Embed Size (px)
Citation preview
1
UNIVERSIDADE ESTADUAL DO OESTE DO PARANÁ - Unioeste
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIAS AMBIENTAIS - PPGCA
APROVEITAMENTO DA BIOMASSA RESIDUAL URBANA PARA SÍNTESE
DE BIOETANOL
Fabieli Aparecida de Oliveira
Toledo – Paraná – Brasil
2016

2
UNIVERSIDADE ESTADUAL DO OESTE DO PARANÁ - Unioeste
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIAS AMBIENTAIS - PPGCA
APROVEITAMENTO DA BIOMASSA RESISUAL URBANA PARA SÍNTESE
DE BIOETANOL
Fabieli Aparecida de Oliveira
Dissertação de Mestrado apresentado ao Programa de Pós-Graduação em Ciências Ambientais da Universidade Estadual do Oeste do Paraná, Unioeste/Campus Toledo, como parte dos requisitos para a obtenção do Título de Mestre em Ciências Ambientais. Orientador: Dr. Reinaldo Aparecido Bariccatti
MARÇO/2016
Toledo – PR

3
Catalogação na Publicação elaborada pela Biblioteca Universitária
UNIOESTE/Campus de Toledo.
Bibliotecária: Marilene de Fátima Donadel - CRB – 9/924
Oliveira, Fabieli Aparecida de
O48a Aproveitamento da biomassa residual urbana para síntese de
bioetanol / Fabieli Aparecida de Oliveira. -- Toledo, PR : [s. n.], 2016.
42 f. : il.(algumas color.), figs., tabs.
Orientador: Prof. Dr. Reinaldo Aparecido Bariccatti
Dissertação (Mestrado em Ciências Ambientais) - Universidade
Estadual do Oeste do Paraná. Campus de Toledo. Centro de
Engenharias e Ciências Exatas.
1. Ciências ambientais - Dissertações 2. Biocombustíveis 3. Álcool
como combustível 4. Energia da biomassa 5. Energia - Fontes
alternativas 5. Hidrólise I . Bariccatti, Reinaldo Aparecido, orient.III.
T.
CDD 20. ed. 662.6692
4
FOLHA DE APROVAÇÃO
FABIELI APARECIDA DE OLIVEIRA
“Aproveitamento da biomassa residual urbana para síntese de bioetanol”
Dissertação apresentada ao Programa de Pós-Graduação Stricto Sensu em Ciências Ambientais – Nível de Mestrado, do Centro de Engenharias e Ciências Exatas, da Universidade Estadual do Oeste do Paraná, como requisito parcial para a obtenção do título de Mestre em Ciências Ambientais, pela Comissão Examinadora composta pelos membros:
COMISSÃO EXAMINADORA
________________________________________________ Prof. Dr. Reinaldo Aparecido Bariccatti
Universidade Estadual do Oeste do Paraná (Presidente)
________________________________________________ Prof. Dr. Cleber Antônio Lindino
Universidade Estadual do Oeste do Paraná
_________________________________________________ Profª. Drª. Maria Luiza Fernandes Rodrigues Universidade Estadual do Oeste do Paraná
Aprovada em: 04 de abril de 2016. Local de defesa: Auditório do GERPEL – UNIOESTE/campus de Toledo.

5
SUMÁRIO
LISTA DE ABREVIATURAS, SIGLAS E SÍMBOLOS..........................................4
LISTA DE TABELAS............................................................................................5
LISTA DE FIGURAS............................................................................................6
RESUMO.............................................................................................................7
ABSTRACT..........................................................................................................8
1. INTRODUÇÃO..................................................................................9
2. Revisão bibliográfica.......................................................................10
2.1 Etanol e o biocombustível...............................................................10
2.2 Matéria prima para produção de biocombustíveis..........................14
2.3 Potencial energético da biomassa..................................................17
3. MATERIAIS E MÉTODOS..............................................................20
3.1 Procedimento de hidrólise I.............................................................21
3.2 Procedimento de hidrólise II............................................................21
3.3 Determinação de Grau brix.............................................................22
3.4 Método Fehling...............................................................................23
3.5 Poder calorífico...............................................................................23
3.6 Fermentação do procedimento de hidrólise I..................................23
3.7 Fermentação do procedimento de hidrólise II.................................24
4. RESULTADOS E DISCUSSÕES....................................................26
4.1 Hidrólise ácida.................................................................................26
4.2 Determinação dos açúcares redutores (ART).................................27
4.2.1 Grau brix.........................................................................................27
4.2.2 Método fehling.................................................................................29
4.3 Fermentação...................................................................................31
4.4 Resíduo final...................................................................................37
4.5 Estimativa da produção de etanol lignocelulósico em Santa
Helena....................................................................................................38
5. CONCLUSÃO.................................................................................38
6. REFERÊNCIAS BIBLIOGRÁFICAS................................................39
6
LISTA DE ABREVIATURAS, SIGLAS E SÍMBOLOS
AIAA – Associação das Indústrias de Açúcar e de Álcool do Estado de São
Paulo
ANEEL – Agência Nacional de Energia Elétrica
ANP – Agência Nacional do Petróleo, Gás Natural e Biocombustíveis
BNDES – Banco Nacional de Desenvolvimento Econômico e Social
CENBIO – Centro Nacional de Referência em Biomassa
CONAMA – Conselho Nacional do Meio Ambiente
CO2 – gás carbônico
EJ - exajoule
EMBRAPA – Empresa Brasileira de Pesquisa Agropecuária
EUA – Estados Unidos da América
g – grama
H2SO4 – ácido sulfúrico
INEE – Instituto Nacional de Eficiência Energética
KOH – hidróxido de potássio
MDL – Mecanismo de Desenvolvimento Limpo
mJ – milijoule (onde Joule é a unidade usada para medir energia mecânica e
térmica)
pH – potencial hidrogeniônico
PNRS – Política Nacional de Resíduos Sólidos
PR – Estado do Paraná
PROALCOOL – Programa Nacional do Álcool
UFPR – Universidade Federal do Paraná

7
LISTA DE TABELAS
Tabela I: Proporções de reagentes para o processo de hidrólise.
Tabela II: Proporções de caldo de cana/biomassa para fermentação.
Tabela III: Análise de Grau Brix das amostras hidrolisadas.
Tabela IV: Titulação e quantificação de açúcar nas amostras.
Tabela V: Titulação e quantificação de açúcar nas amostras.
Tabela VI: Poder calorífico das amostras de poda com e sem hidrólise ácida.

8
LISTA DE FIGURAS
Figura 1: Evolução dos biocombustíveis no Brasil
Figura 2: Principais componentes de materiais lignocelulósicos
Figura 3: Fluxograma do experimento
Figura 4: Amostras 5% após teste Fehling (A) e amostras 1% após teste
Fehling (B).
Figura 5: Gráfico com as soluções padrões de etanol em diferentes proporções.
Figura 6: Gráfico de absorbância em 1692 nm em função da porcentagem de
etanol.
Figura 7: Espectros de absorção para as soluções de biomassa tratadas com
meio ácido diluído e enriquecida com açúcar.
Figura 8: Soluções durante processo de fermentação em banho termostatizado.
Figura 9: Gráfico com o espectro de absorção da solução com diferentes
proporções de biomassa peneirada e tratada com 1% de ácido.
Figura 10: Gráfico com o espectro de absorção da solução com diferentes
proporções de biomassa peneirada e tratada com 5% de ácido.
Figura 11: Gráfico com o espectro de absorção da solução com diferentes
proporções de biomassa de poda tratada com 1% de ácido.
Figura 12: Gráfico com o espectro de absorção da solução com diferentes
proporções de biomassa de poda tratada com 5% de ácido.

9
RESUMO
OLIVEIRA, F. A.; BARICCATTI, R. A. Aproveitamento da biomassa residual urbana para síntese de bioetanol. 04 de Abril de 2016. Total de 42 folhas. Dissertação (Mestrado) – Universidade Estadual do Oeste do Paraná-Unioeste. Toledo, 04 de Abril de 2016. A escassez de combustíveis fósseis e a conscientização ambiental mundial fazem com que novas alternativas energéticas sejam estudadas de modo a desenvolver tecnologias limpas de energia e nesta perspectiva os combustíveis renováveis ganham destaque, dentre eles o bioetanol ou etanol de segunda geração. A biomassa lignocelulósica compreende qualquer material de origem vegetal que dispõe de energia para ser processada, destacando-se pela presença de celulose e hemicelulose, fontes de carboidratos (pentoses e hexoses) que podem ser convertidas pela hidrólise ácida em açúcares fermentáveis para a produção de etanol. A produção de combustíveis a partir de biomassa permite a utilização de resíduos de áreas cultivadas e reduz a competição para o cultivo de alimentos. Além disso, durante o processo de crescimento a planta absorve o gás carbônico do ar, mantendo níveis equilibrados do mesmo na atmosfera. Com isso o uso de resíduos florestais urbanos (podas) vem a auxiliar na qualidade do ar e o mesmo tempo incentivar o reaproveitamento energético dos resíduos, diminuindo os impactos ambientais. Assim, através de podas de árvores urbanas verificar o potencial para produção de biocombustível no município de Santa Helena-PR. Para isso, foi realizada a coleta de amostras de podas de arvores urbanas, a secagem a 60ºC, a trituração das mesmas, seguida de hidrólise ácida em concentrações de 1 e 5% de H2SO4, ajuste de pH e na sequência fermentação com o microrganismo Saccharomyces cerevisiae de uso comercial. Para análise dos resultados foi utilizado espectro de absorção no infravermelho próximo, na região de 1600 a 1800 nm e avaliação de açúcares presentes na amostra pelo grau brix e método Fehling. Observou-se que as amostras hidrolisadas a 1% e sem tratamento hidrotérmico tiveram uma menor concentração de açúcares e consequentemente a produção de etanol foi baixa, inferior a 1% de etanol produzido, quando se compara as soluções 1% com tratamento hidrotémico. O meio foi eficiente para a fermentação, pois as bandas características (1600 a 1800 nm) foram identificadas nos espectros das amostras. As podas que foram submetidas a peneira de 42 mesh apresentaram maior liberação de açúcares e consequentemente de bioetanol. Quando comparado a eficiência da hidrólise, a realizada com 5% de ácido foi mais representativa tanto na liberação de açúcares fermentáveis, cerca de 11%, quanto na produção de etanol. Contudo, a quantidade de resíduos produzidos possui um potencial significativo para a produção de etanol, podendo chegar a uma produção de 153,900 litros de etanol durante os meses de junho, julho e agosto de 2015. O teor de carboidratos nas podas é significativo, e os resíduos produzidos ao final do processo também podem ser utilizado, aumentado a sua viabilidade. Novos estudos visando o aperfeiçoamento da técnica auxiliarão em uma maior produção e eficiência do processo. PALAVRAS-CHAVE: biomassa; hidrólise; bioetanol

