Embed Size (px)
Citation preview

PROJETO E FABRICAÇÃO DE UM BRAÇO MECÂNICO PARA SONDA DE
ULTRASSOM MÉDICO
Luiz Fernando de Oliveira Mello Nunes
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica da
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro. Luiz Fernando de Oliveira
Mello Nunes
Orientador: Luciano Menegaldo
RIO DE JANEIRO
MARÇO DE 2015

UNIVERSIDADE FEDERAL DO RIO DE
JANEIRO Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
PROJETO E FABRICAÇÃO DE UM BRAÇO MECÂNICO PARA SONDA DE
ULTRASSOM MÉDICO
Luiz Fernando de Oliveira Mello Nunes
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof.Luciano Menegaldo. (Orientador)
________________________________________________
Prof. Anna Carla Araujo, D.Sc.
________________________________________________
Prof. Sergio Exel Gonçalves, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
MARÇO DE 2015

iii
Nunes, Luiz Fernando de Oliveira Mello
Projeto e fabricação de um braço mecânico para sonda de
ultrassom médico. /Luiz Fernando de Oliveira Mello Nunes.–
Rio de Janeiro: UFRJ/ESCOLA POLITÉCNICA,2015.X,
61p.: il.; 29,7cm.
Orientador: Luciano Menegaldo
Projeto de Graduação – UFRJ/ POLI/ Engenharia
Mecânica,2015.
Referências Bibliográficas: p.54.
1.Braço mecânico. 2. Fabricação. 3.Impressão 3d.
4.escaneamento3d
I. Menegaldo, Luciano. II. Universidade Federal do Rio de
Janeiro,UFRJ,Engenharia Mecânica.III.Título

iv
Agradecimentos
Agradeço primeiramente a Deus, por ter me permitido viver até aqui com saúde
e paz, me abençoando e me dando força nos momentos de dificuldade.
À minha família, em especial aos meus pais, Sandra de Oliveira Mello Nunes e
Paulo Cesar Nunes, por todo o apoio, suporte e incentivo dado durante toda a minha
vida, sem medir esforços para que eu e meus irmãos pudéssemos estudar e nos formar.
Aos meus irmãos, Bruno Cesar Nunes e Ana Beatriz de Oliveira Mello Nunes, também
por todo apoio que me passam em todos os momentos e por serem um exemplo para
mim.
À minha namorada Nathália Sampaio por estar ao meu lado me dando suporte
em todos os momentos necessários.
Ao meu orientador Luciano Menegaldo pela paciência e disposição em sempre
ajudar nos momentos de dúvida e de dificuldade.
Aos meus amigos da faculdade que passaram por tantas histórias comigo ao
longo dessa caminhada, sem eles com certeza teria sido uma caminhada muito mais
difícil.
Aos meus amigos de faculdade, Gabriel Bizzo, Hugo Bizzo e Pedro Abreu
Bastos, primeiramente pela amizade e, depois, por terem me dado a grande
oportunidade de utilizar a empresa deles para conseguir fabricar e terminar este projeto.
Ao professor Ricardo Marroquim e ao laboratório de computação gráfica da
UFRJ por permitir a realização do escaneamentos dos ultrassons.
Aos meus professores da Engenharia Mecânica da UFRJ por todo conhecimento
passado me possibilitando alcançar meus objetivos.

v
Resumo do projeto de graduação apresentado ao DEM/UFRJ como parte dos requisitos
necessários para obtenção do grau de Engenheiro Mecânico.
PROJETO E FABRICAÇÃO DE UM BRAÇO MECÂNICO PARA SONDA DE
ULTRASSOM MÉDICA
Luiz Fernando de Oliveira Mello Nunes
Fevereiro/2015
Orientador: Luciano Menegaldo
Curso: Engenharia Mecânica
O presente trabalho apresenta as etapas do projeto para a fabricação de um braço
mecânico para melhorar a tomada de dados nos testes de flexibilidade em uma
população de idosos. No presente trabalho foi necessário conhecimento nas seguintes
matérias do curso de Engenharia Mecânica: Dinâmica, Usinagem, Comando Numérico,
Mecânica dos sólidos, Mecanismos, Desenho técnico em Engenharia Mecânica,
Princípio e ciências dos materiais. Além dessas matérias do curso de mecânica, foi
necessário desenvolver conhecimentos na área de computação gráfica. Além disso, foi
necessário a utilização de softwares como Meshlab para tratar os modelos 3D
escaneado, ScanStudio para trabalhar com o escaneamento 3D, Phyton para criação de
um programa para facilitar a seleção do material e analise dos esforços estáticos,
SolidWorks para criação de modelos e Ansys para a análise das tensões sofridas pela
estrutura. Foram utilizados equipamentos como Torno, máquinas fresadora de CNC,
furadeira, impressora 3D e equipamento de para escaneamento 3D.
Palavras-Chave: Braço mecânico, medição de flexibilidade, biomédica.

vi
Abstract of Undergraduate Project presented to DEM/UFRJ as a part of ful fillment of
the requirements for the degree of Engineer.
PROJECT AND MANUFACTURE OF MECHANICAL ARM FOR ULTRASOUND
MEDICAL PROBE
Luiz Fernando de Oliveira Mello Nunes
Fevereiro/2015
Advisor: Luciano Menegaldo
Course: Mechanical Engineering
This paper presents the steps of the project to manufacture a mechanical arm to
improve accuracy data in flexibility tests. In the present work was necessary knowledge
in the following areas of Mechanical Engineering course: Dynamics, Machining,
Numerical Control, Solid Mechanics, Mechanisms, Technical Drawing in Mechanical
Engineering and Principle and materials science. And computer graphics was necessary.
In addition it was necessary to use software like MeshLab to treat 3D models scanned,
Scan Studio to work with 3D scanning, Solid Works, Ansys to analyze the strain, and
Blender to model. Equipment used as lathe, drilling machine, CNC machines, 3D
printer and scanning equipment for 3D.
Keywords: Mechanical arm, Flexibility test, biomedical.

vii
Sumário
1 Introdução.................................................................................................................. 9
1.1 Objetivo ............................................................................................................. 9
2 Projeto conceitual .................................................................................................... 11
3 Seleção do material ................................................................................................. 21
4 Projeto mecânico ..................................................................................................... 23
4.1 Estabilidade ...................................................................................................... 23
4.2 Resistência dos materiais ................................................................................. 26
4.2.1 Descrição .................................................................................................. 27
5 Fabricação ............................................................................................................... 29
5.1 Fatores metalúrgicos que afetam a usinabilidade das ligas de alumínio ......... 29
5.2 Cálculos dos processos de usinagem ............................................................... 30
5.2.1 Base inferior ............................................................................................. 30
5.2.2 Base superior ............................................................................................ 33
5.2.3 Braço ......................................................................................................... 34
5.2.4 Junta A ...................................................................................................... 34
5.2.5 Junta B ...................................................................................................... 35
5.2.6 Antebraço.................................................................................................. 36
5.3 Fabricação da peça que fixa o ultrassom ......................................................... 37
5.3.1 Escaneamento 3D ..................................................................................... 37
5.3.2 Tratamento da imagem escaneada ............................................................ 41
5.3.3 Modelagem do suporte ............................................................................. 43
5.3.4 Impressão 3D ............................................................................................ 45
6 Testes do equipamento e discussão ......................................................................... 51
7 Conclusão ................................................................................................................ 53
8 Referências Bibliográficas ...................................................................................... 54
9 Anexos ..................................................................................................................... 55

viii
9.1 Manual de fabricação e montagem .................................................................. 55

9
1 Introdução
No laboratório de biomédica da UFRJ são realizados testes com o objetivo de verificar
o efeito de um programa de alongamento do tríceps sural (TS), conjunto de músculos da
parte posterior da perna.
Estas análises são feitas a partir do deslocamento da junção miotendínea (junção do
tendão calcanear e os músculos gastrocnêmios), observadas por meio de um vídeo de
ultrassom. Medidas desse deslocamento indicarão a adaptação da estrutura músculo-tendão
quanto ao nível de flexibilidade da pessoa, após a aplicação de um programa de
alongamento de 12 semanas.
1.1 Objetivo
O objetivo deste trabalho é criar uma forma de melhor a aquisição de dados de tais
testes, diminuindo os erros devido à falta de estabilidade quando o teste é feito com o
ultrassom sendo segurado manualmente (figura 1.1). Além deste, tentamos tornar mais
prático e menos cansativo para o executor do teste. Para isso, foi preciso encontrar uma
forma de manter o transdutor imóvel mesmo estando em contato com uma musculatura que
se encontra em movimento, que, além disso, não tenham necessariamente uma forma que se
encaixem perfeitamente com a forma do transdutor.
Neste projeto precisamos de uma forma de manter erguido e imóvel transdutores com
pesos entre 200 e 400 gramas, levando em consideração o peso do fio dos mesmos. Nosso
transdutor precisa chegar a uma altura de aproximadamente 1 metro, como pode ser visto
na figura 1.2 e ter liberdade de rotação de pelo menos 90 graus em torno do seu próprio
eixo.
Figura 1.1 – antiga forma de realizar os teste

10
Figura 1.2- Espaço disponível para o teste
No capítulo 2 são feitas análises e escolhas conceituais do projeto.
No capítulo 3 são apresentadas as decisões do projeto sobre o material utilizado.
No capítulo 4 são realizados cálculos mecânicos de estabilidade, resistência dos
materiais e cinemáticos.
No capítulo 5 são feitos cálculos dos parâmetros de usinagem das peças.
No capítulo 6 são feitos avaliações sobre o funcionamento do aparelho e são sugeridas
melhorias.
No capítulo 7 é feita a conclusão do trabalho.
No capítulo 8 são colocadas as referências.
No capítulo 9 estão os anexos.

