Embed Size (px)
Citation preview

CENTRO UNIVERSITÁRIO LUTERANO DE MANAUS – CEULM ENGENHARIA MECÂNICA
ANDRÉ LUIZ FERNANDES DE SANTANA
PROCESSO DE SOLDAGEM MIG/MAG (GMAW) DE BAIXO CUSTO UTILIZANDO CO2
Manaus
2017
ANDRÉ LUIZ FERNANDES DE SANTANA
PROCESSO DE SOLDAGEM MIG/MAG (GMAW) DE BAIXO CUSTO UTILIZANDO CO2
Projeto de Pesquisa apresentado ao curso de Engenharia Mecânica do Centro Universitário Luterano de Manaus – CEULM/ULBRA, referente à disciplina do curso de TCC-II.
Orientador: Professor M.Sc. João de Deus Segundo
Manaus
2017
ANDRÉ LUIZ FERNANDES DE SANTANA
PROCESSO DE SOLDAGEM MIG/MAG (GMAW) DE BAIXO CUSTO UTILIZANDO CO2
Trabalho de Conclusão de Curso II apresentado ao Curso de Graduação em Engenharia
Mecânica do Centro Universitário Luterano de Manaus – CEULM-ULBRA, como parte dos
requisitos para obtenção do grau de Bacharel em Engenharia Mecânica.
Aprovado em _______ de _____________ de 2017.
Banca examinadora
____________________________________________________
Profª MSc. João Claudio Ferreira Soares
Centro Universitário Luterano de Manaus
____________________________________________________
Prof. MSc. Fátima Geísa Mendes Teixeira
Centro Universitário Luterano de Manaus
____________________________________________________
Prof. Esp. MSc. João de Deus Segundo
Centro Universitário Luterano de Manaus

DEDICATÓRIA
A minha mãe e minha irmã, pelo apoio e
incentivo para superar as dificuldades e
obstáculos ao qual enfrentei, dedico-lhes essa
conquista como gratidão.
AGRADECIMENTOS
Inicialmente, agradecer a Deus pela saúde, por me conduzir com serenidade e
perseverança a este objetivo.
Á minha família pelo estimulo e compreensão, nesta nova conquista de minha
formação.
Ao professor M.Sc. João de Deus Segundo pela orientação, pelos ensinamentos e
incentivo, que proporcionaram toda a estrutura para o desenvolvimento deste trabalho.
Ao CEULM (Centro Universitário Luterano de Manaus) onde trilhei minha vida
acadêmica, aos professores que contribuíram e se dedicaram a minha formação, dentro desta
instituição.
Aos meus grandes amigos que conheci durante a faculdade que vou levar durante toda
a minha vida.
Ao engenheiro Ronel Flores que me concedeu o espaço em sua empresa para realizar o
estudo e conhecimento referente ao equipamento.

‘’ Seja você quem for, seja qual for a posição social que você tenha, a mais alta ou a mais baixa, tenha sempre como meta muita força, muita determinação e sempre faça tudo com muito amor e com muita fé em Deus, que um dia você chega lá. De alguma maneira você chega lá.’’
Ayrton Senna.

RESUMO
Com o desafio do atual cenário econômico, as empresas visam reduzir seus custos operacionais com o objetivo de atingir resultados dentro do planejado para permanecer competitiva no mercado, não sendo diferente na atividade industrial. A pesquisa se desenvolve com a missão em realizar um estudo para reduzir o custo operacional no processo de soldagem manual e robotizada na empresa situada no Parque Industrial de Manaus (PIM), utilizando uma soldagem utilizando um gás de proteção de baixo custo no processo de soldagem MIG/MAG. Atualmente sua atividade se resume na fabricação de Terminal de Auto Atendimento (ATM’s) conhecido como caixas Eletrônicos no segmento de automação bancária. No estudo avaliamos as condições de soldagem utilizada em três classes de mistura dos gases com suas classificações e combinações, onde será proposta uma condição de utilização do gás CO2 puro com um custo bem acessível obtendo uma redução de aproximadamente 50% no valor do gás utilizado na operação atual, na combinação binária e ternária utilizando o Argônio que é predominante na composição do gás de proteção tendo assim, maior custo no processo. Para obter um resultado positivo foi realizado um estudo para fundamentar o investimento em aquisição de equipamentos. Foi utilizado um equipamento de soldagem dispõem do recurso para soldar com o gás CO2 100% puro sem alterar as propriedades da solda (mordedura). Utilizamos os dados da empresa com relação ao custo com o gás de soldagem, o volume de produção diária/mensal e anual e sobre esses valores que foram levantados, será comparado com a proposta para diminur os gastos com a operação no processo de soldagem. Além da viabilidade na redução de custos utilizando o gás CO2 puro, ainda obtemos uma econômia no consumo de energia. O equipamento possui uma tecnologia inovadora sendo inversora e conseguindo manter a qualidade de soldagem, mesmo havendo uma possível fadiga do operador. O resultado obtido utilizando o equipamento sinérgico com gás CO2 foi um ganho de R$ 1.261.857,24 / ano com o gás Argônio, o que representa uma economia de 60% se compararmos com o valor cobrado do gás CO2. O projeto se paga em 8 meses mantendo o mesmo volume de produção. No primeiro momento duvidoso e no decorrer da pesquisa, os testes e os resultados atenderam as expectativas. Como o objetivo foi reduzir o custo no processo de soldagem, conseguimos atingir o resultado a curto prazo como proposto.
Palavras chave: Processo de soldagem GMAW, Redução de custo. Gases e combinações.
ABSTRACT
With the challenge of the current economic scenario, companies aim to reduce their operating costs with the objective of achieving results within the planned to remain competitive in the market, not being different in industrial activity.The research is carried out with the mission to carry out a study to reduce the operational cost in the process of manual and robotized welding in the company located in the Industrial Park of Manaus (PIM), using a welding using a low cost protection gas in the welding process MIG / MAG. Currently its activity is summarized in the manufacture of ATMs known as ATMs in the banking automation segment.The study aims to evaluate the welding conditions used in three classes of gas mixture with their classifications and combinations, where a condition will be proposed to use the pure CO2 gas with a very affordable cost obtaining a reduction of approximately 50% in the value of the gas used In the current operation, in the binary and ternary combination using the Argon that is predominant in the composition of the shielding gas thus having a higher cost in the process. In order to obtain a positive result, a study was carried out to base the research, requiring investment in equipment acquisition. Used welding equipment have the ability to weld with 100% pure CO2 gas without changing the properties of the weld (bite). We used the data of the company with regard to the cost with the welding gas, the daily / monthly and annual production volume and on those values that were raised, will be compared with the proposal to decrease the expenses with the operation in the welding process. Besides the feasibility in reducing costs using pure CO2 gas, we will still achieve a saving of energy consumption. The equipment has an innovative technology being inverted and able to maintain the quality of welding, even if there is a possible fatigue of the operator. The result obtained using the synergic equipment with CO2 gas was a gain of R $ 1,261,857.24 / year with Argon gas, which represents a savings of 60% when compared to the CO2 gas charge. The project is paid in 8 months, maintaining the same volume of production. At first doubtful and in the course of the research, tests and results met expectations. As the goal was to reduce the cost in the welding process, we were able to achieve the short-term result as proposed. Keywords: GMAW welding process, Cost reduction. Gases and combinations.

LISTA DE FIGURAS Figura 1: Histórico com a evolução da soldagem, ..................................................... 16 Figura 2: Classificação das Soldas ........................................................................... 18 Figura 3: Processo de Soldagem Eletrodo Revestido ............................................... 20 Figura 4: Processo de Soldagem TIG ....................................................................... 20 Figura 5: Processo de soldagem com Arame Tubular .............................................. 21 Figura 6: Processo de Soldagem a Arco Submerso .................................................. 22 Figura 7: Processo de Soldagem a Plasma .............................................................. 23 Figura 8: Processo de Soldagem a Pino. .................................................................. 24 Figura 9: Processo de Soldagem a Eletroescória ..................................................... 25 Figura 10: Processo de Soldagem Oxi-Gás .............................................................. 26 Figura 11: Processo de Soldagem por Feixe de Eletrons ......................................... 27 Figura 12: Processo de Soldagem a Laser ............................................................... 28 Figura 13: Processo de Soldagem a Resistência ...................................................... 29 Figura 14: Processo de Soldagem por Centelhamento ............................................ 30 Figura 15: Processo de Soldagem por Alta Frequência . .......................................... 31 Figura 16: Processo de Soldagem por Fricção ......................................................... 32 Figura 17: Processo de Soldagem por Difusão ......................................................... 33 Figura 18: Processo de Soldagem por Explosão ..................................................... 34 Figura 19: Processo de Soldagem por Laminação ................................................... 35 Figura 20: Processo de Soldagem MIG/MAG ........................................................... 36 Figura 21: Equipamento para Soldagem Manual e Acessórios ................................ 37 Figura 22: Gráfico de Referência para Ajuste do Equipamento . .............................. 38 Figura 23: Classificação dos gases para o processo GMAW com o IIW . ................. 40 Figura 24: Deposição da junta soldada no processo GMAW conforme o IIW ........... 42 Figura 25: Combinações dos gases de proteção mistura binária . ............................ 48 Figura 26: Combinações dos gases de proteção mistura ternária . .......................... 49 Figura 27: Gás de proteção implementada . ............................................................. 49 Figura 28: Fotográfia máquina de solda Fronius TransSteel V5000 . ....................... 51 Figura 29: Fotográfia máquina de solda Fronius TransSteel V5000 . ....................... 52 Figura 30: Fotográfia máquina de solda Fronius TransSteel V5000 . ....................... 52 Figura 31: Analise macográfica da junta soldada com gás mistura F34 . ................. 54 Figura 32: Parâmetros da fonte de solda com gás mistura F34 . .............................. 54 Figura 33: Analise macrográfica com junta soldada com gás CO2 . .......................... 55 Figura 34: Parâmetros da fonte de solda com o gás CO2 . ....................................... 55 Figura 35: Registro de dados referente ao consumo da mistura F34 . ...................... 56 Figura 36: Dados sobre o consumo e Pay Back do projeto de redução de custo . ... 57



LISTA DE TABELAS
Tabela 1: Projeto de redução de custo (coleta de dados de campo) ........................ 47
LISTA DE ABREVIATURAS E SIGLAS
MIG / MAG – Metal Inerte a gás e Metal ativo a gás CO2 – Dióxido de Carbono C 25 – Mistura de dois gases de proteção de soldagem (75% Argônio e 25% CO2) F 34 – Mistura de dois gases de proteção de soldagem (92% Argônio e 25% CO2) AWS – American Welding Society (Associação Americana de Soldagem) SMAW – Shielded Metal Arc Welding (Soldagem Manual arco elétrico) TIG – Gas Tungsten Arc Welding (Tungstenio Inerte a Gás) FCAW – Flux-cored Arc Welding (Soldagem Arame Tubular) SAW – Submerged Arc Welding (Soldagem a Arco Submerso) PAW – Plasma Arc Welding (Soldagem a Plasma) SW – Stud Welding (Soldagem por Indução Capacitiva) Eletroslag Welding – (Soldagem por Escória) OFW – Oxifuel Welding (Soldagem por Oxi-Gás) EBW – Electron Beam Welding (Soldagem por Feixe de Eletrons) LBW – Laser Beam Welding (Soldagem a Laser) RW – Resistance Welding (Soldagem por Resistência) FW – Flash Welding (Soldagem por Centelhamento) HFIW – High Frequency Induction Welding (Soldagem por Alta Frequência) FW – Friction Welding (Soldagem por Fricção) DFW – Diffusion Welding (Soldagem por Difusão) EXW – Explosive Welding (Soldagem por Explosão GMAW – Gas Metal Arc Welding (Soldagem a Arco Elétrico) ASTM – American Society for Testing and Materials (Sociedade Americana de Testes e Materiais) IIW – International Institute of Welding (Instituto Internacional de soldagem)
13
SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 14
2 REFERÊNCIAL TEÓRICO .................................................................................... 16 2.1 História dos processos de soldagem .............................................................. 16 2.2 Processos de soldagem ................................................................................... 17 2.3 Classificação das soldas ......................................... Erro! Indicador não definido. 2.3.1 Conceitos Básicos de Soldagem e Aplicações ........................................... 18 2.3.2 Soldagem ............................................................... Erro! Indicador não definido. 2.3.3 Tipos de Soldagem......................................................................................... 19 2.3.4 Componentes da Máquina de Solda ............................................................. 37 2.4 Importância dos Gases ..................................................................................... 38 2.4.1 Gases Inertes .................................................................................................. 41 2.4.2 Gases Oxidantes ............................................................................................ 43 2.4.3 Outros Gases .................................................................................................. 44 3 METODOLOGIA ........................................................... Erro! Indicador não definido. 4 RESULTADOS ....................................................................................................... 53
5 CONCLUSÃO ........................................................................................................ 58
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 59
14
1 INTRODUÇÃO
O processo de soldagem Mig-Mag (Metal Inert Gas - Metal Active Gas) é
atualmente utilizado em incontáveis aplicações industriais, tanto em operações de
pequena como de grande escala. Os grandes usuários do processo MIG-MAG são
as indústrias automotivas, autopeças, alimentícia, construção civil, fabricação de
bens de consumo, estaleiros, caldeirarias, implementos agrícolas, botijões de gás,
entre tantas outras.
A facilidade de automação e os diversos tipos de materiais que podem ser
soldados por este processo, que ampliam ainda mais suas aplicações. Nos últimos
anos, tem havido um significativo esforço na pesquisa e no desenvolvimento das
operações de soldagem envolvendo este processo. Este utiliza gás de proteção, que
pode ser inerte, ativo ou mistura destes ou mais tipos. Segundo sua natureza e
composição, têm uma influência preponderante nas características do arco e no tipo
de transferência metálica, na velocidade de soldagem, na perda por projeção
(respingos), na penetração e formato do cordão de solda e no custo final da
operação de soldagem.
O tipo de gás também tem influência nas perdas de elementos químicos, na
temperatura da poça de fusão, na sensibilidade à fissuração e porosidade, bem
como na facilidade da execução da soldagem em diversas posições. A proposta
deste trabalho foi à análise dos resultados de soldagem com relação ao custo da
operação substituindo o gás Argônio na mistura C25 e F34, utilizando apenas CO2
puro.
O objetivo desse trabalho é reduzir o custo da operação e para isso foi
necessário a aquisição de novos equipamentos que dispõem de tecnologia sinérgica
e com recursos de várias combinações de gases.
O estudo de viabilidade foi apresentado para a direção da empresa que é
fabricante de ATMs (Terminais de Auto Atendimento) conhecido como caixas
eletrônicos no parque Industrial de Manaus. A referida unidade dispõem de 950
colaboradores em seus 14.890 m² de área construída.
15
A sede de Manaus é a unidade de fabricação e em São Paulo fica situado a
área comercial, logística, compras, área de TI, Diretorias, Presidente e Vice-
Presidente. A empresa é Multinacional e está no mercado mundial como líder em
seu segmento referente à automação bancária.
O problema do projeto foi a redução de custo no processo de soldagem
MIG/MAG. Com isso, será retirado o gás usando mistura F34 sendo na combinação
de 92% de Argônio e 8 % de CO2.
Foi utilizado como objetivos específicos:
Redução no custo do processo de soldagem MIG/MAG;
Levantamento de dados para fundamentar o investimento com novos
equipamentos;
Substituição do gás mistura F34 de proteção por CO2 puro;
Devido a recessão da economia atual, grandes empresas tiveram que
enxugar os quadros de funcionários e otimizar os processos de fabricação, havendo
a necessidade de reduzir os custos direto do produto fabricado.
No processo de soldagem, os valores do insumo (gás de proteção) de solda
teve um acréscimo considerável e buscamos com esse estudo, uma tecnologia que
mesmo investindo em equipamentos se torna atrativo com a redução de custo na
eliminação do gás de maior concentração.
Com o investimento, o gás Argônio foi eliminado com a aquisição do
equipamento. Com isso, teríamos como garantir o funcionamento sem alteração na
qualidade do produto final reduzindo o custo do processo de soldagem

