Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DO PARANÁ
MESTRADO EM ENGENHARIA QUÍMICA
GILVANE BUENO DA PAIXÃO
SÍNTESE DE POLIOL A PARTIR DE GLICEROL E ÓLEO DE SOJA EPOXIDADO
E SUA APLICAÇÃO NA ENGENHARIA QUÍMICA
CURITIBA
2014
GILVANE BUENO DA PAIXÃO
SÍNTESE DE POLIOL A PARTIR DE GLICEROL E ÓLEO DE SOJA EPOXIDADO
E SUA APLICAÇÃO NA ENGENHARIA QUÍMICA
Dissertação de mestrado apresentado ao Programa de Pós-Graduação em Engenharia Química do Setor de Tecnologia da Universidade Federal do Paraná como requisito parcial para obtenção do grau de Mestre.
Orientador: Prof. Dr. Marcelo Kaminski
Lenzi Profª Dra Sônia Faria
Zawadzki
CURITIBA
2014

Aos meus pais, a quem Deus me deu o privilégio de ser filha,
e ao meu marido, com o qual Deus me presenteou.
AGRADECIMENTOS
Demonstrar gratidão é uma das maneiras de declarar carinho, respeito e
admiração às pessoas que nos apoiaram em nossas conquistas, e também uma
forma de reconhecer que e impossível vencer sozinho.
Agradeço primeiramente a Deus, por sempre colocar em meu caminho
pessoas especiais e pelas oportunidades.
Ao Prof. Dr. Marcelo Kaminski Lenzi, pela orientação, apoio, incentivo,
dedicação e amizade. A quem admiro e respeito pelo seu caráter e dedicação ao
lecionar.
À Prof ª. Dr ª. Sonia Faria Zawadzki, pela coorientação, apoio e amizade.
Ao Prof. Dr. Marcos Lucio Corazza pelo apoio, amizade e por sempre estar
disposto para esclarecer dúvidas.
Ao Prof. Dr. Papa Matar Ndiayer, pelo apoio e amizade.·.
Ao Prof. Dr. Arion Zandoná Filho, pela ajuda nas análises cromatográficas,
apoio e amizade.
À minha família, em especial meus pais, Clarice e Divonzir, pelo amor
incondicional, incentivo e apoio. Por toda dedicação e exemplo, por me ensinarem a
nunca desistir e buscar meus sonhos. À minha irmã Josiane e aos meus sobrinhos
Ruan e Renan, pelo amor e compreensão nos momentos de ausência.
Ao meu marido e amigo Ricardo, por estar sempre ao meu lado. Devido a sua
compreensão, incentivo, amor e companheirismo, este trabalho pôde ser realizado.
É por você que tento ser uma pessoa melhor a cada dia.
À minha querida amiga Patrícia Dias, pelo ombro amigo e momentos de
descontração.
Aos meus amigos e colegas do PPGEQ, que fizeram destes últimos anos,
tempo de companheirismo e alegria, em especial a Fabiane Harmerski, Giselle S.
Silva, Juliana P. Foltin, Luís Ricardo S. Kanda, Michael Prado, Alexis Miguel
Escorsim, Luana O. Pitol, Ricardo M. Storrer e Thiago Bogler. E a meus sempre
bons e velhos amigos Jéssica Jakubiak Bento e Marcus Vinícius Brandalize.
À minha amiga do PPGAL, Paloma Cabral, pela amizade companheirismo e
momentos de alegria.
Ao Doutorando Thiago Alessandre da Silva pela ajuda e amizade.
Ao corpo técnico do PPGEQ, Aline Andreza da C. Lima, Ivan Ricardo de
Barros e Cintia Kuznharski, pelos serviços prestados.
À empresa Inbra, pelo fornecimento do óleo de soja epoxidado.
À empresa Dow do Brasil pelo fornecimento do isocianato.
À Coordenação de Pós-Graduação em Engenharia Química.
A CAPES pelo apoio a pesquisa e incentivo financeiro.
Aos Professores que passaram por minha vida, meu sincero agradecimento,
pois sem a colaboração de todos não seria possível esta conquista. "Se enxerguei
mais longe, foi porque me apoiei sobre os ombros de gigantes." (Isaac Newton)
As demais pessoas que de alguma forma compartilharam comigo os desafios
dessa etapa, e que por um lapso de memória não foram mencionadas.

"O sucesso nasce do querer, da determinação e persistência em
se chegar a um objetivo. Mesmo não atingindo o alvo,
quem busca e vence obstáculos, no
mínimo fará coisas admiráveis."
(José de Alencar)
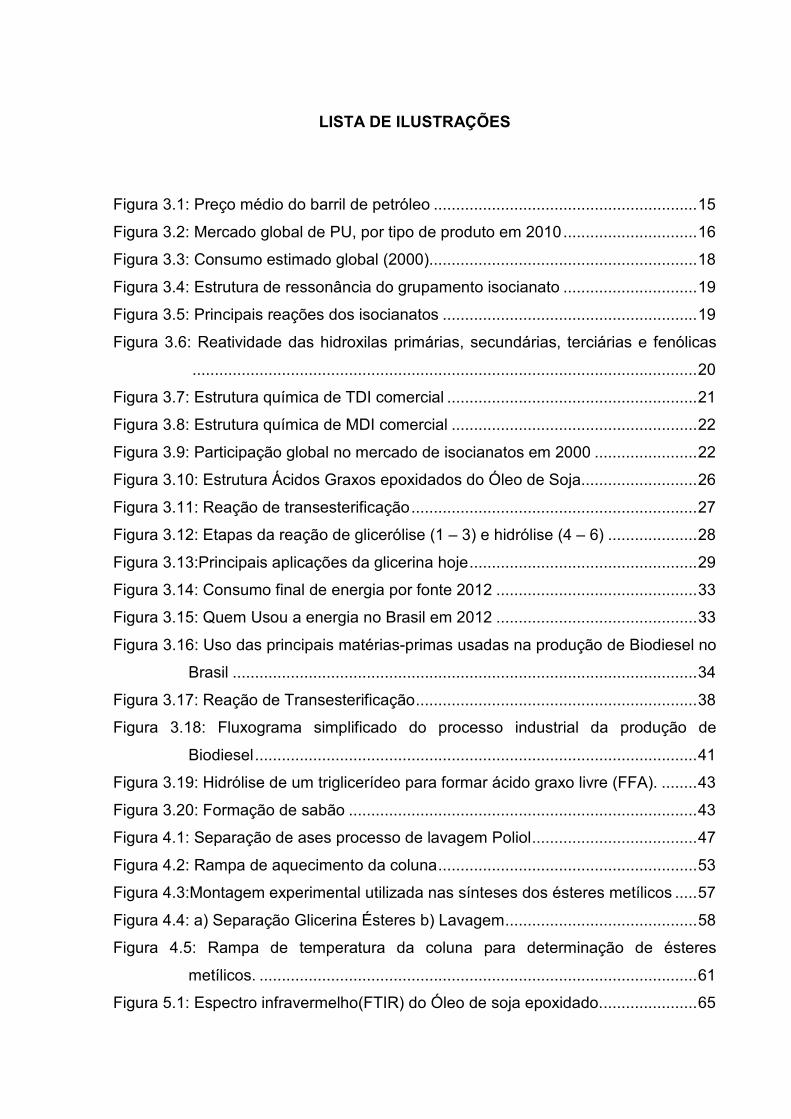
LISTA DE ILUSTRAÇÕES
Figura 3.1: Preço médio do barril de petróleo ........................................................... 15
Figura 3.2: Mercado global de PU, por tipo de produto em 2010 .............................. 16
Figura 3.3: Consumo estimado global (2000)............................................................ 18
Figura 3.4: Estrutura de ressonância do grupamento isocianato .............................. 19
Figura 3.5: Principais reações dos isocianatos ......................................................... 19
Figura 3.6: Reatividade das hidroxilas primárias, secundárias, terciárias e fenólicas
................................................................................................................. 20
Figura 3.7: Estrutura química de TDI comercial ........................................................ 21
Figura 3.8: Estrutura química de MDI comercial ....................................................... 22
Figura 3.9: Participação global no mercado de isocianatos em 2000 ....................... 22
Figura 3.10: Estrutura Ácidos Graxos epoxidados do Óleo de Soja .......................... 26
Figura 3.11: Reação de transesterificação ................................................................ 27
Figura 3.12: Etapas da reação de glicerólise (1 – 3) e hidrólise (4 – 6) .................... 28
Figura 3.13:Principais aplicações da glicerina hoje ................................................... 29
Figura 3.14: Consumo final de energia por fonte 2012 ............................................. 33
Figura 3.15: Quem Usou a energia no Brasil em 2012 ............................................. 33
Figura 3.16: Uso das principais matérias-primas usadas na produção de Biodiesel no
Brasil ........................................................................................................ 34
Figura 3.17: Reação de Transesterificação ............................................................... 38
Figura 3.18: Fluxograma simplificado do processo industrial da produção de
Biodiesel ................................................................................................... 41
Figura 3.19: Hidrólise de um triglicerídeo para formar ácido graxo livre (FFA). ........ 43
Figura 3.20: Formação de sabão .............................................................................. 43
Figura 4.1: Separação de ases processo de lavagem Poliol ..................................... 47
Figura 4.2: Rampa de aquecimento da coluna .......................................................... 53
Figura 4.3:Montagem experimental utilizada nas sínteses dos ésteres metílicos ..... 57
Figura 4.4: a) Separação Glicerina Ésteres b) Lavagem ........................................... 58
Figura 4.5: Rampa de temperatura da coluna para determinação de ésteres
metílicos. .................................................................................................. 61
Figura 5.1: Espectro infravermelho(FTIR) do Óleo de soja epoxidado. ..................... 65
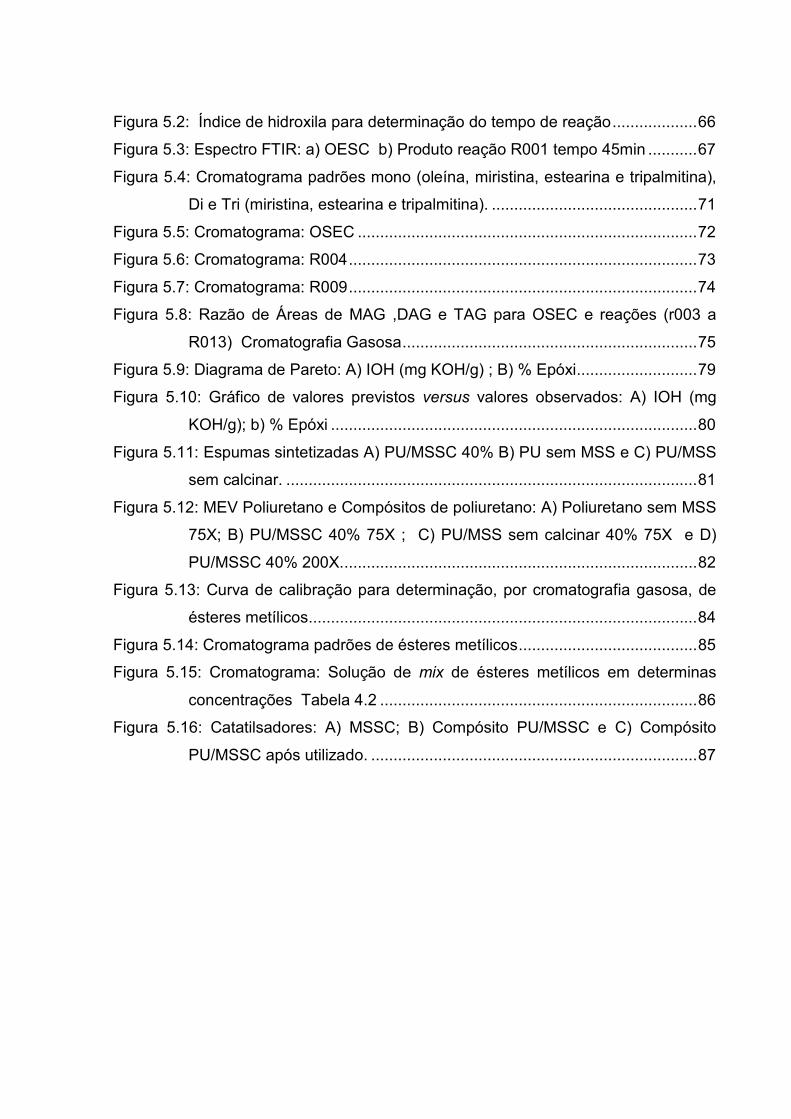
Figura 5.2: Índice de hidroxila para determinação do tempo de reação ................... 66
Figura 5.3: Espectro FTIR: a) OESC b) Produto reação R001 tempo 45min ........... 67
Figura 5.4: Cromatograma padrões mono (oleína, miristina, estearina e tripalmitina),
Di e Tri (miristina, estearina e tripalmitina). .............................................. 71
Figura 5.5: Cromatograma: OSEC ............................................................................ 72
Figura 5.6: Cromatograma: R004 .............................................................................. 73
Figura 5.7: Cromatograma: R009 .............................................................................. 74
Figura 5.8: Razão de Áreas de MAG ,DAG e TAG para OSEC e reações (r003 a
R013) Cromatografia Gasosa .................................................................. 75
Figura 5.9: Diagrama de Pareto: A) IOH (mg KOH/g) ; B) % Epóxi ........................... 79
Figura 5.10: Gráfico de valores previstos versus valores observados: A) IOH (mg
KOH/g); b) % Epóxi .................................................................................. 80
Figura 5.11: Espumas sintetizadas A) PU/MSSC 40% B) PU sem MSS e C) PU/MSS
sem calcinar. ............................................................................................ 81
Figura 5.12: MEV Poliuretano e Compósitos de poliuretano: A) Poliuretano sem MSS
75X; B) PU/MSSC 40% 75X ; C) PU/MSS sem calcinar 40% 75X e D)
PU/MSSC 40% 200X. ............................................................................... 82
Figura 5.13: Curva de calibração para determinação, por cromatografia gasosa, de
ésteres metílicos ....................................................................................... 84
Figura 5.14: Cromatograma padrões de ésteres metílicos ........................................ 85
Figura 5.15: Cromatograma: Solução de mix de ésteres metílicos em determinas
concentrações Tabela 4.2 ....................................................................... 86
Figura 5.16: Catatilsadores: A) MSSC; B) Compósito PU/MSSC e C) Compósito
PU/MSSC após utilizado. ......................................................................... 87
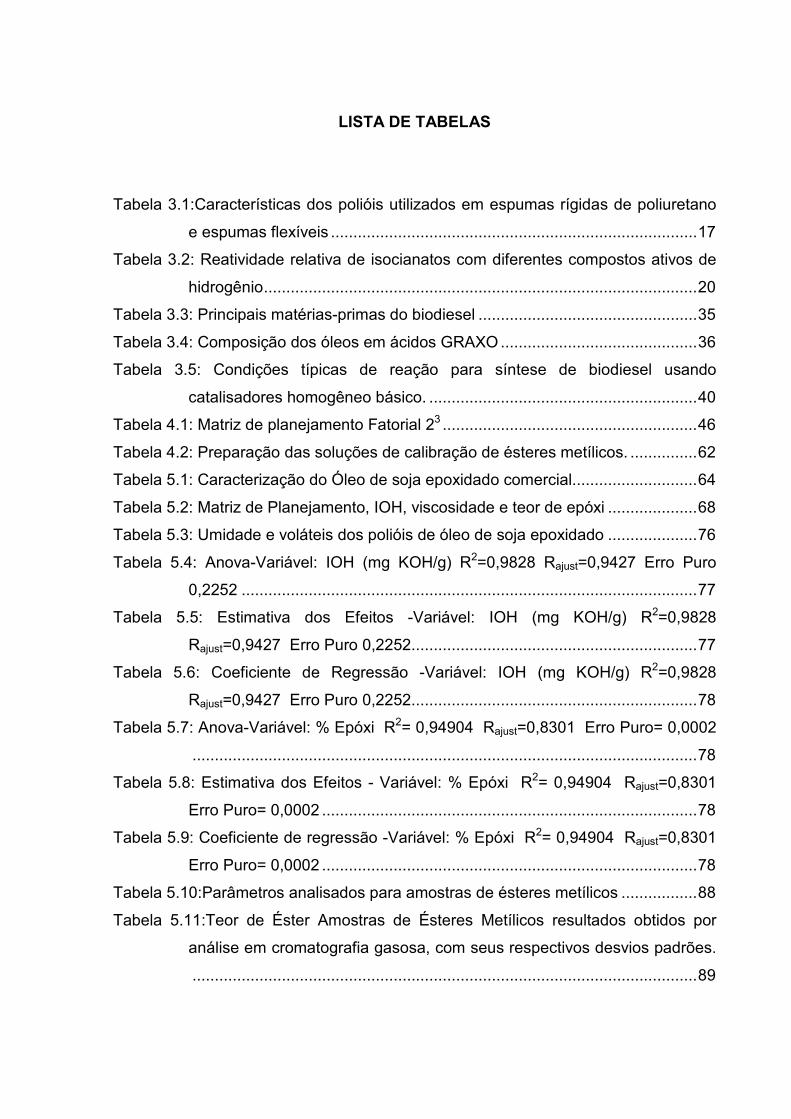
LISTA DE TABELAS
Tabela 3.1:Características dos polióis utilizados em espumas rígidas de poliuretano
e espumas flexíveis .................................................................................. 17
Tabela 3.2: Reatividade relativa de isocianatos com diferentes compostos ativos de
hidrogênio ................................................................................................. 20
Tabela 3.3: Principais matérias-primas do biodiesel ................................................. 35
Tabela 3.4: Composição dos óleos em ácidos GRAXO ............................................ 36
Tabela 3.5: Condições típicas de reação para síntese de biodiesel usando
catalisadores homogêneo básico. ............................................................ 40
Tabela 4.1: Matriz de planejamento Fatorial 23 ......................................................... 46
Tabela 4.2: Preparação das soluções de calibração de ésteres metílicos. ............... 62
Tabela 5.1: Caracterização do Óleo de soja epoxidado comercial ............................ 64
Tabela 5.2: Matriz de Planejamento, IOH, viscosidade e teor de epóxi .................... 68
Tabela 5.3: Umidade e voláteis dos polióis de óleo de soja epoxidado .................... 76
Tabela 5.4: Anova-Variável: IOH (mg KOH/g) R2=0,9828 Rajust=0,9427 Erro Puro
0,2252 ...................................................................................................... 77
Tabela 5.5: Estimativa dos Efeitos -Variável: IOH (mg KOH/g) R2=0,9828
Rajust=0,9427 Erro Puro 0,2252 ................................................................ 77
Tabela 5.6: Coeficiente de Regressão -Variável: IOH (mg KOH/g) R2=0,9828
Rajust=0,9427 Erro Puro 0,2252 ................................................................ 78
Tabela 5.7: Anova-Variável: % Epóxi R2= 0,94904 Rajust=0,8301 Erro Puro= 0,0002
................................................................................................................. 78
Tabela 5.8: Estimativa dos Efeitos - Variável: % Epóxi R2= 0,94904 Rajust=0,8301
Erro Puro= 0,0002 .................................................................................... 78
Tabela 5.9: Coeficiente de regressão -Variável: % Epóxi R2= 0,94904 Rajust=0,8301
Erro Puro= 0,0002 .................................................................................... 78
Tabela 5.10:Parâmetros analisados para amostras de ésteres metílicos ................. 88
Tabela 5.11:Teor de Éster Amostras de Ésteres Metílicos resultados obtidos por
análise em cromatografia gasosa, com seus respectivos desvios padrões.
................................................................................................................. 89
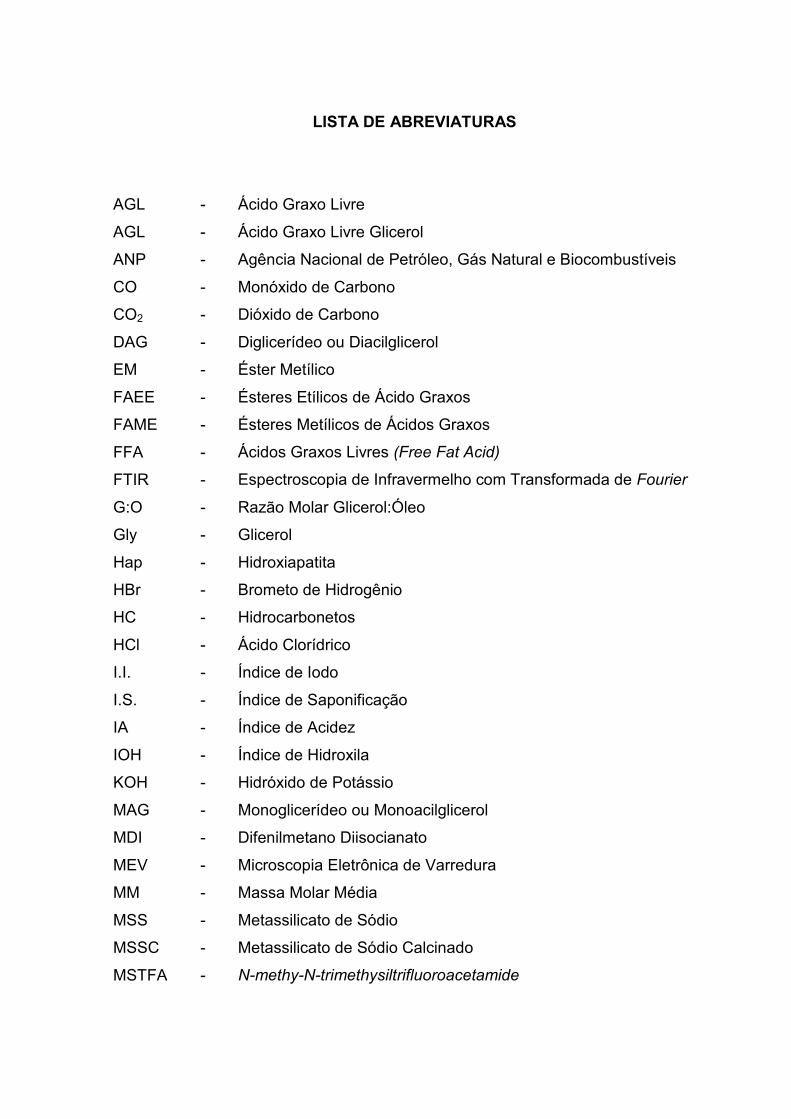
LISTA DE ABREVIATURAS
AGL - Ácido Graxo Livre
AGL - Ácido Graxo Livre Glicerol
ANP - Agência Nacional de Petróleo, Gás Natural e Biocombustíveis
CO - Monóxido de Carbono
CO2 - Dióxido de Carbono
DAG - Diglicerídeo ou Diacilglicerol
EM - Éster Metílico
FAEE - Ésteres Etílicos de Ácido Graxos
FAME - Ésteres Metílicos de Ácidos Graxos
FFA - Ácidos Graxos Livres (Free Fat Acid)
FTIR - Espectroscopia de Infravermelho com Transformada de Fourier
G:O - Razão Molar Glicerol:Óleo
Gly - Glicerol
Hap - Hidroxiapatita
HBr - Brometo de Hidrogênio
HC - Hidrocarbonetos
HCl - Ácido Clorídrico
I.I. - Índice de Iodo
I.S. - Índice de Saponificação
IA - Índice de Acidez
IOH - Índice de Hidroxila
KOH - Hidróxido de Potássio
MAG - Monoglicerídeo ou Monoacilglicerol
MDI - Difenilmetano Diisocianato
MEV - Microscopia Eletrônica de Varredura
MM - Massa Molar Média
MSS - Metassilicato de Sódio
MSSC - Metassilicato de Sódio Calcinado
MSTFA - N-methy-N-trimethysiltrifluoroacetamide
NaCl - Cloreto de Sódio
NaOH - Hidróxido de Sódio
NOx - Óxido de Nitrogênio
OSE - Óleo de Soja epoxidado
OSEC - Óleo de Soja epoxidado Comercial
p-MDI - Difenilmetano Di-isocianato Polimérico
PPG - Polipropileno Glicol
PU - Poliuretano
PU/MSS - Composto Poliuretano Metassilicato de Sódio
PU/MSSC - Composto Poliuretano Metassilicato de Sódio calcinado
Pus - Poliuretanos
SOx - Óxido de Enxofre
TAG - Triglicerídeo ou Triacilgliceol
TDI - Tolueno Di-isocianato
tep - Tonelada Equivalente de Petróleo
SUMÁRIO
1 INTRODUÇÃO ..................................................................................................... 11
2 OBJETIVOS ........................................................................................................ 13
2.1 OBJETIVOS ESPECÍFICOS .......................................................................... 13
3 REVISÃO BIBLIOGRÁFICA ............................................................................... 14
3.1 POLIURETANO .............................................................................................. 14
3.1.1 Matérias-Primas do PU ............................................................................... 16
3.1.1.1 Poliol ................................................................................................ 16
3.1.1.2 Isocianatos ....................................................................................... 19
3.1.1.3 Surfactantes ..................................................................................... 23
3.1.1.4 Catalisadores ................................................................................... 23
3.2 POLIÓIS DE ÓLEOS VEGETAIS ................................................................... 24
3.2.1 Síntese de polióis de óleo vegetal .............................................................. 27
3.2.1.1 Glicerol ............................................................................................. 28
3.2.1.2 Minerais Silicatos ............................................................................. 30
3.2.1.2.1 Silicato de Sódio ........................................................................ 30
3.3 BIODIESEL ..................................................................................................... 31
3.3.1 Matérias-Primas Para a Produção de Biodiesel .......................................... 34
3.3.2 Processo de Produção ................................................................................ 37
3.3.2.1 Transesterificação ............................................................................ 37
3.3.2.1.1 Efeitos do Catalisador ................................................................ 42
3.3.2.1.2 Efeitos da Razão Molar Óleo e Álcool ....................................... 42
3.3.2.1.3 Efeitos da Água e Ácidos Graxos Livres .................................... 42
3.4 CONSIDERAÇÕES PARCIAIS ...................................................................... 43
4 MATERIAIS E MÉTODOS ................................................................................... 45
4.1 SÍNTESE DE POLIÓIS ................................................................................... 45
4.1.1 Materiais ..................................................................................................... 45
4.1.2 Reação de Glicerólise ................................................................................. 46
4.1.2.1 Preparação do Catalisador ............................................................... 48
4.1.2.2 Índice de Hidroxila ............................................................................ 48
4.1.2.3 Índice de Acidez ............................................................................... 49
4.1.2.4 Umidade e Voláteis .......................................................................... 50
4.1.2.5 Teor de Epóxi ................................................................................... 50
4.1.2.6 Viscosidade Dinâmica ...................................................................... 51
4.1.2.7 Determinação do Teor de Cinzas ..................................................... 51
4.1.2.8 Índice de Iodo ................................................................................... 51
4.1.2.9 Espectroscopia de Infravermelho com Transformada de Fourier ..... 52
4.1.2.10 Desenvolvimento de Metodologia para Análise de Ésteres de
Ácido Graxo, MAG, DAG e TAG ..................................................................... 52
4.1.2.10.1 Cromatografia Gasosa - Análise de MAG DAG e TAG ............ 53
4.2 OBTENÇÃO DE MATRIZ POLIMÉRICA DE POLIURETANA COMPOSTA
COM METASSILICATO DE SÓDIO .......................................................................... 55
4.2.1 Materiais ..................................................................................................... 55
4.2.1.1 Síntese das Espumas ...................................................................... 55
4.2.1.2 Microscopia Eletrônica de Varredura (MEV) .................................... 55
4.3 SÍNTESE DE BIODIESEL .............................................................................. 56
4.3.1 Materiais ..................................................................................................... 56
4.3.1.1 Reação de Transesterificação Para Produção de Ésteres Metílicos 56
4.3.1.2 Índice de Acidez ............................................................................... 58
4.3.1.3 Índice de Saponificação ................................................................... 59
4.3.1.4 Massa Molar Média .......................................................................... 59
4.3.1.5 Massa Específica ............................................................................. 60
4.3.1.6 Determinação do Teor de Cinzas ..................................................... 60
4.3.1.7 Índice de Iodo ................................................................................... 60
4.3.1.8 Determinação de Sabão em Óleo .................................................... 60
4.3.1.9 Desenvolvimento de metodologia para análise de ésteres metílicos
61
4.3.1.9.1 Preparação e Análise das Soluções de Calibração ................... 62
4.3.1.9.2 Validação das Curvas Padrão ................................................... 62
5 RESULTADOS E DISCUSSÃO ........................................................................... 64
5.1 REAÇÃO DE GLICERÓLISE .......................................................................... 64
5.1.1 Avaliação Estatística das Variáveis da Reação de Glicerólise Planejamento
Fatorial 23 .................................................................................................................. 76
5.2 COMPÓSITOS DE POLIURETANO METASSILICATO DE SÓDIO ............... 81
5.3 SÍNTESE DE BIODIESEL .............................................................................. 83
5.3.1 Caracterização do Óleo de Soja Refinado Comercial ................................. 83
5.3.2 Preparo e análise das soluções de calibração ............................................ 83
5.4 CONSIDERAÇÕES FINAIS ............................................................................ 90
6 CONCLUSÕES .................................................................................................... 92
7 REFERÊNCIAS ................................................................................................... 93
8 ANEXOS .............................................................................................................. 99
RESUMO
A busca por produtos e processos de fabricação de materiais e combustíveis oriundos de fontes de energia renováveis têm se intensificado cada vez mais. Materiais como o Poliuretano, devido à sua versatilidade e por utilizar o poliol oriundo de fontes renováveis como matérias-primas fundamentais têm recebido atenção das empresas e centros de pesquisa em se buscar fontes alternativas para a sua obtenção. Por outro lado, também se discute muito sobre a viabilidade ou não da produção do biodiesel, em diversos aspectos, como o social, econômico, ambiental e político. Porém, todos acabam recaindo sobre as técnicas usadas para a sua obtenção e os mais diversos impactos causados por elas. No entanto, esses impactos podem ser minimizados a partir do momento que haja um processo de produção eficiente. O presente trabalho concentra-se na síntese de poliol a partir de fontes renováveis, óleo vegetal e glicerol, sendo esse um importante resíduo da produção de biodiesel. Obtendo-se uma matriz polimérica, o Poliuretano, que utilizou poliol produzido a partir da glicerólise do óleo de soja epoxidado comercial. Estudou-se então, a aplicabilidade na produção de um compósito de poliuretano/metassilicato de sódio a ser usado, como catalisador, no processo de produção de Biodiesel e a sua capacidade em reduzir impurezas como sabões e acidez, produzidas durante o processo. O biodiesel foi produzido através da transesterifição do óleo de soja refinado com metanol anidro a temperatura de 60 °C com tempo de reação de 1h. Obteve-se teor de ésteres metílicos médio de 84 % e índice de acidez e teor de sabão reduzido, quando comparados com o metassilicato de sódio calcinado puro. O catalisador PU/MSSC foi reutilizado por mais duas vezes e o teor de éster foi de 39% e 23% respectivamente.
Palavras-chaves: biodiesel, glicerol, metassilicato, poliol, poliuretano, silicato, silicato de sódio.

ABSTRACT
Searching for products and raw materials manufacturing processes and fuels from renewable energy sources has been intensified. Materials like the polyurethanes, due their versatility which can use polyol from renewable sources as primary element, are in the focus of company and research centers to find alternatives to this achievement. On the other hand, also is discussed about the Biodiesel production feasibility, over several aspects, like social, economic, environment and politic aspects. However, all of them follow to the obtainment used techniques and all impacts caused by them. Nevertheless, these impacts can be minimized as soon as we have an efficient production process. The current survey is concentrated on polyol synthesis from renewable sources of vegetable oils and glycerol, which have being an important biodiesel production process residue. It is obtained a polymeric matrix, the polyurethane, which uses polyol from the glycerolysis of the commercial epoxidated soybean oil. So it is studied it application in the production of a composite polyurethane/sodium metasilicate to be used, as catalyst, in the biodiesel production and it properties to reduce impurity as soap and acids, common in the biodiesel production process. The biodiesel was obtained from the transesterification of the refined soybean oil and anhydrous methanol at 60 ºC and reaction time of 1h. It is obtained methyl esters rate of 84% and reduced acid index and soap rate. The catalyst PU/MSSC was reused more twice and esters rate was 39% and 23%.
Keywords: biodiesel, glycerol, metasilicate, polyol, polyurethane, silicate, sodium silicate.
11
1 INTRODUÇÃO
No atual contexto econômico e ambiental mundial, no qual o consumo de
combustíveis fósseis intensificou-se, bem como seus impactos ambientais, e a
incerteza em termos de preço e disponibilidade de petróleo, tem-se intensificado o
desenvolvimento por estudos e iniciativas de investimentos na busca, pesquisa e
uso de combustíveis e produtos de base biológica. Este recebe essa designação
quando e sintetizado a partir de fontes renováveis de energia. Seguindo essa
tendência mundial de sustentabilidade, os mais variados segmentos da indústria têm
investido em pesquisas para a descoberta e aperfeiçoamento de processos de
fabricação de seus produtos e serviços de modo a tornarem mais sustentáveis e
mais ambientalmente corretos.
Os Poliuretanos (PUs), tornaram-se um dos grupos mais versáteis de
polímeros, por exibirem propriedades adequadas para uso em diversos setores da
indústria, em aplicações de polímeros-espuma, elastômeros, materiais
termoplásticos, termorrígidos, adesivos, revestimentos, selantes, fibras, e assim por
diante. Além disso, eles são usados em algumas aplicações especiais, tais como
cirurgia biomédica. PUs são obtidos pela reação de um poliol oligomérico (polímero
de baixo peso molecular com grupos hidroxilo terminais) e um di-isocianato (ou poli-
isocianato). Todas estas matérias-primas são provenientes de petróleo, mas
recentemente, a indústria química tem atribuído um interesse intenso para a
produção de polióis de base biológica, principalmente os sintetizados a partir de
óleos vegetais.
Nesse mesmo sentido, o estudo de diferentes rotas para a produção de
biodiesel tem se intensificado, como catalise heterogênea, enzimática e a utilização
de fluidos supercríticos. No entanto, até o momento nenhuma dessas é
economicamente viável, quando comparada com a rota de produção convencional,
mesmo essa tendo seus agravantes como alta geração de resíduos e elevado custo
de purificação, pois essa rota envolve a utilização de catalisadores homogêneos
geralmente NaOH e KOH, esses não são reutilizados e devem ser neutralizados e
descartados gerando águas residuais com presença de sais. Entretanto, o biodiesel
ainda é mais caro que o diesel derivado de petróleo. Atualmente vários países como
Brasil, Estados Unidos, Alemanha, Austrália, Itália e Áustria utilizam biodiesel
12
misturado ao diesel, sendo essa mistura em torno de 2 a 5% de biodiesel em relação
ao diesel. No Brasil, esforços políticos vêm sendo realizados para aumentar de 5%
para 7% a mistura de biodiesel ao diesel. Mesmo tendo o biodiesel, propriedades
similares ao do diesel, sua utilização em maiores concentrações pode ser
economicamente inviável devido o biodiesel ser mais caro que o diesel. Contudo,
muito se discute sobre a viabilidade econômica e ambiental da aplicação do bidiesel,
e também sobre a necessidade de estudos de novas rotas para a produção de
biodiesel, sendo a rota por catalise heterogênea a que tem se mostrado mais
promissora.
No presente estudo, em que se concentra no segmento de polímeros de
poliuretano (PU), mais especificamente na sua matéria-prima principal, o poliol, e no
ramo de combustíveis com uma aplicação subsequente do poliuretano na produção
de biodiesel, a investigação segue na mesma linha de tendência que é a busca de
processos produtivos mais eficientes e sustentáveis. A demanda mundial de
espumas de poliuretano é crescente graças às demandas dos setores moveleiro,
automobilístico, de calçados e construção civil. Esses setores também têm
testemunhado o desenvolvimento das espumas “verdes” de poliuretano.
Atualmente, também se discute muito sobre a viabilidade ou não da produção
do Biodiesel, em diversos aspectos, como o social, econômico, ambiental e político.
Porém, todos acabam recaindo sobre as técnicas usadas para a sua obtenção e os
mais diversos impactos causados por elas. No entanto, esses impactos podem ser
minimizados a partir do momento que haja um processo de produção eficiente.
O presente trabalho irá se concentrar na síntese de Poliol a partir de fontes
renováveis, de óleos vegetais e glicerol, sendo esse um importante resíduo da
produção de Biodiesel. Obtendo-se uma matriz polimérica de poliuretano, que
utilizou o poliol, a partir de uma fonte de energia renovável como matéria-prima,
estudou-se a sua aplicação na produção de um compósito de
poliuretano/metassilicato de sódio a ser usado, como catalisador heterogêneo, no
processo de produção de Biodiesel. Investigou-se então, a capacidade desse
catalisador em reduzir as impurezas, como sabão e acidez produzidos na fabricação
de Biodiesel promovidos pela matriz polimérica do poliuretano, na qual o catalisador,
metassilicato, está disperso e sua atividade catalítica por meio da reutilização no
processo.
13
2 OBJETIVOS
Síntese de poliol a partir de fontes renováveis para obtenção de matrizes
poliméricas de compósitos de poliuretano, visando sua aplicação como catalisador
na produção de biodiesel.
2.1 OBJETIVOS ESPECÍFICOS
1) Estudo da síntese do poliol a partir de óleo de soja epoxidado e glicerol,
utilizando como catalisador o metassilicato de sódio;
2) Avaliação estatística das variáveis, temperatura, razão glicerol óleo e
porcentagem de catalisador na produção de polióis;
3) Caracterização dos polióis;
4) Síntese de compósitos poliméricos de poliuretano e metassilicato;
5) Síntese de biodiesel utilizando como catalisador compósito de poliuretano e
metassilicato;
6) Caracterização dos Ésteres Metílicos.
14
3 REVISÃO BIBLIOGRÁFICA
3.1 POLIURETANO
Poliuretanos (PU) são alguns dos mais versáteis polímeros em todo o mundo,
devido à flexibilidade de seu projeto estrutural. As espumas flexíveis e rígidas são
duas das aplicações mais comuns de PU, enquanto revestimentos, vedantes,
adesivos e elastômeros são outras aplicações significativas do PU. Alguns dos
principais usos de espuma de PU são encontrados nos setores automotivos, de
construção e indústrias de isolamento.
Devido à alta versatilidade dos materiais de poliuretano, novos estudos de
aplicações mais nobres para esses polímeros vêm se intensificando. Há vários
estudos utilizando materiais poliméricos de poliuretano, como biomateriais aplicados
como dispositivos de intervenção para aplicações biomédicas, cardiovasculares e
utilizado com implantes ósseos. (FRASCINO e BRAILE, 2003); (WANG, FENG, et
al., 2002); (SCHUSTER, ANKERSMIT, et al., 2001)
Membranas mistas de PU vêm sendo aplicadas para a remoção de íons de
águas. JANG, MIN, et al., (2008) estudaram a capacidade de remoção de íons de
Pb2+ de soluções aquosas em espumas de compósitos de hidroxiapatita /
poliuretano. O estudo mostrou que a espuma compósita HAp / PU é um adsorvente
promissor para íons Pb2+ de solução aquosa. Ainda, CIOBANU e GARJA (2010)
estudaram a utilização de membranas de matriz mista assimétricas, à base de
poliuretano e SAPO-5 zeólita, para remoção de eletrólitos (NaCl) da água. As
membranas de matriz mista mostraram alta rejeição para o sal da água, o que
demonstra o potencial da zeólita preenchido com membranas de PU para a remoção
de (NaCl) a partir de soluções aquosas.
Os poliuretanos foram descobertos em 1937, por um cientista alemão
chamado Otto Bayer. Otto e sua equipe descobriram que o PU pode ser produzido a
partir de reação de isocianatos (di ou polifuncional) com um poliol, formando uma
ligação uretana. Catalisadores apropriados e surfactantes são utilizados com o
objetivo de controlar a velocidade da reação de polimerização e o tamanho das
células, respectivamente (DAVID e STALEY, 1979). Os polióis podem variar quanto
15
ao peso molecular, natureza química e funcionalidade. Os isocianatos podem ser
alifáticos aromáticos, como também ser ciclo alifático ou policíclico. (VILAR, 1999)
As duas matérias-primas principais (polióis e isocianatos) são em grande
parte derivados do petróleo, o que torna a indústria de poliuretano intimamente
dependente do petróleo. Com a instabilidade das indústrias petrolíferas e com a
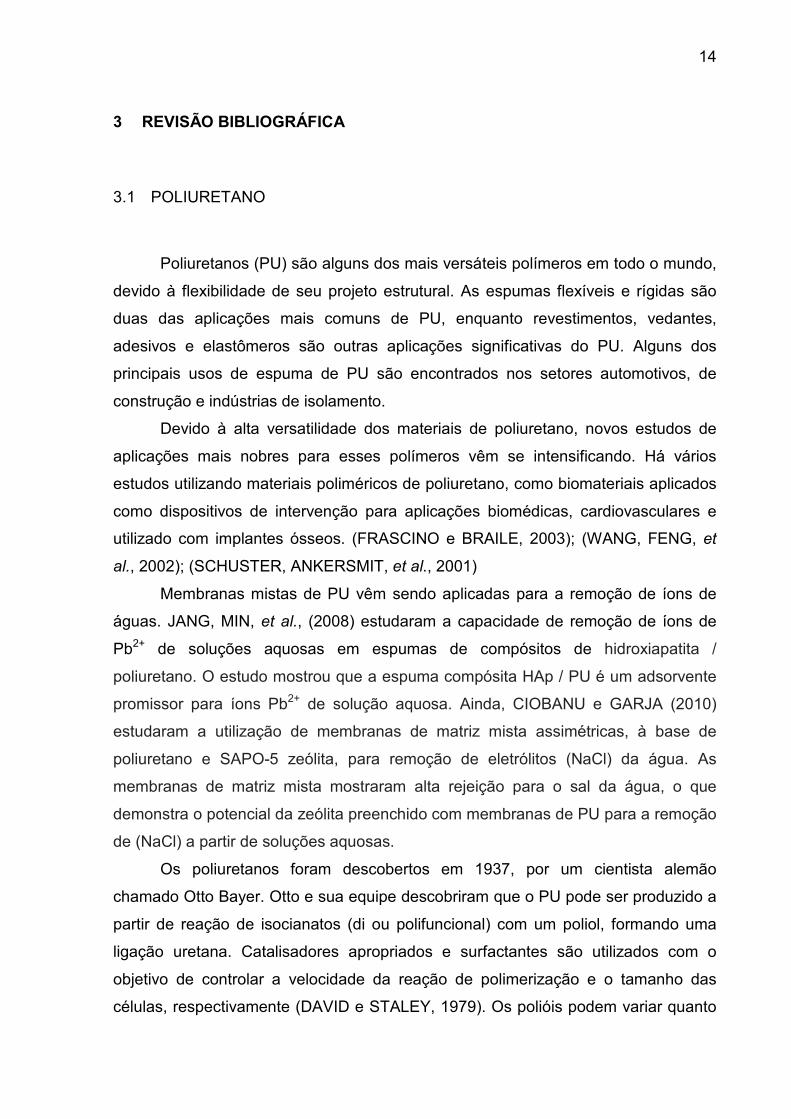
difícil relação política com países do Oriente Médio o preço do petróleo continua a
subir, como demonstrado na Figura 3.1.
FIGURA 3.1: PREÇO MÉDIO DO BARRIL DE PETRÓLEO FONTE: (MAIA, J ; LEÃO,T.,2014)
O consumidor comum só torna-se consciente sobre o aumento do preço do
petróleo, quando há o impacto diante do custo da gasolina. No entanto, essas
grandes variações do preço do petróleo também afetam as indústrias, que
dependem do petróleo para produção, como é o caso das indústrias de PU, o que
resulta em produtos de poliuretanos mais caros em todo o mercado. De 2006 a
2008, os polióis derivados do petróleo, para a aplicação de espuma flexível e rígida,
aumentaram cerca de 18 e 25%, respectivamente. O aumento do preço do petróleo
e o possível esgotamento das reservas mundiais do produto tem impulsionado uma
extensa pesquisa para produzir polióis de base biológica (biopoliós), a partir de
fontes renováveis, para substituir os convencionais polióis à base de petróleo.
(YEBO, 2011)
O mercado mundial de PU foi estimado em 13.650 kton em 2010 e é
esperado que atingisse 17.946 kton em 2016, um crescimento de 4,7% de 2011 a
2016. Em termos de receita estima-se o mercado em 2010 em 33 bilhões de dólares
e espera-se atingir 55,5 bilhões de dólares em 2016. América do Norte, Asia-
0
20
40
60
80
100
120
Pre
ço (
US
$)
Ano
Preço médio do barril de petróleo
16
Pacífico, e Europa dominam o mercado de PU e juntos somam-se 95% da demanda
global de PU em 2010. No entanto, Ásia-Pacífico, Europa Oriental, e África do Sul
são esperados para direcionar a demanda para as próximas décadas.
