Embed Size (px)
Citation preview
17/11/2011
1
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Processo de Soldagem TIG
Os elétrons respondem pela condução de mais de 90% dacorrente no arco, existem diversos mecanismos que podem
Mecanismos de Emissão de Elétrons
corrente no arco, existem diversos mecanismos que podemoperar e ser responsáveis pela emissão de elétrons no cátodo.No arco elétrico os mecanismos de emissão mais importantes,onde destaca‐se a emissão termiônica, que é um dosmecanismos de emissão a frio, possivelmente associado com apresença de filmes de óxidos na superfície do cátodo.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
2
Emissão Termiônica:
A emissão termiônica é, basicamente, o resultado do
Mecanismos de Emissão de Elétrons
, ,aquecimento de um determinado material a uma temperaturasuficientemente alta para causar a ejeção ("vaporização") deelétrons de sua superfície.
A densidade de corrente (J) resultante do efeito termiônicopode ser estimada pela equação empírica de Richardson‐
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Dushman:
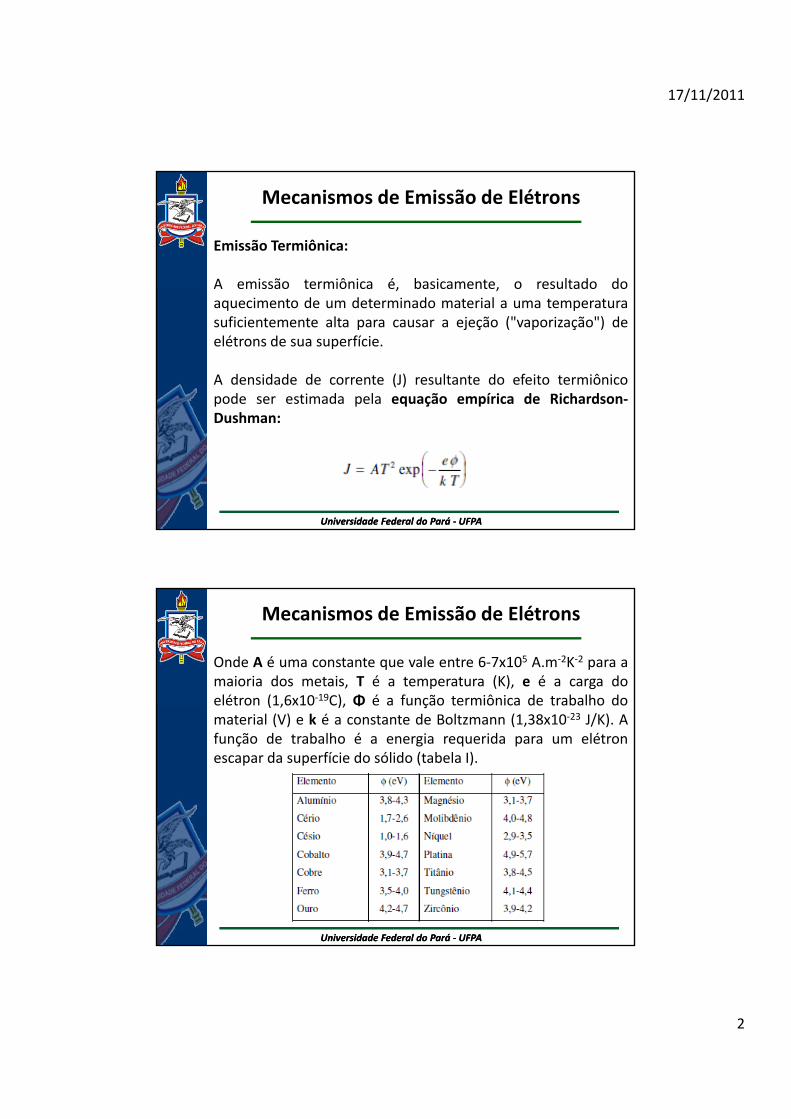
Onde A é uma constante que vale entre 6‐7x105 A.m‐2K‐2 para amaioria dos metais, T é a temperatura (K), e é a carga doelétron (1,6x10‐19C), Φ é a função termiônica de trabalho do
Mecanismos de Emissão de Elétrons
( , ), çmaterial (V) e k é a constante de Boltzmann (1,38x10‐23 J/K). Afunção de trabalho é a energia requerida para um elétronescapar da superfície do sólido (tabela I).
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
3
Para o Fe começar a emitir elétrons com uma corrente de 250A,ele terá aproximadamente 10 mm de diâmetro.Para o W, trabalhando na mesma corrente ele irá começar a
Mecanismos de Emissão de Elétrons
, çemitir com um diâmetro de 0,2 mm
Citando outros exemplos de metais para emissão termiônica àuma corrente de 100 A, obtemos os seguintes diâmetros.
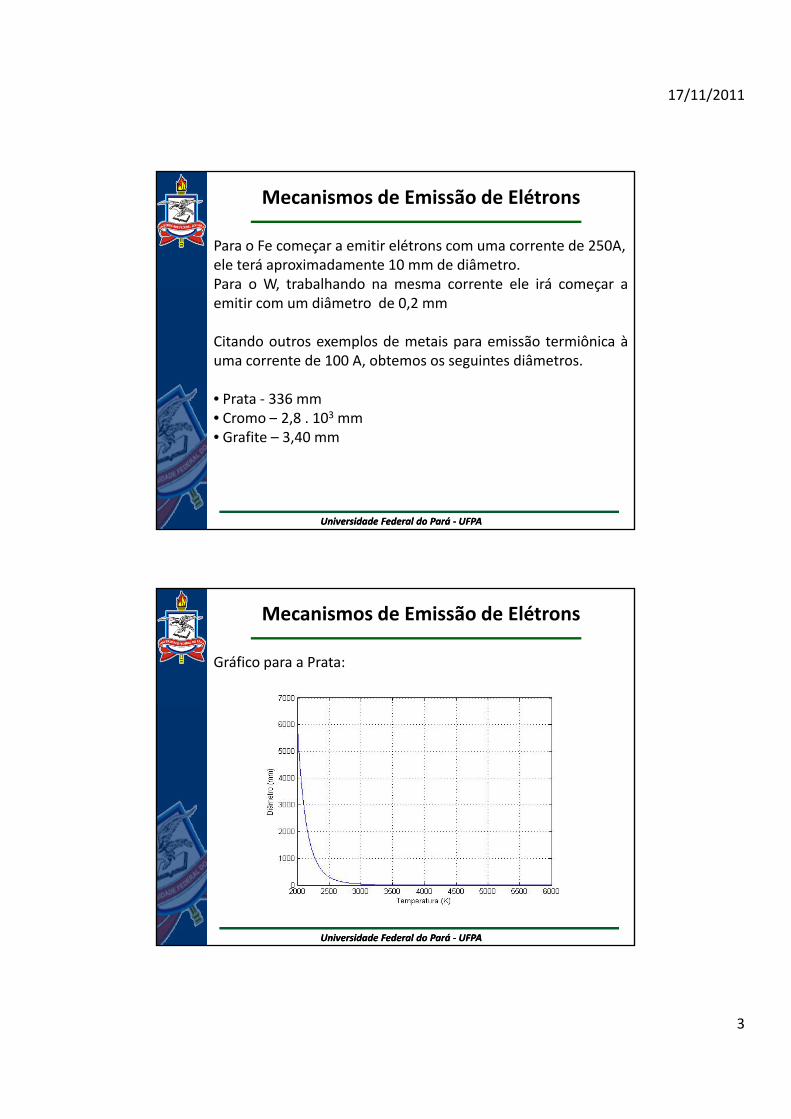
• Prata ‐ 336 mm
