Embed Size (px)
Citation preview
Sistemas Estruturais
Prof. Rodrigo mero

7 Au
la
Características dos aços

Índice
• Perfis Estruturais
• Tipos de Perfis
• Perfil Laminado
• Perfil de Chapa Dobrada
• Perfil de Chapa Soldada
• Perfil Calandrado
• Cantoneiras
• Perfil U

Perfis Estruturais
Denomina-se perfil estrutural à barra obtida por diversos processos e que apresenta forma de seção com determinadas características para absorver determinados esforços.
Lingotes Um lingote é uma massa de metal ou de um material condutor, que após ter sido aquecida a uma temperatura superior ao seu ponto de fusão é vertida num molde, tomando uma forma que torna mais fácil o seu manuseamento, geralmente uma barra ou um bloco.
laminadores desbastadores
Local onde tem sua seção transversal alterada e suas características físicas trabalhadas


laminadores desbastadores
Placas ou Tarugos
As placas são destinadas à fabricação de chapas e os tarugos à fabricação de perfis estruturais.
Os tarugos são processados, sob pressão, em máquinas denominadas laminadores, em três fases:
bruta, intermediária e de acabamento. Ao final desse processo são obtidos os perfis com seções adequadas às solicitações estruturais.
As chapas laminadas, por sua vez, podem resultar em outros perfis através de seu dobramento ou soldagem com outras chapas.


Perfil Laminado
É aquele obtido a partir da laminação dos tarugos. Suas dimensões são padronizadas e limitadas. Normalmente é utilizado em obras de médio porte. Tem como vantagem a redução do trabalho de transformação da chapa, pois já vem pronto. Os principais perfis laminados fabricados no Brasil são: cantoneira, U, I e H.

Perfil de Chapa Dobrada
O perfil de chapa dobrada é obtido pelo dobramento de chapas a frio. Quando as chapas são finas, entre 1,5 mm a 5 mm, os perfis recebem a denominação de perfis leves.

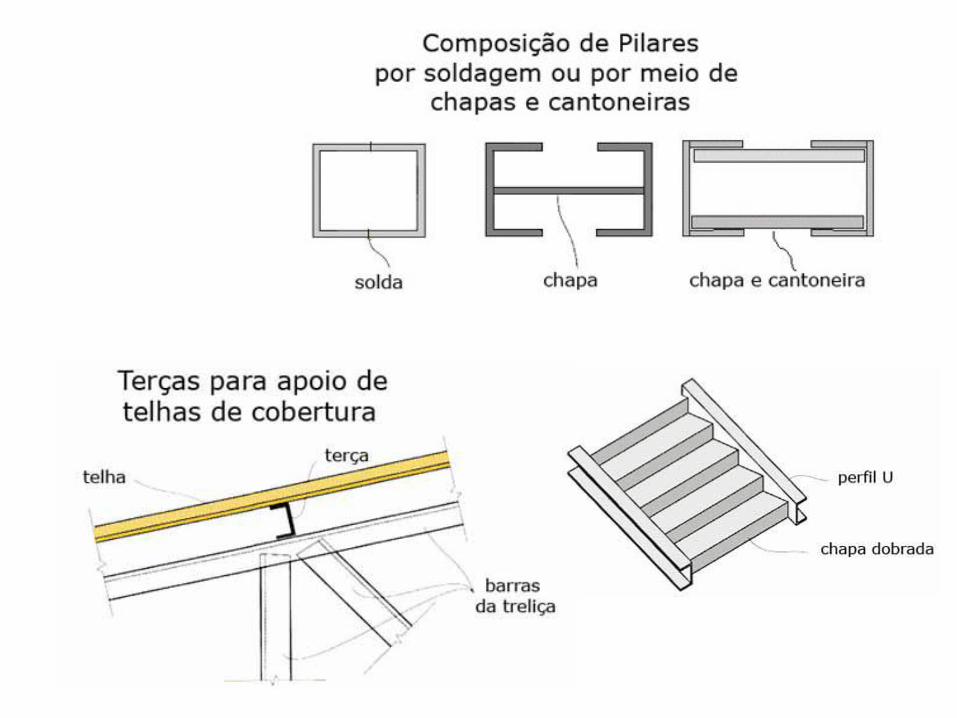
Perfil de Chapa Soldada
É o perfil obtido pela soldagem de chapas entre sí. Permite grande variedade na forma e dimensões das seções; chapas, com as mais diversas espessuras, variando entre 5 e 50 mm, e que podem ainda, estar previamente dobradas, quando soldadas entre si originam as mais diversas possibilidades de seções.
Devido ao custo de fabricação mais elevado, o perfil soldado é utilizado em obras de médio a grande porte. No entanto, quando o projeto exigir seções com formas especiais, essa solução pode ser usada em obras de menor porte.

