Embed Size (px)
Citation preview

TORNOTORNOTORNOTORNO
CWDCWDCWDCWD803803803803

2
CONTEÚDOS 1. Aspecto da Máquina 2. Aplicação e características da máquina 3. Principais especificações da máquina 4. Transporte, instalação e teste da máquina 5. Sistema operacional da máquina 6. Ajustes da máquina 7. Manutenção e lubrificação da máquina 8. Sistema hidráulico da máquina 9. Laudo de segurança 5-LT-CWD803-A

3
Recomendação aos Usuários Esta máquina é adequada para operação em dois turnos, cada turno tendo 8 horas. O tempo de operação contínua não deve exceder 16 horas. As regulamentações de operação devem ser estritamente observadas.

4
1. Aspecto da Máquina
Fig. 1 Aspecto da máquina
2. Aplicação e características da máquina Esta série de máquinas é capaz de realizar diversas operações de
torneamento, tal como torneamentos internos e externos, facejamento e outros torneamentos de superfícies giratórias, além de poder cortar roscas métricas ou em polegadas, modulares ou diametrais. Também se pode realizar ranhuras com as máquinas.
A precisão de corte de uma peça nas máquinas pode alcançar o grau IT6 – IT7. A parte superior pode alimentar-se automaticamente para cortar diferentes superfícies cônicas.
Principais especificações da máquina 1) Diâmetro máximo sobre o barramento Φ 800mm 2) Diâmetro máximo sobre o carro transversal Φ 520mm 3) Diâmetro máximo sobre a cava Φ 1.000mm 4) Comprimento efetivo da abertura 31 mm 5) Comprimento máximo da peça de trabalho 1000/1500/2000/3000/4000mm 6) Comprimento máximo de corte 650/1150/1650/2650/3.650mm 7) Fuso:
Nariz trava de came tipo D-11 Passagem Φ 105mm Cone Medida Φ 120 Velocidades do fuso 18

5
Alcance das velocidades do fuso 7.5-1 OOOr/min
8) Número de avanços longitudinais 64 tipos Alcance (1: 1) 0,1-1,52mm/r Alcance (16: 1) 1,6-24,32mm/r Alcance (Utilizando engrenagens de mudança) 0,06-0,912mm/r
9) Número de avanços transversais 64 tipos Alcance 0,03-0,456mm/r
10) Avanço rápido: Longitudinal 4000mm/ min Transversal 2.000mm/ min
11) Roscas
Medida: 50 tipos 1 - 240mm
Polegada: 26 tipos 1 4 - 1 TPI
Módulo: 53 tipos 0,5 - 120mm
D.P.: 24 tipos 28 - 1 DP
12) Passo de fuso principal longitudinal 12mm
13) Distância da linha central do fuso para a superfície de repouso da ferramenta
33mm
14) Seção da ferramenta 32 X 32mm
15) Deslocamento máximo de deslizamento transversal 440mm
16) Rotação máxima do deslizamento intermediário ±90°
17) Deslocamento Maximo do deslizamento superior 200mm
18) Contraponto:
Cone morse Morse Nº 6
Deslocamento máximo 230mm
Diâmetro externo 100mm
19) Potência do motor principal 11 KW
20) Potência do motor de avanço rápido 1,1 KW
21) Potência da bomba do líquido refrigeração 90W
22) Dimensões gerais (C) 3275/3725/4225/5225mm
( P ) 1463mm
( A ) 1537mm
23) Peso líquido 3600/3900/4400/4900Kg