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
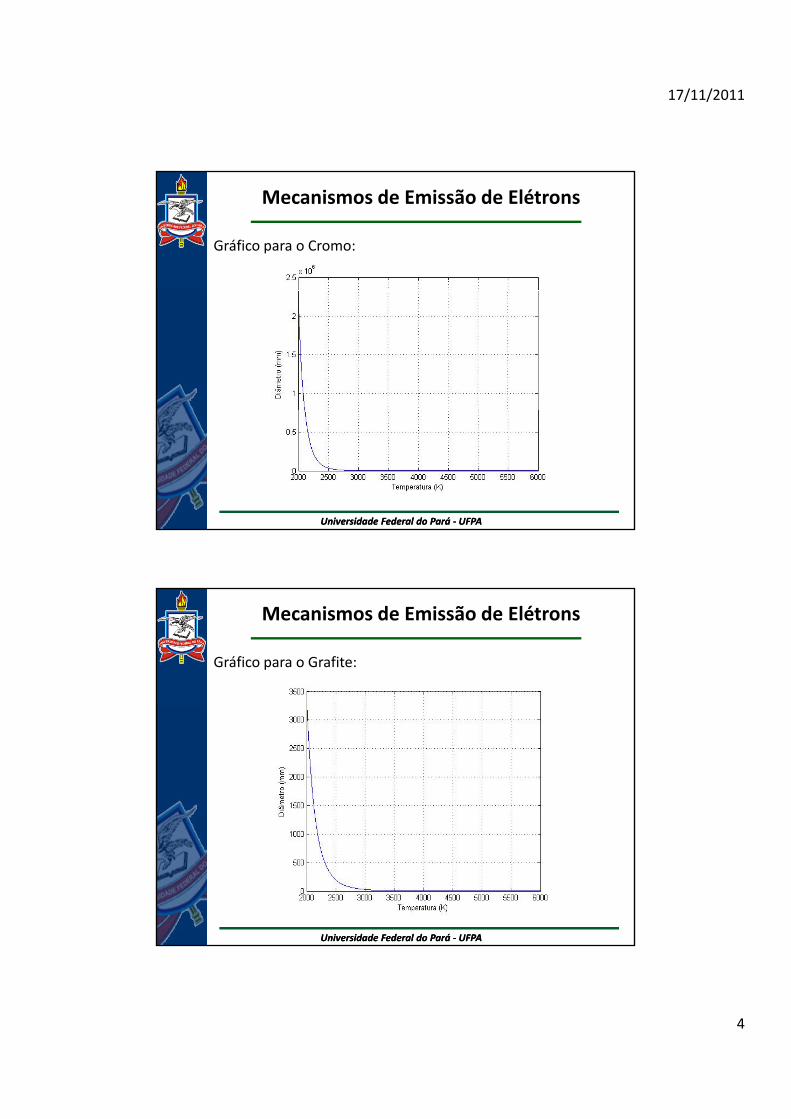
• Cromo – 2,8 . 103 mm• Grafite – 3,40 mm
Gráfico para a Prata:
Mecanismos de Emissão de Elétrons
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
4
Gráfico para o Cromo:
Mecanismos de Emissão de Elétrons
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Gráfico para o Grafite:
Mecanismos de Emissão de Elétrons
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
5
Outros Mecanismos de Emissão: “Emissão a frio”
Na soldagem com eletrodos consumíveis ou na soldagem TIG
Mecanismos de Emissão de Elétrons
g gcom o eletrodo de W ligado ao polo positivo, existem outrosmecanismos alternativos de emissão de elétrons, além daemissão termiônica:
• Efeito de campo• Efeito conjunto de campo e termiônico• Emissão eletrônica por captura Auger de íons positivos
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Emissão eletrônica por captura Auger de íons positivos• Emissão eletrônica por fótons• Emissão por átomos excitados ou metaestáveis• Liberação de elétrons através de filmes de óxidos carregados com íonspositivos• Condução metálica em vapores formados na superfície do cátodo• Liberação de íons positivos em vapores formados no cátodo
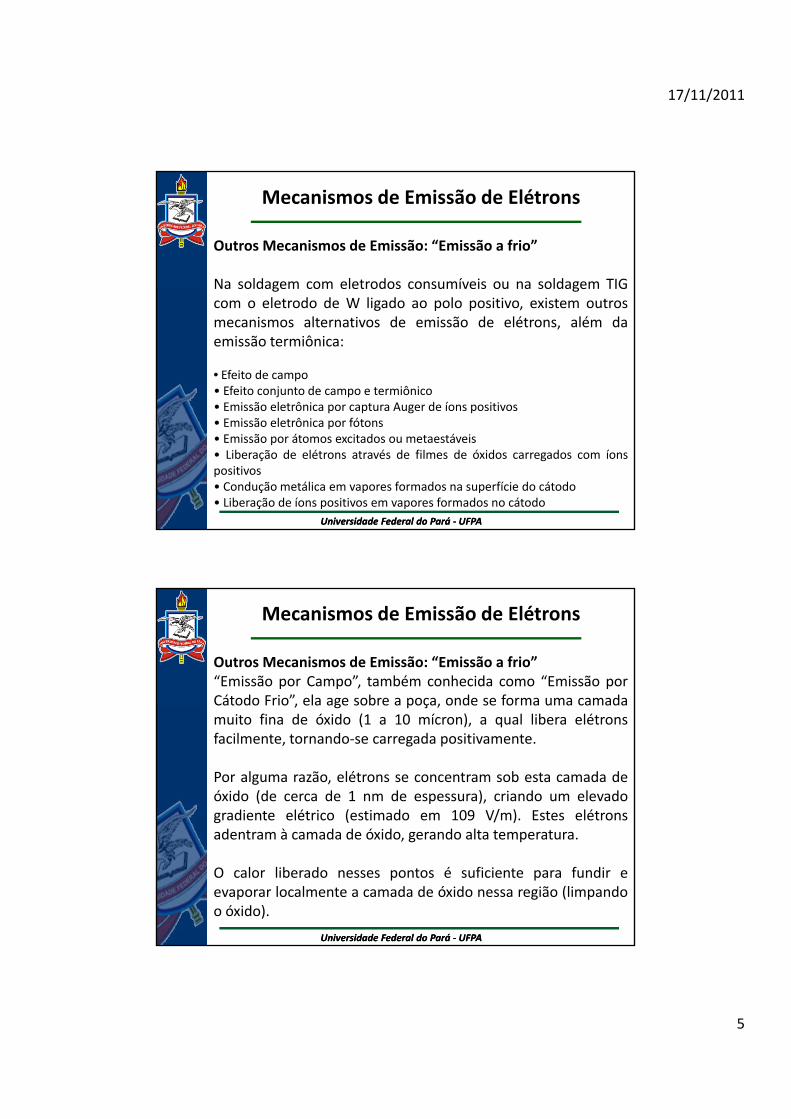
Outros Mecanismos de Emissão: “Emissão a frio”“Emissão por Campo”, também conhecida como “Emissão porCátodo Frio”, ela age sobre a poça, onde se forma uma camada
Mecanismos de Emissão de Elétrons
, g p ç ,muito fina de óxido (1 a 10 mícron), a qual libera elétronsfacilmente, tornando‐se carregada positivamente.
Por alguma razão, elétrons se concentram sob esta camada deóxido (de cerca de 1 nm de espessura), criando um elevadogradiente elétrico (estimado em 109 V/m). Estes elétrons
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
adentram à camada de óxido, gerando alta temperatura.
O calor liberado nesses pontos é suficiente para fundir eevaporar localmente a camada de óxido nessa região (limpandoo óxido).