10
ABSTRACT
OLIVEIRA, F. A .; BARICCATTI, R. A. Utilization of urban waste biomass to bioethanol synthesis. April 04, 2016. Total 42 sheets. Thesis (MA) - University of Western Paraná-Unioeste. Toledo, April 4, 2016. The scarcity of fossil fuels and global environmental awareness make new energy alternatives are studied in order to develop clean energy technologies and this perspective renewable fuels are highlighted, including bioethanol or second-generation ethanol. Lignocellulosic biomass includes any plant material that provides energy to be processed, especially by the presence of cellulose and hemicellulose carbohydrate sources (pentoses and hexoses) which can be converted by acidic hydrolysis into fermentable sugars to produce ethanol . The production of fuels from biomass allows the use of acreages of waste and reduces competition for food crops. Furthermore, during the growth process of the plant absorbs carbon dioxide from the air while maintaining balanced levels of it in the atmosphere. Thus the use of urban forest residues (pruning) is to assist in air quality and the same time encourage the reuse of waste energy, reducing environmental impacts. Thus, through pruning of urban trees to investigate the potential for biofuel production in the municipality of Santa Helena-PR. For this, the collection of urban tree pruning samples was performed, drying at 60 ° C, grinding the same, followed by acid hydrolysis at concentrations of 1 and 5% H2SO4, pH adjustment and following fermentation with the microorganism Saccharomyces cerevisiae commercial use. For data analysis was used absorption spectrum in the near infrared, in the region from 1600 to 1800 nm and evaluation of sugars present in the sample by the degree brix and Fehling method. It was observed that the samples hydrolyzed at 1% and no hydrothermal treatment had a lower concentration of sugars and consequently ethanol production was low, less than 1% of ethanol produced, as compared with the 1% solutions hydrothermic treatment. The medium was efficient in the fermentation, since characteristic bands (1600-1800 nm) were identified in samples of the spectra. The cuttings were subjected to 42-mesh sieve showed increased release of sugars and consequently bioethanol. When compared the efficiency of hydrolysis, carried out with 5% acid it is more representative of both the release fermentable sugars, about 11%, and in ethanol. However, the amount of waste produced has a significant potential for the production of ethanol, reaching a production of 153.900 liters of ethanol during the months of June, July and August 2015. The prunings in carbohydrate content is significant and waste produced at process end can also be used, increasing its feasibility. Further studies aimed at improving the technique will help in increased production and process efficiency. KEYWORDS: biomass; hydrolysis; bioethanol
11
1. INTRODUÇÃO
Com as questões ambientais surgiu a necessidade de um modelo de
desenvolvimento que esteja diretamente ligado a sustentabilidade, no qual as
atuais e futuras gerações disponham de uma melhor qualidade de vida.
A busca por alternativas para geração de energia e o uso de
tecnologias vem propor melhoria a qualidade e preservação ambiental, visto o
aumento de gases causadores do efeito estufa. Além disso, a dependência dos
combustíveis fósseis faz com que a incorporação destas novas tecnologias
possibilite a independência energética nos países, o que reflete na economia
dos mesmos.
Nesse cenário, o etanol é o combustível capaz de atender a demanda
mundial por energia renovável. O Brasil é o segundo maior produtor de etanol
no mundo e o uso de tecnologias que utilizem, além do caldo da cana de
açúcar, também os resíduos da cana e outros resíduos celulósicos,
aproveitando tudo que possível para produção de bioetanol, torna a
possibilidade de produção de bioetanol ou etanol de segunda geração
extremamente interessante, desde o ponto de vista econômico até o ambiental.
O etanol pode ser utilizado puro (hidratado) ou misturado à gasolina,
sendo que a combustão da gasolina com etanol ou do etanol puro produz
menos monóxido de carbono, óxidos de enxofre, hidrocarbonetos e outros
poluentes, melhorando a qualidade do ar (BNDES, 2008).
Para a produção do etanol de segunda geração é necessário que,
antes do processo fermentativo, seja realizada uma etapa de hidrólise que
compreende a quebra da estrutura da parede celular dos vegetais que é
composta de celulose, hemicelulose e lignina. Após a hidrólise, os
componentes da parede celular serão separados, liberando os açúcares
fermentáveis, dentre eles a glicose e a xilose.
A partir deste momento se iniciará o processo fermentativo com o
auxílio do microrganismo Saccharomyces cerevisiae, que produzirá etanol a
partir da fermentação alcoólica.
A tecnologia de conversão de biomassa celulósica em açúcares
fermentáveis tem demonstrado ser uma alternativa promissora para atender a
demanda mundial por combustíveis.

12
A produção de etanol celulósico torna-se um grande potencial, pois
aumenta a produção de biocombustíveis sem a necessidade de aumentar as
áreas cultivadas. Por isso, o uso dessas alternativas menos impactantes faz do
bioetanol uma fonte de energia limpa que assegura o desenvolvimento
sustentável.
A Agência Nacional de Energia Elétrica (2008), afirma que a biomassa
é uma das fontes energéticas com maior potencial de crescimento, tanto
nacional quanto internacionalmente, sendo considerada uma alternativa para a
diversificação da matriz energética, reduzindo a utilização dos combustíveis
fósseis.
Buscar estratégias visando à manutenção do meio ambiente, o
desenvolvimento de formas alternativas de combustíveis, que minimize a
agressão ao meio ambiente pela liberação de gases causada, principalmente,
pelos combustíveis fósseis, foi o que motivou o estudo da utilização de
biomassa para produção de bioetanol.
Mediante o estudo de biomassa de podas urbanas para produção de
bioetanol, objetiva-se verificar a viabilidade de produção desta matéria prima
para biocombustível e estimar a produção desta tecnologia alternativa de
energia em pequena escala, em um município de pequeno porte.
2. REVISÃO DA LITERATURA
2.1 Etanol e o biocombustível
O modelo de desenvolvimento atual faz com que sejam necessárias
fontes de energia alternativas para suprir a demanda de uma população
crescente. Os combustíveis fósseis estão apresentando um valor crescente no
decorrer dos anos e a problemática ambiental vem ganhando espaço e
tornando-se significativa nos debates atuais. Com isso, o desenvolvimento de
uma tecnologia que auxilie no suprimento da demanda por combustíveis e que
ao mesmo tempo se preocupe com a manutenção do meio ambiente gera um
ciclo de sustentabilidade que é essencial para a manutenção do planeta e para
as atuais e as próximas gerações.
Na época da Revolução Industrial, a biomassa proveniente do carvão,
era a principal fonte de energia e possibilitou o avanço no desenvolvimento

13
econômico. Porém, com o crescimento populacional se fez necessário uma
maior demanda energética e os combustíveis fósseis, principalmente petróleo,
foram ganhando espaço.
Hoje o mundo está enfrentando dois problemas ambientais: o
aquecimento global e a poluição, sendo que estes apresentam uma grande
ligação com os combustíveis fósseis. Por outro lado, graças ao aumento
energético, os países tiveram crescimento em seu desenvolvimento econômico
(GUPTA; DEMIRBAS, 2010).
De acordo com Couto e colaboradores (2008), o modelo de
desenvolvimento sustentável depende dentre outras medidas de: redução dos
gases poluentes, conservação do solo, não contaminação das águas e
exploração racional dos recursos renováveis e não renováveis.
A busca por alternativas para geração de energia e o uso de
tecnologias vem propor melhoria da qualidade ambiental, visto a limitação da
emissão de gases poluentes na atmosfera, já prevista mundialmente, pelo
Protocolo de Kyoto.
Segundo Pereira Jr et al (2008), o quadro atual de consumo exige
mudanças de modo a reduzir a emissão de gases causadores do efeito estufa,
visto que, o desmatamento e a queima de combustíveis fósseis têm aumentado
os gases poluentes na atmosfera e para alterar esse panorama se faz
necessário o uso de combustíveis renováveis, os biocombustíveis.
Com o objetivo de valorizar os combustíveis renováveis, o governo
brasileiro criou em 14 de novembro de 1975, o Programa Nacional do Álcool –
PROALCOOL, por meio do Decreto nº 76.593, que teve como vantagens a
redução da importação de petróleo, o incentivo a agricultura e a geração de
empregos pela instalação de refinarias e destilarias (BRASIL, 1975).
Além das vantagens citadas, a Associação das Indústrias de Açúcar e
de Álcool do Estado de São Paulo (AIAA, 1997) afirma que o programa álcool
combustível demonstrou três vantagens, sendo elas: o desenvolvimento
tecnológico e estratégia de abastecimento; desenvolvimento da economia e
geração de empregos (sendo que o álcool emprega 152 vezes mais que o
petróleo, produzindo a mesma quantidade de energia); e o fator ambiental,
promovendo desenvolvimento sustentável.
14
Para que esse novo modelo se efetive, alguns preconceitos necessitam
ser quebrados. Em entrevista à Revista Bioenergia em fevereiro de 2012, o
então Chefe de Departamento do Meio Ambiente do Itamaraty, André Corrêa
do Lago, afirma que ainda tem-se uma ideia errônea de que se as questões
ambientais forem levadas em consideração, no momento de pensar em ações
para o desenvolvimento do país, o lado social e principalmente o econômico,
serão prejudicados.
Atualmente, a maioria dos países, está promovendo ações buscando a
participação de energias renováveis em suas matrizes energéticas, motivados
pela independência energética e diminuição da emissão de gases do efeito
estufa (CORTEZ, et al, 2008).
De acordo com o Relatório síntese de 2014 sobre o balanço energético
nacional, os combustíveis fósseis ocupam 59% da energia utilizada no Brasil,
sendo que dos 41% dos combustíveis renováveis se destacam a energia
proveniente da biomassa da cana (16,1%), hidráulica (12,5%), lenha e carvão
(8,3%), respectivamente (BRASIL, 2014).
Até 1970, o etanol produzido correspondia a menos de um milésimo do
petróleo e o seu uso era para fins não energéticos, como a indústria de bebidas
(ROSA e GARCIA, 2009). Observa-se que a procura por combustíveis
renováveis está aumentando, visto que em 2012 o consumo final de etanol
correspondeu a 4,2%, enquanto que em 2013 foi de 4,8% e em 2014 atingiu
5,1% de consumo de etanol combustível no Brasil e para suprir essa demanda
crescente por este combustível as suas fontes devem ser ampliadas (BRASIL,
2015).
A Agência Nacional de Petróleo, Gás Natural e Biocombustíveis (ANP)
(BRASIL, 2012) destaca a evolução dos biocombustíveis no Brasil a partir da
Figura 1, mostrando como o etanol foi garantindo seu espaço no decorrer dos
anos.

15
Figura 1: Evolução dos Biocombustíveis no Brasil (BRASIL, 2012).
De acordo com o Centro de Referência de Biomassa (CENBIO), o
lançamento de carros com motores flex, a partir de 2003, atendeu aos limites
legais exigidos para emissão de gases de escapamentos (previstos pela
Resolução 18/86 CONAMA, pela Lei 8723/93 Política Nacional de Meio
Ambiente e a Resolução 315/2002 CONAMA) e alavancou a produção e a
pesquisa desse combustível no país.
Os automóveis que circulam no país usam dois tipos de etanol
combustível, o hidratado e o anidro, sendo que este último é misturado a
gasolina sem prejuízo aos motores. De acordo com a Portaria nº 143 do
Ministério da Agricultura, Pecuária e Abastecimento, desde julho de 2007, 25%
de álcool anidro deve ser misturado à gasolina vendida no Brasil (BRASIL,
2011). Atualmente, a Portaria nº 75 fixa a partir de 16/03/2015 a adição de 27%
de etanol anidro a gasolina comum e de 25% a gasolina Premium (BRASIL,
2015).
Torna-se importante destacar que a combustão da gasolina com etanol
ou do etanol puro produz menos monóxido de carbono, óxidos de enxofre,
hidrocarbonetos e outros poluentes, melhorando a qualidade do ar (BNDES,
2008).
Por outro lado, o uso de etanol possui um poder energético menor que
a gasolina se tornando viável apenas quando for 30% mais barato, mas seu
alto poder de octanagem o tornam adequado para o uso como combustível,

