Embed Size (px)
Citation preview

Fig. 01 – máquina extrusora

Grupo : AlexandreGrupo : Alexandre ClóvisClóvis Maria RitaMaria Rita VandersonVanderson VicenteVicente
TURMA: 3SMNA – Ano 2011TURMA: 3SMNA – Ano 2011
Processo de FabricaçãoProcesso de Fabricação
Professor: Carlos albertoProfessor: Carlos alberto
Trabalho sobre ExtrusãoTrabalho sobre Extrusão
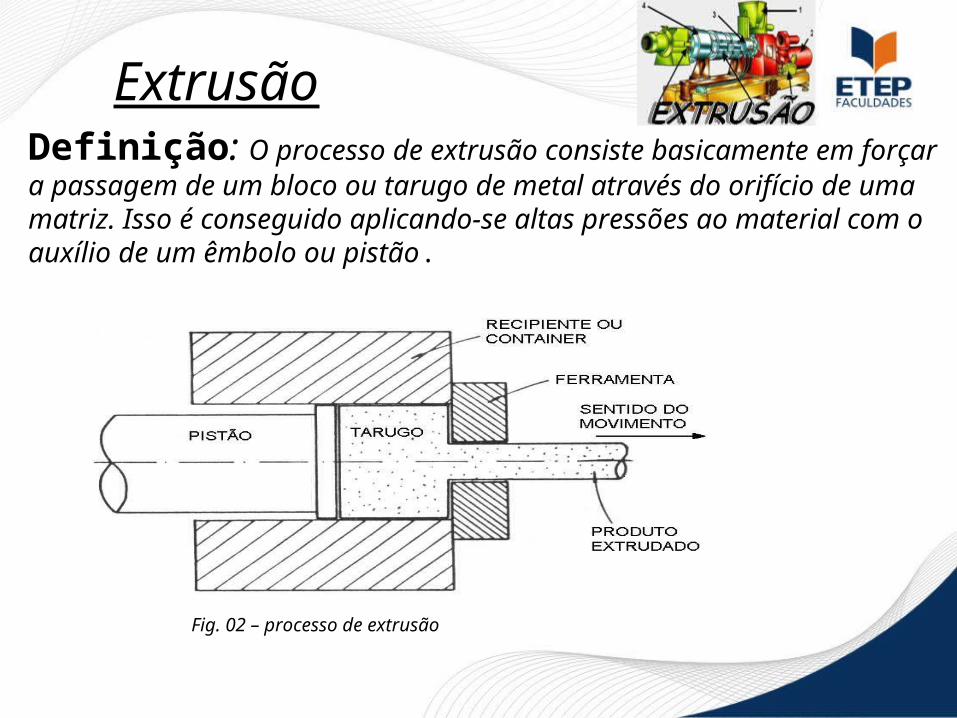
ExtrusãoDefinição: O processo de extrusão consiste basicamente em forçar a passagem de um bloco ou tarugo de metal através do orifício de uma matriz. Isso é conseguido aplicando-se altas pressões ao material com o auxílio de um êmbolo ou pistão.
Fig. 02 – processo de extrusão
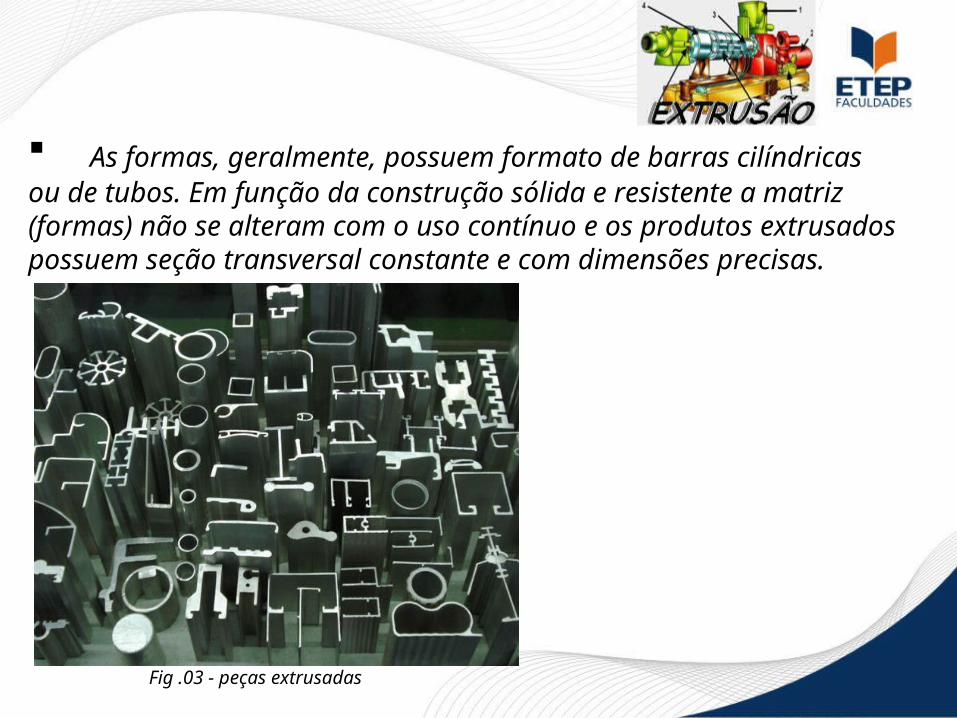
As formas, geralmente, possuem formato de barras cilíndricas ou de tubos. Em função da construção sólida e resistente a matriz (formas) não se alteram com o uso contínuo e os produtos extrusados possuem seção transversal constante e com dimensões precisas.
Fig .03 - peças extrusadas
Equipamentos O equipamento básico de extrusão é uma prensa hidráulica.Considera-se que uma prensa de extrusão possui quatro partes básicas, que são:
1°: bombas, motores, válvulas, refrigerador de óleo e tubulação2°: prensa hidráulica de extrusão (Máquina).3°: mesas de extrusão, Estiramento e Corte4°: instrumentação e/ou Robotização
É possível controlar a velocidade de operação e o curso. A força pode ser mantida constante para um longo curso, tornando possível a extrusão de peças longas, e aumentando a taxa de produção.

Prensas hidráulicas verticais são geralmente usadas para extrusão a frio. Elas têm usualmente menor capacidade daquelas usadas para extrusão a quente, mas ocupam menos espaço horizontal. Prensas excêntricas são também usadas para extrusão a frio e por impacto, e são indicadas para produção em série de pequenos componentes.
Fig. 04 – prensa hidráulica verticalFig. 05 – prensa excêntrica
O grande segredo da extrusão está no correto desenvolvimento da matriz (ferramenta) que será utilizada para realizar o desenvolvimento do perfil extrusado. Normalmente são feitas de aço ligado, e para trabalho a quente do tipo aço ferramenta H13, temperado, revenido (46/48 Rc) e perfeitamente polido. Além disso, pode receber tratamento superficial de Nitretação Gasosa ou deposição de camadas protetivas como Nitretos de Titânio e Oxido de Alumínio, para reduzir o atrito que se dá entre o metal base da matriz (aço) e o metal que será extrusado (alumínio, por exemplo). Com isso acrescenta-se uma maior vida útil a uma matriz e podem-se produzir mais peças com a mesma matriz sem que ela venha a se desgastar e se inutilizar.
Matrizes - Ferramentas
Inúmeras possibilidades de perfis podem ser confeccionadas pelo processo de extrusão, hoje se diz que esta possibilidade chega a ser ilimitada. Um dado muito importante para o dimensionamento correto de uma linha de extrusão, e até no desenvolvimento de uma matriz (ferramenta), é o peso Kg/metro do perfil a ser produzido. Ele é obtido multiplicando-se a área (mm²) pelo peso específico do metal que será extrusado, no caso do alumínio adotar como base 2, 705 (g/cm³), sendo que resposta básica desta conta é o peso por metro linear da peça estrusada. Outro fator importante é a definição do diâmetro do círculo inscrito.