(MARKETSANDMARKETS.COM, 2011)
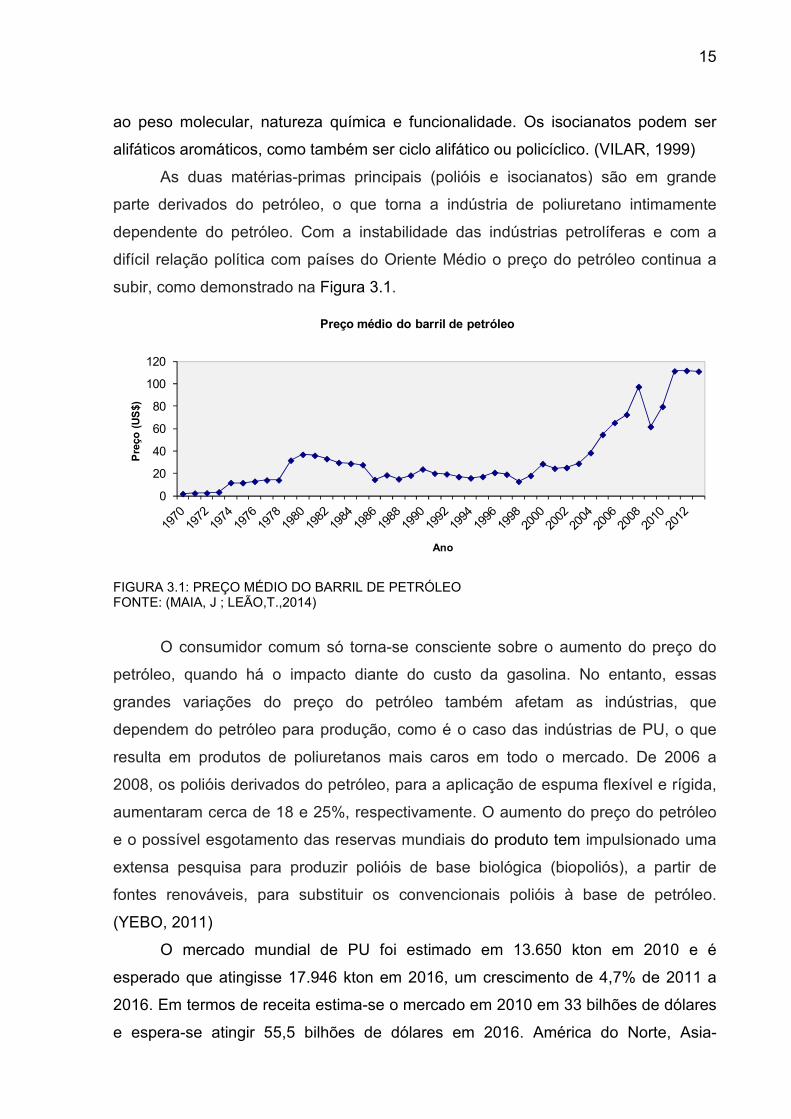
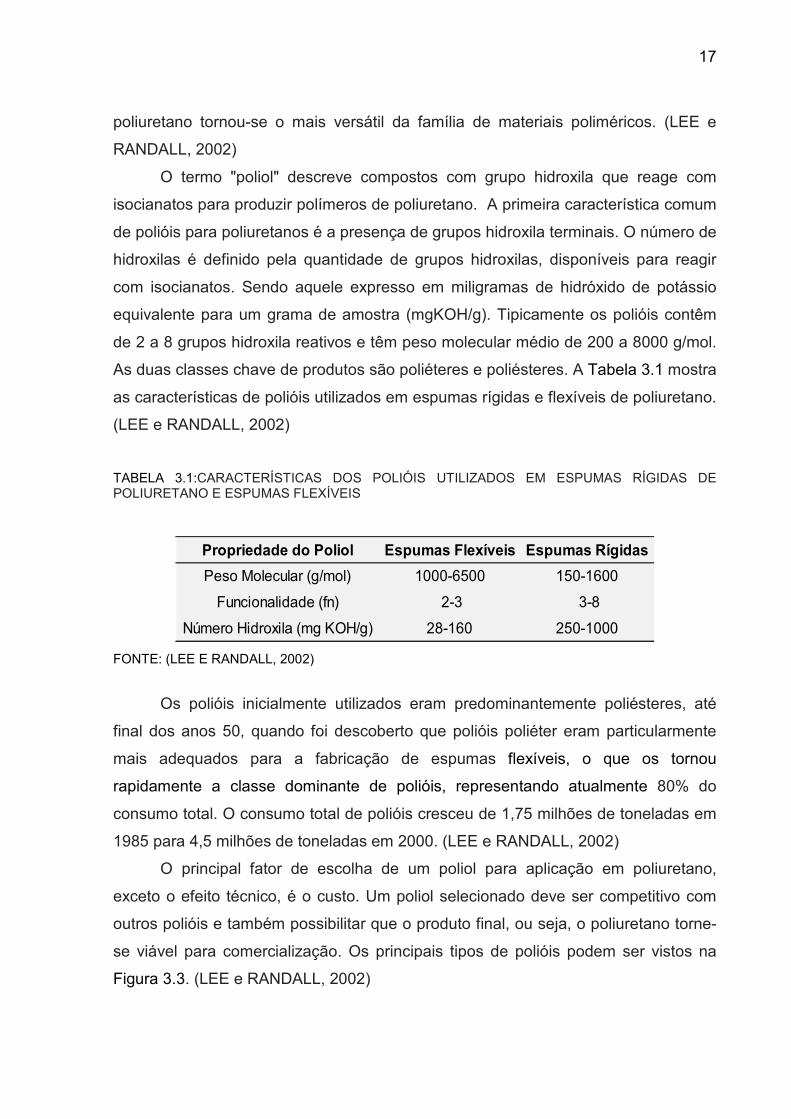
Espumas flexíveis geram a maior demanda de PU, contando com 36,98% de
todo o mercado em 2010. A segunda maior demanda está por conta das espumas
rígidas, contando com 28,04% de todo o mercado em 2010. Veja a Figura 3.2
FIGURA 3.2: MERCADO GLOBAL DE PU, POR TIPO DE PRODUTO EM 2010 FONTE: (MARKETSANDMARKETS.COM, 2011)
A demanda mundial por espumas tem aumentado, e a expectativa de
aumento até o ano de 2018 será de 7,03%. Um dos fatores que tem influenciado
para esse cenário é a crescente demanda dos setores de camas, mobiliário e
indústrias de construção. (Global Polyurethane Foam Market 2014-2018, 2014)
3.1.1 Matérias-Primas do PU
3.1.1.1 Poliol
Embora a alta reatividade do grupo isocianato seja uma característica única
da tecnologia do poliuretano, é o poliol que determina, em grande parte, as
propriedades finais do polímero de poliuretano. A extensa gama de tipos de poliol
que estão disponíveis para a indústria de poliuretanos, pode explicar porque o
28,04%
36,98%
13,02%
6,98%
11,98%3,00%
Espumas rígidas
Espumas flexíveis
Revestimentos
Adesivos e selantes
Elastômeros
Outros
17
poliuretano tornou-se o mais versátil da família de materiais poliméricos. (LEE e
RANDALL, 2002)
O termo "poliol" descreve compostos com grupo hidroxila que reage com
isocianatos para produzir polímeros de poliuretano. A primeira característica comum
de polióis para poliuretanos é a presença de grupos hidroxila terminais. O número de
hidroxilas é definido pela quantidade de grupos hidroxilas, disponíveis para reagir
com isocianatos. Sendo aquele expresso em miligramas de hidróxido de potássio
equivalente para um grama de amostra (mgKOH/g). Tipicamente os polióis contêm
de 2 a 8 grupos hidroxila reativos e têm peso molecular médio de 200 a 8000 g/mol.
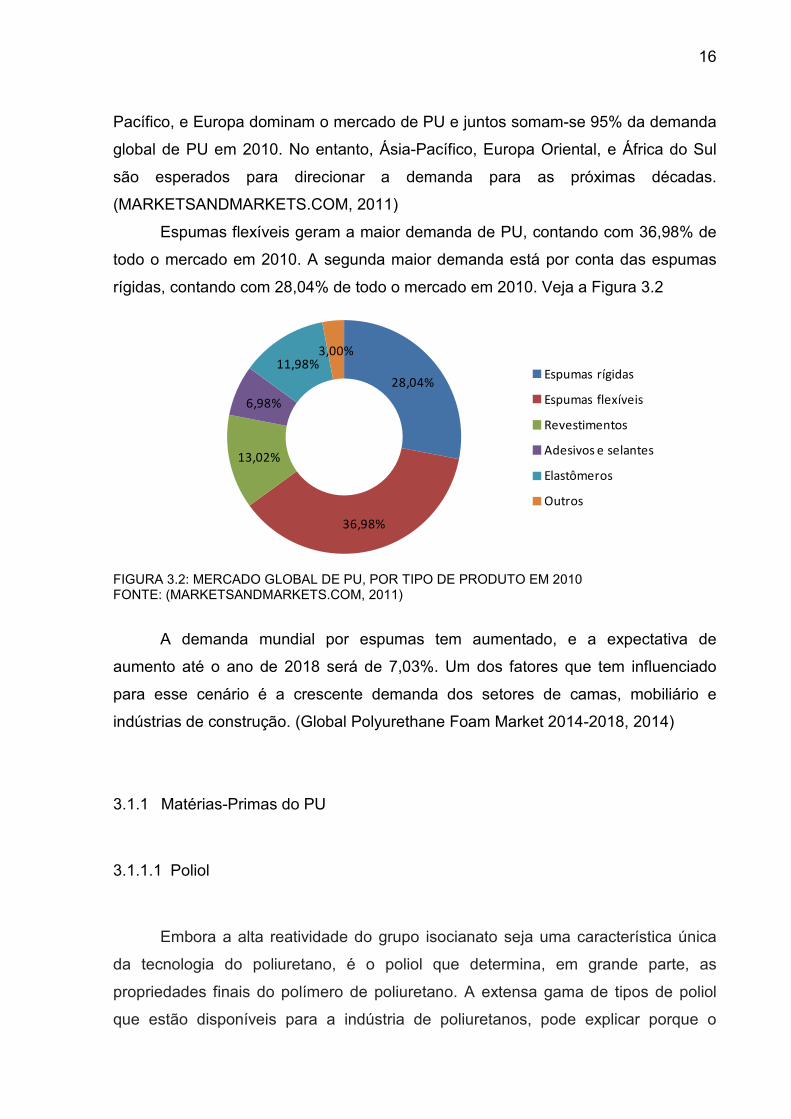
As duas classes chave de produtos são poliéteres e poliésteres. A Tabela 3.1 mostra
as características de polióis utilizados em espumas rígidas e flexíveis de poliuretano.
(LEE e RANDALL, 2002)
TABELA 3.1:CARACTERÍSTICAS DOS POLIÓIS UTILIZADOS EM ESPUMAS RÍGIDAS DE POLIURETANO E ESPUMAS FLEXÍVEIS
Propriedade do Poliol Espumas Flexíveis Espumas Rígidas
Peso Molecular (g/mol) 1000-6500 150-1600
Funcionalidade (fn) 2-3 3-8
Número Hidroxila (mg KOH/g) 28-160 250-1000 FONTE: (LEE E RANDALL, 2002)
Os polióis inicialmente utilizados eram predominantemente poliésteres, até
final dos anos 50, quando foi descoberto que polióis poliéter eram particularmente
mais adequados para a fabricação de espumas flexíveis, o que os tornou
rapidamente a classe dominante de polióis, representando atualmente 80% do
consumo total. O consumo total de polióis cresceu de 1,75 milhões de toneladas em
1985 para 4,5 milhões de toneladas em 2000. (LEE e RANDALL, 2002)
O principal fator de escolha de um poliol para aplicação em poliuretano,
exceto o efeito técnico, é o custo. Um poliol selecionado deve ser competitivo com
outros polióis e também possibilitar que o produto final, ou seja, o poliuretano torne-
se viável para comercialização. Os principais tipos de polióis podem ser vistos na
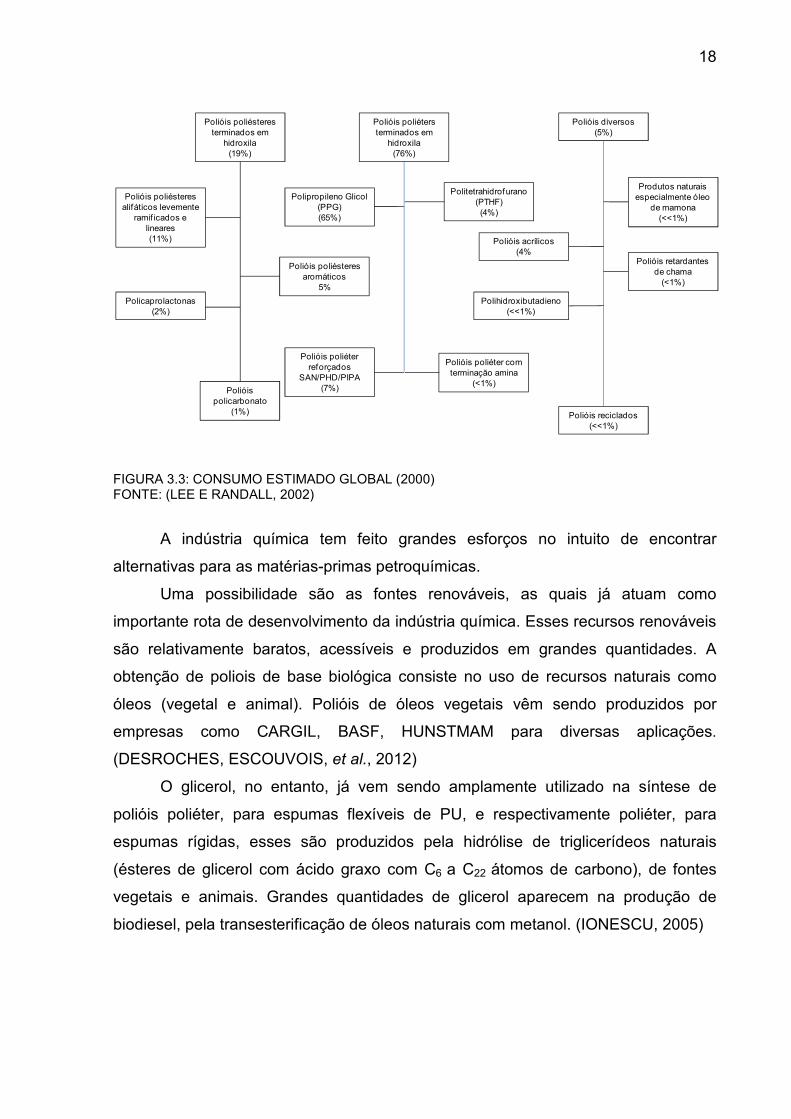
Figura 3.3. (LEE e RANDALL, 2002)
18
FIGURA 3.3: CONSUMO ESTIMADO GLOBAL (2000) FONTE: (LEE E RANDALL, 2002)
A indústria química tem feito grandes esforços no intuito de encontrar
alternativas para as matérias-primas petroquímicas.
Uma possibilidade são as fontes renováveis, as quais já atuam como
importante rota de desenvolvimento da indústria química. Esses recursos renováveis
são relativamente baratos, acessíveis e produzidos em grandes quantidades. A
obtenção de poliois de base biológica consiste no uso de recursos naturais como
óleos (vegetal e animal). Polióis de óleos vegetais vêm sendo produzidos por
empresas como CARGIL, BASF, HUNSTMAM para diversas aplicações.
(DESROCHES, ESCOUVOIS, et al., 2012)
O glicerol, no entanto, já vem sendo amplamente utilizado na síntese de
polióis poliéter, para espumas flexíveis de PU, e respectivamente poliéter, para
espumas rígidas, esses são produzidos pela hidrólise de triglicerídeos naturais
(ésteres de glicerol com ácido graxo com C6 a C22 átomos de carbono), de fontes
vegetais e animais. Grandes quantidades de glicerol aparecem na produção de
biodiesel, pela transesterificação de óleos naturais com metanol. (IONESCU, 2005)
Polióis poliésteres terminados em
hidroxila(19%)
Polióis poliétersterminados em
hidroxila(76%)
Polióis diversos(5%)
Polióis poliésteres alifáticos levemente
ramif icados e lineares(11%)
Policaprolactonas(2%)
Polióispolicarbonato
(1%)
Polipropileno Glicol (PPG)(65%)
Polióis poliésteres aromáticos
5%
Polióis poliéter reforçados
SAN/PHD/PIPA(7%)
Polióis poliéter com terminação amina
(<1%)
Politetrahidrofurano(PTHF)(4%)
Polióis acrílicos(4%
Polihidroxibutadieno(<<1%)
Polióis reciclados(<<1%)
Produtos naturais especialmente óleo
de mamona(<<1%)
Polióis retardantesde chama
(<1%)
19
3.1.1.2 Isocianatos
Na formação de poliuretanos as reações de isocianato ocorrem
frequentemente através da adição à dupla ligação C=N. A estrutura eletrônica do
grupo isocianato favorece as seguintes estruturas de ressonância como mostrado na
Figura 3.4 (VILAR, 1999)
FIGURA 3.4: ESTRUTURA DE RESSONÂNCIA DO GRUPAMENTO ISOCIANATO
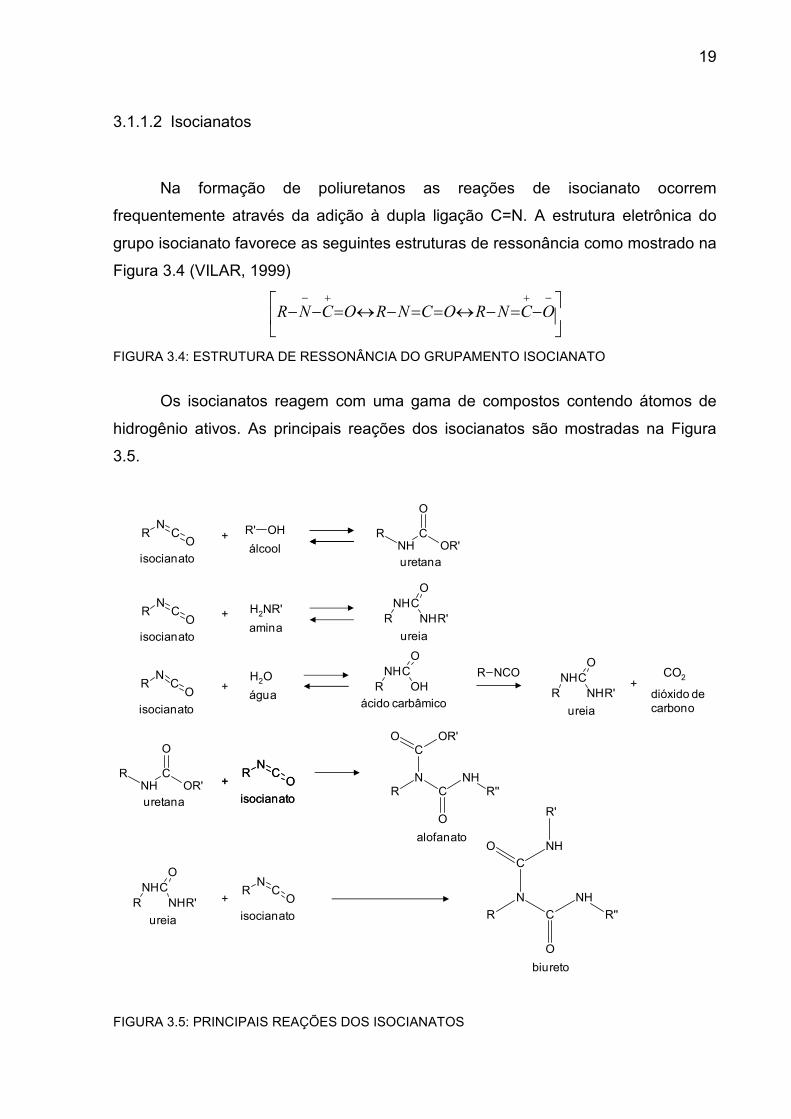
Os isocianatos reagem com uma gama de compostos contendo átomos de
hidrogênio ativos. As principais reações dos isocianatos são mostradas na Figura
3.5.
FIGURA 3.5: PRINCIPAIS REAÇÕES DOS ISOCIANATOS
−=−↔==−↔=−−−++−
OCNROCNROCNR
O
RN
COR'O
CNH
R''
alofanato
OH
O
R
N
C
NH
R'
O
C
NH
R''
biureto
O
RNH
COR'
uretana
H2NR'
aminaR
NHCNH
O
R'
ureia
H2O
águaR
NHCOH
O
ácido carbâmico
CO2
dióxido de carbono
RN
CO
isocianato
+ R' OH
álcool
RN
CO
isocianato
+
RN
CO
isocianato
+ +
O
RNH
COR'
uretana
+R
NC
O
isocianato
RNHC
NH
O
R'
ureia
+R
NC
O
isocianato
+R
NC
O
isocianato
RNHC
NH
O
R'
ureia
R NCO
20
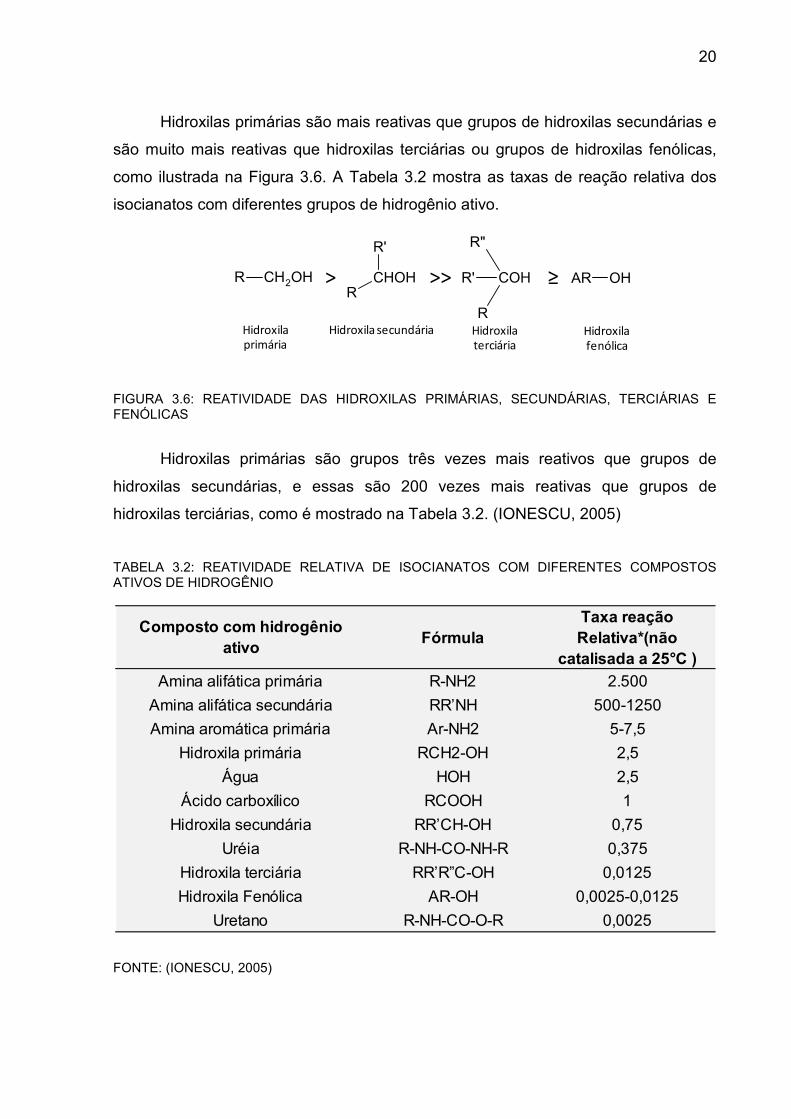
Hidroxilas primárias são mais reativas que grupos de hidroxilas secundárias e
são muito mais reativas que hidroxilas terciárias ou grupos de hidroxilas fenólicas,
como ilustrada na Figura 3.6. A Tabela 3.2 mostra as taxas de reação relativa dos
isocianatos com diferentes grupos de hidrogênio ativo.
FIGURA 3.6: REATIVIDADE DAS HIDROXILAS PRIMÁRIAS, SECUNDÁRIAS, TERCIÁRIAS E FENÓLICAS
Hidroxilas primárias são grupos três vezes mais reativos que grupos de
hidroxilas secundárias, e essas são 200 vezes mais reativas que grupos de
hidroxilas terciárias, como é mostrado na Tabela 3.2. (IONESCU, 2005)
TABELA 3.2: REATIVIDADE RELATIVA DE ISOCIANATOS COM DIFERENTES COMPOSTOS ATIVOS DE HIDROGÊNIO
FONTE: (IONESCU, 2005)
R CH2OH
R'
RCHOH R'
R
R"
COH AR OH≥>>>
Hidroxila primária
Hidroxila secundária Hidroxila terciária
Hidroxila fenólica
Composto com hidrogênio ativo
FórmulaTaxa reação Relativa*(não
catalisada a 25°C )
Amina alifática primária R-NH2 2.500
Amina alifática secundária RR’NH 500-1250
Amina aromática primária Ar-NH2 5-7,5
Hidroxila primária RCH2-OH 2,5
Água HOH 2,5
Ácido carboxílico RCOOH 1
Hidroxila secundária RR’CH-OH 0,75
Uréia R-NH-CO-NH-R 0,375
Hidroxila terciária RR’R”C-OH 0,0125
Hidroxila Fenólica AR-OH 0,0025-0,0125
Uretano R-NH-CO-O-R 0,0025
21
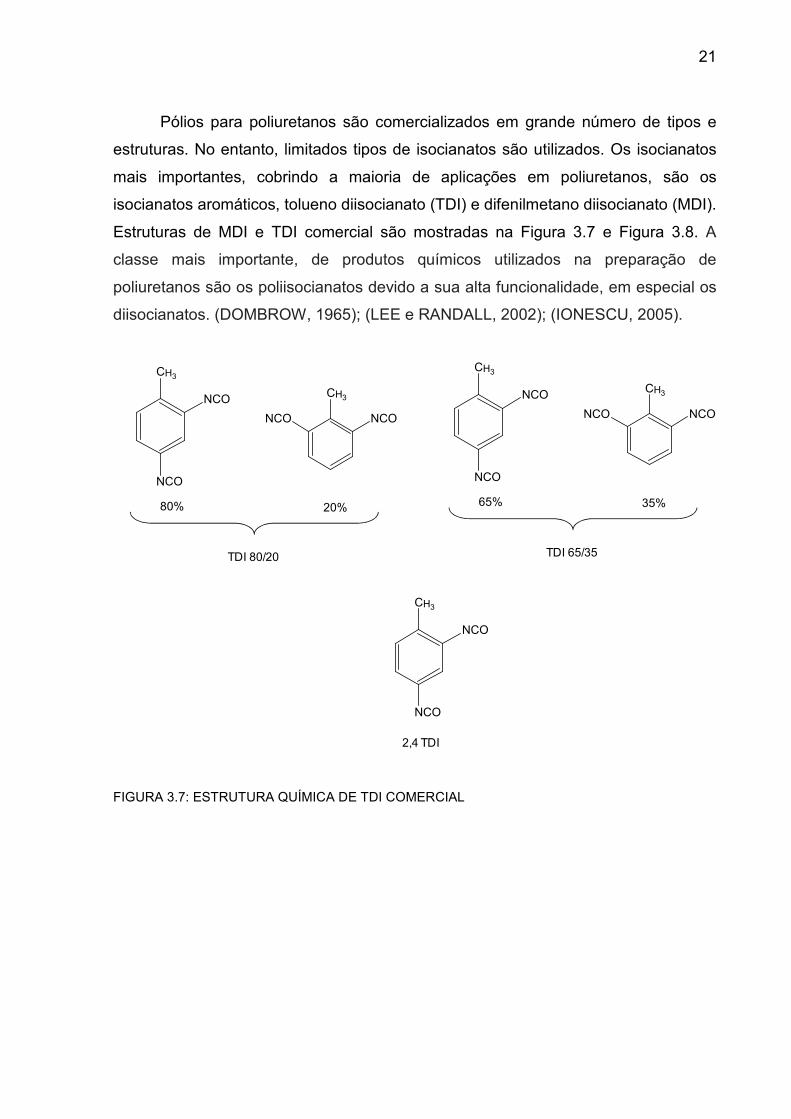
Pólios para poliuretanos são comercializados em grande número de tipos e
estruturas. No entanto, limitados tipos de isocianatos são utilizados. Os isocianatos
mais importantes, cobrindo a maioria de aplicações em poliuretanos, são os
isocianatos aromáticos, tolueno diisocianato (TDI) e difenilmetano diisocianato (MDI).
Estruturas de MDI e TDI comercial são mostradas na Figura 3.7 e Figura 3.8. A
classe mais importante, de produtos químicos utilizados na preparação de
poliuretanos são os poliisocianatos devido a sua alta funcionalidade, em especial os
diisocianatos. (DOMBROW, 1965); (LEE e RANDALL, 2002); (IONESCU, 2005).
FIGURA 3.7: ESTRUTURA QUÍMICA DE TDI COMERCIAL
CH3
NCO
NCO
CH3
NCONCO
CH3
NCO
NCO
80% 20%
TDI 80/20
CH3
NCO
NCO
CH3
NCONCO
65% 35%
TDI 65/35
2,4 TDI
22
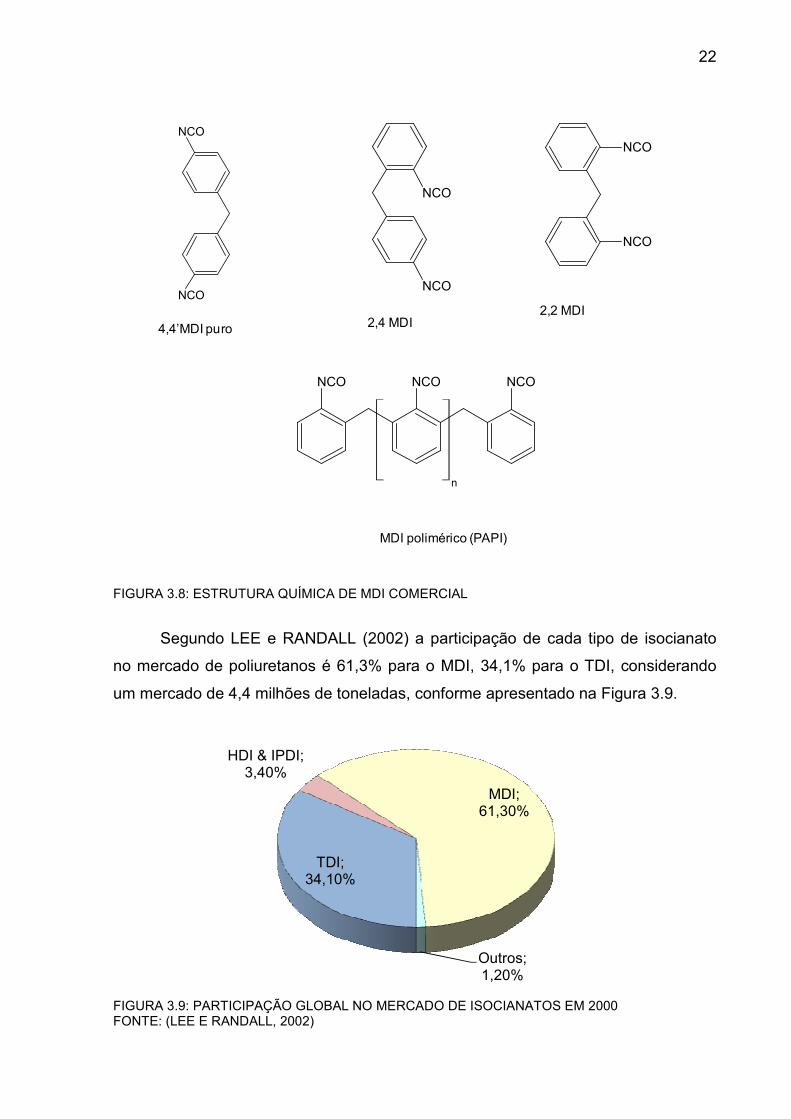
FIGURA 3.8: ESTRUTURA QUÍMICA DE MDI COMERCIAL
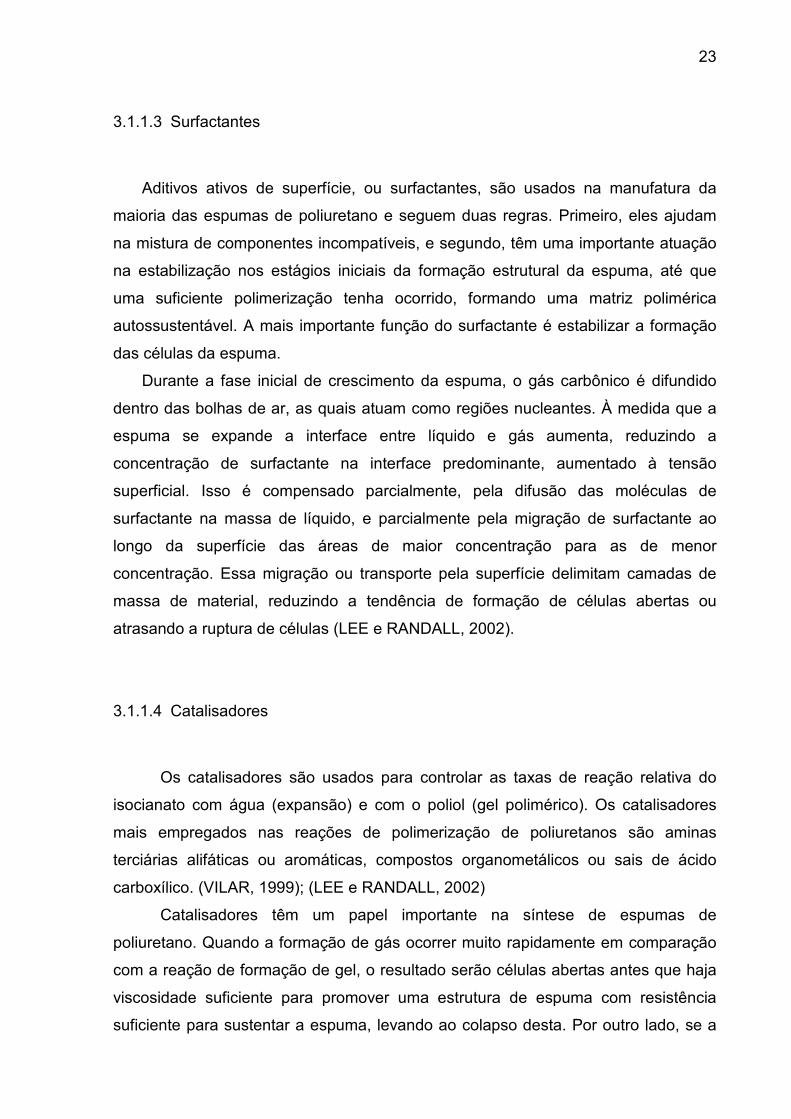
Segundo LEE e RANDALL (2002) a participação de cada tipo de isocianato
no mercado de poliuretanos é 61,3% para o MDI, 34,1% para o TDI, considerando
um mercado de 4,4 milhões de toneladas, conforme apresentado na Figura 3.9.
TDI; 34,10%
HDI & IPDI; 3,40%
MDI; 61,30%
Outros; 1,20%
FIGURA 3.9: PARTICIPAÇÃO GLOBAL NO MERCADO DE ISOCIANATOS EM 2000 FONTE: (LEE E RANDALL, 2002)
NCO
NCO
NCO NCO NCO
n
NCO
NCO
NCO
NCO
4,4’MDI puro 2,4 MDI2,2 MDI
MDI polimérico (PAPI)
23
3.1.1.3 Surfactantes
Aditivos ativos de superfície, ou surfactantes, são usados na manufatura da
maioria das espumas de poliuretano e seguem duas regras. Primeiro, eles ajudam
na mistura de componentes incompatíveis, e segundo, têm uma importante atuação
na estabilização nos estágios iniciais da formação estrutural da espuma, até que
uma suficiente polimerização tenha ocorrido, formando uma matriz polimérica
autossustentável. A mais importante função do surfactante é estabilizar a formação
das células da espuma.
Durante a fase inicial de crescimento da espuma, o gás carbônico é difundido
dentro das bolhas de ar, as quais atuam como regiões nucleantes. À medida que a
espuma se expande a interface entre líquido e gás aumenta, reduzindo a
concentração de surfactante na interface predominante, aumentado à tensão
superficial. Isso é compensado parcialmente, pela difusão das moléculas de
surfactante na massa de líquido, e parcialmente pela migração de surfactante ao
longo da superfície das áreas de maior concentração para as de menor
concentração. Essa migração ou transporte pela superfície delimitam camadas de
massa de material, reduzindo a tendência de formação de células abertas ou
atrasando a ruptura de células (LEE e RANDALL, 2002).
3.1.1.4 Catalisadores
Os catalisadores são usados para controlar as taxas de reação relativa do
isocianato com água (expansão) e com o poliol (gel polimérico). Os catalisadores
mais empregados nas reações de polimerização de poliuretanos são aminas
terciárias alifáticas ou aromáticas, compostos organometálicos ou sais de ácido
carboxílico. (VILAR, 1999); (LEE e RANDALL, 2002)
Catalisadores têm um papel importante na síntese de espumas de
poliuretano. Quando a formação de gás ocorrer muito rapidamente em comparação
com a reação de formação de gel, o resultado serão células abertas antes que haja
viscosidade suficiente para promover uma estrutura de espuma com resistência
suficiente para sustentar a espuma, levando ao colapso desta. Por outro lado, se a
24
reação de formação de gel for mais rápida do que a formação de gás, pode resultar
em espuma com células fechadas, ficando assim impedida a expansão.
Catalisadores têm a finalidade fundamental de afinar a cinética de modo que a
formação de gás e gel seja devidamente sincronizada. (LEE e RANDALL, 2002);
(ZHAO, ZHONG, et al., 2014)
Dependendo da concentração de catalisadores na formação de espuma, a
atividade será diferente. A atividade está relacionada com a catálise da reação de
gel e expansão, que tem um grande impacto sobre as propriedades do poliuretano.
(ZHAO, ZHONG, et al., 2014); (LEE e RANDALL, 2002)
3.2 POLIÓIS DE ÓLEOS VEGETAIS
A incerteza em termos de preço e disponibilidade de petróleo, além da política
global e tendências institucionais para a sustentabilidade, ecologia industrial,
ecoeficiência e química verde estão guiando o desenvolvimento da próxima geração
de materiais, produtos e processos. Os polímeros biodegradáveis, e de base
biológica em recursos renováveis, podem formar o alicerce para um portfólio de
produtos sustentáveis e ecoeficientes, capacitados para competir em mercados que
atualmente são dominados por produtos baseados exclusivamente em matérias-
primas petroquímicas. (MOHANTAY, MISRA e DRZAL, 2002)
Na indústria de PU, o desenvolvimento de polióis com base em recursos
renováveis sempre desempenhou um papel importante. Pode-se dizer que toda a
história do PU foi fortemente ligada aos recursos renováveis. Assim, o glicerol, é
uma das matérias-primas mais importante na síntese de polióis poliéter para
espumas de poliuretano flexíveis. Para espumas rígidas, poliol poliéter é produzido
pela hidrólise de triglicerídeos naturais (ésteres de glicerol com ácidos graxos com
C6 a C22 átomos de carbono), a partir de recursos vegetais ou animais. O glicerol é
um subproduto do processo de produção de biodiesel, por transesterificação de
óleos naturais com metanol. (IONESCU, 2005)
Óleos vegetais e gorduras são recursos muito importantes para polióis. Os
óleos vegetais, tais como: soja, rícino, girassol, palma, colza, oliva, linhaça e etc.,
apresentam uma produção mundial de cerca de 110 Milhões t / ano (em 2000).
25
Sendo destes, 76% utilizados em alimentos, 19,5% em aplicações técnicas, dos
quais somente 7,5% é convertida em sabões, e 10,5% são utilizados na indústria de
óleo química e 1,5% em outras aplicações. O óleo de soja é o óleo vegetal mais
importante produzido em todo o mundo, representando 25% do total de óleos e
gorduras. (IONESCU, 2005); (ZHANG, XIA, et al., 2013); (BAILOSKY, BENDER, et
al., 2013)
Óleo de soja é um triglicerídeo que tem uma composição média de 15% de
ácido esteárico (C18:0), 25% de ácido oleico (C18:1), 51% de ácido linoleico
(C18:2), e 9% de ácido linolênico (C18:3). Ácidos oleico, linoleico e linolênico têm
duplas ligações cis, sendo a primeira entre os carbonos 9 e 10, sendo a segunda
entre os carbonos 12 e 13, e sendo o terceiro entre os carbonos 15 e 16. O óleo de
soja tem uma distribuição aleatória de ácidos graxos. Os triglicerídeos podem ter
qualquer número de ligações duplas a partir de zero (se composto por três ácidos
esteáricos saturados), ou para nove (se composto por três triplamente insaturados).
(IONESCU, 2005); (ZHANG, XIA, et al., 2013); (BAILOSKY, BENDER, et al., 2013).
Para polióis, os mais importantes são os óleos altamente insaturados, onde
pelo uso, de várias reações químicas é possível funcionalizar os óleos vegetais,
como por exemplo, a epoxidação seguida de uma transesterificação, para obtenção
de polióis com funcionalidade maior ou igual a 2. Uma infinidade de óleos vêm
sendo utilizados para síntese de polióis oleoquímicos, como o óleo de rícino, sendo
esse composto por uma insaturação e um grupo hidroxila; óleo de girassol, óleo de
peixe, óleo de palma e óleo de algas. A transformação de um triglicerídeo insaturado
num poliol é feita pela geração de grupos hidroxila. O processo mais comumente
utilizado para transformar um óleo vegetal insaturado em um poliol é a epoxidação
das duplas ligações, seguido por diversas reações para abertura do anel epóxido,
esses anéis epóxi são transformados em grupos hidroxila. (IONESCU, 2005);
(PETROVIC, WAN, et al., 2013).
Óleo de soja epoxidado é um produto comercial utilizado como extensor de
cadeia em PVC. A síntese do óleo de soja epoxidado ocorre pela adição de um
oxigênio às instaurações. A reação de epoxidação de óleos vegetais mais
comumente usada é realizada via perácido orgânico (gerado in situ pela reação de
peróxido de hidrogênio com ácido acético ou fórmico), na presença de um
catalisador ácido. Os ácidos graxos majoritários do óleo de soja epoxidado, podem
ser representados pela Figura 3.10.
