Embed Size (px)
Citation preview
Contagem de palavras: 8708
ESCOLA SUPERIOR DE TECNOLOGIA DE SETÚBAL
Aluno: Manuel Cândido Calado
100271005
Orientador (Empresa/Instituição): Eng.º Pedro Almeida
Professor Supervisor Prof. Sérgio Sousa
Data de início: 01/02/2012 Data de Conclusão: 31/05/2012
Pronto/Entregue em: 04-06-2012
CURSO DE ESPECIALIZAÇÃO TECNOLÓGICA INSTALAÇÕES ELÉCTRICAS, MANUTENÇÃO E AUTOMAÇÃO
Ano 2010-2012
Relatório de Estágio Curricular
I
Agradecimentos
A frequência de um estágio possibilita sempre o contacto com novas realidades,
permeadas de uma componente pedagógica.
Não posso deixar de aqui expressar a minha gratidão a todas as entidades que me
permitiram essa experiência de aprendizagem.
Especialmente ao Engenheiro Joaquim Belfo, cuja boa vontade e diligência me
abriu as portas para estagiar na fábrica onde havia exercido a minha actividade
profissional nos últimos anos.
Ao Engenheiro Pedro Almeida, pela gentileza de prontamente ter aceitado a
orientação deste estágio, pela simpatia, disponibilidade e apoio sempre que necessário.
Igualmente a boa vontade do Doutor Gonçalo Antunes, do Departamento de
Recursos Humanos da EFACEC, que me proporcionou o estágio através desta empresa
e neste local específico: a fábrica de pasta do grupo Portucel Soporcel em Setúbal.
Ao Encarregado de Zona, o Sr. Santos Alvo, pelo apoio, compreensão e amizade
durante o estágio.
Aos técnicos Humberto Chagas, Rogério Segura, Virgolino Parreira e Rui
Barbeiro, pelo acompanhamento em vários casos de manutenção e pela disponibilidade
e paciência no apoio prestado durante o estágio.
A todas as pessoas que de alguma forma contribuíram para a conclusão desta etapa
de aprendizagem.
Um bem-haja a todos!

II
Índice
Agradecimentos ............................................................................................................ I
Abreviaturas ............................................................................................................... III
1 Introdução .............................................................................................................. 1
1.1 Apresentação da entidade de acolhimento ..................................................... 1
1.2 Motivos para a escolha da entidade de acolhimento ...................................... 2
2 Objectivos do trabalho ........................................................................................... 3
2.1 Motivações, atitudes ....................................................................................... 3
3 Trabalho a realizar ................................................................................................. 4
3.1 Novo quadro para a central telefónica ............................................................... 5
3.2 Condição da protecção de temperatura a motores de média tensão ................ 14
3.3 Pressurização das salas eléctricas .................................................................... 23
3.4 Trabalho de manutenção diária ........................................................................ 25
4 Conclusão ............................................................................................................ 29
Bibliografia ................................................................................................................ 30
Anexo 1: Consulta para orçamentação referente à central telefónica ....................... I
Anexo 2: Resposta ao trabalho na central telefónica ............................................. IV
Anexo 3: Esquema final do quadro da central telefónica .................................... VIII
Anexo 4: E-mail enviado sobre intervenção em motores de média ...................... IX
Anexo 5: Resultado global referente aos motores de média tensão ..................... XII
Anexo 6: Exemplo de esquema de cela para motor de média tensão ................... XV
Anexo 7: Exemplos de esquemas a corrigir ....................................................... XVII
Anexo 8: Esquemas corrigidos ........................................................................... XIX
Anexo 9: Levantamento da pressurização das salas eléctricas ........................... XXI
Anexo 10: Cronograma semanal de actividades ............................................... XXIII

III
Abreviaturas
��� Ampére (unidade de corrente eléctrica)
BT Baixa tensão
CERTIEL Associação Certificadora de Instalações Eléctricas, é uma pessoa colectiva de direito privado, sem fins lucrativos e com autonomia técnica, administrativa, económica e finaceira.
DECT Digital Enhanced Cordless Telecommunications
FSC®
(Certificação voluntária) Meio de certificação baseada no mercado que promove uma gestão florestal responsável a nível mundial, assegurando que os produtos são provenientes de culturas e colheitas fidedignas.
Ib Corrente de serviço expressa em Ampére
In Corrente estipulada expressa em Ampére
Iz Corrente máxima admissível expressa em Ampére
I2 Corrente convencional de funcionamento expressa em Ampére
IPS Instituto Politécnico de Setúbal
kV (kilovolt – milhar de volts) Volt - Unidade de tensão eléctrica
MT Média tensão
P Potência activa
PEFCTM
Programa para Emissão de Certificação Florestal. É uma organização internacional sem fins lucrativos, não-governamental dedicada à promoção de uma gestão florestal sustentável através de uma certificação independente.
RTIEBT Regras Técnicas de Instalações Electricas de Baixa Tensão, portaria n.º 949-A/2006 de 11 de Setembro.
S Potência aparente
SBA Sala de alimentações de média tensão (6kV), ou “Sala de Barramentos de Alta”.
SML1ELIN
Designação do departamento de manutenção para a zona de produção de pasta de papel, incluindo digestores, crivagem, tiragem e bombagem de pasta. Na fábrica de pasta do grupo Portucel Soporcel em Setúbal.

IV
SMLPMELE
Designação do departamento de manutenção para a zona de produção de aparas de eucalipto – a matéria-prima para a produção de pasta.
Esta zona também é conhecida como o “Parque de Madeiras” na fábrica de pasta do grupo Portucel Soporcel em Setúbal.
UPS Uninterruptible Power Supply
���� Volt Ampére (unidade de potência aparente)
��� Watt (unidade de potência activa)
V
Índice de Ilustrações
Ilustração 1: Local para novo quadro .......................................................................... 5
Ilustração 2: UPS ......................................................................................................... 5
Ilustração 3: Banco de baterias .................................................................................... 5
Ilustração 4: Circuito de comutação automática de referência .................................... 7
Ilustração 5: Levantamento efectuado ao circuito de referência ................................. 8
Ilustração 6: Esquema desenhado e proposto para verificação/aprovação ................ 10
Ilustração 7: Interior do quadro, durante o ensaio. .................................................... 11
Ilustração 8: Novo quadro já montado no local ......................................................... 12
Ilustração 9: Identificação de representação irregular de shunt no desenho .............. 17
Ilustração 10: Circuito antes da correcção ................................................................. 18
Ilustração 11: Circuito corrigido a vermelho ............................................................. 18
Ilustração 12: Circuito antes da correcção ................................................................. 19
Ilustração 13: Circuito após a correcção (a vermelho) .............................................. 19
Ilustração 14: Compartimento de BT de uma cela de MT no Parque de Madeiras ... 19
Ilustração 15: Caixa de ligações das sondas de temperatura no 321P051 ................. 20
Ilustração 16: Esquema de ligações de referência, na tampa da caixa. ..................... 21
Ilustração 17: Medidor de coluna líquida instalado junto a carregador de baterias .. 23
Ilustração 18: Diferentes tipos de medidores de pressão utilizados .......................... 24
Ilustração 19: Evidencia de atmosferas quimicamente reactivas e perigosas ............ 24
Ilustração 20: Vista parcial da saída de uma cela de 6kV ......................................... 28
Ilustração 21: Painel traseiro de cela de média tensão ............................................... 28
Ilustração 22: Contactor de média tensão extraído .................................................... 28

