Embed Size (px)
Citation preview

UFOP - CETEC - UEMG
R E D E M A TR E D E T E M Á T IC A E M E N G E N H A R I A D E M A T E R I A IS
U F O P – C E T E C – U E M G
Dissertação de Mestrado
"Utilização de Resíduo de Mineração para Obtenção de Madeira Plástica"
Autor: Rafael Eler de Souza
Orientador: Prof. Fernando Soares Lameiras
Fevereiro de 2.013
UFOP - CETEC - UEMG
R E D E M A TR E D E T E M ÁT IC A E M E N G E N H A R IA D E M AT E R IA IS
U F O P – C E T E C – U E M G
Rafael Eler de Souza
"Utilização de Resíduo de Mineração para Obtenção de Madeira Plástica"
Dissertação de Mestrado apresentada ao
Programa de Pós-Graduação em Engenharia
de Materiais da REDEMAT, como parte
integrante dos requisitos para a obtenção do
título de Mestre em Engenharia de Materiais.
Área de concentração: Engenharia de Materiais
Orientador: Prof. Fernando Soares Lameiras
Belo Horizonte, fevereiro de 2.013
i
AGRADECIMENTOS
Ao orientador Prof. Fernando Soares Lameiras pelo efetivo acompanhamento deste
trabalho, pela dedicação, e pela paciência e eficiência não só em orientar, mas em ensinar os
caminhos corretos a ser galgados no cumprimento desta pesquisa.
À REDEMAT – Rede Temática em Engenharia de Materiais, pela infraestrutura e
empenho na formação de pesquisadores de qualidade.
Ao CDTN – Centro de Desenvolvimento da Tecnologia Nuclear, pelo empréstimo de
sua infraestrutura, no qual foi amplamente utilizada nesta empreitada.
À CAPES – por acreditar na pesquisa sendo financiadora deste projeto
À SAMARCO MINERAÇÃO - pelo incentivo ao constante desenvolvimento
tecnológico, e ser parceira neste trabalho.
Ao Adair Generoso, por disponibilizar sua estrutura e pelo grande suporte em que deu
durante toda a pesquisa.
Ao Edilson, pelo compartilhamento de informações e ajuda na obtenção dos perfis.
Aos meus grandes amigos e coorintadores postiços, Professores Julia Gárcia e Douglas
Didoro, pelas inúmeras vezes em que me incentivaram e ajudaram, nos quais se fizeram de
grande valia na finalização deste relatório.
À minha grande companheira Gemima de Assis, pelo permanente apoio e dedicação,
no qual me mantém centrado e firme para enfrentar os obstáculos que surgem na vida.
Aos meus pais Adenir de Souza e Euza de Souza, que sempre acreditaram na minha
capacidade, e sempre me apoiaram incondicionalmente, sendo meus melhores amigos e base
da pessoa em que me tornei.
Aos companheiros de pesquisa, Edna Carla, Danielle Leirose, Geraldo Machado,
Roger Ferreira, Paulo Henrique e Danielle Alkmim, pelo companheirismo e paciência, de
ouvir e ensinar, onde contribuíram de forma efetiva para o desenvolvimento do pesquisador
em que me tornei.
Aos amigos e pessoas que de alguma forma contribuíram para este trabalho.
ii
Sumário
1. Introdução ....................................................................................................................... 1
2. Objetivos......................................................................................................................... 3
2.1 Objetivos Específicos ..................................................................................................... 3
3. Revisão bibliográfica ...................................................................................................... 4
3.1. Samarco Mineração S. A. ............................................................................................... 4
3.1.1. A Empresa ...................................................................................................................... 4
3.1.2. O Processo ...................................................................................................................... 5
3.1.3. A Matéria Prima ............................................................................................................. 7
3.1.4. Os Resíduos .................................................................................................................... 8
3.2. Polímeros, Compósitos e Madeiras Plásticas ............................................................... 10
3.2.1. Polímeros ...................................................................................................................... 10
3.2.2. Polietileno ..................................................................................................................... 11
3.2.3. Polietileno de Alta Densidade ...................................................................................... 13
3.2.4. Polietileno de Baixa Densidade (PEBD) ...................................................................... 15
3.2.5. Polipropileno ................................................................................................................ 16
3.3. Compósitos e Madeira Plástica .................................................................................... 18
3.4. Planejamento Fatorial dos Experimentos ..................................................................... 22
4. Parte Experimental ....................................................................................................... 24
4.1. Planejamento dos Experimentos................................................................................... 24
4.2. Materiais ....................................................................................................................... 26
4.2.1. Resíduo Arenoso .......................................................................................................... 26
4.2.2. Polímeros ...................................................................................................................... 30
4.2.3. Aglutinante ................................................................................................................... 31
4.3. Extrusão do Compósito ................................................................................................ 31
4.4. Caracterização das amostras ......................................................................................... 36

iii
4.4.1. Difração de Raios X ..................................................................................................... 36
4.4.2. Microscopia Eletrônica de Varredura ........................................................................... 36
4.4.3. Espectrometria na região do Infravermelho por Transformada de Fourier (FTIR) ...... 37
4.4.4. Teste de Densidade ....................................................................................................... 37
4.4.5. Ensaios Mecânicos ....................................................................................................... 38
4.4.6. Irradiação das Amostras ............................................................................................... 38
5. Resultados e Discussão................................................................................................. 39
5.1. Extrusão da madeira plástica ........................................................................................ 39
5.2. Microscopia .................................................................................................................. 40
5.3. Difração de Raios X ..................................................................................................... 44
5.4. Espectroscopia na Região do Infravermelho por Transformada de Fourier (FTIR) .... 46
5.6. Ensaios mecânicos ........................................................................................................ 51
5.6.1. Teste de Flexão ............................................................................................................. 51
5.6.2. Teste de Compressão .................................................................................................... 54
6. Conclusões .................................................................................................................... 57
7. Sugestões para trabalhos futuros. ................................................................................. 59
8. Referência bibliográfica. .............................................................................................. 60
9. Anexos. ......................................................................................................................... 63
iv
Lista de Figuras
Figura 3.1-Mercados consumidores da exportação de pelotas de minério de ferro da Samarco
em 2010. ..................................................................................................................................... 5
Figura 3.2 - Processo de exploração e beneficiamento integrado. ............................................. 6
Figura 3.3 - Foto de um itabirito com domínios ricos em quartzo (parte clara) intercalados aos
veios de hematita. ....................................................................................................................... 8
Figura 3.4 - Barragem de Germano, localizada em Mariana/MG, empregada na disposição dos
rejeitos provenientes do beneficiamento de itabirito pela Samarco ........................................... 9
Figura 3.5 - Esquema simplificado do processo de beneficiamento do minério e geração de
resíduos da Samarco ................................................................................................................... 9
Figura 3.6 - Polietileno ............................................................................................................. 12
Figura 3.7 - Cadeias de PEAD ................................................................................................. 14
Figura 3.8 - Cadeias de polietileno de baixa densidade (PEBD) ............................................. 15
Figura 3.9 - Polipropileno ........................................................................................................ 16
Figura 4.1 – Diagrama das misturas extrudadas obtido com o auxílio do Minitab®16 ............ 25
Figura 4.2 - Resíduo Arenoso .................................................................................................. 27
Figura 4.3 - Distribuição granulométrica do resíduo arenoso conforme a norma NM 248 ..... 29
Figura 4.4 - Micrografia do resíduo arenoso com aumento de (a) 35 vezes e (b) 140 vezes. .. 29
Figura 4.5 - Extrusora LGMT instalada no CDTN .................................................................. 32
Figura 4.6 - Moldes para obtenção do compósito .................................................................... 33
Figura 4.7 - Mistura pronta de grãos de PP, PE, resíduo e óleo de soja. ................................. 34
Figura 4.8 - Obtenção do compósito de PP, PE e resíduo por extrusão. .................................. 35
Figura 4.9 - Amostras de madeira plástica pronta .................................................................... 36
Figura 5.1 -Micrografia de superfície da amostra contendo 15% de resíduo, 55% de PP e 30%
de PE. (A) com aumento de 35X. (B) com aumento de 500X. (C) com aumento de 2000X.
(D) com aumento de 5000X 41
Figura 5.2 - Micrografia de superfície com aumento de 1500X. (A) amostra contendo 15% de
resíduo, 55% de PP e 30% de PE. (B) amostra contendo 20% de resíduo, 40% de PP e 40% de
PE. (C) amostra contendo 22,5% de resíduo, 35% de PP e 42,5% de PE ................................ 42
Figura 5.3 - Micrografia de superfície com aumento de 1500X da amostra contendo 20% de
resíduo, 40% de PP e 40% de PE. ............................................................................................ 43
v
Figura 5.4 - Fratura no compósito irradiado com 500 kGy de radiação gama. Imagem com
aumento de 12X. ...................................................................................................................... 44
Figura 5.5 - Análise por difração da madeira plástica com 15% de resíduo, 55% de PP e 35%
de PE. ....................................................................................................................................... 45
Figura 5.6 - Análise entre dois gráficos de difração Raios-X para madeiras plásticas com 15%
de resíduo, 55% de PP, 35% de PE e 20% de resíduo 40% de PP, 40% de PE respectivamente.
.................................................................................................................................................. 46
Figura 5.7 - Espectro de FTIR da madeira plástica com 15% de resíduo, 55% de PP, 35% de
PE e seus componentes separados. ........................................................................................... 47
Figura 5.8 - Espectros FTIR para amostras com 15% de resíduo, 55% de PP e 35% de PE. .. 48
Figura 5.9 - Detalhe do espectro de FTIR para amostras com 15% de resíduo, 55% de PP e
35% de PE. ............................................................................................................................... 49
Figura 5.10 - Gráfico da análise de efeito da radiação sobre as amostras ................................ 53
Figura 5.11 - Gráfico da análise de variância ........................................................................... 55
Figura 5.12 - Gráfico da função de desejabilidade para madeira plástica no teste de resistência
a compressão ............................................................................................................................ 56
vi
Lista de Tabelas
Tabela 3.1 – Composição do minério explorado no complexo de Alegria pela Samarco ......... 6
Tabela 4.1- Composições das amostras de madeira plástica e ordem das suas sínteses .......... 26
Tabela 4.2 – Resultado do ensaio de lixiviação do resíduo arenoso segundo a norma ABNT
NBR 10005 ............................................................................................................................... 27
Tabela 4.3 – Resultado do ensaio de solubilização segundo a norma ABNT NBR 10006 ..... 28
Tabela 4.4 - Análise por fluorescência de raios X do polipropileno utilizado ......................... 30
Tabela 5.1 - Densidade dos Compósitos Ensaiados ................................................................. 50
Tabela 5.2 - ANOVA do Teste de Densidade .......................................................................... 50
Tabela 5.3 - Teste de Tukey sobre a influência do resíduo na densidade do compósito ......... 51
Tabela 5.4 - Tabela de composições e resultados para os ensaios de resistência a flexão ....... 52
Tabela 5.5 - Anova para o teste de flexão ................................................................................ 52
Tabela 5.6 - Resultado do teste de Tukey para amostras irradiadas ........................................ 53
Tabela 5.7 - Tabela de resultados para o teste de resistência a compressão ............................ 54

vii
Lista de Siglas e abreviaturas.
ASTM – Sociedade americana para testes e materiais
CDTN – Centro de Desenvolvimento da Tecnologia Nuclear
FISPQ – Ficha de informações de segurança de produtos químicos
FTIR – Infravermelho por transformada de fourier
ICDD – Centro internacional para dados de difração
ISO – Organização internacional para padronização
KBr – Brometo de potássio
kGy – kilogray
MEV – Microscopia eletrônica de varredura
MG – Minas Gerais
PE – Polietileno
PEAD – Polietileno de alta densidade
PEBD – Polietileno de baixa densidade
PEL – Polietileno linear
PEUAPM – Polietileno de ultra alto peso molecular
PEUBPM – Polietileno de ultra baixo peso molecular
PP – Polipropileno
PVC – Cloreto de polivinila
Tg – Transição vítrea
WPC (wood plastic composite) – Compósitos de madeira plástica
WWF (wood waste flour) - Farinha de madeira

viii
Resumo
A madeira plástica é um material que vem ganhando cada vez mais destaque como
material alternativo, principalmente na construção civil. As qualidades deste compósito vão
além das características mecânicas. O seu apelo ecológico é muito grande, pois permite
reciclar os resíduos poliméricos, que demorariam centenas de anos para se decompor. Existe
um grande esforço no meio acadêmico e industrial na pesquisa de novas composições, para
constante melhoria do material, visto que na produção da madeira plástica é permitida uma
vasta combinação de componentes, podendo ser uma opção de reciclagem para mais de um
tipo de resíduo. Neste trabalho foram desenvolvidas madeiras plásticas utilizando material
plástico reciclado. O compósito foi obtido a partir de polipropileno, polietileno de baixa e alta
densidade e resíduo arenoso proveniente da flotação do itabirito. Foram realizados vários
experimentos com diferentes composições para obtenção da madeira plástica. Com uma
extrusora aquecida e estabilizada a uma temperatura de 175C° nas 5 zonas, a mistura
planejada foi colocada no funil aos poucos, para controlar o fluxo da extrusão. O compósito
foi extrudado, coletado nos moldes e mantido descansando por 1 minuto para a saída de
vapores da amostra. Após o descanso, os moldes com material coletado foram levados até a
uma prensa, sendo prensados a 9810N/m2 e mantidos sob essa pressão por mais de 1 minuto.
Aliviada a pressão, os moldes foram colocados por mais 5 minutos para o resfriamento e
desenformado. A madeira plástica obtida foi testada para identificação da melhor composição
do compósito. No intuito de analisar sua durabilidade em ambiente externo, as composições
foram irradiadas com raios gama, para avaliar as perdas das propriedades dos compósitos. A
madeira plástica desenvolvida tem como finalidade a fabricação de mourões de cerca e
pallets, sendo uma alternativa ao eucalipto. O compósito comportou o resíduo arenoso até
25% em peso de forma a manter as propriedades físicas desejáveis e boa resistência a
radiação, podendo ser exposta a ambientes externos por mais de 80 anos sem perdas de
propriedades.
Palavras-chave: madeira plástica, resíduo, polímero, resíduo de mineração.

ix
Abstract
The plastic timber is a material that has been gaining increasing prominence as an
alternative material, mostly in construction. The qualities of this composite are beyond the
mechanical characteristics. For instance, its ecological appeal is very large because it allows
recycling waste polymers which would take hundreds of years to decompose. However, there
is a major effort in academic and industrial research of new compositions aiming at a constant
improvement of the material taking into account that it is allowed a wide combination of
components in the production of plastic timber, which can be an option for recycling of more
than one type of waste. In this study we developed plastic timber using recycled plastic. The
composite was made from polypropylene, low density polyethylene, high density and gritty
residue from the banded iron formation flotation. Several experiments were carried out with
different compositions to obtain the plastic timber. With an extruder that was heated and
stabilized at a temperature of 175C ° in the 5 zones, the planned mixture was gradually placed
in the funnel to control the flow of extrusion. Then the composite was extruded, collected
from the molds and held for 1 minute resting in order to escape vapors from the sample. After
the rest, the molds were taken with the collected material to a press, and pressed 9810N/m2
and maintained under such pressure for more than 1 minute. The pressure relieved, the molds
were placed for more 5 minutes and were removed from the cooling. The plastic timber
obtained was tested to identify the best composition of the composite. In order to analyze its
outdoor durability the compositions were irradiated with gamma rays to assess the losses of
the properties of composites. The plastic timber developed aims at manufacturing fence posts
and pallets, as an alternative to eucalyptus. The composite was able to hold gritty residue up
to 25% by weight in order to maintain desirable physical properties and good resistance to
radiation, thus it can be exposed to the outdoors over 80 years without loss of properties.
Keywords: plastic timber, residue, polymer, mining waste.
1
1. Introdução
O apelo ecológico da madeira plástica é grande, porque ela recicla o resíduo
polimérico, que demoraria centenas de anos para se decompor na natureza, e pode ser
utilizada para obtenção de produtos que, em grande maioria, detêm alta qualidade técnica
(JANSSON et. al. 2004; ROSÁRIO et. al. 2011; DU et al. 2012; LU et. al. 2012; SOBCZAK
et. al. 2012; GAO et al., 2012).
O nome madeira plástica, ou WPC (wood plastic composite), surgiu do conceito da
madeira e do polímero interagindo, formando um compósito. Porém, nos dias atuais, este
modelo foi ampliado para o uso de qualquer quantidade de madeira, ou mesmo nenhuma, para
utilização como fase dispersa do compósito. Na obtenção do compósito, também podem ser
acrescentados vários aditivos, reduzindo efeitos indesejados da madeira.
A utilização de farinha ou fibra de madeira como carga em termoplásticos é conhecida
desde a década de 60 e empregada pela engenharia em uma variedade de aplicações. Nos
últimos anos, o interesse da indústria tem se voltado para o desenvolvimento de compósitos
de madeira plástica (MIGNEAULT et al. 2011). A madeira plástica pode ser obtida através de
materiais reciclados e possui algumas vantagens quando comparada à madeira natural, como a
resistência à deterioração biológica, o baixo custo do processo e a farta disponibilidade de
matéria-prima (HIZIROGLU; WECHSLER, 2007). Mundialmente, os setores de construção,
arquitetura e design vêm empregando cada vez mais a madeira plástica, devido ao seu baixo
custo de manutenção e benefícios ecológicos (SOBCZAK et. al. 2012).
Embora a viabilidade técnica para produção de compósitos celulósicos termoplásticos
tenha sido comprovada em outros países, no Brasil encontra-se ainda certa relutância por
parte da indústria de compostos termoplásticos em empregar essa tecnologia. Na maioria dos
casos, tal relutância é decorrente da falta de informações técnicas sobre os materiais e os
processos de certificação local de fornecedores de matéria-prima e sobre a ausência de
equipamentos específicos, além de desenvolvimentos de novos mercados para esses produtos.
No Brasil ainda não existe uma normalização sobre madeira plástica, ou mesmo estudos que
comprovem sua eficiência e durabilidade sobre os produtos feitos no país.
Porém, grande parte dos fabricantes de madeira plástica busca constantemente novas
formulações e aditivos que melhorem as propriedades de seu produto. Além dos estudos
envolvendo as fases majoritárias, fibras de celulose e matrizes poliméricas, a utilização de
cargas minerais é importante para a melhoria de várias características do compósito, como
2
propriedades mecânicas (módulo de flexão, resistência à tração, compressão e aumento da
rigidez), cor e resistência à chama, dentre outras (KLYOSOV, p.129, 2007).
Atualmente, produtos feitos de materiais reciclados oferecem resistência, durabilidade
e rentabilidade com um custo de manutenção menor que aqueles feitos com material virgem
(ROSÁRIO et al. 2011). O painel ecológico, feito de madeira e material reciclado, é uma das
mais efetivas respostas para a demanda crescente de materiais. Logo, acredita-se que ele seja
a solução ideal para móveis e divisórias de boa qualidade em perfeita harmonia com o meio
ambiente, utilizando-se componentes ecológicos aliados a um processo de produção
ambientalmente correto.
Materiais como a madeira plástica já são utilizados em larga escala na construção civil
no sul do Chile e na Califórnia em substituição à madeira. Os estudos mercadológicos
realizados nos EUA e na Europa sobre o uso de fibras celulósicas ou farinha de madeira
(WWF - wood waste flour) como carga e reforço em termoplásticos revelam que a
substituição da madeira convencional por compósitos termoplásticos se apresenta como
alternativa viável ao reaproveitamento de resíduos, com inúmeras vantagens (MIGNEAULT
et al. 2011; SOBCZAK et al.2012; BUTYLINA et. al. 2012). A título de ilustração, em Belo
Horizonte, a empresa Ecoblock se dedica à fabricação da madeira plástica sem adição de
cargas minerais.
Neste trabalho foi estudada, em escala piloto, a obtenção de perfis extrudados de
madeira plástica com adição dos resíduos arenosos provenientes da flotação do itabirito. Os
perfis devem apresentar bom fluxo de trabalho na sua obtenção e propriedades físicas
compatíveis com mourões de madeira, com o máximo de resíduo comportado no compósito.
Foram obtidos perfis, que podem ser uma alternativa aos mourões de eucalipto usados em
cercas, utilizando material plástico residual, proveniente da indústria de reciclagem. Os
polímeros empregados foram o polipropileno (PP) e o polietileno de alta e baixa densidade
(PEAD e PEBD) reciclados. Foram feitos experimentos com diferentes composições para
obtenção da madeira plástica, os quais foram submetidos a testes mecânicos, caracterização
por microscopia, e ensaios químicos para atestar qual a melhor composição do compósito.
Para analisar sua durabilidade em ambiente externo, as composições foram irradiadas com
raios gama, com doses de 100 kGy e 500 kGy, para avaliar as perdas de propriedades dos
compósitos.
3
2. Objetivos
Estudar o efeito da adição do resíduo arenoso da exploração do itabirito na composição e
no processo de obtenção da madeira plástica. Foi estudada a quantidade máxima de resíduo
arenoso comportado pelo compósito, para utilizar o máximo de resíduo por material
produzido.
2.1 Objetivos Específicos
a) verificar a possibilidade de se produzir esses compósitos em uma extrusora monorrosca;
b) verificar qual a quantidade máxima de resíduo arenoso que pode ser utilizada nas
formulações para a produção dos compósitos;
c) avaliar a influência do resíduo arenoso nas propriedades dos compósitos produzidos por
meio da extrusão;
d) verificar a degradação por radiação nos compósitos produzidos.
4
3. Revisão bibliográfica
Neste capítulo estão apresentados fatos que dão suporte ao foco desta pesquisa,
organizados em quatro seções. Na primeira seção, a empresa Samarco Mineração S.A é
apresentada, salientando sua importância no mercado, a extração e beneficiamento dos
derivados de minério de ferro, e a produção e caracterização dos seus resíduos. Esta empresa
foi fornecedora das amostras de resíduo arenoso utilizadas neste trabalho. Na segunda seção
estão apresentadas informações sobre polímeros, compósitos e as madeiras plásticas. Já na
terceira seção, são abordados dados relevantes para a obtenção de compósitos e de compósitos
de madeira plástica. Por fim, na quarta seção, questões acerca do planejamento fatorial dos
experimentos são apresentadas.
3.1. Samarco Mineração S. A.
3.1.1. A Empresa
A Samarco Mineração S.A. é uma empresa que detém a tecnologia e as instalações
necessárias para a extração de minério de ferro (itabirito), seu beneficiamento, pelotização e
embarque (SAMARCO, 2011). A empresa é brasileira, de capital fechado, fundada em 1977,
sendo controlada pela Vale S.A. e BHP Billiton, cada uma com participação de 50 %. A
Samarco, segunda maior exportadora mundial de pelotas no mercado transoceânico, possui
atualmente uma capacidade produtiva de aproximadamente 22 milhões de toneladas, gerando
cerca de 4 mil empregos diretos e indiretos (SAMARCO, 2010).
Dois tipos de pelotas de minério de ferro são produzidas: pelota para redução direta e
pelota de alto forno. São produzidos também finos, que são o excedente da produção de
concentrado de minério de ferro. A Samarco é essencialmente uma empresa exportadora e, em
2011, 99% de sua produção foi destinada para siderúrgicas de 19 países das Américas, Ásia,
África e Europa. A divisão de mercados consumidores da produção de pelotas de minério de
ferro da Samarco no ano 2011 está ilustrada na Figura 3.1.