16
2 REFERENCIAL TÉORICO
2.1 HISTÓRIA DOS PROCESSOS DE SOLDAGEM
A história da soldagem mostra que desde as mais remotas épocas, muitos
artefatos já eram confeccionados com utilização de recursos de brasagem, alguns
tendo sido descobertos com mais de 4000 anos; a soldagem por forjamento também
tem sido utilizada há mais de 3000 anos (MARQUES, 1991).
A técnica da moderna soldagem começou a ser moldada a partir da
descoberta do arco elétrico, bem como também a sintetização do gás acetileno no
século passado, o que permitiu que iniciassem alguns processos de fabricação de
peças, utilizando novos recursos. Com o advento da Primeira Guerra Mundial, a
técnica de soldagem começou a ser mais utilizada nos processos de fabricação; a
Segunda Guerra Mundial imprimiu grande impulso na tecnologia de soldagem,
desenvolvendo novos processos e aperfeiçoando os já existentes (WAINER, 2011).
A figura 1 mostra o histórico com a evolução do processo de soldagem.
Figura 1: Histórico com a evolução da soldagem
Fonte: Soldagem e processos e Metalúrgia (WAINER, 2011).
17
2.2 PROCESSO DE SOLDAGEM
O processo de soldagem se dá através da abertura de arco elétrico por curto
circuito, onde esse processo é gerado pelo contato do polo positivo que vem da
fonte da máquina de solda e o negativo ligado diretamente na peça. Com isso, é
gerado um aquecimento da região a ser soldada depositando o eletrodo chamado de
arame, esse é absorvido e depositado na região a ser soldada. Esse aquecimento é
gerado pela transferência do metal consumido na poça de fusão (ESAB, 2005).
A soldagem é considerada como um método de união, porém, muitos
processos de soldagem ou variações são usados para a deposição de material
sobre uma superfície. Se tratando da soldagem, o processo de junção de metais por
fusão é a operação que visa obter a união de duas ou mais peças. Além desse
segmento, outros métodos como a brasagem, rebitagem e a soldagem por
forjamento. Atualmente, mais de 50 diferentes processos de soldagem têm alguma
utilização industrial, sendo assim, o principal método de união permanente de metais
(WHITE MARTINS, 2010).
2.3 CLASSIFICAÇÃO DAS SOLDAS
O processo de soldagem se divide em três grandes classes que são:
Soldagem por pressão; Soldagem por fusão e Soldagem por brasagem. A soldagem
por pressão é o processo no qual as partes são pressionadas uma contra a outra por
difusão atômica, ex: Solda ponto (AWS, 2011).
A soldagem por fusão é o processo no qual as partes são fundidadas por
meio de energia elétrica ou química, sem aplicação de pressão, ex: Solda por
eletrodo revestido (WHITE MARTINS, 2010).
Já a soldagem por brasagem é o processo no qual as partes são unidas por
meio de uma liga metálica de baixo ponto de fusão. Por este método, o metal não é
fundido, ex: Solda branca de placa eletrônica (ABS, 2013).
18
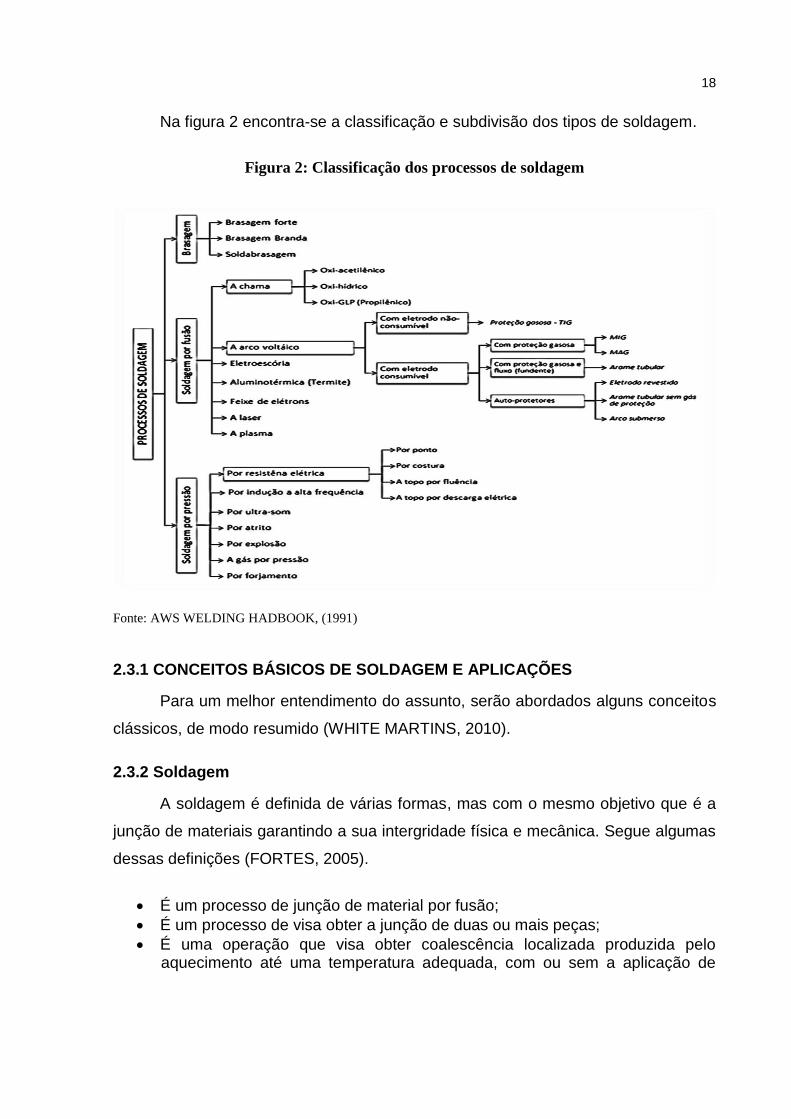
Na figura 2 encontra-se a classificação e subdivisão dos tipos de soldagem.
Figura 2: Classificação dos processos de soldagem
Fonte: AWS WELDING HADBOOK, (1991)
2.3.1 CONCEITOS BÁSICOS DE SOLDAGEM E APLICAÇÕES
Para um melhor entendimento do assunto, serão abordados alguns conceitos
clássicos, de modo resumido (WHITE MARTINS, 2010).
2.3.2 Soldagem
A soldagem é definida de várias formas, mas com o mesmo objetivo que é a
junção de materiais garantindo a sua intergridade física e mecânica. Segue algumas
dessas definições (FORTES, 2005).
É um processo de junção de material por fusão;
É um processo de visa obter a junção de duas ou mais peças;
É uma operação que visa obter coalescência localizada produzida pelo aquecimento até uma temperatura adequada, com ou sem a aplicação de
19
pressão de metal de adição. Essa definição adotada pela AWS (AMERICAN WELDING SOCIETY BRASIL, 1991).
É o processo de união de materiais baseado no contato entre os materiais sendo unidos por força de ligação química de natureza similar as atuantes no interior do próprio material (Slide Fundição e Soldagem, 2016/1).
A união dos materiais podem ser de duas formas, sendo uma por parafusos
ou arrebites resistindo a força de cisalhamento e a outra através da junção dos
átomos e moléculas das partes a serem unidas (ESAB, 2009).
2.3.3 Tipos de soldagem
Soldagem a arco elétrico com eletrodo revestido (em
Ingles Shielded Metal Arc Welding – SMAW), também conhecida como soldagem
manual a arco elétrico (MMA), é um processo manual de soldagem que é realizado
com o calor de um arco elétrico mantido entre a extremidade de um eletrodo
metálico revestido e a peça de trabalho (WHITE MARTINS, 2010).
O calor produzido pelo arco elétrico funde o metal, a alma do eletrodo e seu
revestimento de fluxo. Os gases produzidos durante a decomposição do
revestimento e a escória líquida protegem o metal de solda da contaminação
atmosférica durante a solidificação (ESAB APOSTILA DE SOLDAGEM MIG-MAG,
2005).
Devido à sua versatilidade de processo e da simplicidade de seu equipamento
e operação, a soldagem com eletrodo revestido é um dos mais populares processos
de soldagem. O SMAW é amplamente utilizado na construção de estruturas
de aço e na fabricação industrial. O processo é principalmente utilizado para
soldar ferro e aço (incluindo o aço inoxidável), mas também podem ser soldadas
com esse método ligas de níquel, alumínio e cobre (WHITE MARTINS, 2010).
20
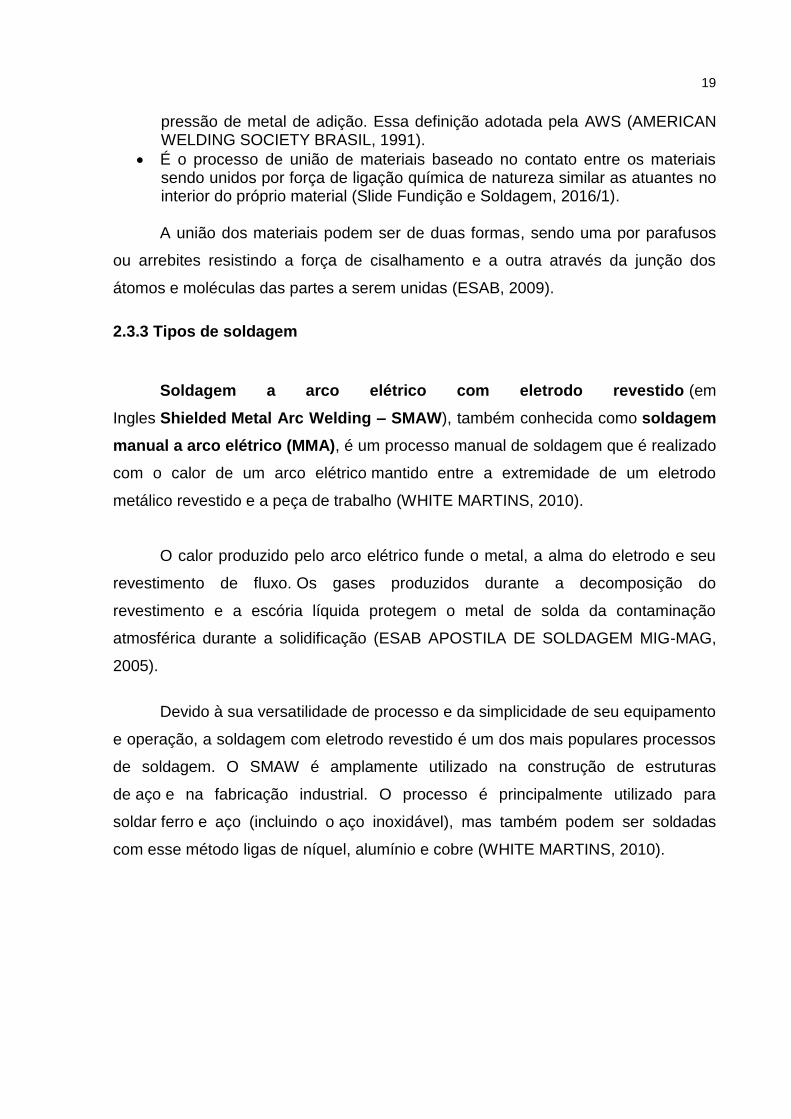
Na figura 3 demonstra o processo de soldagem com eletrodo revestido.
Figura 3: Figura do processo de soldagem eletrodo revestido.
Fonte: Soldagem ao arco elétrico sob proteção gasosa, (WHITE MARTINS, 2010).
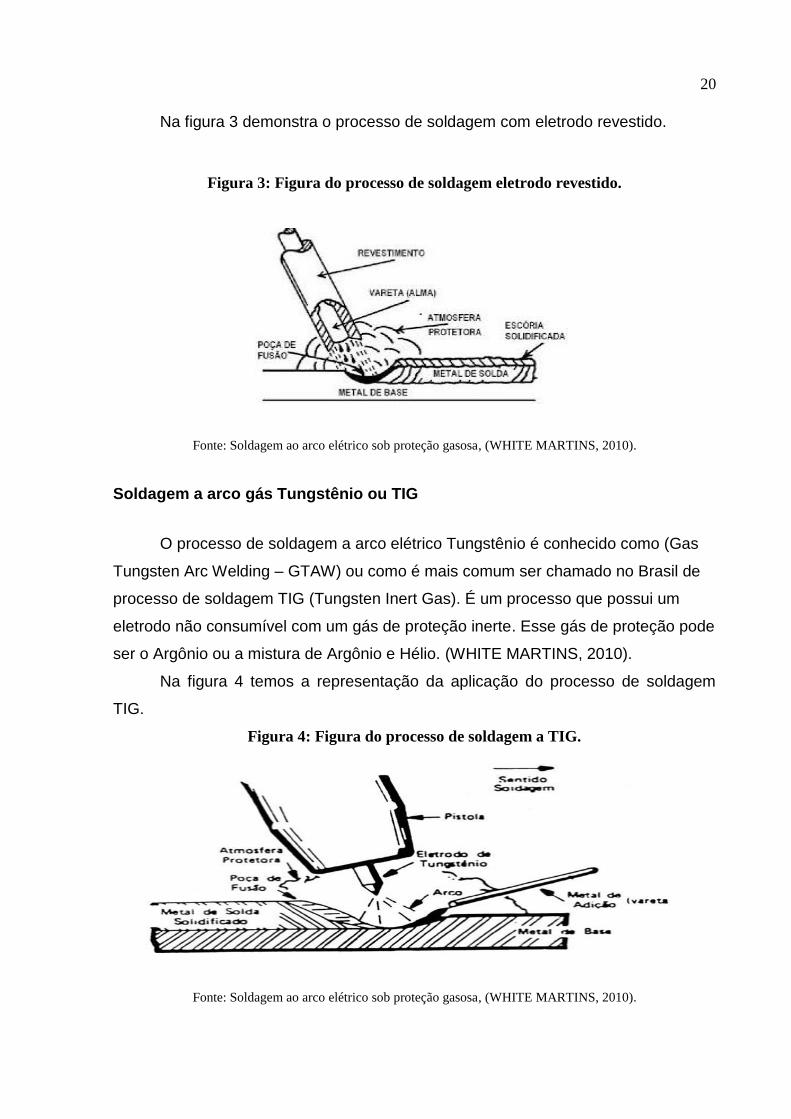
Soldagem a arco gás Tungstênio ou TIG
O processo de soldagem a arco elétrico Tungstênio é conhecido como (Gas
Tungsten Arc Welding – GTAW) ou como é mais comum ser chamado no Brasil de
processo de soldagem TIG (Tungsten Inert Gas). É um processo que possui um
eletrodo não consumível com um gás de proteção inerte. Esse gás de proteção pode
ser o Argônio ou a mistura de Argônio e Hélio. (WHITE MARTINS, 2010).
Na figura 4 temos a representação da aplicação do processo de soldagem
TIG.
Figura 4: Figura do processo de soldagem a TIG.
Fonte: Soldagem ao arco elétrico sob proteção gasosa, (WHITE MARTINS, 2010).
21
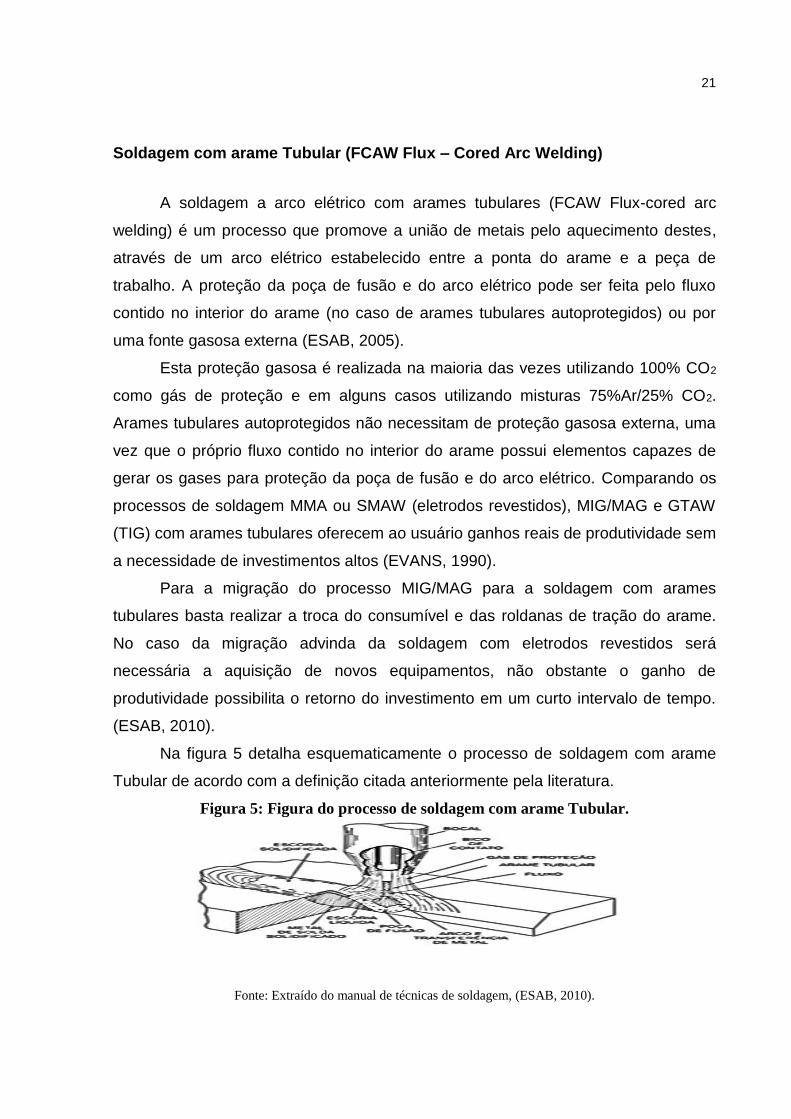
Soldagem com arame Tubular (FCAW Flux – Cored Arc Welding)
A soldagem a arco elétrico com arames tubulares (FCAW Flux-cored arc
welding) é um processo que promove a união de metais pelo aquecimento destes,
através de um arco elétrico estabelecido entre a ponta do arame e a peça de
trabalho. A proteção da poça de fusão e do arco elétrico pode ser feita pelo fluxo
contido no interior do arame (no caso de arames tubulares autoprotegidos) ou por
uma fonte gasosa externa (ESAB, 2005).
Esta proteção gasosa é realizada na maioria das vezes utilizando 100% CO2
como gás de proteção e em alguns casos utilizando misturas 75%Ar/25% CO2.
Arames tubulares autoprotegidos não necessitam de proteção gasosa externa, uma
vez que o próprio fluxo contido no interior do arame possui elementos capazes de
gerar os gases para proteção da poça de fusão e do arco elétrico. Comparando os
processos de soldagem MMA ou SMAW (eletrodos revestidos), MIG/MAG e GTAW
(TIG) com arames tubulares oferecem ao usuário ganhos reais de produtividade sem
a necessidade de investimentos altos (EVANS, 1990).
Para a migração do processo MIG/MAG para a soldagem com arames
tubulares basta realizar a troca do consumível e das roldanas de tração do arame.
No caso da migração advinda da soldagem com eletrodos revestidos será
necessária a aquisição de novos equipamentos, não obstante o ganho de
produtividade possibilita o retorno do investimento em um curto intervalo de tempo.
(ESAB, 2010).
Na figura 5 detalha esquematicamente o processo de soldagem com arame
Tubular de acordo com a definição citada anteriormente pela literatura.
Figura 5: Figura do processo de soldagem com arame Tubular.
Fonte: Extraído do manual de técnicas de soldagem, (ESAB, 2010).
22
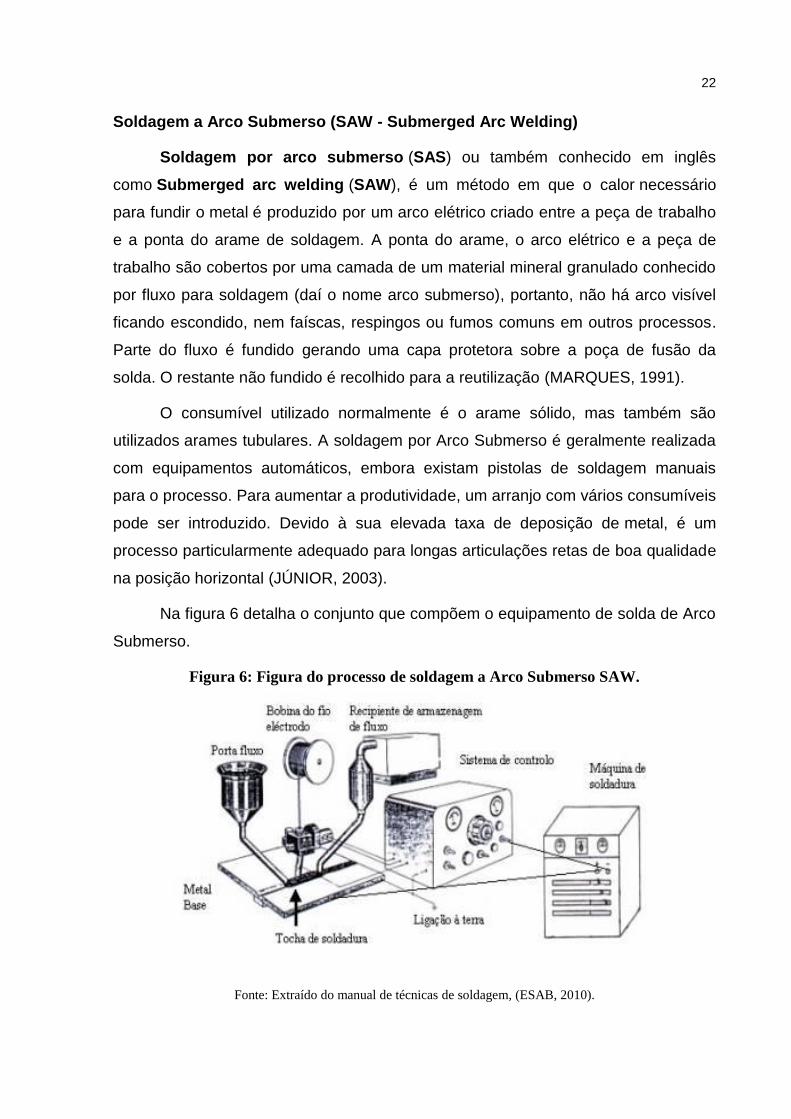
Soldagem a Arco Submerso (SAW - Submerged Arc Welding)
Soldagem por arco submerso (SAS) ou também conhecido em inglês
como Submerged arc welding (SAW), é um método em que o calor necessário
para fundir o metal é produzido por um arco elétrico criado entre a peça de trabalho
e a ponta do arame de soldagem. A ponta do arame, o arco elétrico e a peça de
trabalho são cobertos por uma camada de um material mineral granulado conhecido
por fluxo para soldagem (daí o nome arco submerso), portanto, não há arco visível
ficando escondido, nem faíscas, respingos ou fumos comuns em outros processos.
Parte do fluxo é fundido gerando uma capa protetora sobre a poça de fusão da
solda. O restante não fundido é recolhido para a reutilização (MARQUES, 1991).
O consumível utilizado normalmente é o arame sólido, mas também são
utilizados arames tubulares. A soldagem por Arco Submerso é geralmente realizada
com equipamentos automáticos, embora existam pistolas de soldagem manuais
para o processo. Para aumentar a produtividade, um arranjo com vários consumíveis
pode ser introduzido. Devido à sua elevada taxa de deposição de metal, é um
processo particularmente adequado para longas articulações retas de boa qualidade
na posição horizontal (JÚNIOR, 2003).
Na figura 6 detalha o conjunto que compõem o equipamento de solda de Arco
Submerso.
Figura 6: Figura do processo de soldagem a Arco Submerso SAW.
Fonte: Extraído do manual de técnicas de soldagem, (ESAB, 2010).