17/11/2011
6
Outros Mecanismos de Emissão: “Emissão a frio”
Mecanismos de Emissão de Elétrons
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
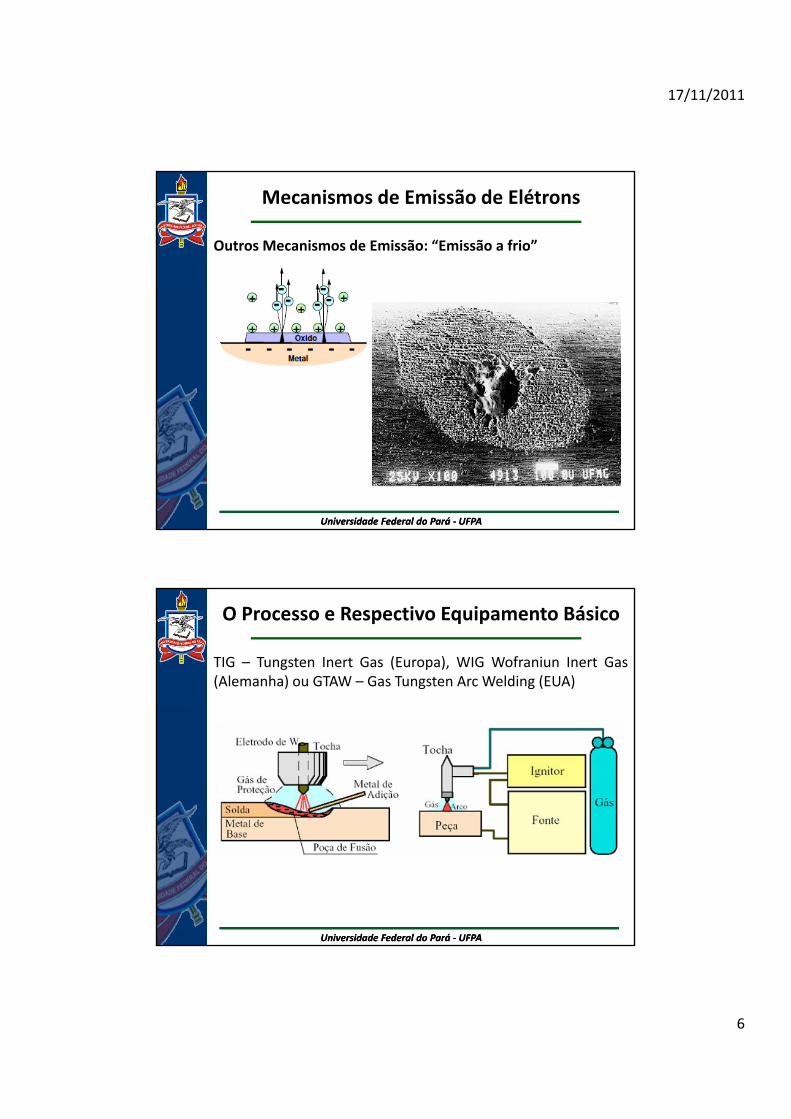
TIG – Tungsten Inert Gas (Europa), WIG Wofraniun Inert Gas(Alemanha) ou GTAW – Gas Tungsten Arc Welding (EUA)
O Processo e Respectivo Equipamento Básico
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
7
O Processo e Respectivo Equipamento Básico
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
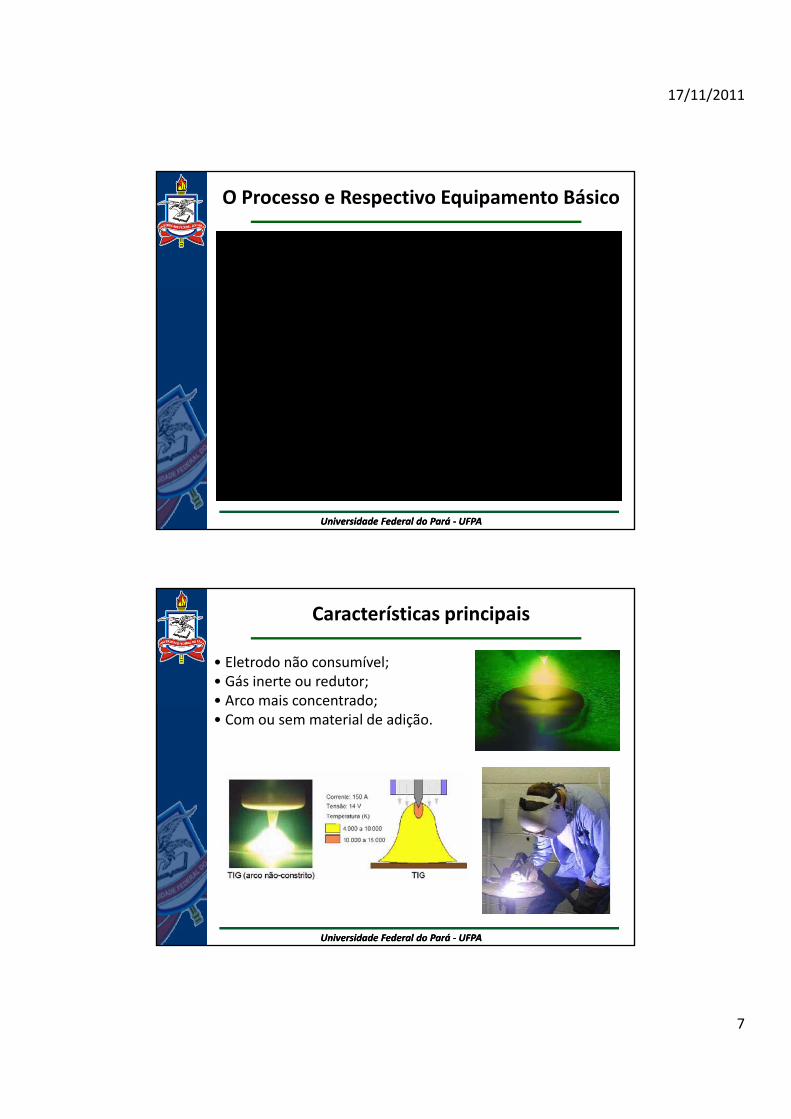
• Eletrodo não consumível;• Gás inerte ou redutor;• Arco mais concentrado;
Características principais
;• Com ou sem material de adição.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
8
• Permite o controle independente entre fonte de calor e metal deadição (controle da poça fundida);• Produz soldas de melhor qualidade (controle da poça fundida, gás
Vantagens
inerte), geralmente livre de defeitos (porosidades, falta de fusão, etc);• Praticamente não existem reação metal‐gás e metal escória (gásinerte), sem grande geração de fumos, o que permite ótimavisibilidade para o soldador;• Possui um arco elétrico suave, produzindo soldas com boaaparência e acabamento, exigindo pouco ou nenhuma limpeza após aoperação;
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
• Ausência de respingos;• Pode ser autógeno (chapas finas);• Permite um controle preciso das variáveis de soldagem;• Pode ser usado em quase todos os materiais (incluindosoldas dissimilares);
• A taxa de deposição é menor que em processo com eletrodoconsumível (para uma dada corrente);• É pouco econômico para espessuras maiores que 10 mm;
Limitações
• É pouco econômico para espessuras maiores que 10 mm;• Exige destreza do soldador para soldagem manual;• Dificuldade em manter a proteção gasosa em trabalhos decampo.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
9
• Quando se requer pouca reação do metal de base com o meiode proteção (ligas de metais reativos x gás inerte) e/ou controleda poça de fusão (chapas e tubos de paredes finas passes de
Aplicações
da poça de fusão (chapas e tubos de paredes finas, passes deraiz);• Maioria dos metais;•Soldagemmanual, semi‐automática e automática/mecanizada.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