11
2 Projeto conceitual
Para esse projeto foi escolhido fabricar um braço mecânico que pudesse manipular o
transdutor. Para isso, o braço necessitava de alguns graus de liberdade e uma base muito
estável. À priori, foi pensado em fazer uma espécie de cinta que segurasse o transdutor e
fixasse a perna. Porém um braço mecânico daria mais liberdade e poderia ser utilizado nos
mais diversos pontos do corpo, como panturrilha, coxa, bíceps entre outros.
Após decidir pelo braço mecânico, foi necessário escolher as configurações possíveis.
Como este foi um projeto que partiu do zero, foram criadas inúmeras possibilidades com
diferentes juntas, diferentes bases, formas, graus de liberdade. Foi decidido trabalhar com
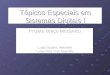
juntas de rotação devido à facilidade de construí-la, manipula-la e controla-la. Na figura 2.1
temos o esquema e a nomenclatura das partes de um braço robótico.
Figura 2.1 – esquema e nome das partes de um braço mecânico
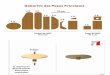
Para a base do equipamento, foi escolhida a estrutura da figura 2.2. Ela é formada
por duas barras dispostas perpendicularmente uma sobre a outra, fixas por meio de um
ajuste forçado. A base possui um furo para permitir que o braço (barra vertical estática) seja
acoplado à base também por meio de ajuste forçado. A escolha por essa base foi devido a
fácil fabricação, poder utilizar o mesmo material que seriam feitas as juntas, todos os
processos de fabricação necessários estarem disponíveis, ter um visual agradável e grande

12
inércia de rotação em várias direções. Outra vantagem desta base é a menor massa que ela
possui.
Figura 2.2 – base escolhida
O modelo de corpo escolhido foi da figura 2.3. Nele foi utilizado um tubo circular
como braço, e outro como antebraço (tubo que tem liberdade para girar). A junta utilizada
permite 5 graus de liberdade como mostrada na figura 2.4.
Figura 2.3 – estrutura escolhida

13
Figura 2.4 – graus de liberdade do braço mecânico
Com apenas o aperto de um parafuso, todos os graus de liberdade são restringidos.
A junta é composta por 3 partes (figura 2.5): junta A (figura 2.6) ligada ao braço, junta B
(figura 2.7) ligada ao antebraço, e um parafuso.
Figura 2.5 – montagem da junta

14
Figura 2.6 – junta A
Figura 2.7 – junta B
A junta A possui um corte que vai até o furo por onde passará o braço. Esta peça
permite o movimento na direção y (direção do eixo do braço). Com o aperto do parafuso, as
partes da peça A, que não estão em contato, se tocam fazendo pressão no braço e

15
restringindo o movimento na direção y devido ao atrito entre os corpos. A junta A não
possui rosca, apenas a junta B.
A junta A pode rotacionar em torno de y. Esta é restringida junto com o
impedimento do movimento na direção y.
A junta B possui um furo por onde o parafuso entra nela perpendicularmente ao
antebraço. Dessa forma, o parafuso entra em contato com o antebraço. Ao apertar o
parafuso, aumenta-se a tensão entre o antebraço, as paredes internas da junta e o parafuso,
aumentando assim o atrito entre eles. E dessa forma, restringe-se o movimento na direção
que acompanha o eixo do antebraço.
O quarto grau de liberdade (giro do antebraço em torno do parafuso) é controlado
pela angulação na qual é realizado o aperto da junta e do parafuso. Deve-se apertar o
parafuso mantendo o antebraço na posição desejada.
E o último (giro do antebraço em torno do seu próprio eixo) também é limitado pelo
aperto do parafuso.
Uma forma de ajudar no controle do sistema é a colocação de um contrapeso na
extremidade oposta a que o ultrassom ficará, mas esta foi evitada, pois ela aumentaria os
esforços no corpo, e o peso total da peça, o que pioraria a mobilidade do equipamento como
um todo. Outra forma de melhor o controle do braço seria a colocação de molas na junta e
no antebraço.
Para o manipulador, ou membro terminal, foi escolhido um suporte bipartido, como
mostrado nas figuras 2.8, 2.9 e 2.10. No interior do suporte temos exatamente a forma do
ultrassom dando a eles um encaixe perfeito. Na parte superior do suporte temos um buraco
por onde o antebraço pode passar. A fixação entre o suporte e o antebraço é feita por meio
de um pino que passa por um dos buracos transversais ao buraco citado anteriormente
(figura 2.9). A parte de cima se acopla a de baixo por meio de porcas e parafusos que
podem ser colocados nos furos que tem nas laterais do suporte (figura 2.10).

16
Figura 2.8 – Vista frontal da montagem do suporte
Figura 2.9 – Vista inclinada parte de cima do suporte do ultrassom

17
Figura 2.10 – vista superior da parte inferior do suporte do ultrassom
Para concluir, foi decidido que usaríamos um braço de 700 mm, com um diâmetro
interno de aproximadamente 13 mm e um externo de 19,5; e um antebraço de 600 mm, com
mesmo diâmetro interno e que será usinado para ficar com o diâmetro externo de 15 mm, e
assim aumentar a estabilidade e diminuir o peso do equipamento.
As juntas, a priori, terão as dimensões das figuras 2.11 e 2.12. As bases terão as
dimensões das figuras 2.13 e 2.14.
Figura 2.11 – Vista direita e frontal da junta B com suas prováveis dimensões

18
Figura 2.12 – Vista com as prováveis dimensões da junta A

19
Figura 2.13 – Vistas com as prováveis dimensões da base inferior

20
Figura 2.14 – Vistas com as prováveis dimensões da base superior

21
3 Seleção do material
Para o braço mecânico tínhamos as seguintes opções: alumínio, aço de médio teor de
carbono e aço inoxidável. Abaixo segue algumas características desses metais:
Os aços com médio teor de carbono possuem concentrações de carbono entre
aproximadamente 0,25 e 0,60%. Essas ligas termicamente tratadas são mais resistentes do
que os aços com baixo teor de carbono, porém com o sacrifício de ductilidade e tenacidade.
As suas aplicações incluem as rodas e os trilhos de trens, engrenagens, virabrequins e
outras peças de máquinas e componentes estruturais de alta resistência que exigem uma
combinação de elevada resistência, resistência à abrasão e tenacidade.
Os aços inoxidáveis são altamente resistentes à corrosão (oxidação superficial) em uma
variedade de ambientes, especialmente a atmosfera ambiente. Seu elemento de liga
predominante é o cromo; é necessária uma concentração de cromo de pelo menos 11 %.
Uma ampla variedade de propriedades mecânicas combinadas a uma excelente resistência à
corrosão tornam os aços inoxidáveis muito versáteis nas suas aplicabilidades.
O alumínio e suas ligas são caracterizados por uma densidade relativamente baixa (2,7
g/cm3, em comparação com uma densidade de 7,9 g/cm3 para o aço), condutividades
elétrica e térmica elevadas e por uma resistência à corrosão em alguns ambientes comuns,
incluindo a atmosfera ambiente. Muitas dessas ligas são conformadas com facilidade em
virtude das suas elevadas ductilidades. A resistência mecânica do alumínio pode ser
aumentada através de deformação plástica a frio e mediante a formação de ligas.
Entretanto, ambos os processos tendem a diminuir a resistência à corrosão.
Analisando as propriedades acima, foi decidido que a melhor alternativa para o projeto
é o alumínio. O aço de médio carbono possui um preço menor e uma boa resistência
mecânica, porém é muito pouco resistente a corrosão, mesmo em atmosferas não
agressivas. Além do mais, em nosso projeto desejemos o menor peso possível para facilitar
a locomoção. O aço inoxidável possui boa resistência mecânica e alta resistência à
corrosão. Porém, devido ao alto preço ele se tornou uma opção inviável. Além disso, ele
possui uma densidade relativamente alta. O alumínio possui uma baixa densidade se
comparada às outras opções, é resistente a corrosão e possui uma boa resistência mecânica,
apesar de menor que o aço. Assim possui uma resistência específica maior que a do aço,

22
como visto acima. O preço do alumínio é intermediário ao valor do aço comum e do
inoxidável.
Foi escolhida a liga 6061 T6 para fabricar o braço e antebraço devido a boa resistência
mecânica, preço e ser disponibilizados na forma de tubo. Para a fabricação da base e juntas
foi escolhida a liga 6351 pois está atendia as necessidades mecânicas, é fornecida no
formado desejado (barra com seção quadrada) e por questões financeiras.