26
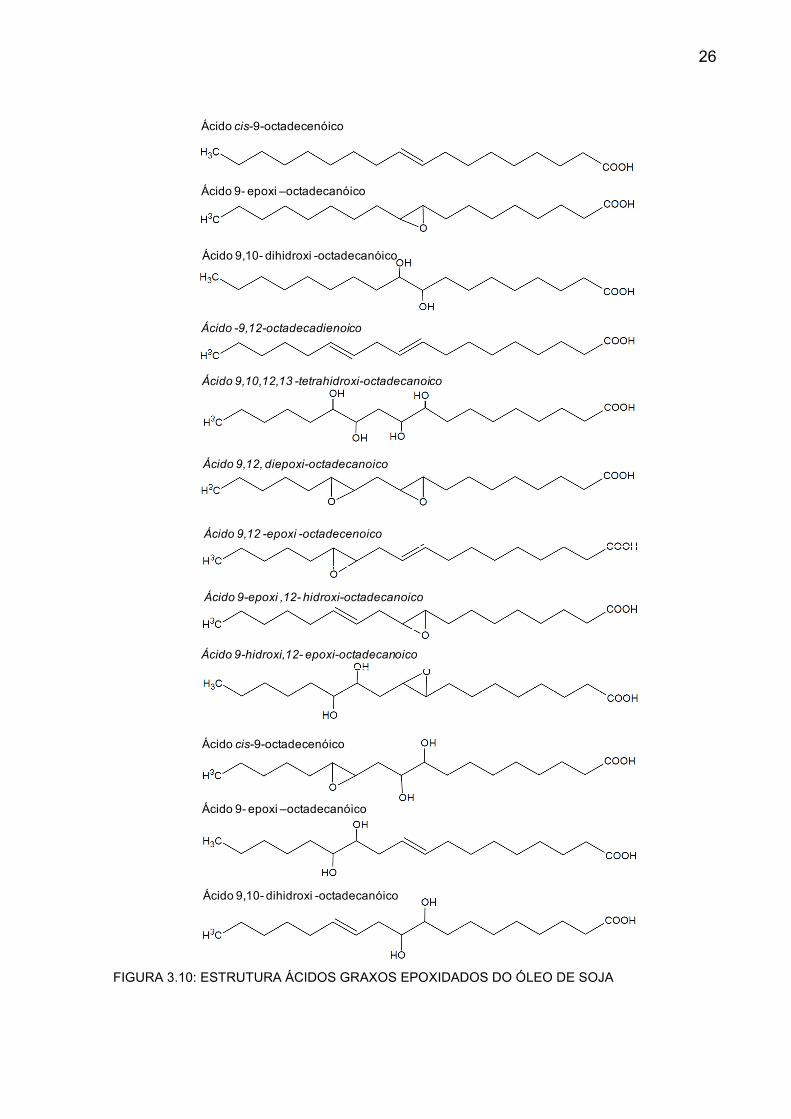
FIGURA 3.10: ESTRUTURA ÁCIDOS GRAXOS EPOXIDADOS DO ÓLEO DE SOJA
Ácido cis-9-octadecenóico
Ácido 9- epoxi –octadecanóico
Ácido 9,10- dihidroxi -octadecanóico
Ácido -9,12-octadecadienoico
Ácido 9,10,12,13 -tetrahidroxi-octadecanoico
Ácido 9,12, diepoxi-octadecanoico
Ácido 9,12 -epoxi -octadecenoico
Ácido 9-epoxi ,12- hidroxi-octadecanoico
Ácido 9-hidroxi,12- epoxi-octadecanoico
Ácido cis-9-octadecenóico
Ácido 9- epoxi –octadecanóico
Ácido 9,10- dihidroxi -octadecanóico
27
As reações mais importantes para a abertura do anel epóxido, para
transformação desses em grupos hidroxila e consequentemente resultando em
polióis de óleo vegetal (frequentemente chamados polióis oleoquímicos) são as
seguintes: reação com ácidos (orgânico ou inorgânico), hidrólise, transesterificação e
hidrogenólise. (LIN, YANG, et al., 2008); (IONESCU, 2005)
3.2.1 Síntese de polióis de óleo vegetal
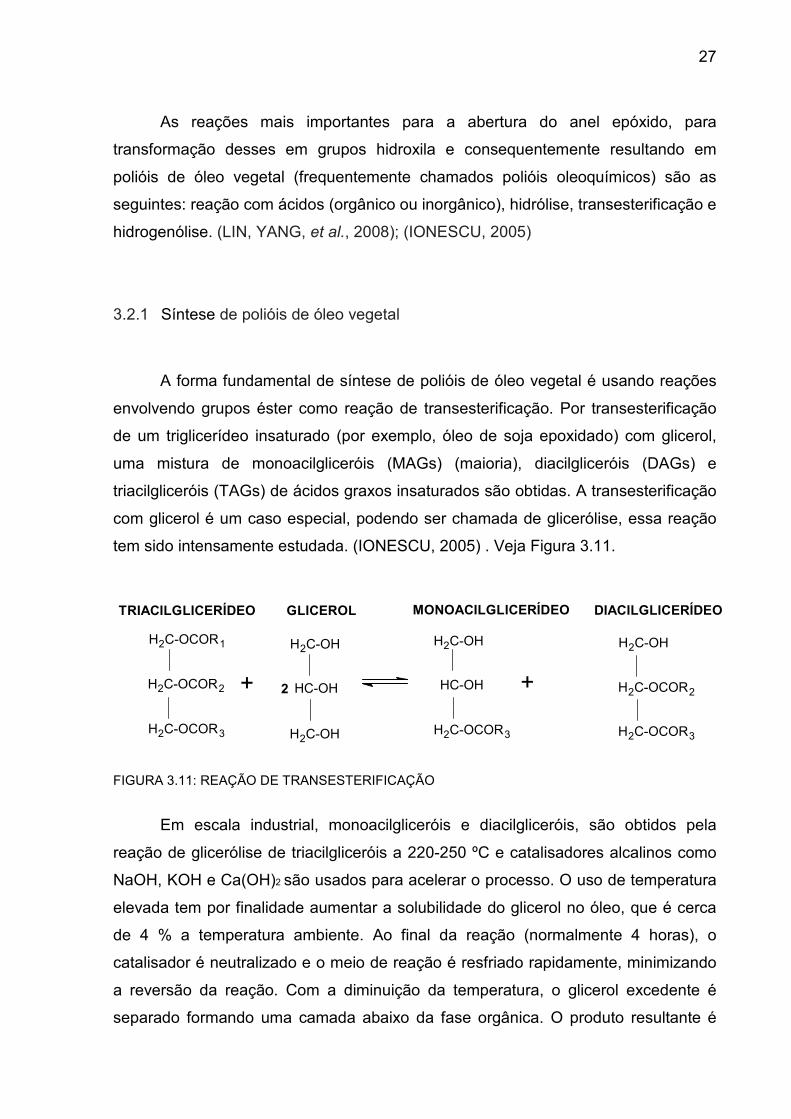
A forma fundamental de síntese de polióis de óleo vegetal é usando reações
envolvendo grupos éster como reação de transesterificação. Por transesterificação
de um triglicerídeo insaturado (por exemplo, óleo de soja epoxidado) com glicerol,
uma mistura de monoacilgliceróis (MAGs) (maioria), diacilgliceróis (DAGs) e
triacilgliceróis (TAGs) de ácidos graxos insaturados são obtidas. A transesterificação
com glicerol é um caso especial, podendo ser chamada de glicerólise, essa reação
tem sido intensamente estudada. (IONESCU, 2005) . Veja Figura 3.11.
H2C-OCOR1
H2C-OCOR2
H2C-OCOR3
HC-OH
H2C-OH
H2C-OCOR3
+ +
TRIACILGLICERÍDEO DIACILGLICERÍDEOMONOACILGLICERÍDEO
H2C-OH
HC-OH
H2C-OH
GLICEROL
H2C-OH
H2C-OCOR2
H2C-OCOR3
2
FIGURA 3.11: REAÇÃO DE TRANSESTERIFICAÇÃO
Em escala industrial, monoacilgliceróis e diacilgliceróis, são obtidos pela
reação de glicerólise de triacilgliceróis a 220-250 ºC e catalisadores alcalinos como
NaOH, KOH e Ca(OH)2 são usados para acelerar o processo. O uso de temperatura
elevada tem por finalidade aumentar a solubilidade do glicerol no óleo, que é cerca
de 4 % a temperatura ambiente. Ao final da reação (normalmente 4 horas), o
catalisador é neutralizado e o meio de reação é resfriado rapidamente, minimizando
a reversão da reação. Com a diminuição da temperatura, o glicerol excedente é
separado formando uma camada abaixo da fase orgânica. O produto resultante é
28
uma mistura de mono, di e triacilgliceróis, ácidos graxos livres e seus respectivos
sais (sabão). (FIAMETTI, USTRA, et al., 2012); (SINGH e MUKHOPADHYAY, 2012);
(NOUREDDINI,. HARKEY e GUTSMANC, 2004)
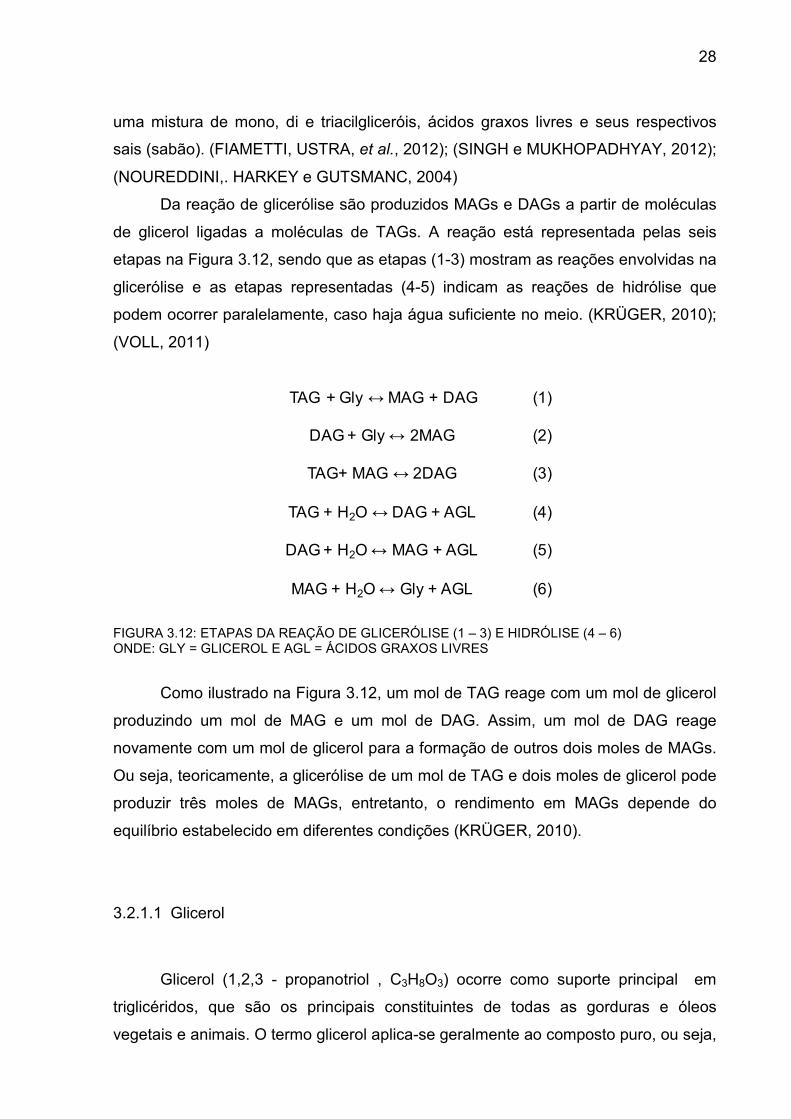
Da reação de glicerólise são produzidos MAGs e DAGs a partir de moléculas
de glicerol ligadas a moléculas de TAGs. A reação está representada pelas seis
etapas na Figura 3.12, sendo que as etapas (1-3) mostram as reações envolvidas na
glicerólise e as etapas representadas (4-5) indicam as reações de hidrólise que
podem ocorrer paralelamente, caso haja água suficiente no meio. (KRÜGER, 2010);
(VOLL, 2011)
FIGURA 3.12: ETAPAS DA REAÇÃO DE GLICERÓLISE (1 – 3) E HIDRÓLISE (4 – 6) ONDE: GLY = GLICEROL E AGL = ÁCIDOS GRAXOS LIVRES
Como ilustrado na Figura 3.12, um mol de TAG reage com um mol de glicerol
produzindo um mol de MAG e um mol de DAG. Assim, um mol de DAG reage
novamente com um mol de glicerol para a formação de outros dois moles de MAGs.
Ou seja, teoricamente, a glicerólise de um mol de TAG e dois moles de glicerol pode
produzir três moles de MAGs, entretanto, o rendimento em MAGs depende do
equilíbrio estabelecido em diferentes condições (KRÜGER, 2010).
3.2.1.1 Glicerol
Glicerol (1,2,3 - propanotriol , C3H8O3) ocorre como suporte principal em
triglicéridos, que são os principais constituintes de todas as gorduras e óleos
vegetais e animais. O termo glicerol aplica-se geralmente ao composto puro, ou seja,
TAG + Gly ↔ MAG + DAG
DAG + Gly ↔ 2MAG
TAG+ MAG ↔ 2DAG
TAG + H2O ↔ DAG + AGL
DAG + H2O ↔ MAG + AGL
MAG + H2O ↔ Gly + AGL
(1)
(2)
(3)
(4)
(5)
(6)
29
ao 1,2,3-propanotriol, enquanto o termo glicerina aplica-se aos produtos comerciais
que contenham 95% (m/m) ou mais de glicerol na sua composição. O
Processamento de óleos e gorduras em sabão tem sido a principal fonte de glicerol
até o meio do século XX. Durante a Primeira Guerra Mundial, a fermentação
microbiana foi utilizada comercialmente para a produção de glicerol. O primeiro
glicerol sintético a partir de derivado de petróleo, usando propileno e cloro, foi
produzido em 1943 pela I.G Farben em Oppau e Heydebreck (Alemanha), e em
1948 pela Shell em Houston, Texas (USA.). (MARTIN e RICHTER, 2011)
A produção de biodiesel por transesterificação de óleos vegetais com metanol
apareceu como uma alternativa para preservar os recursos de petróleo, e um grande
excesso de glicerol foi criado como subproduto. O biodiesel é obtido por
transesterificação dos triglicéridos encontrados nos óleos vegetais e gorduras
animais, com excesso de um álcool primário ( mais comumente metanol ) na
presença de um catalisador homogêneo ou heterogêneo. O glicerol é coproduzido
no presente processo. A produção de uma tonelada de biodiesel acumula 100 kg de
glicerol bruto. O Glicerol bruto tem alto teor de sal e de ácidos graxos livres e uma
cor substancial, que vai do amarelo ao marrom escuro. (MARTIN e RICHTER, 2011)
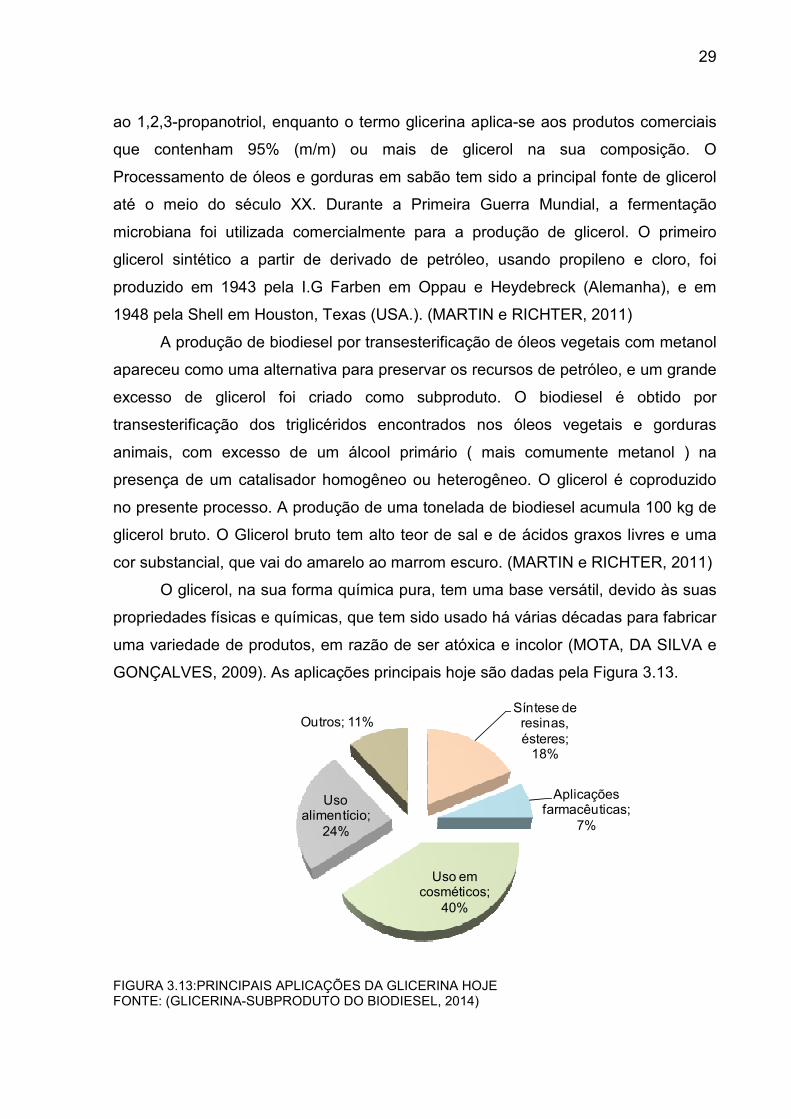
O glicerol, na sua forma química pura, tem uma base versátil, devido às suas
propriedades físicas e químicas, que tem sido usado há várias décadas para fabricar
uma variedade de produtos, em razão de ser atóxica e incolor (MOTA, DA SILVA e
GONÇALVES, 2009). As aplicações principais hoje são dadas pela Figura 3.13.
Síntese de resinas, ésteres;
18%
Aplicações farmacêuticas;
7%
Uso em cosméticos;
40%
Uso alimentício;
24%
Outros; 11%
FIGURA 3.13:PRINCIPAIS APLICAÇÕES DA GLICERINA HOJE FONTE: (GLICERINA-SUBPRODUTO DO BIODIESEL, 2014)
30
Desde a década de 90, a crescente oferta de glicerol, produzido como
subproduto da produção de biodiesel, ocasionou uma diminuição no seu preço de
mercado. Tornou-se, desta forma, necessário buscar novas aplicações para a
utilização da glicerina. (Glicerina-Subproduto do Biodiesel, 2014)
3.2.1.2 Minerais Silicatos
Rochas da crosta terrestre e seus subprodutos – os vários tipos de solos,
argilas e areias – são compostos na sua quase totalidade, aproximadamente 95%,
de minerais silicatos e sílica. Essa predominância de silicatos e aluminossilicatos são
reflexos da abundância de O, Si, e Al, os quais são os elementos mais comuns da
crosta terrestre. Apesar da grande abundância de tipos estruturais e a ampla
variação estequiométrica os quais são inigualáveis no ramo da química, é possível
classificar essas estruturas com base em alguns simples princípios. Quase
invariavelmente, o Si é coordenado tetraedricamente por quatro átomos de oxigênio,
e essa unidade {SiO4} pode existir mesmo como entidades estruturais discretas ou
podem combinar-se compartilhando os átomos de carbono em largas unidades.
(GREENWOOD e EARNSHAW, 1984)
3.2.1.2.1 Silicato de Sódio
O silicato de sódio tem como fórmula geral Na2SiO3. Os silicatos líquidos são
cristalinos, líquidos grossos, enquanto os em pó são granulares com superfície
branca. Os silicatos de sódio são uma mistura de sais de sódio ou potássio.
Geralmente consistem de metassilicato (Na2SiO3), dimetasilicato (Na2Si2O5) e
ortosilicato (Na4SiO4). Todos são vítreos, incolores e dissolvem-se em água.
(BULATOVIC, 2007)
Sendo silicato de sódio ou metassilicato um composto de fórmula Na2SiO3
também conhecido como “vidro líquido” e “água de vidro”, muito utilizado em
cimentos, proteção passiva ao fogo, refratários, produção de têxteis e madeira.
31
O carbonato de sódio e dióxido de silício reage quando misturados para
obtenção de silicato de sódio e dióxido de carbono. (GREENWOOD e EARNSHAW,
1984)
O silicato de sódio anidro possui uma cadeia polimérica composta de
unidades de SiO4 tetraédricas compartilhadas. No entanto, existe a forma hidratada
com a fórmula Na2SiO3•nH2O (onde n = 5, 6, 8, 9) a qual contém o ânion tetraédrico
SiO2(OH)22− com água de hidratação. (WELLS, 1984)
Na indústria, os vários tipos de silicato de sódio são classificados por sua
proporção molar SiO2:Na2O, a qual pode variar entre 2:1 e 3,75:1. Tipos com essa
proporção abaixo de 2,85:1 são denominados “alcalinos”. Aqueles que possuem
maiores proporções são denominados neutros. (LAGALY, TUFAR, et al., 2005)
Somente os Silicatos de metais alcalinos são solúveis em água. Outros
silicatos, principalmente aqueles que ocorrem naturalmente, são insolúveis em água,
e nessas substâncias são encontrados anions de polissilicato com arranjo bastante
complicado. (CHAMBERS e HOLLIDAY, 1975)
Os metassilicatos têm sido utilizados como agente catalisador na produção de
biodiesel, esse obtido através do processo de transesterificação, no qual são
tradicionalmente utilizados óleo de soja, um álcool de baixo peso molecular, por
exemplo, o metanol e um agente catalisador. (SUIB, 2013)
3.3 BIODIESEL
São considerados biocombustíveis, as substâncias combustíveis produzidas a
partir da biomassa e neles se incluem o biodiesel (FAME ou FAEE). Segundo a LEI
Nº 11.097, DE 13 DE JANEIRO DE 2005
• "Biocombustível: combustível derivado de biomassa renovável para uso em
motores a combustão interna ou, conforme regulamento para outro tipo de
geração de energia, que possa substituir parcial ou totalmente combustível de
origem fóssil";
• "Biodiesel: biocombustível derivado de biomassa renovável para uso em
motores a combustão interna com ignição por compressão ou, conforme o
32
regulamento para geração de outro tipo de energia, que possa substituir
parcial ou totalmente combustível de origem fóssil."
A LEI Nº 11.097, DE 13 DE JANEIRO DE 2005 estabelece, que cabe a
Agência Nacional de Petróleo (ANP) especificar a qualidade do biodiesel. Segundo
ANP: "Biodiesel combustível composto de alquil ésteres de ácido carboxílicos de
cadeia longa, produzido a partir da transesterificação e/ou esterificação de matérias
graxas, de gorduras de origem vegetal ou animal, e que atenda a especificação
contida no Regulamento Técnico n° 4/2012, parte integrante desta resolução."
Regulamento Técnico n° 4/2012 encontra-se em anexo. (Anexo I) (ANP, 2014)
Mesmo sendo o biodiesel preterido em face aos derivados de petróleo, este
mostra características que o tornam um combustível com grande potencial, pois
apresenta excelente propriedade lubrificante, podendo ser utilizado nos motores a
diesel com pequenas ou até mesmo nenhuma modificação. Além disso, o biodiesel é
um combustível não tóxico, biodegradável e isento de enxofre, o que torna deste
modo a queima limpa do combustível, quando comparada com a provocada pela
queima do diesel proveniente do petróleo, reduzindo assim, as emissões de óxido de
enxofre (SOx), óxido de nitrogênio(NOx), Monóxido de carbono (CO),
hidrocarbonetos (HC) e partículas sólidas (FAZAL, HASEEB e MASJUKI, 2011);
Em 2003, tiveram início os primeiros estudos concretos para a criação de uma
política do biodiesel no Brasil e, em dezembro de 2004, o governo lançou o
Programa Nacional de Produção e Uso do Biodiesel (PNPB). O objetivo, na etapa
inicial, foi introduzir o biodiesel na matriz energética brasileira, com enfoque na
inclusão social e no desenvolvimento regional. Como um dos principais resultados
dessa primeira fase, foram editadas duas Leis e diversos atos normativos infralegais.
(Programa Nacional de Produção e Uso do Biodiesel, 2014)
A mistura de biodiesel ao diesel fóssil teve início em dezembro de 2004, em
caráter autorizativo. Em janeiro de 2008, entrou em vigor a mistura legalmente
obrigatória de 2% (B2), em todo o território brasileiro. Com o perceptível
amadurecimento do mercado brasileiro, esse percentual foi ampliado pelo Conselho
Nacional de Política Energética (CNPE) sucessivamente até atingir 5% (B5) em
janeiro de 2010. (Programa Nacional de Produção e Uso do Biodiesel, 2014)
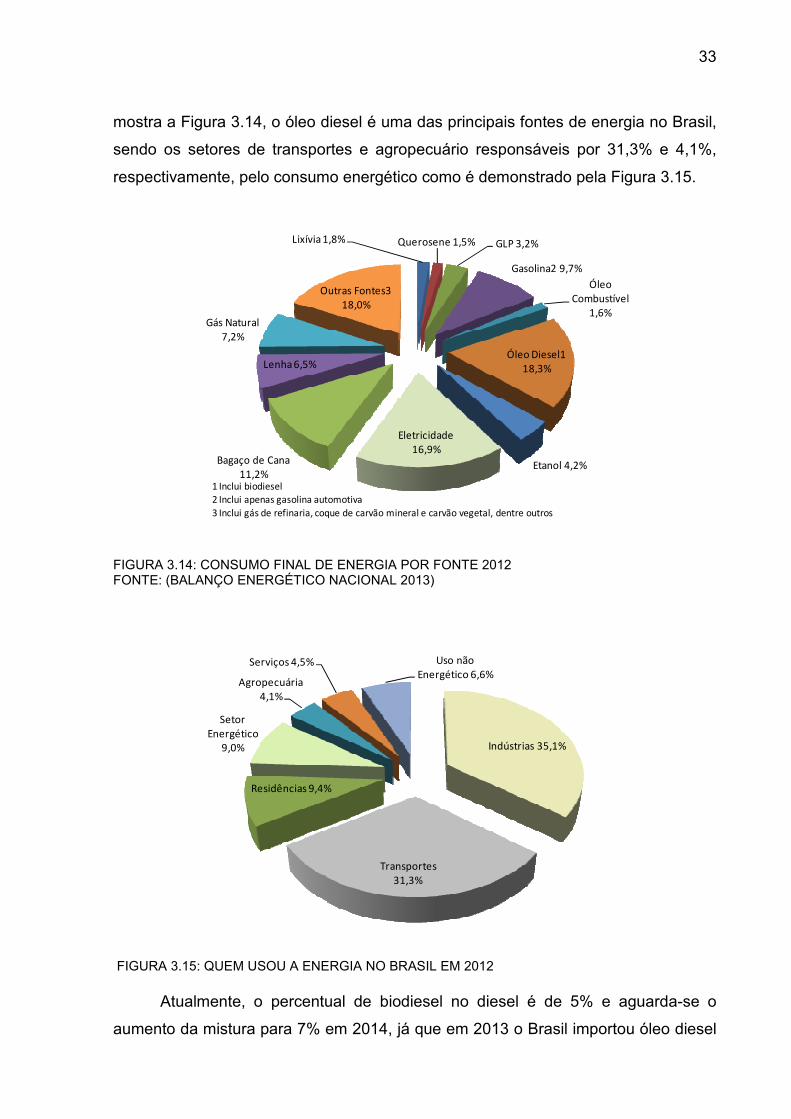
Segundo o Ministério de Minas e Energia, o consumo de óleo diesel em 2012
foi de 46,280 milhões de toneladas equivalente de petróleo (tep) acarretando um
aumento de 6,3% em relação a 2011, sendo que deste total 5% é biodiesel. Como
33
mostra a Figura 3.14, o óleo diesel é uma das principais fontes de energia no Brasil,
sendo os setores de transportes e agropecuário responsáveis por 31,3% e 4,1%,
respectivamente, pelo consumo energético como é demonstrado pela Figura 3.15.
Lixívia 1,8% Querosene 1,5% GLP 3,2%
Gasolina2 9,7%
Óleo Combustível
1,6%
Óleo Diesel1 18,3%
Etanol 4,2%
Eletricidade 16,9%
Bagaço de Cana 11,2%
Lenha 6,5%
Gás Natural 7,2%
Outras Fontes3 18,0%
1 Inclui biodiesel2 Inclui apenas gasolina automotiva
3 Inclui gás de refinaria, coque de carvão mineral e carvão vegetal, dentre outros
FIGURA 3.14: CONSUMO FINAL DE ENERGIA POR FONTE 2012 FONTE: (BALANÇO ENERGÉTICO NACIONAL 2013)
Indústrias 35,1%
Transportes 31,3%
Residências 9,4%
Setor Energético
9,0%
Agropecuária 4,1%
Serviços 4,5% Uso não Energético 6,6%
FIGURA 3.15: QUEM USOU A ENERGIA NO BRASIL EM 2012 Atualmente, o percentual de biodiesel no diesel é de 5% e aguarda-se o
aumento da mistura para 7% em 2014, já que em 2013 o Brasil importou óleo diesel
34
24% a mais que em 2012, pois a produção local não consegue atender o mercado
interno e precisa importar o combustível a preços maiores que os praticados no país,
o que provoca perdas.
3.3.1 Matérias-Primas Para a Produção de Biodiesel
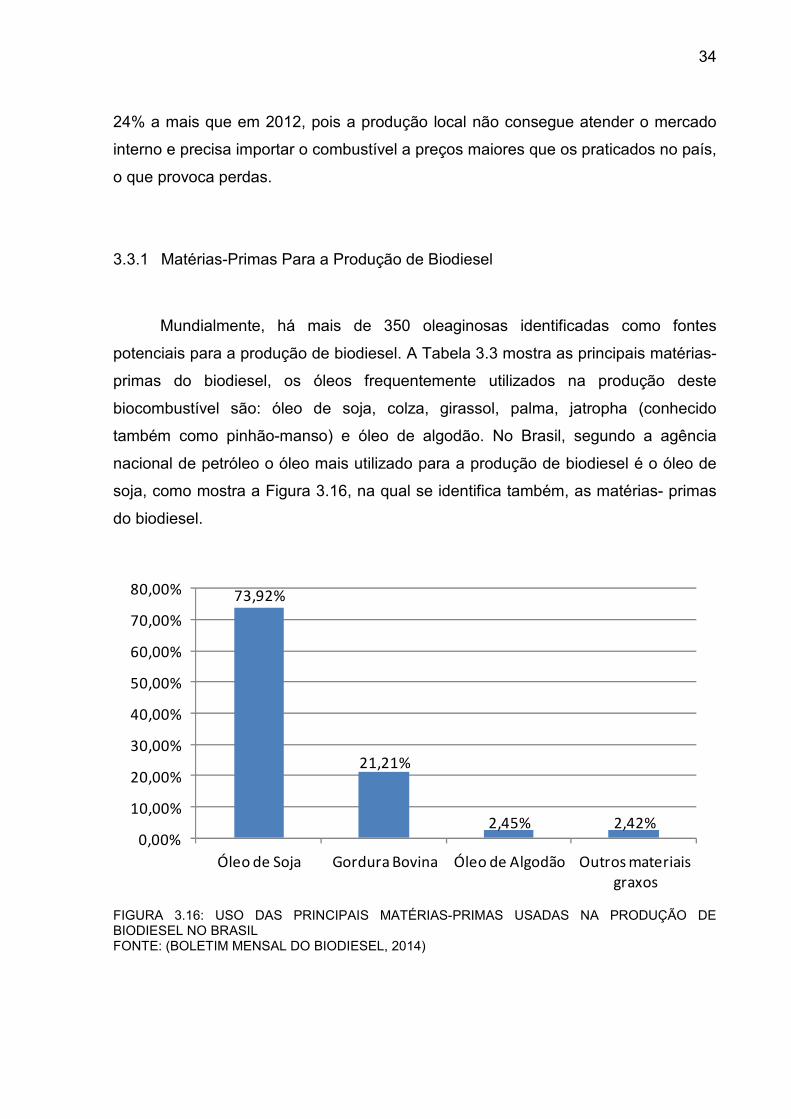
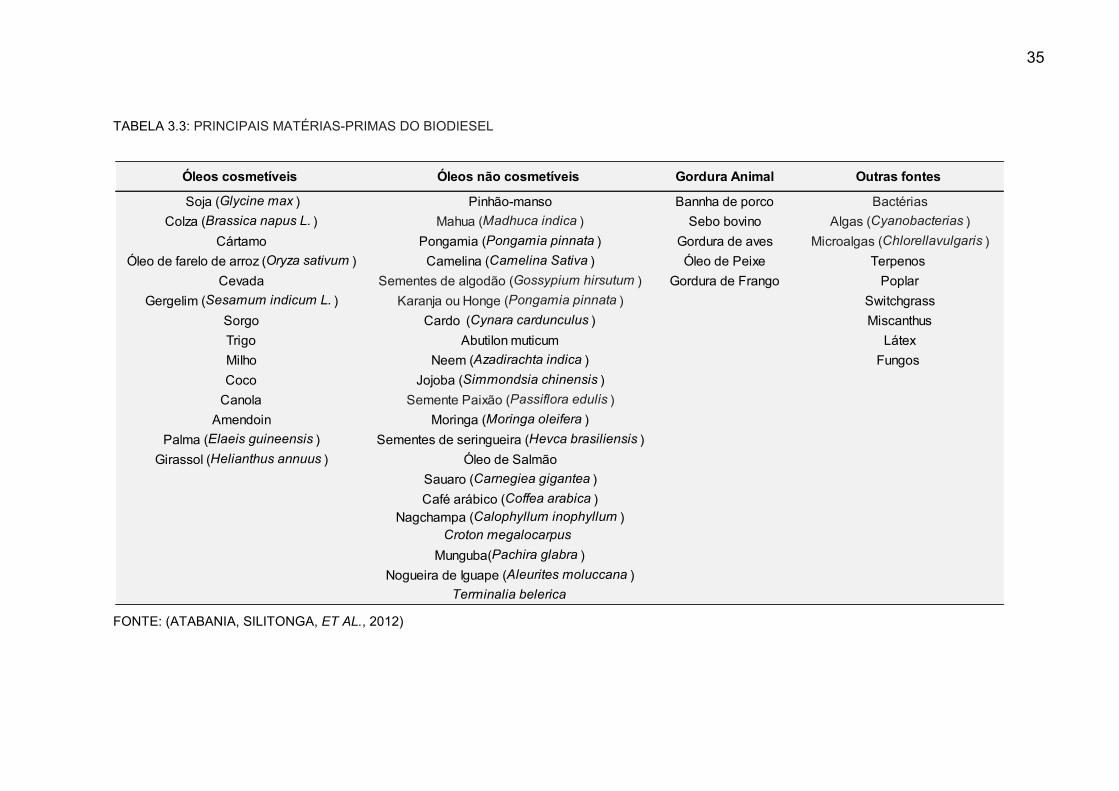
Mundialmente, há mais de 350 oleaginosas identificadas como fontes
potenciais para a produção de biodiesel. A Tabela 3.3 mostra as principais matérias-
primas do biodiesel, os óleos frequentemente utilizados na produção deste
biocombustível são: óleo de soja, colza, girassol, palma, jatropha (conhecido
também como pinhão-manso) e óleo de algodão. No Brasil, segundo a agência
nacional de petróleo o óleo mais utilizado para a produção de biodiesel é o óleo de
soja, como mostra a Figura 3.16, na qual se identifica também, as matérias- primas
do biodiesel.
FIGURA 3.16: USO DAS PRINCIPAIS MATÉRIAS-PRIMAS USADAS NA PRODUÇÃO DE BIODIESEL NO BRASIL FONTE: (BOLETIM MENSAL DO BIODIESEL, 2014)
73,92%
21,21%
2,45% 2,42%0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
Óleo de Soja Gordura Bovina Óleo de Algodão Outros materiais graxos
35
TABELA 3.3: PRINCIPAIS MATÉRIAS-PRIMAS DO BIODIESEL
FONTE: (ATABANIA, SILITONGA, ET AL., 2012)
Óleos cosmetíveis Óleos não cosmetíveis Gordura Animal Outras fontes
Soja (Glycine max ) Pinhão-manso Bannha de porco Bactérias
Colza (Brassica napus L. ) Mahua (Madhuca indica ) Sebo bovino Algas (Cyanobacterias )
Cártamo Pongamia (Pongamia pinnata ) Gordura de aves Microalgas (Chlorellavulgaris )
Óleo de farelo de arroz (Oryza sativum ) Camelina (Camelina Sativa ) Óleo de Peixe Terpenos
Cevada Sementes de algodão (Gossypium hirsutum ) Gordura de Frango Poplar
Gergelim (Sesamum indicum L. ) Karanja ou Honge (Pongamia pinnata ) Switchgrass
Sorgo Cardo (Cynara cardunculus ) Miscanthus
Trigo Abutilon muticum Látex
Milho Neem (Azadirachta indica ) Fungos
Coco Jojoba (Simmondsia chinensis )
Canola Semente Paixão (Passiflora edulis )
Amendoin Moringa (Moringa oleifera )
Palma (Elaeis guineensis ) Sementes de seringueira (Hevca brasiliensis )
Girassol (Helianthus annuus ) Óleo de Salmão
Sauaro (Carnegiea gigantea )
Café arábico (Coffea arabica )Nagchampa (Calophyllum inophyllum )
Croton megalocarpus
Munguba(Pachira glabra )
Nogueira de Iguape (Aleurites moluccana )
Terminalia belerica
36
Preferencialmente, a matéria-prima deve cumprir dois requisitos principais:
baixos custos de produção e produção em grande escala. A disponibilidade de
matéria-prima para a produção de biodiesel depende do clima regional, localizações
geográficas, condições locais do solo e as práticas agrícolas de todo o país.
Segundo ATABANIA, SILITONGA, et al., (2012) constatou-se que a matéria-prima
isoladamente, representa 75% do custo total da produção de biodiesel.
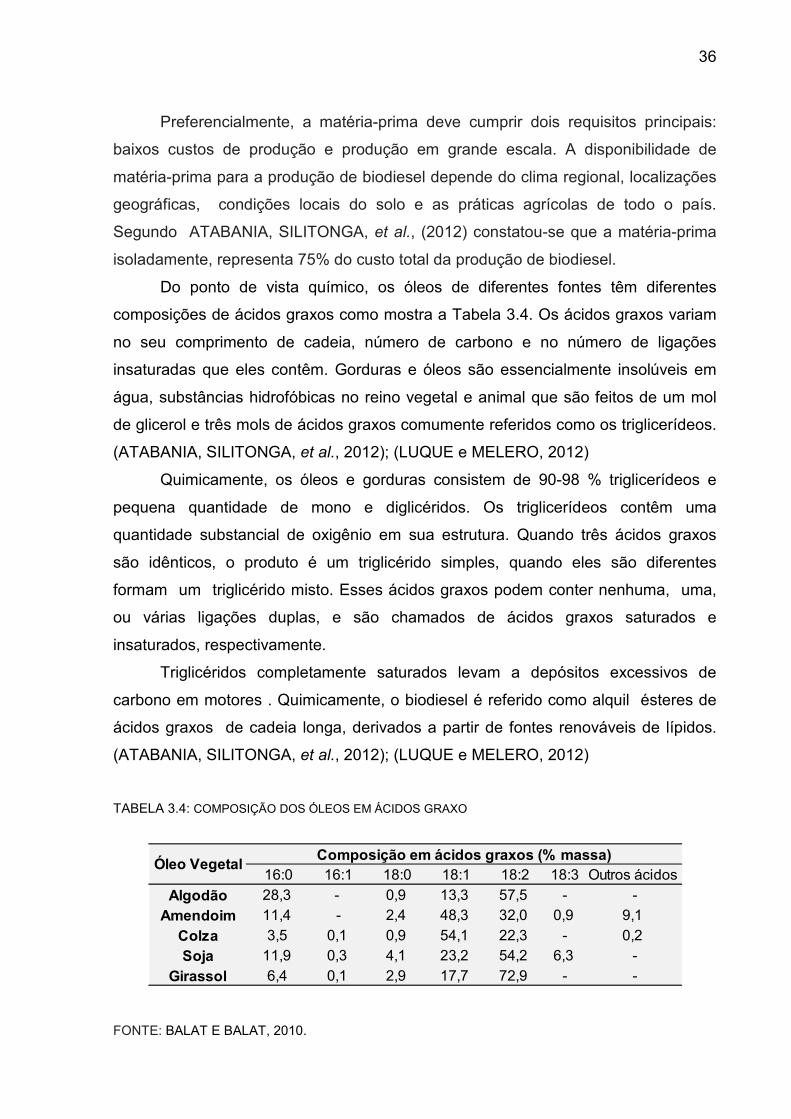
Do ponto de vista químico, os óleos de diferentes fontes têm diferentes
composições de ácidos graxos como mostra a Tabela 3.4. Os ácidos graxos variam
no seu comprimento de cadeia, número de carbono e no número de ligações
insaturadas que eles contêm. Gorduras e óleos são essencialmente insolúveis em
água, substâncias hidrofóbicas no reino vegetal e animal que são feitos de um mol
de glicerol e três mols de ácidos graxos comumente referidos como os triglicerídeos.
(ATABANIA, SILITONGA, et al., 2012); (LUQUE e MELERO, 2012)
Quimicamente, os óleos e gorduras consistem de 90-98 % triglicerídeos e
pequena quantidade de mono e diglicéridos. Os triglicerídeos contêm uma
quantidade substancial de oxigênio em sua estrutura. Quando três ácidos graxos
são idênticos, o produto é um triglicérido simples, quando eles são diferentes
formam um triglicérido misto. Esses ácidos graxos podem conter nenhuma, uma,
ou várias ligações duplas, e são chamados de ácidos graxos saturados e
insaturados, respectivamente.
Triglicéridos completamente saturados levam a depósitos excessivos de
carbono em motores . Quimicamente, o biodiesel é referido como alquil ésteres de
ácidos graxos de cadeia longa, derivados a partir de fontes renováveis de lípidos.
(ATABANIA, SILITONGA, et al., 2012); (LUQUE e MELERO, 2012)
TABELA 3.4: COMPOSIÇÃO DOS ÓLEOS EM ÁCIDOS GRAXO
FONTE: BALAT E BALAT, 2010.
16:0 16:1 18:0 18:1 18:2 18:3 Outros ácidos
Algodão 28,3 - 0,9 13,3 57,5 - -
Amendoim 11,4 - 2,4 48,3 32,0 0,9 9,1
Colza 3,5 0,1 0,9 54,1 22,3 - 0,2
Soja 11,9 0,3 4,1 23,2 54,2 6,3 -
Girassol 6,4 0,1 2,9 17,7 72,9 - -
Óleo VegetalComposição em ácidos graxos (% massa)
37
Na Tabela 3.4 os números separados por dois pontos representam o número
de átomos de carbono e o número de ligações duplas presentes no ácido graxo. É
por meio desta nomenclatura que estão classificados os ácidos graxos. Por exemplo,
o 16:1 corresponde ao ácido palmitoleíco, que possui 16 átomos de carbono e uma
ligação dupla. Os óleos também são constituídos por outros compostos, mas em
quantidades muito reduzidas como os esteróis, terpenóides, ceras e fosfolípidos.
(BALAT e BALAT, 2010); (LUQUE e MELERO, 2012)
Os óleos e gorduras utilizados como matéria-prima devem passar por um
tratamento de neutralização que reduz a sua acidez, através de uma lavagem com
hidróxido de sódio ou potássio, e por um processo de desumidificação, com o
objetivo de melhorar as condições para a reação e consequentemente, obter
máxima taxa de conversão.
3.3.2 Processo de Produção
Consideráveis esforços têm sido feitos para desenvolver derivados de óleo
vegetal, que se aproximam das propriedades e desempenho de diesel combustível
baseados em hidrocarbonetos. O problema com a substituição de triglicerídeos para
diesel combustível está principalmente associado com suas características de alta
viscosidade, baixa volatilidade e poli-insaturação. Isso pode ser modificado no
mínimo por quatro maneiras: pirólise, microemulsão, diluição e transesterificação.
(SINGH e SINGH, 2010). Dentre todas essas técnicas, a transesterificação parece
ser a melhor escolha, devido às características físicas dos ésteres de ácidos graxos
serem muito próximas às do diesel combustível e do processo ser relativamente
simples. (BALAT e BALAT, 2010).
3.3.2.1 Transesterificação
A transesterificação é uma reação que envolve um triglicerídeo e um álcool de
baixo peso molecular, usando um catalisador homogêneo ou heterogêneo
produzindo biodiesel e glicerol. O uso de um catalisador é importante, pois melhora a
38
taxa de reação e o rendimento. Excesso de álcool também é usado para deslocar o
equilíbrio da reação em direção ao produto, devido à tendência de reversão natural
da reação. Por esse motivo álcoois alifáticos monohíbridos primários e secundários
tendo de um a oito átomos de carbono são usados. (SINGH e SINGH, 2010)
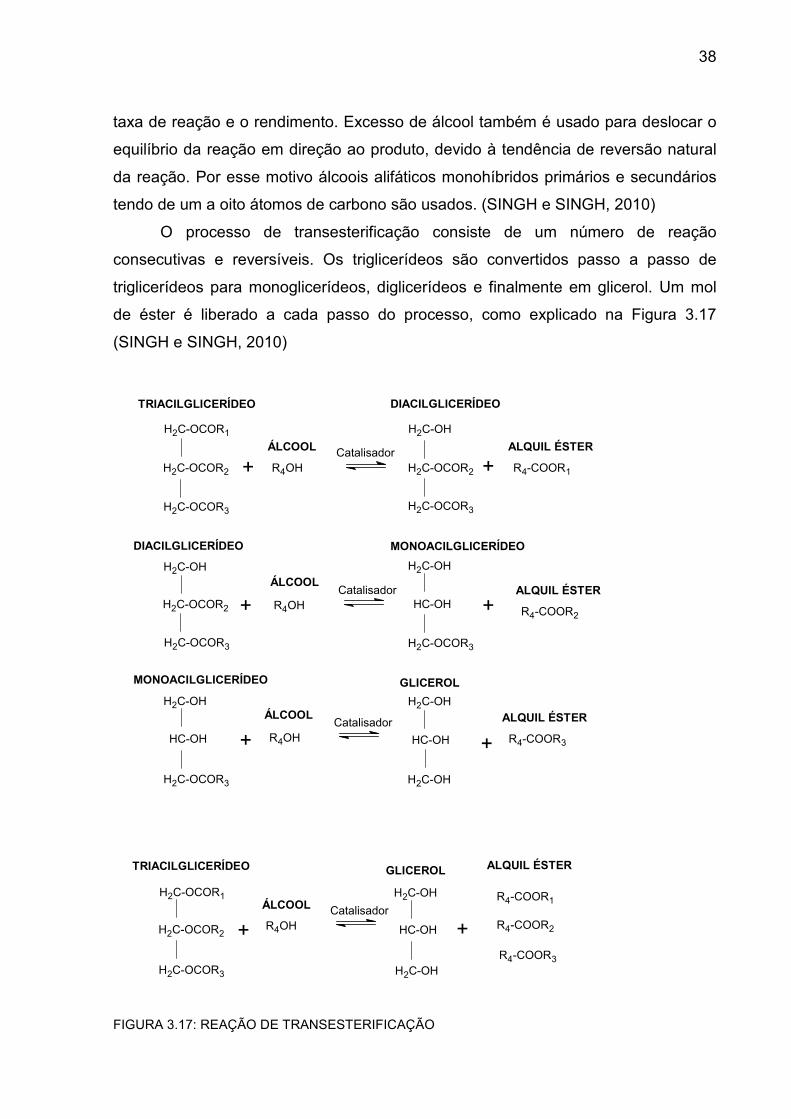
O processo de transesterificação consiste de um número de reação
consecutivas e reversíveis. Os triglicerídeos são convertidos passo a passo de
triglicerídeos para monoglicerídeos, diglicerídeos e finalmente em glicerol. Um mol
de éster é liberado a cada passo do processo, como explicado na Figura 3.17
(SINGH e SINGH, 2010)
H2C-OCOR1
H2C-OCOR2
H2C-OCOR3
H2C-OH
H2C-OCOR2
H2C-OCOR3
H2C-OH
H2C-OCOR2
H2C-OCOR3
HC-OH
H2C-OH
H2C-OCOR3
HC-OH
H2C-OH
H2C-OCOR3
H2C-OH
HC-OH
H2C-OH
R4OH+
+
+
+
+
+
CatalisadorR4-COOR1
H2C-OCOR1
H2C-OCOR2
H2C-OCOR3
+
H2C-OH
HC-OH
H2C-OH
+
TRIACILGLICERÍDEO
TRIACILGLICERÍDEO
DIACILGLICERÍDEO
DIACILGLICERÍDEO
ÁLCOOL
MONOACILGLICERÍDEO
MONOACILGLICERÍDEO GLICEROL
GLICEROL
ALQUIL ÉSTER
R4OHCatalisador
ÁLCOOL
R4-COOR2
ALQUIL ÉSTER
R4OHCatalisador
ÁLCOOL
R4-COOR3
ALQUIL ÉSTER
R4-COOR3
R4-COOR2
R4-COOR1
R4OHCatalisadorÁLCOOL
ALQUIL ÉSTER
FIGURA 3.17: REAÇÃO DE TRANSESTERIFICAÇÃO
39
Comercialmente, o método industrial mais utilizado para a produção de
biodiesel de óleos vegetais e graxos é o processo de transesterificação, usando
base catalítica de KOH ou NaOH como catalisador homogêneo e MeOH como álcool
de baixo peso molecular. A vantagem desse processo é a produção de éster metílico
a um rendimento muito alto sob condições amenas, sendo que a reação dura em
média uma hora para ser completada. No entanto, esse processo tem várias
desvantagens como grande uso de energia, a recuperação do glicerol é difícil, o
catalisador tem que ser removido do produto, a água residual alcalina requer
tratamento, e os ácidos graxos livres e a água interferem na reação. O fluxograma
apresentado na Figura 3.18 descreve um fluxograma simplificado do processo de
obtenção do biodiesel e a Tabela 3.5 mostra as condições para reação de
transesterificação utilizando catalisador homogêneo básico. Segundo ATADASHI,
AROUA e AZIZ, (2011), atualmente o custo de purificação representa de 60 a 80%
do custo de processamento. Nesse sentido, tem se intensificado pesquisas por
rotas de catálise heterogênea ou reação com álcool supercrítico para produção de
biodiesel, no entanto, essas rotas são de elevado custo. Reações com álcool
supercrítico necessitam de altas temperatura de 239-385°C e equipamntos caros .
