60 Bateção do creme Batedeira 18/1/2000 09:36
18/1/2000 10:21 19/1/2000
18 Manteiga M1 1 10 Preparo do creme Tanque de maturação
18/1/2000 09:36
18/1/2000 09:48 20/1/2000
18 Manteiga M1 1 20 Homogeneização do creme
Tanque de maturação
18/1/2000 09:48
18/1/2000 11:07 20/1/2000
8 Doce de
leite 800g c/ coco
D2 1 50 Recravação Recravadeira 1
18/1/2000 09:58
18/1/2000 10:26 18/1/2000
Tabela 1A (cont.) – Lista de Operações
29
17 Manteiga M1 1
70 Lavagem da manteiga Batedeira 18/1/2000 10:21
18/1/2000 10:42 19/1/2000
8 Doce de
leite 800g c/ coco
D2 1 60 Esterilização Tanque c/ água
18/1/2000 10:26
18/1/2000 10:48 18/1/2000
17 Manteiga M1 1 80 Salga da manteiga Batedeira 18/1/2000 10:42
18/1/2000 12:15 19/1/2000
18 Manteiga M1 1 30 Padronização e correção do creme
Tanque de maturação
18/1/2000 11:07
18/1/2000 11:57 20/1/2000
18 Manteiga M1 1 40 Pasteurização Tanque de maturação
18/1/2000 11:57
18/1/2000 12:50 20/1/2000
23 Mussarela QM 1 40 Homogeneização e filagem
Tanque e máq p/ filar
18/1/2000 11:58
18/1/2000 12:58 20/1/2000
17 Manteiga M1 1 90 Envase e embalagem Envasadora MA
18/1/2000 12:28
18/1/2000 12:28 19/1/2000
18 Manteiga M1 1 50 Resfriamento Tanque de maturação
18/1/2000 12:50
19/1/2000 12:50 20/1/2000
Tabela 1A (cont.) – Lista de Operações
30
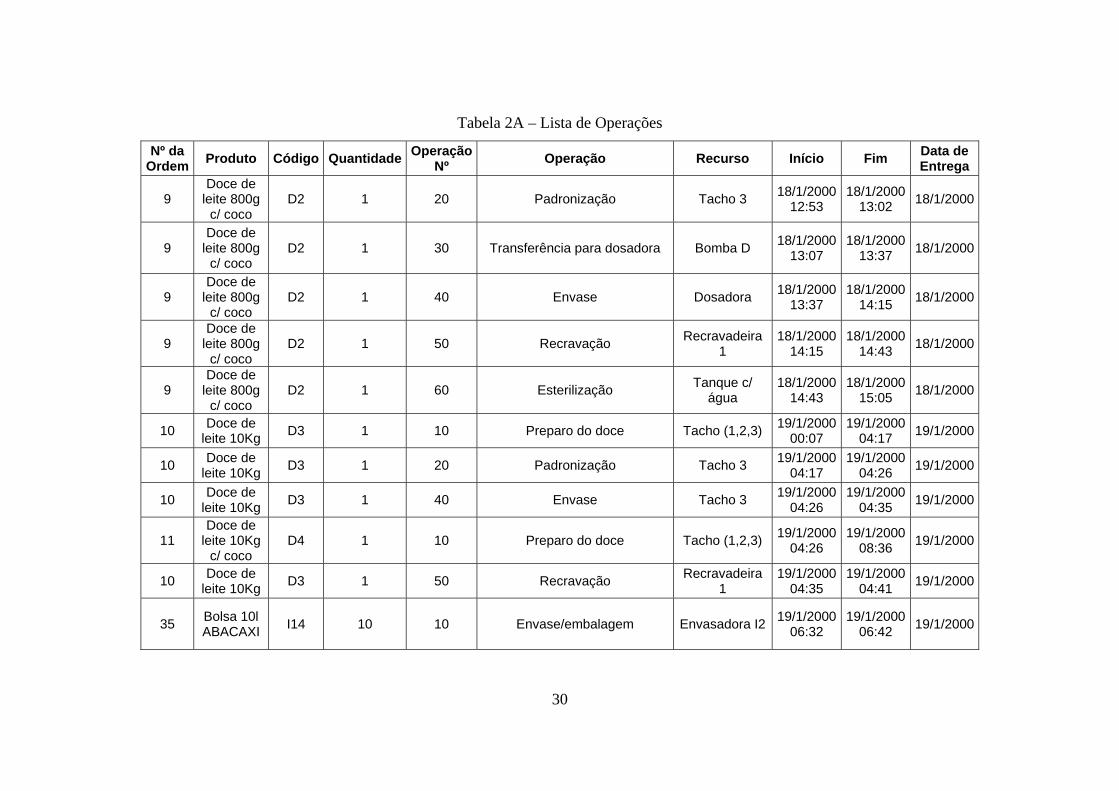
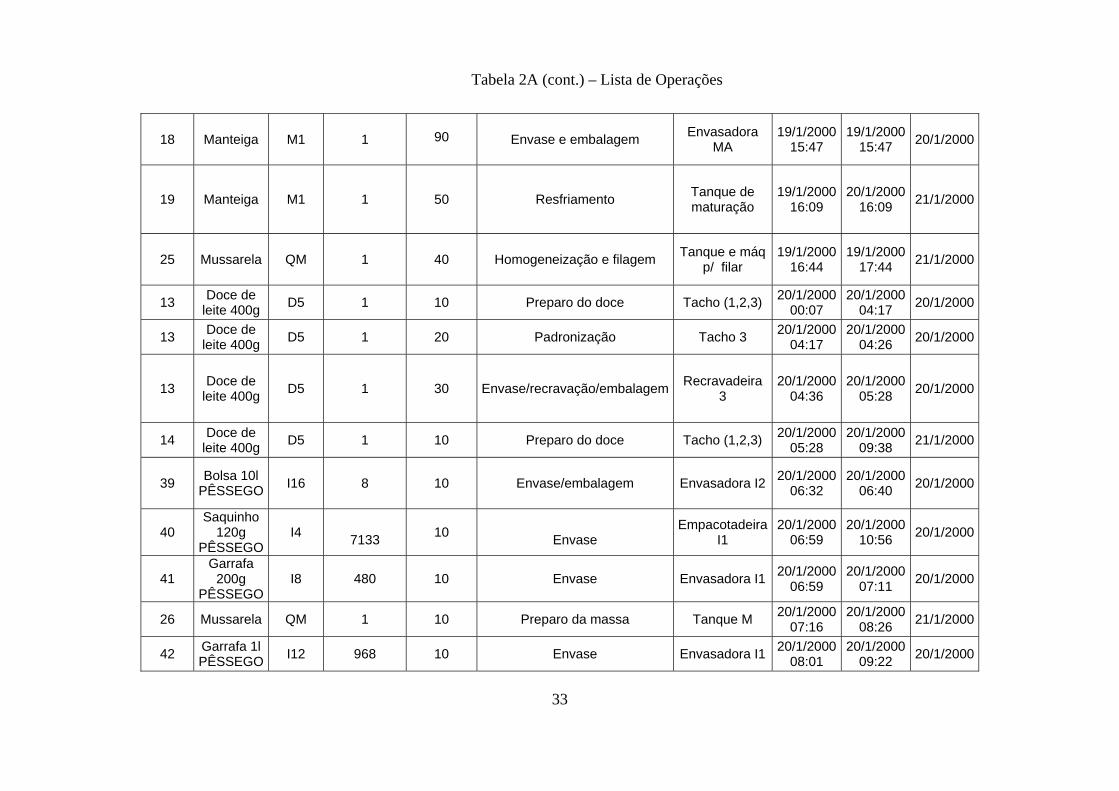
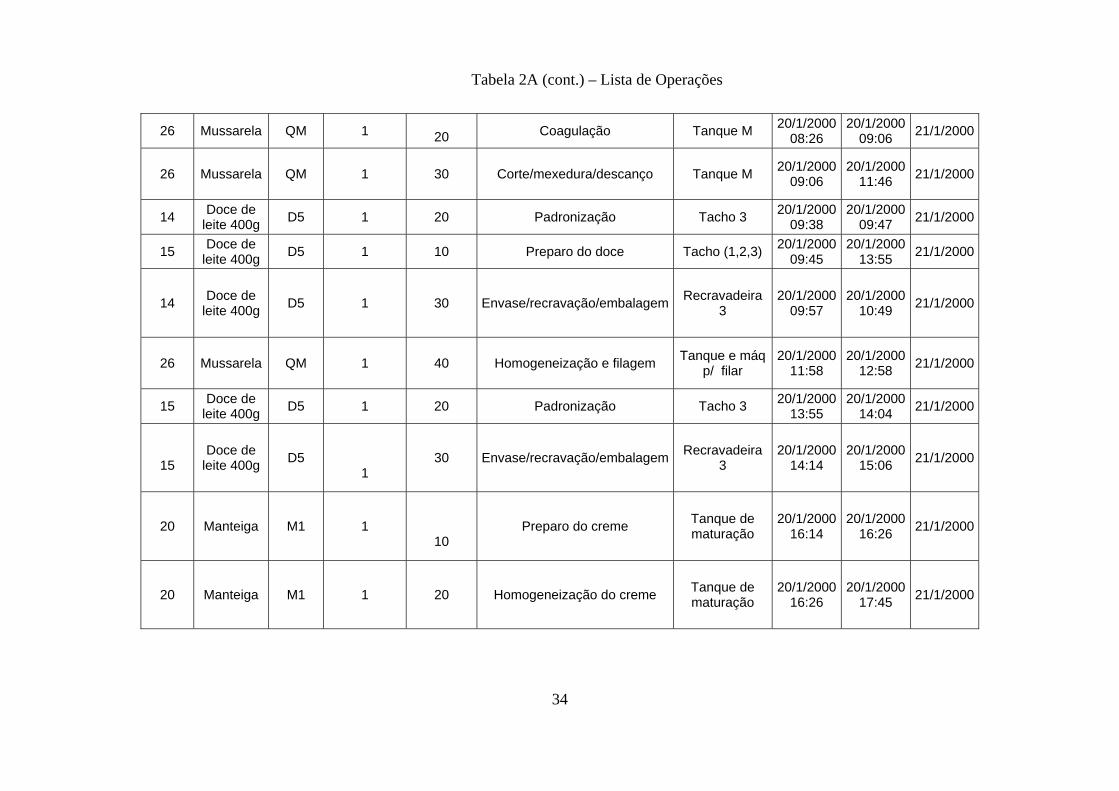
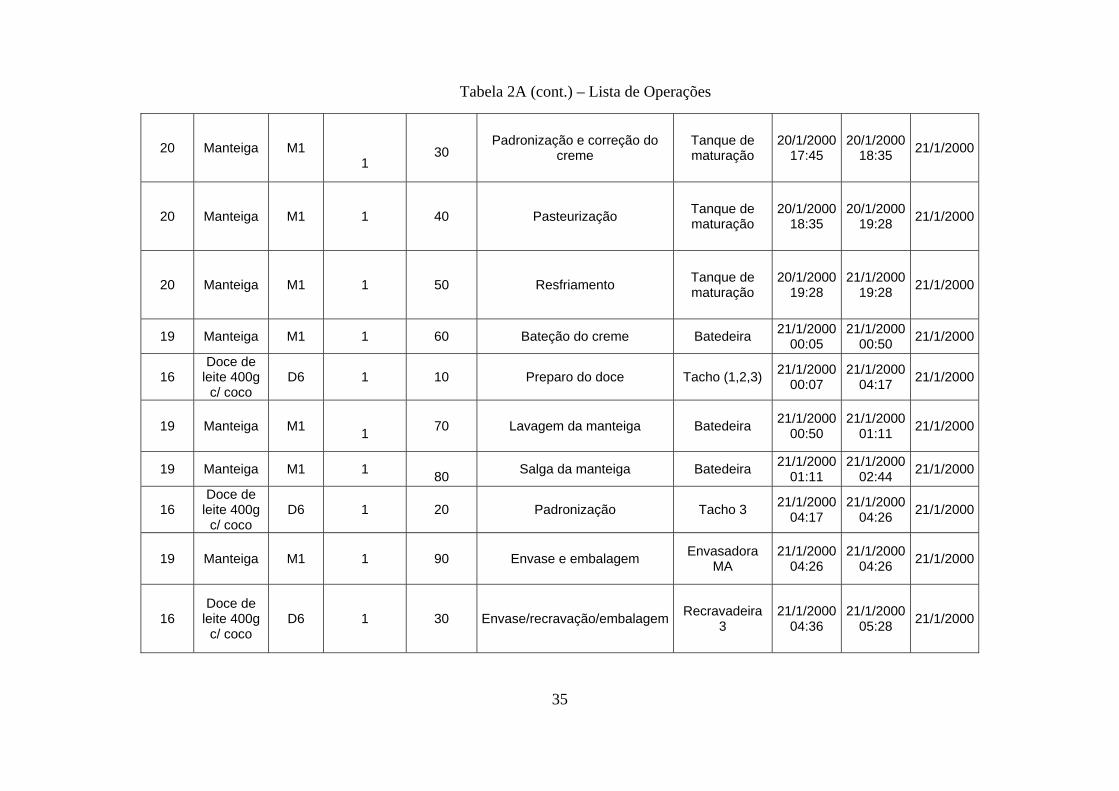
Tabela 2A – Lista de Operações
Nº da Ordem Produto Código Quantidade Operação
Nº Operação Recurso Início Fim Data de Entrega
9 Doce de
leite 800g c/ coco
D2 1 20 Padronização Tacho 3 18/1/2000 12:53
18/1/2000 13:02 18/1/2000
9 Doce de
leite 800g c/ coco
D2 1 30 Transferência para dosadora Bomba D 18/1/2000 13:07
18/1/2000 13:37 18/1/2000
9 Doce de
leite 800g c/ coco
D2 1 40 Envase Dosadora 18/1/2000 13:37
18/1/2000 14:15 18/1/2000
9 Doce de
leite 800g c/ coco
D2 1 50 Recravação Recravadeira 1
18/1/2000 14:15
18/1/2000 14:43 18/1/2000
9 Doce de
leite 800g c/ coco
D2 1 60 Esterilização Tanque c/ água
18/1/2000 14:43
18/1/2000 15:05 18/1/2000
10 Doce de leite 10Kg D3 1 10 Preparo do doce Tacho (1,2,3) 19/1/2000
00:07 19/1/2000
04:17 19/1/2000
10 Doce de leite 10Kg D3 1 20 Padronização Tacho 3 19/1/2000
04:17 19/1/2000
04:26 19/1/2000
10 Doce de leite 10Kg D3 1 40 Envase Tacho 3 19/1/2000
04:26 19/1/2000
04:35 19/1/2000
11 Doce de
leite 10Kg c/ coco
