Embed Size (px)
DESCRIPTION
Explicação dos principais processos de manufatura.
Citation preview

Usinagem
A usinagem é um método de conseguir que o corpo tenha forma, dimensões, acabamento, ou uma combinação entre esses três itens, produzindo cavaco – é uma porção de material da peça, retirada pela ferramenta, caracterizando-se por apresentar forma geométrica irregular –. (Machado et al, 2009)
Operações
Existem quatro operações básicas na usinagem, o desbaste, o pré-acabamento, o alívio de cantos e o acabamento final. Todas essas operações são realizadas na matéria prima, apenas retirando o seu sobremetal, que é o volume de material deixado propositalmente para ser removido, sem que “mate” a peça.
Desbaste: Tem como objetivo tirar a máxima quantidade de material, não importando precisão ou rugosidadePré-acabamento: Tem como objetivo tirar um valor intermediário de material, já visando um acabamento de melhor qualidade.Alívio de cantos: Tem como objetivo remover o material dos cantos não usinados, utilizando ferramenta de diâmetro maior.Acabamento final: Tem como objetivo remover todo material remanescente, obtendo-se qualidade superficial (rugosidade e dimensional). É a ultima operação de usinagem.
Precisão da usinagemA usinagem é dividida quanto à precisão em três itens, são eles:
Usinagem convencional (onde se pode conseguir uma precisão nos dias atuais de quase 0,1 micrometros ).
Usinagem de precisão (onde se chega a uma precisão em torno de 5 nanômetros). Usinagem de ultra-precisão (Que pode chegar a uma incrível precisão de menos de 0,3
angstroms).


Fresamento
O fresamento, como descrito na tabela anterior, é um processo de fabricação, que consiste na remoção de material, de modo convencional, e esse método é baseado em uma ferramenta que tem a sua geometria definida. É destinado a obter superfícies com qualquer formato e com o auxílio de ferramentas multicortantes. Algumas das vantagens do fresamento é que apresentam flexibilidade de trabalho, baixo investimento e trabalham com peças de grandes dimensões.
Grandezas principais do Fresamento
-Profundidade de corte (ap) é a largura de penetração da ferramenta, medida numa direção perpendicular ao plano de trabalho.-Largura de corte ou Penetração de Trabalho (ae): é a penetração da ferramenta em relação à peça, medida no plano de trabalho e numa direção perpendicular à direção de avanço. -Velocidade de Corte (Vc): é a velocidade tangencial, instantânea do ponto de referência da aresta de corte da ferramenta, segundo a direção e sentido de corte.
-Avanço por aresta (dente ou gume) (fz): é o percurso de avanço de cada dente da fresa, medido na direção de avanço da ferramenta, e corresponde à geração de duas superfícies consecutivas em usinagem.
-Velocidade de Avanço (F ou Vf): é a velocidade relativa entre a ferramenta e a peça, segundo a direção e sentido de avanço.
Os principais tipos de fresamento
Existem três métodos principais de fresamento: frontal, tangencial e de topo.
Fresamento tangencial (periférico): Eixo da ferramenta é paralelo ao plano usinado. É utilizado para remoção de material de superfícies planas, além de confeccionar rasgos de chaveta, rasgos profundos, superfícies com dois ou mais planos e superfícies de formas complexas.As ferramentas usadas são as fresas cilíndricas ou tangenciais.Algumas características:-ap consideravelmente maior que ae-Fresas de dentes retos - alta solicitação dinâmica-Dentes helicoidais – menor solicitação dinâmica-Força axial que pode levar ao deslocamento da peça e / ou da ferramenta
Fresamento Frontal (faceamento): Eixo da ferramenta é perpendicular ao plano usinado. É utilizado para usinagem de superfícies planas, onde a fresa apresenta dentes na sua superfície frontal e cujo eixo é perpendicular à superfície que está sendo gerada. As ferramentas usadas são as fresas frontais ou de topo.-Processo utilizado para usinagem de grandes superfícies-Grande importância devido à possibilidade do trabalho completo em apenas uma máquina-ae é maior que ap
Fresamento de topo: Uma ferramenta típica para o fresamento de topo apresenta arestas de corte tanto na face frontal como na sua face periférica. É considerada como uma combinação do fresamento frontal e tangencial. Dependendo da aplicação pode haver problemas de rigidez (vibrações), tais como desgaste acentuado, lascamentos das arestas ou erros de forma e dimensionais.
Sentido de corte
Relaciona o sentido de rotação da ferramenta com o sentido de avanço. Podendo ser concordante ou discordante.
Em uma operação concordante, os sentidos das velocidades de corte e de avanço são, em média, os mesmos. A espessura do cavaco decresce durante a sua formação. A espessura do cavaco é máxima no início do corte e mínima no final (teoricamente zero). Assim, na saída do gume, ocorre o esmagamento de material e maior atrito entre o gume e a superfície de corte.

