Embed Size (px)
Citation preview
UNIVERSIDADE PRESBITERIANA MACKENZIE
ARTUR CAMPILLOS MARFINATI
ESTUDO COMPARATIVO ENTRE MISTURADORES TIPO COWLES E
SIGMA E A INTERFERÊNCIA PROCESSUAL QUE DESEMPENHAM NAS
CARACTERÍSTICAS DE ADERÊNCIA, VISCOSIDADE E TIXOTROPIA DO
PLASTISOL
São Paulo
2014
2
M298e
Marfinati, Artur Campillos Estudo comparativo entre misturadores tipo cowles e sigma e a
interferência processual que desempenham nas características de aderência, viscosidade e tixotropia do plastisol. / Artur Campillos Marfinati – São Paulo, 2014.
71 f.: il.; 30 cm.
Dissertação (Programa de Pós-Graduação (Stricto Sensu) em Engenharia de Materiais) - Universidade Presbiteriana Mackenzie - São Paulo, 2014.
Orientador: Prof. Dr. Mauro Cesar Terence Bibliografia: f. 69-71.
1. Plastisol. 2. Aderência. 3. Viscosidade. 4. Tixotropia. 5. Sigma. 6. Cowles. I.Título.
CDD 620.11

3
ARTUR CAMPILLOS MARFINATI
ESTUDO COMPARATIVO ENTRE MISTURADORES TIPO COWLES E
SIGMA E A INTERFERÊNCIA PROCESSUAL QUE DESEMPENHAM NAS
CARACTERÍSTICAS DE ADERÊNCIA, VISCOSIDADE E TIXOTROPIA DO
PLASTISOL
Dissertação apresentada ao Programa de Pós-
Graduação em Engenharia de Materiais da
Universidade Presbiteriana Mackenzie, para
a obtenção do título de Mestre em
Engenharia de Materiais
Orientador: Prof. Dr. Mauro Cesar Terence
São Paulo
2014
4
ARTUR CAMPILLOS MARFINATI
ESTUDO COMPARATIVO ENTRE MISTURADORES TIPO COWLES E
SIGMA E A INTERFERÊNCIA PROCESSUAL QUE DESEMPENHAM NAS
CARACTERÍSTICAS DE ADERÊNCIA, VISCOSIDADE E TIXOTROPIA DO
PLASTISOL
Dissertação apresentada ao Programa de Pós-
Graduação em Engenharia de Materiais da
Universidade Presbiteriana Mackenzie, para
a obtenção do título de Mestre em
Engenharia de Materiais.
Aprovada em, 10 de outubro de 2014.
BANCA EXAMINADORA
____________________________________________________________________
Profº. Dr. Mauro Cesar Terence - Orientador
UNIVERSIDADE PRESBITERIANA MACKENZIE
__________________________________________________________________
Profº. Dr. Nilson Casimiro Pereira
UNIVERSIDADE PRESBITERIANA MACKENZIE
___________________________________________________________________
Profº. Dr. Valdir Canavel
FACULDADE ANHANGUERA

5
Aos meus pais, irmão, esposa, amigos e
familiares que nesta longa caminhada estiveram
ao meu lado, me apoiando e compreendendo a
ausência do meu convívio, mas que mesmo com
essa ausência souberam me dar uma palavra de
conforto, carinho e amor para que hoje eu
pudesse ter a estrutura necessária para vencer essa
longa jornada.
6
AGRADECIMENTOS
Em especial, o Professor Dr. Mauro Terence, que acreditou desde o primeiro contato, na
minha competência, transmitindo confiança, perseverança, tranquilidade, serenidade e
condições para desenvolver e concluir este trabalho, sem a sua ajuda este projeto não teria um
toque todo especial.
Agradeço a Deus pelo dom da vida.
Gostaria de agradecer, aos meus pais, esposa, familiares e amigos que me apoiaram em cada
etapa deste projeto.
Agradeço a todos os professores do Mackenzie que de uma forma direta ou indiretamente me
ajudaram na elaboração deste projeto.
Agradeço à empresa Sika Automotive Ltda. por disponibilizar os laboratórios e equipamentos
para que fosse possível a realização dos testes experimentais desenvolvidos neste projeto.
Agradeço ao Sr. Luis Fernando Penachio, Sr. Kenji Tanaka e Sr. Loic Zingraff da Sika
Automotive LTDA. que me orientaram com informações que enriqueceram este estudo.
Agradeço ao Sr. Leandro Pedro Machado da Wacker Química por me orientar quanto à
importância de se realizar uma pós-graduação deste nível.
A todos um muito obrigado pela confiança, carinho, pois nos momentos em que pensei em
desistir, vocês me deram a força necessária para superar qualquer obstáculo que viesse me
desanimar.

7
“Toda a sabedoria vem do Senhor Deus, ela
sempre esteve com ele. Ela existe antes de
todos os séculos”.
Eclo 1,1

8
“Uma boa cabeça e um bom coração formam
sempre uma combinação formidável”.
Nelson Mandela

9
RESUMO
O Plastisol é uma pasta fluida composta por resinas de PVC, cargas minerais, plastificantes,
estabilizantes e dependendo da aplicação final, pigmentos e uma resina que promova adesão.
Ele pode ser produzido a partir da utilização de dois tipos de homogeneizadores: sigma e
cowles. Neste trabalho estudou-se qual é o melhor tipo de homogeneizador para a produção
do Plastisol e avaliou as propriedades de aderência, viscosidade e tixotropia obtida com a
utilização desses dois processos. Para melhor observar o fenômeno da aderência, viscosidade
e tixotropia, foram produzidas em laboratório quatro amostras em situações processuais
diferentes. Foram confeccionados corpos-de-prova para cada tipo de processo utilizado, aos
quais se aplicaram o teste de tensão de cisalhamento em um dinamômetro obtendo os valores
da intensidade da força e um reômetro para o estudo de viscosidade e tixotropia determinando
desta forma qual foi o melhor processo utilizado.
Palavras-chave: Plastisol. Aderência. Viscosidade. Tixotropia. Sigma. Cowles

10
ABSTRACT
The Plastisol is a fluid bulk based on PVC, mineral fillers, plasticizers, stabilizers and
depending of its final application, a pigment and resins for adhesion providing. It can be
produced by using two different types of mixers: The sigma and the cowles. This work
studied what was the best mixer for producing the Plastisol and also evaluated the adhesion,
viscosity and thixotropic properties gotten using these two producing processes.
For a better understanding of adhesion, viscosity and thixotropic phenomenon, it was
produced in the laboratory four different samples, each one with different producing process.
It was prepared specimens of Plastisol for each producing process used, where the tensile
strength was measured in a dynamometer for taking the force intensity and a rheometer for
viscosity and thixotropic studies. This way was possible to evaluate what was the best
producing process adopted.
Keywords: Plastisol. Adhesion. Viscosity. Thixotropic. Sigma. Cowles
11
LISTA DE ILUSTRAÇÕES
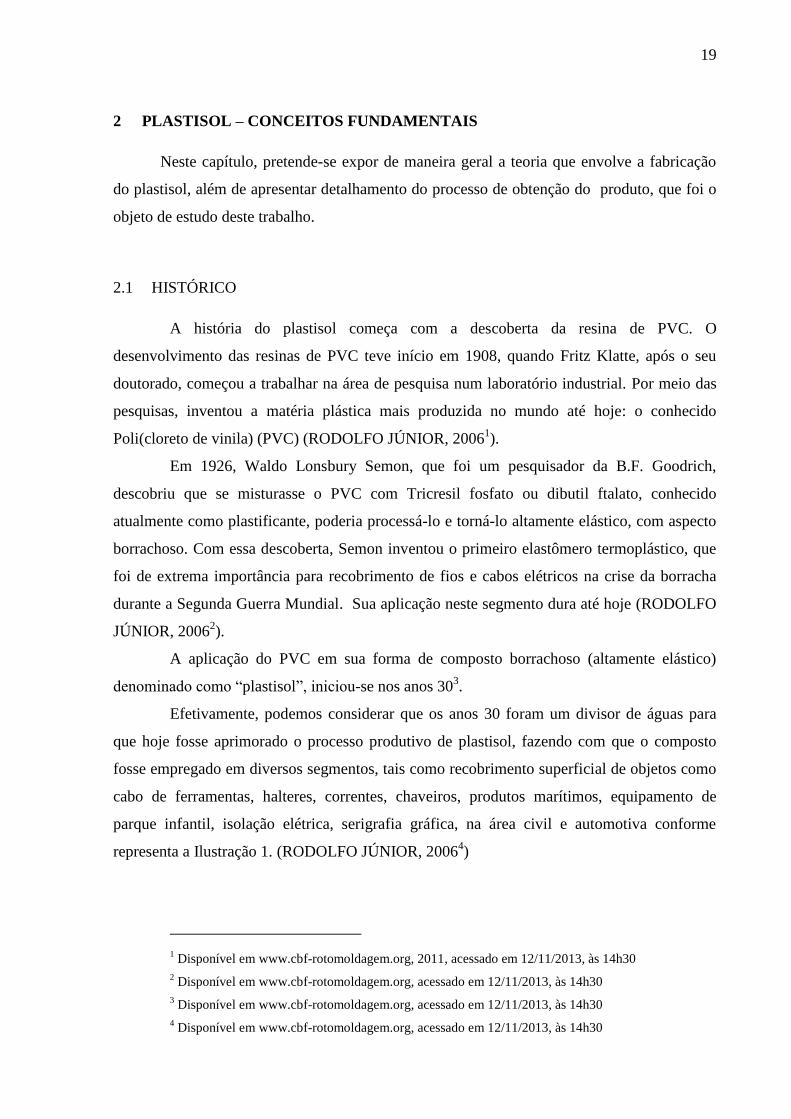
Ilustração 1 (a) Plastisol de revestimento de diversos objetos como cabo de
ferramentas, alteres, correntes e chaveiros, (b) Plastisol
aplicado na colagem de pastilhas de cerâmica, (c) Plastisol
utilizado em filtros automotivos onde sua função é aderir o
papel de filtro na tampa metálica..............................................
20
Ilustração 2 (a) Tensão de cisalhamento com maior espessura e maior
facilidade de deslizamento, (b) tensão de cisalhamento com
menor espessura e maior a dificuldade de deslizamento das
camadas......................................................................................
22
Ilustração 3 Zonas de ligação adesiva.............................................................. 23
Ilustração 4 Tipos de aderência: (a) falha adesiva, (b) falha coesiva............
23
Ilustração 5 Esquema da distribuição de partículas em uma camada de
plastisol (característica isotrópica). Dependendo do jeito que
as partículas se acomodam quando em contato com a superfície
metálica, estas se tornam anisotrópicas.......................................
24
Ilustração 6 Esquema do comportamento das partículas de um material
toxotrópico quando suas partículas estão em repouso e em
movimento....................................................................................
25
Ilustração 7 Teste visual chamado “slump test” de tixotropia (in/min); (a)
plastisol para filtros com alto índice de tixotropia; (b) platisol
para filtros com baixo índice de tixotropia..................................
26
Ilustração 8 Esquema ilustrativo da viscosidade e o atrito entre as camadas
internas do fluido que impõe a resistência a fluir........................ 28
Ilustração 9 Reômetro - R/S+ Rheometer (7020231), equipamento mais
sofisticado para estudo de reometria............................................ 28
Ilustração 10 (a)Resina antes da absorção, (b) após 5 minutos a 75°C de
absorção de plastificante..............................................................
30
Ilustração 11 Estrutura morfológica das partículas de resina de emulsão de
PVC.............................................................................................
30
Ilustração 12 Representação de partes da cadeia molecular do PVC................
31
Ilustração 13 Representação esquemática do processo de polimerização por
suspensão......................................................................................
32
Ilustração 14 Representação esquemática do processo de polimerização por
emulsão e micro suspensão......................................................... 33
Ilustração 15 Fórmula estrutural do plastificante DINP.................................... 34
12
Ilustração 16 Formação de fissuras superficiais em uma amostra após 18
semanas sob radiação ultravioleta. Imagem obtida por
macrofotografia............................................................................
35
Ilustração 17 Representação esquemática do mecanismo de plastificação de misturas resina de PVC com plastificantes...........................................
38
Fluxograma 1 Processo de fabricação do Plastisol desde o recebimento das
matérias-primas............................................................................ 39
Ilustração 18 Misturador tipo cowles.................................................................
41
Ilustração 19 Formação do vórtex......................................................................
41
Ilustração 20 Disco impelidor descentralizado..................................................
42
Ilustração 21 Foto do processo de gelificação via MEV................................... 42
Ilustração 22 Sigma com duas pás em Z em escala laboratorial........................ 43
Ilustração 23 Cowles em escala laboratorial no início da etapa do processo de
fabricação de plastisol..................................................................
44
Ilustração 24 Cowles em escala laboratorial no fim da etapa do processo de
fabricação de plastisol..................................................................
44
Ilustração 25 Sigma em escala laboratorial no início da etapa do processo de
fabricação de plastisol.................................................................. 45
Ilustração 26 Sigma em escala laboratorial no fim da etapa do processo de
fabricação de plastisol..................................................................
45
Ilustração 27 (a) Dinamômetro utilizado, (b) garras do dinamômetro
adaptadas ao corpo-de- prova....................................................... 50
Ilustração 28 Software utilizado para os cálculos de tensão de cisalhamento... 51
Ilustração 29 Reômetro Brookfield R/S usado em estudos reológicos de
fluidos newtonianos e não newtonianos.......................................
51
Ilustração 30 Amostra - plastisol após processo de fabricação em laboratório. 52
Ilustração 31 (a) Aplicação da amostra nas dimensões pré-estabelecidas antes
do ciclo de cura, (b) Corpo-de-prova após o ciclo de cura.......... 53
Ilustração 32 Ciclo de cura das amostras aplicadas na chapas.......................... 54
Ilustração 33 Banho termostático de reômetro utilizados para
condicionamento das amostras antes da leitura..........................
55
Ilustração 34 (a) amostra sendo preparada para a leitura do reômetro no
método cone-placa leitura; (b) amostra durante teste de
viscosidade e tixotropia no reômetro..........................................
55
13
LISTA DE GRÁFICOS
Gráfico 1 Gráfico típico de leitura de tixotropia em um reômetro................. 25
Gráfico 2 Viscosidade - Cowles Processo de 30 minutos............................. 57
Gráfico 3 Tixotropia - Cowles Processo de 30 minutos................................ 58
Gráfico 4 Viscosidade Cowles Processo de 40 minutos............................... 59
Gráfico 5 Tixotropia - Cowles Processo de 40 minutos................................ 59
Gráfico 6 Viscosidade - Sigma Processo de 30 minutos............................... 61
Gráfico 7 Tixotropia - Sigma Processo de 30 minutos................................. 62
Gráfico 8 Viscosidade - Sigma Processo de 40 minutos............................... 63
Gráfico 9 Tixotropia – Sigma Processo de 40 minutos................................. 64
Gráfico 10 Comparativo entre os processos de homogeneização nos
misturadores cowles e sigma na característica de aderência....
65
Gráfico 11 Comparativo entre os processos de homogeneização nos
misturadores cowles e sigma na característica de viscosidade..
66
Gráfico 12 Comparativo entre os processos de homogeneização nos
misturadores cowles e sigma na característica de tixotropia...
67
14
LISTA DE TABELAS
Tabela 1 Formulação do plastisol utilizada no estudo...................................... 49
Tabela 2 Aderência - Cowles Processo de 30 minutos..................................... 57
Tabela 3 Viscosidade - Cowles Processo de 30 minutos.................................. 58
Tabela 4 Tixotropia - Cowles Processo de 30 minutos....................................
58
Tabela 5 Aderência - Cowles Processo de 40 minutos.....................................
59
Tabela 6 Viscosidade Cowles Processo de 40 minutos....................................
60
Tabela 7 Tixotropia - Cowles Processo de 40 minutos....................................
60
Tabela 8 Aderência - Sigma Processo de 30 minutos.......................................
61
Tabela 9 Viscosidade - Sigma Processo de 30 minutos................................... 62
Tabela 10 Tixotropia - Sigma Processo de 30 minutos......................................
62
Tabela 11 Aderência - Sigma Processo de 40 minutos.......................................
63
Tabela 12 Viscosidade - Sigma Processo de 40 minutos................................... 64
Tabela 13 Tixotropia – Sigma Processo de 40 minutos..................................... 64
Tabela 14 Comparativo entre os processos de homogeneização no cowles e
na sigma............................................................................................. 65
15
SUMÁRIO
1 INTRODUÇÃO....................................................................................... 17
2 PLASTISOL – CONCEITOS FUNDAMENTAIS............................... 19
2.1 HISTÓRICO..............................................................................................
19
2.1.1 Plastisol.....................................................................................................
20
2.1.2 Adesão entre Corpos............................................................................... 21
2.1.2.1 Superfícies de Contato.............................................................................. 22
2.1.3 Reologia.................................................................................................... 24
2.2 MATÉRIAS–PRIMAS..............................................................................
29
2.2.1 Processo de Fabricação do Plastisol......................................................
37
2.2.2 Misturadores e Homogeneização...........................................................
40
2.2.2.1 Misturadores de Alta Velocidade (cowles)............................................... 40
2.2.2.2 Misturadores de Baixa Velocidade, com duas pás em Z (sigma)............ 43
2.2.2.3 Homogeneização....................................................................................... 43
3 MATERIAIS E MÉTODOS...................................................................
46
3.1 MATÉRIAS-PRIMAS..............................................................................
46
3.2 EQUIPAMENTOS....................................................................................
49
3.2.1 Dinamômetro...........................................................................................
49
3.2.2 Reômetro..................................................................................................
51
3.3 MÉTODO.................................................................................................
52
16
3.3.1 Teste de Tensão ao Cisalhamento – Aderência....................................
54
3.3.2 Reologia – Viscosidade e Tixotropia...................................................... 54
4 RESULTADOS E DISCUSSÕES.......................................................... 56
5 CONCLUSÃO......................................................................................... 68
6 REFERÊNCIAS...................................................................................... 69
17
1 INTRODUÇÃO
A América Latina é responsável por 6% da produção mundial de poli(cloreto de
vinila), sendo esta a principal matéria-prima do plastisol (FORINI, 2008).
O mercado brasileiro utiliza o PVC em parte na fabricação de plastisol. Este
composto nada mais é do que a mistura de resinas de PVC em plastificantes, de consistência
fluida á temperatura ambiente. Possui propriedades visco-elásticas e cor esbranquiçada,
quando não há pigmentos adicionados. Sua polimerização é acionada por meio do calor. É um
produto com aproximadamente 99,5% de partes não-voláteis, isento de solventes inorgânicos,
água ou outros tipos de substâncias que volatilizam.
A utilidade prática do plastisol está relacionada diretamente com propriedades que o
mesmo possui. Este composto, sob ação do calor, deixa o estado líquido inicial passando ao
estado sólido, ou seja, polimerização sem que haja perda de massa nem mudança notável em
seu volume.
O plastisol, mediante as diferentes matérias-primas como resina de PVC,
plastificantes, cargas, pigmentos, estabilizantes, aditivos e sistemas aderentes, pode apresentar
pigmentação, texturas, resistência à abrasão, corrosão, eletricidade, luz e calor além de
adquirir propriedades anti-chama bem como aderência a determinados substratos.
Mediante a essas propriedades, o produto pode ser aplicado em diversos segmentos
como construção civil, revestimentos, na indústria automobilística, serigrafia gráfica, isolação
elétrica, entre outros (FORINI, 2008:31).
O plastisol é um produto que pode ser amplamente usado por ser de fácil
manipulação. Não requer tecnologia de ponta para o seu processo produtivo, o que diminui
custos de produção facilitando a comercialização.
O processo de fabricação do plastisol é baseado principalmente na homogeneização e
solvatação das matérias-primas da sua formulação. O procedimento de homogeneizar pode ser
utilizado para dissolução, absorção, extração, reação, transferência de calor e solvatação
dependendo do estado físico das matérias-primas que constituem a composição do plastisol
(JOAQUIM JÚNIOR, et. al., 2007:36).
Como a homogeneização é a principal etapa do processo, é necessário que se faça um
estudo do melhor misturador para atender química e fisicamente as características que o
plastisol precisa atingir dependendo da sua aplicação final.
Hoje no mercado, os dois misturadores mais importantes utilizados na fabricação do
plastisol são o misturador tipo cowles e sigma.
18
O misturador tipo cowles é um agitador de alta velocidade, que pode atingir até 3600
rpm É constituído de um eixo e um disco dentado, sendo que este conjunto move-se apenas
verticalmente, facilitando a formação do vórtex. A velocidade de mistura em rpm é um fator
determinante para solvatação das matérias-primas. Porém, se a mesma exceder certo limite,
aumentará a tensão de cisalhamento da homogeneização, podendo assim ocasionar o
aquecimento do plastisol e consequentemente causar a perda de propriedades físico-químicas
do mesmo (ADAMI, 2002).
O misturador tipo sigma é um agitador de baixa rotação, podendo atingir até 120
rpm. É constituído de duas pás em Z, podendo rotacionar em dois sentidos. Porém seu eixo
não se move verticalmente e nem horizontalmente, sendo seu único movimento centrípeto
(RODOLFO JÚNIOR, 2006).
Para decidir qual o melhor misturador para o processo de fabricação do plastisol, é
necessário comparar os dois tipos mais utilizados no processo produtivo deste material,
analisar qual será mais vantajoso para seu processo e que atenda da melhor maneira as
características do mesmo. A característica que merece atenção especial é a de aderência do
produto em um determinado substrato. Sua caracterização reológica também tem o seu grau
de importância para este tipo de material, devido as suas diversas aplicações. Este foi o
objetivo deste trabalho, a partir do estudo dos dois tipos de misturadores mais utilizados no
processo de fabricação do plastisol e por meio de testes experimentais, avaliados a
característica de aderência e propriedades reológicas como viscosidade e tixotropia, obtidas
com a utilização desses dois processos de fabricação.
19
2 PLASTISOL – CONCEITOS FUNDAMENTAIS
Neste capítulo, pretende-se expor de maneira geral a teoria que envolve a fabricação
do plastisol, além de apresentar detalhamento do processo de obtenção do produto, que foi o
objeto de estudo deste trabalho.
2.1 HISTÓRICO
A história do plastisol começa com a descoberta da resina de PVC. O
desenvolvimento das resinas de PVC teve início em 1908, quando Fritz Klatte, após o seu
doutorado, começou a trabalhar na área de pesquisa num laboratório industrial. Por meio das
pesquisas, inventou a matéria plástica mais produzida no mundo até hoje: o conhecido
Poli(cloreto de vinila) (PVC) (RODOLFO JÚNIOR, 20061).
Em 1926, Waldo Lonsbury Semon, que foi um pesquisador da B.F. Goodrich,
descobriu que se misturasse o PVC com Tricresil fosfato ou dibutil ftalato, conhecido
atualmente como plastificante, poderia processá-lo e torná-lo altamente elástico, com aspecto
borrachoso. Com essa descoberta, Semon inventou o primeiro elastômero termoplástico, que
foi de extrema importância para recobrimento de fios e cabos elétricos na crise da borracha
durante a Segunda Guerra Mundial. Sua aplicação neste segmento dura até hoje (RODOLFO
JÚNIOR, 20062).
A aplicação do PVC em sua forma de composto borrachoso (altamente elástico)
denominado como “plastisol”, iniciou-se nos anos 303.
Efetivamente, podemos considerar que os anos 30 foram um divisor de águas para
que hoje fosse aprimorado o processo produtivo de plastisol, fazendo com que o composto
fosse empregado em diversos segmentos, tais como recobrimento superficial de objetos como
cabo de ferramentas, halteres, correntes, chaveiros, produtos marítimos, equipamento de
parque infantil, isolação elétrica, serigrafia gráfica, na área civil e automotiva conforme
representa a Ilustração 1. (RODOLFO JÚNIOR, 20064)
1 Disponível em www.cbf-rotomoldagem.org, 2011, acessado em 12/11/2013, às 14h30
2 Disponível em www.cbf-rotomoldagem.org, acessado em 12/11/2013, às 14h30
3 Disponível em www.cbf-rotomoldagem.org, acessado em 12/11/2013, às 14h30
4 Disponível em www.cbf-rotomoldagem.org, acessado em 12/11/2013, às 14h30
20
Ilustração 1: (a) Plastisol de revestimento de diversos objetos como cabo de ferramentas, halteres,
correntes e chaveiros, (b) Plastisol aplicado na colagem de pastilhas de cerâmica, (c)
Plastisol utilizado em filtros automotivos onde sua função é aderir o papel de filtro na
tampa metálica.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014
2.1.1 Plastisol
O plastisol pode ser definido como um produto plástico, isto é, um composto de
PVC disperso em aditivos como plastificantes, que é encontrado em forma de pasta sendo
curado para obter um produto final sólido5.
Os plastisóis, dependendo das matérias-primas que o compõem, podem oferecer
uma multiplicidade de aplicações e transformações, tais como amplo comportamento
reológico, cores personalizadas, dureza flexível, aspecto de superfície (brilhante, fosco,
texturizado, espumas), retardação da chama, baixa temperatura, flexibilidade, faixa de
viscosidade, aderência, dielétrica, resistência ao UV, resistência ao mofo, resistência elétrica,
resistência à abrasão e resistência química (FORINI, 20086)
Suas principais matérias-primas são as resinas de PVC, cargas minerais como
calcita, barita, entre outras dependendo da utilização final do plastisol, encontram-se também
os plastificantes que são compostos líquidos que dão o aspecto de plástico, estabilizantes
térmicos para aumentar a vida útil do plastisol, sistemas aderentes que promovem a adesão
desse plástico em diversas superfícies, como vidros, metais, nylon e os espessantes, que
também tem uma função muito importante na formulação do plastisol que é conferir a
propriedade reológica do produto.