D4 1 10 Preparo do doce Tacho (1,2,3) 19/1/2000 04:26
19/1/2000 08:36 19/1/2000
10 Doce de leite 10Kg D3 1 50 Recravação Recravadeira
1 19/1/2000
04:35 19/1/2000
04:41 19/1/2000
35 Bolsa 10l ABACAXI I14 10 10 Envase/embalagem Envasadora I2 19/1/2000
06:32 19/1/2000
06:42 19/1/2000
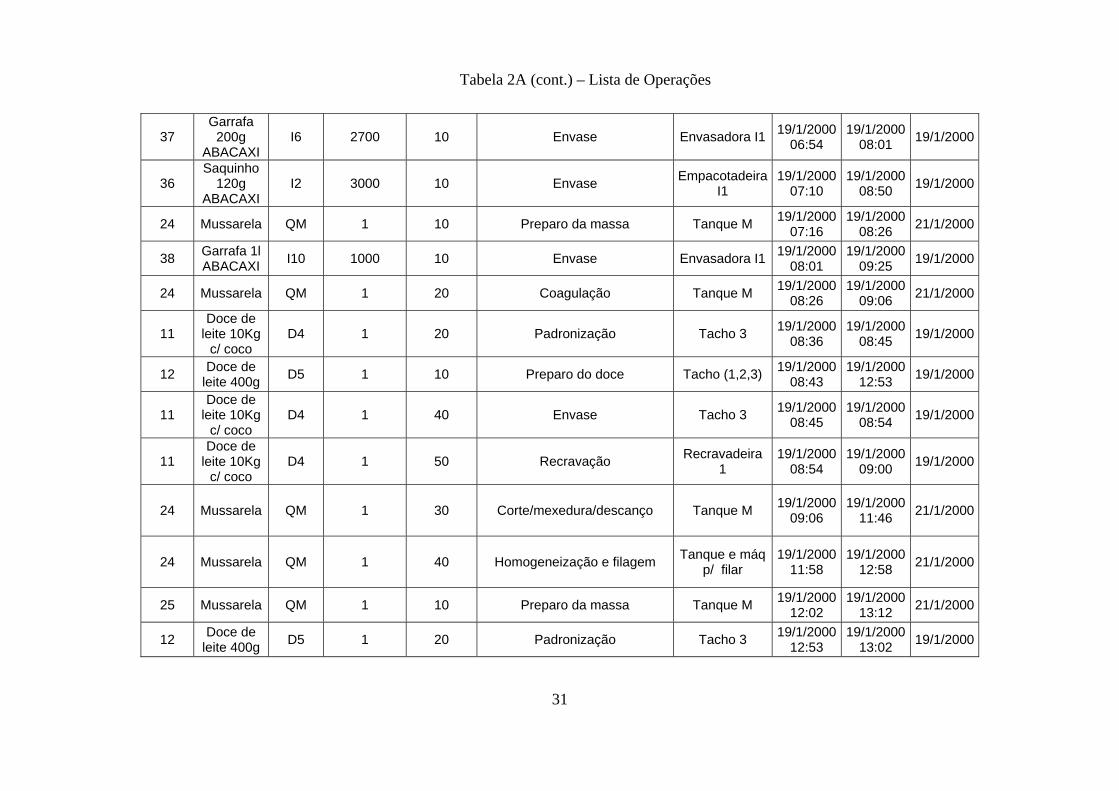
31
37 Garrafa
200g ABACAXI
I6 2700
10 Envase Envasadora I1 19/1/2000 06:54
19/1/2000 08:01 19/1/2000
36 Saquinho
120g ABACAXI
I2 3000 10 Envase Empacotadeira I1
19/1/2000 07:10
19/1/2000 08:50 19/1/2000
24 Mussarela QM 1 10 Preparo da massa Tanque M 19/1/2000 07:16
19/1/2000 08:26 21/1/2000
38 Garrafa 1l ABACAXI I10 1000 10 Envase Envasadora I1 19/1/2000
08:01 19/1/2000
09:25 19/1/2000
24 Mussarela QM 1 20 Coagulação Tanque M 19/1/2000 08:26
19/1/2000 09:06 21/1/2000
11 Doce de
leite 10Kg c/ coco
D4 1 20 Padronização Tacho 3 19/1/2000 08:36
19/1/2000 08:45 19/1/2000
12 Doce de leite 400g D5 1 10 Preparo do doce Tacho (1,2,3) 19/1/2000
08:43 19/1/2000
12:53 19/1/2000
11 Doce de
leite 10Kg c/ coco
D4 1 40 Envase Tacho 3 19/1/2000 08:45
19/1/2000 08:54 19/1/2000
11 Doce de
leite 10Kg c/ coco
D4 1 50 Recravação Recravadeira 1
19/1/2000 08:54
19/1/2000 09:00 19/1/2000
24 Mussarela QM 1 30 Corte/mexedura/descanço Tanque M 19/1/2000 09:06
19/1/2000 11:46 21/1/2000
24 Mussarela QM 1 40 Homogeneização e filagem Tanque e máq p/ filar
19/1/2000 11:58
19/1/2000 12:58 21/1/2000
25 Mussarela QM 1 10 Preparo da massa Tanque M 19/1/2000 12:02
19/1/2000 13:12 21/1/2000
12 Doce de leite 400g D5 1 20 Padronização Tacho 3 19/1/2000
12:53 19/1/2000
13:02 19/1/2000
Tabela 2A (cont.) – Lista de Operações
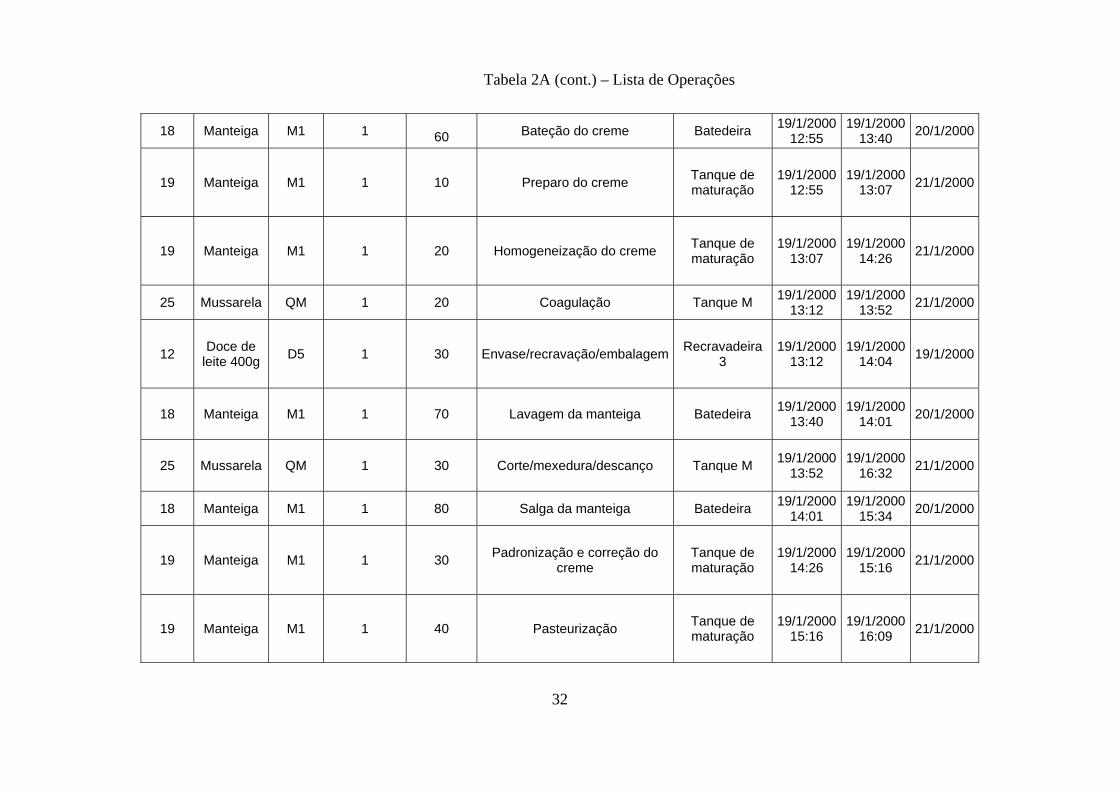
32
18 Manteiga M1 1
60 Bateção do creme Batedeira 19/1/2000 12:55
19/1/2000 13:40 20/1/2000
19 Manteiga M1 1 10 Preparo do creme Tanque de maturação
19/1/2000 12:55
19/1/2000 13:07 21/1/2000
19 Manteiga M1 1 20 Homogeneização do creme Tanque de maturação
19/1/2000 13:07
19/1/2000 14:26 21/1/2000
25 Mussarela QM 1 20 Coagulação Tanque M 19/1/2000 13:12
19/1/2000 13:52 21/1/2000
12 Doce de leite 400g D5 1 30 Envase/recravação/embalagem Recravadeira
3 19/1/2000
13:12 19/1/2000
14:04 19/1/2000
18 Manteiga M1 1 70 Lavagem da manteiga Batedeira 19/1/2000 13:40
19/1/2000 14:01 20/1/2000
25 Mussarela QM 1 30 Corte/mexedura/descanço Tanque M 19/1/2000 13:52
19/1/2000 16:32 21/1/2000
18 Manteiga M1 1 80 Salga da manteiga Batedeira 19/1/2000 14:01