6
4. Transporte, instalação e teste da máquina 4.1 Transporte
Ao transportar a máquina em uma embalagem de madeira com um guindaste, certifique-se de posicionar as cordas de aço de acordo com as marcações na embalagem. Durante a movimentação com o guindaste, evite quaisquer choques contra a parte inferior e as laterais da embalagem para não afetar a precisão da máquina.
Logo após desembalar, verifique as condições externas da máquina, confira os acessórios e ferramentas de acordo com a “Lista da Embalagem”. Caso haja qualquer problema, favor contate o fornecimento.
Para suspender a máquina com guindaste, caso o tamanho do torno seja de Φ 630x1000-3000, insira duas hastes de aço de Φ50mmx 1000mm por meio dos dois orifícios em ambas as extremidades da bancada da máquina. Caso o tamanho do torno seja de Φ 630x4000, insira duas hastes de aço de Φ80mm x 1000mm por meio dos dois orifícios em ambas as extremidades da bancada da máquina. Após isso, amarre os cabos de aço às hastes. A superfície de contato entre os cabos e a superfície da máquina devem estar alinhadas com madeiras ou fios para evitar danos à superfície da máquina. Utilize a sela para balancear a máquina.
4.2 Instalação
A máquina foi ajustada e testada antes da entrega. Deve-se prestar atenção, pois a instalação incorreta pode afetar a precisão e a função da máquina. A nivelação longitudinal e transversal não deve exceder 0,06/1000.
Para garantir um funcionamento estável, a fundação da máquina deve ter profundidade suficiente com relação às condições geológicas locais. Antes da instalação, posicione placas de ferro de 50mm x 50mm x 10mm ou blocos de ferro uniforme sob os parafusos de ajuste.
Utilize os parafusos ou blocos de ferro cuneiformes mencionados acima para ajustar a posição da bancada da máquina e, depois, apertar os parafusos dos pés para alcançar o padrão de precisão da instalação da máquina. Por fim, feche as aberturas entre os suportes da bancada e da fundação com cimento para evitar penetração de óleo ou líquido de arrefecimento. 4.3 Limpeza e teste
Utilize algodão e querosene para limpar todo o revestimento de prevenção de ferrugem em cada peça da máquina, depois passe óleo lubrificante nas superfícies limpas. Nunca utilize substâncias rígidas para escovar ou arranhar a máquina durante a limpeza.
7
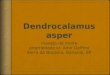
Antes de conectar a máquina à rede de alimentação, verifique se o sistema elétrico está funcionando corretamente, especialmente com respeito à umidade. Após ligar a máquina, verifique se o motor funciona na direção especificada. Antes de operar a máquina, leia com atenção as instruções sobre a construção da máquina, as alavancas de controle e o sistema de lubrificação e verifique manualmente as condições de trabalho de cada peça. Prossiga com o funcionamento de teste sem carga. Somente quando a máquina funcionar de maneira suave e sem percalços com lubrificação total e controles e freios confiáveis é possível colocá-la em produção.
Para verificar a direção de funcionamento do motor de avanço rápido, é necessário desengatar a haste de avanço da caixa de avanço para evitar danos às peças.
Diagrama de fundação para a máquina de 1000mm
8
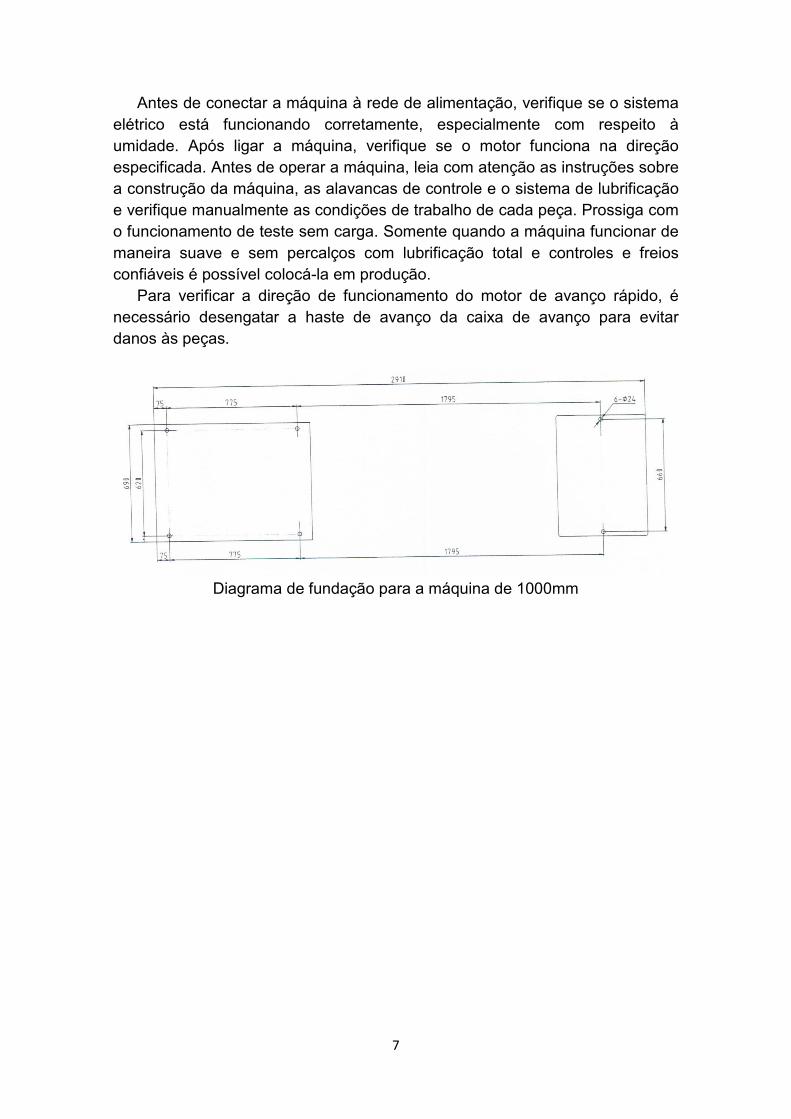
Diagrama de fundação para a máquina de 1500mm
Diagrama de fundação para a máquina de 2000mm
Diagrama de fundação para a máquina de 3000mm
Fig.2 Diagrama de fundação

9
5. Sistema operacional da máquina
Nota: Nunca modifique a velocidade ou direção de funcionamento enquanto a
máquina estiver em alta velocidade Fig. 3 Sistema operacional da máquina
1. Chave para seleção de rosca métrica ou em polegadas 2. Alavanca para seleção de rosca direita ou esquerda 3. Alavanca para o aumento do passo
4. Chave para ajustar o passo ou taxa de avanço 5. Alavanca para mudança de velocidade de fuso H/L 6. Alavanca para mudança de velocidade do fuso
7. Botão do motor principal 8. Botão da bomba do líquido de arrefecimento 9. Conector de haste de avanço ou parafuso principal
10. Alavanca de operação do fuso 11. Volante manual de avanço longitudinal da sela 12. Volante manual de deslizamento inferior
13. Alavanca de mudança manual/automática de deslizamento superior 14. Alavanca de mudança automática de avanço de deslizamento
inferior e superior 15. Gancho de suporte da ferramenta e alavanca de fixação
16. Botão do motor principal 17. Alavanca de operação do fuso 18. Avanço longitudinal/transversal e alavanca de avanço rápido
19. Alavanca de operação de meias porcas 20. Alavanca de fixação da manga do contraponto 21. Volante manual de avanço da manga do contraponto
5.1 Passos para preparação • Ligue o interruptor mestre de energia para acender a lâmpada da máquina.