Fig. 06 - matrizes ou ferramentas para extrusão
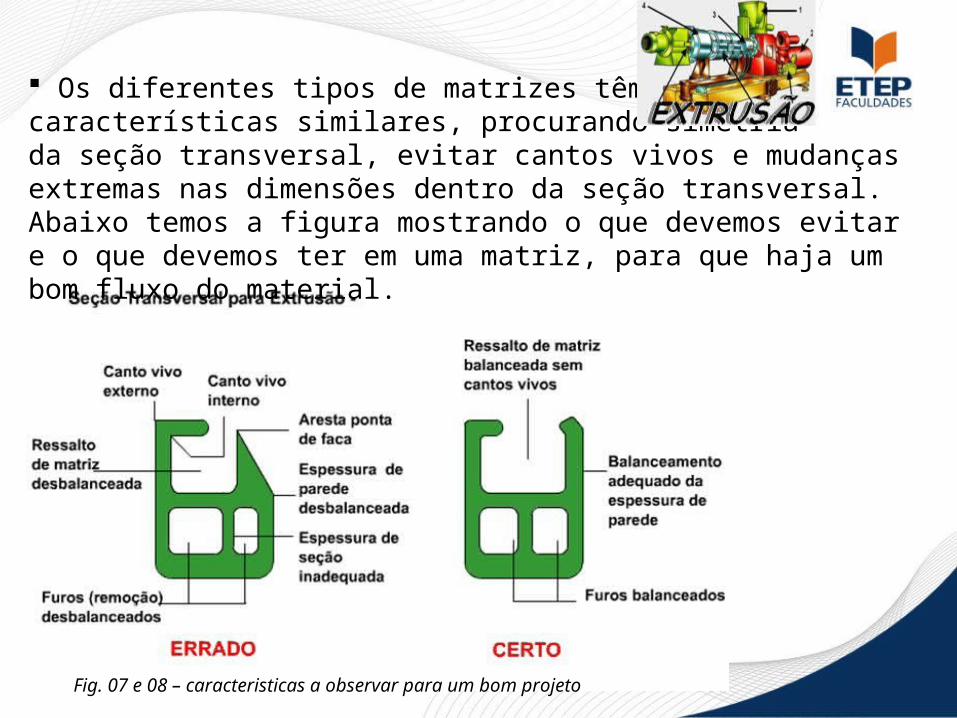
Os diferentes tipos de matrizes têm suascaracterísticas similares, procurando simetria da seção transversal, evitar cantos vivos e mudanças extremas nas dimensões dentro da seção transversal. Abaixo temos a figura mostrando o que devemos evitar e o que devemos ter em uma matriz, para que haja um bom fluxo do material.
Fig. 07 e 08 – caracteristicas a observar para um bom projeto
Etapas do processo Todo o processo de extrusão ocorre com o metal no estado sólido, diferente do processo de injeção onde o metal está no estado líquido. A extrusão pode ser a frio ou a quente, sendo que normalmente quando é a quente o processo ocorre com o metal aquecido a uma faixa de temperatura que está diretamente atrelada ao metal e a liga que será extrudada. Pode-se dizer que a temperatura de extrusão para o alumínio, por exemplo, é de 450 a 540 graus Celsius, mas além do alumínio, é comercialmente comum extrusar os metais cobre, aços carbono e aços inoxidáveis.
Uma extrusora basicamente comprime o metal aplicando elevadas forças, geralmente em temperaturas também elevadas, contra uma matriz. Estas forças dependem muito da geometria do produto a ser extrudado (se tubular ou maciço), do diâmetro (tamanho), da liga, e da quantidade de peças que serão extrudadas.

Fig .09 e 10 – tarugos utilizados na extrusão do alumínio

Aplicações Muitas indústrias produzem utilizando-se do processo de extrusão, além da indústria metalúrgica a indústria de alimentos é um bom exemplo disso. Na indústria de alimentos podem-se encontrar massas de diversos tipos de foram produzidas por extrusão. Na indústria de plásticos, onde um excelente exemplo de produto confeccionado por extrusão são os forros de isolamento térmico em PVC, muito comum hoje em dia, bem como perfis para janelas e portas em PVC. O processo de extrusão foi iniciado no final do século 19, ou seja, é um processo muito novo. A extrusão do metal chumbo iniciou as pesquisas definitivas referentes ao processo e, durante a segunda guerra mundial, a extrusão foi determinante para a fabricação de equipamentos militares na indústria aeronáutica.
Fabricação de esquadrias de PVC por extrusão
(clique no filme uma vez)
Fabricação de salgadinhos por extrusão
(clique no filme uma vez)
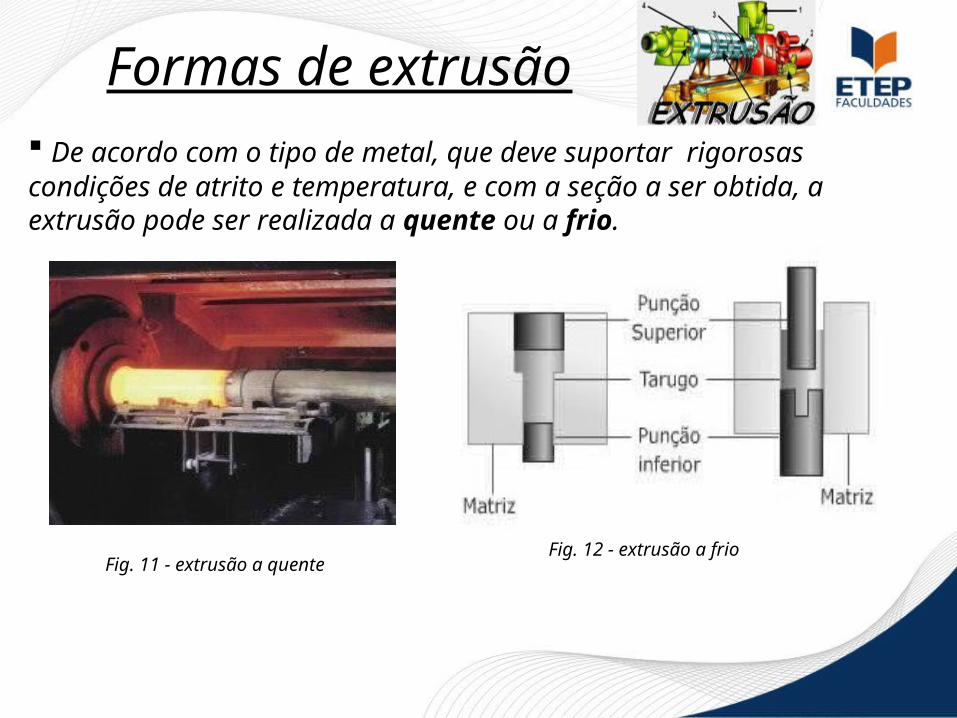
Formas de extrusão De acordo com o tipo de metal, que deve suportar rigorosas condições de atrito e temperatura, e com a seção a ser obtida, a extrusão pode ser realizada a quente ou a frio.
Fig. 11 - extrusão a quenteFig. 12 - extrusão a frio
É feita em temperatura elevada para ligas que não tenham suficiente ductilidade a temperatura ambiente, de forma a reduzir as forças necessárias. Embora exija menos resistência do material, a extrusão a quente apresenta alguns problemas: o desgaste da matriz; o resfriamento do tarugo na câmara gera um produto com deformação final ; e o tarugo aquecido é coberto por um filme óxido, que afeta o comportamento do fluxo do metal gerando um produto com pobre acabamento superficial.O metais mais duros, como o aço, passam normalmente pelo processo de extrusão a quente.