Os pigmentos também fazem parte da composição do plastisol, contribuindo na parte
estética.
Atualmente, o uso do plastisol atingiu diversas áreas. Houve a necessidade de
melhoria em uma característica muito importante, a aderência. A característica de aderência
5 Disponível em (www.chemionics.com, 2011). Acessado em 07/02/2014, às 19h43
6 Disponível em (www.chemionics.com, 2011). Acessado em 07/02/2014, às 19h43
(
a)
(
b)
(
c)
(a) (b) (c)
21
de um plastisol é um fator decisivo na escolha do uso do produto em relação a outros
materiais, uma vez que suas características físicas completam juntamente com a característica
de adesão o leque de atuação no mercado. Anteriormente, era necessário realizar um
tratamento nas superfícies de aplicação a base de fosfatos e esmaltes denominados na
indústria como Primer. Atualmente, muitas formulações de plastisóis, em diversas áreas,
dispensam o tratamento da superfície de aplicação, e consequentemente obtêm-se redução no
custo do processo.
2.1.2 Adesão entre Corpos
A adesão é um fenômeno que ocorre entre dois ou mais substratos, e que pode ser
entendida por meio da natureza química, das propriedades reológicas das matérias-primas que
constituem o produto, da geometria de contato e das propriedades físico-químicas das
superfícies.
O termo adesão pode assumir significados distintos. As forças responsáveis em
difundir o fenômeno da adesão estão atribuídas às ligações químicas e a adsorção física e
química das forças intermoleculares de atração. Por outro lado, o termo adesão também é
empregado como referência à energia necessária para se romper uma junta adesiva. Ou seja, o
primeiro significado refere-se a um fenômeno interfacial, enquanto o segundo está ligado à
dissipação de energia ao longo de todo um volume de junta adesiva, quando esta é solicitada
em um esforço de separação. Portanto a adesão é o fenômeno interfacial ou a energia de
separação de dois substratos, enquanto adesivo é o material que promove a adesão entre os
dois substratos, pela ação das forças intermoleculares.
As forças intermoleculares são as forças atrativas responsáveis pelo fenômeno físico-
químico da adesão. Ela atua entre dois substratos, permitindo assim a adesão entre ambos. O
plastisol é usado como um adesivo entre esses dois substratos promovendo um elo que irá
proporcionar a ancoragem deles em função das forças intermoleculares (CAGLE, et. al.,
1973).
O conceito de ancoramento mecânico ocorre quando o aderente penetra nas fendas,
poros e aberturas ou outras irregularidades da superfície que adere ao substrato. O aderente
deve apresentar certa especificidade quanto às propriedades reológicas para conseguir
penetrar nas fendas e poros num período de tempo razoável. A partir do momento em que
uma boa adesão ocorre entre as superfícies lisas do produto aderente, o ancoramento ajuda a
22
promover a adesão. Porém, não é um mecanismo único, tendo assim que envolver todas as
matérias-primas da composição do plastisol (NEVES, 2002).
As ligações covalentes e iônicas proporcionam as energias de interação das forças
intermoleculares de maior magnitude em uma superfície de contato se comparada às
interações proporcionadas pelas forças de Van Der Waals (NEVES, 2002).
Pode-se medir a característica de adesão de um plastisol pelo método de tensão de
cisalhamento. A tensão de cisalhamento pode ser definida como uma força F, que é aplicada a
uma determinada área da interface da superfície móvel e o fluido abaixo, provocando assim
um deslizamento entre as camadas do fluido. Para este trabalho utilizou-se o método das
placas, planas e paralelas, em que o plastisol é aplicado entre placas aço com dimensões pré-
determinadas, medindo-se o deslizamento das camadas aplicando uma força F (DALTIN,
2010).
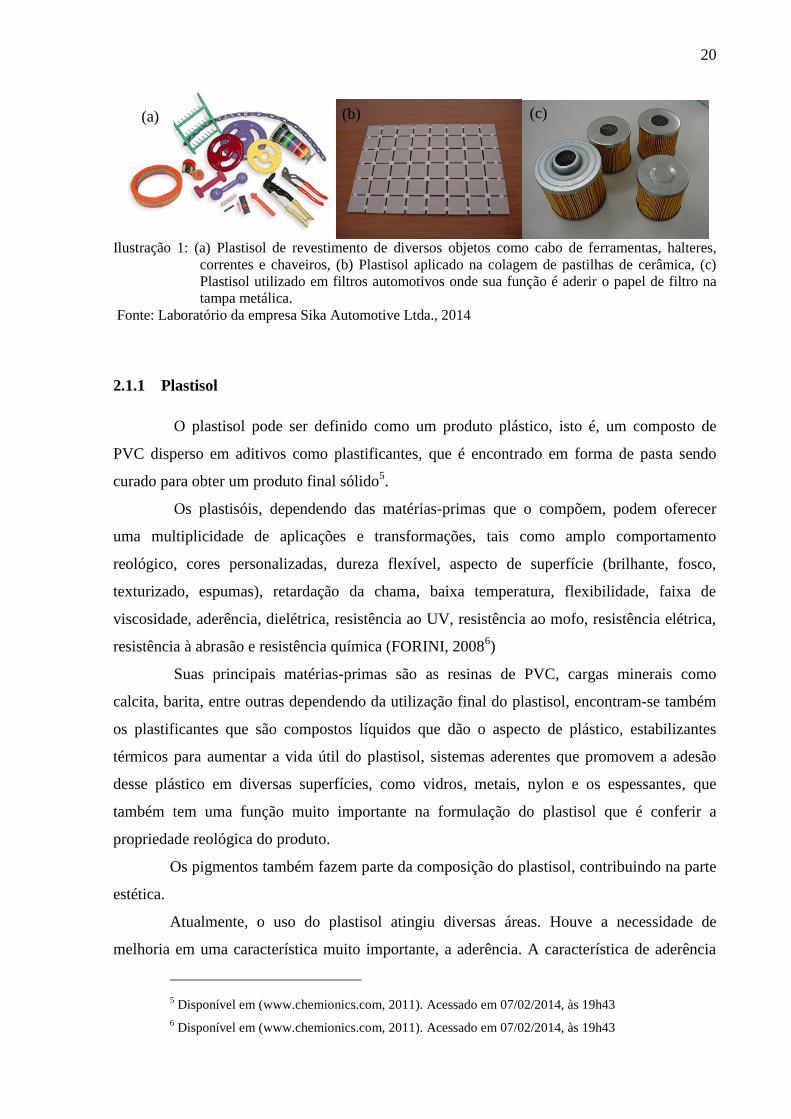
A tensão de cisalhamento é a medida de o quanto as camadas do plastisol deslizam
umas sobre as outras. Quando se tem menos camadas, ou seja, uma espessura mínima do
corpo de prova, isso significa que são menos camadas para deslizar, logo se tem uma tensão
de cisalhamento alta conforme representa a Ilustração 2.
.
Ilustração 2: (a) Tensão de cisalhamento com maior espessura e maior facilidade de deslizamento, (b)
tensão de cisalhamento com menor espessura e maior a dificuldade de deslizamento das
camadas.
Fonte: (DALTIN, 2010)
2.1.2.1 Superfícies de Contato
Em uma aplicação adesiva, existem no mínimo sete zonas de ligação, conforme
demonstrada na Ilustração 3.
(
a)
(a)
(b)
23
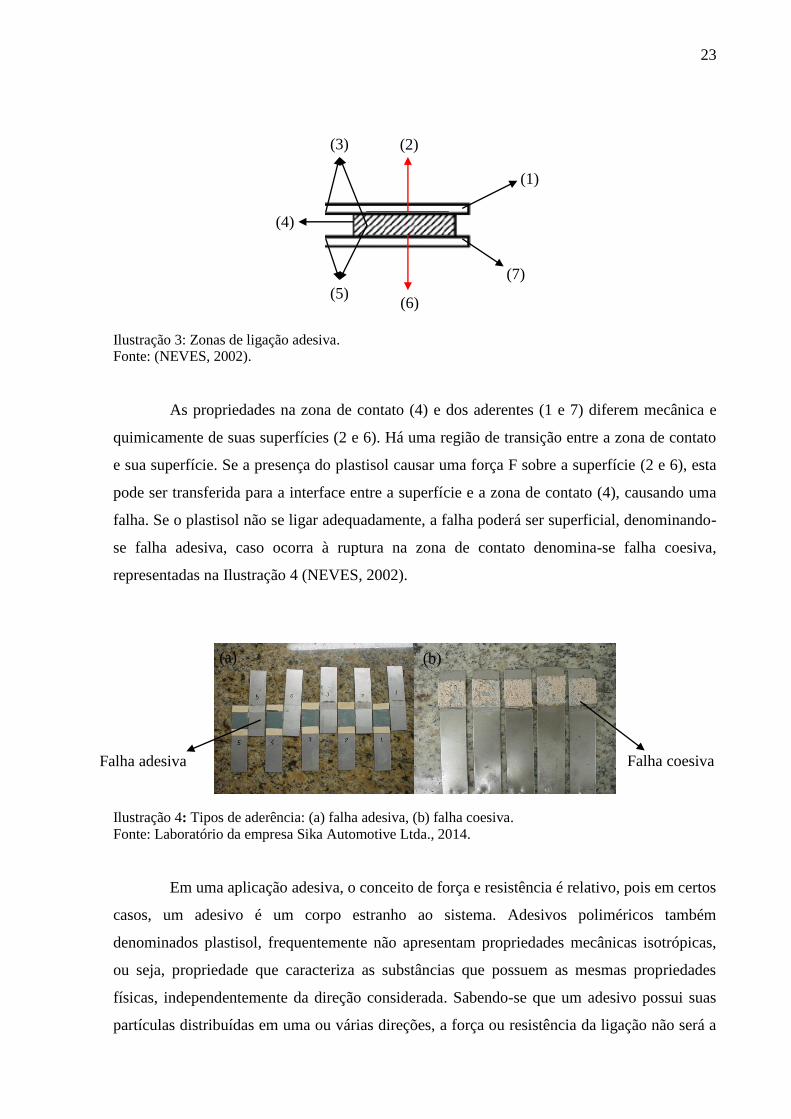
Ilustração 3: Zonas de ligação adesiva. Fonte: (NEVES, 2002).
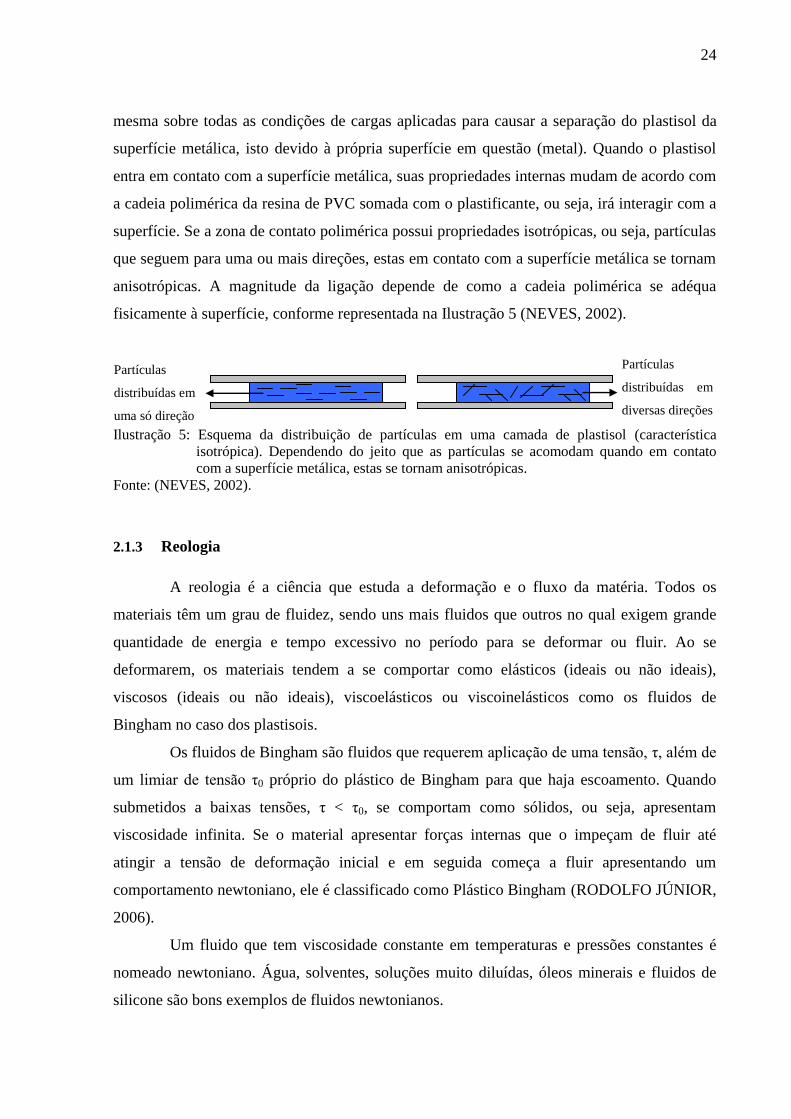
As propriedades na zona de contato (4) e dos aderentes (1 e 7) diferem mecânica e
quimicamente de suas superfícies (2 e 6). Há uma região de transição entre a zona de contato
e sua superfície. Se a presença do plastisol causar uma força F sobre a superfície (2 e 6), esta
pode ser transferida para a interface entre a superfície e a zona de contato (4), causando uma
falha. Se o plastisol não se ligar adequadamente, a falha poderá ser superficial, denominando-
se falha adesiva, caso ocorra à ruptura na zona de contato denomina-se falha coesiva,
representadas na Ilustração 4 (NEVES, 2002).
Ilustração 4: Tipos de aderência: (a) falha adesiva, (b) falha coesiva.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
Em uma aplicação adesiva, o conceito de força e resistência é relativo, pois em certos
casos, um adesivo é um corpo estranho ao sistema. Adesivos poliméricos também
denominados plastisol, frequentemente não apresentam propriedades mecânicas isotrópicas,
ou seja, propriedade que caracteriza as substâncias que possuem as mesmas propriedades
físicas, independentemente da direção considerada. Sabendo-se que um adesivo possui suas
partículas distribuídas em uma ou várias direções, a força ou resistência da ligação não será a
(
a)
(
b)
(2) (3)
(4)
(1)
(5) (6)
(7)
Falha adesiva Falha coesiva
(a) (b)
24
mesma sobre todas as condições de cargas aplicadas para causar a separação do plastisol da
superfície metálica, isto devido à própria superfície em questão (metal). Quando o plastisol
entra em contato com a superfície metálica, suas propriedades internas mudam de acordo com
a cadeia polimérica da resina de PVC somada com o plastificante, ou seja, irá interagir com a
superfície. Se a zona de contato polimérica possui propriedades isotrópicas, ou seja, partículas
que seguem para uma ou mais direções, estas em contato com a superfície metálica se tornam
anisotrópicas. A magnitude da ligação depende de como a cadeia polimérica se adéqua
fisicamente à superfície, conforme representada na Ilustração 5 (NEVES, 2002).
Ilustração 5: Esquema da distribuição de partículas em uma camada de plastisol (característica
isotrópica). Dependendo do jeito que as partículas se acomodam quando em contato
com a superfície metálica, estas se tornam anisotrópicas.
Fonte: (NEVES, 2002).
2.1.3 Reologia
A reologia é a ciência que estuda a deformação e o fluxo da matéria. Todos os
materiais têm um grau de fluidez, sendo uns mais fluidos que outros no qual exigem grande
quantidade de energia e tempo excessivo no período para se deformar ou fluir. Ao se
deformarem, os materiais tendem a se comportar como elásticos (ideais ou não ideais),
viscosos (ideais ou não ideais), viscoelásticos ou viscoinelásticos como os fluidos de
Bingham no caso dos plastisois.
Os fluidos de Bingham são fluidos que requerem aplicação de uma tensão, τ, além de
um limiar de tensão τ0 próprio do plástico de Bingham para que haja escoamento. Quando
submetidos a baixas tensões, τ < τ0, se comportam como sólidos, ou seja, apresentam
viscosidade infinita. Se o material apresentar forças internas que o impeçam de fluir até
atingir a tensão de deformação inicial e em seguida começa a fluir apresentando um
comportamento newtoniano, ele é classificado como Plástico Bingham (RODOLFO JÚNIOR,
2006).
Um fluido que tem viscosidade constante em temperaturas e pressões constantes é
nomeado newtoniano. Água, solventes, soluções muito diluídas, óleos minerais e fluidos de
silicone são bons exemplos de fluidos newtonianos.
Partículas
distribuídas em
uma só direção
Partículas
distribuídas em
diversas direções
25
Fluidos que têm sua viscosidade alterada de acordo com a variação da energia que se
aplica são conhecidos como não newtonianos. Os materiais não newtonianos podem ser
classificados em dois subgrupos, sendo os dependentes de tempo e os independentes de
tempo.
Os dependentes do tempo são os fluidos que apresentam mudança na viscosidade em
função do tempo sob condições constantes de taxa de cisalhamento. Há duas categorias a
serem consideradas. A reopexia é o aumento de viscosidade com o tempo a um cisalhamento
constante. A tixotropia define que os fluidos decrescem a viscosidade com o tempo, enquanto
são submetidos a um constante cisalhamento. Medida de viscosidade num curso de velocidade
de alta para baixa e vice-versa obtém nas leituras ascendentes valores diferentes dos obtidos
nas leituras descendentes. O material é classificado como sendo tixotrópico e dependente do
tempo.
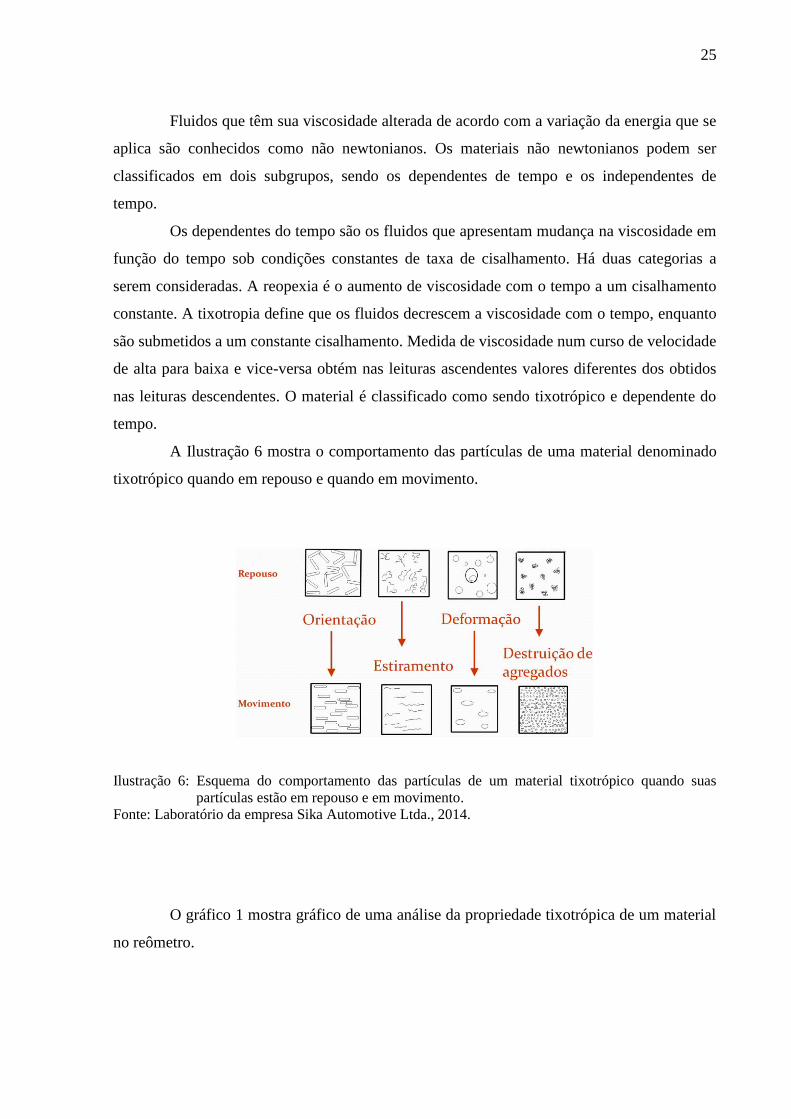
A Ilustração 6 mostra o comportamento das partículas de uma material denominado
tixotrópico quando em repouso e quando em movimento.
Ilustração 6: Esquema do comportamento das partículas de um material tixotrópico quando suas
partículas estão em repouso e em movimento.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
O gráfico 1 mostra gráfico de uma análise da propriedade tixotrópica de um material
no reômetro.
26
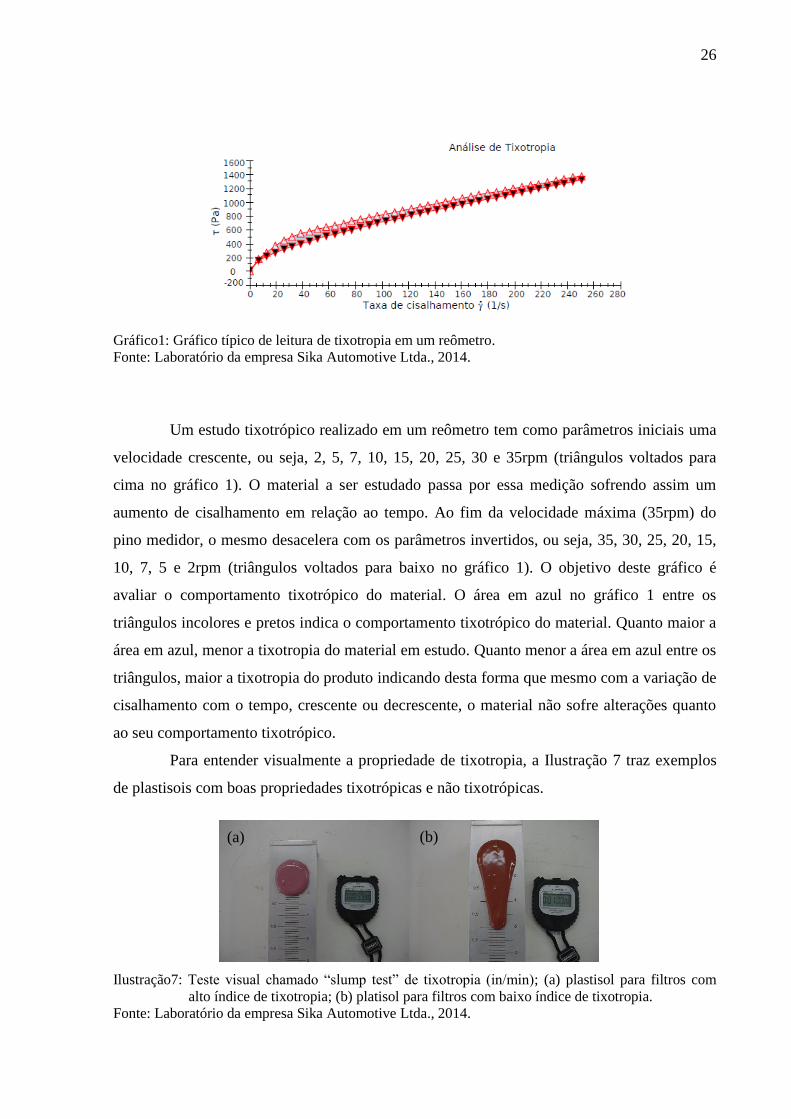
Gráfico1: Gráfico típico de leitura de tixotropia em um reômetro.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
Um estudo tixotrópico realizado em um reômetro tem como parâmetros iniciais uma
velocidade crescente, ou seja, 2, 5, 7, 10, 15, 20, 25, 30 e 35rpm (triângulos voltados para
cima no gráfico 1). O material a ser estudado passa por essa medição sofrendo assim um
aumento de cisalhamento em relação ao tempo. Ao fim da velocidade máxima (35rpm) do
pino medidor, o mesmo desacelera com os parâmetros invertidos, ou seja, 35, 30, 25, 20, 15,
10, 7, 5 e 2rpm (triângulos voltados para baixo no gráfico 1). O objetivo deste gráfico é
avaliar o comportamento tixotrópico do material. O área em azul no gráfico 1 entre os
triângulos incolores e pretos indica o comportamento tixotrópico do material. Quanto maior a
área em azul, menor a tixotropia do material em estudo. Quanto menor a área em azul entre os
triângulos, maior a tixotropia do produto indicando desta forma que mesmo com a variação de
cisalhamento com o tempo, crescente ou decrescente, o material não sofre alterações quanto
ao seu comportamento tixotrópico.
Para entender visualmente a propriedade de tixotropia, a Ilustração 7 traz exemplos
de plastisois com boas propriedades tixotrópicas e não tixotrópicas.
Ilustração7: Teste visual chamado “slump test” de tixotropia (in/min); (a) plastisol para filtros com
alto índice de tixotropia; (b) platisol para filtros com baixo índice de tixotropia.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
(a) (b)
27
Há quatro teorias para os independentes de tempo. Nos fluidos pseudoplásticos (com
ou sem tensão de deformação inicial), a viscosidade decresce com o aumento da taxa de
cisalhamento. Isto é chamado de "cisalhamento fino". Ao efetuar a leitura em um
viscosímetro, rotacionando de baixa para alta velocidade e voltar para a baixa e as leituras nas
mesmas velocidades coincidirem, o material é considerado pseudoplástico independente de
tempo e de cisalhamento fino.