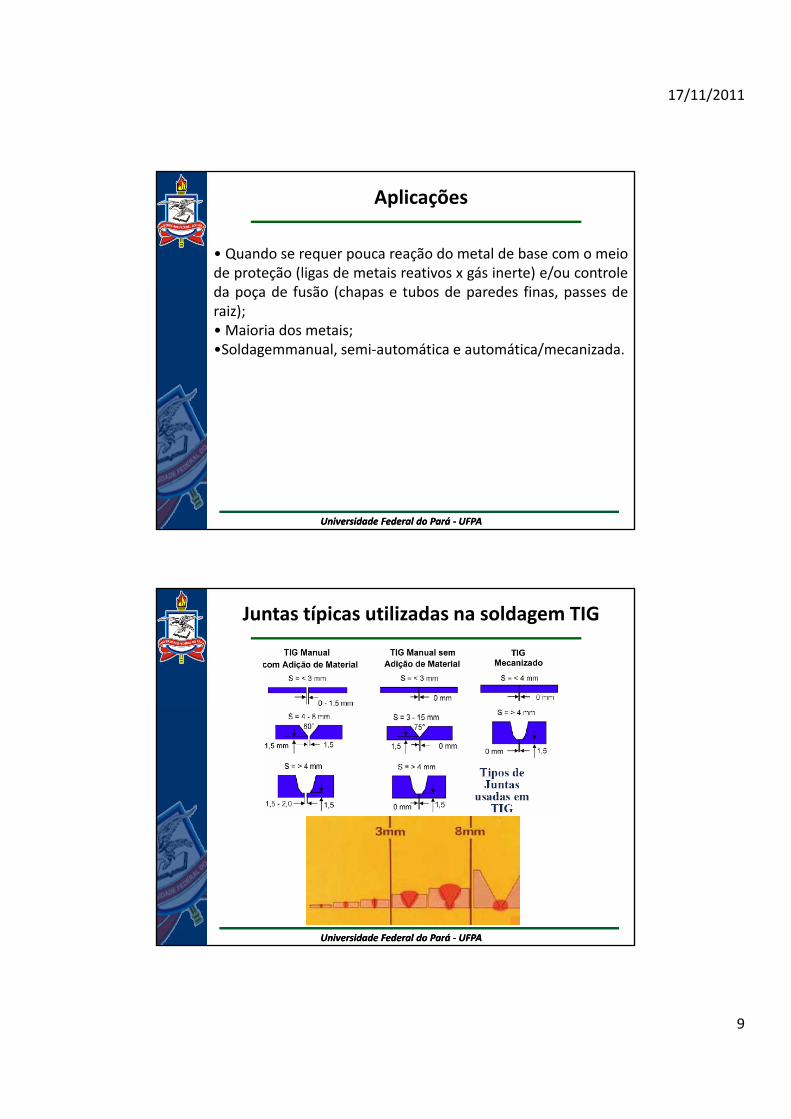
Juntas típicas utilizadas na soldagem TIG
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
10
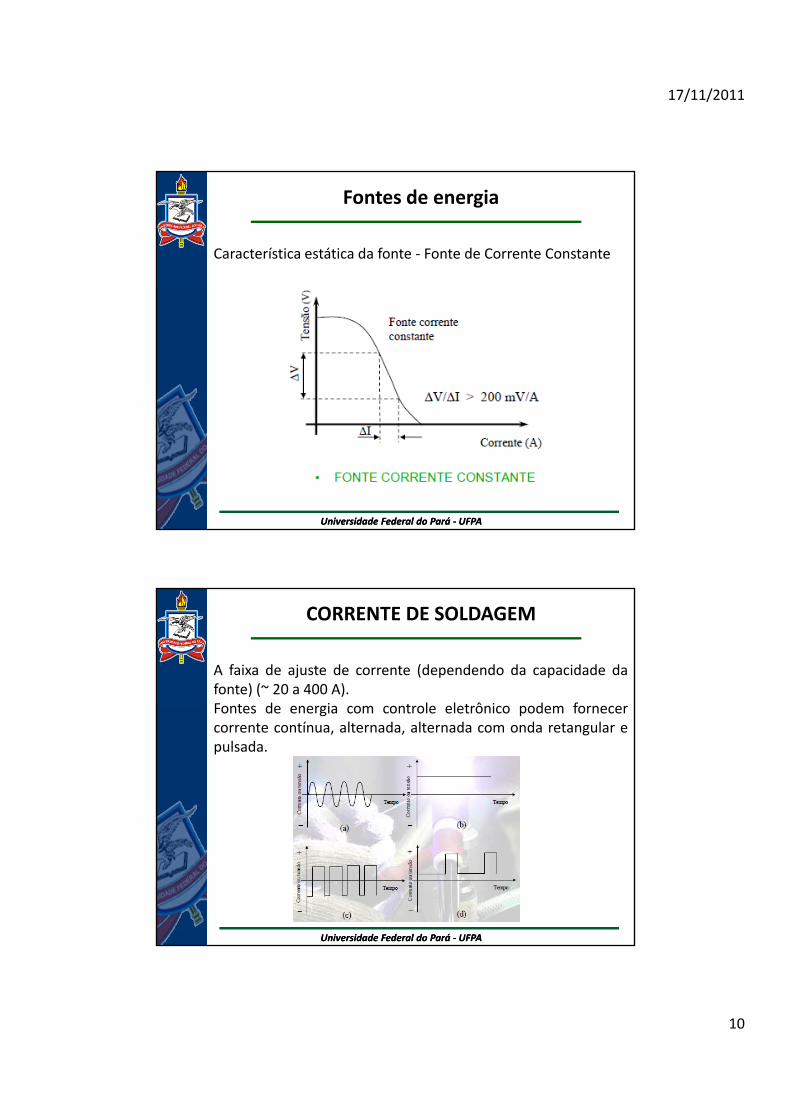
Característica estática da fonte ‐ Fonte de Corrente Constante
Fontes de energia
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
A faixa de ajuste de corrente (dependendo da capacidade dafonte) (~ 20 a 400 A).Fontes de energia com controle eletrônico podem fornecer
CORRENTE DE SOLDAGEM
Fontes de energia com controle eletrônico podem fornecercorrente contínua, alternada, alternada com onda retangular epulsada.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
11
• Não é recomendado acender o arco por contato eletrodo coma peça (danificação da ponta e contaminação da poça).• Existiriam basicamente 3 formas tradicionais de acendimento:
Abertura de arco
• Existiriam basicamente 3 formas tradicionais de acendimento:Arco piloto, Alta tensão, Alta freqüência.• Arco‐piloto: Pouco ou não usado ‐ necessita de tocha especiale fonte de corrente secundária.• Alta tensão: Não usado ‐ técnica possível de utilizar apenasem sistemas automatizados, devido ao grande risco dooperador sofrer um choque elétrico letal ao abrir o arco com
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
operador sofrer um choque elétrico letal ao abrir o arco comuma tensão DC de 10KV.
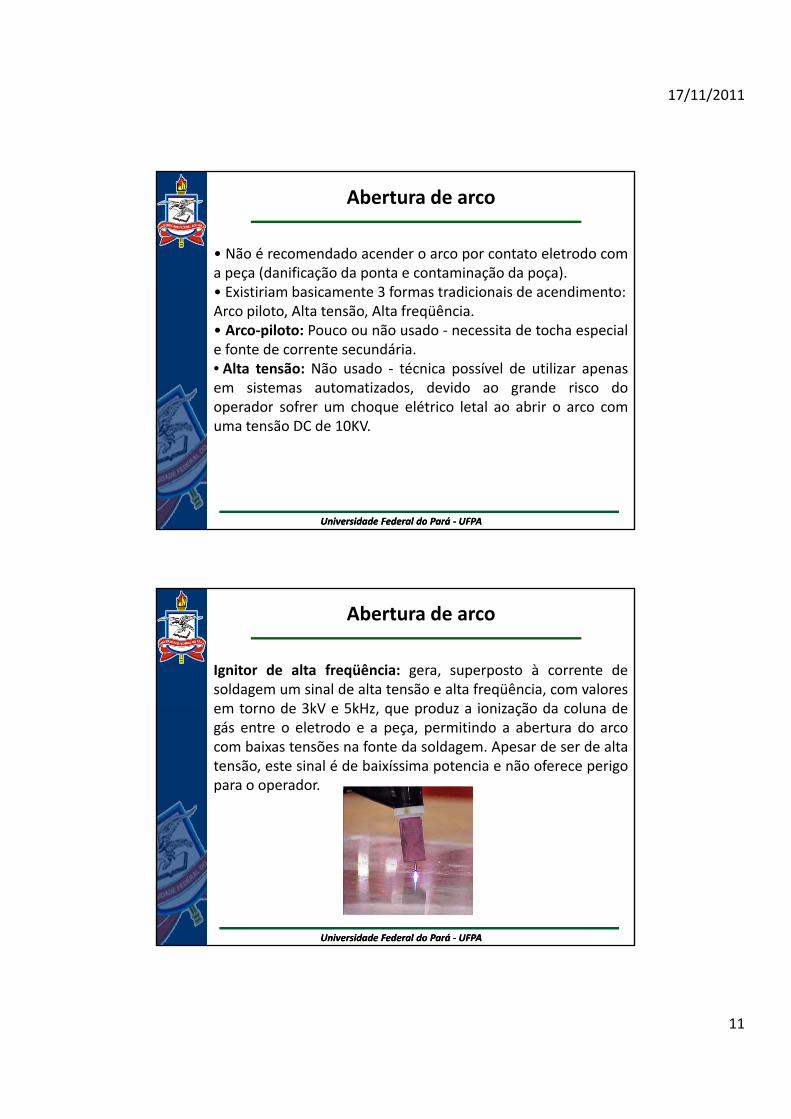
Ignitor de alta freqüência: gera, superposto à corrente desoldagem um sinal de alta tensão e alta freqüência, com valoresem torno de 3kV e 5kHz que produz a ionização da coluna de
Abertura de arco
em torno de 3kV e 5kHz, que produz a ionização da coluna degás entre o eletrodo e a peça, permitindo a abertura do arcocom baixas tensões na fonte da soldagem. Apesar de ser de altatensão, este sinal é de baixíssima potencia e não oferece perigopara o operador.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA

17/11/2011
12
Tochas TIG
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
1, 19 e 21– Bocal; 2 e 20 – porta pinça, 22 – difusor ou lente; 3 – anel devedação; 4, 5 e 6 – corpo da tocha; 7 – pinça; 8 e 9 – capa de eletrodo (curtae longa); 13 – válvula de gás; 16 – gatilho para disparo remoto de gás epotência); 23 e 24 – anel isolador.