5
Figura 3.1-Mercados consumidores da exportação de pelotas de minério de ferro da Samarco
em 2011.
Fonte: (SAMARCO, 2011).
3.1.2. O Processo
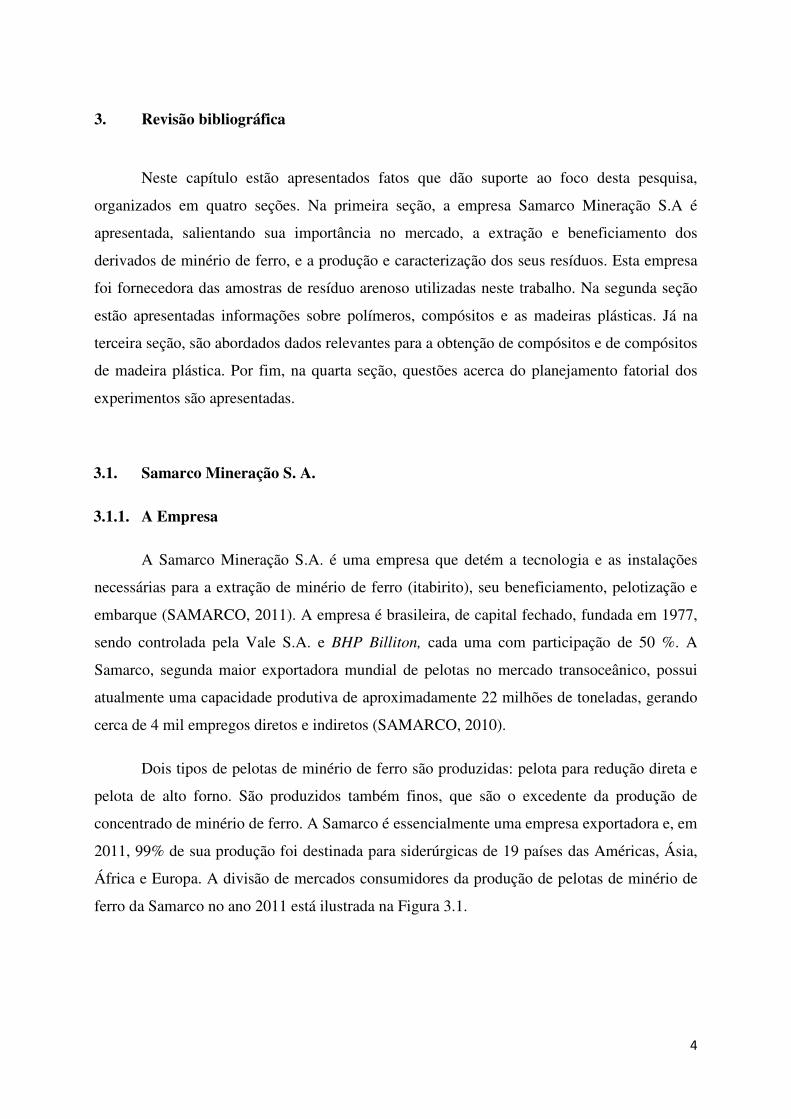
O processo produtivo da Samarco é integrado (Figura 3.2). Na unidade de Germano,
localizada nos municípios de Mariana e Ouro Preto, no estado de Minas Gerais, o minério de
ferro é extraído e beneficiado. Sistemas de correias são utilizados para levar 70% desse
minério e transportá-los das minas até os concentradores, sem uso de caminhões. Nos
concentradores, é realizado o beneficiamento do minério de ferro, por meio de processos de
britagem, moagem, deslamagem e flotação, que resultam em um concentrado com 67,5% de
ferro produzido a partir de um minério com teor de 46% (SAMARCO, 2011). Posteriormente,
o minério é enviado através de minerodutos para a usina de Ponta de Ubu, no município de
Anchieta, no estado de Espírito Santo (MONTE et al. 2002), onde é feita a pelotização
(SAMARCO, 2008). O uso de minerodutos, que são os maiores do mundo, com 396 km de
extensão, faz parte da estratégia da empresa para manter o preço da pelota competitivo no
mercado internacional, pois representa uma opção com custo inferior às alternativas
ferroviária e rodoviária. Apesar disso, o mineroduto exige tecnologia de bombeamento e
controle das propriedades reológicas da polpa de minério de ferro, além de manutenções
periódicas (SAMARCO, 2010).
6
Figura 3.2 - Processo de exploração e beneficiamento integrado.
Fonte: (SAMARCO, 2011)
A usina de Germano está localizada no Complexo de Alegria, região leste do
Quadrilátero Ferrífero, que possui recursos minerais estimados em 3,3 bilhões de toneladas. A
composição mineralógica do minério explorado na mina de Alegria está apresentado na
Tabela 3.1.
Tabela 3.1 – Composição do minério explorado no complexo de Alegria pela Samarco
Principais Minerais Fórmula Química Distribuição (%)
Hematita Especular Fe2O3 15,0
Hematita Fe2O3 38,0
Magnetita Fe3O4 1,0
Goethita FeO(OH) 19,8
Quartzo SiO2 24,0
Fonte: Adaptada de (MONTE et al., 2002).