Fluidos dilatantes é um independente de tempo. A viscosidade aumenta com o
aumento da taxa de cisalhamento. Se o material é medido de baixa para alta velocidade e a
viscosidade aumenta com o aumento da velocidade (gradiente de cisalhamento), o material é
classificado como dilatante. Este tipo de comportamento é mais raro que a pseudoplasticidade
e é observado em fluidos contendo altos níveis de floculantes como argilas, lama, amido de
milho em água, ingrediente de balas.
Se o material apresenta forças internas que o impeçam de fluir, até atingir a tensão de
deformação inicial e em seguida começa a fluir apresentando um comportamento newtoniano,
é classificado como Plástico Bingham, como já citado anteriormente.
Os plásticos também são materiais independentes de tempo. Este tipo de fluido
comporta-se como sólido em condições estáticas ou de repouso e após aplicação de uma certa
força, começa a fluir. Esta força aplicada denomina-se tensão de deformação. Após começar a
fluir o comportamento pode ser newtoniano, pseudoplástico ou dilatante (MACOSKO, 1994).
Na reologia, existem três tipos de deformações. O cisalhamento simples é uma
deformação simples com mudanças de forma sem a alteração do volume.
A compressão ou dilatação onde uma tensão normal é aplicada sobre uma específica
área do corpo proporciona a variação do volume e não da sua forma. Com a aplicação de
tensões normais e tangenciais, o terceiro tipo de deformação é a combinação dessas
deformações anteriores, ou seja, quando ocorre à deformação com a variação da forma e do
volume (MANRICH, 2005).
A reologia ou propriedades de fluxo do plastisol são obtidas por meio de matérias-
primas como a própria resina de PVC, cargas minerais e plastificantes. Dentro da palavra
reologia existem diversas propriedades onde viscosidade também pode ser estudada.
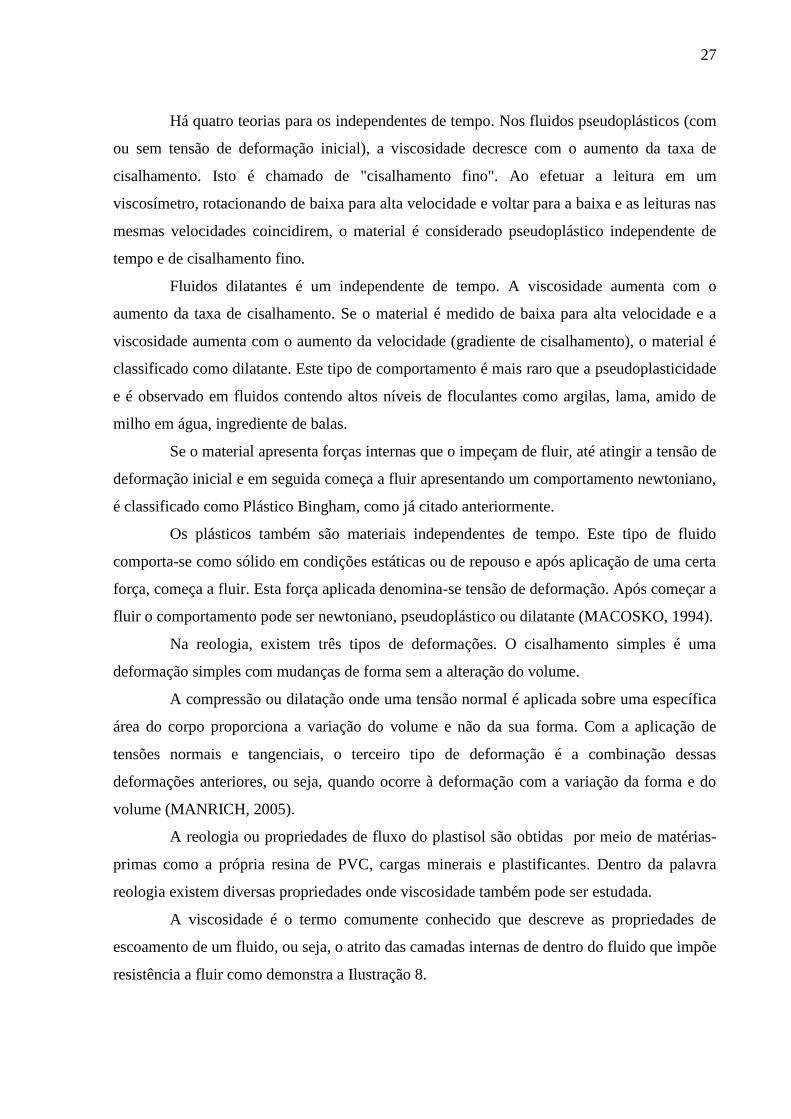
A viscosidade é o termo comumente conhecido que descreve as propriedades de
escoamento de um fluido, ou seja, o atrito das camadas internas de dentro do fluido que impõe
resistência a fluir como demonstra a Ilustração 8.
28
Ilustração 8: Esquema ilustrativo da viscosidade e o atrito entre as camadas internas do fluido que
impõe a resistência a fluir.
Fonte: (BRETAS, 2002).
Idealizando a viscosidade matematicamente, pode-se calcular pela razão de taxa de
cisalhamento pela tensão de cisalhamento, conforme equação:
Fonte: (BRETAS, 2002).
Tratando-se de plastisol, viscosidade e tixotropia caminham juntas. Existem vários
instrumentos disponíveis para a realização das medidas de viscosidade e tixotropia de um
material, com princípio de funcionamento rotacional ou tubular. Os instrumentos rotacionais
podem operar em cisalhamento estacionário (velocidade angular constante) ou dinâmico
(oscilatório).
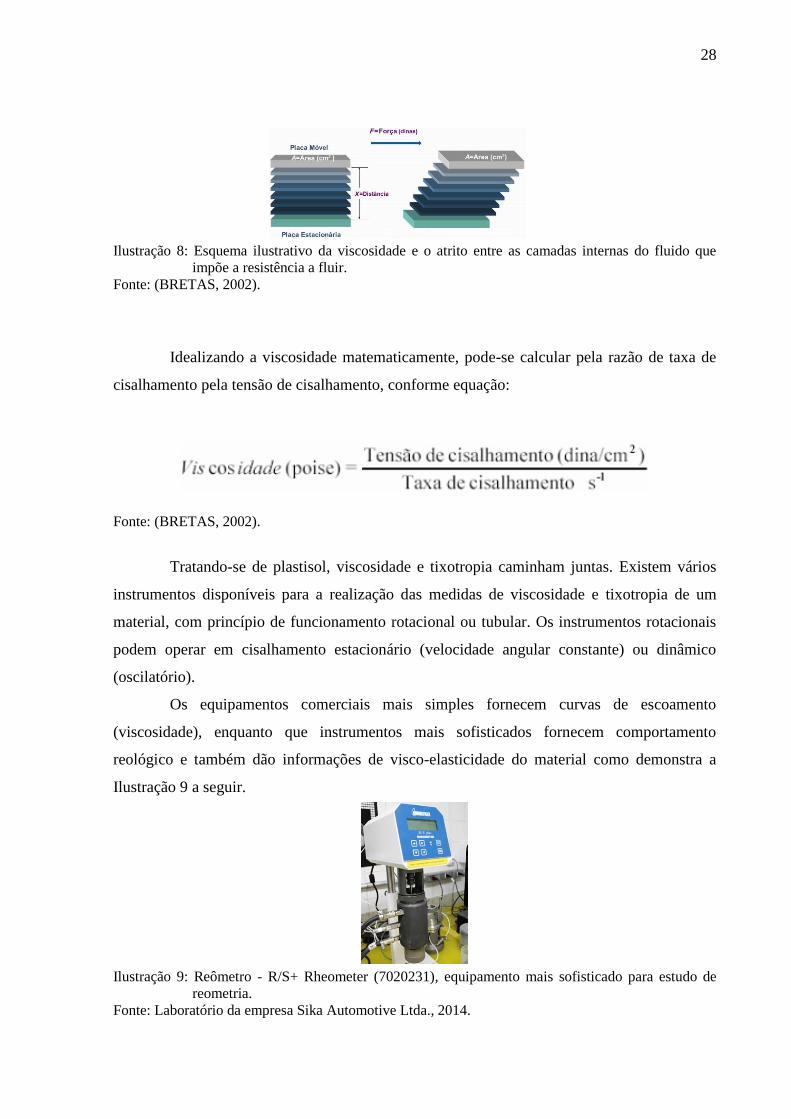
Os equipamentos comerciais mais simples fornecem curvas de escoamento
(viscosidade), enquanto que instrumentos mais sofisticados fornecem comportamento
reológico e também dão informações de visco-elasticidade do material como demonstra a
Ilustração 9 a seguir.
Ilustração 9: Reômetro - R/S+ Rheometer (7020231), equipamento mais sofisticado para estudo de
reometria.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
29
Todos os parâmetros, curva de escoamento, tendência reológica e visco-elasticidade,
são importantes para a completa caracterização de um material.
Nos plastisois de revestimento, filtros e para a indústria automobilística, viscosidade
e tixotropia são itens de criticidade. Por serem aplicados via bombas e dosadores, sua
característica não newtoniana torna-se um desafio aos formuladores onde precisam conciliar
matéria-prima e o balanceamento perfeito para cada formulação, prevendo o desvio do
bombeamento dos dosadores utilizados no mercado.
2.2 MATÉRIAS-PRIMAS
O plastisol é composto por matérias-primas específicas como: resina de PVC,
plastificantes, cargas minerais, estabilizantes, espessantes, pigmentos e sistemas promotores
de adesão.
a) Resina de PVC
Conhecido pela sigla PVC, é a principal matéria–prima do plastisol, isto é, sem ela
não se obtêm o composto plástico denominado plastisol. Sua função é formar o filme plástico
quando misturado com o plastificante. A reação que ocorre entre essa mistura denomina-se
“gelificação”. A resina de PVC é encontrada na sua forma natural como um pó branco que ao
ser disperso em um ou mais plastificantes dá origem ao plastisol.
A absorção de plastificante está ligada à porosidade da resina. Porém, é importante
destacar que as características distintas da porosidade influenciam na absorção de partículas
extremamente finas, apresentando área superficial específica elevada, podem aparentemente
absorver maior quantidade de plastificante que as resinas mais grossas, porém ainda porosas.
A absorção garante que o plastificante e os demais aditivos estarão interagindo com as macro
moléculas de PVC durante as etapas do processo (RODOLFO JÚNIOR, 2006).
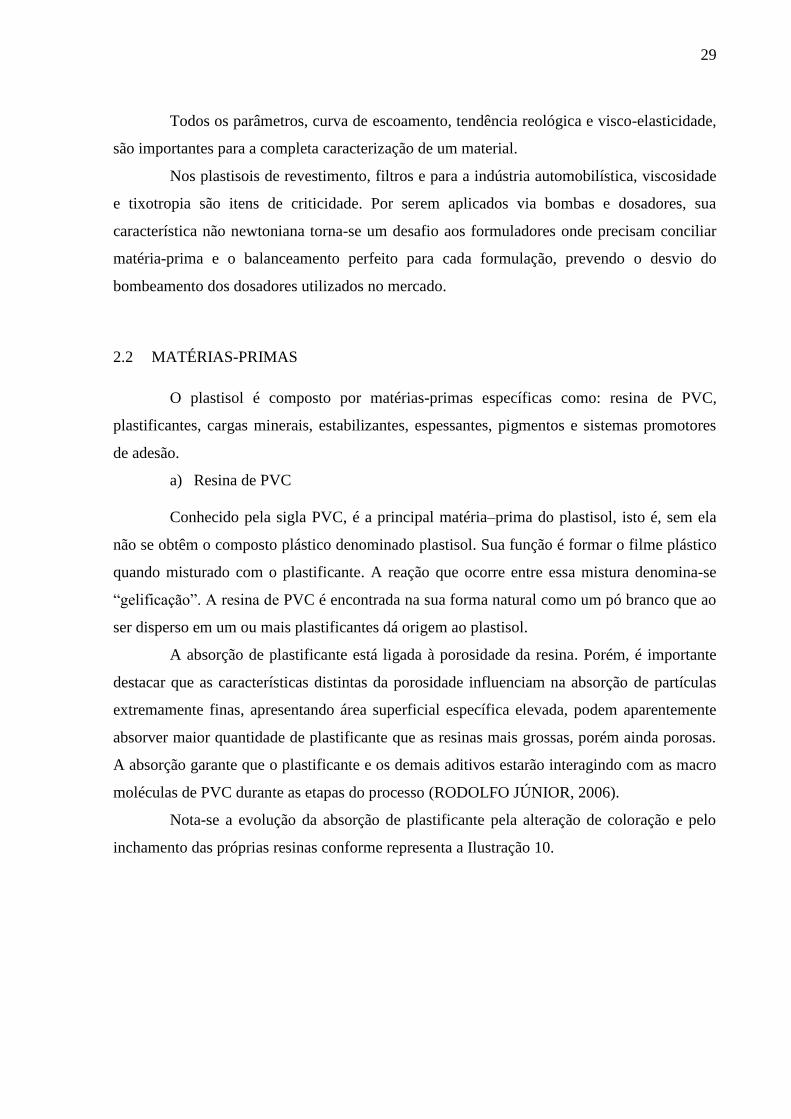
Nota-se a evolução da absorção de plastificante pela alteração de coloração e pelo
inchamento das próprias resinas conforme representa a Ilustração 10.
30
Ilustração 10: (a) Resina antes da absorção, (b) após 5 minutos a 75°C de absorção de plastificante.
Fonte: (RODOLFO JÚNIOR, 2006).
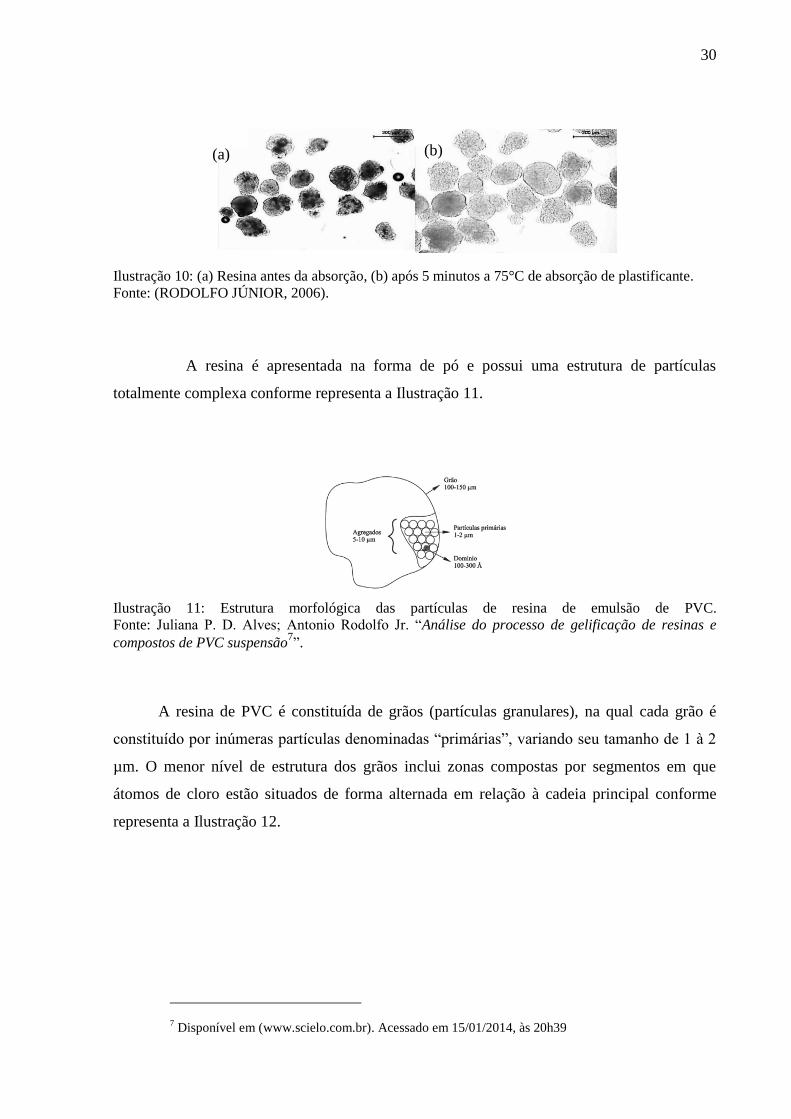
A resina é apresentada na forma de pó e possui uma estrutura de partículas
totalmente complexa conforme representa a Ilustração 11.
Ilustração 11: Estrutura morfológica das partículas de resina de emulsão de PVC.
Fonte: Juliana P. D. Alves; Antonio Rodolfo Jr. “Análise do processo de gelificação de resinas e
compostos de PVC suspensão7”.
A resina de PVC é constituída de grãos (partículas granulares), na qual cada grão é
constituído por inúmeras partículas denominadas “primárias”, variando seu tamanho de 1 à 2
µm. O menor nível de estrutura dos grãos inclui zonas compostas por segmentos em que
átomos de cloro estão situados de forma alternada em relação à cadeia principal conforme
representa a Ilustração 12.
7 Disponível em (www.scielo.com.br). Acessado em 15/01/2014, às 20h39
a
)
(
b)
(
a) (a) (b)
31
Ilustração 12: Representação de partes da cadeia molecular do PVC.
Fonte: Juliana P. D. Alves; Antonio Rodolfo Jr. “Análise do processo de gelificação de resinas e
compostos de PVC suspensão8”.
A obtenção da resina de PVC define três caminhos principais de polimerização, por
suspensão, emulsão e por micro suspensão.
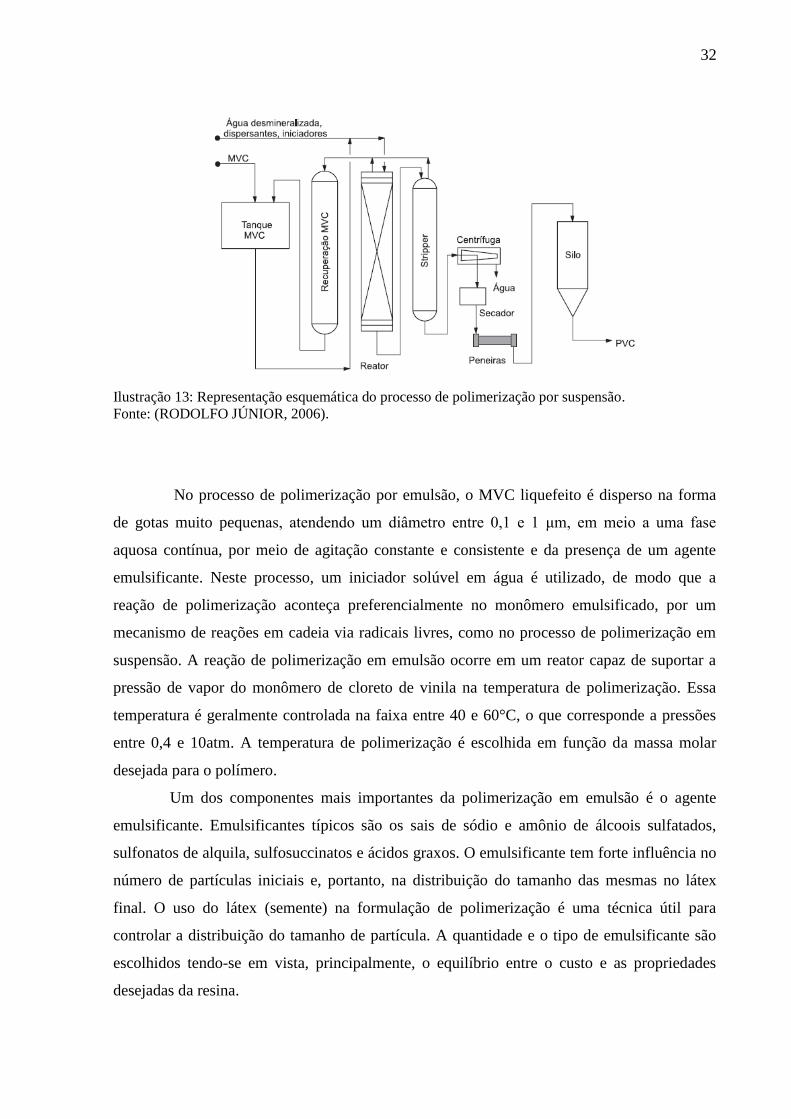
Aproximadamente 80% do PVC produzido no mundo é polimerizado no processo de
suspensão. No processo de polimerização por suspensão, o monômero cloreto de vinila é
disperso em forma de gotas com diâmetros de 30 e 150µm em meio aquoso sob agitação
continua e na presença de um coloide protetor. Um iniciador solúvel no monômero é
utilizado, de modo que a reação de polimerização ocorra dentro das gotas em suspensão, por
um mecanismo de reações em cadeia via radicais livres.
A reação de polimerização do cloreto de vinila é extremamente exotérmica, e a
capacidade de remoção de calor do meio reacional é geralmente o fator limitante para redução
dos tempos de reação por batelada. O polímero obtido na forma de lama passa, então, por um
processo de stripping, no qual o monômero cloreto de vinila remanescente é extraído por
meio da aplicação de vácuo e temperatura, tanto em reatores comuns quanto em torres, nas
quais a lama é submetida à contracorrente de vapor sob pressão. A lama passa, então, por um
processo de concentração via centrifugação, e a torta úmida resultante é seca em secadores de
leito fluidizado. A resina seca é então peneirada para retenção de partículas extremamente
grosseiras e armazenada em silos, para posterior acondicionamento nos diferentes sistemas de
distribuição aos clientes. A Ilustração13 esquematiza o caminho para polimerização por
suspensão.
8 Disponível em (www.scielo.com.br). Acessado em 15/01/2014, às 20h39
32
Ilustração 13: Representação esquemática do processo de polimerização por suspensão.
Fonte: (RODOLFO JÚNIOR, 2006).
No processo de polimerização por emulsão, o MVC liquefeito é disperso na forma
de gotas muito pequenas, atendendo um diâmetro entre 0,1 e 1 μm, em meio a uma fase
aquosa contínua, por meio de agitação constante e consistente e da presença de um agente
emulsificante. Neste processo, um iniciador solúvel em água é utilizado, de modo que a
reação de polimerização aconteça preferencialmente no monômero emulsificado, por um
mecanismo de reações em cadeia via radicais livres, como no processo de polimerização em
suspensão. A reação de polimerização em emulsão ocorre em um reator capaz de suportar a
pressão de vapor do monômero de cloreto de vinila na temperatura de polimerização. Essa
temperatura é geralmente controlada na faixa entre 40 e 60°C, o que corresponde a pressões
entre 0,4 e 10atm. A temperatura de polimerização é escolhida em função da massa molar
desejada para o polímero.
Um dos componentes mais importantes da polimerização em emulsão é o agente
emulsificante. Emulsificantes típicos são os sais de sódio e amônio de álcoois sulfatados,
sulfonatos de alquila, sulfosuccinatos e ácidos graxos. O emulsificante tem forte influência no
número de partículas iniciais e, portanto, na distribuição do tamanho das mesmas no látex
final. O uso do látex (semente) na formulação de polimerização é uma técnica útil para
controlar a distribuição do tamanho de partícula. A quantidade e o tipo de emulsificante são
escolhidos tendo-se em vista, principalmente, o equilíbrio entre o custo e as propriedades
desejadas da resina.
33
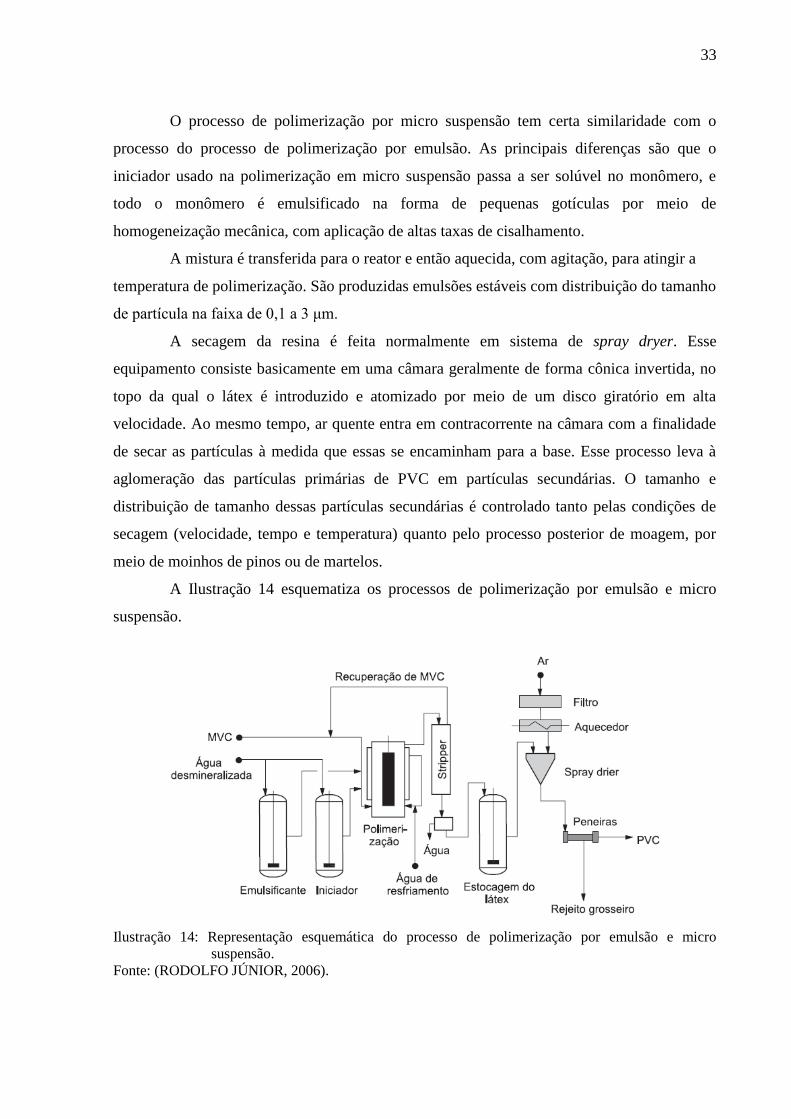
O processo de polimerização por micro suspensão tem certa similaridade com o
processo do processo de polimerização por emulsão. As principais diferenças são que o
iniciador usado na polimerização em micro suspensão passa a ser solúvel no monômero, e
todo o monômero é emulsificado na forma de pequenas gotículas por meio de
homogeneização mecânica, com aplicação de altas taxas de cisalhamento.
