Embed Size (px)
Citation preview
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 1/19
MATERIAIS DE CONSTRUÇÃO MECÂNICA
RELATÓRIO DE TRATAMENTO TÉRMICO
NOME:RUAN CÉSAR DE ARAÚJO SANTANA
R.A. :9129693
TURMA: EP6P01
PROFESSOR: ALCINDO
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 2/19
INTRODUÇÃO:
Os tratamentos térmicos é um conjunto de operações que têm por objetivo
modificar as propriedades dos aços e de outros materiais através de um conjuntode operações que incluem o aquecimento e o resfriamento em condições
controladas. Esses tratamentos modificam a estrutura dos aços, alterando suas
propriedades.
Cada uma das estruturas obtidas apresenta suas próprias características,
que se transferem ao aço, conforme a estrutura ou combinação de estrutura ou
combinação de estruturas presentes.
U O
CRESCIMENTO DOS GRÃOS
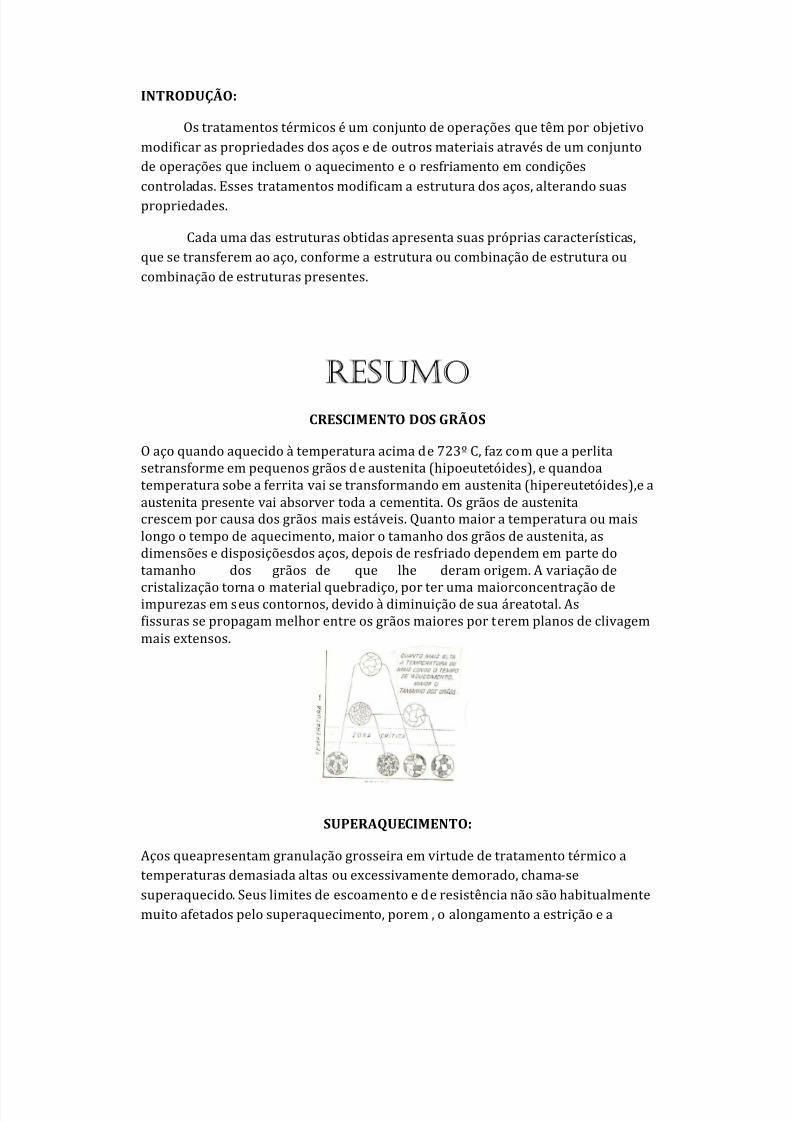
O aço quando aquecido à temperatura acima de 723º C, faz com que a perlitasetransforme em pequenos grãos de austenita (hipoeutetóides), e quandoatemperatura sobe a ferrita vai se transformando em austenita (hipereutetóides),e aaustenita presente vai absorver toda a cementita. Os grãos de austenitacrescem por causa dos grãos mais estáveis. Quanto maior a temperatura ou maislongo o tempo de aquecimento, maior o tamanho dos grãos de austenita, asdimensões e disposiçõesdos aços, depois de resfriado dependem em parte dotamanho dos grãos de que lhe deram origem. A variação de
cristalização torna o material quebradiço, por ter uma maiorconcentração deimpurezas em seus contornos, devido à diminuição de sua áreatotal. Asfissuras se propagam melhor entre os grãos maiores por terem planos de clivagemmais extensos.
SUPERAQUECIMENTO:
Aços queapresentam granulação grosseira em virtude de tratamento térmico atemperaturas demasiada altas ou excessivamente demorado, chama-se
superaquecido. Seus limites de escoamento e de resistência não são habitualmente
muito afetados pelo superaquecimento, porem , o alongamento a estrição e a
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 3/19
resistência ao choque são em geral, fortemente diminuídos. É quaa granulação
grosseiras torna o aço menos dúctil, mais quebradiço.
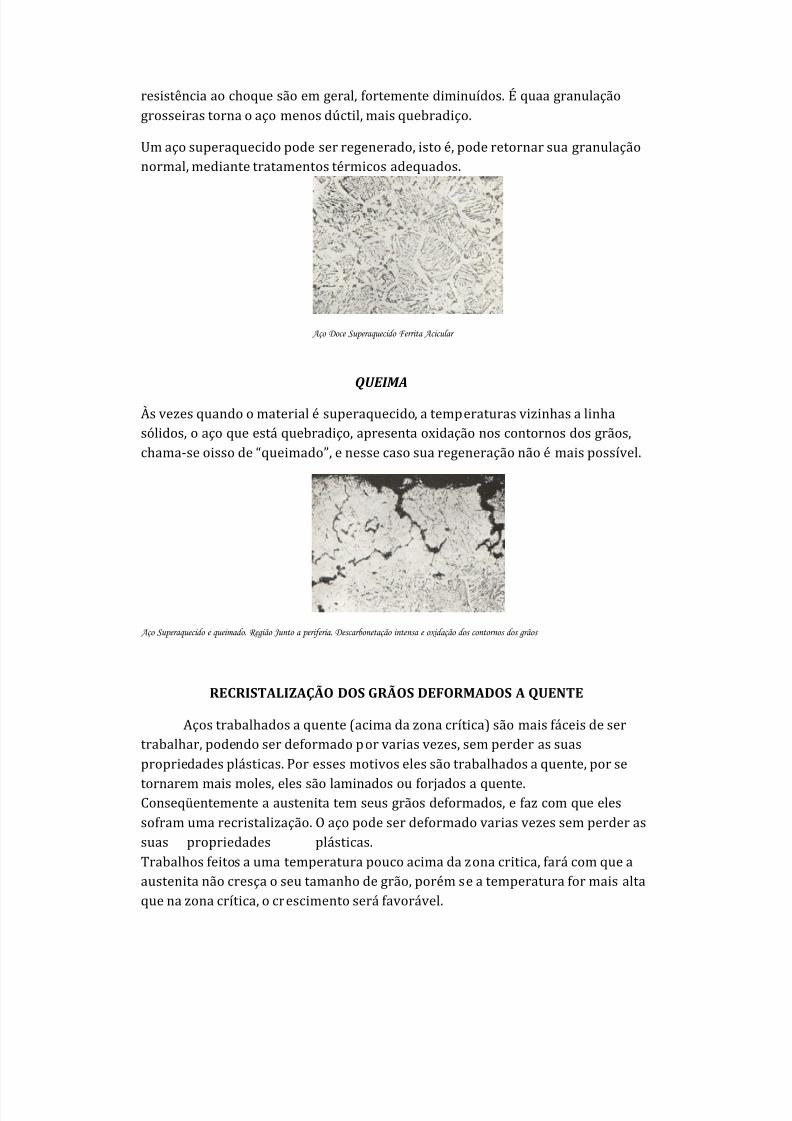
Um aço superaquecido pode ser regenerado, isto é, pode retornar sua granulaçãonormal, mediante tratamentos térmicos adequados.
