Para a resoluo do problema, a primeira etapa nomear a equipa de
trabalho. Esta ter que ser composta por um elemento da manuteno,
algum que saiba resolver o problema mecnico, provavelmente at quem
o ter detetado. Tem tambm de estar presente algum da parte da
qualidade, para ajudar a ter uma perceo de quanto tempo a carne
aguenta sem refrigerao. Falta ainda um comercial, que tente
negociar com o cliente e para tentar manter a relao da empresa com
o cliente. Se a empresa for de pequena dimenso, a equipa exigir
tambm a presena das chefias, j que nestas empresas o patro costuma
estar envolvido em todas as operaes.
A segunda etapa descrever o problema. Para tal, deve recorrer-se
ao mtodo QQOQCP, ou 5W1H Who? What? Where? When? Why? How?. Este
mtodo exige a resposta de 6 perguntas essenciais: Quem? (Quem so as
pessoas implicadas?); Qu? (Qual o problema?); Onde? (Onde est
localizado?); Quando? (Em que momento ocorreu?); Como? (Sob que
forma ocorreu?); Porqu? (Quais as razes para querermos resolver o
problema?). Ento, aplicando a metodologia 5W1H, reponde-se s 6
questes. Quem so as pessoas implicadas? Ou seja, quem que so as
pessoas importantes para resolver o problema? A resposta , os
membros da equipa (comercial, tcnico de manuteno e tcnico de
qualidade, eventualmente o patro). Qual o problema? Possvel avaria
no sistema de refirgerao. Onde est localizado o problema? Na cmara
de refrigerao. Mas tambm pode estar no sistema de alarme, pode ser
um falso alarme. Quando? Em que momento ocorreu o problema? s 23h15
de 4f. Como? Sob que forma ocorreu? Com o disparar do alarme do
sistema de refrigerao. Porqu? Quais as razes pelas quais se quer
resolver o problema? A resoluo do problema importante, porque, para
alm de a perda do produto representar uma avultada perda econmica
para a empresa, esto em risco os contratos comerciais com o cliente
mais importante da empresa, o que pode pr em causa a sua
viabilidade no curto prazo.
Com o problema descrito, importante agora encontrar aes de
conteno temporrias. Pode-se manter a cmara fechada, de modo a
conservar a carne durante o mximo de tempo possvel, mas tambm
importante que o pessoal da qualidade possa entrar e averiguar o
estado da carne. Pode-se procurar um meio de refrigerao
alternativo: alugar instalaes frigorficas a outra empresa, alugar
camies frigorficos para conservar a carne, temporariamente. Outra
soluo temporria falar com o cliente. Esta ser uma tarefa para o
comercial, que poder ter que perguntar se se pode antecipar a
entrega da carne. Pode-se ainda tentar vender a carne na cmara a
outro cliente e comprar outro lote para entregar ao cliente
original.
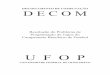
A quarta etapa, que se segue, identificar e verificar as
causas-raiz. Para isso, recomenda-se a utilizao de um diagrama
causa-efeito. Um diagrama causa-efeito, diagrama de Ishikawa, ou
diagrama em espinha de peixe uma ferramenta grfica que ajuda a
identificar as causas de um problema. As possveis causas
identificadas podem ser classificadas em seis categorias:
Matria-prima, meios de produo (mquinas), mtodos (processo),
mo-de-obra (pessoal), meio ambiente e medio - os 6 M).
Diagrama de Ishikawa:1ProblemaAvaria do AlarmeAvaria do Sistema
de Medio de TemperaturaAvaria do
CompressorMtodosMo-de-obraMedioMeios de ProduoMeio
AmbienteMatria-prima
A 5 etapa identificar as aes corretivas permanentes. Vai ser
preciso adicionar mais uma pessoa equipa, o financeiro, para pedir
um emprstimo ao banco, caso seja preciso financiamento para comprar
uma pea mais cara de maquinaria, ou adquirir novo equipamento. O
financeiro tambm pode ativar um seguro, para que numa prxima situao
a empresa consiga obter uma compensao financeira.
A 6 etapa implementar as aes corretivas permanentes. A 7 etapa
prevenir a recorrncia do problema. H que implementar novos mtodos
preventivos e aumentar o controlo. Por fim, tem que se informar o
pessoal responsvel das novas alteraes.Grafico :- mas faz sentido se
ao longo do tempo for havendo menores custos em prevenao e p
reocupaao nisso. pode levar a maiores custos a tentar resolver
problemas no processamento, desde avarias de maquinas a problemas
com os operadores.assim aumenta os custos nos defeito. assim os
custos totais tem tendencia a ir diminuindo at a um certo ponto que
os custos de um ja nao cobre os do outro, quando comea aumentar
novamente.- O nivel 2 quando atingimos um nivel optimo de qualidade
a um menor custo. custo onde no existe prejuzo para a empresa.