16
além disso o etanol aumenta a vida útil dos motores quando comparado a
gasolina, um beneficio quando comparada as duas formas de combustíveis
(UNICA, 2007).
Derivado da fermentação dos açúcares presentes na cana de açúcar, o
etanol é o principal biocombustível no Brasil, e ganha destaque devido à alta
redução de emissão de gases do efeito estufa, ao baixo custo de produção e
alta produção por hectare (BNDES, 2008).
O Brasil é um grande produtor de etanol, porém a produção ideal e
desejável deste combustível ainda não foi alcançada, fazendo com que novas
pesquisas surjam com o intuito da melhoria da qualidade do meio ambiente.
Dentre elas o bioetanol ou etanol de segunda geração, que surge como
alternativa de melhor uso do material e minimização de resíduos de produção.
De acordo com dados da União da Indústria da Cana de Açúcar
(UNICA, 2015) nos Estados Unidos (EUA), maior produtor de etanol, a
produção se dá a partir do milho, sendo que juntamente com o Brasil, segundo
maior produtor, tornam-se os maiores produtores mundiais de etanol. Um
grande problema é que tanto a cana quanto o milho são matérias primas
utilizadas também na alimentação humana e animal, gerando uma
concorrência na produção de seus produtos.
O desenvolvimento de novas formas de combustível, como o bioetanol,
possui importância significativa, visto que, o petróleo é um recurso finito e sua
extração está se tornando cada vez mais difícil, devido aos pontos em que se
localizam e têm causado grandes prejuízos ao meio ambiente, principalmente
pela grande emissão de gases na atmosfera. Além disso, a busca por
alternativas menos impactantes ao meio ambiente, faz do bioetanol uma fonte
de energia limpa que assegura o desenvolvimento sustentável.
2.2 Matéria prima para produção de biocombustíveis
O etanol de segunda geração ou bioetanol é uma tecnologia que utiliza
os resíduos da cana de açúcar e resíduos celulósicos para produção de
bioetanol. Compreende processos de hidrólise e fermentação para obtenção de
etanol cuja matéria-prima biomassa pode conter celulose, hemicelulose ou
lignina, conforme destaca a Figura 2.

17
Figura 2: Principais componentes de materiais lignocelulósicos(RITTER, 2008).
A celulose consiste em uma cadeia longa de um só monômero
(glicose) e constitui 50% de toda biomassa sobre a Terra. Está localizada na
parede celular secundária e faz parte da estrutura fibrosa organizada das
plantas, possui propriedade cristalina devido a disposição ordenada de suas
moléculas em micelas. Assim que a glicose é incorporada à parede celular sob
a forma de celulose, esta não é mais disponível energeticamente para a planta
(RAVEN, et al, 1996).
As hemiceluloses são macromoléculas formadas de diferentes
unidades de açúcares, ligadas a celulose, desempenham funções no
crescimento e desenvolvimento das plantas. Hemiceluloses são polímeros de
pentoses (xilose, arabinose e ramnose), hexoses (glicose, manose e galactose)
e ácidos hialurônicos em unidades repetidas, sendo seu açúcar principal a
xilose, também conhecida como açúcar da madeira. Possui a importante
função de manter unidas as moléculas de celulose, e ao contrário desta, a
hemicelulose é facilmente hidrolisada (GUPTA e DEMIRBAS, 2010).
A lignina, por sua vez, é uma macromolécula abundante, que confere
rigidez, impermeabilidade e resistência aos ataques microbiológicos (SANTOS,
2012). Em geral, as árvores possuem alto teor de lignina, ao contrário das
gramíneas que possuem um baixo teor deste componente (GUPTA e
DEMIRBAS, 2010). De acordo com a Embrapa (2011), torna-se necessária a

18
retirada da lignina para a conversão da celulose e hemicelulose em açúcar e
posterior fermentação e produção de etanol.
Para que a quebra da celulose, hemicelulose e lignina ocorram faz-se
necessário a realização de um pré-tratamento que realize a separação entre as
estruturas da parede celular. Vários tratamentos foram desenvolvidos e vem
sendo estudados na busca de uma melhor qualidade do processo, entre eles
tratamentos físicos, químicos, biológicos e combinados, sendo que os mais
citados para pré-tratamentos químicos são com ácido concentrado, ácido
diluído, alcalino, organosolv, o biológico por meio de tratamentos enzimáticos
(microrganismos) e o combinado utilizando-se de explosão a vapor. Dentre
estes, o tratamento enzimático e com ácido diluído vem ganhando destaque
pela maior eficiência.
De acordo com Matsushida citado por Bragatto (2010) o tratamento
enzimático é melhor por não produzir poluentes, porém apresenta dificuldades
para ser aplicado em escala industrial uma vez que é preciso um grande
número de enzimas, o que aumenta significativamente o custo do processo.
Por outro lado, tem-se o tratamento com ácido que, segundo Bragatto (2010),
possui como ponto negativo a necessidade de recuperação dos reagentes e o
alto poder de corrosão, e como ponto positivo tem-se o alto número de
carboidratos que este pré-tratamento disponibiliza para o processo
fermentativo.
A biomassa compreende qualquer material de origem vegetal que
dispõe de energia para ser processada, como exemplo a lenha, resíduos de
serraria, o carvão vegetal, o biogás e os resíduos agropecuários (SILVA, 2010),
ou seja, qualquer matéria orgânica que possa ser transformada em energia
mecânica, térmica ou elétrica (ANEEL, 2008). De acordo com Cortez et al,
(2008) fontes de biomassa podem ser obtidas de vegetais lenhosos e não
lenhosos, resíduos orgânicos (agrícolas, urbanos e industriais) e de biofluídos
(óleos vegetais).
A Agência Nacional de Energia Elétrica (ANEEL, 2008) afirma que, a
biomassa é uma das fontes energéticas com maior potencial de crescimento,
tanto nacional quanto internacionalmente, sendo considerada uma alternativa
para a diversificação da matriz energética, reduzindo a dependência dos
combustíveis fósseis.

19
2.3 Potencial energético da biomassa
A biomassa apresenta um grande valor tanto econômico (geração de
renda e a independência energética) quanto ambiental pela manutenção dos
níveis de gás carbônico na atmosfera, contribuindo assim para a minimização
do efeito estufa.
De acordo com Gupta e Demirbas (2010), o atual potencial anual de
biomassa mundial é de 6,49 bilhões de toneladas, sendo que destas 2,48
bilhões de toneladas já são utilizadas e o restante correspondendo a 4,01
bilhões de toneladas, pode ser usado na produção de combustível moderno.
Estudos referentes à contribuição da biomassa para o futuro calculam
uma disposição de energia que pode variar entre 100 EJ/ano a 400 EJ/ano em
2050, significando 21 a 85% do consumo total estimado do planeta, que seria
de 470 EJ (Berndes et al, 2003 citado por BNDES, 2008).
Há diversos entraves a serem enfrentados para o uso do etanol de
segunda geração, uma vez que os resíduos da cana de açúcar são utilizados
para produção de eletricidade (tornando as usinas auto-sustentáveis). Porém,
neste contexto, podem-se analisar outras matérias primas para produção de
bioetanol e evitar a competitividade, aumentando a eficiência do processo e
favorecendo a dispersão de biomassa em diferentes regiões para fins
energéticos (CENBIO).
Dentre os principais motivos para produção de bioenergia no Brasil
estão: mitigar mudanças climáticas, melhorar o meio ambiente, aumentar a
segurança energética, promover o desenvolvimento rural, estimular a
agricultura, fomentar o desenvolvimento tecnológico e alcançar vantagens
econômicas (BNDES, 2008).
De acordo com Rosa e Garcia (2009), a produção de combustível a
partir de biomassa por métodos avançados permite a utilização de resíduos de
áreas cultivadas, diminuindo a competição para o cultivo de alimentos. Além
disso, a produção de monoculturas apresenta impactos à biodiversidade, e
assim, utilizando-se ao máximo essa produção, a quantidade de impactos
poderia ser minimizada. Gupta e Demirbas (2010) ainda acrescentam que se
uma área é utilizada para produção de biomassa os impactos como erosão,
deterioração da qualidade da água, redução do habitat de vida selvagem e da
biodiversidade deveriam ser eliminados ou minimizados.

20
Nos Estados Unidos, a produção de uma variedade de gramínea tem
ganhado destaque no setor de biocombustíveis, uma vez que sua produção
tem valor significativo, pois enquanto captam o gás carbônico (sequestro de
carbono) presente no ar para a realização da fotossíntese e manutenção de
suas funções vitais estão contribuindo para minimização de efeito estufa.
Gupta e Demirbas (2010) afirmam que, na mesma perspectiva acima
citada, empresas no mundo todo têm investido na produção de créditos, por
meio de reflorestamento ou energias produzidas por biomassa, vento ou solar.
O comércio de créditos de carbono permitiu uma redução dos gases
causadores do efeito estufa.
De acordo com Nunes e Vieira (2014) o Brasil ocupa a 3ª posição no
ranking de Mecanismos de Desenvolvimento Limpo (MDL), ficando atrás da
China e da Índia, sendo que os ganhos gerados com a venda de créditos de
carbono (17º produto de exportação brasileira) correspondem a uma receita
anual de 476,5 milhões de dólares.
Durante o processo de fotossíntese as plantas captam o gás carbônico
do ar e absorvem a água do solo, produzindo oxigênio e energia para o seu
crescimento (biomassa). A biomassa seca contém polímeros de carboidratos,
alimento usado pela planta que resulta na liberação de gás carbônico na
atmosfera, que é reutilizado para o crescimento de um próximo cultivo de
biomassa em um ciclo, tornando a concentração de gás carbônico constante.
Portanto, a utilização de biomassa ao invés dos combustíveis fósseis poderia
controlar o aumento de gás carbônico na atmosfera (GUPTA; DEMIRBAS,
2010).
Todos os países buscam o desenvolvimento e o crescimento, mas Boff
(2012) afirma que é preciso praticá-lo de modo a beneficiar todos os seres
vivos, e que a curto, médio e longo prazo consiga-se manter a Terra em
condições de assegurar a vida e o equilíbrio da natureza, reconhecendo a
necessidade de mudanças que ocorre por meio do desenvolvimento
sustentável.
Nesse cenário, a biomassa tem um importante papel na limitação da
emissão de gás carbônico, enquanto fornece energia para o desenvolvimento,
por meio de eletricidade, transporte e calor. Segundo Gupta e Demirbas (2010),