1
1 Introdução
O presente trabalho constitui o relatório de estágio no âmbito do Curso de
Especialização Tecnológica de Instalações Eléctricas, Manutenção e Automação
ministrado pela Escola Superior de Tecnologia de Setúbal – Instituto Politécnico de
Setúbal.
O referido estágio teve a duração de 600 horas e decorreu na Fábrica de Pasta e Papel
do Grupo Portucel Soporcel, em Setúbal, entre o dia 2 de Fevereiro de 2012 e o dia 31
de Maio de 2012, sob a orientação do Sr. Eng. Pedro Almeida.
1.1 Apresentação da entidade de acolhimento
A PORTUCEL – Empresa Produtora de Pasta e Papel, SA é uma sociedade aberta,
com sede na Península da Mitrena, Freguesia do Sado, em Setúbal, e matriculada na
Conservatória do Registo Comercial de Setúbal sob o nr. 05888
Pessoa colectiva n.º 503025798
Capital social: 767.500.000 Euros
O Complexo Industrial de Setúbal, localizado na Mitrena, junto ao estuário do Sado
inclui duas unidades industriais que funcionam de forma integrada: a fábrica de pasta
branqueada de eucalipto e a fábrica de papel.
A fábrica de pasta de Setúbal é uma das mais importantes do Sul da Europa, tanto em
dimensão como em tecnologia. Destaca-se pelo seu desempenho energético, sendo auto-
suficiente na produção de energia através do recurso à biomassa e gerando um
excedente que é vendido à rede eléctrica nacional.
A matéria-prima, o Eucaliptos Globulus, é na sua maioria proveniente da floresta
portuguesa. Os seus produtos têm origem em florestas geridas no mais estrito respeito
pelo ambiente e são fabricados com recurso a energias naturais e renováveis. O grupo
Portucel Soporcel é responsável por um património florestal de 120 mil hectares, cujo
modelo de gestão se encontra certificado por sistemas internacionais FSC® e PEFCTM.
Toda a actividade do grupo Portucel Soporcel assenta num ciclo de desenvolvimento
sustentável. O bom desempenho ambiental das suas unidades fabris reflecte o
investimento significativo e permanente nas melhores técnicas disponíveis na área
ambiental.
Nomeadamente:
•Redução dos consumos de água por tonelada de produto produzidos;
•Aumento da utilização de energia renovável;
2
•Diminuição do consumo de combustíveis fósseis;
•Redução das emissões de CO2 por tonelada de produto;
•Melhoria na gestão de resíduos.
Sendo assim a missão da empresa: produzir e comercializar papel de alta qualidade a
partir da fibra de eucalipto, obtida de uma floresta cuidada e sustentável, e transformada
num parque industrial tecnologicamente avançado, maximizando o valor para os
clientes e para os accionistas.
O local onde fui inserido para cumprir o meu estágio, o departamento de manutenção
na fábrica de pasta do complexo fabril de Setúbal, cujo responsável é o Eng. Joaquim
Belfo incorpora várias zonas. A zona onde fui estagiar, a zona de fibra (SML1ELIN)
está a cargo do Eng. Pedro Almeida no que se refere a manutenção da parte eléctrica. O
encarregado na oficina local é o Sr. Santos Alvo. Existem também os técnicos que
cumprem os trabalhos necessários de manutenção local, nas especialidades de mecânica,
electricidade e instrumentação. Nesta fábrica as especialidades de instrumentação,
electrónica e electricidade foram extintas, estando agora agrupadas numa única
designação. Os técnicos das diferentes áreas receberam formação profissional e
pretende-se que desempenhem agora as diversas tarefas como um todo. Esses técnicos
anteriormente designados como instrumentistas, técnicos de electrónica ou electricistas
são agora designados genericamente como técnicos de controlo e potência, estando
habilitados a desempenhar as funções das diferentes áreas, sendo bastante polivalentes.
É neste contexto que se enquadra o meu estágio.
1.2 Motivos para a escolha da entidade de acolhimento
Os motivos que conduziram à escolha desta entidade para a realização do estágio
foram as seguintes:
Antes de mais, a fábrica de pasta e papel do grupo Portucel Soporcel em Setúbal tem
uma localização próxima ao campus do IPS, o que me permite continuar a estudar com
facilidade em regime nocturno.
Depois, esta é uma empresa onde se tem continuamente investido em inovação
tecnológica em todos os aspectos do processo de fabrico, proporcionando só pelo facto
de poder circular livremente dentro do espaço fabril um contacto com os mais variados
equipamentos, de diferentes fabricantes, cumprindo diversas funções. Este factor é
sempre aliciante pela sua componente prática e formativa.
3
E finalmente, o facto de já ter colaborado por bastante tempo em serviços de
manutenção em algumas zonas desta fábrica, conduziu-me inevitavelmente a uma
consciência de que existe muito mais para experimentar e apreender aqui do que me
fora acessível até então, sabendo de antemão que um estágio aqui seria uma experiência
enriquecedora.
2 Objectivos do trabalho
A área de automação e manutenção em instalações eléctricas é certamente muito
vasta. Existe a possibilidade de tomar contacto com grande parte desse domínio numa
fábrica como a Portucel de Setúbal, onde qualquer que seja a zona de trabalho em que
nos encontremos, o nível de complexidade e importância das instalações eléctricas nas
suas diversas vertentes é sempre preponderante. Isso a par de continuas melhorias do
processo fabril através do gabinete de projectos e o seu acompanhamento, tornam o
estágio nesta fábrica uma experiência privilegiada a nível prático e pedagógico.
Usufruir dessa heterogeneidade como experiência e simultaneamente desenvolver
um trabalho que pudesse ser uma mais-valia para o centro fabril foi a minha meta
inicial. Realmente isso não seria difícil de conseguir mesmo que só desenvolvesse
trabalhos de manutenção diária regular, seja na forma de manutenção preventiva ou
correctiva programada ou não programada.
Pretendo então aqui descrever as minhas actividades ao longo dos últimos quatro
meses na fábrica de pasta da Portucel.
2.1 Motivações, atitudes
Saber reconhecer a necessidade de colaborar e saber como o fazer, ao executar um
trabalho de manutenção com os técnicos da zona, como por exemplo a substituição de
um motor de 6kV, é sempre uma qualidade apreciada pelos colegas.
Se estar motivado para agir em caso de uma intervenção urgente é apreciado e
permite um relacionamento interpessoal de confiança, manter uma atitude de vigilância
e crítica quanto aos riscos inerentes ao manuseamento de equipamentos com tensões
relativamente elevadas é sempre necessário.
Um ambiente industrial apresenta sempre riscos. Riscos que devem ser controlados
através de normas e equipamentos de segurança colectivos e individuais bem como pelo
emprego de bom senso e discernimento por parte dos técnicos, mantendo sempre uma

4
atitude crítica e de vigilância relativamente à possibilidade de riscos inerentes a cada
tarefa.
Devem ser escrupulosamente obedecidas as normas de segurança internas e
consignações ao intervir em equipamento eléctrico e, ou acionamentos
electromecânicos. Na verdade esta é a forma de trabalho que está implementada no
complexo fabril da Portucel em Setúbal.
A matéria de segurança e higiene no trabalho tomou importância crescente nas
últimas décadas, talvez impulsionada por imposições devidas à necessidade de
certificação e conformidade com normas internacionais… porém no meu caso este é um
assunto que se reveste de características pessoais: passei muitos anos exercendo
profissionalmente em diversas industrias; vi desaparecerem do mundo do trabalho
demasiados colegas vítimas de acidentes e eu mesmo passei por situações sérias de
baixa ao seguro, onde vi nos hospitais como os acidentes de trabalho deixam marcas
permanentes nas pessoas e famílias. Existem também os custos materiais e económicos
envolvidos.
Sinto que é preciso realmente ter uma experiência própria e pessoal no tema para lhe
dar a devida importância, o que talvez só se adquira ao ter de socorrer um colega
desfalecido numa poça de sangue, ou ver desaparecerem colegas numa atmosfera que
subitamente se tornou explosiva… essa é, infelizmente, a minha experiência pessoal no
assunto.
Existem demasiados riscos sérios na indústria o que faz com que a matéria de
segurança e higiene no trabalho seja um dos assuntos mais importantes a ter em conta.
3 Trabalho a realizar
A zona onde se iria realizar o trabalho deste estágio ficou definida na reunião de
apresentação no primeiro dia de estágio na empresa. Seria a zona de fabrico da pasta de
papel: digestores, crivagem, branqueamento de pasta, bombagem de pasta para fábricas
de papel e tiragem de pasta desidratada. Globalmente esta zona é designada por
SML1ELIN, também conhecida como “Zona 1”. Será suposto que acompanhe algumas
intervenções de manutenção – pois seria impraticável acompanhar as intervenções de
todos os técnicos da zona.
Além das acções diárias de manutenção provenientes de ordens de trabalho, onde
deveria acompanhar e colaborar com os técnicos da zona, foram-me atribuídos nesta

5
reunião alguns trabalhos mais específicos aos quais deveria dedicar-me paralelamente.
Um destes trabalhos foi a alteração da alimentação eléctrica à central telefónica da
fábrica de pasta.
A central telefónica promove a comunicação entre as zonas do complexo industrial
da Portucel Soporcel em Setúbal, as comunicações com os centros fabris de Cacia, da
Figueira da Foz e também como com o exterior.
É uma secção que pela sua natureza de funcionamento, não apresenta as mesmas
necessidades de manutenção de outro equipamento instalado na zona. É no entanto de
relevância extrema para o funcionamento do complexo fabril. Na verdade as
comunicações diárias a nível interno e externo são de suma importância para o
funcionamento do complexo fabril como um todo, estando implementada uma rede
interna DECT da Alcatel para as comunicações neste centro, rede essa conectada
directamente aos outros centros fabris através de protocolos com os prestadores de
serviço externos para as comunicações.
Ficou também implícito nesta primeira reunião de apresentação que caso estes
trabalhos decorressem favoravelmente poderia dedicar-me a um outro, relacionado com
a protecção de temperatura dos motores de média tensão (6 kV). Este trabalho seria
abordado pormenorizadamente em outra ocasião.
3.1 Novo quadro para a central telefónica
Assim, fui no primeiro dia de estágio conduzido pelo encarregado da zona, o Sr.
Santos Alvo, à central telefónica. Aí rapidamente me foram mostrados os bastidores da
instalação de telefones, os diversos equipamentos de comunicação de prestadores de
serviços, como a ONI, a Portugal Telecom etc. Foi-me explicado como os sistemas
estavam geridos por um programa de gestão de comunicações, e mostrada uma UPS
fora de serviço a um canto da sala, junto a um grupo de baterias.
Ilustração 1: Local para novo quadro Ilustração 2: UPS Ilustração 3: Banco de baterias