A mistura é transferida para o reator e então aquecida, com agitação, para atingir a
temperatura de polimerização. São produzidas emulsões estáveis com distribuição do tamanho
de partícula na faixa de 0,1 a 3 μm.
A secagem da resina é feita normalmente em sistema de spray dryer. Esse
equipamento consiste basicamente em uma câmara geralmente de forma cônica invertida, no
topo da qual o látex é introduzido e atomizado por meio de um disco giratório em alta
velocidade. Ao mesmo tempo, ar quente entra em contracorrente na câmara com a finalidade
de secar as partículas à medida que essas se encaminham para a base. Esse processo leva à
aglomeração das partículas primárias de PVC em partículas secundárias. O tamanho e
distribuição de tamanho dessas partículas secundárias é controlado tanto pelas condições de
secagem (velocidade, tempo e temperatura) quanto pelo processo posterior de moagem, por
meio de moinhos de pinos ou de martelos.
A Ilustração 14 esquematiza os processos de polimerização por emulsão e micro
suspensão.
Ilustração 14: Representação esquemática do processo de polimerização por emulsão e micro
suspensão.
Fonte: (RODOLFO JÚNIOR, 2006).
34
b) Plastificantes
O plastificante é uma das matérias-primas mais importantes do plastisol. Ele
contribui na melhoria do processo de fabricação e auxilia juntamente com a resina de PVC no
aumento da flexibilidade do produto. Pode-se entender o plastificante também como uma
matéria-prima que ajusta outras características como a viscosidade, dureza, gelificação e
temperaturas de transição vítrea (RABELLO, 2000).
Ao adicionar-se um plastificante na formulação de um polímero, é necessária a
definição do tipo (primário, secundário e extensores) e quantidade, pois isso pode interferir
significativamente nas propriedades finais do plastisol, como flexibilidade, rigidez, dureza,
alongamento na ruptura e gelificação (RODOLFO JÚNIOR, 2006).
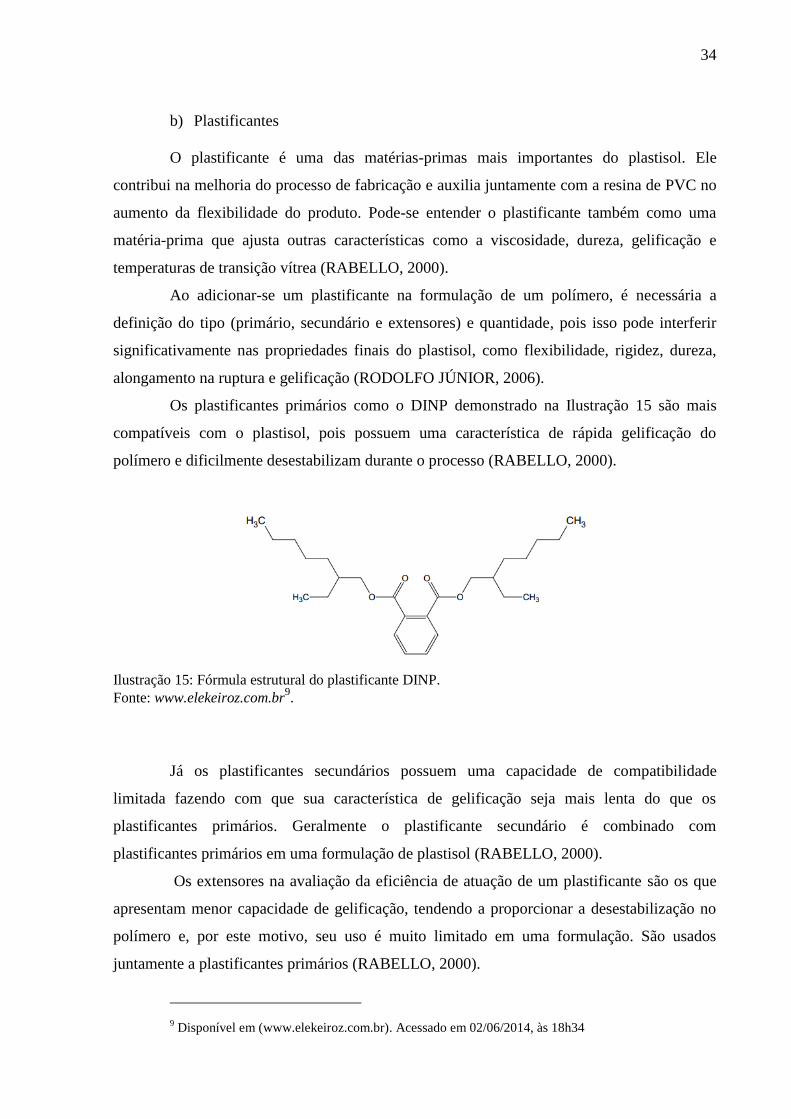
Os plastificantes primários como o DINP demonstrado na Ilustração 15 são mais
compatíveis com o plastisol, pois possuem uma característica de rápida gelificação do
polímero e dificilmente desestabilizam durante o processo (RABELLO, 2000).
Ilustração 15: Fórmula estrutural do plastificante DINP.
Fonte: www.elekeiroz.com.br9.
Já os plastificantes secundários possuem uma capacidade de compatibilidade
limitada fazendo com que sua característica de gelificação seja mais lenta do que os
plastificantes primários. Geralmente o plastificante secundário é combinado com
plastificantes primários em uma formulação de plastisol (RABELLO, 2000).
Os extensores na avaliação da eficiência de atuação de um plastificante são os que
apresentam menor capacidade de gelificação, tendendo a proporcionar a desestabilização no
polímero e, por este motivo, seu uso é muito limitado em uma formulação. São usados
juntamente a plastificantes primários (RABELLO, 2000).
9 Disponível em (www.elekeiroz.com.br). Acessado em 02/06/2014, às 18h34
35
c) Cargas Minerais
As cargas minerais podem ter muitas funções em uma formulação de plastisol como
retardante de chamas, cor, viscosidade e reforço ao polímero, pois algumas fibras apresentam
características e propriedades reforçantes. Porém, o uso excessivo de cargas minerais em uma
formulação de plastisol pode ter efeitos prejudiciais tais como trincas e alta dureza,
diminuindo assim a vida útil do material. Um polímero isento de cargas pode apresentar
características de resistência química e mecânica muito baixos.
A carga pode ser utilizada como um elemento que dá suporte a essa característica de
resistência mecânica e química quando tratadas em quantidades adequadas e podendo baratear
os custos da formulação (FORINI, 2008).
A escolha de cargas minerais deve ser paralela ao tipo de polímero para que haja
uma compatibilidade entre os mesmos resultando em uma dispersão eficiente (FORINI,
2008).
d) Estabilizantes
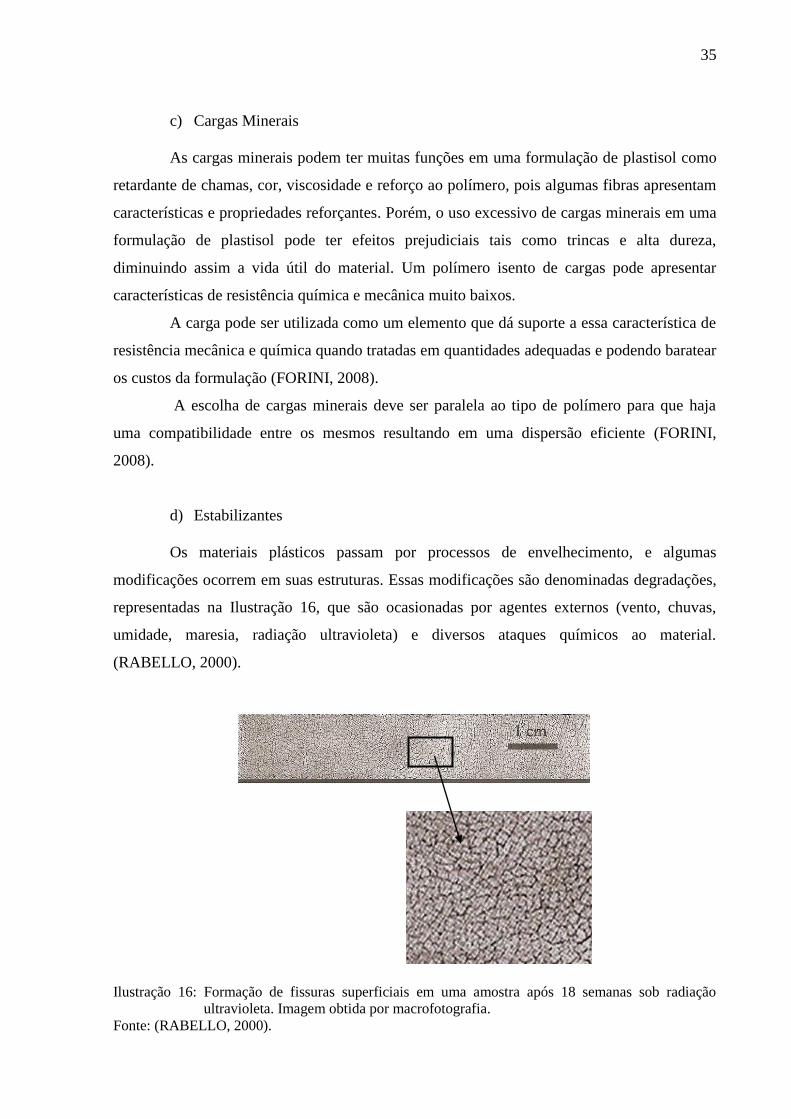
Os materiais plásticos passam por processos de envelhecimento, e algumas
modificações ocorrem em suas estruturas. Essas modificações são denominadas degradações,
representadas na Ilustração 16, que são ocasionadas por agentes externos (vento, chuvas,
umidade, maresia, radiação ultravioleta) e diversos ataques químicos ao material.
(RABELLO, 2000).
Ilustração 16: Formação de fissuras superficiais em uma amostra após 18 semanas sob radiação
ultravioleta. Imagem obtida por macrofotografia.
Fonte: (RABELLO, 2000).
36
Estes efeitos podem ser reduzidos com o uso dos estabilizantes, que são aditivos, e
por diversos mecanismos de atuação, diminuindo a velocidade de “envelhecimento” e
“degradação” dos polímeros. Geralmente, a adição desta substância é feita durante o processo
de fabricação, porém, em alguns casos, pode ser adicionada após a polimerização, dando certa
estabilidade ao longo do armazenamento.
A dosagem deve ser verificada de acordo com a severidade do processo e da vida útil
desejável do plastisol (RABELLO, 2000).
e) Espessantes
Os espessantes são substâncias químicas que alteram as propriedades reológicas das
pastas de PVC, proporcionando à formulação um elevado grau de pseudoplasticidade (alta
viscosidade em repouso ou sob baixa tensão de cisalhamento). Esta propriedade é alcançada
por meio da elevação da viscosidade em baixa tensão de cisalhamento (RODOLFO JÚNIOR,
2006).
Em altas tensões de cisalhamento, a pasta de PVC deixa de apresentar viscosidade
elevada e passa a expor comportamento de um fluido de baixa viscosidade. Com a adição de
espessantes na formulação, os plastisóis passam a exibir altíssimas viscosidades quando em
repouso ou sob baixas tensões de cisalhamento. Sílicas precipitadas, bentonitas especiais,
sílica diatomácea, estearatos de alumínio e fibras de asbestos são os espessantes mais
utilizados em plastisóis.
As sílicas, que possuem um tamanho menor de partícula, promovem aumento de
viscosidade e proferem a característica de tixotropia (fenômeno pelo qual os plastisóis passam
do estado de gel para o estado líquido, após certa tensão de cisalhamento), devido à formação
de rede de sílica através de ligações por ligação de hidrogênio (NEVES, 2002).
f) Pigmentos
São aditivos empregados para definir apenas tonalidades de cor ao plastisol. Os
pigmentos têm função decorativa e estética.
Os pigmentos além de proporcionar cor aos produtos, podem atuar também no
brilho, opacidade e em outra propriedade interessante, a estabilidade à radiação ultravioleta.
Podem-se dividir os pigmentos em quatro diferentes categorias as quais são os pigmentos
orgânicos (resistem no máximo até 200°C, exceto o negro de fumo que resiste a maiores
37
temperaturas), os pigmentos inorgânicos (os mais utilizados, podendo resistir até 750°C), os
pigmentos solúveis e os pigmentos especiais (os menos utilizados) (RABELLO, 2000).
Pigmentos Orgânicos mais utilizados:
Negro de fumo, Azul de ftalocianina, Vermelhos orgânicos, Verde de ftalocianina,
entre outros (RABELLO, 2000).
Pigmentos Inorgânicos mais utilizados:
Dióxido de titânio, Óxido de Ferro, Compostos de cádmio, Amarelo de cromo,
Laranja de molibdato, entre outros.
Depende-se exclusivamente da absorção e do espalhamento (refletância) de luz
incidentes na amostra para obter a cor desejada na adição de um determinado pigmento. Pode-
se controlar a tonalidade da cor desejada visualmente ou por meio de espectrofotômetro. Um
polímero pigmentado pode passar por diversas dificuldades em relação ao intemperismo, além
da radiação ultravioleta, outros aspectos como calor, umidade e impurezas na atmosfera
podem afetar certos grupos de pigmentos, causando mudanças de tonalidade do polímero
pigmentado como escurecimento, desbotamento, entre outros (RABELLO, 2000).
g) Sistemas Promotores de Adesão
São sistemas constituídos por uma ou mais substâncias naturais ou sintéticas, que
promovem a adesão entre as bases poliméricas e diversos substratos. Em muitos casos, o
sistema aderente é constituído da própria base polimérica (NEVES, 2002).
2.2.1 Processo de Fabricação do Plastisol
O processo de fabricação de um plastisol inicia-se com o recebimento das matérias-
primas e suas devidas análises de qualidade. Após a aprovação, as matérias-primas seguem
para o processo de pesagem, conforme cada ordem de fabricação. Então se inicia a etapa
produtiva do plastisol.
Para esta etapa produtiva, alguns cuidados são necessários quanto ao equipamento a
ser utilizado. Este deve ser de aço inox para que haja facilidade na limpeza e que seja isenta
de resíduos de uma produção anterior, evitando a contaminação posterior da formulação por
38
matérias-primas distintas de outro produto. A contaminação pode causar perda de
características críticas como aderência, reologia e cor (JOAQUIM JÚNIOR, et. al., 2007).
O equipamento deve ser estabilizado a temperatura ambiente. Deve conter também
um processo de resfriamento em seu corpo de funcionamento (geralmente o resfriamento
ocorre por circulação de água nas paredes internas das máquinas).
Após a pesagem, as matérias-primas são adicionadas no misturador e
homogeneizadas. Esta homogeneização é responsável pela mistura de todas as matérias-
primas para obtenção do plastisol, tendo duração em torno de 30 minutos.
Depois da homogeneização, a pasta deve passar pela filtração, que é feita em peneira
vibratória com malha de 60 m. Por meio da vibração da peneira retém-se possíveis grumos
contidos no produto, obtendo uma pasta lisa.
A filtração depende exclusivamente das matérias-primas envolvidas na composição
do plastisol, como cargas com granulometria elevadas e espessantes que atuam na alta tensão
de tixotropia. Estas características deixam a pasta menos fluida, dificultando a filtração e
elevando o tempo deste processo.
Depois da eliminação dos grumos, a massa é armazenada em tambores por no
mínimo 48 horas, para que ocorra a solvatação das matérias-primas e a estabilidade reológica
da pasta, pelo fato te ter passado por uma alta tensão de cisalhamento durante o processo de
fabricação.
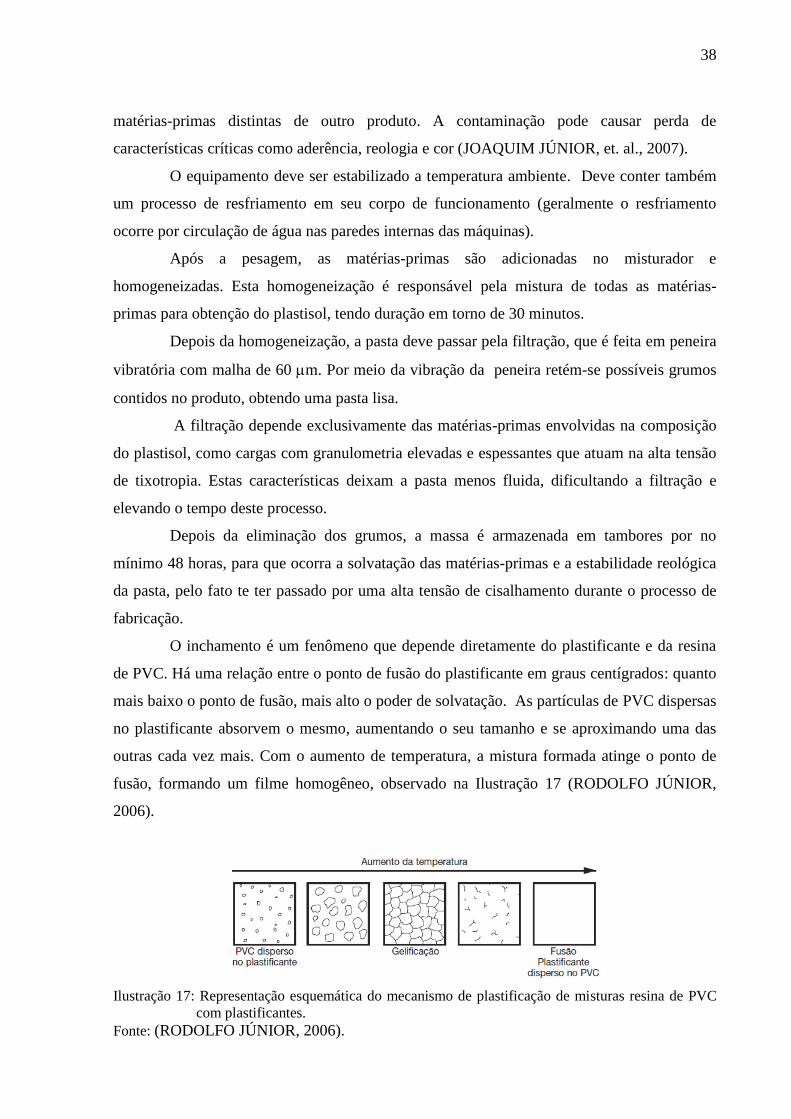
O inchamento é um fenômeno que depende diretamente do plastificante e da resina
de PVC. Há uma relação entre o ponto de fusão do plastificante em graus centígrados: quanto
mais baixo o ponto de fusão, mais alto o poder de solvatação. As partículas de PVC dispersas
no plastificante absorvem o mesmo, aumentando o seu tamanho e se aproximando uma das
outras cada vez mais. Com o aumento de temperatura, a mistura formada atinge o ponto de
fusão, formando um filme homogêneo, observado na Ilustração 17 (RODOLFO JÚNIOR,
2006).
Ilustração 17: Representação esquemática do mecanismo de plastificação de misturas resina de PVC
com plastificantes.
Fonte: (RODOLFO JÚNIOR, 2006).
39
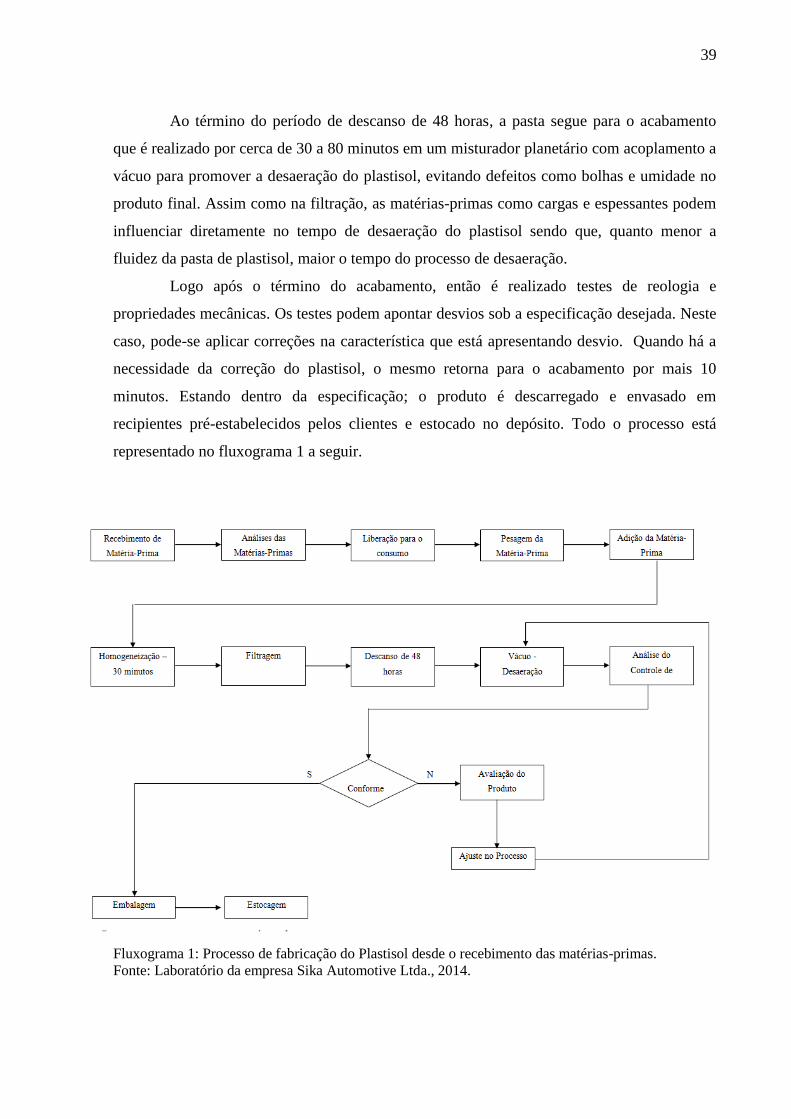
Ao término do período de descanso de 48 horas, a pasta segue para o acabamento
que é realizado por cerca de 30 a 80 minutos em um misturador planetário com acoplamento a
vácuo para promover a desaeração do plastisol, evitando defeitos como bolhas e umidade no
produto final. Assim como na filtração, as matérias-primas como cargas e espessantes podem
influenciar diretamente no tempo de desaeração do plastisol sendo que, quanto menor a
fluidez da pasta de plastisol, maior o tempo do processo de desaeração.
Logo após o término do acabamento, então é realizado testes de reologia e
propriedades mecânicas. Os testes podem apontar desvios sob a especificação desejada. Neste
caso, pode-se aplicar correções na característica que está apresentando desvio. Quando há a
necessidade da correção do plastisol, o mesmo retorna para o acabamento por mais 10
minutos. Estando dentro da especificação; o produto é descarregado e envasado em
recipientes pré-estabelecidos pelos clientes e estocado no depósito. Todo o processo está
representado no fluxograma 1 a seguir.
Fluxograma 1: Processo de fabricação do Plastisol desde o recebimento das matérias-primas.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
40
2.2.2 Misturadores e Homogeneização
A homogeneização é um processo que exige agitação frequente e uniforme de
determinadas misturas.
Em um processo produtivo em que a principal etapa é a homogeneização, é
necessário analisar qual o melhor tipo de misturador a ser utilizado no processo, para garantir
a homogeneização de todas as matérias-primas envolvidas (JOAQUIM JÚNIOR, et. al.,
2007).
Os misturadores industriais podem ser destinados para dispersar, dissolver,
emulsificar e desaglomerar, dependendo assim de cada tipo de mistura como representado na
tabela 1, sendo que estes equipamentos são responsáveis para obtenção de um melhor
rendimento operacional10
.
Para líquidos de viscosidades baixas a moderadas, o sistema mais utilizado de
agitação é aquele que contém tanques com eixo impelidor (cowles).
Devido a está variedade de misturadores, alguns tipos podem ser empregados no
processo de fabricação do plastisol (RODOLFO JÚNIOR, 2006).