Quando se trata da ação discordante, ocorre o contrário. Os sentidos das velocidades de corte e de avanço são, em média, opostos. A espessura do cavaco cresce durante a sua formação. Neste caso, a espessura do cavaco é mínima no início do corte e máxima no final.
Se ocorre fresamento discordante puro, a espessura inicial é teoricamente zero. Assim, no momento da entrada do gume, não há corte, mas apenas o esmagamento de material. Consequentemente os esforços e a tendência a vibrações na ferramenta são maiores.
O fresamento concordante tem menor desgaste e, como consequência, aumenta a vida útil da ferramenta, melhora a qualidade superficial, possui menor potência requerida para o corte e reduz os efeitos de vibração, já que a força resultante empurra a peça contra a mesa onde está fixada.
No entanto, é preferível o fresamento discordante em casos em que exista folga no fuso da mesa da máquina-ferramenta ou quando a superfície da peça for muito irregular ou o material for proveniente de processos de forjamento.
Classificação
As fresadoras podem ser classificadas em:
Horizontais: Ocupa a posição horizontal, paralela a superfície da mesa da máquina e desloca-se no eixo horizontal x-y.
Verticais: Ocupa a posição vertical, perpendicular a superfície da mesa da máquina. Peça desloca-se no eixo x e/ou y.
Universais: É a mais versátil devido a seus acessórios especiais: cabeçote universal, eixo porta-fresas, cabeçote divisor e contraponta.
Especiais: Destinam-se a trabalhos específicos, são as Fresadora Ferramenteira, Cortadora de rodas dentadas e Copiadoras
Ou de acordo com:
Posição do eixo-árvore:Vertical ou Horizontal
Quanto aos graus de liberdade para movimentação:

3, 4 ou 5 eixos (Dependendo da maquina, os eixos podem se movimentar simultaneamente, ou apenas mudar o posicionamento – indexáveis –).
Quanto aos eixos de movimentação:Mesa transversal, Base fixa, Pórtico ou Gantry.
Tipo de acionamento:Eixo-árvore convencional e eixo-árvore integrado
Quanto a fixação das ferramentas:Fixação por pinça (Igual a mandril de furadeira domiciliar)Haste weldon (Onde um parafuso é posicionado perpendicularmente a ferramenta)Fixação térmica (Dilata-se o metal e depois de encaixado esfria-se o mesmo)
Comando Numérico
Tais processos são realizados de modo manual ou também pelas máquinas de comando numérico, que são àquelas que têm entrada de dados programáveis.Esse tipo de maquinário de comando numérico ainda pode ser dividido em:
Comando numérico CN/NC – Fita perfurada (Não permite alterações no programa depois de pronto).
Comando numérico computadorizado – CNC (Permite alterações no programa depois de pronto).
Malha de controle dos servos – regula individualmente o posicionamento de cada eixo, através do Feedback da posição;Malha de controle de avanço – coordena a velocidade de avanço através do Feedback de velocidade;Malha de controle de potência – controla a necessidade de corrente, através do Feedback da corrente;Malha de controle de adaptável – ajusta as variáveis de processo, como temperatura, força, vibração, etc, para otimização da usinagem, através do Feedback de controle adaptável.
Através dessas malhas de controle é possível mexer no parâmetro forma de aceleração, o qual pode ser classificado em Brisk (O qual faz o tempo ser otimizado) e Soft (O qual resguarda o sistema mecânico).
O CNC é programado por meio de um programa, que é baseado em iterações por linhas, como na maioria das linguagens de computação. E como não poderia ser diferente, cada máquina CNC é definida para um tipo de linguagem.Essa linguagem foi ensinada em aula, e foi desenvolvido um programa que usina a seguinte peça:

Os parâmetros de usinagem são:
Ferramenta: Fresa topo plana com diâmetro de 10mm/2 arestas Vc= 200m/min Fz= 0,1 mm/arestas Sentido discordante
O programa é o descrito a seguir:
% PECA_TRABALHO_1N10 T1 M6N20 G00 X-80 Y-30N30 S6367 M3 M8 G42D10N40 G01 X0 Y0 F1274N50 X+100N60 Y+100N70 G02 X+75 Y+125 I75 J100N80 G01 X+25N90 X0 Y+95N100 Y+85N110 G02 X0 Y+25 I+55 J0N120 G01 Y-10 M9N130 G00 X-80 Y-30N140 M30%
Torneamento
O processo do torneamento também é um processo de fabricação de remoção de material de método convencional, que tem ferramenta com geometria definida.

O processo de torneamento é usado para se obter superfícies de revolução. Pela ação de uma ferramenta de corte, fixa, sobre uma peça que rotaciona, fixa em uma máquina chamada torno. No torneamento, a matéria prima (tarugo) tem inicialmente a forma cilíndrica. A forma final é simétrica de revolução. É possível a execução de várias operações no torneamento, o que permite a fabricação de peças cilíndricas, cônicas, esféricas, com detalhes simétricos e uma combinação destas operações.
Tem como operações mais comuns, o torneamento longitudinal, que é paralelo ao eixo da peça, o torneamento de perfil e o torneamento para faceamento, que é usado para produzir superfícies planas ou rebaixos, a furação, que é feita com brocas ou mandrilamento, o roscamento, compreendendo as roscas internas e externas, o recartilhado, que proporciona uma superfície com detalhes regulares e salientes, o sangramento, que permite a separação ou corte de uma parte do material.
Como comentado, o torno é uma maquina-ferramenta capaz de imprimir rotação à peça e translação à ferramenta, produzindo uma forma geométrica por revolução.E pode ser classificado em:Torno horizontal universal, que é conhecido pela sua flexibilidade na fabricação, pois permite fabricar vários tipos de peças.Torno vertical, usado para peças com grandes diâmetros e pequenas espessuras.Torno revólver, usado para fabricação em série de peças, com auxilio do cabeçote móvel que adaptado a varias ferramentas diferentes executa processos de usinagem com rapidez.Torno de platô, de eixo horizontal, para tornear grandes diâmetros e pouco comprimento.Torno CNC, sua vantagem em relação ao torno mecânico é o acabamento e a possibilidade de usinar peças complexas.Como visto no processo de fresamento, o processo também tem grandezas de processos, são elas a velocidade de corte, Vc, já vista no fresamento e que segue a mesma fórmula, o movimento de avanço (A), a penetração (P) e a potência requerida para o corte (Pc), que é dada pela fórmula:
ap(mm) : Profundidade de Corte Kc(MPa) : Coeficiente de Força Específica de Corte

f (fz) (mm/rot) : Avanço por Rotação η : (Coeficiente da Eficiência da Máquina)Vc(m/min) : Velocidade de Corte Pc(kw) : Potência de Usinagem Efetiva
Vida da ferramenta
É o tempo em que ela trabalha efetivamente, sem perder o corte, ou até que se atinja um critério de fim de vida previamente estabelecido. [Machado, A. 2013]
Critérios: Tolerâncias dimensionais não são mais possíveis de se obterAcabamento superficial insatisfatórioQuebra da aresta de corte devido ao desgasteElevação das forças de usinagem
Principais grandezas para quantificar a vida da ferramenta:Número de peças produzidas [unidades]Volume de material removido [cm3]Percursos de corte [m]Tempo total de trabalho [min]
Os fatores que influenciam a vida da ferramenta: PeçaFerramenta de corteFluido de corteMáquina-ferramenta- Parâmetros de processo
Fluidos de corte
Funções:Lubrificação à baixas velocidades de corteRefrigeração à altas velocidades de corteAjudar a retirar o cavaco da zona de corteProteger a máquina ferramenta e a peça de corrosão atmosférica