Refrigerada a água ou gás: o cabo de corrente na refrigeradapor água é embutido no conduíte de refrigeração (tochasrefrigeradas a água geralmente são mais leves devido a menor
Tochas TIG
refrigeradas a água geralmente são mais leves, devido a menorbitola do cabo de corrente, mas o sistema é menos silencioso,devido ao ruído da bomba).Bocais: diferentes formas e tamanhos, função de direcionar ogás em regime laminar, os mais usados são os cerâmicos (maisbaratos porém quebradiços, os de metal refrigerados a água(para altas correntes, vida longa);
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
(p g )
17/11/2011
13
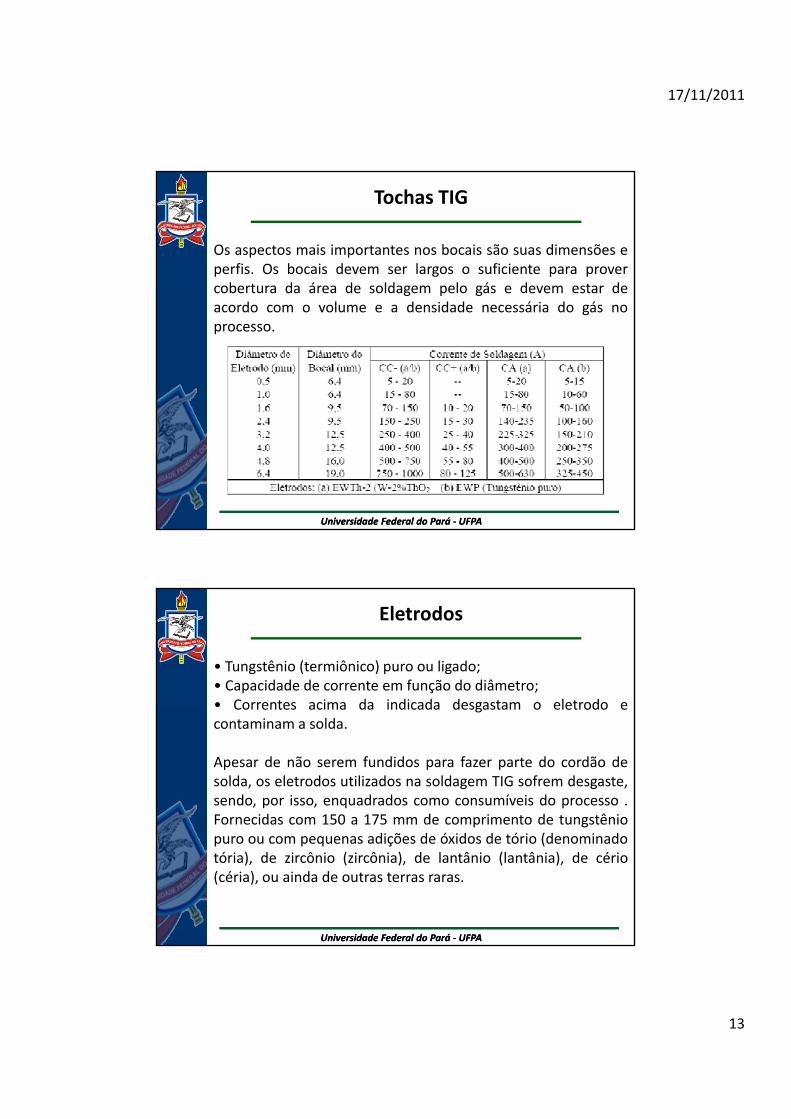
Os aspectos mais importantes nos bocais são suas dimensões eperfis. Os bocais devem ser largos o suficiente para provercobertura da área de soldagem pelo gás e devem estar de
Tochas TIG
cobertura da área de soldagem pelo gás e devem estar deacordo com o volume e a densidade necessária do gás noprocesso.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
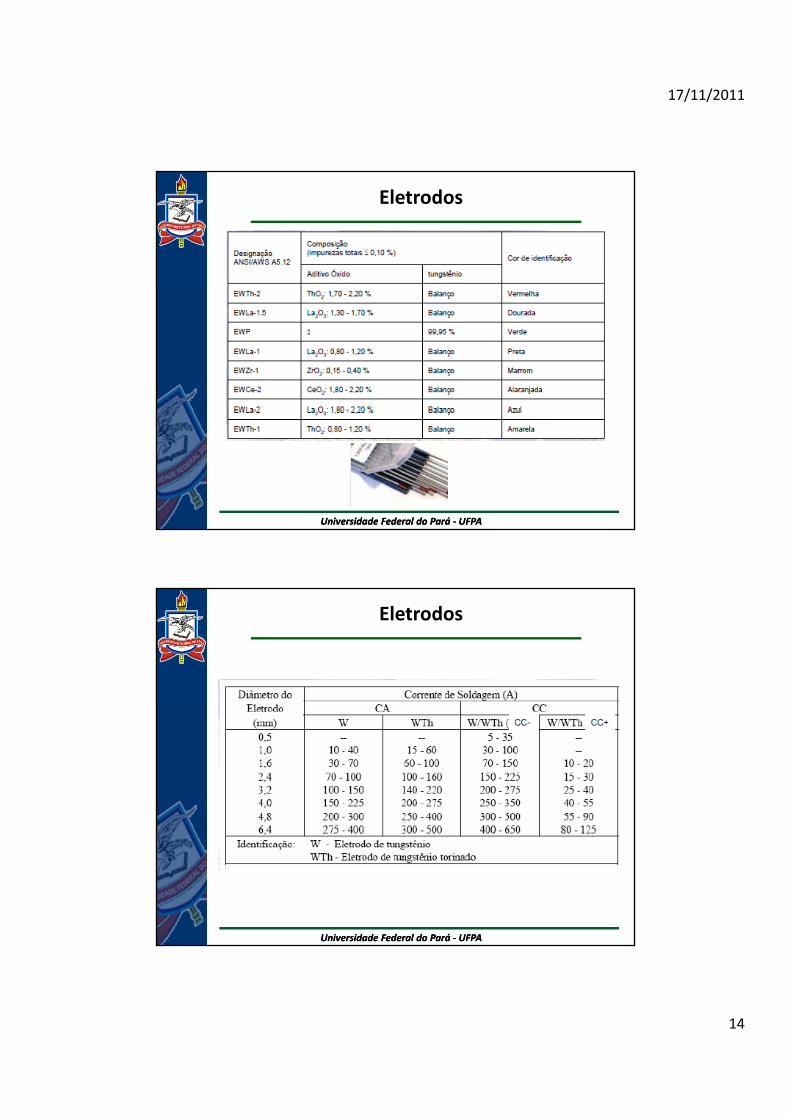
• Tungstênio (termiônico) puro ou ligado;• Capacidade de corrente em função do diâmetro;• Correntes acima da indicada desgastam o eletrodo e
Eletrodos
Correntes acima da indicada desgastam o eletrodo econtaminam a solda.
Apesar de não serem fundidos para fazer parte do cordão desolda, os eletrodos utilizados na soldagem TIG sofrem desgaste,sendo, por isso, enquadrados como consumíveis do processo .Fornecidas com 150 a 175 mm de comprimento de tungstênio
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
p gpuro ou com pequenas adições de óxidos de tório (denominadotória), de zircônio (zircônia), de lantânio (lantânia), de cério(céria), ou ainda de outras terras raras.
17/11/2011
14
Eletrodos
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Eletrodos
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
15
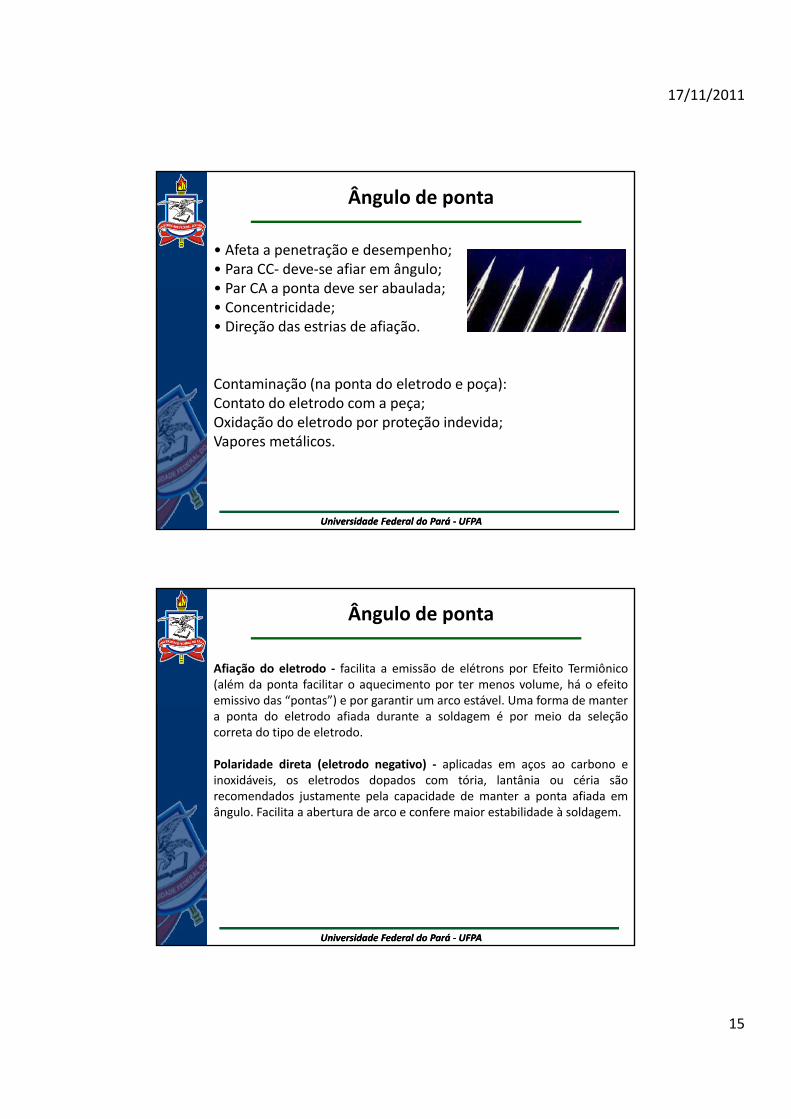
• Afeta a penetração e desempenho;• Para CC‐ deve‐se afiar em ângulo;• Par CA a ponta deve ser abaulada;
Ângulo de ponta
Par CA a ponta deve ser abaulada;• Concentricidade;• Direção das estrias de afiação.