7
A flotação consiste na separação da sílica em meio aquoso usando agentes químicos
surfactantes. Esta etapa eleva o teor de ferro no minério itabirítico de aproximadamente 45 %
para uma faixa entre 60 a 68 % em massa e elimina boa parte da sílica, um resíduo que se
mostra prejudicial nas próximas etapas siderúrgicas (SAMARCO, 2008).
Um estágio subsequente de moagem e flotação em colunas eleva este teor para
aproximadamente 68 %. Finalmente, o minério é convertido em polpa (30 % de água e 70 %
de sólidos) e adquire as propriedades reológicas necessárias para o transporte via mineroduto.
Anualmente, são transportadas cerca de 24 milhões de toneladas de polpa de minério
(SAMARCO, 2010).
Quando a polpa chega ao município de Anchieta, extrai-se o Pellet Feed (minério
concentrado com umidade de aproximadamente 10 %), uma matéria-prima para a etapa de
pelotização (SAMARCO, 2008). A polpa de minério é transformada em pelotas com
tamanhos entre 8 e 16 milímetros (SAMARCO, 2011). Para que esta etapa tenha uma boa
eficácia, é essencial a adoção de um rígido controle de qualidade quanto à composição
mineralógica do minério (VIEIRA; ROSIERE; PENA, 2003). As pelotas de minério de ferro
passam por um tratamento térmico, no qual adquirem características desejáveis para a
indústria siderúrgica, seja para o processo de alto-forno ou para o de redução direta
(SAMARCO, 2011). Como o tamanho das pelotas é um parâmetro crítico para o
funcionamento dos alto-fornos, é realizado um peneiramento das pelotas queimadas em uma
malha de 6,3 mm. As partículas passantes (finos) no peneiramento são chamadas de Sinter
Feed, porque são usadas como matéria-prima no processo de sinterização (SAMARCO,
2008).
3.1.3. A Matéria Prima
A Samarco beneficia o minério itabirítico com baixo teor de ferro, sendo alcançada a
viabilidade econômica graças à combinação da etapa de flotação e ao escoamento da
produção via mineroduto. O termo itabirito é dado ao minério metamórfico de ferro
constituído por camadas alternadas de óxidos de ferro e quartzo, cujas espessuras podem
variar bastante. Raramente contém mica ou outros minerais associados (SELMI;
LAGOEIRO; ENDO, 2009). As unidades litológicas contendo itabirito são chamadas de
8
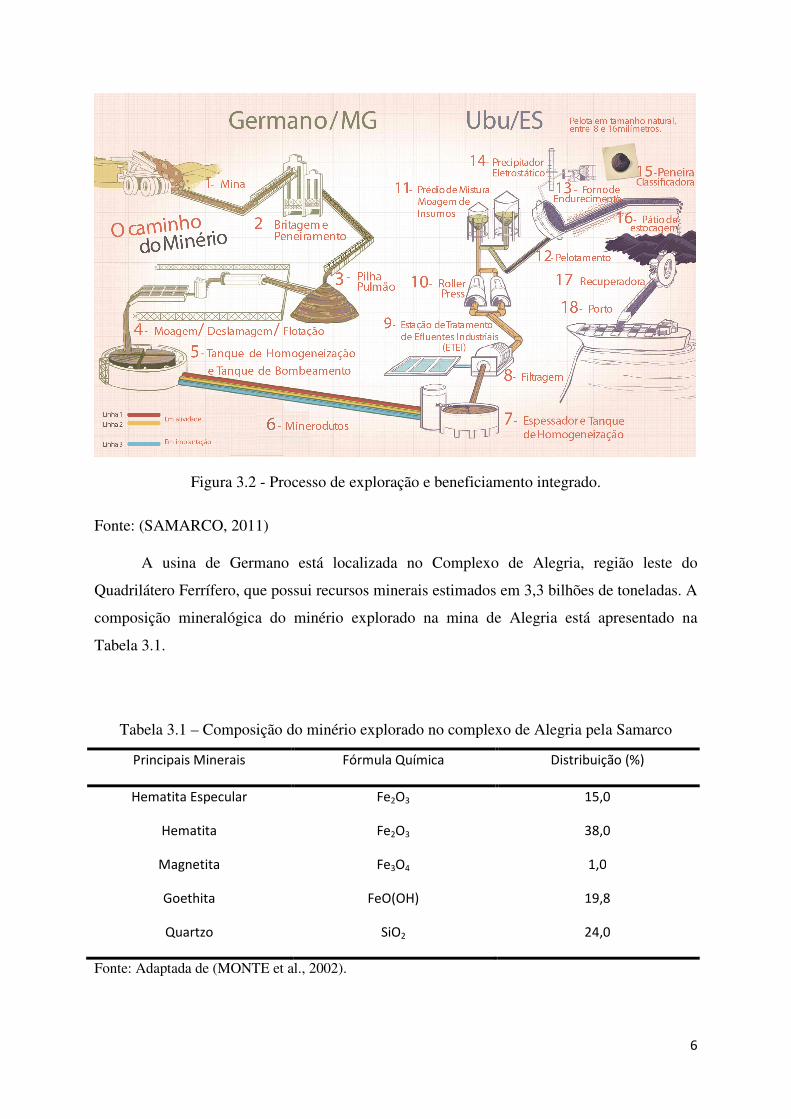
formações ferríferas (DAMASCENO, 2006). A Figura 3.3 traz a imagem deste minério,
sendo possível visualizar os veios de óxidos de ferro e de quartzo.
Figura 3.3 - Foto de um itabirito com domínios ricos em quartzo (parte clara) intercalados aos
veios de hematita.
Fonte: http://www.rc.unesp.br/museudpm/rochas/metamorficas/itabirito.html, acessado em 25
de janeiro de 2013.
No intuito de simplificar a caracterização, minérios de múltiplas fases, como o
itabirito, podem ser considerados binários. Os óxidos de ferro (goethita, hematita e magnetita)
formam a fase férrea, enquanto a fase ganga é constituída por silicatos, argila e componentes
menores (NEUMANN et. al. 2004).
3.1.4. Os Resíduos
Em 2011, as usinas de Germano e Ponta de Ubu geraram 15,66 milhões de toneladas
de resíduos, separadamente, em arenosos e lamas. Esses materiais são transportados e
dispostos na barragem de Germano (Figura 3.4) (SAMARCO, 2011).
9
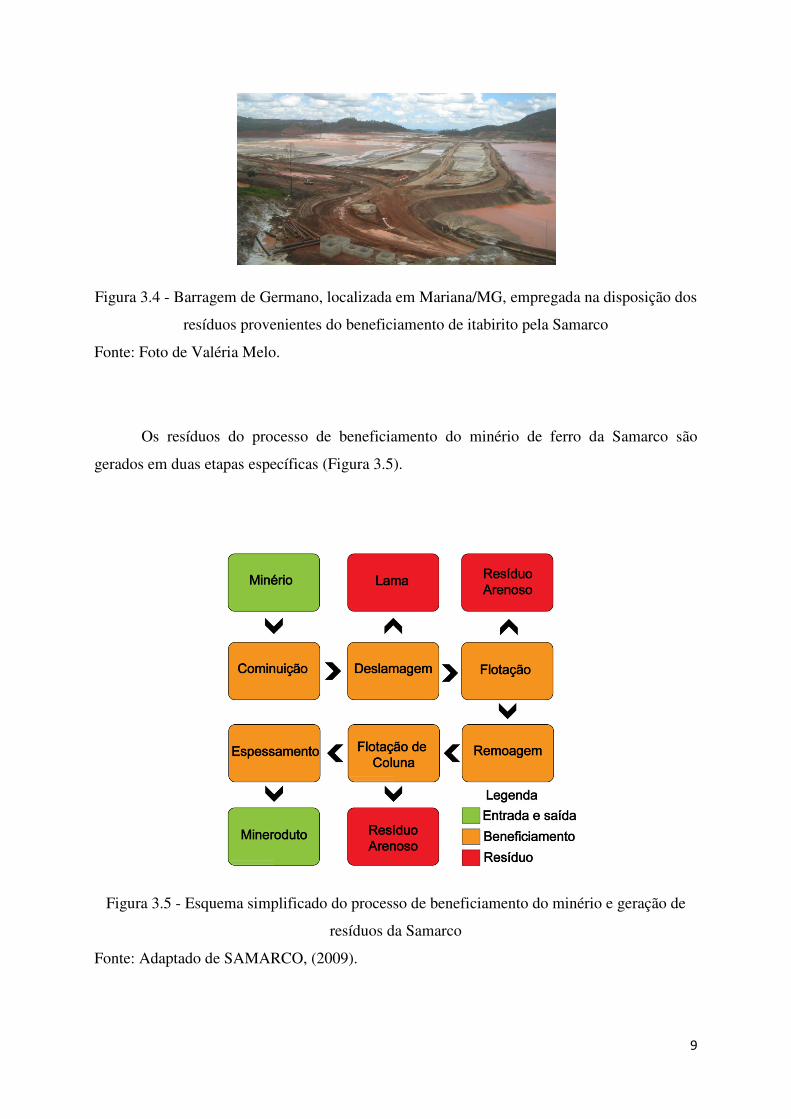
Figura 3.4 - Barragem de Germano, localizada em Mariana/MG, empregada na disposição dos
resíduos provenientes do beneficiamento de itabirito pela Samarco
Fonte: Foto de Valéria Melo.
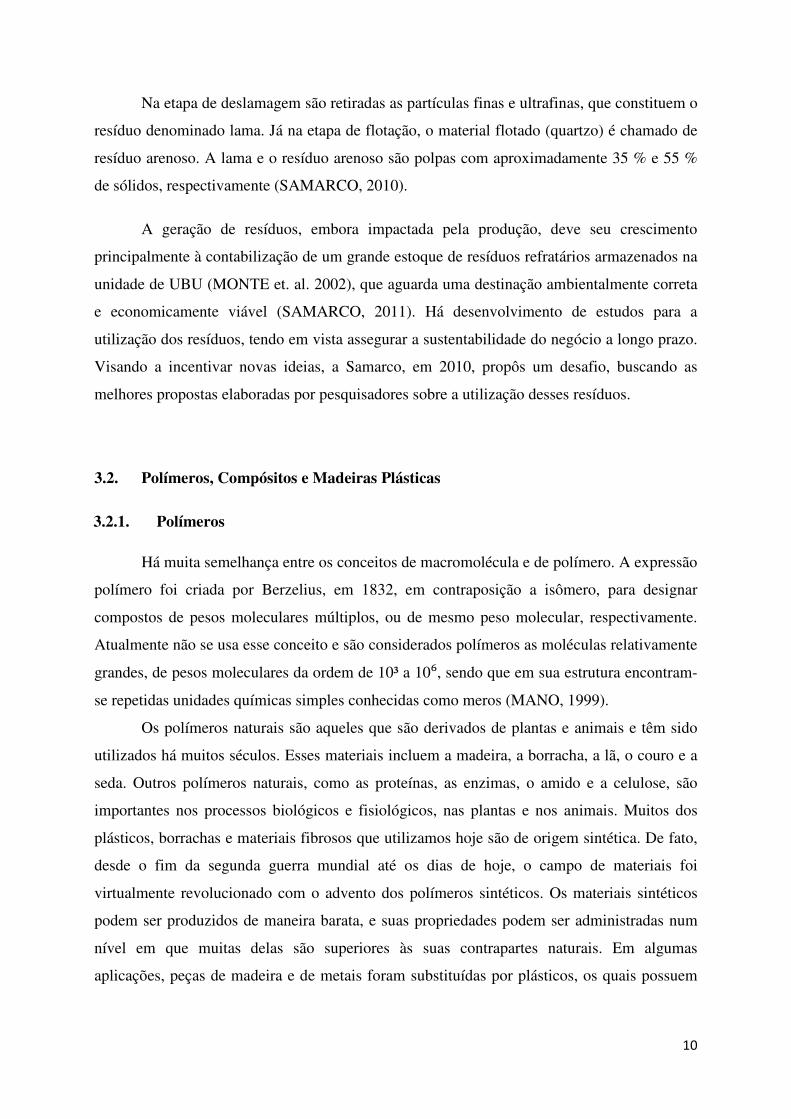
Os resíduos do processo de beneficiamento do minério de ferro da Samarco são
gerados em duas etapas específicas (Figura 3.5).
Figura 3.5 - Esquema simplificado do processo de beneficiamento do minério e geração de
resíduos da Samarco
Fonte: Adaptado de SAMARCO, (2009).
10
Na etapa de deslamagem são retiradas as partículas finas e ultrafinas, que constituem o
resíduo denominado lama. Já na etapa de flotação, o material flotado (quartzo) é chamado de
resíduo arenoso. A lama e o resíduo arenoso são polpas com aproximadamente 35 % e 55 %
de sólidos, respectivamente (SAMARCO, 2010).
A geração de resíduos, embora impactada pela produção, deve seu crescimento
principalmente à contabilização de um grande estoque de resíduos refratários armazenados na
unidade de UBU (MONTE et. al. 2002), que aguarda uma destinação ambientalmente correta
e economicamente viável (SAMARCO, 2011). Há desenvolvimento de estudos para a
utilização dos resíduos, tendo em vista assegurar a sustentabilidade do negócio a longo prazo.
Visando a incentivar novas ideias, a Samarco, em 2010, propôs um desafio, buscando as
melhores propostas elaboradas por pesquisadores sobre a utilização desses resíduos.
3.2. Polímeros, Compósitos e Madeiras Plásticas
3.2.1. Polímeros
Há muita semelhança entre os conceitos de macromolécula e de polímero. A expressão
polímero foi criada por Berzelius, em 1832, em contraposição a isômero, para designar
compostos de pesos moleculares múltiplos, ou de mesmo peso molecular, respectivamente.
Atualmente não se usa esse conceito e são considerados polímeros as moléculas relativamente
grandes, de pesos moleculares da ordem de 10³ a 10⁶, sendo que em sua estrutura encontram-
se repetidas unidades químicas simples conhecidas como meros (MANO, 1999).
Os polímeros naturais são aqueles que são derivados de plantas e animais e têm sido
utilizados há muitos séculos. Esses materiais incluem a madeira, a borracha, a lã, o couro e a
seda. Outros polímeros naturais, como as proteínas, as enzimas, o amido e a celulose, são
importantes nos processos biológicos e fisiológicos, nas plantas e nos animais. Muitos dos
plásticos, borrachas e materiais fibrosos que utilizamos hoje são de origem sintética. De fato,
desde o fim da segunda guerra mundial até os dias de hoje, o campo de materiais foi
virtualmente revolucionado com o advento dos polímeros sintéticos. Os materiais sintéticos
podem ser produzidos de maneira barata, e suas propriedades podem ser administradas num
nível em que muitas delas são superiores às suas contrapartes naturais. Em algumas
aplicações, peças de madeira e de metais foram substituídas por plásticos, os quais possuem
11
propriedades satisfatórias e podem ser produzidos a um custo mais baixo (CALLISTER,
2002).
Como ocorre com os metais e os materiais cerâmicos, as propriedades dos polímeros
estão relacionadas de maneira complexa aos elementos estruturais do material. Os
componentes sintéticos podem ser obtidos principalmente do petróleo, gás natural e da hulha.
A partir do látex, produzido por certas árvores tropicais, obtêm-se gomas e borrachas e, a
partir da celulose, é possível obter celofane e celulóide. As propriedades dos polímeros
dependem bastante dos materiais de partida, isto é, os monômeros, do tipo de reação
empregada na sua obtenção e também da técnica de preparação. Há três tipos de reações pelas
quais se pode produzir um polímero: a poliadição, a policondensação e a modificação química
de um outro polímero. Conforme a natureza química do monômero, o tipo de reação visada,
bem como a aplicação desejada para o polímero, varia a técnica de sua preparação (em massa,
em solução, em emulsão, em suspensão ou interfacial) (MANO, 1999).
No entanto, o plástico, por sua vez, se tornou um material de grande importância,
largamente utilizado pela sociedade, cujo descarte já é um grave problema ambiental. Sua
baixa degradabilidade e seu grande volume diminui a vida útil dos aterros. No Brasil, a
inadequada gestão urbana resulta na inapropriada disposição, danificando o sistema de esgoto,
causando sérios problemas ambientais, sanitários e de saúde pública. (CRUZ e ZANIN,
2003). Os plásticos descartados são chamados de “poluição branca” e têm sido reconhecidos
como um dos principais poluentes na China, por exemplo. O lixo plástico de consumo diário
pode chegar a 60 milhões de toneladas ao ano no mundo, sendo altamente resistentes à
degradação pelos microrganismos e gerando problemas no descarte por falta de localidades
disponíveis para aterros. Uma alternativa ao lixo plástico é a reutilização como matriz para a
produção de madeira plástica, sendo uma estratégia opcional, diminuindo o impacto
ambiental (GAO et al., 2012).
3.2.2. Polietileno
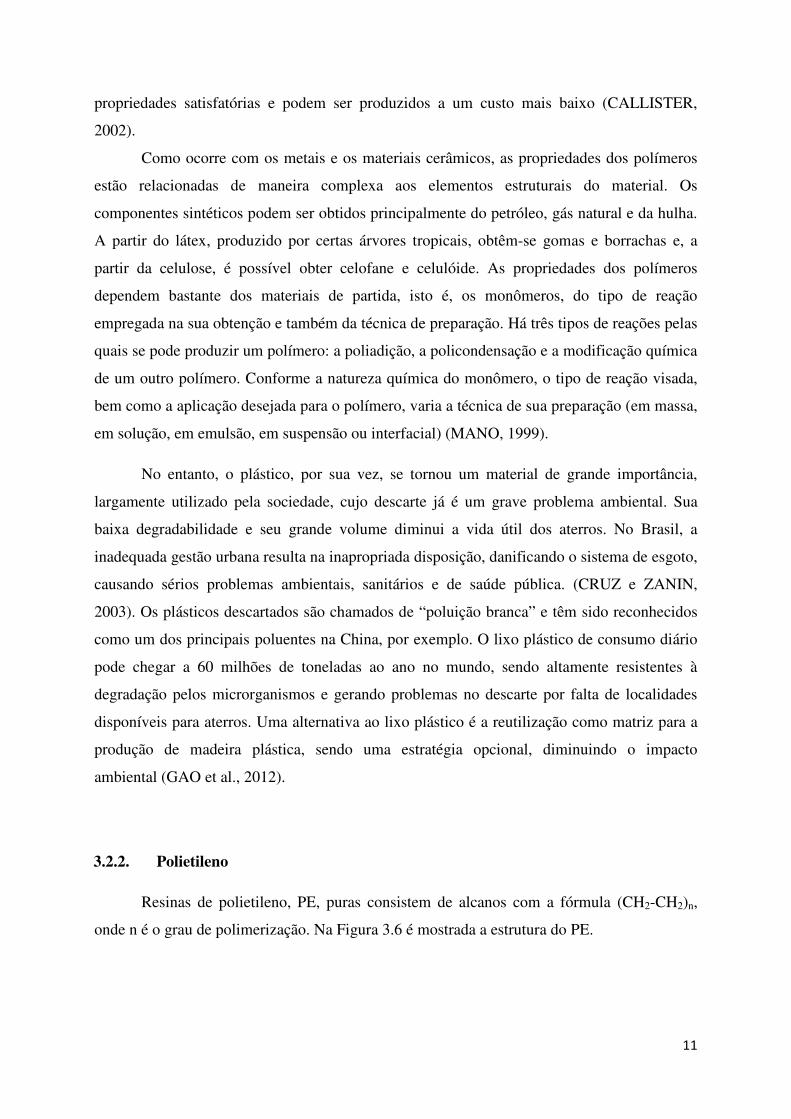
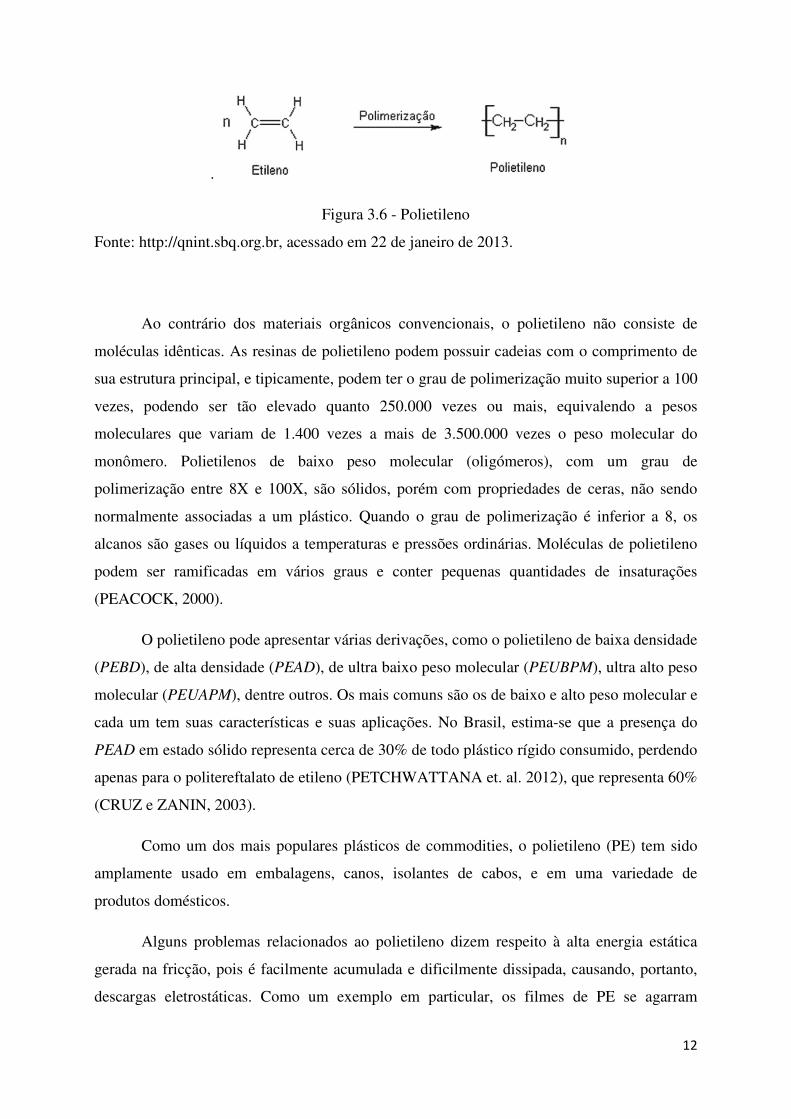
Resinas de polietileno, PE, puras consistem de alcanos com a fórmula (CH2-CH2)n,
onde n é o grau de polimerização. Na Figura 3.6 é mostrada a estrutura do PE.
12
.
Figura 3.6 - Polietileno
Fonte: http://qnint.sbq.org.br, acessado em 22 de janeiro de 2013.
Ao contrário dos materiais orgânicos convencionais, o polietileno não consiste de
moléculas idênticas. As resinas de polietileno podem possuir cadeias com o comprimento de
sua estrutura principal, e tipicamente, podem ter o grau de polimerização muito superior a 100
vezes, podendo ser tão elevado quanto 250.000 vezes ou mais, equivalendo a pesos
moleculares que variam de 1.400 vezes a mais de 3.500.000 vezes o peso molecular do
monômero. Polietilenos de baixo peso molecular (oligómeros), com um grau de
polimerização entre 8X e 100X, são sólidos, porém com propriedades de ceras, não sendo
normalmente associadas a um plástico. Quando o grau de polimerização é inferior a 8, os
alcanos são gases ou líquidos a temperaturas e pressões ordinárias. Moléculas de polietileno
podem ser ramificadas em vários graus e conter pequenas quantidades de insaturações
(PEACOCK, 2000).
O polietileno pode apresentar várias derivações, como o polietileno de baixa densidade
(PEBD), de alta densidade (PEAD), de ultra baixo peso molecular (PEUBPM), ultra alto peso
molecular (PEUAPM), dentre outros. Os mais comuns são os de baixo e alto peso molecular e
cada um tem suas características e suas aplicações. No Brasil, estima-se que a presença do
PEAD em estado sólido representa cerca de 30% de todo plástico rígido consumido, perdendo
apenas para o politereftalato de etileno (PETCHWATTANA et. al. 2012), que representa 60%
(CRUZ e ZANIN, 2003).
Como um dos mais populares plásticos de commodities, o polietileno (PE) tem sido
amplamente usado em embalagens, canos, isolantes de cabos, e em uma variedade de
produtos domésticos.
Alguns problemas relacionados ao polietileno dizem respeito à alta energia estática
gerada na fricção, pois é facilmente acumulada e dificilmente dissipada, causando, portanto,
descargas eletrostáticas. Como um exemplo em particular, os filmes de PE se agarram
13
facilmente ou se atraem durante o processo de produção, tornando a estática um de seus
maiores problemas na produção (ZHENG et al., 2012). Outro problema é o descarte (CRUZ e
ZANIN, 2003). O polietileno, quando utilizado em embalagem de alimentos, sacolas de
supermercados e outras formas, onde o ciclo de vida é muito curto, gera grandes problemas de
descarte e demora centenas de anos para se decompor na natureza. Muitas pesquisas têm sido
desenvolvidas com o interesse de criar compósitos de polímeros biodegradáveis. Dois
importantes estudos feitos (SHUJUN; JIUGAO e JINGLIN, 2005) e (CHANDRA e RUSTGI,
1997), mostraram blendas entre amido e polietileno biodegradáveis, translúcidas e com
qualidades bem vindas a nichos como o de embalagens e coberturas agrícolas.
As blendas obtidas entre amido e polietileno aproveitam as características do amido
como polímero natural, sendo uma alternativa para o enxerto em polímeros sintéticos,
obtendo-se excelentes resultados. Para elaboração desta blenda, é utilizado o princípio de que
ambos os polímeros são hidrofílicos, e o amido tem o grupo funcional polar que causa, assim,
a interação entre ele e o grupo funcional apolar do polietileno. Essas pesquisas mostraram
que, com a dispersão em meio aquoso, é possível produzir filmes com até 50% de amido
(CHANDRA et. al. 1997; SHUJUN et. al. 2005).
Além das blendas entre polietileno e amido, outra forma de reduzir o impacto gerado
no descarte é a reciclagem. Contudo, uma característica dos materiais reciclados é a eventual
degradação a que este material já foi submetido, com resultados diretos na diminuição das
propriedades, principalmente as mecânicas. No todo, polímeros são susceptíveis à degradação
termo-oxidativa, do armazenamento, do processamento, do uso no produto final e
reprocessamento, no caso de materiais recicláveis. No entanto, estudos reportam que, durante
o reprocessamento, são criadas ramificações e reticulações nas cadeias dos polímeros,
tornando, consequentemente, muito importante o uso de um estabilizador depois de cinco
reciclagens sucessivas (CRUZ e ZANIN, 2003).
3.2.3. Polietileno de Alta Densidade
O polietileno de alta densidade (PEAD) é quimicamente mais próximo da estrutura do
polietileno puro e é constituído principalmente por moléculas não ramificadas, com muito
14
poucas falhas, para não prejudicar sua linearidade. A forma geral das cadeias do polietileno de
alta densidade é mostrada na Figura 3.7.
Figura 3.7 - Cadeias de PEAD
Fonte: (PEACOCK, 2000)
Como ele apresenta um nível extremamente baixo de defeitos que impedem a
organização, um elevado grau de cristalinidade pode ser alcançado, resultando em resinas
com uma densidade elevada (em relação a outros tipos de polietileno). Algumas resinas deste
tipo são copolimerizadas com uma concentração muito pequena de 1-alceno, a fim de reduzir
ligeiramente o nível de cristalinidade. As resinas de polietileno de alta densidade têm
densidades na faixa de 0,94-0,97 g/cm³. Devido ao nível muito baixo de ramificação, o
polietileno de alta densidade é por vezes chamado de polietileno linear (PEL) (PEACOCK,
2000).
As aplicações típicas para polietilenos de alta densidade puros são em contentoras,
bombonas, fitas para lacres de embalagens e material hospitalar (MANO, 2000).
Porém, as aplicações para o PEAD reciclado tem se tornado mais frequentes, podendo
ser usado para: pavimentação (misturado com asfalto), madeira plástica, construção, indústria
automotiva, manufatura de embalagens industriais, sacolas (para supermercados, etc.),
blendas com resinas virgens para embalagens não alimentícias e em peças, como baldes,
cartões, etc.
Entretanto Cruz e Zanin (2003) afirmam que, quando o PEAD é diversas vezes
reprocessado e estabilizado, há aumento da viscosidade e da massa molar. No entanto, com a
15
adição de 0,2% de antioxidante, a viscosidade do polímero derretido fica praticamente
inalterada se comparada com o material sem reprocessamento.
3.2.4. Polietileno de Baixa Densidade (PEBD)
As numerosas ramificações características do polietileno de baixa densidade inibem a
sua cristalização, reduzindo a densidade da resina em relação ao polietileno de alta densidade,
tendo densidade tipicamente na faixa de 0,90–0,94 g/cm3. A baixa densidade é devido à
natureza do processo de polimerização, pois são produzidos ramificações de etilas e os butilas
sendo frequentemente agrupadas em conjunto, porém separadas por funcionalidades ao longo
da cadeia principal, podendo ocorrer de forma aleatória. (PEACOCK, 2000). A representação
simplificada das cadeias do polietileno de baixa densidade está mostrada na Figura 3.8.
Figura 3.8 - Cadeias de polietileno de baixa densidade (PEBD)
Fonte: (PEACOCK, 2000)
De acordo com Mano (2000), as aplicações típicas para o polietileno de baixa
densidade são em recipientes para embalagens de produtos alimentícios, farmacêuticos e
químicos, filmes para embalagens em geral, utensílios domésticos, brinquedos e lençóis para
usos agrícolas.

16
3.2.5. Polipropileno
Depois de mais de 50 anos da descoberta do polipropileno (PP) isotáctico, ele está,
atualmente, entre os polímeros mais utilizados no mundo, perdendo apenas para o polietileno,
com uma demanda mundial superior a 36 milhões de toneladas. O PP, além das aplicações
tradicionais, permite modificações de suas características na forma de copolímeros ou mesmo
compósitos, o que resulta em uma ampliação maior de seu uso, substituindo, dessa forma, o
uso de materiais tradicionais em alguns mercados. (PASQUINI et. al. 2005; ROSÁRIO et al.
2011).
Segundo alguns autores (MANO, 2000; PASQUINI e ADDEO, 2005; ROSÁRIO et.
al. 2011), o polipropileno é um produto termoplástico da classe das poliolefinas,
essencialmente linear e altamente cristalino. O polímero tem uma coloração branca opaca e
tem como características marcantes a alta resistência química, a alta resistência a solventes,
além do baixo custo. Na Figura 3.9 está mostrado de forma simplificada o monômero e o
polipropileno.
Figura 3.9 - Polipropileno
Fonte: (MANO, 2000).
Segundo Costa et. al. (2012), o polipropileno é uma resina que oferece um bom
equilíbrio de propriedades térmicas, químicas e elétricas, acompanhadas de resistência
mecânica moderada. Além disso, apresenta facilidade para incorporação de teores elevados de
cargas e agentes de reforço e capacidade para produzir misturas com outros polímeros,
incluindo borrachas, o que o torna extremamente versátil.
Rosário et. al. (2011) postula que as características marcantes do polipropileno é
devido ao seu ponto de fusão superior ao da maioria das poliolefinas, em razão da maior

17
rigidez estrutural ocasionada pelo grupo lateral metil. Para o PP isotáctico, o ponto de fusão
pode alcançar o valor máximo de 176° C, enquanto para o PP sindiotáctico tal limite é de
135° C. O ponto de fusão, em ambos os casos, é dependente da porcentagem da fase cristalina
do polímero. Como o PP atáctico não cristaliza, ele não tem ponto de fusão e apresenta, dessa
forma, somente ponto de transição vítrea. No que diz respeito aos valores encontrados para a
temperatura de transição vítrea, assume-se que eles variam muito em decorrência das
diferentes técnicas de medidas e influência da tacticidade e da massa molar. Para o PP
isotáctico, os valores de Tg vão de -13 a 0° C e para a forma atáctica de -18 a 5° C.
Sobre a sua estabilidade química, muitos autores (JANSSON et. al. 2004; BUTYLINA
et. al. 2012) também têm descrito diferentes reações de oxidação nas poliolefinas. Embora a
oxidação seja relacionada a degradação do polímero, o início ainda está sendo debatido.
Acredita-se que os hidroperóxidos (ROOH) são responsáveis pela oxidação inicial e a
degradação intermediária dos produtos (JANSON et al. 2004; CHYTIRI et al. 2006; RAVi et
al. 2011; DU et al. 2012; BUTYLINA et al. 2012; MURRAY et al. 2012). Porém, muitos
processos podem ser a causa da degradação. No material virgem, por exemplo, o
processamento produz pequenas quantidades de hidroperóxidos, sendo limitada a quantidade
de oxigênio no equipamento de processamento. Durante o envelhecimento, com a
decomposição, a formação de hidroperóxidos é substancialmente rápida. Em um
envelhecimento prolongado, mas sem exposição a altas temperaturas ou a radiação
ultravioleta, hidroperóxidos são formados, porém a decomposição por radicais é muito lenta.
Considera-se que maiores perdas das propriedades mecânicas resultantes da deterioração do
PP são devidas à separação beta para os radicais do grupo alcóxi, levando a quebra de cadeia,
no qual é formada uma cetona terminal e um radical alquilo (JANSSON et. al. 2004).
Mesmo quando utilizado em compósitos, assim como a madeira, o polipropileno
também se degrada ao tempo. A radiação ultravioleta contida na radiação solar tem efeito
menos nocivo sobre a química do polipropileno quando este tem madeira impregnada na
matriz polimérica. A presença de cromóforos usualmente contidos no polímero e na madeira,
que é geralmente utilizada na produção de madeira plástica, absorve a luz ultravioleta e
diminui, portanto, a fotodegradação no compósito. A radiação ionizante no polipropileno
causa a redução no tamanho da molécula e a criação de grupos químicos, como carbonila e
hidroperóxidos. A redução no tamanho molecular em curtos períodos de tempo favorece a
cristalização. Porém, quando exposto a longo período de radiação, a presença de muitos
grupos estranhos e a alta degradação dificulta muito a cristalização. (BUTYLINA;
HYVARINEN e KARKI, 2012).
18
Independentemente da aplicação, o polipropileno virgem é amplamente utilizado.
Porém, o aumento do custo das resinas plásticas, pressionado pelas constantes flutuações do
preço do petróleo no mercado internacional, tem estimulado pesquisas em reciclagem deste
polímero. Normalmente o preço do plástico reciclado é 40% menor do que o da resina virgem
(ROSÁRIO et al., 2011).
Butylina et. al. (2012) mostram a diferença entre as características do polímero
reciclado e o virgem, quando demonstram as características dos polipropilenos adquiridos
para seus experimentos. De acordo com as especificações do seu fornecedor, o PP virgem tem
um fluxo de massa na extrusão de 45g/10min (230°C) e o reciclado tem o fluxo de 3g/10min
(190°C) evidenciando, assim, a diferença de propriedades entre eles.
Com base em Costa et. al. (2012) e Mano, (2000), tanto os tipos de PP reforçados
como os não-reforçados são aplicados em automóveis, aparelhos domésticos e elétricos, potes
e copos para a indústria alimentícia, em caixas para embalagens industriais, filmes, carpetes,
tubos para carga de caneta esferográfica, bem como em bocal de pistola para aplicação em
aerossóis, material hospitalar, seringas de injeção descartáveis e madeira plástica, entre outras
aplicações. Embora apresente uso crescente na indústria automobilística, o comportamento
frágil com relação à resistência ao impacto em baixas temperaturas é um fator limitante para
maiores aplicações.
O polipropileno, assim como as poliolefinas, também é considerado biologicamente
resistente a microrganismos, pois além de não sofrer ataque biológico, não causa reações
fisiológicas, podendo ser utilizado para fins terapêuticos, como, por exemplo, em suturas.
Graças à sua inércia química, é comum o uso de PP em embalagens de alimentos sensíveis a
umidade e gordura.
3.3. Compósitos e Madeira Plástica
Callister, (2002, p. 359), define, compósito como “sendo qualquer material multifásico
que exiba uma proporção significativa das propriedades de ambas as fases que o constituiu, de
tal modo que é obtida uma melhor combinação de propriedades.” De acordo com esse
princípio da ação combinada, melhores combinações de propriedades são criadas através de
uma combinação criteriosa de dois ou mais materiais distintos. Também são feitos
intercâmbios de propriedades para muitos materiais compósitos.