21
a biomassa é a chave para a energia renovável e o desenvolvimento de uma
sociedade sustentável no futuro.
Com isso, o desenvolvimento de formas alternativas de combustível
que diminua a agressão ao meio ambiente, causada pela extração de
combustíveis fósseis e, ao mesmo tempo, reduza a concentração de gás
carbônico na atmosfera, torna-se uma estratégia para melhorar a qualidade de
vida das pessoas enquanto realiza-se a manutenção do meio ambiente.
Os resíduos florestais englobam as folhas, os galhos, as cascas e a
serragem, e possuem um poder calorífico de 13,8mJ/kg de resíduo produzido e
assim como a palha da cana possuem potencial para serem aproveitados
(BRAUNBECK, et al, 2008).
Na área urbana das cidades têm-se os resíduos de limpeza urbana que
de acordo com a Política Nacional de Resíduos Sólidos (PNRS), são os
originários da varrição, limpeza de logradouros e vias públicas e outros
serviços de limpeza urbana. Dentre estes se pode citar as podas de árvores e
corte de grama que constituem material com potencial para serem
aproveitados. Dentre os objetivos da PNRS estão à proteção a qualidade
ambiental e o incentivo ao desenvolvimento e aprimoramento de tecnologias
limpas que visem a diminuição dos impactos ambientais e a recuperação e o
reaproveitamento energético dos resíduos sólidos.
Qualquer material contendo açúcar pode ser sujeito a fermentação
alcoólica, sendo o caldo da cana (no Brasil) e matérias primas amiláceas (no
mundo) as principais a serem utilizadas, destacando-se o possível uso da
celulose e hemicelulose, abundantes na biomassa (CORTEZ, et.al, 2008).
A utilização de resíduos de áreas urbanas (podas de árvores e grama)
surge como forma alternativa que diminui a necessidade da produção de etanol
via cana de açúcar, além de gerar biocombustíveis a partir de matérias primas
que seriam descartadas ou utilizadas com baixo aproveitamento, auxiliando
assim o meio ambiente, utilizando ao máximo os resíduos gerados.
Para que o processo de fermentação alcoólica ocorra se faz necessário
o uso de um microrganismo. A levedura da espécie Saccharomyces cerevisiae
é quem realiza esse processo, utilizada na fabricação de pães, vinho e cerveja
é um microrganismo aeróbia facultativa (LIMA, 2001). Assim, em aerobiose o
açúcar é transformado em água e gás carbônico, enquanto que em
22
anaerobiose o açúcar será convertido em etanol e gás carbônico (fermentação
alcoólica). As leveduras crescem rapidamente em locais onde haja açúcares,
como frutas, flores e cascas de árvores (MADIGAN, et.al, 2010).
As leveduras Saccharomyces cerevisiae são organismos unicelulares
eucariotos pertencentes ao grupo dos ascomicetos, reproduzem-se
assexuadamente e possuem como temperatura ideal para seu
desenvolvimento entre 26 a 35ºC e como pH a variação entre 4,5 a 5,5 (LIMA,
et.al, 2001). De acordo com Pinotti (1991) citado por Malta (2006) a reprodução
de Saccharomyces cerevisiae varia de acordo com os nutrientes e dentre eles
o nitrogênio é o que apresenta maior significância. Além disso, as leveduras
exigem nutrientes minerais, tanto micro como milimolar para manifestarem
ótimos crescimento e rendimento fermentativo (MALTA, 2006). Dentre esses
nutrientes, Lima (2001) destaca a necessidade do meio conter fósforo, enxofre,
potássio, magnésio, cálcio, zinco, manganês, cobre, ferro, cobalto e iodo em
pequenas quantidades. O autor ainda acrescenta que o fornecimento de
nitrogênio deve ser feita na forma amoniacal, amídica, ou amínica, pois a
levedura não metaboliza o nitrato. O fósforo é absorvido na forma do íon
H2PO4- e o enxofre é assimilado do sulfato, sulfito ou tiossulfato.
A conversão do açúcar em álcool não ocorre somente em um estágio e
sim dentro de uma célula em reações sequenciadas e catalisadas por enzimas.
Sendo assim, as condições do meio (pH, temperatura e nutrientes) afetam a
sua velocidade. A energia produzida no processo fermentativo será utilizada
para reprodução do microrganismo, nesse ponto, torna-se importante que o
mesmo interprete o meio como não ótimo a reprodução e com riscos de
sobrevivência, levando a necessidade de produzir mais energia e como
consequência mais etanol (CORTEZ, et al, 2008).
3. MATERIAL E MÉTODOS
Por meio de pesquisa quantitativa, foi realizada a produção, análise e
quantificação do bioetanol, pelos métodos já estabelecidos por Bragatto (2010)
e adaptado, utilizando-se a biomassa de podas de árvores.
Os resíduos urbanos foram coletados no município de Santa Helena,
após podas de árvores realizadas na área urbana.
23
As amostras coletadas foram secas em estufa de aeração por 72 horas
à temperatura de 60ºC. Em seguida, iniciou-se o pré-tratamento, que consistiu
em uma etapa física que compreende a quebra da amostra em pedaços
menores para aumentar a superfície de contato em um triturador trapp modelo
TRF 70 com utilização de peneira de 5 mm de espessura; uma etapa química,
que consiste em tratamentos com ácido sulfúrico (H2SO4), 98% (m/v) da marca
Alphatec, diluído a 1% (v/v) e 5% (v/v), para separação da hemicelulose, lignina
e da celulose pelo processo de hidrólise.
3.1 Procedimento de Hidrólise I
Para o pré-tratamento a 1% de H2SO4 foram pesadas três repetições
de 20 gramas (g) de poda e adicionado a cada uma delas 100 mL de ácido
sulfúrico diluído, sendo identificadas como solução 1, 2 e 3. Em seguida, as
amostras foram submetidas a estufa a 120ºC, por 30 minutos, 1 hora e 3 horas
respectivamente. Neste primeiro tratamento as amostras não receberam
tratamento hidrotérmico, utilizou-se como prioridade tempos de reação
diferenciados.
No pré-tratamento a 5% de H2SO4 foi medido 25 g de amostra de poda
não triturada (porém utilizou-se as menores frações disponíveis), acrescentou-
se a ela 250 mL de água destilada e colocado na estufa a 100ºC por 1 hora.
Após, adicionou-se 15 mL de H2SO4 e 50 mL de água destilada a amostra
inicial e deixado na estufa a 100ºC por 1 hora. Nesta etapa realizou-se
tratamento hidrotérmico.
3.2 Procedimento de Hidrólise II
Após a etapa física, as amostras de poda urbana foram separadas em
dois grupos: 1) poda, que manteve o tamanho resultante da quebra realizada
pelo triturador e 2) poda peneirada, a qual passou por peneira de 42 mesh,
obtendo-se pedaços ainda menores. Em seguida poda e poda peneirada foram
pesadas em balança analítica e a elas adicionou-se água destilada (conforme
Tabela I) e colocadas em estufa a 100º por 1 hora, esta compreende a etapa
hidrotérmica, que objetiva verificar se há relação desta com a maior liberação
de açúcares redutores.

24
Após este período adicionou-se ácido sulfúrico, em medidas suficientes
para que as soluções ficassem com concentrações de 1 e 5% (Tabela I), e as
amostras foram novamente acondicionadas em estufa a 100º por 1 hora.
Tabela I – Proporções de reagentes para o processo de hidrólise
Amostra Água inicial (mL) Ácido (mL) Água final (mL)
Poda (25g) 150 _ 200
Poda 5% (25g) 150 10 200
Poda P. 5% (15g) 100 6 120
Poda 1% (25g) 150 2 200
Poda P 1% (15g) 150 2 200
Poda 5% (25g) 150 10 200
Poda 1% (25g) 150 2 200
Poda P 1% (6,5g) 35 0,5 52
Concluído essa etapa as soluções foram resfriadas até atingir
temperatura ambiente e tanto a solução do pré-tratamento a 1% quanto do pré-
tratamento a 5%, tiveram sua acidez regulada com hidróxido de potássio (KOH)
até atingir pH ideal (entre 4,0 e 5,0).
3.3 Determinação do Grau Brix
Como critério para verificação de presença de açúcares, utilizou-se
refratômetro através de grau brix, que é uma escala numérica que identifica
sólidos solúveis em água, e é muito utilizada na indústria de alimentos para
medir a quantidade de açúcares presentes nas soluções.
Após a neutralização das soluções, retirou-se uma pequena alíquota (2
mL) que foi centrifugada a uma rotação de 3000 rpm por 5 minutos e
posteriormente realizou-se medidas de grau brix, onde analisou-se o
sobrenadante das amostras centrifugadas em um refratômetro da marca
Illuminator, para verificar presença de açúcares redutores nas soluções (1% e
5%).

25
3.4 Método Fehling
Após a neutralização realizou-se o Teste de Fehling adaptado
(Embrapa, 2012) para estimar a presença de açúcares redutores nas amostras
de poda e poda peneirada. Este método foi realizado apenas nas amostras que
foram submetidas a tratamento hidrotérmico.
O método consistiu em adicionar 5mL de solução de Fehling A (solução
de 44,3 g L-1 sulfato de cobre), 5mL de solução de Fehling B (solução de346 g
L-1 tartarato duplo de sódio e potássio e 103 g L-1 hidróxido de sódio) e 10mL
da amostra em um erlenmeyer, colocando sobre ele um funil e submeter a
temperatura de ebulição por 2 minutos. Após resfriar a solução adicionou-se
1,5mL de iodeto de potássio 30% (m/v), 5 mL de ácido sulfúrico 17% (v/v) e
titulou-se com tiussulfato de sódio, utilizando como indicador 1mL de amido
(1%). Da mesma forma, o branco foi determinado substituindo a amostra por
água destilada. Verifica-se a formação de um complexo leitoso no momento da
viragem.
Conforme metodologia, para calcular o teor de açúcares redutores,
relaciona-se: valor gasto na bureta no branco – valor gasto na bureta na
amostra. Estes valores são analisados em uma tabela pré estabelecida pelo
método, que indica a quantidade de carboidratos presentes na solução.
3.5 Poder calorífico
Após a neutralização, as amostras foram filtradas a vácuo e a parte
sólida foi seca em estufa a 60ºC por 72 horas. Além das amostras hidrolisadas,
outras não submetidas ao pré-tratamento químico foram secas em estufa a
60ºC por 72 horas para verificar se há diferença entre os resíduos antes e após
a hidrólise ácida.
O poder calorífico foi obtido por calorímetro E2K, no qual pesou 0,3 a
0,35 g de cada amostra e estas foram inseridas na bomba calorimétrica, a qual
foi preenchida com 30 atm de oxigênio para realização da combustão.
3.6 Fermentação do procedimento hidrólise I
Para a realização do processo fermentativo mediu-se 100mL da
amostra hidrolisada com ácido diluído (primeiro momento) e pesou-se em
balança analítica 4 g do microrganismo Sacharomyces cerevisiae seco de uso
26
comercial (Saf-instant vermelho). As mesmas foram colocadas dentro de
embalagens plásticas, nas quais foi acoplado uma mangueira, sendo que uma
extremidade ficou em contato com a tampa da garrafa evitando a entrada de ar,
e a outra ficou em contato com a água do banho termostatizado, permitindo a
saída de gás carbônico produzido durante a fermentação. As embalagens
foram envoltas em papel alumínio propiciando o meio adequado para a
fermentação e permaneceram durante uma semana em banho termostático a
32ºC (+/- 1ºC) sendo acrescentado água ao banho até a altura das amostras,
para que estas recebessem a temperatura de modo uniforme para a realização
do processo e produção de bioetanol. Após o quarto dia de fermentação foi
adicionado 25g de glicose à solução 1 para demonstrar a viabilidade do meio e
da levedura.
3.7 Fermentação do procedimento hidrólise II
Objetivando aumentar o número de leveduras e, assim, auxiliar o
processo fermentativo, realizou-se o preparo de uma solução de 20 mL de
caldo de cana mais um grama de levedura seca da marca Fleischmann, o qual
foi denominado de preparado e este permaneceu em banho termostático por
cerca de 24 horas para então ser utilizado.
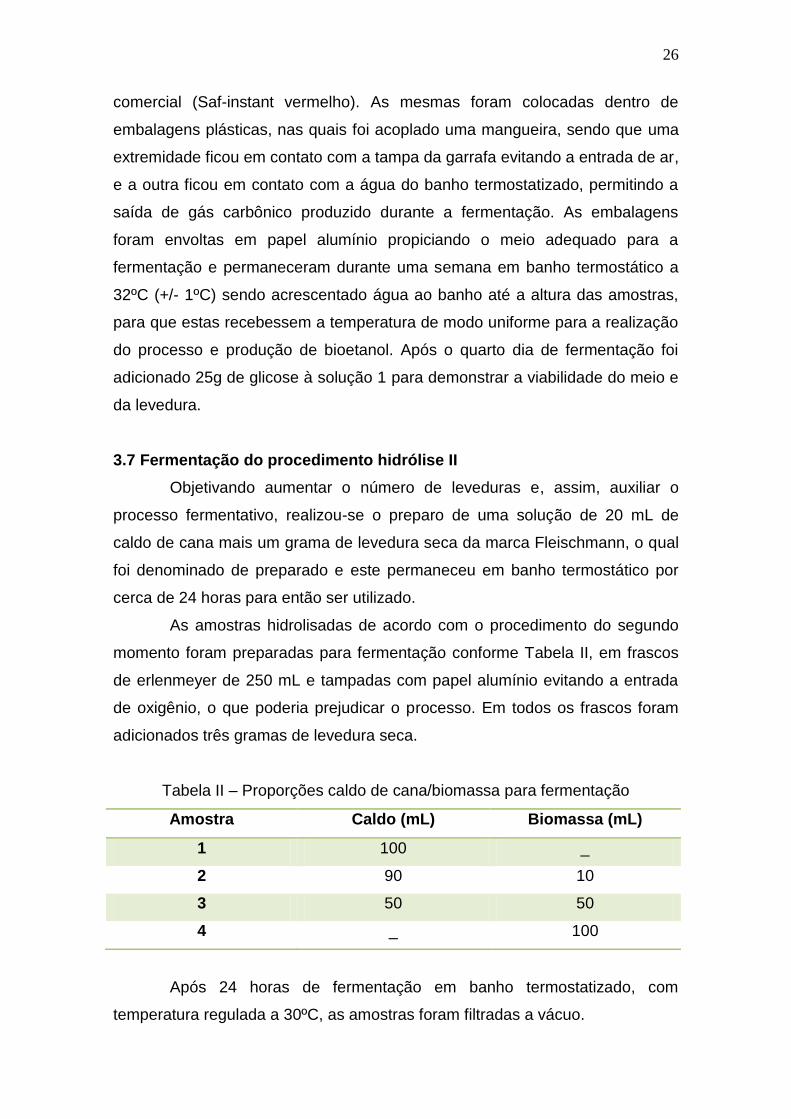
As amostras hidrolisadas de acordo com o procedimento do segundo
momento foram preparadas para fermentação conforme Tabela II, em frascos
de erlenmeyer de 250 mL e tampadas com papel alumínio evitando a entrada
de oxigênio, o que poderia prejudicar o processo. Em todos os frascos foram
adicionados três gramas de levedura seca.
Tabela II – Proporções caldo de cana/biomassa para fermentação
Amostra Caldo (mL) Biomassa (mL)
1 100 _
2 90 10
3 50 50
4 _ 100
Após 24 horas de fermentação em banho termostatizado, com
temperatura regulada a 30ºC, as amostras foram filtradas a vácuo.