23
4 Projeto mecânico
Para avaliar se o aparelho não terá problemas de estabilidade e de fratura de alguma
peça foram necessários cálculos, dos quais também foram decisivos na escolha das medidas
e formas de cada peça do equipamento.
4.1 Estabilidade
Para avaliar a estabilidade e definimos as dimensões finais da base, precisamos
analisar as forças que agem no nosso equipamento.
Para fazer uma avaliação preliminar foi utilizado o software Solidworks. Foi feita
uma montagem do equipamento (figura 4.1), com uma massa equivalente ao peso do
ultrassom + o suporte para avaliar se o centro de massa do conjunto ficaria dentro área da
base projetada no chão. Apesar de não ser uma análise conclusiva ela serve para se ter uma
ideia da estabilidade, além de ser uma análise simples de se fazer. Depois será feito os
cálculos finais.
Esta análise da estabilidade pelo centro de massa, se baseia no fato de que caso só aja
o peso e a normal de contato com o chão (num plano horizontal) eles terão o mesmo
módulo e sentidos opostos. Como o centro de massa é a posição onde podemos concentrar
toda massa do sistema e para que temos um sistema de forças equivalente, caso a posição
do centro de massa esteja pra fora da área da base, a força peso terá um braço de momento
maior que a força normal, e consequentemente um momento maior já que a normal com o
chão só pode se concentra até os limites da base, e dessa forma o corpo tombaria.
A montagem foi feita com o antebraço na posição horizontal (pior situação possível),
e a extremidade oposta ao ultrassom a 100 mm da junta, pois esta será usada para se colocar
um contrapeso caso necessária como citado anteriormente, com uma base de 200mm de
comprimento.
A resposta do programa para a posição do centro de massa, considerando a origem
dos eixos posicionada na base da montagem, na extremidade de uma das bases (a 100mm
do centro do braço), foi Xcm=10,55mm, Zcm=188,56mm e Ycm=299,97mm, sendo o eixo Y
o que acompanha o eixo do braço e Z a direção do eixo do antebraço.

24
Figura 4.1 – montagem do equipamento com um peso equivalente ao da montagem
ultrassom/manipulador
Agora faremos os cálculos de estática para analisar a estabilidade com os pesos das
peças com as dimensões determinadas anteriormente.
A massa da montagem ultrassom mais manipulador é de 420 gramas, a do antebraço
é de 73 gramas e a massa do conjunto base mais braço mais juntas mais parafuso é de 1783
gramas. A figura 4.2 representa o diagrama de corpo livre da montagem, sendo a carga de
0,120 N o peso concentrado do lado esquerdo do antebraço, a carga de 0,596 N o peso do
lado direito do antebraço, a carga de 4,116 N o peso concentrado do suporte mais
ultrassom, a carga “n” é a força de contato do chão com a base quando o aparelho está na
tendência de tombar, e a carga de 17,473 N é o peso somado do braço, juntas, parafuso e
base. Para analisar quando o equipamento irá tombar, iremos considerar uma base de
comprimento 2x, se x for maior que 100 mm o corpo tombará. Apesar da base ter a
dimensão 2x e não 200mm, faremos a análise com o corpo tendo a massa caso tivesse uma
base de 200mm para a análise fazer sentido.

25
Figura 4.2 – diagrama de corpo livre da montagem.
Fazendo o equilíbrio na direção vertical, encontra-se 𝒏 = 𝟐𝟐, 𝟑𝟎𝟒𝟖𝑵. Fazendo o
somatório de momentos em relação ao centro da base temos que o momento no sentido
anti-horário (saindo do papel) é de 𝟎, 𝟏𝟏𝟗𝟔. 𝟓𝟎 + 𝟐𝟐, 𝟑𝟎𝟒𝟖. 𝒙 = 𝟓, 𝟗𝟖 + 𝟐𝟐, 𝟑𝟎𝟒𝟖. 𝒙. Já o
momento no sentido oposto é igual a 𝟎, 𝟓𝟗𝟓𝟖. 𝟐𝟓𝟎 + 𝟒, 𝟏𝟏𝟔. 𝟓𝟎𝟎 = 𝟐. 𝟐𝟎𝟔, 𝟗𝟓 𝑵𝒎𝒎.
Igualando os dois momentos encontra-se x igual a 98,7 mm. Dessa forma vemos que
não chegou ao ponto crítico no qual o ultrassom tombaria. Para analisar a estabilidade com
relação ao tombamento na direção perpendicular ao papel, precisamos separa o peso da
junta B, do peso do braço mais o peso da junta A mais o peso base, pois nessa análise, o
peso da junta B realiza momento que faz o corpo tender a tombar. Nesta analise podemos
somar os pesos do conjunto ultrassom/suporte, o peso do antebraço e o peso da junta B
(está soma dará 6,340 N), pois este tem um centro de massa quase que coincidentes na
direção perpendicular ao papel. Para facilitar os cálculos vamos colocar o centro de massa
deste conjunto na posição mais afastada da junta B (caso pior que o real). Como a força “n”
continua com o mesmo modulo e a priori a junta B terá dimensão de 43,8 mm na direção
em questão, e fazendo o momento em relação ao centro do braço, temos: 𝟐𝟐, 𝟑𝟎𝟒𝟖. 𝒙
como momento contra o tombamento (normal vezes a distância x) e 𝟔, 𝟑𝟎𝟒𝟖 . 𝟒𝟑, 𝟖 =
𝟐𝟕𝟕, 𝟔𝟗𝟐 𝑵 𝒎𝒎 (somatório das forças que realizam momento na direção do papel em
relação ao centro braço, vezes o braço). Assim igualando os momentos temos 𝒙 =
𝟏𝟐, 𝟒𝒎𝒎 . Como x é menor que 100 mm o equipamento não corre o risco de tombar.

26
Como Fn (força de contato do transdutor e a perna) é para esquerda o caso de
tombamento que poderia ocorrer seria no sentido anti-horário (figura 4.3). Para saber qual
seria a força de contato que faria o corpo tombar, precisamos colocar a normal na
extremidade esquerda da base. Lembrando que o braço na vertical é igual a 700 mm e o
valor de n continua o mesmo (𝟐𝟐, 𝟑𝟎𝟒𝟖𝑵). Fazendo momento em relação ao meio da base
na parte mais inferior da mesma, temos:
𝐹𝑛. 700 + 0,1196.50 = 𝑛. 100 + 0,5958.250 + 4,116.500
Assim temos: Fn= 6,33 N. Como a força de contato entre o transdutor e a perna é
muito pequena, é muito improvável que o corpo tombe nesta situação:
Figura 4.3 – diagrama de corpo livre considerando a força de contato entre
transdutor e a perna
4.2 Resistência dos materiais
Devido a alta carga que a junta A (figura 4.4) estará submetida, da mesma possuir
uma configuração não muito simples e além disso possuir uma parede fina na parte de trás,
foi feito uma análise das tensões que ela estaria submetida antes de começar a fabricação.

27
Figura 4.4 – junta A
4.2.1 Descrição
Na análise o lado azul da figura 4.5 foi mantido estático enquanto o lado colorido
foi submetido a uma força de 250 N, que é a força necessária para que ocorra o encontro
das partes da junta A.
Figura 4.5 - Análise das deformações máximas que a junta pode ser submetida.
Com a aplicação da força tivemos um deslocamento máximo de 2,0mm na
extremidade da peça, o que faria os dois lados da bipartição se encontrarem (deslocamento
máximo possível). Com isso, obtivemos uma tensão máxima de 1,95 x 10² Mpa (como
pode se ver na figura 4.6). Como a tensão de escoamento do material é 2,75 x 102 MPa,
temos um fator de segurança de 1,41 na região crítica. Assim, vemos que não teremos
problemas com a peça, como, por exemplo, ocorrer uma deformação plástica, até porque é
possível que não se consiga realizar um aperto que faça as duas partes da junta A se
encontrarem.