19
A madeira plástica é considerada um compósito, e segundo Petchwattana et al. (2012),
ela se consiste principalmente de uma matriz polimérica, com enchimento ligno-celulósico,
como farinha de madeira e alguns aditivos.
São comumente usadas em madeira plástica, matrizes de termoplásticos, como
polietileno (PE), polipropileno (PP) e cloreto de polivinila (PVC). Segundo Klyosov (2007),
os aditivos tipicamente usados em madeira plástica são: carbonato de cálcio (CaCO3),
wollastonita (CaSiO3), talco (Mg3Si4O10(OH)2), caulinita (Al2O3.2SiO2.2H2O), mica, argilas e
cinzas (alumino silicatos com inclusões de outros elementos).
Segundo Lu et al. (2012), a composição química da fibra natural se consiste de
celulose (microfibra ou parede da célula), hemicelulose, e lignina (componentes de
biopolímero para a parede da célula). A superfície exterior da fibra da planta contém ceras,
gorduras, e pectina. O grupo da celulose tem estruturas altamente cristalinas com modulo de
Young de ~130GPa.
Enquanto poliolefinas têm sido reforçadas com fibra de vidro e partículas minerais há
muitas décadas, mais recentemente as fibras naturais e a madeira têm se tornado de interesse
comercial para a produção de uma nova classe de compósitos de fibras naturais. A vantagem
da fibra natural é claramente percebida quando se compara a sua densidade em relação aos
materiais convencionais de reforço, tendo a densidade de 1,7 a 2,8 g/cm³, enquanto a madeira
e as fibras prontas para o processamento de WPC é de 1,3 a 1,6 g/cm³. Compósitos de
fibras naturais e madeiras plásticas podem produzir estruturas mais leves, quando comparado
com reforços minerais, fibra de vidro, fibra de vidro longa e materiais reforçados com fibras
de carbono curtas. Também é sabido que as propriedades físicas e mecânicas da madeira
plástica, como na maioria dos compósitos, são afetadas por fatores, como a fração
volumétrica e a proporção de fibra, orientação da fibra, nível de dispersão, adesão fibra-
polímero, bem como o tempo de mistura e temperatura de processamento. Todavia, é
geralmente aceito que a tenacidade dos compósitos reforçados por fibras depende
primordialmente do comportamento tensão-deformação da fibra. Fibras resistentes com alta
deformação de ruptura elevam a resistência à fratura dos compósitos (ROSÁRIO et al. 2011;
PETCHWATTANA et. al. 2012; SOBCZAK et. al. 2012).
A produção de madeira-plástica também pode utilizar lixo plástico reciclado. Porém, o
lixo pode ter misturas de muitos tipos de polímeros distintos, e a total separação em polímeros
individuais raramente é implementada. Os componentes misturados podem suportar estruturas
20
químicas distintas e de graus de polimerização diferentes, exibindo várias temperaturas de
fusão, que são incompatíveis umas com as outras. Muitos dos lixos plásticos são hidrofóbicos
e não compatível com a madeira hidrofílica. Essas características dos plásticos reciclados tem
resultado em dificuldades na composição com a madeira na hora da extrusão. Como
resultado, a madeira plástica feita de material reciclado pode possuir baixas propriedades
mecânicas e visíveis defeitos de superfície (GAO et al., 2012).
Outra característica importante na madeira plástica é o encapsulamento de
componentes pelo polímero, onde o material polimérico fundido molha a fase dispersa do
compósito provocando uma melhor adesão superficial entre os dois materiais, podendo alterar
as características do compósito de acordo com cada mistura. Costa (COSTA et al.) demonstra
em seus estudos que pequenas quantidades de polietileno de alta densidade (PEAD)
misturadas à blenda polimérica, geram um encapsulamento na fase dispersa do compósito
pela fase do PEAD. Assim, com pequenas percentuais de PEAD, a mistura apresenta um
mecanismo de microfissuramento com características dúcteis, o que reflete em uma elevada
resistência ao impacto. Porém, de acordo com Klyosov (2007, p.383-411), o completo
encapsulamento de fibras de madeira pelo polímero é impossível quando o conteúdo das
fibras de madeira no compósito exceder a 40%.
O encapsulamento das fibras de madeira pelo polímero é influenciado pelo processo
de produção da fibra e do compósito. Quando fibras naturais são usadas para reforçar o
compósito, surgem problemas de processamento, porque elas não estão em escalas de
dosagens usuais. Tradicionalmente as fibras são vendidas em fardos ou grampos, e assim não
tem um bom fluxo de trabalho. Existem dois caminhos para superar esta desvantagem:
primeiro, pelo corte e moagem, diminuindo as fibras até o tamanho suficiente para ter um
bom fluxo de trabalho, sendo encapsulada pelo polímero. Essa forma de trabalho pode reduzir
as propriedades do compósito pela diminuição do tamanho da fibra; segundo, as fibras podem
ser peletizadas, mas isso envolve processos que aumentam os custos. Essa opção, por outro
lado, levanta questões relacionadas a re-dispersão das fibras durante o processo de
composição, que podem gerar problemas quando as pelotas não são bem feitas. O método que
evita essas questões é o processo de granulados de fibras longas. Neste tratamento, os fios ou
fibras são cobertos com a matriz termoplástica. Assim, grãos contendo fibras longas (para o
tamanho do grão) podem ser produzidos. Apesar deste processo aparecer como uma
alternativa promissora, para esclarecimento, ele ainda não está implementado em escala
industrial (SOBCZAK; LANG e HAIDER, 2012).
21
Sobre a influência do processo de produção na qualidade da madeira plástica,
Migneault et al. (2011) mostra em seu estudo as diferenças entre os métodos de obtenção da
madeira plástica, por injeção (ordenando as fibras de madeira) e por extrusão (fibras sem
ordenação). Ele conclui que, em termos de resistência à flexão e módulo de elasticidade, o
modelo de manufatura de ordenação de fibras leva a uma leve vantagem, demonstrando que a
diferença dos dois processos é a orientação e o tamanho da fibra. Porém, com o uso de
lubrificante, a transferência da tensão entre fibra e matriz é diminuída.
Outras questões de interesse relacionadas à madeira-plástica é o desempenho dos
compostos em ambientes externos, levando a questões sobre sua durabilidade, especialmente
sobre a resistência quando exposta ao tempo, biodeterioração e biodegradação. A exposição
ao tempo causa lenta deterioração no processo físico e químico na superfície do material
(BUTYLINA; HYVARINEN e KARKI, 2012).
Segundo Butylina et al. (2012), depois de um ano exposto ao tempo, o compósito
apresenta separação entre a madeira e a matriz polimérica na superfície, porque os cromóforos
no polímero e a madeira usada na madeira-plástica absorvem a luz ultravioleta, causando
fotodegradação. A água acelera a reação de oxidação, pois causa o inchamento da fibra,
criando mais poros para a penetração da luz. A umidade absorvida pelos compósitos de
madeira plástica depende da presença e da quantidade de cavidades/passagens para a água na
estrutura, e também está relacionada à densidade do compósito. É esperado que compósito
com alta densidade contenha baixa quantidade de umidade em sua composição e o de baixa
densidade tenha alta. Compósitos com maior quantidade de madeira têm uma perda acentuada
em sua resistência a flexão.
Ainda de acordo com Butylina et al. (2012), depois de um ano exposto ao tempo, as
madeiras plásticas feitas de polipropileno contendo pigmentos escuros (cinza e marrom)
mostram grande perda de cor quando comparadas com compósitos sem pigmento ou com
pigmento verde. Curiosamente, os compósitos feitos de polímeros reciclados mostram
melhores propriedades quando comparados aos polímeros virgens, resistindo mais a mudança
de cor e a perda de propriedades mecânicas.
Nem todas as formas de produção se limitam as fibras naturais. Petchwattana et al.
(2012), demonstraram em seus estudos feitos com blendas de casca de arroz (sendo
praticamente sílica pura) e polietileno de alta densidade, que há um grande aumento na
resistência a flexão, em relação às madeiras plásticas feitas com fibra de madeira. A qualidade

22
da madeira-plástica pode ser melhorada com a ajuda de aditivos, aumentando a adesão
interfacial entre a sílica e o polímero.
Os compósitos de madeira plástica (WPC) têm grande potencial para aplicações
internas ou externas. Manufaturados por meio do processo de moldagem por injeção ou
extrusão são usados em automóveis (painel de instrumentos ou telas de portas para veículos),
na indústria construtiva (coberturas de chão de interiores, portas, janelas, painéis ornamentais)
(MIGNEAULT et al. 2011; ROSÁRIO et al. 2011; BUTYLINA et. al. 2012; HYVARINEN
et. al. 2012; SOBCZAK et. al. 2012).
3.4. Planejamento Fatorial dos Experimentos
A estatística é uma ferramenta importante para a análise de trabalhos científicos. Para
uma decisão significativa, o analista deve planejar os experimentos da melhor forma usando
os métodos corretos, calibrando instrumentos, bem como, adquirindo os dados sobre as
condições apropriadas, revendo e conferindo os resultados, apresentando dados concisos e
tomando decisões objetivas baseadas nos dados. Todos esses passos são suportados por
procedimentos estatísticos. (ELLISON et. al. 2009)
No planejamento de qualquer experimento, a escolha dos fatores e a gestão das
respostas são dados importantes a serem tratados, uma vez que um experimento não planejado
pode dar resultados inúteis, por não apresentarem uma forma razoável de serem interpretados.
Usando planejamentos experimentais baseados em princípios estatísticos, os pesquisadores
podem extrair do sistema em estudo o máximo de informação útil, fazendo o mínimo de
experimentos (NETO et. al. 1995). As vantagens deste tipo de planejamento são,
principalmente, a redução de custos e de tempo, obtendo-se respostas confiáveis.
Em planejamento fatorial usam-se os termos fatores, níveis e respostas. Os fatores são
as variáveis controláveis que, a princípio, influenciam um determinado processo. Eles podem
ser qualitativos ou quantitativos. Os níveis são os valores ou as classes (caso o fator seja
qualitativo) nos quais cada fator deve ser estudado no experimento. Já as respostas são as
variáveis de saída do sistema que serão ou não afetadas por modificações provocadas nos
fatores, ou seja, são as propriedades de interesse deste processo (NETO et. al. 1995).

23
Usualmente, a melhor forma da pesquisa chegar a respostas sem vícios é variando
todos os fatores ao mesmo tempo, porque ao se fixar um fator no ponto ótimo e variar outros
fatores, a valor fixado pode reagir com outros fatores variáveis. Esse comportamento é
chamado de interação entre os fatores. Desta forma, depois de fixar os experimentos, estes são
feitos de forma aleatória para produzir o menor número de vícios possíveis.
O planejamento fatorial em dois níveis é muito útil em investigações preliminares,
uma vez que se quer se determinados fatores têm ou não influência sobre a resposta. São
planejamentos muito simples de se executar, pois todos os fatores são estudados a apenas dois
níveis. Costuma-se identificar os níveis superior e inferior com os sinais (+) e (-),
respectivamente (NETO et. al. 1995).

24
4. Parte Experimental
Neste capítulo, está apresentada a parte experimental que dá suporte às conclusões
deste estudo, a qual está organizada em nove seções.
Os materiais utilizados para a obtenção da madeira plástica foram o resíduo arenoso da
Samarco, polímeros e óleo de soja como aglutinante.
Os polímeros utilizados foram o polietileno e o polipropileno, porque são os materiais
mais utilizados na obtenção da madeira plástica no mundo (Klyosov, 2007), e também porque
têm os pontos de fusão próximos, proporcionando o trabalho em conjunto com ambos os
polímeros na criação de blendas sem nenhum dos materiais volatizarem ou reagirem entre
eles.
4.1. Planejamento dos Experimentos
Estudos anteriores já haviam demonstrado que a adição de 15 % em peso de resíduo
arenoso na composição da madeira plástica é possível e que não apresenta problemas para o
seu processamento (Lameiras, F.S., 2007). Como o objetivo deste trabalho é verificar o
aumento dessa adição, foram feitos estudos preliminares e consultas a técnicos experientes na
fabricação da madeira plástica por meio de extrusão, os quais indicaram que o limite superior
de adição de resíduo seria em torno de 25 % em peso. Portanto, foi estudada a adição de
resíduo arenoso na obtenção de madeira plástica, por meio de extrusão, na faixa de 15 a 25 %
em peso.
O compósito básico utilizado foi uma mistura em partes iguais de polietileno e
polipropileno, ambos provenientes de reciclagem. A Figura 4.1 mostra um diagrama da
mistura de PE, PP e resíduo arenoso.

25
Figura 4.1 – Diagrama das misturas extrudadas obtido com o auxílio do Minitab®16
A região estudada neste trabalho é o trapézio dentro do triângulo. Os pontos indicam
as composições estudadas. A estratégia foi partir da relação de partes iguais de PE e PP e
fazer uma variação dos teores relativos de PE e PP. Por exemplo, para 15 % em peso de
resíduo, os teores de PE e PP variaram de 30 a 55 % em peso, e, para 25 % em peso de
resíduo, de 30 a 45 % em peso. A Tabela 4.1 mostra as composições estudadas e a ordem
aleatória na qual as amostras foram sintetizadas, com uma réplica para cada composição. A
ordem aleatória foi adotada para atenuar a influência de parâmetros não controlados que
podem estar presentes no processo de síntese das amostras. Ela foi obtida com auxílio do
software Minitab®16.