Extrusão a quente
Processo de extrusão a quente
(clique no filme uma vez)
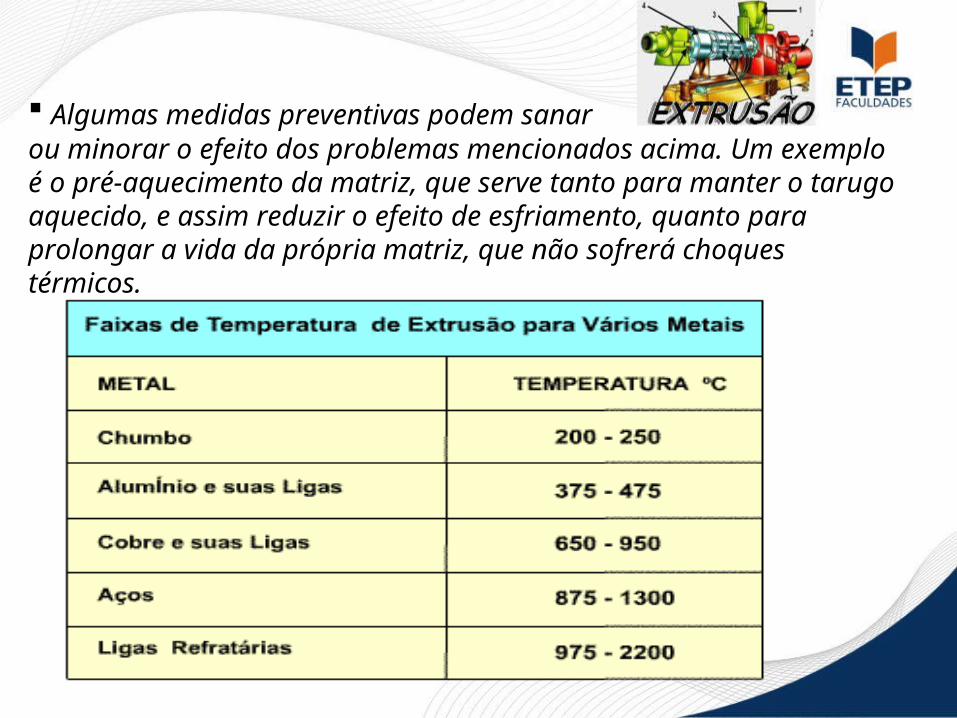
Algumas medidas preventivas podem sanar ou minorar o efeito dos problemas mencionados acima. Um exemplo é o pré-aquecimento da matriz, que serve tanto para manter o tarugo aquecido, e assim reduzir o efeito de esfriamento, quanto para prolongar a vida da própria matriz, que não sofrerá choques térmicos.
Extrusão a frio Desenvolvida nos anos 40, o processo foi aceito na indústria particularmente para ferramentas e componentes de automóveis, motocicletas, bicicletas, acessórios e equipamento agrícola.
O processo usa tarugos cortados de barras laminadas, fios ou chapas.
Os tarugos menores que 40 mm de diâmetro são cisalhados e tem suas bordas ajustadas por retificação. Diâmetros maiores são usinados a partir de barras, com comprimentos específicos.
Embora componentes extrudados a frio sejam em geral mais leves, fabricam-se componentes de até 45 kg e com comprimentos de até 2m
A extrusão a frio possui grandes vantagens, como:
Melhores propriedades mecânicas;
Controle de tolerâncias, requerendo poucas operações após a extrusão;
Melhor acabamento superficial, desde que haja uma boa lubrificação;
Baixo custo.

Processo de extrusão a frio
(clique no filme uma vez)
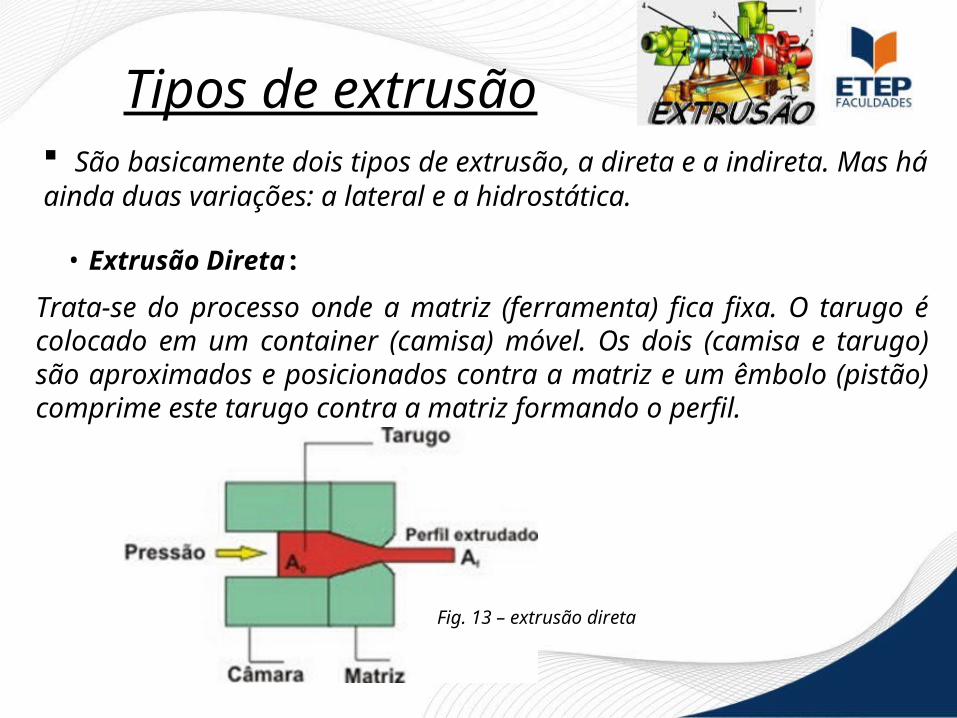
São basicamente dois tipos de extrusão, a direta e a indireta. Mas há ainda duas variações: a lateral e a hidrostática.
Tipos de extrusão
• Extrusão Direta:
Trata-se do processo onde a matriz (ferramenta) fica fixa. O tarugo é colocado em um container (camisa) móvel. Os dois (camisa e tarugo) são aproximados e posicionados contra a matriz e um êmbolo (pistão) comprime este tarugo contra a matriz formando o perfil.
Fig. 13 – extrusão direta
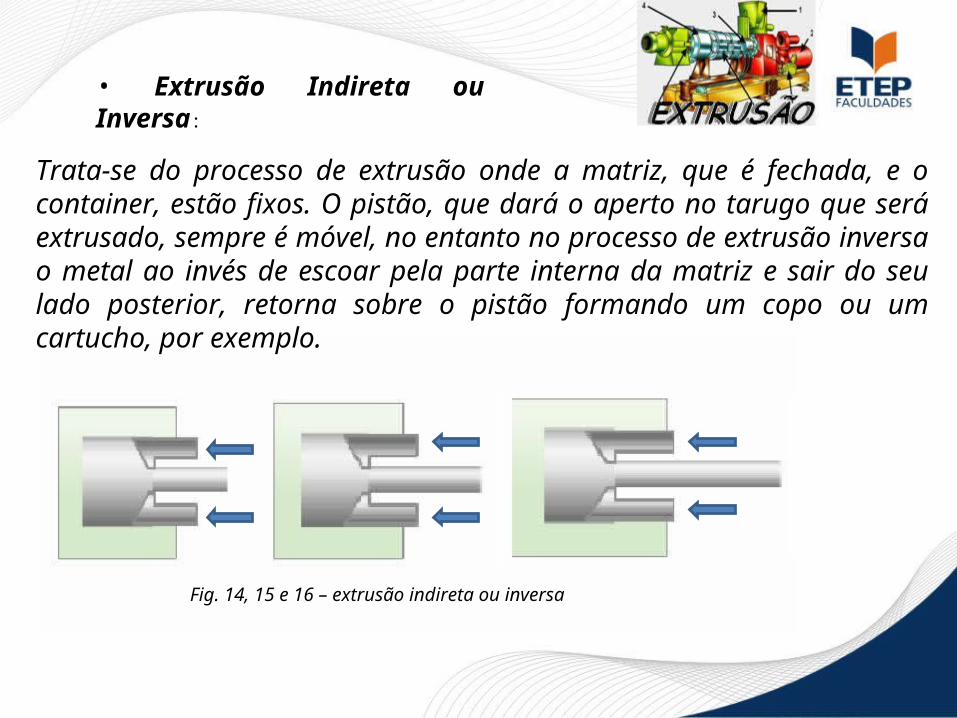
• Extrusão Indireta ou Inversa:
Trata-se do processo de extrusão onde a matriz, que é fechada, e o container, estão fixos. O pistão, que dará o aperto no tarugo que será extrusado, sempre é móvel, no entanto no processo de extrusão inversa o metal ao invés de escoar pela parte interna da matriz e sair do seu lado posterior, retorna sobre o pistão formando um copo ou um cartucho, por exemplo.
