Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
MESTRADO EM ENGENHARIA AMBIENTAL URBANA
CATHARINE BRANDÃO
Avaliação de compósito de gesso reforçado com manta de sisal.
SALVADOR
2014

UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
MESTRADO EM ENGENHARIA AMBIENTAL URBANA
CATHARINE BRANDÃO
Avaliação de compósito de gesso reforçado com manta de sisal.
Projeto apresentado ao curso de Mestrado em Engenharia Ambiental Urbana do Programa do programa de Pós – Graduação da Universidade Federal da Bahia.
Orientador: Professor Dr. Ricardo Carvalho
SALVADOR
2014

SUMÁRIO
1. INTRODUÇÃO ...................................................................................................................... 7
2. JUSTIFICATIVA ................................................................................................................ 8
3. PROBLEMA ..................................................................................................................... 10
4. HIPÓTESE ........................................................................................................................ 10
5. OBJETIVO ........................................................................................................................ 11
5.1 OBJETIVO GERAL .................................................................................................. 11
5.2 OBJETIVOS ESPECÍFICOS .................................................................................... 11
6. REFERENCIAL TEÓRICO ............................................................................................. 12
6.1 FASE MATRIZ ......................................................................................................... 17
6.1.1 MATRIZES CERÂMICAS ................................................................................... 17
6.1.2 GESSO ................................................................................................................... 18
6.1.3 AGREGADOS E ADITIVOS DE GESSO ............................................................ 25
6.2 FASE FIBRA ............................................................................................................. 27
6.2.1 FIBRAS VEGETAIS ............................................................................................. 27
6.2.2 SISAL ..................................................................................................................... 27
6.3 COMPÓSITO COM MATRIZ DE GESSO .............................................................. 31
7. METODOLOGIA ............................................................................................................. 33
7.1. MATERIAIS .............................................................................................................. 35
7.2. GESSO ....................................................................................................................... 35
7.3. SISAL ........................................................................................................................ 37
7.4. COMPÓSITOS DE GESSO E FIBRA DE SISAL ................................................... 38
8. VIABILIDADE ............................................................................................................. 40
8.1. CONFORMAÇÃO .................................................................................................... 40
9. CRONOGRAMA .......................................................................................................... 45
10. REFERENCIAL BIBLIOGRÁFICO ........................................................................ 46
1. INTRODUÇÃO
O ciclo de vida de um produto é delineado por etapas de extração, concepção, consumo e
descarte. Cada uma dessas etapas demanda condições de tratamento diferentes e impacta de
forma diferente no ambiente. Sabe-se que entre 41 e 70% da massa de lixo urbano brasileiro é
gerado na construção civil, conformando uma média de 230 a 260 kg/hab.ano (AGOPYAN,
1998) e que, além disso, o setor consome entre 15% e 50% de todo o recurso extraído da
natureza (JONH et al., 2005), espera-se que algo seja modificado nesse quadro.
O esforço do setor da construção para se adaptar está cada vez mais intenso. Existe uma
preocupação crescente em controlar melhor cada uma das etapas do desenvolvimento de
produtos, agora com um foco mais sustentável, em que sejam utilizados materiais e processos
menos agressivos, com menor geração de resíduos e o mínimo consumo de água e energia.
Dentro dessa lógica de produção de materiais vantajosos não só ao que se destina ou
economicamente, mas também ambientalmente, aparecem os materiais compósitos. Estes são
originados da combinação de dois ou mais materiais diferentes em propriedades físicas e
químicas com a finalidade da criação de um terceiro material com características específicas
para a aplicação desejada.
Além do melhoramento do desempenho, a união de materiais em compósitos traz outras
vantagens, como a redução da massa de matriz que acontece com adição de carga ou de
reforço e é uma alternativa para redução de resíduos.
As propriedades dos compósitos são consideradas formadas por uma combinação das
propriedades da matriz, das fibras e da interface entre fibra e matriz.
Quanto às fibras, tem-se variedade de fibras possíveis de ser empregadas com diferentes
propriedades. As fibras naturais são importante alternativa às fibras sintéticas para atuar como
reforço, considerando os seguintes benéficos: abundância, biodegradabilidade e baixo custo,
já que atendem quanto à resistência mecânica e avança em questões de aderência.
Em se tratando da matriz, um dos aglomerantes mais utilizados na indústria da construção
juntamente a cal e o cimento, que é o gesso, não deve ser usado em condições em que seja
exposto à umidade ou diretamente à água, ou que seja exposto em condições de grande
impacto e esforços de tração, mas como revestimento em paredes, aditivo na produção de
cimento e fabricação de placas, blocos, divisórias, molduras e sancas.
Os benefícios deste aglomerante consistem em leveza, pega rápida, inexistência de retração
por secagem, isolamento térmico e acústico, bem como resistência ao fogo. Entretanto,
principalmente devido ao rápido endurecimento da pasta, seu uso gera um grande volume de
resíduo, estimado em cerca de 45% da massa AGOPYAN et al. (1998).
Severo (2011) verificou através de estudo realizados no Polo Gesseiro de Pernambuco, que os
processos de exploração, produção e logística do gesso, ainda não são os mais adequados,
resultando em emissões tóxicas na atmosfera causando impactos ao meio ambiente e
problemas à saúde humana.
Os resíduos do gesso em suas várias formas são recicláveis e essa possibilidade agora está
expressa na nova redação da Resolução 307 do Conselho Nacional de Meio Ambiente
(CONAMA), que antes enquadrava o material na classe C (resíduos para os quais não foram
desenvolvidas tecnologias ou aplicações economicamente viáveis que permitam sua
reciclagem/recuperação) e agora o enquadra na classe B, que engloba os materiais recicláveis
para outras destinações.
2. JUSTIFICATIVA
Os motivos que despertam o interesse desse estudo podem ser agrupados em econômicos,
sociais e ambientais.
A crescente exploração do gesso e de fibras vegetais tem despertado o interesse de diversos
pesquisadores e grupos de pesquisa e estimulado proporcional volume de trabalhos
acadêmico-científicos sobre o tema.
Numa revisão sistemática da literatura encontrou-se revistas como a Construction and
Building Materials, Cement and Concrete Composites, Composite Structure, Materiales de
construcción apresentando publicações de pesquisas nesta área.
Alguns nomes como Vohan Agopyan, Vanderley John, Cincotto e Henao desenvolveram em
São Paulo pesquisas com o gesso a fim de definir e conhecer o material, outros como Holmer
Savastano, Jr. também em São Paulo, e o CEPED-Ba1, desenvolveram estudos sobre
compósitos cimentícios com fibras naturais. Hoje, na Bahia, referência de uso de fibras
vegetais em matrizes poliméricas é Ricardo Carvalho e em matrizes cimentícia, Paulo Lima.
1 Centro de Pesquisa e Desenvolvimento da Bahia

Quanto ao compósito de matriz de gesso com fibras vegetais, ainda percebe-se a necessidade
de aprofundamento científico quanto ao seu comportamento e aplicações.
Neste caso, a produção de um composto com baixo impacto ambiental, proporcionando maior
valor agregado as fibras de sisal, com forte produção na Bahia, e que gera redução de massa
da matriz, é proposto neste trabalho com vistas ao aumento da tenacidade ,
O Brasil possui reservas abundantes de gipsita, estimadas em 1,2 milhões de toneladas,
distribuídas principalmente nos estados da Bahia, Pará e Pernambuco. O Polo do Araripe,
localizado em Pernambuco e maior do nordeste brasileiro, possui reserva com capacidade
para exploração de 600 anos. Além disso, a gipsita da região é considerada uma das melhores
mundialmente, devido à sua composição e alto grau de pureza2.
Segundo dados do Sindicato das Indústrias de Gesso3, Pernambuco possui 30% das reservas
de gipsita e produz 95% do gesso consumido no Brasil. São 2,8 milhões de toneladas/ano,
com mais de 600 empresas. A região da Chapada do Araripe, no chamado Polo Gesseiro,
abrange os municípios de Araripina, Bodocó, Ipubi, Ouricuri e Trindade, além de municípios
nos estados do Ceará e do Piauí. O Polo de Araripe emprega 12 mil pessoas diretamente e
cerca de 64 mil de forma indireta e está cerca de 800Km das principais capitais do Nordeste.
A utilização do gesso no Brasil passou de 18Kg per capita em 2009 para 36 Kg per capita em
2010 (MME, 2011), sendo que, no Canadá, esse consumo alcança 320Kg e nos Estados
Unidos, 112Kg. O consumo aparente de gipsita em 2011 teve um crescimento de quase 24%
em relação a 2010. Esse fato teve uma relação forte com o crescimento da construção civil
neste período (DNPM, 2012).
Ao se avaliar pelo prisma ambiental, o gesso tem impacto negativo no ambiente devido à
grande geração de resíduo, que representa também um problema econômico com graves
consequências. E a disposição inadequada de gesso, especialmente em ambiente de elevada
umidade, com baixo pH e sob ação de bactérias redutoras de sulfatos, como ocorre nos lixões
e aterros, pode gerar o gás sulfídrico (H2S), que é tóxico e inflamável. (CIWMB, 2003).
2 Disponível em: http://www.braziliangypsum.com/home.htm. Acesso em: 28 de abr. de 2012
3 SINDUSGESSO. O ouro Branco de Araripe. 26 de maio de 2008. Disponível em: http://www.sindusgesso.org.br/noticias.asp?codigo=48. Acesso em: 20 de abr. de 2012
A utilização de fibras sintéticas é parte considerável do custo final da produção de um
compósito, podendo gerar valores muito elevados. Por essa razão, outras fibras,
principalmente as vegetais estão sendo experimentadas para o reforço dessa matriz.
Fibras de sisal possuem forte potencial para serem aplicadas como reforço biodegradável de
matrizes frágeis, pois tem propriedades mecânicas adequadas e são renováveis, tem baixo
custo e grande disponibilidade, principalmente em se tratando da Bahia e região nordeste.
O cultivo ocorre em 112 municípios do Nordeste, sendo a Bahia o maior produtor nacional. O
Brasil é o maior produtor e exportador de fibras e manufaturados de sisal, com 58% da
produção e 70% da exportação.
As principais vantagens dessa união para o ambiente são: redução de água de hidratação e da
água de absorção do produto acabado. Além disso, esse composto proporcionará uma redução
em massa do gesso em favor do uso de um material natural, com bom comportamento
mecânico, grande disponibilidade e custo amplamente reduzido. E a probabilidade de haver
rejeição química entre os materiais do compósito é pequena, pois o gesso oferece um
ambiente de pH neutro.
O desenvolvimento desse trabalho é parte da linha de pesquisa Tecnologia e gestão do grupo
Gestão e Produção Sustentável do Ambiente Construído (GPSustentável) integrante do
Programa de Pós – Graduação em Engenharia Ambiental Urbana (MEAU), na Universidade
Federal da Bahia (UFBA). O grupo produz pesquisas acerca de compósitos de resinas
poliméricas com fibras vegetais.
3. PROBLEMA
O questionamento condutor do presente trabalho é se vai ser eficiente na redução da
fragilidade e da baixa tenacidade da matriz de gesso adicionar a manta de fibra de sisal.
O gesso é de uma família de aglomerante simples, composto de sulfatos semi - hidratados e
anidros de cálcio. É um material cerâmico de ruptura frágil, isto é, comumente sofre ruptura
sem apresentar deformações plásticas significativas. Neste caso, as fibras de sisal tem a
função de agregar seu bom desempenho mecânico ao material gesso.
4. HIPÓTESE
A hipótese inicial é que tendo em vista as propriedades do gesso, a aplicação da fibra de sisal
em forma de manta melhora as propriedades mecânicas da matriz. A maior utilidade das

fibras é no comportamento do fibrogesso após a sua fratura ter se iniciado. A ductilidade pós-
fratura que as fibras conferem ao material é o fator que destaca o composto em relação ao
material sem fibras, e o aumento de sua tenacidade.
Com uso de manta espera-se aumentar a quantidade de fibra adicionada ao compósito
comparado ao teor de fibra adicionado em estudos avaliados. A literatura indica que a fração
volumétrica de fibras é o fator determinante das propriedades. Portanto, a eficiência mecânica
do compósito vai depender da maximização do teor de fibras em relação à matriz.
A utilização de elevados teores de fibras no reforço da matriz de gesso poderá gerar um
produto final com maior resistência à flexão, menor absorção de água, grande eficiência na
isolação térmica e custo – benefício adequado com aumento do ciclo de vida do gesso.
Em caso de componentes esbeltos ou em aplicações onde a massa específica é uma
característica importante, como em painéis, divisórias e placas, o reforço deve ser executado
com materiais que apresentem compatibilidade de dimensão e massa específica com a
aplicação desejada.
Com a maior absorção de energia e aumento de ductilidade e tenacidade, a placa de gesso
confeccionada poderá oferecer maior segurança quando em fase de consumo, com uma
ruptura menos abrupta do que ocorre. As fibras atuarão como “ponte”, absorvendo a energia
após fissuração da matriz, isto é, aumentando a tenacidade do material e favorecendo a
flexibilidade, pois pode dificultar a separação da matriz em partes sem qualquer possibilidade
de controle imediato.
5. OBJETIVO
5.1 OBJETIVO GERAL
Este trabalho pretende desenvolver um compósito utilizando gesso reforçado com elevado
teor de fibras de sisal e enfatizar no estudo de seu comportamento mecânico.
5.2 OBJETIVOS ESPECÍFICOS
� Caracterizar o gesso, a pasta de gesso e a argamassa de gesso, bem como a fibra e a
manta de sisal e agregados.
� Otimizar dosagem e selecionar processo de moldagem para obter elevados teores de
fibra no compósito.