19/1/2000 15:34 20/1/2000
19 Manteiga M1 1 30 Padronização e correção do creme
Tanque de maturação
19/1/2000 14:26
19/1/2000 15:16 21/1/2000
19 Manteiga M1 1 40 Pasteurização Tanque de maturação
19/1/2000 15:16
19/1/2000 16:09 21/1/2000
Tabela 2A (cont.) – Lista de Operações
33
18 Manteiga M1 1
90 Envase e embalagem Envasadora MA
19/1/2000 15:47
19/1/2000 15:47 20/1/2000
19 Manteiga M1 1 50 Resfriamento Tanque de maturação
19/1/2000 16:09
20/1/2000 16:09 21/1/2000
25 Mussarela QM 1 40 Homogeneização e filagem Tanque e máq p/ filar
19/1/2000 16:44
19/1/2000 17:44 21/1/2000
13 Doce de leite 400g D5 1 10 Preparo do doce Tacho (1,2,3) 20/1/2000
00:07 20/1/2000
04:17 20/1/2000
13 Doce de leite 400g D5 1 20 Padronização Tacho 3 20/1/2000
04:17 20/1/2000
04:26 20/1/2000
13 Doce de leite 400g D5 1 30 Envase/recravação/embalagem Recravadeira
3 20/1/2000
04:36 20/1/2000
05:28 20/1/2000
14 Doce de leite 400g D5 1 10 Preparo do doce Tacho (1,2,3) 20/1/2000
05:28 20/1/2000
09:38 21/1/2000
39 Bolsa 10l PÊSSEGO I16 8 10 Envase/embalagem Envasadora I2 20/1/2000
06:32 20/1/2000
06:40 20/1/2000
40 Saquinho
120g PÊSSEGO
I4 7133 10
Envase Empacotadeira
I1 20/1/2000
06:59 20/1/2000
10:56 20/1/2000
41 Garrafa
200g PÊSSEGO
I8 480 10 Envase Envasadora I1 20/1/2000 06:59
20/1/2000 07:11 20/1/2000
26 Mussarela QM 1 10 Preparo da massa Tanque M 20/1/2000 07:16
20/1/2000 08:26 21/1/2000
42 Garrafa 1l PÊSSEGO I12 968 10 Envase Envasadora I1 20/1/2000
08:01 20/1/2000
09:22 20/1/2000
Tabela 2A (cont.) – Lista de Operações
34
26 Mussarela QM 1
20 Coagulação Tanque M 20/1/2000 08:26
20/1/2000 09:06 21/1/2000
26 Mussarela QM 1 30 Corte/mexedura/descanço Tanque M 20/1/2000 09:06
20/1/2000 11:46 21/1/2000
14 Doce de leite 400g D5 1 20 Padronização Tacho 3 20/1/2000
09:38 20/1/2000
09:47 21/1/2000
15 Doce de leite 400g D5 1 10 Preparo do doce Tacho (1,2,3) 20/1/2000
09:45 20/1/2000
13:55 21/1/2000
14 Doce de leite 400g D5 1 30 Envase/recravação/embalagem Recravadeira
3 20/1/2000
09:57 20/1/2000
10:49 21/1/2000
26 Mussarela QM 1 40 Homogeneização e filagem Tanque e máq p/ filar
20/1/2000 11:58
20/1/2000 12:58 21/1/2000
15 Doce de leite 400g D5 1 20 Padronização Tacho 3 20/1/2000
13:55 20/1/2000
14:04 21/1/2000
15
Doce de leite 400g D5
1 30 Envase/recravação/embalagem Recravadeira
3 20/1/2000
14:14 20/1/2000
15:06 21/1/2000
20 Manteiga M1 1
10 Preparo do creme Tanque de
maturação 20/1/2000
16:14 20/1/2000
16:26 21/1/2000