Contaminação (na ponta do eletrodo e poça):Contato do eletrodo com a peça;
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
p çOxidação do eletrodo por proteção indevida;Vapores metálicos.
Afiação do eletrodo ‐ facilita a emissão de elétrons por Efeito Termiônico(além da ponta facilitar o aquecimento por ter menos volume, há o efeitoemissivo das “pontas”) e por garantir um arco estável. Uma forma de manter
Ângulo de ponta
a ponta do eletrodo afiada durante a soldagem é por meio da seleçãocorreta do tipo de eletrodo.
Polaridade direta (eletrodo negativo) ‐ aplicadas em aços ao carbono einoxidáveis, os eletrodos dopados com tória, lantânia ou céria sãorecomendados justamente pela capacidade de manter a ponta afiada emângulo. Facilita a abertura de arco e confere maior estabilidade à soldagem.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
16
Corrente alternada ‐ aplicadas em alumínio e ligas similares, maioraquecimento da ponta do eletrodo.
Ângulo de ponta
‐ Eletrodo de tungstênio puro, a ponta do eletrodo se funde, ficando comuma forma abaulada. Apesar da perda de afiação é utilizado em soldagem aplasma.
‐ Óxido de zircônio (zircônia), componente que, também por facilitar aemissão termiônica, reduz a temperatura de trabalho do eletrodo, mas semconseguir evitar a fusão da ponta. São utilizados no processo a plasma,
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
porém são mais caros.
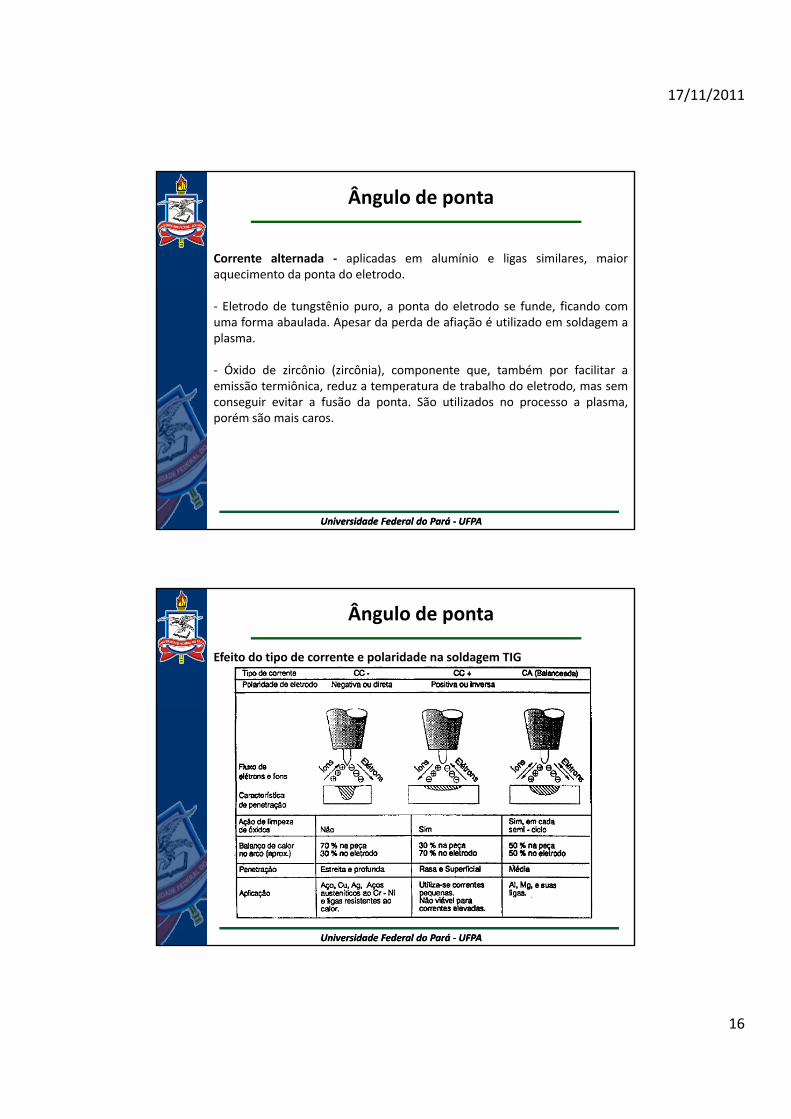
Efeito do tipo de corrente e polaridade na soldagem TIG
Ângulo de ponta
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
17
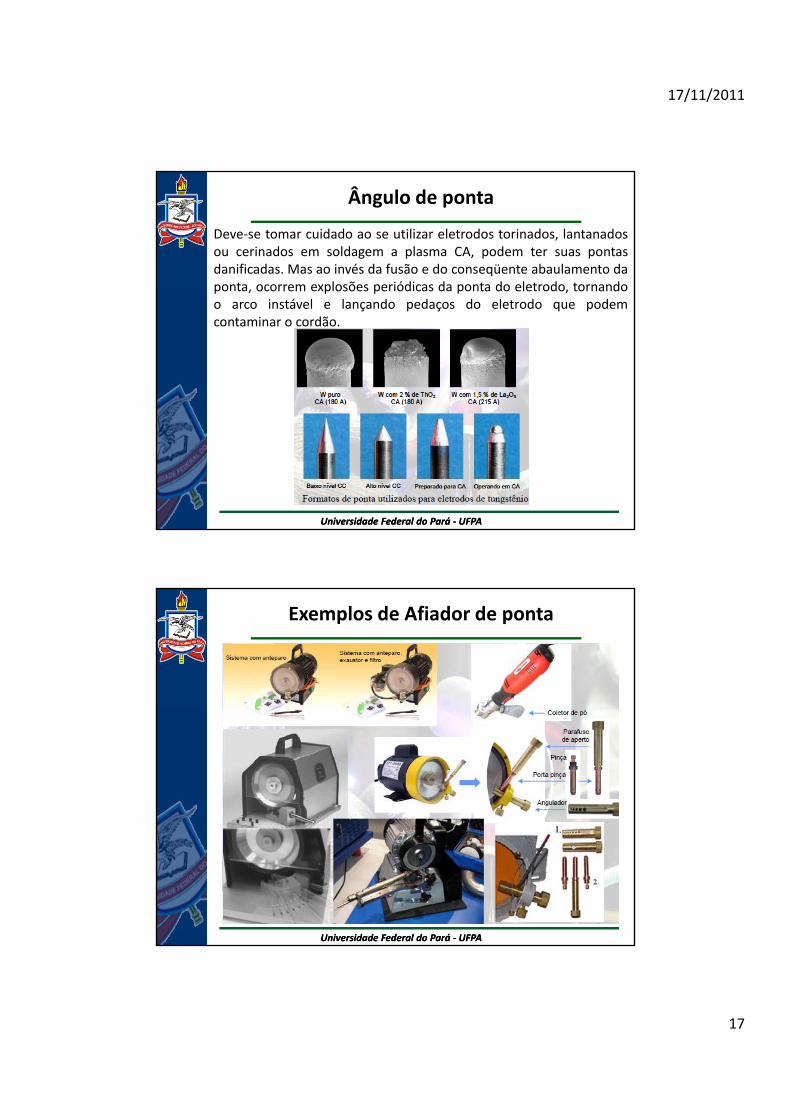