23
Soldagem a Plasma (PAW – Plasma Arc Welding)
Soldagem a plasma (em inglês: Plasma arc welding - PAW) é um processo de
soldagem a arco elétrico que produz a fusão dos metais, pelo aquecimento com
um arco elétrico entre o eletrodo não consumível e a peça de trabalho (ESAB, 2005).
Neste processo existem dois fluxos de gás separados, o gás plasma que flui à
volta do eletrodo não consumível de tungsténio ionizando esse gás, formando o
núcleo do arco plasma e um gás de proteção que evita a contaminação do banho
em fusão. É um procedimento muito similar ao TIG, basicamente trata-se de um
desenvolvimento da soldagem TIG visando um aumento de produtividade.
(MARQUES, 1991).
Na figura 7 temos o processo de Soldagem a Plasma detalhado aonde temos uma visão interna da caneta de solda para visualizar cada fase no processo de soldagem.
Figura 7: Figura do processo de soldagem a Plasma.
Fonte: Tecnologia de soldagem, (MARQUES, 1991).
24
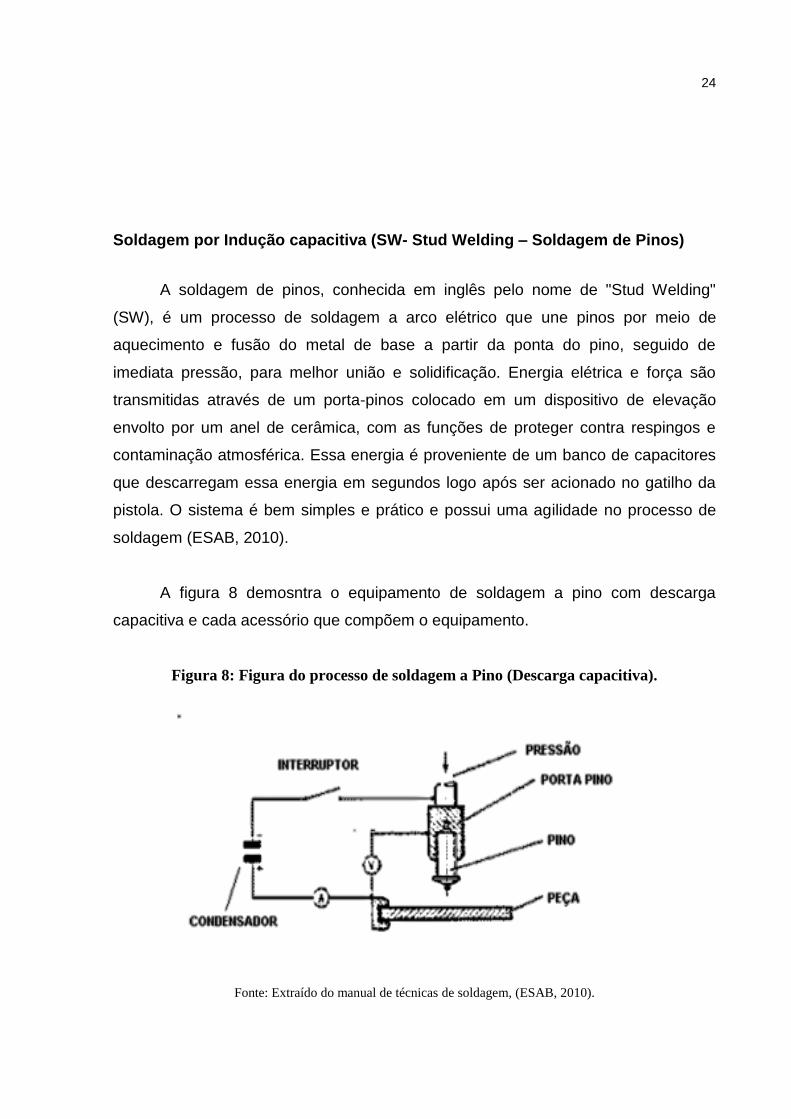
Soldagem por Indução capacitiva (SW- Stud Welding – Soldagem de Pinos)
A soldagem de pinos, conhecida em inglês pelo nome de "Stud Welding"
(SW), é um processo de soldagem a arco elétrico que une pinos por meio de
aquecimento e fusão do metal de base a partir da ponta do pino, seguido de
imediata pressão, para melhor união e solidificação. Energia elétrica e força são
transmitidas através de um porta-pinos colocado em um dispositivo de elevação
envolto por um anel de cerâmica, com as funções de proteger contra respingos e
contaminação atmosférica. Essa energia é proveniente de um banco de capacitores
que descarregam essa energia em segundos logo após ser acionado no gatilho da
pistola. O sistema é bem simples e prático e possui uma agilidade no processo de
soldagem (ESAB, 2010).
A figura 8 demosntra o equipamento de soldagem a pino com descarga
capacitiva e cada acessório que compõem o equipamento.
Figura 8: Figura do processo de soldagem a Pino (Descarga capacitiva).
Fonte: Extraído do manual de técnicas de soldagem, (ESAB, 2010).

25
Soldagem por Eletroescória (Eletroslag Welding)
A soldagem por eletroescória é um processo por fusão em que o calor gerado
por efeito Joule é proveniente da passagem de corrente elétrica pelo eletrodo e pela
escória eletrocondutora fundida. A poça de fusão e a camada de escória são
mantidas na junta por sapatas refrigeradas que se movem progressivamente, para
cima. A escória é conseguida pela adição de um fluxo granulado, adicionado
durante o processo. A proteção da área de soldagem é feita pela escória que flutua
sobre a poça de fusão. (MARQUES, 1991).
A figura 8 demonstra como funciona o equipamento de soldagem a Eletroescória.
Figura 9: Figura do processo de soldagem a Eletroescória (Eletroslag Welding – ESW).
Fonte: Tecnologia de soldagem, (MARQUES, 1991).

26
Soldagem por Oxi-Gás (OFW - Oxifuel Welding)
A Soldagem Oxigás (OFW) inclui qualquer operação que usa a combustão de
um gás combustível com oxigênio como meio de calor. O processo envolve a fusão
do metal base e normalmente de um metal de enchimento, usando uma chama
produzida na ponta de um maçarico. O gás combustível e o oxigênio são
combinados em proporções adequadas dentro de uma câmara de mistura. O metal
fundido e o metal de enchimento, se usado, se misturam numa poça comum e se
solidificam ao se resfriar. Uma vantagem deste processo é o controle que o soldador
exerce sobre o calor e a temperatura, independente da adição de metal. O tamanho
do cordão, a forma e a viscosidade da poça são também controlados no processo.
OFW é adequado para operações de conserto, para soldagem de tiras finas, e tubos
de pequeno diâmetro. Soldar seções espessas, exceto para trabalho de conserto,
não é economicamente viável quando comparada com outros processos disponíveis
(WHITE MARTINS, 2010).
Na figura 10 detalha o cada fase do processo de soldagem Oxi-gás.
Figura 10: Figura do processo de soldagem Oxi-gás (Oxifuel Welding - OFW).
Fonte: Extraído Soldagem ao arco elétrico sob proteção gasosa, (WhHITE MARTINS, 2010).
27
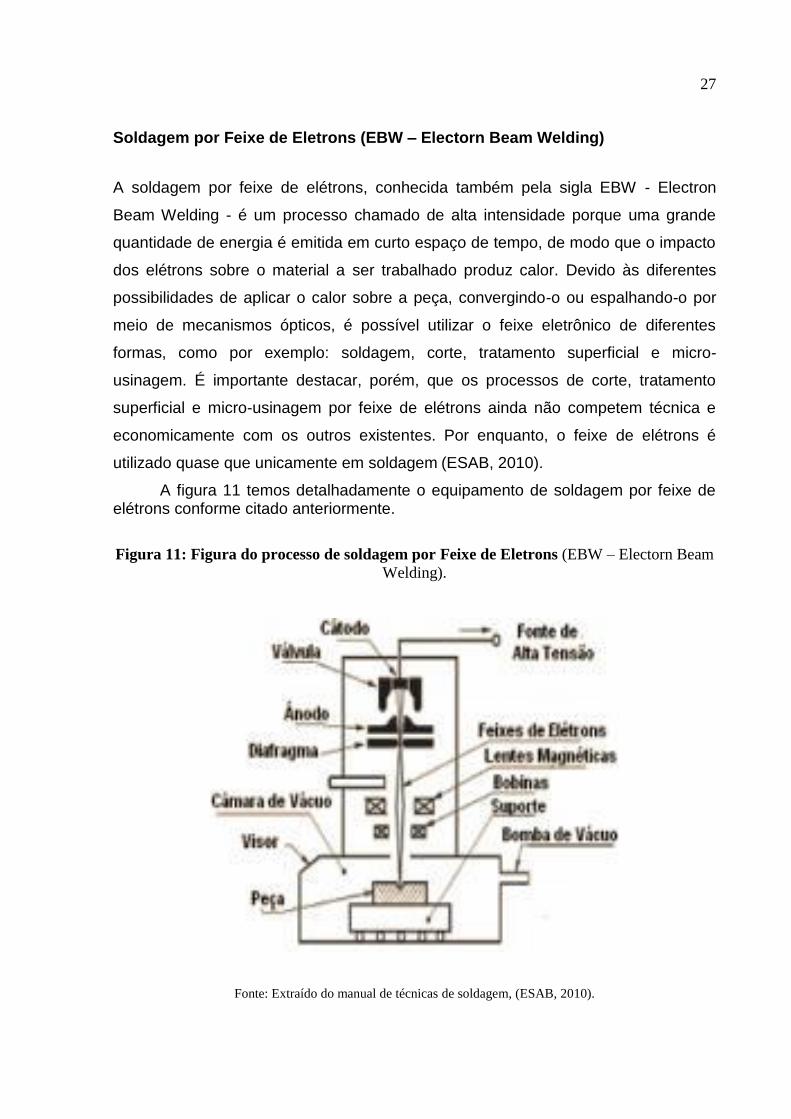
Soldagem por Feixe de Eletrons (EBW – Electorn Beam Welding)
A soldagem por feixe de elétrons, conhecida também pela sigla EBW - Electron
Beam Welding - é um processo chamado de alta intensidade porque uma grande
quantidade de energia é emitida em curto espaço de tempo, de modo que o impacto
dos elétrons sobre o material a ser trabalhado produz calor. Devido às diferentes
possibilidades de aplicar o calor sobre a peça, convergindo-o ou espalhando-o por
meio de mecanismos ópticos, é possível utilizar o feixe eletrônico de diferentes
formas, como por exemplo: soldagem, corte, tratamento superficial e micro-
usinagem. É importante destacar, porém, que os processos de corte, tratamento
superficial e micro-usinagem por feixe de elétrons ainda não competem técnica e
economicamente com os outros existentes. Por enquanto, o feixe de elétrons é
utilizado quase que unicamente em soldagem (ESAB, 2010).
A figura 11 temos detalhadamente o equipamento de soldagem por feixe de elétrons conforme citado anteriormente.
Figura 11: Figura do processo de soldagem por Feixe de Eletrons (EBW – Electorn Beam
Welding).
Fonte: Extraído do manual de técnicas de soldagem, (ESAB, 2010).

28
Soldagem a Laser (LBW - Laser Beam Welding)
A palavra LASER é a sigla da descrição do processo em inglês: Light
Amplification by Stimulated Emission of Radiation, que se traduz por amplificação da
luz através da emissão estimulada de radiação. Em uma rápida definição, podemos
dizer que o laser é um feixe de radiação produzido por um dispositivo (WHITE
MARTINS, 2010).
O desenvolvimento do feixe laser foi impulsionado pela sua capacidade de se
propagar no ar com pouca divergência, orientando-se por ópticas, e sem perder ou
alterar suas características físicas. Existem hoje vários tipos de feixe laser, que vão
do sólido ao gasoso, com comprimentos de onda na faixa do infravermelho (IF) até o
ultravioleta (UV). Devido à qualidade da radiação laser, sua utilização em soldagem
possibilita a obtenção de determinadas características impossíveis de serem obtidas
por outros processos, tais como elevadíssimas velocidades de soldagem, ausência
de contato entre fonte de calor e peça a soldar, baixa entrega térmica, pouca
distorção e pequenas zonas afetadas pelo calor. (MARQUES, 1991).
A figura 12 representa o processo de soldagem a laser e seus acessórios que
são empregados.
Figura 12: Figura do processo de soldagem a Laser (LBW – Laser Bearm Welding).
Fonte: Tecnologia de soldagem, (MARQUES, 1991).