Os misturadores mais empregados no processo de plastisol são:
h) Misturadores de alta velocidade (cowles)
i) Misturadores de baixa velocidade, com duas pás em Z (sigma)
2.2.2.1 Misturadores de Alta Velocidade (cowles)
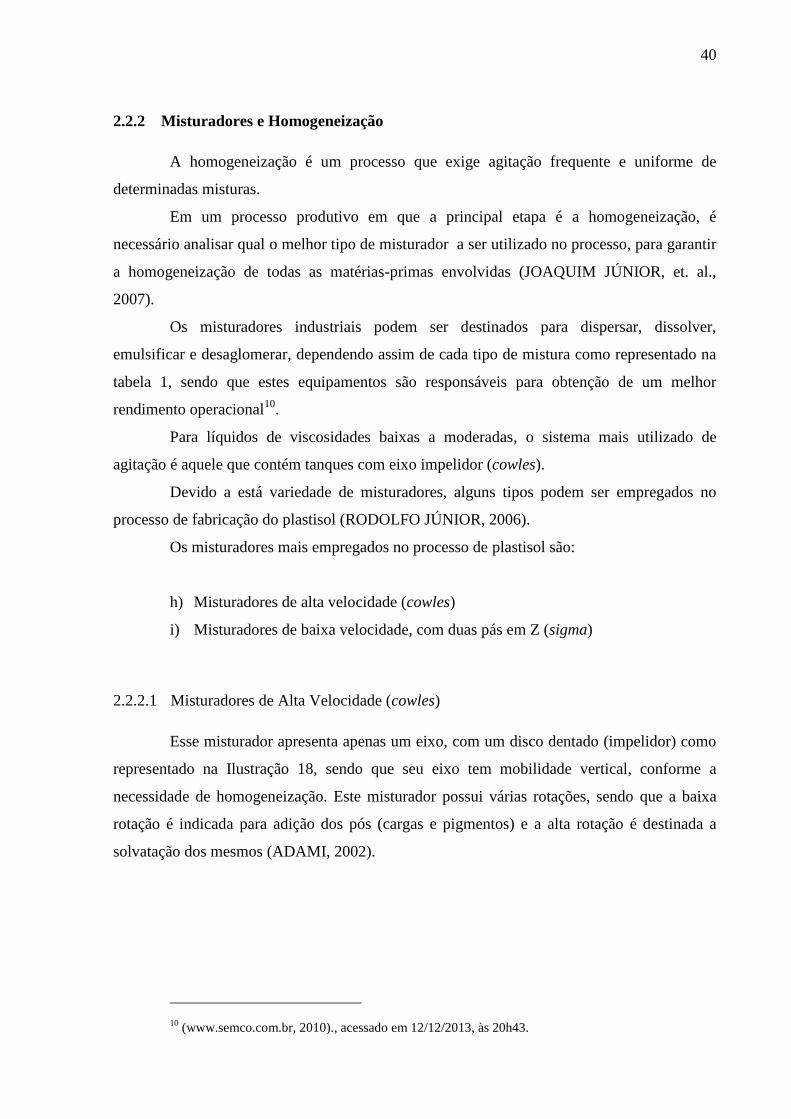
Esse misturador apresenta apenas um eixo, com um disco dentado (impelidor) como
representado na Ilustração 18, sendo que seu eixo tem mobilidade vertical, conforme a
necessidade de homogeneização. Este misturador possui várias rotações, sendo que a baixa
rotação é indicada para adição dos pós (cargas e pigmentos) e a alta rotação é destinada a
solvatação dos mesmos (ADAMI, 2002).
10 (www.semco.com.br, 2010)., acessado em 12/12/2013, às 20h43.
41
Dispersor
Tanque de Produto
Disco
Impelidor
Ilustração 18: Misturador tipo cowles.
Fonte: (THERON, 2006).
Para que se tenha êxito na solvatação, é necessário que alguns itens sejam checados
na hora da dispersão da mistura: posição; diâmetro e velocidades do disco impelidor; tamanho
do tacho (recipiente que será utilizado para a mistura) e o volume a ser disperso. Será
formado um movimento misto radial-axial (vórtex), com o intuito de formar um cone
invertido no centro da mistura, como representado na Ilustração 19, o que ocasiona a
homogeneização de todas as matérias-primas (ADAMI, 2002).
Ilustração 19: Formação do vórtex.
Fonte: (THERON, 2006:6).
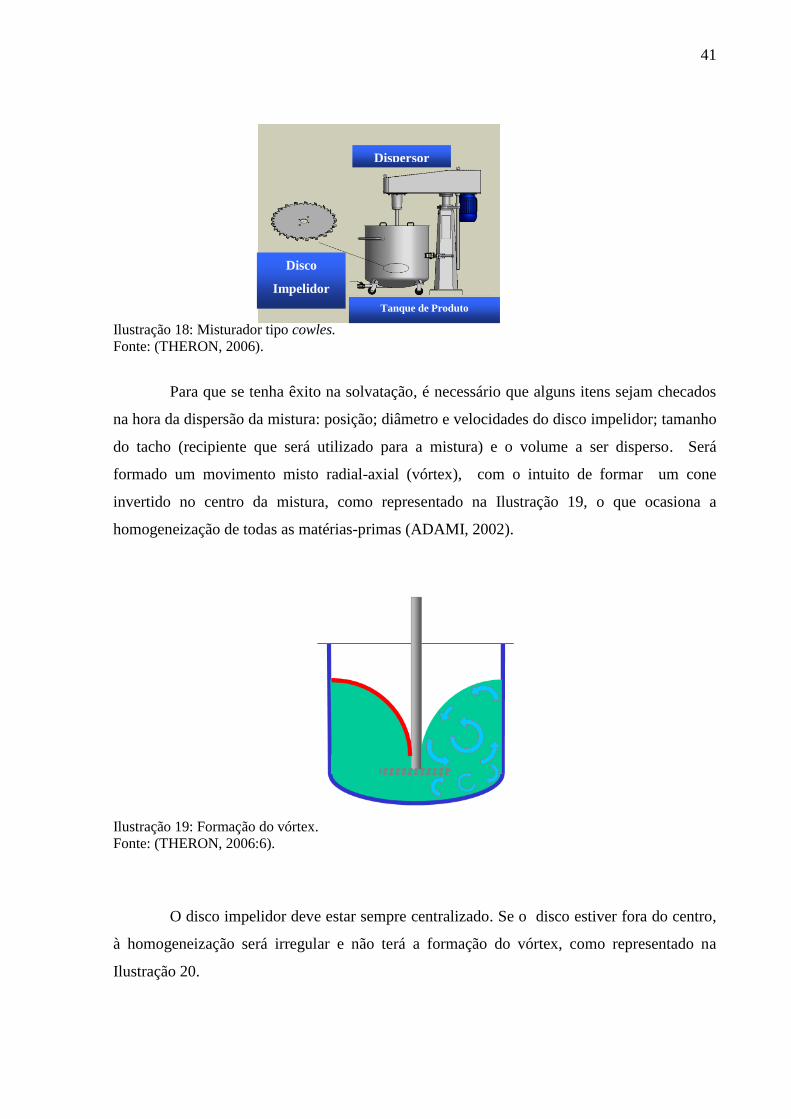
O disco impelidor deve estar sempre centralizado. Se o disco estiver fora do centro,
à homogeneização será irregular e não terá a formação do vórtex, como representado na
Ilustração 20.
42
Ilustração 20: Disco impelidor descentralizado.
Fonte: www.puc-campinas.edu.br, 2010.11
j) Desvantagens
Como neste misturador pode-se atingir uma alta rotação, o alto índice de
cisalhamento aplicado sobre a mistura pode ser convertida em calor, o que pode ocasionar
interferência como envelhecimento acelerado na mistura ou até gelificação, afetando assim as
propriedades de adesão e reologia do plastisol (RODOLFO JÚNIOR, 2006).
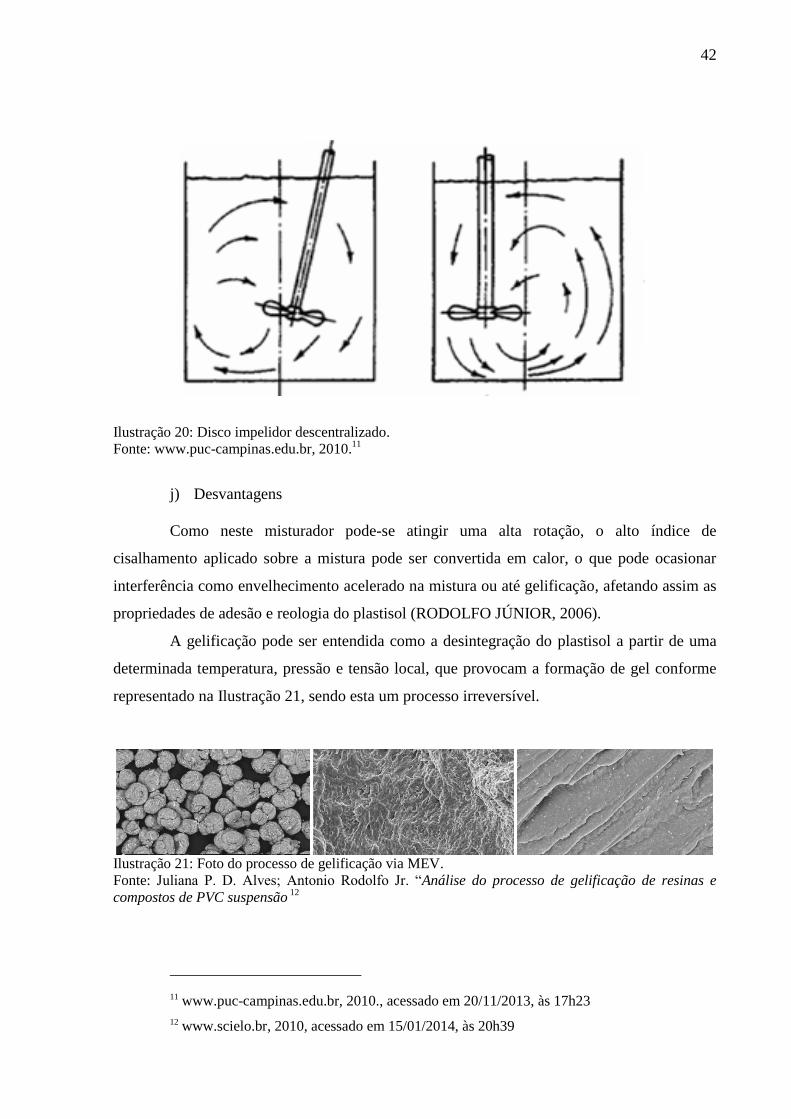
A gelificação pode ser entendida como a desintegração do plastisol a partir de uma
determinada temperatura, pressão e tensão local, que provocam a formação de gel conforme
representado na Ilustração 21, sendo esta um processo irreversível.
Ilustração 21: Foto do processo de gelificação via MEV.
Fonte: Juliana P. D. Alves; Antonio Rodolfo Jr. “Análise do processo de gelificação de resinas e
compostos de PVC suspensão 12
11 www.puc-campinas.edu.br, 2010., acessado em 20/11/2013, às 17h23
12 www.scielo.br, 2010, acessado em 15/01/2014, às 20h39
43
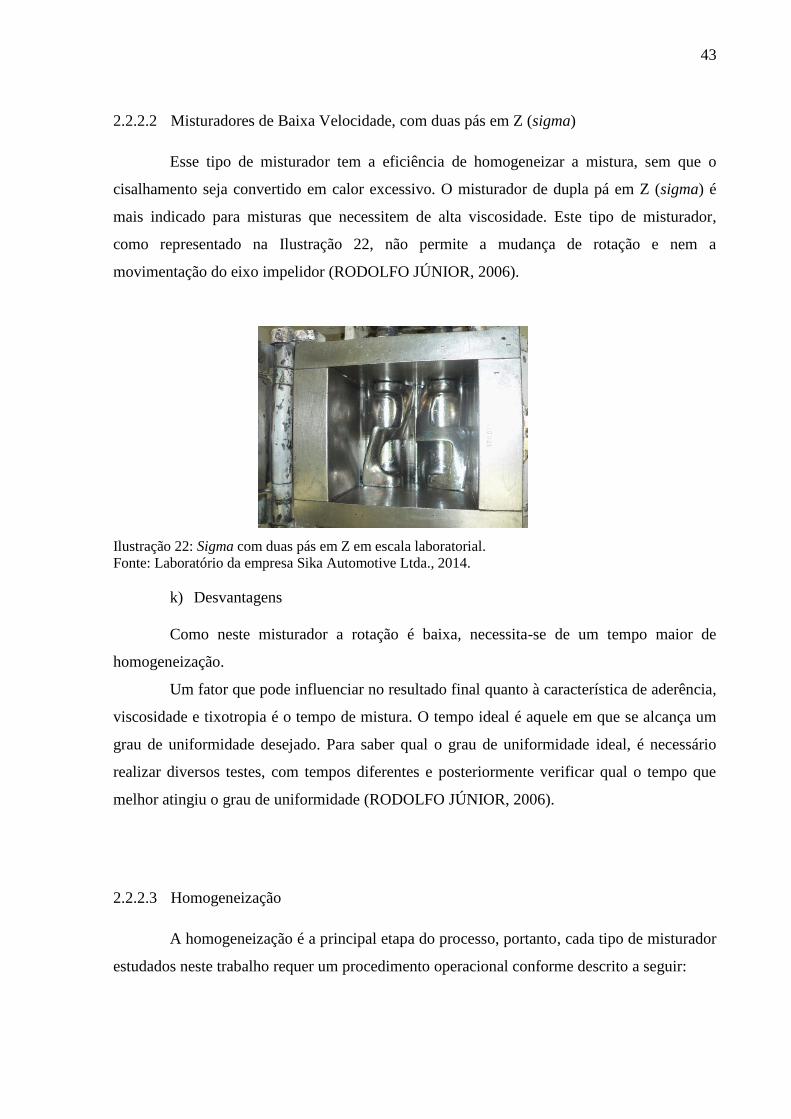
2.2.2.2 Misturadores de Baixa Velocidade, com duas pás em Z (sigma)
Esse tipo de misturador tem a eficiência de homogeneizar a mistura, sem que o
cisalhamento seja convertido em calor excessivo. O misturador de dupla pá em Z (sigma) é
mais indicado para misturas que necessitem de alta viscosidade. Este tipo de misturador,
como representado na Ilustração 22, não permite a mudança de rotação e nem a
movimentação do eixo impelidor (RODOLFO JÚNIOR, 2006).
Ilustração 22: Sigma com duas pás em Z em escala laboratorial.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
k) Desvantagens
Como neste misturador a rotação é baixa, necessita-se de um tempo maior de
homogeneização.
Um fator que pode influenciar no resultado final quanto à característica de aderência,
viscosidade e tixotropia é o tempo de mistura. O tempo ideal é aquele em que se alcança um
grau de uniformidade desejado. Para saber qual o grau de uniformidade ideal, é necessário
realizar diversos testes, com tempos diferentes e posteriormente verificar qual o tempo que
melhor atingiu o grau de uniformidade (RODOLFO JÚNIOR, 2006).
2.2.2.3 Homogeneização
A homogeneização é a principal etapa do processo, portanto, cada tipo de misturador
estudados neste trabalho requer um procedimento operacional conforme descrito a seguir:
44
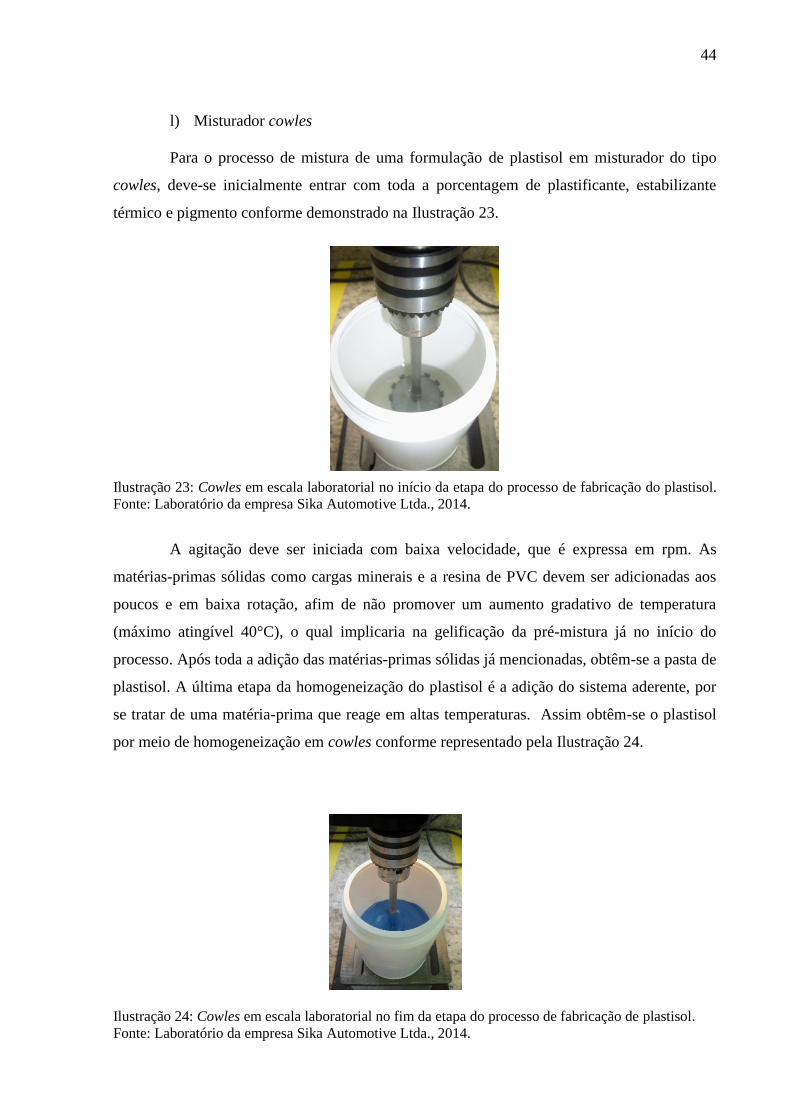
l) Misturador cowles
Para o processo de mistura de uma formulação de plastisol em misturador do tipo
cowles, deve-se inicialmente entrar com toda a porcentagem de plastificante, estabilizante
térmico e pigmento conforme demonstrado na Ilustração 23.
Ilustração 23: Cowles em escala laboratorial no início da etapa do processo de fabricação do plastisol.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
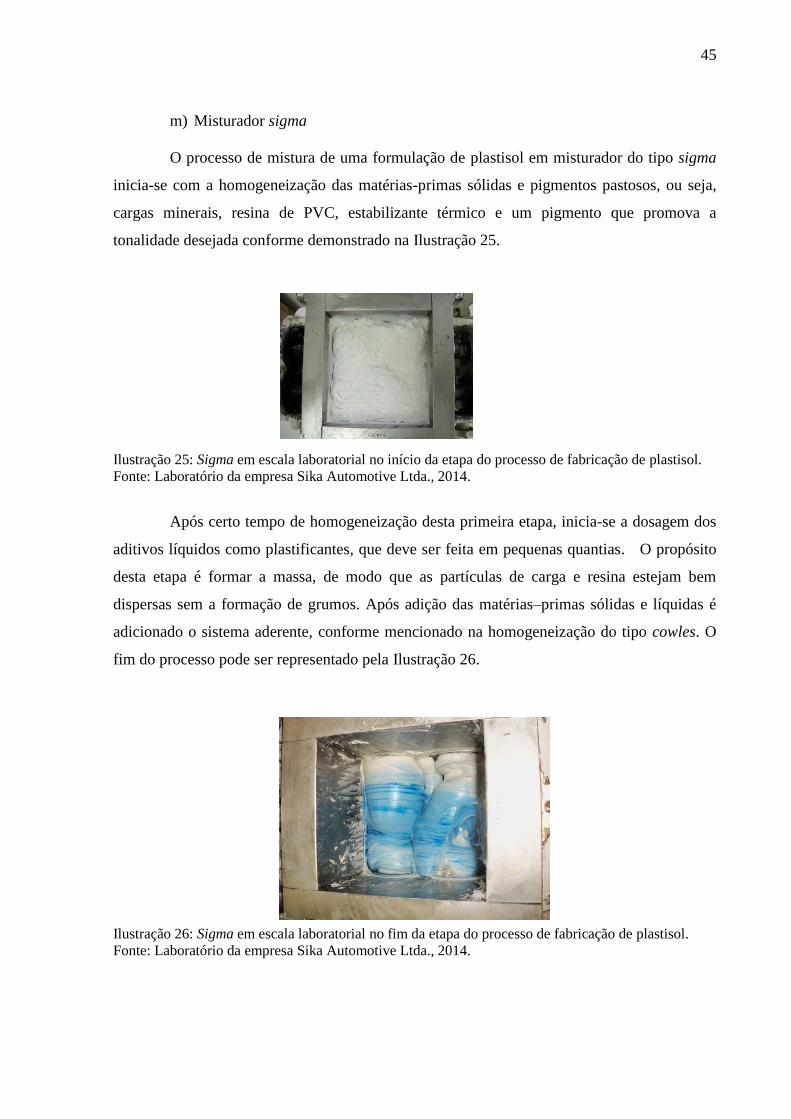
A agitação deve ser iniciada com baixa velocidade, que é expressa em rpm. As
matérias-primas sólidas como cargas minerais e a resina de PVC devem ser adicionadas aos
poucos e em baixa rotação, afim de não promover um aumento gradativo de temperatura
(máximo atingível 40°C), o qual implicaria na gelificação da pré-mistura já no início do
processo. Após toda a adição das matérias-primas sólidas já mencionadas, obtêm-se a pasta de
plastisol. A última etapa da homogeneização do plastisol é a adição do sistema aderente, por
se tratar de uma matéria-prima que reage em altas temperaturas. Assim obtêm-se o plastisol
por meio de homogeneização em cowles conforme representado pela Ilustração 24.
Ilustração 24: Cowles em escala laboratorial no fim da etapa do processo de fabricação de plastisol.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
45
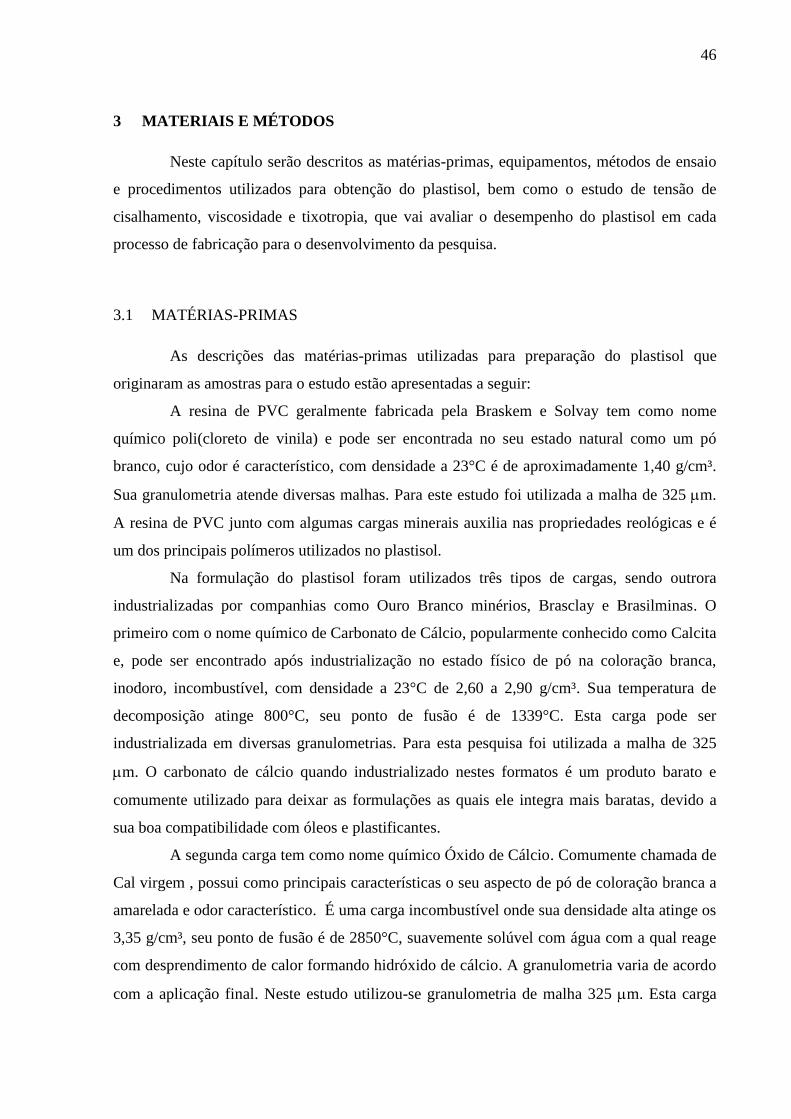
m) Misturador sigma
O processo de mistura de uma formulação de plastisol em misturador do tipo sigma
inicia-se com a homogeneização das matérias-primas sólidas e pigmentos pastosos, ou seja,
cargas minerais, resina de PVC, estabilizante térmico e um pigmento que promova a
tonalidade desejada conforme demonstrado na Ilustração 25.
Ilustração 25: Sigma em escala laboratorial no início da etapa do processo de fabricação de plastisol.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
Após certo tempo de homogeneização desta primeira etapa, inicia-se a dosagem dos
aditivos líquidos como plastificantes, que deve ser feita em pequenas quantias. O propósito
desta etapa é formar a massa, de modo que as partículas de carga e resina estejam bem
dispersas sem a formação de grumos. Após adição das matérias–primas sólidas e líquidas é
adicionado o sistema aderente, conforme mencionado na homogeneização do tipo cowles. O
fim do processo pode ser representado pela Ilustração 26.
Ilustração 26: Sigma em escala laboratorial no fim da etapa do processo de fabricação de plastisol.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
46
3 MATERIAIS E MÉTODOS
Neste capítulo serão descritos as matérias-primas, equipamentos, métodos de ensaio
e procedimentos utilizados para obtenção do plastisol, bem como o estudo de tensão de
cisalhamento, viscosidade e tixotropia, que vai avaliar o desempenho do plastisol em cada
processo de fabricação para o desenvolvimento da pesquisa.
3.1 MATÉRIAS-PRIMAS
As descrições das matérias-primas utilizadas para preparação do plastisol que
originaram as amostras para o estudo estão apresentadas a seguir:
A resina de PVC geralmente fabricada pela Braskem e Solvay tem como nome
químico poli(cloreto de vinila) e pode ser encontrada no seu estado natural como um pó
branco, cujo odor é característico, com densidade a 23°C é de aproximadamente 1,40 g/cm³.