Fig. 14, 15 e 16 – extrusão indireta ou inversa
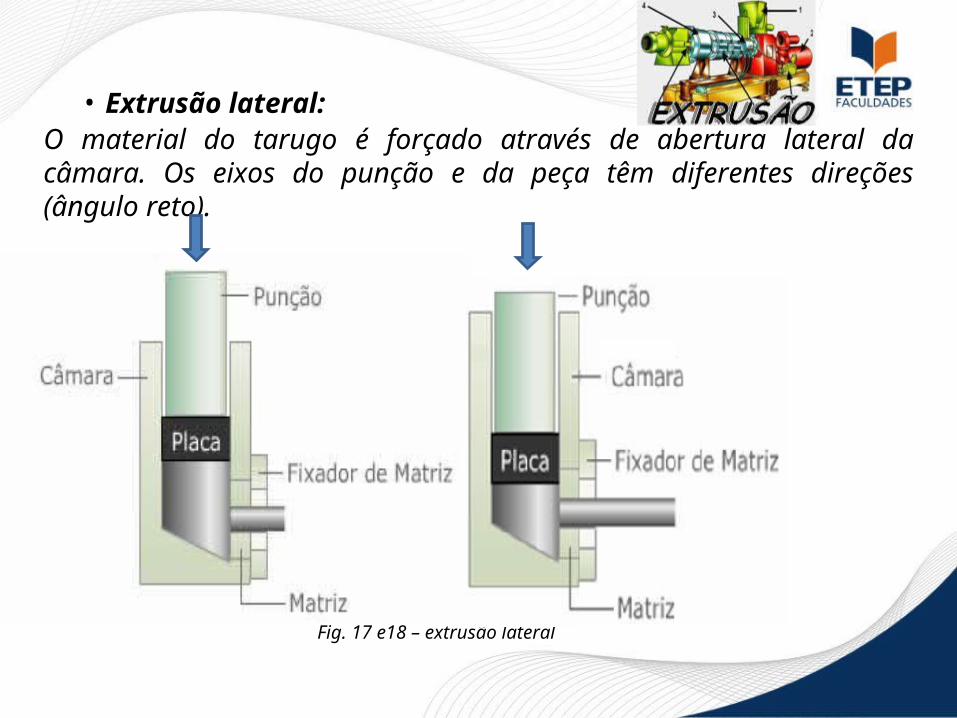
• Extrusão lateral:
O material do tarugo é forçado através de abertura lateral da câmara. Os eixos do punção e da peça têm diferentes direções (ângulo reto).
Fig. 17 e18 – extrusão lateral
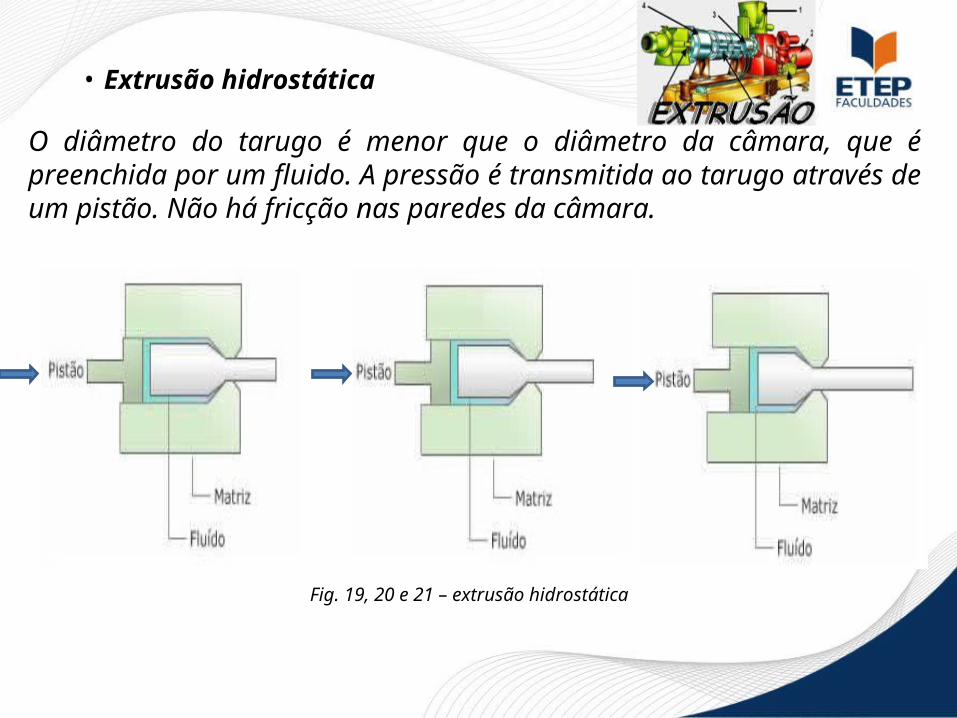
• Extrusão hidrostática
O diâmetro do tarugo é menor que o diâmetro da câmara, que é preenchida por um fluido. A pressão é transmitida ao tarugo através de um pistão. Não há fricção nas paredes da câmara.
Fig. 19, 20 e 21 – extrusão hidrostática
A extrusão hidrostática é realizada usualmente a temperatura ambiente, em geral usando óleo vegetal como meio fluido, combinando as qualidades de viscosidade e lubrificação.
Pode-se também trabalhar em alta temperatura. Neste caso ceras, polímeros ou vidro são usados como fluido que também tem a função de manter o isolamento térmico do tarugo durante o procedimento de extrusão.
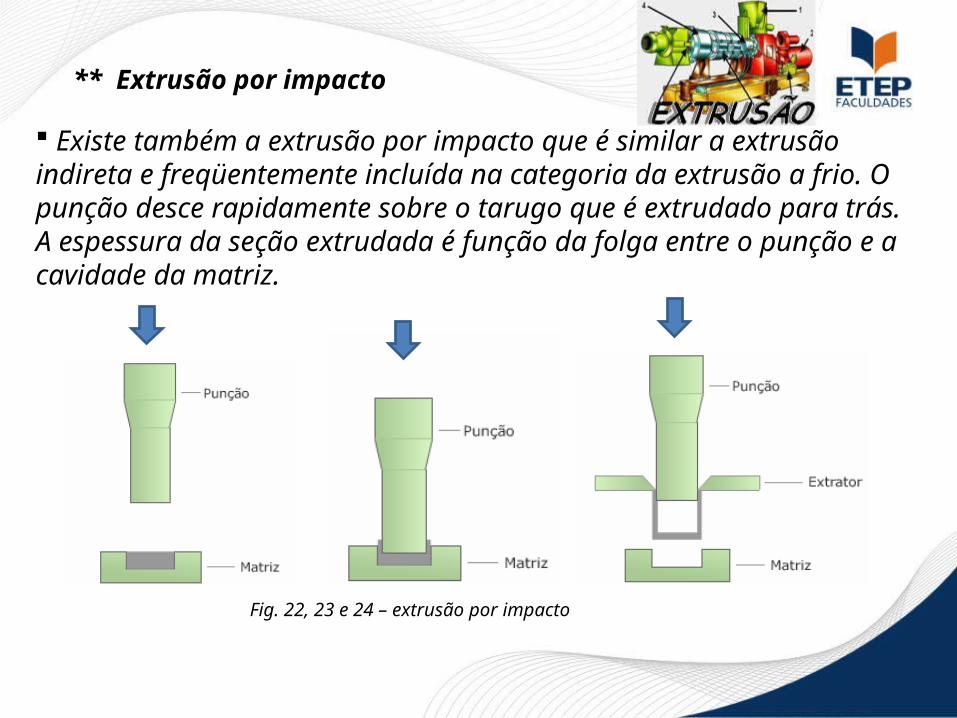
** Extrusão por impacto
Existe também a extrusão por impacto que é similar a extrusão indireta e freqüentemente incluída na categoria da extrusão a frio. O punção desce rapidamente sobre o tarugo que é extrudado para trás.A espessura da seção extrudada é função da folga entre o punção e a cavidade da matriz.