� Avaliar a interface entre a manta de sisal e matriz cerâmica e verificar o
comportamento mecânico e térmico do compósito.
6. REFERENCIAL TEÓRICO
A utilização de dois constituintes diferentes em composição, estrutura e propriedades, que
estão separados por uma interface constitui a formação de um compósito, com o objetivo
principal de ser um componente com propriedades superiores às dos materiais isolados.
Fibras feitas de palha ou crina têm sido utilizados para melhorar as propriedades de tijolos
por milhares de anos. Atualmente, fibras reforçando compósitos são usadas para várias
aplicações. O composto pode ser um bloco de barro reforçado com fibras naturais ou de alta
resistência ou componente cerâmico reforçado com fibra usado em naves espaciais.
Resina fenólica reforçada com fibras de asbestos foi introduzida no início do século 20. O
primeiro barco construído em fibra de vidro foi construído em 1942, ainda nesse período
plásticos reforçados eram usados em componentes eletrônicos de aviões. Em 1973 a Dupont
desenvolveu a fibra aramida e atribuiu a ela o nome kevlar. A partir dos anos 70, compósitos
expandiram-se para utilização em aeronáutica, automotiva, esportiva e indústria química.
Neste momento, estudos de adição de fibras diversas à pasta de gesso foram realizados,
principalmente usando fibra de vidro. Na literatura muito se pesquisou sobre a adição de
fibras naturais nas pastas de gesso com adições como cimento, madeira ou areia, em
percentuais abaixo de 10%, menores dos que os 40% que eram alcançados em reforços de
matrizes de cimento.
A maior parte da carga aplicada aos compósitos é suportada pelas fibras e, portanto, o
comportamento mecânico do compósito também depende do grau de transmissão das tensões
e deformações para as fibras pela fase matriz, que depende da ligação interfacial entre elas
(CALLISTER, 2002).
Através desse conceito, utiliza-se a regra das misturas, que foi aplicada para analisar a
contribuição das fibras no composto e a partir dela é possível desenhar o composto para obter
ductilidade e absorção de energia específicas. (BALAGURU, 1992) O modelo numérico
(Equação 4) baseado na regra de misturas é utilizado para estimativa do módulo de
elasticidade do compósito, bem como para estimar a resistência.
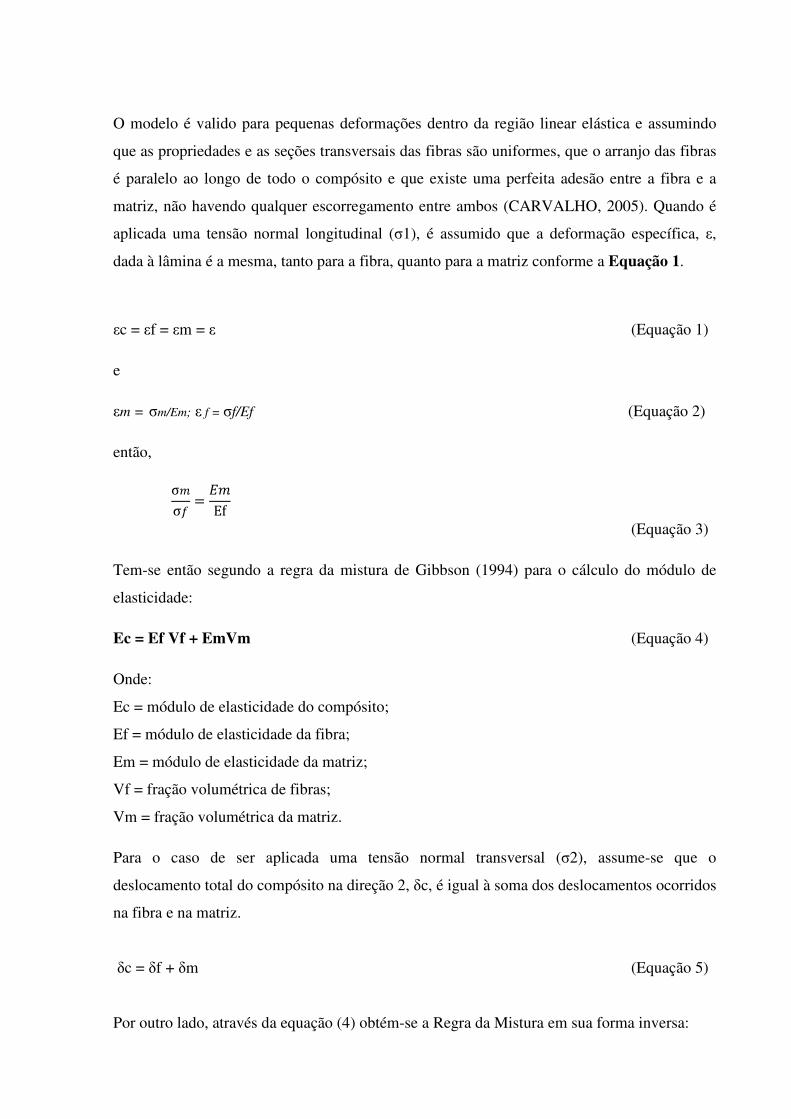
O modelo é valido para pequenas deformações dentro da região linear elástica e assumindo
que as propriedades e as seções transversais das fibras são uniformes, que o arranjo das fibras
é paralelo ao longo de todo o compósito e que existe uma perfeita adesão entre a fibra e a
matriz, não havendo qualquer escorregamento entre ambos (CARVALHO, 2005). Quando é
aplicada uma tensão normal longitudinal (σ1), é assumido que a deformação específica, ε,
dada à lâmina é a mesma, tanto para a fibra, quanto para a matriz conforme a Equação 1.
εc = εf = εm = ε (Equação 1)
e
εm = σm/Em; ε f = σf/Ef (Equação 2)
então,
σ�
σ�=
��
Ef
(Equação 3)
Tem-se então segundo a regra da mistura de Gibbson (1994) para o cálculo do módulo de
elasticidade:
Ec = Ef Vf + EmVm (Equação 4)
Onde:
Ec = módulo de elasticidade do compósito;
Ef = módulo de elasticidade da fibra;
Em = módulo de elasticidade da matriz;
Vf = fração volumétrica de fibras;
Vm = fração volumétrica da matriz.
Para o caso de ser aplicada uma tensão normal transversal (σ2), assume-se que o
deslocamento total do compósito na direção 2, δc, é igual à soma dos deslocamentos ocorridos
na fibra e na matriz.
δc = δf + δm (Equação 5)
Por outro lado, através da equação (4) obtém-se a Regra da Mistura em sua forma inversa:

1
Ec=
Vm
Em+
Vf
Ef
(Equação 6)
O desenvolvimento de materiais compósitos deve-se muito às pesquisas de Griffith, que em
1920 fez uma publicação em que defendia que a resistência da fibra aumentava ao passo que
se reduzia seu diâmetro. A resistência à tração da fibra é alta, entretanto qualquer micro
defeito poderia causar uma fratura súbita em condições de esforços abaixo do que seria capaz
de suportar, o que era impeditivo de fabricação de fibras longas ou mais espessas. Para
solucionar essa questão, o embebimento da fibra em uma matriz surgiu como um redutor da
propagação dessas falhas.
Quando carregadas, a transferência de carga para as fibras ocorre através da ponta da fibra e
pela superfície cilíndrica ao redor da ponta. Há um tamanho de fibra mínimo para gerar
efetivo aumento da resistência mecânica, conhecido neste contexto como comprimento critico
(Lc). Este depende do diâmetro (D) e resistência à tração da fibra (σf), e a força de ligação
entre a fibra e matriz (τ) ou a tensão limite de escoamento cisalhante da matriz (a que for
menor) conforme a Equação 7 (BALAGURU, 1992):
Lc =σf D
2 τ
(Equação 7)
Onde:
σf = tensão de ruptura da fibra
τ = máxima tensão transferida à fibra pela matriz (tensão de transferência)
Segundo Callister (2002), quando o comprimento da fibra é menor que o comprimento crítico
(L < Lc) as fibras são arrancadas da matriz (efeito “pull-out”), pois a tensão não atinge a
resistência a ruptura da fibra. E quando L > Lc, é possível o desenvolvimento de tensões ao
longo da fibra e a tensão máxima poderá ocorrer, ocasionando fratura eventual da fibra.
Através da fórmula do comprimento crítico da fibra, pode-se concluir que fibras curtas
transferem cargas menos eficientemente do que fibras longas. Isso foi utilizado como
premissa e demonstrado que para fibras alinhadas, em que o módulo do compósito é dado por:
Ec = η1.EfVf +EmVm (Equação 8)
Onde:
η1 = o fator de eficiência do comprimento e pode ser calculado conforme Equação 9:
(Equação 9)
sendo
Em muitas situações as fibras não devem estar alinhadas. Para fibras não alinhadas, fibras
curtas, o módulo do compósito é dado por:
Ec = η0η1.EfVf + EmVm (Equação 10)
Onde, segundo (BALAGURU, 1992):
η0 é o fator de eficiência de orientação
η0 = 1, para fibras alinhadas
η0 = 3/8, para fibras alinhadas no plano
η0 = 1/5, para fibras randomicamente orientadas
Quando o comprimento da fibra é muito maior que o comprimento do local de suporte da
carga, o efeito da ponta pode ser negligenciado e a fibra considerada contínua, porém em
compósitos de fibras curtas, o efeito da ponta da fibra não pode ser negligenciado. Esse
fenômeno da ponta influencia muito o comportamento e as condições de reforço em
compósitos de fibras descontínuas (ARGAWAL, 2006).
Os materiais compósitos podem ser classificados conforme o tipo de reforço e o tipo de
matriz. O reforço, geometricamente, pode estar na forma de particulado ou fibra. A
classificação dos compósitos em função da geometria, segundo Callister, 2002 segue na
FIGURA 1.

Figura 1. Classificação dos compósitos
Fonte: Adaptado de Callister, 2002.
Enquanto o compósito com reforço em fibra classifica-se em compósito de única camada
(incluindo compósito com mesma orientação e propriedade em cada camada) ou múltipla
camada (camada angular). Este último pode ser laminado ou hibrido. Enquanto o de camada
única pode ser um compósito reforçado com fibra contínua unidirecional ou bidirecional, ou
ainda pode ser um compósito de fibras descontínuas com orientação aleatória ou orientada.
(AGARWAL, 2006).
A escolha entre um tipo de reforço e da matriz depende da aplicação que esse composto terá.
O custo também pode ser um fator de escolha entre um ou outro componente, observando a
compatibilidade adequada entre eles. O fator econômico está em conseguir materiais mais
leves com desempenho melhorado e com custo de produção reduzido significativamente em
comparado ao material convencional.
As fibras podem ser do tipo:
• Metálicas (aço e aço inoxidável),
• poliméricas (acrílico, aramida, carbono, nylon, poliéster, polietileno e polipropileno),
• Cerâmicas (vidro) e
• naturais (sisal, banana, piaçava, curauá, coco, cânhamo, juta, bambu, bagaço de cana
de açúcar e madeira).
Compósito
Reforçado com
Reforçado com fibras
Estruturais
Partículas grandes
Partículas pequenas
Fibras curtas Fibras longas Laminados Sanduíche
Nos materiais compósitos reforçados com fibras têm-se observados alguns parâmetros
importantes, como a característica dos materiais componentes, fibra e matriz; a geometria das
fibras, seção transversal e comprimento; o arranjo das fibras; a proporção entre os materiais e
as características da interface dos materiais.
As propriedades dos compósitos são fortemente influenciadas por cada material constituinte,
seu tipo, volume e distribuição, bem como pela interação entre eles. Uma boa distribuição das
fibras torna o material homogêneo e uniforme, o que reduz a probabilidade de falhas.
Uma fibra com módulo de elasticidade maior que o módulo da matriz, faz o compósito tender
a ter módulo elevado. A utilização de fibras reforçando matrizes frágeis como o cimento,
gesso com ou sem aditivo, associado à fibras de aço, vidro ou naturais de alto módulo de
elasticidade geram um compósito de alta resistência e redução de fragilidade.
Conforme Argawal (2006), a aderência entre a fibra e a matriz é o fenômeno que mais afeta o
desempenho mecânico do produto. Esta aderência acontece através de fenômenos físico-
químicos que ocorrem entre esses materiais. Yosomita et al (1989) sugere que três fatores da
interface entre os componentes dos compósitos devem ser analisados, que são suas ligações
mecânicas, as ligações por interações físicas entre as moléculas dos diferentes materiais e as
ligações por interações químicas, como as ligações covalentes. Esta envolve maior energia
para ruptura.
Os métodos de processamento dos compósitos com matriz cerâmica pode se dar por
prensagem, vibração ou compactação. Dalmay et al. (2010) afirma que processo de
prensagem permite a adição de maior quantidade de fibra em comparado ao processo manual.
De fato, o melhor processo é o que permite uma homogeneidade da peça produzida com
maior volume de fibras.
Essa pesquisa tem por finalidade a produção de um material compósito, formado por elevado
teor de fibras de sisal reforçando uma matriz cerâmica, mais especificamente matriz de gesso.
6.1 FASE MATRIZ
As matrizes usadas na produção de compósitos podem ser do tipo são as poliméricas
(termoplásticas: Polietileno, poliestireno, nylons, policarbonato, poliacetatos e termofixas:
epóxis, poliésteres, fenóis, ureias, silicone, poliamidas.), as metálicas (alumínio e titânio) e as
cerâmicas (cimento, gesso, argila, vidro).
6.1.1 MATRIZES CERÂMICAS

O reforço de matrizes frágeis com fibras é há muito conhecido. Em se tratando do uso de fibra
em matriz cerâmica de concreto tem-se dados de que começou no início dos anos 60.
Inicialmente, com fibras de aço retilíneos, com melhoramento de ductilidade e resistência à
fratura, bem como de resistência à flexão foram observados. (AGARWAL, 2006)
Apesar de ter um comportamento mecânico superior a de outros materiais, algumas de suas
características são negativas. Sua não utilização mais amplamente como material de
engenharia para fins estruturais se deve à sua fratura frágil. As cerâmicas normalmente não
apresentam deformação plástica apreciável e sua resistência ao impacto é reduzida, isto é
apresentam baixa tenacidade. (ZANOTTO, et al., 1991)
Os materiais cerâmicos sofrem ruptura de forma frágil, com pouca ou sem deformação
plástica. Materiais não cristalinos, tais como a fase vítrea componente da maioria das
cerâmicas são frágeis abaixo da temperatura de amolecimento. À temperatura ambiente a
fratura frágil tende a ocorrer por clivagem sobre planos cristalográficos particulares, sendo
esta fratura intragranular. Em altas temperaturas a fratura ocorre de forma intergranular.
(ZANOTTO, et al., 1991)
6.1.2 GESSO
Estudos arqueológicos mostram que o uso do gesso remonta o período neolítico, no início do
uso da pirotecnia. No período de 7000 a.C. foi identificado o uso do gesso em ruínas na
Turquia e na Síria. Em 6000 a.C. foram identificadas em ruínas da cidade de Jericó, em Israel,
na cidade de Anu, no Sul do Tuquestão com aplicação em argamassas para pisos, suporte de
afrescos e fabricação de recipientes (GOURDIN, KINGERY, 1975 apud PINHEIRO, 2011).
Ainda conforme Gourdin, Kingery (1975) apud Pinheiro (2011), amostras de gesso foram
encontradas em 2800 a.C. nas juntas de assentamento das pirâmides de Gizé, no Egito,
erguida por Quéops.
A disseminação e utilização do gesso no Ocidente ocorreu após invasão Romana na França,
em 222 a.C. associando gesso e madeira, até os séculos V e X (ANGELERI; CARDOSO;
SANTOS 1982 apud PINHEIRO, 2011). No período compreendido entre o século XII e o
XVIII, é evidenciada pela presença de argamassas de gesso utilizadas em construções antigas
em Portugal (SILVEIRA; VEIGA; BRITO, 2007 apud PINHEIRO, 2011), bem como pelo
seu uso em moldes para a indústria cerâmica inglesa no ano de 1750 (GERMAN, 1977 apud
PINHEIRO, 2011).