29
Soldagem por Resistência (RW – Resistance Welding)
A soldagem por resistência agrupa vários processos em que o calor de
soldagem é gerado pela resistência a um fluxo de corrente elétrica que atravessa as
partes a serem unidas. Estes processos são mais comumente utilizados para soldar
juntas sobrepostas de chapas com diferentes espessuras. A corrente elétrica é
conduzida até a junta por um par de eletrodos e a resistência das peças à passagem
da corrente elétrica gera o aquecimento da superfície a ser soldada. Os eletrodos
fixam as peças por meio de pressão, a fim de garantir um ótimo contato elétrico e
conter o metal fundido na junta. As superfícies da junta devem estar limpas, de
modo a obter um perfeito contato elétrico e produzir uma solda perfeita com
dimensão uniforme. Uma importante característica da soldagem por resistência é o
rápido aquecimento que ela produz. (ESAB, 2010).
Na figura 13 temos o equipamento de soldagem a Resistência que podem ser
realizado por punção ou por roldanas.
Figura 13: Figura do processo de soldagem a Resistência (RW – Resistance Welding).
Fonte: Extraído do manual de técnicas de soldagem, (ESAB, 2010).

30
Soldagem por Centelhamento (FW – Flash Welding)
A soldagem por centelhamento (Flash Welding – FW) é comumente
classificada como um processo por resistência, pois apresenta diversas
características e aplicações similares à soldagem de topo por resistência (UW). As
peças a serem soldadas são aproximadas, contudo, as suas superfícies entram em
contato. A energia elétrica é ligada e, então, as peças são aproximadas uma da
outra com velocidade constante. Essa aproximação causa o aparecimento de um
arco elétrico (centelhamento). Esse centelhamento causa a vaporização dos pontos
em contato, permitindo, dessa forma, que novos pontos entrem em contato. Após
certo tempo de centelhamento, quando todas as superfícies a serem unidas
estiverem suficientemente aquecidas, a corrente de soldagem é desligada e as
peças são fortemente pressionadas uma à outra, levando à formação da solda.
(White Martins, 2010).
A figura 14 demonstra o processo de soldagem por centelhamento como
citado anteriormente.
Figura 14: Figura do processo de soldagem por Centelhamento (FW – Flash Welding).
Fonte: Extraído Soldagem ao arco elétrico sob proteção gasosa, (WHITE MARTINS, 2010).

31
Soldagem por Alta Frequência (HFIW - High Frequency Induction Welding)
Quando utilizamos um equipamento de alta frequência (HF), é possível
realizarmos o processo de Solda Longitudinal de Tubos. Nesse caso, uma chapa de
metal é continuamente conformada através de um conjunto de rolos precisamente
projetados, cuja finalidade é forçar a chapa a formar o tubo e criar o cordão de solda
entre as bordas. Pouco antes do último rolete de conformação, o tubo passa pela
bobina de indução. Nesse caso, a corrente acompanha a borda da chapa, ao longo
do “V” criado pela junção entre as duas extremidades. Como a corrente segue ao
longo da borda da chapa, ela aquecerá até a temperatura adequada de solda
(abaixo da temperatura de fusão do material). Quando as bordas são pressionadas,
todos os detritos, óxidos e outras impurezas são forçadas para fora, resultando na
forja do material aquecido formando uma estrutura única. (White Martins, 2010).
A figura 15 demostra detalhadamente como é executado o processo de
soldagem por Alta Frequência.
Figura 15: Figura do processo de soldagem por Alta Frequência (HFIW - High
Frequency Induction Welding)
Fonte: Extraido Soldagem ao arco elétrico sob proteção gasosa, (WHITE MARTINS, 2010).

32
Soldagem por Fricção (FW – Friction Welding)
A soldagem por fricção, também conhecida como soldagem por atrito, utiliza
algo muito comum para todos nós, o atrito, presente em todas as situações. A
soldagem por fricção é um processo de soldagem no estado sólido, que visa unir
partes metálicas através de caldeamento, obtido pelo calor gerado, através do atrito
provocado por movimentos das superfícies em contato, e aplicação de pressão.
Devido ao atrito entre as partes, a energia cinética é convertida em calor, sendo
absorvido pela região imediatamente próxima às superfícies em contato,
coalescendo as superfícies, uma pressão é aplicada e a ação da força centrífuga faz
fluir o metal para fora dos limites da peça na forma de rebarba, arrastando os óxidos
superficiais existentes. (ASM,1993).
A figura 16 demonstra como se dá o processo de soldagem dpor fricção.
Figura 16: Figura do processo de soldagem por Fricção (FW – Friction Welding).
Fonte: Extraído Elementos de Solda, (ASM, 1993).
33
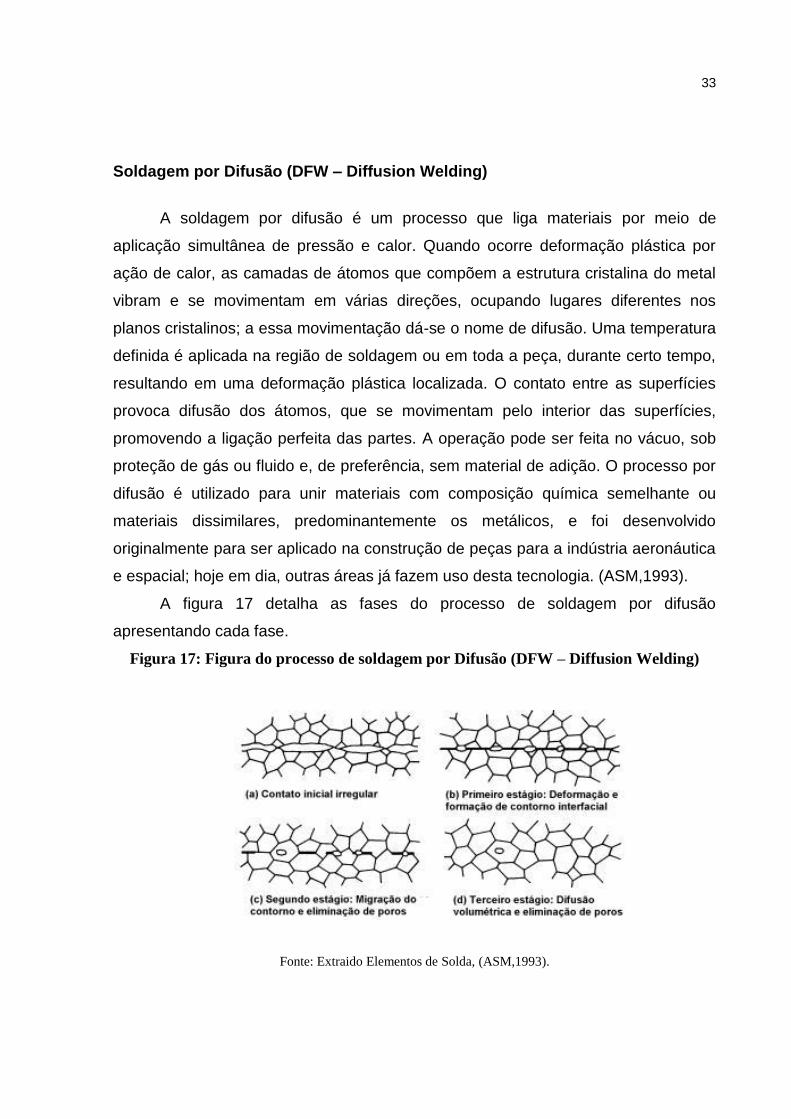
Soldagem por Difusão (DFW – Diffusion Welding)
A soldagem por difusão é um processo que liga materiais por meio de
aplicação simultânea de pressão e calor. Quando ocorre deformação plástica por
ação de calor, as camadas de átomos que compõem a estrutura cristalina do metal
vibram e se movimentam em várias direções, ocupando lugares diferentes nos
planos cristalinos; a essa movimentação dá-se o nome de difusão. Uma temperatura
definida é aplicada na região de soldagem ou em toda a peça, durante certo tempo,
resultando em uma deformação plástica localizada. O contato entre as superfícies
provoca difusão dos átomos, que se movimentam pelo interior das superfícies,
promovendo a ligação perfeita das partes. A operação pode ser feita no vácuo, sob
proteção de gás ou fluido e, de preferência, sem material de adição. O processo por
difusão é utilizado para unir materiais com composição química semelhante ou
materiais dissimilares, predominantemente os metálicos, e foi desenvolvido
originalmente para ser aplicado na construção de peças para a indústria aeronáutica
e espacial; hoje em dia, outras áreas já fazem uso desta tecnologia. (ASM,1993).
A figura 17 detalha as fases do processo de soldagem por difusão
apresentando cada fase.
Figura 17: Figura do processo de soldagem por Difusão (DFW – Diffusion Welding)
Fonte: Extraido Elementos de Solda, (ASM,1993).
34
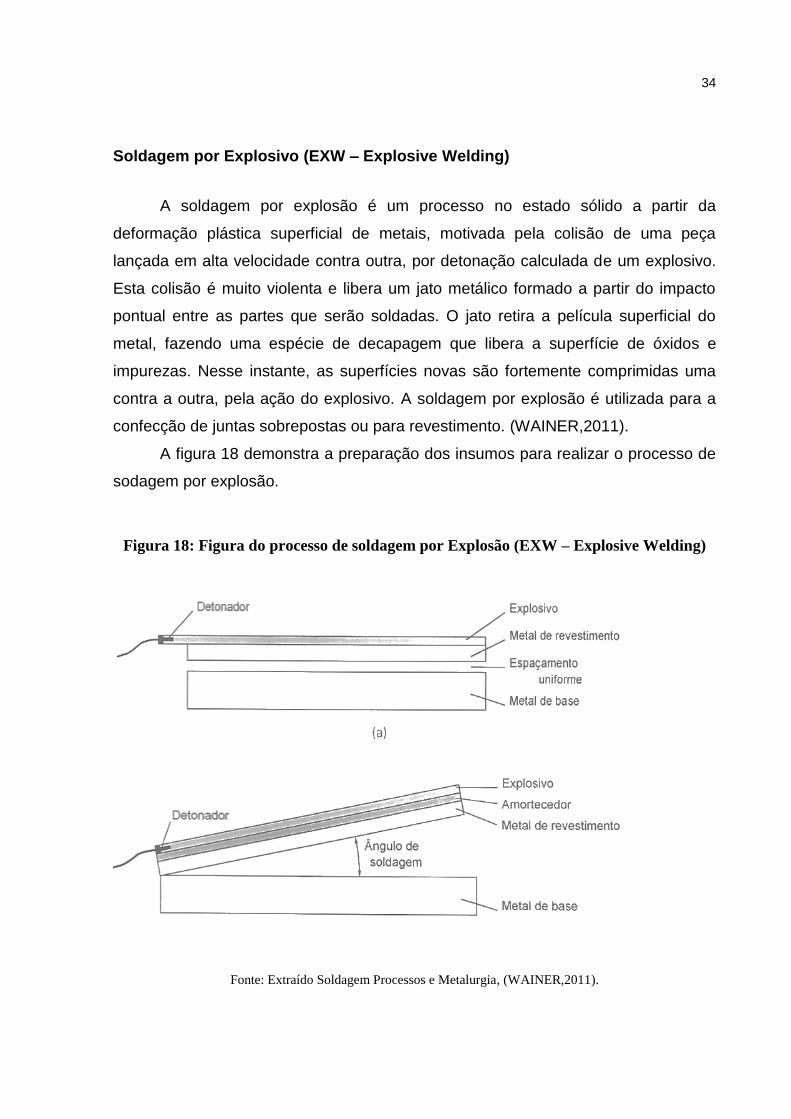
Soldagem por Explosivo (EXW – Explosive Welding)
A soldagem por explosão é um processo no estado sólido a partir da
deformação plástica superficial de metais, motivada pela colisão de uma peça
lançada em alta velocidade contra outra, por detonação calculada de um explosivo.
Esta colisão é muito violenta e libera um jato metálico formado a partir do impacto
pontual entre as partes que serão soldadas. O jato retira a película superficial do
metal, fazendo uma espécie de decapagem que libera a superfície de óxidos e
impurezas. Nesse instante, as superfícies novas são fortemente comprimidas uma
contra a outra, pela ação do explosivo. A soldagem por explosão é utilizada para a
confecção de juntas sobrepostas ou para revestimento. (WAINER,2011).
A figura 18 demonstra a preparação dos insumos para realizar o processo de
sodagem por explosão.
Figura 18: Figura do processo de soldagem por Explosão (EXW – Explosive Welding)
Fonte: Extraído Soldagem Processos e Metalurgia, (WAINER,2011).
35
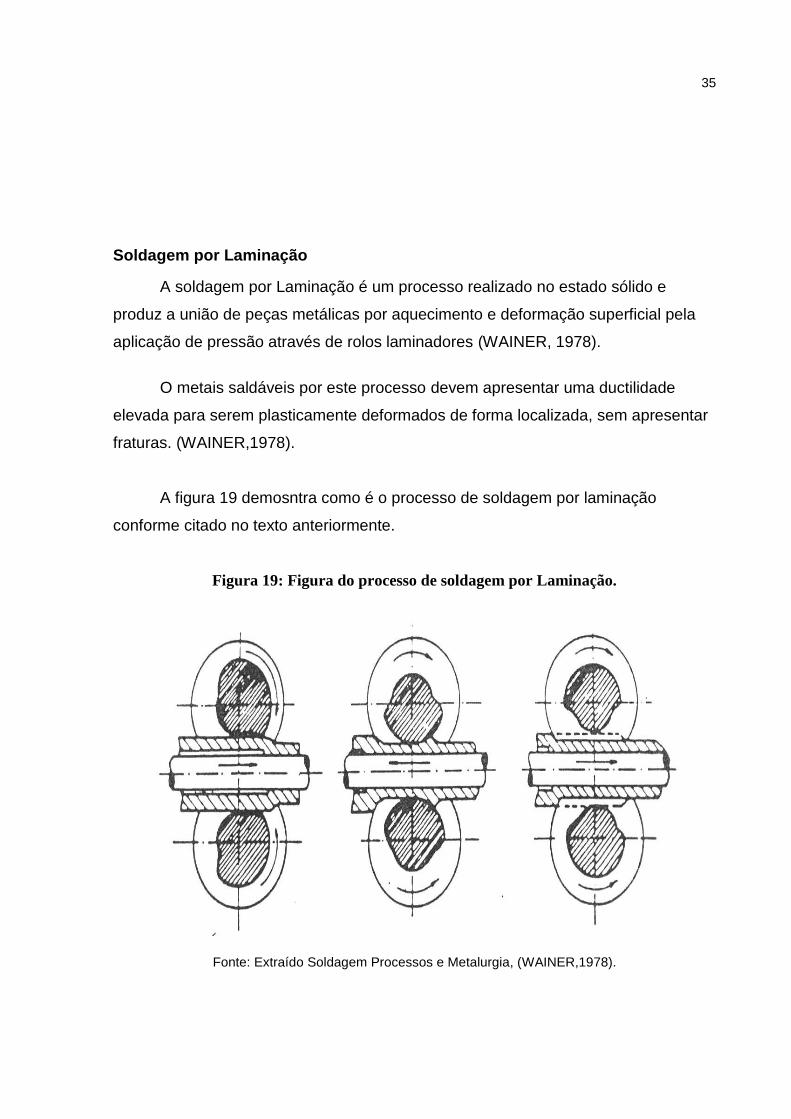
Soldagem por Laminação
A soldagem por Laminação é um processo realizado no estado sólido e
produz a união de peças metálicas por aquecimento e deformação superficial pela
aplicação de pressão através de rolos laminadores (WAINER, 1978).
O metais saldáveis por este processo devem apresentar uma ductilidade
elevada para serem plasticamente deformados de forma localizada, sem apresentar
fraturas. (WAINER,1978).
A figura 19 demosntra como é o processo de soldagem por laminação
conforme citado no texto anteriormente.
Figura 19: Figura do processo de soldagem por Laminação.
Fonte: Extraído Soldagem Processos e Metalurgia, (WAINER,1978).
36
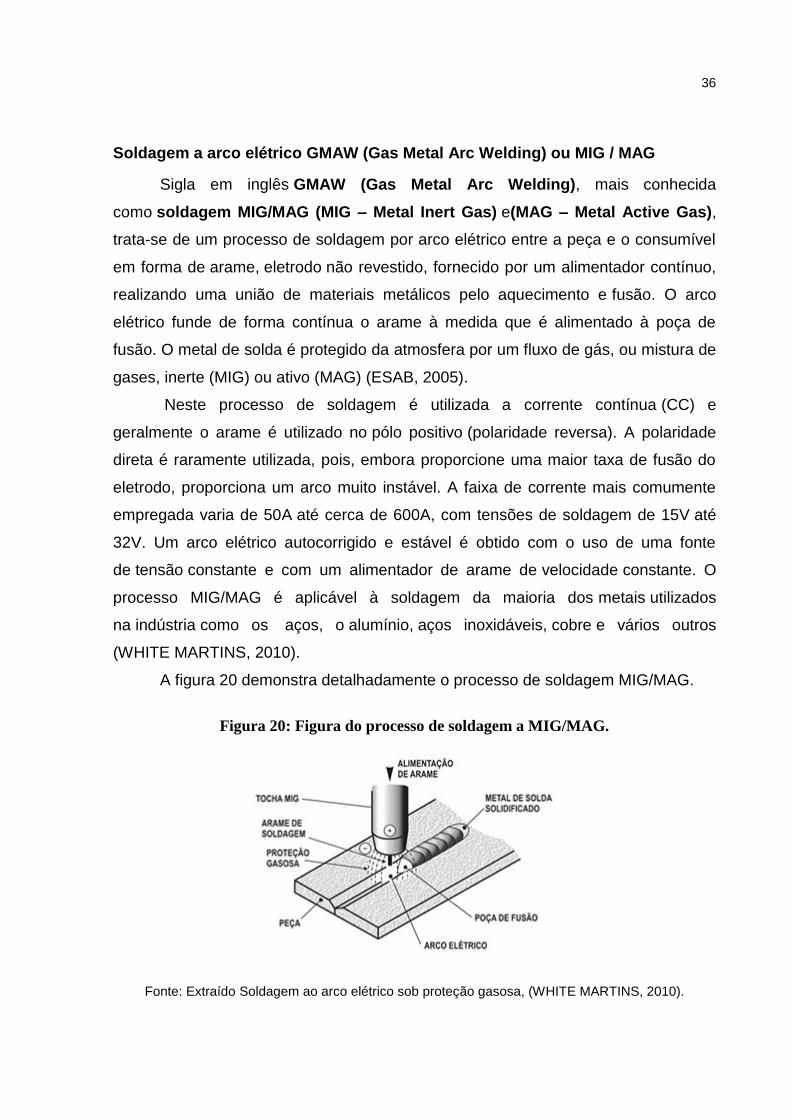
Soldagem a arco elétrico GMAW (Gas Metal Arc Welding) ou MIG / MAG
Sigla em inglês GMAW (Gas Metal Arc Welding), mais conhecida
como soldagem MIG/MAG (MIG – Metal Inert Gas) e(MAG – Metal Active Gas),
trata-se de um processo de soldagem por arco elétrico entre a peça e o consumível
em forma de arame, eletrodo não revestido, fornecido por um alimentador contínuo,
realizando uma união de materiais metálicos pelo aquecimento e fusão. O arco
elétrico funde de forma contínua o arame à medida que é alimentado à poça de
fusão. O metal de solda é protegido da atmosfera por um fluxo de gás, ou mistura de
gases, inerte (MIG) ou ativo (MAG) (ESAB, 2005).
Neste processo de soldagem é utilizada a corrente contínua (CC) e
geralmente o arame é utilizado no pólo positivo (polaridade reversa). A polaridade
direta é raramente utilizada, pois, embora proporcione uma maior taxa de fusão do
eletrodo, proporciona um arco muito instável. A faixa de corrente mais comumente
empregada varia de 50A até cerca de 600A, com tensões de soldagem de 15V até
32V. Um arco elétrico autocorrigido e estável é obtido com o uso de uma fonte
de tensão constante e com um alimentador de arame de velocidade constante. O
processo MIG/MAG é aplicável à soldagem da maioria dos metais utilizados
na indústria como os aços, o alumínio, aços inoxidáveis, cobre e vários outros
(WHITE MARTINS, 2010).
A figura 20 demonstra detalhadamente o processo de soldagem MIG/MAG.
Figura 20: Figura do processo de soldagem a MIG/MAG.
Fonte: Extraído Soldagem ao arco elétrico sob proteção gasosa, (WHITE MARTINS, 2010).