26
Tabela 4.1- Composições das amostras de madeira plástica e ordem das suas sínteses
Composição Ordem das
sínteses
Composição (% em peso)
Resíduo PP PE
1 10a e 15a 0,15 0,3 0,55
2 1a e 11a 0,15 0,55 0,3
3 3a e 12a 0,175 0,35 0,475
4 6a e 17a 0,175 0,475 0,35
5 7a e 9a 0,2 0,4 0,4
6 2a e 13a 0,225 0,35 0,425
7 4a e 16a 0,225 0,425 0,35
8 8a e 18a 0,25 0,3 0,45
9 5a e 14a 0,25 0,45 0,3
4.2. Materiais
Na obtenção de amostras de madeira plástica para este trabalho foi utilizado resíduo
arenoso, polipropileno (PP), polietileno (PE) e óleo de soja (aglutinante).
4.2.1. Resíduo Arenoso
O resíduo arenoso, proveniente do processo de concentração do minério de ferro a
partir do itabirito, foi cedido pela Samarco Mineração S. A. Ele foi do mesmo lote utilizado
por Freire (2012) em seus estudos relacionados com a obtenção de produtos cimentícios, onde
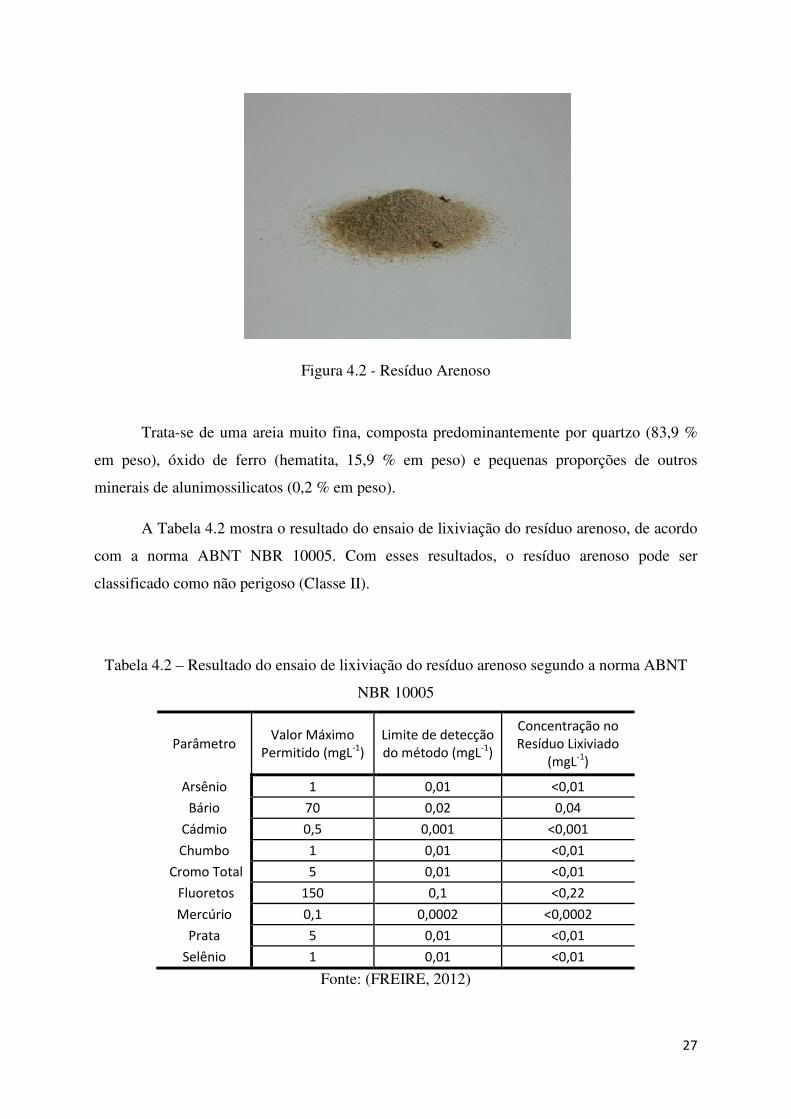
o resíduo arenoso substitui a areia de rio. A Figura 4.2 mostra uma foto desse resíduo.
27
Figura 4.2 - Resíduo Arenoso
Trata-se de uma areia muito fina, composta predominantemente por quartzo (83,9 %
em peso), óxido de ferro (hematita, 15,9 % em peso) e pequenas proporções de outros
minerais de alunimossilicatos (0,2 % em peso).
A Tabela 4.2 mostra o resultado do ensaio de lixiviação do resíduo arenoso, de acordo
com a norma ABNT NBR 10005. Com esses resultados, o resíduo arenoso pode ser
classificado como não perigoso (Classe II).
Tabela 4.2 – Resultado do ensaio de lixiviação do resíduo arenoso segundo a norma ABNT
NBR 10005
Parâmetro Valor Máximo
Permitido (mgL-1) Limite de detecção do método (mgL-1)
Concentração no Resíduo Lixiviado
(mgL-1)
Arsênio 1 0,01 <0,01
Bário 70 0,02 0,04
Cádmio 0,5 0,001 <0,001
Chumbo 1 0,01 <0,01
Cromo Total 5 0,01 <0,01
Fluoretos 150 0,1 <0,22
Mercúrio 0,1 0,0002 <0,0002
Prata 5 0,01 <0,01
Selênio 1 0,01 <0,01
Fonte: (FREIRE, 2012)
28
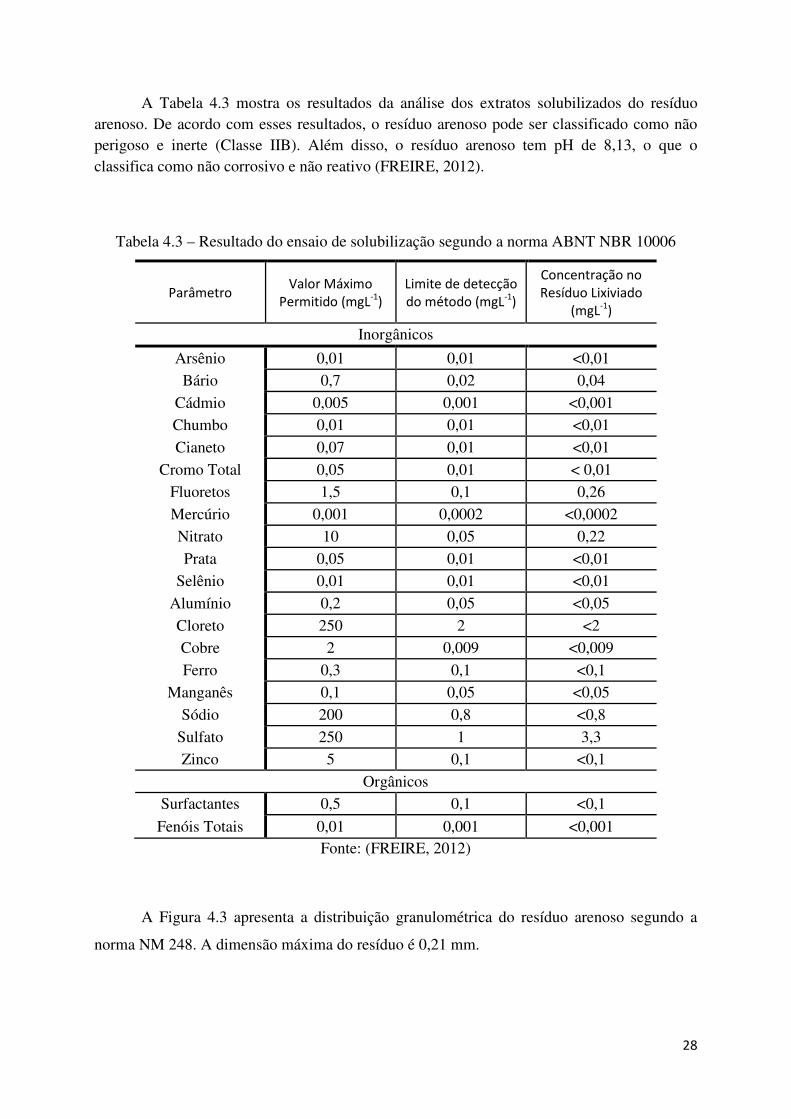
A Tabela 4.3 mostra os resultados da análise dos extratos solubilizados do resíduo arenoso. De acordo com esses resultados, o resíduo arenoso pode ser classificado como não perigoso e inerte (Classe IIB). Além disso, o resíduo arenoso tem pH de 8,13, o que o classifica como não corrosivo e não reativo (FREIRE, 2012).
Tabela 4.3 – Resultado do ensaio de solubilização segundo a norma ABNT NBR 10006
Parâmetro Valor Máximo
Permitido (mgL-1) Limite de detecção do método (mgL-1)
Concentração no Resíduo Lixiviado
(mgL-1)
Inorgânicos
Arsênio 0,01 0,01 <0,01 Bário 0,7 0,02 0,04
Cádmio 0,005 0,001 <0,001 Chumbo 0,01 0,01 <0,01 Cianeto 0,07 0,01 <0,01
Cromo Total 0,05 0,01 < 0,01 Fluoretos 1,5 0,1 0,26 Mercúrio 0,001 0,0002 <0,0002 Nitrato 10 0,05 0,22 Prata 0,05 0,01 <0,01
Selênio 0,01 0,01 <0,01 Alumínio 0,2 0,05 <0,05 Cloreto 250 2 <2 Cobre 2 0,009 <0,009 Ferro 0,3 0,1 <0,1
Manganês 0,1 0,05 <0,05 Sódio 200 0,8 <0,8
Sulfato 250 1 3,3 Zinco 5 0,1 <0,1
Orgânicos Surfactantes 0,5 0,1 <0,1
Fenóis Totais 0,01 0,001 <0,001 Fonte: (FREIRE, 2012)
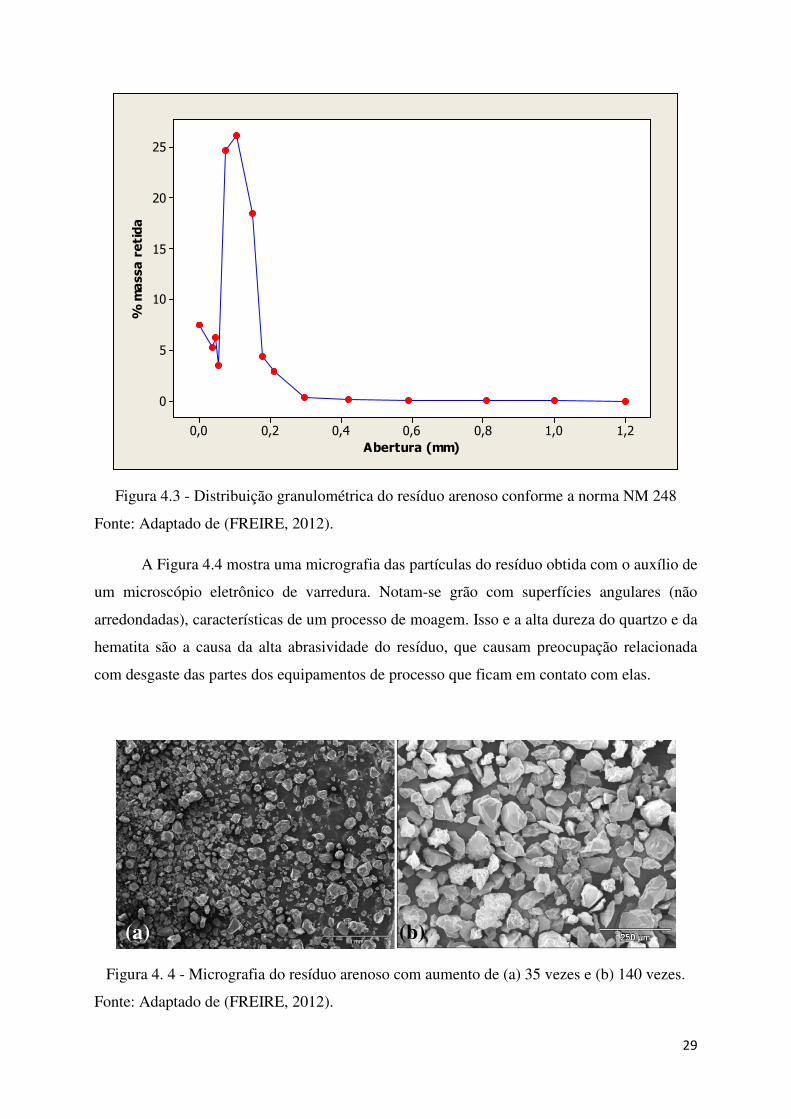
A Figura 4.3 apresenta a distribuição granulométrica do resíduo arenoso segundo a
norma NM 248. A dimensão máxima do resíduo é 0,21 mm.
29
1,21,00,80,60,40,20,0
25
20
15
10
5
0
Abertura (mm)
% massa retida
Figura 4.3 - Distribuição granulométrica do resíduo arenoso conforme a norma NM 248
Fonte: Adaptado de (FREIRE, 2012).
A Figura 4.4 mostra uma micrografia das partículas do resíduo obtida com o auxílio de
um microscópio eletrônico de varredura. Notam-se grão com superfícies angulares (não
arredondadas), características de um processo de moagem. Isso e a alta dureza do quartzo e da
hematita são a causa da alta abrasividade do resíduo, que causam preocupação relacionada
com desgaste das partes dos equipamentos de processo que ficam em contato com elas.
Figura 4. 4 - Micrografia do resíduo arenoso com aumento de (a) 35 vezes e (b) 140 vezes.
Fonte: Adaptado de (FREIRE, 2012).
(a) (b)

30
A massa específica do resíduo, de 1,92 g/cm3 foi determinada segundo a norma
MERCOSUL NM 52:2002 “Agregado fino – Determinação de massa específica e massa
específica aparente”.
Segundo Freire (2012), o teor de umidade do resíduo arenoso utilizado foi de 0,1 %.
4.2.2. Polímeros
O PP e o PE reciclados foram adquiridos em forma de pellets da empresa Bemplast em
Betim - MG.
O PP é de coloração gelo, e foi submetido a análise química por fluorescência de raios
X para verificação de impurezas. O equipamento utilizado para análise do PP foi um
espectrômetro de energia dispersiva Rigaku ZSX-Primus II, usando vácuo. O tubo de raios-X
possui um catodo de ródio e um colimador de 30 micrômetros. Os resultados estão
apresentados na Tabela 4.4.
Tabela 4.4 - Análise por fluorescência de raios X do polipropileno utilizado
Número Componente Teor (%)
1 CaO 0,60
2 TiO2 0,93
3 C 98,3
Total: 99,8
A única impureza com valor significativo no PP é o oxido de titânio, provavelmente
utilizado na coloração do polímero.
O polietileno reciclado é também conhecido como polietileno de média densidade,
pois é uma mistura entre o PEBD e o PEAD. O PE foi submetido a análise de fluorescência
de raios X (o mesmo acima descrito), onde o polímero mostrou uma pureza > 99% de cadeias
de carbono, ou seja, quase puro.
31
4.2.3. Aglutinante
Para homogeneização dos ingredientes na obtenção do compósito, houve a
necessidade da utilização de um aglutinante. Na análise das fichas de informações de
segurança dos produtos químicos (FISPQ) do polietileno e polipropileno, observa-se que uma
temperatura média de trabalho seria 175C°, não sendo prudente ultrapassar 240C°, devido a
perda de propriedades e a degradação do polímero. O óleo de soja tem o ponto de ebulição em
340C° de acordo com a sua FISPQ, servindo como aglutinante sem volatizar na temperatura
de trabalho da extrusora, além de ser insolúvel na água, como os polímeros. Todos as FISPQs
se encontram em anexo.
4.3. Extrusão do Compósito
O planejamento dos experimentos apresentado na Tabela 4.1 mostra que, para realizar
todos os experimentos com uma réplica, foi necessário realizar dezoito ensaios. A Tabela
também mostra a fração de cada material em cada experimento, sendo mantido fixa a
quantidade de óleo de soja em cinco gramas para cada quilo de material preparado.
A extrusora utilizada é uma LGMT monorrosca, com 5 zonas de temperaturas, modelo
LGEX 35/32D, mostrada na Figura 4.5, instalada no CDTN.

32
Figura 4.5 - Extrusora LGMT instalada no CDTN
Para a conformação das amostras foram utilizados moldes metálicos, de madeira e de
acrílico, com auxílio de uma prensa hidráulica de 15 toneladas (vide Figura 4.6).
33
Figura 4.6 - Moldes para obtenção do compósito
Os ensaios foram preparados com a pesagem de cada componente na quantidade
especificada.
Para adesão do resíduo aos pellets dos polímeros de forma homogênea, foi necessário
o uso de um aglutinante, portanto ao resíduo foram acrescidos 5 gramas de óleo de soja, que
foi misturado até o mesmo apresentar uma coloração mais escura e uniforme, sendo então
misturado aos grãos de polímero, formando uma mistura homogênea, mostrada na Figura 4.7.
A mistura final foi pesada novamente para averiguar se não houve nenhuma perda.
34
Figura 4.7 - Mistura pronta de grãos de PP, PE, resíduo e óleo de soja.
Na configuração dos parâmetros da extrusosa, não foi detectado como importante a
variação das temperaturas entre as 5 zonas, porque a rosca da máquina é longa, o que
ocasionaria a fusão dos polímeros por igual até o final do curso da rosca, sem o risco de
volatizar ou formar gases.
Com a extrusora aquecida e estabilizada a uma temperatura de 175C° nas 5 zonas, a
mistura foi colocada no funil aos poucos, para controlar o fluxo da extrusão.
A velocidade da rosca não se tornou um parâmetro porque ela funcionava
principalmente como o controle do maquinário em caso de entupimentos ou engasgos. Porém
de forma qualitativa, nota-se que em compostos com maior quantidade em peso de PE
apresentavam melhor fluxo de trabalho, podendo utilizar maior velocidade da rosca, quando
comparado com misturas com maior quantidade em peso de PP.
O compósito foi extrudado, coletado nos moldes (Figura 4.8) e mantido descansando
por 1 minuto para a saída de vapores da amostra, antes da prensagem, evitando assim bolhas
de ar, grandes poros, ou alguma reação na conformação pela diferença de temperatura entre o
interior e o exterior da peça, diminuindo a probabilidade de perda das características
mecânicas.
35
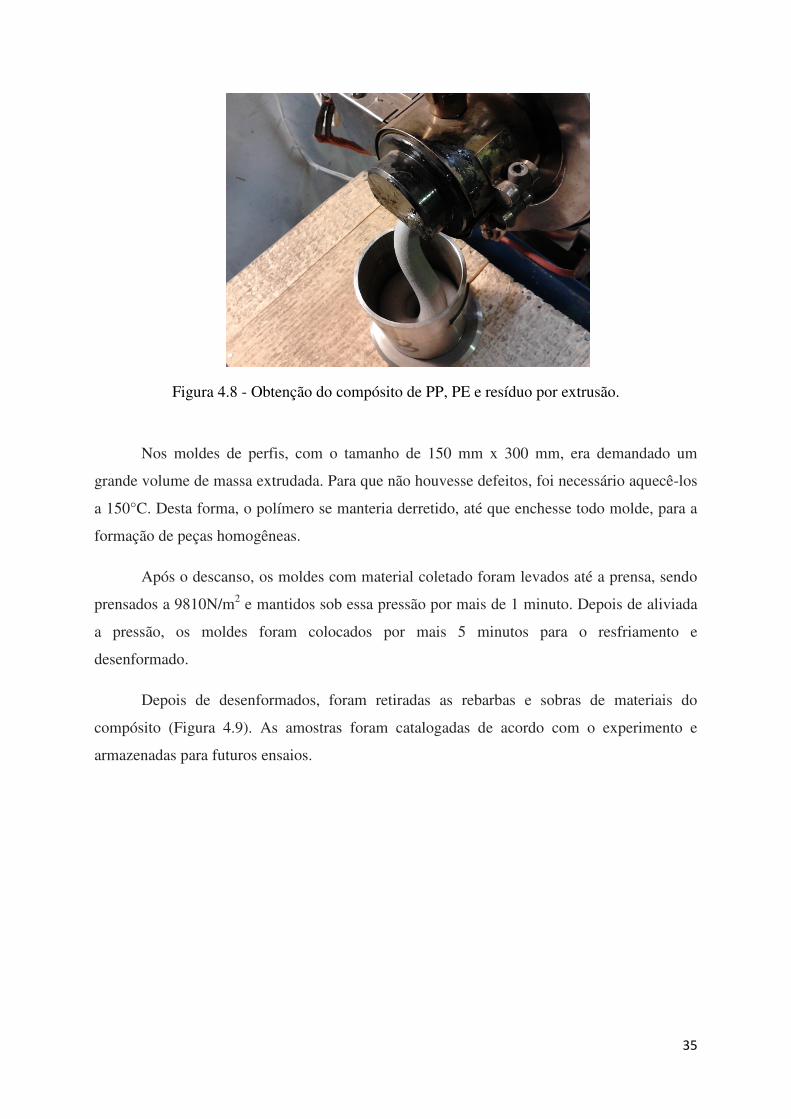
Figura 4.8 - Obtenção do compósito de PP, PE e resíduo por extrusão.
Nos moldes de perfis, com o tamanho de 150 mm x 300 mm, era demandado um
grande volume de massa extrudada. Para que não houvesse defeitos, foi necessário aquecê-los
a 150°C. Desta forma, o polímero se manteria derretido, até que enchesse todo molde, para a
formação de peças homogêneas.
Após o descanso, os moldes com material coletado foram levados até a prensa, sendo
prensados a 9810N/m2 e mantidos sob essa pressão por mais de 1 minuto. Depois de aliviada
a pressão, os moldes foram colocados por mais 5 minutos para o resfriamento e
desenformado.
Depois de desenformados, foram retiradas as rebarbas e sobras de materiais do
compósito (Figura 4.9). As amostras foram catalogadas de acordo com o experimento e
armazenadas para futuros ensaios.
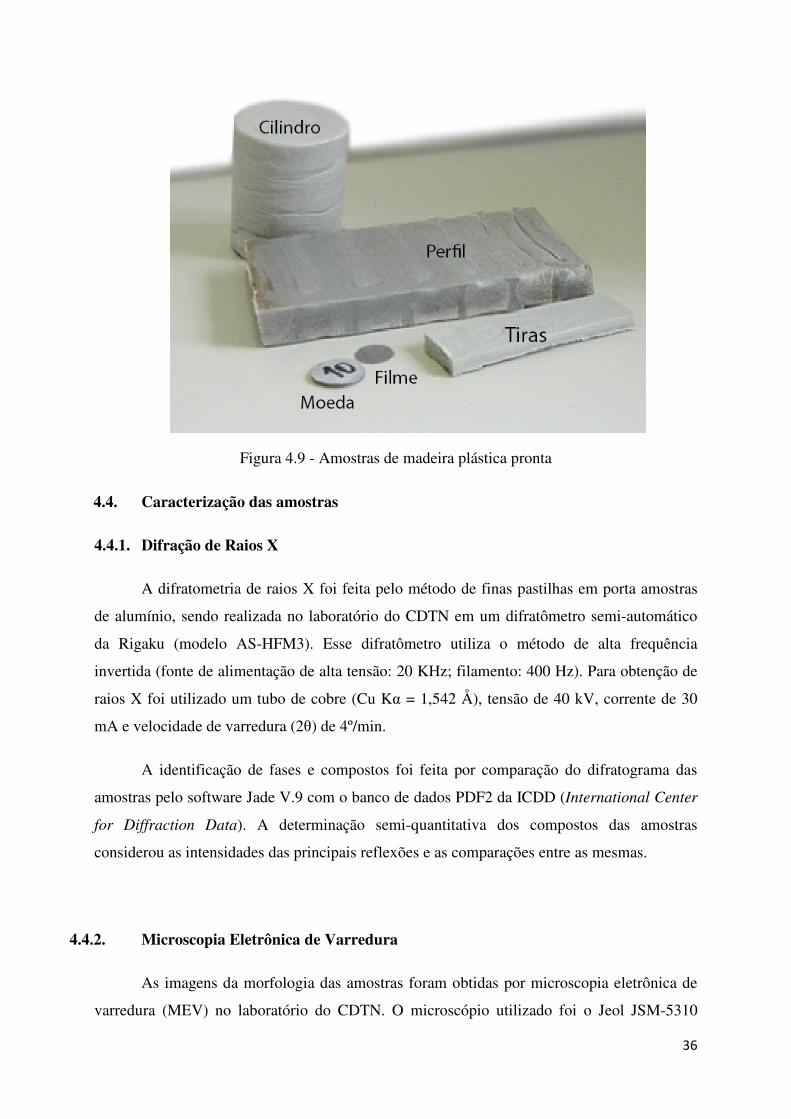
36
Figura 4.9 - Amostras de madeira plástica pronta
4.4. Caracterização das amostras
4.4.1. Difração de Raios X
A difratometria de raios X foi feita pelo método de finas pastilhas em porta amostras
de alumínio, sendo realizada no laboratório do CDTN em um difratômetro semi-automático
da Rigaku (modelo AS-HFM3). Esse difratômetro utiliza o método de alta frequência
invertida (fonte de alimentação de alta tensão: 20 KHz; filamento: 400 Hz). Para obtenção de
raios X foi utilizado um tubo de cobre (Cu Kα = 1,542 Å), tensão de 40 kV, corrente de 30
mA e velocidade de varredura (2θ) de 4º/min.
A identificação de fases e compostos foi feita por comparação do difratograma das
amostras pelo software Jade V.9 com o banco de dados PDF2 da ICDD (International Center
for Diffraction Data). A determinação semi-quantitativa dos compostos das amostras
considerou as intensidades das principais reflexões e as comparações entre as mesmas.
4.4.2. Microscopia Eletrônica de Varredura
As imagens da morfologia das amostras foram obtidas por microscopia eletrônica de
varredura (MEV) no laboratório do CDTN. O microscópio utilizado foi o Jeol JSM-5310
37
Scanning Microscope com uma resolução de 4,0nm e potencial de aceleração entre 15 e 20
kV. Este MEV tem aumentos de 15 a 20000X, porém é mais comum aumentos de até 5000X
e suporta amostras de até 5 polegadas de diâmetro.
Para análise no MEV, as amostras devem ser condutoras, sendo comumente utilizada a
metalização em ouro das amostras. Um filme de ouro (≈ 2Å) sobre as amostras em forma de
pastilha foi obtido por sputtering.
4.4.3. Espectrometria na região do Infravermelho por Transformada de Fourier
(FTIR)
As análises foram realizadas no espectrômetro MB102 da ABB Bomem, no modo de
absorbância, com o auxílio do software GRAMS.
Para a obtenção das amostras para esta análise foi necessário lixar as madeiras
plásticas com uma lixa de carbeto de silício de número 80. O material desbastado no
lixamento foi passado em uma peneira de 0,35mm e misturado ao brometo de potássio. A
mistura foi moída até sua homogeneização e prensada a 10 toneladas em vácuo.
Os espectros foram medidos na faixa de 4000 a 400 cm-1, com resolução 4 cm-1, nas
quais foram feitas 32 varreduras em cada amostra.
4.4.4. Teste de Densidade
Para medir a densidade de plásticos, a norma aconselhável seria a ASTM D792-00. O
procedimento envolveria mergulhar o corpo em água destilada. Porém, como o polímero é
mais leve que a água, seria necessário usar um contrapeso. Uma alternativa com menor
susceptibilidade a falhas é o uso de um picnômetro a gás hélio automático, no qual mede-se a
densidade real, sem a necessidade de contrapeso, diminuindo o erro do operador,
proporcionando um resultado confiável.
As medidas de densidade foram realizadas no CDTN usando o equipamento
ultrapicnômetro 1000 da Quantachrome Instruments. Este equipamento utiliza um gás ideal
para encher uma câmara de volume conhecido. Então é aberta uma solenoide para outra

38
câmara onde está a amostra, analisando a diferença de pressão entre estas duas câmaras. Esse
equipamento pode fazer medidas de objetos com tamanhos de 1cm³ até 50cm³ com uma
precisão de aproximadamente 99%, o qual é apropriado para medir o real volume e densidade
de objetos sólidos. O equipamento foi configurado a realizar 20 coletas de dados ou parar
quando o desvio padrão for menor que 0,003%.
As amostras aferidas foram cortadas de forma a conter as dimensões médias de 40mm
de diâmetro por 60mm de altura, ocupando aproximadamente 70% do porta amostra do
aparelho.
O ultrapicnômetro utiliza o mesmo princípio da norma já citada, empregando o
princípio de Arquimedes de deslocamento de fluidos e da lei de Boyle de expansão de gases
para determinar o volume. O deslocamento de fluidos é feito por um gás inerte, penetrando
nos finos poros da amostra, proporcionando maior precisão.
4.4.5. Ensaios Mecânicos
Os ensaios mecânicos de flexão e compressão foram realizados no laboratório de
ensaios mecânicos do CDTN. Os testes foram conduzidos usando a máquina de ensaios
universal INSTRON 5882, a qual pode realizar ensaios com a força de até 100 kN. A máquina
foi configurada para a realização dos testes com uma velocidade de 30 mm por minuto na
temperatura média de 22 ºC, em conformidade com as normas ISO 16572:2008(E).
Foram feitos testes de flexão de amostras irradiadas com raios gama até doses de 0
kGy, 100 kGy e 500 kGy.
4.4.6. Irradiação das Amostras
A irradiação com raios gama nas amostras, foi feito pelo irradiador gama panorâmico
a seco, com atividade de 60 kCi, modelo GB127 da NORDION Inc do CDTN. Foram
irradiadas amostras com doses de raios gama de 100 kGy e 500 kGy.