Ainda no século XVIII o uso do gesso foi generalizado na Europa, tendo a França como pólo
disseminador e a região parisiense como fonte da matéria-prima. O material passou a ser
conhecido como gesso paris ou “plaster of Paris” (CINCOTTO; AGOPYAN; FLORINDO,
1988 apud PINHEIRO, 2011). Nessa época, cerca de 95% das novas construções parisienses
aplicavam o material em painéis de madeira e argamassas (ANGELERI; CARDOSO;
SANTOS, 1982 apud PINHEIRO, 2011).
Os primeiros estudos científicos relacionados ao gesso remontam ao final do século XVIII e
início do século XIX. Nos séculos XX e XXI, a busca por melhoramentos do material
continuou.
A NBR 13207/1994 define o gesso como “material moído em forma de pó, obtido da
calcinação da gipsita, constituído predominantemente de sulfato de cálcio, podendo conter
aditivos controladores do tempo de pega.”
Para a construção civil, o gesso é a denominação comercial do pó de sulfato de cálcio
hemihidratado (CaSO4.0,5H2O) obtido pela desidratação parcial da gipsita (CaSO4.2H2O).
A NBR 13207/1994 classifica o gesso de construção em fino e grosso para revestimento e
fino e grosso para fundição. Esta normativa determina parâmetros de aceitabilidade do
material quanto às suas características químicas (TABELA 1).
Tabela 1 – Exigências químicas do gesso para construção civil
Determinações
Químicas Limites (%)
Água livre Max. 1,3
Água de cristalização 4,2 a 6,2
Oxido de Calcio (CaO) Mín. 38,0
Anidrido Sulfúrico
(SO3) Mín. 53,0
Fonte: NBR 13207/1994
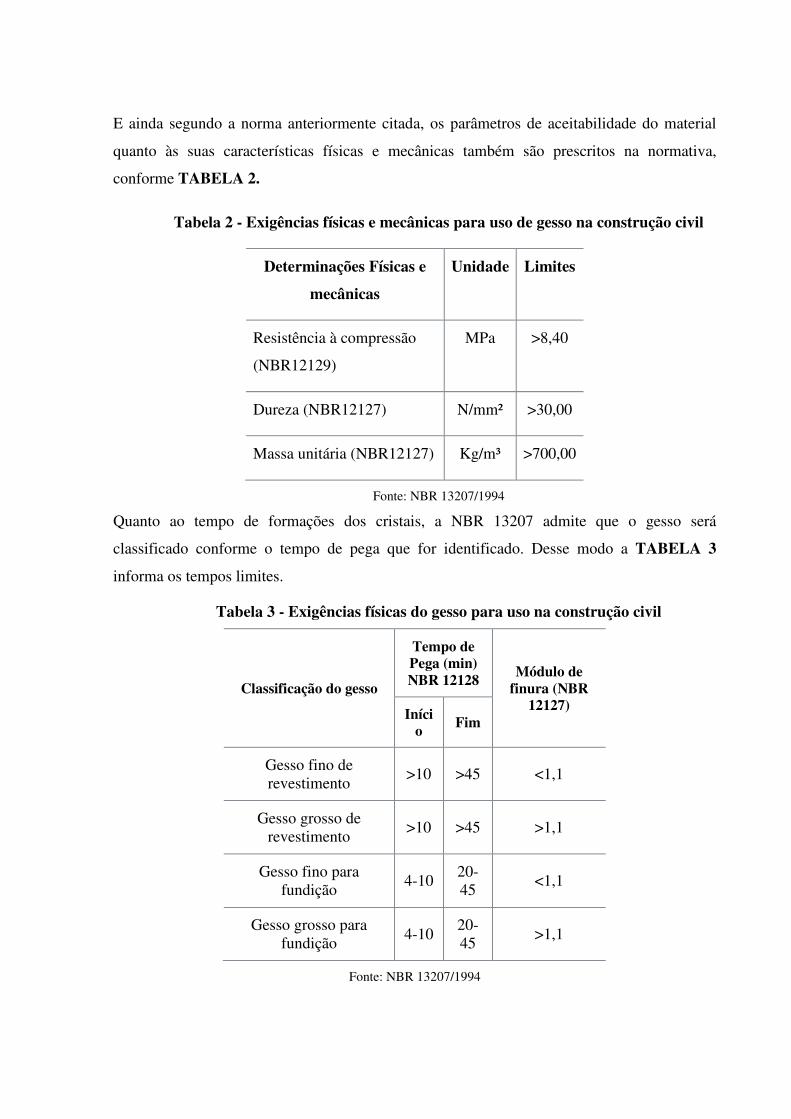
E ainda segundo a norma anteriormente citada, os parâmetros de aceitabilidade do material
quanto às suas características físicas e mecânicas também são prescritos na normativa,
conforme TABELA 2.
Tabela 2 - Exigências físicas e mecânicas para uso de gesso na construção civil
Determinações Físicas e
mecânicas
Unidade Limites
Resistência à compressão
(NBR12129)
MPa >8,40
Dureza (NBR12127) N/mm² >30,00
Massa unitária (NBR12127) Kg/m³ >700,00
Fonte: NBR 13207/1994
Quanto ao tempo de formações dos cristais, a NBR 13207 admite que o gesso será
classificado conforme o tempo de pega que for identificado. Desse modo a TABELA 3
informa os tempos limites.
Tabela 3 - Exigências físicas do gesso para uso na construção civil
Classificação do gesso
Tempo de Pega (min) NBR 12128
Módulo de finura (NBR
12127) Iníci
o Fim
Gesso fino de revestimento
>10 >45 <1,1
Gesso grosso de revestimento
>10 >45 >1,1
Gesso fino para fundição
4-10 20-45
<1,1
Gesso grosso para fundição
4-10 20-45
>1,1
Fonte: NBR 13207/1994