20 Manteiga M1 1 20 Homogeneização do creme Tanque de maturação
20/1/2000 16:26
20/1/2000 17:45 21/1/2000
Tabela 2A (cont.) – Lista de Operações
35
20 Manteiga M1
1
30 Padronização e correção do
creme Tanque de maturação
20/1/2000 17:45
20/1/2000 18:35 21/1/2000
20 Manteiga M1 1 40 Pasteurização Tanque de maturação
20/1/2000 18:35
20/1/2000 19:28 21/1/2000
20 Manteiga M1 1 50 Resfriamento Tanque de maturação
20/1/2000 19:28
21/1/2000 19:28 21/1/2000
19 Manteiga M1 1 60 Bateção do creme Batedeira 21/1/2000 00:05
21/1/2000 00:50 21/1/2000
16 Doce de
leite 400g c/ coco
D6 1 10 Preparo do doce Tacho (1,2,3) 21/1/2000 00:07
21/1/2000 04:17 21/1/2000
19 Manteiga M1 1 70 Lavagem da manteiga Batedeira 21/1/2000
00:50 21/1/2000
01:11 21/1/2000
19 Manteiga M1 1 80 Salga da manteiga Batedeira 21/1/2000
01:11 21/1/2000
02:44 21/1/2000
16 Doce de
leite 400g c/ coco
D6 1 20 Padronização Tacho 3 21/1/2000 04:17
21/1/2000 04:26 21/1/2000
19 Manteiga M1 1 90 Envase e embalagem Envasadora MA
21/1/2000 04:26
21/1/2000 04:26 21/1/2000
16 Doce de
leite 400g c/ coco
D6 1 30 Envase/recravação/embalagem Recravadeira 3
21/1/2000 04:36
21/1/2000 05:28 21/1/2000
Tabela 2A (cont.) – Lista de Operações
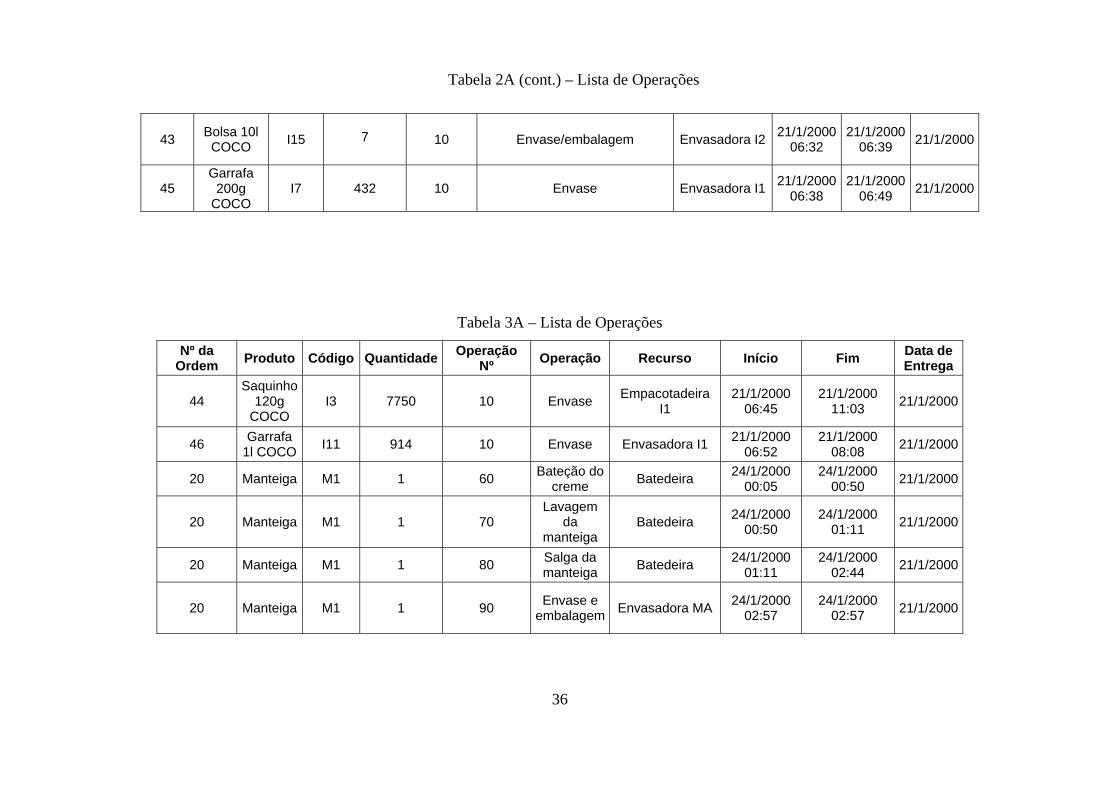
36
43 Bolsa 10l COCO I15
7 10 Envase/embalagem Envasadora I2 21/1/2000
06:32 21/1/2000
06:39 21/1/2000
45 Garrafa
200g COCO
I7 432 10 Envase Envasadora I1 21/1/2000 06:38
21/1/2000 06:49 21/1/2000
Tabela 3A – Lista de Operações
Nº da Ordem Produto Código Quantidade Operação
Nº Operação Recurso Início Fim Data de Entrega
44 Saquinho
120g COCO
I3 7750 10 Envase Empacotadeira I1
21/1/2000 06:45
21/1/2000 11:03 21/1/2000
46 Garrafa 1l COCO I11 914 10 Envase Envasadora I1 21/1/2000
06:52 21/1/2000
08:08 21/1/2000
20 Manteiga M1 1 60 Bateção do creme Batedeira 24/1/2000
00:05 24/1/2000
00:50 21/1/2000
20 Manteiga M1 1 70 Lavagem
da manteiga
Batedeira 24/1/2000 00:50
24/1/2000 01:11 21/1/2000
20 Manteiga M1 1 80 Salga da manteiga Batedeira 24/1/2000
01:11 24/1/2000
02:44 21/1/2000
20 Manteiga M1 1 90 Envase e embalagem Envasadora MA 24/1/2000
02:57 24/1/2000
02:57 21/1/2000
Tabela 2A (cont.) – Lista de Operações
37
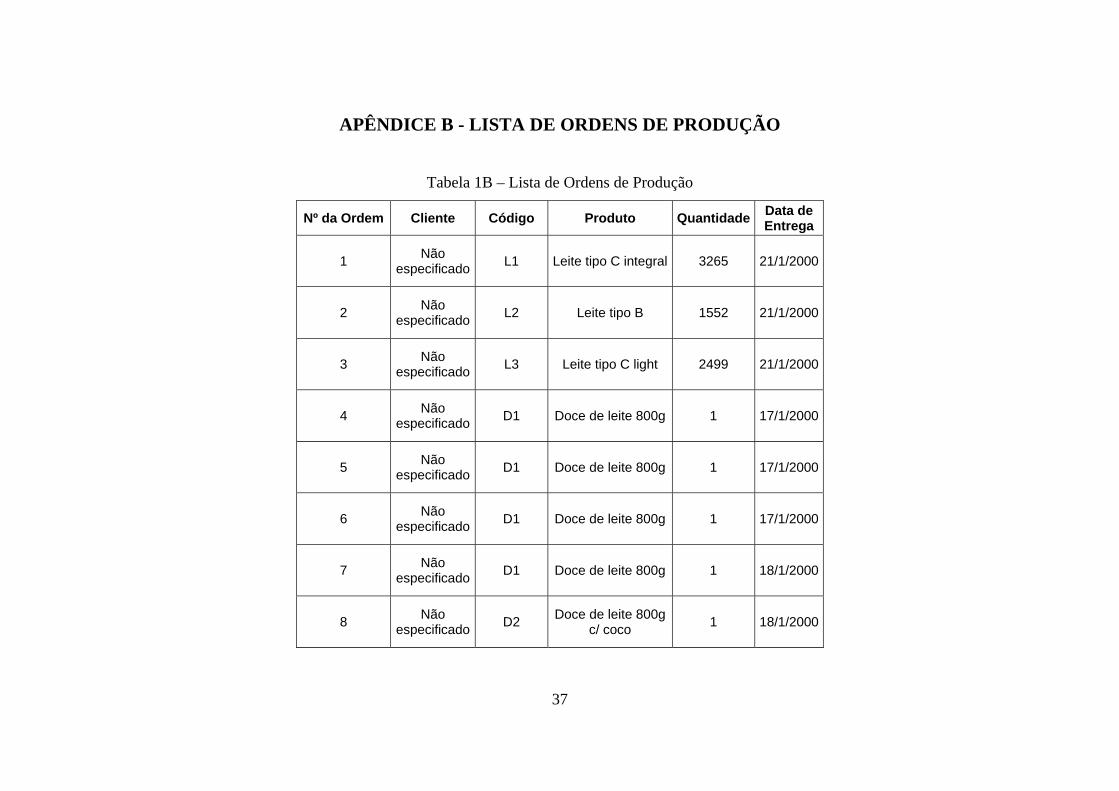
APÊNDICE B - LISTA DE ORDENS DE PRODUÇÃO
Tabela 1B – Lista de Ordens de Produção
Nº da Ordem Cliente Código Produto Quantidade Data de Entrega
1 Não especificado L1 Leite tipo C integral 3265 21/1/2000