Perfil Calandrado
Os perfis estruturais podem, quando necessário, ser submetidos a encurvamento em relação a ambos os eixos, processo que recebe o nome de calandragem.

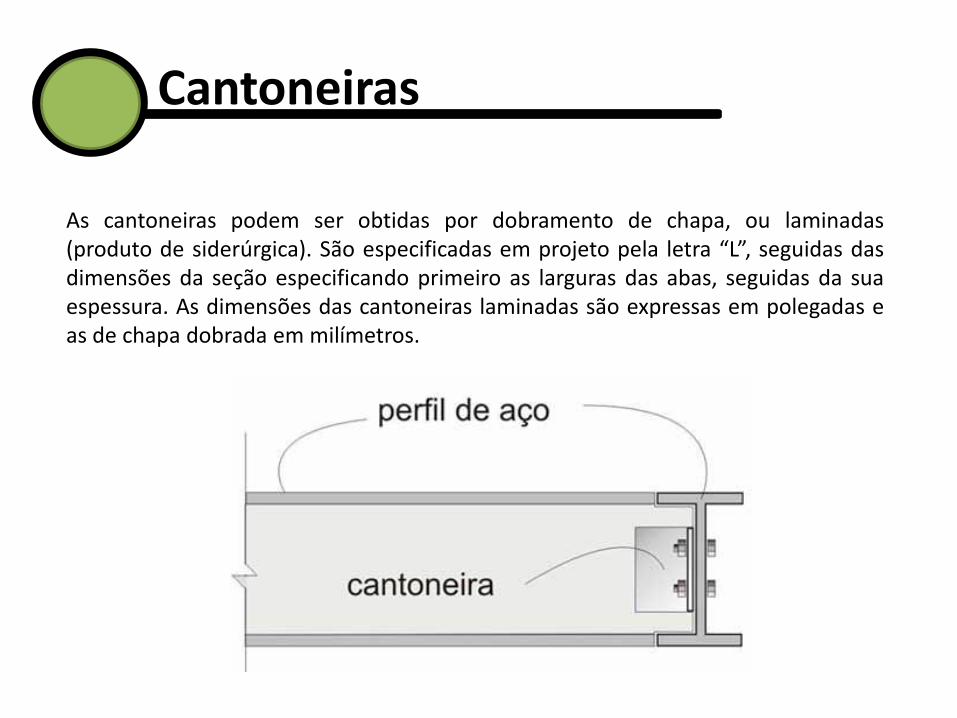
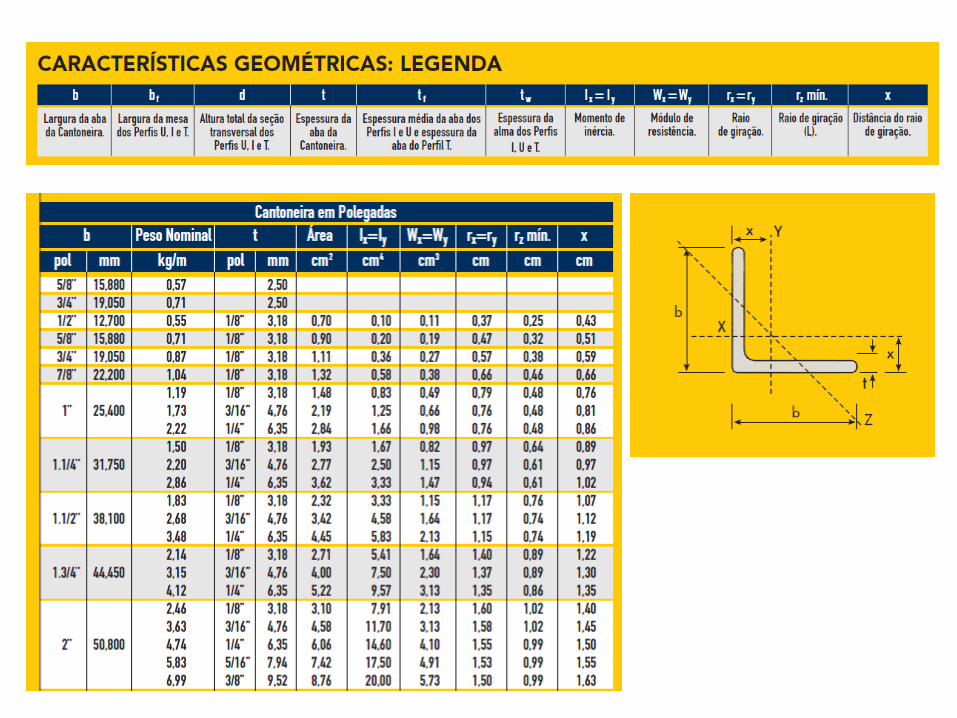
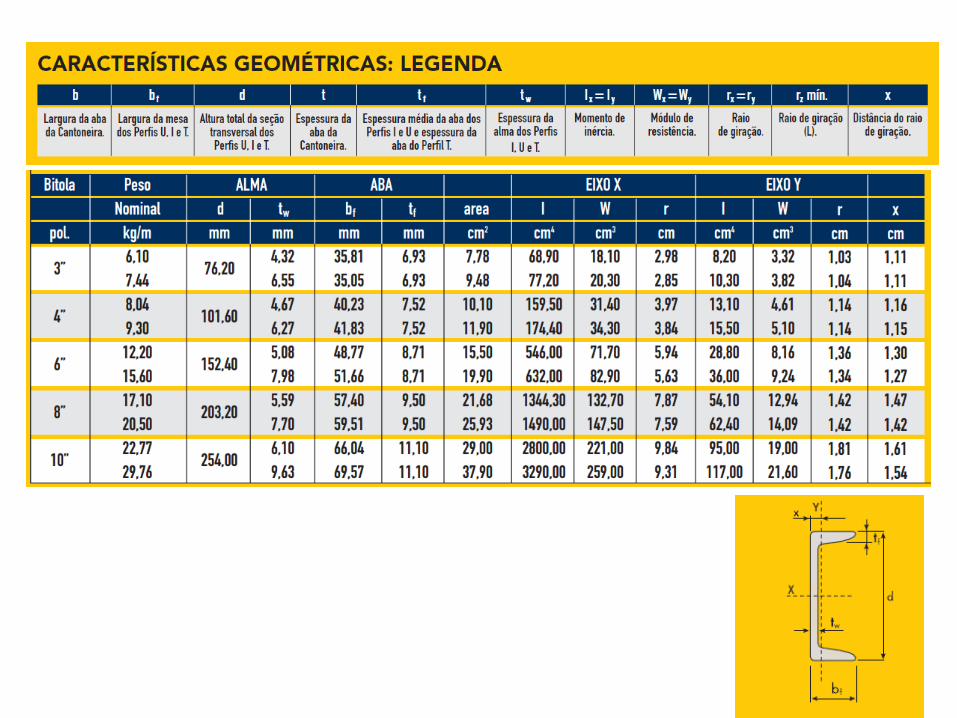
Cantoneiras
As cantoneiras podem ser obtidas por dobramento de chapa, ou laminadas (produto de siderúrgica). São especificadas em projeto pela letra “L”, seguidas das dimensões da seção especificando primeiro as larguras das abas, seguidas da sua espessura. As dimensões das cantoneiras laminadas são expressas em polegadas e as de chapa dobrada em milímetros.

Perfil U
O perfil U pode ser obtido por dobramento de chapa ou por laminação em siderúrgica. Sua especificação é feita pelo uso do símbolo “[“, seguido das dimensões da seção e peso por metro linear.
Exemplos: • [ 8” x 17,11 para perfil laminado • [ 100 x 50 x 3(mm) para perfil de chapa dobrada.
Os perfis I e U, devido ao formato tradicional com faces das abas internas inclinadas, possuem alta inércia e maior resistência geométrica. São ideais para aplicações que exijam maior robustez como, por exemplo,
•em implementos agrícolas e rodoviários, equipamentos de transporte e •chassis de ônibus e caminhões, em monovias, vigamentos, escoramento, •guias, estrutura de sustentação, entre outras.