10
• Fixe a peça de trabalho com um método adequado de mandrilagem. • Escolha uma ferramenta de corte adequada, de acordo com os matérias da
peça de trabalho. • Escolha a velocidade adequada do fuso com a alavanca de velocidade do
fuso, de acordo com o rótulo de velocidade. Caso as engrenagens não possam ser engatadas durante a mudança de engrenagem, gire o fuso manualmente para o engate. • Gire o parafuso principal ou o conector de haste do avanço, utilize a chave
para selecionar rosca métrica ou de polegadas, a alavanca para aumentar o passo e a chave para ajusta o passo ou taxa de avanço de acordo com o rótulo do avanço e rosca para selecionar a taxa de avanço adequada.
• Mova o suporte de ferramentas para perto da peça de trabalho com a alavanca de avanço rápido e avanço longitudinal/ transversal.
Nota: Considerando a altura do operador, pode ser necessário ter que posicionar um degrau abaixo dos pés do operador, caso seja conveniente. Essa medida também pode remover o risco de escorregamento com água ou óleo. A altura do degrau deve ser de 100 – 150mm. 5.2 Requisito de mandrilagem da peça de trabalho Já que a peça de trabalho pode ter diferentes formatos, tamanhos e quantidades, diferentes métodos de mandrilagem devem ser adotados. • Mandrile a peça de trabalho com um mandril de 3 garras. Este método é
adequado para peças de trabalho regulares de tamanho pequeno ou grande, tais como peças de eixo. Quando peças de eixo pesados precisarem ser cortadas, o método de one end chucking one end jacking [uma extremidade com mandrilagem, uma extremidade com elevação] deve ser utilizado.
• Para uma peça de trabalho grande ou irregular, tal como um bocal excêntrico ou uma cambota, deve-se mandrilar com mandril de 4 garras ou com prato e balancear a peça.
• Para uma peça grande ou para uma peça que tenha que ser mandrilada repetidamente para maquinagem, ela deve ser montada entre dois centros. Esse tipo de peça inclui eixos longos, parafusos principais longos e peças de diversos processos que devem ser moídas ou afiado após a rotação.
• Quando um eixo longo delgado (L/d>25) precisar ser cortado, uma luneta móvel ou rígida deve ser utilizada para aumentar a rigidez da peça.
Advertência: • A peça de trabalho e a ferramenta de corte devem ser presas de forma
segura para prevenir que elas se soltem, causando lesões às pessoas.

11
• Para mandrilar um peça de trabalho com garras dianteiras de um mandril de 3 garras, o diâmetro externo da peça de trabalho não deve ser muito grande. Como regra geral, a projeção das garras não deve exceder a circunferência em 1/3. Caso contrário, a força nas garras pode colidir as roscas nas garras. Sempre que possível, tente utilizar garras reversas para mandrilar peças de grande diâmetro.
• Ao utilizar materiais de hastes longas, nunca os estenda sobre a extremidade traseira do fuso.
• Quando uma peça com formato irregular é mandrilada, o seu centro de gravidade pode ser excêntrico para produzir desequilíbrio durante a rotação. Neste caso, um bloco de peso adicional deve ser utilizado para equilibrar a peça. Caso seja difícil o acoplamento, a velocidade do fuso deve ser reduzida para segurança.
5.3 Requisitos de ferramenta de corte Tamanho da ferramenta: O tamanho da ferramenta deve ser adequado para
ser montado no suporte de ferramenta. A distância da linha central do fuso para a superfície de repouso da ferramenta é de 33mm. Portanto, a seção da haste da ferramenta deve ser de 32mmx32mm. Além disso, a altura da ponta da ferramenta deve ser a mesma da linha central do fuso.
Material da ferramenta: O material da ferramenta deve ser adequado ao material a ser cortado. Como regra geral, ligas de cobalto e tungstênio são adequadas para o corte de materiais frágeis, tais como ferro fundido e alguns metais não ferrosos. Tungstênio, titânio e liga de cobalto são adequados para o corte de materiais plásticos, como o ferro. Ferramentas de aço de alta velocidade são boas para maquinar peças com formato irregular que podem produzir choques durante o corte. Também se pode utilizar um ferramenta de corte fino, como ferramenta de ponta de rotação larga, ferramenta de corte fino de rosca e ferramenta de forma.
Os parâmetros geométricos de uma ferramenta de corte devem ser adequadas para o requisito de maquinagem.
5.4 Avanço manual • Pressione o botão de início do motor principal. Coloque a alavanca de
operação de avanço/regresso do fuso (máquina de 4000mm é um botão) para a posição de avanço. O fuso começa a funcionar.
• Gire a alavanca de avanço longitudinal/ transversal para o centro da abertura transversal. Controle manualmente o volante manual longitudinal da sela e o volante manual de deslizamento inferior. Gire o volante manual e a alavanca para realizar o avanço ou reverso.
• Controle manualmente a chave de deslizamento superior. De acordo com o ângulo diferente do gancho do deslizamento superior, gire a chave para a posição de avanço inclinada, longitudinal ou transversal.

12
• Mova o contraponto para a posição de maquinagem. Controle manualmente o volante manual de avanço da manga do contraponto para realizar trabalhos de maquinagem, como perfuração, rebaixamento, mandrilagem, fundição, etc. 5.5 Avanço automático • Pressione o botão de início do motor principal. Coloque a alavanca de
operação de avanço/regresso do fuso na posição de avanço. O fuso começa a funcionar.
• Controle manualmente o volante manual longitudinal da sela e o volante manual de deslizamento inferior para configurar a distância entre a ferramenta e a peça. Escolha a
profundidade de corte adequada. • Gire a alavanca de avanço longitudinal/transversal para realizar o avanço
longitudinal ou transversal ou o avanço reverso. Gire a alavanca para o meio das aberturas transversais, o
avanço para. • Caso seja necessário um avanço rápido, pressione o botão na parte superior
do avanço longitudinal/transversal e da alavanca de avanço rápido. Solte o botão, o avança rápido para. Nota: Caso o botão de avanço rápido falhe, imediatamente posicione a
alavanca na posição intermediária e gire o interruptor mestre para a posição desligado.
5.6 Corte de rosca Há duas maneiras de cortar roscas: 1) As meias porcas permanecem engatadas Gire a alavanca de operação das meias porcas para engatar o parafuso
principal. Corte a rosca girando o fuso em avanço e regresso. Este método é geralmente utilizado quando o passo do parafuso principal da máquina dividido pela parafuso da rosca a ser cortada não possui um formato arredondado.
2) As meias porcas podem abrir Gire a alavanca de operação das meias porcas para engatar o parafuso
principal. Corte a rosca com o fuso funcionando em avanço. Quando a ferramenta cortar até a extremidade da rosca, desengate as meias porcas. Retorne o suporte da ferramenta à sua posição original. Após o avanço, engate as meias porcas de novo para o corte das roscas. Este método é geralmente utilizado quando o passo do parafuso principal da máquina dividido pelo parafuso da rosca a ser cortada possui um formato arredondado. • Gire a alavanca para aumentar o passo no cabeçote, escolha a rosca
adequado direita ou esquerda ou rosca de passo extra-grande. Gire a alavanca de mudança de velocidade do fuso para escolher a velocidade adequada do fuso. Quando uma rosca de passo extra-grande for utilizada, a velocidade do fuso é menor.