Deve‐se tomar cuidado ao se utilizar eletrodos torinados, lantanadosou cerinados em soldagem a plasma CA, podem ter suas pontasdanificadas. Mas ao invés da fusão e do conseqüente abaulamento daponta, ocorrem explosões periódicas da ponta do eletrodo, tornando
Ângulo de ponta
ponta, ocorrem explosões periódicas da ponta do eletrodo, tornandoo arco instável e lançando pedaços do eletrodo que podemcontaminar o cordão.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Exemplos de Afiador de ponta
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
18
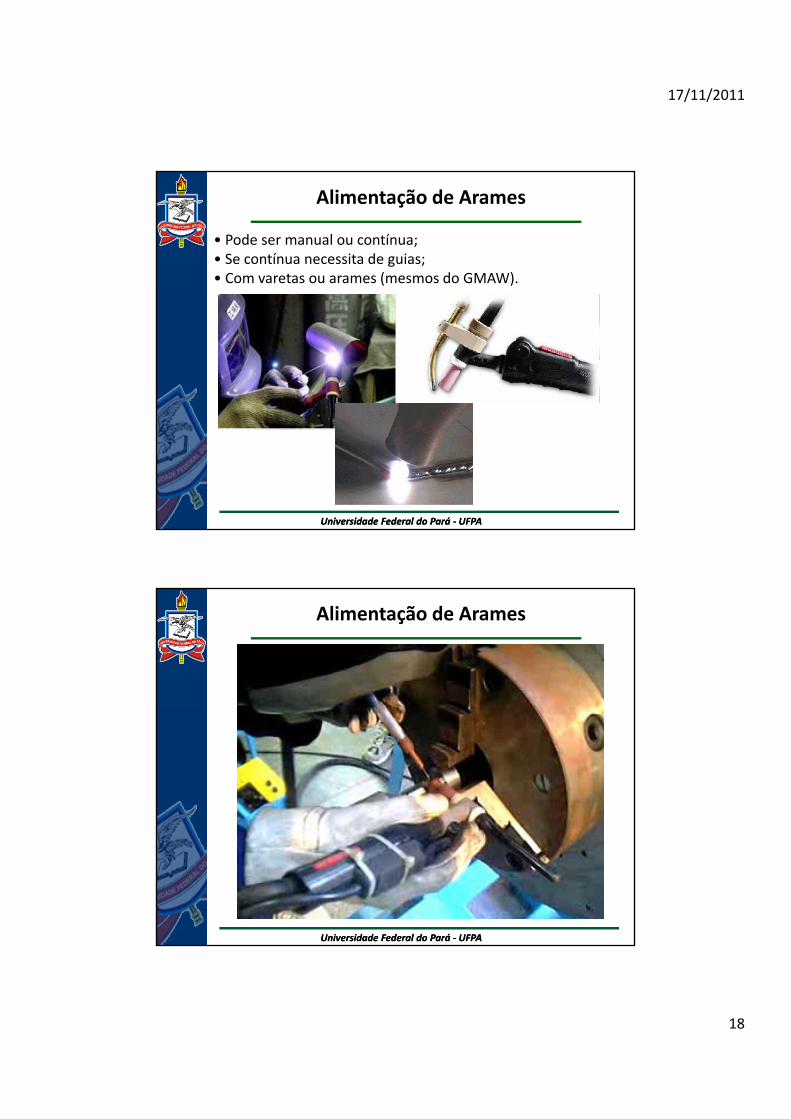
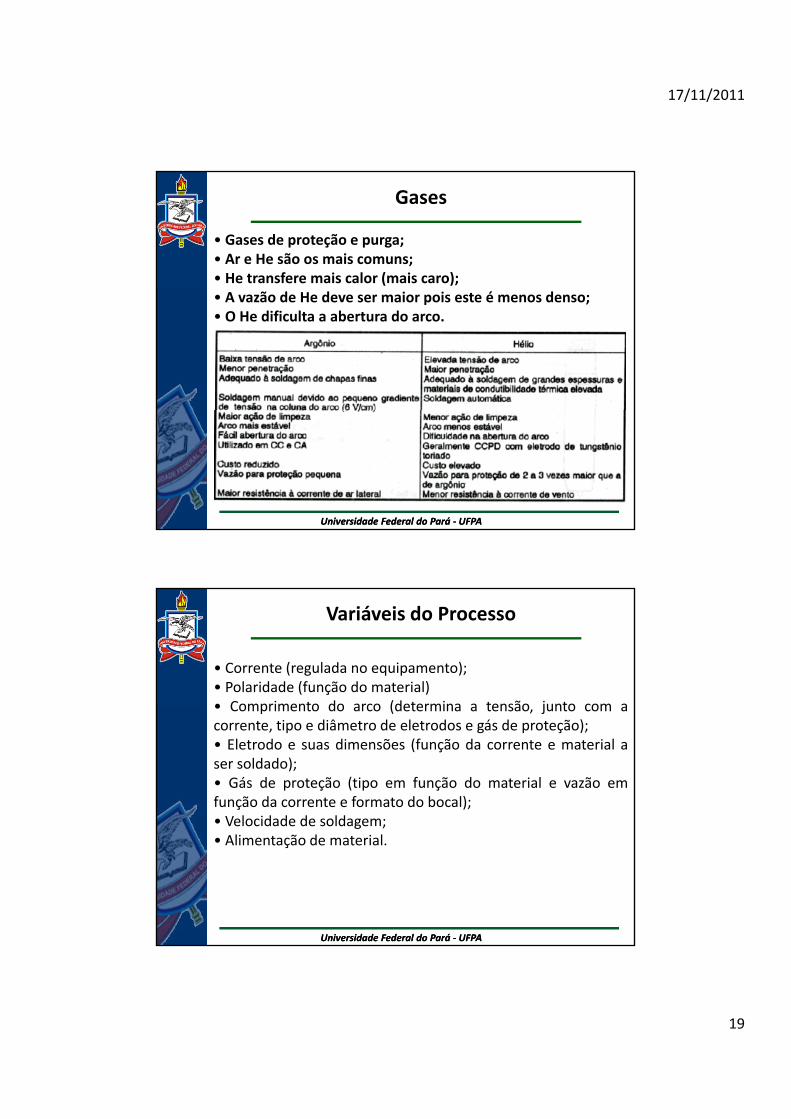
• Pode ser manual ou contínua;• Se contínua necessita de guias;• Com varetas ou arames (mesmos do GMAW).
Alimentação de Arames
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Alimentação de Arames
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
19
• Gases de proteção e purga;• Ar e He são os mais comuns;• He transfere mais calor (mais caro);
Gases
• A vazão de He deve ser maior pois este é menos denso;• O He dificulta a abertura do arco.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
• Corrente (regulada no equipamento);• Polaridade (função do material)• Comprimento do arco (determina a tensão junto com a
Variáveis do Processo
• Comprimento do arco (determina a tensão, junto com acorrente, tipo e diâmetro de eletrodos e gás de proteção);• Eletrodo e suas dimensões (função da corrente e material aser soldado);• Gás de proteção (tipo em função do material e vazão emfunção da corrente e formato do bocal);• Velocidade de soldagem;
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
g ;• Alimentação de material.