Atualmente, os principais setores de aplicação da produção nacional são em ordem de
importância: calcinação (gesso), cimento e agricultura (gesso agrícola), conforme DNPM
(2012). É importante ressaltar que o gesso obtido pela calcinação é destinado à fabricação do
cimento, também em sua grande maioria (observando volume de extrações), é destinado ao
emprego na construção civil, podendo ser utilizado como: gesso para fundição ou gesso para
revestimento. (BERNHOEFT, 2010)
Quando destinado à fundição é utilizado na fabricação de pré-moldados, como: peças para
decoração, placas para forro, blocos de gesso, chapas de gesso acartonado, entre outros. Já
quando destinado a revestimento é empregado para revestir paredes e tetos de ambientes
internos e secos.
O processo de produção do gesso consiste em 4 etapas, conforme Antunes (1999), que são
extração, preparação, calcinação e seleção.
Na etapa de extração, retira-se o minério Gipso, rocha sedimentar cuja composição básica é
formada de anidrita, impurezas e a gipsita, cujo teor deste último atesta qualidade do gipso. O
objetivo desta extração é a obtenção da Gipsita. O gesso de construção é resultado da
calcinação do mineral Gipsita (CaSO4.2H2O). Essa etapa caracteriza-se por não liberar
resíduos tóxicos e requerer pouca interferência na superfície, o que caracteriza o aglomerante
como sendo de baixo impacto ao ambiente.
A gipsita possui uma composição química conforme apresentada na TABELA 4:
Tabela 4 – composição química da Gipsita.
Composto Composição (%)
CaO 32,5
SO3 46,6
H2O 20,9
Fonte: Baltar, Bastos e Luz (2005) apud Bernhoeft (2010)
Em seguida, tem-se a etapa de preparação, quando são uniformizados quanto à distribuição
granulométrica para que a etapa de calcinação ocorra de forma igual em todas as partículas.
A terceira etapa desse processo produtivo consiste na calcinação. Quando submetida a altas
temperaturas, diferentes produtos podem ser formados a partir da gipsita (CaSO4.2H2O). A
desidratação parcial do sulfato de cálcio dihidratado na temperatura de 140° a 160°C dá
origem ao hemidrato (CaSO4.1/2H2O), que pode ser do tipo beta ou alfa, conforme o
processo de calcinação utilizado, sendo o hemidrato tipo beta obtido por calcinação em
pressões atmosféricas (100 KPa) e o hemidrato tipo alfa pelo método hidrotérmico, com
temperatura variando de 115° a 160°C, em pressões maiores que a atmosférica (SILVA,
2010).
Os diversos produtos do gesso têm seu processo de obtenção por reações químicas, conforme
segue demonstrado de acordo com as variações de temperatura (CETEM, 2008):
CaSO4.2H2O (dihidrato) + energia * -> CaSO4.0,5H2O (hemidrato) + 1,5H2O
(* 125 a 180°C)
CaSO4.0,5H2O + energia ** -> CaSO4 + 0,5 H2O (anidrita solúvel)
(**180 a 250°C)
CaSO4 (anidrita solúvel) + energia *** -> CaSO4 (anidrita insolúvel)
(*** 300 a 700°C)
Como pode ser visto a total desidratação da gipsita ocorre em temperaturas acima de 180°C e
resulta nas diferentes formas de anidrita (CaSO4).
Entre 180 e 250°C forma-se a anidrita III, também conhecida como anidrita ativa, um produto
solúvel, instável e altamente reativo com água, que pode absorver umidade atmosférica e
passar à forma de hemidrato novamente. Essa propriedade a torna um produto apropriado para
uso como acelerador de tempo de pega.
Na faixa de temperatura entre 300 e 700°C obtém-se a anidrita II, um produto totalmente
desidratado, insolúvel, com natureza mineralógica semelhante à anidrita natural.
Entre as temperaturas de 700 e 900°C forma-se um produto inerte, sem aplicação industrial. A
partir dos 900°C ocorre dissociação do sulfato de cálcio formando CaO livre.
A quarta etapa é denominada seleção, na qual o resultado da calcinação é moído, selecionado
e classificado, conforme requisitos da NBR 13207/1994.
O hemidrato (CaSO4.1/2H2O) quando em contato com água gera o dihidrato (CaSO4.2H2O),
conforme reação abaixo:
(CaSO4.1/2H2O) + H2O (CaSO4.2H2O) + Calor
As propriedades químicas, físicas e mecânicas dos produtos à base de gesso dependem de
quão homogeneamente ocorre a calcinação da gipsita e da sua qualidade estrutural.
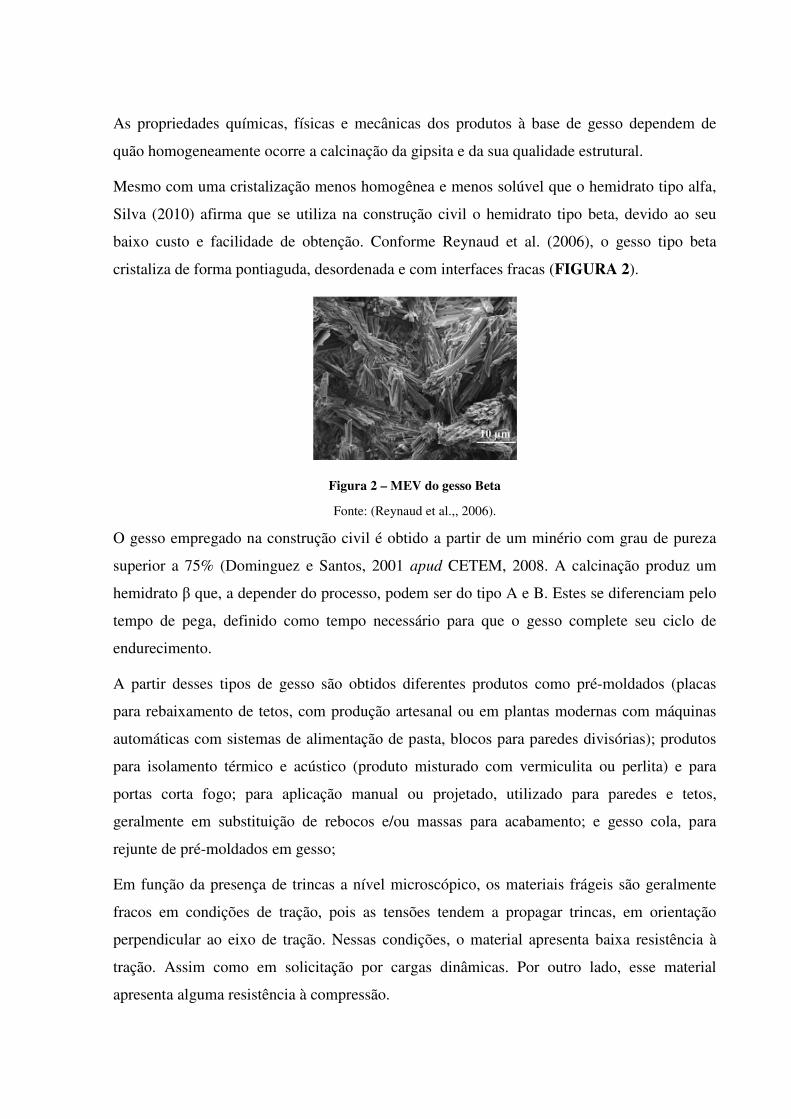
Mesmo com uma cristalização menos homogênea e menos solúvel que o hemidrato tipo alfa,
Silva (2010) afirma que se utiliza na construção civil o hemidrato tipo beta, devido ao seu
baixo custo e facilidade de obtenção. Conforme Reynaud et al. (2006), o gesso tipo beta
cristaliza de forma pontiaguda, desordenada e com interfaces fracas (FIGURA 2).
Figura 2 – MEV do gesso Beta
Fonte: (Reynaud et al.,, 2006).
O gesso empregado na construção civil é obtido a partir de um minério com grau de pureza
superior a 75% (Dominguez e Santos, 2001 apud CETEM, 2008. A calcinação produz um
hemidrato β que, a depender do processo, podem ser do tipo A e B. Estes se diferenciam pelo
tempo de pega, definido como tempo necessário para que o gesso complete seu ciclo de
endurecimento.
A partir desses tipos de gesso são obtidos diferentes produtos como pré-moldados (placas
para rebaixamento de tetos, com produção artesanal ou em plantas modernas com máquinas
automáticas com sistemas de alimentação de pasta, blocos para paredes divisórias); produtos
para isolamento térmico e acústico (produto misturado com vermiculita ou perlita) e para
portas corta fogo; para aplicação manual ou projetado, utilizado para paredes e tetos,
geralmente em substituição de rebocos e/ou massas para acabamento; e gesso cola, para
rejunte de pré-moldados em gesso;
Em função da presença de trincas a nível microscópico, os materiais frágeis são geralmente
fracos em condições de tração, pois as tensões tendem a propagar trincas, em orientação
perpendicular ao eixo de tração. Nessas condições, o material apresenta baixa resistência à
tração. Assim como em solicitação por cargas dinâmicas. Por outro lado, esse material
apresenta alguma resistência à compressão.
A reação de hidratação do gesso sofre interferência de diversos fatores, entre eles: a relação
água/gesso (a/g); a energia de mistura do gesso com a água; a temperatura da água de
amassamento; a umidade relativa do ar no ambiente de trabalho; a presença de impurezas e
pontos de nucleação; e ainda a presença de aditivos (ANTUNES et al , 2009)
A maior responsabilidade na influência das reações de hidratação do gesso atribui-se ao fator
a/g (água/gesso). Quanto maior a quantidade de água, maior será o tempo necessário para
formação dos cristais de dihidrato e precipitação (início de pega).
A água é necessária para a hidratação do gesso e possibilita a moldagem de sua forma. Uma
taxa de água de 0,20 promove uma suficiente hidratação. Entretanto, apenas numa taxa de
0,60 obtem-se uma mistura com uma trabalhabilidade plástica, em que se torna possível
transportar, mover, compactar adequadamente, e dar o acabamento final. O fator a/g obtido
através do ensaio de consistência, segundo NBR 12128/1991, é próximo de 0,65 e em
canteiros de obra são superiores, cerca de 0,80 (BERNHOEFT, 2010).
A dosagem de água da mistura vai interferir na velocidade de pega, no endurecimento e na
resistência. Quanto menor a quantidade de água adicionada maior a resistência e mais rápida a
pega. Observa-se a adoção de pastas com relação água/gesso em torno de 0,45 a 0,6 para
produção de pasta de boa trabalhabilidade e em diversas condições de moldagem e diferentes
tipos de reforços associados às matrizes em diversos trabalhos consultados.
Sabendo da forte interferência que a água tem sobre o gesso e suas propriedades, ao reduzi-la
no processo de fabricação torna-se essencial a utilização de um outro material que melhore a
trabalhabilidade do gesso e aumente o tempo de início de pega.
Outro fator de grande relevância é o incremento de energia na mistura. A energia aplicada na
mistura aumenta a dispersão do pó na água de amassamento, e por consequência, tem-se a
formação de uma quantidade maior de núcleos de cristalização, acelerando o processo de
hidratação. (BERNHOEFT, 2010)
A presença de impurezas, que são elementos estranhos à mistura da pasta de gesso, é outro
fator que acelera a pega das pastas; agregados, como o próprio dihidrato ou grãos de areia,
que atuam como núcleos de cristalização; e como já apresentado, o aumento desses núcleos
favorece a agilidade das reações de hidratação (ANTUNES 2009; JOHN, 2001).
É relevante o estudo referente à cinética da reação, para maior controle do tempo de início e
fim de pega, resultando no controle do tempo de consistência útil, seja por emprego de
técnicas de aplicação ou intervenção, bem como por adição de materiais que tem influência na
reologia do material.
6.1.3 AGREGADOS E ADITIVOS DE GESSO
Agregados, aditivos e adições são componentes importantes para o controle ou modificação
de determinadas variáveis indesejáveis do material a depender da necessidade para sua
aplicação. Os agregados podem ser divididos na categoria fino e grosso.
Os agregados finos são areia natural, quebrada ou manufaturada. Para um concreto de
densidade normal, a areia natural é mais usualmente empregada. São necessárias para um
concreto ou argamassa reforçada com fibra. O tamanho máximo do grão e a distribuição
dependem do tipo de produção do material.
Agregados grossos tendem a ser densidade normal, leves ou pesados quando naturais, os
pesados tem uso bastante limitado. Os de densidade normal podem ser feitos de cascalho ou
pedra britada. Agregados grossos leves podem ser feitos de argila expandida, tal como xisto
ou pedra pomes e escória de alto forno.
A depender da aplicação que será dada ao compósito, pode ser interessante adicionar
agregados leves tal como vermiculita, perlita e fibras diversas como de origem sintéticas, por
exemplo, fibra de vidro e de origem vegetal, além de aditivos, impermeabilizantes e
hidrofugantes. Essa diversidade de materiais que interagem bem com gesso deve-se ao pH
neutro do aglomerante.
Os agregados utilizados em gesso são areias e pó de calcário, com granulometrias bem
definidas, segundo a aplicação do material. Em geral são utilizados em argamassas de gesso
projetado, argamassas autonivelantes, massas de acabamento e cola de gesso.
John, et al. (2002), em seu estudo sobre argamassa de gesso afirma que segundo normas
internacionais o traço de 1:1 em volume é adequado independente se o agreagado é erlita,
vermiculita ou areia, sendo que para areia também adequa-se o e 1:3 em massa. Em seu
estudo o autor avalia a autilizaão de areia com dimensão máxima de 2,4mm como agregado
em traço 1:3 para aplicação como revesimento em alvenaria e esrutura de concreto . E
concluiu que é interessante o uso traços mais pobres e que a introdução de aditivos é
imprescidível, pois há redução da trabalhabilidade.
Quando se trata de aditivos, como a adição de fibras à argamassa de cimento ocorre redução
da trabalhabilidade, a utilização de aditivos se torna interessante para manter as características
mecânicas do material no estado endurecido. Já que a adição de água extra, a fim de melhorar
a trabalhabilidade, quase sempre reduz a resistência, aumenta a porosidade e tende a gerar
propagação das trincas, resultando em problemas de durabilidade.
Nas pastas de gesso, aditivos modificam o processo de hidratação. Em geral, modificam as
propriedades das superfícies dos cristais, alterando o processo de nucleação, o crescimento de
cristais e a cinética das reações de hidratação, proporcionando uma formação diferenciada no
tamanho, na morfologia e no arranjo dos cristais na forma hidratada (SONG et al., 2010).
Os aditivos retentores de água garantem a recristalização adequada e homogênea do material;
os aerantes e umectantes melhoram a trabalhabilidade, reduzindo a formação de grumos; os
reforçadores de aderência aumentam a aderência das pastas de gesso; e os plastificantes
aumentam a fluidez das pastas para o aumento da resistência mecânica.
Aditivos aceleradores e retardadores de pega são utilizados para controlar a cinética das
reações de hidratação, de forma a controlar os tempos de pega e a trabalhabilidade do
material. Os aditivos aceleradores de pega atuam no mecanismo de hidratação das pastas de
gesso com o aumento da solubilidade das fases anidras e por meio da formação de núcleos de
cristalização. Esses mecanismos aceleram a cinética das reações de hidratação, reduzindo o
tempo de indução da pasta; e acelerando o tempo de pega do material (SINGH;
MIDDENDORF, 2007).
Segundo Singh e Middendorf (2007), os aditivos retardadores de pega alteram as propriedades
superficiais dos cristais, proporcionando modificações nas fases de nucleação e crescimento
dos cristais. Os aditivos redutores de pega possuem natureza orgânica ou inorgânica. Em geral
são utilizados alguns tipos de ácidos carboxílicos (cítrico, málico, succínico e tartárico).
Para o gesso, as substâncias que oferecem fluidez à pasta e aumentam o tempo de início de
pega são o ácido cítrico (0,4%), o bórax (0,5%) e o fosfato de amônio dibásico (0,4%), em
teores menores que 1%. Já a proteína peptona com teor de 0,1% retarda de 9 minutos (pasta
sem aditivo) para 1h o início da cura da pasta com retardador. Ao passo que os acetatos em
teor de 2% também são retardadores eficazes, de acordo com Henao et al. (1997).
Ainda segundo Henao et al. (1997), ao adicionar substâncias retardantes como citratos, bórax,
fosfatos mono e dibásico e peptona observou-se uma queda de 15% na dureza. O autor
supracitado identifica ainda no grupo de ácidos orgânicos que o ácido cítrico apresenta melhor
desempenho, especificamente o citrato de sódio. Em segunda opção, o Bórax e por fim a
proteína caseína, devido à facilidade de aquisição e por não apresentar modificação nas

propriedades físico-mecânicas do gesso, apesar de ser necessário cerca de 10% desta proteína
para gerar uma hora de atraso no início da pega.
6.2 FASE FIBRA
As fibras podem ser classificadas em composição como orgânicas e inorgânicas. As fibras
orgânicas se dividem em naturais ou artificiais. Silva (2002) denomina fibra orgânica natural
àquela proveniente de vegetais que não passou por processo industrial antes do seu emprego
como reforço.
6.2.1 FIBRAS VEGETAIS
As fibras vegetais, também conhecidas como fibras lignocelulosicas, são formadas por
microfibrilas de celulose em uma matriz amorfa de lignina e hemicelulose, que são fibrilas ao
longo do comprimento da fibra. A fibra técnica é longa, perto de 1m, formada por um feixe de
10-40 fibras elementares. A fibra elementar tem comprimento entre 2 -5 cm, com diâmetro de
5-35µm compostas de microfibrilas de celulose. O teor de umidade das fibras vegetais varia
entre 5-10%. (PIGATTO, 2010)
As propriedades mecânicas e físicas da fibra apresentam bastante variabilidade, em função da
espécie da planta, tipo de plantio, tipo de solo e quanto à metodologia de ensaio. Dentre as
fibras vegetais estudadas até hoje, a fibra de sisal é uma das que possuem maior resistência à
tração, e por isso, é indicada para reforços de matrizes cerâmicas.
6.2.2 SISAL
O sisal é proveniente da planta Agave sisalana Perr que pertence à classe das
monocotiledôneas, família Agavaceae, subfamília Agavoidea e seu principal produto é a fibra
de sisal tipo dura, com elevados teores de celulose e lignina. Existem duas espécies no gênero
Agave, de importância econômica: A. Sisalana é a espécie da planta do sisal muito encontrada
na Bahia e a A. Fourcroydes, explorada no México sob a denominação de henequém.
Uma planta de sisal produz 200 - 250 folhas e cada folha é composta de 4% de fibra, 0,75%
de cutícula, 8% de matéria seca e 87,25% de água e contém 1000 - 1200 fibras. A fibra de
sisal tem entre 1,0 e 1,5m de comprimento e diâmetro de aproximadamente 100 - 300µm. Sua
estrutura é constituída de celulose, Lignina, pectina, hemicelulose e o ângulo das microfibrilas
de 10 - 22 graus (TABELA 5).
A celulose é um polímero linear, com unidades de glucose, apresentando algumas regiões
cristalinas. O teor de celulose influencia diretamente a resistência a tração e o módulo de
elasticidade. A hemicelulose é um polímero ramificado, composto por vários polissacarídeos.