27
A análise do fermentado, em ambos os procedimentos, foi realizada
por espectroscopia na região do infravermelho próximo, utilizando um
equipamento Perkin Elmer modelo Frontier, com cubeta de quartzo de 2mm de
caminho óptico na região entre 1600 a 1800 nanômetros, visto que esta
identifica a presença de etanol por meio de duas bandas características.
Primeiramente utilizou-se amostras de concentrações conhecidas de etanol
(álcool etílico 99,5% da marca Alphatec), de 1%, 3%, 5%, 6,5%, 8% e 10%,
que foram utilizadas como padrão para posterior identificação do teor de etanol
obtido a partir das amostras fermentadas e destiladas.
As análises obtidas foram formatadas na forma de gráficos e tabelas
para melhor visualização e interpretação dos dados obtidos.
A Figura 3 apresenta as etapas do experimento na forma de um
fluxograma.
Figura 3: Fluxograma do experimento
Trituração
Análise NIR
Tratamento hidrotérmico
Tratamento 1%
Tratamento 5%
Neutralização pH
Tratamento
ácido
Fermentação
Método Fehling
Medidas Brix
Secagem
Amostra - poda
Poder calorífico
28
4. RESULTADOS E DISCUSSÃO
Após a aplicação da metodologia, pode-se confirmar que tratamentos
com ácido sulfúrico diluído, acompanhado de tratamento hidrotérmico e da
etapa física, são eficazes na liberação de açúcares redutores, produto utilizado
para fermentação e produção de etanol. Além disso, a levedura
Saccharomyces cerevisiae de uso comercial, demonstrou ser eficiente no
processo fermentativo apresentando resultados positivos para produção de
etanol.
4.1 Hidrólise ácida
Durante o desenvolvimento da pesquisa utilizou-se duas diluições de
ácido sulfúrico, sendo elas 1 e 5%. As reações com a presença de ácido diluído
a 5% apresentaram maior eficácia quanto à produção de açúcares redutores e
posteriormente a fermentação de etanol.
Dentre as amostras, a de poda peneirada apresentou melhores
resultados, confirmando que a etapa física (quebra) deve ser mantida, pois
auxilia na maior eficácia e rendimento na liberação de açúcares após os pré-
tratamentos.
Segundo Rivers e Emmert (1987) citados por Bragatto (2010), o pré-
tratamento físico reduz a granulometria aumentando a área superficial
favorecendo, portanto, o processo de hidrólise.
Ressalta-se ainda que, após a adição de ácido sulfúrico nas soluções
observa-se o escurecimento das amostras em relação ao material in natura.
Para Santos et.al (2012), este fato pode estar ligado a formação de produtos da
degradação de carboidratos durante a hidrólise ácida.
A hidrólise ácida pode gerar alguns subprodutos, como ácido acético,
que é formado pela hidrólise do grupo acetil presente na hemicelulose; ácidos
fórmicos e levulínicos, produtos da degradação do açúcar; compostos
fenólicos, formados principalmente pela degradação parcial da lignina; e
furaldeídos ou aldeídos furanos, principalmente furfural e 5- hidroximetilfurfural,
formados pela degradação de pentoses e hexoses (FUGITA, 2010). Estes
subprodutos não foram identificados nesta etapa da pesquisa, devido a
dificuldade em conseguir equipamento para as análises.

29
4.2 Determinação dos açúcares redutores totais (ART)
4.2.1 Grau brix
A amostra hidrolisada com ácido sulfúrico diluído a 5% e tratamento
hidrotérmico, realizada no primeiro momento, apresentou grau brix igual a 11,5
significando que o teor de açúcar presente nesta amostra analisada
corresponde a 11,5%. Analisaram-se diferentes tempos de hidrólise a 1% de
ácido sulfúrico e obteve-se como resultados: com trinta minutos, uma hora e
três horas de reação, sendo que os graus brix apresentados foram de 3, 2 e
3,5º brix respectivamente, o que demonstra que o tempo de reação com o
ácido não necessita ser prolongado para que se tenha maior eficiência do
processo. Vale destacar que nestas amostras não foi realizado o tratamento
hidrotérmico.
De acordo com Malta (2006) a fermentação ideal do caldo de cana
ocorre na concentração de açúcar entre 14 e 16º brix, então, pode-se afirmar
que o pré-tratamento a 5% de ácido sulfúrico apresentou a concentração de
açúcar mais próximo da considerada como ideal.
Ainda em relação a hidrólise a 5%, a obtenção de maior grau brix, o que
indica maior presença de açúcares solúveis, pode ser justificada pelo
tratamento hidrotérmico feito anteriormente à hidrólise ácida como também
pela maior concentração do ácido neste processo. Tal fato é afirmado por
Bragatto (2010), que destaca que componentes lignocelulósicos da casca de
eucalipto, que podem inibir o processo fermentativo, foram em sua maioria
extraídos com água quente.
Na sequência, realizou-se as medidas brix das amostras submetidas ao
segundo tratamento e os resultados estão representados na Tabela III.
Nestas amostras realizou-se tratamento hidrotérmico previamente a
inserção de ácido sulfúrico, verifica-se um aumento na concentração de
açúcares na hidrólise a 1%, sendo que a poda peneirada destaca-se com
rendimento de açúcares redutores extraídos no processo, gerando 1,23º Brix
por grama de amostra, porém se apresenta muito próxima se comparada ao
tratamento de 5%, cuja produção foi de 0,73º brix por grama.
30
Tabela III – Análise de Grau Brix das amostras hidrolisadas
Amostra Gramas/amostra Grau brix Percentual de açúcar/grama
Poda (H2O) 25 2 0,08
Poda (5%) 25 11 0,44
Poda (1%) 25 5 0,20
P. P. (1%) 15 5 0,33
P. P. (5%) 15 11 0,73
Poda (5%) 25 11,5 0,46
Poda (1%) 25 4 0,16
P. P. (1%) 6,5 8 1,23
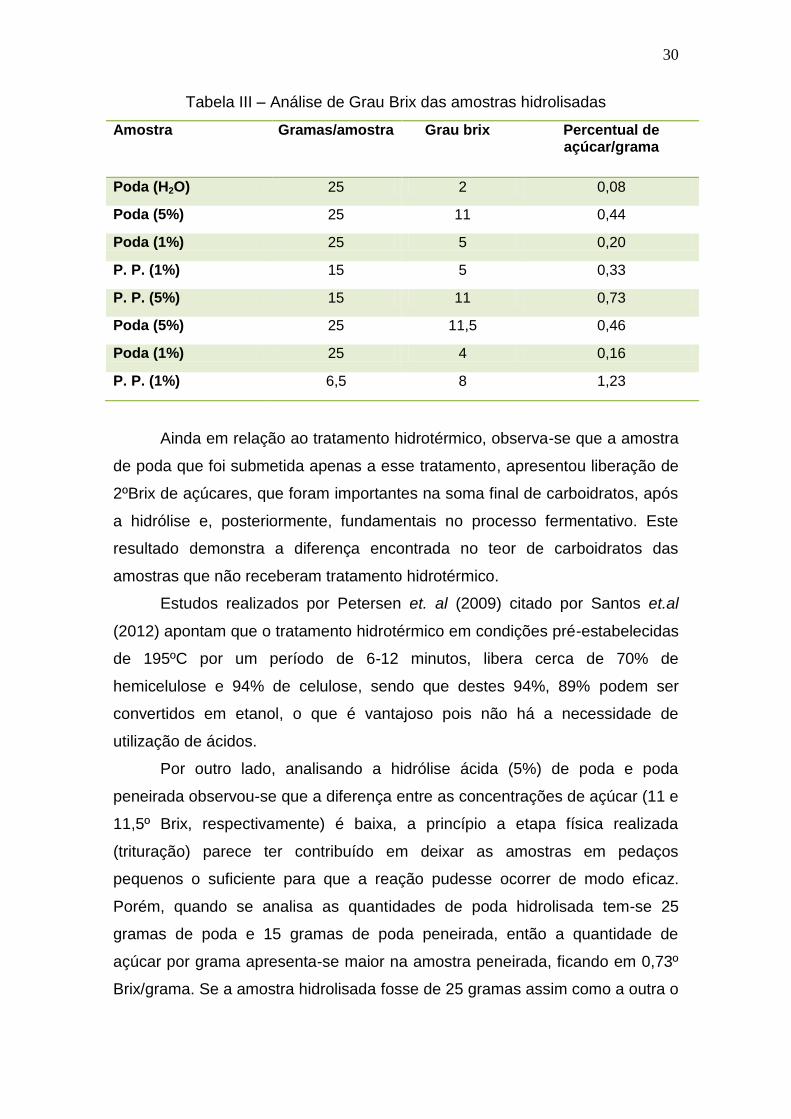
Ainda em relação ao tratamento hidrotérmico, observa-se que a amostra
de poda que foi submetida apenas a esse tratamento, apresentou liberação de
2ºBrix de açúcares, que foram importantes na soma final de carboidratos, após
a hidrólise e, posteriormente, fundamentais no processo fermentativo. Este
resultado demonstra a diferença encontrada no teor de carboidratos das
amostras que não receberam tratamento hidrotérmico.
Estudos realizados por Petersen et. al (2009) citado por Santos et.al
(2012) apontam que o tratamento hidrotérmico em condições pré-estabelecidas
de 195ºC por um período de 6-12 minutos, libera cerca de 70% de
hemicelulose e 94% de celulose, sendo que destes 94%, 89% podem ser
convertidos em etanol, o que é vantajoso pois não há a necessidade de
utilização de ácidos.
Por outro lado, analisando a hidrólise ácida (5%) de poda e poda
peneirada observou-se que a diferença entre as concentrações de açúcar (11 e
11,5º Brix, respectivamente) é baixa, a princípio a etapa física realizada
(trituração) parece ter contribuído em deixar as amostras em pedaços
pequenos o suficiente para que a reação pudesse ocorrer de modo eficaz.
Porém, quando se analisa as quantidades de poda hidrolisada tem-se 25
gramas de poda e 15 gramas de poda peneirada, então a quantidade de
açúcar por grama apresenta-se maior na amostra peneirada, ficando em 0,73º
Brix/grama. Se a amostra hidrolisada fosse de 25 gramas assim como a outra o

