Embed Size (px)
Citation preview

SELEÇÃO DE AÇOS PELA TEMPERABILIDADE Na especificação de materiais para construção mecânica, freqüentemente o projetista depara-se com o problema de selecionar um aço que deve ser tratado termicamente. As informações básicas necessárias para especificar um aço pela sua temperabilidade incluem: a) a dureza no estado bruto de têmpera; b) a profundidade a partir da superfície que deve apresentar esta dureza; e c) o meio de têmpera que deverá ser utilizado no tratamento térmico. A dureza bruta de têmpera deve ser especificada a partir da dureza desejada após o revenido. Em princípio qualquer dureza após o revenido seria possível, desde que inferior à dureza bruta de têmpera, mas a “prática industrial” mostra que isto não é verdade. Esta "prática industrial" corresponde a experiência de gerações de engenheiros, e em geral está resumida em Normas Técnicas e "Handbooks". No ASM Materials Handbook, propõe-se a relação descrita pela curva da Figura 1. Esta curva não especifica se a dureza corresponde a 100% de martensita, pois os mesmos níveis de dureza podem ser encontrados para porcentagens menores de martensita, desde que com teores de carbono mais altos, como se vê na Figura 2.
Figura 1 - Dureza mínima bruta de têmpera necessária para obter dureza após revenido (1). Figura 2 - Dependência da dureza bruta de têmpera com as porcentagens de martensita e e o teor de carbono (1).
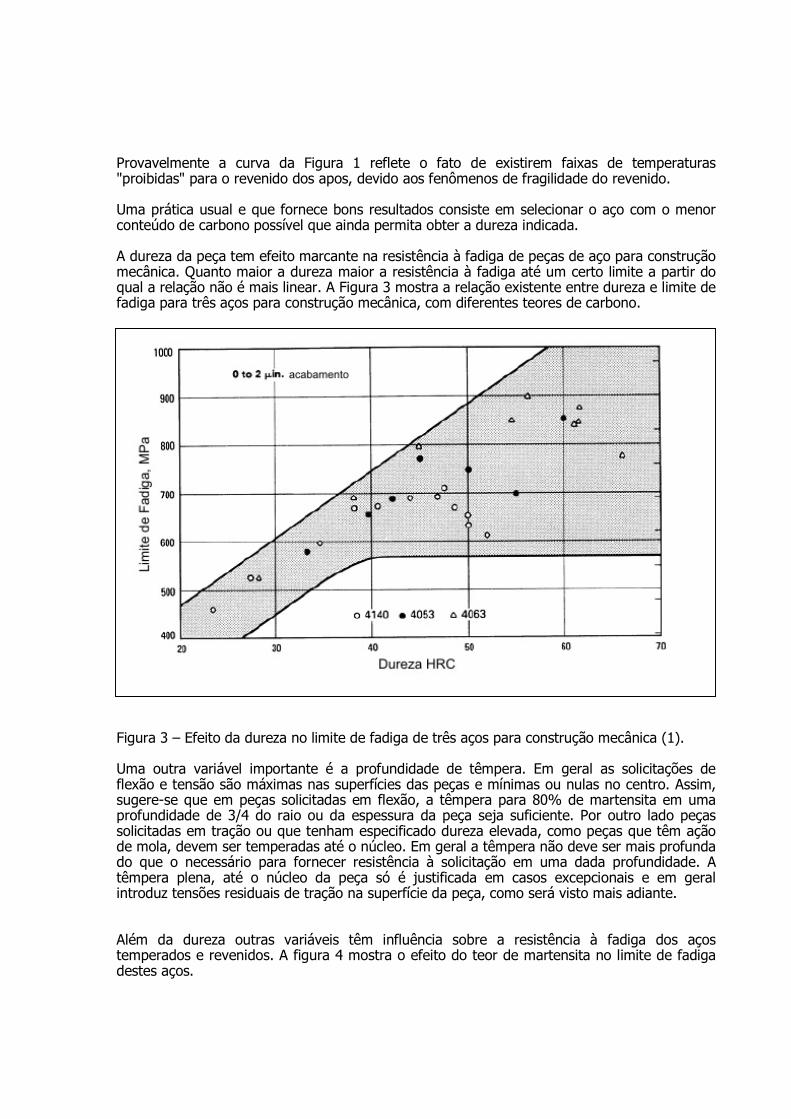
Provavelmente a curva da Figura 1 reflete o fato de existirem faixas de temperaturas "proibidas" para o revenido dos apos, devido aos fenômenos de fragilidade do revenido. Uma prática usual e que fornece bons resultados consiste em selecionar o aço com o menor conteúdo de carbono possível que ainda permita obter a dureza indicada. A dureza da peça tem efeito marcante na resistência à fadiga de peças de aço para construção mecânica. Quanto maior a dureza maior a resistência à fadiga até um certo limite a partir do qual a relação não é mais linear. A Figura 3 mostra a relação existente entre dureza e limite de fadiga para três aços para construção mecânica, com diferentes teores de carbono. Figura 3 – Efeito da dureza no limite de fadiga de três aços para construção mecânica (1). Uma outra variável importante é a profundidade de têmpera. Em geral as solicitações de flexão e tensão são máximas nas superfícies das peças e mínimas ou nulas no centro. Assim, sugere-se que em peças solicitadas em flexão, a têmpera para 80% de martensita em uma profundidade de 3/4 do raio ou da espessura da peça seja suficiente. Por outro lado peças solicitadas em tração ou que tenham especificado dureza elevada, como peças que têm ação de mola, devem ser temperadas até o núcleo. Em geral a têmpera não deve ser mais profunda do que o necessário para fornecer resistência à solicitação em uma dada profundidade. A têmpera plena, até o núcleo da peça só é justificada em casos excepcionais e em geral introduz tensões residuais de tração na superfície da peça, como será visto mais adiante. Além da dureza outras variáveis têm influência sobre a resistência à fadiga dos aços temperados e revenidos. A figura 4 mostra o efeito do teor de martensita no limite de fadiga destes aços.