Razões para uso:
Saúde e segurançaPromovem choques térmicos nas ferramentasAcelera o aparecimento de trincas de origem térmicaManutenção e descarte do fluido
Problemas que devem ser monitorados e controlados com fluidos de corte nas máquinas-ferramenta:Crescimento de bactérias e fungosOdorFumaçapHConcentração do fluidoContaminação do fluido
Maneiras de aplicação:
Jorro de fluido à baixa pressão (torneira à pressão normal)Pulverização (MQF)Sistema à alta pressão
Vantagens:
Usinagem com ferramentas com baixa resistência ao cisalhamento (aço-rápido e ligas fundidas);Operações onde o acabamento superficial e/ou as tolerâncias dimensionais são críticos;Furação de materiais que produzem cavacos descontínuos (como o ferro fundido cinzento).Corte contínuo de material metálico com ferramentas de metal duro com ou sem revestimento
Onde não é conveniente:
Usinagem com ferramentas cerâmicasUsinagem de materiais endurecidosCorte interrompido (e.g., fresamento) com ferramentas de metal duro onde o principal tipo de desgaste são trincas de origem térmica
Tipos de fluidos:
ARAQUOSOS (Emulsões ou Soluções químicas)ÓLEOS (Minerais ou Vegetais)
Materiais para Ferramentas de corte
Materiais empregados: Aço ferramenta, Aço rápido, Metal duro, Cermet, Cerâmica, Nitreto de boro cubico e Diamante.
O aço rápido tem como características a maior resistência a abrasão, tratamento térmico complexo e uma temperatura limite de até 600 graus celsius

O metal duro é uma mistura entre carboneto de tungstênio e cobalto. Tem como características a elevada dureza, elevada resistência a compressão e ao desgaste.
Cermet é um grupo entre os metais duros e as cerâmicas. Tem como características principais a alta dureza em elevadas temperaturas e a grande estabilidade química com pouca tendência a difusão.
Cerâmicas têm como características principais o alto ponto de fusão, altas durezas, são frágeis, alta resistência ao desgaste e à compressão.
Revestimentos
Existem dois processos de revestimentos, o CVD (Chemical Vapour Deposition – Deposição química de vapor) e o PVD (Phisical Vapour Deposition – Deposição física de vapor).
Furação
A furação, bem como o torneamento e o fresamento, fazem parte da mesma classe de usinagem, são de remoção de material, do tipo convencional e que tem ferramenta com geometria definida, as brocas.
É um processo destinado a abertura de um furo cilíndrico numa peça removendo todo o material compreendido no volume do furo final, na forma de cavaco. O processo de furação é um dos processos mais utilizados na indústria manufatureira.
São divididos em furação em cheio, furação com pré-furo, trepanação, furo de centro, furação profunda, rosqueamento, furação escalonada, alargamento, alargamento de perfil, furação de perfil e rebaixo cônico (escareamento). A broca que é a ferramenta utilizada nesse tipo de serviço tem alguns ângulos importantes, são eles:Ângulo de hélice: ângulo importante, pois o mesmo é o responsável pela extração do cavaco.Ângulo de incidência: ângulo responsável pela redução do atrito entre a broca e o materialÂngulo de ponta: ângulo entre as arestas de corte.Apesar de dotar inúmeros ângulos é impossível impedir que a broca remova material por esmagamento em seu centro, pois ali sua velocidade é nula. Já que isso é inevitável, existem alguns requisitos para o tipo de material das brocas, tenacidade, resistência a compressão,