Fig. 22, 23 e 24 – extrusão por impacto
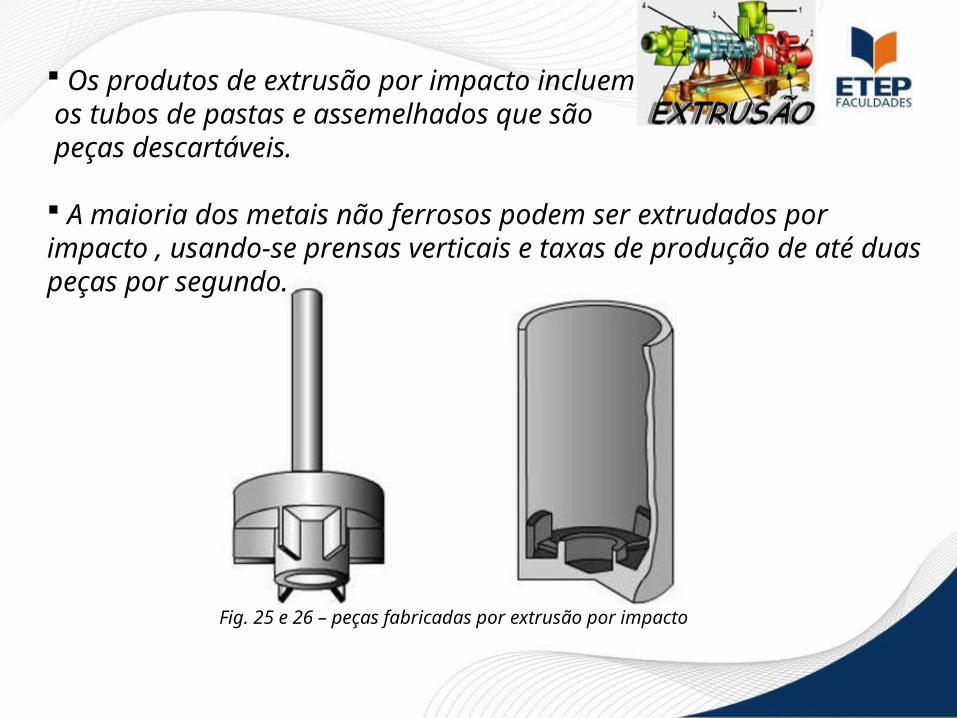
Os produtos de extrusão por impacto incluem os tubos de pastas e assemelhados que são peças descartáveis.
A maioria dos metais não ferrosos podem ser extrudados por impacto , usando-se prensas verticais e taxas de produção de até duas peças por segundo.
Fig. 25 e 26 – peças fabricadas por extrusão por impacto
Forças envolvidas na Extrusão
Ao comprimir um tarugo, duas Forças são geradas, a Força de Atrito, que é aquela gerada entre o tarugo e as paredes internas da container (camisa) e a Força de Cisalhamento, que é aquela necessária para deformar o tarugo e fazê-lo passar pela matriz.
A força de cisalhamento é função da temperatura, pois quanto maior for a temperatura, menor será a força de cisalhamento. Quanto menor for a temperatura mais força será necessária para cisalhar o metal, mais sofrerá a prensa e a matriz, no entanto, melhor serão as características do metal.
No caso de haver um aquecimento indesejado devido ao atrito e a compressão contra a matriz, pode ocorrer o esfarelamento do metal. Quanto maior for a velocidade de extrusão, maior será a produção, no entanto, mais violenta será a deformação e o o atrito resultante, por consequência haverá um aumento da temperatura do sistema. Todas estas variáveis devem ser periodicamente controladas para um melhor acabamento dos perfis e um melhor resultado no processo.
Deve-se tentar trabalhar com o metal a uma temperatura mais baixa possível, para que não ocorram oxidações superficiais dos tarugos, oxidações internas no metal, imperfeições devido a estas oxidações, desgaste e amolecimento da matriz.
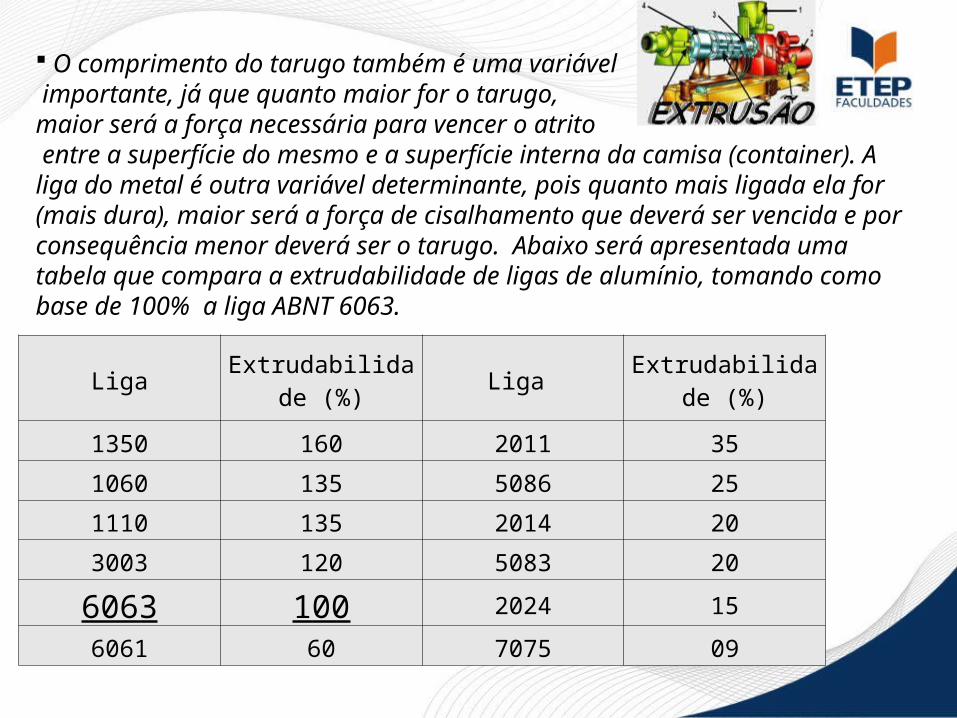
Liga Extrudabilidade (%) Liga Extrudabilidade (%)
1350 160 2011 35
1060 135 5086 25
1110 135 2014 20
3003 120 5083 20
6063 100 2024 15
6061 60 7075 09
O comprimento do tarugo também é uma variável importante, já que quanto maior for o tarugo, maior será a força necessária para vencer o atrito entre a superfície do mesmo e a superfície interna da camisa (container). A liga do metal é outra variável determinante, pois quanto mais ligada ela for (mais dura), maior será a força de cisalhamento que deverá ser vencida e por consequência menor deverá ser o tarugo. Abaixo será apresentada uma tabela que compara a extrudabilidade de ligas de alumínio, tomando como base de 100% a liga ABNT 6063.