Sua granulometria atende diversas malhas. Para este estudo foi utilizada a malha de 325 m.
A resina de PVC junto com algumas cargas minerais auxilia nas propriedades reológicas e é
um dos principais polímeros utilizados no plastisol.
Na formulação do plastisol foram utilizados três tipos de cargas, sendo outrora
industrializadas por companhias como Ouro Branco minérios, Brasclay e Brasilminas. O
primeiro com o nome químico de Carbonato de Cálcio, popularmente conhecido como Calcita
e, pode ser encontrado após industrialização no estado físico de pó na coloração branca,
inodoro, incombustível, com densidade a 23°C de 2,60 a 2,90 g/cm³. Sua temperatura de
decomposição atinge 800°C, seu ponto de fusão é de 1339°C. Esta carga pode ser
industrializada em diversas granulometrias. Para esta pesquisa foi utilizada a malha de 325
m. O carbonato de cálcio quando industrializado nestes formatos é um produto barato e
comumente utilizado para deixar as formulações as quais ele integra mais baratas, devido a
sua boa compatibilidade com óleos e plastificantes.
A segunda carga tem como nome químico Óxido de Cálcio. Comumente chamada de
Cal virgem , possui como principais características o seu aspecto de pó de coloração branca a
amarelada e odor característico. É uma carga incombustível onde sua densidade alta atinge os
3,35 g/cm³, seu ponto de fusão é de 2850°C, suavemente solúvel com água com a qual reage
com desprendimento de calor formando hidróxido de cálcio. A granulometria varia de acordo
com a aplicação final. Neste estudo utilizou-se granulometria de malha 325 m. Esta carga
47
tem como função diminuir a higroscopia do plastisol, uma vez que a resina de PVC e outras
cargas minerais são altamente higroscópicas.
A terceira carga utilizada tem como nome técnico Caulim. Na indústria química pode
encontrado como Caulinita, de acordo com seu formato de industrialização. Nesta pesquisa
utilizou-se uma Caulinita com aspecto visual de pó com coloração levemente amarelada,
inodoro. Seu pH respeita uma faixa de 5,5 a 6,0, sua densidade é de aproximadamente 1,82
g/cm³, insolúvel em água, e a granulometria selecionada para esta pesquisa foi a de malha 325
m. Esta carga fornece funções reológicas como viscosidade e tixotropia, juntamente com a
resina de PVC, porém, sem estabilizantes, pode iniciar seu processo de decomposição de
acordo com o tipo de mistura e cura adotadas.
O estabilizante utilizado é comercializado pela IMBRA e tem como nome químico
tris-nonilfenilfosfito Cálcio/Zinco e pode ser encontrado na forma líquida de incolor a
levemente amarelado, cujo odor é característico. Seu teor de Cálcio respeita uma faixa de
0,56 a 0,84%, o teor de Zinco está na faixa de 1,12 a 1,68%, a densidade a 25°C é de
aproximadamente 0,99 g/cm³, insolúvel em água e solúvel em querosene. Esta mistura
Cálcio/Zinco tem propriedades térmicas que aumentam a vida útil da resina de PVC e
plastificantes.
O plastificante utilizado nesta formulação de plastisol é fabricado pela ExxonMobil e
tem como nome químico Diisononil Ftalato, o DINP. Pode ser encontrada na forma líquida,
incolor. Sua densidade a 20°C é de aproximadamente 0,974 g/cm³. A viscosidade a 20°C é de
110 cPs, índice de refração a 20°C é de 1,486, voláteis 1h a 130°C é de 0,060%. Este
plastificante é um plastificante de baixo teor de voláteis, considerado como não perigoso. Tem
boa compatibilidade com as resinas de PVC e cargas minerais. Sua pureza pode ser estudada
por meio de cromatografia gasosa. Atua juntamente com o PVC para formação do filme
plástico do plastisol. Possui uma cadeia longa com nove carbonos, dando flexibilidade e a
possibilidade de trabalhar com temperaturas de 170°C até 210°C em uma formulação de
plastisol. Por outro lado, o plastificante interfere em algumas propriedades reológicas como
viscosidade e tixotropia. Para suavizar essa desvantagem do plastificante, os espessantes
entram com a função de fortalecer as propriedades reológicas da formulação do plastisol.
O espessante utilizado neste estudo tem como nome químico Dióxido de Silício. O
AEROSIL fabricado pela EVONIK pode ser encontrado como um pó branco, inodoro, com
faixa de pH entre 3,7 a 4,7, ponto de fusão de 1700°C e densidade a 20°C é de 2,2 g/cm³. Na
formulação do plastisol, o AEROSIL reforça o comportamento reológico do sistema sem que
48
haja alterações nas características de adesão da formulação. Sua proporção dentro da
formulação geralmente é baixa devido ao seu alto desempenho.
Na formulação do plastisol foram utilizados dois sistemas diferentes para promover
adesão. O primeiro tem como nome químico 1,3 – dihidroxi benzeno, comercialmente
conhecido como Resorcina, que atualmente é comercializado pela Plasteng e no seu estado
natural é encontrado no formato de flocos brancos a branco rosado, cujo odor é característico,
podendo atingir pontos de ebulição de 277°C, ponto de fusão é de 110°C. Esta resina quando
misturada com a resina epóxi, desenvolve grande poder de adesão em substratos metálicos
oleados ou desengraxados.
O segundo tem como nome químico Diglicidil Éter do Bisfenol A, tecnicamente
conhecida como resina epóxi, produzido pela Dow Química e pode ser encontrada na forma
líquida, transparente a amarelo claro, com baixa fluidez, inodoro. Seu ponto de ebulição é de
200°C, sua densidade a 20°C é de aproximadamente 1,16 g/cm³, sua viscosidade a 25°C
respeita uma faixa de 11500 a 13500 cPs e praticamente insolúvel em água. Junto com a
resorcina, formam um excelente sistema aderente para substratos metálicos. Devido a fácil
oxidação da resocina, as formulações precisam ser pigmentadas para não se tingirem nas
cores da oxidação.
O pigmento utilizado nesta pesquisa é fabricado pela Pro Cor e tem como nome
comercial, Pasta de Pigmento Azul e possui as seguintes características: azul, pastoso,
granulometria de no máximo 20 m e insolúvel em água.
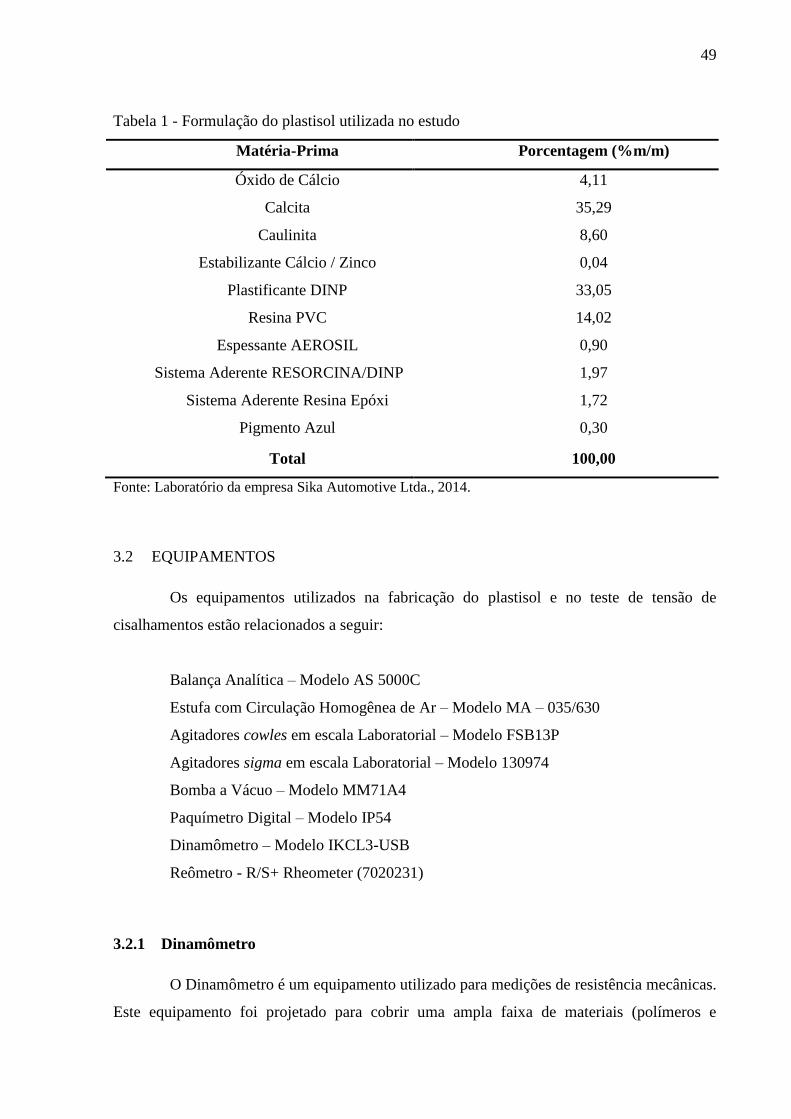
Cada matéria-prima descrita anteriormente possui uma determinada porcentagem na
formulação do plastisol, conforme a tabela 1 a seguir.
49
Tabela 1 - Formulação do plastisol utilizada no estudo
Matéria-Prima Porcentagem (%m/m)
Óxido de Cálcio 4,11
Calcita 35,29
Caulinita 8,60
Estabilizante Cálcio / Zinco 0,04
Plastificante DINP 33,05
Resina PVC 14,02
Espessante AEROSIL 0,90
Sistema Aderente RESORCINA/DINP 1,97
Sistema Aderente Resina Epóxi 1,72
Pigmento Azul 0,30
Total 100,00
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
3.2 EQUIPAMENTOS
Os equipamentos utilizados na fabricação do plastisol e no teste de tensão de
cisalhamentos estão relacionados a seguir:
Balança Analítica – Modelo AS 5000C
Estufa com Circulação Homogênea de Ar – Modelo MA – 035/630
Agitadores cowles em escala Laboratorial – Modelo FSB13P
Agitadores sigma em escala Laboratorial – Modelo 130974
Bomba a Vácuo – Modelo MM71A4
Paquímetro Digital – Modelo IP54
Dinamômetro – Modelo IKCL3-USB
Reômetro - R/S+ Rheometer (7020231)
3.2.1 Dinamômetro
O Dinamômetro é um equipamento utilizado para medições de resistência mecânicas.
Este equipamento foi projetado para cobrir uma ampla faixa de materiais (polímeros e
50
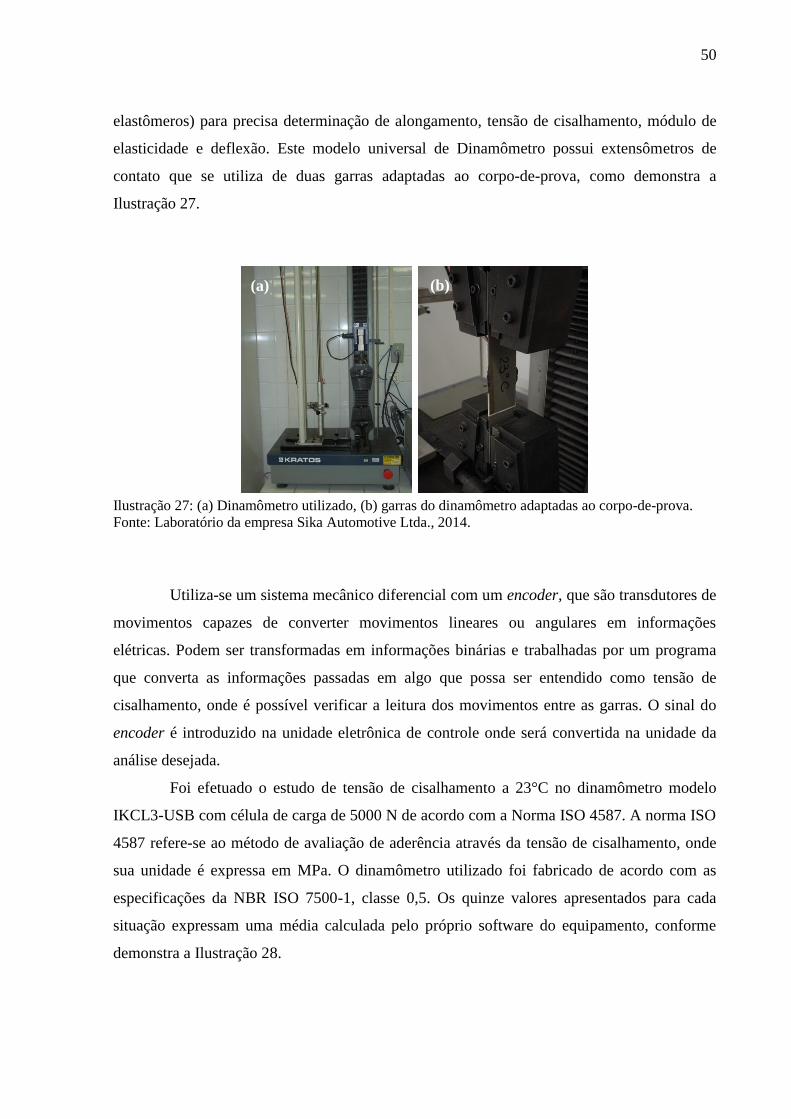
elastômeros) para precisa determinação de alongamento, tensão de cisalhamento, módulo de
elasticidade e deflexão. Este modelo universal de Dinamômetro possui extensômetros de
contato que se utiliza de duas garras adaptadas ao corpo-de-prova, como demonstra a
Ilustração 27.
Ilustração 27: (a) Dinamômetro utilizado, (b) garras do dinamômetro adaptadas ao corpo-de-prova.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
Utiliza-se um sistema mecânico diferencial com um encoder, que são transdutores de
movimentos capazes de converter movimentos lineares ou angulares em informações
elétricas. Podem ser transformadas em informações binárias e trabalhadas por um programa
que converta as informações passadas em algo que possa ser entendido como tensão de
cisalhamento, onde é possível verificar a leitura dos movimentos entre as garras. O sinal do
encoder é introduzido na unidade eletrônica de controle onde será convertida na unidade da
análise desejada.
Foi efetuado o estudo de tensão de cisalhamento a 23°C no dinamômetro modelo
IKCL3-USB com célula de carga de 5000 N de acordo com a Norma ISO 4587. A norma ISO
4587 refere-se ao método de avaliação de aderência através da tensão de cisalhamento, onde
sua unidade é expressa em MPa. O dinamômetro utilizado foi fabricado de acordo com as
especificações da NBR ISO 7500-1, classe 0,5. Os quinze valores apresentados para cada
situação expressam uma média calculada pelo próprio software do equipamento, conforme
demonstra a Ilustração 28.
(b)
(a)
51
Ilustração 28: Software utilizado para os cálculos de tensão de cisalhamento.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
3.2.2 Reômetro
O reômetro é um equipamento desenvolvido para fazer estudos de reológicos em
fluidos newtonianos e não newtonianos. Através dele é possível medir diversas propriedades
reológicas como índice de tixotropia, viscosidade Mooney, taxa de cisalhamento, tensão ao
cisalhamento, entre outras propriedades. A Ilustração 29 apresenta um rêometro Brookfield
R/S comumente usado.
Ilustração 29: Reômetro Brookfield R/S usado em estudos reológicos de fluidos newtonianos e não
newtonianos.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
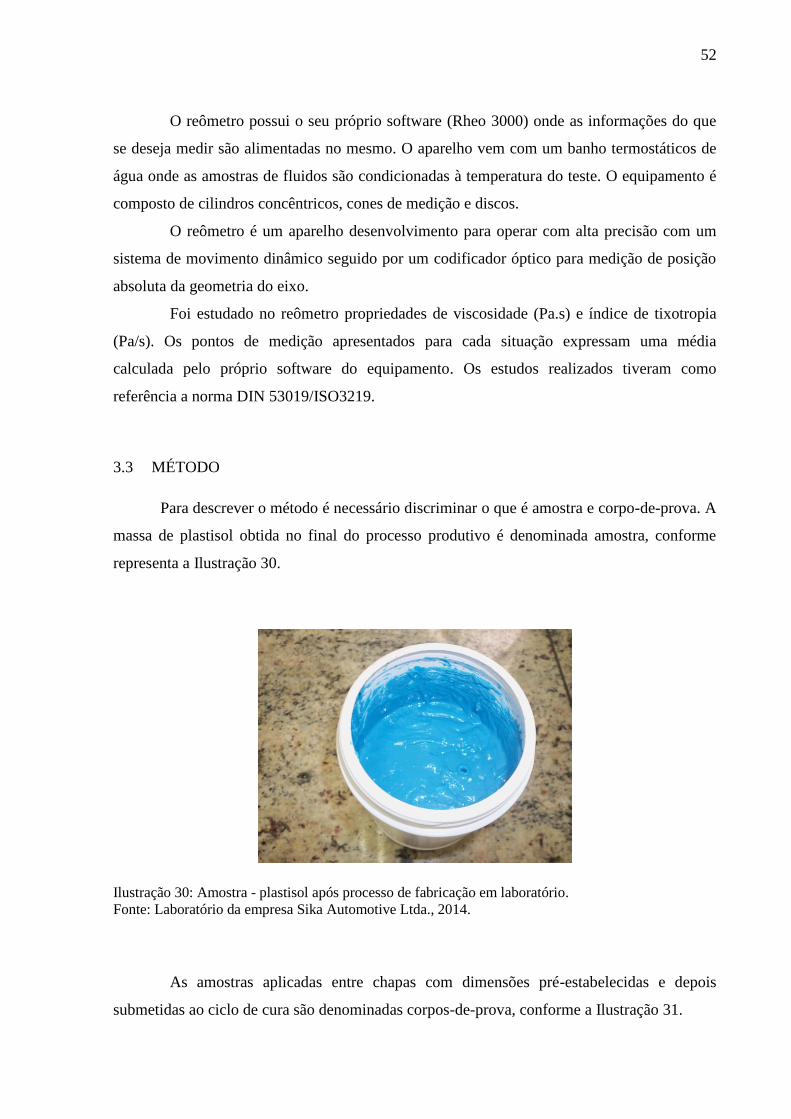
52
O reômetro possui o seu próprio software (Rheo 3000) onde as informações do que
se deseja medir são alimentadas no mesmo. O aparelho vem com um banho termostáticos de
água onde as amostras de fluidos são condicionadas à temperatura do teste. O equipamento é
composto de cilindros concêntricos, cones de medição e discos.
O reômetro é um aparelho desenvolvimento para operar com alta precisão com um
sistema de movimento dinâmico seguido por um codificador óptico para medição de posição
absoluta da geometria do eixo.
Foi estudado no reômetro propriedades de viscosidade (Pa.s) e índice de tixotropia
(Pa/s). Os pontos de medição apresentados para cada situação expressam uma média
calculada pelo próprio software do equipamento. Os estudos realizados tiveram como
referência a norma DIN 53019/ISO3219.
3.3 MÉTODO
Para descrever o método é necessário discriminar o que é amostra e corpo-de-prova. A
massa de plastisol obtida no final do processo produtivo é denominada amostra, conforme
representa a Ilustração 30.
Ilustração 30: Amostra - plastisol após processo de fabricação em laboratório.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
As amostras aplicadas entre chapas com dimensões pré-estabelecidas e depois
submetidas ao ciclo de cura são denominadas corpos-de-prova, conforme a Ilustração 31.
53
Ilustração 31: (a) Aplicação da amostra nas dimensões pré-estabelecidas antes do ciclo de cura, (b)
corpo-de-prova após o ciclo de cura.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
O método empregado nesta pesquisa foi realizado preparando-se quatro tipos de
amostras a serem estudas. A primeira amostra da obtenção do plastisol foi realizada no
misturador tipo cowles (1720 rpm) com duração normal de processo de 30 minutos.
A segunda amostra da obtenção do plastisol foi realizada no misturador tipo cowles
(1720 rpm) com duração normal de processo de 30 minutos permanecendo por mais 10
minutos de homogeneização, totalizando 40 minutos de processo.
A terceira amostra da obtenção do plastisol foi realizada no misturador tipo sigma
(60 rpm) com duração normal de processo de 30 minutos.
A quarta amostra da obtenção do plastisol foi realizada no misturador tipo sigma (60
rpm) com duração normal de processo de 30 minutos permanecendo por mais 10 minutos de
homogeneização, totalizando 40 minutos de processo.
As amostras foram feitas com variáveis para comparar as interferências que os
misturadores e o tempo de homogeneização podem apresentar no estudo de tensão de
cisalhamento, viscosidade e tixotropia.
Antes da preparação dos corpos-de-prova as quatro amostras de plastisóis de
diferentes processos de produção, foram submetidas à desaeração por 30 minutos. Logo após
a desaeração, foram confeccionados os corpos-de-prova.
(a) (b)
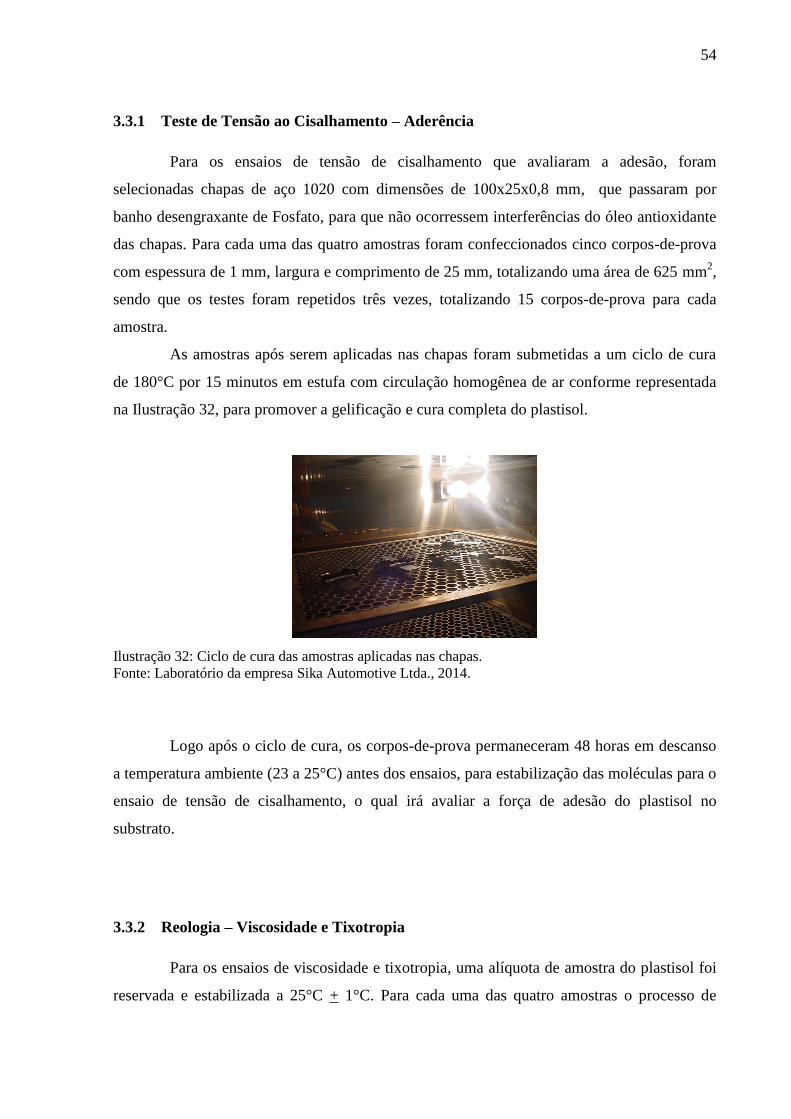
54
3.3.1 Teste de Tensão ao Cisalhamento – Aderência
Para os ensaios de tensão de cisalhamento que avaliaram a adesão, foram
selecionadas chapas de aço 1020 com dimensões de 100x25x0,8 mm, que passaram por
banho desengraxante de Fosfato, para que não ocorressem interferências do óleo antioxidante
das chapas. Para cada uma das quatro amostras foram confeccionados cinco corpos-de-prova
com espessura de 1 mm, largura e comprimento de 25 mm, totalizando uma área de 625 mm2,
sendo que os testes foram repetidos três vezes, totalizando 15 corpos-de-prova para cada
amostra.
As amostras após serem aplicadas nas chapas foram submetidas a um ciclo de cura
de 180°C por 15 minutos em estufa com circulação homogênea de ar conforme representada
na Ilustração 32, para promover a gelificação e cura completa do plastisol.
Ilustração 32: Ciclo de cura das amostras aplicadas nas chapas.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
Logo após o ciclo de cura, os corpos-de-prova permaneceram 48 horas em descanso
a temperatura ambiente (23 a 25°C) antes dos ensaios, para estabilização das moléculas para o
ensaio de tensão de cisalhamento, o qual irá avaliar a força de adesão do plastisol no
substrato.
3.3.2 Reologia – Viscosidade e Tixotropia
Para os ensaios de viscosidade e tixotropia, uma alíquota de amostra do plastisol foi
reservada e estabilizada a 25°C + 1°C. Para cada uma das quatro amostras o processo de

55
condicionamento foi o mesmo, ou seja, o banho termostático do próprio reômetro como
demostra a Ilustração 33.
Ilustração 33: Banho termostático de reômetro utilizados para condicionamento das amostras antes dos
ensaios.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
Os ensaios foram conduzidos no método cone-placa como mostra a Ilustração 34.
Por meio de diversos pontos de medição, definiu-se uma média de viscosidade e tixotropia.
Ilustração 34: (a) amostra sendo preparada para a leitura do reômetro no método cone-placa leitura; (b)
amostra durante teste de viscosidade e tixotropia no reômetro.
