Embed Size (px)
Citation preview

Planejamento Operacional da Produção
Seqüenciamento de Linhas de Produção

2
Seqüenciamento para o caso de N trabalhos e 2 máquinas
A Regra de Johnson é um algoritmo que minimiza o lead time total de um conjunto de ordens processadas em dois recursos sucessivos (N trabalhos em 2 recursos).
O algoritmo de Johnson consiste em:1. Selecionar o menor tempo entre todos os tempos de
processamento da lista de ordens a serem programadas nas máquinas A (1°máquina) e B (2° máquina), no caso de empate escolha qualquer um;
2. Se o tempo escolhido for na máquina A, programe esta ordem no início. Se o tempo escolhido for na máquina B, programe esta ordem para o final.
3. Elimine a ordem escolhida da lista de ordens a serem programadas e retorne ao passo 1 até programar todas as ordens.

3
Atividade: Aplicação das Regras de Seqüenciamento
Suponha que cinco professores precisam divulgar avisos sobre suas disciplinas em duas salas do 8º. Periodo (1º. na sala 223 e depois na sala 230). Os tempos dos avisos são diferentes para cada disciplina e entre salas. Os tempos são apresentados na tabela abaixo.
Use as regras: PEPS e Johnson.
Prof Sala 223 Sala 230P1 30 40P2 10 15P3 15 5P4 25 20P5 20 15

4
Atividade: Aplicação das Regras de SeqüenciamentoProf Sala 223 Sala 230P1 30 40P2 10 15P3 15 5P4 25 20P5 20 15
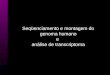
PePs
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125
P1 P2 P3 P4 P5
P1 P2 P3 P4 P5
Johnson
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125
P2 P1 P4 P5 P3
P2 P1 P4 P5 P3

5
Exemplo para o caso de N Trabalhos Através de 3 Máquinas
Ordem de Produção
Tempo de ProcessamentoLavagem Aspiração Polimento
Hylux 40 20 30
Classic 25 25 30Celta 20 25 30
Corolla 30 30 45Blazer 35 30 45
Suponha-se o seguinte exemplo: tem-se 5 carros, cada um dos quais devendo passar pelas etapas Lavagem, Aspiração e Polimento, sempre nessa ordem. Os tempos de processamento são dados abaixo:

6
Ordem de Produção Tempo de Processamento
Máquina G Máquina HHylux 60 50
Classic 50 55Celta 45 55
Corolla 60 75Blazer 65 75
Então podemos transformar este problema num equivalente de N trabalhos e 2 máquinas. Os tempos de processamento são dados abaixo:
Maquina G = Lavagem + Aspiração
Maquina H = Aspiração + Polimento
Exemplo para o caso de N Trabalhos Através de 3 Máquinas

7
Celta – Classic – Corolla – Blazer - Hylux
Aplicando-se a regra de JOHNSON, obtém-se a seguinte sequência:
Exemplo para o caso de N Trabalhos Através de 3 Máquinas

8
Exemplo para o caso de N Trabalhos Através de 3 Máquinas
Carro Lavagem Aspiração PolimentoHylux 40 20 30Classic 25 25 30Celta 20 25 30
Corolla 30 30 45Blazer 35 30 45
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230 235
Lavagem
Aspiração
Pol imento
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230 235
Lavagem
Aspiração
Pol imento
Johnson
FiFo

Planejamento Operacional da Produção
Balanceamento de Linhas de Produção

10
1 - Qual a capacidade diária atual da fabrica?2 - Onde você colocaria estoque protetor / pulmão nesse processo ? Por que ?3 - Aplique os 5 passos da TOC assumindo que o mercado absorveria um aumento nas vendas de 10%, 30% e 50%.

11
Balanceamento da Programação da ProduçãoSeqüência de Cálculos :
Tempo Padrão Balanceado (TPB):
Onde: NP: número de pessoas; TF: tempo total de fabricação por peça;
TPB =TF
NP

12
Balanceamento de Linhas de Montagem
CP = Capacidade de produção ( em unidades por dia).TC = Tempo de ciclo (em minutos por unidade)TD = Tempo disponível para produção (em minutos por dia)
• Capacidade de Produção:
CP =TD
TC

13
Balanceamento da Programação da ProduçãoSeqüência de Cálculos :
Produtividade (Prod):
Onde: NP: número de pessoas; PD: programa de produção por dia; TF: tempo total de fabricação por peça; TD: tempo disponível de trabalho por dia;
Prod =PD x TF
TD x NP

14
Balanceamento da Programação da ProduçãoSeqüência de Cálculos :
Carga de mão-de-obra:
Onde: NP: número de pessoas; PD: programa de produção por dia; TF: tempo total de fabricação por peça; TD: tempo disponível de trabalho por dia;
NP =PD x TF
TD

MRP II

16
MRP: Calculo das necessidades de materiaisConsidere a seguinte estrutura do produto “A” e as informações de estoque. O Lead time é de uma semana para cada um dos itens, independente da quantidade.Pergunta-se:
a) Quantas semanas seriam necessárias para entregar 100 unidades de A ?b) Quantas unidades do produto A, podem ser entregues após uma semana ?c) Quantas unidades do produto A, podem ser entregues após duas semanas?d) Qual o lead time mínimo para entregar 100 unidades do produto A ?
A
B C
x2
D
D
x2
Item A B C D
Estoque 10 40 60 80

TOC

18
1 - Qual a capacidade diária atual da fabrica?2 - Onde você colocaria estoque protetor / pulmão nesse processo ? Por que ?3 - Aplique os 5 passos da TOC assumindo que o mercado absorveria um aumento nas vendas de 10%, 30% e 50%.

19
1 – Qual o tempo de ciclo e o takt time ?2 - Qual a capacidade diária atual da fabrica?3 - Onde você colocaria estoque protetor / pulmão nesse processo ? 4 – Balancear a processo

20
“Assembly time buffers” (Estoques Protetores de Montagem)

21
“Assembly time buffers” (Estoques Protetores de Montagem)