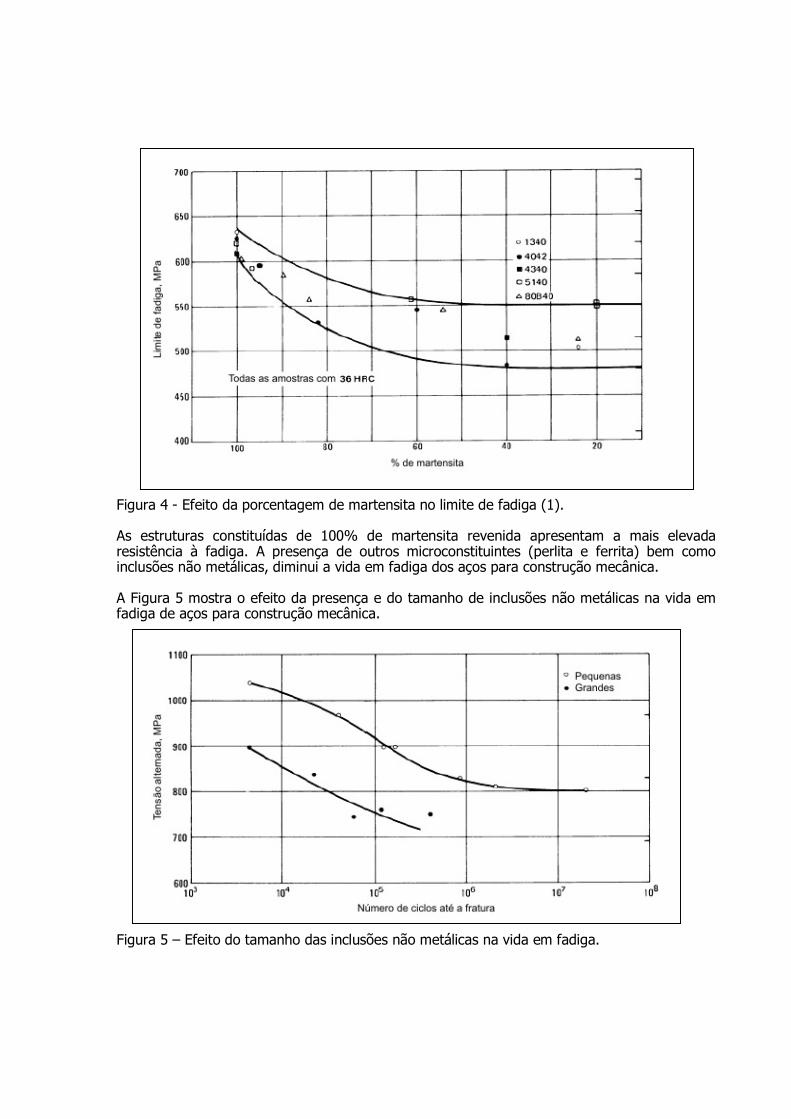
Figura 4 - Efeito da porcentagem de martensita no limite de fadiga (1). As estruturas constituídas de 100% de martensita revenida apresentam a mais elevada resistência à fadiga. A presença de outros microconstituintes (perlita e ferrita) bem como inclusões não metálicas, diminui a vida em fadiga dos aços para construção mecânica. A Figura 5 mostra o efeito da presença e do tamanho de inclusões não metálicas na vida em fadiga de aços para construção mecânica. Figura 5 – Efeito do tamanho das inclusões não metálicas na vida em fadiga.

A descarbonetação das peças, leva à formação de uma região ferrítica na parte externa mais solicitada e tem um efeito desastroso, de abaixamento da vida em fadiga, Figura 6. Figura 6 - Efeito da descarbonetação na vida em fadiga. Um outro fator importante na resistência à fadiga dos aços é o estado de tensões residuais. A presença de tensões residuais de compressão na superfície da peça aumenta consideravelmente a vida em fadiga. Tensões residuais de compressão surgem em peças cementadas, peças temperadas superficialmente, nitretadas ou deformadas superficialmente por jateamento com granalha de aço ("shot peening"). A figura 7 ilustra este efeito em virabrequins solicitados em fadiga. Figura 7 - Limites de fadiga de virabrequins sob diferentes estados de tensões residuais.
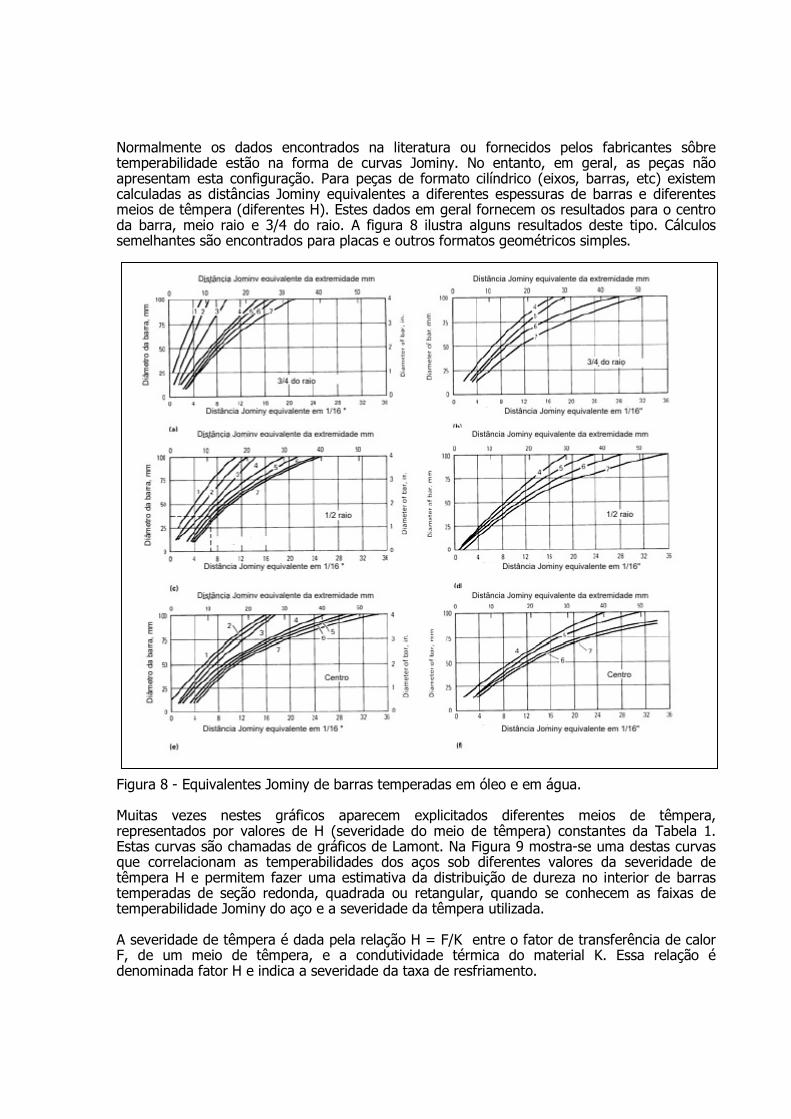
Normalmente os dados encontrados na literatura ou fornecidos pelos fabricantes sôbre temperabilidade estão na forma de curvas Jominy. No entanto, em geral, as peças não apresentam esta configuração. Para peças de formato cilíndrico (eixos, barras, etc) existem calculadas as distâncias Jominy equivalentes a diferentes espessuras de barras e diferentes meios de têmpera (diferentes H). Estes dados em geral fornecem os resultados para o centro da barra, meio raio e 3/4 do raio. A figura 8 ilustra alguns resultados deste tipo. Cálculos semelhantes são encontrados para placas e outros formatos geométricos simples. Figura 8 - Equivalentes Jominy de barras temperadas em óleo e em água. Muitas vezes nestes gráficos aparecem explicitados diferentes meios de têmpera, representados por valores de H (severidade do meio de têmpera) constantes da Tabela 1. Estas curvas são chamadas de gráficos de Lamont. Na Figura 9 mostra-se uma destas curvas que correlacionam as temperabilidades dos aços sob diferentes valores da severidade de têmpera H e permitem fazer uma estimativa da distribuição de dureza no interior de barras temperadas de seção redonda, quadrada ou retangular, quando se conhecem as faixas de temperabilidade Jominy do aço e a severidade da têmpera utilizada. A severidade de têmpera é dada pela relação H = F/K entre o fator de transferência de calor F, de um meio de têmpera, e a condutividade térmica do material K. Essa relação é denominada fator H e indica a severidade da taxa de resfriamento.