31
grau brix apresentado seria de 18,25º brix confirmando mais uma vez a
importância da etapa física na análise.
4.2.2 Método Fehling
O referido teste é utilizado para avaliar a eficiência da hidrólise e a
formação de açúcares redutores totais. Nas amostras que receberam
tratamento hidrotérmico foi realizado o teste Fehling e sua escolha, em relação
a outros métodos de detecção de carboidratos, se refere a não utilização de
reagentes tóxicos nas análises das soluções.
Na Tabela IV segue os valores obtidos na titulação das amostras
tratadas no primeiro momento (Procedimento II).
Tabela IV – Titulação e quantificação de açúcar nas amostras
Amostra Gramas por
amostra
Percentual de
açúcar nas
amostras
Percentual de
açúcar/grama
Branco - _ -
Poda 1 (H2O) 25 _ -
Poda 2 (5%) 25 2,68g/L 0,1072
Poda 3 (1%) 25 0,98g/L 0,0392
P. P. (1%) 6,5 0,98g/L 0,15077
Relacionando com a tabela pré-estabelecida observa-se que a
concentração de açúcar apresentou-se maior na amostra com hidrólise de 5%
de ácido sulfúrico. Além disso, nesta primeira análise a solução de poda e poda
peneirada, ambas tratadas a 1%, apresentam a mesma concentração de
açúcar, de acordo com o método, demonstrando que a etapa física (moagem)
auxiliou na liberação de carboidratos, pois a poda peneirada possuía massa de
6,5g enquanto que a poda apresentava 25g, demonstrando um rendimento por
grama de 0,15g para a primeira e 0,04g para a segunda amostra,
representando uma diferença significativa na liberação de açúcares pela
hidrólise.
As amostras tratadas na repetição no segundo procedimento obtiveram
os resultados que estão representados na Tabela V.
32
Considerando a massa das amostras, a maior concentração de açúcar
analisada pelo método foi de poda peneirada a 5%, seguida pelas amostras
tratadas a 1% e a menor quantidade apresentada foi da amostra de poda 5%.
Tabela V – Titulação e quantificação de açúcar nas amostras
Amostra Gramas por
amostra
Percentual de
açúcar nas
amostras
Percentual de
açúcar/grama
Branco - _ -
Poda (5%) 25 2,14g/L 0,0856
P. P. (5%) 15 2,34g/L
0,156
Poda (1%) 25 2,34g/L 0,0936
P. P. (1%) 15 1,39g/L 0,09267
Destaca-se que enquanto na avaliação do brix a poda 5% apresentou
alto rendimento (11,5) de açúcares, neste método foi a que obteve-se a menor
concentração de todas as soluções analisadas neste segundo momento,
ressalta-se que a mesma possuía massa de 25 gramas a liberar carboidratos
durante a hidrólise.
(A) (B)
Figura 4: Amostras 5% após teste fehling (A) e amostras 1% após teste fehling (B).
Fonte: O autor
A época da coleta das amostras também pode influenciar na quantidade
de carboidratos, uma vez que, se a planta estiver em sua fase de crescimento,
não estará disponibilizando os carboidratos, pois estará consumindo-os para
manter seus processos vitais.

33
4.3 Fermentação
Para análise do processo fermentativo preparou-se a curva analítica com
soluções de etanol em diferentes concentrações. Na Figura 4 verificam-se as
alterações observadas no espectro de absorção na região do infravermelho
próximo para soluções de 1, 3, 5, 6,5, 8 e 10 % em volume de etanol absoluto
em meio aquoso. Observa-se que esta região pode ser utilizada para a
quantificação de solução de etanol observando as bandas formadas entre 1650
a 1750 nm, bem como a redução da intensidade em 1790 nm. Para
caracterizar o espectro apresentado na Figura 4, tem-se a banda de 1732 nm
identificada como sendo o primeiro harmônico do CH3 e a banda de 1694 nm é
atribuída como o primeiro harmônico de CH2. Torna-se relevante destacar que
a banda CH2 não está presente no composto de ácido acético, possível
subproduto da hidrólise, portanto o aparecimento da mesma têm importância
significativa.
1650 1700 1750
0,00
0,01
0,02
0,03
0,04
0,05
0,06
Sol. 1%
Sol. 5%
Sol. 10%
Sol. 3 %
Sol. 6,5%
Abs
.
Comprimento de onda (nm)
Figura 5: Gráfico com as soluções padrões de etanol em diferentes proporções.
Conforme mostra a Figura 6, as soluções padrões de etanol
apresentaram um erro de 0,00016 e este pode ser minimizado utilizando-se um
aparelho com maior precisão de leitura e cubeta com caminho óptico diferente
a de 2 mm utilizada no procedimento.

34
0 2 4 6 8 10
0,00
0,01
0,02
0,03
0,04
0,05
Abs
.
Porcentagem de etanol (%)
Figura 6: Gráfico com a absorbância em 1692,7nm em função da porcentagem de etanol.
Na Figura 7 têm-se os resultados preliminares para a fermentação da
biomassa sem tratamento hidrotérmico. Segundo estes resultados o meio
utilizado é viável para a fermentação, pois na solução enriquecida com açúcar
observou-se a banda característica do etanol, cuja concentração estimada se
encontra próxima de 2%. Para as demais soluções foi observado alterações no
espectro em relação ao espectro em aquoso puro, entretanto as concentrações
de etanol estão inferiores a 1%,ou seja, muito próximas a zero.
A produção de bioetanol pode não ter atingido picos significativos devido
ao meio deficiente em nutrientes, fato que ocorreu buscando a minimização
dos custos, então neste primeiro momento nenhuma substância adicional foi
usada para complementar a nutrição para a levedura utilizada, uma vez que se
o meio possibilitasse a fermentação adequada desta forma, não seriam
necessários gastos referentes à aplicação de insumos ao meio, o que reflete no
valor final do processo.
Equation y = a + b*x Pearson's r 0,99723
Adj. R-Square 0,99335