13
• De acordo com o rótulo do avanço e passo na caixa de avanço, utilize diferentes engrenagens e gire a chave para ajuste da taxa de avanço ou do passo e conector da haste de avanço ou parafuso principal para escolher o passo adequado de medida, polegada, módulo ou diametral.
• Utilize a alavanca de avanço rápido e o avanço longitudinal/transversal para mover o suporte da ferramenta para a posição de corte da rosca, então coloque a alavanca no meio das aberturas transversais.
• Pressione o botão de início do motor principal. Coloque a alavanca de operação do fuso não posição de avanço para fazer o fuso funcionar.
• Controle manualmente o volante manual de avanço longitudinal da sela e o volante manual do deslizamento inferior para configurar a distância entre a ferramenta e a peça de trabalho. Mova a ferramenta a certa distância e escolha a profundidade adequada de corte.
• Engate a alavanca de operação das meias porcas e realize qualquer um dos métodos de corte de rosca mencionados. Nota: Caso seja utilizado freio manual para o corte de rosca, não mude a
alavanca de operação do fuso diretamente da posição avanço para a posição regresso. Primeiro, coloque-a na posição de freio intermediária e espere por 2 segundos antes de colocá-la na posição de regresso. Essa ação aumentará a vida de serviço da máquina.
5.7 Operação de parada do fuso
Durante o processo de trabalho, pode-se ter que parar a rotação do fuso para ajuste da máquina, troca de peças, fim de turno e outros. O processo de operação deve ocorrer conforme segue:
Pare a máquina manualmente: Coloque a alavanca de operação do fuso não posição intermediária para parar o fuso.
Caso o fuso precise ser reiniciado, a alavanca de operação do fuso deve primeiramente ser colocada na posição intermediária antes de colocá-la na posição de avanço ou regresso. 5.8 Operação de parada da máquina • Utilize a alavanca de avanço longitudinal/transversal para mover o suporte
de ferramentas para perto do contraponto. Na direção transversal mova-o para perto do volante manual de deslizamento inferior.
• Coloque a alavanca de operação do fuso na posição intermediária. • Aperte o botão de parada do motor para parar o motor. • Coloque o interruptor da bomba do líquido de arrefecimento na posição “0”,
se houver. • Coloque o interruptor mestre na posição “OFF” [Desligado].

14
5.9 Resgate sob condições de emergência Caso o operador tenha sido atingido por alguma peça giratória da máquina,
primeiro pressione o botão vermelho de emergência para desligar a máquina. Tome então as medidas necessárias.
5.10 Métrica do sistema de avanço
Métrica

15
Polegada
Fig. 4 Rótulo da rosca e avanço

16
6. Ajustes da máquina 6.1 Ajuste dos mancais do fuso
O nariz do fuso adota um nariz tipo D padrão. Uma mandrilagem manual ou hidráulica pode ser realizada para uma operação fácil e confiável. A porca 1 é utilizada para ajustar a folga axial dos dois mancais de impulso. A porca 2 é utilizada para ajustar o mancal de rolamento de coluna dupla de suporte traseira do fuso e a folga axial do fuso. Ambos são mostrados na Fig. 5.
Fig. 5 Diagrama da estrutura do fuso
6.2 Ajuste de dispositivo de segurança de sobrecarga do tablier
Um engate de degrau superior de uma direção é equipado na extremidade esquerda do tablier. Sua função é de evitar interferência mútua do sistema de avanço rápido e do sistema de avanço e prevenir que a haste de avanço gire em velocidade muito alta (Vide seção visão E-E). Há um dispositivo de segurança contra sobrecarga no parafuso sem-fim que consiste de um engate espiral de duas garras e uma mola cilíndrica. Sob condições normais, o movimento da haste de avanço é transmitido ao parafuso sem-fim por meio do engate. Caso o sistema de avanço esteja sobrecarregado, o engate é desengatado e a sela desliza.
O aperto da mola foi ajustado antes da entrega da máquina. Não deve ser mais ajustado por simples vontade. Caso contrário, a função de proteção irá falhar. Caso o torque do engate seja realmente muito pequeno, ajuste a porca 1 para mudar a pressão da mola contra o engate (Vide Fig. 6).