6
Existia um quadro eléctrico junto à entrada que alimentava todos os equipamentos de
comunicações (ilustrações 1 a 3).
Era suposto que eu concebesse um novo quadro para esse local a fim de substituir o
existente. Este novo quadro vai alimentar a UPS que actualmente está fora de serviço.
O quadro a implementar deverá ter a seguinte filosofia de funcionamento:
- Possuir duas alimentações comutáveis automaticamente.
- Uma alimentação será proveniente da UPS actualmente fora de serviço.
- A outra alimentação será proveniente da tensão normal proveniente do quadro do
piso.
- Na eventualidade da tensão à saída da UPS falhar, comuta automaticamente para a
tensão normal (comutação temporizada).
- Quando a UPS estiver novamente em serviço (saída da UPS com tensão), comuta
novamente (com temporização) para a alimentação proveniente da UPS, alimentação
essa estabilizada e com mais fiabilidade.
- A alimentação do quadro e respectivos consumidores da central telefónica, deverá
ser feita preferencialmente pela UPS.
Dados da UPS retirados da etiqueta de características do equipamento:
Potência: 20000����; 16000���. Cálculo do factor de potência para o equipamento:
� = ���� → ���� = 16
20 = 0,8
Cálculo da corrente por cada fase:
�� = 20000√3 ∙ 400 = 28,868���
Considerou-se um coeficiente de utilização e um factor de utilização de 1 para os
cálculos, porém sabe-se que a corrente debitada da UPS será bastante inferior.
Por consulta de tabela de protecções para disjuntores trifásicos, para um Ib de
28,86���, teremos uma In correspondente de 32��� e uma I2 de 46���. Segundo o quadro 52 C9 do RTIEBT, teremos um Iz de 60���, para 3 condutores
carregados a que corresponde um cabo de secção de 10 mm2.
�� ≤ �� ≤ �� → 28,868 ≤ 32 ≤ 60 �
�� ≤ 1,45�� → 46 ≤ 87 �
Comprovação da queda de tensão para um comprimento de cerca de 27 metros de
cabo, conforme ficha 29 da CERTIEL (deverá ser sempre inferior a 1,5% no total):
7
Δ"�%� = 100$%
& '( )� ∙ ���� + + ∙ ) ∙ �,-�. ∙ ��
Δ"�%� = /%%01 1 20,0225
�3/% ∙ 0,8 + 0,00008 ∙ 27 ∙ 0,64 ∙ 28,868 ≃ 0,6% �
De referir que nestes cálculos não se tomou em linha de conta a eventual presença de
harmónicas.
Por recomendação do fabricante no manual da UPS, resolveu projectar-se para
utilização um cabo de 16mm2 de secção. Posteriormente verificou-se que na fábrica, o
cabo disponível para este trabalho era na realidade de 25 mm2 de secção, o qual ficou
instalado excedendo em muito a secção necessária – o que só beneficia as condições de
serviço do equipamento (encarecendo a obra, o que não é um problema nesta situação).
O cabo disponibilizado para alimentação ao quadro, a partir da UPS foi realmente de
10mm2, o que se insere perfeitamente nos cáculos efectuados.
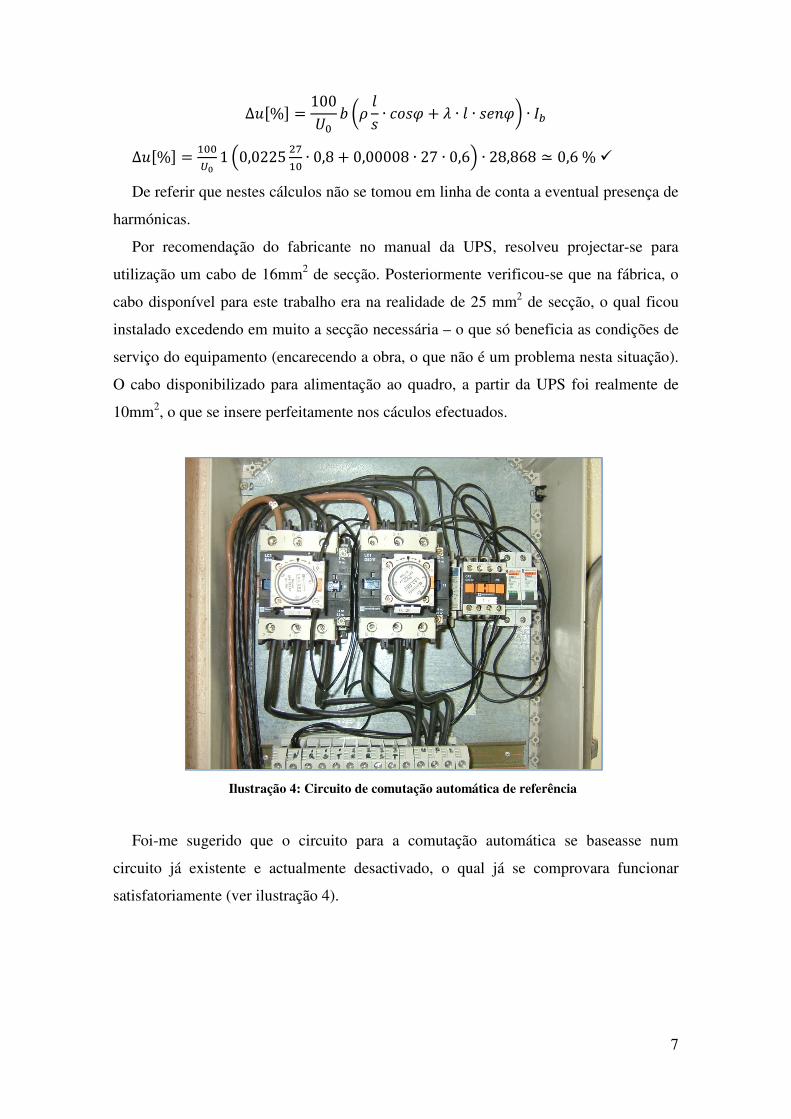
Foi-me sugerido que o circuito para a comutação automática se baseasse num
circuito já existente e actualmente desactivado, o qual já se comprovara funcionar
satisfatoriamente (ver ilustração 4).
Ilustração 4: Circuito de comutação automática de referência

8
Ilustração 5: Levantamento efectuado ao circuito de referência
Também se pretendeu que o equipamento deste quadro fosse de fácil intervenção por
parte do técnico de manutenção em caso de anomalia. Optou-se assim por aplicar
componentes usuais e que geralmente estão disponíveis em armazém na Portucel,
podendo estes componentes ser até facilmente substituídos por outros que cumpram as
mesmas funções sem qualquer inconveniente. Evitou-se a utilização de pequenos
autómatos ou relés específicos para detectar presença de fases, o que poderia tornar
mais demorada uma possível necessidade de pronta reparação. Providenciou-se assim
que uma eventual falha de comunicações fosse reduzida ao menor tempo possível.
De notar porém que caso aconteça uma falha de comunicações, se mantém neste
quadro uma temporização que obriga sempre a um compasso de espera quando se
comuta de uma fonte de alimentação para outra. Pretende-se com isso garantir que as
fontes individuais de cada equipamento se descarreguem abaixo de um determinado
nível, permitindo um completo “reset”. Evitam-se assim possíveis conflitos de
funcionamento que poderiam ocorrer quando se dão cortes bruscos na tensão de
alimentação, seguidos imediatamente da ligação de uma outra fonte, causando
transitórios possíveis de interferir com o equipamento electrónico.
Assim o circuito projectado e mostrado na ilustração 6 funciona da seguinte forma:
os relés R1, R2 e R3 detectam a presença de tensão em cada uma das fases provenientes
da UPS. Caso essa tensão esteja presente é desligado o contactor K2, que caso contrário
providencia alimentação ao quadro a partir da rede normal.