Tabela 1 – Fator H de severidade de têmpera de diferentes meios de têmpera H Condições de têmpera Agitação 0,20 Têmpera branda em óleo Não
0,70 Têmpera drástica em óleo Violenta
1,00 Têmpera branda em água Não
1,50 Têmpera em água muito bem feita Forte
2,00 Têmpera em salmoura Não
5,00 Têmpera em salmoura Violenta Figura 9 – Correlação entre diâmetro de barra cilíndrica, meio de têmpera e distância Jominy. Quando as peças têm geometria complexa, e não se sabe o índice H do meio de têmpera disponível, pode-se medir a distância Jominy equivalente de uma dada região da peça realizando a têmpera da peça em um aço de curva Jominy conhecida e comparando a dureza da região com a curva Jominy. Este procedimento deve ser repetido para várias peças e diversos aços, devido à dispersão dos resultados, obtendo-se ao final uma faixa de distância
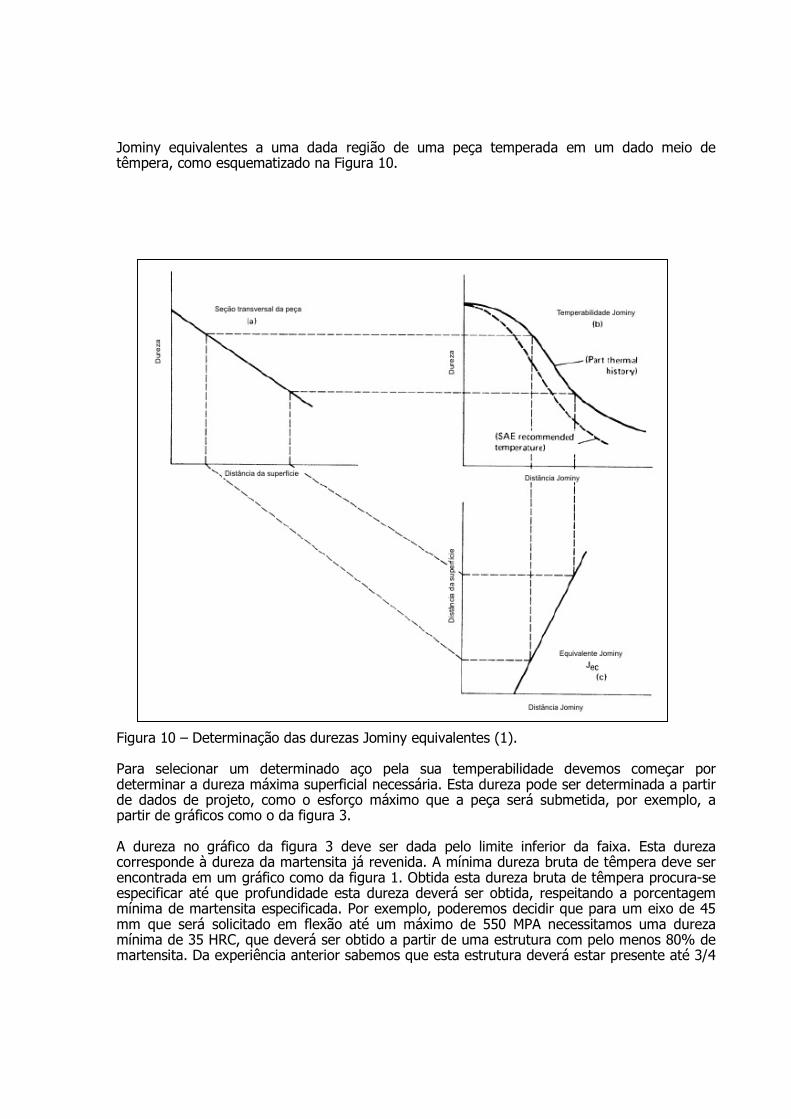
Jominy equivalentes a uma dada região de uma peça temperada em um dado meio de têmpera, como esquematizado na Figura 10.