17
Fig. 6 Ajuste de dispositivo de segurança do tablier
6.3 Ajuste da folga entre a porca e o parafuso principal do suporte de ferramentas A porca de deslizamento inferior está dividida. Caso haja um deslizamento axial do parafuso principal contra a porca por conta do par desgastado, simplesmente aperte o parafuso para puxar a rosca. A deformação da porca mantém a folga adequada entre eles (Vide Fig. 7).
Fig. 7 Ajuste do parafuso principal do suporte de ferramentas
Porca Parafuso para ajuste
18
7. Manutenção e lubrificação da máquina
7.1 Manutenção da máquina • O óleo lubrificante em cada embalagem de fundição não deve ser menor que o meio do vidro de visão do óleo. Caso contrário, a máquina pode ficar danificada por conta de lubrificação insuficiente. • Todos os pontos de lubrificação devem receber óleo limpo de tempos em tempos. • Observe regularmente as condições de trabalho da bomba de óleo para garantir óleo suficiente para o cabeçote e para a caixa de avanço. • Verifique e ajuste o aperto das correias V regularmente. • A cada vez que iniciar o motor principal, não inicie o fuso de uma vez. Somente quando a bomba de lubrificação funcionar corretamente e o óleo aparece no vidro de visão do óleo, pode-se iniciar o fuso para o funcionamento da máquina. • Quando o fuso estiver funcionando em alta velocidade, nunca troque de posição as alavancas de mudança de velocidade. • O parafuso principal pode ser utilizado somente para corte de rosca, para assegurar sua precisão e vida útil de serviço. • Quando uma luneta móvel ou fixa for utilizada, sua superfície de contato do suporte da peça de trabalho deve ser lubrificada. • Deve-se adicionar óleo para guiar a caixa de óleo lubrificante a cada turno, para garantir lubrificação suficiente para o movimento da sela. Para maiores detalhes, favor consulte “Lubrificação da máquina”. • Para parar o funcionamento do fuso, coloque a alavanca de operação do fuso na posição intermediária para parar o fuso.
A operação de parada do fuso ao reverter a direção de giro do fuso é estritamente proibida. Para reverter o giro do fuso, é necessário primeiro parar o fuso e depois colocá-lo para funcionar na direção oposta. 7.2 Lubrificação da máquina
Todas as superfícies de fricção da máquina devem ser lubrificadas de tempos em tempos para garantir a confiabilidade do trabalho e reduzir o desgaste da peças e a potência perdida. O operador da máquina deve conhecer a distribuição dos pontos de lubrificação, a especificação do lubrificante,

19
período e método de lubrificação, etc. Mais detalhes são mostrados na Fig. 8.
Graxa com base em lítio; Mudar uma vez a cada 3 anos
Óleo hidráulico YA-N32
Serviço feito pela pessoa responsável por óleos
Óleo de motor N46
Graxa com base em cálcio; Gire ½ círculo a cada turno
Serviço feito pelo operador da máquina
Dissulfeto de molibdênio 4# Trocar duas vezes ao ano
O numerador indica o tipo de óleo e o denominador indica o período de mudança de óleo (dias) sob condições de dois turnos de trabalho.
Fig. 8 Diagrama da lubrificação da máquina
Plugue de óleo
Indicador de óleo Bomba de óleo
Adicione óleo uma vez a cada turno
Adicione óleo duas vezes a cada turno
Adicione ou troque o óleo regularmente

20
8. Sistema hidráulico da máquina O sistema hidráulico da máquina controla o avanço, regresso e parada do
fuso. Também lubrifica o cabeçote e a caixa de avanço. 8.1 Bomba de engrenagem
Bomba de regresso modelo CB-B10, pressão de 2,45 Mpa, volume de 6L/min. 8.2 Válvula rotatória especial
Somente para máquinas com distância do centro com menos de 3000m. É controlada pela alavanca de operação do fuso para realizar o avanço, regresso ou parada do fuso. A válvula consiste em uma válvula de pressão e um interruptor de medidor de pressão. Ligue a chave de configuração de pressão e a pressão pode ser mostrada no medidor. O óleo derramado é utilizado para lubrificar o cabeçote e a caixa de avanço. A pressão deve ser configurada para 0,98 – 1,47Mpa. 8.3 Filtro de óleo
O filtro de óleo consiste em um filtro de óleo especial tipo rede e um filtro de óleo tipo folga WU 63x100-J para aumentar a eficiência da filtragem e para prevenir que entre poeira no sistema de óleo. 8.4 Tanque de óleo
O tanque de óleo está localizado no suporte frontal da bancada. O seu tamanho é 545x330x240mm. Cerca de 35 litros de óleo de máquina de 20# (Novo modelo: L-AN32 GB443-89) devem ser colocados. Quando o fluxo da taxa não for suficiente para o sistema de óleo, é necessário limpar o tanque de óleo e o filtro de óleo.
Quando a distância entre os centros da máquina for maior que 4000mm, as válvulas de interruptores eletromagnéticos 34 D-10BY e 23D-10B e a válvula de pressão Y-10B são utilizadas no lugar da válvula rotatória especial (Vide figura).
A válvula de pressão Y-10B é utilizada para ajustar a pressão do sistema de óleo, a qual é mostrada no medidor de pressão. O óleo de superfluxo é utilizado para lubrificar o cabeçote e a caixa de avanço. Funcionamento em avanço: 2DT da válvula eletromagnética 34D-10BY está eletrificado. Funcionamento em regresso: 3DT da válvula eletromagnética 34D-10BY está eletrificado. Freio: 1DT da válvula de interruptor eletromagnético 23D-10B está eletrificado, enquanto a válvula eletromagnética 34D-10BY não está eletrificada e está em posição neutra.

21
8.5 Medidor de pressão O medidor de pressão está localizado na parte interior da cava da bancada
embaixo do cabeçote. É coberto com vidro e pode ser visto por fora. Os limites inferiores e superiores do óleo podem ser observados ao mover a tampa da janela de ventilação. 8.6 Desenho hidráulico principal (Vide Fig. 9)
Desenho hidráulico principal de máquina 1500-3000mm

22
Desenho hidráulico principal de máquina maior que 4000mm

Nota: 1. O dispositivo de parada hidráulica da máquina é equipado com um
acelerado que pode ajustar a duração do tempo de parada do fuso. Por favor, ajuste manualmente o botão 1 de acordo com a direção real da seta. O método de ajuste é mostrado na figura.
2. Para evitar danos à maquina ou diminuição em sua vida útil de serviço, por favor prolongue o tempo de parada girando o acelerador na direção da seta quando o fuso estiver funcionando em alta velocidade ou quando a inércia rotatória da peça de trabalho for ótima.