9
Estando a alimentação da UPS presente e K2 já desligado, existirá um tempo de
espera total de cerca de 7,5 segundos até atracar o contactor K1, alimentando o quadro a
partir da tensão da UPS presente. Este tempo de espera permite o reset dos
equipamentos de comunicação e é providenciado quer pela temporização proveniente do
desatracar do contactor K2, caso este tenha sido forçado a tal, quer também pelo relé de
temporização em linha RT1 que atrasa o fecho do contacto interno quando sob a
presença de uma tensão. No caso deste relé o compasso de espera é de 2,5 segundos.
Após estas operações a central telefónica funcionará normalmente alimentada pela
UPS.
Caso falte alguma das fases provenientes da UPS, o respectivo relé irá desatracar, o
que provoca sempre o desatracar do relé R3 e imediatamente o desatracar do contactor
K1, que alimenta o quadro a partir da UPS. Isto dá condição para que seja ligado K2
alimentando o quadro a partir da tensão de rede, se existente, e após a temporização
providenciada pelos contactos temporizados de K1 e RT2.
Após a presença de tensão proveniente da UPS nas 3 fases o processo é como o
descrito inicialmente.

10
Ilustração 6: Esquema desenhado e proposto para verificação/aprovação

11
Nesta fábrica, em muitos locais o neutro e a terra de protecção estão interligados (são
equipotenciais). Neste caso já existe no quadro que alimentará este novo que agora se
projecta, uma separação entre a terra de protecção e o neutro. Foi por tal necessário que
existisse também separação entre a terra e o neutro no nosso quadro, submetido a
análise e aprovação pelo Sr. Eng. Pedro Almeida, após convenientemente desenhado em
autocad.
O processo de consulta para orçamentação foi enviado a três empresas que
geralmente já colaboram em diversos trabalhos deste género para o centro fabril de
Setúbal.
Após a atribuição da empreitada, foi verificado e ensaiado o funcionamento do
automatismo do quadro nas instalações da empresa adjudicatária. Esta inspeção prévia
pode ser uma boa prática quando se deseja um maior cuidado na execução do
equipamento, antes da sua montagem no local definitivo.
Ilustração 7: Interior do quadro, durante o ensaio.
Durante a montagem, verificou-se a indisponibilidade no mercado de um dos relés
referidos na lista de materiais: o relé temporizado RE1 LA002 da Telemecanique, que
foi substituído pelo relé RE11 LAMW da Schneider Electric, após alguma estranheza
por parte do quadrista ao constatar que o referido relé não mostrava no circuito de
12
comando uma bobina para actuação do mesmo. Na verdade este é um relé “em linha” e
não necessita de uma bobina de comando para actuar como temporizador na linha do
circuito onde se encontra inserido, como se pode verificar por consulta do esquema-tipo
através do site da Schneider Electric apresentado na bibliografia.
O meu trabalho consistiu também em acompanhar pessoalmente os trabalhos de
montagem do quadro no respectivo local por parte da empresa adjudicatária, neste caso
a ReléMarket. Também fez parte das minhas funções colaborar com esta empresa e
providenciar o material necessário que não fazia parte do fornecimento contratual,
devendo ser fornecido pela Portucel, como foi o caso dos cabos eléctricos necessários
para a alimentação ao quadro e UPS. Também me competiu estar disponível para
esclarecer qualquer dúvida que surgisse durante a instalação e providenciar resolução
para qualquer dúvida surgida durante a montagem dos equipamentos.
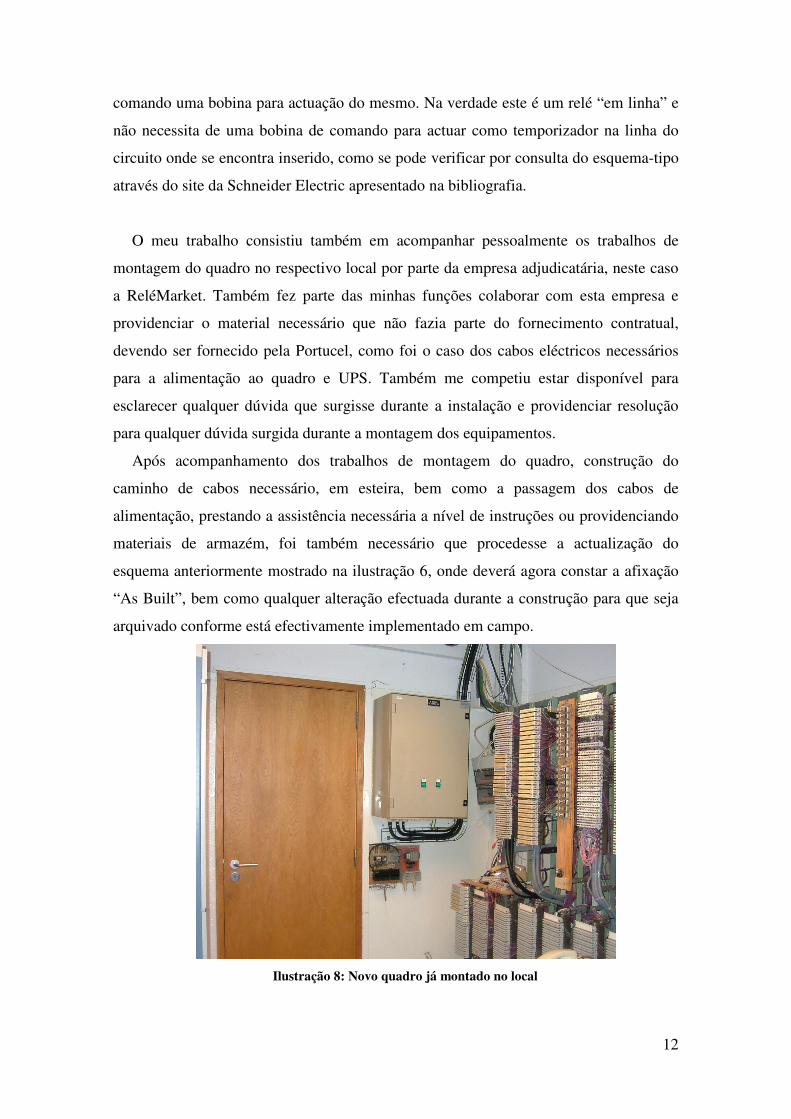
Após acompanhamento dos trabalhos de montagem do quadro, construção do
caminho de cabos necessário, em esteira, bem como a passagem dos cabos de
alimentação, prestando a assistência necessária a nível de instruções ou providenciando
materiais de armazém, foi também necessário que procedesse a actualização do
esquema anteriormente mostrado na ilustração 6, onde deverá agora constar a afixação
“As Built”, bem como qualquer alteração efectuada durante a construção para que seja
arquivado conforme está efectivamente implementado em campo.
Ilustração 8: Novo quadro já montado no local

13
Este esquema final foi entregue ao meu orientador de estágio na Portucel e deverá ser
encaminhado para o departamento de projectos/sala de desenho a fim de lhe ser
atribuído número e arquivado. Uma cópia deste desenho foi colocada no quadro
instalado e pode ser visto no anexo 3.
A ligação dos consumidores ao quadro instalado, ou seja as alimentações aos
diversos equipamentos de comunicações, deverá ser feita em fim-de-semana a agendar
pelo departamento de manutenção, após beneficiação do banco de baterias e da UPS
pela assistência técnica pós venda da marca deste equipamento.
A execução desta transição de alimentações deverá fazer-se numa altura conveniente
em que o corte de comunicações apesar de breve não venha a ter um impacto
significativo onde se possa fazer notória a sua falta. Existe a possibilidade deste trabalho
vir a ser efectuado por etapas, sendo porém preferencialmente feito de uma só vez.
Acompanhei o Sr. Santos Alvo e um colega técnico da zona, o Sr. Virgolino Parreira
à central telefónica, onde o sr. Virgolino ficou inteirado desta ultima fase do trabalho,
pois será ele a passar os cabos de alimentação dos diversos consumidores até ao quadro
agora instalado e a proceder à troca de alimentações quando for oportuno.
Infelizmente a assistência técnica do representante da UPS não se deslocou ao local
para beneficiação deste equipamento antes do final do meu estágio e consequentemente
não me foi possível ver em funcionamento esta instalação.
Em resumo devo dizer que este trabalho se tratou sobretudo de dimensionar e
projectar um quadro de alimentação conforme as especificações desejadas para o local,
as respectivas canalizações eléctricas e a verificar a melhor maneira de proceder à
montagem do equipamento. Desenhar o esquema eléctrico utilizando o Autocad
seguindo o procedimento normalmente utilizado na Portucel e disponibilizar o trabalho
para aprovação superior.
Tratou-se seguidamente de compor um pedido de orçamentação conforme o usual
nestes casos e aguardar a resposta de três empresas.
O processo de negociação decorreu em departamento próprio e após adjudicação do
trabalho coube-me novamente acompanhar a execução da empreitada, colaborando com
a empresa exterior e tendo-me inclusive deslocado à oficina desta empresa com o Sr.
Santos Alvo para inspecionar o quadro encomendado.
Após isso o meu trabalho terminou com uma inspecção pelo meu supervisor de
estágio na Portucel e acompanhamento do colega que irá efectuar as ultimas ligações
necessárias para colocar o equipamento em operação.