Enquanto que a lignina é uma mistura amorfa e heterogênea de polímeros aromáticos
condensados e monômeros fenilpropano (JOHN et al., 2005)
O ângulo formado entre as microfibrilas e o eixo longitudinal da célula é também conhecido
como ângulo espiral. Segundo Ricl (2010), quanto menor o ângulo espiral, maior o
comprimento das microfibrilas e, portanto, maior será sua ordem cristalina. Esta angulação
determina diretamente o alongamento máximo de ruptura, que aumenta conforme aumenta o
ângulo, enquanto a resistência à tração e módulo de elasticidade variam inversamente ao
angulo.
Tabela 5– Propriedades da estrutura da fibra do Sisal
Fibra Celulose
(%)
Lignina
(%)
Ângulo das
microfibrilas (graus)
Sisal 78,6 9,9 10 -22
Fonte: Adaptado Savastano Jr. (2000)
Na TABELA 6 são apresentadas características físico - mecânicas das fibras de sisal segundo
algumas pesquisas.
Tabela 6 – Características físicas e mecânicas do Sisal
Propriedades M.
Específ.
(Kg/m³)
Absorção
Max.
(%)
Alongamento
na ruptura
(%)
Resistência
à tração
(MPa)
Módulo de
elasticidade
(GPa)
Ref.
Sisal
- - 29,2 176 14,9 Guimarães (1987)
1450 - 3-7 530-640 9,4-22 Chand et al. (1988)
- - 3-5 1000-2000 13-26 Beaudoin (1990)
750-1070 - 2,08-4,18 227,8-230 10,94-26,70 Toledo Filho (1997)
1370 110,0 4,9 a 5,4 347 a 378 15,2 Savastano Jr. (2000)
1500 - - 511-635 9,4-22 PNNL (2010)
1550 - 8,13 542 13,3 Thomas et al (2012)
1270-1500 - 2,8-10 126-800 3,8-62,0 Neto e Partini (2006)
Fonte: O autor

O comportamento mecânico do composto está intimamente ligado ao arranjo das fibras
(AGARWAL, 2006). Segundo o autor, fibras curtas são utilizadas de forma aleatória ou
algum procedimento específico deve ser feito para permitir a utilização desta de forma
orientada. Enquanto, fibras longas, permitem orientação aleatória e orientada. Arranjos
aleatórios são conseguidos com mantas e arranjos orientados com tecidos, mechas e fios.
Compósitos com fibras orientadas unidirecionalmente, possuem alto módulo e resistência na
direção longitudinal da fibra, enquanto são fracas na direção transversal. Essa característica
permite que esse material seja aplicado em situações determinadas e dessa forma, molda-se
um produto com resistência desenhada para a necessidade.
Quando não se conhece a carga atuante ou esta é similar em todas as direções, pode ser mais
vantajoso e econômico aplicar um compósito com fibras curtas orientadas aleatoriamente
como reforço, isto é, presentes em todas as direções, conferindo ao material composto uma
característica isotrópica. Podem ser produzidos com moldagem por injeção ou compressão e
são mais econômicos.
Entretanto, existem diferenciações na propagação de tensões que são características dos
compósitos de fibras curtas. Quando o comprimento da fibra é muito maior que o
comprimento de aplicação da tensão, a fibra é considerada contínua e o “efeito da ponta” pode
ser desconsiderado. Com fibras curtas, a fibra é descontínua esse efeito não pode ser
desconsiderado e o efeito da ponta influencia significativamente o comportamento e modo de
reforço do compósito.
Silva (2002) afirma que as fibras podem ser classificadas ainda quanto sua elasticidade em
fibras de alto e baixo módulo, norteando os tipos de aplicações em que cada uma pode
oferecer seus melhores resultados. Fibras de alto módulo melhoram a resistência do
compósito, principalmente à tração, já as fibras de baixo módulo conferem maior resistência
ao impacto e no estágio pós – fissurado, aumentando a tenacidade (AGOPYAN, 2005) isto é,
absorvem grande energia que promove resistência a esforços dinâmicos.
O estudo da aplicabilidade das fibras naturais como reforço foi iniciado, no Centro de
Pesquisa e Desenvolvimento da Bahia (CEPED) em 1982. Nessa pesquisa, verificou-se o uso
de fibras em matrizes cimentícias, em que compósitos com fibras longas, como as do sisal,
fibra de fácil aquisição na região, apresentou melhor resistência mecânica que a matriz sem
nenhum reforço. Ainda nesse estudo observou-se que placas tiveram melhor desempenho com
fibras longas, enquanto que ensaios com telhas, fibras curtas se adequaram melhor.
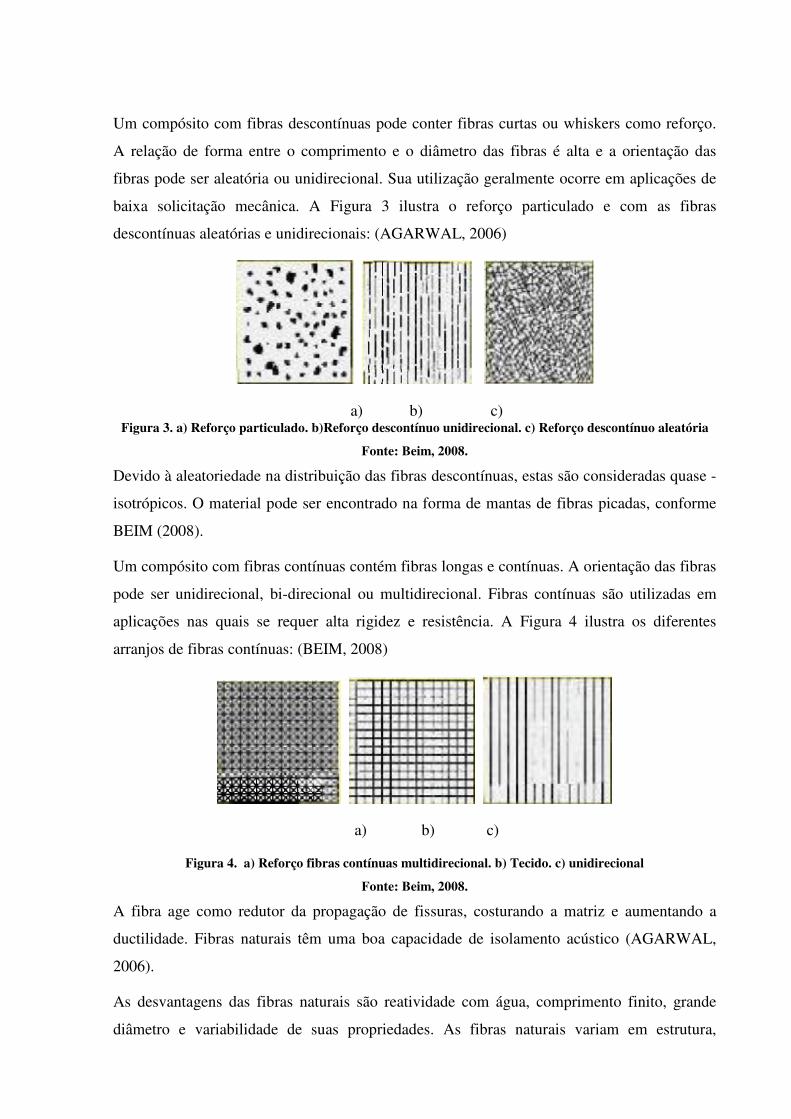
Um compósito com fibras descontínuas pode conter fibras curtas ou whiskers como reforço.
A relação de forma entre o comprimento e o diâmetro das fibras é alta e a orientação das
fibras pode ser aleatória ou unidirecional. Sua utilização geralmente ocorre em aplicações de
baixa solicitação mecânica. A Figura 3 ilustra o reforço particulado e com as fibras
descontínuas aleatórias e unidirecionais: (AGARWAL, 2006)
a) b) c) Figura 3. a) Reforço particulado. b)Reforço descontínuo unidirecional. c) Reforço descontínuo aleatória
Fonte: Beim, 2008.
Devido à aleatoriedade na distribuição das fibras descontínuas, estas são consideradas quase -
isotrópicos. O material pode ser encontrado na forma de mantas de fibras picadas, conforme
BEIM (2008).
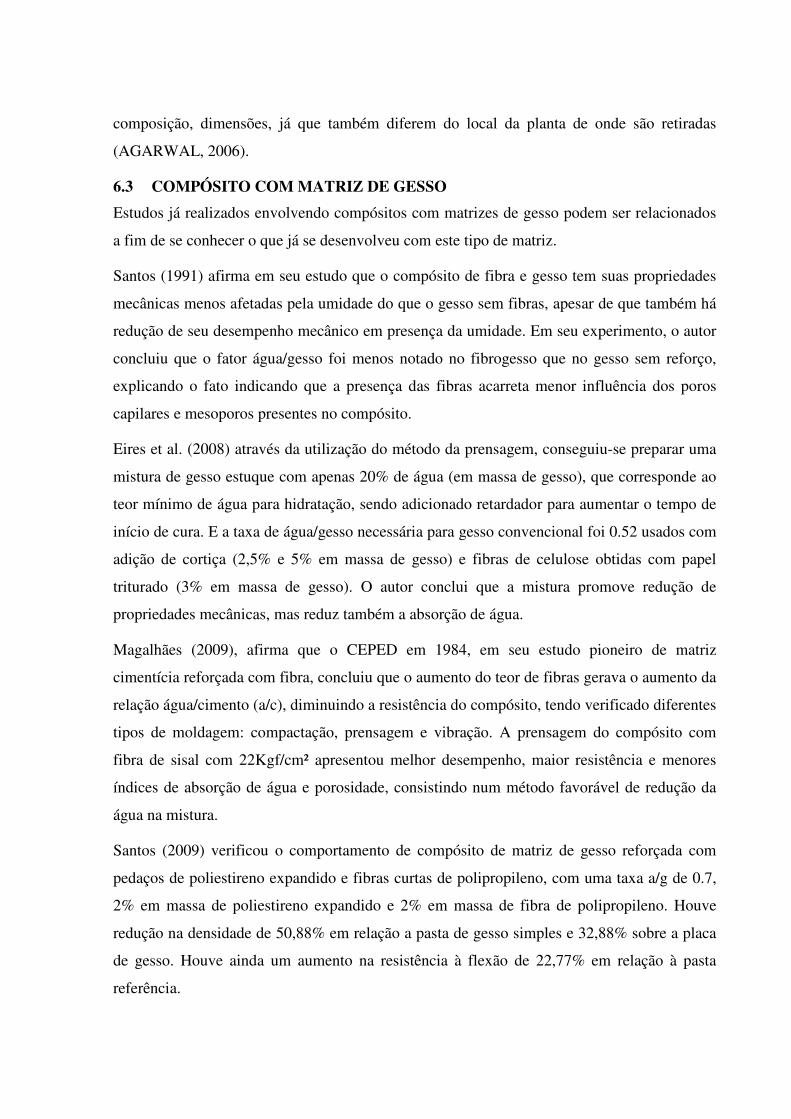
Um compósito com fibras contínuas contém fibras longas e contínuas. A orientação das fibras
pode ser unidirecional, bi-direcional ou multidirecional. Fibras contínuas são utilizadas em
aplicações nas quais se requer alta rigidez e resistência. A Figura 4 ilustra os diferentes
arranjos de fibras contínuas: (BEIM, 2008)
a) b) c)
Figura 4. a) Reforço fibras contínuas multidirecional. b) Tecido. c) unidirecional
Fonte: Beim, 2008.
A fibra age como redutor da propagação de fissuras, costurando a matriz e aumentando a
ductilidade. Fibras naturais têm uma boa capacidade de isolamento acústico (AGARWAL,
2006).
As desvantagens das fibras naturais são reatividade com água, comprimento finito, grande
diâmetro e variabilidade de suas propriedades. As fibras naturais variam em estrutura,
composição, dimensões, já que também diferem do local da planta de onde são retiradas
(AGARWAL, 2006).
6.3 COMPÓSITO COM MATRIZ DE GESSO
Estudos já realizados envolvendo compósitos com matrizes de gesso podem ser relacionados
a fim de se conhecer o que já se desenvolveu com este tipo de matriz.
Santos (1991) afirma em seu estudo que o compósito de fibra e gesso tem suas propriedades
mecânicas menos afetadas pela umidade do que o gesso sem fibras, apesar de que também há
redução de seu desempenho mecânico em presença da umidade. Em seu experimento, o autor
concluiu que o fator água/gesso foi menos notado no fibrogesso que no gesso sem reforço,
explicando o fato indicando que a presença das fibras acarreta menor influência dos poros
capilares e mesoporos presentes no compósito.
Eires et al. (2008) através da utilização do método da prensagem, conseguiu-se preparar uma
mistura de gesso estuque com apenas 20% de água (em massa de gesso), que corresponde ao
teor mínimo de água para hidratação, sendo adicionado retardador para aumentar o tempo de
início de cura. E a taxa de água/gesso necessária para gesso convencional foi 0.52 usados com
adição de cortiça (2,5% e 5% em massa de gesso) e fibras de celulose obtidas com papel
triturado (3% em massa de gesso). O autor conclui que a mistura promove redução de
propriedades mecânicas, mas reduz também a absorção de água.
Magalhães (2009), afirma que o CEPED em 1984, em seu estudo pioneiro de matriz
cimentícia reforçada com fibra, concluiu que o aumento do teor de fibras gerava o aumento da
relação água/cimento (a/c), diminuindo a resistência do compósito, tendo verificado diferentes
tipos de moldagem: compactação, prensagem e vibração. A prensagem do compósito com
fibra de sisal com 22Kgf/cm² apresentou melhor desempenho, maior resistência e menores
índices de absorção de água e porosidade, consistindo num método favorável de redução da
água na mistura.
Santos (2009) verificou o comportamento de compósito de matriz de gesso reforçada com
pedaços de poliestireno expandido e fibras curtas de polipropileno, com uma taxa a/g de 0.7,
2% em massa de poliestireno expandido e 2% em massa de fibra de polipropileno. Houve
redução na densidade de 50,88% em relação a pasta de gesso simples e 32,88% sobre a placa
de gesso. Houve ainda um aumento na resistência à flexão de 22,77% em relação à pasta
referência.