2 Não especificado L2 Leite tipo B 1552 21/1/2000
3 Não especificado L3 Leite tipo C light 2499 21/1/2000
4 Não especificado D1 Doce de leite 800g 1 17/1/2000
5 Não especificado D1 Doce de leite 800g 1 17/1/2000
6 Não especificado D1 Doce de leite 800g 1 17/1/2000
7 Não especificado D1 Doce de leite 800g 1 18/1/2000
8 Não especificado D2 Doce de leite 800g
c/ coco 1 18/1/2000
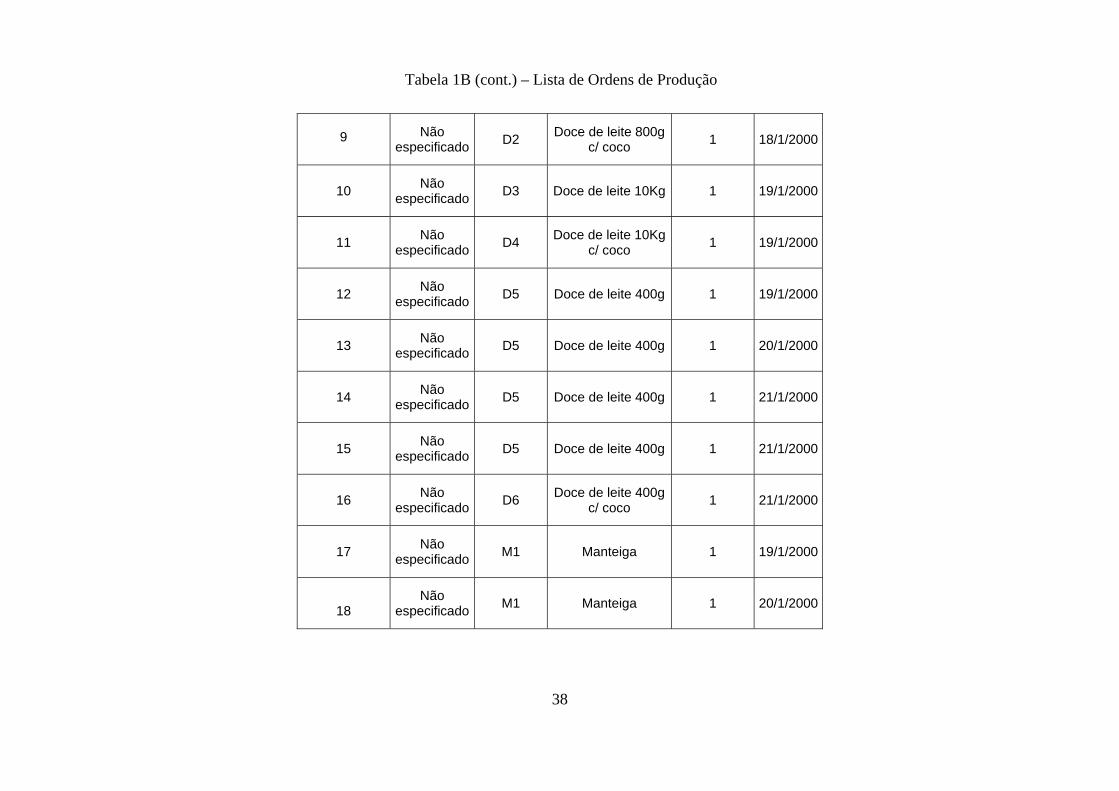
38
9 Não
especificado D2 Doce de leite 800g c/ coco 1 18/1/2000
10 Não especificado D3 Doce de leite 10Kg 1 19/1/2000
11 Não especificado D4 Doce de leite 10Kg
c/ coco 1 19/1/2000
12 Não especificado D5 Doce de leite 400g 1 19/1/2000
13 Não especificado D5 Doce de leite 400g 1 20/1/2000
14 Não especificado D5 Doce de leite 400g 1 21/1/2000
15 Não especificado D5 Doce de leite 400g 1 21/1/2000
16 Não especificado D6 Doce de leite 400g
c/ coco 1 21/1/2000
17 Não especificado M1 Manteiga 1 19/1/2000
18
Não especificado M1 Manteiga 1 20/1/2000
Tabela 1B (cont.) – Lista de Ordens de Produção
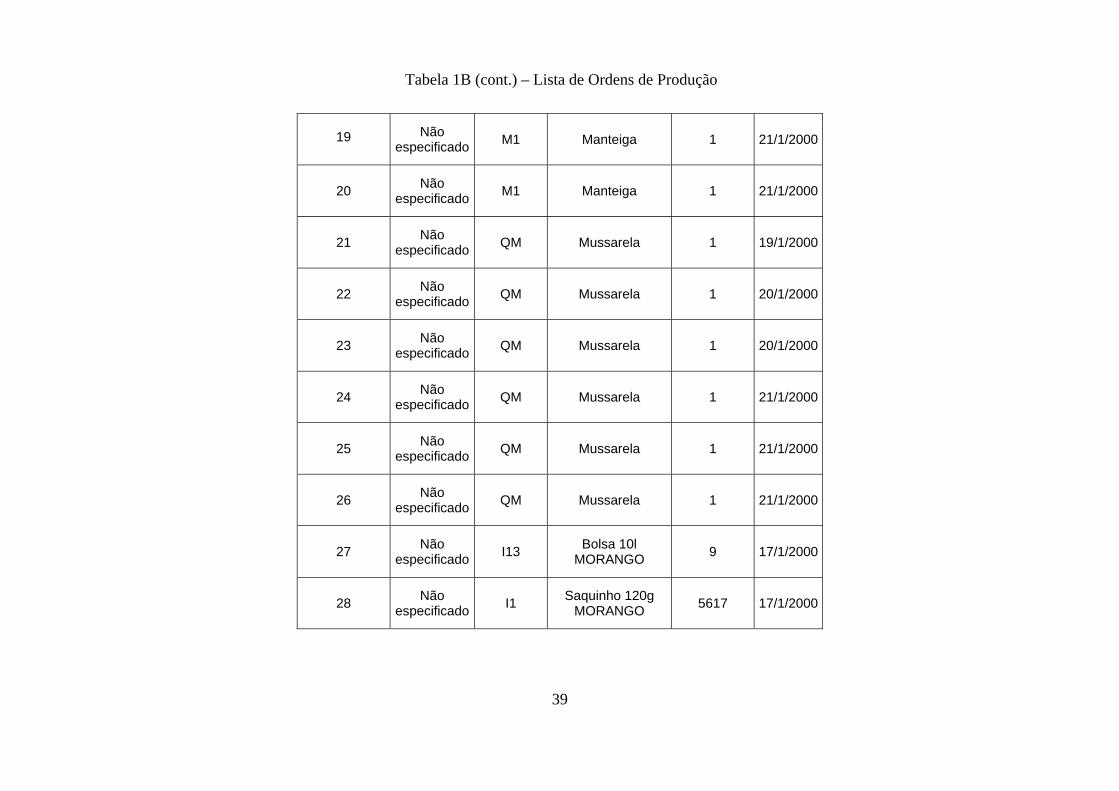
39
19 Não
especificado M1 Manteiga 1 21/1/2000
20 Não especificado M1 Manteiga 1 21/1/2000
21 Não especificado QM Mussarela 1 19/1/2000
22 Não especificado QM Mussarela 1 20/1/2000
23 Não especificado QM Mussarela 1 20/1/2000
24 Não especificado QM Mussarela 1 21/1/2000
25 Não especificado QM Mussarela 1 21/1/2000
26 Não especificado QM Mussarela 1 21/1/2000
27 Não especificado I13 Bolsa 10l
MORANGO 9 17/1/2000
28 Não especificado I1 Saquinho 120g
MORANGO 5617 17/1/2000
Tabela 1B (cont.) – Lista de Ordens de Produção
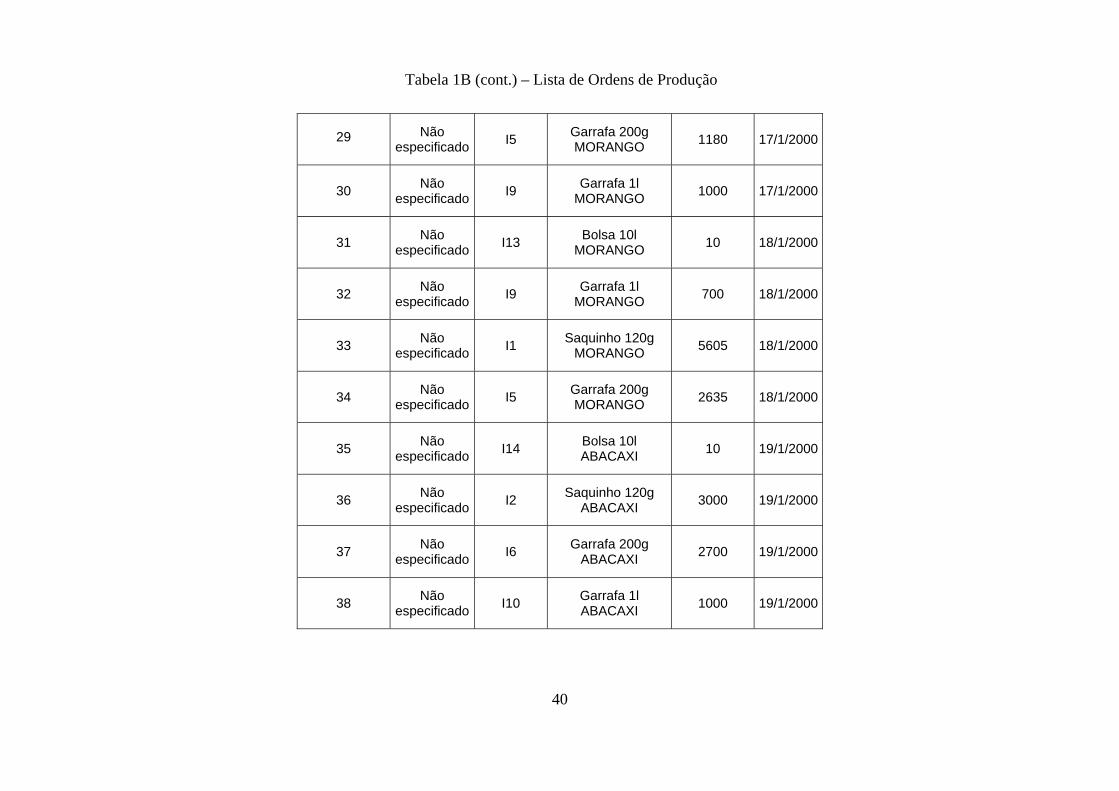
40
29 Não
especificado I5 Garrafa 200g MORANGO 1180 17/1/2000
30 Não especificado I9 Garrafa 1l
MORANGO 1000 17/1/2000
31 Não especificado I13 Bolsa 10l
MORANGO 10 18/1/2000
32 Não especificado I9 Garrafa 1l
MORANGO 700 18/1/2000
33 Não especificado I1 Saquinho 120g
MORANGO 5605 18/1/2000
34 Não especificado I5 Garrafa 200g
MORANGO 2635 18/1/2000
35 Não especificado I14 Bolsa 10l
ABACAXI 10 19/1/2000
36 Não especificado I2 Saquinho 120g
ABACAXI 3000 19/1/2000
37 Não especificado I6 Garrafa 200g
ABACAXI 2700 19/1/2000
38 Não especificado I10 Garrafa 1l
ABACAXI 1000 19/1/2000
Tabela 1B (cont.) – Lista de Ordens de Produção
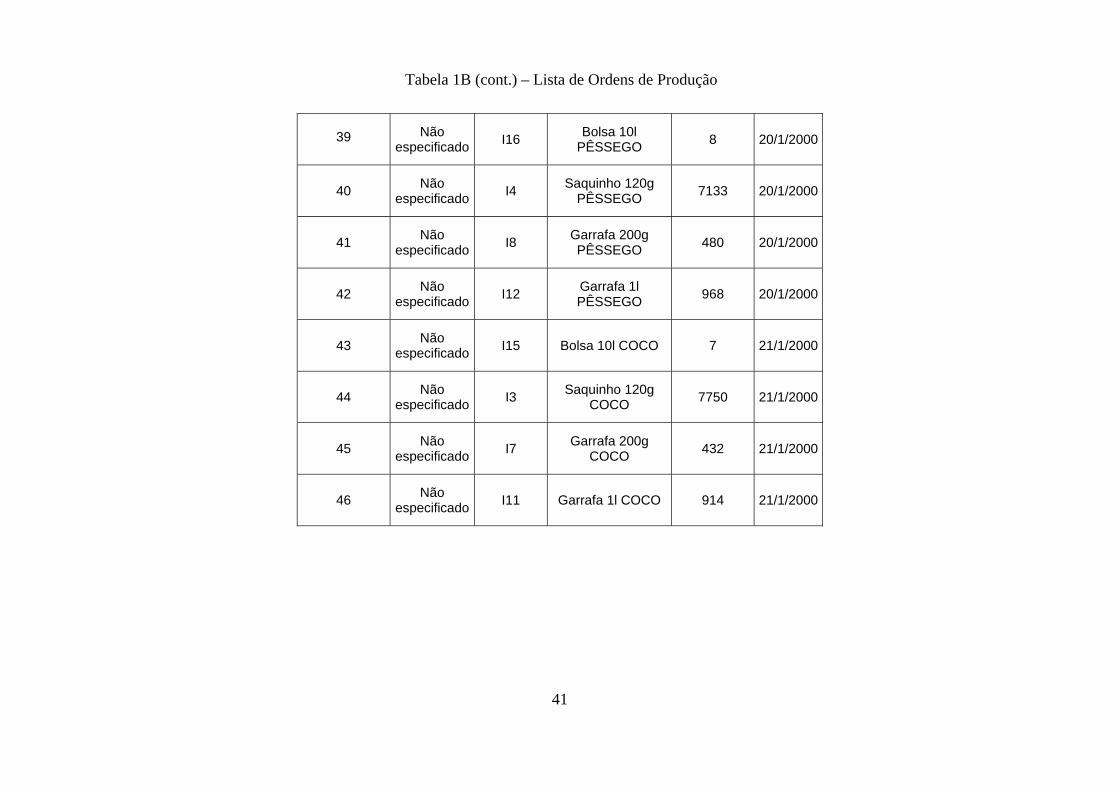
41
39 Não
especificado I16 Bolsa 10l PÊSSEGO 8 20/1/2000
40 Não especificado I4 Saquinho 120g
PÊSSEGO 7133 20/1/2000