14
3.2 Condição da protecção de temperatura a motores de média tensão
Neste trabalho pretende-se dar continuidade a um trabalho já iniciado anteriormente
por outro colega e do qual existe um registo inicial em Excel.
Pretende-se normalizar o sistema de protecção de temperatura dos motores de média
tensão (6KV) de toda a fábrica, envolvendo a normalização do tipo de sondas instaladas
nos motores e, se possível, a uniformização do tipo de relés de protecção usado nas
celas.
A diferença entre as diversas celas dependerá só da aplicação específica de cada
motor, podendo existir só alarme de temperatura, ou também o desligar automático de
alimentação de média tensão ao motor ao ser atingido determinado nível de temperatura
definido nos relés de protecção. Cada caso deverá ser tratado conforme as suas
especificidades, porém através de equipamentos uniformizados, situação essa que não se
verifica integralmente no momento.
O trabalho consiste em determinar alguns tipos de sondas ainda não completamente
identificados no trabalho anterior. E sobretudo em verificar como está a ser tratada em
cada caso específico a informação de temperatura alta nos enrolamentos e chumaceiras
de cada motor. Pretende-se saber se acontece só um alarme na cela, se esse alarme é
enviado para o sistema de controlo de processos, se a cela desliga a alimentação ao
motor, ou se ambas as condições acontecem conforme a parametrização dos relés de
protecção de temperatura.
Recebi os dados disponíveis sobre o trabalho já efectuado anteriormente pelo colega
Rui Raposo, numa folha de cálculo Excel enviada por e-mail pelo meu supervisor de
estágio.
A primeira parte do meu trabalho envolveu a identificação do tipo de sondas
instaladas em dois motores de média tensão na zona dos digestores de aparas de
eucalipto, a verificação de ligações entre motores e celas no que se refere ao circuito da
protecção de temperatura alta e avaliar a possibilidade de colocar o sistema em serviço,
pois sabia-se estar inoperacional.
Os dois motores em causa são o motor 321P045 e o motor 321P051.
Esta primeira parte do trabalho foi cumprida no dia nove de Fevereiro aproveitando
uma paragem programada da zona para se ter acesso aos motores quando parados.
Verifiquei com a colaboração do colega Rui Raposo que os cabos das sondas de
temperatura se encontravam já ligadas na parte dos motores, estando porém os cabos
desligados em ambas as celas.

15
Na intervenção pretendia-se verificar concretamente qual o tipo de sondas instalado
dentro de ambos os motores, o que é conseguido abrindo a caixa de ligações das sondas
de temperatura, desligando os cabos de ligação à cela e procedendo a medições
utilizando o multímetro para medir a resistência das sondas.
No primeiro motor a verificar (321P045) foram identificadas nos enrolamentos
sondas com resistência semelhante à esperada para PT 100 à temperatura ambiente – o
motor encontrava-se frio no momento da medida.
Porém nas chumaceiras o valor lido com o multímetro revelou uma resistência muito
elevada, na ordem dos Megaohms, tratando-se aqui possivelmente de um tipo de sondas
do género hipsotérmico, ou seja, um tipo de sonda que acciona um contacto ao atingir a
temperatura de funcionamento. Neste caso tratar-se-ia de um contacto normalmente
aberto, sendo que não é este o tipo de sonda pretendido na uniformização do sistema. O
motor deverá ser oportunamente intervencionado e as sondas das chumaceiras deverão
ser substituídas por sondas do tipo PT100.
Além disso detectou-se durante este procedimento de medida, ao movimentar os
condutores das sondas vindos do interior do motor, que uma PT100 dos enrolamentos
apresenta ocasionalmente mau contacto, levando esporadicamente a situações de
circuito aberto. É possível, mesmo provável, que tal venha a ocorrer quando o motor
estiver em funcionamento normal.
Esta situação torna inviável a colocação em serviço da protecção de temperatura a
este motor sem a necessária intervenção em oficina para reparação do mesmo logo que
possível. Provavelmente esta reparação só virá a ocorrer quando se tornar necessária a
substituição deste motor por deterioração da condição dos rolamentos. Esta condição é
monitorizada regularmente por rotinas de manutenção preventiva sistemática.
Sendo um motor de 6kV um equipamento dispendioso, tal como são dispendiosas as
intervenções necessárias aos mesmos, não se justificará intervir neste motor só para
substituir duas sondas necessárias ao processo de uniformização da protecção de
temperatura. Ficará em funcionamento até ser necessário uma intervenção por outros
motivos, esperando então que não seja esquecido o relatório feito sobre esta situação.
Após reparado poderá então ficar pronto para voltar ao local e estar adequado a fazer
parte de um sistema uniformizado em toda a fábrica no que se refere à protecção de
temperatura de enrolamentos e chumaceiras dos motores de média tensão.
No segundo motor a verificar (321P051), foi aberta a caixa de ligações das sondas de
temperatura e pela resistência medida aos terminais de ligação das sondas, verificou-se

16
que possui resistências do tipo PT100 instaladas e poderá ser oportunamente ligado, o
que não foi feito no mesmo dia devido a término da paragem programada, não sendo
recomendável proceder a uma intervenção que pode causar paragem a esta máquina sem
previamente ter procedido a ensaios adequados. Portanto este motor ficou a aguardar
ligação das sondas e ensaio antes de colocar o sistema de protecção de temperatura em
funcionamento.
A pedido do Sr. Santos Alvo, esta primeira intervenção deu origem a relatório de
trabalho que lhe foi enviado, por e-mail servindo isso como evidencia a recordar quando
da possibilidade de efectuar intervenções nestes motores.
Concluída esta primeira intervenção considerada importante, o prosseguimento deste
trabalho passou pela consulta de diversos esquemas a fim de verificar se os sinais
provenientes de eventual actuação dos relés de protecção de temperatura dos motores de
média tensão causariam só informação na respectiva cela, alarme ao sistema de controlo
de processos, paragem da máquina, ou um conjunto destas hipóteses.
Não era suposto que eu obtivesse esta informação para todos os motores da fábrica,
mas somente para duas das zonas da fábrica, a zona 1 (SLM1ELIN) e o parque de
madeiras (SMLPMELE).
O resultado global deste trabalho, é um conjunto de informações que permitirão
uniformizar todo o sistema, apontando para defeitos e anomalias a corrigir quando
possível.
No que se refere à protecção de temperatura dos motores, foi obviamente necessário
consultar os esquemas de comando de cada motor e também verificar como estavam
implementados na prática os circuitos referentes à protecção de temperatura em cada
uma das celas de alimentação aos respectivos motores – a prática já mostrou que por
vezes, ao longo dos anos se procede a alterações que nem sempre são prontamente
colocadas em esquema.
A análise dos esquemas e comparação com o circuito implementado nas celas
evidenciou desde cedo, algumas incongruências que foram sendo colocadas ao meu
supervisor na fábrica, o Sr. Eng. Pedro Almeida a fim de ser avaliada a sua correcção.
Um exemplo do tipo de discrepâncias encontrado mostra-se na ilustração 9. Encontra-se
neste desenho representado um shunt que é normalmente feito em caso de anomalia.
Pelas normas usuais na Portucel, tais shunts deverão constar numa listagem afixada
nas salas eléctricas, geralmente o “cross-connection” – sala de interface entre o sistema
de controlo de processos e os circuitos de campo, local preferencial para efectuar shunts

17
quando se prevê serem de longa duração. Deverá constar também a data em que o shunt
foi feito e a identificação do técnico que o efectuou. Nestes casos o shunt deve ser
efectuado com um condutor de cor vermelha 2,5 mm2 de secção e cerca de 30 cm de
comprimento, designado aqui como um “shunt normalizado”.
Ilustração 9: Identificação de representação irregular de shunt no desenho
Esta situação não se verificava neste caso. O shunt estava feito na cela do “SBA”,
com um condutor preto, e tinha sido desenhado no esquema de ligações da cela, devido
a estar fora de serviço o relé F903.
Apesar de ser real a situação de inoperação do relé F903 que providencia a proteção
de temperatura ao motor de média tensão, o shunt nunca deveria ter sido representado
no esquema inicial, pois poderá levar a situações dúbias em caso de anomalia ou
colocação em serviço do relé de protecção de temperatura: nesta situação uma análise
menos cuidada do esquema pode levar a que este shunt seja mantido no local após
colocação em serviço do relé F903, pois encontra-se representado no esquema como
fazendo parte da cablagem.
Após apresentação da situação ao Eng. Pedro Almeida, este esquema foi enviado
para correcção na sala de desenho.
Durante o decurso deste trabalho foram detectadas outras situações de inexatidão
entre os esquemas desenhados e a implementação dos circuitos nas respectivas celas de
alimentação aos motores de média tensão, também foram detectadas algumas
inexatidões entre diferentes formas de representar o mesmo circuito: entre o esquema de
cablagem e o esquema linear.
Na sua maioria estas inexatidões não tinham grande influência na análise dos
circuitos em caso de avaria e talvez por isso mesmo nunca tenham sido corrigidas,
porém qualquer inexatidão num esquema eléctrico pode conduzir a situações de dúvida
em caso de possíveis intervenções. Talvez se tornasse necessária a presença de uma
pessoa com tempo disponível para analisar os esquemas e propor as necessárias
correcções.