37
2.3.4 Componentes da máquina de solda MIG/MAG
Na figura 21 detalha cada componente e acessório utilizado no processo de
soldagem MIG/MAG.
Figura 21 - Equipamento para soldagem manual e acessórios
Fonte: Extraído apostila de Técnicas de soldagem, (WHITE MARTINS, 2010)
1. CABO DE SOLDA (NEGATIVO)
2. REFRIGERAÇÃO DA TOCHA (ÁGUA)
3. GÁS DE PROTEÇÃO
4. GATILHO DA TOCHA
5. ÁGUA DE REFRIGERAÇÃO PARA A TOCHA
6. CONDUÍTE DO ARAME
7. GÁS DE PROTEÇÃO VINDO DO CILINDRO
8. SAÍDA DE ÁGUA DE REFRIGERAÇÃO
9. ENTRADA DE ÁGUA DE REFRIGERAÇÃO
10. ENTRADA DE 42 V (CA)
11. CABO DE SOLDA (POSITIVO)
12. CONEXÃO PARA A FONTE PRIMÁRIA (220/380/440 V)
38
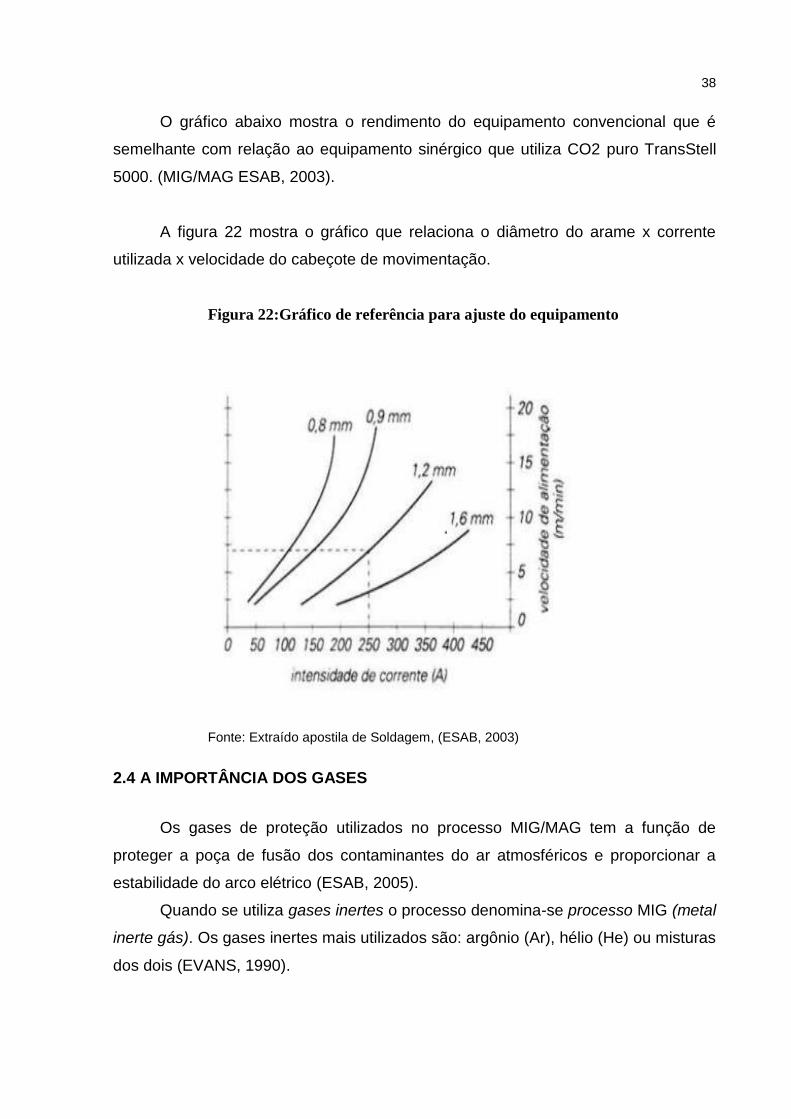
O gráfico abaixo mostra o rendimento do equipamento convencional que é
semelhante com relação ao equipamento sinérgico que utiliza CO2 puro TransStell
5000. (MIG/MAG ESAB, 2003).
A figura 22 mostra o gráfico que relaciona o diâmetro do arame x corrente
utilizada x velocidade do cabeçote de movimentação.
Figura 22:Gráfico de referência para ajuste do equipamento
Fonte: Extraído apostila de Soldagem, (ESAB, 2003)
2.4 A IMPORTÂNCIA DOS GASES
Os gases de proteção utilizados no processo MIG/MAG tem a função de
proteger a poça de fusão dos contaminantes do ar atmosféricos e proporcionar a
estabilidade do arco elétrico (ESAB, 2005).
Quando se utiliza gases inertes o processo denomina-se processo MIG (metal
inerte gás). Os gases inertes mais utilizados são: argônio (Ar), hélio (He) ou misturas
dos dois (EVANS, 1990).
39
Quando se utiliza gases ativos o processo denomina-se MAG (metal ativo
gás). Os gases ativos mais utilizados são: dióxido de carbono (CO2), mistura de
argônio com dióxido de carbono, argônio com oxigênio (O²) e misturas de argônio
com dióxido de carbono e oxigênio (WHITE MARTINS, 2010).
O tipo de gás usado constitui uma variável importante na determinação da
qualidade da solda e na produtividade do processo. Os gases comumente usados
para fins de proteção são argônio, hélio, doxido de carbono, oxigênio, hidrogênio e
nitrogênio, sendo esses três últimos usados em proporções relativamente pequenas
em misturas, sobretudo a base de argônio (AWS, 1991).
O desenvolvimento dos gases para aplicações em soldagem tem sofrido um
grande impulso, principalmente por duas razões: para aumentar a produtividade e
para melhorar as metalúrgicas das juntas soldadas. O usuário pode, no entanto, não
alcançar os resultados esperados, na aplicação da mistura do gás de proteção para
soldagem, face as dificuldades quando na escolha do gás, devido a falta de
informações detalhadas, sobre as características operacionais destes gases
(MOREIRA, 2008).
As misturas binárias, ternárias e até mesmo a quartenárias utilizadas
comercialmente nas aplicações industriais de soldagem, são fornecidas por
empresas especializadas, que oferecem uma gama muito pequena de produtos
catalogados. Estas misturas são utilizadas para associar as características de cada
gás, trazendo vantagens aos processos de soldagem. A preparação das misturas
gasosas tem sido uma atividade exclusiva exclusiva destas empresas, o que limita
as possibilidades de pesquisa nesse campo (EVANS, 1990).
Tem havido recentemente, na Europa e nos Estados Unidos, um maior
interesse por misturas complexas, particularmente aquelas contendo hélio,
buscando um aumento da produtividade do processo. Em nosso país, o elevado
custo do hélio e argônio, em um mercado praticamente pequeno e com monopólio
de valores, tem inibido o desenvolvimento de pesquisas que possam resultar num
aumento de gama de misturas comerciais complexas, que venham satisfazer
fabricantes e consumidores finais (MODENESI, 2008).
40
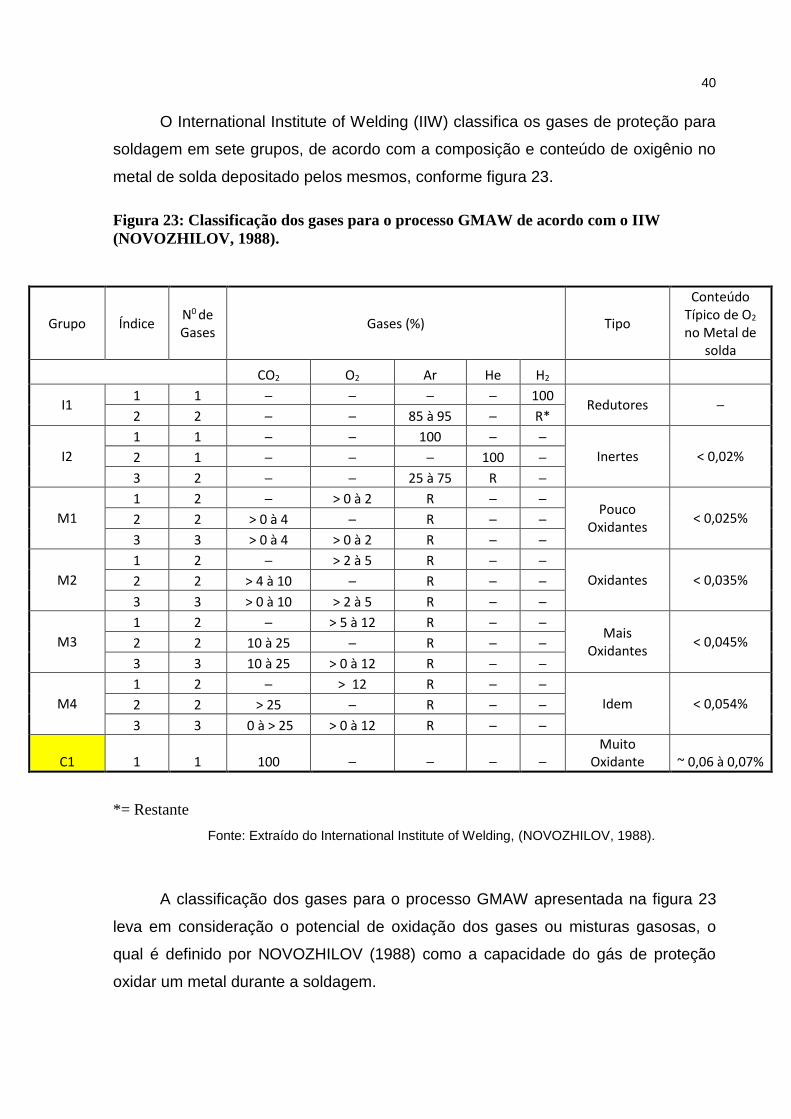
O International Institute of Welding (IIW) classifica os gases de proteção para
soldagem em sete grupos, de acordo com a composição e conteúdo de oxigênio no
metal de solda depositado pelos mesmos, conforme figura 23.
Figura 23: Classificação dos gases para o processo GMAW de acordo com o IIW
(NOVOZHILOV, 1988).
Grupo Índice N0 de Gases
Gases (%) Tipo
Conteúdo Típico de O2
no Metal de solda
CO2 O2 Ar He H2
I1 1 1 ─ ─ ─ ─ 100
Redutores ─ 2 2 ─ ─ 85 à 95 ─ R*
I2
1 1 ─ ─ 100 ─ ─
Inertes ˂ 0,02% 2 1 ─ ─ ─ 100 ─
3 2 ─ ─ 25 à 75 R ─
M1
1 2 ─ ˃ 0 à 2 R ─ ─ Pouco
Oxidantes ˂ 0,025% 2 2 ˃ 0 à 4 ─ R ─ ─
3 3 ˃ 0 à 4 ˃ 0 à 2 R ─ ─
M2
1 2 ─ ˃ 2 à 5 R ─ ─
Oxidantes ˂ 0,035% 2 2 ˃ 4 à 10 ─ R ─ ─
3 3 ˃ 0 à 10 ˃ 2 à 5 R ─ ─
M3
1 2 ─ ˃ 5 à 12 R ─ ─ Mais
Oxidantes ˂ 0,045% 2 2 10 à 25 ─ R ─ ─
3 3 10 à 25 ˃ 0 à 12 R ─ ─
M4
1 2 ─ ˃ 12 R ─ ─
Idem ˂ 0,054% 2 2 ˃ 25 ─ R ─ ─
3 3 0 à ˃ 25 ˃ 0 à 12 R ─ ─
C1 1 1 100 ─ ─ ─ ─ Muito
Oxidante ~ 0,06 à 0,07%
*= Restante
Fonte: Extraído do International Institute of Welding, (NOVOZHILOV, 1988).
A classificação dos gases para o processo GMAW apresentada na figura 23
leva em consideração o potencial de oxidação dos gases ou misturas gasosas, o
qual é definido por NOVOZHILOV (1988) como a capacidade do gás de proteção
oxidar um metal durante a soldagem.

41
Podemos observar que o aumento do CO2 e O2 na composição da mistura
resultará em maiores teores residuais de oxigênio no metal de solda, pela elevação
do potencial de oxidação. De acordo com a tenacidade do metal de solda aumenta
quando seu conteúdo de oxigênio é reduzido. Isto ocorre porque as inclusões de
óxidos no metal de solda serão poucas e menores. O uso de um gás de proteção
com elevado potencial de oxidação também pode resultar em porosidade no metal
de solda (ASM, 1993).
2.4.1 Gases Inertes
O argônio é um gás incolor, inodoro, insípido, monoatômico e é um dos gases
inertes da última coluna da tabela periódica. Isto significa que ele não reage com
outros elementos para formar compostos. Ele é obtido da atmosfera, embora a
quantidade deste seja somente de 0,934% na mesma. O argônio é facilmente
separado como um sub-produto, durante a produção em larga escala do oxigênio e
nitrogênio puro, estando este disponível a um custo modesto (FORTAIN, 2002).
Embora só exista uma pequena proporção do gás hélio na atmosfera (uma
parte em 186.000) e em certos minerais, um gás natural extraído de lugares
profundos no Canadá e nos Estados Unidos é a maior fonte do hélio, justificando
assim seu custo elevado. A separação do hélio do gás natural é realizada pela
liquefação e fracionamento, sendo que a pureza deste para ser aplicado na
soldagem é de 99,99% (FILHO E FERRARESI, 2007). De acordo com a literatura
(AWS, 2011 e WAINER, 2011), embora o argônio e o hélio sejam ambos gases
inertes, suas propriedade físicas (principalmente o potencial de ionização e a
condutividade térmica) são bastante dissimilares. Esses gases são utilizados puros
ou combinados entre si, visando aproveitar características de cada um deles.
O argônio possui menor potencial de ionização (15,755 eV) quando
comparado com o hélio (24,580 eV), permitindo uma fácil iniciação do arco elétrico
de soldagem bem como grande estabilidade à este. Porém, para uma mesma
corrente de soldagem, a tensão do arco é maior com hélio do que com argônio
devido ao hélio ser um gás de maior potencial de ionização, resultando em
umamaior geração de energia de soldagem (WHITE MARTINS, 2010).