Aço Doce Superaquecido Ferrita Acicular
QUEIMA
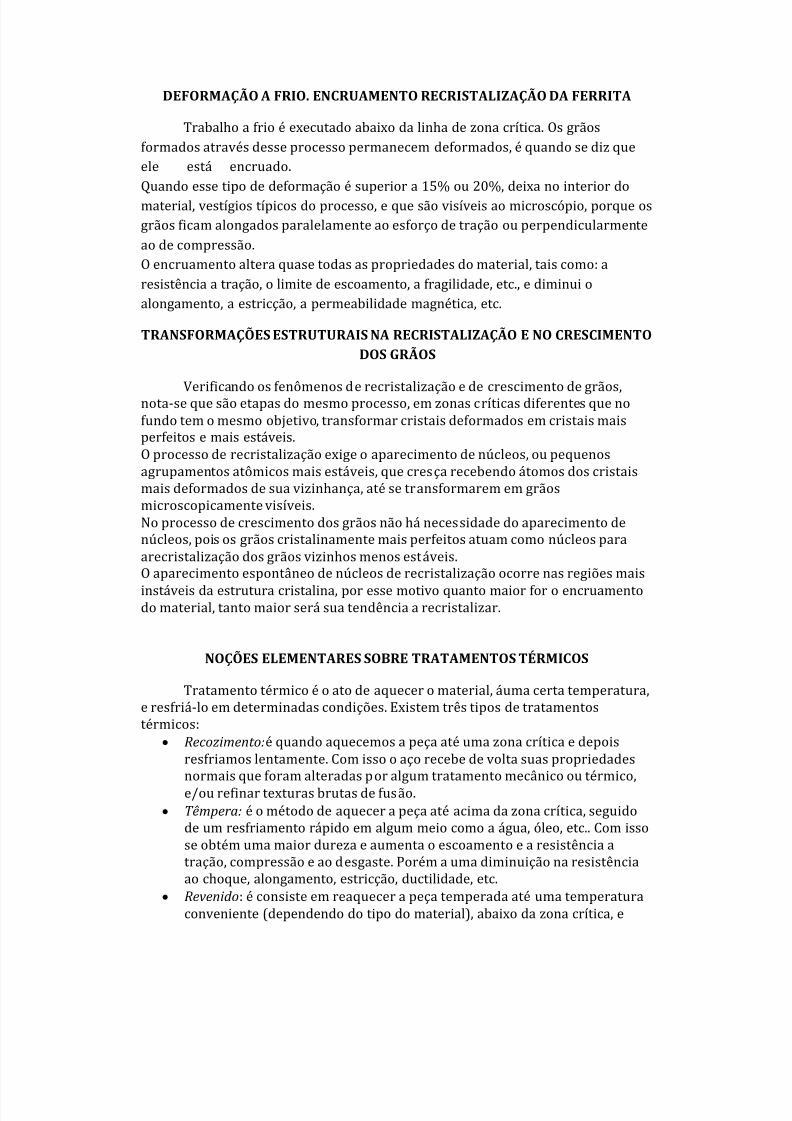
Às vezes quando o material é superaquecido, a temperaturas vizinhas a linhasólidos, o aço que está quebradiço, apresenta oxidação nos contornos dos grãos,
chama-se oisso de queimado, e nesse caso sua regeneração não é mais possível.
Aço Superaquecido e queimado. Região Junto a periferia. Descarbonetação intensa e oxidação dos contornos dos grãos
RECRISTALIZAÇÃO DOS GRÃOS DEFORMADOS A QUENTE
Aços trabalhados a quente (acima da zona crítica) são mais fáceis de sertrabalhar, podendo ser deformado por varias vezes, sem perder as suas
propriedades plásticas. Por esses motivos eles são trabalhados a quente, por se
tornarem mais moles, eles são laminados ou forjados a quente.Conseqüentemente a austenita tem seus grãos deformados, e faz com que eles
sofram uma recristalização. O aço pode ser deformado varias vezes sem perder as
suas propriedades plásticas.
Trabalhos feitos a uma temperatura pouco acima da zona critica, fará com que aaustenita não cresça o seu tamanho de grão, porém se a temperatura for mais alta
que na zona crítica, o crescimento será favorável.
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 4/19
DEFORMAÇÃO A FRIO. ENCRUAMENTO RECRISTALIZAÇÃO DA FERRITA
Trabalho a frio é executado abaixo da linha de zona crítica. Os grãos
formados através desse processo permanecem deformados, é quando se diz queele está encruado.
Quando esse tipo de deformação é superior a 15% ou 20%, deixa no interior do
material, vestígios típicos do processo, e que são visíveis ao microscópio, porque osgrãos ficam alongados paralelamente ao esforço de tração ou perpendicularmente
ao de compressão.O encruamento altera quase todas as propriedades do material, tais como: a
resistência a tração, o limite de escoamento, a fragilidade, etc., e diminui o
alongamento, a estricção, a permeabilidade magnética, etc.
TRANSFORMAÇÕES ESTRUTURAIS NA RECRISTALIZAÇÃO E NO CRESCIMENTO
DOS GRÃOS
Verificando os fenômenos de recristalização e de crescimento de grãos,nota-se que são etapas do mesmo processo, em zonas críticas diferentes que nofundo tem o mesmo objetivo, transformar cristais deformados em cristais maisperfeitos e mais estáveis.O processo de recristalização exige o aparecimento de núcleos, ou pequenosagrupamentos atômicos mais estáveis, que cresça recebendo átomos dos cristaismais deformados de sua vizinhança, até se transformarem em grãosmicroscopicamente visíveis.No processo de crescimento dos grãos não há necessidade do aparecimento denúcleos, pois os grãos cristalinamente mais perfeitos atuam como núcleos paraarecristalização dos grãos vizinhos menos estáveis.O aparecimento espontâneo de núcleos de recristalização ocorre nas regiões mais
instáveis da estrutura cristalina, por esse motivo quanto maior for o encruamentodo material, tanto maior será sua tendência a recristalizar.
NOÇÕES ELEMENTARES SOBRE TRATAMENTOS TÉRMICOS
Tratamento térmico é o ato de aquecer o material, áuma certa temperatura,e resfriá-lo em determinadas condições. Existem três tipos de tratamentostérmicos:
y Recozimento:é quando aquecemos a peça até uma zona crítica e depoisresfriamos lentamente. Com isso o aço recebe de volta suas propriedadesnormais que foram alteradas por algum tratamento mecânico ou térmico,e/ou refinar texturas brutas de fusão.
y Têmpera: é o método de aquecer a peça até acima da zona crítica, seguidode um resfriamento rápido em algum meio como a água, óleo, etc.. Com issose obtém uma maior dureza e aumenta o escoamento e a resistência atração, compressão e ao desgaste. Porém a uma diminuição na resistênciaao choque, alongamento, estricção, ductilidade, etc.
y Revenido: é consiste em reaquecer a peça temperada até uma temperaturaconveniente (dependendo do tipo do material), abaixo da zona crítica, e
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 5/19
resfriá-lo novamente. Esse método é usado para corrigir defeitos causadospela têmpera.
RECOZIMENTO
O recozimento visa reduzir a dureza do aço, aumentar a usinabilidade, facilitar o
trabalho a frio ou atingir a microestrutura ou as propriedades desejadas.