35
1600 1650 1700 1750 1800
0,36
0,38
0,40
0,42
0,44
0,46
0,48
0,50
Sol. biomassa 2
Sol. biomassa 3
Sol. biomassa1 + açúcar
Abs
.
Comprimento de onda (nm)
Figura 7: Espectros de absorção para as soluções de biomassa tratadas com meio ácido diluído e
enriquecida com açúcar.
Outro fator que pode ter influenciado o processo fermentativo é o fato de
que a levedura Sacharomyces cerevisiae converte hexoses (C6) em etanol, e
não fermentam pentoses (C5), então os últimos podem ter inibido o processo
fermentativo (BRAGATTO, 2010). Além disso, como já afirmado por Gupta e
Demirbás (2010), a xilose é o açúcar da madeira, sendo as podas de árvores,
em sua maioria madeira triturada, e esta, portanto uma pentose torna possível
que o processo fermentativo tenha sido inibido.
No processo fermentativo a solução realizada com o preparado mais a
amostra de 100 mL de caldo de cana foi utilizada como padrão para verificar a
produção das demais amostragens. Quanto ao teor de etanol na solução do
preparado, este apresentou concentração de 1,71% nas análises de
infravermelho, o qual considerar-se baixo, pois a necessidade de aumento do
número de microrganismos gera consequentemente a produção de etanol.
Ainda sobre a multiplicação da levedura, vale destacar que
industrialmente o microrganismo utilizado, no caso Saccharomyces cerevisiae,
é criteriosamente selecionada visando maior produtividade de etanol e, ainda
assim, passa por processo de multiplicação para aumentar a eficiência da
mesma, diferente da utilizada no procedimento, ou seja, levedura de uso
comercial (panificação).
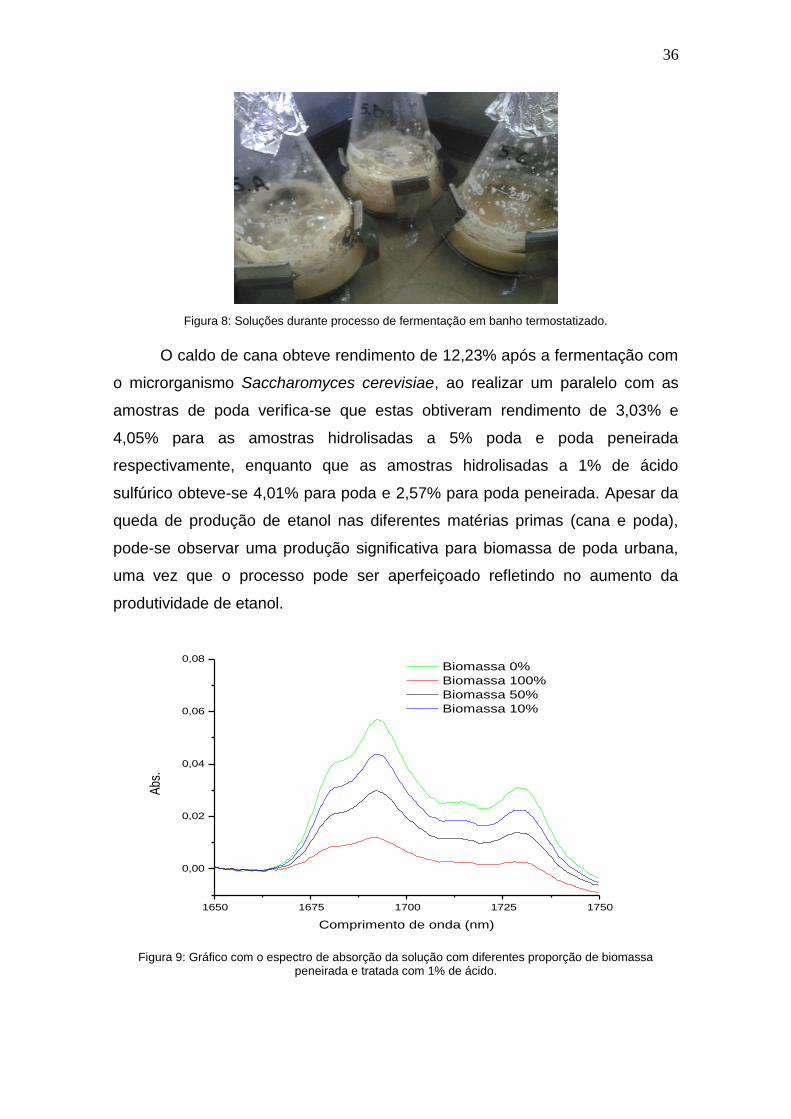
36
Figura 8: Soluções durante processo de fermentação em banho termostatizado.
O caldo de cana obteve rendimento de 12,23% após a fermentação com
o microrganismo Saccharomyces cerevisiae, ao realizar um paralelo com as
amostras de poda verifica-se que estas obtiveram rendimento de 3,03% e
4,05% para as amostras hidrolisadas a 5% poda e poda peneirada
respectivamente, enquanto que as amostras hidrolisadas a 1% de ácido
sulfúrico obteve-se 4,01% para poda e 2,57% para poda peneirada. Apesar da
queda de produção de etanol nas diferentes matérias primas (cana e poda),
pode-se observar uma produção significativa para biomassa de poda urbana,
uma vez que o processo pode ser aperfeiçoado refletindo no aumento da
produtividade de etanol.
1650 1675 1700 1725 1750
0,00
0,02
0,04
0,06
0,08 Biomassa 0%
Biomassa 100%
Biomassa 50%
Biomassa 10%
Abs
.
Comprimento de onda (nm)
Figura 9: Gráfico com o espectro de absorção da solução com diferentes proporção de biomassa
peneirada e tratada com 1% de ácido.
37
1650 1700 1750
0,00
0,02
0,04
0,06
Biomassa 100%
Biomassa 50%
Biomassa 10%
Biomassa 0%
Ab
s.
Comprimento de onda (nm)
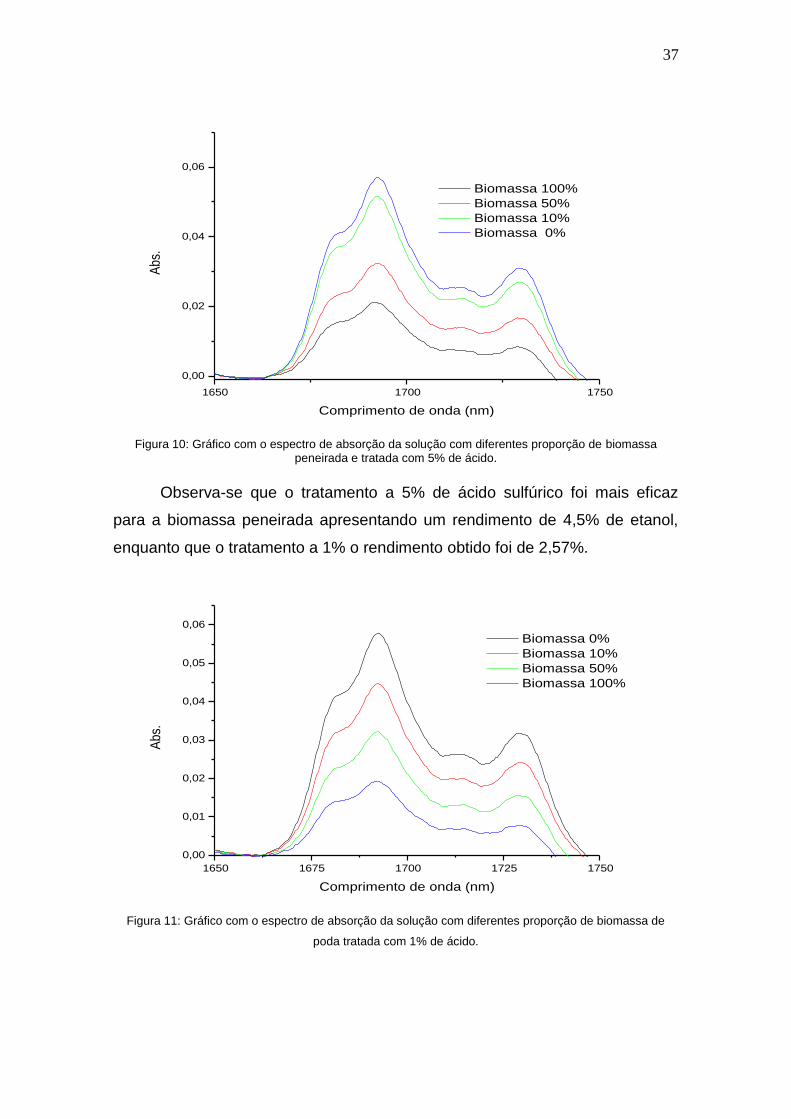
Figura 10: Gráfico com o espectro de absorção da solução com diferentes proporção de biomassa
peneirada e tratada com 5% de ácido.
Observa-se que o tratamento a 5% de ácido sulfúrico foi mais eficaz
para a biomassa peneirada apresentando um rendimento de 4,5% de etanol,
enquanto que o tratamento a 1% o rendimento obtido foi de 2,57%.
1650 1675 1700 1725 1750
0,00
0,01
0,02
0,03
0,04
0,05
0,06
Biomassa 0%
Biomassa 10%
Biomassa 50%
Biomassa 100%
Ab
s.
Comprimento de onda (nm)
Figura 11: Gráfico com o espectro de absorção da solução com diferentes proporção de biomassa de
poda tratada com 1% de ácido.

38
1650 1675 1700 1725 1750
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07 Biomassa 0%
Biomassa 10%
Biomassa 50%
Biomassa 100%
Abs
.
Comprimento de onda (nm)
Figura 12: Gráfico com o espectro de absorção da solução com diferentes proporção de biomassa de
poda tratada com 5% de ácido.
Nota-se que, no tratamento de poda, a hidrólise de 1% parece
apresentar efeitos mais relevantes quanto a produção de etanol, as Figuras 11
e 12 apresentam os picos de produção e estes demonstram 4,01% para o
tratamento a 1% e 3,21% para a hidrólise de poda a 5% de ácido sulfúrico.
Pode-se destacar que na Figura 12 que a adição de 10% de biomassa
tratada com 5% de ácido atingiu produção de 12,01% ficando muito próxima a
produção de caldo de cana puro (12,87%), abrindo a possibilidade de que a
adição de pequenas alíquotas de biomassa de poda urbana ao caldo de cana
pode auxiliar na produção de etanol ou na equivalência do procedimento
comparado ao caldo puro.
As amostras de poda representadas no Tabela V são as que foram
utilizadas no processo de fermentação. Quando relaciona-se a produção de
etanol com os resultados obtidos no método Fehling, observa-se que a amostra
de poda peneirada 5% foi a que apresentou maior liberação de açúcares e a
segunda maior produção de etanol pelo processo fermentativo.
Por outro lado, a poda hidrolisada a 1% obteve a segunda maior
concentração de açúcar e sua produção de etanol foi superior entre as
amostras analisadas.
39
Quando relaciona-se a produção de etanol e a análise brix, observa-se
que a poda peneirada 1% apresentou valor baixo (5) na análise e seu
rendimento foi o menor dentre as produções de etanol nas soluções
analisadas.
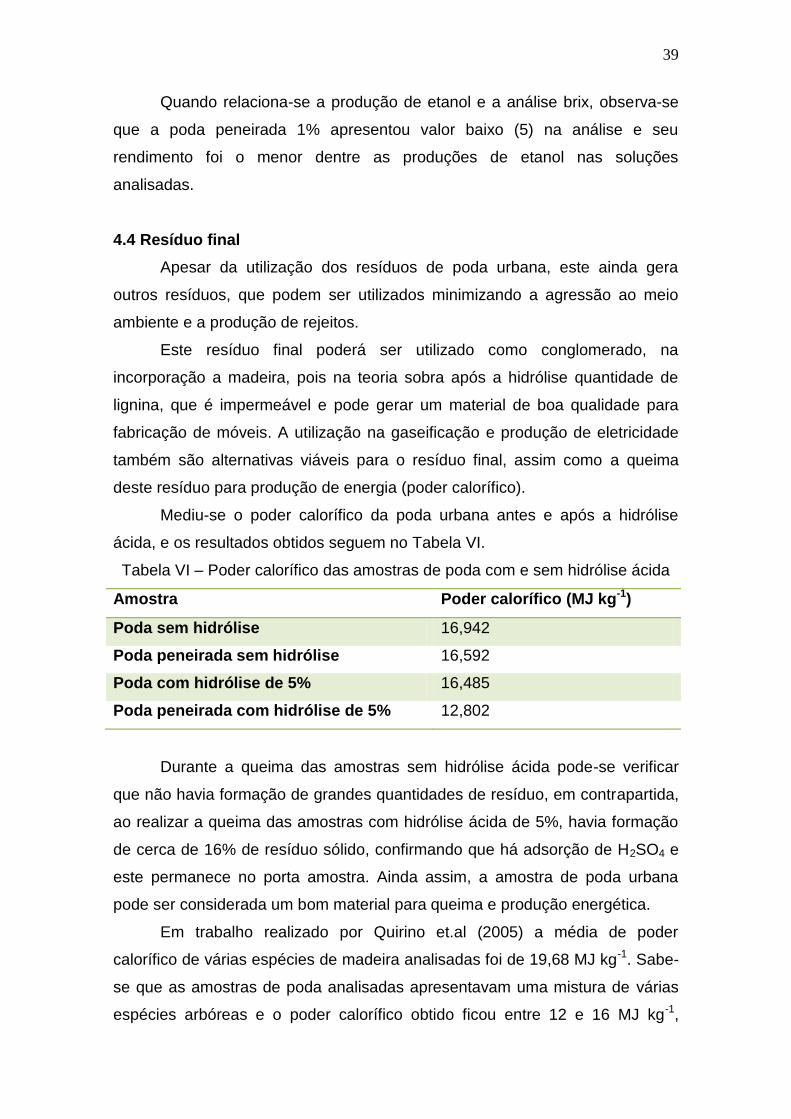
4.4 Resíduo final
Apesar da utilização dos resíduos de poda urbana, este ainda gera
outros resíduos, que podem ser utilizados minimizando a agressão ao meio
ambiente e a produção de rejeitos.
Este resíduo final poderá ser utilizado como conglomerado, na
incorporação a madeira, pois na teoria sobra após a hidrólise quantidade de
lignina, que é impermeável e pode gerar um material de boa qualidade para
fabricação de móveis. A utilização na gaseificação e produção de eletricidade
também são alternativas viáveis para o resíduo final, assim como a queima
deste resíduo para produção de energia (poder calorífico).
Mediu-se o poder calorífico da poda urbana antes e após a hidrólise
ácida, e os resultados obtidos seguem no Tabela VI.
Tabela VI – Poder calorífico das amostras de poda com e sem hidrólise ácida
Amostra Poder calorífico (MJ kg-1)
Poda sem hidrólise 16,942
Poda peneirada sem hidrólise 16,592
Poda com hidrólise de 5% 16,485
Poda peneirada com hidrólise de 5% 12,802
Durante a queima das amostras sem hidrólise ácida pode-se verificar
que não havia formação de grandes quantidades de resíduo, em contrapartida,
ao realizar a queima das amostras com hidrólise ácida de 5%, havia formação
de cerca de 16% de resíduo sólido, confirmando que há adsorção de H2SO4 e
este permanece no porta amostra. Ainda assim, a amostra de poda urbana
pode ser considerada um bom material para queima e produção energética.
Em trabalho realizado por Quirino et.al (2005) a média de poder
calorífico de várias espécies de madeira analisadas foi de 19,68 MJ kg-1. Sabe-
se que as amostras de poda analisadas apresentavam uma mistura de várias
espécies arbóreas e o poder calorífico obtido ficou entre 12 e 16 MJ kg-1,

40
considera-se que apesar da hidrólise o poder de combustão permanece alto
podendo ser utilizado para outros fins energéticos.
4.5 Estimativa da produção de etanol lignocelulósico em Santa Helena
De acordo com dados repassados pelo diretor de departamento de meio
ambiente, do município de Santa Helena – PR, Sr. Leandro Franzen, o
município produz uma média de 256.500kg de poda ao mês, afirmando que os
meses de junho, julho e agosto são os que correspondem a maior realização
de podas, que compreende madeiras e folhas de árvores, sendo estas
utilizadas como base para o cálculo (FRANZEN, comunicação pessoal).
Realizando um comparativo com os dados obtidos por Bragatto (2010)
observou-se, em sua pesquisa, que as cascas de eucalipto produziram 200
litros de etanol por tonelada, considerando a 1ª e 2ª geração do combustível
somadas. Se a poda, proveniente do município de Santa Helena, produzisse
quantidade de etanol equivalente ao eucalipto, ter-se-ia então uma produção
de 153.900 litros de etanol durante os três meses citados.
Em relação à pesquisa com podas urbanas obteve-se uma produção de
0,30mL/g-1 de etanol. Este resultado pode ser considerado positivo, quando
comparado aos dados de Bragatto (2010) que obteve 0,2mL/g-1. Então se o
município de Santa Helena utilizasse este procedimento para produção de
etanol, o rendimento seria de 235.980L de etanol nos três meses citados
(junho, julho e agosto).
Considerando ainda, que o município dispõe de carros populares em sua
frota municipal, com média de 10 km com 1 litro de etanol (INEE, 2014), então
o percurso possível seria de 2.359.800 km para a quantidade de combustível
produzido, gerando um lucro de R$ 613.548,00 aos cofres municipais
(considerando o valor de 2,60 por litro de etanol), que poderão ser aplicados
em educação, saúde, lazer e programas de educação ambiental.
5. CONCLUSÃO
Com base nos resultados obtidos conclui-se que ainda há muito a ser
pesquisado, novas tecnologias devem ser testadas de modo a aumentar a
eficiência do processo e diminuir ao máximo possíveis agressões ao meio
ambiente.