Na grande maioria das rotas de catálise heterogênea a temperatura de reação é de
180-220 °C ou altas, para temperaturas amenas uma alta razão molar de metanol
se faz necessária para se atingir as conversões desejadas.O processo de produção
do catalisador pode também requerer altas temperaturas. (ATADASHI, AROUA e
AZIZ, 2011); (SEMWAL, BADONI e TULI, 2011); (Helwani , Z; Othman ,M R; Aziz ,N;
Fernando , W J N; Kim, J, 2009).
SEMWAL, BADONI e TULI, ( 2011) apresentam vários catalisadores
heterogêneos para a produção de ésteres metílicos a partir de óleo de soja, com as
seguintes condições de reação: temperatura de 60°C, 10% (m/m) catalisador em
relação ao óleo de soja, razão molar metanol:óleo de 65:1 e tempo de reação de 3
horas. São esses, NaNO3/Al2O3 temperatura de calcinação do catalisador de 650°C ,
Metil éster formado (%m/m) de 95,1, KNO3/Al2O3 temperatura de calcinação do
catalisador de 550°C , metil éster formado (%m/m) de 94,7 e CaNO3/Al2O3
temperatura de calcinação do catalisador de 450°C , metil éster formado (%m/m) de
94,1.
Segundo ATADASHI, AROUA e AZIZ, (2011), o desenvolvimento de
catalisadores heterogêneos de baixo custo para a produção de bidiesel são
40
necessários, pois estes catalisadores são capazes de reduzir os efeitos da formação
de sabão, contribuindo para a redução do custo de separação e purificação do
biodiesel. Conforme SEMWAL, BADONI e TULI, (2011), para um catalisador ser
promissor, a atividade catalótica, reciclabilidade e baixo custo são extremamentes
importantes, uma vez que, esses parametros tem efeito direto no custo total do
processo.
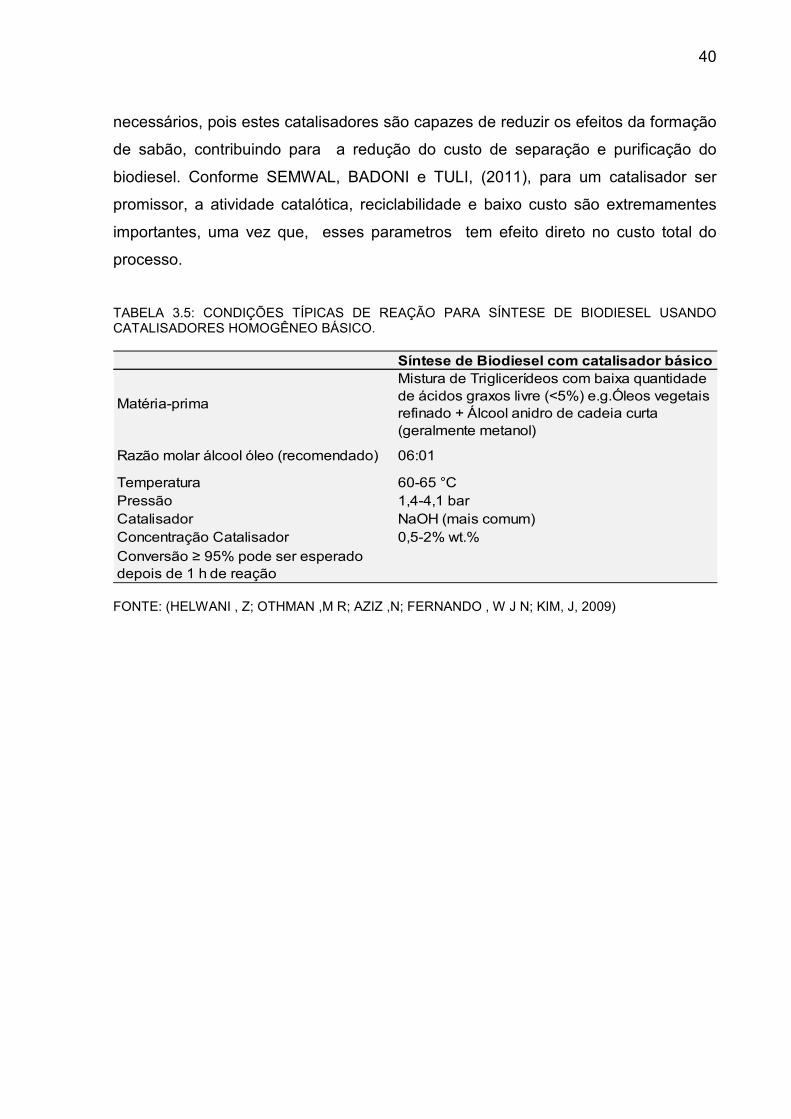
TABELA 3.5: CONDIÇÕES TÍPICAS DE REAÇÃO PARA SÍNTESE DE BIODIESEL USANDO CATALISADORES HOMOGÊNEO BÁSICO.
Síntese de Biodiesel com catalisador básico
Temperatura PressãoCatalisador Concentração Catalisador
NaOH (mais comum)0,5-2% wt.%
Matéria-prima
Conversão ≥ 95% pode ser esperado depois de 1 h de reação
Razão molar álcool óleo (recomendado)
Mistura de Triglicerídeos com baixa quantidade de ácidos graxos livre (<5%) e.g.Óleos vegetais refinado + Álcool anidro de cadeia curta (geralmente metanol)
06:01
60-65 °C1,4-4,1 bar
FONTE: (HELWANI , Z; OTHMAN ,M R; AZIZ ,N; FERNANDO , W J N; KIM, J, 2009)
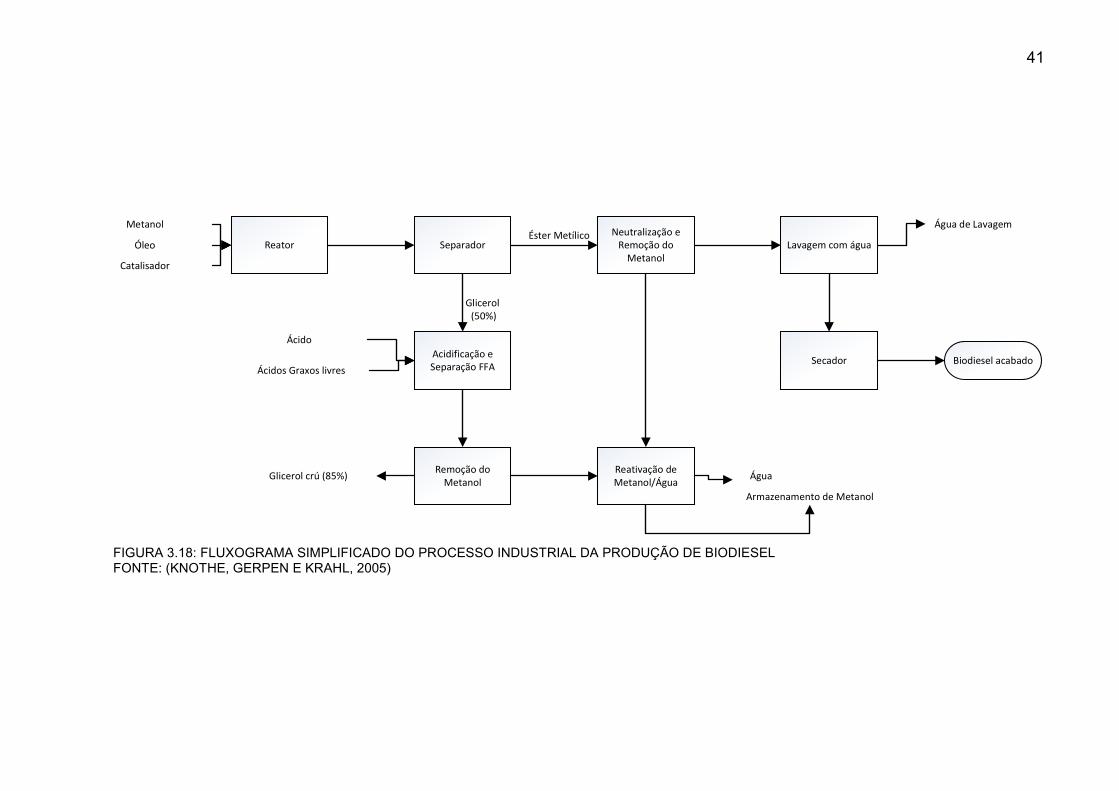
41
FIGURA 3.18: FLUXOGRAMA SIMPLIFICADO DO PROCESSO INDUSTRIAL DA PRODUÇÃO DE BIODIESEL FONTE: (KNOTHE, GERPEN E KRAHL, 2005)
Reator SeparadorNeutralização e
Remoção do Metanol
Lavagem com água
SecadorAcidificação e Separação FFA
Remoção do Metanol
Reativação de Metanol/Água
Biodiesel acabado
Ácido
Ácidos Graxos livres
Metanol
Óleo
Catalisador
Éster Metílico
Glicerol (50%)
Glicerol crú (85%) Água
Armazenamento de Metanol
Água de Lavagem
42
Inúmeros parâmetros interferem nas reações de transesterificação, podendo
ser incompleta, com baixo rendimento ou levando à formação de subprodutos
indesejáveis. Esses podem afetar de forma significativa o processo de produção de
biodiesel, dificultando a purificação do mesmo tornando o processo dispendioso. Os
parâmetros mais importantes que afetam o processo são catalisador, razão molar
óleo álcool, teor de água e ácidos graxos livres.
3.3.2.1.1 Efeitos do Catalisador
O alto consumo de energia e custo de separação do catalisador homogêneo
do meio reacional tem justificado a necessidade do desenvolvimento de
catalisadores heterogêneos para as reações de transesterificação, o qual é
facilmente separado e reciclado. Vários autores têm usado catalisadores
heterogêneos, com o objetivo de eliminar as etapas de neutralização e lavagem
necessárias no processo onde se aplicam catalisadores homogêneos.
3.3.2.1.2 Efeitos da Razão Molar Óleo e Álcool
Uma das mais importantes variáveis que afetam o rendimento de ésteres é a
razão molar de álcool para o triglicerídeo. A razão estequiométrica para a
transesterificação requer três mols de álcool e um mol de glicerina para rendimento
de três mols de éster de ácido graxo e um mol de glicerol. A razão molar está
associada ao tipo de catalisador usado. (ATADASHI, AROUA e AZIZ, 2011), (MA e
HANNA, 1999)
3.3.2.1.3 Efeitos da Água e Ácidos Graxos Livres
Água e FFA em óleos e graxos podem causar grandes problemas durante a
transesterificação. Quando a água está presente, especialmente a elevada
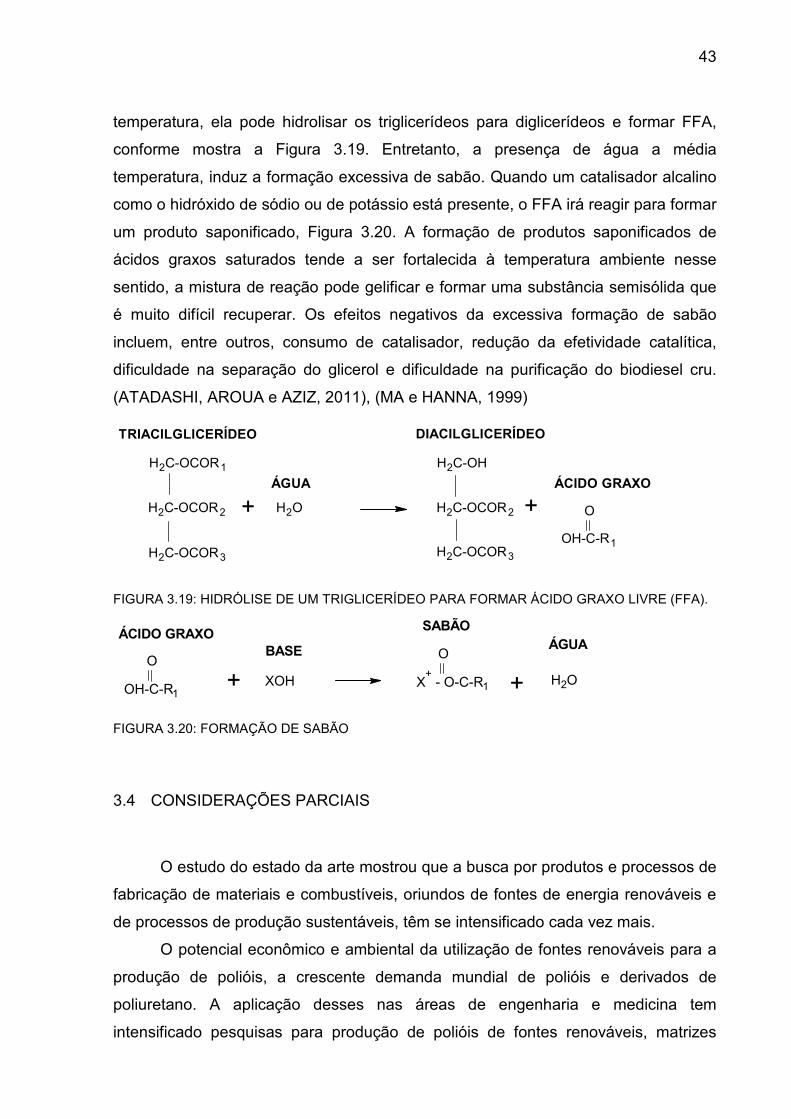
43
temperatura, ela pode hidrolisar os triglicerídeos para diglicerídeos e formar FFA,
conforme mostra a Figura 3.19. Entretanto, a presença de água a média
temperatura, induz a formação excessiva de sabão. Quando um catalisador alcalino
como o hidróxido de sódio ou de potássio está presente, o FFA irá reagir para formar
um produto saponificado, Figura 3.20. A formação de produtos saponificados de
ácidos graxos saturados tende a ser fortalecida à temperatura ambiente nesse
sentido, a mistura de reação pode gelificar e formar uma substância semisólida que
é muito difícil recuperar. Os efeitos negativos da excessiva formação de sabão
incluem, entre outros, consumo de catalisador, redução da efetividade catalítica,
dificuldade na separação do glicerol e dificuldade na purificação do biodiesel cru.
(ATADASHI, AROUA e AZIZ, 2011), (MA e HANNA, 1999)
H2C-OCOR1
H2C-OCOR2
H2C-OCOR3
H2C-OH
H2C-OCOR2
H2C-OCOR3
H2O+ +OH-C-R1
TRIACILGLICERÍDEO DIACILGLICERÍDEO
ÁGUA ÁCIDO GRAXO
O
FIGURA 3.19: HIDRÓLISE DE UM TRIGLICERÍDEO PARA FORMAR ÁCIDO GRAXO LIVRE (FFA).
OH-C-R1
O
ÁCIDO GRAXO
+ X+ - O-C-R1
OBASE
XOH
SABÃO
+ H2O
ÁGUA
FIGURA 3.20: FORMAÇÃO DE SABÃO
3.4 CONSIDERAÇÕES PARCIAIS
O estudo do estado da arte mostrou que a busca por produtos e processos de
fabricação de materiais e combustíveis, oriundos de fontes de energia renováveis e
de processos de produção sustentáveis, têm se intensificado cada vez mais.
O potencial econômico e ambiental da utilização de fontes renováveis para a
produção de polióis, a crescente demanda mundial de polióis e derivados de
poliuretano. A aplicação desses nas áreas de engenharia e medicina tem
intensificado pesquisas para produção de polióis de fontes renováveis, matrizes
44
como glicerol, óleo de algas, de peixe, palma entre outros, têm sido utilizadas, além
disso, esforços têm sido dirigidos com objetivo de encontrar variáveis de operação
ideais (rota, temperatura, tempo, quantidade de catalisador). A literatura tem
mostrado várias rotas para a produção de polióis, sendo a maioria deles sintetizados
a partir de óleo vegetal epoxidado, o que mostra a importância do estudo de novos
catalisadores. No entanto, poucos trabalhos apresentam a avaliação estatística das
variáveis do processo.
No mesmo sentido, se discute muito sobre a viabilidade ou não da produção
do biodiesel, em diversos aspectos, como o social, econômico, ambiental e político.
Segundo a literatura, o processo de produção convencional de biodiesel é caro
devido ao alto custo de purificação do biodiesel e o baixo valor agregado de seu
subproduto o glicerol, sendo esse em média 10% do total da produção de biodiesel.
Segundo ATADASHI, AROUA e AZIZ, (2011) e SEMWAL, BADONI e TULI, (2011) ,
o desenvolvimento de catalisadores heterogêneos de baixo custo para a produção
de biodiesel são necessários. Pois estes catalisadores são capazes de reduzir os
efeitos da formação de sabão, contribuindo para a redução do custo de separaçaõ e
purificação do biodiesel, no entanto, esses devem ter alta atividade catalítica,
reciclabilidade e baixo custo. Porém, a literatura apresenta catalisadores
heterogêneos de alto custo, ou processos que requerem altas temperaturas e altas
razões molares de álcool quando se emprega o uso destes catalisadores. .
De todos os trabalhos apresentados até o momento na literatura, não foi
encontrado nenhum que tenha aplicado como catalisador heterogênio compósitos de
poliuretano, sendo o poliuretano sintetizado a partir de glicerolise de óleo de soja
epoxidado comercial com glicerol, o que pode tornar o processo sustentável. Neste
contexto, o presente trabalho aborda a produção de polióis, a partir de fontes
renováveis como óleo de soja epóxiadado e glicerol para obtenção de matriz
polimérica de poliuretano, visando sua aplicação na produção de um compósito de
poliuretano/metassilicato de sódio a ser usado, como catalisador heterogêneo, no
processo de produção de biodiesel.
45
4 MATERIAIS E MÉTODOS
Neste capítulo são apresentadas as descrições dos materiais utilizados, dos
aparatos experimentais e dos procedimentos adotados para a realização desse
trabalho, assim como metodologias utilizadas no tratamento de dados experimentais.
As matrizes poliméricas de poliuretano foram obtidas da seguinte forma,
primeiramente com a reação de glicerólise entre o óleo de soja epoxidado comercial
e a glicerina, aplicando como catalisador o metassilicato de sódio calcinado a 400°C,
para obtenção de poliol. Esse poliol oleoquímico foi utilizado para a síntese das
matrizes poliméricas de poliuretano composta com metassilicato de sódio, sem
tratamento e calcinado a 400°C. Posteriormente foram sintetizados ésteres metílicos
por transesterificação empregando como catalisador um compósito de
poliuretano/metassilicato de sódio. Para efeito de comparação, foram realizadas
reações somente com metassilicato livre de matriz polimérica de poliuretano. Todas
as análises foram feitas em duplicata e as reações de síntese de poliol, do
planejamento experimental, foram feitas de forma aleatória.
4.1 SÍNTESE DE POLIÓIS
4.1.1 Materiais
Para as reações do poliol, o óleo de soja epoxidado foi cedido pela empresa
Inbra Indústria Química Ltda (Diadema, SP). O metassilicato de sódio (CAS: 6834-
92-0) foi cedido pela empresa Manchester Química do Brasil S.A. (Criciúma - SC).
Foi também utilizado Glicerina (99,7% P.A) (CAS: 56-81-5). Todos os outros
reagentes foram adquiridos em grau analítico (P.A) e usados como recebidos.
Nas análises cromatográficas foram utilizados piridina (CAS 110-86-1), n-
heptano (CAS 142-82-5) e N-methy-N-trimethysiltrifluoroacetamide (MSTFA) (CAS
24589-78-4) como reagente derivatizante. Os padrões analíticos monooleina (CAS
111-03-5), monomiristina (CAS 76685-86-6), monoestearina (CAS 123-94-4),
monopalmitina (CAS 542-44-9), dimiristina ( CAS 770-09-4), diestearina ( CAS
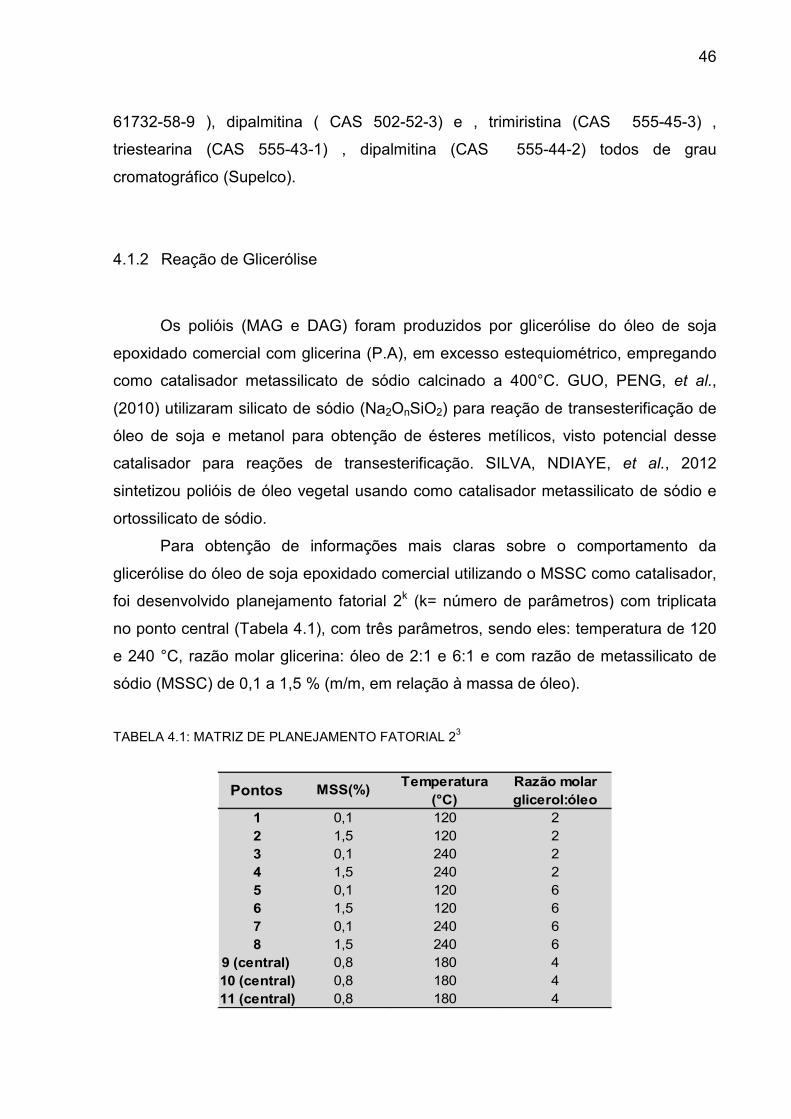
46
61732-58-9 ), dipalmitina ( CAS 502-52-3) e , trimiristina (CAS 555-45-3) ,
triestearina (CAS 555-43-1) , dipalmitina (CAS 555-44-2) todos de grau
cromatográfico (Supelco).
4.1.2 Reação de Glicerólise
Os polióis (MAG e DAG) foram produzidos por glicerólise do óleo de soja
epoxidado comercial com glicerina (P.A), em excesso estequiométrico, empregando
como catalisador metassilicato de sódio calcinado a 400°C. GUO, PENG, et al.,
(2010) utilizaram silicato de sódio (Na2OnSiO2) para reação de transesterificação de
óleo de soja e metanol para obtenção de ésteres metílicos, visto potencial desse
catalisador para reações de transesterificação. SILVA, NDIAYE, et al., 2012
sintetizou polióis de óleo vegetal usando como catalisador metassilicato de sódio e
ortossilicato de sódio.
Para obtenção de informações mais claras sobre o comportamento da
glicerólise do óleo de soja epoxidado comercial utilizando o MSSC como catalisador,
foi desenvolvido planejamento fatorial 2k (k= número de parâmetros) com triplicata
no ponto central (Tabela 4.1), com três parâmetros, sendo eles: temperatura de 120
e 240 °C, razão molar glicerina: óleo de 2:1 e 6:1 e com razão de metassilicato de
sódio (MSSC) de 0,1 a 1,5 % (m/m, em relação à massa de óleo).
TABELA 4.1: MATRIZ DE PLANEJAMENTO FATORIAL 23
1 0,1 120 22 1,5 120 23 0,1 240 24 1,5 240 25 0,1 120 66 1,5 120 67 0,1 240 68 1,5 240 6
9 (central) 0,8 180 410 (central) 0,8 180 411 (central) 0,8 180 4
Pontos MSS(%)Temperatura
(°C)Razão molar glicerol:óleo
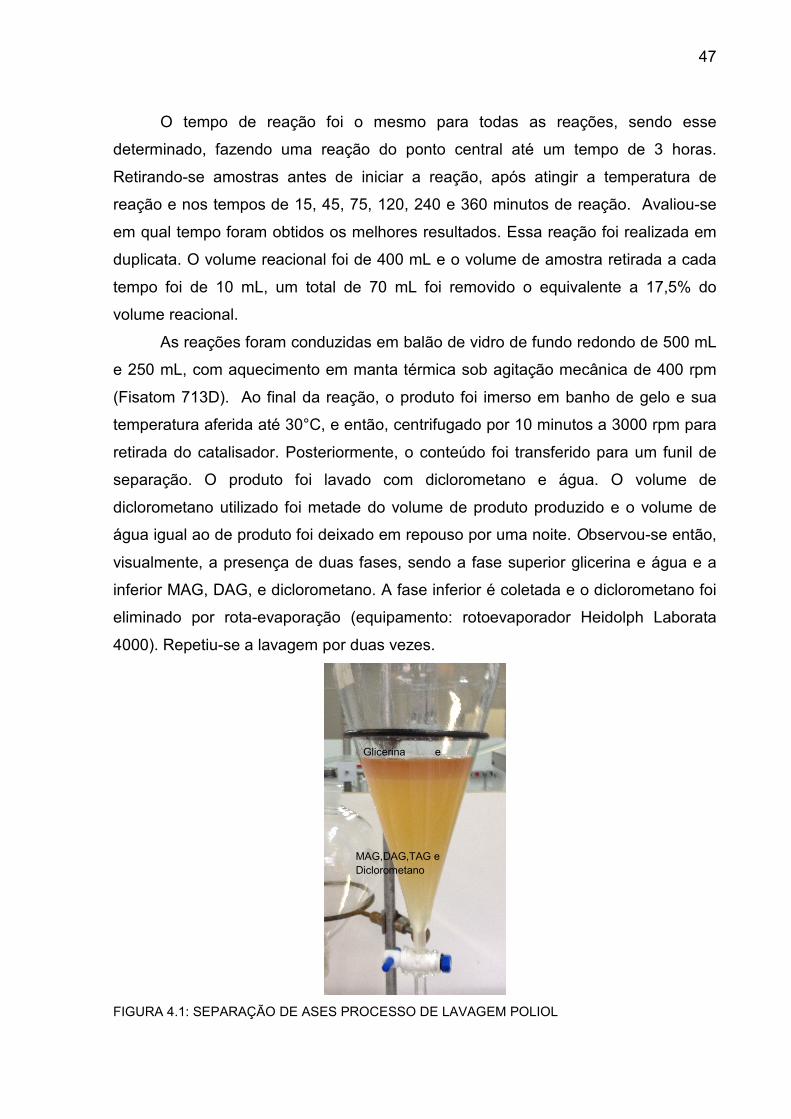
47
O tempo de reação foi o mesmo para todas as reações, sendo esse
determinado, fazendo uma reação do ponto central até um tempo de 3 horas.
Retirando-se amostras antes de iniciar a reação, após atingir a temperatura de
reação e nos tempos de 15, 45, 75, 120, 240 e 360 minutos de reação. Avaliou-se
em qual tempo foram obtidos os melhores resultados. Essa reação foi realizada em
duplicata. O volume reacional foi de 400 mL e o volume de amostra retirada a cada
tempo foi de 10 mL, um total de 70 mL foi removido o equivalente a 17,5% do
volume reacional.
As reações foram conduzidas em balão de vidro de fundo redondo de 500 mL
e 250 mL, com aquecimento em manta térmica sob agitação mecânica de 400 rpm
(Fisatom 713D). Ao final da reação, o produto foi imerso em banho de gelo e sua
temperatura aferida até 30°C, e então, centrifugado por 10 minutos a 3000 rpm para
retirada do catalisador. Posteriormente, o conteúdo foi transferido para um funil de
separação. O produto foi lavado com diclorometano e água. O volume de
diclorometano utilizado foi metade do volume de produto produzido e o volume de
água igual ao de produto foi deixado em repouso por uma noite. Observou-se então,
visualmente, a presença de duas fases, sendo a fase superior glicerina e água e a
inferior MAG, DAG, e diclorometano. A fase inferior é coletada e o diclorometano foi
eliminado por rota-evaporação (equipamento: rotoevaporador Heidolph Laborata
4000). Repetiu-se a lavagem por duas vezes.
FIGURA 4.1: SEPARAÇÃO DE ASES PROCESSO DE LAVAGEM POLIOL
MAG,DAG,TAG e Diclorometano
Glicerina e
48
4.1.2.1 Preparação do Catalisador
GUO, PENG, et al., (2010), avaliaram várias condições de tempertura e
tempo para o preparo do silicato de sódio e concluíram que as melhores condições
são, temperatura de 400°C e tempo de 2 horas, também concluíram que esse deve
ser desidratado para se obter uma calcinação ótima.
Metassilicato de sódio foi desidratado a 200°C por 20 minutos e
posteriormente calcinado a 400°C por 2 horas. Esse deve ser fragmentado e
passado através de peneira de malha Mesh 120.
4.1.2.2 Índice de Hidroxila
O índice de hidroxilas dos polióis foi analisado através da norma ASTM
D 1957 – 86 (ASTM, 2001), onde a amostra é acetilada com anidrido acético e o
excesso de ácido acético é titulado com uma solução alcoólica de hidróxido de
potássio, com algumas adaptações na escala do ensaio. As amostras foram
adicionadas em tubos de ensaio distintos, aproximadamente 0,7 g, seguido da
adição de 2,5 mL de uma solução de piridina - anidrido acético (3:1). Em um tubo
vazio, foram adicionados 2,5 mL desta mesma solução para ser usado como
"branco". Em um dos tubos, foi adicionado apenas 5 mL de piridina para
determinação do valor ácido. Os tubos foram fechados e mantidos em aquecimento
a 90°C por 60 min. Posteriormente, adicionou-se 5 mL de água destilada em cada
tubo e mantêm-nos sob aquecimento por mais 10 minutos. Na sequência, os tubos
devem ser retirados do aquecimento e aferidos à temperatura ambiente. Então as
amostras foram transferidas para Erlenmeyer de 250mL em seguida, adicionado
12,5 mL de álcool n-butílico para lavagem dos tubos e 1 mL de solução de
fenolftaleína em cada Erlenmeyer e titula-se as amostras com solução alcoólica de
KOH 0,5 N até o surgimento de uma cor rósea persistente. Sendo o índice de
hidroxila expresso pela seguinte equação. As titulações foram acompanhas
utilizando como padrão óleo de mamona com índices de hidroxila entre 140-160 mg
KOH/g.
49
��� =� + ��/�� − �
����56,1
Onde:
IOH = Índice de hidroxila, em MG KOH por g de amostra;
A = volume da solução titulante (mL) para o valor ácido;
B = volume da solução titulante (mL) do branco;
C = massa de amostra usada (g) para o valor ácido;
S = massa de amostra usada (g) para acetilação;
N = normalidade da solução de KOH.
V= volume de solução de KOH necessária para titulação da amostra acetilada, em
mL
4.1.2.3 Índice de Acidez
Para determinar o índice de acidez foi utilizada a norma ASTM D 4662-03
(ASTM, 2004). A amostra foi titulada com solução alcoólica de KOH 0,5 mol/L
padronizada. Primeiramente, pesou-se em torno de 2,5 g da amostra um Erlenmeyer
de 250 mL, adicionado 50 mL de etanol e 0,5 mL de solução de fenolftaleína 1%. Em
seguida, titulou-se solução alcoólica de KOH 0,5 mol/l até o aparecimento da cor
rósea persistente. Posteriormente foi feito um ensaio em "branco" com 50 mL de
etanol para obter a acidez do álcool.
Sendo o índice de acidez expresso pela seguinte equação:
� =� − ��.��56,1
�
Onde:
IA = Índice de acidez, em mg de KOH por grama;
A= volume gasto da solução alcoólica de KOH para amostra, em mL;
B= volume gasto da solução alcoólica de KOH para o branco, em mL;
W =massa da amostra, em g;
N= normalidade exata da solução alcoólica de KOH.
50
4.1.2.4 Umidade e Voláteis
A umidade e voláteis (em percentagem) foram obtidas segundo a norma
AOCS Ca 2c-25 (AOCS, 1993). Sendo utilizados cadinhos de porcelana de 25 mL,
previamente secos em estufa de circulação forçada (Nova ética modelo 400/ND) e
aferidos à temperatura ambiente em dessecador, posteriormente adicionou-se em
torno de 2,0 g de amostra em cada cadinho, as quais foram secas em estufa de
circulação a 130°C até peso constante.
�����������á!��"�%� =��""������"!$�"�%��&�
��""������"!$��'�%����&�. 100
4.1.2.5 Teor de Epóxi
Determinou-se o teor de epóxi segundo a norma AOCS Official Method Cd 9-
57( (AOCS, 1993). Pesou-se aproximadamente 0,5 g de amostra em Erlenmeyer de
50 mL, dissolvendo em 10 mL de clorobenzeno ( CAS 7647-01-0) e adicionando 0,1
mL de indicador violeta de cristal, posteriormente titulou-se a amostra com solução
padronizada de brometo de hidrogênio (CAS 3824-90-97) 0,1N (Sigma Aldrich 33%
m/m em ácido acético ) até a mudança de roxo para um azul esverdeado. Alguns
cuidados devem ser tomados, os Erlenmeyer devem ser fechados com rolha de
borracha furada e a ponta da bureta deve ficar próxima à superfície da solução para
que não ocorra perda de solução de brometo de hidrogênio.
Dado o teor de epóxi pela equação:
%)*ó�� =���1,60
,
Sendo:
A= Volume de solução de brometo de hidrogênio, em mL;
W=Massa de amostra, em g;
N= Normalidade solução de Brometo de Hidrogênio.
51
4.1.2.6 Viscosidade Dinâmica
A viscosidade dinâmica foi determinada segundo a norma ASTM D 4878-03
(ASTM, 2004). Foi utilizado um Reômetro Digital Brookfield DV-III, com torque
oscilando entre 20 a 80 %, tempo de leitura de 7 min, e spindle LV-2 e LV-3, à
temperatura de 50 °C, à velocidade de 6, 12, 30 e 60 rpm, a viscosidade foi
determinada em centiPoise (cP).
4.1.2.7 Determinação do Teor de Cinzas
O teor de cinzas (em percentagem) foi determinado conforme a norma AOCS
Ca 11-55 (AOCS, 1993).Foram pesados em torno de 2 g de amostra em cadinhos de
porcelana 25 mL, previamente secos em estufa e aferido à temperatura ambiente
em dessecador. Posteriormente foi feita a incineração da amostra em uma chapa
de aquecimento (marca Edulab modelo XM-TD701) a 300 °C, e estas foram
mantidas na chapa até cessar a fuligem emitida pela amostra durante a queima. Em
seguida, os cadinhos com a amostras foram introduzidos na mufla (marca Quimis
modelo Q.318.D25T) para calcinação à temperatura de 550 °C por 4 horas. A
seguir, as amostras foram retiradas da mufla e aferidos à temperatura ambiente em
um dessecador com sílica gel, ápos foi pesada para a determinação das cinzas (%).
Os resultados foram expressos em porcentagem e calculados da seguinte forma:
��'-�"�%� = massaresidual�g�
massadaamostrainicial�g�× 100
4.1.2.8 Índice de Iodo
Para determinação do índice de iodo foi utilizada a norma AOCS Cd-1-25.
(AOCS, 1993). Que consiste na titulação da amostra com solução de Tiossulfato de
Sódio (CAS 10102-17-7) a 0,1 mol/L padronizada. Inicialmente, adicionou-se cerca
de 5 g do óleo em um Erlenmeyer de 250 mL, 15 mL de tetracloreto de carbono, 25
52
mL de solução de Wijs (Sigma Aldrich), este foi tampado e colocado em um local
livre da luz por um período de 30 minutos a 25°C. Após este período foram
adicionados 20 mL de Iodeto de Potássio (CAS 7681-11-0) e 100 mL de água
destilada. Em seguida, foi feita a titulação com o tiossulfato de sódio até mudança da
coloração para amarela. A seguir, foi adicionado 1 mL do indicador de amido 1% ,e
continuou-se a titulação até a solução ficar com uma coloração azul. Foi realizada
uma prova em "branco". Para a determinação do índice de iodo da amostra,
empregou-se a equação abaixo:
�. �. =�=� − � ∙ , ∙ 12,69
=
Onde:
I.I. = Índice de Iodo, em g de I2 por g de amostra;
PB = Volume gasto na prova em branco;
A = Volume gasto do titulante;
M = Molaridade [0,1 mol/L de tiossulfato de sódio (Na2S2O3)];
P = Massa da amostra de óleo em gramas.
4.1.2.9 Espectroscopia de Infravermelho com Transformada de Fourier
As análises foram realizadas para caracterização dos reagentes e produtos
em equipamento Varian 660-IR na região do infravermelho, na forma de filme
utilizando cristal de brometo de potássio diâmetro de 30 mm. Os espectros foram
obtidos por medidas de transmitância, número de onda na faixa de 4000 a 400 cm-1,
com resolução de 4 cm-1 com 64 varreduras.
4.1.2.10 Desenvolvimento de Metodologia para Análise de Ésteres de Ácido Graxo, MAG, DAG e TAG
A necessidade de acompanhar o comportamento das reações levou ao
desenvolvimento de uma metodologia que fosse capaz de determinar o rendimento
de amostras, que não tivessem reação completa. Neste sentindo, foi desenvolvido
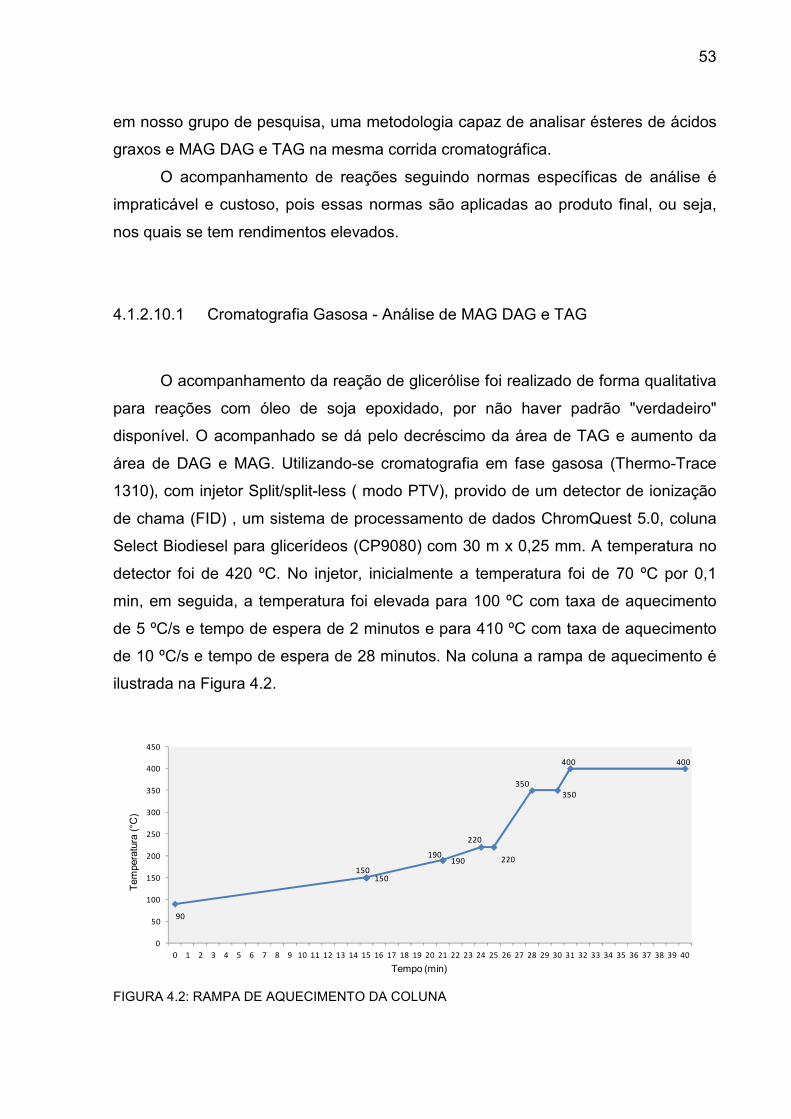
53
em nosso grupo de pesquisa, uma metodologia capaz de analisar ésteres de ácidos
graxos e MAG DAG e TAG na mesma corrida cromatográfica.
O acompanhamento de reações seguindo normas específicas de análise é
impraticável e custoso, pois essas normas são aplicadas ao produto final, ou seja,
nos quais se tem rendimentos elevados.
4.1.2.10.1 Cromatografia Gasosa - Análise de MAG DAG e TAG
O acompanhamento da reação de glicerólise foi realizado de forma qualitativa
para reações com óleo de soja epoxidado, por não haver padrão "verdadeiro"
disponível. O acompanhado se dá pelo decréscimo da área de TAG e aumento da
área de DAG e MAG. Utilizando-se cromatografia em fase gasosa (Thermo-Trace
1310), com injetor Split/split-less ( modo PTV), provido de um detector de ionização
de chama (FID) , um sistema de processamento de dados ChromQuest 5.0, coluna
Select Biodiesel para glicerídeos (CP9080) com 30 m x 0,25 mm. A temperatura no
detector foi de 420 ºC. No injetor, inicialmente a temperatura foi de 70 ºC por 0,1
min, em seguida, a temperatura foi elevada para 100 ºC com taxa de aquecimento
de 5 ºC/s e tempo de espera de 2 minutos e para 410 ºC com taxa de aquecimento
de 10 ºC/s e tempo de espera de 28 minutos. Na coluna a rampa de aquecimento é
ilustrada na Figura 4.2.
FIGURA 4.2: RAMPA DE AQUECIMENTO DA COLUNA
90
150150
190190
220
220
350350
400 400
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Tempo (min)
Tem
pera
tura
(°C
)
54
O volume de amostra injetada foi de 1,5 µL e os gases utilizados foram: ar
sintético e hidrogênio em razão de 10:1 (v/v) e nitrogênio como gás de arraste (0,8
mL/min) em modo split de 1:10. Para a quantificação foi utilizado o método de
padronização externa.
As faixas de tempo de retenção foram obtidas por padrões analíticos
monooleina (CAS 111-03-5), monomiristina (CAS 76685-86-6), monoestearina (CAS
123-94-4), monopalmitina (CAS 542-44-9), dimiristina (CAS 770-09-4), diestearina
(CAS 61732-58-9), dipalmitina (CAS 502-52-3) e, trimiristina (CAS 555-45-3) ,
triestearina (555-43-1) , dipalmitina (CAS 555-44-2).
Para análises de MAG, DAG e TAG por cromatografia gasosa é necessária a
sililação das amostras e padrões. O preparo da amostra foi com base MOHD (2012),
essas foram pesadas, e 12 a 13 mg de amostras sendo dissolvidas em 1 mL de
piridina (solução "mãe"), em seguida, retirou-se uma alíquota de 250 µL dessa
solução transferiu para um vial e posteriormente adicionou-se 100 µL do reagente
derivatizante, então foram aquecidas em banho de areia a 60°C por 20 minutos, e
depois aguardou-se o resfriamento das mesmas em temperatura ambiente, após,
adicionou-se 650 µL n-heptano e finalmente procedeu-se para a injeção no
cromatógrafo. As amostras e MSTFA e n-hepatno e solução "mãe" foram pesadas
em balança analítica (Bel 250A; e=0,001g; mín.: 0,010g), a fim de se obter
concentrações em mg/g.