O recozimento é bem feito quando seguido os seguintes fatores:
a) Aquecimento. A peça terá de ser aquecida acima da zona crítica, e este terá
de estar uniforme. O aquecimento e/ou resfriamento desigual poderá
causar o defeito de peças, como entortá-las.
b) T emperat ura de recozimento. Para Daca teor de carbono existe uma
temperatura mais adequada, que é da ordem de 50ºC acima do limite
superior da zona crítica.
c) T empo de permanência a essa temperat ura. Para peças pequenas, basta
esperar alguns minutos. Nas peças mais grossas recomenda-se esperar 20
minutos para cada centímetro de espessura da peça.
d) Atmosfera do forno. O contato da atmosfera com a peça forma uma camada
preta de oxido de carbono. Essas camadas prejudicam as peças, como no
caso das molas, engrenagens, pois as partes que contem menor teor de
carbono endurecem menos com a têmpera.
e) E sfriamento lento. Pode ser feito deixando as peças no forno, ou colocando-as em tanques de cal em pó, areia bem seca ou qualquer outro tipo de meio
que segure o esfriamento lento. Quanto maior o carbono, mais lento tem de
ser o processo.
NORMALIZAÇÃO
Normalização é o processo do recozimento com esfriamento ao ar livre.Com ela obtém-se uma granulação mais fina do que com o esfriamento no forno.Nesse processo, a dureza, limite de escoamento e a resistência tem um aumento.Isso ocorre porque a ferrita não é separada completamente, a qual deveria ser feitana zona crítica. Sendo assim a austenita se transforma em perlita lamelar mais fina,contendo mais ferrita que o normal.Na normalização o objetivo é obter uma granulação mais fina, e para isso é precisoultrapassar a zona crítica, para que seja absorvida completamente a cementitaexistente, e posteriormente no esfriamento se forme uma dispersão fina decarbonetos.
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 6/19
ALGUNS DOS INÚMEROS C ASOS EM QUE O RECOZIMENTO SE IMPÕE
Um aço fundido que se solidificou, apresenta uma granulação grosseira. Diz-se queele ainda esta em estado br uto de f usão . Nessas condições aço tem poucaresistência ao choque.
Para modificar essa textura, o aço submete-se ao recozimento. Com isso ele
obtém uma granulação mais homogênea e mais fina, o que traz melhorias naspropriedades.
Casos como a laminação a frio ou estiramento, o aço terá de se submeter-sea um recozimento, pois se o recozimento o aço poderia ter uma deformação tãoforte que causaria a sua ruptura.
Os aços extra doce (contendo na maior parte ferrita), quando encruadostem a sua recristalização em torno de 550ºC, não precisando passar pela zonacrítica, para ter suas propriedades de volta.
IMPERFEIÇÕES E DESCUIDOS
a) Aquecimento ou esfriamento desiguais acarretará empenamentos etrincas.
b) Aquecimentos para recozer, serão inúteis caso não seja seguido asrecomendações, salvo casos de aços extra-doces encruados.
c) Aquecimentos dentro da zona crítica, fazem com que a perlita fiquecom um aspecto de esboroamento (como se fosse virar pó).
d) Superaquecimentos causam granulações grosseiras. Pode-secontornar isso fazendo um recozimento da peça, porém a peça nãopoderá se regenerar se o aço queimar formando oxidações.
e) Aços ricos em carbono são aquecidos em meios oxidantes para adescarbonetação superficial.
TÊMPERA
A transformação em perlita é conseqüência da separação da ferrita, em umaaustenita devido à supersaturação do carbono. Se o resfriamento for rápido, nota-se que:
a) A ferrita e a cementita diminuem com o aumento do resfriamento,até um, certo limite eles se anulam.
b) A austenita abaixo da linha Ar é a perlita de lamelas mais finas.Quanto mais rápido, o resfriamento,mais difícil fica para distinguir as
lamelas. c) Em situações de resfriamento maiores não ocorre a perlita, e em
temperaturas mais baixas se transforma em martensita.
A transformação da austenita em martensita é brusca, e esse tipo detransformação no estado sólido recebe o nome de reação martensítica difusão, esua composição é idêntica a da austenita.
DIAGRAMA DE TRANSFORMAÇÃO ISOTÉRMIC A
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 7/19
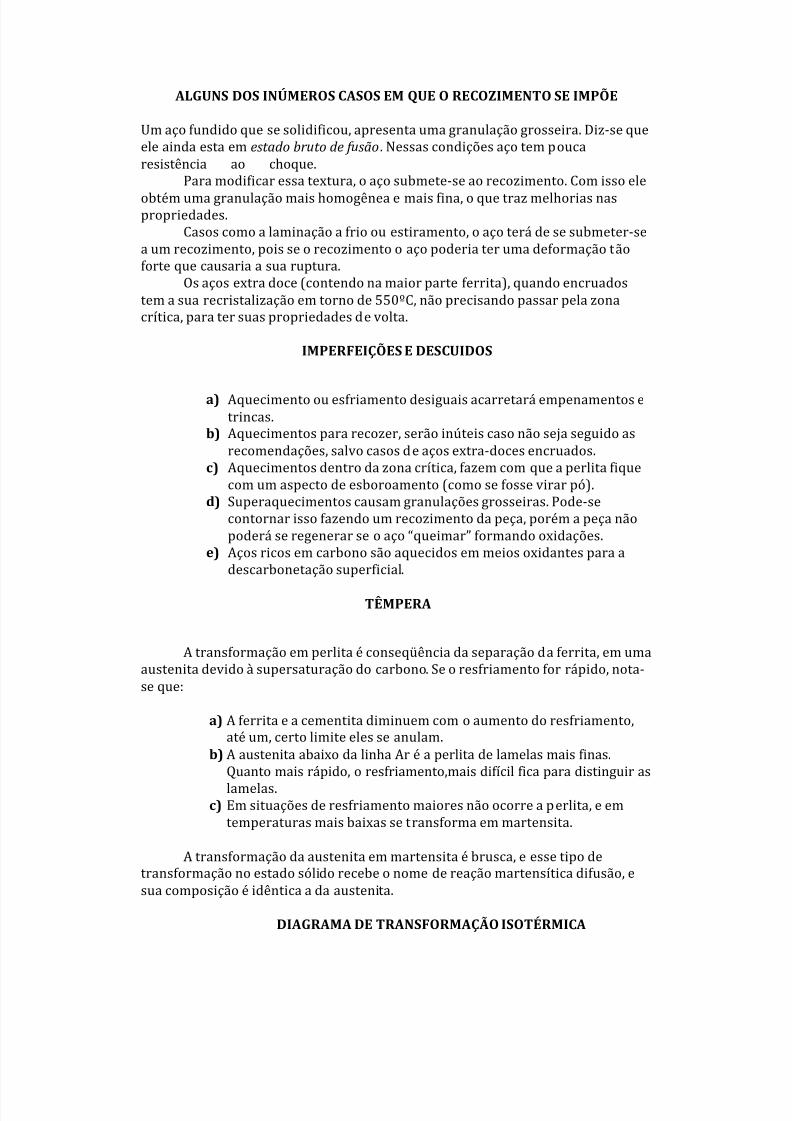
Também conhecido como diagrama TTT (transformação, tempo,temperatura).
Os produtos que se formam em temperaturas superiores à do cotovelo da
curva, são produtos lamelares, e os que formam abaixo do cotovelo sãodenominados bainitas.
Tanto perlita como bainita, são agregadas de ferrita e cementita,e é por isso que nodiagrama a região a direita é denominada F+C.
FORMAÇÃO DA MARTENSITA
No diagrama TTT, abaixo de certa temperatura a martensita começa a ficarevidente, mas isso depende da temperatura e não do tempo. No gráfico a
temperatura da transformação em martensita é chamada de Ms e no final Mf.