Fonte: Laboratório da empresa Sika Automotive Ltda., 2014.
(
a)
(
b)
(a) (b)
)
56
4 RESULTADOS E DISCUSSÕES
Nesta etapa serão discutidos os resultados do ensaio de tensão de cisalhamento,
viscosidade e tixotropia dos quatro processos de fabricação do plastisol.
Os estudos realizados neste trabalho foram feitos com os dois principais tipos de
agitadores destinados a produção de plastisol, com o intuito de verificar a eficiência na
qualidade final do produto e na área comercial.
A opção de desenvolver este estudo que envolveu os dois principais tipos de
agitadores na produção de plastisol foi baseada na possibilidade de avaliar qual apresenta o
melhor desempenho nas características de aderência, viscosidade e tixotropia, uma vez que,
essas propriedades são criticas para este tipo de material.
Os corpos-de-prova para aderência confeccionados através das quatro diferentes
amostras foram submetidos ao ensaio de tensão de cisalhamento para avaliar a adesão do
plastisol no substrato escolhido e fazer um comparativo entre os tipos de agitadores.
A amostra 1 foi preparada no misturador tipo cowles com duração de processo de 30
minutos, os resultados de aderência obtidos estão representados na tabela 2. Os resultados de
viscosidade estão representados no gráfico 2 e na tabela 3. Os resultados de tixotropia estão
representados no gráfico 3 e na tabela 4.
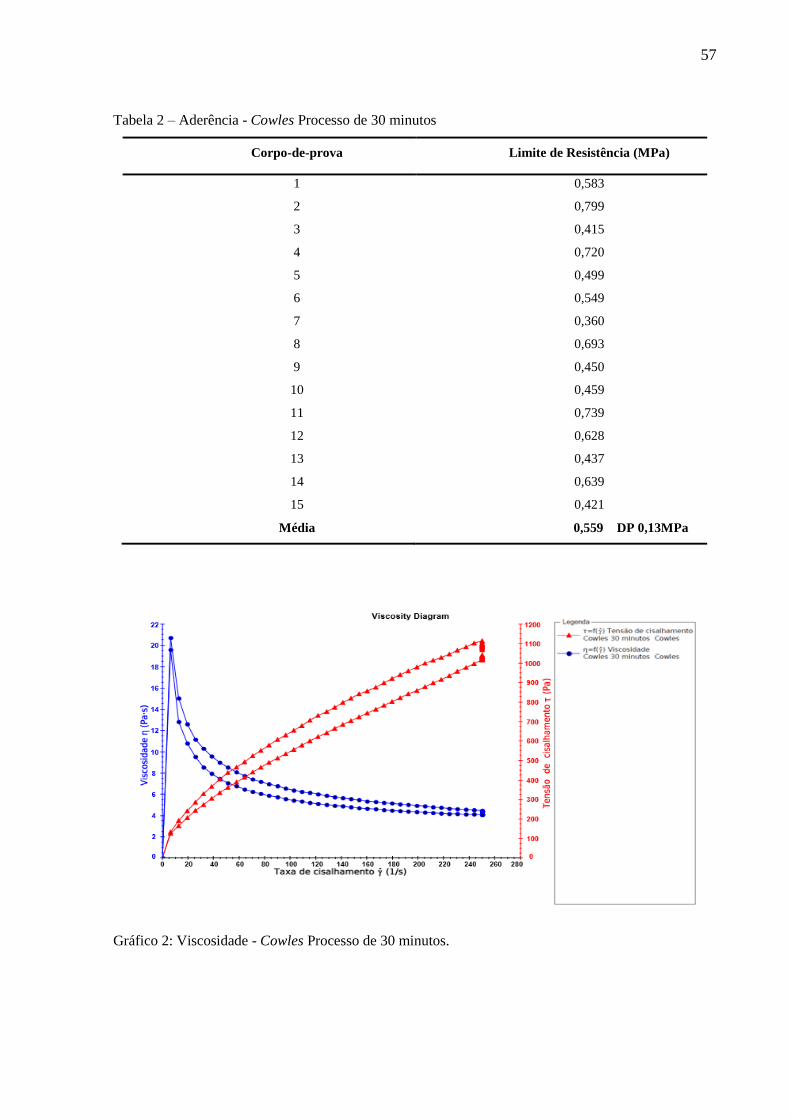
57
Tabela 2 – Aderência - Cowles Processo de 30 minutos
Corpo-de-prova Limite de Resistência (MPa)
1 0,583
2 0,799
3 0,415
4 0,720
5 0,499
6 0,549
7 0,360
8 0,693
9 0,450
10 0,459
11 0,739
12 0,628
13 0,437
14 0,639
15 0,421
Média 0,559 DP 0,13MPa
Gráfico 2: Viscosidade - Cowles Processo de 30 minutos.
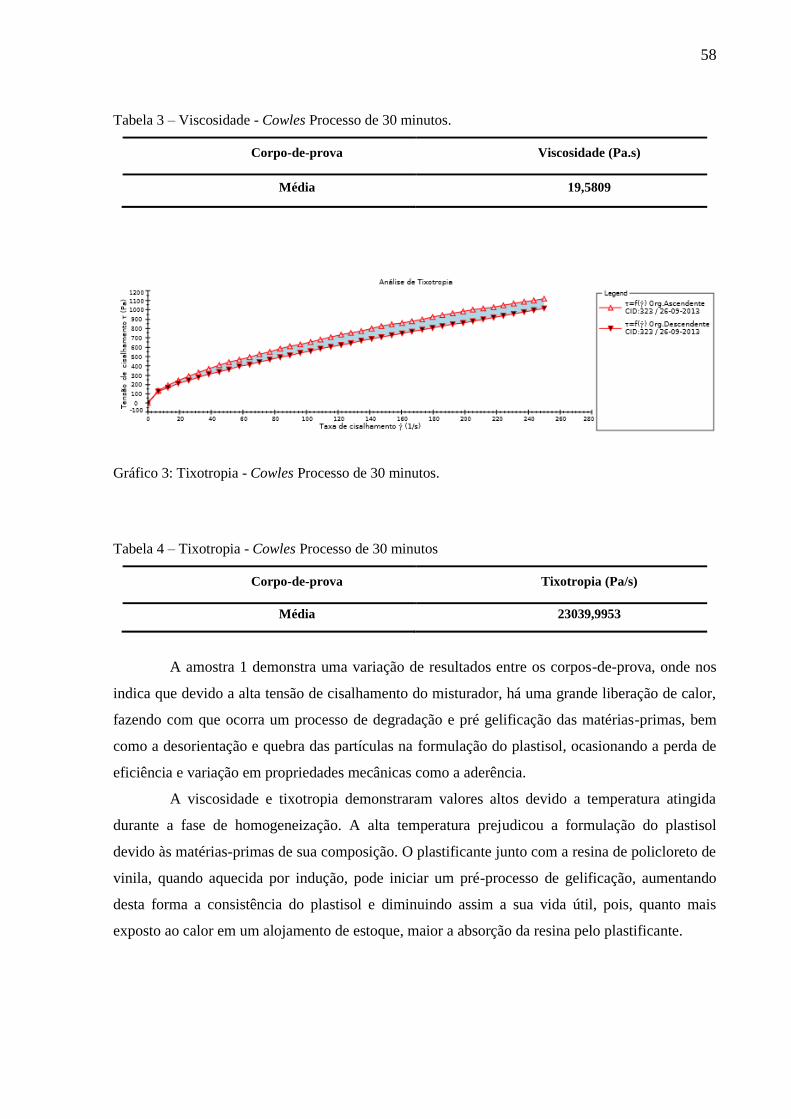
58
Tabela 3 – Viscosidade - Cowles Processo de 30 minutos.
Corpo-de-prova Viscosidade (Pa.s)
Média 19,5809
Gráfico 3: Tixotropia - Cowles Processo de 30 minutos.
Tabela 4 – Tixotropia - Cowles Processo de 30 minutos
Corpo-de-prova Tixotropia (Pa/s)
Média 23039,9953
A amostra 1 demonstra uma variação de resultados entre os corpos-de-prova, onde nos
indica que devido a alta tensão de cisalhamento do misturador, há uma grande liberação de calor,
fazendo com que ocorra um processo de degradação e pré gelificação das matérias-primas, bem
como a desorientação e quebra das partículas na formulação do plastisol, ocasionando a perda de
eficiência e variação em propriedades mecânicas como a aderência.
A viscosidade e tixotropia demonstraram valores altos devido a temperatura atingida
durante a fase de homogeneização. A alta temperatura prejudicou a formulação do plastisol
devido às matérias-primas de sua composição. O plastificante junto com a resina de policloreto de
vinila, quando aquecida por indução, pode iniciar um pré-processo de gelificação, aumentando
desta forma a consistência do plastisol e diminuindo assim a sua vida útil, pois, quanto mais
exposto ao calor em um alojamento de estoque, maior a absorção da resina pelo plastificante.
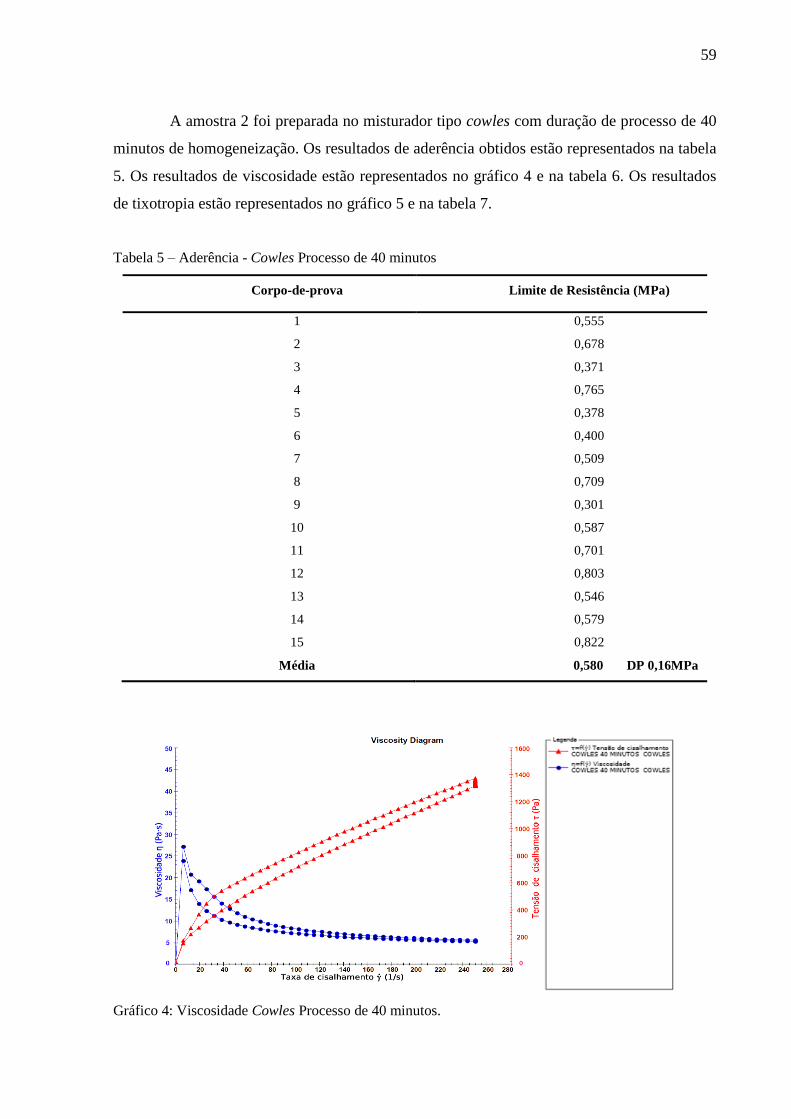
59
A amostra 2 foi preparada no misturador tipo cowles com duração de processo de 40
minutos de homogeneização. Os resultados de aderência obtidos estão representados na tabela
5. Os resultados de viscosidade estão representados no gráfico 4 e na tabela 6. Os resultados
de tixotropia estão representados no gráfico 5 e na tabela 7.
Tabela 5 – Aderência - Cowles Processo de 40 minutos
Corpo-de-prova Limite de Resistência (MPa)
1 0,555
2 0,678
3 0,371
4 0,765
5 0,378
6 0,400
7 0,509
8 0,709
9 0,301
10 0,587
11 0,701
12 0,803
13 0,546
14 0,579
15 0,822
Média 0,580 DP 0,16MPa
Gráfico 4: Viscosidade Cowles Processo de 40 minutos.
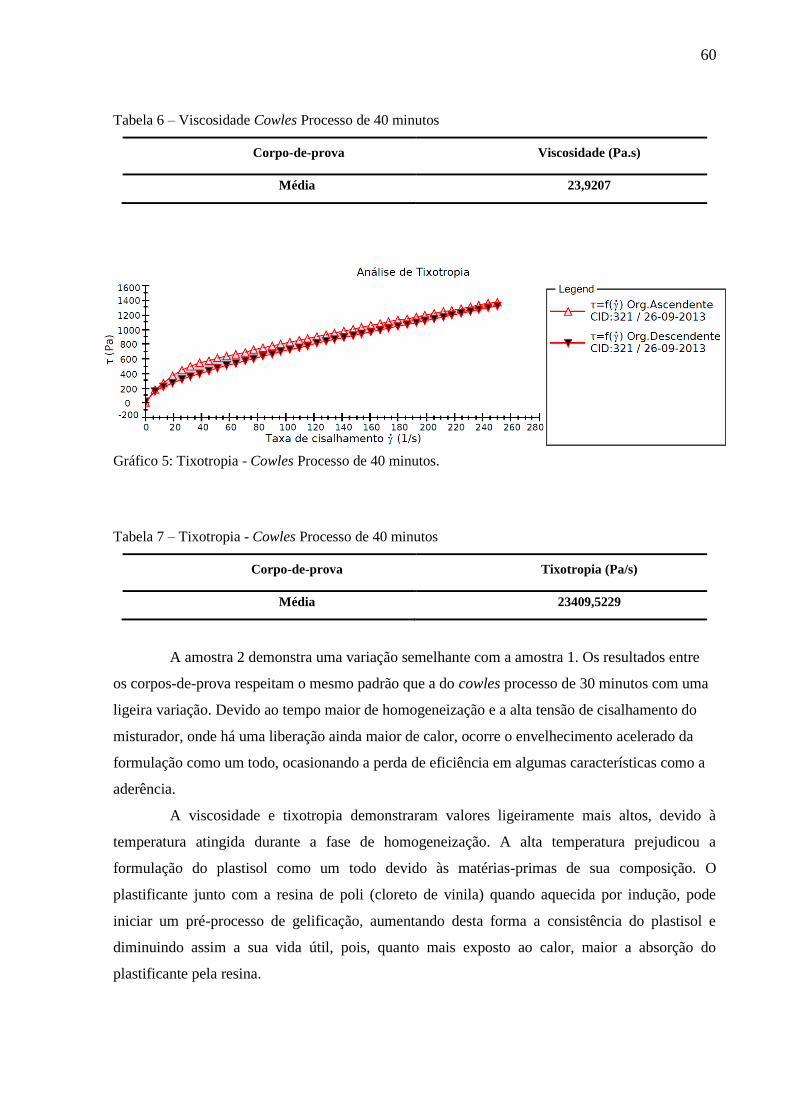
60
Tabela 6 – Viscosidade Cowles Processo de 40 minutos
Corpo-de-prova Viscosidade (Pa.s)
Média 23,9207
Gráfico 5: Tixotropia - Cowles Processo de 40 minutos.
Tabela 7 – Tixotropia - Cowles Processo de 40 minutos
Corpo-de-prova Tixotropia (Pa/s)
Média 23409,5229
A amostra 2 demonstra uma variação semelhante com a amostra 1. Os resultados entre
os corpos-de-prova respeitam o mesmo padrão que a do cowles processo de 30 minutos com uma
ligeira variação. Devido ao tempo maior de homogeneização e a alta tensão de cisalhamento do
misturador, onde há uma liberação ainda maior de calor, ocorre o envelhecimento acelerado da
formulação como um todo, ocasionando a perda de eficiência em algumas características como a
aderência.
A viscosidade e tixotropia demonstraram valores ligeiramente mais altos, devido à
temperatura atingida durante a fase de homogeneização. A alta temperatura prejudicou a
formulação do plastisol como um todo devido às matérias-primas de sua composição. O
plastificante junto com a resina de poli (cloreto de vinila) quando aquecida por indução, pode
iniciar um pré-processo de gelificação, aumentando desta forma a consistência do plastisol e
diminuindo assim a sua vida útil, pois, quanto mais exposto ao calor, maior a absorção do
plastificante pela resina.
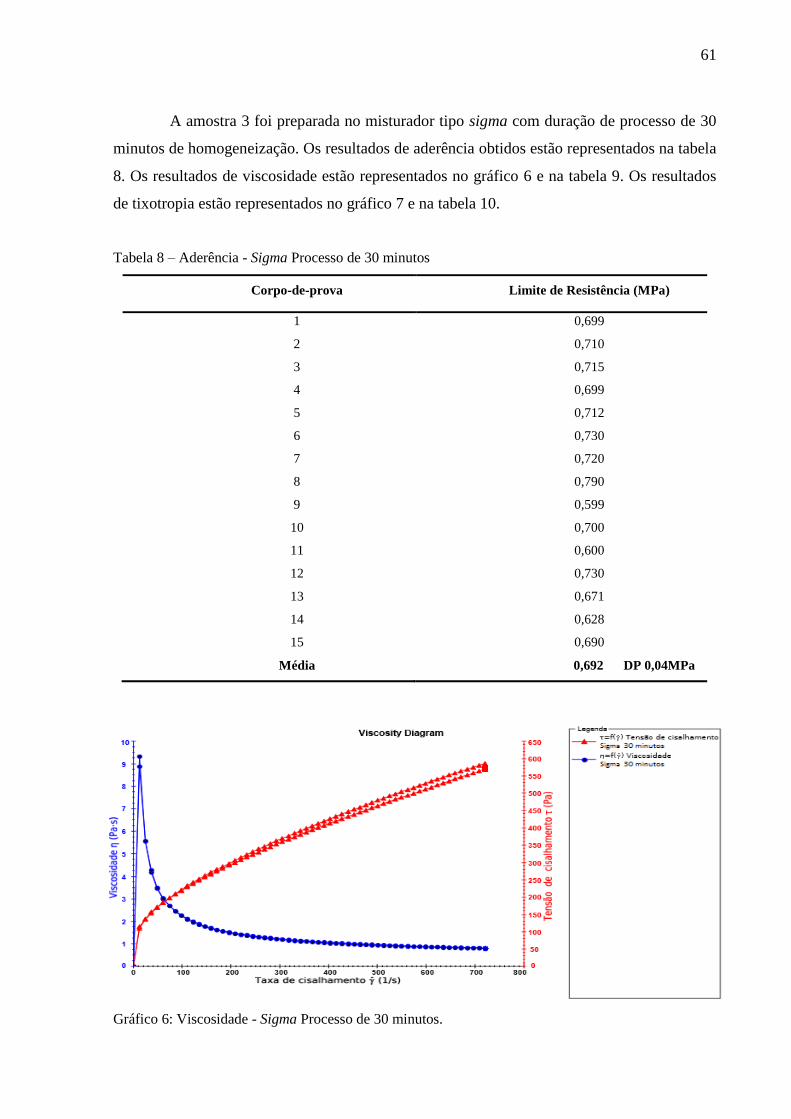
61
A amostra 3 foi preparada no misturador tipo sigma com duração de processo de 30
minutos de homogeneização. Os resultados de aderência obtidos estão representados na tabela
8. Os resultados de viscosidade estão representados no gráfico 6 e na tabela 9. Os resultados
de tixotropia estão representados no gráfico 7 e na tabela 10.
Tabela 8 – Aderência - Sigma Processo de 30 minutos
Corpo-de-prova Limite de Resistência (MPa)
1 0,699
2 0,710
3 0,715
4 0,699
5 0,712
6 0,730
7 0,720
8 0,790
9 0,599
10 0,700
11 0,600
12 0,730
13 0,671
14 0,628
15 0,690
Média 0,692 DP 0,04MPa
Gráfico 6: Viscosidade - Sigma Processo de 30 minutos.
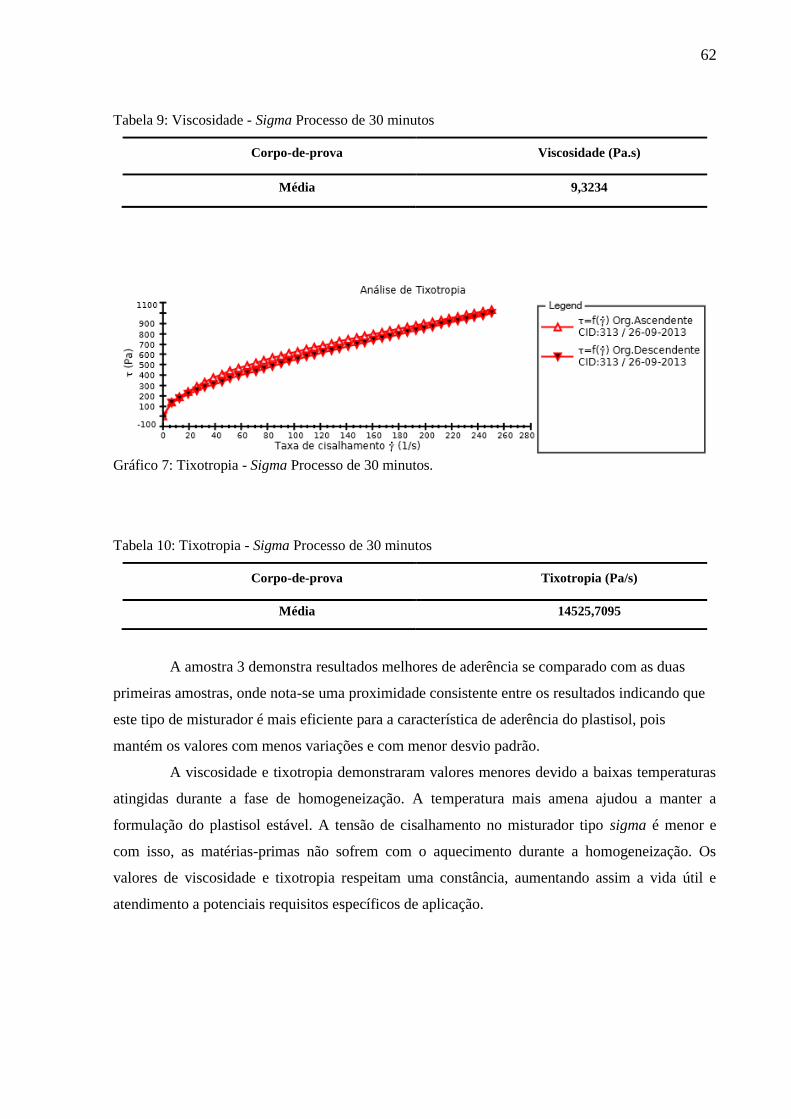
62
Tabela 9: Viscosidade - Sigma Processo de 30 minutos
Corpo-de-prova Viscosidade (Pa.s)
Média 9,3234
Gráfico 7: Tixotropia - Sigma Processo de 30 minutos.
Tabela 10: Tixotropia - Sigma Processo de 30 minutos
Corpo-de-prova Tixotropia (Pa/s)
Média 14525,7095
A amostra 3 demonstra resultados melhores de aderência se comparado com as duas
primeiras amostras, onde nota-se uma proximidade consistente entre os resultados indicando que
este tipo de misturador é mais eficiente para a característica de aderência do plastisol, pois
mantém os valores com menos variações e com menor desvio padrão.
A viscosidade e tixotropia demonstraram valores menores devido a baixas temperaturas
atingidas durante a fase de homogeneização. A temperatura mais amena ajudou a manter a
formulação do plastisol estável. A tensão de cisalhamento no misturador tipo sigma é menor e
com isso, as matérias-primas não sofrem com o aquecimento durante a homogeneização. Os
valores de viscosidade e tixotropia respeitam uma constância, aumentando assim a vida útil e
atendimento a potenciais requisitos específicos de aplicação.