A validação do método para análise de MAG, DAG e TAG foram realizadas
por CABRAL, (2014), utilizando-se curvas de calibração de monooleína, dioleína e
trioleína para a validação das curvas. Realizaram-se testes para verificar a
confiabilidade das curvas de calibração obtidas com os padrões externos. Para tal,
foram preparadas amostras sintéticas, nas quais foram adicionados padrões
externos de monooleína, dioleína e trioleina, todos em concentrações conhecidas e
levadas para análise. As porcentagens (m/m) obtidas para cada composto em cada
amostra foram comparadas com as porcentagens adicionadas nas amostras
sintéticas. Estes testes foram realizados em duplicata para todas as amostras. A
média dos erros entrados foi: 8,125% para MAG, 4,685% para DAG e 6,86% para
TAG. Esses valores foram considerados erros aceitáveis e as curvas de calibração
válidas.
55
4.2 OBTENÇÃO DE MATRIZ POLIMÉRICA DE POLIURETANA COMPOSTA COM METASSILICATO DE SÓDIO
4.2.1 Materiais
Para a obtenção de matriz polimérica de poliuretano composta com
metassilicato de sódio, foi utilizado Isocianato p-MDI (PAPI 27) (CAS 9016-87-9)
cedido pela empresa Dow Brasil (São Paulo, SP). O metassilicato de sódio (CAS
6834-92-0) foi adquirido junto à empresa Manchester Química do Brasil S.A.
(Criciúma - SC). Todos os outros reagentes foram adquiridos em grau analítico (P.A)
e usados como recebidos.
4.2.1.1 Síntese das Espumas
As espumas de poliuretano foram preparadas utilizando-se o poliol sintetizado
anteriormente com percentual de 20 e 40% de metassilicato de sódio calcinado e
sem calcinar em relação à massa de poliol. A razão NCO/OH utilizadas foi de 0,8 e o
índice de hidroxila do poliol 212 mg KOH/g. Primeiramente, adicionou-se o
metassilicato de sódio ao poliol e agitou-se a 3500 rpm por um minuto, depois
juntou-se o isocianato p-MDI (PAPI 27) à mistura e agitou-se a 3500 rpm até o ponto
de creme, que é quando a espuma começa a expandir . O processo de cura foi feito
à temperatura ambiente.
4.2.1.2 Microscopia Eletrônica de Varredura (MEV)
As micrografias foram realizadas no Centro de Microscopia Eletrônica (CME)
da Universidade Federal do Paraná (UFPR), onde se utilizou um Microscópio
Eletrônico de Varredura JEOL JSM 6360-LV, com resolução de 3 nm. As amostras
foram fatiadas e fragmentadas à temperatura ambiente na espessura de
56
aproximadamente 1mm e metalizadas com ouro/paládio (80/20% em massa) durante
40 segundos.
4.3 SÍNTESE DE BIODIESEL
4.3.1 Materiais
Na síntese de biodiesel, o óleo de soja refinado, foi cedido pela empresa
IMCOPA Importação, Exportação e Indústria de Óleos S.A.(Araucária, PR)
Todos os outros reagentes foram adquiridos em grau analítico (P.A) e usados
como recebidos. Nas análises cromatográficas foram utilizados n-heptano, padrões
analíticos de ésteres metílicos dos ácidos linolênico (L2626), linoleico (L1876), oleico
(75160), palmítico (67107) e esteárico (S5376), bem como os padrões de
monooleina (CAS 111-03-5), monomiristina (CAS 76685-86-6), monoestearina (CAS
123-94-4), monopalmitina (CAS 542-44-9), dimiristina (CAS 770-09-4), diestearina
(CAS 61732-58-9), dipalmitina (CAS 502-52-3) e, trimiristina (CAS 555-45-3) ,
triestearina (CAS 555-43-1) , dipalmitina (CAS 555-44-2).
4.3.1.1 Reação de Transesterificação Para Produção de Ésteres Metílicos
Para obtenção de ésteres metílicos, foi realizado a reação de
transesterificação do óleo de soja refinado com metanol anidro, em excesso
estequiométrico, utilizando como catalisador metassilicato de sódio calcinado e
úmido e o compósito PU/MSS, úmido e calcinado com 40% de MSS em relação ao
poliol sob as seguintes condições: 3% de catalisador (m/m em relação ao óleo),
razão molar metanol: óleo de 7,5, temperatura de 60°C e tempo reação de uma
hora. Essas condições foram adotas, pois, segundo GUO, PENG, et al., (2010), sob
estas condições obteve teores de ester de 95% utilizando MSSC como catlalisador .
Para comparação foi utilizado metassilicato de sódio puro calcinado e sem calcinar,
compósito de PU/MSS calcinado e PU/MSS sem calcinar, todos com 3% de
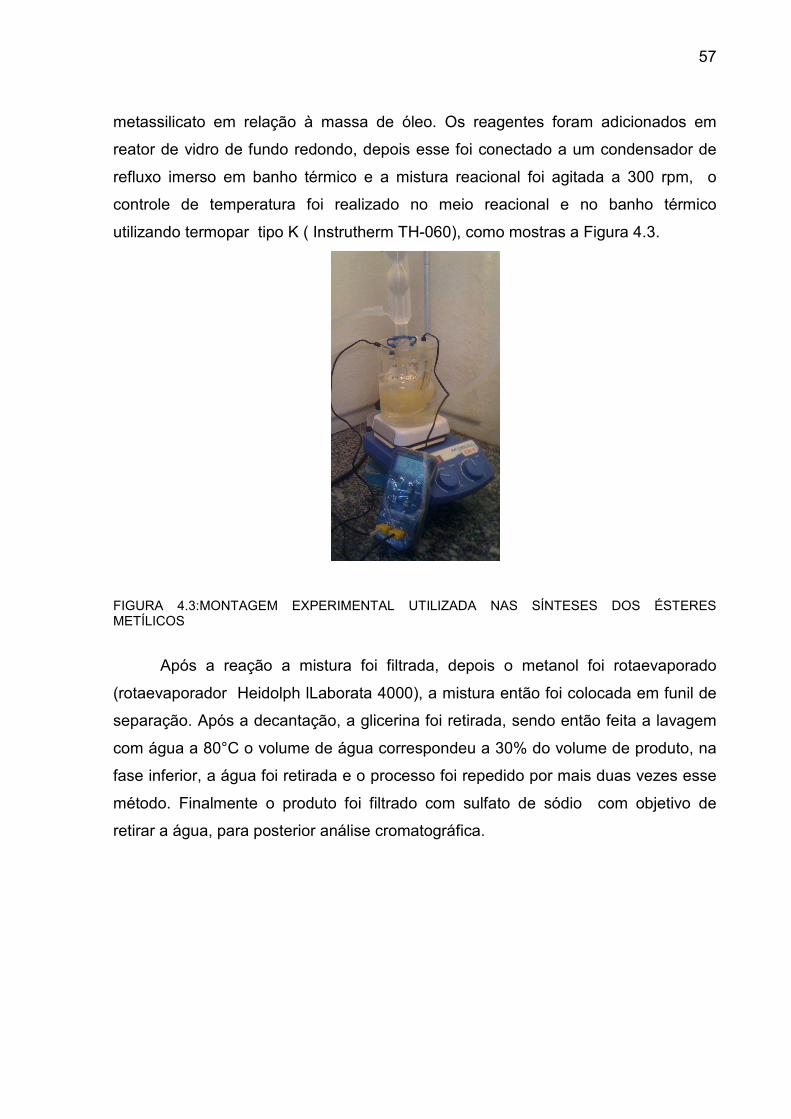
57
metassilicato em relação à massa de óleo. Os reagentes foram adicionados em
reator de vidro de fundo redondo, depois esse foi conectado a um condensador de
refluxo imerso em banho térmico e a mistura reacional foi agitada a 300 rpm, o
controle de temperatura foi realizado no meio reacional e no banho térmico
utilizando termopar tipo K ( Instrutherm TH-060), como mostras a Figura 4.3.
FIGURA 4.3:MONTAGEM EXPERIMENTAL UTILIZADA NAS SÍNTESES DOS ÉSTERES METÍLICOS
Após a reação a mistura foi filtrada, depois o metanol foi rotaevaporado
(rotaevaporador Heidolph lLaborata 4000), a mistura então foi colocada em funil de
separação. Após a decantação, a glicerina foi retirada, sendo então feita a lavagem
com água a 80°C o volume de água correspondeu a 30% do volume de produto, na
fase inferior, a água foi retirada e o processo foi repedido por mais duas vezes esse
método. Finalmente o produto foi filtrado com sulfato de sódio com objetivo de
retirar a água, para posterior análise cromatográfica.
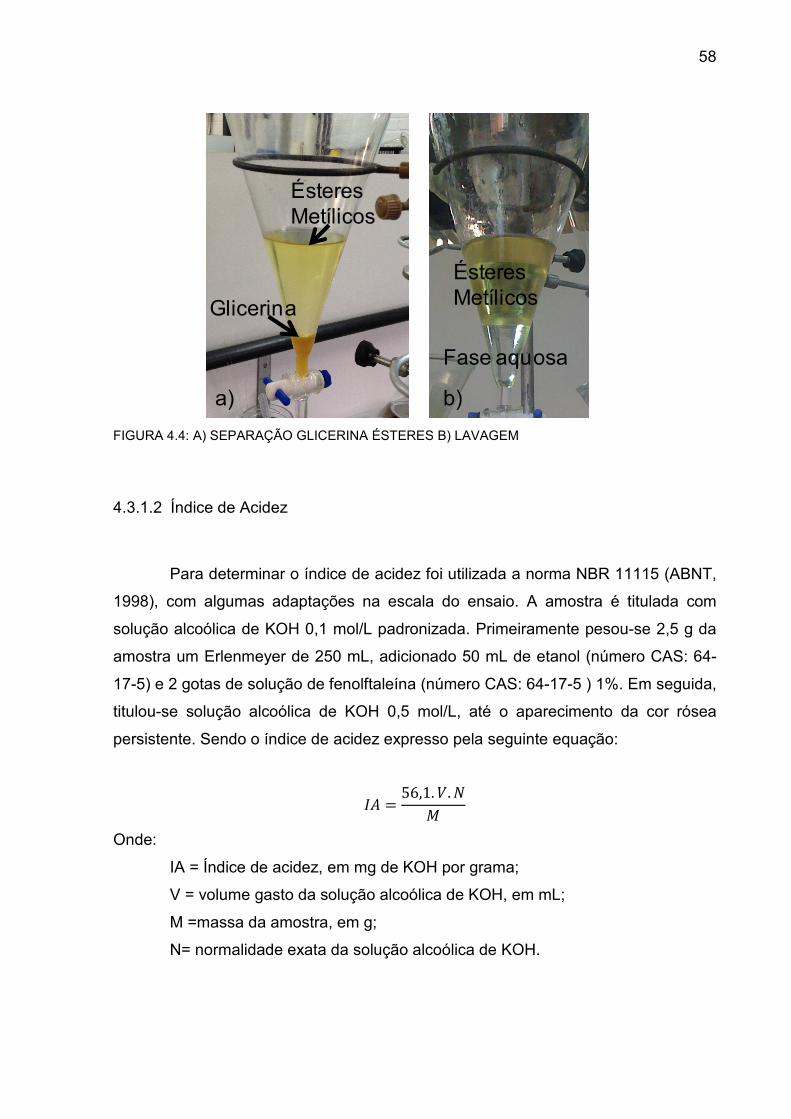
58
FIGURA 4.4: A) SEPARAÇÃO GLICERINA ÉSTERES B) LAVAGEM
4.3.1.2 Índice de Acidez
Para determinar o índice de acidez foi utilizada a norma NBR 11115 (ABNT,
1998), com algumas adaptações na escala do ensaio. A amostra é titulada com
solução alcoólica de KOH 0,1 mol/L padronizada. Primeiramente pesou-se 2,5 g da
amostra um Erlenmeyer de 250 mL, adicionado 50 mL de etanol (número CAS: 64-
17-5) e 2 gotas de solução de fenolftaleína (número CAS: 64-17-5 ) 1%. Em seguida,
titulou-se solução alcoólica de KOH 0,5 mol/L, até o aparecimento da cor rósea
persistente. Sendo o índice de acidez expresso pela seguinte equação:
� =56,1. �. �
,
Onde:
IA = Índice de acidez, em mg de KOH por grama;
V = volume gasto da solução alcoólica de KOH, em mL;
M =massa da amostra, em g;
N= normalidade exata da solução alcoólica de KOH.
Ésteres Metílicos
Glicerina
Fase aquosa
Ésteres Metílicos
a) b)
59
4.3.1.3 Índice de Saponificação
O índice de saponificação foi determinado a partir da norma AOCS Official
Method Cd-3-25 (AOCS, 1993), que consiste na titulação de uma amostra de óleo
com solução de HCl 0,5 N padronizada. Primeiramente, pesou-se cerca de 2 g da
amostra de óleo em um Erlenmeyer de 250 mL, adicionando 50 mL de solução
alcoólica de KOH 0,5 N e algumas pérolas de vidro. O Erlenmeyer foi então
adaptado a um condensador e seu conteúdo fervido sob refluxo por 30 minutos.
Após o resfriamento, efetuou-se a lavagem do sistema com água destilada e, em
seguida, adicionou-se 2 gotas de solução de fenolftaleína 1% então titulado com
solução de HCl 0,5 N até o aparecimento da cor rósea persistente. O índice de
saponificação expresso pela equação:
�� =� − �� ∙ �A ∙ 56,1
=
Onde:
IS = índice de saponificação, em mg de KOH por g de amostra
B = volume de solução de HCl gasto com a titulação da amostra, em mL.
A = volume de solução de HCl gasto com a titulação do branco, em mL.
N1 = normalidade real da solução de HCl.
P = massa em da amostra, em g.
4.3.1.4 Massa Molar Média
A massa molecular média do óleo foi determinada a partir do índice de
saponificação (I.S.) (MORETTO, 1998). Como um equivalente químico de acilglicerol
equivale a três equivalentes de KOH (PM= 56,1 g/gmol), o cálculo do peso molecular
(g/gmol) foi realizado pela equação:
,,óBCD =3 ∙ 56,1 ∙ 1000
��
Onde:
MMóleo = massa molar média, em gramas por gramas mol
IS = índice de saponificação, em mg de KOH por g de amostra
60
4.3.1.5 Massa Específica
A determinação da massa específica foi realizada em um densímetro (Anton
Paar DMA 5000 M), que é composto por um sensor que transforma a oscilação de
um tubo em formato de U preenchido com aproximadamente 1 mL da amostra em
um sinal de frequência. Esta análise é feita a 15 °C conforme resolução
Regulamento Técnico ANP n° 4/2012 o qual se encontra em anexo (Anexo I),
segundo esse a massa específica do biodiesel deve estar entre 0,85 g/mL e 0,90
g/mL.
4.3.1.6 Determinação do Teor de Cinzas
Conforme descrito no capítulo 4.1.2.7.
4.3.1.7 Índice de Iodo
Conforme descrito no capítulo 4.1.2.8.
4.3.1.8 Determinação de Sabão em Óleo
O índice de sabão em óleo foi determinado a partir da norma AOCS
Recommended Practice Cc-17-79 (AOCS, 1993). A amostra é titulada com solução
de HCl 0,01 N padronizada. Primeiramente, adicionou-se 100 mL de solução de
acetona (CAS 67-64-1) contendo 2 % de água em um Erlenmeyer de 250 mL e 0,5
mL de solução indicadora de azul de bromofenol (CAS 115-39-9) 0,4%. Essa mistura
deve ser neutralizada com solução HCl (CAS 7647-01-0) 0,01 N até a mudança de
coloração de azul para amarelo. Em seguida, adicionou-se 100 g da amostra na
solução e titulou-se até a mudança de cor de azul para amarelo. A determinação de
sabão (ppm) é dada pela equação :
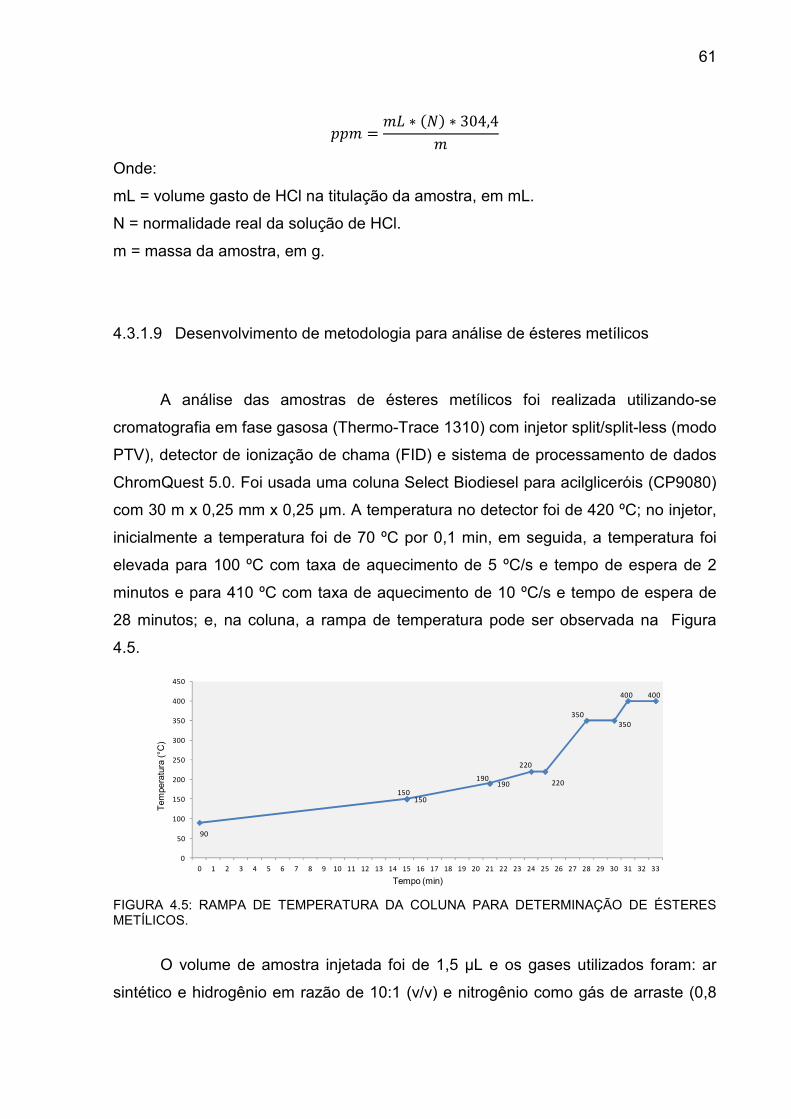
61
**� =�F ∗ ��� ∗ 304,4
�
Onde:
mL = volume gasto de HCl na titulação da amostra, em mL.
N = normalidade real da solução de HCl.
m = massa da amostra, em g.
4.3.1.9 Desenvolvimento de metodologia para análise de ésteres metílicos
A análise das amostras de ésteres metílicos foi realizada utilizando-se
cromatografia em fase gasosa (Thermo-Trace 1310) com injetor split/split-less (modo
PTV), detector de ionização de chama (FID) e sistema de processamento de dados
ChromQuest 5.0. Foi usada uma coluna Select Biodiesel para acilgliceróis (CP9080)
com 30 m x 0,25 mm x 0,25 µm. A temperatura no detector foi de 420 ºC; no injetor,
inicialmente a temperatura foi de 70 ºC por 0,1 min, em seguida, a temperatura foi
elevada para 100 ºC com taxa de aquecimento de 5 ºC/s e tempo de espera de 2
minutos e para 410 ºC com taxa de aquecimento de 10 ºC/s e tempo de espera de
28 minutos; e, na coluna, a rampa de temperatura pode ser observada na Figura
4.5.
FIGURA 4.5: RAMPA DE TEMPERATURA DA COLUNA PARA DETERMINAÇÃO DE ÉSTERES METÍLICOS.
O volume de amostra injetada foi de 1,5 µL e os gases utilizados foram: ar
sintético e hidrogênio em razão de 10:1 (v/v) e nitrogênio como gás de arraste (0,8
90
150150
190190
220
220
350350
400 400
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
Tempo (min)
Tem
pera
tura
(°C
)
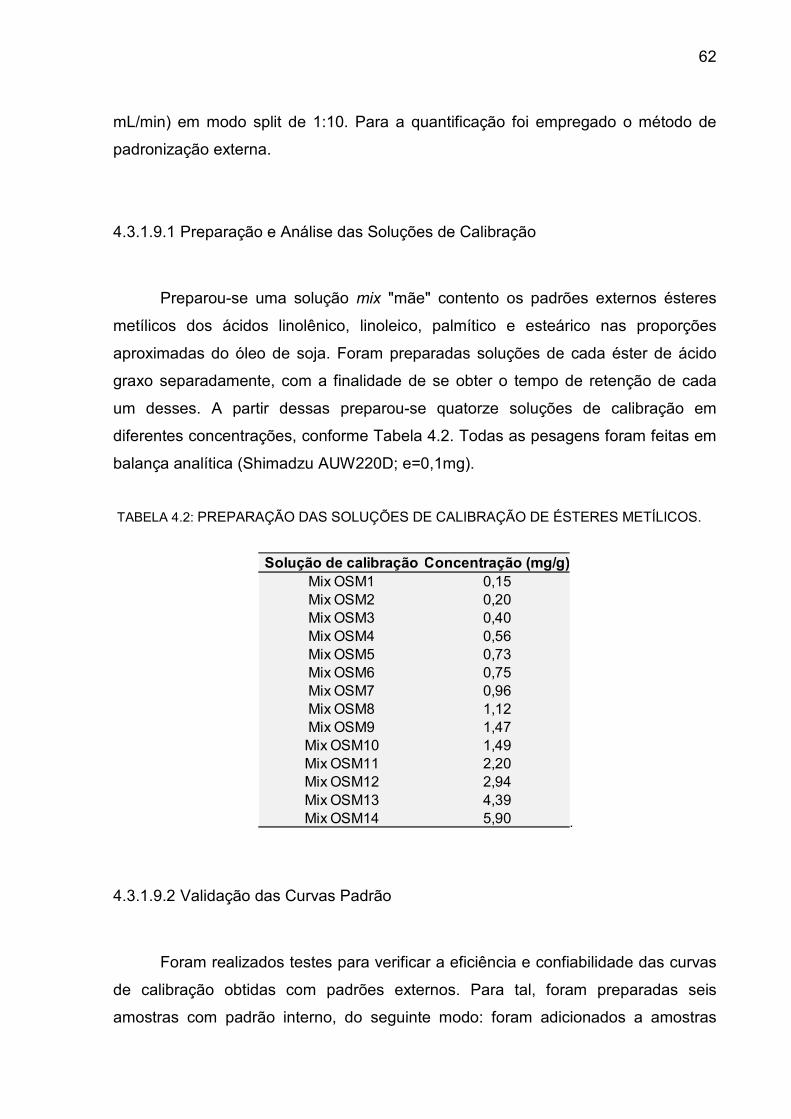
62
mL/min) em modo split de 1:10. Para a quantificação foi empregado o método de
padronização externa.
4.3.1.9.1 Preparação e Análise das Soluções de Calibração
Preparou-se uma solução mix "mãe" contento os padrões externos ésteres
metílicos dos ácidos linolênico, linoleico, palmítico e esteárico nas proporções
aproximadas do óleo de soja. Foram preparadas soluções de cada éster de ácido
graxo separadamente, com a finalidade de se obter o tempo de retenção de cada
um desses. A partir dessas preparou-se quatorze soluções de calibração em
diferentes concentrações, conforme Tabela 4.2. Todas as pesagens foram feitas em
balança analítica (Shimadzu AUW220D; e=0,1mg).
TABELA 4.2: PREPARAÇÃO DAS SOLUÇÕES DE CALIBRAÇÃO DE ÉSTERES METÍLICOS.
.
4.3.1.9.2 Validação das Curvas Padrão
Foram realizados testes para verificar a eficiência e confiabilidade das curvas
de calibração obtidas com padrões externos. Para tal, foram preparadas seis
amostras com padrão interno, do seguinte modo: foram adicionados a amostras
Solução de calibração Concentração (mg/g)Mix OSM1 0,15Mix OSM2 0,20Mix OSM3 0,40Mix OSM4 0,56Mix OSM5 0,73Mix OSM6 0,75Mix OSM7 0,96Mix OSM8 1,12Mix OSM9 1,47Mix OSM10 1,49Mix OSM11 2,20Mix OSM12 2,94Mix OSM13 4,39Mix OSM14 5,90

63
sintéticas padrões internos de éster metílico de ácido nanodecanóico, em
concentrações conhecidas. Após vigorosa agitação das amostras, foram coletadas
alíquotas para análise. As percentagens (m/m) obtidas para cada composto foram
comparadas com as percentagens adicionadas nas amostras sintéticas.
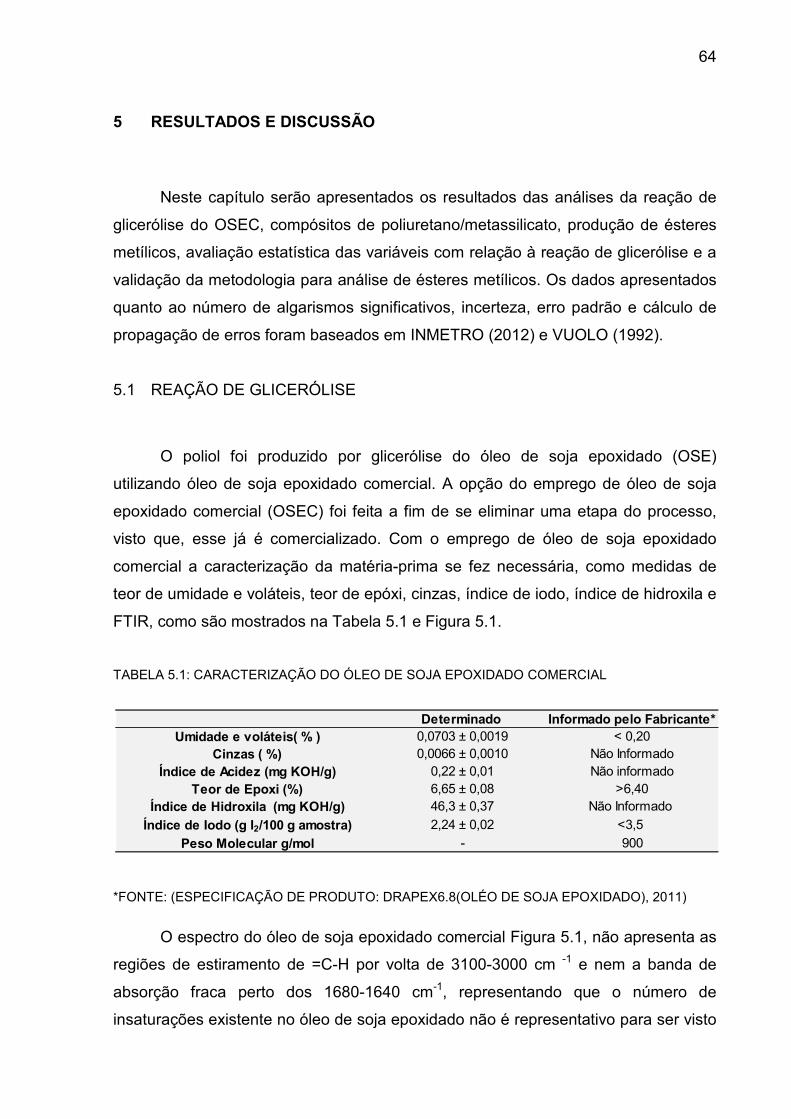
64
5 RESULTADOS E DISCUSSÃO
Neste capítulo serão apresentados os resultados das análises da reação de
glicerólise do OSEC, compósitos de poliuretano/metassilicato, produção de ésteres
metílicos, avaliação estatística das variáveis com relação à reação de glicerólise e a
validação da metodologia para análise de ésteres metílicos. Os dados apresentados
quanto ao número de algarismos significativos, incerteza, erro padrão e cálculo de
propagação de erros foram baseados em INMETRO (2012) e VUOLO (1992).
5.1 REAÇÃO DE GLICERÓLISE
O poliol foi produzido por glicerólise do óleo de soja epoxidado (OSE)
utilizando óleo de soja epoxidado comercial. A opção do emprego de óleo de soja
epoxidado comercial (OSEC) foi feita a fim de se eliminar uma etapa do processo,
visto que, esse já é comercializado. Com o emprego de óleo de soja epoxidado
comercial a caracterização da matéria-prima se fez necessária, como medidas de
teor de umidade e voláteis, teor de epóxi, cinzas, índice de iodo, índice de hidroxila e
FTIR, como são mostrados na Tabela 5.1 e Figura 5.1.
TABELA 5.1: CARACTERIZAÇÃO DO ÓLEO DE SOJA EPOXIDADO COMERCIAL
*FONTE: (ESPECIFICAÇÃO DE PRODUTO: DRAPEX6.8(OLÉO DE SOJA EPOXIDADO), 2011)
O espectro do óleo de soja epoxidado comercial Figura 5.1, não apresenta as
regiões de estiramento de =C-H por volta de 3100-3000 cm -1 e nem a banda de
absorção fraca perto dos 1680-1640 cm-1, representando que o número de
insaturações existente no óleo de soja epoxidado não é representativo para ser visto
Determinado Informado pelo Fabricante*Umidade e voláteis( % ) 0,0703 ± 0,0019 < 0,20
Cinzas ( %) 0,0066 ± 0,0010 Não InformadoÍndice de Acidez (mg KOH/g) 0,22 ± 0,01 Não informado
Teor de Epoxi (%) 6,65 ± 0,08 >6,40Índice de Hidroxila (mg KOH/g) 46,3 ± 0,37 Não Informado
Índice de Iodo (g I2/100 g amostra) 2,24 ± 0,02 <3,5
Peso Molecular g/mol - 900
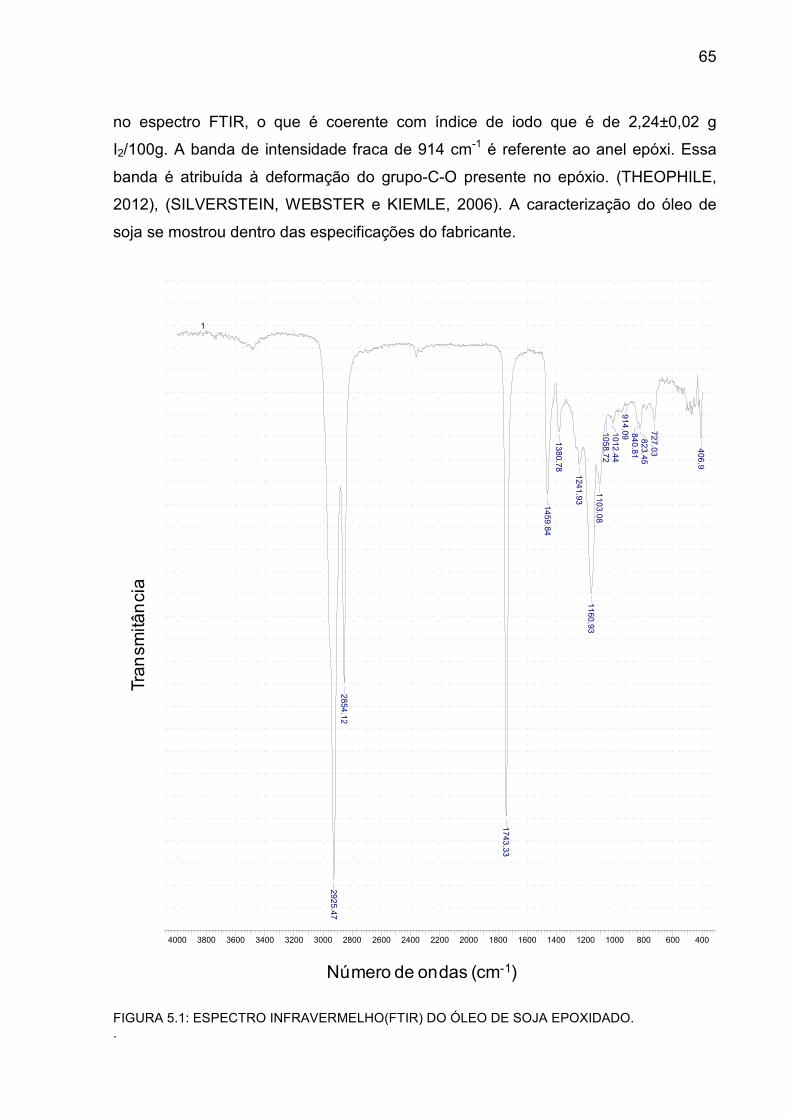
65
no espectro FTIR, o que é coerente com índice de iodo que é de 2,24±0,02 g
I2/100g. A banda de intensidade fraca de 914 cm-1 é referente ao anel epóxi. Essa
banda é atribuída à deformação do grupo-C-O presente no epóxio. (THEOPHILE,
2012), (SILVERSTEIN, WEBSTER e KIEMLE, 2006). A caracterização do óleo de
soja se mostrou dentro das especificações do fabricante.
FIGURA 5.1: ESPECTRO INFRAVERMELHO(FTIR) DO ÓLEO DE SOJA EPOXIDADO. .
4000 3800 3600 3400 3200 3000 2800 2600 2400 2200 2000 1800 1600 1400 1200 1000 800 600 400Wavenumber (cm-1)
2925.4
72854.1
2
1743.3
3
1459.8
41380.7
8
1241.9
3
1160.9
31103.0
81058.7
21012.4
4914.0
9 840.8
1823.4
5727.0
3 406.9
1
Número de ondas (cm-1)
Tra
nsm
itân
cia
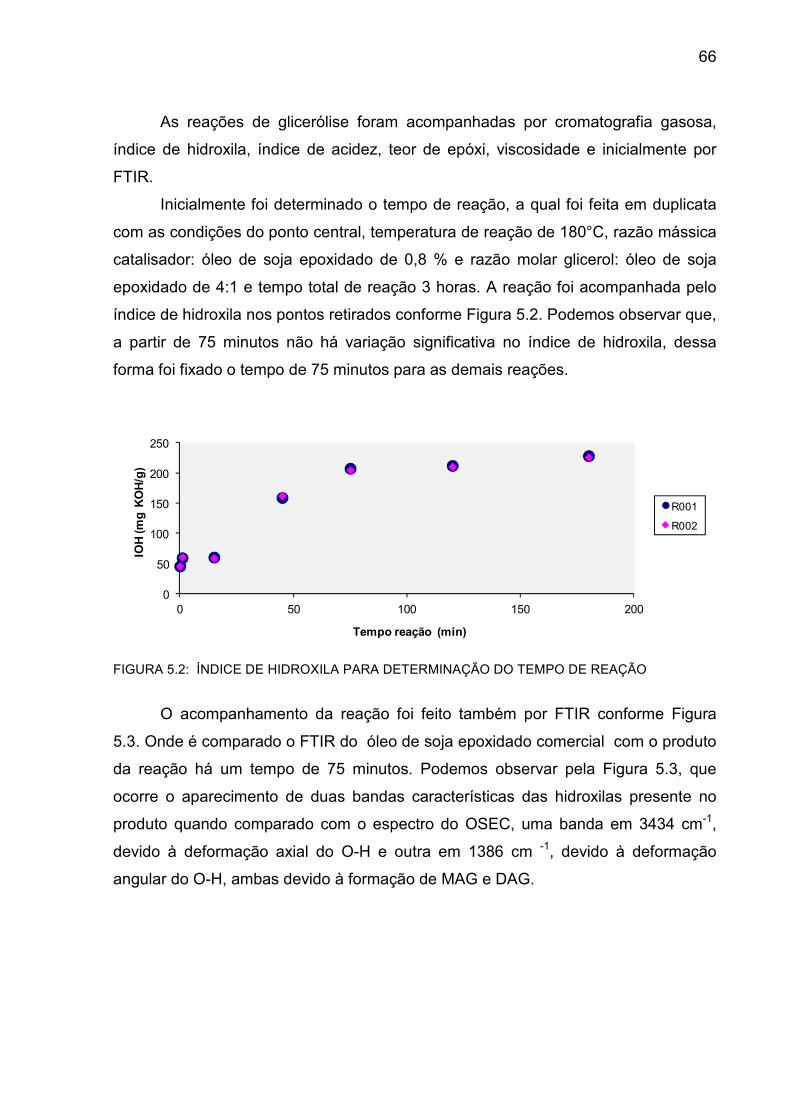
66
As reações de glicerólise foram acompanhadas por cromatografia gasosa,
índice de hidroxila, índice de acidez, teor de epóxi, viscosidade e inicialmente por
FTIR.
Inicialmente foi determinado o tempo de reação, a qual foi feita em duplicata
com as condições do ponto central, temperatura de reação de 180°C, razão mássica
catalisador: óleo de soja epoxidado de 0,8 % e razão molar glicerol: óleo de soja
epoxidado de 4:1 e tempo total de reação 3 horas. A reação foi acompanhada pelo
índice de hidroxila nos pontos retirados conforme Figura 5.2. Podemos observar que,
a partir de 75 minutos não há variação significativa no índice de hidroxila, dessa
forma foi fixado o tempo de 75 minutos para as demais reações.
FIGURA 5.2: ÍNDICE DE HIDROXILA PARA DETERMINAÇÃO DO TEMPO DE REAÇÃO
O acompanhamento da reação foi feito também por FTIR conforme Figura
5.3. Onde é comparado o FTIR do óleo de soja epoxidado comercial com o produto
da reação há um tempo de 75 minutos. Podemos observar pela Figura 5.3, que
ocorre o aparecimento de duas bandas características das hidroxilas presente no
produto quando comparado com o espectro do OSEC, uma banda em 3434 cm-1,
devido à deformação axial do O-H e outra em 1386 cm -1, devido à deformação
angular do O-H, ambas devido à formação de MAG e DAG.
0
50
100
150
200
250
0 50 100 150 200
IOH
(mg
KO
H/g
)
Tempo reação (min)
R001
R002
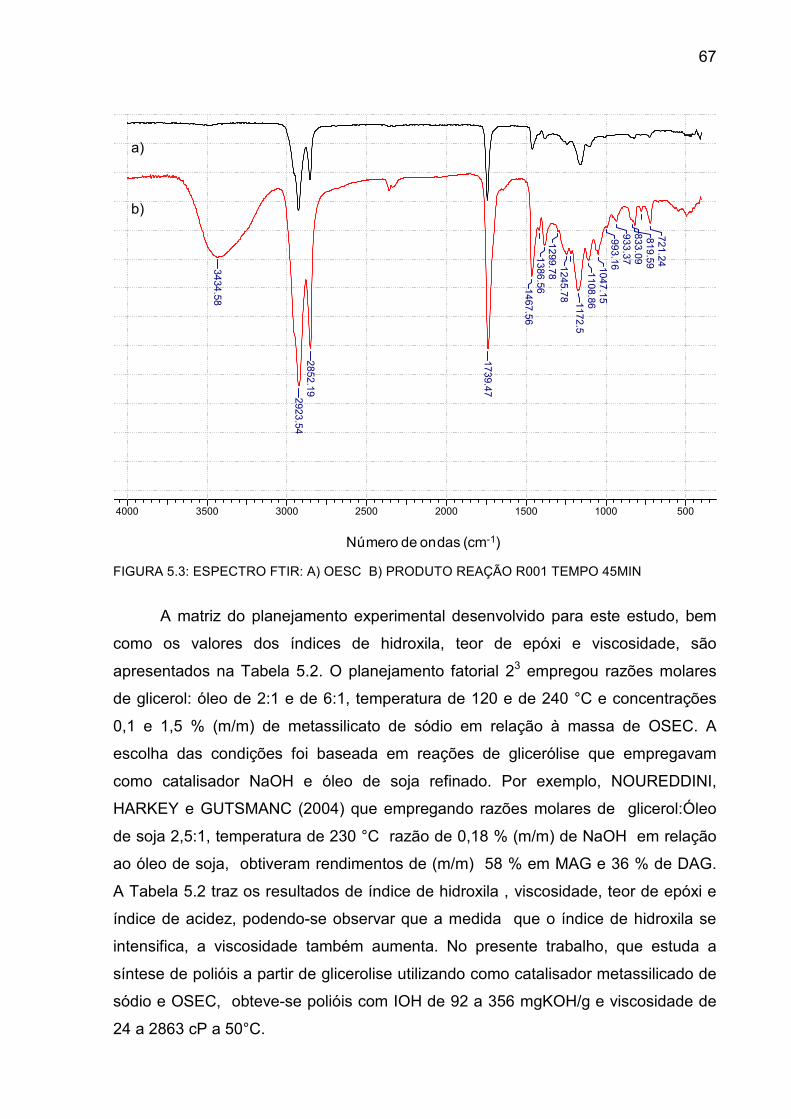
67
FIGURA 5.3: ESPECTRO FTIR: A) OESC B) PRODUTO REAÇÃO R001 TEMPO 45MIN
A matriz do planejamento experimental desenvolvido para este estudo, bem
como os valores dos índices de hidroxila, teor de epóxi e viscosidade, são
apresentados na Tabela 5.2. O planejamento fatorial 23 empregou razões molares
de glicerol: óleo de 2:1 e de 6:1, temperatura de 120 e de 240 °C e concentrações
0,1 e 1,5 % (m/m) de metassilicato de sódio em relação à massa de OSEC. A
escolha das condições foi baseada em reações de glicerólise que empregavam
como catalisador NaOH e óleo de soja refinado. Por exemplo, NOUREDDINI,
HARKEY e GUTSMANC (2004) que empregando razões molares de glicerol:Óleo
de soja 2,5:1, temperatura de 230 °C razão de 0,18 % (m/m) de NaOH em relação
ao óleo de soja, obtiveram rendimentos de (m/m) 58 % em MAG e 36 % de DAG.
A Tabela 5.2 traz os resultados de índice de hidroxila , viscosidade, teor de epóxi e
índice de acidez, podendo-se observar que a medida que o índice de hidroxila se
intensifica, a viscosidade também aumenta. No presente trabalho, que estuda a
síntese de polióis a partir de glicerolise utilizando como catalisador metassilicado de
sódio e OSEC, obteve-se polióis com IOH de 92 a 356 mgKOH/g e viscosidade de
24 a 2863 cP a 50°C.
4000 3500 3000 2500 2000 1500 1000 500Wavenumber (cm-1)
721.24819.59
833.09933.37993.161047.15
1108.861172.5
1245.781299.78
1386.561467.56
1739.47
2852.192923.54
3434.58
a)
Número de ondas (cm-1)
b)
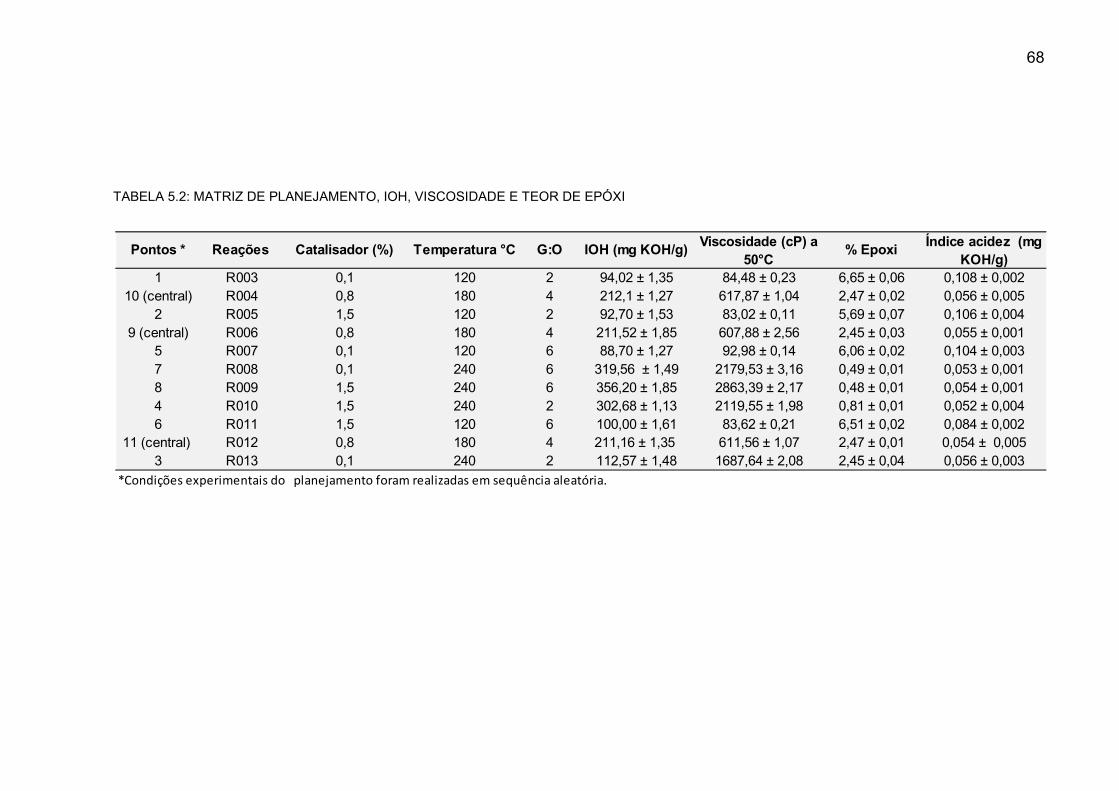
68
TABELA 5.2: MATRIZ DE PLANEJAMENTO, IOH, VISCOSIDADE E TEOR DE EPÓXI
1 R003 0,1 120 2 94,02 ± 1,35 84,48 ± 0,23 6,65 ± 0,06 0,108 ± 0,00210 (central) R004 0,8 180 4 212,1 ± 1,27 617,87 ± 1,04 2,47 ± 0,02 0,056 ± 0,005
2 R005 1,5 120 2 92,70 ± 1,53 83,02 ± 0,11 5,69 ± 0,07 0,106 ± 0,0049 (central) R006 0,8 180 4 211,52 ± 1,85 607,88 ± 2,56 2,45 ± 0,03 0,055 ± 0,001
5 R007 0,1 120 6 88,70 ± 1,27 92,98 ± 0,14 6,06 ± 0,02 0,104 ± 0,0037 R008 0,1 240 6 319,56 ± 1,49 2179,53 ± 3,16 0,49 ± 0,01 0,053 ± 0,0018 R009 1,5 240 6 356,20 ± 1,85 2863,39 ± 2,17 0,48 ± 0,01 0,054 ± 0,0014 R010 1,5 240 2 302,68 ± 1,13 2119,55 ± 1,98 0,81 ± 0,01 0,052 ± 0,0046 R011 1,5 120 6 100,00 ± 1,61 83,62 ± 0,21 6,51 ± 0,02 0,084 ± 0,002
11 (central) R012 0,8 180 4 211,16 ± 1,35 611,56 ± 1,07 2,47 ± 0,01 0,054 ± 0,0053 R013 0,1 240 2 112,57 ± 1,48 1687,64 ± 2,08 2,45 ± 0,04 0,056 ± 0,003
*Condições experimentais do planejamento foram realizadas em sequência aleatória.