resistência a abrasão, resistência térmica e resistência ao choque e fadiga, esses requisitos levam a escolha de brocas feitas com aço rápido, metal duro ou com inserto.As ferramentas utilizadas na furação são divididas em:Furadeira portátil, que é a furadeira normal, portanto, versátil e proporciona baixa qualidade de furos.Furadeira de coluna: que é simples, tem um avanço que pode ser, tanto, manual quanto automático e tem um melhor acabamento que a ferramenta portátil.Furadeira radial: Tem uma maior possibilidade de movimentação do cabeçote, permite furar peças pesadas, onde é difícil mover as mesmas.
Alargamento
O alargamento é um processo baseado na furação, tem como função produzir furos precisos e de boa qualidade superficial, para tal serviço, utiliza-se o alargador, que pode ser de múltiplos gumes ou de gume único.
Rosqueamento
Trata-se de um processo de usinagem de remoção de material do tipo convencional, que produz roscas internas ou externas. Suas ferramentas têm geometrias definidas, para roscas externas, utiliza-se uma ferramenta chamada cocinete, já para roscas internas, utiliza-se a ferramenta macho de corte. É um processo que requer uma tolerância bem pequena, pois depende de um perfeito encaixe entre as peças macho e fêmea, como o parafuso e uma porca.
Retificação

Esse tipo de usinagem faz parte dos processos de fabricação que removem material de maneira convencional, mas são do tipo que não possuem ferramentas de geometria definida.Na usinagem por abrasão (Retificação), o material da peça é removido por meio da ação de grãos abrasivos, os quais são partículas não-metálicas, extremamente duras, com arestas afiadas e que apresentam forma e orientação irregular.Tem a finalidade de torna as superfícies usinadas mais precisas e com bom acabamento.A maquina utilizada é a retificadora, que tem como ferramenta o rebolo (abrasivo + ligante). Tem como principais tipos, as retificadoras planas, de eixos e centerless.
A retificadora plana: Permite a retificação de vários tipo de superfícies planas: paralelas, perpendiculares ou verticais. A peça é presa à mesa retificadora e durante a usinagem a mesa se desloca. A retificadora cilíndrica universal (De eixos): Faz a retificação de superfícies cilíndricas, externas ou internas, e em alguns casos, superfícies planas em eixos rebaixados que exijam faceamento.-Retificadora sem centros (Certeless): É muito utilizada na produção em série.
Eletroerosão (EDM – Electrical Discharge Machining)
Esse tipo de processo de fabricação, é de remoção de material, mas por trabalhar com a eletricidade para remover o material, trata-se de um processo não-convencional. Neste processo a ferramenta é responsável por emitir uma descarga elétrica, a qual aquece o material, realizando sua remoção ou o corte. Na eletroerosão a remoção de material não é realizada pelo contato entre uma ferramenta de corte e a peça.
Nesse tipo de processo, a zona afetada pode trazer danos ao produto, as alterações de temperatura podem gerar micro trincas , comprometendo as propriedades mecânicas da peça.Utilizado em regiões de difícil acesso da ferramenta, em materiais endurecidos ou em acabamentos com texturas específicas.
Existem dois tipos de usinagem por eletroerosão:Eletroerosão por penetração:Onde o eletrodo deve ter o formato da superfície que se quer usinar. E o eletrodo movimenta-se, aproximando e afastando-se da superfície a ser usinada.Eletroerosão a fio – corte passante:Onde um fio é preso em dois terminais e o mesmo é submetido a uma fonte de corrente, a qual é capaz de cortar o material a ser usinado.
Prototipagem Rápida
A prototipagem rápida faz parte da manufatura aditiva que é um processo de fabricação, onde existe a adição de material e tem como objetivo, desenvolver um produto físico para avaliações preliminares, com ele, é possível prever problemas de encaixe, montagem, etc., problemas que não seriam encontrados no desenvolvimento pelo software.
Métodos de prototipagem rápida:Stereolitografia (SLA) é uma técnica que permite fazer objetos unidimensionais diretamente dos dados digitais processados por um software CAD / CAM .Deposição por fusão (FDM) é um tipo de impressão, já utilizado me impressoras 3D.Sinterização seletiva por laser (SLS) é uma técnica que utiliza o raio laser para fundir o material de forma seletiva, afim de formar a peça de acordo com o projeto.Objetos laminados (LOM) é uma técnica que deposita finas laminas de material cortadas por um laser, essas camadas sobrepostas, formam o protótipo.Impressão tridimensional (3DP), já é uma prática largamente utilizada, onde o material é fundido e depois depositado em camadas.
Dentre as técnicas emergentes, as que se destacam, são o Selective Laser Melting (SLM), que é uma técnica empregada para fazer protótipos de metal, e o Laser Enginnering Net Shaping (LENS), que é similar ao processo SLM, mas trabalha com o metal em pó.