Dalmay et al. (2010) avaliou as propriedades de compósito de matriz de gesso reforçado com
cânhamo (59% de celulose e 17% de hemicelulose) ou linho (64% de celulose e 30% de
lignina). A principal dificuldade em relação a pasta de gesso é fragilidade, principalmente
observado no ensaio de tração. A adição de cânhamo quase dobrou o tempo de pega inicial e
final. O autor mediu a variação no tempo de pega com a adição de fibras tratadas com água,
NaOH, EDTA e CaCl2 na pasta de gesso e comparou com a pasta sem fibras. Houve redução
no tempo de pega em percentuais entre 25% e 40%. Quanto ao comportamento mecânico,
observou-se que o gesso passou de frágil para com comportamento de fratura não-linear.
Entre as fibras adicionadas, a de linho permitiu maior resistência à flexão.
Silva (2010) analisou a utilização de pó de coco como carga na matriz de gesso, em proporção
variando entre 1% e 20% sob ensaios de DRX, espectroscopia de raio X, MEV e TGA/DTG.
E para análise mecânicas volume de 1% e 5% de pó de coco foram utilizados com dois tipos
de granulometria, mesh 65 e 100. Com a carga, houve um aumento da temperatura de
decomposição e inicial de hidratação do gesso comercial e CaSO4.2H2O. Houve interação
entre os materiais e o melhor resultado de resistência a compressão foi do compósito com 1%
de pó de coco em granulometria maior, enquanto o melhoramento da resistência à flexão é
conseguida com maiores adições e granulometrias.
Chindaprasirt et al. (2011) avaliou materiais constituintes da argamassa feita com gesso
reciclado ou químico com aditivo químico, orgânico e inorgânico, que são ácido cítrico,
glucose e bicarbonato de sódio como retardadores do mecanismo de hidratação da pasta. Pó
de serra, fibra de coco e fibra de resíduo de tabaco foram incorporados para melhorar as
propriedades mecânicas. Terra de diatomáceas, cinzas volantes e cinzas foram incorporadas
para melhorar o comportamento mecânico. Os aditivos orgânicos e inorgânicos promoveram a
redução da massa específica, aumento da absorção de água e manteve os dados de resistência
quando comparado ao gesso comercial. As propriedades de isolamento térmico foram
melhoradas em razão da adição de cinza, fibra de coco e terra diatomácea. E ainda houve
resposta positiva no comportamento em relação ao ensaio ao fogo.
Mohandesi et. Al. (2011) avaliou um modelo de determinação da resistência a tração de
compósito de gesso reforçado com fibras curtas orientadas aleatoriamente de polipropileno e
poliparafenileno, em volume superior a 15%, com vistas a aplicações em habitações em áreas
de risco de terremoto. Teoria de análise do cisalhamento e tração, além de ensaio de pull out
foram utilizados. A maior aderência presente na ligação entre o gesso e poliparafenileno
aumentou a resistência à tração calculada através do modelo matemático proposto pelo autor.

Que concluiu afirmando que a fração de fibras adicionada contribui para o desempenho dos
resultados, que mesmo após comparativo apresentou baixa discrepância entre os resultados
encontrados.
Serna et al. (2012) estudou a incorporação de resíduo oriundo de pneus em matriz de gesso, a
fim de melhorar seu comportamento mecânico. O resultado foi um compósito com módulo de
elasticidade bem menor que o da pasta de gesso sem aditivos. Nessa pesquisa se avaliou a
adição de resíduo com granulometria de 0-1mm, 1-2mm e 2-4mm e em diferentes volumes,
1%, 3% e 5% e taxas de água/gesso de 0.6, 0.7 e 0.8. O autor concluiu que os materiais são
compatíveis, mas não acrescenta mecanicamente à matriz. Em geral, as propriedades
mecânicas decresceram com o uso da carga. E houve maior retenção de água.
Cunha et al. (2013), desenvolveu compósito de matriz de gesso e reforço de manta de fibra de
coco produzido pelo autor e tratada com NaOH, destinado à placa de forro e painel de
vedação. Variando a espessura de fibra adicionada ao material de 8 e 10 cm, realizou-se os
ensaios de capacidade térmica volumétrica, condutividade térmica e difusividade térmica,
evidenciando um menor valor k, que confere uma capacidade maior de isolação e redução de
carga térmica dentro de habitações.
7. METODOLOGIA
O experimento vai ser realizado para avaliar as variáveis relação água/gesso, a proporção de
gesso:agregado e a influência da espessura da placa em suas propriedades (TABELA 7).
Cada nível terá 6 amostras.
Tabela 7 – Arranjo experimental
Fatores Relação
a/g
proporção gesso :
agregado
Espessura
placa
Níveis 0,40;0,50 0;0,5;1 8,10,12
Fonte: O autor
Conforme o arranjo experimental, é possível dividir a produção do compósito em etapas bem
definidas, conforme FIGURA 5, onde se vê as etapas de mistura e as fases de caracterização.
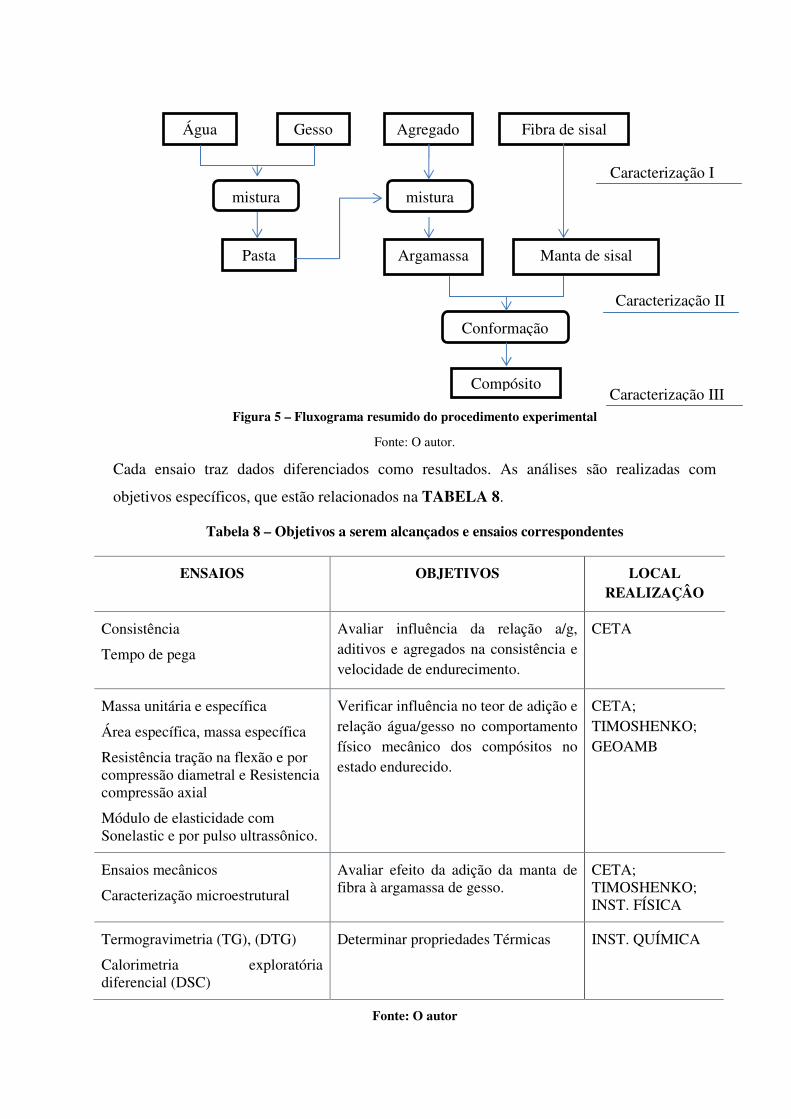
Figura 5 – Fluxograma resumido do procedimento experimental
Fonte: O autor.
Cada ensaio traz dados diferenciados como resultados. As análises são realizadas com
objetivos específicos, que estão relacionados na TABELA 8.
Tabela 8 – Objetivos a serem alcançados e ensaios correspondentes
ENSAIOS OBJETIVOS LOCAL REALIZAÇÂO
Consistência
Tempo de pega
Avaliar influência da relação a/g, aditivos e agregados na consistência e velocidade de endurecimento.
CETA
Massa unitária e específica
Área específica, massa específica
Resistência tração na flexão e por compressão diametral e Resistencia compressão axial
Módulo de elasticidade com Sonelastic e por pulso ultrassônico.
Verificar influência no teor de adição e relação água/gesso no comportamento físico mecânico dos compósitos no estado endurecido.
CETA; TIMOSHENKO; GEOAMB
Ensaios mecânicos
Caracterização microestrutural
Avaliar efeito da adição da manta de fibra à argamassa de gesso.
CETA; TIMOSHENKO; INST. FÍSICA
Termogravimetria (TG), (DTG)
Calorimetria exploratória diferencial (DSC)
Determinar propriedades Térmicas INST. QUÍMICA
Fonte: O autor
Caracterização III
Caracterização I
Água Gesso Agregado Fibra de sisal
mistura
Pasta Argamassa
mistura
Manta de sisal
Conformação
Compósito
Caracterização II

7.1. MATERIAIS
O gesso e a manta são comercializados na cidade de Salvador. O agregado utilizado para
formação da argamassa de gesso é areia fina. A areia deve ter dimensão máxima de 2,4mm
(JOHN, 2002). Serão caracterizadas conforme normas pertinentes para determinação da
granulometria adequada, massa específica e massa unitária.
As amostras serão avaliadas em ensaios mecânicos (tração, flexão e impacto), térmicos
(termogravimetria e calorimetria diferencial de varredura), análises reológicas, além de teste
de dureza, massa específica, absorção de água e da análise química, mineralógica e
morfológica (microscopia eletrônica de varredura).
7.2. GESSO
O ensaio de difração de raio-x por fluorescência caracteriza quimicamente o gesso e é
importante para identificar compostos químicos presentes no material que podem reagir
durante os processos de preparação, hidratação e cura da pasta e argamassa.
Para caracterização física do pó serão realizados: determinação da finura pelo método de
permeabilidade ao ar (NBR NM 76 - Método de Blaine), massa unitária e massa específica. A
distribuição granulométrica será por peneiramento (NBR 12127:1991), conforme FIGURA 6.
Figura 6 – Caracterização do Gesso em pó
Fonte: O autor.
Gesso (pó)
Caracterização I
granulometria Massa específica e área específica
Massa unitária
Termogravimetria
FRX – Fluorescência de raio X
Grau de pureza e água de cristalização NBR 12130
Geometria e dimensão
Análise térmica
Análise composição química
Análise Térmica Diferencial
Análise calorimétrica diferencial

A trabalhabilidade é uma propriedade empírica e difícil de ser definida. Em uma definição
simples a trabalhabilidade avalia a facilidade de manuseio, transporte e aplicação das pastas
sem perda da homogeneidade. Muitos autores utilizam a consistência e a plasticidade como
formas indiretas de avaliar e expressar a trabalhabilidade das pastas e argamassas.
A plasticidade tem origem nas forças de coesão internas da pasta (força de tensão superficial
entre os materiais e a água de amassamento), que está diretamente relacionado com a
superfície específica dos materiais. Quanto maior a superfície específica, mais água será
necessária para envolver seus grãos, que será somada à água necessária para manter a
plasticidade constante. A relação entre superfície específica e teor de água da pasta tem um
valor ótimo. Antes deste valor as partículas estão muito próximas tornando a pasta coesa
demais.
A viscosidade é a velocidade de deformação de um corpo. O teor de água, a dimensão e forma
das partículas influenciam na viscosidade. Esta se relaciona com a consistência das pastas
diretamente, pois quanto maior a viscosidade, maior a consistência. Os fatores que
influenciam a consistência são a superfície específica dos materiais, a relação
água/aglomerante e qualidade do aglomerante.
Quanto à hidratação o tempo de pega será avaliado por meio do aparelho de vicat, NBR
12128:1991. O aparelho de vicat possui uma agulha de 1mm² acoplada em sua extremidade
que penetra a amostra no molde do instrumento.
Para determinação da consistência utiliza-se o aparelho de vicat modificado, que consiste em
acoplar uma sonda cônica de 45mm de altura que penetra um molde de formato tronco-cônico
de 40mm de altura, 70mm de diâmetro de base e 60mm de diâmetro superior. Serão utilizados
ainda, o método do flow table.
A viscosidade é mais bem definida quando avaliada por meio de um viscosímetro e para
relacionar a taxa de cisalhamento e a taxa de deformação utiliza-se o estudo reológico, nesse
caso emprega-se o aparelho reômetro ou ainda o squeeze – flow.
A pasta será caracterizada fisicamente pela NBR 12128:1991.
Para caracterização mineralógica será utilizada a difração de raio-X (DRX).
Na FIGURA 7, observa-se o fluxo de ensaios a serem realizados na pasta de gesso e
argamassa no estado fresco e endurecido.

Figura 7 – Caracterização da pasta e argamassa de gesso
Fnte: O autor
A fim de verificar o desempenho da argamassa e da placa de gesso quando solicitados por
esforços mecânicos, serão feitos ensaios conforme a NBR 12129:1991 de resistência à
compressão. Serão realizados ainda ensaios resistência à flexão e determinação da resistência
à tração por compressão diametral (FIGURA 7).
7.3. SISAL
A caracterização física e mecânica do sisal contribui para a compreensão do comportamento
mecânico do compósito como apresentado na equação 4 (regra da mistura).
Determinação de massa específica a ser utilizada para os cálculos de área é resultado do
ensaio de picnometria de gás hélio realizada no instituto de física.
Tempo de pega
Consistência pH Massa específica
Água Gesso
Resistência à Compressão
axial
Módulo elasticidade
dinâmico
Dureza
Resistência ao Impacto
Resistência à Flexão
Calor específico
(calorímetro) Estado fresco
Estado endurecido
PASTA
mistura
Caracterização P1
Resistência à compressão diametral
Módulo elasticidade
estático

Com a massa da fibra medida em balança de precisão e com a densidade real da fibra, se
chega à área estimada de cada fibra. Esse método de determinação da massa específica é
importante na redução do erro, já que cada fibra tende a ter secção diferenciada ao longo de
seu comprimento e de fibra para fibra.
O ensaio de resistência à tração da fibra seguirá a norma americana ASTM D 3822, será
utilizada a máquina universal de ensaios modelo DL-2000 da EMIC – Equipamentos e
Sistemas de Ensaio Ltda., que atende à norma ASTM e ABNT.
A propriedade de absorção de água da fibra e a interferência deste fenômeno nas propriedades
mecânicas deste material serão avaliadas por meio de hornificação, que consiste em um
tratamento em que se promove 10 ciclos de molhagem e secagem da fibra com condições
conforme literatura, e submissão desta fibra a ensaio de resistência a tração para verificar a
variação promovida por esta exposição da fibra em ciclos e saturação e secagem, verificando
como isto interfere na microestrutura através da microscopia eletrônica de varredura (MEV).
O teor de água absorvida (wt%) das amostras será definida através da relação entre a massa
seca e a massa após imersão.
O sisal terá características térmicas avaliadas conforme os ensaios de TG e DSC.
7.4. COMPÓSITOS DE GESSO E FIBRA DE SISAL
Na conformação deste compósito, serão controladas e avaliadas as condições de temperatura e
pressão relacionadas ao tempo.
Fazer a moldagem do composto de gesso e manta por meio de método de processamento que
viabilize a otimização da quantidade de fibras na matriz. Dentre os métodos conhecidos estão
os de prensagem, compactação e vibração. Um corpo de prova de gesso sem a fase de fibra
será fabricado para servir como padrão de comparação com o corpo de prova com a manta.
Conformados os compósitos, teremos a caracterização deste quanto à massa unitária, massa
específica e dureza.
Com as mantas de fibra de sisal, procede-se a fabricação dos compósitos de matriz de gesso e
reforço de fibra.
O compósito terá características térmicas avaliadas conforme os ensaios de TG e DSC.
Quanto ao comportamento mecânico, será realizado ensaio de pull out, resistência a tração,
compressão, flexão, módulo de elasticidade e resistência ao impacto.