Índice acidez (mg KOH/g)
Catalisador (%)Reações Pontos *Viscosidade (cP) a
50°C% EpoxiIOH (mg KOH/g)G:OTemperatura °C
69
MONTEAVARO, SILVA, et al., (2005), sintetizaram polióis a base de óleo de
soja em uma única etapa de reação de epoxidação utilizando ácido fórmico e
peróxido de hidrogênio com tempos de reação de 20 a 240 min, obtendo polióis de
óleo de soja epoxidado com índices de hidroxila de 53 a 162 mg KOH/g e
viscosidades de 230 a 9844 cP a 30°C. GUO, JAVNII e PETROVIC, ( 2000),
produziram polióis a partir de óleo de soja epoxidado pela reação de alcoólise com
metanol para abertura do anel epóxi, obtendo polióis com IOH 184 a 215 (mg
KOH/g) e viscosidade de 7200 a 10400 cP a 30°C. Segundo DESROCHES,
ESCOUVOIS, et al., (2012), grande parte dos polióis sintetizados industrialmente a
partir de óleos vegetais, são sintetizados com base em óleos vegetais epoxidados,
HUNSTMAN company comercializa desde março de 2010 o poliol JEFFADD TM
B650, este poliol é sintetizado através de óleo de soja epoxidado tendo de 2 a 6
grupos epóxidos por molécula com álcool amina a 120 °C por 4 horas. Obtendo um
produto com IOH 650 mg KOH/g e viscosidade de 30000 cP a 25°C. BIOBASED
TECHNOLOGIES desenvolveu uma gama de produtos AGROL ® a partir de óleo de
soja com IOH de 65 a 350 (mg KOH/g) e viscosidade de 230 a 21500 cP a 25 °C, os
polióis são sintetizados em duas etapas. A primeira etapa, epoxidação das
insaturações via perácido, em seguida os anéis epóxidos são abertos com o
subproduto ácido da primeira etapa e então realizada uma reação de amidificação. A
partir do que foi encontrado na literatura, a rota de síntese de polióis a partir de
OSEC catalisada por MSSC se mostra promissora.
As reações também foram acompanhadas por cromatografia gasosa, no
entanto, esta foi de forma qualitativa, pelo fato de não existirem padrões verdadeiros
para MAG, TAG e DAG hidroxilados e epoxidado, não sendo assim possível obter
uma curva de padrões para a quantificação. A aplicação de normalização de área
também não é possível, pois a magnitude do sinal gerado pelo detector de ionização
de chama (DIC) é proporcional ao número de átomos de carbono e hidrogênio da
molécula que está sendo analisada. Sendo este, proporcional aos átomos de
carbonos ligados a átomos de hidrogênios, no entanto, existem fatores intrínsecos
de uma determinada molécula que afetam a resposta do DIC, dentre estes, a
presença de oxigênio, que diminui a resposta do DIC.(COLLLINS, BRAGA e
BONATO, 2006)
No entanto, padrões de monooleína (C18:1), monomiristina (C14:0),
monoesteárina (C18:0) , monopalmítina (C16:0), dimiristina, diesteárina, dipalmítina,
70
trimiristina, triesteárina e tripalmitina foram utilizados para definir as regiões de MAG,
DAG e TAG. Esses foram escolhidos devido à sua disponibilidade, número de
carbono e por esses estarem presentes na composição do óleo de soja. A Figura 5.4
mostra o cromatograma com esses padrões. Conforme a Figura 5.4, as regiões de
MAG, DAG e TAG estão entre os tempos de retenção de 22 a 27 min. para MAG, de
27,5 a 29 min. para DAG e de 29,1 a 33 min. para TAG. A Figura 5.7 apresenta o
cromatograma do OSEC, da R004 e da R009.
Analisando os cromatogramas apresentados nas Figura 5.5,Figura 5.6 e
Figura 5.7, observa-se que para a Figura 5.7 reação R009 em Figura 5.6 relação à
R004 ocorre um alargamento da base dos picos, isso pode ser explicado devido ao
teor de epóxi ser menor para a reação R009 que para a R004.
A partir dos cromatogramas de cada reação e do cromatograma do óleo de
soja epoxidado, pode-se acompanhar as reações. Esse acompanhamento foi feito
pelas razões entre as áreas de formação MAG, DAG e TAG nas reações R003 a
R013 e a áreas iniciais de MAG, DAG e TAG do OSEC, sob as mesmas
concentrações, os valores dessas foram de 2,80 ± 0,20 mg/g. A Figura 5.8 mostra
as razões de área dadas pela cromatografia das reações, em relação às áreas do
óleo de soja epoxidado. Observa-se para as reações R003,R005,R007 e R011 que
as razões de TAG são altas e MAG e DAG são baixas, o que corrobora com IOH,
como ilustrado na Tabela 5.2.
No entanto, como mencionado anteriormente, as análises cromatográficas
foram apenas qualitativas.
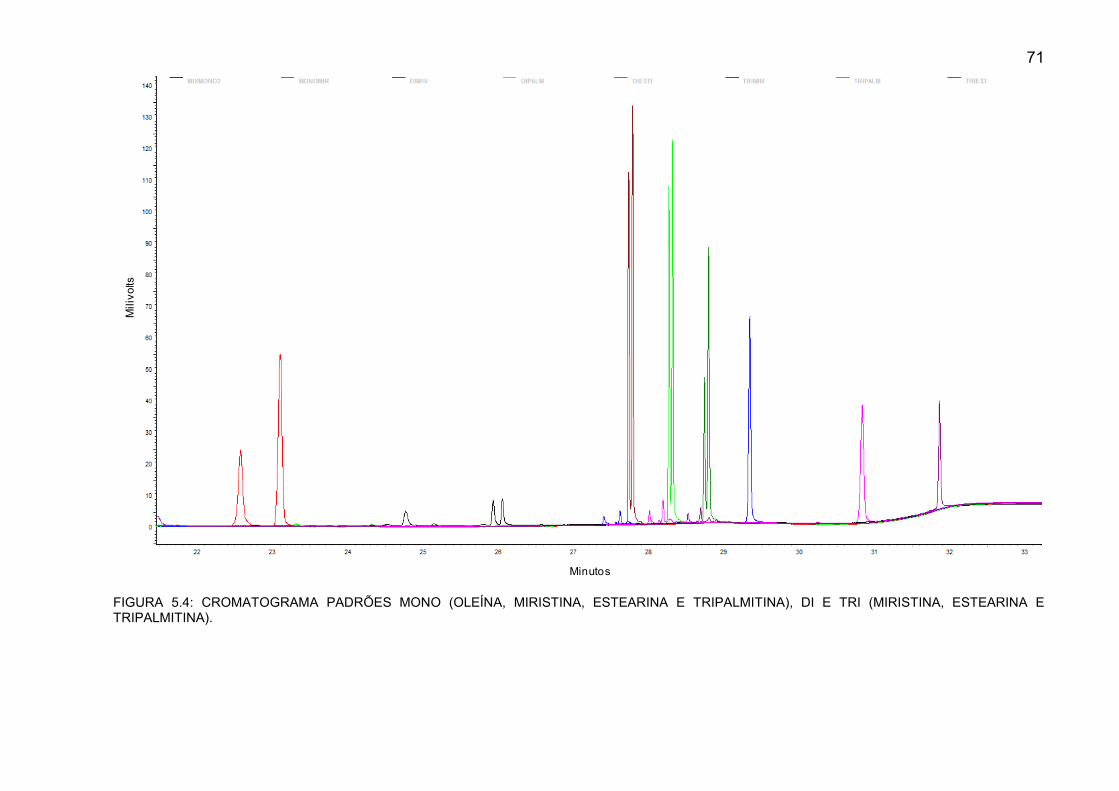
71
FIGURA 5.4: CROMATOGRAMA PADRÕES MONO (OLEÍNA, MIRISTINA, ESTEARINA E TRIPALMITINA), DI E TRI (MIRISTINA, ESTEARINA E TRIPALMITINA).
Minutos
Mili
volts
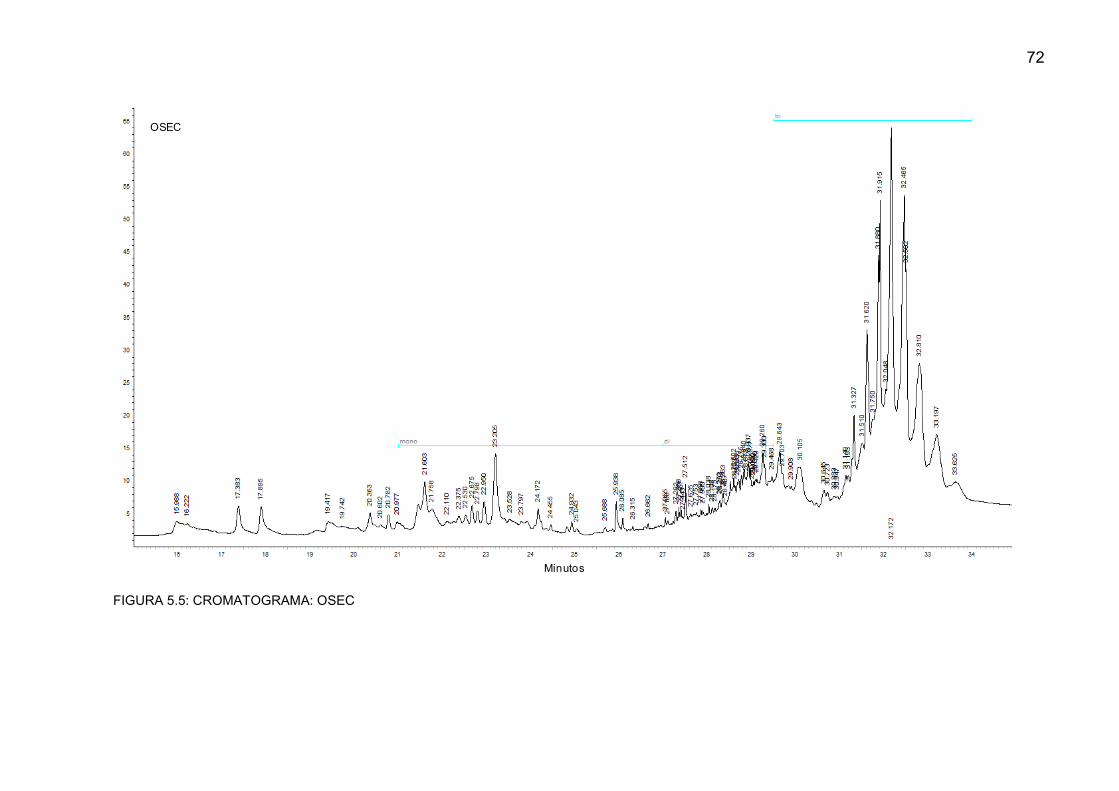
72
FIGURA 5.5: CROMATOGRAMA: OSEC
OSEC
Minutos
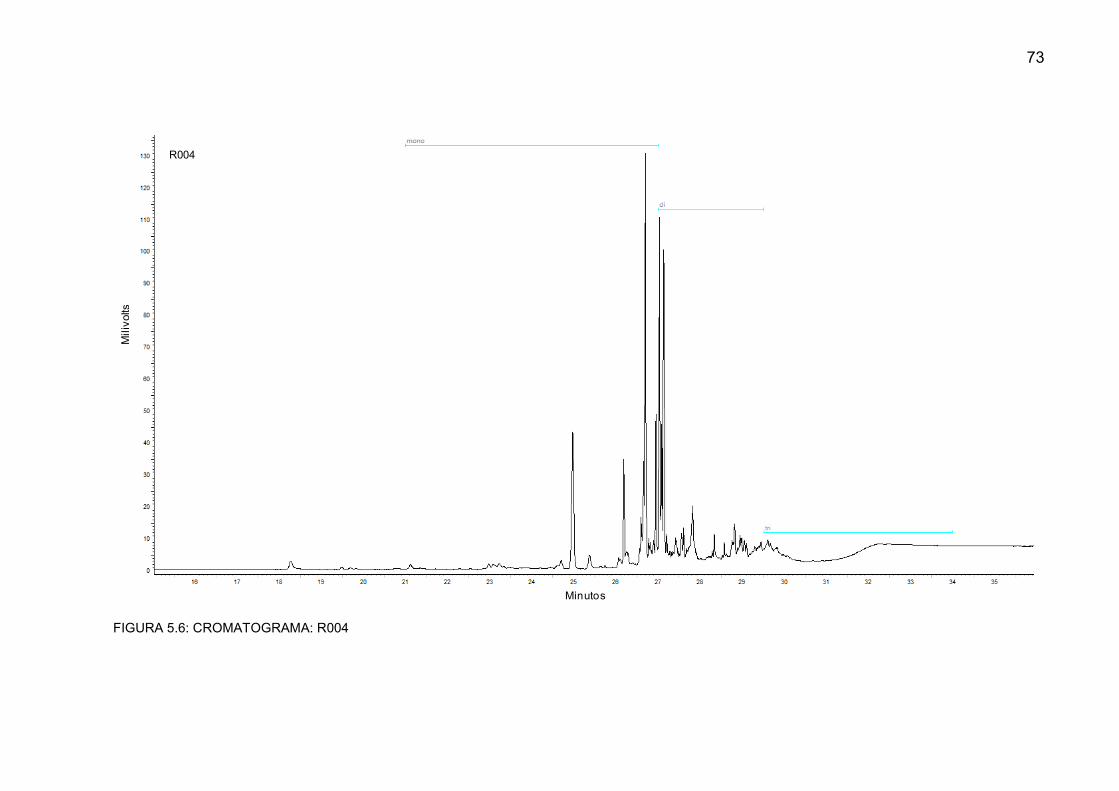
73
FIGURA 5.6: CROMATOGRAMA: R004
Mili
volts
Minutos
R004
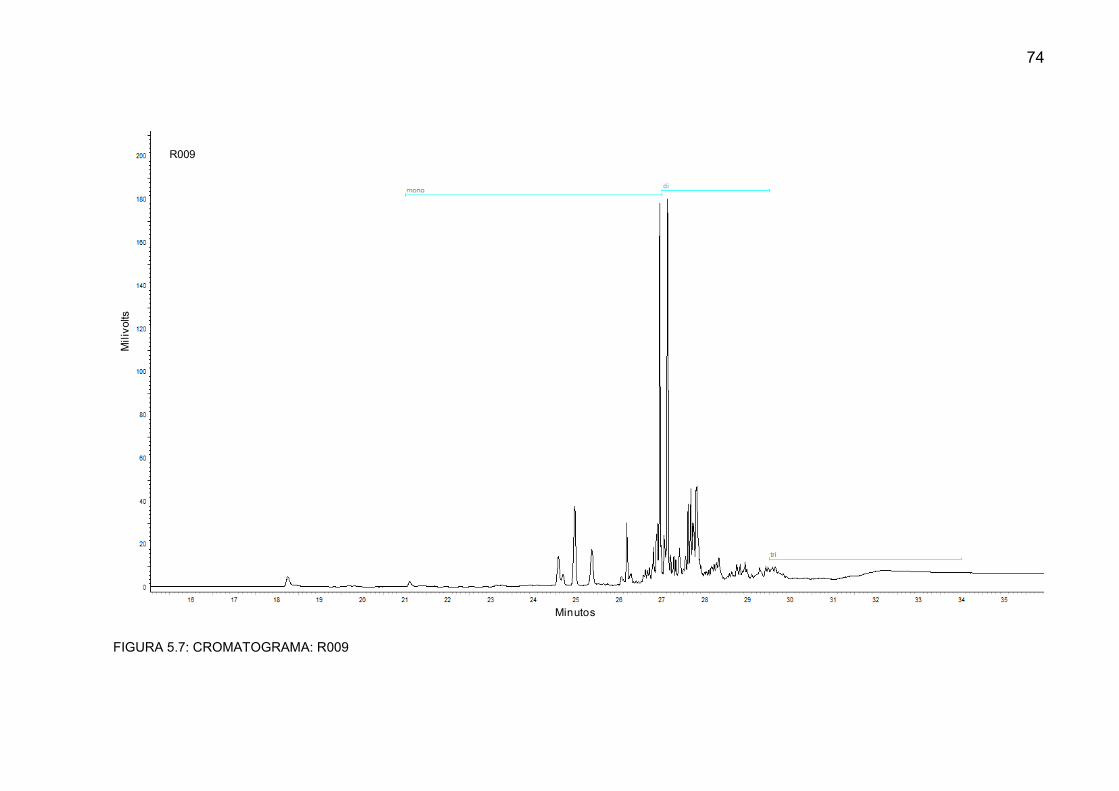
74
FIGURA 5.7: CROMATOGRAMA: R009
Miliv
olts
Minutos
R009
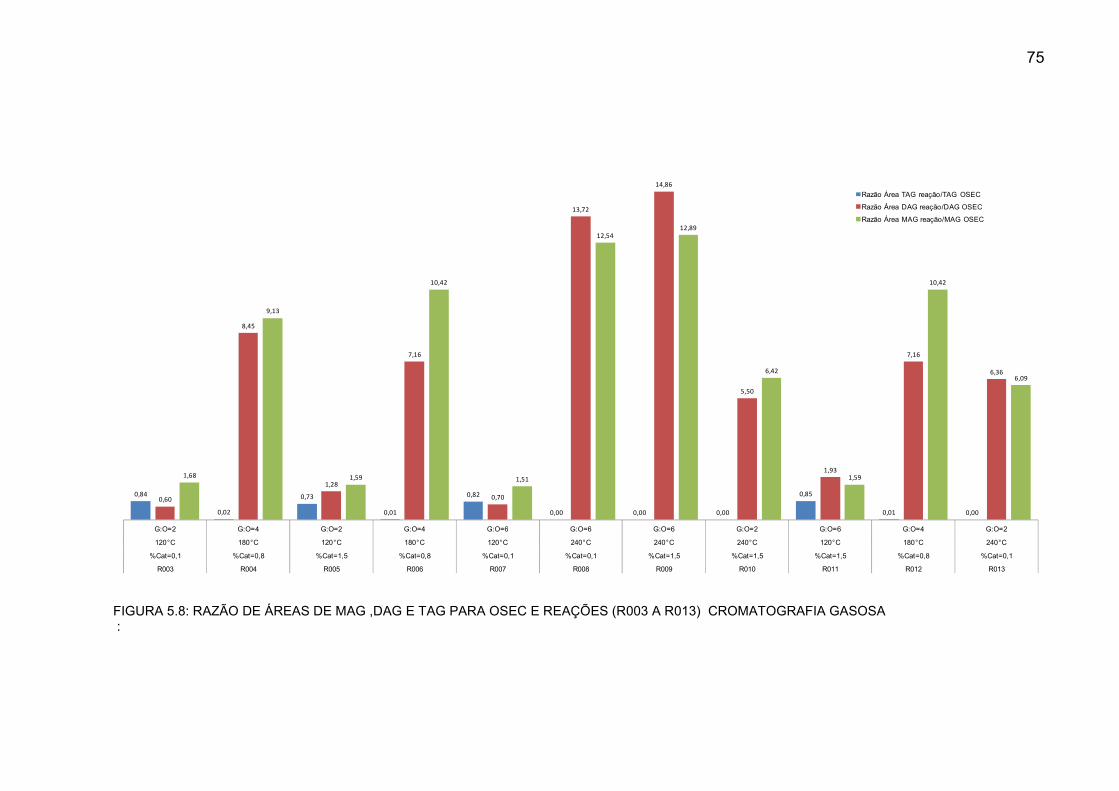
75
FIGURA 5.8: RAZÃO DE ÁREAS DE MAG ,DAG E TAG PARA OSEC E REAÇÕES (R003 A R013) CROMATOGRAFIA GASOSA :
0,84
0,02
0,73
0,01
0,82
0,00 0,00 0,00
0,85
0,01 0,00
0,60
8,45
1,28
7,16
0,70
13,72
14,86
5,50
1,93
7,16
6,36
1,68
9,13
1,59
10,42
1,51
12,5412,89
6,42
1,59
10,42
6,09
G:O=2 G:O=4 G:O=2 G:O=4 G:O=6 G:O=6 G:O=6 G:O=2 G:O=6 G:O=4 G:O=2
120°C 180°C 120°C 180°C 120°C 240°C 240°C 240°C 120°C 180°C 240°C
%Cat=0,1 %Cat=0,8 %Cat=1,5 %Cat=0,8 %Cat=0,1 %Cat=0,1 %Cat=1,5 %Cat=1,5 %Cat=1,5 %Cat=0,8 %Cat=0,1
R003 R004 R005 R006 R007 R008 R009 R010 R011 R012 R013
Razão Área TAG reação/TAG OSEC
Razão Área DAG reação/DAG OSEC
Razão Área MAG reação/MAG OSEC
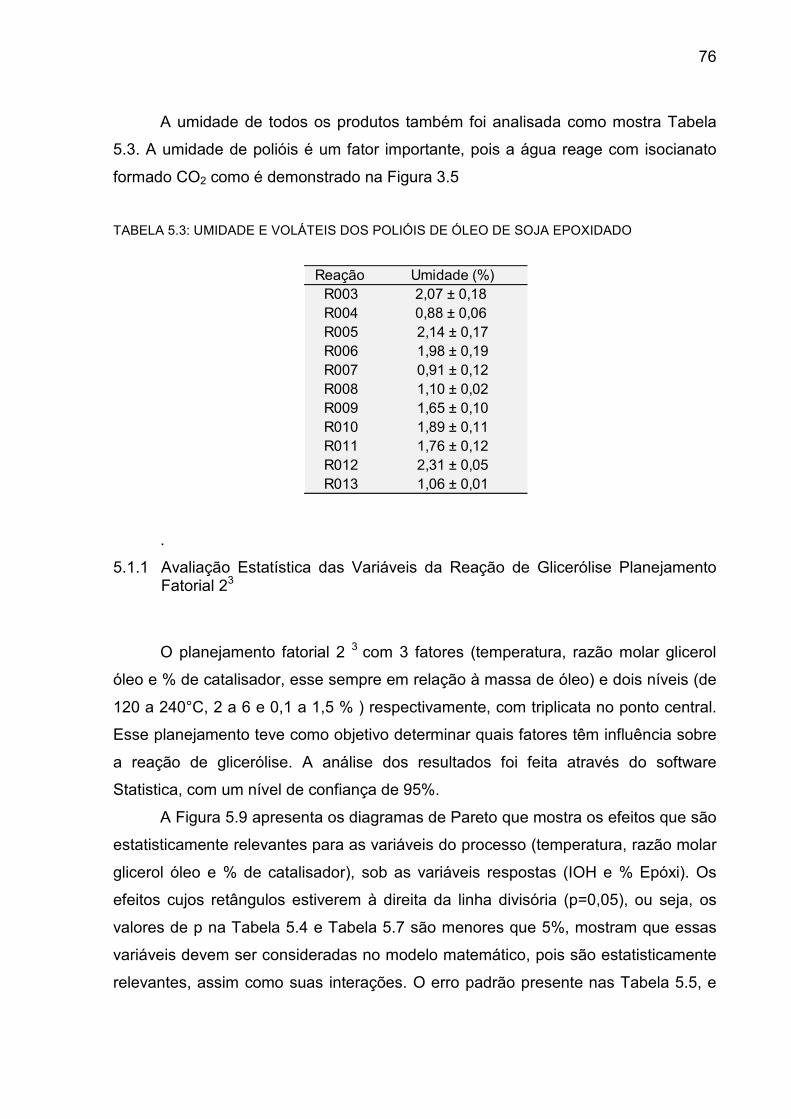
76
A umidade de todos os produtos também foi analisada como mostra Tabela
5.3. A umidade de polióis é um fator importante, pois a água reage com isocianato
formado CO2 como é demonstrado na Figura 3.5
TABELA 5.3: UMIDADE E VOLÁTEIS DOS POLIÓIS DE ÓLEO DE SOJA EPOXIDADO
.
5.1.1 Avaliação Estatística das Variáveis da Reação de Glicerólise Planejamento Fatorial 23
O planejamento fatorial 2 3 com 3 fatores (temperatura, razão molar glicerol
óleo e % de catalisador, esse sempre em relação à massa de óleo) e dois níveis (de
120 a 240°C, 2 a 6 e 0,1 a 1,5 % ) respectivamente, com triplicata no ponto central.
Esse planejamento teve como objetivo determinar quais fatores têm influência sobre
a reação de glicerólise. A análise dos resultados foi feita através do software
Statistica, com um nível de confiança de 95%.
A Figura 5.9 apresenta os diagramas de Pareto que mostra os efeitos que são
estatisticamente relevantes para as variáveis do processo (temperatura, razão molar
glicerol óleo e % de catalisador), sob as variáveis respostas (IOH e % Epóxi). Os
efeitos cujos retângulos estiverem à direita da linha divisória (p=0,05), ou seja, os
valores de p na Tabela 5.4 e Tabela 5.7 são menores que 5%, mostram que essas
variáveis devem ser consideradas no modelo matemático, pois são estatisticamente
relevantes, assim como suas interações. O erro padrão presente nas Tabela 5.5, e
Reação Umidade (%)R003 2,07 ± 0,18 R004 0,88 ± 0,06 R005 2,14 ± 0,17R006 1,98 ± 0,19R007 0,91 ± 0,12R008 1,10 ± 0,02R009 1,65 ± 0,10R010 1,89 ± 0,11R011 1,76 ± 0,12R012 2,31 ± 0,05R013 1,06 ± 0,01

77
Tabela 5.8 corroboram para essa afirmativa, pois esses são menores que os valores
reais dos efeitos.
Assim, os modelos matemáticos para as variáveis respostas são:
��� = 212,1 − 201,5. � − 0,893. J − 57,6. L + 1,6. �. J + 31,9. �. L + 0,467. J. L
− 0,247. �. J. L
%)*ó�� = 10,2 − 0,62. � − 0,03. J + 0,17. L − 0,004. �. J + 0,21. �. L − 0,003. J. L
+ 0,0003. �. J. L
Onde;
IOH : índice de hidroxila, em miligramas de KOH por g;
C: % catalisador em relação à massa de OSEC
T: temperatura em °C
R: razão molar glicerol OSEC
Os valores previstos versus valores observados são apresentados na Figura
5.10, e mostra um ajuste satisfatório, pois os dados estão próximos à reta.
TABELA 5.4: ANOVA-VARIÁVEL: IOH (MG KOH/G) R2=0,9828 RAJUST=0,9427 ERRO PURO 0,2252
TABELA 5.5: ESTIMATIVA DOS EFEITOS -VARIÁVEL: IOH (MG KOH/G) R2=0,9828 RAJUST=0,9427 ERRO PURO 0,2252
Fatores SQ dF MS F p (1) Catalisador (%) 7005,2 1 7005,15 31101,9 0,000032
(2) Temperatura (°C) 64008,3 1 64008,31 284188,4 0,000004(3) Razão Molar Glicerol:Óleo 8612,6 1 8612,64 38239,0 0,000026
1 e 2 5873,8 1 5873,75 26078,7 0,0000381 e 3 2479,8 1 2479,85 11010,2 0,0000912 e 3 8354,8 1 8354,83 37094,3 0,0000271*2*3 3448,3 1 3448,31 15310,0 0,000065
Falta de ajuste 1745,9 1 1745,95 7751,8 0,000129Erro Puro 0,5 2 0,23Total SQ 101529,2 10
Mean/Interc. 191,02 0,14 0,000001(1) Catalisador (%) 59,18 0,34 0,000032
(2) Temperatura (°C) 178,90 0,34 0,000004(3) Razão Molar Glicerol:Óleo 65,62 0,34 0,000026
1 e 2 54,19 0,34 0,0000381 e 3 -35,21 0,34 0,0000912 e 3 64,63 0,34 0,0000271*2*3 -41,52 0,34 0,000065
EfeitoErro Pad.: erro puro
pFatores
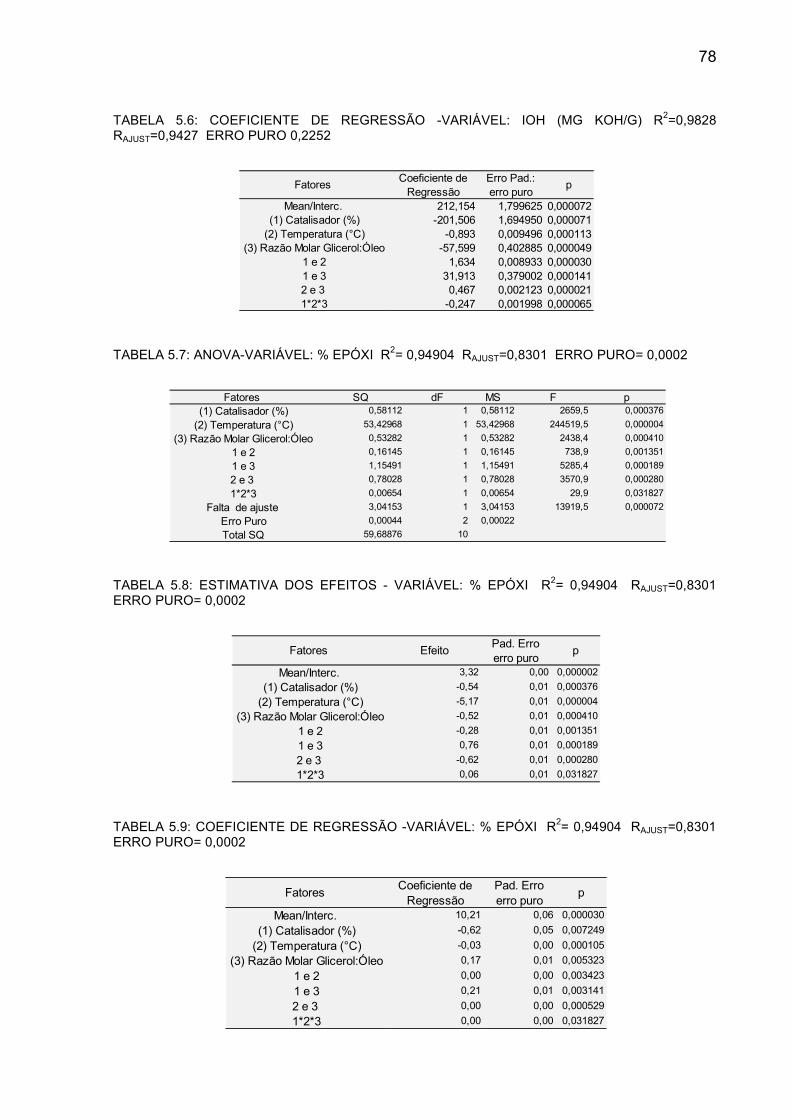
78
TABELA 5.6: COEFICIENTE DE REGRESSÃO -VARIÁVEL: IOH (MG KOH/G) R2=0,9828 RAJUST=0,9427 ERRO PURO 0,2252
TABELA 5.7: ANOVA-VARIÁVEL: % EPÓXI R2= 0,94904 RAJUST=0,8301 ERRO PURO= 0,0002
TABELA 5.8: ESTIMATIVA DOS EFEITOS - VARIÁVEL: % EPÓXI R2= 0,94904 RAJUST=0,8301 ERRO PURO= 0,0002
TABELA 5.9: COEFICIENTE DE REGRESSÃO -VARIÁVEL: % EPÓXI R2= 0,94904 RAJUST=0,8301 ERRO PURO= 0,0002
Mean/Interc. 212,154 1,799625 0,000072(1) Catalisador (%) -201,506 1,694950 0,000071
(2) Temperatura (°C) -0,893 0,009496 0,000113(3) Razão Molar Glicerol:Óleo -57,599 0,402885 0,000049
1 e 2 1,634 0,008933 0,0000301 e 3 31,913 0,379002 0,0001412 e 3 0,467 0,002123 0,0000211*2*3 -0,247 0,001998 0,000065
Fatores Coeficiente de
RegressãoErro Pad.: erro puro
p
Fatores SQ dF MS F p (1) Catalisador (%) 0,58112 1 0,58112 2659,5 0,000376
(2) Temperatura (°C) 53,42968 1 53,42968 244519,5 0,000004
(3) Razão Molar Glicerol:Óleo 0,53282 1 0,53282 2438,4 0,000410
1 e 2 0,16145 1 0,16145 738,9 0,001351
1 e 3 1,15491 1 1,15491 5285,4 0,000189
2 e 3 0,78028 1 0,78028 3570,9 0,000280
1*2*3 0,00654 1 0,00654 29,9 0,031827
Falta de ajuste 3,04153 1 3,04153 13919,5 0,000072
Erro Puro 0,00044 2 0,00022
Total SQ 59,68876 10
Mean/Interc. 3,32 0,00 0,000002
(1) Catalisador (%) -0,54 0,01 0,000376
(2) Temperatura (°C) -5,17 0,01 0,000004
(3) Razão Molar Glicerol:Óleo -0,52 0,01 0,000410
1 e 2 -0,28 0,01 0,001351
1 e 3 0,76 0,01 0,000189
2 e 3 -0,62 0,01 0,000280
1*2*3 0,06 0,01 0,031827
Fatores EfeitoPad. Erro erro puro
p
Mean/Interc. 10,21 0,06 0,000030
(1) Catalisador (%) -0,62 0,05 0,007249
(2) Temperatura (°C) -0,03 0,00 0,000105
(3) Razão Molar Glicerol:Óleo 0,17 0,01 0,005323
1 e 2 0,00 0,00 0,003423
1 e 3 0,21 0,01 0,003141
2 e 3 0,00 0,00 0,000529
1*2*3 0,00 0,00 0,031827
Fatores Coeficiente de
RegressãoPad. Erro erro puro
p
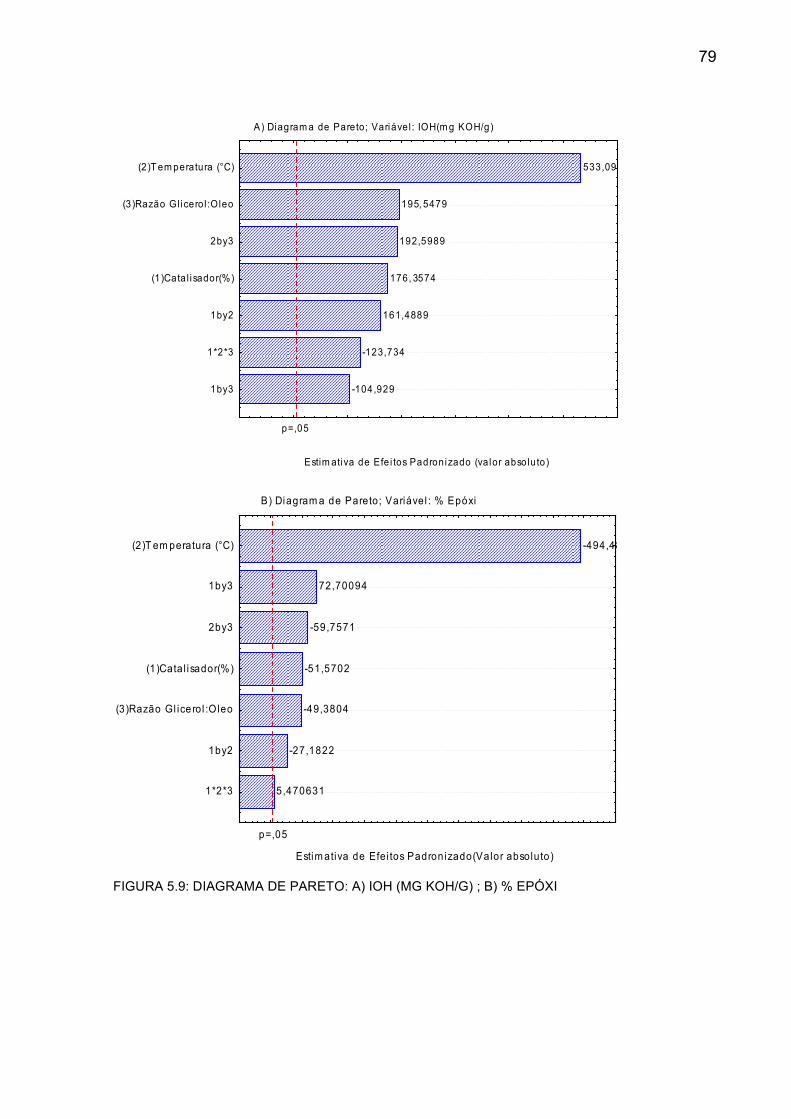
79
FIGURA 5.9: DIAGRAMA DE PARETO: A) IOH (MG KOH/G) ; B) % EPÓXI
B) Diagram a de Pareto; Variável : % Epóxi
5,470631
-27,1822
-49,3804
-51,5702
-59,7571
72,70094
-494,489
p=,05
Estim ativa de Efe i tos Padronizado(Valor absoluto)
1*2*3
1by2
(3)Razão Gl icerol :Oleo
(1)Catal isador(%)
2by3
1by3
(2)T em peratura (°C)
A) Diagram a de Pareto; Variável : IOH(m g KOH/g)
-104,929
-123,734
161,4889
176, 3574
192,5989
195, 5479
533,0932
p=,05
Estim ativa de Efe i tos Padronizado (va lor absoluto)
1by3
1*2*3
1by2
(1)Cata l i sador(%)
2by3
(3)Razão Gl icero l :Oleo
(2)T em peratura (°C)
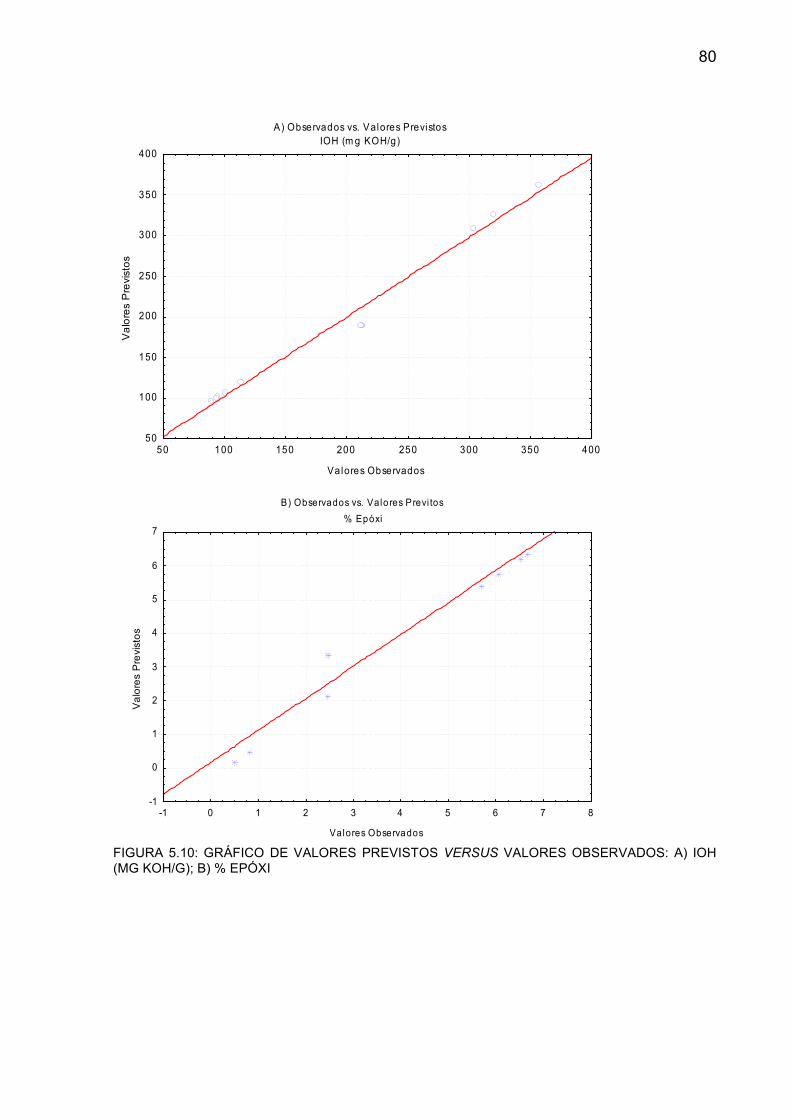
80
FIGURA 5.10: GRÁFICO DE VALORES PREVISTOS VERSUS VALORES OBSERVADOS: A) IOH (MG KOH/G); B) % EPÓXI
A) Observados vs. Valores PrevistosIOH (m g KOH/g)
50 100 150 200 250 300 350 400
Valores Observados
50
100
150
200
250
300
350
400
Va
lore
s P
revi
sto
s
B) Observados vs. Valo res Previ tos
% Epóxi
-1 0 1 2 3 4 5 6 7 8
Valores Observados
-1
0
1
2
3
4
5
6
7
Va
lore
s P
revi
sto
s
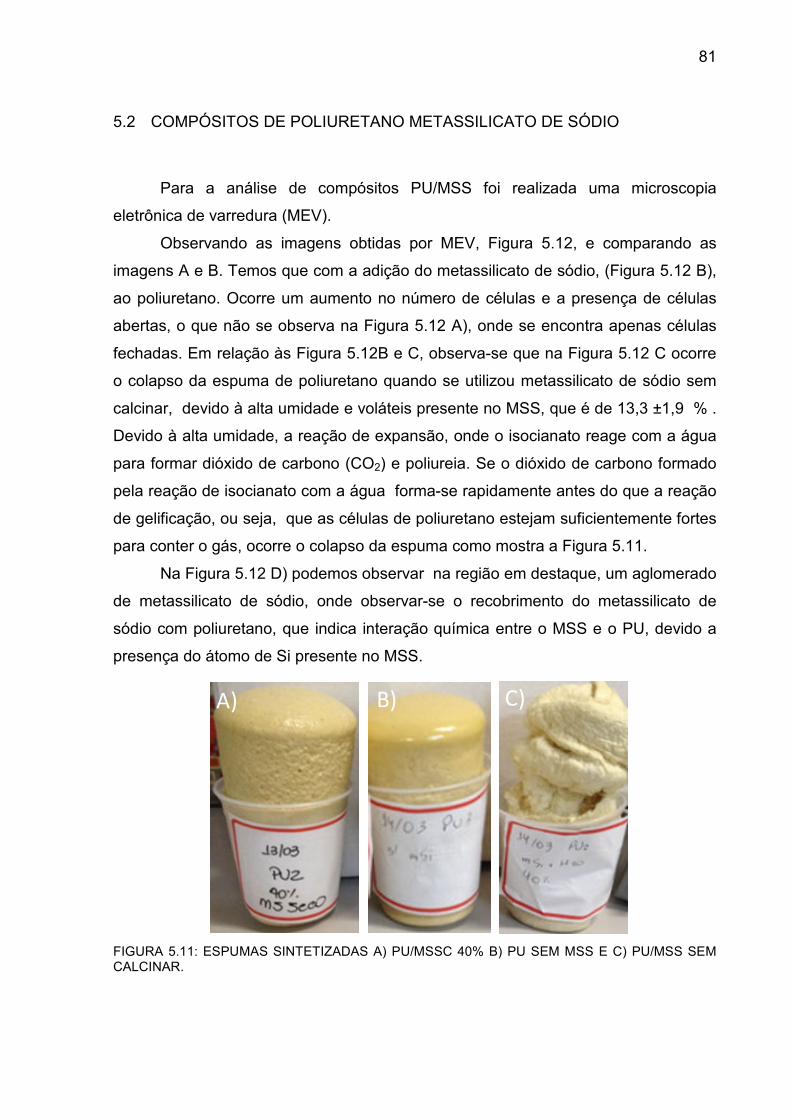
81
5.2 COMPÓSITOS DE POLIURETANO METASSILICATO DE SÓDIO
Para a análise de compósitos PU/MSS foi realizada uma microscopia
eletrônica de varredura (MEV).