DIAGRAMA DE TRANSFORMAÇÃO EM ESFRIAMENTO CONTÍNUO
Tratamentos térmicos comuns envolvem um esfriamento contínuo, com
maior ou menor velocidade, desde a temperatura de austenização até a ambiente.
Em casos extremos de alta velocidade de esfriamento ou relativamente baixas,obtém a martensita ou a perlita grossa.
Num diagrama TTT, o afastamento das linhas A3 e A1, (aço hipoeutetóide), é
proporcional a ferrita livre numa tempera branda. O afastamento da curva de
inicio ao eixo da temperatura é proporcionalmente a temperabilidade do material.
INFLUÊNCIA DO TAMANHO DE GRÃO NAS CURVAS TTT
O aparecimento de novas fases, normalmente aparece em contornos degrão, tanto como a diminuição do tamanho do grão aumenta a área total dos
contornos.
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 8/19
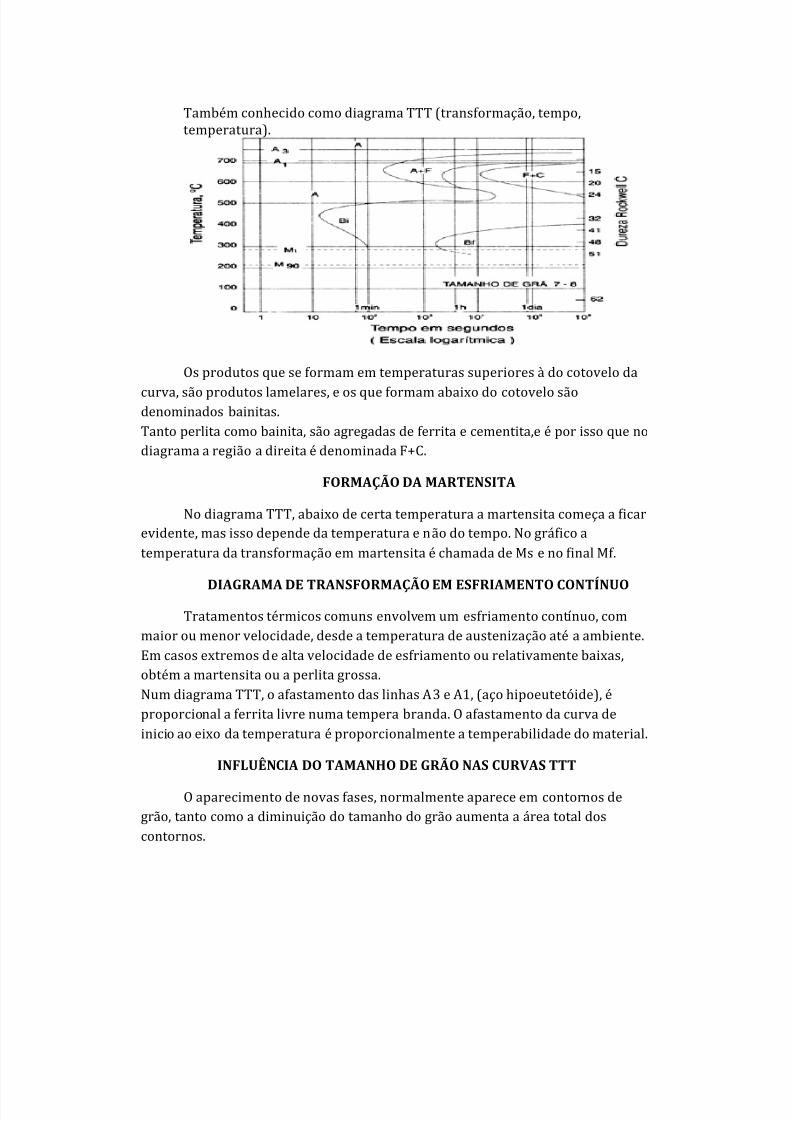
Em produções em série, as peças normalmente são normalizadas para
assegurar a granulação, e só depois receberem o tratamento temperado.
INFLUÊNCIA DA FALTA DE HOMOGENIEDADE DA AUSTENITA
Impurezas não solúveis, partículas de carboneto não dissolvidas, causam auma falta de homogeneidade da austenita. Essas fases favorecem as reaçõesisotérmicas diminuindo a temperabilidade.
INFLUÊNCIA DA COMPOSIÇÃO QUÍMIC A
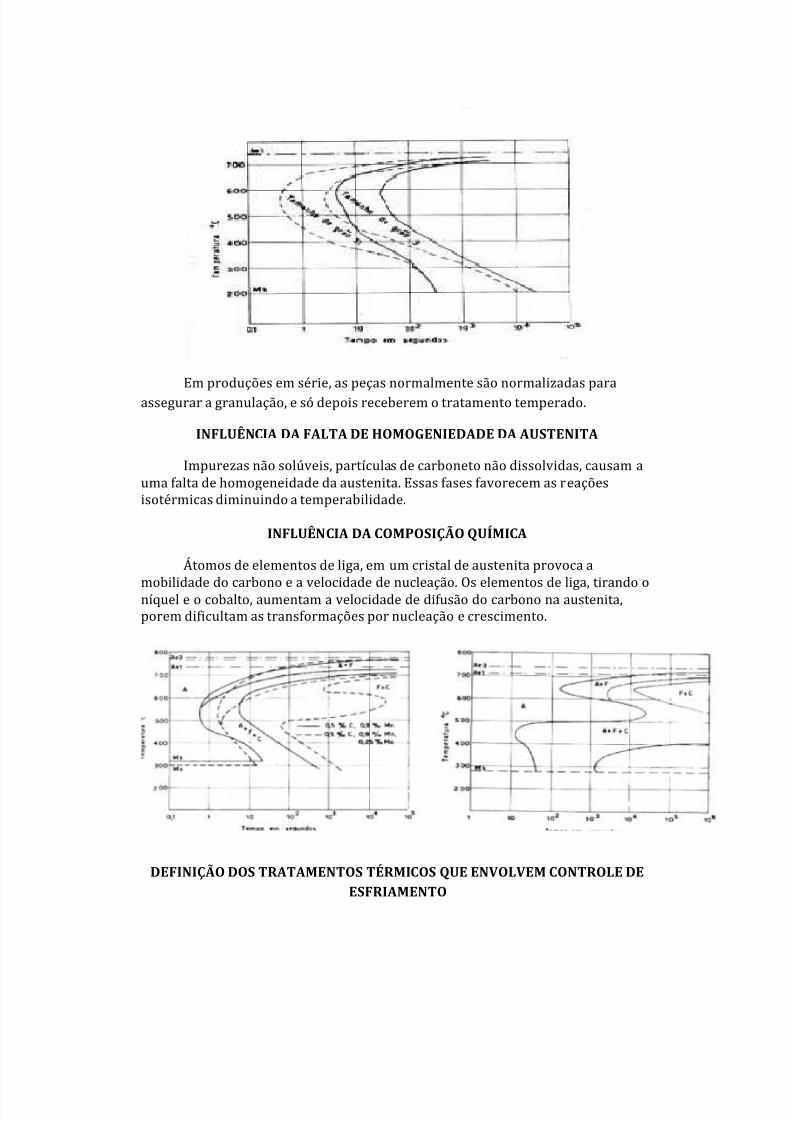
Átomos de elementos de liga, em um cristal de austenita provoca a
mobilidade do carbono e a velocidade de nucleação. Os elementos de liga, tirando oníquel e o cobalto, aumentam a velocidade de difusão do carbono na austenita,porem dificultam as transformações por nucleação e crescimento.