41 Não especificado I8 Garrafa 200g
PÊSSEGO 480 20/1/2000
42 Não especificado I12 Garrafa 1l
PÊSSEGO 968 20/1/2000
43 Não especificado I15 Bolsa 10l COCO 7 21/1/2000
44 Não especificado I3 Saquinho 120g
COCO 7750 21/1/2000
45 Não especificado I7 Garrafa 200g
COCO 432 21/1/2000
46 Não especificado I11 Garrafa 1l COCO 914 21/1/2000
Tabela 1B (cont.) – Lista de Ordens de Produção
42
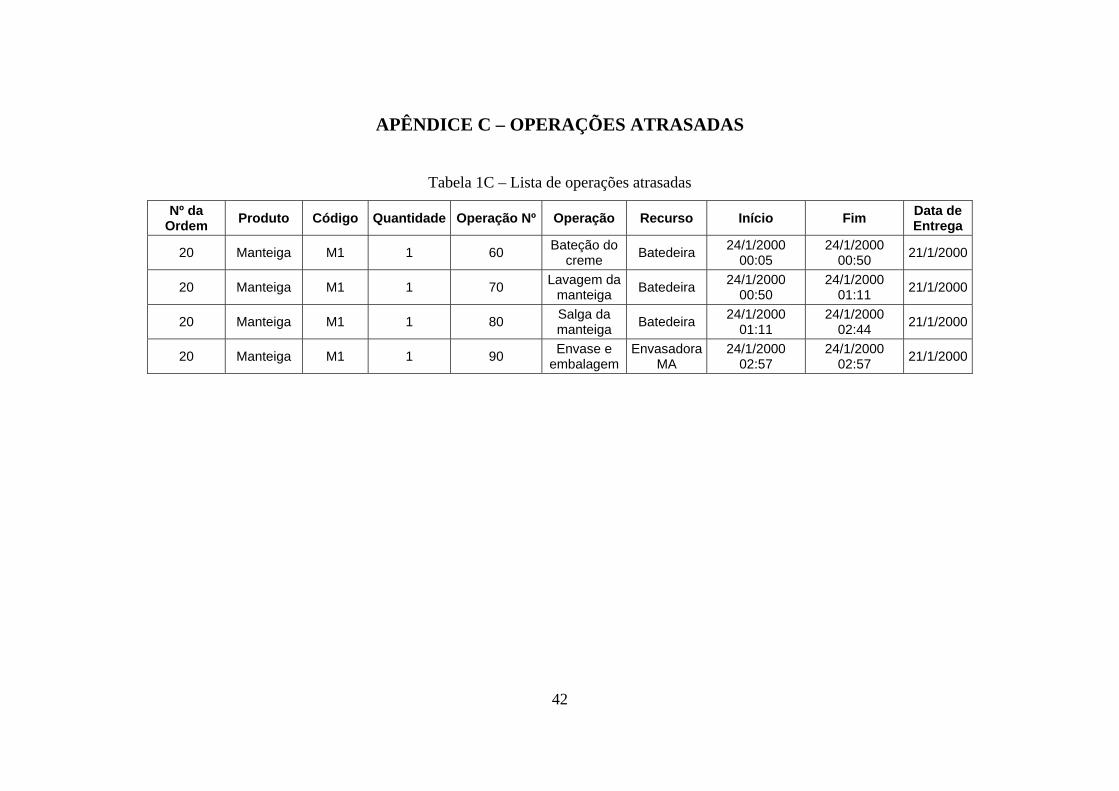
APÊNDICE C – OPERAÇÕES ATRASADAS
Tabela 1C – Lista de operações atrasadas
Nº da Ordem Produto Código Quantidade Operação Nº Operação Recurso Início Fim Data de
Entrega
20 Manteiga M1 1 60 Bateção do creme Batedeira 24/1/2000
00:05 24/1/2000
00:50 21/1/2000
20 Manteiga M1 1 70 Lavagem da manteiga Batedeira 24/1/2000
00:50 24/1/2000
01:11 21/1/2000
20 Manteiga M1 1 80 Salga da manteiga Batedeira 24/1/2000
01:11 24/1/2000
02:44 21/1/2000
20 Manteiga M1 1 90 Envase e embalagem
Envasadora MA
24/1/2000 02:57
24/1/2000 02:57 21/1/2000
43
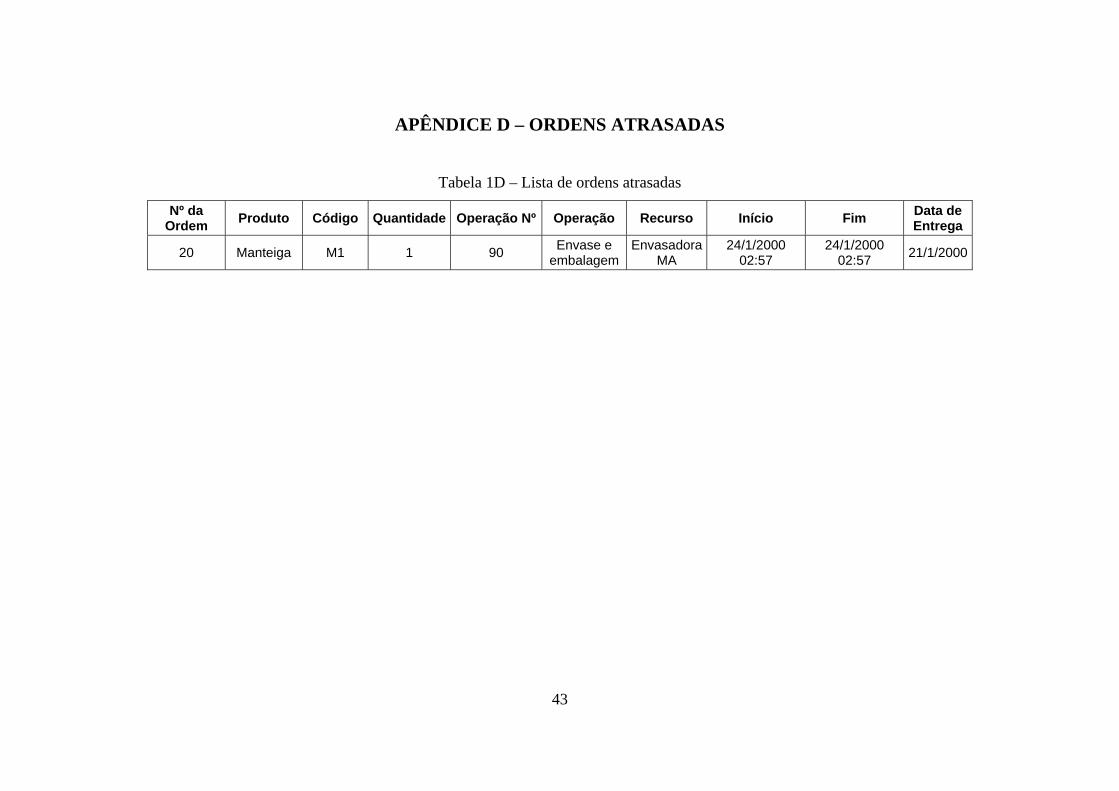
APÊNDICE D – ORDENS ATRASADAS
Tabela 1D – Lista de ordens atrasadas
Nº da Ordem Produto Código Quantidade Operação Nº Operação Recurso Início Fim Data de
Entrega
20 Manteiga M1 1 90 Envase e embalagem
Envasadora MA
24/1/2000 02:57
24/1/2000 02:57 21/1/2000
44
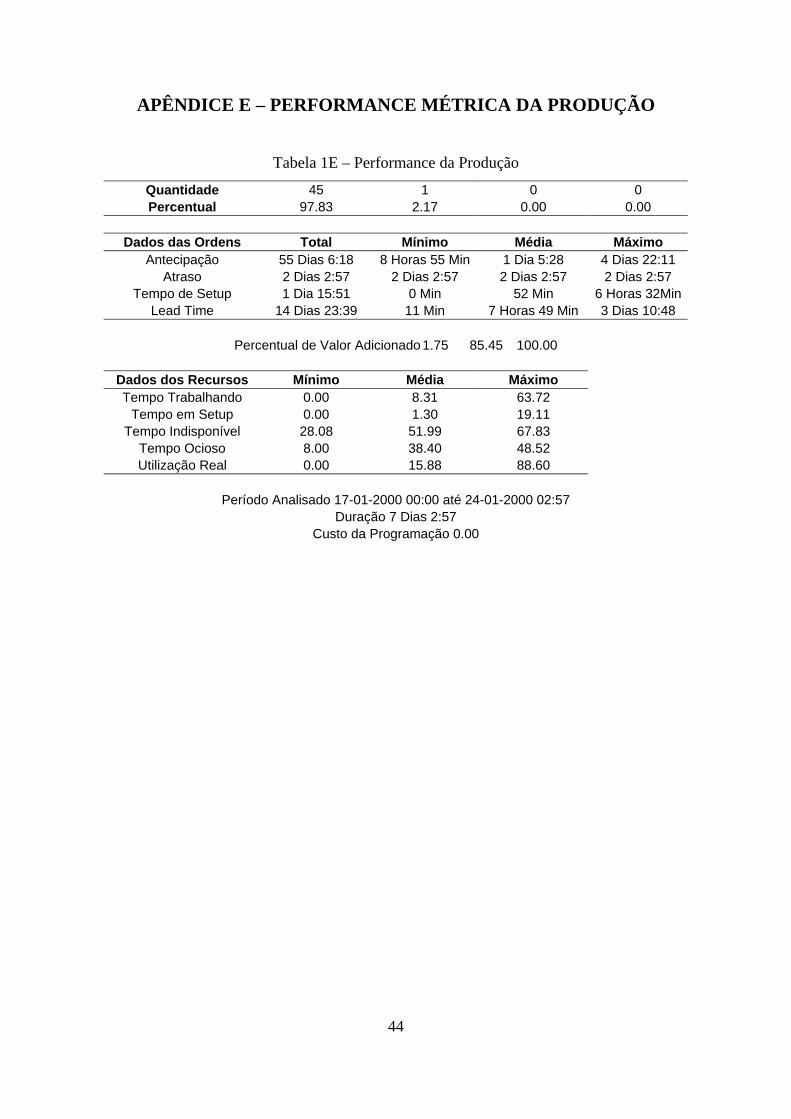
APÊNDICE E – PERFORMANCE MÉTRICA DA PRODUÇÃO
Tabela 1E – Performance da Produção
Quantidade 45 1 0 0 Percentual 97.83 2.17 0.00 0.00
Dados das Ordens Total Mínimo Média Máximo
Antecipação 55 Dias 6:18 8 Horas 55 Min 1 Dia 5:28 4 Dias 22:11 Atraso 2 Dias 2:57 2 Dias 2:57 2 Dias 2:57 2 Dias 2:57
Tempo de Setup 1 Dia 15:51 0 Min 52 Min 6 Horas 32MinLead Time 14 Dias 23:39 11 Min 7 Horas 49 Min 3 Dias 10:48
Percentual de Valor Adicionado 1.75 85.45 100.00
Dados dos Recursos Mínimo Média Máximo Tempo Trabalhando 0.00 8.31 63.72
Tempo em Setup 0.00 1.30 19.11 Tempo Indisponível 28.08 51.99 67.83
Tempo Ocioso 8.00 38.40 48.52 Utilização Real 0.00 15.88 88.60
Período Analisado 17-01-2000 00:00 até 24-01-2000 02:57
Duração 7 Dias 2:57 Custo da Programação 0.00
45
APÊNDICE F – RESULTADOS DA COLETA DE DADOS
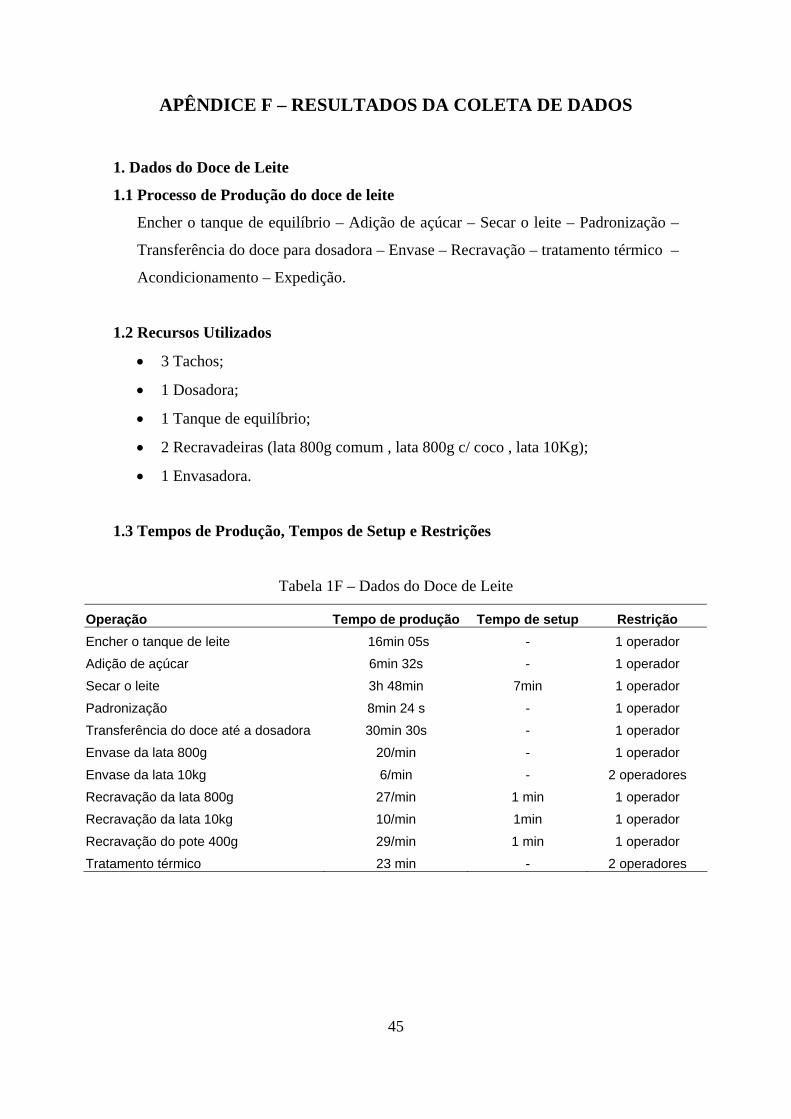
1. Dados do Doce de Leite
1.1 Processo de Produção do doce de leite
Encher o tanque de equilíbrio – Adição de açúcar – Secar o leite – Padronização –
Transferência do doce para dosadora – Envase – Recravação – tratamento térmico –
Acondicionamento – Expedição.