Fluxo do metal
O fluxo do metal determina a qualidade e as propriedades mecânicas do produto final. O fluxo do metal é comparável ao escoamento de um fluido num canal. Os grãos tendem a alongar-se formando uma estrutura com orientação preferencial. O fluxo inadequado pode causar inúmeros defeitos. A técnica de observação do fluxo consiste em seccionar o tarugo ao longo de seu comprimento e marcar uma das faces com um quadriculado. As duas metades são então colocadas juntas na câmara e extrudadas. Após a extrusão as partes são novamente separadas para exame.
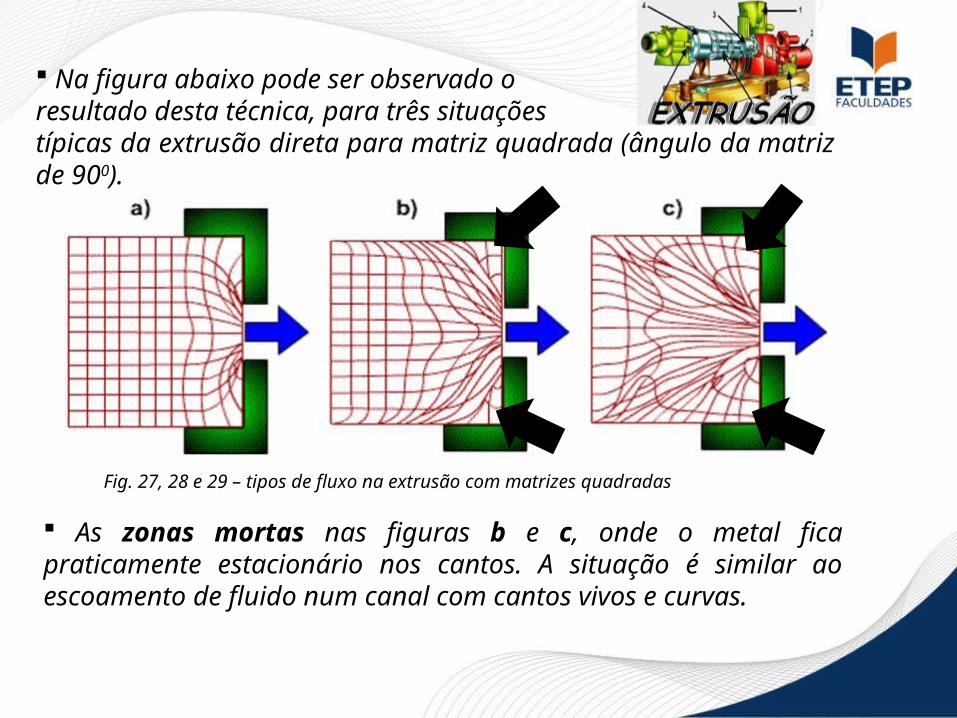
Na figura abaixo pode ser observado o resultado desta técnica, para três situações típicas da extrusão direta para matriz quadrada (ângulo da matriz de 900).
As zonas mortas nas figuras b e c, onde o metal fica praticamente estacionário nos cantos. A situação é similar ao escoamento de fluido num canal com cantos vivos e curvas.
Fig. 27, 28 e 29 – tipos de fluxo na extrusão com matrizes quadradas
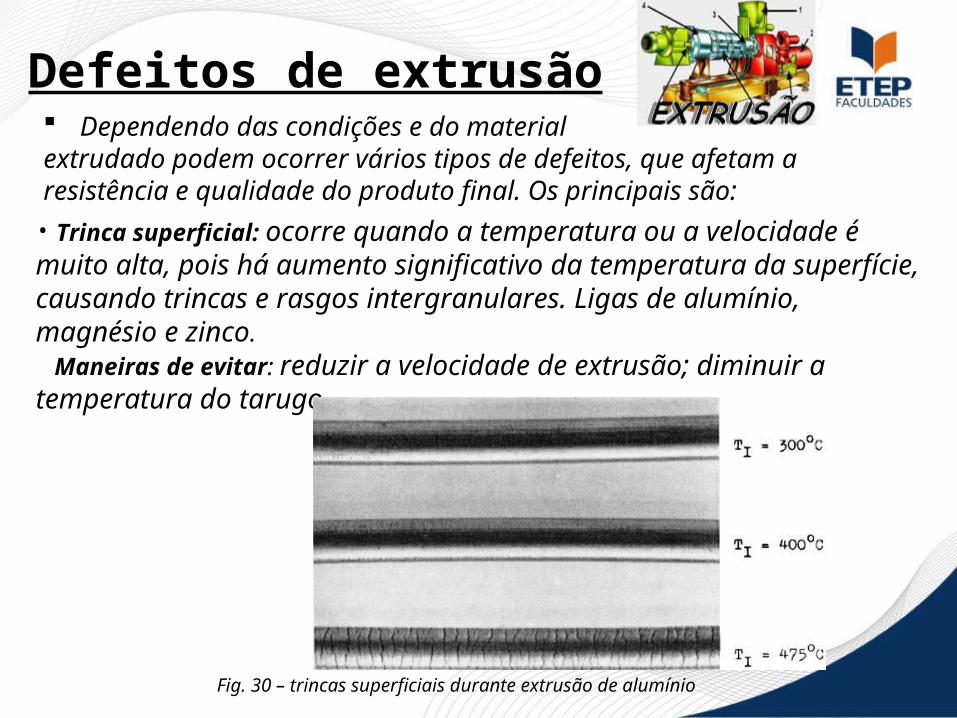
Defeitos de extrusão Dependendo das condições e do material extrudado podem ocorrer vários tipos de defeitos, que afetam a resistência e qualidade do produto final. Os principais são:
• Trinca superficial: ocorre quando a temperatura ou a velocidade é muito alta, pois há aumento significativo da temperatura da superfície, causando trincas e rasgos intergranulares. Ligas de alumínio, magnésio e zinco.
Maneiras de evitar: reduzir a velocidade de extrusão; diminuir a temperatura do tarugo.
Fig. 30 – trincas superficiais durante extrusão de alumínio
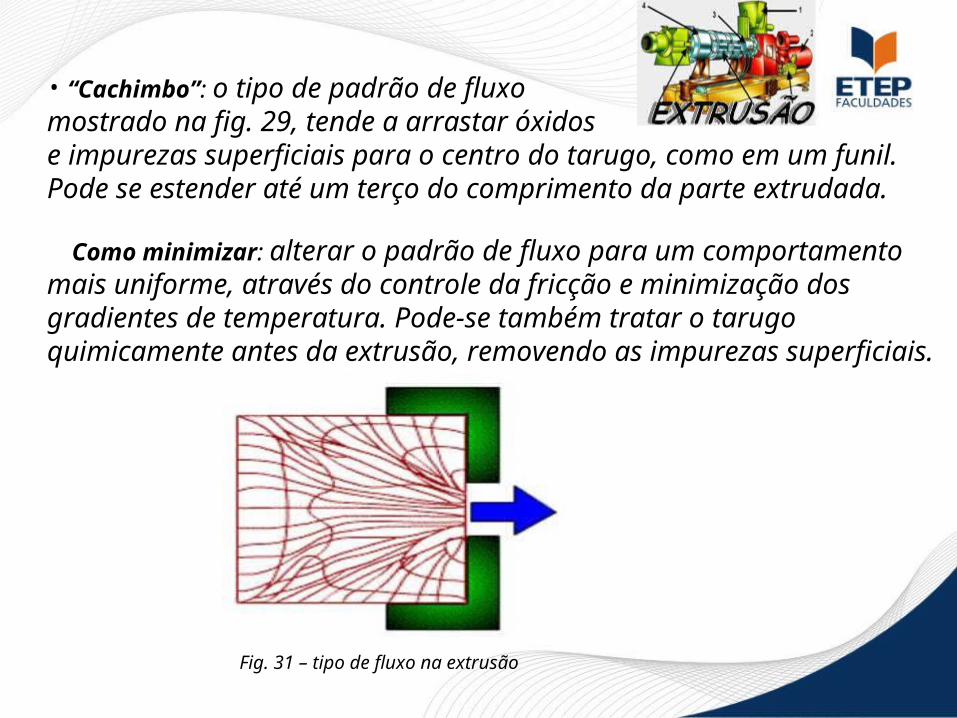
• “Cachimbo”: o tipo de padrão de fluxomostrado na fig. 29, tende a arrastar óxidos e impurezas superficiais para o centro do tarugo, como em um funil. Pode se estender até um terço do comprimento da parte extrudada. Como minimizar: alterar o padrão de fluxo para um comportamento mais uniforme, através do controle da fricção e minimização dos gradientes de temperatura. Pode-se também tratar o tarugo quimicamente antes da extrusão, removendo as impurezas superficiais.