INJEÇÃO
O processo de injeção, bem como qualquer processo de fabricação com polímeros é um processo com volume constante de material. É um dos métodos de processamento mais importantes, utilizado para dar forma aos materiais termoplásticos.
O processo é fácil de automatizar e reveste-se de grande importância econômica. É um método de produção em massa. São produzidas por este processo peças com massas de 5g a 85kg.
A moldagem por injeção consiste essencialmente nas seguintes etapas:Amolecimento do material em um cilindro aquecido.Injeção para o interior de um molde frioEndurecimento tomando a forma finalExpulsão do material do molde por meio de pinos ejetores, ar comprimido, prato de arranque, etc.
A qualidade dos produtos de injeção dependerá:•Utilização de máquinas injetoras de qualidade•Uso de moldes bem projetados e bem acabados.•Controle da uniformidade e constância da temperatura e da pressão de injeção (evitando contrações, bolhas, rechupes).•Enchimento rápido e racional das cavidades do molde.•Resfriamento cuidadoso da massa plástica das cavidades do molde, a fim de evitar-se produtos distorcidos ou com tensões internas.
O equipamento de injeção é composto por duas partes principais, a unidade de injeção, que entrega o polímero fundido e a unidade de fixação, que abre e fecha o molde em cada ciclo.
Tipos de injetoras:
De pistão: Utiliza um pistão para empurrar o material fundido contra um difusor ou torpedo.De rosca (parafuso): Quando a rosca gira, empurra o material fundido para frente, o material é injetado trazendo a rosca para frente, atuando como um pistão. Muito mais eficiente, pois não perde a pressão no cilindro e tem produtividade 50% maior que o de pistão.