DEFINIÇÃO DOS TRATAMENTOS TÉRMICOS QUE ENVOLVEM CONTROLE DE
ESFRIAMENTO
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 9/19
Definições dos tratamentos térmicos:y Recozimento: tratamento por resfriamento contínuo, transformando a
austenita em perlita, e ferrita (aços hipoeutetóides), e cementita(nos açoshipereutetóides).
y N ormalização: tratamento por resfriamento contínuo, transforma aaustenita em perlita fina. É um resfriamento rápido, para poder cruzar as
regiões da ferrita e de perlita, que estão do lado esquerdo da curva.y Recozimento isotérmico: tratamento que produz uma transformação
isotérmica da austenita em temperatura superior à do cotovelo da curvaC, obtendo uma textura perlítica.
y Aust êmpera: tratamento que provoca transformação isotérmica daaustenita em temperatura inferior à do cotovelo da curvaC, obtendo umatextura bainítica.
y Têmpera: tratamento por esfriamento contínuo, que transforma a austenitaem martensita, em temperaturas a baixo da temperatura M.
Se no final do tratamento a temperatura for superior a temperatura M,
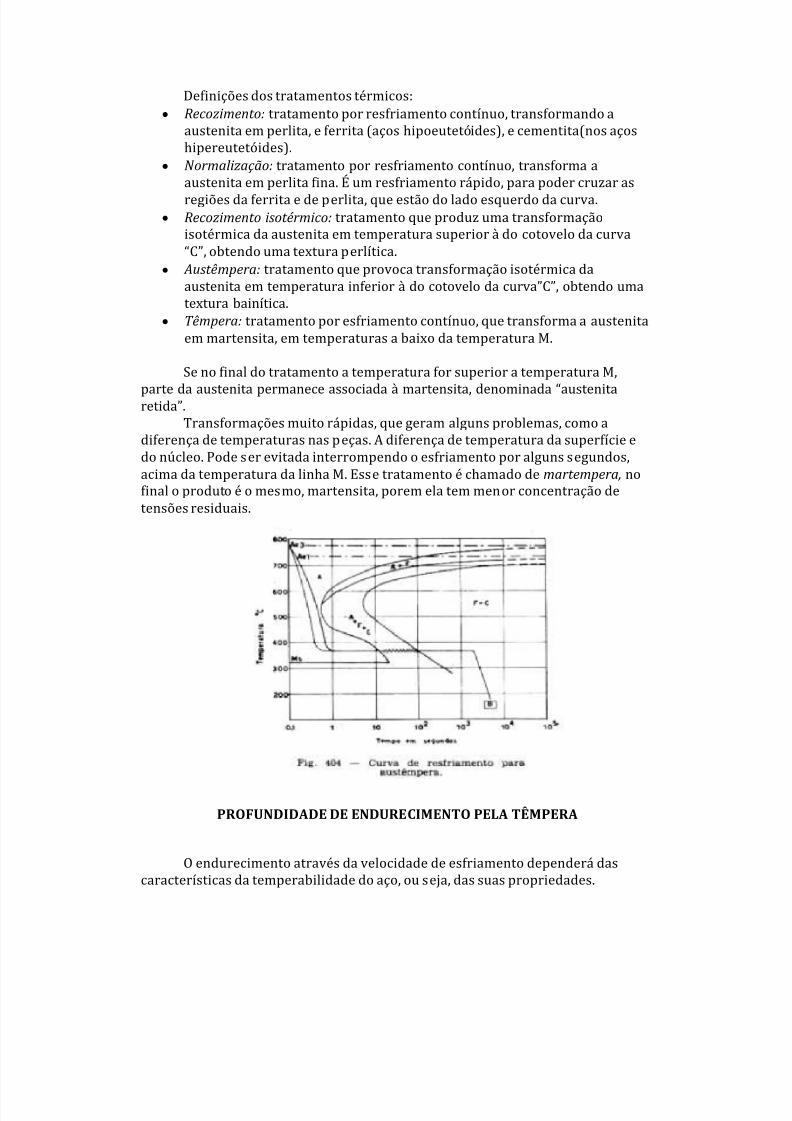
parte da austenita permanece associada à martensita, denominada austenitaretida.Transformações muito rápidas, que geram alguns problemas, como a
diferença de temperaturas nas peças. A diferença de temperatura da superfície edo núcleo. Pode ser evitada interrompendo o esfriamento por alguns segundos,acima da temperatura da linha M. Esse tratamento é chamado de martempera, nofinal o produto é o mesmo, martensita, porem ela tem menor concentração detensões residuais.
PROFUNDIDADE DE ENDURECIMENTO PELA TÊMPERA
O endurecimento através da velocidade de esfriamento dependerá dascaracterísticas da temperabilidade do aço, ou seja, das suas propriedades.
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 10/19
Na prática não se tem o controle da precisão das condições de esfriamento,de modo que, o tratamento térmico não permite um controle total dastransformações.
ENSAIOS DE TEMPERABILIDADE
Experiências feitas com varias barras de aços de varias tamanhos etemperadas em água ou óleo, foram secionadas transversalmente e sujeitas aensaios de dureza ao longo do diâmetro.
Os valores obtidos foram colocados em gráficos, dos quais se pode observara variação dureza da superfície até o centro. Esse gráfico tem a aparência de U, porisso receberam o nome de curvas em U. Estes que podem ser sobre postos eservem de referência quando se temperam em água ou óleo uma barra de aço tal eum diâmetro tal.
Um ensaio bem comum, é, o ensaio J ominy .Que, nada mais é do que, colocaro corpo de prova em um suporte, suporte este que tempera a peça jogando um jatode água de baixo para cima no corpo de prova.Esse ensaio não dá resultados significativos em aços de baixa temperabilidade,nesse caso é usado as curvas em U.
CUIDADOS A OBSERVAR NA TÊMPERA
Aquecimento:
As precauções são as mesmas do recozimento: aquecer uniformemente eprevenir a descarbonetação, a oxidação e a deformação das peças.
Pára temperá-las podemos usar banhos de chumbo, de sais que são os maisusados ou aquecidos em fornos de mufla. O chumbo tem suas vantagens, aquecemais rapidamente porém o vapor dele é prejudicial a saúde. Já os sais podem
aquecer a temperaturas mais altas.Generalizando, os banhos aquecem as peças uniformemente e ainda
protegem contra oxidação do ar.
Esfriamento (têmpera):
O tipo de banho depende da têmpera que será aplicada, e da qualidade doaço. Alguns aços trincam e empenam quando temperados em água, e só suportamtêmpera branda, com exceção de alguns aços-liga que endurecem pelo simplesesfriamento ao ar.
A água é um tipo de tempera muito eficiente e econômico, porém a medidaque ela vai resfriando ela vai perdendo a capacidade de temperar, e se tornaineficaz.
O óleo é um meio de tempera brando, utilizado quando a peça corre o riscode trincar, tensões internas ou empenar. Preferencialmente é usado o óleo mineral.
Durante o banho é importante manter a peça em movimento para que nãoaconteça de criar uma película de vapor em volta da peça, tornando o esfriamentomais lento.
TÊMPERA DE DENTRO DA ZONA CRÍTIC A
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 11/19
Os aços temperados, dentro da zona crítica, não terá, muito interesse por teruma dureza baixa e irregular.
Erros que passam despercebidos como: excesso de tempo dentro do forno,passa despercebido, e causam anomalias nas peças.
O esfriamento brusco feito abaixo da zona crítica, normalmente nãoapresenta influências nas propriedades mecânicas e na textura dos aços comuns.
REVENIDO
A têmpera modifica profundamente as propriedades dos aços tomandoaltos valores de dureza, a resistência à tração, etc.; mas, outras, como resistência aochoque, o alongamento, a estricção, caem a valores muito baixos e com tensõesinternas apreciáveis. O revenido é o tratamento que vem corrigir, restituindogrande parte das propriedades perdidas, sem afetar muito aquelas visadas pelatêmpera.