1.2 Recursos Utilizados
• 3 Tachos;
• 1 Dosadora;
• 1 Tanque de equilíbrio;
• 2 Recravadeiras (lata 800g comum , lata 800g c/ coco , lata 10Kg);
• 1 Envasadora.
1.3 Tempos de Produção, Tempos de Setup e Restrições
Tabela 1F – Dados do Doce de Leite
Operação Tempo de produção Tempo de setup Restrição Encher o tanque de leite 16min 05s - 1 operador
Adição de açúcar 6min 32s - 1 operador
Secar o leite 3h 48min 7min 1 operador
Padronização 8min 24 s - 1 operador
Transferência do doce até a dosadora 30min 30s - 1 operador
Envase da lata 800g 20/min - 1 operador
Envase da lata 10kg 6/min - 2 operadores
Recravação da lata 800g 27/min 1 min 1 operador
Recravação da lata 10kg 10/min 1min 1 operador
Recravação do pote 400g 29/min 1 min 1 operador
Tratamento térmico 23 min - 2 operadores
46
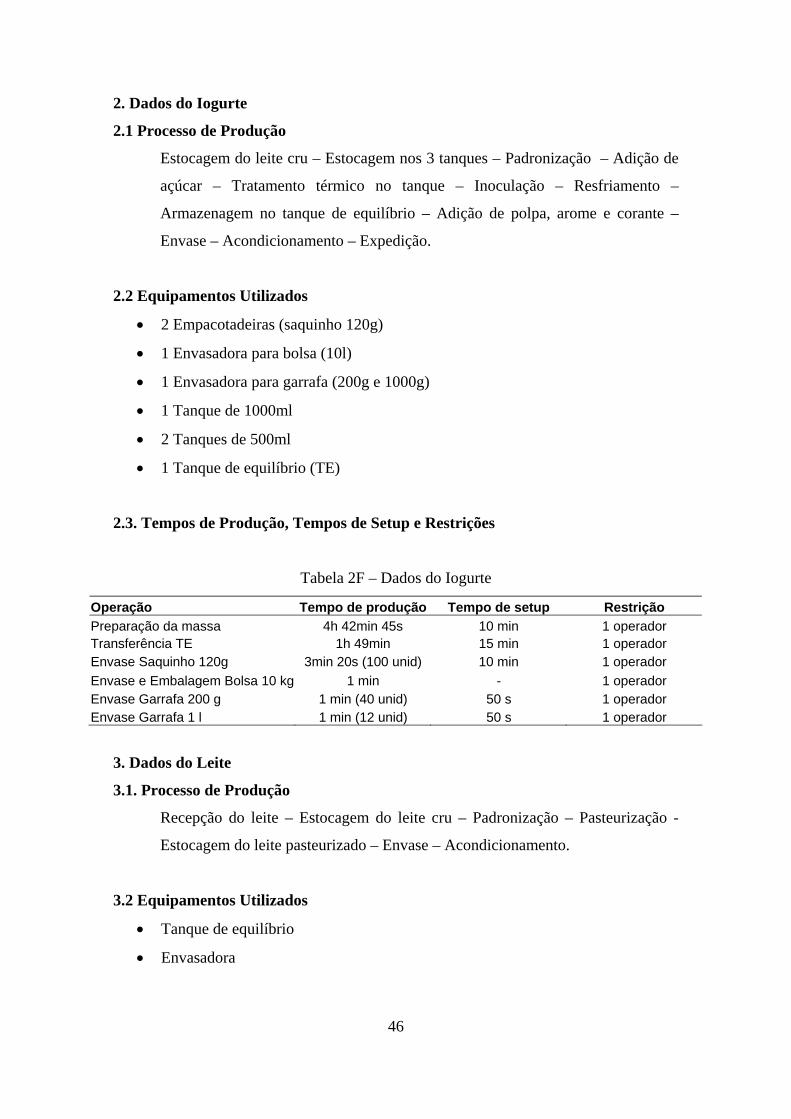
2. Dados do Iogurte
2.1 Processo de Produção
Estocagem do leite cru – Estocagem nos 3 tanques – Padronização – Adição de
açúcar – Tratamento térmico no tanque – Inoculação – Resfriamento –
Armazenagem no tanque de equilíbrio – Adição de polpa, arome e corante –
Envase – Acondicionamento – Expedição.
2.2 Equipamentos Utilizados
• 2 Empacotadeiras (saquinho 120g)
• 1 Envasadora para bolsa (10l)
• 1 Envasadora para garrafa (200g e 1000g)
• 1 Tanque de 1000ml
• 2 Tanques de 500ml
• 1 Tanque de equilíbrio (TE)
2.3. Tempos de Produção, Tempos de Setup e Restrições
Tabela 2F – Dados do Iogurte
Operação Tempo de produção Tempo de setup Restrição Preparação da massa 4h 42min 45s 10 min 1 operador Transferência TE 1h 49min 15 min 1 operador Envase Saquinho 120g 3min 20s (100 unid) 10 min 1 operador Envase e Embalagem Bolsa 10 kg 1 min - 1 operador Envase Garrafa 200 g 1 min (40 unid) 50 s 1 operador Envase Garrafa 1 l 1 min (12 unid) 50 s 1 operador
3. Dados do Leite
3.1. Processo de Produção
Recepção do leite – Estocagem do leite cru – Padronização – Pasteurização -
Estocagem do leite pasteurizado – Envase – Acondicionamento.
3.2 Equipamentos Utilizados
• Tanque de equilíbrio
• Envasadora
47
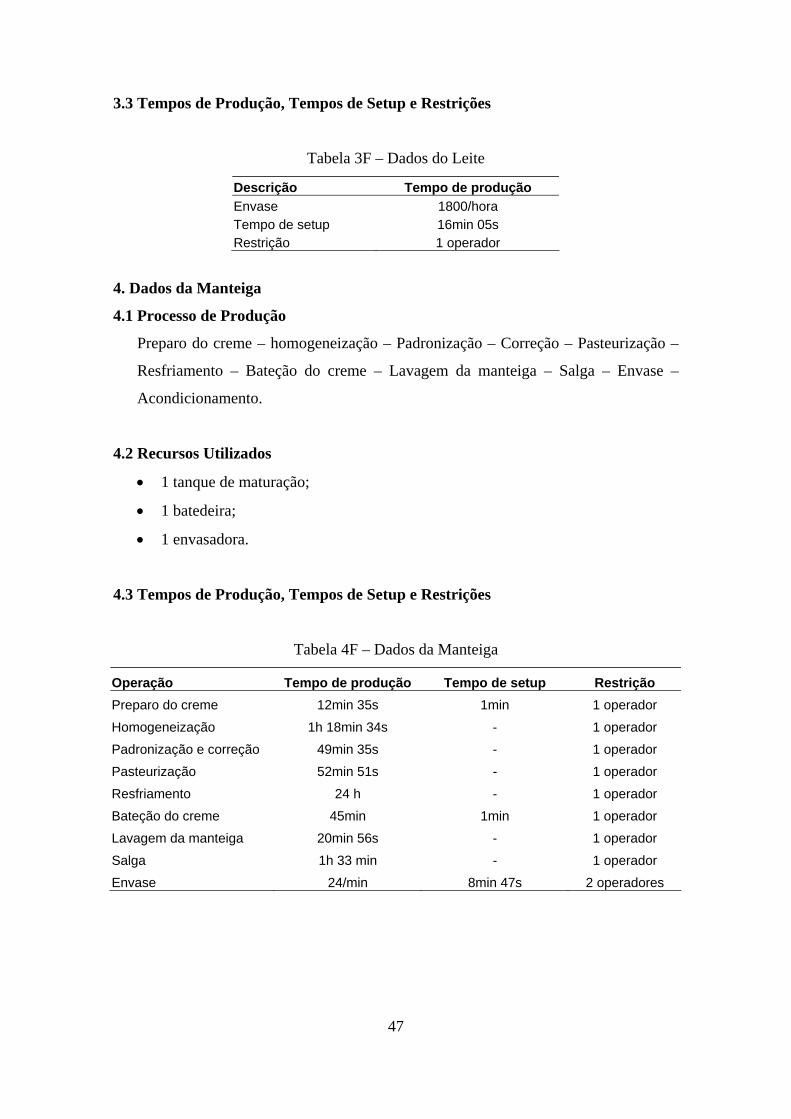
3.3 Tempos de Produção, Tempos de Setup e Restrições
Tabela 3F – Dados do Leite
Descrição Tempo de produção Envase 1800/hora Tempo de setup 16min 05s Restrição 1 operador
4. Dados da Manteiga
4.1 Processo de Produção
Preparo do creme – homogeneização – Padronização – Correção – Pasteurização –
Resfriamento – Bateção do creme – Lavagem da manteiga – Salga – Envase –
Acondicionamento.
4.2 Recursos Utilizados
• 1 tanque de maturação;
• 1 batedeira;
• 1 envasadora.