28
Figura 4.6 – Análise das tensões máximas que a junta pode ser submetida.

29
5 Fabricação
5.1 Fatores metalúrgicos que afetam a usinabilidade das ligas de alumínio
O alumínio em geral pode ser facilmente usinado. A energia consumida por unidade
de volume do metal removido é muito baixa.
Apenas o magnésio e suas ligas podem ser usinados com a mesma taxa de energia
consumida e o desgaste da ferramenta raramente é um problema (exceção feita às ligas de
alumínio-silício, nas quais as partículas de silício são altamente abrasivas e desgastam
rapidamente a ferramenta de metal duro).
As temperaturas de usinagem são geralmente baixas e altas velocidades de corte
podem ser usadas. Porém, com relação aos critérios de usinabilidade baseados na
rugosidade da peça e nas características do cavaco, não se pode dizer que o alumínio tenha
usinabilidade alta, pois em condições normais de usinagem o cavaco formado é longo e o
acabamento superficial obtido é insatisfatório.
Porém, bons acabamentos superficiais podem ser obtidos se a velocidade de corte
for suficientemente alta e a geometria da ferramenta adequada.
O alumínio apresenta um modulo de elasticidade de cerca de 1/3 do modulo de
elasticidade do aço. Isto significa que, sob a mesma força de corte, o alumínio se deforma
três vezes mais que o aço. Esse fato tem consequências negativas na obtenção de boas
superfícies usinadas e pode gerar deformações indesejadas. Por este motivo, não se deve
utilizar esforços exagerados na fixação das peças.
Embora algumas ligas de alumínio apresentem um limite de resistência equivalente
ao de alguns aços de baixo carbono em temperatura ambiente, em temperaturas elevadas,
essa resistência é bastante reduzida. Esse fato favorece a usinagem, já que a elevação da
temperatura é inerente ao processo, e as ligas de alumínio, por possuírem alta
condutividade térmica, atraem boa parte do calor gerado.
Sua alta condutividade térmica favorece a usinabilidade e é necessário que a dureza
da liga seja maior que 80 HB, já que, se a dureza for menor que este valor, a tendência à
formação de aresta postiça de corte é muita alta e se torna muito difícil a obtenção de
rugosidade baixas da peça em usinagem.
O coeficiente de dilatação térmica do alumínio, por ser maior que o do aço e do
latão, pode gerar dificuldades em obter tolerâncias apertas.

30
Para se evitar a aparição da aresta postiça de corte e garantir um cisalhamento
perfeito do cavaco, as ferramentas para corte de alumínio possuem aresta afiada com
ângulos bastante positivos.
O material de ferramenta típico para usinagem de ligas alumínio (com exceção de
alumínio-silício) é metal duro classe K sem cobertura.
5.2 Cálculos dos processos de usinagem
Em todos os processos será utilizada uma ferramenta de metal duro K20 já que ele é
usado comumente para tal aplicação como citado anteriormente. Os parâmetro de
velocidade, avanço por dente, geometria da ferramenta, sobremetal e refrigerante foram
escolhidos baseado na referência [1] “DINO FERRARESI., Fundamentos da usinagem dos
metais,5 ed., São paulo, Editora Edgard Blcher Ltda, 2006”.
5.2.1 Base inferior
Processo 1(Fresamento frontal, fresa com diâmetro de 20 mm e 4 dentes)
1ºpasse: ap=10,0mm e ae=20mm, sendo ap a largura de usinagem e ae a penetração
de trabalho. Velocidade de corte vc=270m/min e o avanço por dente fz=0,2 mm/dentes
2ºpasse:ap=10,0mm, ae=19,5mm, vc=270m/min e fz=0,2 mm/dentes. Será usado
refrigerante solúvel.
A rotação é dada por :
𝑛 = 1000. 𝑣𝜋. 𝑑⁄ = 1000𝑥270
20𝑥𝜋⁄ = 4297,18𝑟𝑝𝑚
O avanço é dado por:
𝑎 = 𝑧. 𝑓𝑧 = 4.0,2 = 0,8𝑚𝑚/𝑟𝑜𝑡
Processo 2(Chanfro)

31
tan(14𝑜) =𝑦
80,25→ 𝑦 = 20,01
𝑠𝑒𝑛(14𝑜) =𝑧
80,25→ 𝑧 = 19,41
Nesse processo de fresamento iremos separar em vários passes, os últimos com
espessura de corte menor para conseguirmos um melhor acabamento. Nesse caso, usaremos
uma fresa com 50 mm de diâmetro, largura de 30 mm e 16 arestas. Faremos 3 passes com
espessura de 5mm, 1 de 4 e, por ultimo, um de meio. Sendo cada passe composto por duas
passadas de fresa no mesmo nível com um ângulo de 14º. Em todos os passes temos uma
profundidade de corte de 19,75. Não podemos esquecer a superposição, que no caso na
primeira passada da fresa vai do centro da peça e ficando 10,75mm de fresa para fora; na
segunda passada do mesmo passe, uma parte da fresa de ficar alguns milímetros antes do
centro da peça (por exemplo, 2 mm antes do centro, e assim ficando 8, 75 para fora da peça
e 19,75 na zona de corte) para evitar rebarba e empeno.
Dos passes de 5 mm e 4 mm de espessura (desbaste), vc=90m/min, fz=0,2mm/dentes
e refrigerante solúvel. A rotação é dada por:
𝑛 = 1000. 𝑣𝜋. 𝑑⁄ = 1000𝑥90
50𝑥𝜋⁄ = 572,96𝑟𝑝𝑚
O avanço é dado por:
𝑎 = 𝑧. 𝑓𝑧 = 16.0,2 = 3,2mm/rot

32
O passe de 0,5 mm possui uma vc=280m/min, fz=0,1mm/dentes e refrigerante
solúvel. A rotação é dada por:
𝑛 = 1000. 𝑣𝜋. 𝑑⁄ = 1000𝑥280
50𝑥𝜋⁄ = 1782,53𝑟𝑝𝑚
O avanço é dado por:
𝑎 = 𝑧. 𝑓𝑧 = 16.0,1 = 1,6mm/rot
Processo 3 (Realizar filete)
Filete de R10 por meio de fresamento tangencial em uma máquina CNC. Nessa
etapa tem-se muito pouco material para se retirar nessa etapa. Logo, será feita em um único
passe.
Processo 4 (Fazer Furo)
Furação com broca:
Selecionamos a broca: tipo W, material HSS, ângulo de ponta ângulo de folga
entre 8º e 10º e ângulo de hélice 45º.
Cálculo do diâmetro da broca db, sendo dad=19=db+2s, onde s é o sobremetal e dad é
o diâmetro do alargador.
Para diâmetros menores que 20,5 mm temos o sobremetal s= 0,5; logo db=19-
1=18mm
Para o cálculo da velocidade de corte, avanço e rotação, devemos fazer uma
interpolação dos dados sugeridos na referencia [1], pois nela temos apenas valores para
diâmetro de 16 mm e 25. A velocidade é um valor entre 40 e 120m/min.
Fazendo interpolação dos valores de avanço para um diâmetro de 18 mm temos,
a=0,34 mm/rot. E para a rotação, encontramos n=1432,83 rpm.
Alargador:

33
Fazendo uma interpolação com os valores encontrados na referência [1] para um
diâmetro 19 mm, encontramos uma rotação n=1259,25 rpm, avanço a=0,39 mm/rot. A
velocidade deve ficar entre 50 e 100 m/min e o refrigerante de ser emulsão em óleo solúvel.
Para o pré-furo de 6mm de diâmetro, fazendo uma interpolação dos valores
encontrados na referência [1] encontramos um avanço de 0,17 mm/rot e uma velocidade de
corte de 4458,00 rpm. Para o pré-furo de 12 mm de diâmetro, usaremos um avanço de 0,25
mm/rot e uma velocidade de corte de 2123 rpm. O refrigerante utilizado é uma emulsão em
óleo solúvel.
5.2.2 Base superior
Processo 1 (Fresamento frontal, fresa com diâmetro de 20 mm e 4 dentes)
1ºpasse: ap=29,5mm e ae=20mm, velocidade de corte vc=270m/min e o avanço por
dente fz=0,2 mm/dentes.
2ºpasse:ap=29,5mm, ae=19,5mm, vc=270m/min, fz=0,2 mm/dentes e refrigerante
solúvel.
A rotação é dada por:
𝑛 = 1000. 𝑣𝜋. 𝑑⁄ = 1000𝑥270
20𝑥𝜋⁄ = 4297,18𝑟𝑝𝑚
O avanço é dado por:
𝑎 = 𝑧. 𝑓𝑧 = 4.0,2 = 0,8𝑚𝑚/𝑟𝑜𝑡
Processo 2 (Chanfro)
Os parâmetros são os mesmos do processo 2 da peça 1.
Processo 3 (Fazer filete)
Filete de R10 por meio de fresamento tangencial em uma máquina CNC. Nessa
etapa tem-se muito pouco material para se retirar nessa etapa. Logo, será feita em um único
passe.
Processo 4 (Furação)