Fig. 31 – tipo de fluxo na extrusão
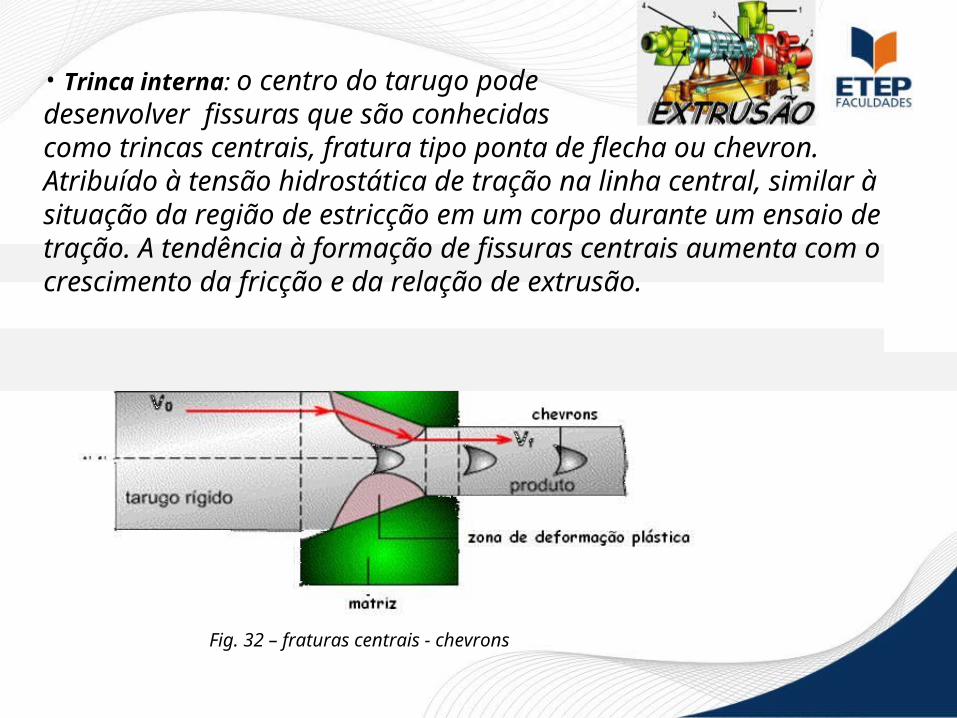
• Trinca interna: o centro do tarugo pode desenvolver fissuras que são conhecidas como trincas centrais, fratura tipo ponta de flecha ou chevron. Atribuído à tensão hidrostática de tração na linha central, similar à situação da região de estricção em um corpo durante um ensaio de tração. A tendência à formação de fissuras centrais aumenta com o crescimento da fricção e da relação de extrusão.
Fig. 32 – fraturas centrais - chevrons
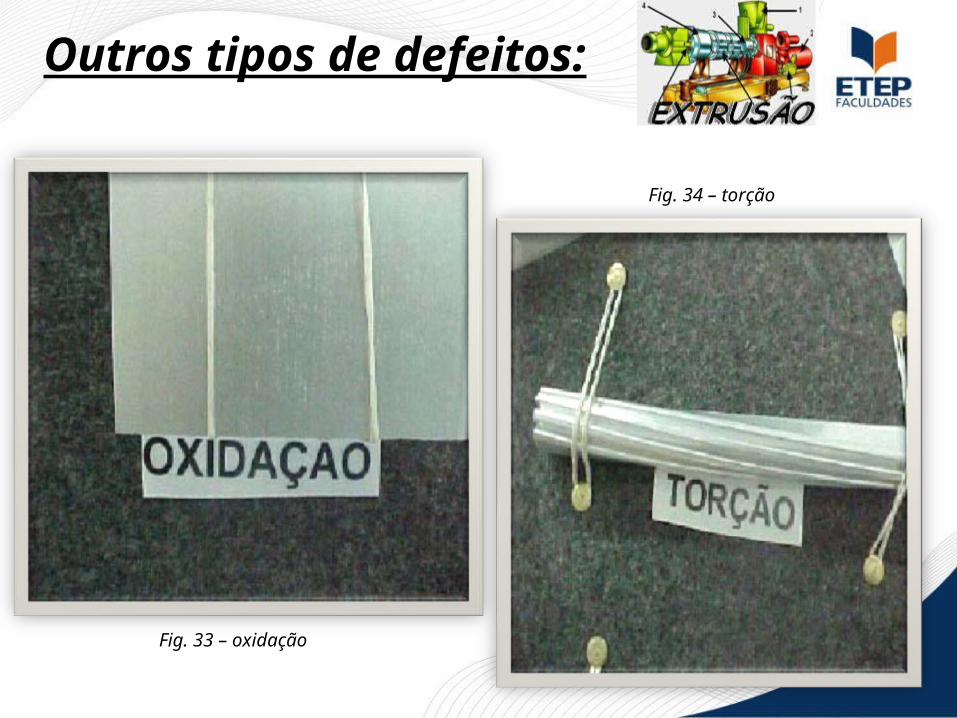
Outros tipos de defeitos:
Fig. 33 – oxidação
Fig. 34 – torção
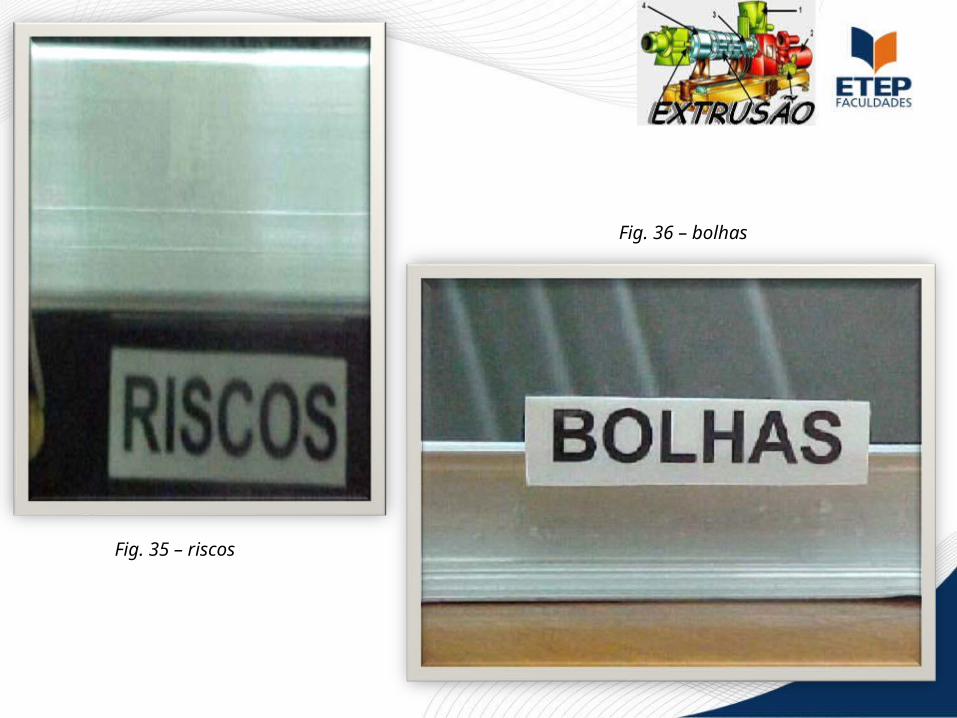
Fig. 35 – riscos
Fig. 36 – bolhas