39
5. Resultados e Discussão
Neste capítulo estão apresentamos os resultados obtidos na parte experimental,
estando organizados em (6) seções. Na primeira seção estão discutidos os fatores relevantes
ocorridos na obtenção da madeira plástica. Na segunda seção, é feita a caracterização da
madeira plástica pela microscopia, bem como a interação dos componentes na obtenção do
compósito. Na terceira seção, estão mostrados os resultados da caracterização dos compósitos
obtidos por difração de raios X. Na quarta seção, estão apresentados os resultados das análises
dos espectros obtidos das amostras irradiadas e não irradiadas por FTIR. Na quinta seção,
estão apresentados os resultados das medidas de densidade dos compósitos obtidos. Por fim,
na sexta seção, estão apresentados os ensaios mecânicos das madeiras plásticas.
5.1. Extrusão da madeira plástica
Foram obtidas madeiras plásticas por extrusão, feitas de polietileno e polipropileno
com até 25% em peso de resíduo arenoso da extração do itabirito. Observou-se que
compósitos com quantidades superiores a 20% em peso ocasionaram baixa produtividade e
complicações na administração do maquinário pela falta de lubrificação, aumentando além do
tolerável o atrito entre a massa e a rosca da extrusora. Entre as formulações obtidas, a que
ocasionou melhor fluxo de trabalho foi a madeira plástica com a composição de 20% em peso
de resíduo, 40% em peso de polipropileno e 40% em peso de polietileno, podendo ser
trabalhada com valores entre 65 e 80% da velocidade da rosca, sem engasgos ou
entupimentos, obtendo compósitos sem defeitos superficiais ou poros em excesso. Também
foi observado que os grãos do resíduo influenciam na cor da madeira plástica. O resíduo
compõe a coloração escura, e os polímeros são brancos (PP) e leitosos (PE). Os compósitos
obtidos apresentaram cor cinza claro, sendo mais escuros com o aumento da quantidade de
resíduo.
Na realização dos ensaios na extrusora, a fluidez do compósito era uma resultante das
características de cada componente utilizado na composição da amostra. Compósitos com teor
de resíduo superior a 20 % em peso ocasionaram pior trabalhabilidade quando a extrusora
utilizava uma peneira no fim da rosca, pois o polietileno de alta densidade (PEAD) tem como
característica o encapsulamento de grãos e pequenos corpos, ocasionando a multiplicação do
tamanho dos grãos do resíduo quando encapsulados, impossibilitando sua passagem pela
peneira até que o polímero fosse consumido, provocando entupimentos e gerando gases
devido a volatização do material ocasionando baixa produtividade. O gás gerado se difundia

40
na massa, criando poros, defeitos e, consequentemente, a falha do encapsulamento do resíduo
nas peças extrudadas. Para melhorar o fluxo de trabalho da extrusora, foi retirada a peneira
que ficava no fim da rosca do maquinário, reduzindo os problemas na produção dos
compósitos com grande quantidade em peso de resíduo.
Experimentos com quantidades superiores a 20% de resíduo demoravam tanto tempo
a ser derretido e extrudado, que, em alguns ensaios, quando o final da amostra estava saindo,
o começo já estava rígido. Para Gao et al. (2012), o resultado pode ser atribuído a
características fluidas não-Newtoniana do pseudoplástico para as blendas e compósitos, e as
movimentações das cadeias poliméricas nos compósitos é mais dificultada pela interação
entre a partícula rígida (resíduo) e o polímero.
É importante o repouso do extrudado no molde por 1 minuto antes da prensagem, pois
solucionou problemas de peças estufadas e/ou deformadas ocorridos pelo enrijecimento
prematuro da superfície.
Os moldes de madeira plástica não necessitaram de desmoldante, porque o compósito
retrai quando seca, evitando a sua adesão ao molde. Quando desmoldadas muito quentes, a
retração da superfície ocasiona empenamentos e deformações nas peças.
5.2. Microscopia
A análise ao microscópio eletrônico de varredura mostra a morfologia típica de
componentes imiscíveis, onde se consegue distinguir facilmente o fibroso PP, o rejeito e o
globular PE. Na Figura 5.1 temos 4 ampliações do compósito com 15% de resíduo, 55% de
polipropileno e 30% de polietileno, onde o polietileno são os pontos brancos e o resíduo é
composto pelos pontos cinzas.
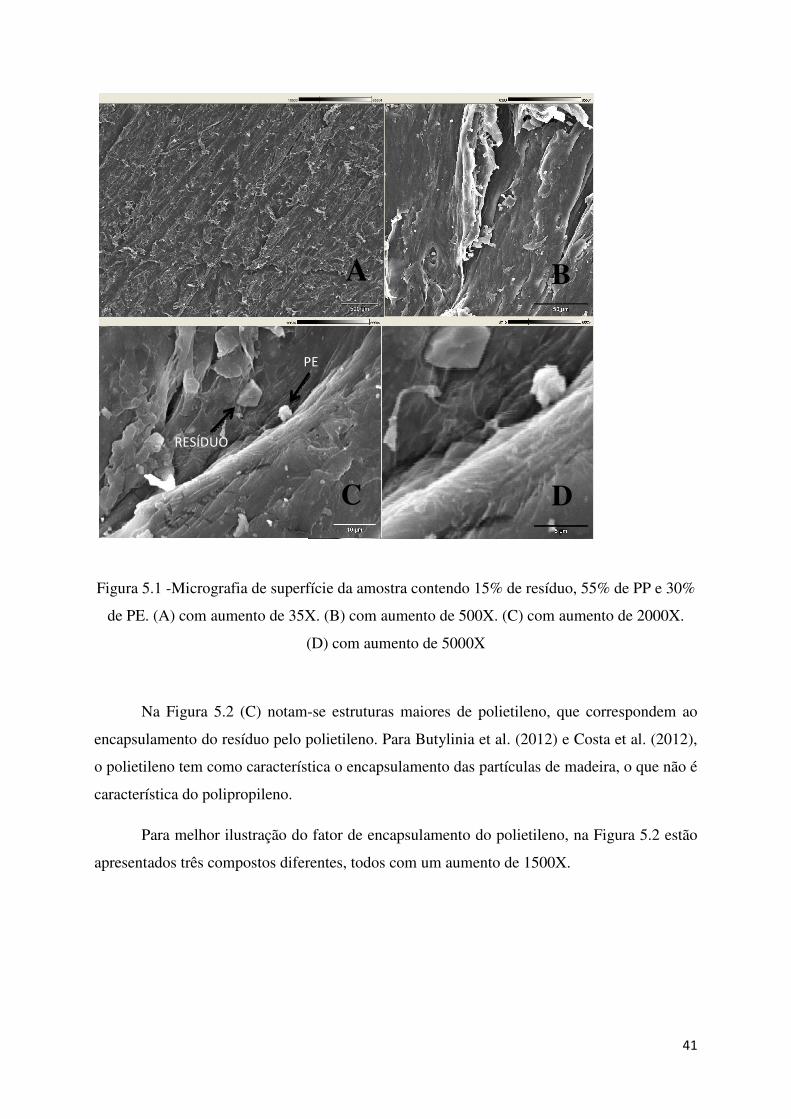
41
Figura 5.1 -Micrografia de superfície da amostra contendo 15% de resíduo, 55% de PP e 30%
de PE. (A) com aumento de 35X. (B) com aumento de 500X. (C) com aumento de 2000X.
(D) com aumento de 5000X
Na Figura 5.2 (C) notam-se estruturas maiores de polietileno, que correspondem ao
encapsulamento do resíduo pelo polietileno. Para Butylinia et al. (2012) e Costa et al. (2012),
o polietileno tem como característica o encapsulamento das partículas de madeira, o que não é
característica do polipropileno.
Para melhor ilustração do fator de encapsulamento do polietileno, na Figura 5.2 estão
apresentados três compostos diferentes, todos com um aumento de 1500X.
B A
C D
PE
RESÍDUO
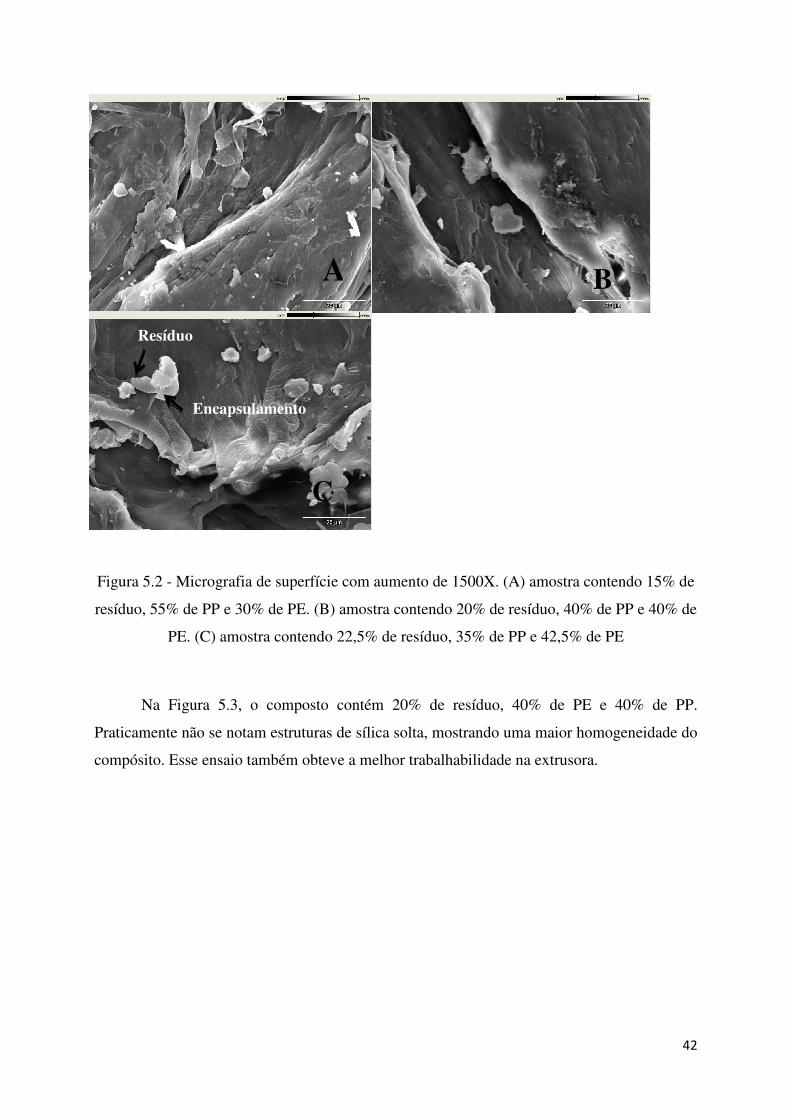
42
Figura 5.2 - Micrografia de superfície com aumento de 1500X. (A) amostra contendo 15% de
resíduo, 55% de PP e 30% de PE. (B) amostra contendo 20% de resíduo, 40% de PP e 40% de
PE. (C) amostra contendo 22,5% de resíduo, 35% de PP e 42,5% de PE
Na Figura 5.3, o composto contém 20% de resíduo, 40% de PE e 40% de PP.
Praticamente não se notam estruturas de sílica solta, mostrando uma maior homogeneidade do
compósito. Esse ensaio também obteve a melhor trabalhabilidade na extrusora.
A B
C
Encapsulamento
Resíduo
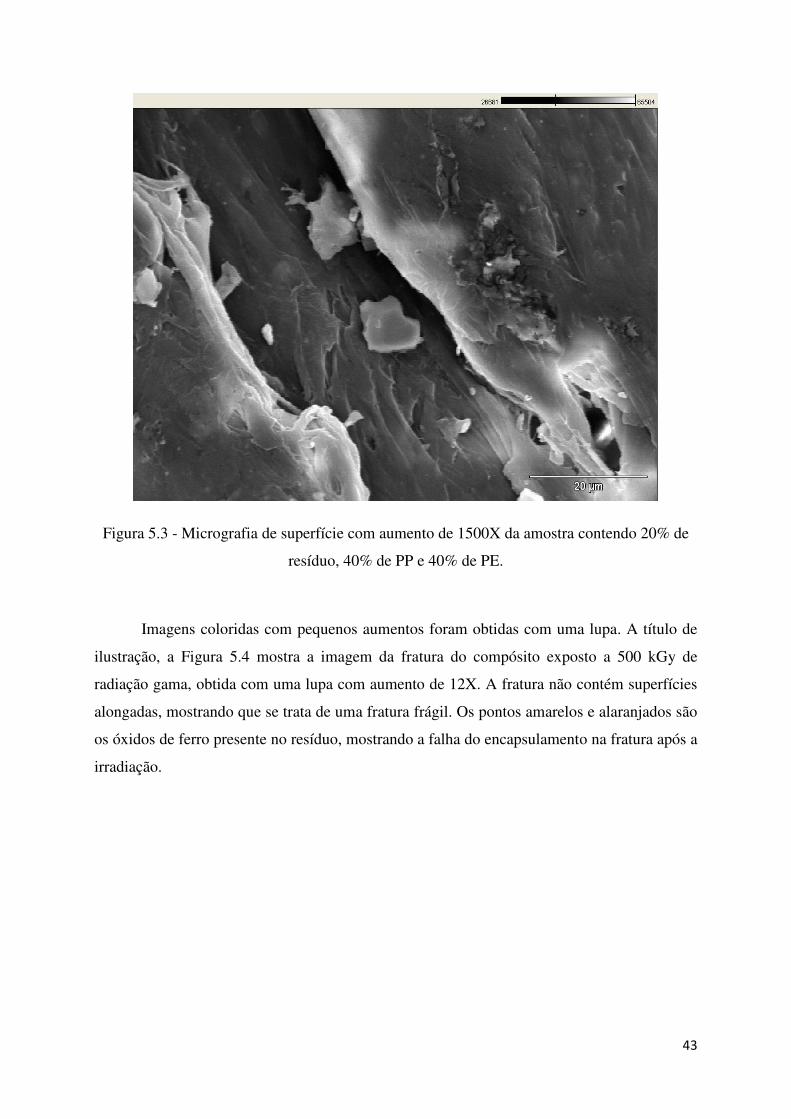
43
Figura 5.3 - Micrografia de superfície com aumento de 1500X da amostra contendo 20% de
resíduo, 40% de PP e 40% de PE.
Imagens coloridas com pequenos aumentos foram obtidas com uma lupa. A título de
ilustração, a Figura 5.4 mostra a imagem da fratura do compósito exposto a 500 kGy de
radiação gama, obtida com uma lupa com aumento de 12X. A fratura não contém superfícies
alongadas, mostrando que se trata de uma fratura frágil. Os pontos amarelos e alaranjados são
os óxidos de ferro presente no resíduo, mostrando a falha do encapsulamento na fratura após a
irradiação.
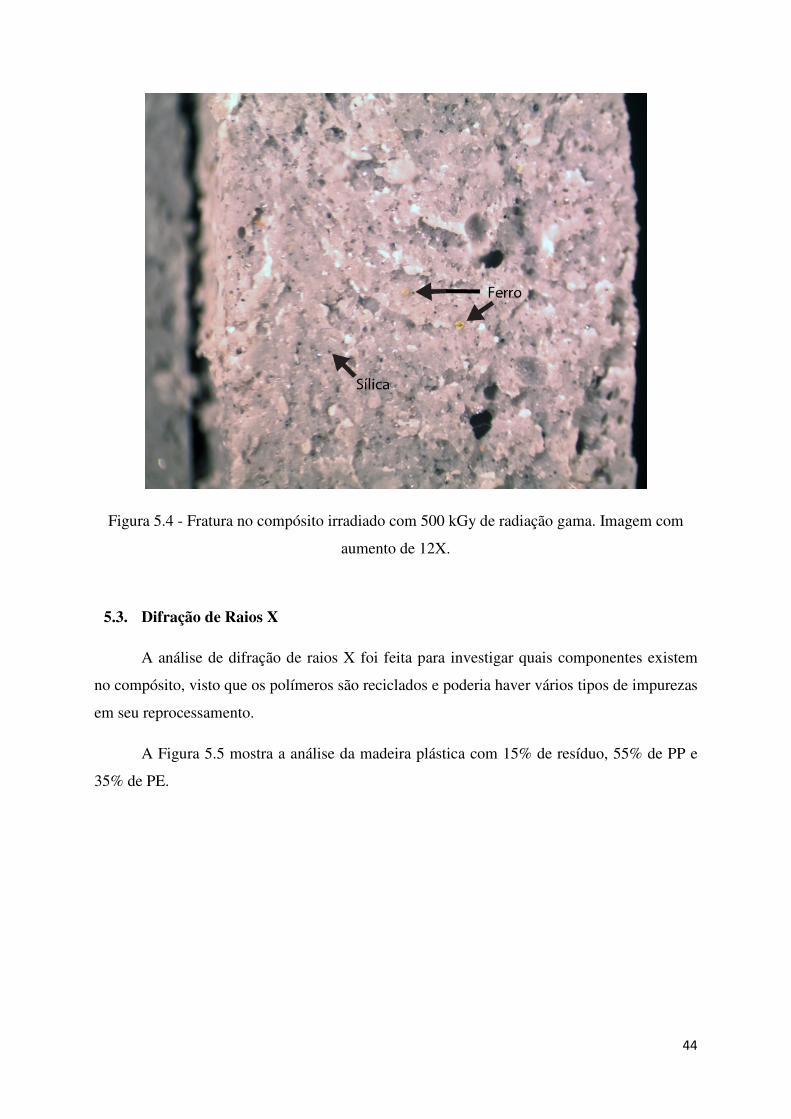
44
Figura 5.4 - Fratura no compósito irradiado com 500 kGy de radiação gama. Imagem com
aumento de 12X.
5.3. Difração de Raios X
A análise de difração de raios X foi feita para investigar quais componentes existem
no compósito, visto que os polímeros são reciclados e poderia haver vários tipos de impurezas
em seu reprocessamento.
A Figura 5.5 mostra a análise da madeira plástica com 15% de resíduo, 55% de PP e
35% de PE.
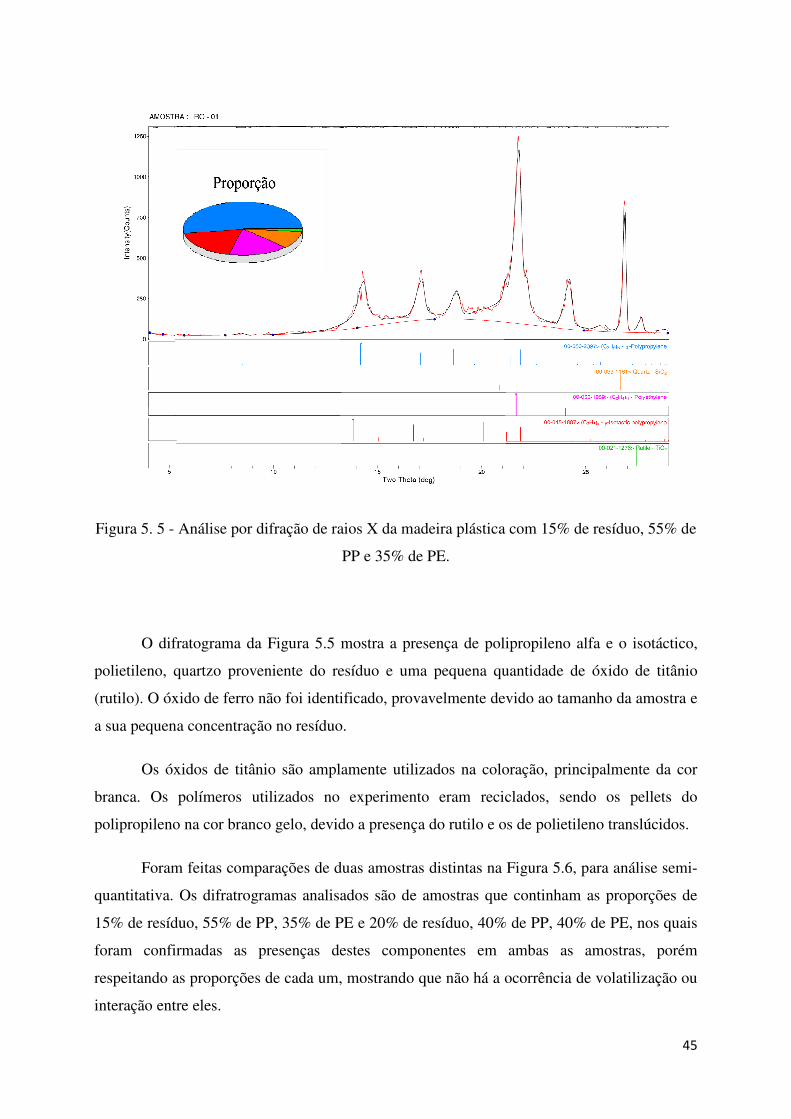
45
Figura 5. 5 - Análise por difração de raios X da madeira plástica com 15% de resíduo, 55% de
PP e 35% de PE.
O difratograma da Figura 5.5 mostra a presença de polipropileno alfa e o isotáctico,
polietileno, quartzo proveniente do resíduo e uma pequena quantidade de óxido de titânio
(rutilo). O óxido de ferro não foi identificado, provavelmente devido ao tamanho da amostra e
a sua pequena concentração no resíduo.
Os óxidos de titânio são amplamente utilizados na coloração, principalmente da cor
branca. Os polímeros utilizados no experimento eram reciclados, sendo os pellets do
polipropileno na cor branco gelo, devido a presença do rutilo e os de polietileno translúcidos.
Foram feitas comparações de duas amostras distintas na Figura 5.6, para análise semi-
quantitativa. Os difratrogramas analisados são de amostras que continham as proporções de
15% de resíduo, 55% de PP, 35% de PE e 20% de resíduo, 40% de PP, 40% de PE, nos quais
foram confirmadas as presenças destes componentes em ambas as amostras, porém
respeitando as proporções de cada um, mostrando que não há a ocorrência de volatilização ou
interação entre eles.