SISTEMA ELÉTRICO DA MÁQUINA —> Características de Potência a) Circuito principal: a.c. 3 fases. 50/60 Hz. 220/380 V
b) Circuito de controle: a. c. 110 V c) Circuito de iluminação e indicador: a. c. 24 V
Operação da Máquina Amarre o fio de energia e o fio terra (cuja extremidade é marcada com PE)
respectivamente, conforme indicado no diagrama de conexão do aparato elétrico. Feche a porta da cabine elétrica. Ligue o interruptor mestre QF1 e o indicador HL se acenderá.
Pressione o botão de início verde SB4 ou SB5 no quadro de controle, os contatores KM1 serão eletrificados e o motor principal M1 funcionará. Pressione o botão de emergência vermelho SB1 ou SB2, KM1 não será eletrificado e o motor principal M1 para de funcionar. Coloque o SA1 na posição ON [ligado], KM2 será eletrificado e a bomba do líquido de arrefecimento é ligada; Coloque o SA1 na posição OFF [desligado], KM2 não será eletrificado e a bomba do líquido de arrefecimento para de funcionar. Pressione o botão SB3, KM3 será eletrificado e o motor de avanço rápido é ligado. Caso ocorra uma condição de emergência, simplesmente pressione o botão vermelho tipo obturador SB1 ou SB@, todos os contatores, bobinas de relé não serão eletrificadas e o fuso para de uma vez.
Manutenção do Aparato Elétrico Desenho de princípio do aparato elétrico, Diagrama de conexão do aparato
elétrico e Lista de elementos elétricos podem ser consultados para a manutenção do aparato elétrico.
A lista de elementos elétricos é mostrada na seguinte tabela.

Lista de elementos elétricos Código Descrição Modelo Especificações
3-220/380V 50/60HZ Qtd.
QF1 Interruptor automático DZ15-40 3 pólos, 50A (380V) 1 QF1 interruptor NSC60E 3 pólos, 60A (220V) QF2 interruptor JCM5-32 22-32A(380V) 1 QF2 interruptor JCM5-32 36-50A(220V) 1 QF3 interruptor JCM5-20 0,4 -0,63A 1 QF4 interruptor JCM5-20 2,4-4A(380V) 1 QF4 interruptor JCM5-20 3. 2-5A(220V) 1
QF5-QF6 interruptor DZ47-60/3A
TC Transformador de controle
JBK5-160TH 220;380V/110V, 24V 1
KM1 Contator a.c. 3TB44 Voltagem da bobina 110V 32A (380V)
1
KM1 Contator a.c. 3TF4622 Voltagem da bobina 110V 45A (220V)
1
KM2-KM3 Contator a.c. 3TB40 Voltagem da bobina 110V, 9A
SQ1 Interruptor de curso JW2-11H/W1 1
SQ2 Interruptor de curso LXW5-11Q1 1
SB1-SB2 Botão LAY3-01ZS/1 Vermelho
SB3 Botão XB2BD53C Verde 1 SB4-SB5 Botão LAY3-10 1N0
SA1 Interruptor de giro LAY3-11X/2 Preto 1
EL Luz da máquina JC52A Bulbo 24V, 40W 1
HL Indicador XB2EV163 24V, Verde 1

9. LAUDO DE SEGURANÇA 5-LT-CWD803-A
Este descritivo tem como objetivo relatar a conformidade do equipamento “Torno Universal CWD803”, com as normas aplicáveis.
9.1. REFERÊNCIAS
NR 12 – 17 dezembros 2010 – Segurança no Trabalho em Máquinas e Equipamentos;
9.2. DEFINIÇÕES
Torno é uma máquina-ferramenta permite a usinagem de variados componentes mecânicos: possibilita a transformação do material em estado bruto, em peças que podem ter seções circulares, e quaisquer combinações destas seções.
NR – Norma Regulamentadora do Ministério do Trabalho e Emprego;
ABNT – Associação Brasileira de Normas Técnicas.
IEC – International Electrotechnical Commission.
9.3. ANÁLISE DE RISCO
9.3.1 Principais Riscos
Projeção de materiais (fragmentos ou partículas), corte (por materiais ou na ferramenta), contato com superfícies a temperaturas extremas, agarramento, arrastamento, esmagamento, exposição ao ruído, associados à iluminação, riscos elétricos, desrespeito pelos princípios ergonômicos, contato com materiais ou substâncias, exposição a contaminantes químicos, queda.
9.3.2 Condições Perigosas
Aparas resultantes da usinagem da peça, fixação incorreta da peça, esquecimento da remoção da chave de fixação dos grampos (torno), ruptura da ferramenta, utilização inadequada da máquina (ex.: maquinação de peças com dimensões não suportadas pela máquina), acesso à ferramenta, contato com aparas resultantes da usinagem (projeção para os olhos, corpo ou remoção da apara junto da área de corte), contato com a peça após ser usinada (encontra-se quente), sobreaquecimento /defeito da ferramenta, utilização de roupa larga e acessória, queda de material sobre os pés, contato com a ferramenta em rotação, com engrenagens não protegidas ou outros elementos em movimento, ruído provocado pela maquinação da peça, efeito estroboscópio, iluminação do posto de trabalho insuficiente, contato com partes ativas, contato da pele com óleos de corte, contaminação do ambiente com névoas provenientes do aquecimento dos óleos de corte, pavimento com aparas, desorganização e falta de segurança no espaço de trabalho (ex.: máquinas muito próximas umas das outras, espaço de trabalho obstruído, etc.), localização incorreta dos comandos de acionamento, más posturas, movimentação de cargas excessivas
9.4. CATEGORIA DE SEGURANÇA