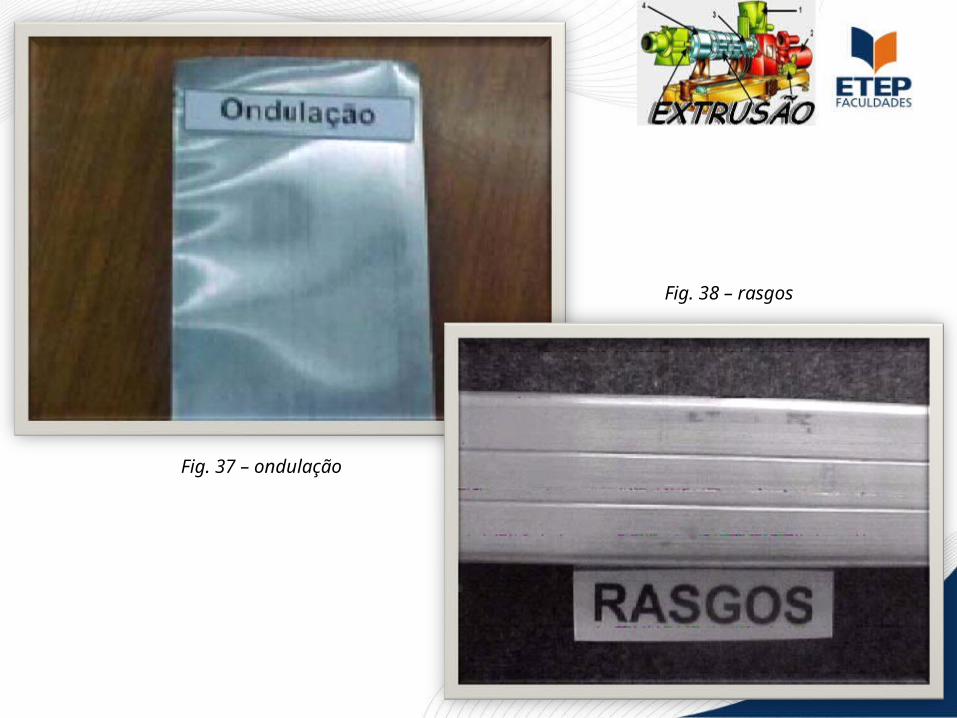
Fig. 37 – ondulação
Fig. 38 – rasgos
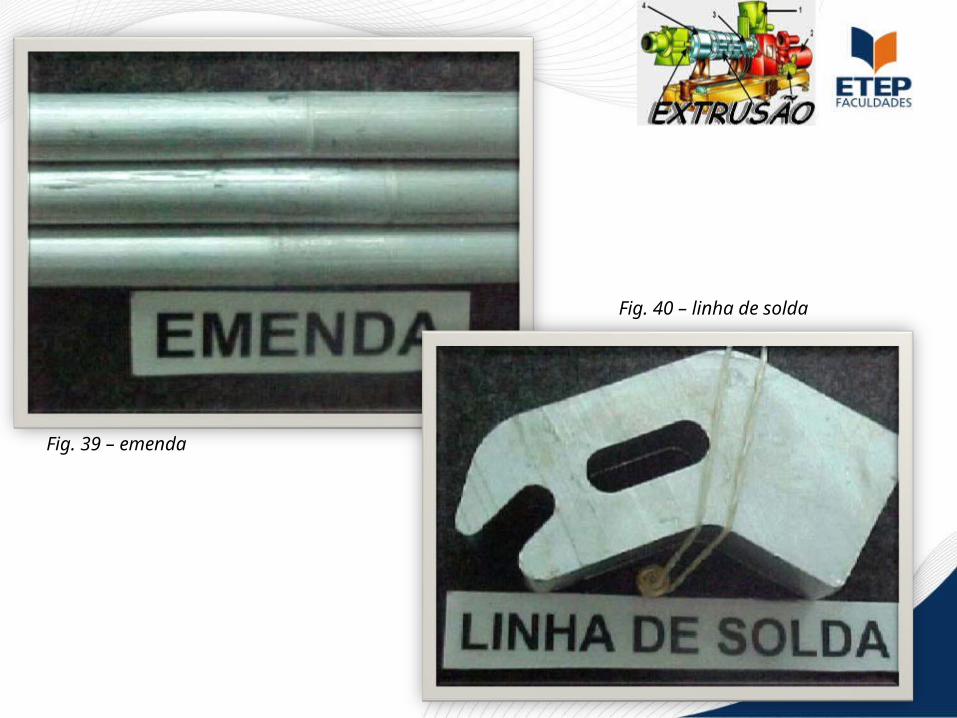
Fig. 40 – linha de solda
Fig. 39 – emenda
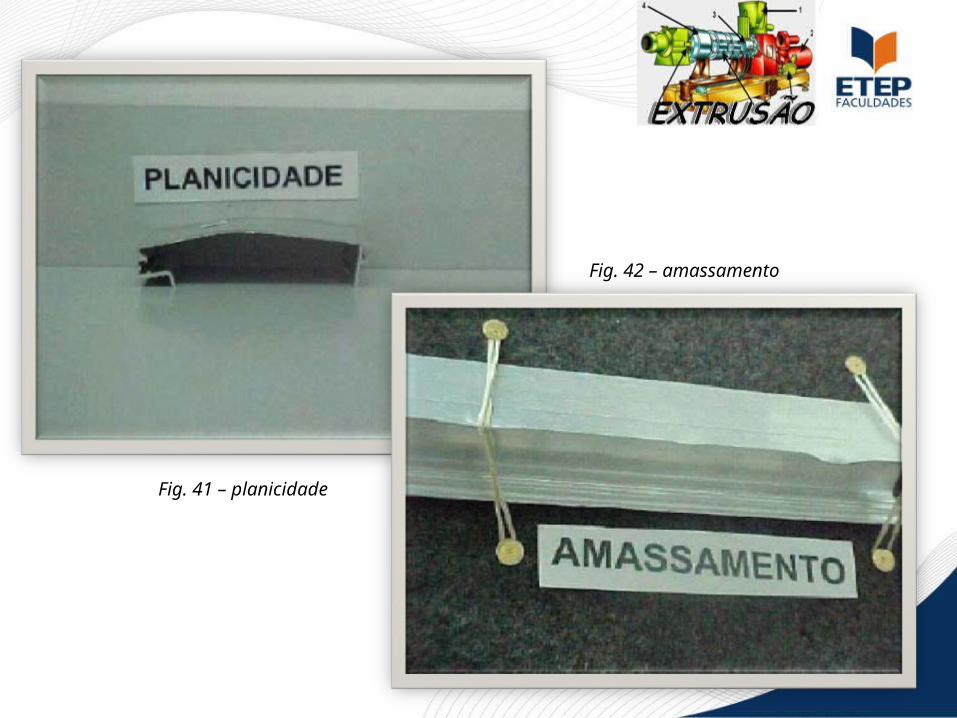
Fig. 41 – planicidade
Fig. 42 – amassamento

FIM
http://www.joinville.ifsc.edu.br~valtervProcessos%20de%20Fabrica%C3%A7%C3%A3oAula%205%20extrusao.pdf
http://www.norbertocefetsc.pro.br/pfb_conformacaoii.pdf
http://www.ebah.com.br
http://www.setor1.com.br/extrusao/index.htm
REFERÊNCIAS BIBLIOGRAFICAS:
http://rafaelengpro.reis.me/20090625%202%20Extrus%C3%A3o.pdf
ftp://ftp.cefetes.br/Cursos/EngenhariaMetalurgica/Marcelolucas/Disciplinas/Conformacao/Extrusao/Apres_Extrusao.pdf





