41
Sabe-se que os resíduos de podas urbanas possuem teor de açúcares
considerável, nestes as podas tratadas com 1% de ácido sulfúrico e as podas
peneiradas tratadas com 5% de ácido sulfúrico foram as que apresentaram os
resultados mais significativos, tanto na liberação de açúcares fermentáveis
quanto na produção de etanol.
Quando relaciona-se a produção de etanol com os métodos utilizados
para avaliar o percentual de açúcares redutores, observa-se que as análises
tiveram resultados coerentes, demonstrando eficácia dos métodos para a
finalidade proposta.
A produção de etanol próxima a 3% demonstrou que o processo de
hidrólise foi eficaz, mas que pode ser aperfeiçoado para que se obtenham
resultados ainda mais favoráveis. Com essa produção o uso desta matéria
prima residual que, a princípio, não tem uma destinação adequada, poderia
minimizar os custos e auxiliar na manutenção do meio ambiente, com a
diminuição de resíduos e produção de energia limpa.
Um resultado mais avançado da produção de bioetanol a partir das
podas urbanas possibilitará uma análise mais precisa em relação ao potencial
energético deste resíduo para o município de Santa Helena - PR, assim como
para outros municípios brasileiros, proporcionando um maior aproveitamento
das biomassas residuais.
Sugere-se para próximos estudos o uso da técnica de cromatografia
para as análises de carboidratos e etanol, pois permite identificar uma
variedade de carboidratos e a presença de quantidades mínimas de etanol,
devido a grande sensibilidade da técnica.
6. REFERÊNCIAS BIBLIOGRÁFICAS
AIAA Associação das Indústrias de Açúcar e de Álcool do Estado de São Paulo Álcool: História de um combustível sustentável São Paulo: Editora Segmento, 1997. ANEEL Agência Nacional de Energia Elétrica Atlas de Energia Elétrica do Brasil Parte II Energias Renováveis Capítulo 4 Biomassa 3ªed. Brasília: ANEEL, 2008. BNDES e CGEE org. Bioetanol de cana de açúcar: energia para o desenvolvimento sustentável Rio de Janeiro: BNDES, 2008.

42
BOFF, L. Sustentabilidade O que é – O que não é Petrópolis, RJ: Vozes, 2012. BRAGATTO, J. Avaliação do potencial da casca de Eucalyptus spp. para a produção de bioetanol Tese (doutorado) Escola Superior de Agricultura “Luiz de Queiroz” Piracicaba, 2010. BRASIL, Agência Nacional de Petróleo ANP Biocombustíveis 28/05/2012 Disponível em: http://www.anp.gov.br/?id=470 acesso em 22/04/2015 as 14:03 BRASIL, Agência Nacional de Petróleo ANP O etanol combustível 03/10/2011 Disponível em: http://www.anp.gov.br/?pg=57994&m=&t1=&t2=&t3=&t4=&ar=&ps=&1429722318729 acesso em 22/04/2015 as 14:15 BRASIL, Decreto nº 76.593, de 14 de novembro de 1975 Diário Oficial da União. Seção 1. 14/11/1975. P15257. urn:lex:br:federal:decreto:1975-11-14;76593. Disponível em: http://www2.camara.leg.br/legin/fed/decret/1970-1979/decreto-76593-14-novembro-1975-425253-publicacaooriginal-1-pe.html acesso em 07/03/2015 as 11:15. BRASIL, Ministério da Agricultura, Pecuária e Abastecimento Portaria nº 75 de 05 de março de 2015 Diário Oficial da União – Brasília, DF, 06/03/15, Seção 1, nº44, p.17. BRASIL, Ministério de Minas e Energia Balanço Energético Nacional 2014 Relatório síntese ano base 2013 Empresa de Pesquisa Energética (EPE), Rio de Janeiro, Maio de 2014. BRASIL, Ministério de Minas e Energia Balanço Energético Nacional 2015 Relatório síntese ano base 2014 Empresa de Pesquisa Energética (EPE), Rio de Janeiro: EPE, 2015. BRAUNBECK, O. A.; MAGALHÃES, P. S. G.; GARCIA, M. O. Colheita e recuperação da biomassa. In: CORTEZ, L. A. B. et.al (Org.) Biomassa para energia Campinas, SP: Editora da Unicamp, 2008. CORTEZ, L. A. B.; LORA, E. E. S.; AYARZA, J. A. C. Biomassa no Brasil e no Mundo In: CORTEZ, L. A. B. et. al (org.) Biomassa para energia Campinas, SP: Editora da UNICAMP, 2008. COUTO, L.; MULLER, M. D. Florestas Energéticas no Brasil In: CORTEZ, L. A. B. et. al (org.) Biomassa para energia Campinas, SP: Editora da UNICAMP, 2008. Centro Nacional de Referência de Biomassa (CENBIO) Biomassa moderna no Brasil Disponível em www.cenbio.iee.usp.br/saibamais/brasil.htm acesso em 12/06/2014.

43
EMBRAPA Agroenergia Etanol Lignocelulósico 2011 Ministério da Agricultura, Pecuária e Abastecimento Brasília Disponível em: http://www.infoteca.cnptia.embrapa.br/handle/doc/887226 acesso em 29/06/2014. EMBRAPA Lazarotto, M.; et.al Método de Fehling adaptado: uma ferramenta para analisar açúcares redutores totais em madeira hidrolisada Comunicado técnico 311 ISSN 1980-3982, Colombo, PR, Dezembro, 2012 FUGITA, T. P. L. Desempenho de leveduras que metabolizam xilose para produção de etanol em hidrolisado hemicelulósico de bagaço de cana Dissertação (mestrado) Universidade Estadual Paulista, Faculdade de Ciências Agrárias e Veterinárias, Jaboticabal, 2010. FRANZEN, L. Diretor do Departamento de Meio Ambiente do Município de Santa Helena/Paraná comunicação pessoal, 2015. GUPTA, R. M.; DEMIRBAS, A. Gasoline,Diesel and Ethanol Biofuels from Grasses and Plants Cambridge, 2010 INEE Instituto Nacional de Eficiência Energética Flex eficientes com etanol Disponível em: http://www.inee.org.br/etanol_flex_eficientes.asp?Cat=etanol acesso em 05/06/2015 Lei nº 12.305 de 2 de agosto de 2010 Politíca Nacional de Resíduos Sólidos Disponível em: http://www.planalto.gov.br/ccivil_03/_ato2007-2010/2010/lei/l12305.htm acesso em 15/02/2015. LIMA, U. A.; BASSO, L. C.; AMORIM, H. V. Produção de etanol In: LIMA, ET.al (Org.) Biotecnologia Industrial volume III 1ª edição, São Paulo: Edgard Blucher Ltda, 2001 MADIGAN, et.al Microbiologia de Brock tradução:Andrea Queiroz Maranhão et.al 12ªed, Porto Alegre:Artmed, 2010 pag. 540-541; 752-753. MALTA, H. L. Estudos de parâmetros de propagação de fermento (Saccharomyces cerevisiae) para produção de cachaça de alambique Dissertação (Mestrado em Ciência de Alimentos) Universidade Federal de Minas Gerais, Belo Horizonte, MG, 2006. NUNES, A. P.; VIEIRA, G. E. G. Panorama das florestas plantadas no Brasil: biomassa na geração de energia e créditos de carbono Revista Digital Biomassa e Bioenergia nº01, 2014, ano 03, edição 09 Disponível em: www.magtab.com/embarcado/biomassa-bioenergia/ acesso em 18/02/2015. PEREIRA JR. N., COUTO, M. A. P; SANTA ANNA,L. M. M Biomass of lignocellulosic composition for fuel ethanol production within the contexto f biorefinery Rio de Janeiro: Escola de química/UFRJ, 2008

44
QUIRINO, W. F.; et.al Poder calorífico da madeira e de materiais lignocelulósicos Revista da Madeira nº 89 Abril, 2005, p.100-106. Disponível em: www.funtecg.org.br/arquivos/podercalorifico.pdf RAVEN, P.H.; EVERT, R. F.; EICHHORN, S. E. Biologia Vegetal 5ªed. Rio de Janeiro: Guanabara Koogan, 1996. Revista Brasileira de Bioenergia Sustentando uma visão otimista dos próximos 20 anos ano 6, nº14, fevereiro de 2012. RITTER, S. K. Calling All Chemists: Chemists and chemical engineers will be providing the thousands of technologies needed to achieve a more sustainable world. 2008, imagem. Disponível em http://cen.acs.org/articles/86/i33/Calling-Chemists.html Acesso em: 07/06/2015. ROSA, S. E. S.; GARCIA, J. L. F. O etanol de segunda geração: limites e oportunidades Revista BNDES 32: BNDES, Dezembro de 2009, p. 117 a 156. SANTOS, F. A.; et.al Potencial da palha de cana de açúcar para produção de etanol. In: Química Nova, vol 35, nº5, 1004-1010, 2012. SANTOS, D. S. Produção de etanol de segunda geração por Zymomonas mobilis naturalmente ocorrente e recombinante, empregando biomassa lignocelulósica Tese (Doutorado em Tecnologia de Processos Químicos e Bioquímicos) Universidade Federal do Rio de Janeiro, Escola de Química, Rio de Janeiro, 2012. SILVA, N. L. C. Produção de bioetanol de segunda geração a partir de biomassa residual da indústria de celulose Dissertação (Mestrado em Tecnologia de Processos Químicos e Bioquímicos) Universidade federal do Rio de Janeiro, Escola de Química, Rio de Janeiro, 2010.
UNICA, União da Indústria de Cana de Açúcar Maior produtor mundial de cana-de-açúcar São Paulo, Safra 2014/2015. Disponível em: http://www.unica.com.br/faq/ acesso em: 28/02/2016 as 18:07. UNICA, Produção e uso do Etanol combustível no Brasil: respostas ás questões mais freqüentes UNICA (União da Indústria de Cana-de-açúcar) São Paulo: UNICA, 2007.





