Figura 10 – Determinação das durezas Jominy equivalentes (1). Para selecionar um determinado aço pela sua temperabilidade devemos começar por determinar a dureza máxima superficial necessária. Esta dureza pode ser determinada a partir de dados de projeto, como o esforço máximo que a peça será submetida, por exemplo, a partir de gráficos como o da figura 3. A dureza no gráfico da figura 3 deve ser dada pelo limite inferior da faixa. Esta dureza corresponde à dureza da martensita já revenida. A mínima dureza bruta de têmpera deve ser encontrada em um gráfico como da figura 1. Obtida esta dureza bruta de têmpera procura-se especificar até que profundidade esta dureza deverá ser obtida, respeitando a porcentagem mínima de martensita especificada. Por exemplo, poderemos decidir que para um eixo de 45 mm que será solicitado em flexão até um máximo de 550 MPA necessitamos uma dureza mínima de 35 HRC, que deverá ser obtido a partir de uma estrutura com pelo menos 80% de martensita. Da experiência anterior sabemos que esta estrutura deverá estar presente até 3/4
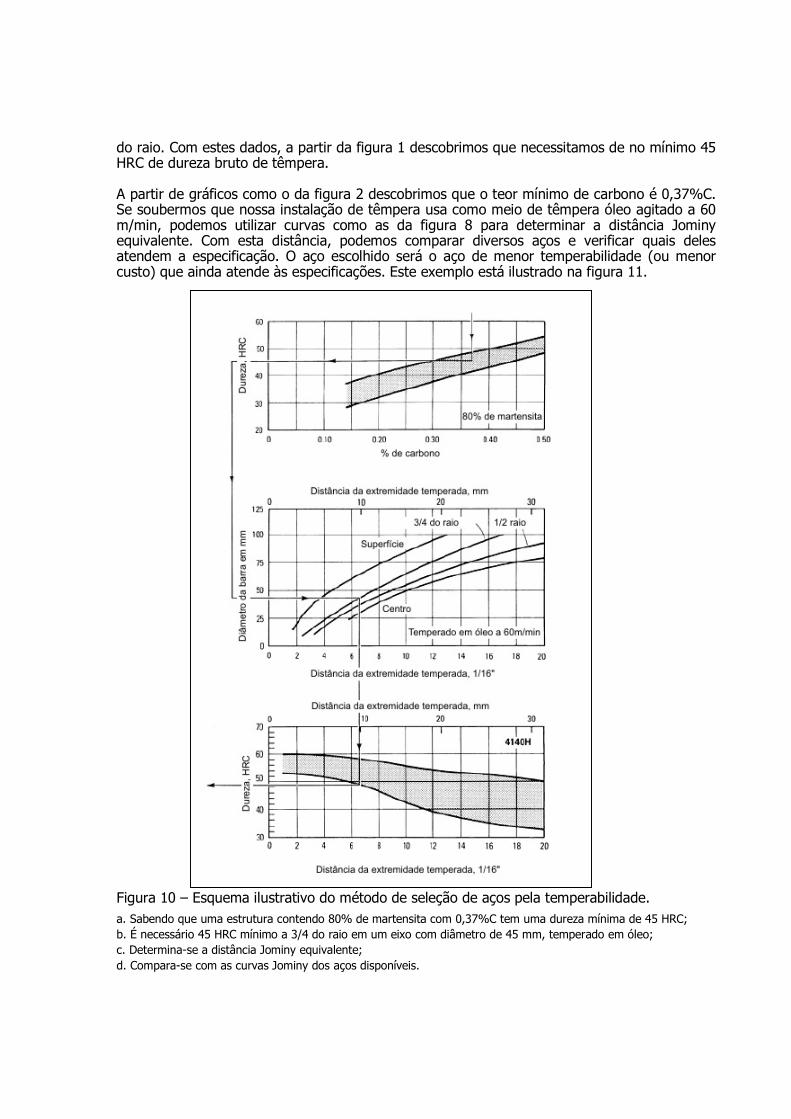
do raio. Com estes dados, a partir da figura 1 descobrimos que necessitamos de no mínimo 45 HRC de dureza bruto de têmpera. A partir de gráficos como o da figura 2 descobrimos que o teor mínimo de carbono é 0,37%C. Se soubermos que nossa instalação de têmpera usa como meio de têmpera óleo agitado a 60 m/min, podemos utilizar curvas como as da figura 8 para determinar a distância Jominy equivalente. Com esta distância, podemos comparar diversos aços e verificar quais deles atendem a especificação. O aço escolhido será o aço de menor temperabilidade (ou menor custo) que ainda atende às especificações. Este exemplo está ilustrado na figura 11. 000000000000000000000000000000000000000000000000000000000000000000000
Figura 10 – Esquema ilustrativo do método de seleção de aços pela temperabilidade. eeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeee
a. Sabendo que uma estrutura contendo 80% de martensita com 0,37%C tem uma dureza mínima de 45 HRC; b. É necessário 45 HRC mínimo a 3/4 do raio em um eixo com diâmetro de 45 mm, temperado em óleo; c. Determina-se a distância Jominy equivalente; d. Compara-se com as curvas Jominy dos aços disponíveis.
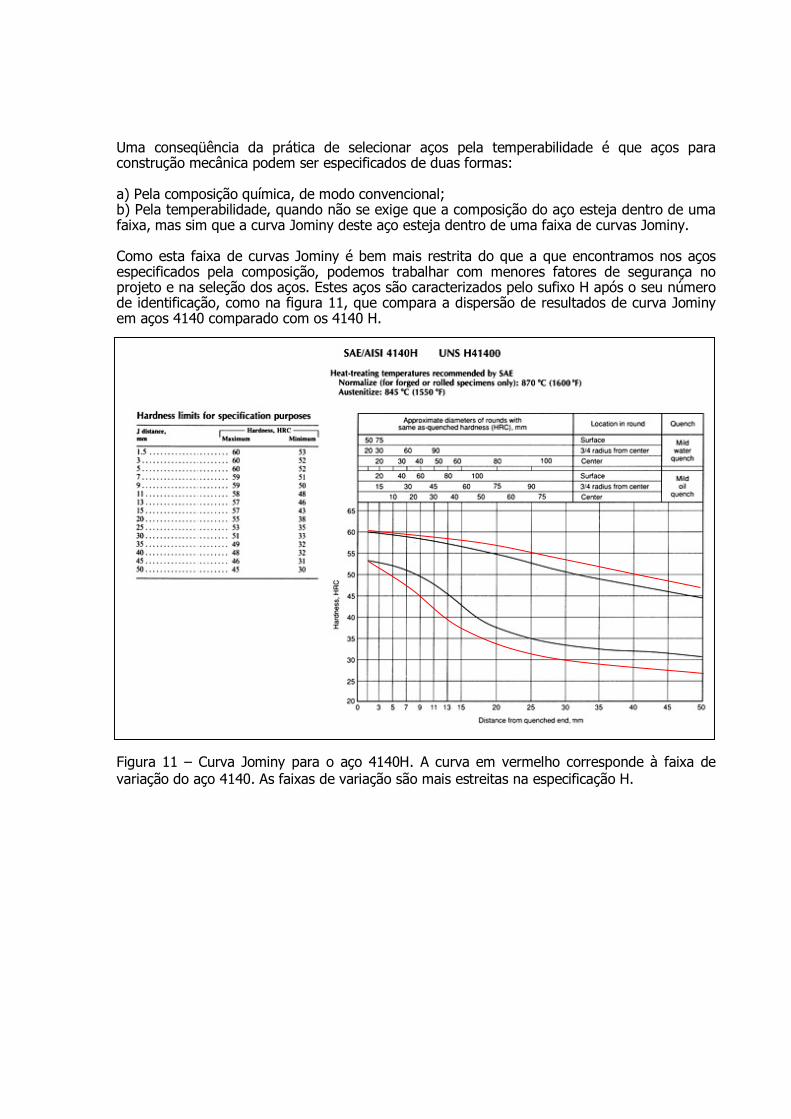
Uma conseqüência da prática de selecionar aços pela temperabilidade é que aços para construção mecânica podem ser especificados de duas formas: a) Pela composição química, de modo convencional; b) Pela temperabilidade, quando não se exige que a composição do aço esteja dentro de uma faixa, mas sim que a curva Jominy deste aço esteja dentro de uma faixa de curvas Jominy. Como esta faixa de curvas Jominy é bem mais restrita do que a que encontramos nos aços especificados pela composição, podemos trabalhar com menores fatores de segurança no projeto e na seleção dos aços. Estes aços são caracterizados pelo sufixo H após o seu número de identificação, como na figura 11, que compara a dispersão de resultados de curva Jominy em aços 4140 comparado com os 4140 H. Figura 11 – Curva Jominy para o aço 4140H. A curva em vermelho corresponde à faixa de variação do aço 4140. As faixas de variação são mais estreitas na especificação H.