Segundo a NBR 12775:1992 será determinada nas placas de gesso as dimensões e
propriedades físicas.
A fim de determinar a resistência a tração será realizado ensaio com máquina universal de
ensaios modelo DL-2000 da EMIC – Equipamentos e Sistemas de Ensaio Ltda., que atende à
norma ASTM e ABNT. E ainda serão feitas análises por meio da tração na flexão e por ensaio
de compressão diametral.
A resistência ao impacto pelo método charpy ou Izod será determinada no material
compósito. Estes métodos variam de acordo com a posição do corpo de prova a ser ensaiado
sob impacto de um martelo.
Para avaliação das propriedades térmicas, identificando as variáveis: Variação de massa a
elevadas temperaturas, calor específico e variação de entalpia serão realizados os ensaios de
Termogravimetria (TG) e Calorimetria diferencial exploratória (DSC) do gesso de construção
em pasta, argamassa e compósito.
O Calor específico e variação de entalpia são avaliados pelo DSC, que é uma técnica em que a
diferença de energia fornecida a uma substância e a substância de referência é determinada
em função da temperatura.
A análise termogravimétrica permite acompanhar a perda de massa que ocorre em uma
amostra devido à elevação da temperatura ou do tempo de análise. Variações na massa
ocorrem devido à transformações químicas ou físicas, como perda de material por
volatilidade.
Para determinação do módulo de elasticidade dinâmico, será utilizado equipamento
SONELASTIC, instrumento de ensaio não destrutivo que mede o Módulo de elasticidade e
amortecimento de materiais a partir das frequências naturais de vibração obtidas pela técnica
de excitação por impulso, bem como também será determinado o módulo de elasticidade
dinâmico por medição por velocidade do pulso Ultrasônico (VPU), equipamento presente no
DCTM (Departamento de ciência e tecnologia dos materiais).
A avaliação da microestrutura será feita por meio de microscopia óptica (MO) e eletrônica de
varredura (MEV). Será avaliada a microestrutura em etapas iniciais e após alguns ensaios
mecânicos e térmicos a fim de verificar as variações sofridas ao nível micro ao longo dos
procedimentos.
Por fim, os dados encontrados serão analisados estatisticamente e representados por meio de
gráficos e tabelas.
8. VIABILIDADE
O compósito será desenvolvido dentro do grupo de pesquisa GPSustentável, na Universidade
Federal da Bahia (UFBA) que é auxiliado por empresas de cunho privado a fim de obter
materiais.
Os ensaios no compósito serão confeccionados com apoio do Laboratório Timoshenko,
Centro Tecnológico de Argamassas (CETA), Núcleo de Tecnologia da Preservação e
Restauração (NTPR), Laboratório de Ensaios em Durabilidade dos Materiais (LEDMa),
Departamento de Química da UFBA, que contam com os instrumentos necessários para
realização dos ensaios conforme exige a normatização. Verifica-se a correspondência de
ensaio e local de realização na TABELA 8.
8.1. CONFORMAÇÃO
A principal limitação deste trabalho encontra-se na determinação do adequado processo de
conformação para favorecer o completo embebimento do gesso e o alcance do objetivo
principal do trabalho, que consiste em utilizar elevado teor de fibra através do uso de manta.
Através de estudos preliminares, obteve-se dados referentes à caracterização do gesso e fibra
de sisal. Quanto ao gesso, pode-se enumerar os ensaios térmicos de termogravimetria (TG) e
Calorimetria exploratória diferencial (DSC), a determinação da dureza, módulo de finura, o
ensaio mecânico destrutivo de resistência à compressão simples e a avaliação do tempo de
pega para pasta com fator água – gesso de 0.40, 0.60, 0.65, 0.70,0.75, 0.80.
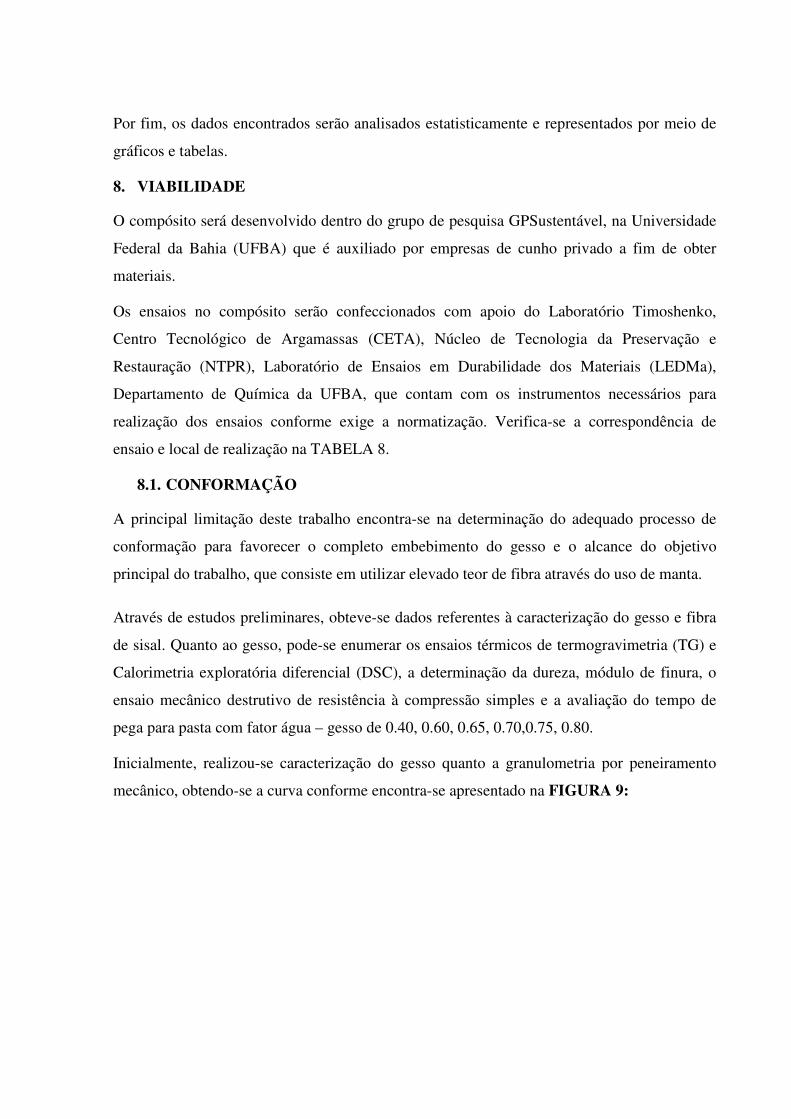
Inicialmente, realizou-se caracterização do gesso quanto a granulometria por peneiramento
mecânico, obtendo-se a curva conforme encontra-se apresentado na FIGURA 9:

30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
110,00
0,010,101,00
% Amostra que passa
% Amostra que passa
% Amostra que passa
% Amostra que passa
Diâmetro Peneira (mm)Diâmetro Peneira (mm)Diâmetro Peneira (mm)Diâmetro Peneira (mm)
Curva GranulométricaCurva GranulométricaCurva GranulométricaCurva Granulométrica
Figura 9 – Curva granulométrica do gesso
Fonte: O Autor.
O gesso estudado tem massa unitária abaixo do especificado pela NBR13207/94
(>700Kg/m³), sendo o resultado 664,53 Kg/m³. Este gesso é classificado como grosso de
fundição, devido às características que se relacionam ao módulo de finura e tempo de pega. O
módulo de finura encontrado de 1,76 (acima de 1,10) e os tempos de início (FIGURA 10) e
fim de pega (FIGURA 11) para os variados fatores a/g da pasta justificam a classificação.
0,00
3,00
6,00
9,00
12,00
0,3 0,4 0,5 0,6 0,7 0,8
Tempo (minutos)
Tempo (minutos)
Tempo (minutos)
Tempo (minutos)
Relação água/gesso Relação água/gesso Relação água/gesso Relação água/gesso
Início de PegaInício de PegaInício de PegaInício de Pega
Figura 10 – Tempo de início de pega para cada fator a/g estudado.
Fonte: O Autor.

0,00
5,00
10,00
15,00
20,00
25,00
0,3 0,4 0,5 0,6 0,7 0,8
Tempo (minutos)
Tempo (minutos)
Tempo (minutos)
Tempo (minutos)
Relação água/gessoRelação água/gessoRelação água/gessoRelação água/gesso
Fim de pegaFim de pegaFim de pegaFim de pega
Figura 11 – Tempo de fim de pega para cada fator a/g estudado.
Fonte: O Autor
Quanto à dureza, a pasta confeccionada que atendeu ao limite mínimo da norma NBR
12129/91 foi o de fator a/g de 0,40, conforme FIGURA 12.
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
0,30 0,40 0,50 0,60 0,70 0,80
Dureza
(N/m
m²)
Dureza
(N/m
m²)
Dureza
(N/m
m²)
Dureza
(N/m
m²)
Relação água/gessoRelação água/gessoRelação água/gessoRelação água/gesso
DurezaDurezaDurezaDureza
Figura 12 – Tempo de fim de pega para cada fator a/g estudado.
Fonte: O Autor
E sob ensaio de resistência à compressão simples, tem-se os resultados conforme FIGURA
13, sendo este com a pasta com fator a/g de 0,20 também sendo estudada, em acréscimo às já
citadas.

0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Resistência (MPa)
Resistência (MPa)
Resistência (MPa)
Resistência (MPa)
Relação água/gessoRelação água/gessoRelação água/gessoRelação água/gesso
Resistência à compressãoResistência à compressãoResistência à compressãoResistência à compressão
Figura 13 – Tempo de fim de pega para cada fator a/g estudado.
Fonte: O Autor
Para observação de como se daria a aderência fibra-matriz e como seria o aspecto do
compósito moldado manualmente, moldou-se em forma de alumínio de dimensão 31,00 x
45,50 x 3,00 cm compósitos com pasta de gesso com relação água-gesso de 0,60 e 0,50 e com
manta de fibra de sisal com titulação de 1200g/cm².
Para o compósito moldado com fator a/c igual a 0,60 a dimensão final foi de 30 x 30 x 2,5cm.
E para o compósito de moldado com fator a/c igual a 0,50 a dimensão final foi de 30 x 30 x
1,5 cm. Em ambos os casos, houve aderência adequada entre os materiais e a manta ficou
localizada na região central do compósito. Essa configuração do compósito moldado
manualmente retrata um processamento na forma de um sanduíche de gesso + fibra + gesso,
conforme representado abaixo (FIGURA 14):
Figura 14: Estrutura sanduíche do compósito
Fonte: O Autor.
O aspecto final dos compósitos citados podem ser observados na FIGURA 15.
Fibra de sisal