42
A geometria do cordão de solda (largura, altura e profundidade de
penetração) assume características bastante diferenciadas quando o argônio ou o
hélio é utilizado como gás de proteção. O argônio produz cordões com muito maior
penetração no centro do que nas bordas, devido a baixa condutividade térmica deste
gás manter a coluna de plasma com maior temperatura no centro. Utilizando-se hélio
como gás de proteção o cordão de solda apresenta uma grande penetração e
uniformemente distribuída, devido o calor ser distribuído na junta a ser soldada, por
sua maior condutividade térmica e requerer maior energia para sua estabilidade, em
função do alto potencial de ionização (ESAB, 2011).
A figura 24 ilustra qualitativamente as características do cordão de solda e a
possibilidade de obtenção da transferência spray, quando utiliza-se uma mistura de
Ar + He. Na figura 24, utilizando-se Argônio puro como gás de proteção, verifica-se
que a penetração obtida é centralizada e que a transferência de metal ocorre na
forma de spray. A figura 24 com a combinação do gás Argônio + Hélio mostra uma
penetração de solda com distribuição uniforme, sem que a forma de transferência
seja afetada. Na mesma figura 24 com a combinação Hélio puro verifica-se a
mudança na forma de transferência metálica, que passa a ser globular e a forma do
cordão passa a ter uma reforço excessivo e no último item da figura 24 temos o CO2
Puro com sua poça de fusão representada (AWS, 1991).
Figura 24: Deposição da junção soldada no processo GMAW de acordo com o IIW
(NOVOZHILOV, 1988).
Argônio Argônio + Hélio Hélio CO2
Fonte: Extraído do International Institute of Welding, (NOVOZHILOV, 1988).
O argônio ou hélio puro são usados em muitas aplicações de soldagem dos
metais não ferrosos, pois na soldagem dos aços apresentam um arco irregular,
43
como comentado no item 2.2.4. O hélio puro geralmente tem seu uso restrito à
aplicações especiais, como, por exemplo, para produzir soldas com altas
velocidades e maiores penetrações em materiais de alta condutividade térmica
(alumínio, magnésio e cobre), devido sua limitação quanto à estabilidade do arco,
por apresentar maior potencial de ionização e maior custo (AWS, 1991).
2.4.2 Gases Oxidantes
MOREIRA (2008) e FERRARESI (2007) comentam que a adição de O2 e/ou
CO2 no gás inerte, para a soldagem dos materiais ferrosos pelo processo GMAW,
melhora a estabilidade do arco, por promover a fixação da região catódica (junto ao
metal de base) e melhora as características de molhabilidade da poça de fusão,
aumentando a sua fluidez, resultando em cordões de solda com menor reforço e
maior largura, devido à redução da tensão superficial na interface líquido/sólido,
aumentando a qualidade e produtividade na soldagem. A composição química dos
arames/eletrodos utilizados para a soldagem dos aços contém grandes quantidades
de silício, o qual atua como desoxidante na poça de fusão, gerando um filme líquido
de óxido de silício (SiO2) na superfície desta. O óxido de silício aumenta a
molhabilidade (ângulo de molhamento (q) pequeno) e a fluidez da poça de fusão por
apresentar baixo valor de tensão superficial (0,2 a 0,26 N/m).
Misturas de argônio com baixos teores de CO2 permitem a obtenção da
transferência do metal de adição na forma spray. Com o progressivo aumento da
quantidade de CO2 na mistura (acima de 10%), a ocorrência desta forma de
transferência começa a tornar-se difícil, em função do aumento na corrente de
transição (Ic), sendo que, para proporções maiores que 25% deste componente,
torna-se impossível a obtenção da transferência spray. Isto ocorre devido à alta
condutividade térmica e baixa condutividade elétrica do gás não permitir a
concentração de elétrons na ponta do eletrodo, gerando o rebaixamento da coluna
de plasma. Assim misturas contendo altas porcentagens de CO2 não são utilizadas
para operar em arco pulsado ou transferência spray (MARQUES, 1991).
De acordo com a literatura (AWS, 2011, WAINER et al., 1978) o dióxido de
carbono é um gás reativo utilizado na sua forma pura para soldagem em aços
44
carbono e baixa liga. É o único gás reativo usado sem mistura de gás inerte para
proteção de soldas no processo de soldagem GMAW. A grande penetração na junta
soldada e o baixo custo são as características que estimulam o uso do CO2 como
gás de proteção. De modo geral, comparando-se com uma proteção gasosa rica em
argônio, a proteção do arco com CO2 produz um cordão de solda com maior
penetração, porém com aspecto superficial irregular, em função de sua baixa
condutividade elétrica que produz um arco instável e violento. Soldas muito robustas
são obtidas, mas as propriedades mecânicas do metal depositado podem ser
afetadas negativamente, devido ao alto potencial de oxidação natural do arco causar
a diminuição do teor de elementos de liga do metal fundido e gerar grande
quantidade de inclusões de óxidos.
No uso de misturas de argônio com O2, a transferência spray é obtida para
uma larga faixa de parâmetros de soldagem. Adições de O2 até 8% podem ser
usadas para aumentar a temperatura do arco, por conferir maior resistividade
elétrica ao mesmo, proporcionando arcos com maior comprimento e menores
comprimentos energizados do eletrodo. Também a velocidade de soldagem pode
ser aumentada, por reduzir a tensão superficial da poça de fusão, conferindo maior
molhabilidade no cordão de solda. Contudo, o perfil de penetração centralizado,
gerado por mistura de argônio e oxigênio, pode resultar na falta de fusão nas
paredes do chanfro, tendo ainda como desvantagem o alto potencial de oxidação,
que proporciona a queima de elementos de liga do metal de solda, afetando suas
propriedades mecânicas e resultando na formação de uma camada oxidada, que é
firmemente aderida à superfície do cordão (ESAB, 2005).
2.4.3 Outros Gases
Por possuir o mais alto calor específico entre os gases utilizados na soldagem
com proteção gasosa e alta condutividade térmica, o hidrogênio é adicionado em
pequenas quantidades (0,5 a 5%) às misturas de Ar+O2 ou CO2 para a soldagem de
aços inoxidáveis austeníticos, aumentando a tensão do arco, gerando mais calor e
aumentando a penetração do cordão (JUNIOR, 2003, FORBES, 2005).
45
Conforme comentam MOREIRA (2008) e FORTAIN (2000 - 2002), pelo fato
do hidrogênio ser um gás redutor, quando combinado com oxigênio retarda a
formação de óxido na superfície da camada final da solda, resultando em um cordão
de solda limpo e de melhor aparência. Embora os benefícios citados anteriormente
sejam muito úteis na soldagem dos aços de alta liga, o hidrogênio é raramente
adicionado como gás de proteção na soldagem de aços carbono e baixa liga.
Adições de hidrogênio no gás de proteção para a soldagem de aços endurecíveis
induz à formação de trincas por hidrogênio, quando associadas ao estado de tensão
da junta soldada e à formação de uma microestrutura frágil, característica nestes
materiais.
Também a adição de hidrogênio, em níveis superiores a 5%, causa
porosidade no metal de solda, então os pequenos benefícios da sua utilização
podem não compensar o risco do comprometimento na qualidade da solda
(FORTES, 2012).
O nitrogênio é considerado quase que como um gás inerte na soldagem a
arco de certos metais não-ferrosos, como por exemplo o cobre, por fornecer uma
proteção não-oxidante. Porém quando aplicado para aços, misturas de argônio com
4 a 6% de nitrogênio resultam em porosidade no cordão de solda. O nitrogênio é
obtido em grande quantidade, a um custo relativamente baixo, como um sub-produto
da produção do oxigênio puro (ESAB, 2005).
Segundo AWS (2011) e MODENESI (2008), se o nitrogênio entra em contato
com a poça de fusão de aços, a quantidade de nitrogênio na sua forma molecular
absorvida é relativamente pequena, somente 0,05%. Contudo, o nitrogênio
molecular no arco de soldagem é prontamente dissociado, dando origem ao
nitrogênio atômico, o qual é mais facilmente dissolvido no aço. Isto explica porque o