Observando as imagens obtidas por MEV, Figura 5.12, e comparando as
imagens A e B. Temos que com a adição do metassilicato de sódio, (Figura 5.12 B),
ao poliuretano. Ocorre um aumento no número de células e a presença de células
abertas, o que não se observa na Figura 5.12 A), onde se encontra apenas células
fechadas. Em relação às Figura 5.12B e C, observa-se que na Figura 5.12 C ocorre
o colapso da espuma de poliuretano quando se utilizou metassilicato de sódio sem
calcinar, devido à alta umidade e voláteis presente no MSS, que é de 13,3 ±1,9 % .
Devido à alta umidade, a reação de expansão, onde o isocianato reage com a água
para formar dióxido de carbono (CO2) e poliureia. Se o dióxido de carbono formado
pela reação de isocianato com a água forma-se rapidamente antes do que a reação
de gelificação, ou seja, que as células de poliuretano estejam suficientemente fortes
para conter o gás, ocorre o colapso da espuma como mostra a Figura 5.11.
Na Figura 5.12 D) podemos observar na região em destaque, um aglomerado
de metassilicato de sódio, onde observar-se o recobrimento do metassilicato de
sódio com poliuretano, que indica interação química entre o MSS e o PU, devido a
presença do átomo de Si presente no MSS.
FIGURA 5.11: ESPUMAS SINTETIZADAS A) PU/MSSC 40% B) PU SEM MSS E C) PU/MSS SEM CALCINAR.
A) B) C)
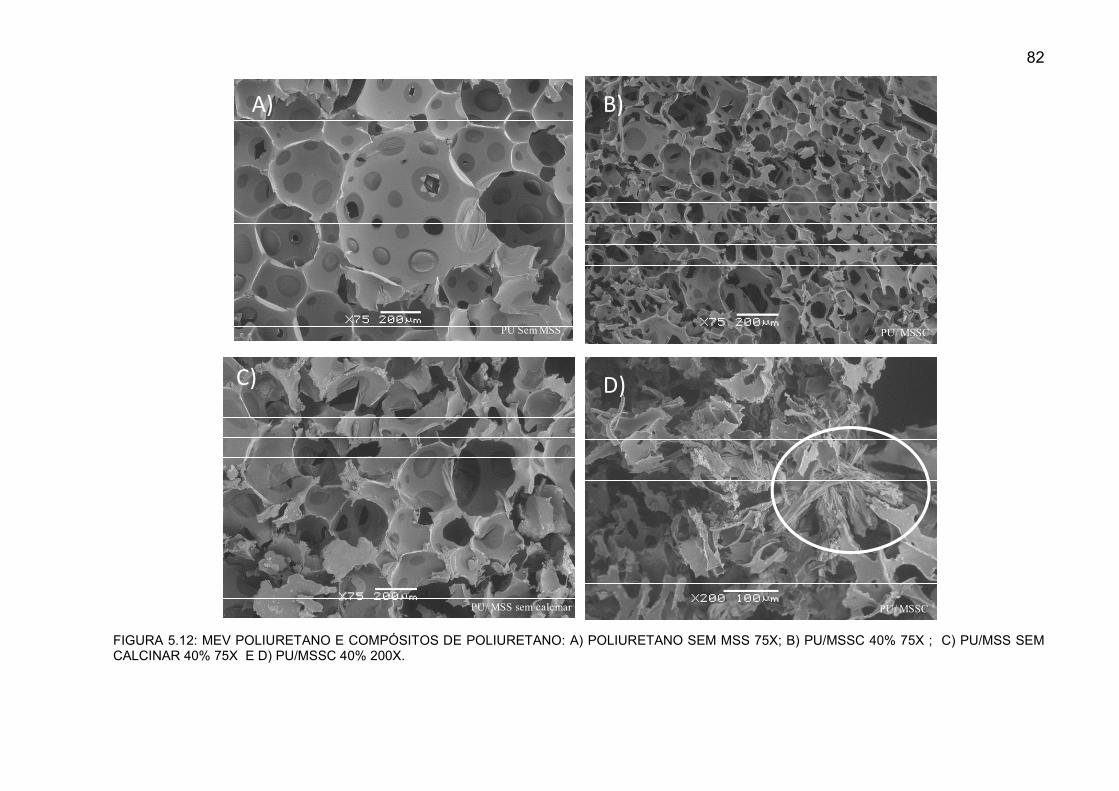
82
FIGURA 5.12: MEV POLIURETANO E COMPÓSITOS DE POLIURETANO: A) POLIURETANO SEM MSS 75X; B) PU/MSSC 40% 75X ; C) PU/MSS SEM CALCINAR 40% 75X E D) PU/MSSC 40% 200X.
PU/ MSSCPU Sem MSS
PU/ MSS sem calcinar PU/ MSSC
A) B)
C) D)
83
5.3 SÍNTESE DE BIODIESEL
5.3.1 Caracterização do Óleo de Soja Refinado Comercial
Os ésteres metílicos foram produzidos por transesterificação do óleo de soja
refinado e álcool metílico anidro. O emprego do óleo de soja refinado teve como
objetivo melhorar as condições para as reações, eliminado os efeitos de compostos
não glicerídeos (fosfolipídios, ceras, esteróis e terpenóides) sobre o rendimento da
reação. Nesse sentido se fez necessária a avaliação das seguintes propriedades: do
óleo de soja refinado comercial: índice de acidez de 0,048±0,001(mg KOH/g) ; índice
de saponificação de 178,0 ± 3,7 mg KOH/g, que corresponde ao material graxo
passível de transformação em monoésteres graxos, massa molar média (MM) de
945,64 ± 14,51 g./mol; índice de iodo de 126,8±2,4 g I2./100 g, esse é um parâmetro
relacionado com a quantidade de ácidos graxos insaturados presentes na amostra ;
massa específica a 15 °C de 0,923b ± 0,001 g/.mL; viscosidade cinemática a 40 °C
de 27,850±0,003 mm²./s; umidade e voláteis de 0,004±0,001% (m/m) e teor de cinza
não detectado. Os parâmetros estão dentro do estabelecido pela empresa IMCOPA.
(Produtos Imcopa: Composição Típica Óleo de Soja Refinado , 2014)
5.3.2 Preparo e análise das soluções de calibração
As equações obtidas com as curvas padrões (concentração versus área) da
solução mix de ésteres metílicos podem ser observadas na Figura 5.13. A Figura
5.14 mostra os cromatograma dos ésteres metílicos separados e a Figura 5.15 o
cromatograma das soluções mix de determinadas concentrações presentes na
Tabela 4.2.
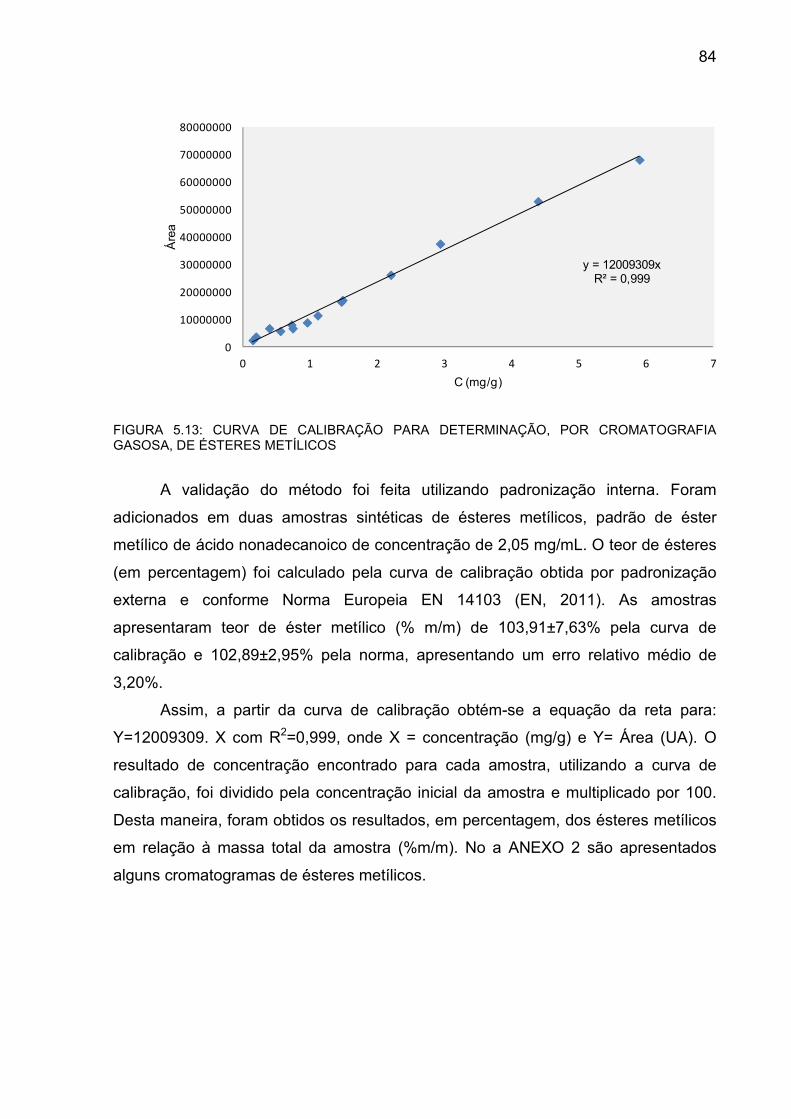
84
FIGURA 5.13: CURVA DE CALIBRAÇÃO PARA DETERMINAÇÃO, POR CROMATOGRAFIA GASOSA, DE ÉSTERES METÍLICOS
A validação do método foi feita utilizando padronização interna. Foram
adicionados em duas amostras sintéticas de ésteres metílicos, padrão de éster
metílico de ácido nonadecanoico de concentração de 2,05 mg/mL. O teor de ésteres
(em percentagem) foi calculado pela curva de calibração obtida por padronização
externa e conforme Norma Europeia EN 14103 (EN, 2011). As amostras
apresentaram teor de éster metílico (% m/m) de 103,91±7,63% pela curva de
calibração e 102,89±2,95% pela norma, apresentando um erro relativo médio de
3,20%.
Assim, a partir da curva de calibração obtém-se a equação da reta para:
Y=12009309. X com R2=0,999, onde X = concentração (mg/g) e Y= Área (UA). O
resultado de concentração encontrado para cada amostra, utilizando a curva de
calibração, foi dividido pela concentração inicial da amostra e multiplicado por 100.
Desta maneira, foram obtidos os resultados, em percentagem, dos ésteres metílicos
em relação à massa total da amostra (%m/m). No a ANEXO 2 são apresentados
alguns cromatogramas de ésteres metílicos.
y = 12009309xR² = 0,999
0
10000000
20000000
30000000
40000000
50000000
60000000
70000000
80000000
0 1 2 3 4 5 6 7
Áre
a
C (mg/g)
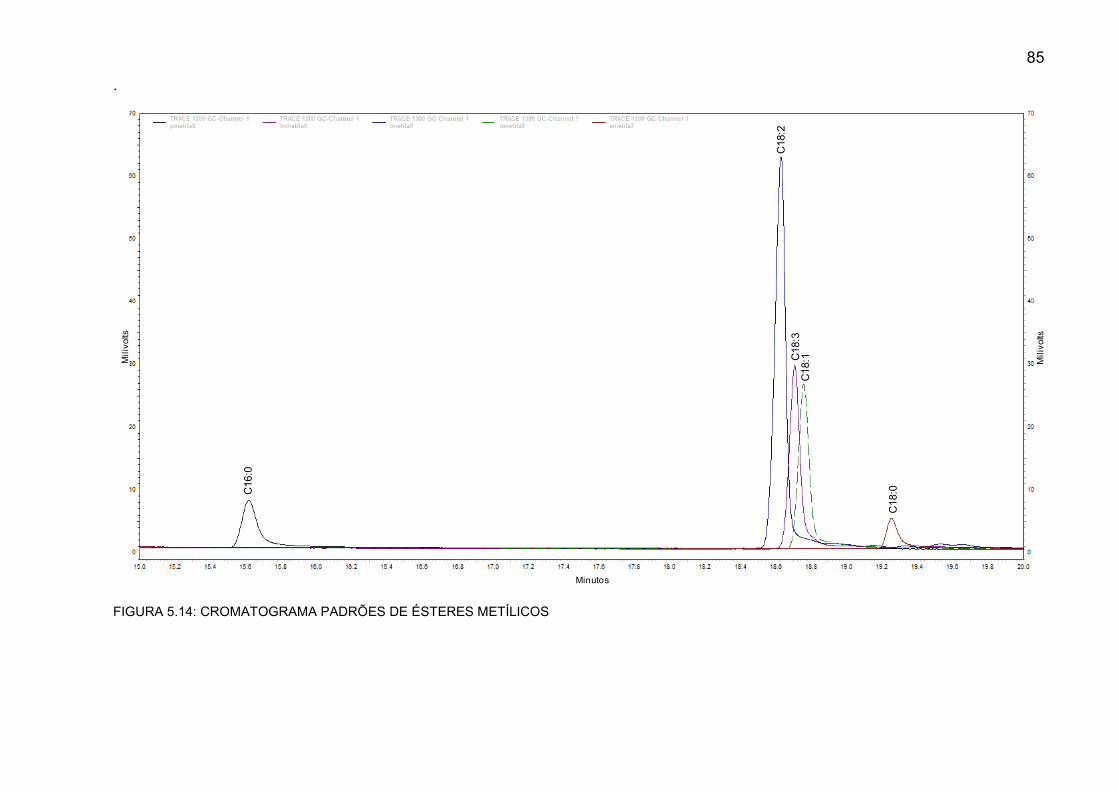
85
.
FIGURA 5.14: CROMATOGRAMA PADRÕES DE ÉSTERES METÍLICOS
C16
:0
C18
:2C
18:3
C18
:1
C18
:0
Mili
volts
Mili
volts
Minutos
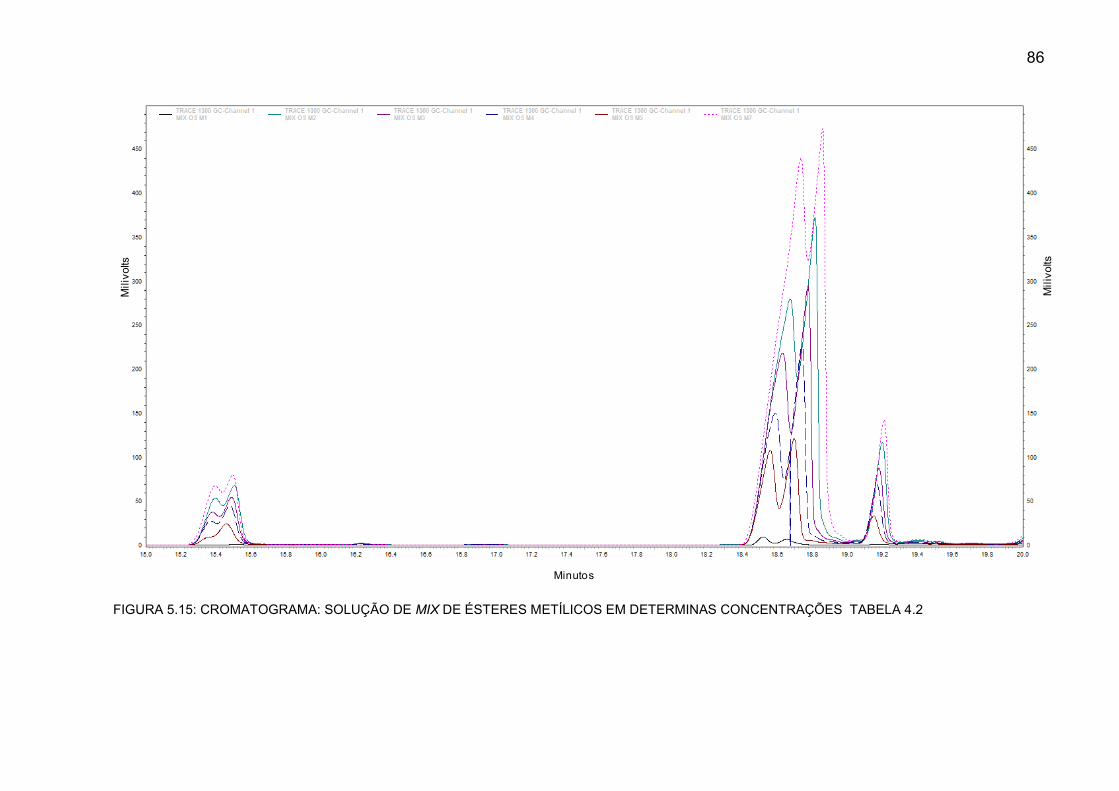
86
FIGURA 5.15: CROMATOGRAMA: SOLUÇÃO DE MIX DE ÉSTERES METÍLICOS EM DETERMINAS CONCENTRAÇÕES TABELA 4.2
Mili
volts
Mil
ivo
lts
Minutos
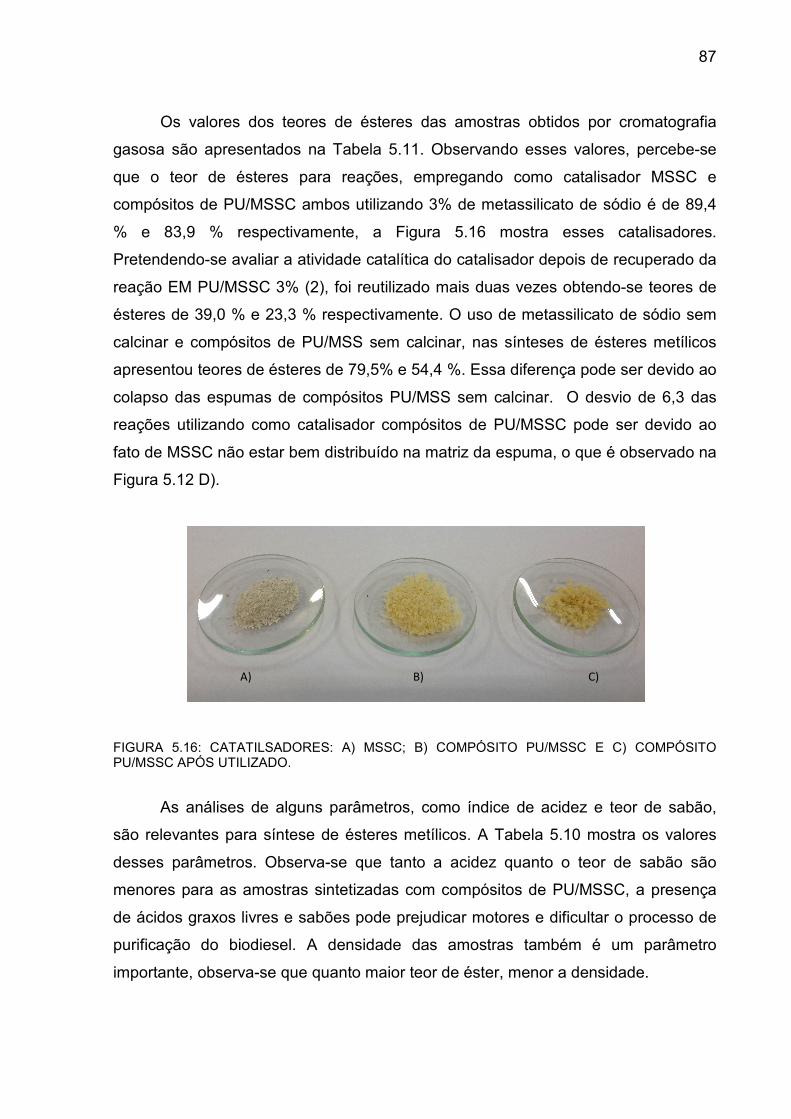
87
Os valores dos teores de ésteres das amostras obtidos por cromatografia
gasosa são apresentados na Tabela 5.11. Observando esses valores, percebe-se
que o teor de ésteres para reações, empregando como catalisador MSSC e
compósitos de PU/MSSC ambos utilizando 3% de metassilicato de sódio é de 89,4
% e 83,9 % respectivamente, a Figura 5.16 mostra esses catalisadores.
Pretendendo-se avaliar a atividade catalítica do catalisador depois de recuperado da
reação EM PU/MSSC 3% (2), foi reutilizado mais duas vezes obtendo-se teores de
ésteres de 39,0 % e 23,3 % respectivamente. O uso de metassilicato de sódio sem
calcinar e compósitos de PU/MSS sem calcinar, nas sínteses de ésteres metílicos
apresentou teores de ésteres de 79,5% e 54,4 %. Essa diferença pode ser devido ao
colapso das espumas de compósitos PU/MSS sem calcinar. O desvio de 6,3 das
reações utilizando como catalisador compósitos de PU/MSSC pode ser devido ao
fato de MSSC não estar bem distribuído na matriz da espuma, o que é observado na
Figura 5.12 D).
FIGURA 5.16: CATATILSADORES: A) MSSC; B) COMPÓSITO PU/MSSC E C) COMPÓSITO PU/MSSC APÓS UTILIZADO.
As análises de alguns parâmetros, como índice de acidez e teor de sabão,
são relevantes para síntese de ésteres metílicos. A Tabela 5.10 mostra os valores
desses parâmetros. Observa-se que tanto a acidez quanto o teor de sabão são
menores para as amostras sintetizadas com compósitos de PU/MSSC, a presença
de ácidos graxos livres e sabões pode prejudicar motores e dificultar o processo de
purificação do biodiesel. A densidade das amostras também é um parâmetro
importante, observa-se que quanto maior teor de éster, menor a densidade.
A) B) C)
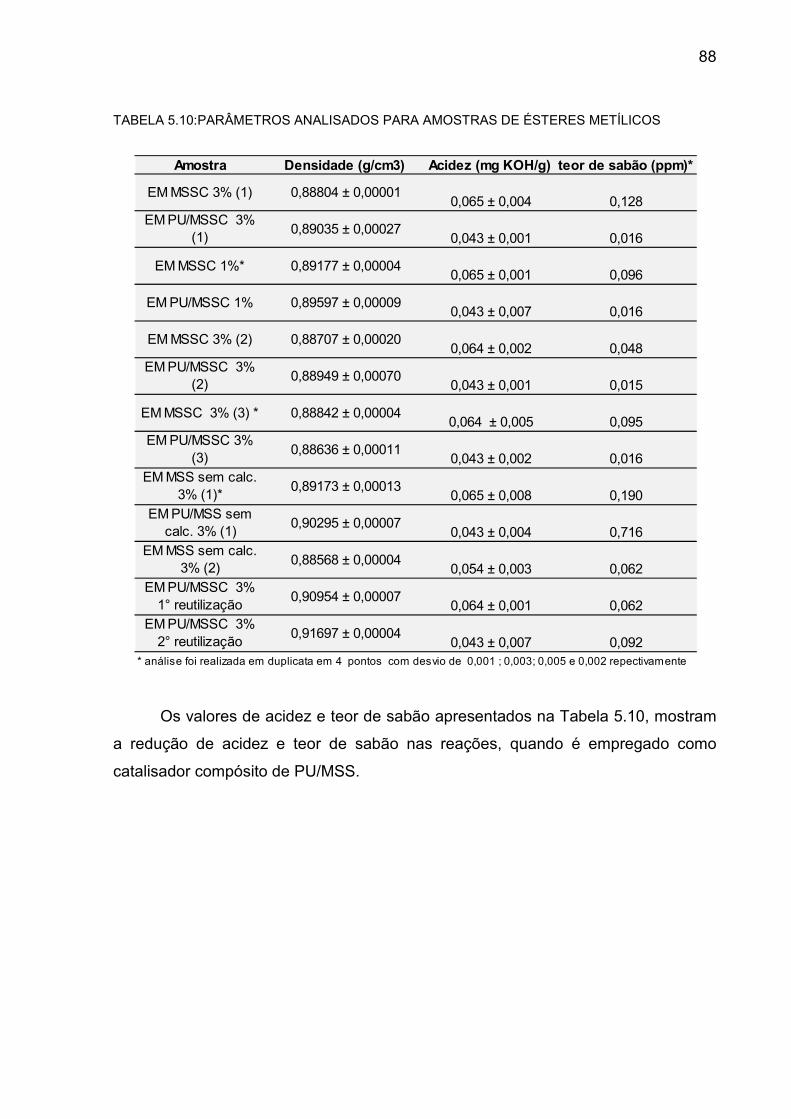
88
TABELA 5.10:PARÂMETROS ANALISADOS PARA AMOSTRAS DE ÉSTERES METÍLICOS
Os valores de acidez e teor de sabão apresentados na Tabela 5.10, mostram
a redução de acidez e teor de sabão nas reações, quando é empregado como
catalisador compósito de PU/MSS.
Amostra Densidade (g/cm3) Acidez (mg KOH/g) teor de sabão (ppm)*
* análise foi realizada em duplicata em 4 pontos com desvio de 0,001 ; 0,003; 0,005 e 0,002 repectivamente
EM MSSC 3% (1) 0,88804 ± 0,00001
EM PU/MSSC 3% (1)
0,89035 ± 0,00027
EM MSSC 1%* 0,89177 ± 0,00004
EM PU/MSSC 1% 0,89597 ± 0,00009
EM MSSC 3% (2) 0,88707 ± 0,00020
EM PU/MSSC 3% (2)
0,88949 ± 0,00070
EM MSSC 3% (3) * 0,88842 ± 0,00004
EM PU/MSSC 3% (3)
0,88636 ± 0,00011
EM MSS sem calc. 3% (1)*
0,89173 ± 0,00013
EM PU/MSS sem calc. 3% (1)
0,90295 ± 0,00007
EM MSS sem calc. 3% (2)
0,88568 ± 0,00004
EM PU/MSSC 3% 1° reutilização
0,90954 ± 0,00007
EM PU/MSSC 3% 2° reutilização
0,91697 ± 0,00004
0,065 ± 0,004
0,043 ± 0,001
0,065 ± 0,001
0,043 ± 0,007
0,064 ± 0,002
0,043 ± 0,001
0,064 ± 0,005
0,043 ± 0,002
0,065 ± 0,008
0,043 ± 0,004
0,054 ± 0,003
0,064 ± 0,001
0,043 ± 0,007
0,128
0,016
0,096
0,016
0,048
0,015
0,095
0,016
0,190
0,716
0,062
0,062
0,092
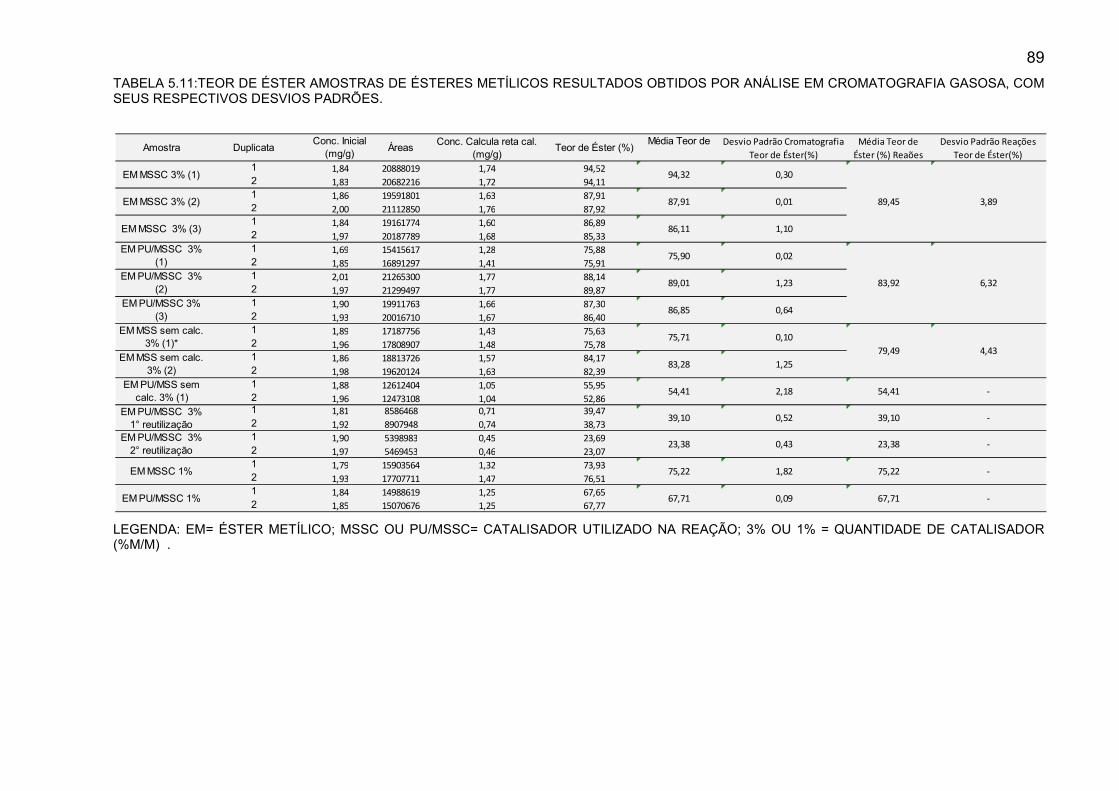
89
TABELA 5.11:TEOR DE ÉSTER AMOSTRAS DE ÉSTERES METÍLICOS RESULTADOS OBTIDOS POR ANÁLISE EM CROMATOGRAFIA GASOSA, COM SEUS RESPECTIVOS DESVIOS PADRÕES.
LEGENDA: EM= ÉSTER METÍLICO; MSSC OU PU/MSSC= CATALISADOR UTILIZADO NA REAÇÃO; 3% OU 1% = QUANTIDADE DE CATALISADOR (%M/M) .
Média Teor de
1 1,84 20888019 1,74 94,522 1,83 20682216 1,72 94,111 1,86 19591801 1,63 87,912 2,00 21112850 1,76 87,921 1,84 19161774 1,60 86,892 1,97 20187789 1,68 85,331 1,69 15415617 1,28 75,882 1,85 16891297 1,41 75,911 2,01 21265300 1,77 88,142 1,97 21299497 1,77 89,871 1,90 19911763 1,66 87,302 1,93 20016710 1,67 86,401 1,89 17187756 1,43 75,632 1,96 17808907 1,48 75,781 1,86 18813726 1,57 84,172 1,98 19620124 1,63 82,391 1,88 12612404 1,05 55,952 1,96 12473108 1,04 52,861 1,81 8586468 0,71 39,472 1,92 8907948 0,74 38,731 1,90 5398983 0,45 23,692 1,97 5469453 0,46 23,071 1,79 15903564 1,32 73,932 1,93 17707711 1,47 76,511 1,84 14988619 1,25 67,652 1,85 15070676 1,25 67,77
83,92
79,49
54,41
39,10
23,38
75,22
67,71
94,32
87,91
86,11
75,90
89,01
86,85
75,71
83,28
54,41
39,10
23,38
75,22
67,71
Média Teor de
Éster (%) Reaões
0,52
0,43
1,82
0,09
Desvio Padrão Reações
Teor de Éster(%)
4,43
3,89
6,32
-
-
-
-
-
1,23
0,64
0,10
1,25
2,18
Desvio Padrão Cromatografia
Teor de Éster(%)
0,30
0,01
1,10
0,02
89,45
Teor de Éster (%)Duplicata
EM PU/MSSC 1%
EM MSSC 1%
EM PU/MSSC 3% 2° reutilização
EM PU/MSSC 3% 1° reutilização
EM PU/MSS sem calc. 3% (1)
EM MSS sem calc. 3% (2)
EM MSS sem calc. 3% (1)*
EM PU/MSSC 3% (3)
EM PU/MSSC 3% (2)
EM MSSC 3% (3)
EM MSSC 3% (2)
Conc. Calcula reta cal. (mg/g)
Conc. Inicial (mg/g)
Amostra Áreas
EM MSSC 3% (1)
EM PU/MSSC 3% (1)
90
A literatura apresenta vários estudos de catalisadores heterogêneos para
síntese de ésteres metílicos e enfatiza a necessidade do desenvolvimento de novos
catalisadores. SEMWAL, BADONI e TULI, ( 2011) presentam a utilização de vários
catalisadores heterogêneos para a produção de ésteres metílicos a partir de óleo de
soja. Condições da reação, temperatura de 60°C, 10% (m/m) catalisador em relação
ao óleo de soja, razão molar metanol:óleo de 65:1 e tempo de reação de três horas,
são eles: NaNO3/Al2O3 temperatura de calcinação do catalisador de 650°C , Metil
éster formado (%m/m) de 95,1, KNO3/Al2O3 temperatura de calcinação do
catalisador de 550°C , Metil éster formado (%m/m) de 94,7 e CaNO3/Al2O3
temperatura de calcinação do catalisador de 450°C , Metil éster formado (%m/m) de
94,1.
Segundo ATADASHI, AROUA e AZIZ, (2011), o desenvolvimento de
catalisadores heterogêneos de baixo custo para a produção de bidiesel são
necessários, pois estes catalisadores são capazes de reduzir os efeitos da formação
de sabão, contribuindo para a redução do custo de separação e purificação do
biodiesel. Nesse contexto, temos que os catalisadores de compositos PU/MSS
podem ser viáveis para sintese de biodiesel.
5.4 CONSIDERAÇÕES FINAIS
Os resultados apresentados neste capítulo contribuem para o melhor
entendimento da glicerólise do óleo de soja epoxidado utilizando como catalisador
metassilicato de sódio calcinado. Contatou-se, portanto que é possível fazer
acompanhamento de reações de glicerólise por cromatografia gasosa.
Em relação à produção de compósitos de poliuretano com metassilicato de
sódio, pôde se observar pelas imagens obtidas por MEV, que o compósito de
PU/MSS possui células abertas, ou seja, a adição de metassilicato sódio a
poliuretanos proporciona a formação de dessas células abertas quando comparados
a espumas sem adição de MSS.
A utilização compósitos de PU/MSS visando sua aplicação na produção como
catalisador heterogêneo, no processo de produção de biodiesel, se mostrou
promissor, pois o teor de éster foi de 84 %%, Índice de acidez de 0,043 (MG KOH/g)
e erro de sabão 0,016 ppm, também pode ser realizado. Esses resultados

91
demonstram que o catalisador de PU/MSSC pode ser uma rota catalítica viável a
produção de biodiesel, pois esse utiliza um subproduto da produção de biodiesel é
de fácil produção.
92
6 CONCLUSÕES
Os experimentos realizados provaram o potencial do uso de óleo de soja
epoxidado para a produção de poliol, utilizando como catalisador o metassilicato de
sódio, pois conforme os resultados apresentados, é possível obter uma gama de
polióis com diferentes índices de hidroxila, epóxi e viscosidade, dependendo das
propriedades desejadas da PU.
O emprego de compósitos de PU/MSS como catalisador para produção de
ésteres metílicos se mostrou promissor, pois se conseguiu teor de éster (84%)
empregando temperaturas amenas (60°C), razão molar de álcool (7,5) relativamente
baixa quando comparada a outras rotas de catálise heterogêneas.
O metassilicato de sódio promoveu a formação de células abertas no
poliuretano, e o silício presente no MSS faz interação com a matriz polimérica de
poliuretano, como é observado na microscopia eletrônica de varredura, apresentada
na Figura 5.12.
Pode-se dizer que a metodologia apresenta para análise de ésteres, MAG,
DAG E TAG por cromatografia gasosa, mostrou-se satisfatória quantitativamente e
qualitativamente para os compostos citados.
93
7 REFERÊNCIAS
Biodiesel 9. Disponivel em: <http://www.mme.gov.br/programas/biodiesel/menu/biodiesel/pnpb.html>. Acesso em: 03 Maio 2014.
ABNT. NBR11115: Substâncias graxas- Determinação do índice de acidez. Rio de Janeiro: [s.n.]. 1998.
ANP. Legislação ANP, 2014. Disponivel em: <http://nxt.anp.gov.br>. Acesso em: 6 março 2014.
AOCS. AOCS Official Mehod Ca 2c-25: Moisture and Volatile Matter air Oven Method. 5. ed. [S.l.]: Champaingn:AOCS Press, 1993.
AOCS. AOCS Official Method Ca 2c-25: Determination of Saponification Value. 5. ed. USA : Champaign: AOCS Press, 1993.
AOCS. AOCS Official Method Cd 1-25: Iodine Value of Fats and Oils Wijs Method. 5. ed. USA: Champaign: AOCS Press, 1993.
AOCS. AOCS Official Method Cd 9-57: Oxirane Oxygen. 5. ed. [S.l.]: Champaign: AOCS Press, 1993.
AOCS. AOCS Officila Method Ca11-55: Ash. 5. ed. USA : Champaign: AOCS Press, 1993.
AOCS. AOCS Recommended Practice Cc 17-79: Soap in oil Titrimetric Method. 5. ed. [S.l.]: Champaingn:AOCS Press, 1993.
ASTM. D 1957-88: Standard Test Method for Hydroxyl Value of Fatty Oils and Acids. USA: [s.n.], 2001.
ASTM. ASTM D 4662-03: Standard Test Methods for Polyurethane Raw Materials: Determination of Acid and. USA: [s.n.], 2004.
ASTM. Standard Test Methods for Polyurethane Raw Materials: Determination of Viscosity of Polyols. USA: [s.n.], 2004.
ATABANIA, A. E. et al. A comprehensive review on biodiesel as an alternative energy resource and its characteristics. Renewable and Sustainable Energy Reviews, n. 16, p. 2070-2093, 2012.
94
ATADASHI, I. M.; AROUA, M. K.; AZIZ, A. A. Biodiesel separation and purification: a review. Renewable Energy, n. 36, p. 437-443, 2011.
BAILOSKY, L. C. et al. Synthesis of polyether polyols with epoxidized soy bean oil. Progress in Organic Coatings, v. 76, p. 1712-1719, Junho 2013.
BALANÇO energético Nacional 2013. Ministério de Minas e Energia. Disponivel em: <https://ben.epe.gov.br/downloads/Síntese%20do%20Relatório%20Final_2013_Web.pdf>. Acesso em: 24 Abril 2014.
BALAT, M.; BALAT, H. Progress in biodiesel processing. Applied Energy, n. 87, p. 1815-1835, 2010.
BOLETIM Mensal do Biodiesel. Site da ANP (Agência Nacional do Petróleo), 2014. Disponivel em: <http://www.anp.gov.br/?dw=70554>. Acesso em: 3 Maio 2014.
BROOKFIELD ENGINEERING LABORATORIES, I. BROOKFIELD DV-III ULTRA: Programmable Rheometer Operating Instructions. USA: [s.n.], Manual No. M/98-211-B0104.
BULATOVIC, S. Handbook of Flotation Reagents. 1 Edicao. ed. Amsterdam: Elsevier, v. 1, 2007.
CABRAL, P. S. Cinética Enzimatica da Hidrólise do Óleo de Oliva e Sitemas Batelada e Batelada Alimentada. Dissertação( Mestrado em Engenaria de Alimentos)-Setor de Tecnologia Universidade Federal do Paraná. Curitiba. 2014.
CHAMBERS, C.; HOLLIDAY, A. K. Modern Inorganic Chemistrys. Chicherster: Buterworths, 1975.
CIOBANU, G.; GARJA, G. Electrolyte removal by mixed matrix membranes based on polyurethane, v. 250, p. 698-701, 2010.
COLLLINS, C. H.; BRAGA, G. L.; BONATO, P. S. Fundamentos de Cromatografia. Campinas : UNICAMP, 2006.
DAVID, D. J.; STALEY, H. B. Analytical chemistry of the polyurethanes. Nova York: [s.n.], v. XVI, 1979.
DESROCHES, M. et al. From Vegetable Oils to Polyurethanes: Synthetic Routes to Polyols and Main Industrial Products. Polymer Reviews, v. 52, p. 38-79, 2012. ISSN ISSN: 1558-3724.
DOMBROW, B. A. Polyurethanes. 2ª Edição. ed. Nova York: Reinhold Publishing Corporation , 1965.
95
EN. EN14103: Fat and oil derrivatives -Fatty Acid Methyl Esters (FAME)-Determination of ester and linolenic acid methyl ester contents. [S.l.]: Comitê Europeu de Normalização , 2011.
Especificação de Produto: Drapex6.8(Oléo de soja epoxidado). Inbra Indústrias Químicas LTDA. Diadema-SP, p. 1. 2011.
FAZAL, M. A.; HASEEB, S. M. A.; MASJUKI, H. H. Biodiesel feasibility study: An evaluation of material compatibility;performance; emission and engine durability. Renewable and Sustainable Energy Reviews, n. 15, p. 1314-1324, 2011.
FIAMETTI, K. G. et al. Kinetics of ultrasound-assisted lipase-catalyzed glycerolysis of olive oil in solvent-free system. Ultrasonics Sonochemistry, v. 19, p. 440-451, 2012.
FRASCINO, L. F.; BRAILE, D. M. Implante de Resina Poliuretana Vegetal em Cranioplastia- Estudo experimental em Coelhos. Revista da Sociedade Brasileira de Cirurgia Plástica, São Paulo, v. 18, p. 31-50, Maio/agosto 2003.
GLICERINA-SUBPRODUTO do Biodiesel. Biodieselbr.com, 2014. Disponivel em: <http://www.biodieselbr.com/biodiesel/glicerina/biodiesel-glicerina.htm>. Acesso em: 27 Abril 2014.
GLOBAL Polyurethane Foam Market 2014-2018. Research and Markets, 2014. Disponivel em: <http://www.researchandmarkets.com/research/mw4p9s/global>. Acesso em: 26 Maio 2014.
GREENWOOD, N. N.; EARNSHAW, A. Chemistry of the Elements. New York: Butterworth-Heinemann Ltda, 1984.
GREENWOOD, N. N.; EARNSHAW, A. Chemistry of the Elements. New York: Butterworth-Heinemann Ltda, 1984. ISBN 0-19-855370-6.
GUO, A.; JAVNII, I.; PETROVIC, Z. Rigid Polyurethane Foams Based on Soybean Oil. Journal of Applied Polymer Science, v. 77, 2000.
GUO, F. et al. Calcined sodium silicate as solid base catalyst for biodiesel production. Fuel Processing Technology, n. 91, p. 322-328, 2010.
Helwani , Z; Othman ,M R; Aziz ,N; Fernando , W J N; Kim, J. Technologies for production of biodiesel focusing on green catalytic techniques:A review, n. 90, p. 1502-1514, 2009.
INMETRO. Avaliação de dados de medição - Guia para expressão de incerteza de medição - GUM 2008. 1ª Edição. ed. Duque de Caxxias: INMETRO/CICMA/SEPIN, 2012.
96
IONESCU, M. Chemistry and Technology of Polyols for Polyurethanes. 1ª Edição. ed. Shawbury: Rapra Technology Limited, 2005.
JANG, S. J. et al. Removal of lead ions in aqueous solution by hydroxyapatite/polyurethane composite foams, v. 152, p. 1285-1292, 2008.
KNOTHE, G.; GERPEN, J. V.; KRAHL, J. (Eds.). The Biodiesel Handbook. [S.l.]: AOCS Press, 2005.
KRÜGER, R. L. Produção de Mono e Diacilgliceróis a partir da Glicerólise Enzimática de Óleo de Oliva. Tese (Doutorado em Engenharia de Alimentos) - Departamento de Engenharia Química e Engenharia de Alimentos, Universidade Federal de Santa Catarina. Florianópolis. 2010.
LAGALY, G. et al. Encyclopedia of Industrial Chemistry. [S.l.]: Wiley-VCH, 2005.
LEE, S.; RANDALL, D. The Polyurethanes Book. [S.l.]: John Wiley & Sons, LTD, 2002.
LI, Y. Development of polyurethane foam and its potential within the biofuels market, p. 357-359, 2011. ISSN ISSN 1759-7269.
LIN, B. et al. Kinetic Studies on Oxirane Cleavage of Epoxidized Soybean Oilby Methanol and Characterization of Polyols. journal of american oil chemists' society, v. 85, p. 113-117, Dezembro 2008.
LUQUE, R.; MELERO, J. A. (Eds.). Advances in biodiesel production Processes and technologies. Filadelfia : Woodhead Publishing Limited, 2012.
MA, F.; HANNA, M. Biodiesel production: a review. Bioresource Technology, n. 70, p. 1-15, 1999.
MAIA, J.; LEÃO, T. Economia - Crise do Petróleo. O Globo, 2014. Disponivel em: <http://oglobo.globo.com/infograficos/crise-do-petroleo>. Acesso em: 20 abr. 2014.
MARKETSANDMARKETS.COM. Methylene Diphenyl Diisocyanate (MDI), Toluene Diisocyanate (TDI) and Polyurethane Market (2011 – 2016). Markets and Markets, 2011. Disponivel em: <http://www.marketsandmarkets.com/Market-Reports/mdi-tdi-polyurethane-market-381.html>. Acesso em: 8 Junho 2014.
MARTIN, A.; RICHTER, M. Oligomerization of glycerol – a critical review. Eur. J. Lipid Sci. Technol., v. 113, p. 100-117, 2011.
MOHANTAY, A. K.; MISRA, M.; DRZAL, L. T. Sustainable Bio-Composites from Renewable Resources:Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment, v. 10, n. N° 1/2, p. 19-26, Abril 2002.
97
MOHD, M. A. (Ed.). Advanced Gas Chromatography-Progress in agricultural, Biomedical and Industrial Applications. Rijeka: In tech, 2012. 83-108 p. ISBN ISBN 978-953-51-0298-4.
MONTEAVARO, L. L. et al. Polyurethane Networks from Formiated Soy Polyols:Synthesis and Mechanical Characterization. Journal of the American Oil Chemists' Society, v. 82, p. 365-371, 2005.
MORETTO, E. Tecnologia de óleos e gorduras vegetais na indústria de alimentos. Sao Paulo: Varela, 1998.