18
Foi o que fiz no que se refere a esta parte específica do circuito das celas de
alimentação aos motores de 6KV, sobretudo na zona do Parque de Madeiras, onde os
esquemas das diversas celas não estavam na sua totalidade na pasta de esquemas locais,
existindo somente um esquema servindo como comparação para todas as alimentações a
motores de 6KV. Isto é perfeitamente possível, pois nesta zona da fábrica todas as
alimentações aos motores de média tensão são semelhantes, porém não será talvez a
situação mais correcta.
No que se refere a esta zona da fábrica, o Parque de Madeiras, as correcções
propostas em autocad foram enviadas pelo meu orientador de estágio para o
departamento de projectos/sala de desenho. As correcções foram efectuadas e os
equemas corrigidos encontram-se já em campo, na pasta de esquemas local.
Talvez não seja vulgar encontrar referência a um estagiário em esquemas na direcção
de projectos, porém é o que acontece como se pode ver em anexo.
Algumas das inexatidões encontradas nos esquemas foram as seguintes:
Ilustração 10: Circuito antes da correcção
Ilustração 11: Circuito corrigido a vermelho

19
Ilustração 12: Circuito antes da correcção Ilustração 13: Circuito após a correcção (a vermelho)
As ilustrações 10 a 13 anteriores mostram basicamente o género de erros
identificados entre a implementação nos circuitos de campo e os esquemas.
De referir também que a implementação dos circuitos nas respectivas celas toma por
vezes um aspecto curioso, talvez causado por sucessivas intervenções, como se pode ver
na ilustração seguinte. Apesar do aspecto pouco cuidado, esta cela está operacional no
Parque de Madeiras. Felizmente não há muitas mais celas nestas condições. Geralmente
as celas de média tensão são bem cuidadas.
Ilustração 14: Compartimento de BT de uma cela de MT no Parque de Madeiras
20
Referente ao motor 321P051, um dos primeiros a ser inspecionado, verificou-se a
necessidade de substituição deste motor por outros motivos, o que veio a acontecer
durante os dias 28 e 29 de Maio, aproveitando uma paragem geral na fábrica.
O pessoal de manutenção desta zona da fábrica procedeu a substituição do motor. O
colega que procedeu à ligação das sondas de temperatura, o Sr. Virgolino Parreira,
reportou-me valores anormalmente baixos aos bornes de ligação das sondas, cerca de 50
Ohm, pelo que não colocou o sistema em serviço, continuando o cabo proveniente das
sondas do motor desligado na cela de média tensão.
Assim estando eu e o colega Rui Raposo a seguir o processo de normalização destes
circuitos, fomos de seguida verificar a situação deste novo motor agora montado a fim
de fazer reporte do trabalho necessário para uniformizar a situação.
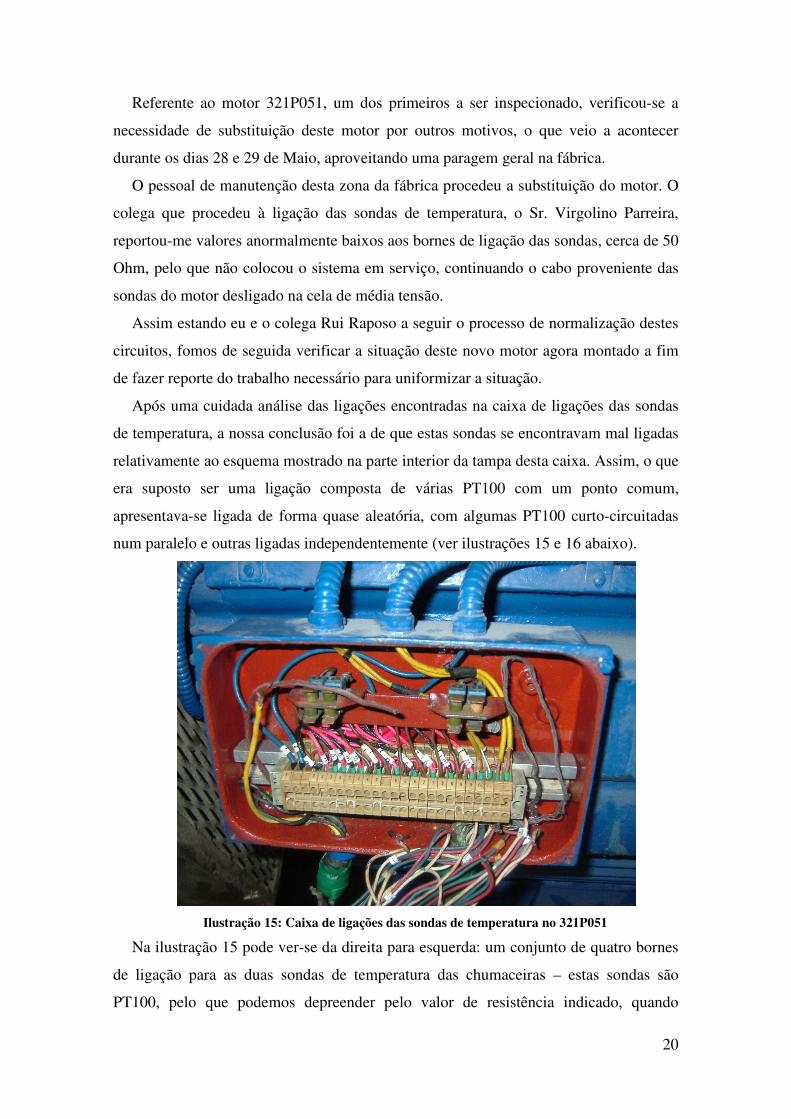
Após uma cuidada análise das ligações encontradas na caixa de ligações das sondas
de temperatura, a nossa conclusão foi a de que estas sondas se encontravam mal ligadas
relativamente ao esquema mostrado na parte interior da tampa desta caixa. Assim, o que
era suposto ser uma ligação composta de várias PT100 com um ponto comum,
apresentava-se ligada de forma quase aleatória, com algumas PT100 curto-circuitadas
num paralelo e outras ligadas independentemente (ver ilustrações 15 e 16 abaixo).
Ilustração 15: Caixa de ligações das sondas de temperatura no 321P051
Na ilustração 15 pode ver-se da direita para esquerda: um conjunto de quatro bornes
de ligação para as duas sondas de temperatura das chumaceiras – estas sondas são
PT100, pelo que podemos depreender pelo valor de resistência indicado, quando

21
comparado com uma tabela e a temperatura no local. Os 12 bornes seguintes são um
grupo de 3 sondas PT100 cujos terminais de ligação se encontram ligados a 6
supressores de arco – um para cada terminal de ligação. Como para o nosso relé de
protecção de temperatura – o relé F903 dos esquemas necessitamos de uma sonda
PT100 independente para cada enrolamento e chumaceira, foi a este conjunto de bornes
de ligação que ligámos correctamente os condutores que se podem ver na parte inferior
da caixa.
Seguidamente podemos ver um conjunto de 6 bornes de ligação – da esquerda para a
direira, onde as ligações das sondas PT100 se encontram incorrectamente feitas,
evidenciando alguma falta de cuidado ao efectuar estas ligações por parte da empresa
que presta serviços de manutenção a estes motores – uma empresa exterior ao grupo
Portucel-Soporcel.
E finalmente no lado direito, os bornes de ligação 1 e 2 são os bornes para ligar a
resistência e aquecimento deste motor – este elemento deverá ficar automaticamente
ligado quando é retirada a alimentação de 6kV ao motor, evitando a ocorrência de
humidade em caso de paragens prolongadas onde se daria uma eventual condensação no
interior do motor por arrefecimento da máquina.
Ilustração 16: Esquema de ligações de referência, na tampa da caixa.
Na ilustração 16 podemos ver o esquema constante no interior da tampa da caixa de
ligações das sondas do motor, este é o esquema que seria de esperar encontrar