a) b) Figura 15 – placas de gesso e manta de sisal após desmolde. a) gesso com fator a/g de
0,60 b) gesso com fator a/g 0,50. Fonte: O Autor.
Para melhor visualização da estrutura do compósito, na FIGURA 16, a borda do compósito
de fator a/g de 0,50 pode ser visualizada.
Figura 16 – placas de gesso e manta de sisal com fator a/g 0,5. Fonte: O Autor.
Com essa experiência preliminar, conclui-se que a aderência é melhorada em matriz com fator
a/g de 0,50, a secagem é rápida e a trabalhabilidade é bem mais baixa em relação ao gesso
com fator a/g de 0,60.
Devido à verificação da fratura da matriz por meio de flexão manual sem que ocorresse o
destacamento entre fibra e matriz, entende-se que existe boa aderência. Seguindo essa
conclusão, poderia ser realizada a reparação no local da fratura e voltar a ter uma placa
inteira. Sem, no entanto, ter sido necessário a ocorrência de fratura abrupta com queda das
partes fraturadas da matriz.
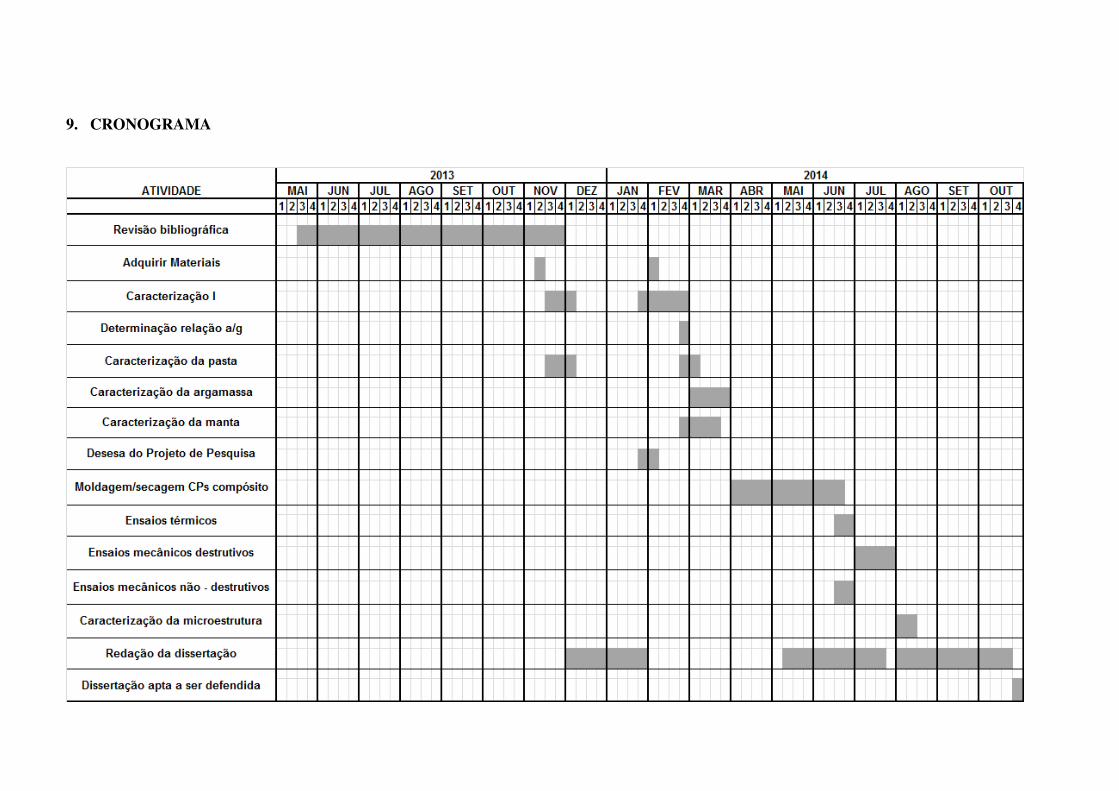
9. CRONOGRAMA
10. REFERENCIAL BIBLIOGRÁFICO
ABNT - Associação Brasileira de Normas Técnicas. NBR 12127 (MB-3468) - Gesso para construção - Determinação das propriedades físicas do pó. Rio de Janeiro. 1991a. ______. NBR 12128 (MB-3469) - Gesso para construção - Determinação das propriedades físicas da pasta. Rio de Janeiro. 1991b. ______. NBR 12129 (MB-3470) - Gesso para construção - Determinação das propriedades mecânicas. Rio de Janeiro. 1991c. ______. NBR 13207 - Gesso para construção civil. Rio de Janeiro. 1994.
AGOPYAN, V. et al. Alternativas para redução de desperdício de materiais nos canteiros de obras. São Paulo, FINEP, ITQC, Escola Politésnica da USP, 1998.
AGOPYAN, V., SAVASTANO, H., JOHN V.M. e CINCOTTO M.A. Developments on vegetable fibre-cement based materials in São Paulo, Brazil: an overview. Cement e Concrete Composites. 27 (2005) 527-536.
AGOPYAN, V., SAVASTANO, H. Compósitos cimentícios reforçados com fibras vegetais e suas aplicações. IN: TECNOLOGIA E MATERIAIS ALTERNATIVOS DE CONSTRUÇÃO. FREIRE, Wesley Jorge e BERALDO, Antonio Ludovico. Campinas, SP: Editora da UNICAMP, 2003.
ANTUNES, R.P.N. Estudo da influência da cal hidratada na pasta de gesso. Dissertação (Mestrado). Escola Politécnica da Universidade de São Paulo - Departamento de Engenharia da Construção Civil, São Paulo: 1999. 145p.
ANTUNES, R.P.N. ; JOHN,V.M.; ANDRADE,A.C. Produtividade dos revestimentos de gesso : Influencia das propriedades do material. In. Simpósio Brasileiro de Gestão da Qualidade e Organização do Trabalho, I. Recife, Anais, ANTAC, Recife,1999.
ANTUNES, R.P.N. ; JOHN, V.M. .O conceito de tempo útil das pastas de gesso. Boletim técnico da escola politécnica da USP - Departamento de Engenharia da Construção Civil, São Paulo 2000. 15 p.
ANTUNES, R.P.N. ; JOHN, V.M. . Argamassas de gesso. Ambiente Construído. Porto Alegre, 2000. v.2, n.1, 29 – 37p.
ARGAWAL, B.D., BROUTMAN, L.J., CHANDRASHENKHARA, K. Analysis and performance of fibre composites. Third Edition. Wiley Publications. 2006.
BALAGURU,P.N.; SHAH, P.S. Fiber-reinforced cement composites. Mcgraw-Hill international editions, 1992.
BEIM, K.F. Estudo comparativo das tensões cisalhantes na interface entre camadas de um compósito polimérico de fibra de carbono pelos métodos numérico e experimental. Dissertação (Mestrado em Ciências na área de Tecnologia Nuclear- Materiais). Instituto de Pesquisas Energéticas e Nucleares (IPEN) – Autarquia associada à Universidade de São Paulo. São Paulo, 2008.
BERNHOEFT, L. F. Caracterização de propriedades físicas e mecânicas de argamassa com gesso reciclado. Dissertação (Mestrado - Construção Civil) Universidade de Pernambuco, Escola Politécnica, Recife: UPE, 2010. 80 p.
CALLISTER, Jr., W.D. Ciência e Engenharia dos Materiais: uma Introdução. Rio de Janeiro: LTC, 2008.
CARVALHO, R. F. Compósitos de fibra de sisal para uso em reforço de estruturas de madeira. TESE (Doutorado em Ciência e Engenharia dos Materiais) - Universidade de São Carlos. Escola de Engenharia de São Carlos. São Carlos: 2005.
CERCHIARO, J. R. Comportamento mecânico de compósitos com poliéster e tecidos de sisal por moldagem manual. Dissertação (mestrado) – Universidade Federal da Bahia. Escola Politécnica, Salvador: 2010
CETEM – Centro de Tecnologia Mineral, 2009. Ferramenta de pesquisa e banco de dados Mineral Data, do Ministério de Ciência e Tecnologia. Disponível em: <http://www3.cetem.gov.br:8080/mineraldata/app*>. Diversos Acessos.
CHINDAPRASIRT, P.; BOOSERN, K. et al. Plaster materials from waste calcium sulfate containing chemical, organic fibers and inorganic additives. Construction and Building Materials. N. 25, 2011. 3193 - 3203p.
CIWMB (California Integrated Waste Management Board) Drywall Recycling. 01/09/03 Disponível em: http://www.ciwmb.ca.gov/ConDemo/factsheets/Drywall.htm#Economics. Diversos Acessos.
ÇOLAK, A. Density and Strenght Charecteristics of Foamed Gypsum. Cement and Concrete Composits. N.22, 2000. 193 – 200p.
CONAMA – Conselho Nacional do Meio Ambiente. Resolução nº 307, 5 de julho de 2002.
CUNHA, P.W.S. et al. Propriedades termofísicas de compósitos de matriz de gesso e fibra vegetal. HOLOS, Ano 29, v. 1. 2013. ISSN 1807 1600
DEPARTAMENTO NACIONAL DA PRODUÇÃO MINERAL. Gipsita. In: Sumário Mineral. 2012. Disponível em: <https://sistemas.dnpm.gov.br/publicacao/mostra_imagem.asp?IDBancoArquivoArquivo=7393> . Diversos Acessos.
DIAS, A.M.N.; CINCOTTO, M.A. Revestimento à base de gesso de construção. Boletim técnico da escola politécnica da USP - Departamento de Engenharia da Construção Civil, São Paulo: EPUSP, 1995.
EIRES, R.; CAMÕES, A. e JALALI, S. Novos materiais de construção à base de gesso e desperdícios industriais. In: 3° CONGRESSO NACIONAL DA CONSTRUÇÃO. Universidade de coimbra, Coimbra – Portugal: 2007.

HENAO, A.M.G.; CINCOTTO, M.A. Seleção de substâncias retardadoras do tempo de pega do gesso na construção. Boletim técnico da escola politécnica - Departamento de Engenharia da Construção Civil, São Paulo: EPUSP, 1997. 25p
JOHN, V. M. Resíduos de construção e demolição. In: SEMINÁRIO DE RESÍDUOS SÓLIDOS/Pares Poli - Ações responsáveis e Soluções sustentáveis. Escola Politécnica da Universidade de São Paulo (PCC – Poli USP), 2001. Disponível em: http://www.reciclagem.pcc.usp.br/ftp/Pares%20-%20Poli_vmjohn.pdf. Acesso em: 02/04/2012.
JOHN, V. M. ;ANTUNES, R.P.N. Argamassas de Gesso. Ambiente Construído. Porto Alegre, v. 2, n. 1, p. 29-37, jan./mar. 2002. ISSN 1415-8876
JOHN, V. M. e CINCOTTO, M. A.. Alternativas de Gestão dos Resíduos de Gesso. Universidade de São Paulo - Escola Politécnica. São Paulo. 2003.
JONH, V. M. Gestão de Resíduo do Gesso. In: Seminário Latino Americano de Gesso (SLAG). Recife, agosto de 2003. Disponível em: http://www.reciclagem.pcc.usp.br/ftp/Pares%20-%20Poli_vmjohn.pdf. Acesso em: 02/04/2012.
MACIEIRA, R.P. Produção de Compósito do Tipo Gesso – Polímero para Aplicação na Fabricação de Painéis Externos em Edificações. Dissertação (Mestrado). Mestrado em Desenvolvimento de Processos Industriais. Universidade Católica de Pernambuco, 2011. 152p.
MAGALHÃES, A. C. T. V. de. Estudo de fibras vegetais, mucilagem de cacto e gesso em componentes construtivos. Dissertação (Mestrado) - Universidade de Brasília (UnB), Programa de Pós - Graduação em Arquitetura e urbanismo, Brasília, 2009. 123f.
MENDONÇA, P. T. Materiais compostos e estruturas – sanduíche: projeto e análise. Tensões higrotérmicas: Capítulo 7. Ed. Manole, 2005. 656p.
MEHTA,P.K.; MONTEIRO, P.J.M. Concreto : estrutura, propriedades e materiais. PINI, São Paulo. 1994.
MOHANDESI, A.J. et al. Analytical Modeling of strength in randomly oriented PP and PPTA short fiber reinforced gypsum composites. Computational Materials Science. n 50. 2011, 169 – 1624p.
MOREIRA, D.D.C. et al. Compósitos de gesso reforçados com fibra de curauá e mucilagem de babosa – Ensaio de absorção. XL CONGRESSO BRASILEIRO DE EDUCAÇÃO EM ENGENHARIA (COBENGE). Belem – PA. 2012.
KERN, A. P. Estudo da viabilidade da incorporação de resíduos de contrafortes de calçados em matriz de gesso para uso como material de construção civil. Dissertação (Mestrado em Engenharia Civil) - Universidade Federal de Porto Alegre (UFPA), Programa de Pós graduação em Engenharia civil (PPGEC). Porto Alegre, 1999.

OLIVARES, H. F. et al. Experimental Analysis of toughness and modulus of rupture increase of sisal short fiber reinforced hemihydrated gypsum. Composite Structure. n.22. 1992. 123 – 137p.
OLIVEIRA, C.T.E.; AGOYAN, V. Desenvolvimento de um painel de gesso reforçado com fibra de vidro para vedaão vertical interna. Boletim técnico da escola politécnica da USP - Departamento de Engenharia da Construção Civil, São Paulo: EPUSP, 1996. 18p.
OLIVEIRA, M. P. Materiais compósitos à base de gesso contendo EVA (Etileno Acetato de Vinila) e vermiculita: Otimização de misturas e propriedades termomecânicas. Tese (Doutorado em Engenharia Mecânica) – Universidade federal da Paraíba (UFP) Programa de Pós-graduação em Engenharia mecânica. Paraíba, 2009.
PEREIRA, A. et al. Inspection and diagnosis system for gypsum plasters in partition walls and ceilings. Construction and Building Materials. N. 25, 2011. 2146-2156p.
REYNAUD,P.,SAÂDAOUI, M., MEILLE, S., FANTOZZI, G., Water effect on internal friction of set plaster. Materials Science and Engineering. A 442 (2006) 500-503p.
RICL, A.; JOSÉ, N.M.; CARVALHO, R.F.Caracterização física e química da fibra da folha de licuri syagro coronata (martius). BECCARI, 2009.
SANTOS, I. S. S. dos.; AGOYAN, V. A influência da relação água gesso nas propriedades mecânicas do fibrogesso. Boletim técnico da escola politécnica da USP - Departamento de Engenharia da Construção Civil, São Paulo: EPUSP, 1991. 13p.
SAVASTANO JR., H. Materiais à base de cimento reforçados com fibra vegetal: reciclagem de resíduos para a construção de baixo custo. Tese (Livre-docência) – Universidade de São Paulo, São Paulo, 2000.
SERNA, A. et al. Improvement of Gypsum Plaster Strain Capacity byAddition of rubber particle from recycled tyres. Construction and Building Materials. N. 35, 2012. 633 – 641p.
SEVERO, E.M.F. Impactos ambientais: o grande desafio para o crescimento sustentável da indústria do gesso pernambucano. Dissertação (Mestrado - Construção Civil) Universidadede Pernambuco, Escola Politécnica, Programa de Pós-Graduação em Engenharia Civil UPE, Escola Politécnica, 2011.125 f.
SILVA, A. C. Estudo da durabilidade de compósitos reforçados com fibras de celulose. Dissertação (Mestrado) - Escola Politécnica da Universidade de São Paulo, Departamento de Engenharia da Construção Civil, São Paulo, 2002. 128p.
SILVA, M. G. S. Desenvolvimento de compósito a base de gesso e pó de fibra de coco. Dissertação (Mestrado) - Universidade Federal de Sergipe (UFSE), Programa de Pós-Graduação em Ciência e Engenharia de Materiais, São Cristóvão, 2010. 73f.
THOMAS, N.I.R. Influência de tratamentos superficiais em fibras de Licuri na aderência interfacial do compósito com matriz poliéster. Dissertação (Mestrado) –

Universidade Federal da Bahia (UFBA), Programa de Mestrado em Engenharia Ambiental Urbana. Salvador, 2011.
ZANOTTO, E.D.; MIGLIORI JR., E.R. Propriedades mecânicas de materiais cerâmicos: uma introdução. CERÂMICA, N. 37, (247), 1991.
YOSOMITA, R. et al. (1989). Adhesion and bonding in composites.New York, Marcel Dekker, Inc. 1989





