O molde de injeção de uma maquina injetora é parte principal da mesma, pois mesmo a máquina sendo de qualidade, o produto final é comprometido se seu molde é de má qualidade. O molde tem como funções dar forma ao material, conduzir o material até a cavidade, expelir ar da cavidade enquanto é preenchido, manter as partes alinhadas durante o processo, resfriar o material, abrir para permitir a extração e extrair o produto moldado.
Condições da moldagem:
Pressão de injeção: Deve-se procurar o mínimo de pressão para que não haja defeitos internos e superficiais. Se houver excesso de pressão há escape de material pelas juntas do molde.Temperatura do cilindro: A temperatura é responsável pela plastificação correta ou não de material.Tempo do ciclo: Deve ser o mínimo pelo viés econômico, mas deve estar dentro dos limites estabelecidos para boa qualidade.Temperatura do molde: Deve estar em temperatura constante, abaixo do ponto de amolecimento do material.
Problemas ou defeitos de produtos injetados:
Rechupes e vazios: Acontecem devido a pressão de compactação ou injeção baixas, tempos de compactação ou arrefecimento pequenos ou devido a seções de elevadas espessuras, ou com variações bruscas de temperatura.Linhas de solda: Ocorre quando o polímero fundido é dividido por um obstáculo, contornando-o, e voltando a se juntar, ou quando é injetado em uma cavidade com mais de um ponto de injeção.Variação dimensional: Defeito causado pela variação de dimensões da peça.Preenchimento incompleto de cavidade: Áreas de escoamento de pequeno tamanho, ou constrangidas, maquina com pressão de injeção baixa, solidificação prematura do polímero.
Outras técnicas de injeção:Estruturas hibridas: Consiste em um estrutura de outro material, receber uma sobre-injeção de polímero.Co-injeção: Processo sequencial onde dois materiais são injetados, através de bicos especiais.Outros tipos de transformação:
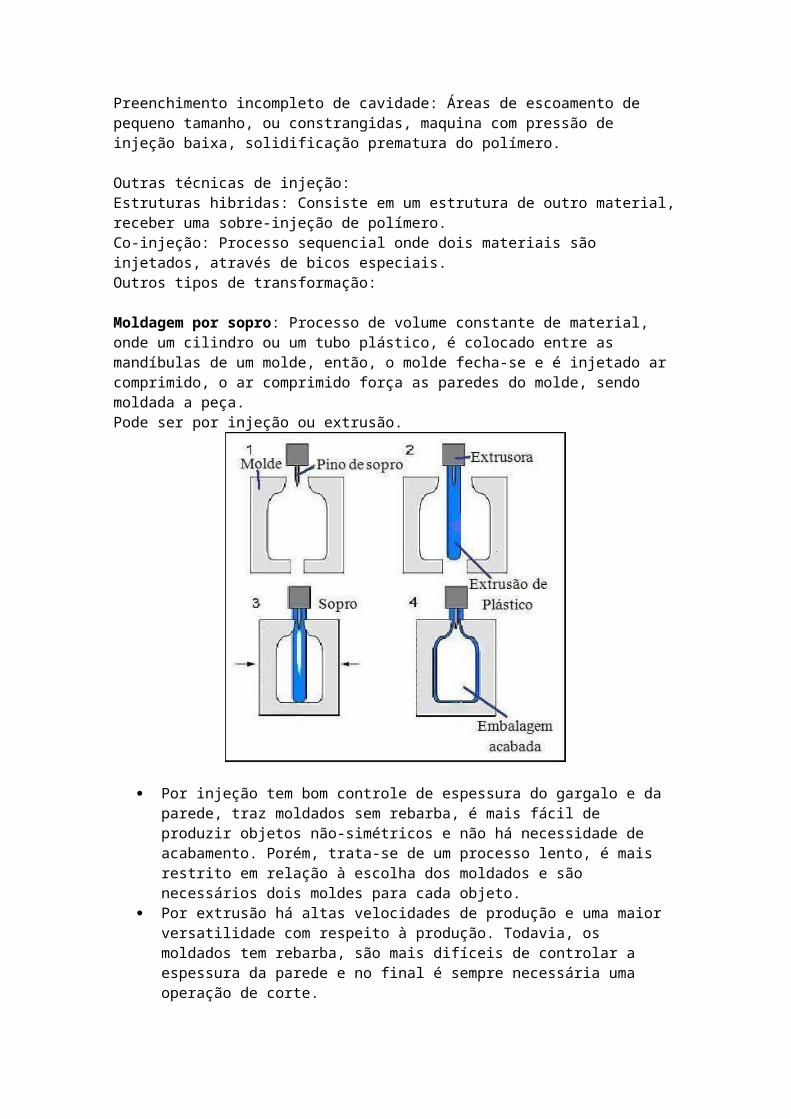
Moldagem por sopro: Processo de volume constante de material, onde um cilindro ou um tubo plástico, é colocado entre as mandíbulas de um molde, então, o molde fecha-se e é injetado ar comprimido, o ar comprimido força as paredes do molde, sendo moldada a peça.Pode ser por injeção ou extrusão.

Por injeção tem bom controle de espessura do gargalo e da parede, traz moldados sem rebarba, é mais fácil de produzir objetos não-simétricos e não há necessidade de acabamento. Porém, trata-se de um processo lento, é mais restrito em relação à escolha dos moldados e são necessários dois moldes para cada objeto.
Por extrusão há altas velocidades de produção e uma maior versatilidade com respeito à produção. Todavia, os moldados tem rebarba, são mais difíceis de controlar a espessura da parede e no final é sempre necessária uma operação de corte.
Rotomoldagem: Processo de volume constante de material que é utilizado para peças ocas e muito grandes, onde fica inviável a produção por sopro. O molde é fechado e colocado em um forno, e o molde é girado em movimentos verticais e horizontais, assim distribui o polímero em início de fusão sobre as paredes, por efeito da força centrífuga, formando uma película.
Termomoldagem: Processo com volume constante de material, o qual trata da conformação de produtos através do amolecimento de uma chapa polimérica mediante aquecimento, e a impulsão desta chapa contra os contornos de um molde com a ajuda de vácuo ou baixa pressão (Belofisky,1995).É um processo com baixo custo de ferramentas e equipamentos, moldes simples e sem alto custo. Todavia, a produção de peças complexas é limitada e é limitado a alguns tipos de materiais.