22
implementado nesta caixa, o que não aconteceu. No nosso caso limitámo-nos então a
confiar na identificação proveniente do interior do motor (condutores U1, V1 e W1) e
providenciámos a necessária ligação para o funcionamento do relé de protecção de
temperatura.
O ensaio de funcionamento foi atempadamente providenciado com arranque do
motor, sem a indicação de alarmes de temperatura – situação essa que não acontecia
anteriormente – tinha-se sempre presente uma situação de alarme de temperatura nesta
cela.
Como nota final a este motor, aponta-se para que o valor reportado pelo colega da
manutenção local, o Sr. Virgolino, que encontrara cerca de 50 Ohms ao medir o suposto
valor das sondas, se deveria provavelmente ao facto de ter efectuado essa medida nos
bornes onde estariam equivocadamente ligadas em paralelo algumas das sondas PT100
– existem duas sondas por cada enrolamento indutor – só usámos três para a função
pretendida.
Também nos dias 28 e 29 de Maio aproveitámos a ocasião para colocar em serviço
os circuitos de protecção de temperatura a outro motor substituído nestes dois dias: o
motor 321P026.
Foi feito um trabalho semelhante ao anteriormente decrito, por mim e pelo colega da
manutenção local, o Sr. Humberto Chagas. Após identificar as ligações das sondas na
caixa de ligações do motor e providenciar a sua correcta ligação para o fim pretendido,
foi efectuado ensaio ao motor, onde se comprovou o desaparecimento dos alarmes de
temperatura na cela de alimentação de 6kV.
De salientar que estas intervenções e colocação em serviço de funcionalidades que
estavam inoperacionais, irá alterar a listagem de dados recolhida em ficheiro Excel com
novas actualizações de informação (anexo 5). Essas actualizações foram por mim
verbalmente comunicadas ao meu supervisor de estágio, mas deverão ser colocadas no
ficheiro referido, o que será feito pelo colega que tem acompanhado este trabalho desde
há bastante tempo, o Sr. Rui Raposo.
Eventualmente irá providenciar-se a completa uniformização e operacionalidade
destes circuitos se forem tomados os cuidados de ligar correctamente as sondas de
temperatura aos respectivos relés e comprovar o bom funcionamento de todo o sistema,
conforme o tipo de protecção pretendido para cada local com as suas especificidades
inerentes.

23
3.3 Pressurização das salas eléctricas
O trabalho desenvolvido no caso da pressurização das salas eléctricas acontece por
necessidade de manter uma pressão no interior das salas ligeiramente superior á pressão
atmosférica externa.
Em salas eléctricas onde isto não se verifica constata-se acumulação excessiva de
poeiras, o que aliado à qualidade do ar geralmente verificada em torno desta instalação
fabril tende a provocar mau funcionamento do equipamento eléctrico, por vezes com
consequência dispendiosas.
Neste caso o meu trabalho consistiu simplesmente em fazer o levantamento das
condições de pressão encontradas nas diversas salas eléctricas da zona bem como
apontar para possíveis melhorias.
Novamente, este trabalho é uma continuação de um trabalho já existente e estará
integrado na manutenção preventiva.
Ilustração 17: Medidor de coluna líquida instalado junto a carregador de baterias

24
Ilustração 18: Diferentes tipos de medidores de pressão utilizados
Basicamente, verifiquei que as condições do levantamento anterior feito pelo colega
Rui Raposo pouco se alteraram, e quando se alteraram não foi para melhor: encontrei
alguns pontos com pressão inferior à anteriormente apontada.
Este trabalho não envolve directamente nenhum tipo de trabalho eléctrico, porém
evidencia como as condições ambientais se relacionam directamente com a condição de
funcionamento do equipamento, salientando-se que em alguns locais o ar de
pressurização das salas passa por uma purificação química e é refrigerado a fim de
manter condições de trabalho optimizadas.
A título meramente informativo, tem sido notado neste centro fabril um efeito
nefasto, conhecido como o ”efeito de barba”: aparentemente as elevadas temperaturas
atingidas pelo equipamento eléctrico em condições normais de funcionamento (bases
porta-fusível, ligações entre barramentos, etc) em conjunto com uma atmosfera de
características únicas inerentes a este processo de fabrico – onde existe libertação de
diversos gases mais ou menos reactivos quimicamente, conforme evidenciado pelos
alertas de perigo encontrados em algumas zonas da fábrica:
Ilustração 19: Evidência de atmosferas quimicamente reactivas e perigosas

25
Estes factores provocam em algumas situações o aparecimento de filamentos
condutores entre partes metálicas sujeitas a diferentes potenciais eléctricos que crescem
tendendo a, se negligenciados, provocar o deflagrar de arcos eléctricos entre diferentes
fases de uma base porta-fusível, por exemplo, com os nefastos efeitos daí decorrentes.
Daí o cuidado tomado no tratamento de ar de pressurização a algumas salas em zonas
mais críticas.
Já presenciei este fenómeno, e nunca o encontrei em outro local senão nesta fábrica.
3.4 Trabalho de manutenção diária
O trabalho de manutenção diária é geralmente proveniente de notas de avaria
emanadas do programa de gestão de manutenção. Essas notas de avaria têm geralmente
origem na produção, passando depois para a manutenção e dando origem a ordens de
trabalho.
No meu caso o trabalho não se tratou de responder directamente a essas ordens de
trabalho, mas sim acompanhar e colaborar com os colegas em intervenções diversas.
Foi aqui que utilizei a ferramenta providenciada para mim na ferramentaria da
Portucel, constando de chaves de luneta diversas, chaves de boca diversas, jogos de
chaves de fendas e Philips, chaves allen, etc. Foi também onde a possibilidade de fazer
o diagnóstico de algumas avarias utilizando o multímetro se fez notar. Aqui todo o tipo
de intervenções pode acontecer, dependendo das anomalias encontradas e reportadas
diariamente ao departamento de manutenção local.
É comum proceder a reparação de circuitos de iluminação, substituição de motores
que avariam, detectar e reparar avarias em circuitos de comando eléctrico, bem como
em sistemas e malhas de controlo de processos, pois a instrumentação tem um papel
importante na condução do processo de fabrico.
Saliento que foi neste tipo de trabalho que mais interagi com os colegas técnicos de
manutenção da zona, sendo esta interacção sempre uma excelente experiência
pedagógica pela qual estou grato.
Também neste trabalho diário me dei mais uma vez conta de como trabalhar numa
indústria como esta apresenta sempre riscos apesar de todas as medidas implementadas
pela crescente importância dada às condições de higiene e segurança no trabalho.
Fui ao longo do tempo elaborando um diário de estágio. O que se segue na página
seguinte foi extraído desse diário.

26
27

28
Ilustração 20: Vista parcial da saída de uma cela de 6kV
Esta foto foi tirada de uma cela em funcionamento, através de uma das janelas de
inspecção.
Ilustração 21: Painel traseiro de cela de média tensão Ilustração 22: Contactor de média tensão extraído
Local de encaixe da faca de terra
Barramento de 6 kV Ligação para o motor
Faca de terra

29
4 Conclusão
Como exprimir cabalmente uma experiência de estágio após a conclusão do mesmo?
Este tipo de trabalho não é uma novidade para mim e os colegas já são conhecidos de
longa data pois já exerci profissionalmente na Portucel, embora a minha zona de
trabalho tenha sido em outro local da fábrica.
Deu para perceber pelas intervenções que fiz com os colegas que é sempre apreciada
a colaboração de uma pessoa que já sabe o que está a fazer quando há uma tarefa a
desempenhar.
Embora o tipo de trabalho seja o mesmo que conheci anteriormente, os equipamentos
utilizados nesta zona da fábrica cumprem outras finalidades e o processo é diferente
daquele a que estava familiarizado. Há assim sempre uma componente didáctica num
estágio, mesmo se ele acontece numa fábrica onde já se trabalhou bastante tempo.
Para mim, sob o ponto de vista prático o estágio permitiu-me a par do contacto com
uma realidade já conhecida de proximidade com equipamentos e técnicas de
manutenção, tomar consciência de um ambiente mais alagrado. Esta componente de
proximidade com um meio mais macroestrutural, creio que foi propositadamente uma
experiência pedagógica tida em consideração pelo meu supervisor de estágio na fábrica,
experiencia essa pela qual estou grato.
Independentemente de saber se o trabalho que vim desenvolvendo ao longo deste
estágio teve alguma relevância ou não para a zona onde estive inserido – que era
inicialmente uma das minhas expectativas – sinto que o que mais me marcou passado
este tempo foi precisamente a tomada de consciência de realidades mais abrangentes, de
uma forma bastante difícil de descrever, mas que deixa atrás de si um inegável
sentimento de gratidão.
Manuel Calado
(04/06/2012)