A geometria da peça influencia a escolha dos aços: a forma e as dimensões das seções resistentes determinam, juntamente com as propriedades mecânicas do aço, a resistência mecânica da peça. Variando a seção resistente da peça é possível modificar a especificação do aço. Aumentando a resistência mecânica do aço é possível diminuir a seção resistente e conseqüentemente aliviar o peso do componente, melhorando o desempenho do equipamento. O efeito de massa e as limitações da temperabilidade têm uma relação estreita com a forma e as dimensões gerais da peça, condicionando as propriedades mecânicas dos aços. As barras redondas de grande diâmetro, por exemplo, apresentam sempre valores de resistência mais baixos que os das barras de pequeno diâmetro fabricadas com o mesmo aço e temperadas nas mesmas condições. Essa influência é mostrada nos gráficos “resistência utilizável em função de espessura” e “efeito de massa”, apresentados nos catálogos dos aços para tratamento térmico VILLARES. Esses gráficos construídos a partir dos dados existentes em uma publicação alemã, posteriormente transformada em um software, chamada “A chave dos aços”.
Figura 12 – A chave dos aços permite selecionar aços com determinadas propriedades e dada geometria.
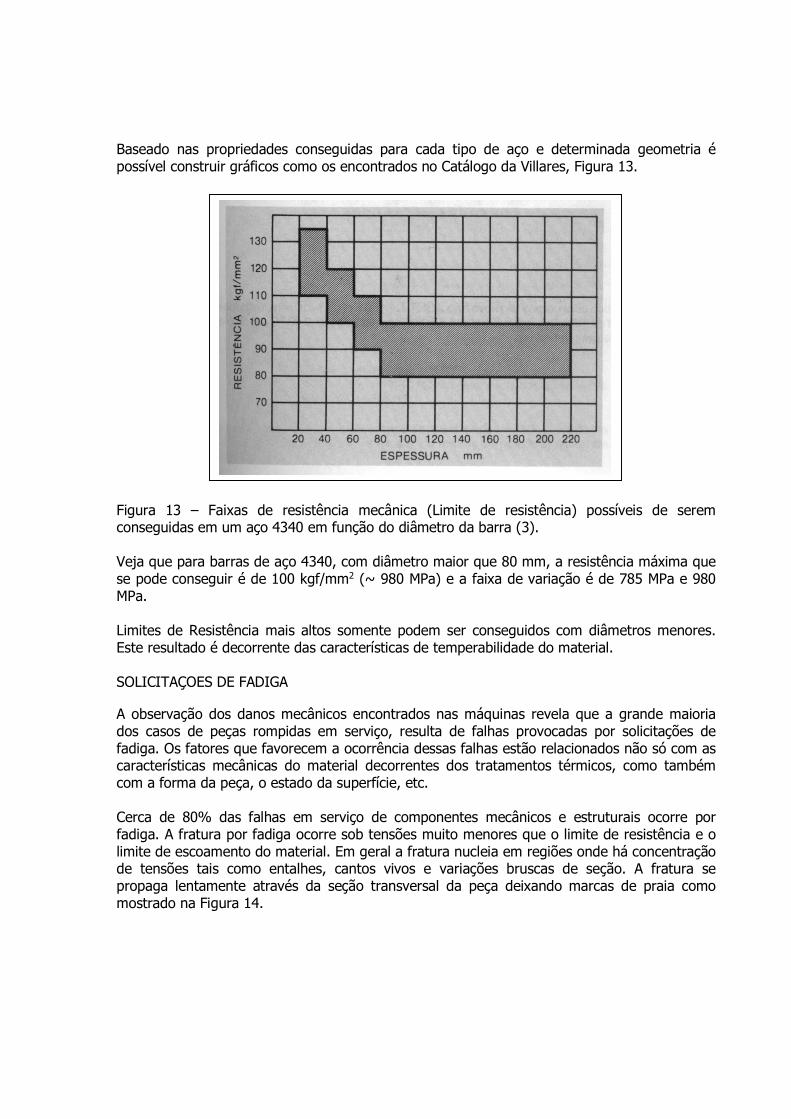
Baseado nas propriedades conseguidas para cada tipo de aço e determinada geometria é possível construir gráficos como os encontrados no Catálogo da Villares, Figura 13. Figura 13 – Faixas de resistência mecânica (Limite de resistência) possíveis de serem conseguidas em um aço 4340 em função do diâmetro da barra (3). Veja que para barras de aço 4340, com diâmetro maior que 80 mm, a resistência máxima que se pode conseguir é de 100 kgf/mm2 (~ 980 MPa) e a faixa de variação é de 785 MPa e 980 MPa. Limites de Resistência mais altos somente podem ser conseguidos com diâmetros menores. Este resultado é decorrente das características de temperabilidade do material. SOLICITAÇOES DE FADIGA
A observação dos danos mecânicos encontrados nas máquinas revela que a grande maioria dos casos de peças rompidas em serviço, resulta de falhas provocadas por solicitações de fadiga. Os fatores que favorecem a ocorrência dessas falhas estão relacionados não só com as características mecânicas do material decorrentes dos tratamentos térmicos, como também com a forma da peça, o estado da superfície, etc. Cerca de 80% das falhas em serviço de componentes mecânicos e estruturais ocorre por fadiga. A fratura por fadiga ocorre sob tensões muito menores que o limite de resistência e o limite de escoamento do material. Em geral a fratura nucleia em regiões onde há concentração de tensões tais como entalhes, cantos vivos e variações bruscas de seção. A fratura se propaga lentamente através da seção transversal da peça deixando marcas de praia como mostrado na Figura 14.