17/11/2011
20
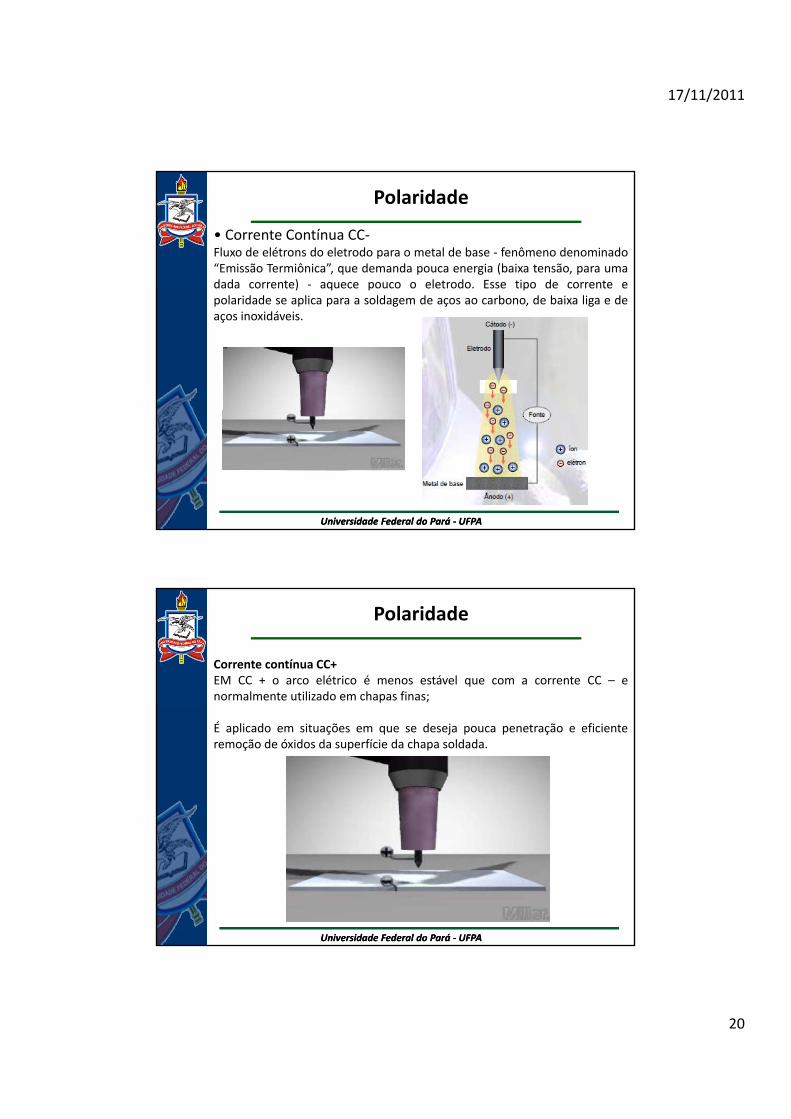
• Corrente Contínua CC‐Fluxo de elétrons do eletrodo para o metal de base ‐ fenômeno denominado“Emissão Termiônica”, que demanda pouca energia (baixa tensão, para umadada corrente) ‐ aquece pouco o eletrodo. Esse tipo de corrente e
Polaridade
polaridade se aplica para a soldagem de aços ao carbono, de baixa liga e deaços inoxidáveis.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Corrente contínua CC+EM CC + o arco elétrico é menos estável que com a corrente CC – enormalmente utilizado em chapas finas;
Polaridade
É aplicado em situações em que se deseja pouca penetração e eficienteremoção de óxidos da superfície da chapa soldada.
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
21
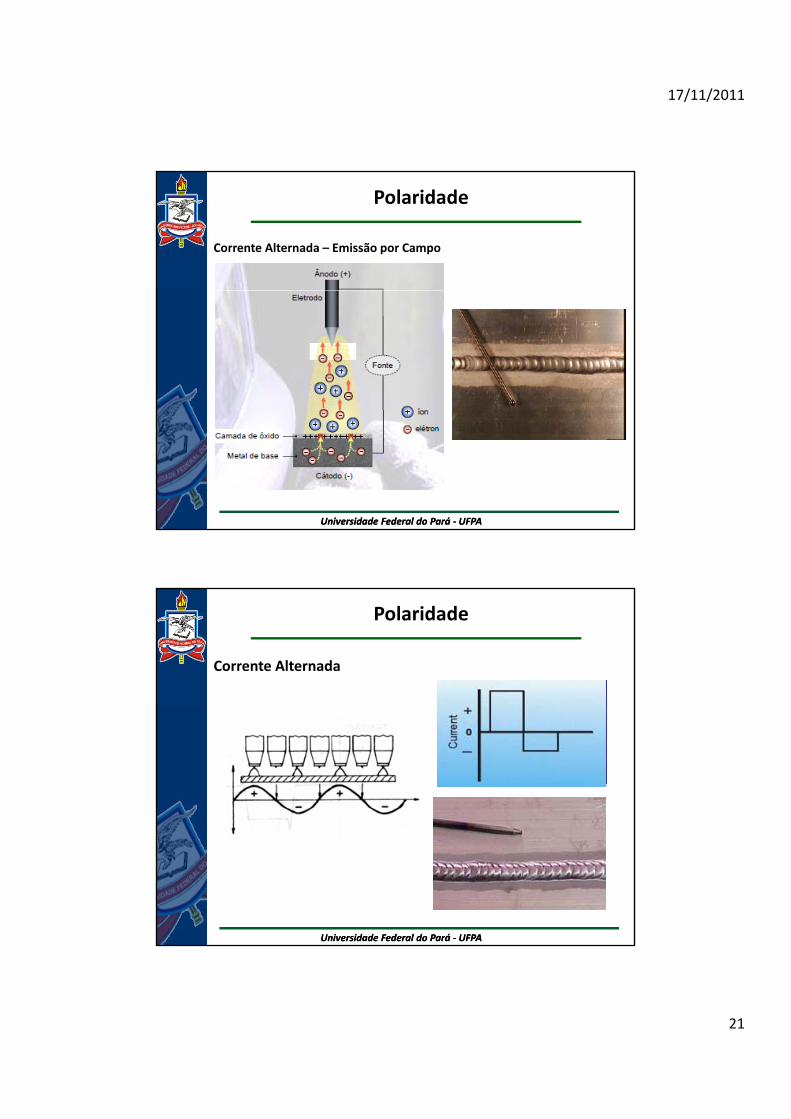
Corrente Alternada – Emissão por Campo
Polaridade
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
Corrente Alternada
Polaridade
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
17/11/2011
22
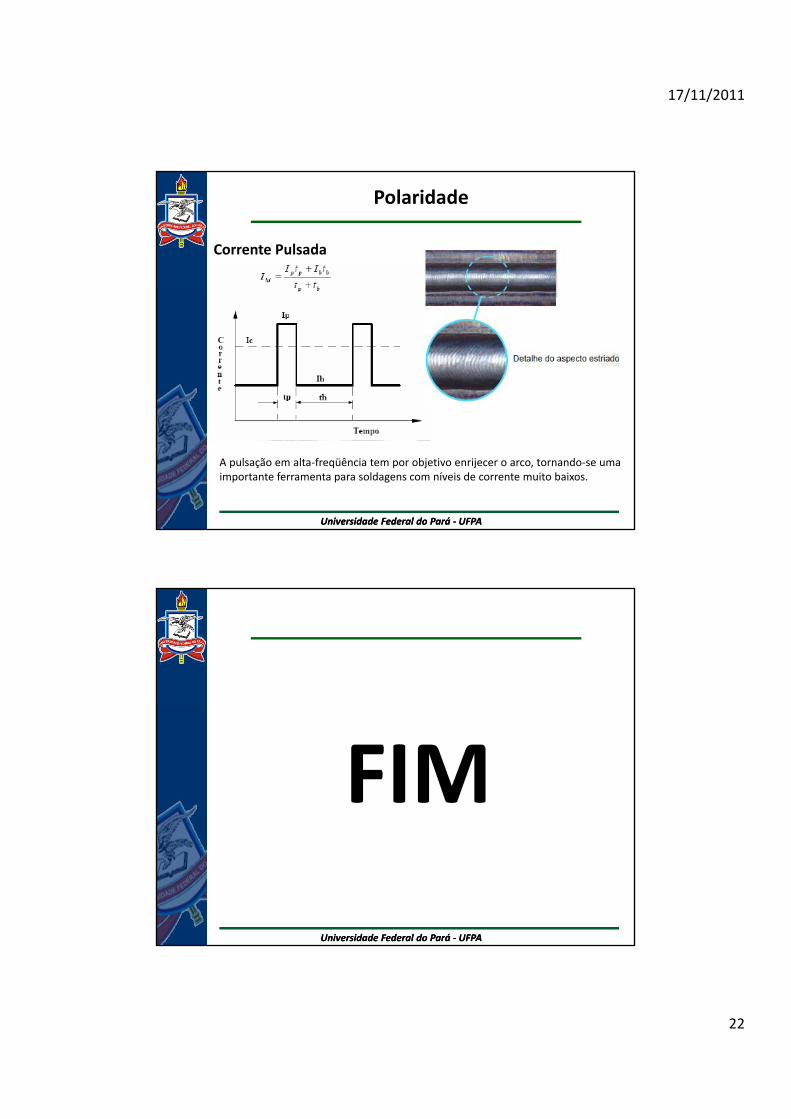
Corrente Pulsada
Polaridade
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA
A pulsação em alta‐freqüência tem por objetivo enrijecer o arco, tornando‐se umaimportante ferramenta para soldagens com níveis de corrente muito baixos.
FIM
Universidade Federal do Pará Universidade Federal do Pará ‐‐ UFPAUFPA





