34
Os parâmetros são os mesmo do processo 4 da peça.
5.2.3 Braço
Foi necessário apenas lixar a extremidade do tubo que seria fixada a base.
5.2.4 Junta A
Processo 1 (Realizar arredondamento da extremidade com um raio de 19,75)
Este será feito em uma máquina CNC em um único passe, já que a profundidade é
pequena.
Processo 2 (Fazer furo de diâmetro 19mm)
Furação com broca:
Para o pré-furo de 6mm de diâmetro, fazendo uma interpolação dos valores
encontrados na referência [1] encontramos um avanço de 0,17 mm/rot e uma velocidade de
corte de 4458,00 rpm. Para o pré-furo de 12 mm de diâmetro, usaremos um avanço de 0,25
mm/rot e uma velocidade de corte de 2123 rpm.
Calculo do diâmetro da broca db, sendo dad=19 = db+2s, onde s é o sobremetal e dad
é o diâmetro do alargador. Temos um sobremetal s= 0,5; logo db=19-1=18mm.
Selecionamos a broca: tipo W, material HSS, ângulo de ponta deºângulo de
folga entre 8º e 10º e ângulo de hélice 45º.
Para o cálculo da velocidade de corte, avanço e rotação, devemos fazer uma
interpolação dos valores encontrados na referência [1], pois nela temos apenas valores para
diâmetro de 16 mm e 25. A velocidade é um valor entre 40 e 120m/min.
Fazendo interpolação dos valores de avanço para um diâmetro de 18 mm temos,
a=0,34 mm/rot. E para a rotação, encontramos n=1432,83 rpm. O refrigerante utilizado é
uma emulsão em óleo solúvel.
Alargador:

35
Fazendo uma interpolação com os valores encontrados na referência [1] para um
diâmetro 19 mm, encontramos uma rotação n=1259,25 rpm, avanço a=0,39 mm/rot. A
velocidade deve ficar entre 50 e 100 m/min e o refrigerante de ser emulsão em óleo solúvel.
Processo 3 (Fazer furo de diâmetro 9)
Furação com broca:
Calculo do diâmetro da broca db, sendo dad=9=db+2s, onde s é o sobremetal e dad é o
diâmetro do alargador. Sobremetal s= 0,5; logo db=9,0-1=8,0mm
Selecionamos a broca: tipo W, material HSS, ângulo de ponta deºângulo de
folga entre 8º e 10º e ângulo de hélice 43º (diâmetro entre 7,5 e 11,8).
Para o cálculo da velocidade de corte, avanço e rotação, devemos fazer uma
interpolação dos dados encontrados na referência [1], pois nela temos apenas valores para
diâmetro de 8 e 12mm. A velocidade de corte é um valor entre 40 e 120m/min.
Para um diâmetro de 8,0 mm temos, a=0,20 mm/rot. E para a rotação, encontramos
n=3184 rpm. O refrigerante utilizado é uma emulsão em óleo solúvel.
Alargador:
Fazendo uma extrapolação com os valores encontrados na referência [1] para um
diâmetro 9 mm, encontramos uma rotação n=2503,5 rpm, avanço a=0,24 mm/rot. A
velocidade deve ficar entre 50 e 100 m/min e o refrigerante de ser emulsão em óleo solúvel.
Processo 4 (Fazer o rasco)
Este será feito com uma serra.
Processo 5 (perfil arredondado)
Fazer o perfil acima em uma máquina CNC com uma velocidade de corte de
200m/min e em um único passe.
5.2.5 Junta B
Processo 1 (Filete)

36
Este será feito em uma máquina CNC em um único passe já que a profundidade é
pequena
Processo 2 (Fazer furo de diâmetro 15mm)
Furação com broca:
Para o pré-furo de 6mm de diâmetro, fazendo uma interpolação dos valores
encontrados na referência [1], encontramos um avanço de 0,17 mm/rot e uma velocidade de
corte de 4458,00 rpm.
Calculo do diâmetro da broca db, sendo dad=15,0=db+2s, onde s é o sobremetal e dad
é o diâmetro do alargador. Sobremetal s= 0,5; logo db=15,0-1=14,0mm
Selecionamos a broca: tipo W (pois o material é alumínio), material HSS, ângulo de
ponta ângulo de folga entre 8º e 10º e ângulo de hélice 45º (diâmetro acima de 11,8).
Para o cálculo da velocidade de corte, avanço e rotação, devemos fazer uma
interpolação dos dados encontrados na referência [1], pois nela temos apenas valores para
diâmetro de 12 e 16mm. A velocidade é um valor entre 40 e 120m/min.
Fazendo interpolação dos valores de avanço para um diâmetro de 14,0 mm temos,
a=0,29 mm/rot. E para a rotação, encontramos n=1857,5 rpm. O refrigerante utilizado é
uma emulsão em óleo solúvel.
Alargador:
Fazendo uma interpolação com os valores encontrados na referência [1] para um
diâmetro 15 mm, encontramos uma rotação n=1792,5 rpm, avanço a=0,33 mm/rot. A
velocidade deve ficar entre 50 e 100 m/min e o refrigerante de ser emulsão em óleo solúvel.
Processo 3 (Fazer furo de diâmetro 9)
Parâmetros Iguais ao processo 3 da peça.
5.2.6 Antebraço
Processo 1 (torneamento do tubo)

37
Para uma ferramenta de metal duro K20 com uma vida de 240min temos uma
velocidade de corte Vc=200m/min.
Precisamos remover 2,5mm de raio. Para desbaste, temos 𝐺 = 10 =𝑎𝑝
𝑎=
2,5
𝑎→ 𝑎 =
0,25. Este avanço está dentro da faixa recomendada para o torneamento de alumínio.
Assim, temos 𝑅𝑎 =𝑎2.1000
8.𝑟, sendo r=0,8mm e a=0,25, encontramos Ra=9,77m. Este valor
é muito alto para o processo de torneamento, então usaremos uma ferramenta com ponta
maior, 1,6 mm de raio de ponta. Assim temos Ra= 4,88, que está aceitável.
Processo 2 (Fazer furo 5 de diâmetro 9mm)
Furação com broca:
Cálculo do diâmetro da broca db, sendo dad=9=db+2s, onde s é o sobremetal e dad é o
diâmetro do alargador. Sobremetal s= 0,5; logo db=9,0-1=8,0mm.
Selecionamos a broca: tipo W, material HSS, ângulo de ponta ângulo de folga
entre 8º e 10º e ângulo de hélice 43º (diâmetro entre 7,5 e 11,8).
Para o cálculo da velocidade de corte, avanço e rotação, devemos fazer uma
interpolação dos dados encontrados na referência [1], pois nela temos apenas valores para
diâmetro de 8 e 12mm. A velocidade é um valor entre 40 e 120m/min.
Para um diâmetro de 8,0 mm temos, a=0,20 mm/rot. E para a rotação, encontramos
n=3184 rpm. O refrigerante utilizado é uma emulsão em óleo solúvel.
Alargador:
Fazendo uma extrapolação com os valores encontrados na referência [1] para um
diâmetro 9 mm, encontramos uma rotação n=2503,5 rpm, avanço a=0,24 mm/rot. A
velocidade deve ficar entre 50 e 100 m/min e o refrigerante de ser emulsão em óleo solúvel.
5.3 Fabricação da peça que fixa o ultrassom
5.3.1 Escaneamento 3D
Existem muitos tipo de dispositivos de escaneamento 3D. Alguns funcionam com
contato (outros sem) a partir de radiações eletromagnéticas ou ultrassom. Os de contato têm

38
a desvantagem de serem mais lentos e de poder existir deformação e desgaste da peça
escaneada e da ferramenta de medição. Neste projeto foi utilizado um equipamento sem
contato com a peça. O escaneamento é feito a partir de feixes de luz que são emitidos sobre
o objeto por uma fonte, e refletidos sobre uma lente sensora (figuras 5.1 e 5.2). Algumas
tecnologias são ideias para digitalização de curta distância e outras para média e longa.
Aqui foi utilizado um escâner de curto alcance, distâncias menores que um metro. Para essa
tecnologia de curto alcance, existem dois métodos: triangulação do laser e luz estruturada
(luz branca). No primeiro, um único feixe de luz é emitido sobre o objeto e esse feixe é
refletido sobre o sensor. Como sabemos a distância e o ângulo entre a fonte e o sensor, é
possível calcular a distância entre o objeto e o escâner. Quando o feixe de luz é refletido
pelo objeto, aquele ponto começa a ser digitalizado. O segundo tem o mesmo principio do
anterior, porém a fonte emite um feixe de luz, luz esta que tem um padrão próprio. Cada
processo tem suas vantagens e desvantagens, a triangulação do laser geralmente é mais
portátil, manos sensível a luz ambiente, e geralmente mais barato; já a luz estruturada é
mais preciso, geralmente possui uma resolução maior, e menor ruído.
Figura 5.1 - esquema do escaneamento 3d por triangulação do laser