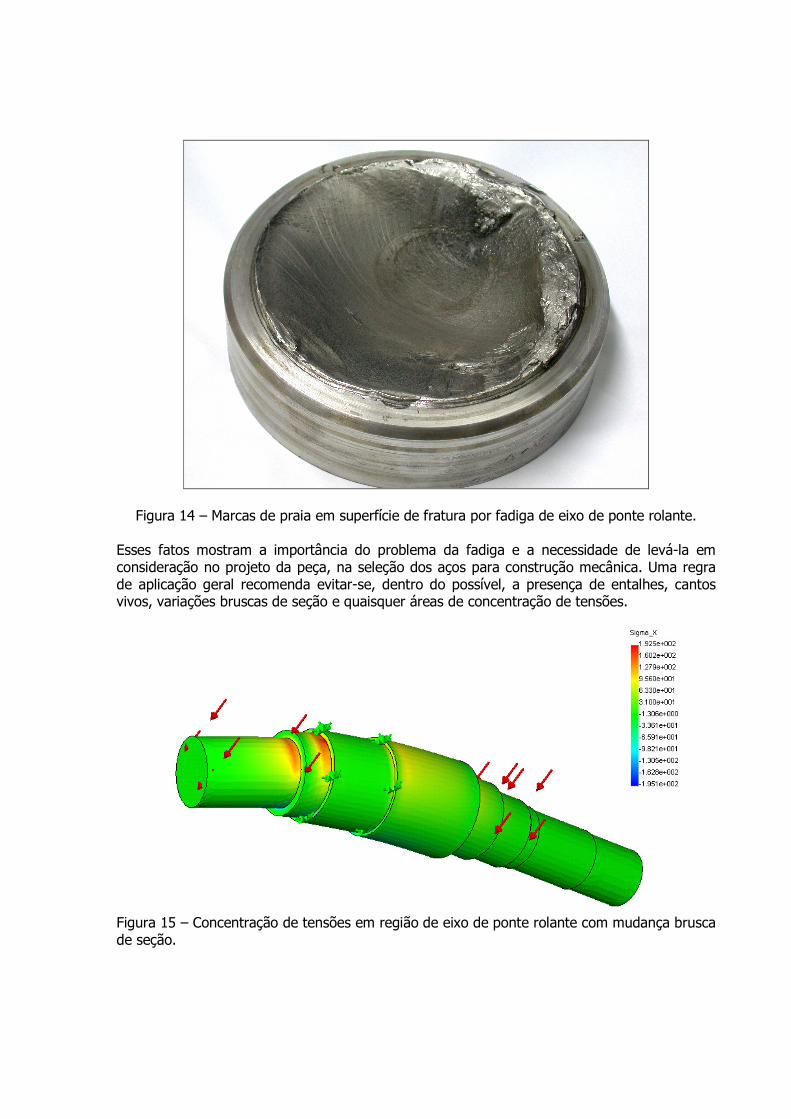
Figura 14 – Marcas de praia em superfície de fratura por fadiga de eixo de ponte rolante. Esses fatos mostram a importância do problema da fadiga e a necessidade de levá-la em consideração no projeto da peça, na seleção dos aços para construção mecânica. Uma regra de aplicação geral recomenda evitar-se, dentro do possível, a presença de entalhes, cantos vivos, variações bruscas de seção e quaisquer áreas de concentração de tensões.
Figura 15 – Concentração de tensões em região de eixo de ponte rolante com mudança brusca de seção.
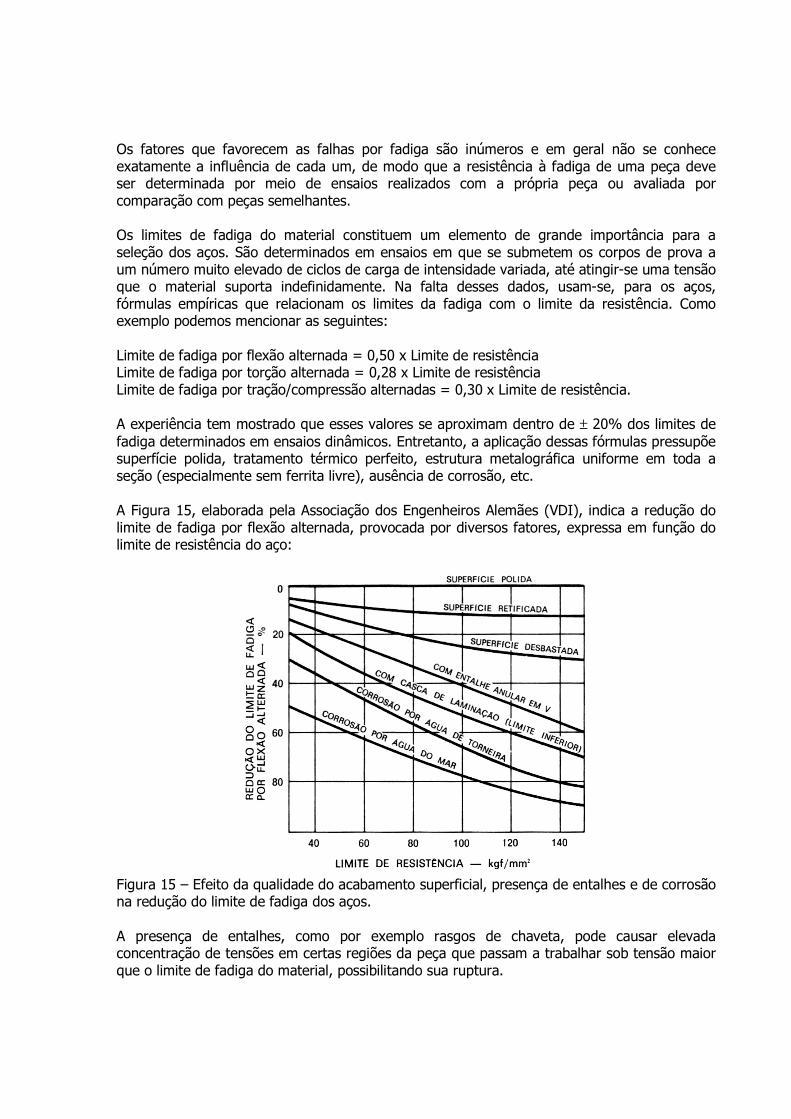
Os fatores que favorecem as falhas por fadiga são inúmeros e em geral não se conhece exatamente a influência de cada um, de modo que a resistência à fadiga de uma peça deve ser determinada por meio de ensaios realizados com a própria peça ou avaliada por comparação com peças semelhantes. Os limites de fadiga do material constituem um elemento de grande importância para a seleção dos aços. São determinados em ensaios em que se submetem os corpos de prova a um número muito elevado de ciclos de carga de intensidade variada, até atingir-se uma tensão que o material suporta indefinidamente. Na falta desses dados, usam-se, para os aços, fórmulas empíricas que relacionam os limites da fadiga com o limite da resistência. Como exemplo podemos mencionar as seguintes: Limite de fadiga por flexão alternada = 0,50 x Limite de resistência Limite de fadiga por torção alternada = 0,28 x Limite de resistência Limite de fadiga por tração/compressão alternadas = 0,30 x Limite