nitrogênio é utilizado, na soldagem dos aços, geralmente como gás de proteção da
raiz da solda (gás de purga), no lado oposto ao chanfro da junta soldada, onde o gás
é isolado do arco.
46
2.4.4 Soldagem GMAW do Aço Carbono
Os aços carbono, juntamente com os aços de baixa liga, representam cerca
de 95% dos metais de construção e fabricação usados mundialmente. Suas
propriedades mecânicas, variáveis dentro de uma ampla faixa de valores,
combinadas com baixo custo e facilidade de fabricação, são levados em conta para
sua ampla aplicação. Por causa de suas qualidades, o aço carbono é uma excelente
escolha para equipamentos, veículos, pontes, construções, vasos de pressão,
estruturas, navios e uma ampla variedade de produtos. O extensivo uso industrial do
aço carbono significa que a soldagem deste material também é muito comum.
Portanto considerações a respeito de sua soldabilidade e procedimentos de
soldagem, são necessários como orientação para evitar problemas na sua soldagem
(AWS, 2011).
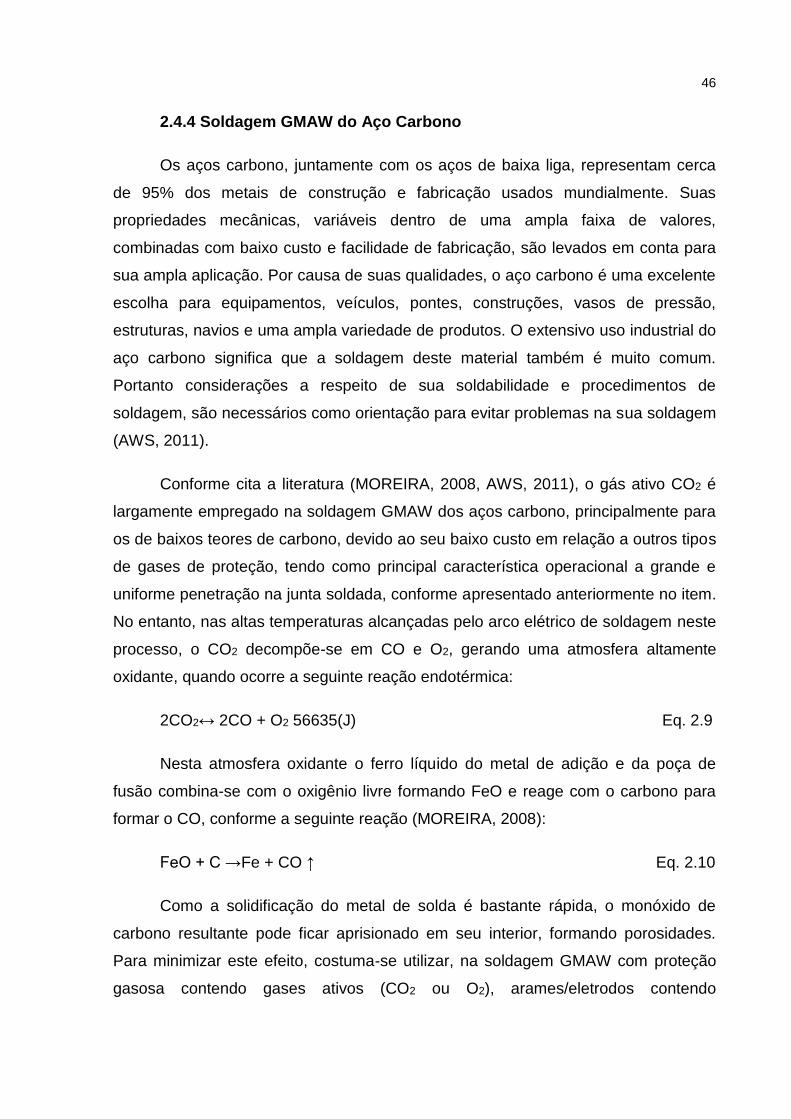
Conforme cita a literatura (MOREIRA, 2008, AWS, 2011), o gás ativo CO2 é
largamente empregado na soldagem GMAW dos aços carbono, principalmente para
os de baixos teores de carbono, devido ao seu baixo custo em relação a outros tipos
de gases de proteção, tendo como principal característica operacional a grande e
uniforme penetração na junta soldada, conforme apresentado anteriormente no item.
No entanto, nas altas temperaturas alcançadas pelo arco elétrico de soldagem neste
processo, o CO2 decompõe-se em CO e O2, gerando uma atmosfera altamente
oxidante, quando ocorre a seguinte reação endotérmica:
2CO2↔ 2CO + O2 56635(J) Eq. 2.9
Nesta atmosfera oxidante o ferro líquido do metal de adição e da poça de
fusão combina-se com o oxigênio livre formando FeO e reage com o carbono para
formar o CO, conforme a seguinte reação (MOREIRA, 2008):
FeO + C →Fe + CO ↑ Eq. 2.10
Como a solidificação do metal de solda é bastante rápida, o monóxido de
carbono resultante pode ficar aprisionado em seu interior, formando porosidades.
Para minimizar este efeito, costuma-se utilizar, na soldagem GMAW com proteção
gasosa contendo gases ativos (CO2 ou O2), arames/eletrodos contendo
47
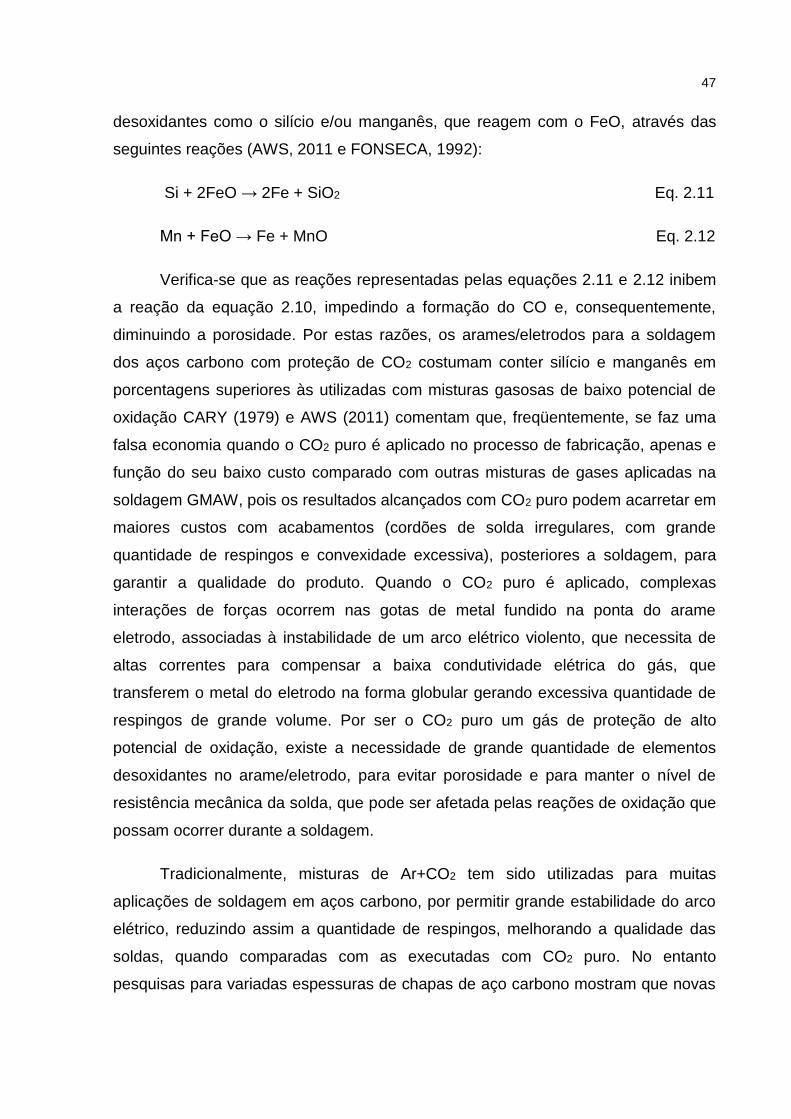
desoxidantes como o silício e/ou manganês, que reagem com o FeO, através das
seguintes reações (AWS, 2011 e FONSECA, 1992):
Si + 2FeO → 2Fe + SiO2 Eq. 2.11
Mn + FeO → Fe + MnO Eq. 2.12
Verifica-se que as reações representadas pelas equações 2.11 e 2.12 inibem
a reação da equação 2.10, impedindo a formação do CO e, consequentemente,
diminuindo a porosidade. Por estas razões, os arames/eletrodos para a soldagem
dos aços carbono com proteção de CO2 costumam conter silício e manganês em
porcentagens superiores às utilizadas com misturas gasosas de baixo potencial de
oxidação CARY (1979) e AWS (2011) comentam que, freqüentemente, se faz uma
falsa economia quando o CO2 puro é aplicado no processo de fabricação, apenas e
função do seu baixo custo comparado com outras misturas de gases aplicadas na
soldagem GMAW, pois os resultados alcançados com CO2 puro podem acarretar em
maiores custos com acabamentos (cordões de solda irregulares, com grande
quantidade de respingos e convexidade excessiva), posteriores a soldagem, para
garantir a qualidade do produto. Quando o CO2 puro é aplicado, complexas
interações de forças ocorrem nas gotas de metal fundido na ponta do arame
eletrodo, associadas à instabilidade de um arco elétrico violento, que necessita de
altas correntes para compensar a baixa condutividade elétrica do gás, que
transferem o metal do eletrodo na forma globular gerando excessiva quantidade de
respingos de grande volume. Por ser o CO2 puro um gás de proteção de alto
potencial de oxidação, existe a necessidade de grande quantidade de elementos
desoxidantes no arame/eletrodo, para evitar porosidade e para manter o nível de
resistência mecânica da solda, que pode ser afetada pelas reações de oxidação que
possam ocorrer durante a soldagem.
Tradicionalmente, misturas de Ar+CO2 tem sido utilizadas para muitas
aplicações de soldagem em aços carbono, por permitir grande estabilidade do arco
elétrico, reduzindo assim a quantidade de respingos, melhorando a qualidade das
soldas, quando comparadas com as executadas com CO2 puro. No entanto
pesquisas para variadas espessuras de chapas de aço carbono mostram que novas
48
misturas ternárias de gases (Ar+CO2+O2; Ar+He+CO2; Ar+He+O2) podem otimizar a
performance da soldagem e diminuir os custos através do aumento da produtividade
(ASM, 1993 e JUNIOR, 2003).
Os resultados da pesquisa realizada por MARQUES, MONDENESI e
VALENTE (1998) que buscaram velocidades de soldagem otimizadas, para
diferentes composições de gases utilizados na soldagem GMAW mecanizada. Estes
resultados indicam ser possível aumentar a velocidade de soldagem
consideravelmente, alterando-se a composição do gás de proteção. Pela mudança
da composição dos gases, foi possível melhorar a estabilidade do arco e as
características de molhabilidade da poça de fusão, aumentando a sua fluidez, e
assim, diminuindo a convexidade dos cordões solda.
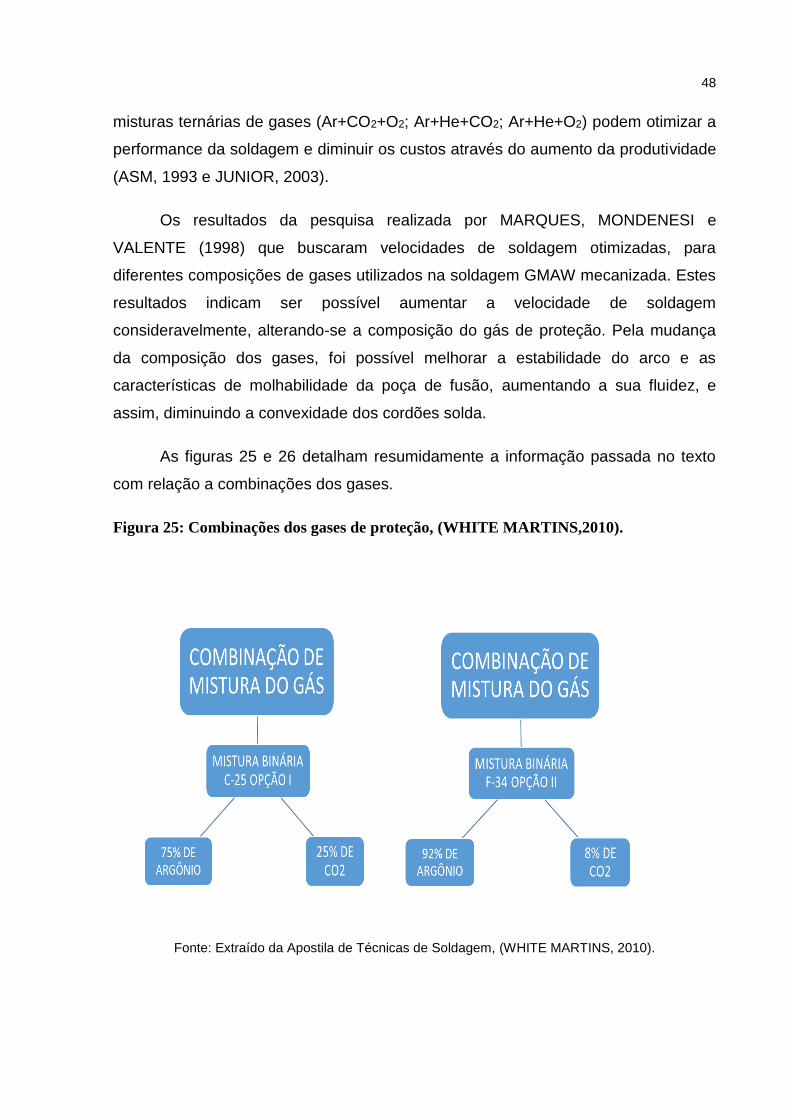
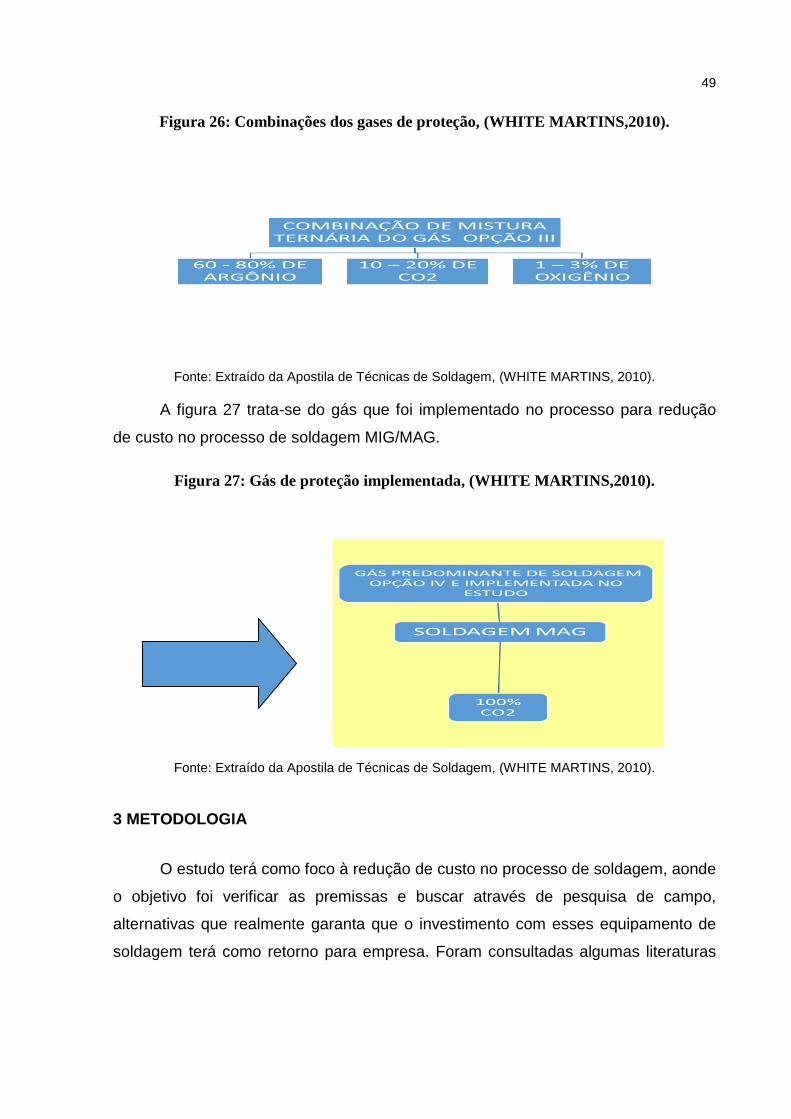
As figuras 25 e 26 detalham resumidamente a informação passada no texto
com relação a combinações dos gases.
Figura 25: Combinações dos gases de proteção, (WHITE MARTINS,2010).
Fonte: Extraído da Apostila de Técnicas de Soldagem, (WHITE MARTINS, 2010).
49
Figura 26: Combinações dos gases de proteção, (WHITE MARTINS,2010).
Fonte: Extraído da Apostila de Técnicas de Soldagem, (WHITE MARTINS, 2010).
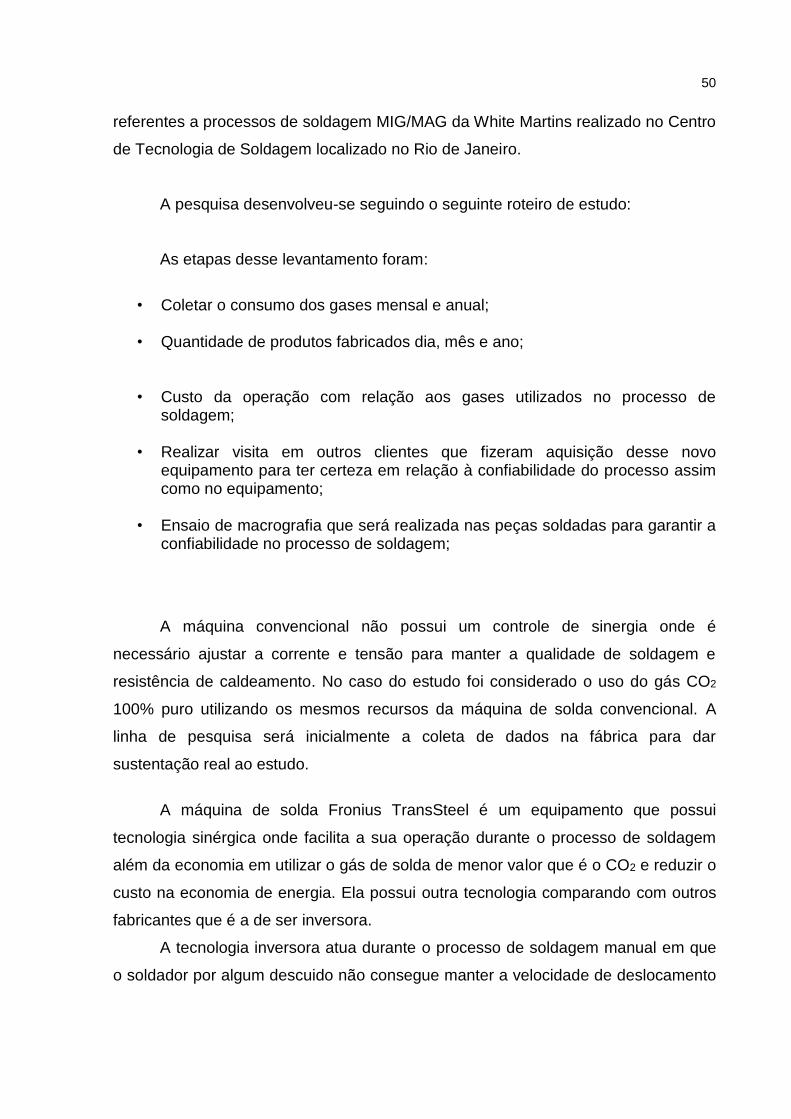
A figura 27 trata-se do gás que foi implementado no processo para redução
de custo no processo de soldagem MIG/MAG.
Figura 27: Gás de proteção implementada, (WHITE MARTINS,2010).
Fonte: Extraído da Apostila de Técnicas de Soldagem, (WHITE MARTINS, 2010).
3 METODOLOGIA
O estudo terá como foco à redução de custo no processo de soldagem, aonde
o objetivo foi verificar as premissas e buscar através de pesquisa de campo,
alternativas que realmente garanta que o investimento com esses equipamento de
soldagem terá como retorno para empresa. Foram consultadas algumas literaturas
50
referentes a processos de soldagem MIG/MAG da White Martins realizado no Centro
de Tecnologia de Soldagem localizado no Rio de Janeiro.
A pesquisa desenvolveu-se seguindo o seguinte roteiro de estudo:
As etapas desse levantamento foram:
• Coletar o consumo dos gases mensal e anual;
• Quantidade de produtos fabricados dia, mês e ano;
• Custo da operação com relação aos gases utilizados no processo de soldagem;
• Realizar visita em outros clientes que fizeram aquisição desse novo equipamento para ter certeza em relação à confiabilidade do processo assim como no equipamento;
• Ensaio de macrografia que será realizada nas peças soldadas para garantir a confiabilidade no processo de soldagem;
A máquina convencional não possui um controle de sinergia onde é
necessário ajustar a corrente e tensão para manter a qualidade de soldagem e
resistência de caldeamento. No caso do estudo foi considerado o uso do gás CO2
100% puro utilizando os mesmos recursos da máquina de solda convencional. A
linha de pesquisa será inicialmente a coleta de dados na fábrica para dar
sustentação real ao estudo.
A máquina de solda Fronius TransSteel é um equipamento que possui
tecnologia sinérgica onde facilita a sua operação durante o processo de soldagem
além da economia em utilizar o gás de solda de menor valor que é o CO2 e reduzir o
custo na economia de energia. Ela possui outra tecnologia comparando com outros
fabricantes que é a de ser inversora.
A tecnologia inversora atua durante o processo de soldagem manual em que
o soldador por algum descuido não consegue manter a velocidade de deslocamento
CONDIÇÃO IMPLEMENTADA