30
Bibliografia
• http://www.portucelsoporcel.com/pt/#explore
• http://www.fsc.org/certification.html
• http://www.pefc.org/
• Diário da República n.º 175 (11 Set. 2006)
• http://static.schneider-
electric.us/docs/Machine%20Control/Relays%20and%20Timers/Timers/RE7%20RE8%
20RE9/9050CT0001.pdf
•http://www.certiel.pt/c/document_library/get_file?uuid=132c2f11-b8c7-4ca1-92a9-c24cf2f2168d&groupId=10100

I
Anexos
Anexo 1: Consulta para orçamentação referente à central telefónica
PORTUCEL – Fábrica de Pasta e de Papel Setúbal
PROCESSO DE CONSULTA
Substituir o quadro na Central Telefónica. Alimentar o novo quadro e a UPS a partir do Q.ADM./Q. R/C. O.T. – 3542995 Memória Descritiva do Trabalho a Realizar Pretende-se substituir o quadro da central telefónica por outro conforme o esquema em anexo, constando de uma comutação que permite alimentar o novo quadro a partir da UPS local ou a partir da alimentação principal. O novo quadro deverá conter saídas suficientes para alimentar os consumidores existentes e proporcionar as reservas consideradas necessárias, conforme o esquema.
• Trabalho a realizar
o Providenciar o novo quadro conforme o esquema, com uma parte contendo os disjuntores de saída para os consumidores, e outra parte contendo a comutação das alimentações, conforme mais adequado à situação.
o Passar um cabo de alimentação do Q. ADM. / Q. R/C através do caminho de cabos existente até à central telefónica de forma a alimentar o novo quadro, montando se necessário, um troço de caminho de cabos adequado entre o caminho existente e o quadro a montar.
o Construir caminho de cabos apropriado entre o novo quadro e a UPS local de forma a comportar as interligações necessárias.
o Passar dois cabos no caminho referido anteriormente, a fim de alimentar a UPS e providenciar retorno da mesma ao novo quadro a montar (cabo Q.C.T.–UPS mais cabo UPS–Q.C.T.)
o Levantar da suportagem o quadro agora existente, providenciando continuação do funcionamento do mesmo.
o Montar o novo quadro no local, de forma que os cabos das alimentações existentes possam alcançar os novos pontos de ligação.

II
o Executar as ligações necessárias para alimentar o novo quadro e UPS. Colocar em funcionamento.
• Fornecimentos
o O Empreiteiro deverá fornecer o quadro já equipado e cablado.
o O Empreiteiro deverá fornecer bornes, calha técnica, ou esteira, e todos os acessórios necessários para fixar e ligar o novo quadro, bem como os caminhos de cabos e cabos passados.
o O Empreiteiro deverá identificar todos os bornes e disjuntores, assim como numerar todos os cabos e condutores instalados.
o O empreiteiro terá apoio de um Técnico da Portucel se tal for necessário.
• Condições Técnicas.
o Conjuntamente com os técnicos da Portucel, deverá o concorrente inteirar-se, no próprio local das instalações, do empreendimento em causa.
o Não será aceite qualquer reclamação do adjudicatário, invocando falta de conhecimento local.
o Caso o concorrente não possa satisfazer algumas condições técnicas impostas, indicará taxativamente na proposta, as condições que não pode satisfazer.
o O adjudicatário executará os trabalhos pelo preço da proposta por ele apresentada, salvaguardando apenas as restrições que tenha expressamente indicado.
o Deverão ser etiquetados os cabos de ligação, com as numerações normalizadas da Portucel.
• Condições Comerciais.
o O Empreiteiro deverá fornecer em separado o preço da mão-de-obra e o preço dos materiais a usar.
o As propostas deverão ser enviadas via e-mail para os seguintes endereços:
[email protected] antó[email protected] [email protected] c.c. a: [email protected]
Setúbal, Fevereiro de 2012.

III
Processo de consulta enviado para 3 empresas e aguardando resposta.

IV
Anexo 2: Resposta ao trabalho na central telefónica

V

VI

VII
Resposta enviada pela empresa AutielVolt ao processo de consulta para orçamentação.

VIII
Anexo 3: Esquema final do quadro da central telefónica

IX
Anexo 4: E-mail enviado sobre intervenção em motores de média

X

XI

XII
Anexo 5: Resultado global referente aos motores de média tensão

XIII

XIV

XV
Anexo 6: Exemplo de esquema de cela para motor de média tensão

XVI

XVII
Anexo 7: Exemplos de esquemas a corrigir

XVIII
Exemplos de esquemas com algumas imprecisões encontradas no circuito de
protecção de temperaura.

XIX
Anexo 8: Esquemas corrigidos

XX
Exemplos de correcções feitas nos esquemas dos motores de média tensão

XXI
Anexo 9: Levantamento da pressurização das salas eléctricas
Condição final após o meu levantamento, só para as zonas específicas.

XXII
Aspecto e condição do ficheiro inicial, com um englobamento mais abrangente.
XXIII
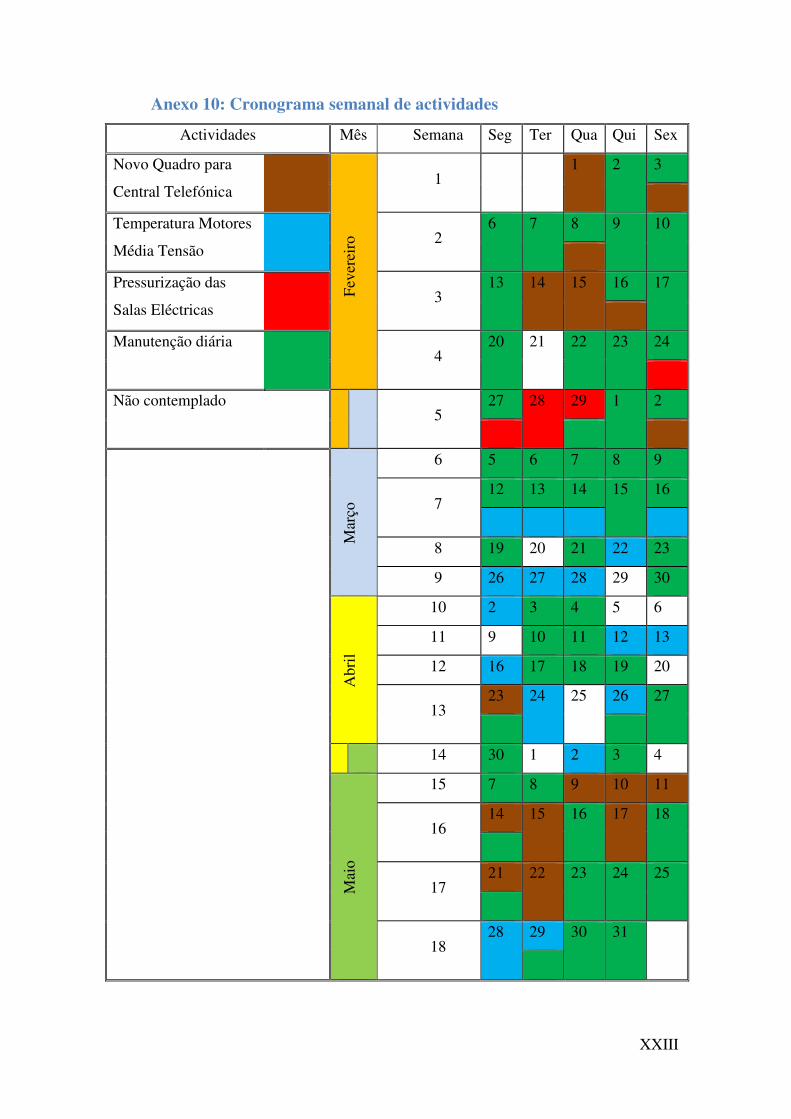
Anexo 10: Cronograma semanal de actividades
Actividades Mês Semana Seg Ter Qua Qui Sex
Novo Quadro para
Central Telefónica
Fev
erei
ro
1 1 2 3
Temperatura Motores
Média Tensão
2
6 7 8 9 10
Pressurização das
Salas Eléctricas
3
13 14 15 16 17
Manutenção diária 4
20 21 22 23 24
Não contemplado 5
27 28 29 1 2
Mar
ço
6 5 6 7 8 9
7 12 13 14 15 16
8 19 20 21 22 23
9 26 27 28 29 30
Abr
il
10 2 3 4 5 6
11 9 10 11 12 13
12 16 17 18 19 20
13 23 24 25 26 27
14 30 1 2 3 4
Mai
o
15 7 8 9 10 11
16 14 15 16 17 18
17 21 22 23 24 25
18 28 29 30 31