de resistência. A experiência tem mostrado que esses valores se aproximam dentro de ± 20% dos limites de fadiga determinados em ensaios dinâmicos. Entretanto, a aplicação dessas fórmulas pressupõe superfície polida, tratamento térmico perfeito, estrutura metalográfica uniforme em toda a seção (especialmente sem ferrita livre), ausência de corrosão, etc. A Figura 15, elaborada pela Associação dos Engenheiros Alemães (VDI), indica a redução do limite de fadiga por flexão alternada, provocada por diversos fatores, expressa em função do limite de resistência do aço:
Figura 15 – Efeito da qualidade do acabamento superficial, presença de entalhes e de corrosão na redução do limite de fadiga dos aços. A presença de entalhes, como por exemplo rasgos de chaveta, pode causar elevada concentração de tensões em certas regiões da peça que passam a trabalhar sob tensão maior que o limite de fadiga do material, possibilitando sua ruptura.
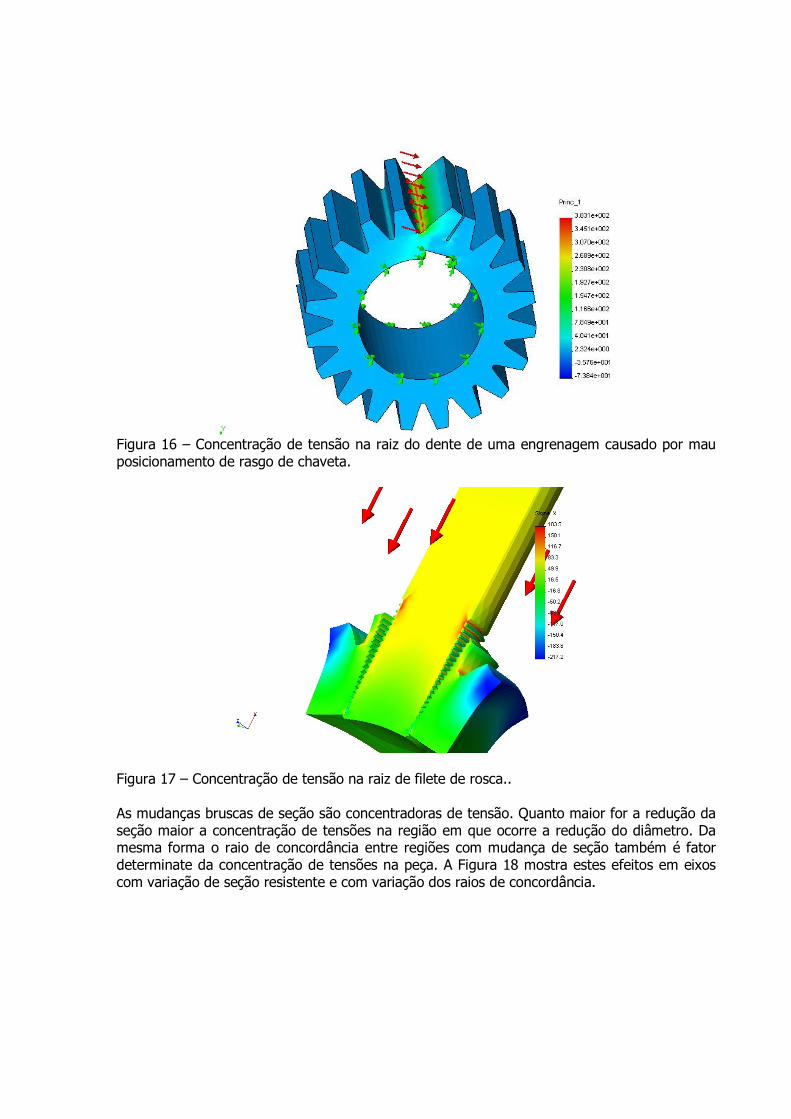
Figura 16 – Concentração de tensão na raiz do dente de uma engrenagem causado por mau posicionamento de rasgo de chaveta.
Figura 17 – Concentração de tensão na raiz de filete de rosca.. As mudanças bruscas de seção são concentradoras de tensão. Quanto maior for a redução da seção maior a concentração de tensões na região em que ocorre a redução do diâmetro. Da mesma forma o raio de concordância entre regiões com mudança de seção também é fator determinate da concentração de tensões na peça. A Figura 18 mostra estes efeitos em eixos com variação de seção resistente e com variação dos raios de concordância.