O aço revenido apresenta tensões residuais menores e possui capacidade dealongar-se. O processo consiste em reaquecer a peça temperada até umatemperatura abaixo da zona crítica e esfriá-la novamente. É usado para corrigir adureza e ou fragilidade excessivas por conseqüência de têmpera. O revenidoaumenta o alongamento, a estricção e a resistência ao choque.
CONSTITUINTES DOS AÇOS TEMPERADOS E REVENIDOS
O revenido só se torna perceptível a partir dos 150ºC, e a baixo dessatemperatura, o carbono disperso no ferro alfa forma uma solução metaestável, amartensita, que assim permanece. À medida que a temperatura se eleva acima150ºC, vai crescendo a mobilidade do carbono e a separação se realiza de modocada vez mais pronunciado e mesmo tendo alcançado uns 450º C conservam, emgeral, o aspecto típico da martensita. Por outro lado, se a temperatura do revenido
se eleva até penetrar na zona crítica, o aspecto da textura passa a ser o de umrecozimento parcial.
TRANSFORMAÇÕES ESTRUTURAIS NO REVENIDO
A martensita, é uma solução sólida, supersaturada e metaestável de carbononum reticulado de ferro tetragonal.
Sendo uma solução supersaturada, ela tem tendência a precipitar o excessode carbono e se transformar em ferro alfa. Essa separação do carbono, que se dá naforma de carboneto, ocorre em vários estágios.
1. O primeiro estágio tem início acima de 150°, com a precipitação decarboneto (Fe,C hexagonal) e transformação da martensita numamartensita de baixo teor de carbono. Esse estágioembora nãoprovoque acentuada queda de dureza, ele proporciona um apreciávelalívio de tensões residuais.
2. O segundo estágio ocorre entre 250 e 400°. com o aparecimento deferrita nos limites entre a martensita de baixo carbono e o carbonetoe com uma progressiva transformação do carboneto c em cementita(Fe C ortorrômbico).
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 12/19
3. O terceiro estágio ocorre acima de 400° com urna separaçãocompleta da ferrita e da cementita. Com a elevação da temperaturaaté 700°, há tendência para o crescimento dos grãos de ferrita eesferoidização das partículas de cementita, dando a texturadenominada sorbita.
Se existirem elementos de liga do tipo substitucional, que formemcarbonetos estáveis, é neste último estágio que eles poderão se movimentar, commaior velocidade, e substituir átomos de ferro da cementita.
O revenido além de causar a separação da cementita, ele também afeta apartição dos elementos de liga entre a ferrita e a cementita. Assim sendo, para cadacomposição de aço, podemos através da escolha da temperatura de revenido, obterqualquer limite de resistência, ou de escoamento, entre o do materialsimplesmente temperado e o do completamente recozido. Em igualdade deresistência, ou de dureza, os aços temperados e revenidos têm geralmente maiorductilidade. Devido à maior uniformidade na distribuição da cementita.
Para os aços carbono, os valores entre as duas primeiras curvas podemprovir dos seguintes tratamentos: tempera branda (martensita e troostita),tempera de dentro da zona crítica (martensita e ferrita), tempera com tempoinsuficiente de aquecimento (martensita e ferrita), tempera e revenido (sorbita),normalização (troosto-perlita), encruamento (grãos deformados) ou combinaçõesdesses tratamentos. Excluída a presença de elementos de liga, cuja interferência àsvezes complica a investigação da causa da dureza, as demais causas apontadas,inclusive possível heterogeneidade proveniente de concentrações locais, são, emgeral, detectáveis pelo exame metalográfico. Valores entre as curvas dos açosrecozidos e dos coalescidos. podem provir de coalescimentos parciais, afastada ahipótese de uma descarbonetação local.
COALESCIMENTO
Quando a temperatura do revenido se aproxima da zona crítica epermanece ali, pequenas partículas de cementita agrupam-se em partículasmaiores, formando glóbulos de cementita
Esse fenômeno pode ser acelerado, oscialndo a temperatura (723ºC) paraque as partículas finas se dissolvam em menos tempo do que as grossas.
O coalescimento chega a reduzir a dureza do aço. Isto permite umaeconomia na usinagem de aços de alto teor de carbono, principalmente os extra-duros (hipereutetóides), podendo ser executadas freqüentemente comferramentas comuns, em máquinas mais leves.
Os aços coalescidos, quando reaquecidos para serem recozidos,normalizados ou temperados, precisam permanecer acima da zona críticamaistempo do que onormalmente exigido, por ser a dissolução dos carbonetosnoestado globular.
AÇOS RÁPIDOS
Ferramentas de aços comuns apresentam algumas deficiências sérias. Comoo trabalho intenso aquece o corte da ferramenta, é necessário realizar o trabalho
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 13/19
mais lentamente, para poder dissipar o calor gerado, ou promover umarefrigeração para evitar o aquecimento acima dos 100ºC. Uma ferramenta queperde seu corte por desgaste poderá ser reafiada. Porém se a ferramenta perdeuseu corte por aquecimento, não adianta reafiá-la, pois o aço perdeu sua dureza, eserá preciso temperar novamente a ferramenta.
O desenvolvimento de aços-liga, especialmente os com cromo e tungstênio,
trouxe uma contribuição muito valiosa para o aperfeiçoamento de ferramentas.Esses aços têm a propriedade de só perderem a dureza que adquiriram pelatempera, quando atingem temperaturas da ordem de 650°. Por isso, asferramentas feitas desses aços permitem um trabalho mais intenso e mais rápido,porque o aquecimento não os afeta tanto. Daí o nome de aços de corte rápido ousimplesmente aços rápidos com que são conhecidos.
TRATAMENTO PARA ENDURECIMENTO SUPERFICIAL
Para a construção de maquinas, é normalmente usado peças dotadassimultaneamente de uma boa resistência ao choque e uma dureza muito elevada,para poder resistir ao desgaste.
O aço acima da zona crítica, além de dissolver no estado sólido maiscarbono, tem também a propriedade de absorver este último, quando em contatocom substâncias capazes de cedê-lo (cementos). Esta propriedade, utilizada comcertas precauções em peças feitas de aço doce, permite elevar o teor de carbonojunto à sua superfície.
O teor mais conveniente a atingir junto à superfície é o eutetóide. Nacementação pelo carbono empregam-se em geral comentos sólidos, mas quando sevisa introduzir no aço também o nitrogênio, ou somente este, empregam-secementos líquidos (cianetos fundidos), gases carbonetantes ou nitretantes. Oscementos sólidos são constituídos geralmente de carvão de madeira moídomisturado com certos carbonatos. Como a cementação pelo carbono é uma
operação demorada, exigindo em geral algumas horas, a permanência acima dazona crítica (900° a 1000°C) durante esse tempo produz no material umagranulação grosseira (superaquecimento). Então será necessário regenerar atextura da peça cementada, isto é, tornar sua granulação mais miúda, por meio dauma normalização.
A penetração do carbono é habitualmente de cerca de mm e convém que apassagem da camada cementada para a parte seja o quanto possívelgradativa.Como a penetração do carbono é influenciada pela composição químicado aço, énecessário que este esteja entre determinados limites para que se obtenhauma cementaçãosatisfatória. Tem influência importante o próprio carbono jáexistente no aço e o manganês,cujos teores devem ser baixos. Certo teor de níquelé muitas vezes desejado, porque esteelemento atenua o crescimento exagerado dosgrãos pela longa permanência acima da zonacrítica, além de aumentar atenacidade do material. Quando, no esfriamento de um aço hipereutetóide, seforma uma orla de ferrita entre os grãos de perlita e a rede de cementita que osenvolve, o aço é considerado anormal.