51
e a altura entre a tocha de soldagem e a peça onde será gerada a poça de fusão.
Ela monitora essas variáveis pela leitura de corrente durante o processo
compensando essa variação através da corrente de solda e na velocidade do arame.
O ajuste de corrente, tensão, gás, diâmetro do arame e tipo de material de
base é proporcional em modo automático, após a programação ser salva na
biblioteca de solda, ou seja, se alterar a tensão a corrente muda seguindo os
parâmetros de soldagem. Caso não seja satisfatório, o operador pode mudar
manualmente os parâmetros de solda e salvar conforme instrução de trabalho
determinada pela engenharia de processo. Se o cabeçote de alimentação é
integrado na parte superior da máquina e possui um capuz para evitar contaminação
no arame de soldagem.
FIGURAS DA MÁQUINA DE SOLDA FRONIUS TRANSSTEEL V5000
Figura 28: Fotografia da máquina de solda Fronius TransSteel V5000 MIG/MAG.
Fonte: Própria, (Diebold Nixdorf, 2016).

52
Figura 29: Fotografia da máquina de solda Fronius TransSteel V5000 MIG/MAG.
Fonte: Própria, (Diebold Nixdorf, 2016).
Figura 30: Fotografia da máquina de solda Fronius TransSteel V5000 MIG/MAG.
Fonte: Própria, (Diebold Nixdorf, 2016).
53
4 RESULTADOS
Durante o período da pesquisa bibliográfica, realizada na sede da empresa no
Parque industrial de Manaus, tive-se como meta a busca dos resultados com o
objetivo em reduzir as despesas com relação ao processo de soldagem. O projeto
implementado não poderia comprometer a eficiência e a qualidade das juntas
soldadas, além do foco principal que é a redução de custos na substituição do gás
de soldagem.
Após várias análises, a que melhor se adaptou mesmo com investimento foi a
substituição dos equipamentos de soldagem convencional conhecida como
máquinas de soldagem MIG convencional com transformador, pelas máquinas de
soldagem Fronius TransStell 5000 inversora. Os equipamentos além de serem
preparados para esse tipo de soldagem com CO2 puro pode soldar outros materiais
com outras combinações de gases que são disponíveis no mercado.
Como o objetivo da pesquisa é ruduzir custo, avaliamos as combinações com
os gases de proteção entre Binária e Ternária, mas ambas as situações não eram
atrativas. Na Binária teríamos duas condições sendo uma na combinação de mistura
C25, onde a proporção dos gases são 75% Argônio e 25% CO2 e a outra na
condição F34 sendo na combinação de 92% Argônio e 8% CO2. Para reduzir o
índice de respingos de solda, a mistura foi modificada para F34, que conseguiu uma
redução nos respingos e uma melhora na qualidade da superfície da junta. A mistura
Ternária seria de 60 – 80% Argônio, 10 – 20% de CO2 e 1 – 3% de Oxigênio.
Como a meta é reduzir custo do gás de proteção utilizado, o que melhor
atendeu as expectativas foi o CO2 puro.
Ao realizado analise metalográfica nas peças soldadas, observou-se que
utilizando o gás CO2 puro na junta soldada, não houve redução na área de
caldeamento o que manteve a resistência da junta conforme foto em anexo.
54
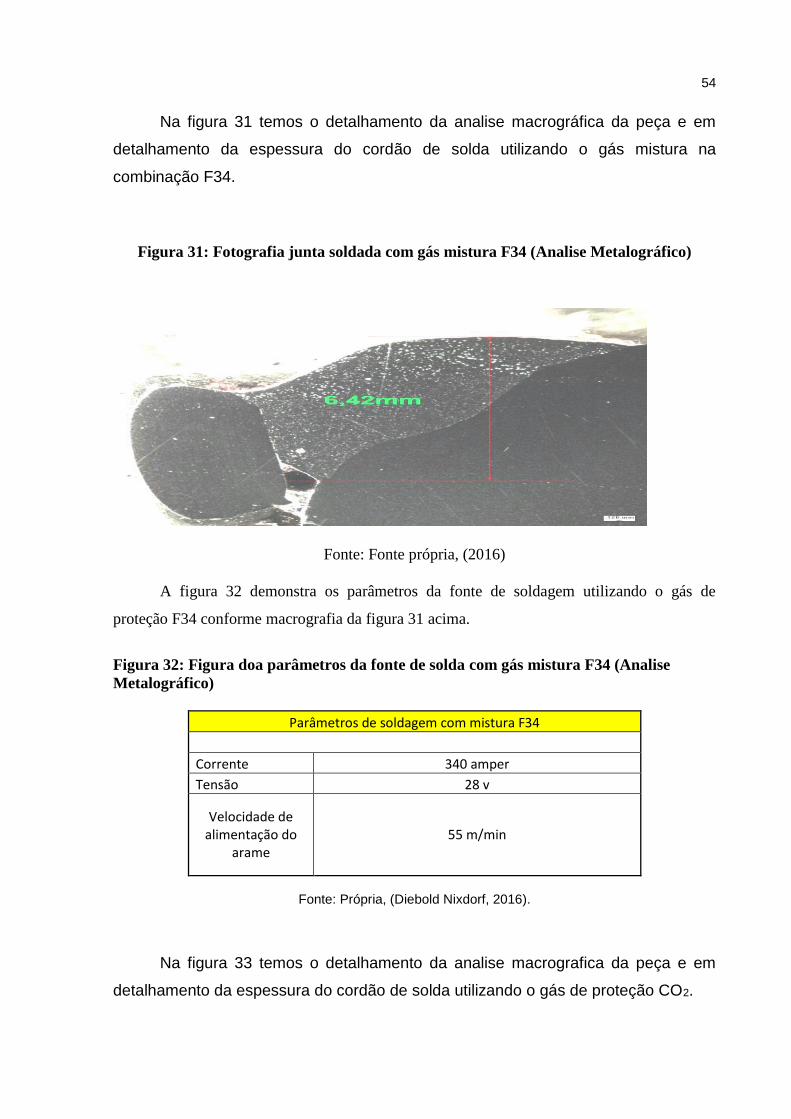
Na figura 31 temos o detalhamento da analise macrográfica da peça e em
detalhamento da espessura do cordão de solda utilizando o gás mistura na
combinação F34.
Figura 31: Fotografia junta soldada com gás mistura F34 (Analise Metalográfico)
Fonte: Fonte própria, (2016)
A figura 32 demonstra os parâmetros da fonte de soldagem utilizando o gás de
proteção F34 conforme macrografia da figura 31 acima.
Figura 32: Figura doa parâmetros da fonte de solda com gás mistura F34 (Analise
Metalográfico)
Parâmetros de soldagem com mistura F34
Corrente 340 amper
Tensão 28 v
Velocidade de alimentação do
arame 55 m/min
Fonte: Própria, (Diebold Nixdorf, 2016).
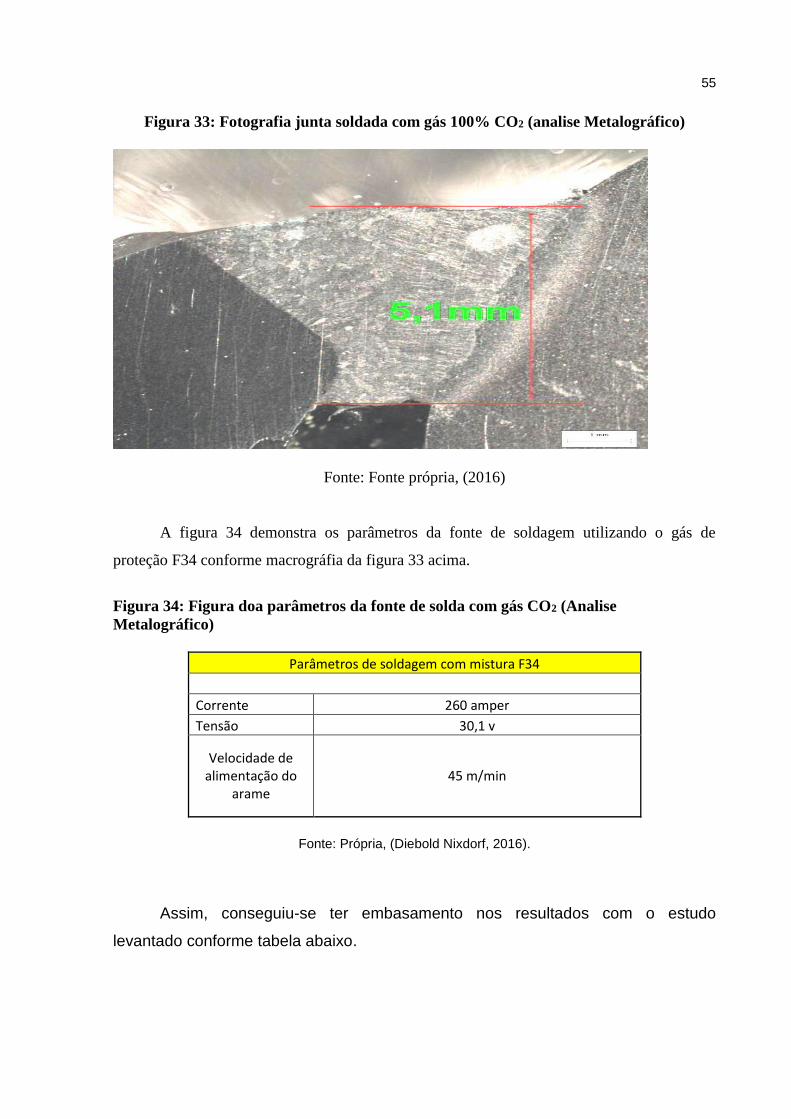
Na figura 33 temos o detalhamento da analise macrografica da peça e em
detalhamento da espessura do cordão de solda utilizando o gás de proteção CO2.
55
Figura 33: Fotografia junta soldada com gás 100% CO2 (analise Metalográfico)
Fonte: Fonte própria, (2016)
A figura 34 demonstra os parâmetros da fonte de soldagem utilizando o gás de
proteção F34 conforme macrográfia da figura 33 acima.
Figura 34: Figura doa parâmetros da fonte de solda com gás CO2 (Analise
Metalográfico)
Parâmetros de soldagem com mistura F34
Corrente 260 amper
Tensão 30,1 v
Velocidade de alimentação do
arame 45 m/min
Fonte: Própria, (Diebold Nixdorf, 2016).
Assim, conseguiu-se ter embasamento nos resultados com o estudo
levantado conforme tabela abaixo.

56
A figura 35 detalha os dados levantados com relação ao consumo, custo do insumo
usado no processo de soldagem.
Figura 35: Registros de dados referente ao consumo da mistura F34.
Mistura F 34 (Condição atual)
Mis
tura
F 3
4 (
Co
nd
ição
atu
al)
Quantidade de cofres
produzidos/ano
(50 unidades
/dia)
Produto unidade Valor do produto
(m³) e (Kg)
consumo mensal
Vazão
Valor consumido
em 1 ano de cada produto
Total de gás pago
(referência 2016)
Valor dos equipamen
tos de solda
(investimento sendo 3 fonte de
solda robotizada
e 8 máquinas manuais Fronius
TransSteel)
12600
Argonio m³ R$ 61.53 1709
16 litros/minuto
R$ 1.261.857,24
R$ 1.389.823,32
R$ 320.000,00
Co2 Kg R$ 18.26 584 R$
127.966,08
Fonte: Própria, (Diebold Nixdorf, 2016).

57
A figura 36 detalha os dados levantados para uso do gás CO2.
Figura 36: Dados levantados sobre o consumo e Pay Back com o retorno do projeto de
redução de custo.
Projeto de redução de custo com 100% CO2
10
0%
CO
2 (P
rop
ost
a d
o e
stu
do
de
red
uçã
o d
e cu
sto
)
Quantidade de cofres
produzidos/ano
(50 unidades
/dia)
Produto unidade Valor do produto
(m³) e (Kg)
consumo mensal
Vazão
Valor consumido em 1 ano de cada produto
Valor dos equipamentos de
solda (investimento
sendo 3 fonte de solda robotizada e
8 máquinas manuais Fronius
TransSteel)
Retorno do
investimento
(meses)
12600
CO2 Kg R$ 18.26 2293 16 litros/minuto
R$ 502,442.16
R$ 320,000.00 8
Fonte: Própria, (Diebold Nixdorf, 2016).
Dessa forma, esses resultados foram apresentados a Diretoria da referida
empresa levando em consideração apenas a eliminação do gás de maior valor.
Nesse estudo, não consideramos a redução no consumo de energia por se tratar de
um equipamento Sinérgico e inversor.
Com isso, após a apresentação dos resultados, o departamento de
engenharia versus controladoria iniciou um estudo de viabilidade para justificar os
investimentos dos equipamentos com retorno de ganho após o 8º mês.
58
Os resultados foram baseados em dados coletados no histórico da empresa
considerando o consumo dos gases versus a sua produtividade, onde isso nos levou
ao valor exorbitante anual do gás Argônio que são praticados pela empresa
fornecedora do gás de soldagem em Manaus. Certificamo-nos que mesmo com o
investimento a melhor opção seria a mudança para reduzir o custo da operação sem
impactar no processo produtivo. Para produzir 12.600 unidades de equipamentos
por ano, é necessário uma quantidade de 1.709 M³/mês de gás argônio o que
representa um gasto anual apenas com esse gás em um valor de R$ 1.261.857,24 e
com o estudo realizado, apenas retirando o argônio e prevalencendo o CO2, o valor
do produto ficará em R$ 502.442,16/ano.
Isso devido ao consumo de CO2 que terá um aumento em seu consumo,
aonde passará de 584 para 2.293 Kg/mês, e 2.293 Kg/ano no valor de R$
502.442,16. Mesmo com o investimento para adquirir os equipamentos novos, esse
valor de Pay Back se paga em aproximadamente 8 meses após implementado o
projeto de pesquisa. No mesmo ano implementando o estudo, economia em 4
meses será de R$ 167.480,72 o que representa 52.33% do retorno do investimento.
Mesmo que após o primeiro ano se ocorresse algum reparo emergencial em algum
equipamento, o processo ainda sim é viável. Pelo histórico dessas máquinas de
solda, não há reparo nos equipamentos com menos de 3 anos.
O fabricante é Austríaco e lá desenvolveu a tecnologia que foi aplicada em
suas fontes inversoras.
Os equipamentos antes de serem lançados no mercado mundial, são sujeitos
e elevadas cargas de testes e repentino ciclo de trabalho nas localidades próxima a
fábrica do equipamento. Com isso e após ajustes em falhas decorrente ao processo
de fabricação do equipamento, eles são lançados no mercado mundial garantindo
assim a sua confiabilidade e robustez.
5 CONCLUSÃO
O estudo mostra que pode-se reduzir os custos dos insumos de um processo
de soldagem mesmo com investimento, buscando e associando os fundamentos e
59
históricos dos mais variados processos de soldagem com o surgimento de novas
tecnologias.
No decorrer do estudo, os testes e os resultados atenderam as expectativas.
Como a pesquisa trata-se de melhoria no processo de soldagem utilizando
tecnologia de soldagem de baixo custo, reduzimos os custos do processo realizando
o projeto e substituindo o gás de maior valor comercial, com isso, conseguimos
manter o objetivo e foco nos resultados.
Com relação à deposição de material na soldagem (caldeamento) e
resistência, os resultados que foram realizados em laboratório não impactaram na
qualidade da mesma. Os cordões de solda são certificados, e nos ensaios de
violação, os equipamentos não apresentaram nenhuma irregularidade no quesito
resistência.
Como a pesquisa limitou-se em utilizar um equipamento com tecnologia
sinérgica para reduzir custos, obtive-se um excelente resultado conforme figuras
comparativas 35 e 36 anexa e os testes realizados na empresa fundamentaram o
estudo com objetivo atendido.
REFERÊNCIAS BIBLIOGRÁFICAS
ABS. (2013). Revista da Soldagem; http://www.abs- soldagem.org.br/centraladm/ docs/revistas/Ensino.pdf em 10/11/2013 página mantida pela ABS. AWS A5.32M, (2011). Welding Consumables – Gases and Gas Mixtures for Fusion Welding and Allied Processes 2nd ed. AMERICAN WELDING SOCIETY. White Martins Gases Industriais S/A, APOSTILA DE TECNICAS DE SOLDAGEM, São Paulo, Bauru, 2010. Atkins, P.W. e Jones, L. (1997) Chemistry – Molecules, matter and change. 3th ed. New York: W.H. Freeman. ASM Handbook. (1993). Volume 6 – Welding, Brazing, and Soldering. ASM International. United States of America. AWS. Welding Handbook: Welding Processes (1991). AMERICAN WELDING SOCIETY, v.2. 8 Ed. Miami, FL. 955 p.
60
Abson, D. J. (1989) Non-metallic inclusions in ferritic steel weld metals – a review. Welding in the World, v. 27, n. 3-4. Cary, H.B. Modem Welding Technology, Prentice-Hall, Englewood Cliffs, 1979. Drapinski, J., Elementos de Soldagem, Mc Graw-Hill, São Paulo, 1978. ESAB. (2005). Apostila Soldagem MIG-MAG; http://www.esab.com.br/br/por/Instru cao/biblioteca/Apostilas.cfm em 21/06/2011 página mantida pela Esab. Evans, J.R., Colvin, E. D. (1990). Gás Metal Arc Welding and Shielding Gas Therefor.United States Patent. 6 p. Evans, J.R; Colvin, E.D. Gas metal arc welding and shielding gas therefor. Int. CI. B23K 9/173. 14 fev. 1990, 27 nov. 1990. Filho, D. F., Balsamo, P. S. S., Ferraresi, V. A. (2007); Influência do Tipo de Gás de Proteção da Soldagem MIG-MAG na Qualidade do Cordão de Aço Inoxidável; http://www.abcm.org.br/anais/cobef/2007/files/021008077.pdf em 11/05/2015 página mantida pela ABCM. Ferraresi, V. A., Filho, D. F., Madeira, R. P., Balsamo, P. S. S. Influência do Gás de Proteção na Soldagem com Arames de Aços Inoxidáveis Ferríticos;http://www.nucleoinox.org.br/upfiles/arquivos//downloads/inox08/pg_219-226.pdf em 03/07/2012 página mantida pela Nucleoinox. Filho, D. F., Ferraresi, V. A. (2007) Influência do Gás de Proteção na Microestrutura do Metal de Solda do Aço Inoxidável Ferrítico. 17º Simpósio do Programa de Pósgraduação em Engenharia Mecânica, Minas Gerais: FEMEC/UFU, 10 p. Fortes C (2005). Metalurgia da soldagem; http://www.esab.com.br/br/por/Instrucao/biblioteca/upload/1901104rev0_ApostilaSoldagem MIGMAG.pdf em:01/07/2012 página mantida pela Esab. Fortain, J.M. et al. Process for the MIG welding of aluminum and its alloys with a shielding gas of the Ar/He/O2 type. Int. C.I B23K 9/173. US 2002/0036186 Al. 22 jun. 2000, 28 mar. 2002. Fonseca, A.S.M., Almeida,A.L.S., Rios,P.R., 1992, Análise Comparativa Ponto a Ponto da Quantificação da Microestrutura do Metal de Solda Segundo o Método do IIW, In: Encontro Nacional de Tecnologia da Soldagem, 18, P. 513 – 522, Anais. Júnior, L. P. N. (2003). Otimização de um processo de solda MIG-MAG para aplicação na indústria automobilística através da utilização da técnica do projeto e análise de experimentos. Dissertação (Mestrado em Engenharia de Produção) –Itajubá – MG, Universidade Federal de Itajubá - UNIFEI, 111 p. Moreira, A. F. (2008). Influência da atmosfera protetora no cordão de solda obtido
61
através dos processos de soldagem MIG-MAG e FCAW.Tese (Mestrado em Engenharia Mecânica) – Ilha Solteira – SP, Faculdade de Engenharia – UNESP, 146 p. Moreira, H. S. (2008). Estudo da influência dos parâmetros de soldagem MIG e da morfologia do cordão no comportamento à fadiga de juntas soldadas de um eixo traseiro veicular. Dissertação (Mestrado em Engenharia Metalúrgica e de Materiais) – São Paulo – SP, Escola Politécnica – USP, 84 p. Modenesi, P. J. (2008). Terminologia; http://www.demet.ufmg .br/grad /disciplinas /emt019/terminologia.pdf em: 01/07/2012. Moreira, A. F., Gallego, J., Tokimatsu, R. C., Yamakami, W. J. (2006); caracterização do Metal de Solda Obtido com Arame Sólido AWS E70S-6 em Função da Adição de CO2 no Gás de Proteção. Anais do 17º CBECIMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais. Foz do Iguaçu, PR., CBECIMat, p. 5518 a 5527 Modenesi, P. J. (2001). Descontinuidades; http://www.demet.ufmg.br/grad/ disciplinas/emt019/descontinuidades.pdf em: 01/07/2012. Marques, P. V.; Modenesi, P. J.; Valente, O. B. (1998) Características do Arco de Soldagem TIG em Diferentes Atmosferas. IN: ENCONTRO NACIONAL DE TECNOLOGIA DE SOLDAGEM, 24, 1998, Fortaleza. Anais... Fortaleza: Associação Brasileira de Soldagem. Marques, P. V. (1991) Tecnologia da Soldagem. Belo Horizonte. ESAB. 352 p. Mathews, H.H. ARC WELDING. Int. CI. 219-74. US 3,089,944. 6 nov. 1959, 14 maio de 1963. NOVOZHILOV, N. M. Fundamental Metallurgy of Gas Shielded Arc Welding, Gordon and Breach Science Publishers S. A., Amsterdam, 1988, 400 p.
Wainer, E. Soldagem e Processos e Metalurgia, São Paulo, 2011 Wainer, E. Soldagem. 14 Edição, Associação Brasileira de Metais, São Paulo, 1978, 280p.





