46
Figura 5.6 - Análise entre dois gráficos de difração raios X para madeiras plásticas com 15%
de resíduo, 55% de PP, 35% de PE e 20% de resíduo 40% de PP, 40% de PE respectivamente.
5.4. Espectroscopia na Região do Infravermelho por Transformada de Fourier
(FTIR)
Foram pesquisados dois tipos de respostas por este método. O primeiro tipo foram
estudos sobre cada componente envolvido no processo e os fatores para a análise de uma
possível interação no desenvolvimento do compósito. No outro tipo de análise, foi o efeito da
radiação no composto pronto, aplicando radiação gama com 100 kGy e 500 kGy, a fim de
prever o comportamento da madeira plástica no meio ambiente.
Para analisar possíveis interações entre os componentes do compósito, foi feito um
espectro de cada componente envolvido no processo de produção da madeira (PP, PE e
resíduo) e adicionalmente a do brometo de potássio (KBr) utilizado na confecção das
pastilhas para análise. Na Figura 5.7 está mostrado os espectros dos componentes.
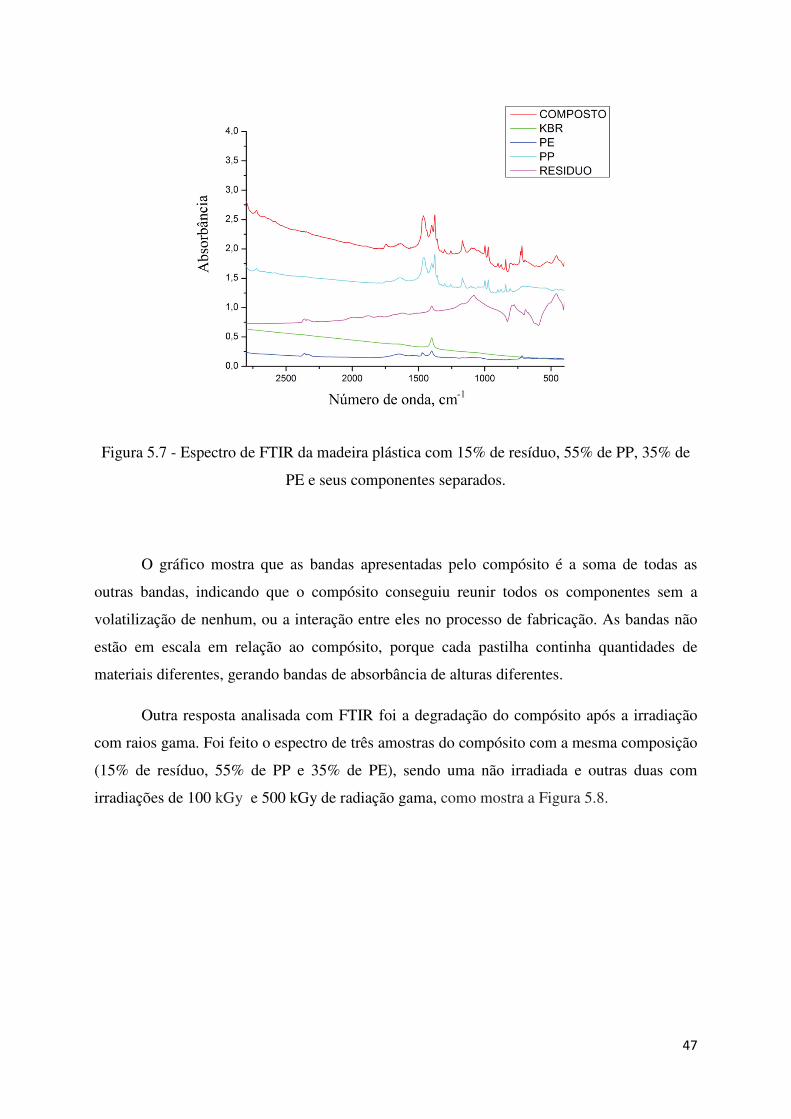
47
Figura 5.7 - Espectro de FTIR da madeira plástica com 15% de resíduo, 55% de PP, 35% de
PE e seus componentes separados.
O gráfico mostra que as bandas apresentadas pelo compósito é a soma de todas as
outras bandas, indicando que o compósito conseguiu reunir todos os componentes sem a
volatilização de nenhum, ou a interação entre eles no processo de fabricação. As bandas não
estão em escala em relação ao compósito, porque cada pastilha continha quantidades de
materiais diferentes, gerando bandas de absorbância de alturas diferentes.
Outra resposta analisada com FTIR foi a degradação do compósito após a irradiação
com raios gama. Foi feito o espectro de três amostras do compósito com a mesma composição
(15% de resíduo, 55% de PP e 35% de PE), sendo uma não irradiada e outras duas com
irradiações de 100 kGy e 500 kGy de radiação gama, como mostra a Figura 5.8.

48
Figura 5.8 - Espectros FTIR para amostras com 15% de resíduo, 55% de PP e 35% de PE.
A Figura 5.8 não demonstra mudanças significativas após a irradiação em relação aos
componentes. No entanto, o espectro da amostra irradiada com 500 kGy, há o aparecimento
de uma pequena banda um pouco abaixo de 2000 cm-1.
De acordo com JANSSON et. al. (2004) e BUTYLINA et al. (2012), como os
polímeros utilizados na confecção da madeira plástica são reciclados, já é esperado algum tipo
de degradação por radiação ultravioleta pelo seu uso primário e/ou seu reprocessamento.
Vários autores (JANSON et al. 2004; CHYTIRI et al. 2006; RAVi et al. 2011; DU et
al. 2012; BUTYLINA et al. 2012; MURRAY et al. 2012), demonstram em seus estudos a
influência da radiação e da degradação nos polímeros e compósitos na formação de bandas
proximos de 1700cm-1. Para RAVI et al. (2011), o aumento da vibração das moléculas é o
responsável pelas mudanças na cadeia carbônica, onde tem o decaimento do C-C (2360cm-1)
com o aumento dos carbonos saturados, diminuindo assim a cristalinidade do polímero.
Porém, para autores como JANSON et al. (2004), MURRAY et al. (2012), a banda próxima
de 1700cm-1 é decorrente da formação de carbonila (C=O) e pode ter começado já no
reprocessamento do polímero por fatores como temperatura e degradação e que foi
intensificado pela radiação.

49
De acordo com SKOOG et al., 2002, os alcenos (C=C) tem uma faixa de banda que
compreende de 1610cm-1 a 1680cm-1 e as cetonas e ácidos carboxílicos compreende a faixa de
banda de 1690cm-1 a 1760cm-1, justificando pela proximidade das bandas as diferenças de
cada autor. A Figura 5.9 mostra a faixa de absorbância em 1715cm-1 decorrente da formação
de carbonila pela degradação do compósito devido a alta dose de radiação.
Figura 5.9 - Detalhe do espectro de FTIR para amostras com 15% de resíduo, 55% de PP e
35% de PE.
5.5. Densidade
Foram medidas as densidades das composições mostradas na Tabela 5.1. Os resultados mostram que somente dois experimentos produziram amostras com densidade abaixo de 1
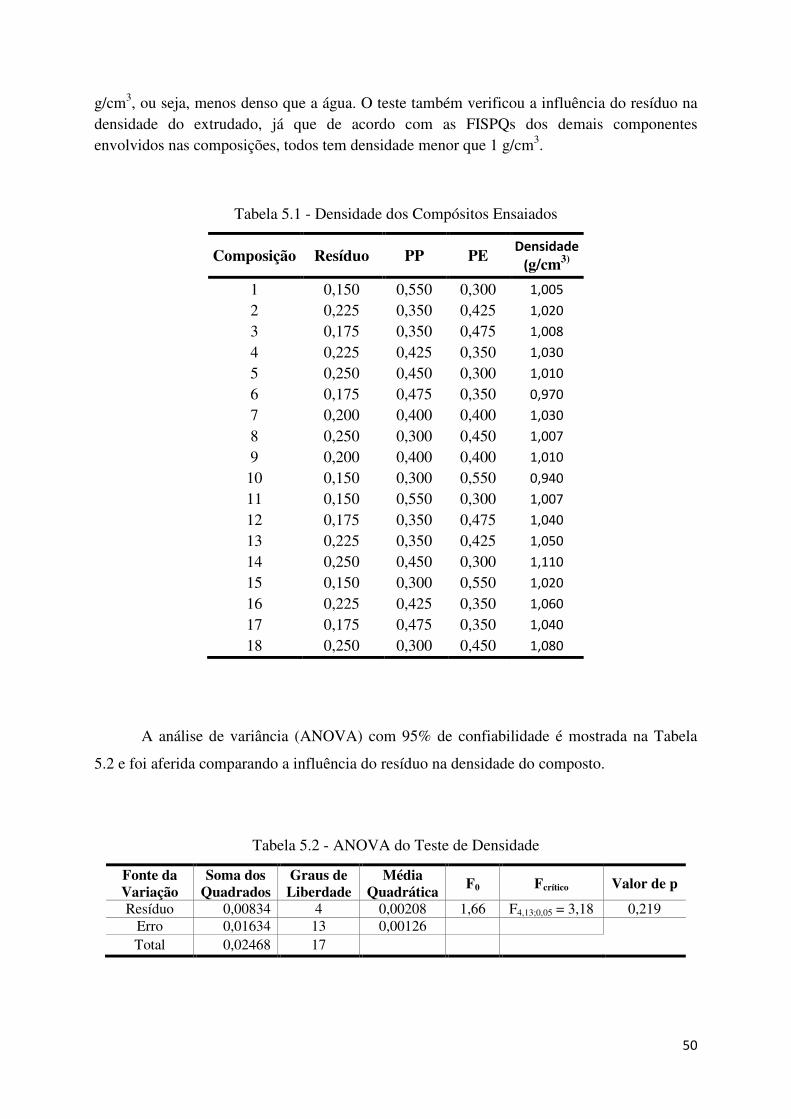
50
g/cm3, ou seja, menos denso que a água. O teste também verificou a influência do resíduo na densidade do extrudado, já que de acordo com as FISPQs dos demais componentes envolvidos nas composições, todos tem densidade menor que 1 g/cm3.
Tabela 5.1 - Densidade dos Compósitos Ensaiados
Composição Resíduo PP PE Densidade
(g/cm3)
1 0,150 0,550 0,300 1,005
2 0,225 0,350 0,425 1,020
3 0,175 0,350 0,475 1,008
4 0,225 0,425 0,350 1,030
5 0,250 0,450 0,300 1,010
6 0,175 0,475 0,350 0,970
7 0,200 0,400 0,400 1,030
8 0,250 0,300 0,450 1,007
9 0,200 0,400 0,400 1,010
10 0,150 0,300 0,550 0,940
11 0,150 0,550 0,300 1,007
12 0,175 0,350 0,475 1,040
13 0,225 0,350 0,425 1,050
14 0,250 0,450 0,300 1,110
15 0,150 0,300 0,550 1,020
16 0,225 0,425 0,350 1,060
17 0,175 0,475 0,350 1,040
18 0,250 0,300 0,450 1,080
A análise de variância (ANOVA) com 95% de confiabilidade é mostrada na Tabela
5.2 e foi aferida comparando a influência do resíduo na densidade do composto.
Tabela 5.2 - ANOVA do Teste de Densidade
Fonte da Variação
Soma dos Quadrados
Graus de Liberdade
Média Quadrática
F0 Fcrítico Valor de p
Resíduo 0,00834 4 0,00208 1,66 F4,13;0,05 = 3,18 0,219 Erro 0,01634 13 0,00126 Total 0,02468 17

51
De acordo com a análise variância, dentro das quantidades de resíduo citadas, Como
Fcrítico > F0, a hipótese de o resíduo possuir influência sobre a densidade dos compósitos é
rejeitada. Feito o teste de Tukey (Tabela 5.3), constata a mesma conclusão da análise de
variância. Os compósitos ficaram com a densidade média 1 g/cm3.
Tabela 5.3 - Teste de Tukey sobre a influência do resíduo na densidade do compósito
Densidade (g/cm3)
Teor (%) Grupo
1,11 0,25 A
1,08 0,25 A
1,06 0,225 A
1,05 0,225 A
1,01 0,225 A
1,03 0,225 A
1,007 0,2 A
1,02 0,175 A
1,04 0,175 A
1,008 0,175 A
0,97 0,175 A
1,005 0,15 A
0,94 0,15 A
5.6. Ensaios mecânicos
5.6.1. Teste de Flexão
O teste de flexão foi realizado em amostras com 9 composições diferentes e os
resultados estão mostrados na Tabela 5.4. A Tabela mostra que para cada composição foram
obtidas seis medidas, onde cada par de amostras sofreu irradiações de 0, 100 e 500 kGy de
radiação gama.
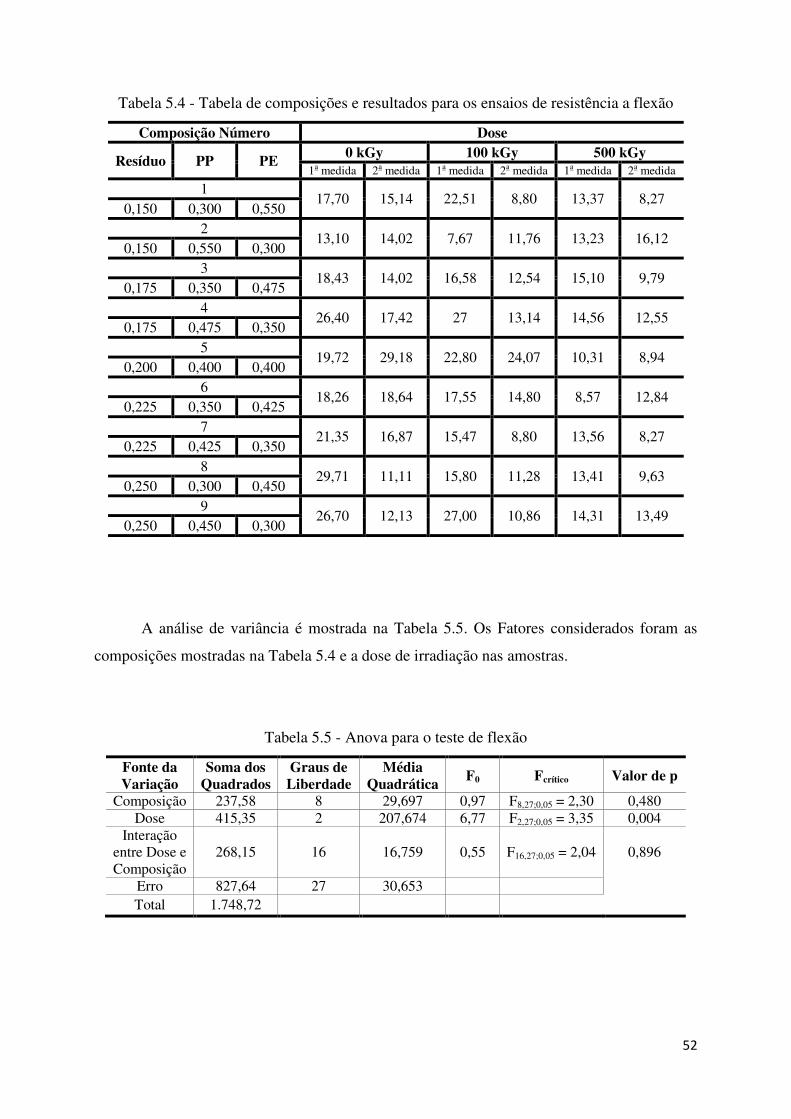
52
Tabela 5.4 - Tabela de composições e resultados para os ensaios de resistência a flexão
Composição Número Dose
Resíduo PP PE 0 kGy 100 kGy 500 kGy
1a medida 2a medida 1a medida 2a medida 1a medida 2a medida
1 17,70 15,14 22,51 8,80 13,37 8,27
0,150 0,300 0,550 2
13,10 14,02 7,67 11,76 13,23 16,12 0,150 0,550 0,300
3 18,43 14,02 16,58 12,54 15,10 9,79
0,175 0,350 0,475 4
26,40 17,42 27 13,14 14,56 12,55 0,175 0,475 0,350
5 19,72 29,18 22,80 24,07 10,31 8,94
0,200 0,400 0,400 6
18,26 18,64 17,55 14,80 8,57 12,84 0,225 0,350 0,425
7 21,35 16,87 15,47 8,80 13,56 8,27
0,225 0,425 0,350 8
29,71 11,11 15,80 11,28 13,41 9,63 0,250 0,300 0,450
9 26,70 12,13 27,00 10,86 14,31 13,49
0,250 0,450 0,300
A análise de variância é mostrada na Tabela 5.5. Os Fatores considerados foram as
composições mostradas na Tabela 5.4 e a dose de irradiação nas amostras.
Tabela 5.5 - Anova para o teste de flexão
Fonte da Variação
Soma dos Quadrados
Graus de Liberdade
Média Quadrática
F0 Fcrítico Valor de p
Composição 237,58 8 29,697 0,97 F8,27;0,05 = 2,30 0,480 Dose 415,35 2 207,674 6,77 F2,27;0,05 = 3,35 0,004
Interação entre Dose e Composição
268,15 16 16,759 0,55 F16,27;0,05 = 2,04 0,896
Erro 827,64 27 30,653 Total 1.748,72
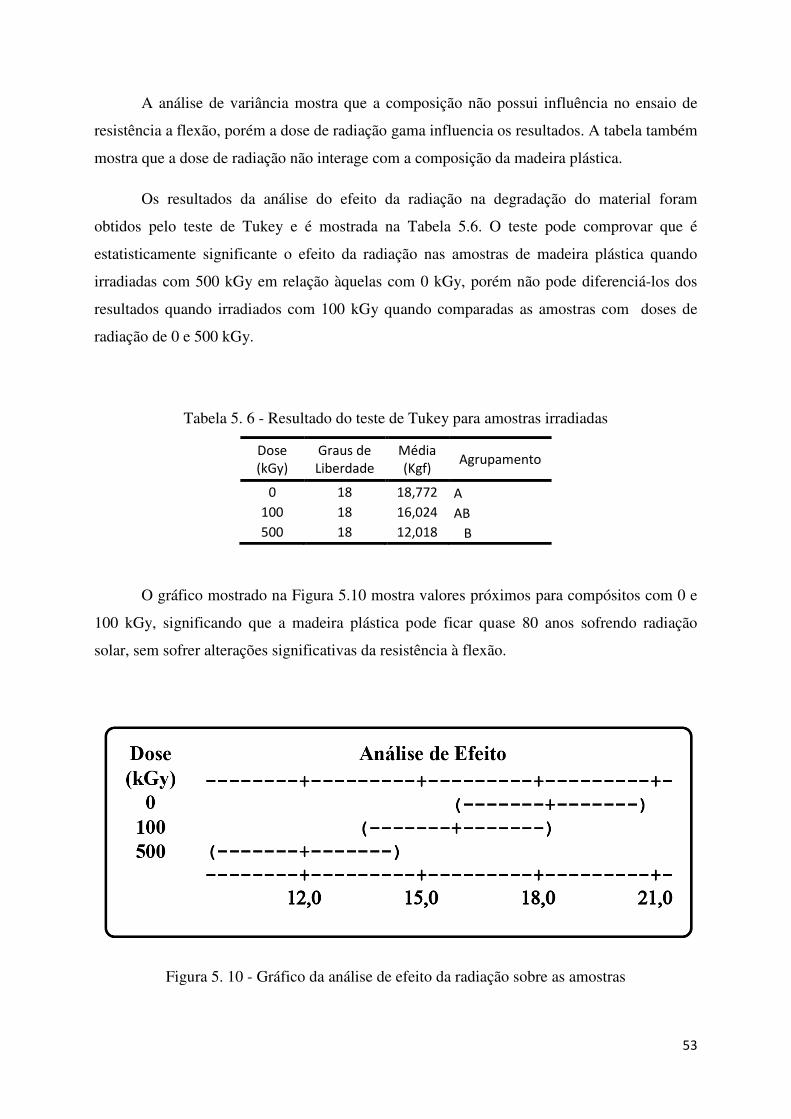
53
A análise de variância mostra que a composição não possui influência no ensaio de
resistência a flexão, porém a dose de radiação gama influencia os resultados. A tabela também
mostra que a dose de radiação não interage com a composição da madeira plástica.
Os resultados da análise do efeito da radiação na degradação do material foram
obtidos pelo teste de Tukey e é mostrada na Tabela 5.6. O teste pode comprovar que é
estatisticamente significante o efeito da radiação nas amostras de madeira plástica quando
irradiadas com 500 kGy em relação àquelas com 0 kGy, porém não pode diferenciá-los dos
resultados quando irradiados com 100 kGy quando comparadas as amostras com doses de
radiação de 0 e 500 kGy.
Tabela 5. 6 - Resultado do teste de Tukey para amostras irradiadas
Dose (kGy)
Graus de Liberdade
Média (Kgf)
Agrupamento
0 18 18,772 A
100 18 16,024 AB
500 18 12,018 B
O gráfico mostrado na Figura 5.10 mostra valores próximos para compósitos com 0 e
100 kGy, significando que a madeira plástica pode ficar quase 80 anos sofrendo radiação
solar, sem sofrer alterações significativas da resistência à flexão.
Figura 5. 10 - Gráfico da análise de efeito da radiação sobre as amostras