Elementos de Ligação
Parafusos
Rebites
Soldas
O rebite é um pino cilíndrico feito de material dúctil, tendo em uma das extremidades, uma cabeça que se apóia em uma das peças a serem ligadas.
Parafusos, são barras cilíndricas rosqueadas numa extremidade e com cabeça em outra, de forma a permitir o aperto entre as peças através de ferramenta adequada.
A soldagem se faz pelo aquecimento do material-base (elementos a serem ligados) a uma temperatura de aproximadamente 4.000 °C.

Rebites
• Para melhor introdução do rebite é necessária uma folga de 1/16” entre seu diâmetro e o furo.
• O comprimento do rebite deve ser superior à soma das espessuras das chapas, de forma que o trecho restante, quando prensado, forme a segunda cabeça, fixando as peças.

A rebitagem é feita a alta temperatura a fim de facilitar a deformação do corpo do rebite na formação da segunda cabeça e do preenchimento total do furo. Atualmente, os rebites estão em desuso nas estruturas devido às seguintes razões: • Desenvolvimento da técnica de soldagem e dos parafusos de alta resistência, que permitem ligações mais eficientes; • Os rebites necessitam de equipes de 4 a 5 homens bastante experientes; • Perigo de incêndio; • Ruído excessivo; • Ambiente de trabalho insalubre (calor e ruído).
As ligações soldadas podem atingir até 100% de eficiência, as rebitadas no máximo 80%.
Qualquer conexão feita com rebite pode ser executada com solda, já o inverso não é verdadeiro.



Parafusos
Apresentam porcas com a mesma dimensão e forma da cabeça. Os furos para introdução dos parafusos devem ter folga de 1/16”.
Para fixação do parafuso são necessárias duas ferramentas: uma para girar a porca, outra para impedir o giro da cabeça. Portanto para execução de uma ligação parafusada são necessários apenas dois operários.
Em ligações submetidas a vibração são acrescentadas arruelas de pressão.
Chegam a resistir a tensões de tração iguais a 11.950 kgf/cm².


Soldas
As ligações soldadas são as que apresentam a maior rigidez.
A soldagem se faz pelo aquecimento do material-base (elementos a serem ligados) a uma temperatura de aproximadamente 4.000 °C.
O principal defeito da solda é sua descontinuidade ou falha. As falhas enfraquecem drasticamente a ligação. Para garantir a qualidade da ligação, as soldas devem sofrer rigoroso controle e aprovadas após exames especiais, tais como:
Controle magnetoscópico Controle com líquidos penetrantes
Controle Radiográfico Controle por Ultra-som
Controle magnetoscópico Este ensaio serve para a observação de falhas superficiais. Consiste na magnetização da peça a ser verificada; através da medição do campo magnético podem-se perceber as descontinuidades, revelando-se as falhas.
Controle com líquidos penetrantes Também utilizada para observação de defeitos superficiais. A superfície a ser verificada é banhada com líquido penetrante colorido. As falhas absorvem o líquido, após a limpeza do excesso e aplicação do revelador (à base de talco ou gesso), ficam à mostra as descontinuidades.
Controle Radiográfico Destina-se à verificação dos defeitos internos. Emprega-se o Raio-X. Ao atravessar o material os raios são absorvidos progressivamente. Quanto maior a espessura atravessada, menor a intensidade de radiação emergente.

Controle por Ultra-som Destina-se também à verificação dos defeitos internos. O princípio baseia-se na reflexão das ondas acústicas ao atingirem meios de diferentes densidades. Se no percurso da onda houver uma falha (vazio com densidade baixa), haverá uma reflexão antes da onda atravessar todo o material, esse retorno será captado antes pelo receptor, denunciando a existência da falha.


![FADIGA EM ESTRUTURAS METÁLICAS TUBULARES …‡ÂO... · Fadiga em estruturas metálicas tubulares soldadas [manuscrito]. / ... Muitas análises de fadiga em ligações soldadas](https://img.document.onl/doc/110x75/5bea243909d3f2200d8cbdeb/fadiga-em-estruturas-metalicas-tubulares-ao-fadiga-em-estruturas-metalicas.jpg)