A nitretação consiste em aquecer as peças de aço em forno adequado, noqual é injetado amônia. Antes da nitretação, as peças são em geral temperadas erevenidas, para assegurar um núcleo tenaz e tornar a textura da superfície maispropicia à nitretação, e, a seguir, são retificadas. As peças depois de nitretadas não
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 14/19
precisam ser temperadas de novo e atingem, na sua superfície, dureza e resistênciaao desgastes muito mais elevado do que o máximo que se poderia obter pelatempera.
Como não precisam ser esfriadas rapidamente, não ficam com tensõesinternas e estão menos sujeitas a empenar o que dispensa, em muitos casos,umaretificação posterior, sem falar que conserva a sua alta dureza.
A cianetação é praticada mergulhando as peças em sais fundidos contendocianetos, como por exemplo, o de sódio, a temperaturas entre 850 e 900°C. Poreste processo as partes superficiais das peças absorvem, além do nitrogênio,também o carbono. As peças cianetadas são depois temperadas a partir do própriobanho. Quando há necessidade de temp erar de novo uma peça cianetada, seuaquecimento deve ser feito num banho semelhante ao que serviu para a suacianetação. Há ainda outros processos para o endurecimento periférico, tais comorecobrir a superfície com uma camada de solda de aço duro, ou então produzir umaquecimento apenas superficial nas partes a endurecer e temperar imediatamentea região aquecida. O aquecimento superficial pode ser produzido por meio demaçaricos ou por meio de indução de uma corrente elétrica de alta freqüência.
REVESTIMENTOS SUPERFICIAIS. SOLDAS. C ALDEAMENTOS.
Quando a superfície da peça é recoberta com uma camada de outro metaldepositado por meio de jacto (metalização), seu aspecto é facilmente reconhecívelao microscópio. Depósitos eletrolíticos são em geral mais finos do que os obtidospor imersão e formam uma película que acompanha todas as enfractuosidades dasuperfície da peça com espessura mais uniforme. O ferro eletrolítico, tal, como édepositado, submetido a um recozimento sua textura torna-se semelhante à doferro puro obtido por fusão comum.
Depósitos de aços extra-doce ou de aço duro feitos por solda elétrica, tanto
para restauração como para união, apresentam texturas características. O examemicrográfico de materiais assim tratados é habitualmente feito em secção normal àsuperfície da peça.
PIROMETRIA
Pirometria é a medida obtida através do pirômetro, ou seja, é medição dasaltas temperaturas empregadas na metalurgia e em outras atividades, e sãoclassificadas em dois grupos:
1-P irômetro termo-elétricos: quando dois fios de metais ou ligas diferentes estãosoldados por uma de suas pontas, aparecerá uma diferença de potencial entre asextremidades se estiverem em temperatura diferente da solda. Como um partermo-elétrico precisa satisfazer certas condições, tais como facilidade dereprodução, boa resistência ao calor e à oxidação, constância do potencial termo-elétrico a cada temperatura e variação contínua com esta, inalterabilidade dessascaracterísticas com o uso. O número de pares, que satisfazem simultaneamente atodas essas condições, é reduzido. Para temperaturas dessa ordem e maisaltasrecorre-se, aos pirômetros óticos.
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 15/19
2-P irômetros óticos e os de radiação: entre os óticos distinguem-se os dedesaparecimento do filamento e os de desaparecimento de um ponto. Os primeirosbaseiam-se na comparação do brilho do filamento incandescentede uma lâmpada, como o emitido pelo objeto, ou interior do forno, quandoaquecido acima de 700°C. Os pirômetros óticos servem para medidas detemperaturas de 700 a 2000°C. Certos pirômetros óticos em lugar de medirem a
intensidade da corrente com um miliamperímetro, o fazem, com um dispositivopotenciométrico com escala em graus.
No pirômetro ótico de desaparecimento de ponto, utiliza-se apenas um
ponto do filamento cujo brilho é mantido constante. Um filtro giratório e deintensidade crescente permite atenuar a intensidade da imagem visada até chegar
a ter o mesmo brilho do
ponto, momento em que a visibilidade desaparece. Para essa posição do filtro, faz-se a leitura da temperatura diretamente sobre a escala graduada em graus,
solidária com ele. Os pirômetros baseados na comparação de brilhos só podem ser