39
Figura 5.2 – esquema do escaneamento 3d pelo método da luz estruturada ou luz branca
A máquina que foi utilizada usa o método da luz estruturada. Ele era um scanner
pequeno (dimensões) utilizado para digitalização de peças pequenas. O equipamento possui
uma incerteza de aproximadamente 100 microns. Ele fornece uma digitalização com cores,
fiel a peça, e possui um conjunto de iluminadores para geração de imagens sem sombras e
para diminuir a preocupação com o a luz do ambiente. Ele dispõe de uma base giratória
automática que suporta o objeto que será escaneado.
O processo é realizado da seguinte maneira: o scanner realiza a digitalização de um
trecho do objeto; após terminar esta, a base giratória realiza a rotação da peça e, então,
começa uma nova digitalização; esse processo se repete 6 vezes, até o escaneamento
completo da peça. No processo de escaneamento foram necessários alguns cuidados como a
com luz ambiente. Nosso scanner possui um sistema que diminui a influência da luz
externa sobre o processo de digitalização, mas no geral, este é um parâmetro de grande
preocupação nesse tipo de projeto. O entorno do objeto deve ter o mínimo de coisas por
perto e de preferência com alguma tela para evitar que luz reflita em outras coisas que não
seja o objeto de interesse e prejudique a imagem reproduzida. Para que a digitalização fique
adequada, existe uma faixa ótima de distância entre o objeto e o aparelho.
No nosso escaneamento tivemos que repetir o processo três vezes. Houve problemas
com a distância entre a peça e o scanner e com a posição ideal (direção que deixamos o
objeto) que a peça deveria ser escaneada. Primeiro realizamos a digitalização do ultrassom
deitado (figura5.3), mas com isso não era possível tomar as imagens da parte de baixo que

40
eram de grande importância, e assim teríamos que realizar um grande trabalho gráfico para
reconstituir tal parte. Depois, encontramos uma forma de deixá-lo na posição vertical que
era a ideal. A última fonte de problema foi a base giratória que estava girando de forma
irregular, fazendo com que a imagem se sobrepusesse onde não deveria e partes que
deveriam ser juntas ficarem separadas (figura 5.4 e 5.5). Outro problema que tivemos foi o
fato de que em nosso ultrassom temos uma pequena esfera de vidro na lateral (figura 5.6) e
esta não foi detectada pelo nosso scanner, pois os feixes de luz passam por eles sem ser
refletido.
Figura 5.3 – escaneamento realizado com o ultrassom deitado. Feito dessa forma, toda a
parte de baixo não saia, e esta parte, era de grande importância para a fabricação da peça
Figura 5.4 - imagem com problema de desalinhamento devido ao problema da base
giratória e problema com a distancia focal. (observação: foram feitos escaneamentos com
mais de um ultrassom)

41
Figura 5.5 - imagem com o problema do giro da base giratória
Figura 5.6 – parte lateral do ultrassom no qual temos uma pequena esfera de vidro que
não conseguiu ser detectado pelo escâner
5.3.2 Tratamento da imagem escaneada
No escaneamento, forma-se uma casca, um objeto oco com o formato da superfície
do objeto real, precisa-se torna-lo um objeto sólido. Além disso, é preciso corrigir alguns
pequenos defeitos que aparecem no escaneamento, como foi o caso do suporte ficar entre a
fonte de luz e o objeto. Para realizar esses procedimentos, foi utilizado o software livre
Meshlab. Ele também limpa digitalizações indesejadas, realiza montagens e faz
preenchimento de vazios.
As figuras 5.7 e 5.8 são imagens dos modelos do ultrassom menor antes e depois do
tratamento respectivamente. Já as figuras 5.9 e 5.10 são imagens dos modelos do ultrassom
menor antes e depois do tratamento respectivamente.

42
Figura 5.7 – imagem da digitalização do ultrassom
Figura 5.8 - modelo do ultrassom após tratamento no meshlab, com a base
removida, pontos de imagens no espaço, e o modelo transformado em sólido. Neste
modelo foi feito uma correção por meio de computação gráfica, pois o metal do
suporte que gira fico na frente do ultrassom em uma das tomadas de imagem.

43
Figura 5.9 – imagem da digitalização do ultrassom; vemos que nela existem vários
pontos no espaço que não fazem parte do ultrassom e precisam ser removidos.
Figura 5.10 – modelo do ultrassom após tratamento no Meshlab, com a base
removida, pontos de imagens no espaço, e o modelo transformado em sólido.
5.3.3 Modelagem do suporte
Após o tratamento da imagem, foi necessário modelar a peça que queríamos. No
escaneamento foi formada a estrutura digital do ultrassom e a peça que queremos é uma
forma do formato do ultrassom. O modelo tratado no Meshlab é um modelo de malha
poligonal. Para modelar nossa peça era necessário um software do mesmo tipo, no caso os
software de modelos CAD como AutoCad, SolidWorks e similares não suportam esse tipo
de arquivo, além de ser um tipo diferente de modelo. Modelos em malha poligonal são
muito mais pesados que os modelos tipo CAD. Para realizar nossa modelagem foi
escolhido o software livre Blender. Este, além da modelagem em malha poligonal com alto

44
detalhamento, também realiza animações. Tal software, apesar de livre, é de grande
complexidade e sofisticação, sendo utilizado para fazer grandes filmes e games.
As figuras 2.8, 2.9 e 2.10 são referentes a modelagens feitas no Blender.
As nuvens de pontos produzidos por scanners 3D pode ser usado diretamente para a
medição e visualização no mundo da arquitetura e construção. No entanto, a maioria dos
aplicativos usam modelos 3D poligonais, modelos de superfície NURBS ou
modelos CAD com base nas características (modelos sólidos).
5.3.3.1 Modelos de malha Polygon
Em uma representação de uma forma poligonal, uma superfície curva é modelado
como muitas pequenas superfícies planas (como uma esfera é modelado como uma bola de
disco). O processo de conversão de uma nuvem de pontos em um modelo 3D poligonal é
chamado de reconstrução. A reconstrução modelo poligonal envolve encontrar e conectar
pontos adjacentes por linhas retas para criar uma superfície contínua.
Os modelos poligonais, também chamados de modelos de malha são úteis para
visualização ou para algumas aplicações CAM, mas geralmente são "pesados" (arquivos de
dados muito grandes), e são relativamente difíceis de editar neste formato.
5.3.3.2 Modelos de superfície
O próximo nível de sofisticação na modelagem envolve o uso de um conjunto de
pequenas superfícies curvas unidas. Estas superfícies podem ser NURBS , T-Splines ou
outras representações de curvas. Usando NURBS, nossa esfera é uma verdadeira esfera
matemática.
Estas superfícies têm a vantagem de ser mais leve e mais fácil de manusear quando
exportados para CAD. Modelos de superfície são mais modificável, mas apenas em um
sentido escultural de empurrar e puxar para deformar a superfície. Esta representação se
presta bem a modelagem de formas orgânicas ou de arte.
5.3.3.3 CAD modelos sólidos
Do ponto de vista da engenharia e manufatura, a representação fundamental de uma
forma digitalizada é o modelo CAD, totalmente editáveis. Afinal, o CAD é a "linguagem
comum" da indústria para descrever, editar e produzir a forma dos ativos de uma
empresa. Na DAC, a esfera é descrito por parâmetros que são facilmente editados por
alteração de um valor (por exemplo, o centro da esfera ou do rádio).

45
Estes modelos CAD não simplesmente descrever a embalagem ou a forma do
objeto, mas também incorporar a "intenção do projeto" (ou seja, as características
fundamentais e sua relação com outras funções). Um exemplo de a intenção de desenho
além forma parafusos sozinho pode ser um travão de tambor, para ser concêntrico com o
furo central do tambor. Este conhecimento pode guiar a sequência e método de criar o
modelo CAD: Um designer com conhecimento desta relação não seria conceber os
parafusos referenciados ao diâmetro externo, mas dependerá do centro do tambor. Por isso,
um designer de criação de um modelo CAD, incluem tanto a forma e intenção do projeto
em modelo CAD completo.
5.3.4 Impressão 3D
O processo de impressão 3d consiste no deposito sucessivo de material, polímero ou
metal, para formar um objeto previamente definido. Ele pega uma imagem 3D e as “fatia”
gerando camadas de imagem, as quais ele reproduz (a figura 5.11 explica o funcionamento
da impressora utilizada). Esse processo além de automatizado, ele é de simples execução,
ágil e não utiliza materiais tóxicos. Muitas vezes dispensa outros processos de fabricação
após a impressão, exigindo apenas limpeza e acabamento realizados com escova e pinça.
Esse processo de fabricação possui alguns métodos principais: o primeiro, e um dos
mais tradicionais, consistem na sobreposição de diversas lâminas de polímeros, as quais são
coladas por meio do conteúdo de um cartucho especial de cola e cortadas em locais
específicos, camada por camada, conferindo a forma final. A cor do material também pode
ser escolhida (dentre cerca de cinco opções), mas deve ser aplicada em toda a peça. Ao
término do processo, o usuário precisa apenas destacar as partes remanescentes do bloco
principal. O segundo método consiste na aplicação de jatos do material em pó por meio de
um cartucho de impressão, que são unidos de forma seletiva por outro cartucho com
conteúdo adesivo. Esta é a tecnologia de impressão tridimensional é mais rápida existente
atualmente, além de ser também a única que permite a aplicação de finalização colorida nos
objetos (simulando a pintura). Uma variação da aplicação de cartuchos utiliza
fotopolímeros em estado líquido, que são injetados e tratados em camadas por meio de uma
lâmpada UV (ultravioleta). Aqui entra a combinação entre as cores preta e branca para a
criação de tons de cinza, muito populares entre eletro-eletrônicos. Outra mais recente
trabalha com materiais sólidos (chamados de ABS), que são aquecidos em uma câmara e