4.3 Tempos de Produção, Tempos de Setup e Restrições
Tabela 4F – Dados da Manteiga
Operação Tempo de produção Tempo de setup Restrição Preparo do creme 12min 35s 1min 1 operador
Homogeneização 1h 18min 34s - 1 operador
Padronização e correção 49min 35s - 1 operador
Pasteurização 52min 51s - 1 operador
Resfriamento 24 h - 1 operador
Bateção do creme 45min 1min 1 operador
Lavagem da manteiga 20min 56s - 1 operador
Salga 1h 33 min - 1 operador
Envase 24/min 8min 47s 2 operadores
48
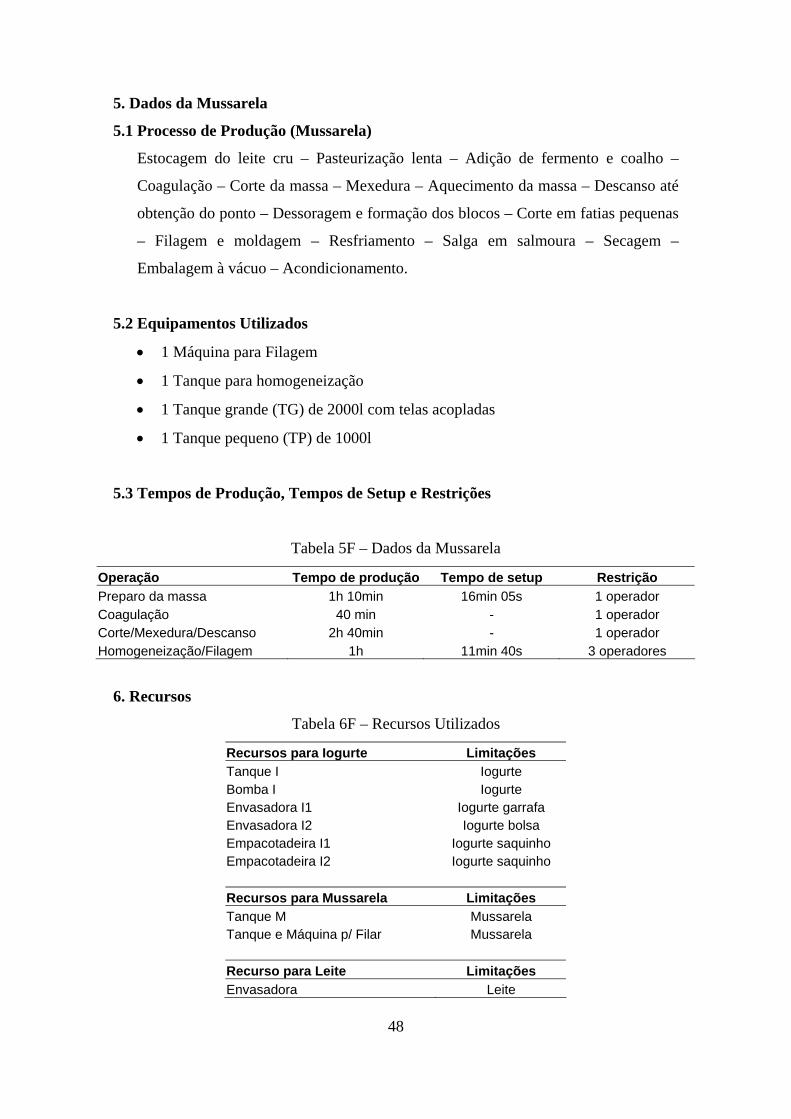
5. Dados da Mussarela
5.1 Processo de Produção (Mussarela)
Estocagem do leite cru – Pasteurização lenta – Adição de fermento e coalho –
Coagulação – Corte da massa – Mexedura – Aquecimento da massa – Descanso até
obtenção do ponto – Dessoragem e formação dos blocos – Corte em fatias pequenas
– Filagem e moldagem – Resfriamento – Salga em salmoura – Secagem –
Embalagem à vácuo – Acondicionamento.
5.2 Equipamentos Utilizados
• 1 Máquina para Filagem
• 1 Tanque para homogeneização
• 1 Tanque grande (TG) de 2000l com telas acopladas
• 1 Tanque pequeno (TP) de 1000l
5.3 Tempos de Produção, Tempos de Setup e Restrições
Tabela 5F – Dados da Mussarela
Operação Tempo de produção Tempo de setup Restrição Preparo da massa 1h 10min 16min 05s 1 operador Coagulação 40 min - 1 operador Corte/Mexedura/Descanso 2h 40min - 1 operador Homogeneização/Filagem 1h 11min 40s 3 operadores
6. Recursos
Tabela 6F – Recursos Utilizados
Recursos para Iogurte Limitações Tanque I Iogurte Bomba I Iogurte Envasadora I1 Iogurte garrafa Envasadora I2 Iogurte bolsa Empacotadeira I1 Iogurte saquinho Empacotadeira I2 Iogurte saquinho Recursos para Mussarela Limitações Tanque M Mussarela Tanque e Máquina p/ Filar Mussarela Recurso para Leite Limitações Envasadora Leite
49
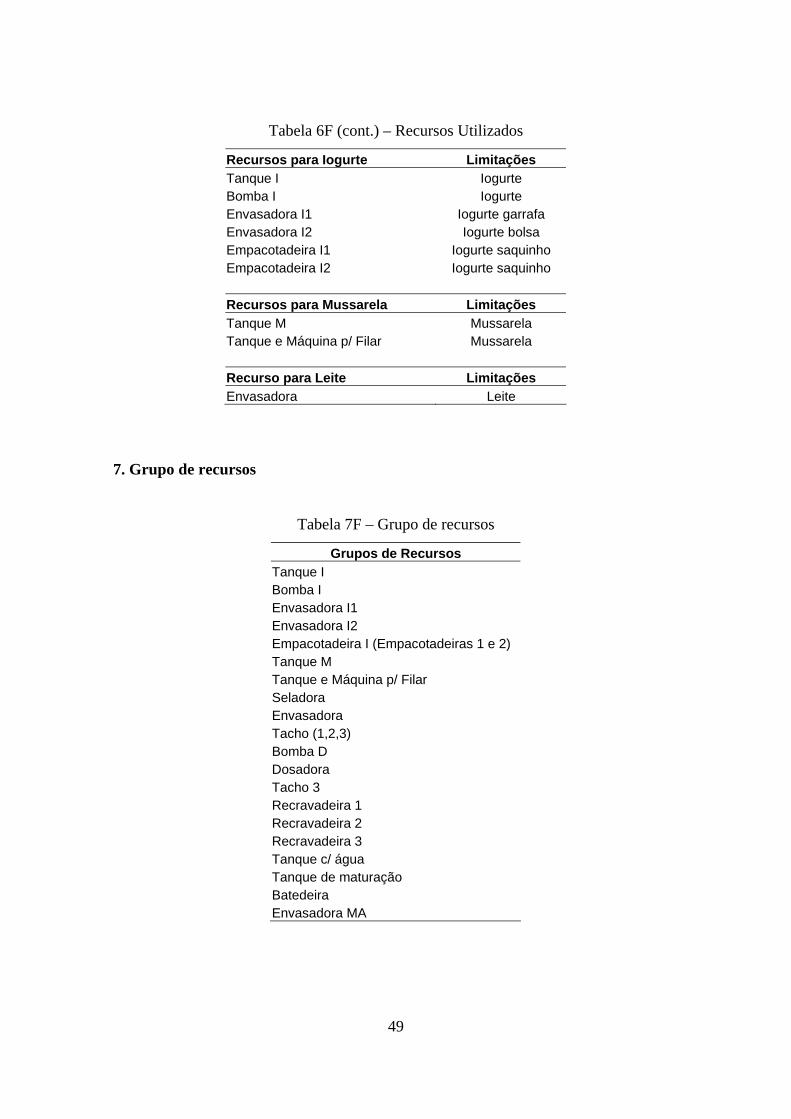
Tabela 6F (cont.) – Recursos Utilizados
Recursos para Iogurte Limitações Tanque I Iogurte Bomba I Iogurte Envasadora I1 Iogurte garrafa Envasadora I2 Iogurte bolsa Empacotadeira I1 Iogurte saquinho Empacotadeira I2 Iogurte saquinho Recursos para Mussarela Limitações Tanque M Mussarela Tanque e Máquina p/ Filar Mussarela Recurso para Leite Limitações Envasadora Leite
7. Grupo de recursos
Tabela 7F – Grupo de recursos
Grupos de Recursos Tanque I Bomba I Envasadora I1 Envasadora I2 Empacotadeira I (Empacotadeiras 1 e 2) Tanque M Tanque e Máquina p/ Filar Seladora Envasadora Tacho (1,2,3) Bomba D Dosadora Tacho 3 Recravadeira 1 Recravadeira 2 Recravadeira 3 Tanque c/ água Tanque de maturação Batedeira Envasadora MA
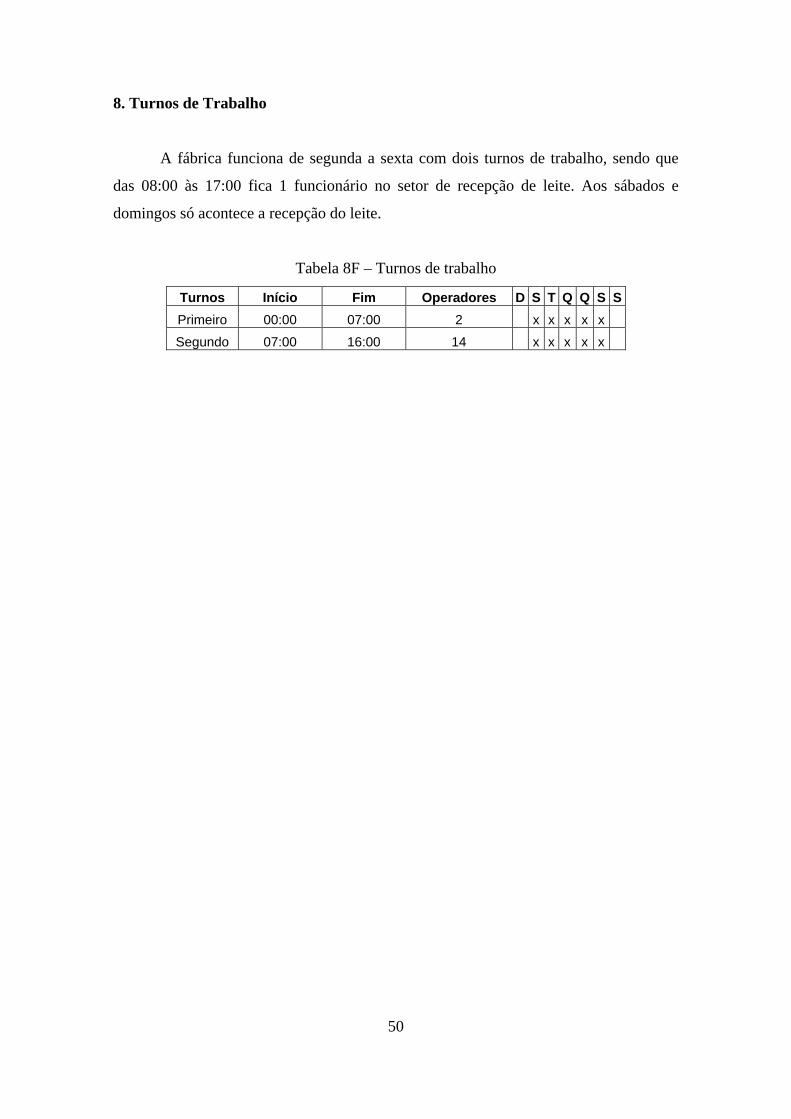
50
8. Turnos de Trabalho
A fábrica funciona de segunda a sexta com dois turnos de trabalho, sendo que
das 08:00 às 17:00 fica 1 funcionário no setor de recepção de leite. Aos sábados e
domingos só acontece a recepção do leite.
Tabela 8F – Turnos de trabalho
Turnos Início Fim Operadores D S T Q Q S S Primeiro 00:00 07:00 2 x x x x x
Segundo 07:00 16:00 14 x x x x x