54
5.6.2. Teste de Compressão
Foi realizado o teste de compressão em 10 amostras de composições distintas. As
amostras eram do tamanho 6x20x90 mm, e os resultados são mostrados na Tabela 5.7.
Tabela 5.7 - Tabela de resultados para o teste de resistência a compressão
Composição Resíduo PP PE Resistência à
compressão (N/mm2)
1 0,15 0,55 0,3 36,28 2 0,225 0,35 0,425 34,43 3 0,175 0,35 0,475 41,05 4 0,225 0,425 0,35 43,94 5 0,25 0,45 0,3 44,82 6 0,175 0,475 0,35 42,84 7 0,2 0,4 0,4 45,45 8 0,25 0,3 0,45 38,95 9 0,2 0,4 0,4 38,70
10 0,15 0,3 0,55 33,47
Os resultados podem ser observados na Figura 5.11. Há uma tendência ao aumento de
resistência à compressão do compósito quando acrescentado o resíduo, porém, pela falta de
dados, estas conclusões têm de ser suportadas por medidas adicionais.
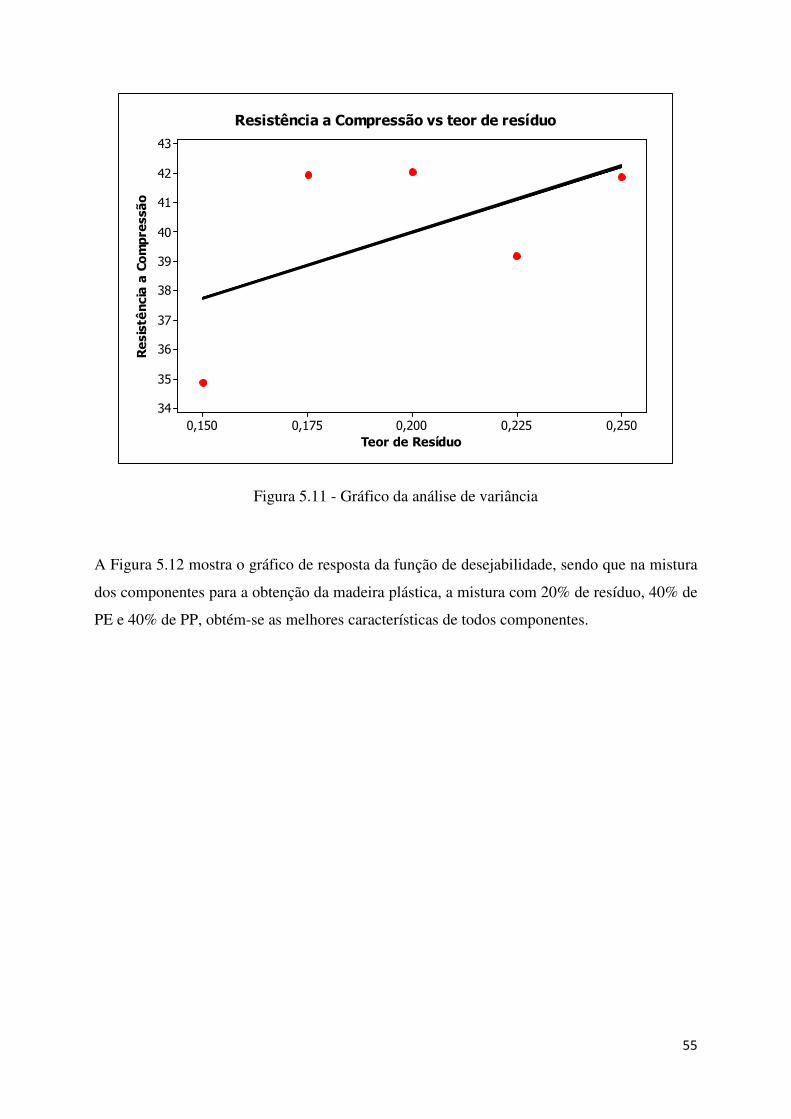
55
0,2500,2250,2000,1750,150
43
42
41
40
39
38
37
36
35
34
Teor de Resíduo
Resistência a Compressão
Resistência a Compressão vs teor de resíduo
Figura 5.11 - Gráfico da análise de variância
A Figura 5.12 mostra o gráfico de resposta da função de desejabilidade, sendo que na mistura
dos componentes para a obtenção da madeira plástica, a mistura com 20% de resíduo, 40% de
PE e 40% de PP, obtém-se as melhores características de todos componentes.
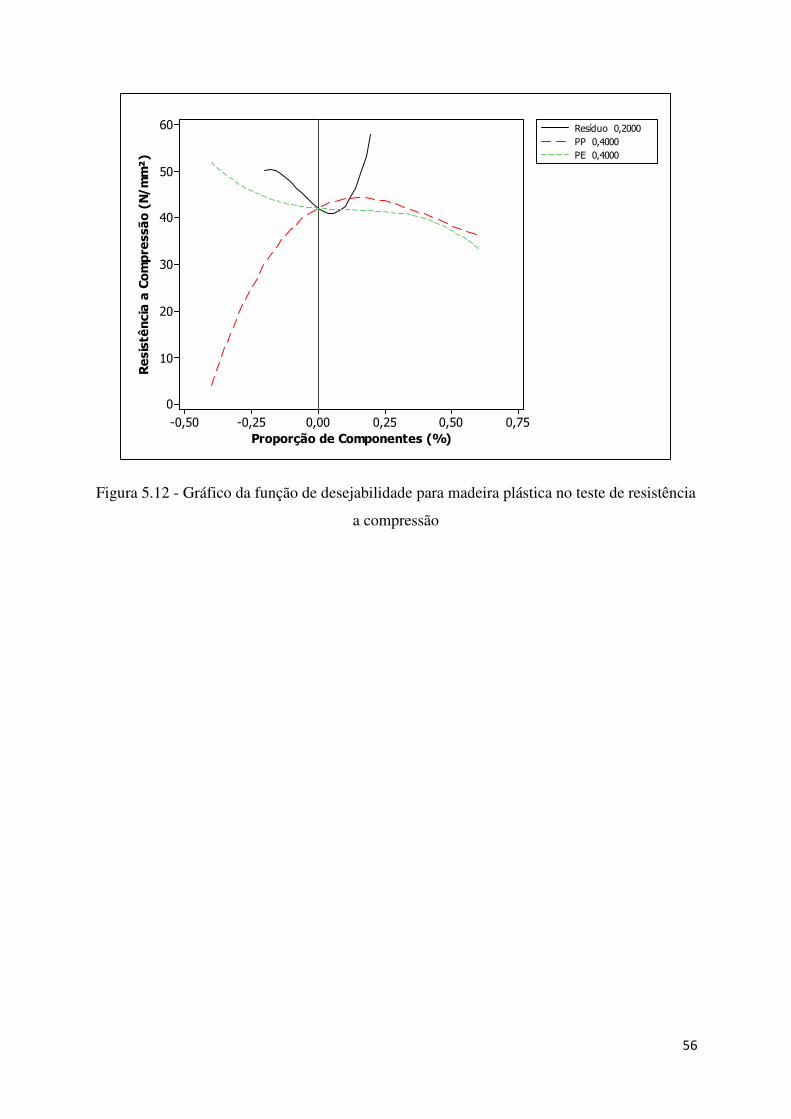
56
0,750,500,250,00-0,25-0,50
60
50
40
30
20
10
0
Proporção de Componentes (%)
Resistência a Compressão (N/mm²)
Resíduo 0,2000
PP 0,4000
PE 0,4000
Figura 5.12 - Gráfico da função de desejabilidade para madeira plástica no teste de resistência
a compressão
57
6. Conclusões
Entre as formulações obtidas na obtenção da madeira plástica, a que ocasionou melhor
fluxo de trabalho foi a composição de 20% em peso de resíduo, 40% em peso de
polipropileno e 40% em peso de polietileno, podendo ser trabalhada com valores entre 65 e
80% da velocidade da rosca, sem engasgos ou entupimentos, obtendo compósitos sem
defeitos superficiais ou poros em excesso.
Compósitos com teor de resíduo mais alto que 20 % em peso ocasionaram pior
trabalhabilidade quando a extrusora utilizava uma peneira no fim da rosca, pois o polietileno
de alta densidade (PEAD) tem como característica o encapsulamento de grãos e pequenos
corpos, ocasionando a multiplicação do tamanho dos grãos do resíduo quando encapsulados,
impossibilitando sua passagem pela peneira até que o polímero fosse consumido, provocando
entupimentos e gerando gases devido a volatização do material. O gás gerado se difundia na
massa, criando poros, defeitos e, consequentemente, a falha do encapsulamento do resíduo
nas peças extrudadas.
Os compósitos com quantidades de resíduo superiores a 15% em peso apresentaram
uma tendência a ganhos na resistência a compressão. As alterações nas propriedades
mecânicas ocorrem pelo encapsulamento do resíduo, ocasionando falhas na adesão do
polímero com o resíduo quando os teores de resíduo são superiores a 20% em peso, pois
contém alto grau de dureza, muito maior que o dos polímeros, obtendo peças com alta
resistência a compressão, porem mais quebradiças, ocasionadas pelas perdas na ductilidade.
Nos testes realizados para aferir a densidade da madeira plástica produzida, verificou-
se que mesmo o resíduo tento a densidade superior ao do polietileno e polipropileno, não há
influência na densidade dos compósitos. Todas as madeiras plásticas ficaram com a densidade
média de 1g/cm3.
Os grãos do resíduo influenciam na cor da madeira plástica. O resíduo compõe a
coloração escura, e os polímeros são brancos (PP) e leitosos (PE). Os compósitos obtidos
apresentaram cor cinza claro, sendo mais escuros com o aumento da quantidade de resíduo.
Foram conduzidos estudos na madeira plástica com a irradiação das amostras com
raios gama, com doses de 100 kGy e 500 kGy, para analisar a influência no compósito. As
doses irradiadas correspondem aproximadamente a 79 anos e 395 anos de radiação solar
consecutivamente, contando dia e noite.

58
Os estudos feitos por espectrometria de infravermelho mostraram que amostras
irradiadas com 100 kGy não sofreram alterações na estrutura química da madeira plástica.
Entretanto, com 500 kGy, o compósito apresenta a formação de peróxidos, significando que
as amostras já se encontravam em estágio avançado de degradação. Os resultados da
degradação dos compósitos pela radiação foram confirmados pelos ensaios mecânicos, no
quais amostras irradiadas com 100 kGy não apresentam perdas significativas das propriedades
mecânicas quando comparadas às amostras sem doses de radiação. Em amostras com 500
kGy, a perda de propriedades mecânicas foram de quase 50%.
59
7. Sugestões para trabalhos futuros.
• Resíduo como pigmentação no reprocessamento de plásticos
• Compósitos de PET e Resíduo para fabricação de assoalhos
• Estudo dos perfis, encaixes e acabamentos para madeira plástica
• Compósitos plásticos na produção de tubulações
• Caracterização e abrasividade da madeira plástica com resíduo
• Madeira plástica na produção de placas de revestimento
• Compósitos com resíduos de tecidos filtrantes
• Compósitos com poliuretano
60
8. Referência bibliográfica.
BUTYLINA, S.; HYVARINEN, M.; KARKI, T. A study of surface changes of wood-polypropylene composites as the result of exterior weathering. Polymer Degradation and Stability, v. 97, n. 3, p. 337-345, 2012a.
BUTYLINA, S.; HYVARINEN, M.; KARKI, T. Weathering of wood-polypropylene composites containing pigments. European Journal of Wood and Wood Products, v. 70, n. 5, p. 719-726, 2012b.
CALLISTER, W. D. Ciência e engenharia de materiais: uma introdução: Livros Técnicos e Científicos, 2002 CHANDRA, R.; RUSTGI, R. Biodegradation of maleated linear low-density polyethylene and starch blends. Polymer Degradation and Stability, v. 56, n. 2, p. 185-202, 1997.
CHYTIRI, S.; GOULAS, A. E.; RIGANAKOS, K. A.; KONTOMINAS, M. G. Thermal, mechanical and permeation properties of gamma-irradiated multilayer food packaging films containing a buried layer of recycled low-density polyethylene. Radiation Physics and Chemistry, v. 75, n. 3, p. 416-423, 2006.
COSTA, H. M. D.; RAMOS, V. D.; SILVA, W. S. D.; SIRQUEIRA, A. D. S. Otimização de propriedades mecânicas de misturas ternárias de polipropileno (PP)/borracha de etileno-propileno-dieno (EPDM)/pó de pneus (SRT) sob tração e impacto usando a metodologia da superfície de resposta (MSR). Polímeros, v. 22, n., p. 27-33, 2012.
CRUZ, S. A.; ZANIN, M. Evaluation and identification of degradative processes in post-consumer recycled high-density polyethylene. Polymer Degradation and Stability, v. 80, n. 1, p. 31-37, 2003.
DAMASCENO, E. C. Série Estudos e Documentos: disponibilidade, suprimento e demanda de minérios para metalurgia. Rio de Janeiro: CETEM; MTC, 2006 DU, H.; WANG, W. H.; WANG, Q. W.; SUI, S. J.; SONG, Y. M. Effects of ultraviolet absorbers on the ultraviolet degradation of rice-hull/high-density polyethylene composites. Journal of Applied Polymer Science, v. 126, n. 3, p. 906-915, 2012.
ELLISON, S. L. R.; BARWICK, V. J.; FARRANT, T. J. D. Practical Statistics for the Analytical Scientist: A Bench Guide: RSC Pub., 2009 FREIRE, C. B. Utilização de resíduos da exploração do itabirito em pavimentos intertravados. REDEMAT, 2012.
61
GAO, H.; XIE, Y. J.; OU, R. X.; WANG, Q. W. Grafting effects of polypropylene/polyethylene blends with maleic anhydride on the properties of the resulting wood-plastic composites. Composites Part a-Applied Science and Manufacturing, v. 43, n. 1, p. 150-157, 2012.
HIZIROGLU, S.; WECHSLER, A. Some of the properties of wood–plastic composites: secondary title, 2007. 42, 2637–2644 p.
JANSSON, A.; MOLLER, K.; HJERTBERG, T. Chemical degradation of a polypropylene material exposed to simulated recycling. Polymer Degradation and Stability, v. 84, n. 2, p. 227-232, 2004.
KLYOSOV, A. A. Wood-Plastic Composites: Wiley, 2007 LAMEIRAS, FS. Aproveitamento do rejeito do processo de concentração de minério de ferro da Samarco Mineração – Tecnologia Ambiental. Relatório Final. Processo Fapemig EDT-101860/05. Agosto de 2007. 32 p. LU, N.; SWAN, R. H.; FERGUSON, I. Composition, structure, and mechanical properties of hemp fiber reinforced composite with recycled high-density polyethylene matrix. Journal of Composite Materials, v. 46, n. 16, p. 1915-1924, 2012.
MANO, E. B. Introdução a polímeros: Edgar Blücher, 1999 MANO, E. B. Polímeros como materiais de engenharia: Edgard Blücher, 2000 MIGNEAULT, S.; KOUBAA, A.; ERCHIQUI, F.; CHAALA, A.; ENGLUND, K.; WOLCOTT, M. P. Application of micromechanical models to tensile properties of wood-plastic composites. Wood Science and Technology, v. 45, n. 3, p. 521-532, 2011.
MONTE, M. B. D. M.; SAMPAIO, J. A.; SCHNELLRATH, J.; LADEIRA, W.; GALINARI, C. Ferro - Mina Mariana - Samarco. Rio de Janeiro. (CT2002-185-00)
NETO, B. B.; SCARMINIO, I. S.; BRUNS, R. E. Planejamento e otimizaçao de experimentos: Editora da UNICAMP, 1995 NEUMANN, R.; SCHENEIDER, C. L.; ALCOVER NETO, A. Tratamento de Minérios. Rio de Janeiro, 2004 PASQUINI, N.; ADDEO, A. Polypropylene Handbook: Hanser, 2005 PEACOCK, A. Handbook of Polyethylene: Structures: Properties, and Applications: Taylor & Francis, 2000 PETCHWATTANA, N.; COVAVISARUCH, S.; CHANAKUL, S. Mechanical properties, thermal degradation and natural weathering of high density polyethylene/rice hull composites

62
compatibilized with maleic anhydride grafted polyethylene. Journal of Polymer Research, v. 19, n. 7, p., 2012.
RAVI, H. R.; SREEPAD, H. R.; AHMED, K. FTIR Study for Structural Pattern Changes Due to Irradiation In PE-PP Block Copolymer. International Journal of Machine Intelligence, v. 3, n., p. 100-102, 2011.
ROSÁRIO, F.; PACHEKOSKI, W. M.; SILVEIRA, A. P. J.; SANTOS, S. F. D.; JÚNIOR, H. S.; CASARIN, S. A. Resíduos de sisal como reforço em compósitos de polipropileno virgem e reciclado. Polímeros, v. 21, n., p. 90-97, 2011.
SAMARCO. 2010. [Online] 2012. [Citado em: 04 de abril de 2012.] www.samarco.com.br.
—. 2008. Relatório Anual. 2008.
—. 2009. Relatório Anual. 2009.
—. 2009. Relatório da Administração. 2009.
—. 2010. Relatório Anual. 2010.
—. 2011. Relatório Anual. 2011.
SELMI, M.; LAGOEIRO, L. E.; ENDO, I. Geochemistry of hematitite and itabirite, Quadrilátero Ferrífero, Brazil: secondary title. 62 (1), 35-43 p, 2009.
SHUJUN, W.; JIUGAO, Y.; JINGLIN, Y. Preparation and characterization of compatible thermoplastic starch/polyethylene blends. Polymer Degradation and Stability, v. 87, n. 3, p. 395-401, 2005.
SKOOG, D. A.; HOLLER, F. J.; NIEMAN, T. A.; CARACELLI, I. Príncipios de análise instrumental: Bookman, 2002 SOBCZAK, L.; LANG, R. W.; HAIDER, A. Polypropylene composites with natural fibers and wood - General mechanical property profiles. Composites Science and Technology, v. 72, n. 5, p. 550-557, 2012.
VIEIRA, C. B.; ROSIERE, C. A.; PENA, E. Q. Avaliação técnica de minérios de ferro para sinterização nas siderúrgicas e minerações brasileiras: uma análise crítica: secondary title, 2003. 2, 97-102 p.
ZHENG, A. N.; XU, X.; XIAO, H. N.; GUAN, Y.; LI, S. Z.; WEI, D. F. Preparation of antistatic and antimicrobial polyethylene by incorporating of comb-like ionenes. Journal of Materials Science, v. 47, n. 20, p. 7201-7209, 2012.
9.

63
9. Anexos.

















![M T Cicerón - Tópicos [bilingüe]](https://img.document.onl/doc/110x75/55cf9bcb550346d033a768da/m-t-ciceron-topicos-bilinguee.jpg)


![T O M M E N O R[ B E T O]](https://img.document.onl/doc/110x75/58f2b4621a28ab7f238b4585/t-o-m-m-e-n-o-r-b-e-t-o.jpg)