46
derretidos até o ponto de injeção, sendo aplicado então um método similar ao descrito
acima. Por tratar com um calor realmente elevado, o objeto construído é imediatamente
depositado em uma câmara com água para ser resfriado e finalizado. E por ultimo, voltado
especialmente à produção de objetos realmente pequenos, temos a micro-fabricação
tridimensional em gel, que utiliza lasers focados em diferentes pontos e distâncias para
tratar o material até um ponto em que ele se torne sólido. Todo o restante que não foi
focado é simplesmente lavado ao fim do procedimento, se desprendendo da peça.
Componentes com tamanhos inferiores a 100 micrometros são facilmente produzidos.
Para impressão com polímeros temos algumas opções. As principais são os
materiais PLA (ácido poliláctico, que é criado a partir do processamento de produtos
vegetais) e o ABS (acrilonitrilabutadieno estireno). PLA pode ser compostado em
instalações comerciais ao contrário de ABS, que é derivado de combustíveis fósseis. PLA
é biodegradável, é mais forte e mais rígido do que o ABS e, em geral, os objetos impressos
ficam com aspecto mais brilhante em relação ao ABS. Ao contrário do ABS, o PLA pode
ser lixado e usinado. Ele tem uma temperatura de fusão mais baixo comparado com ABS.
Como material, o PLA tem muito menos deformação contra ABS. Além disso, não é
necessário uma mesa aquecida para imprimir. PLA geralmente goza de detalhes mais
nítidos e cantos, em comparação com ABS, sem o risco de quebrar ou entortar. PLA
também pode ser impresso em velocidades mais elevadas.
Devido às vantagens mencionadas acima, principalmente à pouca deformação e o
fato de poder ser usinado, caso necessário, foi escolhido a impressão com o plástico PLA.
Neste projeto foi utilizado uma impressora MakerbotReplicator2 (figura 5.12). Esta
possui uma incerteza de 100 microns para alta qualidade, a qual foi utilizado no presente
trabalho, 270 para média e 340 para baixa. Foram necessários aproximadamente 12 horas
de fabricação para cada parte da peça. Após a impressão foi necessário a limpeza da peça e
uma remoção de material por meio de usinagem. Esta remoção foi devido ao fato do
scanner não conseguir reconhecer a peça de vidro na lateral do ultrassom. Como foi dito na
seção 5.3.1, nossa peça ficou com uma pequena devido o modelo do suporte ter sido feito
pela subtração da modelagem do ultrassom, e esta, tinha uma cavidade nesta posição.

47
Figura 5.11 – esquema de funcionamento do escâner 3d
(fonte:blos.estadao.com.br/link/como-funciona-a-impressão-3d)
Figura 5.12 – equipamento utilizado para realizar a impressão 3d
O resultado final da impressão estão nas figuras 5.13, 5.14 e 5.15.

48
Figura 5.13 – duas partes do suporte do ultrassom impresso pela impressora à cima do
ultrassom
Figura 5.14 – ultrassom se encaixou no suporte com perfeição

49
Figura 5.15 – Sonda do ultrassom ficou para fora do suporte como deveria
5.3.4.1 Usinagem do suporte de plástico
Os termoplásticos podem ser usinados com as mesmas ferramentas de aço rápido
utilizadas para metal. Para grandes produções e resinas com fibra de vidro, recomenda- se
ferramentas com ponta de pastilha de carbono. O calor excessivo sobre as peças deve ser
reduzido aplicando-se como refrigerante ar ou água. Outros meios, principalmente óleos
derivados do petróleo, não devem ser empregados.
As serras podem ser circular, manual ou de fita. No caso de chapas com espessura
inferior a 3mm recomenda-se o último modelo.
Torneamento: requer ferramentas de aço rápido com angulo de ataque de 15 a 20°. Se
o material da ferramenta for de ponta de pastilha de carbono, o ângulo deve ser menor.
Fresamento: é melhor utilizar ferramentas usuais com 4 canais, ângulo de ataque de 5°
e ângulo de saída de cavaco entre 20 e 25°. Deve-se empregar velocidade de rotação entre
100 e 500 RPM e de avanço entre 0,1 e 0,5 mm/min.
Furação: as brocas de aço rápido devem possuir ângulo de ataque de 5°, mantendo-se
afiadas para conservar a qualidade do corte. A figura e tabela a seguir orientam quanto a
velocidade adequada. A figura 5.16 mostra a geometria da ferramenta indicada e a tabela
5.1 indica os parâmetros indicados.

50
Figura 5.16 – Ângulos recomendados para broca para furo em plásticos
Tabela 5.1 – velocidades recomendadas para furação de plásticos
Será feita a remoção do material por meio de uma furação. Como em nosso
ultrassom a peça de vidro possui 3,55mm de diâmetro, usaremos os parâmetros da tabela
para 3 mm, velocidade da broca de 1750 rev/minuto, velocidade de avanço 0,035.

51
6 Testes do equipamento e discussão
A montagem final do aparelho ficou simples e os elementos se conectaram
perfeitamente. O aparelho se mostrou funcionar bem, ficando bastante estável durante o
exame, e dessa forma gerando uma imagem mais estável em comparação a conseguida no
teste feito de forma manual. Não foi possível fazer uma análise mais detalhada da imagem
devido ao aparelho de ultrassom utilizado ser de um modelo antigo e precisar de uma placa
de captura para gerar vídeos e capturar imagens. O operador do teste se mostrou bastante
satisfeito com os resultados.
Figura 6.1 – montagem final

52
Figura 6.2 – nova forma de realizar os testes
Para melhorar a utilização do aparelho, iremos colocar um contrapeso no antebraço
para que diminua o torque necessário para manter o antebraço estático, e aumentar a
segurança quanto a estabilidade. Além de trocar os parafusos de fixam a parte de baixo do
molde com a parte de cima por grampo para tornar mais prática a montagem. Apesar de
funcionar bem, para um posicionamento mais prático do transdutor, estuda-se a colocação
de mais uma junta de rotação. Outra modificação que será realizada será a colocação de
mais um parafuso, este entrará na junta B, pelo lado oposto ao parafuso já utilizado, para
fazer a restrição do grau de liberdade de translação do antebraço e o grau de liberdade de
rotação no próprio eixo do braço. Esta medida será tomada para evitar a deformação que é
causada no antebraço pelo aperto do parafuso na configuração atual.
Foi verificado também, por meio de cálculos similares aos feitos na seção 4.1, que com
o antebraço tendo um braço de momento de 600 mm, o braço tomba, porém não há
aplicações no atual trabalho que utilize tal comprimento, 100 mm foram deixados para se
colocar um contrapeso e melhorar o equilíbrio do antebraço.

53
7 Conclusão
O mecanismo funciona bem, mas seria bom que tivesse mais graus de liberdade para
facilitar o posicionamento do ultrassom.
O mecanismo ficou bem leve como era desejado, porém poderia ter deixado a base
mais pesada para ganharmos em estabilidade. Para diminuir a necessidade do equipamento
ser leve, poderia ter sido colocado rodas na base.
A junta apesar de ser funcional e prática, ele deforma e a avaria o antebraço, para
resolver o problema, iremos colocar mais um parafuso, e assim teremos um parafuso que
vai travar o giro do antebraço, e outro que vai impedir a translação do mesmo.
A peça de fixação ficou adequada a partir do escaneamento 3d, tendo um encaixe
muito bom. A mesma peça poderia ser utilizada em outros antebraços. E o modelo de
fabricação do suporte será seguido para os demais cabeçotes de ultrassom.
Usinar o antebraço não foi uma decisão a melhor decisão, já que houveram muitos
problemas para realizar a usinagem, pois trata-se de um corpo esbelto de paredes finas de
um material com grande elasticidade, e os ganhos com redução de peso e estabilidade
foram muito pequenos já que a densidade do alumínio é muito pequena.