Referências Bibliográficas
ALARGAMENTO. Disponível em: <http://www.guhring.com.br/novidades/alargador-solido-de-metal-duro-guhring-hr-500-cast>. Acesso em: 9 de maio de 2015.
ELETROMOLDAGEM. Disponível em: <http://baxmold.com.br/>. Acesso em: 9 de maio de 2015.
FLUIDO CORTE. Disponível em: <http://www.ebah.com.br/content/ABAAAfVdkAG/fluidos-corte-revestimentos-ferramentas?part=2>. Acesso em: 9 de maio de 2015.
FRESAMENTO. Disponível em: <http://www.ebah.com.br/content/ABAAAepcsAB/aula-08-u-2007-1-fresamento>. Acesso em: 9 de maio de 2015.
FRESAMENTO. Disponível em: <http://wwwo.metalica.com.br/fresamento-e-suas-finalidades>. Acesso em: 9 de maio de 2015.
FURAÇÃO. Disponível em: <http://www.ebah.com.br/content/ABAAAABiIAI/furacao>. Acesso em: 9 de maio de 2015.
INJEÇÃO. Disponível em: <http://www.moldesinjecaoplasticos.com.br/art28.asp>. Acesso em: 9 de maio de 2015.
PROTOTIPAGEM RAPIDA. Disponível em: <http://www.up3dbrasil.com.br/servicos/servico-de-impressao-3d-prototipagem-rapida/>. Acesso em: 9 de maio de 2015.
RETIFICAÇÃO. Disponível em: <http://www.cimm.com.br/portal/noticia/exibir_noticia/6777-fluidos-de-corte-solucionam-problemas-da-usinagem>. Acesso em: 9 de maio de 2015.
ROSQUEAMENTO. Disponível em: <http://alfatools.com.br/site/?product=rosqueamento>. Acesso em: 9 de maio de 2015.
ROSQUEAMENTO. Disponível em: <http://www.casadomatrizeiro.com.br/produtos_32.html>. Acesso em: 9 de maio de 2015.
ROTOMOLDAGEM. Disponível em: <http://www.brasita.com.br/blog/0-32/Design+++Tecnologia:+Rotomoldagem>. Acesso em: 9 de maio de 2015.
SOPRO. Disponível em: <http://www.clebsonsmith.com.br/news/cadeia-produtiva-do-pet-polietileno-tereftalato-no-estado-de-pernambuco/>. Acesso em: 9 de maio de 2015.
SOUZA, A. F.. Slides de aula da disciplina de processos de fabricação. 2015
TERMOMOLDAGEM. Disponível em: <http://www.acrilicosbrasil.com.br/policarbonato-compacto-manual-tecnico.php>. Acesso em: 9 de maio de 2015.
TORNEAMENTO. Disponível em: <http://www.ebah.com.br/content/ABAAAe0J8AD/torneamento>. Acesso em: 9 de maio de 2015.
Introdução
Este relatório apresenta uma síntese do conteúdo visto no primeiro semestre de 2015 na disciplina de Processos de Fabricação, ministrada pelo professor Doutor Adriano Fagali de Souza. Tais processos são aplicados mundialmente e tem como função dar forma a um material.
Apesar de ser apenas uma síntese, engloba as principais características e informações dos principais processos de fabricação. Poderá notar-se que as informações giram em torno de três principais processos, são eles: Fresamento, Torneamento e Injeção.
Conclusão
Pode-se notar que o relatório não engloba os processos de fabricação de fundição, conformação ou metalurgia do pó. Tais processos também são de imprescindível importância na indústria, mas são tipos de processos, principalmente de industrias de base.
No caso da indústria manufatureira, foi comentado de seus principais processos, seus tipos e suas classificações e quão importantes são para obtenção de um produto final.
A disciplina foi de extrema importância para uma boa base no conhecimento de um engenheiro. Os processos foram tratados de forma sucinta, apenas para criar um critério crítico sobre quais processos utilizar e quando para obtenção de determinadas peças.





