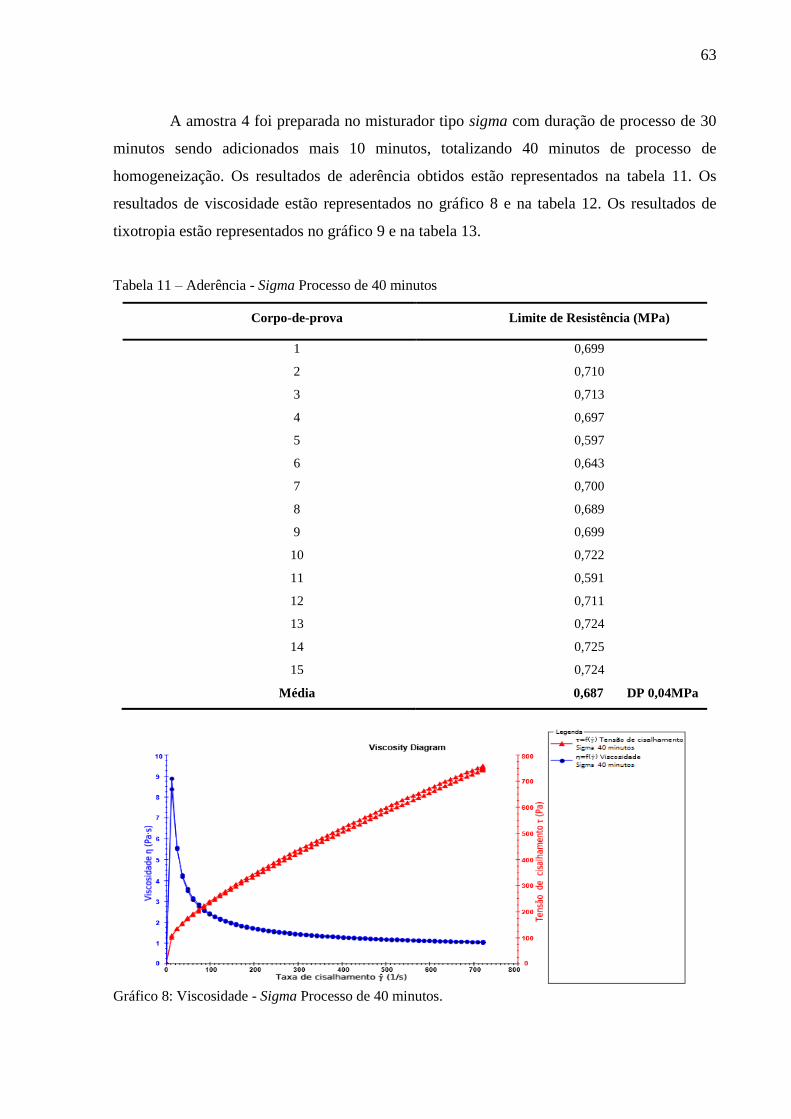
63
A amostra 4 foi preparada no misturador tipo sigma com duração de processo de 30
minutos sendo adicionados mais 10 minutos, totalizando 40 minutos de processo de
homogeneização. Os resultados de aderência obtidos estão representados na tabela 11. Os
resultados de viscosidade estão representados no gráfico 8 e na tabela 12. Os resultados de
tixotropia estão representados no gráfico 9 e na tabela 13.
Tabela 11 – Aderência - Sigma Processo de 40 minutos
Corpo-de-prova Limite de Resistência (MPa)
1 0,699
2 0,710
3 0,713
4 0,697
5 0,597
6 0,643
7 0,700
8 0,689
9 0,699
10 0,722
11 0,591
12 0,711
13 0,724
14 0,725
15 0,724
Média 0,687 DP 0,04MPa
Gráfico 8: Viscosidade - Sigma Processo de 40 minutos.
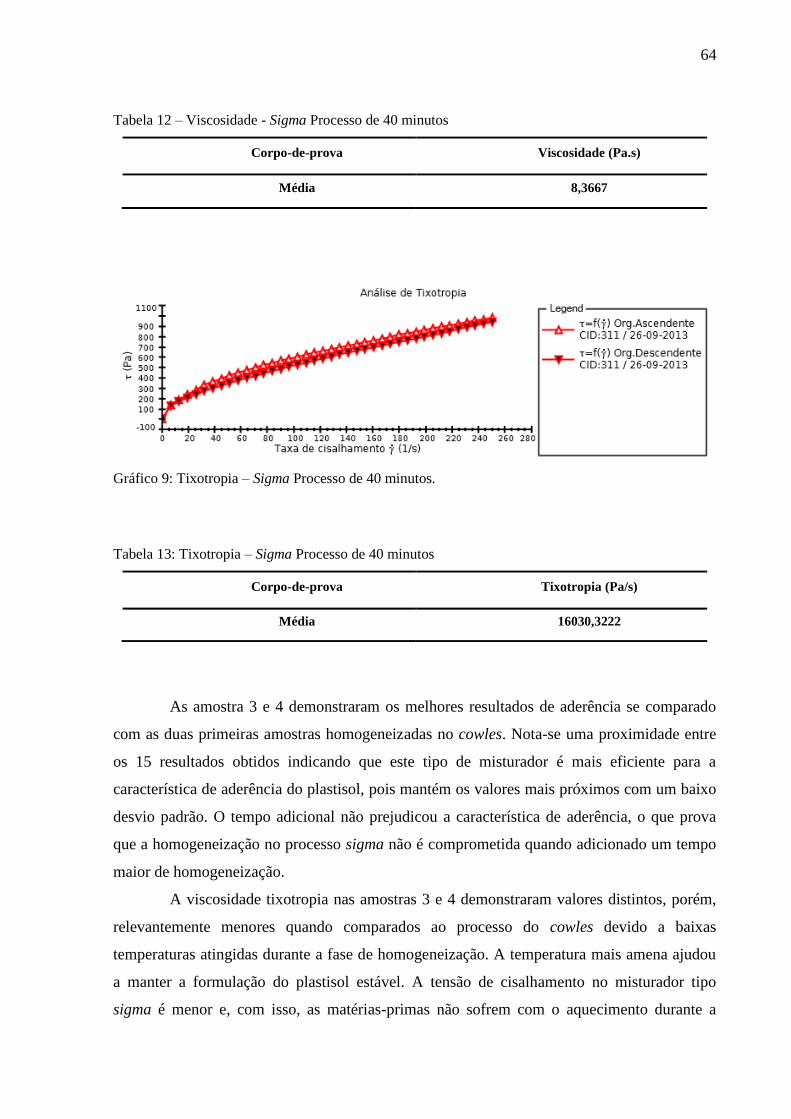
64
Tabela 12 – Viscosidade - Sigma Processo de 40 minutos
Corpo-de-prova Viscosidade (Pa.s)
Média 8,3667
Gráfico 9: Tixotropia – Sigma Processo de 40 minutos.
Tabela 13: Tixotropia – Sigma Processo de 40 minutos
Corpo-de-prova Tixotropia (Pa/s)
Média 16030,3222
As amostra 3 e 4 demonstraram os melhores resultados de aderência se comparado
com as duas primeiras amostras homogeneizadas no cowles. Nota-se uma proximidade entre
os 15 resultados obtidos indicando que este tipo de misturador é mais eficiente para a
característica de aderência do plastisol, pois mantém os valores mais próximos com um baixo
desvio padrão. O tempo adicional não prejudicou a característica de aderência, o que prova
que a homogeneização no processo sigma não é comprometida quando adicionado um tempo
maior de homogeneização.
A viscosidade tixotropia nas amostras 3 e 4 demonstraram valores distintos, porém,
relevantemente menores quando comparados ao processo do cowles devido a baixas
temperaturas atingidas durante a fase de homogeneização. A temperatura mais amena ajudou
a manter a formulação do plastisol estável. A tensão de cisalhamento no misturador tipo
sigma é menor e, com isso, as matérias-primas não sofrem com o aquecimento durante a
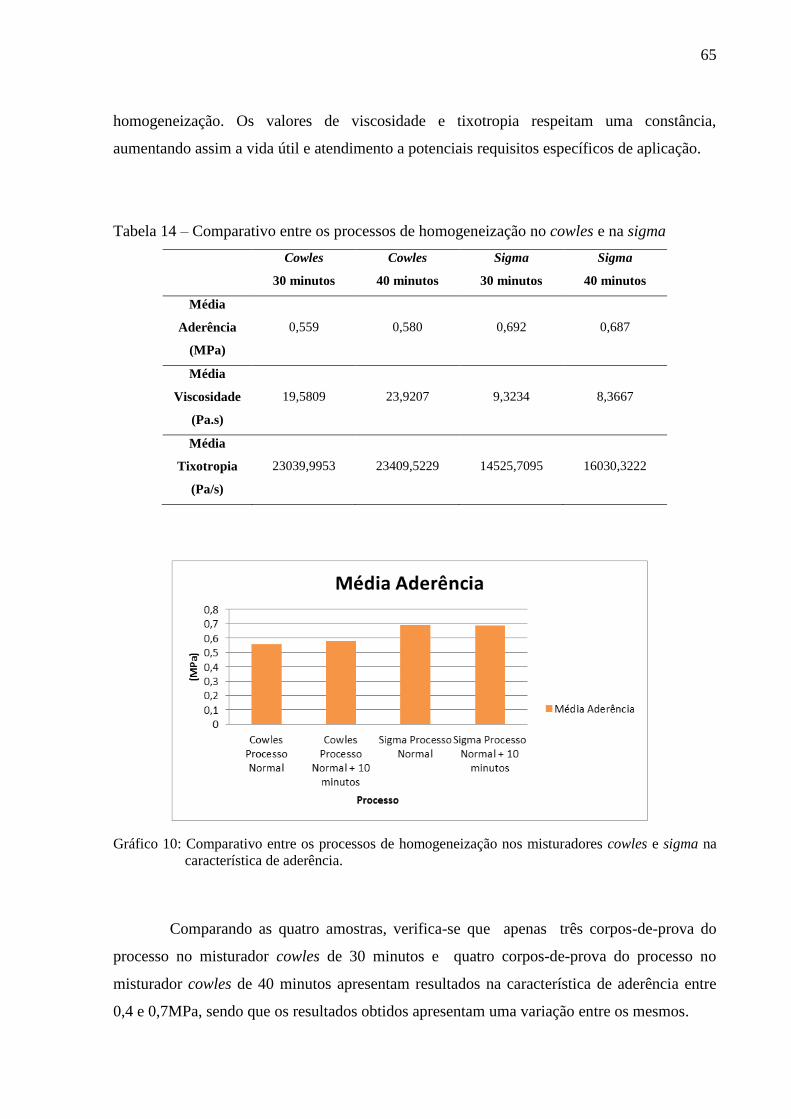
65
homogeneização. Os valores de viscosidade e tixotropia respeitam uma constância,
aumentando assim a vida útil e atendimento a potenciais requisitos específicos de aplicação.
Tabela 14 – Comparativo entre os processos de homogeneização no cowles e na sigma
Cowles
30 minutos
Cowles
40 minutos
Sigma
30 minutos
Sigma
40 minutos
Média
Aderência
(MPa)
0,559 0,580 0,692 0,687
Média
Viscosidade
(Pa.s)
19,5809 23,9207 9,3234 8,3667
Média
Tixotropia
(Pa/s)
23039,9953 23409,5229 14525,7095 16030,3222
Gráfico 10: Comparativo entre os processos de homogeneização nos misturadores cowles e sigma na
característica de aderência.
Comparando as quatro amostras, verifica-se que apenas três corpos-de-prova do
processo no misturador cowles de 30 minutos e quatro corpos-de-prova do processo no
misturador cowles de 40 minutos apresentam resultados na característica de aderência entre
0,4 e 0,7MPa, sendo que os resultados obtidos apresentam uma variação entre os mesmos.
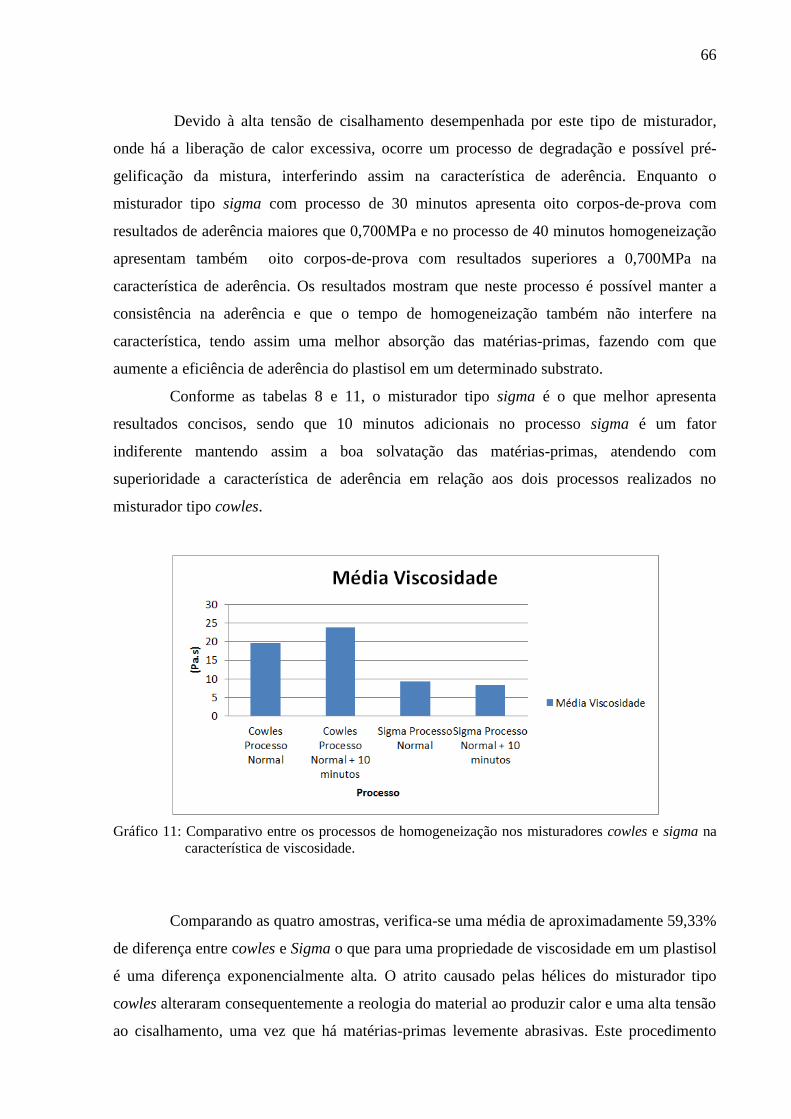
66
Devido à alta tensão de cisalhamento desempenhada por este tipo de misturador,
onde há a liberação de calor excessiva, ocorre um processo de degradação e possível pré-
gelificação da mistura, interferindo assim na característica de aderência. Enquanto o
misturador tipo sigma com processo de 30 minutos apresenta oito corpos-de-prova com
resultados de aderência maiores que 0,700MPa e no processo de 40 minutos homogeneização
apresentam também oito corpos-de-prova com resultados superiores a 0,700MPa na
característica de aderência. Os resultados mostram que neste processo é possível manter a
consistência na aderência e que o tempo de homogeneização também não interfere na
característica, tendo assim uma melhor absorção das matérias-primas, fazendo com que
aumente a eficiência de aderência do plastisol em um determinado substrato.
Conforme as tabelas 8 e 11, o misturador tipo sigma é o que melhor apresenta
resultados concisos, sendo que 10 minutos adicionais no processo sigma é um fator
indiferente mantendo assim a boa solvatação das matérias-primas, atendendo com
superioridade a característica de aderência em relação aos dois processos realizados no
misturador tipo cowles.
Gráfico 11: Comparativo entre os processos de homogeneização nos misturadores cowles e sigma na
característica de viscosidade.
Comparando as quatro amostras, verifica-se uma média de aproximadamente 59,33%
de diferença entre cowles e Sigma o que para uma propriedade de viscosidade em um plastisol
é uma diferença exponencialmente alta. O atrito causado pelas hélices do misturador tipo
cowles alteraram consequentemente a reologia do material ao produzir calor e uma alta tensão
ao cisalhamento, uma vez que há matérias-primas levemente abrasivas. Este procedimento
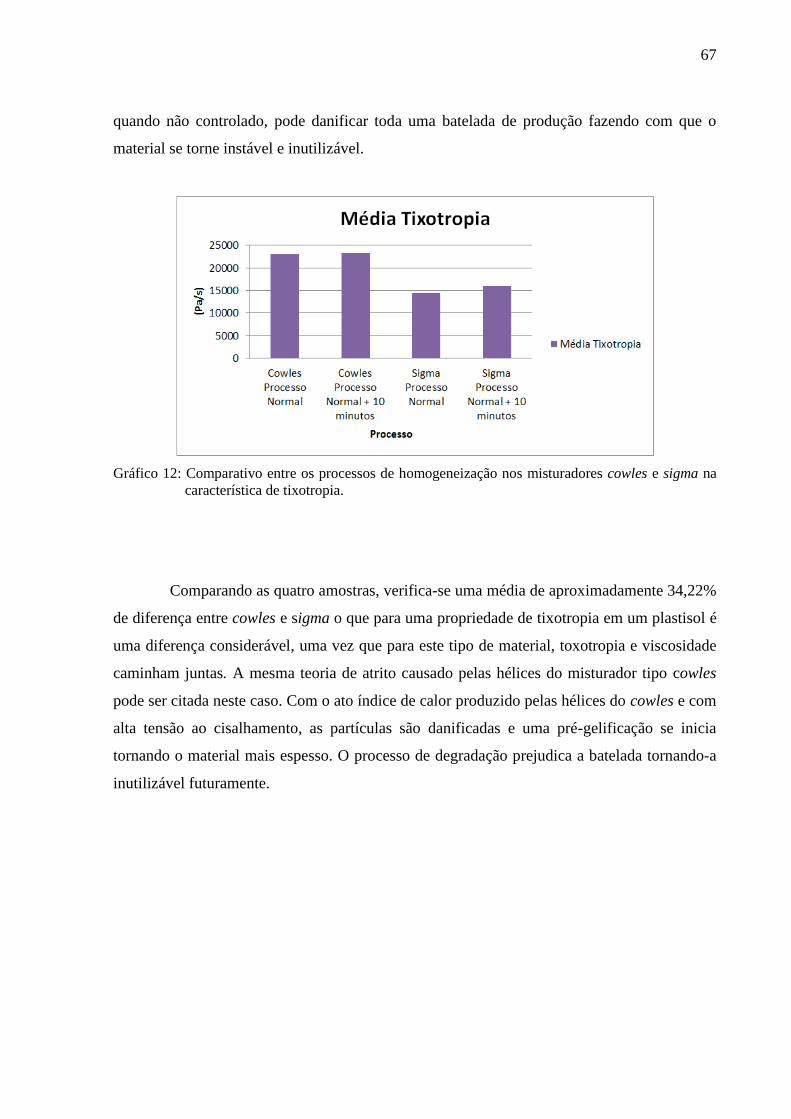
67
quando não controlado, pode danificar toda uma batelada de produção fazendo com que o
material se torne instável e inutilizável.
Gráfico 12: Comparativo entre os processos de homogeneização nos misturadores cowles e sigma na
característica de tixotropia.
Comparando as quatro amostras, verifica-se uma média de aproximadamente 34,22%
de diferença entre cowles e sigma o que para uma propriedade de tixotropia em um plastisol é
uma diferença considerável, uma vez que para este tipo de material, toxotropia e viscosidade
caminham juntas. A mesma teoria de atrito causado pelas hélices do misturador tipo cowles
pode ser citada neste caso. Com o ato índice de calor produzido pelas hélices do cowles e com
alta tensão ao cisalhamento, as partículas são danificadas e uma pré-gelificação se inicia
tornando o material mais espesso. O processo de degradação prejudica a batelada tornando-a
inutilizável futuramente.
68
5 CONCLUSÃO
É impossível afirmar com certeza qual o misturador é o melhor, pois para tal
afirmação e posterior decisão por qual misturador optar, é necessário conhecer as intenções e
objetivos destinados à aplicação do produto final.
Neste trabalho o objetivo foi estudar qual o melhor tipo de homogeneizador para a
produção do plastisol e avaliar a característica de aderência, viscosidade e tixotropia obtida
com a utilização desses dois processos. Portanto, o misturador que apresentou melhor eficácia
para atender esta propriedade do material foi o tipo sigma com os dois processos, sendo que o
que o de 40 minutos de homogeneização mostrou que não houve alterações significativas nos
resultados quanto aos do processo do cowles. A homogeneização é um fator de melhoria para
a solvatação das matérias-primas, atendendo assim com superioridade a característica de
aderência em relação aos dois tipos de processos realizados no misturador cowles.
Enquanto o misturador tipo cowles apresentou uma variação entre os resultados
obtidos, indicando que devido à alta tensão de cisalhamento desempenhada por este tipo de
misturador há uma liberação de calor excessiva, fazendo com que ocorra o envelhecimento
acelerado ou até mesmo um processo e pré-gelificação das matérias-primas do plastisol,
interferindo assim na característica de aderência, viscosidade e tixotropia.
69
6 REFERÊNCIAS
ADAMI, Vivian Sebben. Estudo da variabilidade da viscosidade na produção de lotes de
tintas – um projeto sigma. 2002. p. 44-45. Dissertação (Mestrado em Engenharia) – Escola de
Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre.
AEROSIL®
380. FISPQ – Ficha de Informação de Segurança de Produto Químico. 6 f.
Evonik Degussa GmbH Inorganic Materials, Hanau, Alemanha.
AGITADOR. Disponível em:
http//www.semcoprocessos.com.br/misturas/prodagitador.html.
Acesso em: 12 dezembro 2013.
APLICAÇÃO DO PLASTISOL. Disponível em:
http://www.colauto.com.br/produtos/pecas.shtml#. Acesso 03 dezembro 2013.
AZUL PROPAST (PASTA DE PIGMENTO AZUL). FISPQ – Ficha de Informação de
Segurança de Produto Químico. 3 f. Pro Cor Industrialização de Pigmentos, Valinhos, SP.
BRETAS, R. E.; D´AVILA, M. A.; “Reologia de polímeros fundidos”, São Carlos, UFSCar,
2000.
CALCITA. FISPQ – Ficha de Informação de Segurança de Produto Químico. 4 f.
Brasilminas Indústria e Comércio, Guarulhos, SP.
CAULINITA. FISPQ – Ficha de Informação de Segurança de Produto Químico. 6 f.
Brasclay Empresa de Mineração, Tapirai, SP.
DALTIN, Décio. Introdução à reologia. 2010. p. 5. Apostila do curso de Química – Parte
integrante do curso de processos químicos, Faculdade de São Bernardo, São Paulo.
DIISONONIL FTALATO . FISPQ – Ficha de Informação de Segurança de Produto
Químico. 7 f. ExxonMobil Química, Ilha do Governador, RJ.
PRODUTOS ELEKEIROZ. Disponível em:
<http://www.elekeiroz.com.br/PT/produtos/Documents/Manual%20Completo.pdf>
Acesso em: 02 maio 2014
70
FORINI, Sérgio Henrique. Estudo da dispersão e incorporação de argilas esmecttitícas em
plastisol. 2008. 127 p. Tese (Doutorado em Engenharia) – Departamento de Engenharia
Metalúrgica e de Materiais, Escola Politécnica da Universidade de São Paulo, São Paulo.
HANDBOOK of adhesive bonding. Coatoria de Charles V. Cagle, Henry Lee, Kris Neville.
New York, N.Y: McGraw-Hill, © 1973.
HISTÓRICO DO PLASTISOL. Disponível em:
http://www.cbf-rotomoldagem.org/GENERALIDADES-DO-PROCESSO.php.
Acesso em: 12 novembro 2013.
JOAQUIM JÚNIOR, Celso Fernandes. et. al. Agitação e Mistura na Indústria. 1 ª ed. Rio de
Janeiro: LTC, 2007, 236 p.
MACOSKO. C. W. ; “Rheology Principles, Measurements and Applications”, New York,
Wiley – VCH, 1994.
MANRICH, S.; Processamento de Termoplásticos, São Paulo, Artliber, 2005.
NBR NM-ISO 7500-1:2004: Materiais metálicos – Calibração de máquinas de ensaio estático
uniaxial - Parte 1: Máquinas de ensaio de tração/compressão - Calibração do sistema de
medição da força.
NEVES, Érico Guimarães. Estudo para adesão de dispersões coloidais vinílicas em
substratos metálicos tratados. 2002. 55 p. Monografia (Conclusão do Curso de Química) –
Faculdade de Ciências Biológicas, Exatas e Experimentais; Universidade Presbiteriana
Mackenzie, São Paulo.
NORMA ISO 4587: 2003: Adhesives - Determination of tensile lap-shear strength of
rigid-to-rigid bonded assemblies.
OPERAÇÃO UNITÁRIA. Disponível em:
http://www.puccampinas.edu.br/pub/professores/ceatec/jgjardine/OPERACAOUNITARIA_
FARMACIA_2010.pdf.
Acesso em: 20 novembro 2013.
ÓXIDO DE CÁLCIO. FISPQ – Ficha de Informação de Segurança de Produto Químico. 5 f.
Cal Tiradentes, Santa Cruz de Minas, MG.
PLASTABIL AT-15. FISPQ (TRIS-NONILFENILFOSFITO) – Ficha de Informação de
Segurança de Produto Químico. Código Interno 1601. 8 f. Inbra Indústrias Químicas,
Diadema, SP.
PLASTISOL. Disponível em: http://www.chemionics.com/plastisol.html.
Acesso em: 07 fevereiro 2014.
71
POLI(CLORETO DE VINILA). FISPQ – Ficha de Informação de Segurança de Produto
Químico. 5 f. Vinnolit GmbH & Co. KG, Ismaning, Alemanha.
POLÍMEROS. São Carlos, v. 16. n.2, 2006. Disponível em:
http://www.scielo.br/scielo.php?pid=S0104-14282006000200018&script=sci_arttext.
Acesso em: 15 janeiro 2014.
RABELLO, Marcelo. Aditivação de polímeros. 1. ed. São Paulo: José Roberto Gonçalves,
2000. 242 p.
RESINA EPÓXI BISFENOL A. FISPQ – Ficha de Informação de Segurança de Produto
Químico. 7 f. America Sales Representative Indústria e Comércio, Cotia, SP.
RESORCINA (INDSPEC). FISPQ – Ficha de Informação de Segurança de Produto
Químico. Código do Produto R0004. 5 f. Rudnick Comércio de Produtos Químicos, Cotia,
SP.
RODOLFO JÚNIOR, Antonio; NUNES, Luciano Rodrigues; ORMANJI Wagner. Tecnologia
do PVC. 2. ed. ver. ampl., São Paulo: Vicente Wissenbach, 2006. 448 p.
Teoria e prática da fabricação de compostos vinílicos. Coautoria de Victor R. Struber. São
Paulo: Argus Chemical Corporation,1971, © 1968.
THERON. W. H. Informações técnicas NETZSCH processo de pré-dispersão. Santa Catarina:
NETZSCH Equipamentos de Moagem, 2006. 9 slides: color.





