utilizados para
temperaturas acima de 700°C, porque para temperaturas mais baixas, a
visibilidade da luz emitida não é suficiente. Os pirômetros de radiação sãoaparelhos destinados a medir a temperatura de um corpo, através da intensidade
da radiação emitida por ele. Diferem dos pirômetros óticos, porque utilizam tanto
a energia radiante visível, como as radiações não visíveis. É importante notar que
tanto os pirômetros óticos como os de radiação total só dão indicações exatas pararadiações emitidas por um corpo negro, isto é, um corpo que seja capaz de
absorver todas as radiações sobre ele.
Somente para um corpo negro se pode estabelecer uma relação entre a intensidade
Propriedades Mecânicas dos aços SAE 1045e SAE1070
SAE 1045SAE 1045
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 16/19
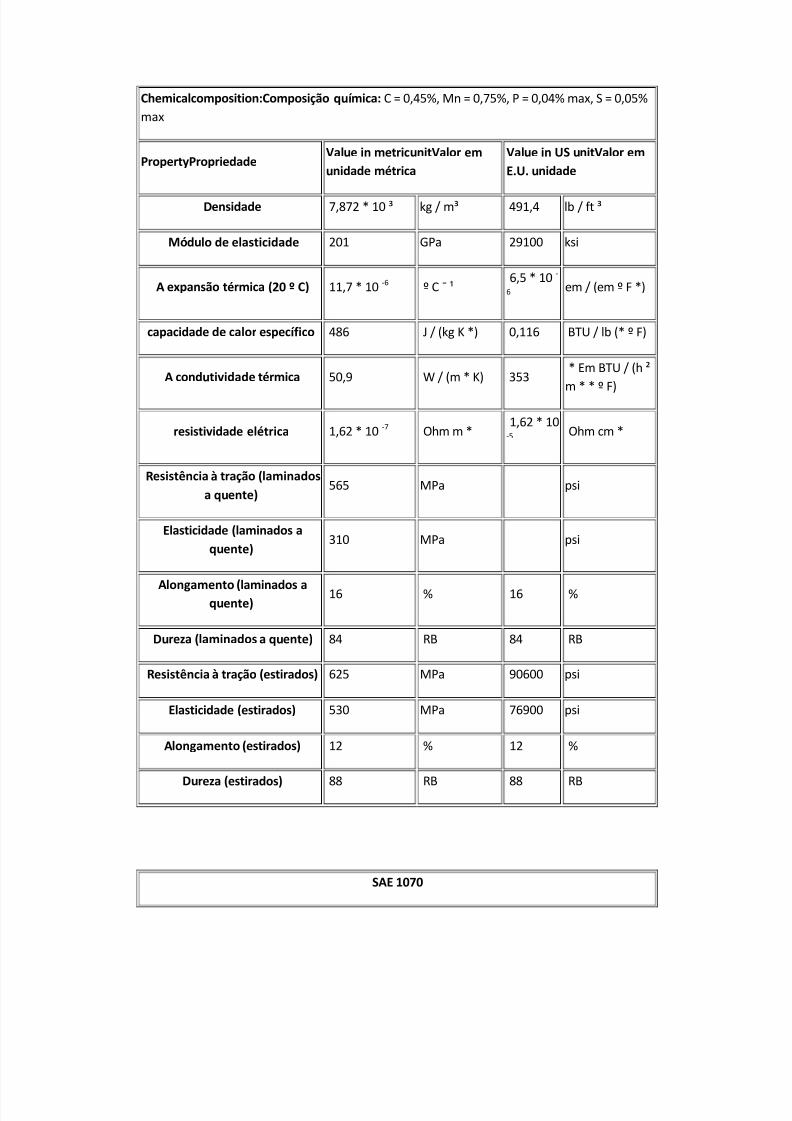
Chemicalcomposition:Composição quí mica: C = 0,45%, Mn = 0,75%, P = 0,04% max, S = 0,05%
max
PropertyPropriedade Value in metricunitValor em
unidade métrica
Value in US unitValor em
E.U. unidade
Densidade 7,872 * 10 ³ kg / m³ 491,4 lb / ft ³
Módulo de elasticidade 201 GPa 29100 ksi
A expansão térmica (20 º C) 11,7 * 10 -6 º C ¯ ¹6,5 * 10 -
6
em / (em º F *)
capacidade de calor específ ico 486 J / (kg K *) 0,116 BTU / lb (* º F)
A condutividade térmica 50,9 W / (m * K) 353* Em BTU / (h ²
m * * º F)
resistividade elétrica 1,62 * 10-7
Ohm m *1,62 * 10
-5
Ohm cm *
Resistência à tração (laminados
a quente) 565 MPa psi
Elasticidade (laminados a
quente) 310 MPa psi
Alongamento (laminados a quente)
16 % 16 %
Dureza (laminados a quente) 84 RB 84 RB
Resistência à tração (estirados) 625 MPa 90600 psi
Elasticidade (estirados) 530 MPa 76900 psi
Alongamento (estirados) 12 % 12 %
Dureza (estirados) 88 RB 88 RB
SAE 1070
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 17/19
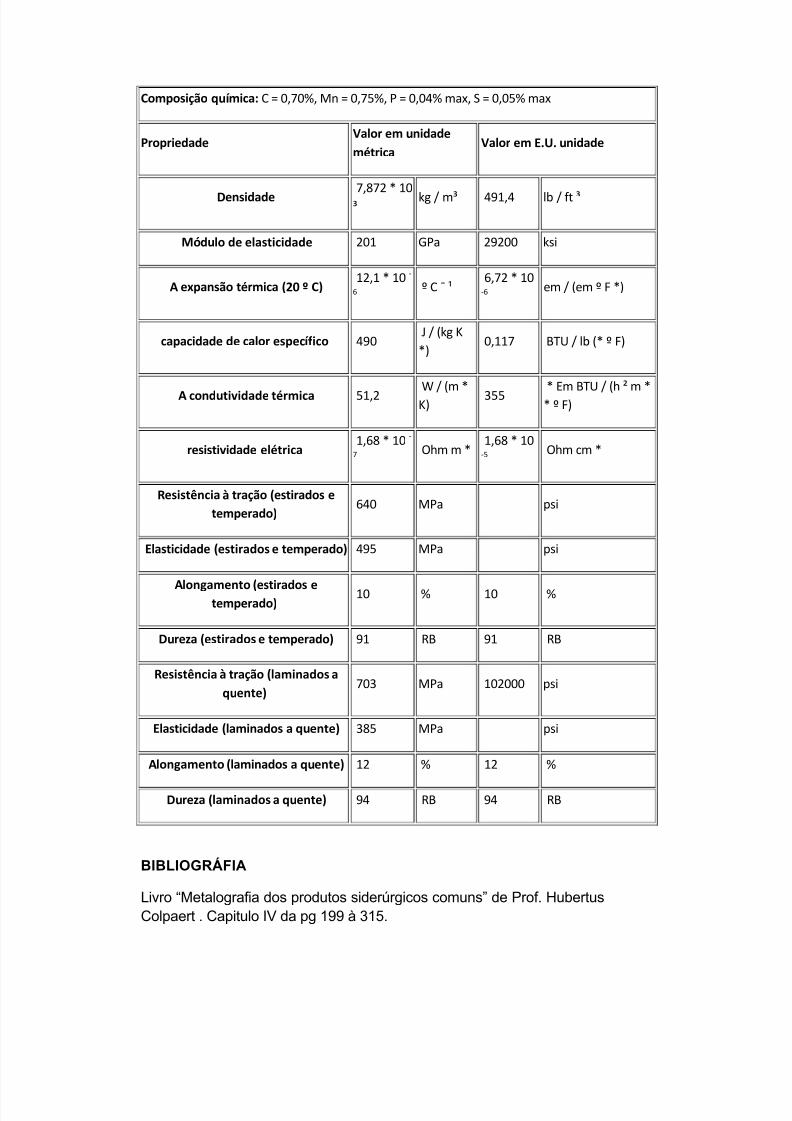
Composição quí mica: C = 0,70%, Mn = 0,75%, P = 0,04% max, S = 0,05% max
Propriedade Valor em unidade
métrica Valor em E.U. unidade
Densidade 7,872 * 10
³ kg / m³ 491,4 lb / ft ³
Módulo de elasticidade 201 GPa 29200 ksi
A expansão térmica (20 º C) 12,1 * 10 -
6
º C ¯ ¹6,72 * 10
-6
em / (em º F *)
capacidade de calor específ ico 490J / (kg K
*)0,117 BTU / lb (* º F)
A condutividade térmica 51,2 W / (m *K) 355 * Em BTU / (h ² m ** º F)
resistividade elétrica 1,68 * 10
-
7
Ohm m *1,68 * 10
-5
Ohm cm *
Resistência à tração (estirados e
temperado) 640 MPa psi
Elasticidade (estirados e temperado) 495 MPa psi
Alongamento (estirados e temperado)
10 % 10 %
Dureza (estirados e temperado) 91 RB 91 RB
Resistência à tração (laminados a
quente) 703 MPa 102000 psi
Elasticidade (laminados a quente) 385 MPa psi
Alongamento (laminados a quente) 12 % 12 %
Dureza (laminados a quente) 94 RB 94 RB
BIBLIOGRÁFIA
Livro ³Metalografia dos produtos siderúrgicos comuns´ de Prof. Hubertus
Colpaert . Capitulo IV da pg 199 à 315.
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 18/19
Imagens escaneadas do livro ³Metalografia dos produtos siderúrgicos
comuns´29/08/2010
Dados da tabela SAE 1045 tiradas dos sites www.substech.comno dia
01/09/2010 às 17:42
Dados da tabela SAE 1070 tiradas do site www.substech.comno dia
01/09/2010 às 17:47
http://www2.furg.br/projeto/gefmat/material_did/materiais/Vitor/Disciplin/MatCons/ApostT
T/Cap6.htm
no dia 02/09/2010 às 23:45
Experiência
OBJETIVO:
Executar o tratamento térmico em corpos de prova SAE1045e SAE1070.
Materiais:
* Forno;
* Tanque de água;
* Tanque de óleo;
* Tanque com cal;
* Aços SAE1045 e SAE1070.
Execução:
- Aquecer o forno a uma temperatura de 850°C
- Colocar luva.
- Colocar as os aços
- Aguardar 20 minutos.
- Fazer o tratamento desejado (Têmpera, Normalização, Recozimento).
Experimento
8/8/2019 RESUMO ATUALIZADO UHHULL.
http://slidepdf.com/reader/full/resumo-atualizado-uhhull 19/19
1° corpo de prova
Aço 1045 resfriado na água (Têmpera)
Obs:. Para esse processo é necessário uma agitação para que não form e
bolhas de vapor ao redor da peça.
2°corpo de prova
Aço 1070 Resfriado em óleo (Têmpera)
Obs:. Para esse processo é necessário uma agitação para que não forme
bolhas de vapor ao redor da peça.
3° corpo de prova
Resfriamento no próprio forno (Recozimento)
4° corpo de prova
Aço Resfriado ao ar (Normalização)
Conclusão:
Somente quando tivermos os resultados dos ensaios realizados dureza, tração
e impacto.