Levando em consideração os dados levantados, os tornos com as normas aplicáveis é considerada no mínimo categoria 3, conforme ABNT NBR 14009:1998 e de acordo com a ABNT NBR 14153:1998.
A categoria de segurança é definida conforme item 12.39 da NR12 de 17 de dezembro de 2010.
9.5. MEDIDAS DE PREVENÇÃO
Equipar as máquinas com sistemas de proteção:
Proteção móvel articulada (Zona 1) e do carro longitudinal(Zona 2), proteção na zona do fuso(Zona 3), e proteção fixa na parte traseira
Todos os órgãos de transmissão (correias, polias, engrenagens) devem estar dotados de protetores fixos resistentes.
Dotar as máquinas com dispositivo de paragem de emergência sob a forma de barra, que deve estar acessível ao longo de toda a máquina.
As zonas de operação das máquinas CNC, CN ou automáticas devem estar totalmente fechadas durante a mecanização da peça (só devem existir aberturas para introduzir e retirar as peças e para remover limalhas)
Os comandos das máquinas devem estar dispostos de forma a que o operador os identifique, distinga e alcance facilmente e sem se colocar em perigo.
Ligar as máquinas e equipamentos elétricos à terra e proteger o circuito elétricos com disjuntores; o quadro elétricos deve ser conservado em bom estado, sem umidade e protegido de poeiras e outros resíduos
Proteger os cabos elétricos contra cortes ou danos provocados por limalhas ou ferramentas
As fontes emissoras de ruído (órgãos de transmissão) devem ser encapsuladas
As máquinas devem ser mantidas em bom estado de conservação e limpeza
As máquinas nunca devem ser colocadas junto a paredes ou em cantos (aumenta o ruído por elas produzido)
As máquinas devem possuir um sistema de iluminação integrada e a iluminação ambiente deve ser adequada às necessidades do local e das tarefas a desempenhar
O local de trabalho deve possuir sistemas de ventilação ambiente
Sempre que se revele necessário devem ser instalados dispositivos de aspiração localizada (para evitar o contato com névoas de óleo mineral)
Estabelecer procedimentos de trabalho seguros e formar e informar os trabalhadores no sentido de os adaptarem na realização das tarefas:
Remoção da chave de fixação dos grampos após aperto

Limpeza da máquina com o equipamento desligado
Fixar sempre no contraponto peças de longa dimensão
Nunca utilizar ar comprimido para limpar a máquina ou as roupas; utilizar, escovas ou sistemas de aspiração.
Não remover as limalhas diretamente com as mãos, utilizar ferramentas adequadas.
Antes de colocar a máquina em funcionamento verificar o aperto das peças e colocar as proteções acionar o STOP de emergência caso se verifique alguma anomalia no funcionamento da máquina
Utilizar os EPI´s disponibilizados:
Luvas de proteção sempre que se justifique (ex.: manusear a peça trabalhada, fixar a peça na máquina, etc.)
Roupa de trabalho adequada: com manguitos, justa ao corpo e sem acessórios pendurados.
Calçado de proteção (botas com biqueira e sola de aço)
Óculos de proteção (em material resistente e que protejam lateralmente)
Auriculares ou abafadores (devidamente dimensionados)
Nunca anular as proteções das máquinas
Nunca operar a máquina para além dos limites estabelecidos pelo fabricante
Nunca operar estas máquinas sob o efeito de álcool ou medicamentos que possam alterar as condições físicas e de alerta
Colocar uma bacia de retenção na parte inferior da máquina para recolha dos resíduos do óleo de corte e limalhas
As peças em bruto e as maquinadas devem ser empilhadas e arrumadas de forma estável, segura e ordenada; utilizar contentores adequados para as peças de menor dimensão.
Organizar corretamente o lay-out das máquinas: estas não devem ser colocadas alinhadas umas em frente às outras (pode haver projeção de material para outros operadores)
Delimitar os postos de trabalho através de marcações e caso haja a necessidade de estarem vários postos de trabalho muito próximos, colocar painéis protetores.
Sinalizar o posto de trabalho com a obrigatoriedade de utilizar calçado, auriculares e óculos de segurança.
Disponibilizar meios de extinção adequados, nomeadamente extintores.
Disponibilizar carros elevatórios para o transporte de peças (matéria-prima ou elementos das máquinas)

9.6. MEDIDAS DE PROTEÇÃO
9.6.1. Proteção da Zona 1 - Placa
A proteção é móvel com um interruptor de posição duplo canal de ação positiva (2), conforme Norma ABNT NBR NM 273:2002 e itens 12.38 a 12.55 da NR12 de 17 de dezembro de 2010, monitorado por rele de segurança duplo canal (fig. 1), que garante o desligamento da torno em caso de abertura da proteção.
Figura 1 – Proteção da Placa
9.6.2. Proteção da Zona 2 - Carro
A proteção é móvel com um interruptor de posição duplo canal de ação positiva (2), conforme Norma ABNT NBR NM 273:2002 e itens 12.38 a 12.55 da NR12 de 17 de dezembro de 2010, monitorada por rele de segurança duplo canal (fig. 2), que garante o desligamento do torno em caso de abertura da proteção (figura 2).

Figura 2 – Proteção do Carro
9.6.3. Proteção da Zona 3 - Fuso
A proteção é fixa com tubo telescópico (fig. 3).
Figura 3 – Proteção do Fuso

9.6.4. Proteção da Zona 4 - Engrenagens
A proteção móvel porta engrenamento (fig. 4).
Figura 4 – Proteção do Engrenamento
9.6.5. Proteção Contra Choque Elétrico
O “Torno Universal CWD803” possui proteção do painel fechada com chave, para seu circuito elétrico de segurança atende o item 12.36 da NR12 de 17 Dezembro de 2010 (Figura 5).
O “Torno Universal CWD803” possui sua estrutura e circuitos interligados através um condutor que deverá ser aterrado conforme NR-10 e ABNT NBR 5410, conforme itens 12.14 e 12.15 da NR12 de 17 de dezembro de 2010.
A Chave geral do “Torno Universal CWD803” possui sistema de bloqueio (lock-out), conforme itens 10.5, 10.10.1b e glossário item 12 da NR-10. Este sistema possibilita bloquear a chave com cadeado isolando a fonte de energia, garantindo que a máquina não será ligada durante a manutenção (Figura 5).