MOTA, C. J. A.; DA SILVA, C. X. A.; GONÇALVES, V. L. C. Gliceroquímica: novos produtos e processos a partir da glicerina de produção de biodiesel. Quim. Nova, v. 32, p. 639-648, 2009.
NOUREDDINI, H.;. HARKEY, D. W.; GUTSMANC, M. R. A Continuous Process for the Glycerolysis of Soybean Oil. Journal of the American Oil Chemists' Society, v. 81 n°2, p. 203-207, 2004.
PETROVIC, Z. S. et al. Polyols and Polyurethanes from Crude Algal Oil. journal of american oil chemists' society, v. 90, p. 1073-1078, Abril 2013.
PRODUTOS. IMCOPA. Disponivel em: <http://www.imcopa.com.br/produtos>. Acesso em: 01 Maio 2014.
PRODUTOS Imcopa: Composição Típica Óleo de Soja Refinado. IMCOPA, 2014. Disponivel em: <http://www.imcopa.com.br/produtos>. Acesso em: 15 Maio 2014.
PROGRAMA Nacional de Produção e Uso do Biodiesel. Site do Ministério de Minas e Energia, 2014. Disponivel em: <http://www.mme.gov.br/programas/biodiesel/menu/biodiesel/pnpb.html>. Acesso em: 03 Maio 2014.
SCHUSTER, M. et al. Induction of T-Cell Apoptosis by Polyurethane Biomaterials Used in Left Ventricular Assist Devices Is Dependent on Calcineurin Activation. Transplantation Proceedings, v. 33, p. 1958-1959, 2001.
SEMWAL, S. A. A. K.; BADONI, R.; TULI, D. K. Biodiesel production using heterogeneous catalysts. Bioresource Technology, v. 102, p. 2151-2161, 2011.
SILVA, T. A. et al. Uso do Metassilicato de Sódio e Ortossilicato de Sódio na produção de polióis a partir de Óleo Vegetais. BR 10 2012 032663 9, 20 Dezembro 2012.
SILVERSTEIN, R. M.; WEBSTER, F. X.; KIEMLE, D. J. Identificação espectrométrica de compostos orgânicos. 7. ed. Rio de Janeiro: LTC, 2006.
98
SINGH, A. K.; MUKHOPADHYAY, M. Optimization of Lipase-Catalyzed Glycerolysis for Mono and Diglyceride Production Using Response Surface Methodology. Arab J Sci Eng, Dezembro 2012. ISSN DOI 10.1007/s13369-013-0919-0.
SINGH, S. P.; SINGH, D. Biodiesel production through the use of different sources and characterization of oils and their esters as the substitute of diesel: A review. Renewable and Sustainable Energy Reviews, n. 14, p. 200-216, 2010.
SUIB, S. L. (Ed.). New and Future Developments in Catalysis. Amsterdam: Elsevier & Book Aid, 2013. ISBN 978-0-444-53878-9.
THEOPHILE, T. Infrared Spectroscopy - Materials Science, Engineering and. ISBN 978-953-51-0537-4. ed. Rijeka: Intech, 2012. Cap. 13, p. 510.
VILAR, W. D. Química e Tecnologia dos Poliuretanos. 2ª Edição. ed. Rio de Janeiro: Vilar Consultoria, 1999.
VOLL, F. A. P. Produção e Separação de Diacilgliceroil a partir do Triacilglicerol do Óleo de Palma. Tese (Doutorado em Engenharia Química)-Departmento de Engenharia Química, Universidade Estatual de Maringá. Maringá. 2011.
VUOLO, J. H. Fundamentos da Teoria de Erros. São Paulo: Edgard Blucher Ltda, 1992.
WANG, D.-A. et al. Novel human endothelial cell-engineered polyurethane biomaterials for cardiovascular biomedical applications. BIOMATERIALS FOR CARDIOVASCULAR APPLICATIONS, 2002.
WELLS, A. F. Structural Inorganic Chemistry. 5ª Edição. ed. [S.l.]: Oxford Science Publications, 1984. ISBN ISBN 0-19-855370-6.
ZHANG, C. et al. Soy-castor oil based polyols prepared using a. Green Chemistry, v. 15, p. 1477-1484, Abril 2013.
ZHAO, Y. et al. Modeling impact of catalyst loading on polyurethane foam polymerization. Applied catalysis, v. 469, p. 229-238, 2014.
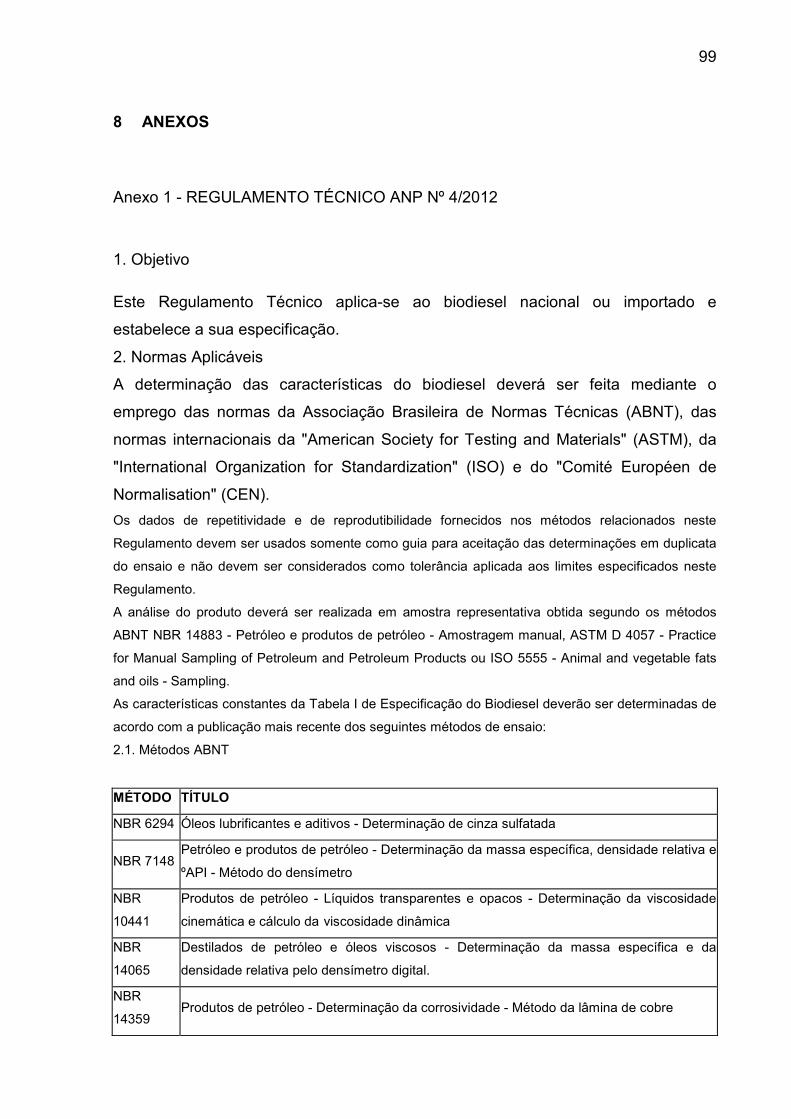
99
8 ANEXOS
Anexo 1 - REGULAMENTO TÉCNICO ANP Nº 4/2012
1. Objetivo
Este Regulamento Técnico aplica-se ao biodiesel nacional ou importado e
estabelece a sua especificação.
2. Normas Aplicáveis
A determinação das características do biodiesel deverá ser feita mediante o
emprego das normas da Associação Brasileira de Normas Técnicas (ABNT), das
normas internacionais da "American Society for Testing and Materials" (ASTM), da
"International Organization for Standardization" (ISO) e do "Comité Européen de
Normalisation" (CEN).
Os dados de repetitividade e de reprodutibilidade fornecidos nos métodos relacionados neste
Regulamento devem ser usados somente como guia para aceitação das determinações em duplicata
do ensaio e não devem ser considerados como tolerância aplicada aos limites especificados neste
Regulamento.
A análise do produto deverá ser realizada em amostra representativa obtida segundo os métodos
ABNT NBR 14883 - Petróleo e produtos de petróleo - Amostragem manual, ASTM D 4057 - Practice
for Manual Sampling of Petroleum and Petroleum Products ou ISO 5555 - Animal and vegetable fats
and oils - Sampling.
As características constantes da Tabela I de Especificação do Biodiesel deverão ser determinadas de
acordo com a publicação mais recente dos seguintes métodos de ensaio:
2.1. Métodos ABNT
MÉTODO TÍTULO
NBR 6294 Óleos lubrificantes e aditivos - Determinação de cinza sulfatada
NBR 7148 Petróleo e produtos de petróleo - Determinação da massa específica, densidade relativa e
ºAPI - Método do densímetro
NBR
10441
Produtos de petróleo - Líquidos transparentes e opacos - Determinação da viscosidade
cinemática e cálculo da viscosidade dinâmica
NBR
14065
Destilados de petróleo e óleos viscosos - Determinação da massa específica e da
densidade relativa pelo densímetro digital.
NBR
14359 Produtos de petróleo - Determinação da corrosividade - Método da lâmina de cobre
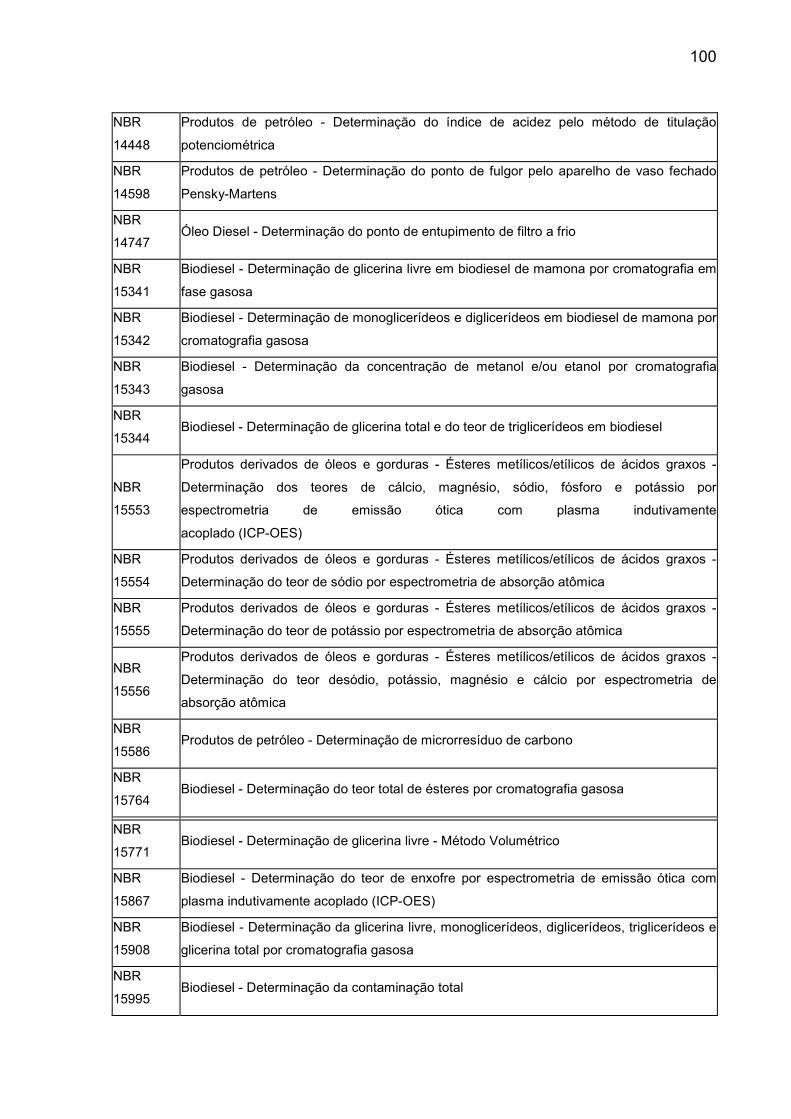
100
NBR
14448
Produtos de petróleo - Determinação do índice de acidez pelo método de titulação
potenciométrica
NBR
14598
Produtos de petróleo - Determinação do ponto de fulgor pelo aparelho de vaso fechado
Pensky-Martens
NBR
14747 Óleo Diesel - Determinação do ponto de entupimento de filtro a frio
NBR
15341
Biodiesel - Determinação de glicerina livre em biodiesel de mamona por cromatografia em
fase gasosa
NBR
15342
Biodiesel - Determinação de monoglicerídeos e diglicerídeos em biodiesel de mamona por
cromatografia gasosa
NBR
15343
Biodiesel - Determinação da concentração de metanol e/ou etanol por cromatografia
gasosa
NBR
15344 Biodiesel - Determinação de glicerina total e do teor de triglicerídeos em biodiesel
NBR
15553
Produtos derivados de óleos e gorduras - Ésteres metílicos/etílicos de ácidos graxos -
Determinação dos teores de cálcio, magnésio, sódio, fósforo e potássio por
espectrometria de emissão ótica com plasma indutivamente
acoplado (ICP-OES)
NBR
15554
Produtos derivados de óleos e gorduras - Ésteres metílicos/etílicos de ácidos graxos -
Determinação do teor de sódio por espectrometria de absorção atômica
NBR
15555
Produtos derivados de óleos e gorduras - Ésteres metílicos/etílicos de ácidos graxos -
Determinação do teor de potássio por espectrometria de absorção atômica
NBR
15556
Produtos derivados de óleos e gorduras - Ésteres metílicos/etílicos de ácidos graxos -
Determinação do teor desódio, potássio, magnésio e cálcio por espectrometria de
absorção atômica
NBR
15586 Produtos de petróleo - Determinação de microrresíduo de carbono
NBR
15764 Biodiesel - Determinação do teor total de ésteres por cromatografia gasosa
NBR
15771 Biodiesel - Determinação de glicerina livre - Método Volumétrico
NBR
15867
Biodiesel - Determinação do teor de enxofre por espectrometria de emissão ótica com
plasma indutivamente acoplado (ICP-OES)
NBR
15908
Biodiesel - Determinação da glicerina livre, monoglicerídeos, diglicerídeos, triglicerídeos e
glicerina total por cromatografia gasosa
NBR
15995 Biodiesel - Determinação da contaminação total
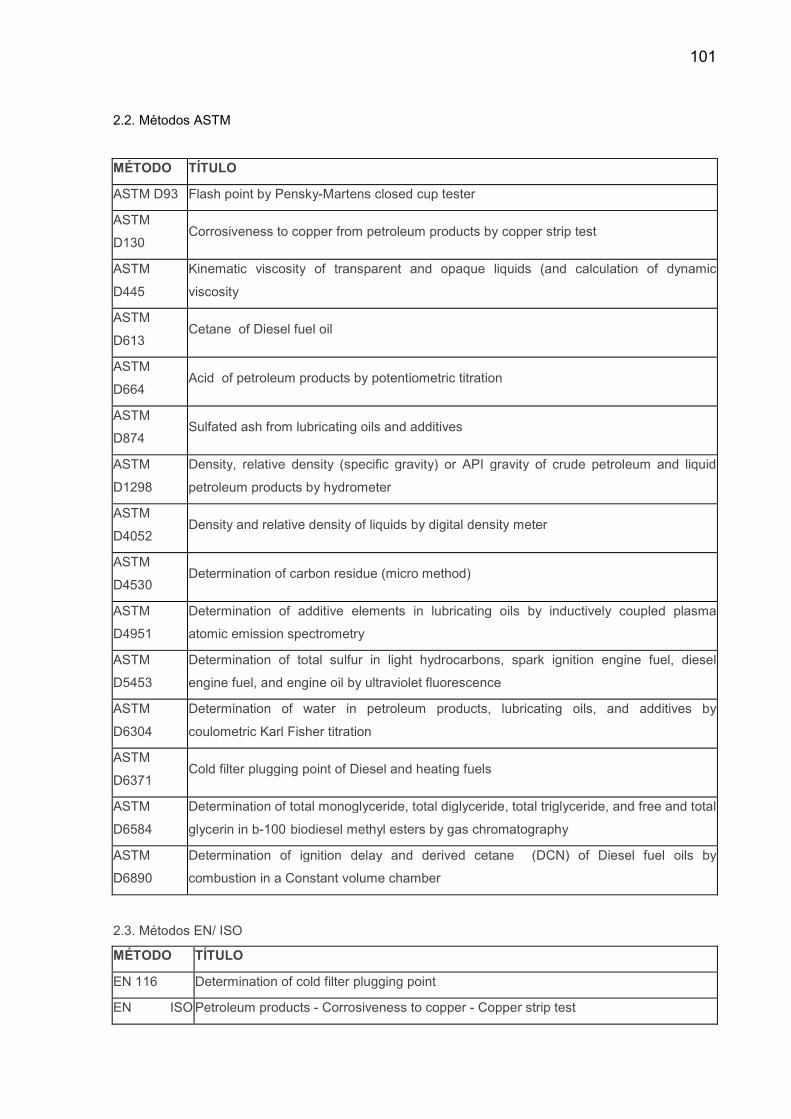
101
2.2. Métodos ASTM
MÉTODO TÍTULO
ASTM D93 Flash point by Pensky-Martens closed cup tester
ASTM
D130 Corrosiveness to copper from petroleum products by copper strip test
ASTM
D445
Kinematic viscosity of transparent and opaque liquids (and calculation of dynamic
viscosity
ASTM
D613 Cetane of Diesel fuel oil
ASTM
D664 Acid of petroleum products by potentiometric titration
ASTM
D874 Sulfated ash from lubricating oils and additives
ASTM
D1298
Density, relative density (specific gravity) or API gravity of crude petroleum and liquid
petroleum products by hydrometer
ASTM
D4052 Density and relative density of liquids by digital density meter
ASTM
D4530 Determination of carbon residue (micro method)
ASTM
D4951
Determination of additive elements in lubricating oils by inductively coupled plasma
atomic emission spectrometry
ASTM
D5453
Determination of total sulfur in light hydrocarbons, spark ignition engine fuel, diesel
engine fuel, and engine oil by ultraviolet fluorescence
ASTM
D6304
Determination of water in petroleum products, lubricating oils, and additives by
coulometric Karl Fisher titration
ASTM
D6371 Cold filter plugging point of Diesel and heating fuels
ASTM
D6584
Determination of total monoglyceride, total diglyceride, total triglyceride, and free and total
glycerin in b-100 biodiesel methyl esters by gas chromatography
ASTM
D6890
Determination of ignition delay and derived cetane (DCN) of Diesel fuel oils by
combustion in a Constant volume chamber
2.3. Métodos EN/ ISO
MÉTODO TÍTULO
EN 116 Determination of cold filter plugging point
EN ISO Petroleum products - Corrosiveness to copper - Copper strip test
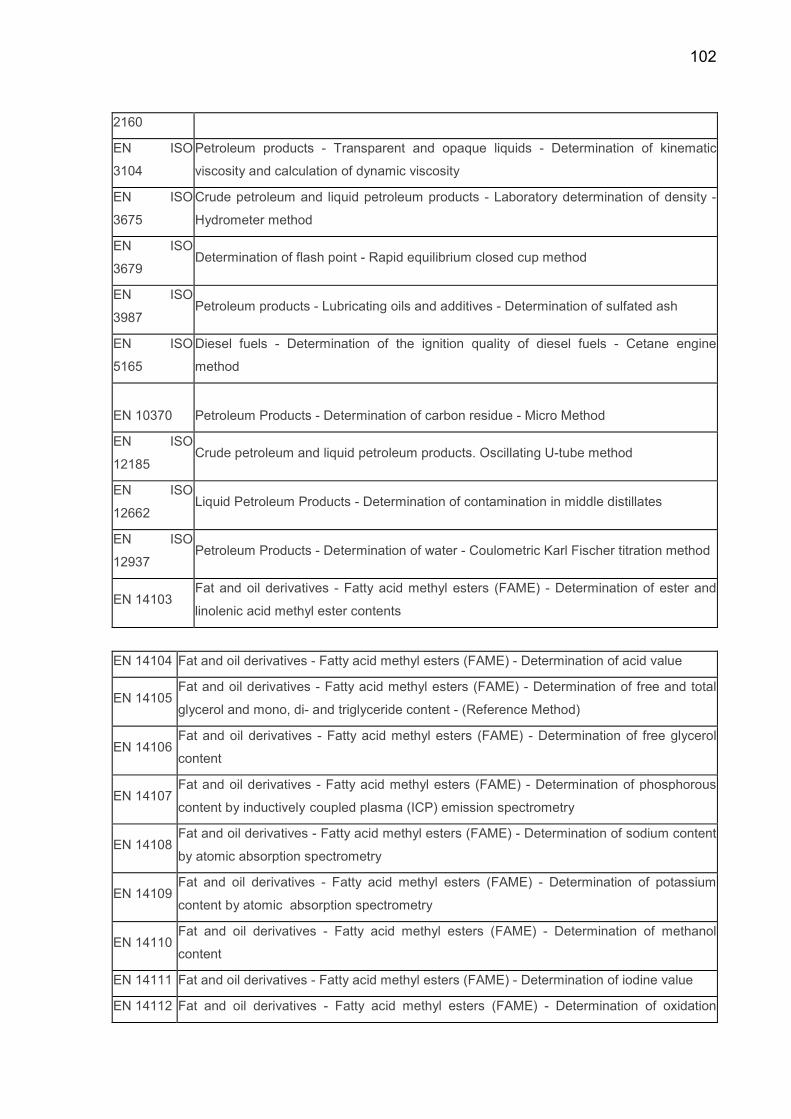
102
2160
EN ISO
3104
Petroleum products - Transparent and opaque liquids - Determination of kinematic
viscosity and calculation of dynamic viscosity
EN ISO
3675
Crude petroleum and liquid petroleum products - Laboratory determination of density -
Hydrometer method
EN ISO
3679 Determination of flash point - Rapid equilibrium closed cup method
EN ISO
3987 Petroleum products - Lubricating oils and additives - Determination of sulfated ash
EN ISO
5165
Diesel fuels - Determination of the ignition quality of diesel fuels - Cetane engine
method
EN 10370
Petroleum Products - Determination of carbon residue - Micro Method
EN ISO
12185 Crude petroleum and liquid petroleum products. Oscillating U-tube method
EN ISO
12662 Liquid Petroleum Products - Determination of contamination in middle distillates
EN ISO
12937 Petroleum Products - Determination of water - Coulometric Karl Fischer titration method
EN 14103 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of ester and
linolenic acid methyl ester contents
EN 14104 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of acid value
EN 14105 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of free and total
glycerol and mono, di- and triglyceride content - (Reference Method)
EN 14106 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of free glycerol
content
EN 14107 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of phosphorous
content by inductively coupled plasma (ICP) emission spectrometry
EN 14108 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of sodium content
by atomic absorption spectrometry
EN 14109 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of potassium
content by atomic absorption spectrometry
EN 14110 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of methanol
content
EN 14111 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of iodine value
EN 14112 Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of oxidation
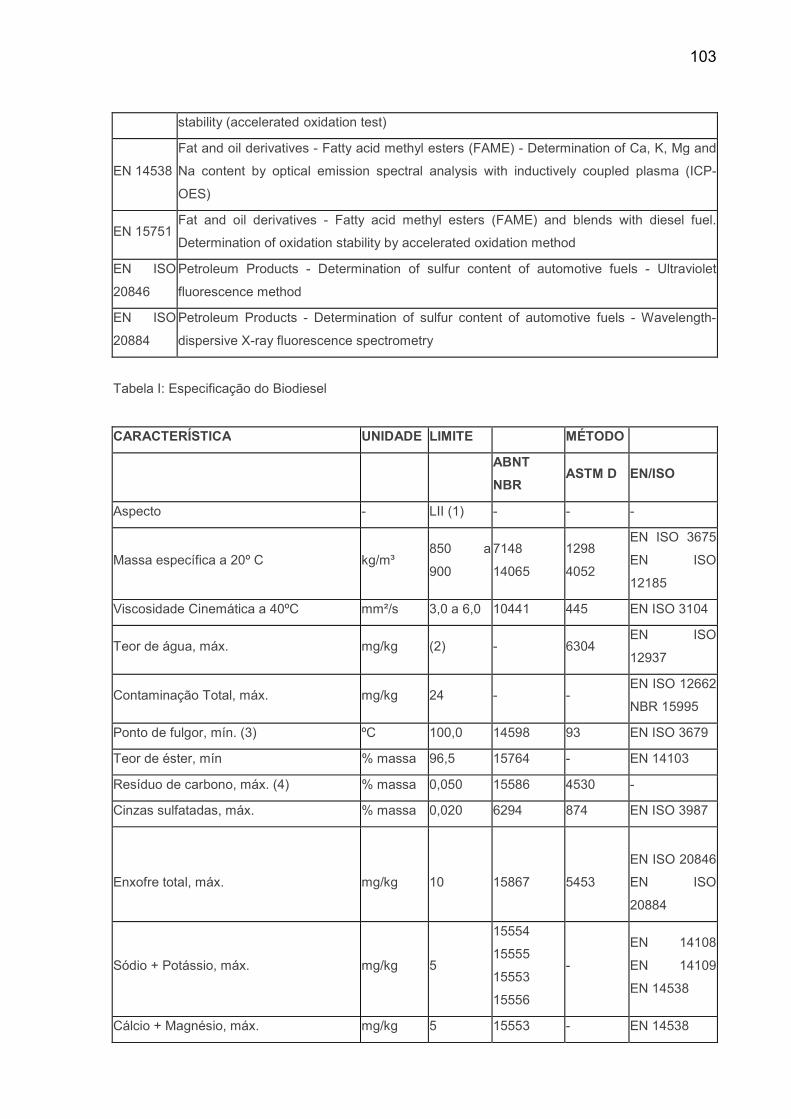
103
stability (accelerated oxidation test)
EN 14538
Fat and oil derivatives - Fatty acid methyl esters (FAME) - Determination of Ca, K, Mg and
Na content by optical emission spectral analysis with inductively coupled plasma (ICP-
OES)
EN 15751 Fat and oil derivatives - Fatty acid methyl esters (FAME) and blends with diesel fuel.
Determination of oxidation stability by accelerated oxidation method
EN ISO
20846
Petroleum Products - Determination of sulfur content of automotive fuels - Ultraviolet
fluorescence method
EN ISO
20884
Petroleum Products - Determination of sulfur content of automotive fuels - Wavelength-
dispersive X-ray fluorescence spectrometry
Tabela I: Especificação do Biodiesel
CARACTERÍSTICA UNIDADE LIMITE MÉTODO
ABNT
NBR ASTM D EN/ISO
Aspecto - LII (1) - - -
Massa específica a 20º C kg/m³ 850 a
900
7148
14065
1298
4052
EN ISO 3675
EN ISO
12185
Viscosidade Cinemática a 40ºC mm²/s 3,0 a 6,0 10441 445 EN ISO 3104
Teor de água, máx. mg/kg (2) - 6304 EN ISO
12937
Contaminação Total, máx. mg/kg 24 - - EN ISO 12662
NBR 15995
Ponto de fulgor, mín. (3) ºC 100,0 14598 93 EN ISO 3679
Teor de éster, mín % massa 96,5 15764 - EN 14103
Resíduo de carbono, máx. (4) % massa 0,050 15586 4530 -
Cinzas sulfatadas, máx. % massa 0,020 6294 874 EN ISO 3987
Enxofre total, máx.
mg/kg
10
15867
5453
EN ISO 20846
EN ISO
20884
Sódio + Potássio, máx. mg/kg 5
15554
15555
15553
15556
-
EN 14108
EN 14109
EN 14538
Cálcio + Magnésio, máx. mg/kg 5 15553 - EN 14538
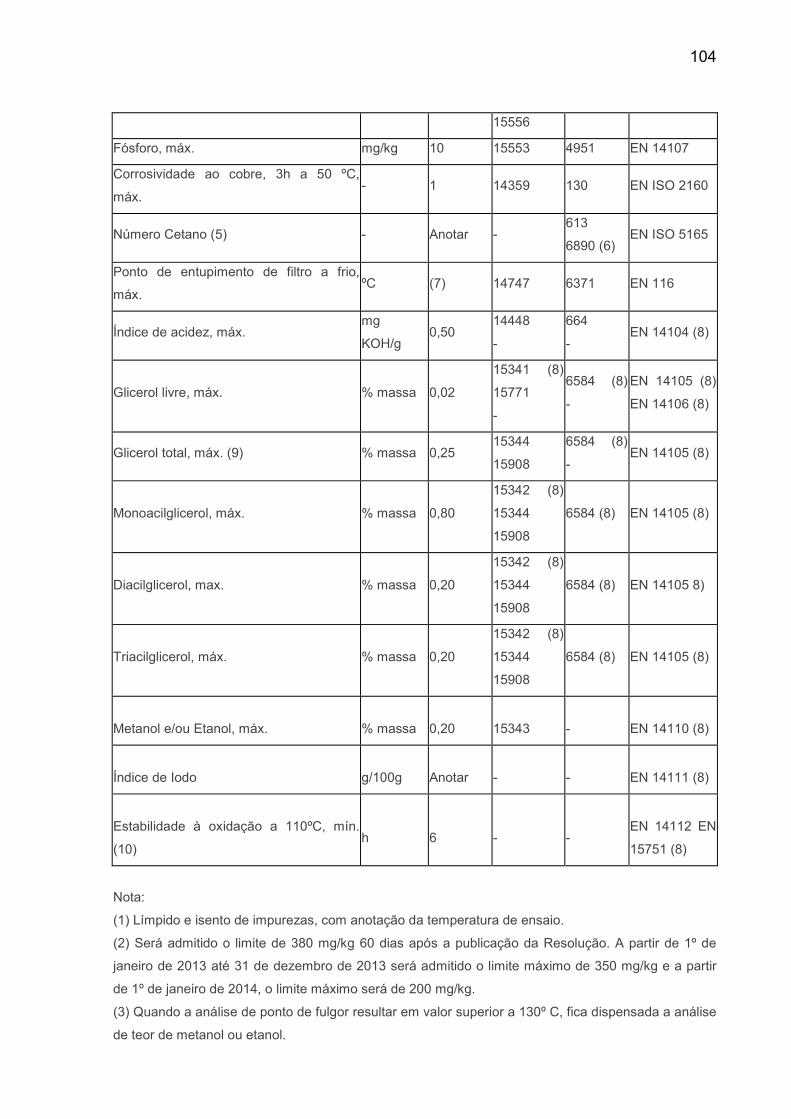
104
15556
Fósforo, máx. mg/kg 10 15553 4951 EN 14107
Corrosividade ao cobre, 3h a 50 ºC,
máx. - 1 14359 130 EN ISO 2160
Número Cetano (5) - Anotar - 613
6890 (6) EN ISO 5165
Ponto de entupimento de filtro a frio,
máx. ºC (7) 14747 6371 EN 116
Índice de acidez, máx. mg
KOH/g 0,50
14448
-
664
- EN 14104 (8)
Glicerol livre, máx. % massa 0,02
15341 (8)
15771
-
6584 (8)
-
EN 14105 (8)
EN 14106 (8)
Glicerol total, máx. (9) % massa 0,25 15344
15908
6584 (8)
- EN 14105 (8)
Monoacilglicerol, máx. % massa 0,80
15342 (8)
15344
15908
6584 (8) EN 14105 (8)
Diacilglicerol, max. % massa 0,20
15342 (8)
15344
15908
6584 (8) EN 14105 8)
Triacilglicerol, máx. % massa 0,20
15342 (8)
15344
15908
6584 (8) EN 14105 (8)
Metanol e/ou Etanol, máx.
% massa
0,20
15343
-
EN 14110 (8)
Índice de Iodo
g/100g
Anotar
-
-
EN 14111 (8)
Estabilidade à oxidação a 110ºC, mín.
(10)
h
6
-
-
EN 14112 EN
15751 (8)
Nota:
(1) Límpido e isento de impurezas, com anotação da temperatura de ensaio.
(2) Será admitido o limite de 380 mg/kg 60 dias após a publicação da Resolução. A partir de 1º de
janeiro de 2013 até 31 de dezembro de 2013 será admitido o limite máximo de 350 mg/kg e a partir
de 1º de janeiro de 2014, o limite máximo será de 200 mg/kg.
(3) Quando a análise de ponto de fulgor resultar em valor superior a 130º C, fica dispensada a análise
de teor de metanol ou etanol.
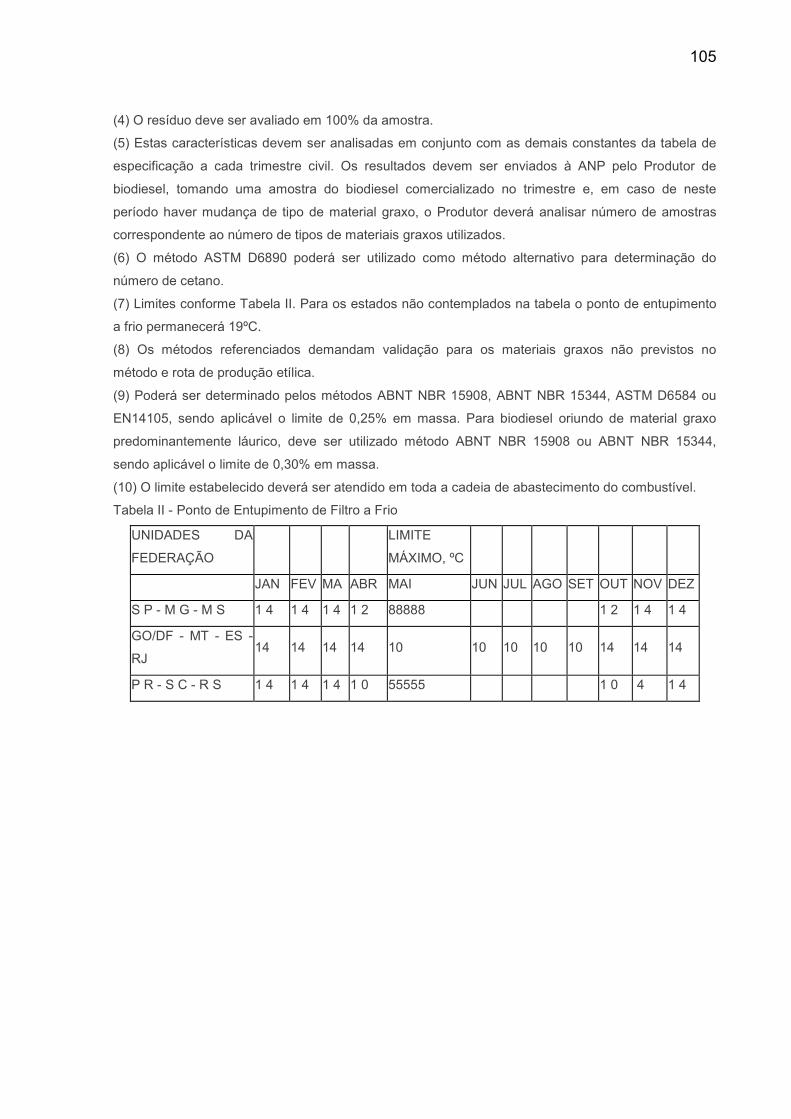
105
(4) O resíduo deve ser avaliado em 100% da amostra.
(5) Estas características devem ser analisadas em conjunto com as demais constantes da tabela de
especificação a cada trimestre civil. Os resultados devem ser enviados à ANP pelo Produtor de
biodiesel, tomando uma amostra do biodiesel comercializado no trimestre e, em caso de neste
período haver mudança de tipo de material graxo, o Produtor deverá analisar número de amostras
correspondente ao número de tipos de materiais graxos utilizados.
(6) O método ASTM D6890 poderá ser utilizado como método alternativo para determinação do
número de cetano.
(7) Limites conforme Tabela II. Para os estados não contemplados na tabela o ponto de entupimento
a frio permanecerá 19ºC.
(8) Os métodos referenciados demandam validação para os materiais graxos não previstos no
método e rota de produção etílica.
(9) Poderá ser determinado pelos métodos ABNT NBR 15908, ABNT NBR 15344, ASTM D6584 ou
EN14105, sendo aplicável o limite de 0,25% em massa. Para biodiesel oriundo de material graxo
predominantemente láurico, deve ser utilizado método ABNT NBR 15908 ou ABNT NBR 15344,
sendo aplicável o limite de 0,30% em massa.
(10) O limite estabelecido deverá ser atendido em toda a cadeia de abastecimento do combustível.
Tabela II - Ponto de Entupimento de Filtro a Frio
UNIDADES DA
FEDERAÇÃO
LIMITE
MÁXIMO, ºC
JAN FEV MA ABR MAI JUN JUL AGO SET OUT NOV DEZ
S P - M G - M S 1 4 1 4 1 4 1 2 88888 1 2 1 4 1 4
GO/DF - MT - ES -
RJ 14 14 14 14 10 10 10 10 10 14 14 14
P R - S C - R S 1 4 1 4 1 4 1 0 55555 1 0 4 1 4
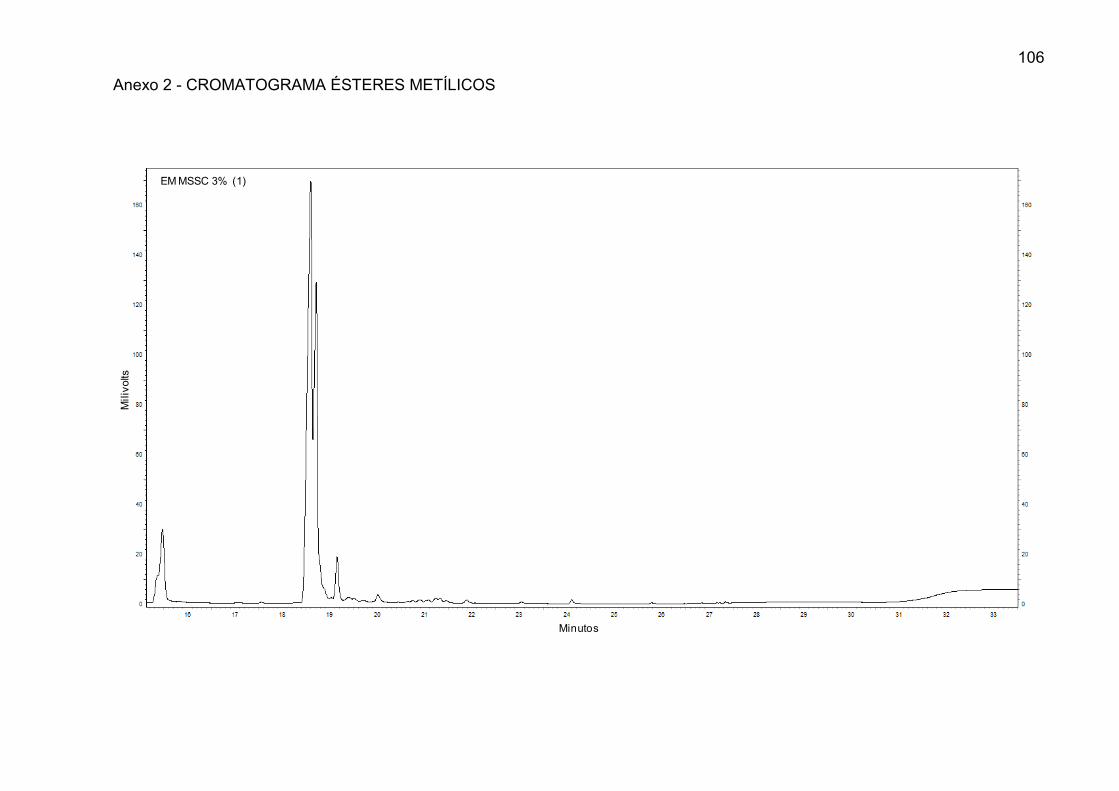
106
Anexo 2 - CROMATOGRAMA ÉSTERES METÍLICOS
Mili
volts
Minutos
EM MSSC 3% (1)
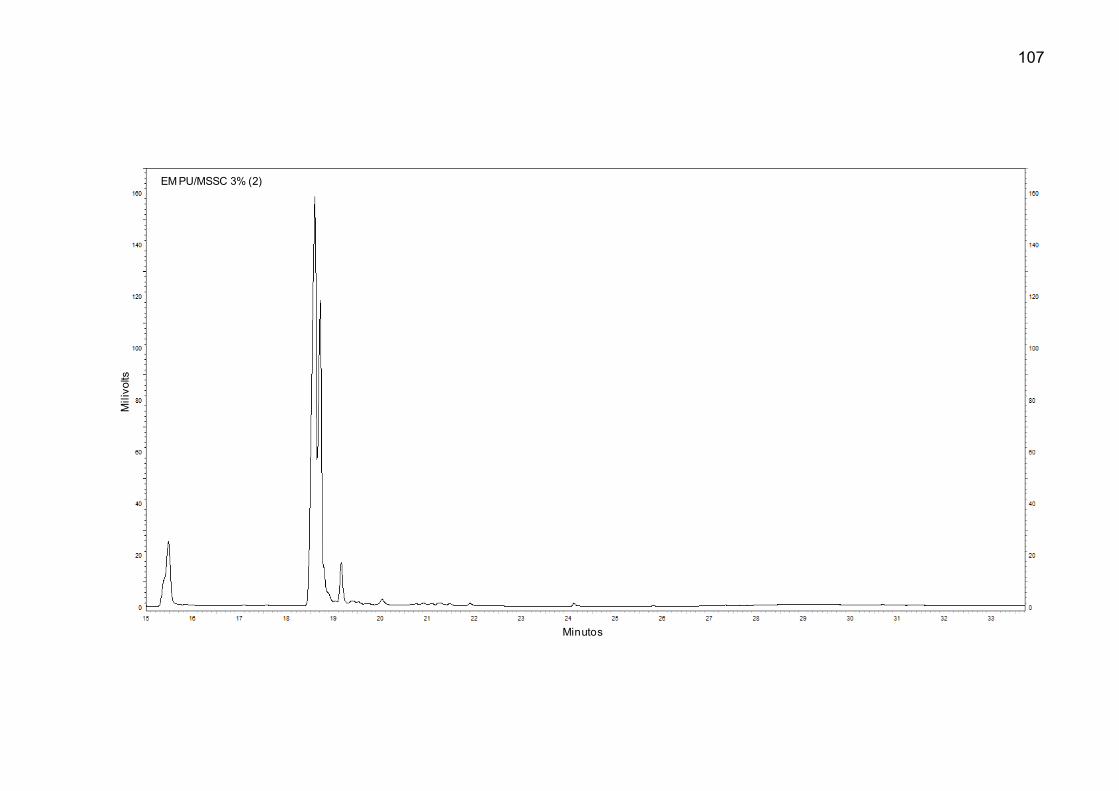
107
Miliv
olts
Minutos
EM PU/MSSC 3% (2)
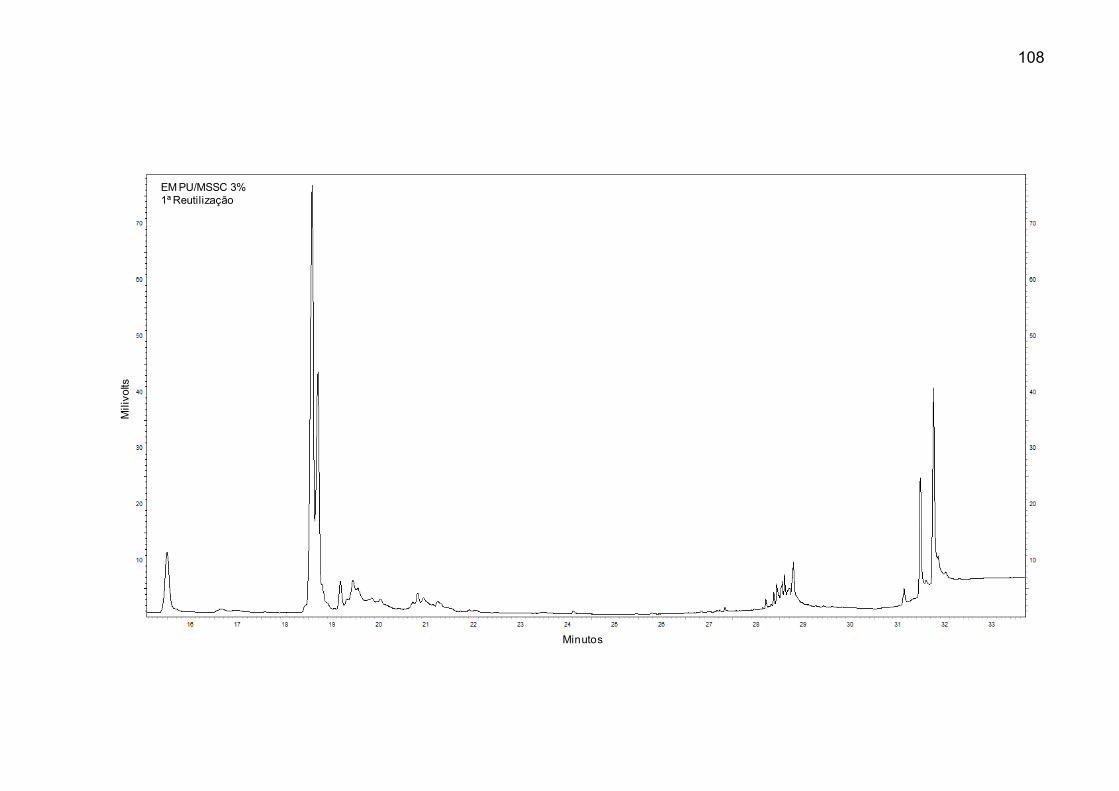
108
Mili
volts
Minutos
EM PU/MSSC 3% 1ª Reutilização





