54
8 Referências Bibliográficas
[1] DINO FERRARESI., Fundamentos da usinagem dos metais,5 ed., São paulo, Editora
Edgard Blcher Ltda, 2006.
[2] Blender tutorial. Disponível em:
http://www.blender.org/manual/getting_started/about_blender/license.html Acessado em:
03 jan. 2015
[3]informações impressora 3d. Disponível em:
http://computer.howstuffworks.com/3-d-printing.htm Acessado em: 10 dez. 2014
[4]Scanear 3d. Disponível em:
<http://es.wikipedia.org/wiki/Esc%C3%A1ner_3D> Acessado em: 10 dez. 2014
[5] Meshlab tutorial. Disponível em:
<http://www.instructables.com/id/Using-Meshlab-to-Clean-and-Assemble-Laser-Scan-
Dat/?lang=pt>Acessado em: 10 nov. 2014

55
9 Anexos
9.1 Manual de fabricação e montagem
A seguir, segue o manual de fabricação e montagem das peças:

39,5 k6
39,
5
20
9,5
200
14° 19
11,
7
R10
12
39,5 3
9,5
H7
Manual de Fabricação:Rasgo central feito a partir de fresamento tangencial;1.Chanfros executados a partir de fresamento tangencial;2.Filetes feitos com fresamento tangencial;3.Furo com 19 mm de diâmetro.4.
Observação: a peça bruta é um barra de seção quadrada de 39,5 mm.
As tolerâncias foram determinadas para que houvesse um ajuste forçado entre as peças que se acoplam
Nome da instituição: Universidade Federal do Rio de JaneiroProjeto: Braço mecânico para aplicação na área biomédicaCurso: Engenharia Mecânica
Nome: Luiz Fernando de O. M. Nunes
Escala: 1: 2Quantidade: 1
Dimensão:mmPeso: 0,596 kgf Material: Alumínio 6351
Nome da peça: Base inferior
Data:25/11/14
Assinatura:
Rugosidade Supercial geral:
Tolerâncias gerais:
furo: H7; ângulos: +- 2;dimensões lineares: J12
3,2 <Ra <6,3

29,
5 3
9,5
39,5 k6
11,
7
14°
40
80,3 80,3
39,5 H7
R10
12 12
19
Manual de fabricação:Rasgo central feito a partir de um fresamento tangencial;1.Chanfros executados a partir de fresamento tangencial;2.Filetes feitos com fresamento tangencial;3.Furo com 19 mm de diâmetro.4.
Observação: O material bruto é uma barra de seção quadrada de 39,5 mm com lado. As tolerâncias foram especificadas para que tenhamos um ajuste forçado onde as peças se acoplam a outras.
Nome da instituição: Universidade Federal do Rio de JaneiroProjeto: Braço mecânico para aplicação na área biomédicaCurso: Engenharia Mecânica
Nome: Luiz Fernando de O. M. Nunes
Escala: 1:2Quantidade: 1
Dimensão:mmPeso: 0,525 kgf Material: Alumínio 6351
Nome da peça: Base superior
Data:25/11/14
Assinatura:
Rugosidade Supercial geral:
Tolerâncias gerais:
furo: H7; ângulos: +- 2;dimensões lineares: J12
3,2 <Ra <6,3

9
19,
8 39,
5
19,8
39,5
27,5 33,8
19,
8
43,8
19,
5
15
R10
Sequência dos processos de Fabricação: 1. Fazer os filhetes de raio 10mm por meio de um fresamento tangencial; 2. Realizar furo maior de 15mm de diâmetro; 3. Fazer furo de 3mm de raio.
Observação: O material bruto é uma barra de seção quadrada com 39,5 mm de lado. As tolerâncias foram especificadas para que tenhamos um ajuste com folgas onde as peças se acoplam a outras.
Nome da instituição: Universidade Federal do Rio de JaneiroProjeto: Braço mecânico para aplicação na área biomédicaCurso: Engenharia Mecânica
Nome: Luiz Fernando de O. M. Nunes
Escala: 1:1Quantidade: 1
Dimensão:mmPeso: 154 kgf Material: Aluminio 6351
Nome da peça: Junta B
Data:25/11/14
Assinatura:
Rugosidade Supercial geral:
Tolerâncias gerais:
furo: H9;dimensões lineares: J12
3,2 <Ra <6,3

35,5
39
,5
9
12,5
59,3
19,
8
39,
5
59,3
R9,6
R15,1
24,
3
5 18,8 25,7
39,
5
R19,8
Sequência dos processos de fabricação: 1. Realizar o arredondamento da extremidade com raio de 19,8; 2. Realizar retirada de material com adoçamento de raio 10 mm; 3. Realizar furo maior de 9,5mm de raio; 4. Fazer furo de 4,5mm de raio; 5. Fazer o rasco que vai até o furo com uma serra.
Observação: O material bruto é uma barra de seção quadrada com 39,5 mm de lado. As tolerâncias foram especificadas para que tenhamos um ajuste com folgas onde as peças se acoplam a outras.
Nome da instituição: Universidade Federal do Rio de JaneiroProjeto: Braço mecânico para aplicação na área biomédicaCurso: Engenharia Mecânica
Nome: Luiz Fernando de O. M. Nunes
Escala: 1:1Quantidade: 1
Dimensão:mmPeso: 0,133 kgf Material: Alumínio 6351
Nome da peça: Junta A
Data:25/11/14
Assinatura:
Rugosidade superficial geral:
Tolerância geral:
furo: H9;dimensões lineares: J12
3,2 < Ra< 6,3

15
13,1
600
9
21,
6
15,
6
Sequência dos processos de Fabricação: 1. Realizar torneamento para retirar 2,3mm de raio do tubo; 2. Fazer furos de 3mm de raio emu ma das extremidades.
Observação: O material bruto é uma tubo com diametro externo de 19 mm de diâmetro e interno de 13,1 mm de diâmetro. As tolerâncias foram especificadas para que tenhamos um ajuste com folgas onde as peças se acoplam a outras.
Nome da instituição: Universidade Federal do Rio de JaneiroProjeto: Braço mecânico para aplicação na área biomédicaCurso: Engenharia Mecânica
Nome: Luiz Fernando de O. M. Nunes
Escala: 1:1Quantidade: 1
Dimensão:mmPeso: 0,73 kgf Material: Alumínio 6061 T6
Nome da peça: Antebraço
Data:25/11/14
Assinatura:
Rugosidade Supercial geral:
Tolerâncias gerais:
furo: H9; tubo: d8dimensões lineares: J12
3,2 <Ra <6,3

13,1
19
700
Manual de fabricação: Nesta peça é para realizar apenas o lixamento da parte inferior, onde será feito o encaixe com a base (da extremidade até 30 mm acima), até as peças se acoplarem.
Observação: a peça bruta é um tubo com diametro de 19mm extreno e 13,1 mm interno. As tolerâncias foram determinadas para que houvesse um ajuste forçado entre as peças que se acoplam.
Nome da instituição: Universidade Federal do Rio de JaneiroProjeto: Braço mecânico para aplicação na área biomédicaCurso: Engenharia Mecânica
Nome: Luiz Fernando de O. M. Nunes
Escala: 1: 1Quantidade: 1
Dimensão:mmPeso: 0,298kgf Material: Aluminio 6061 T6
Nome da peça: Braço
Data:25/11/14
Assinatura:
Rugosidade Supercial geral: Ra=12
Tolerância: Parte inferior do Tubo: k6dimensões lineares: J14

3
2
1
4
7
6
5
89
base inferior
base superior
braço
junta A
junta B
antebraço
parafuso M10 para aperto manual
tampa plástica 1
tampa plástica 2
alumínio 6351
Quantidade:1
alumínio 6351
alumínio 6061 T6
alumínio 6351
alumínio 6351
alumínio 6061 T6
aço 1010
plástico
plástico Nome da instituição: Universidade Federal do Rio de Janeiro
Nome do projeto: Braço mecânico para uso na aréa biomédica
Dimensão: mm Data:25/11/14
A peça 1 se acopla a peça 2 por meio de um ajuste forçado.A base, formada pela peça 1 acoplada a 2, se encaixa a peça 3, braço, também por
meio de um ajuste forçado.A peça 4, junta A, se acopla a peça 3 com o aperto do parafuso, peça 7.A peça 5, junta B, se acopla a peça 4 também pelo aperto do parafuso, peça 7.A peça 6, antebraço, se fixa a peça 5 devido o aperto do parafuso, peça 7.As peças 8 e 9 são fixas respectivamente a peça 3 e 6 por encaixe.
Manual de montagem
D
E
F
C
1 2 3 4
B
A
321 5
C
D
4 6 7 8
A
B
Braço mecânico para uso na área
biomédicaMontagem final
PESO TOTAL: 1,856 kfg
A3
FOLHA 1 DE 1ESCALA 1: 2
DES. Nº
TÍTULO:
materialpeça denominação Quant.
1
2
3
4
5
6
7
8
9
1
1
1
1
1
1
1
1
1