Figura 5 – Chave geral no QG
9.7. PARADA DE EMERGÊNCIA
O “Torno Universal CWD803” possui um dispositivo de parada de emergência (Botoeira Cogumelo com trava) de duplo canal com ruptura positiva (conforme IEC 60947-5-1:1992) monitorada por relé de segurança (fig. 8) que garante a efetividade da parada no caso de necessidade de parada de emergência conforme e itens 12.56 a 12.63 da NR12 de 17 de dezembro de ‘2010 e item 5.2.1.3 do Anexo VI da NR12 de 17 de dezembro de 2010.
Em caso de acionamento da parada de emergência, existe a necessidade de destravar a botoeira e acionar o botão de RESET do “Torno Universal CWD803”. Somente após esta operação é possível religar, conforme item 4.1.11 da Norma ABNT NBR 13759:1996 e item 12.63 da NR12 de 17 de dezembro de 2010.
O botão de parada de emergência possui grau de proteção IP 55 e está posicionado de forma a permitir fácil acesso, sem riscos e possui a cor vermelha com uma superfície posterior ao mesmo na cor amarela, conforme figura 7.
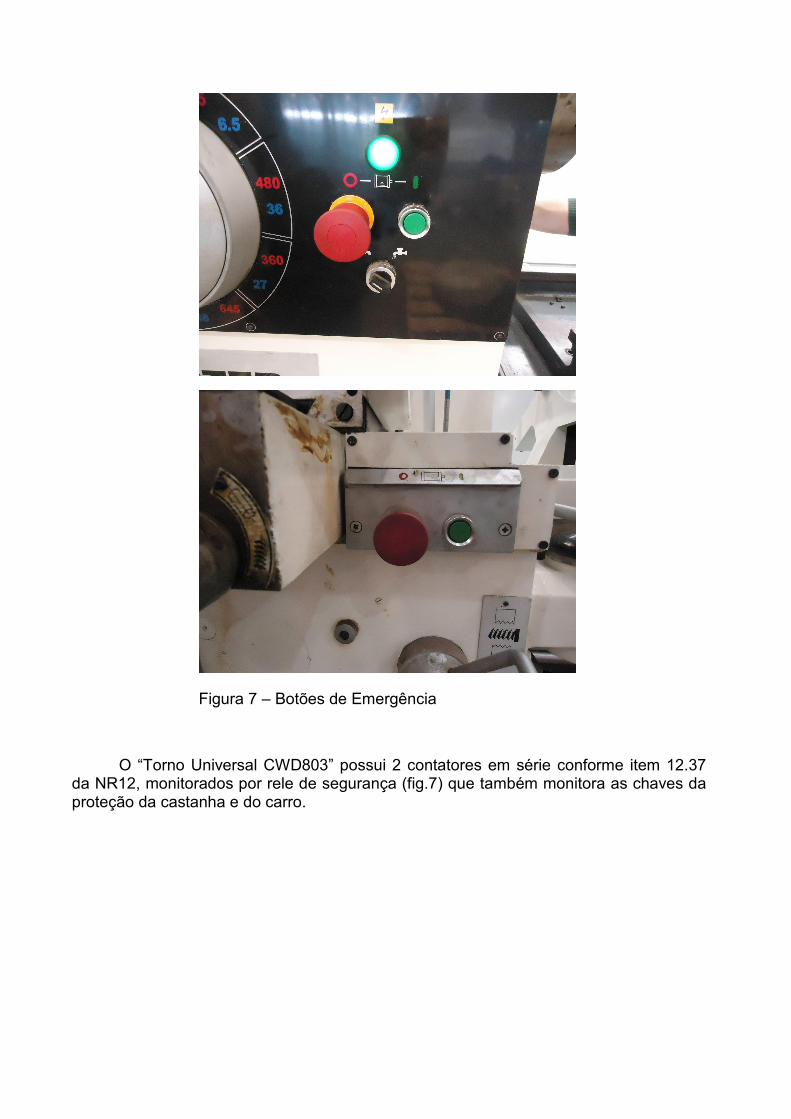
Figura 7 – Botões de Emergência
O “Torno Universal CWD803” possui 2 contatores em série conforme item 12.37 da NR12, monitorados por rele de segurança (fig.7) que também monitora as chaves da proteção da castanha e do carro.

Figura 7 – 2 contatores em série - Relês de Segurança
9.8. DIAGRAMA DO SISTEMA ELÉTRICO

Figura 8 – Diagrama Elétrico com Diagrama de Segurança.
9.9. O MANUAL DE INSTRUÇÕES
O “Torno Universal CWD803” possui além das informações habituais, todas as informações de uso requeridas pelos itens 12.127 e 12.128 da NR12 de 17 de dezembro de 2010.
9.10. IDENTIFICAÇÃO
O “Torno Universal CWD803” possui identificação indelével e de fácil visualização em acordo com o item 12.123 da NR12 de 17 de dezembro de 2010, contendo as seguintes informações:
- Empresa, endereço, modelo, ano, peso, e número de série:
9.11. CONCLUSÃO
O “Torno Universal CWD803” é importada por Ferramentas Gerais Comércio e Importação S/A atende à NR12 de 17 de dezembro de 2010.

9.12. SINAIS DE SEGURANÇA
9.13. ANEXO