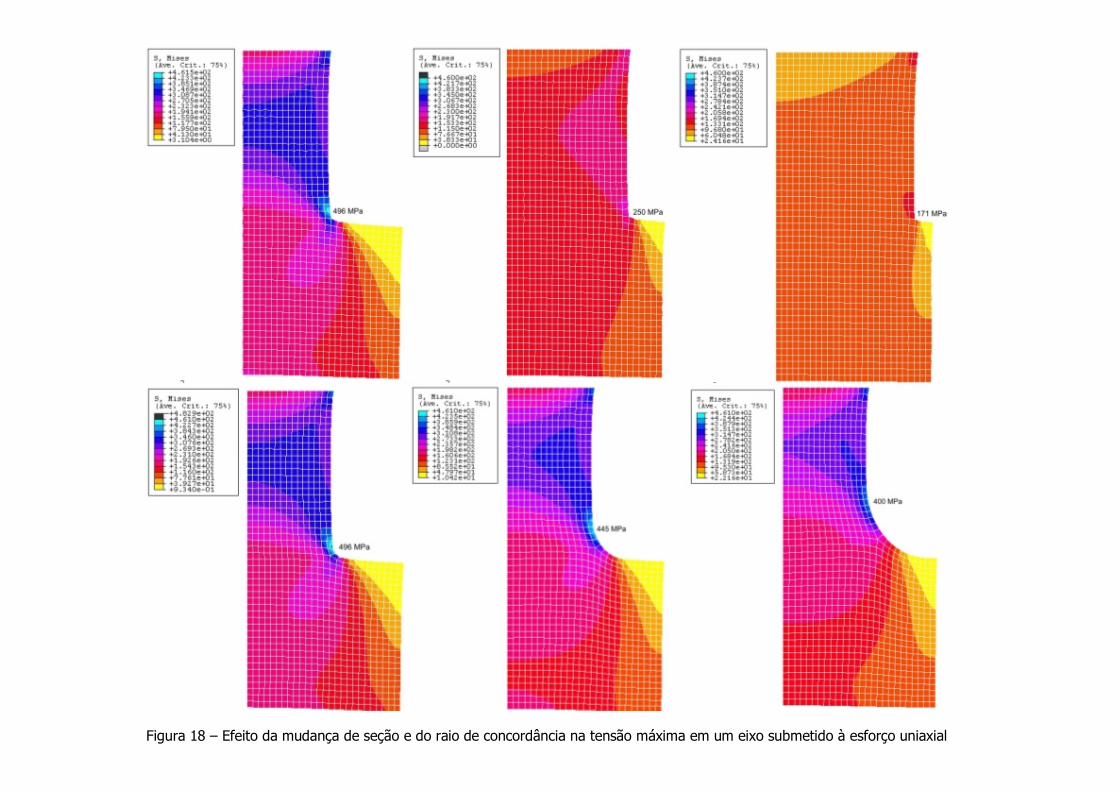
Figura 18 – Efeito da mudança de seção e do raio de concordância na tensão máxima em um eixo submetido à esforço uniaxial
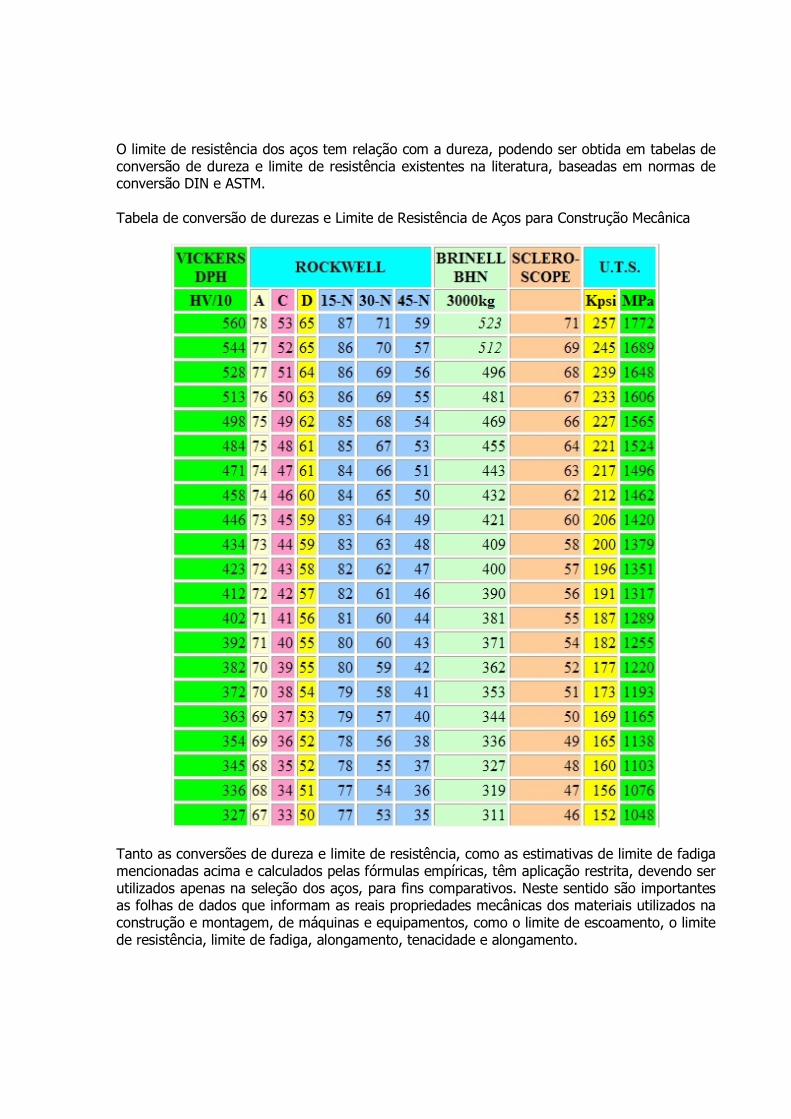
O limite de resistência dos aços tem relação com a dureza, podendo ser obtida em tabelas de conversão de dureza e limite de resistência existentes na literatura, baseadas em normas de conversão DIN e ASTM. Tabela de conversão de durezas e Limite de Resistência de Aços para Construção Mecânica
Tanto as conversões de dureza e limite de resistência, como as estimativas de limite de fadiga mencionadas acima e calculados pelas fórmulas empíricas, têm aplicação restrita, devendo ser utilizados apenas na seleção dos aços, para fins comparativos. Neste sentido são importantes as folhas de dados que informam as reais propriedades mecânicas dos materiais utilizados na construção e montagem, de máquinas e equipamentos, como o limite de escoamento, o limite de resistência, limite de fadiga, alongamento, tenacidade e alongamento.





























