Embed Size (px)
Citation preview
Faculdade de Engenharia Mecânica
Processo de Usinagem
Professor: Marcionilio.
Acadêmicos: Egidio;
Jesus;
Paulo Sartori;
Ronaldo de Moraes Ferreira;
Valsuer;
Wagner Campos de Araújo.
Rio Verde-GO
06/2011
1
Sumário
1. Introdução ...........................................................................................02
2. Tipos de Usinagem..............................................................................03
2.1 Aplainamento.........................................................................................03
2.1.1 Furação ..............................................................................................04
2.1.1.1 Retificação ......................................................................................06
3. Processo de Usinagem Não Tradicional..............................................09
3.1 Eletroerosão...........................................................................................09
3.1.1 Eletroquímica.......................................................................................10
3.1.1.1 Laser.................................................................................................11
3.1.1.1.1 Jato Abrasivo.................................................................................13
3.1.1.1.1.1 Ultrasom......................................................................................14
3.1.1.1.1.1.1 Plasma.....................................................................................16
4. Bibliografia..............................................................................................19
2
Introdução
Diante dos muitos métodos e processos de produção disponíveis, são
muitos os profissionais da área que encontram dificuldades para discernir qual
a melhor solução para cada necessidade de produção.
As máquinas-ferramenta clássicas realizam, com muita facilidade,
movimentos retilíneos e de rotação. Combinações simples permitem obter
formas helicoidais como roscas e perfis de dentes de engrenagens.
Os processos de transformação de metais e ligas metálicas em peças
para a utilização em conjuntos mecânicos são inúmeros e variados: você pode
fundir soldar, utilizar a metalurgia em pó ou usinar o metal a fim de obter a peça
desejada. Evidentemente, vários fatores devem ser considerados quando se
escolhe um processo de fabricação. Como por exemplo:
Forma e dimensão da peça;
Material a ser empregado e suas propriedades;
Quantidade de peças a serem produzidas;
Tolerâncias e acabamento superficial requerido;
Custo total do processamento.
Uns dos processos de Usinagem convencional são:
Aplainamento;
Furação;
Retificação.
Uns dos processos de Usinagem não tradicionais são:
Eletroerosão;
Eletroquímica;
Laser;
Jato Abrasivo;
Ultrasom;
Plasma.
3
Tipos de Usinagem
Aplainamento
Processo destinado a obter superfícies regradas, geradas por um
movimento retilíneo alternativo da peça ou da ferramenta. Por ser horizontal ou
vertical. Classificado em aplainamento de desbaste e aplainamento de
acabamento.
Fig. Tipos de Aplainamento.
4

Furação
Processo de usinagem destinado a obter um furo geralmente cilíndrico
numa peça. Para tanto a ferramenta ou a peça se desloca coincidente ou
paralela ao eixo principal da Máquina.
Divide-se em:
Furação em cheio: Para obter um furo cilíndrico numa peça.
Fig. - Furação em cheio.
Furação escalonada: Para obter um furo com dois ou mais
diâmetros, simultaneamente.
Fig. - Furação escalonada.
Escareamento: Para obter abertura de um furo cilíndrico numa
peça pré-furada.
Fig. - Furação Escareamento.
5

Furação de centros: Para obter um furo de centro, visando uma
operação posterior na peça.
Fig. - Furação de centros.
Trepanação: Onde apenas uma parte de material compreendido
no volume do furo final é reduzida a cavaco, permanecendo um
núcleo maciço.
Fig. - Furação Trepanação.
Retificação
É um processo de usinagem por abrasão. A ferramenta gira e a peça ou a
ferramenta desloca-se segundo uma trajetória determinada, podendo a peça
girar ou não. A retificação pode ser tangencial ou frontal.
Tangencial – Processo executado com a superfície de revolução
da ferramenta.
Retificação cilíndrica: Processo de retificação tangencial no qual
a superfície a ser trabalhada é cilíndrica.
6
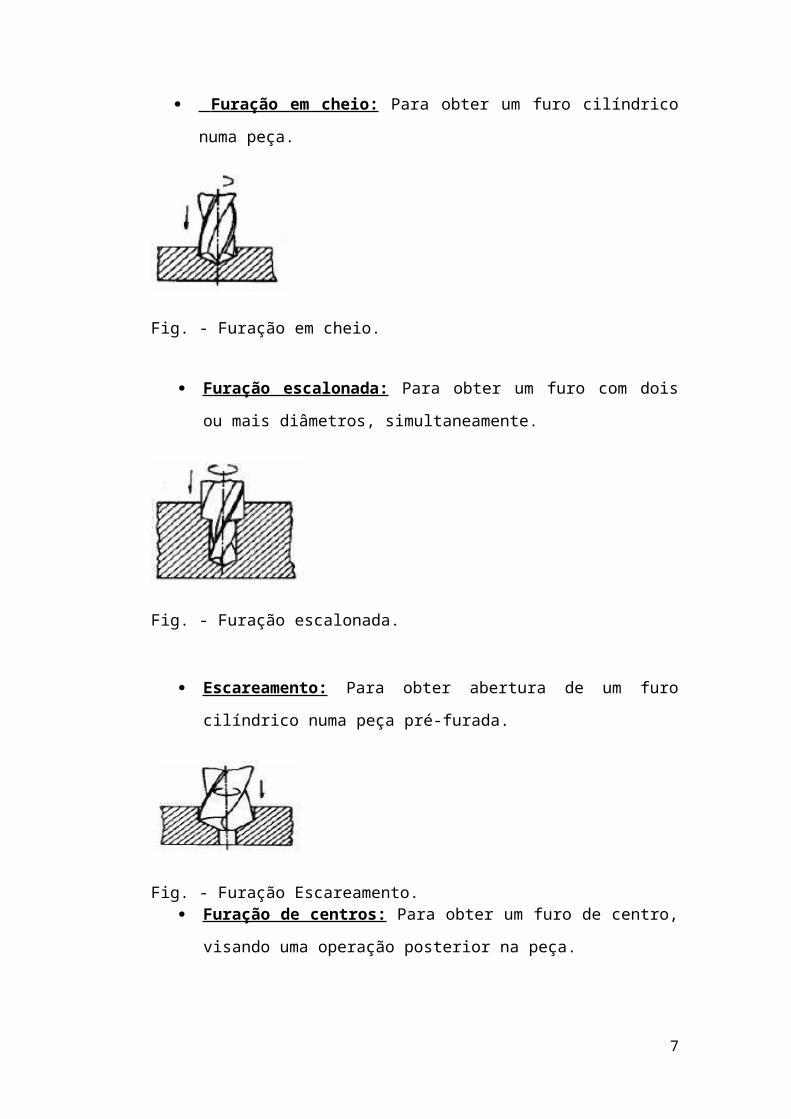
Fig. - Retificação cilíndrica externa e interna com avanço longitudinal.
Quanto ao avanço pode ser com avanço longitudinal da peça, com
avanço radial do rebolo, com avanço circular do rebolo ou com o avanço
longitudinal do rebôlo.
Retificação cônica : Processo no qual a superfície usinada é uma
superfície cônica. Esta superfície pode ser interna ou externa.
Quanto ao avanço pode ser com avanço longitudinal da peça, com
avanço radial do rebôlo, com avanço circular do rebôlo ou com o
avanço longitudinal do rebôlo.
Fig. - Retificação cônica externa com avanço longitudinal.
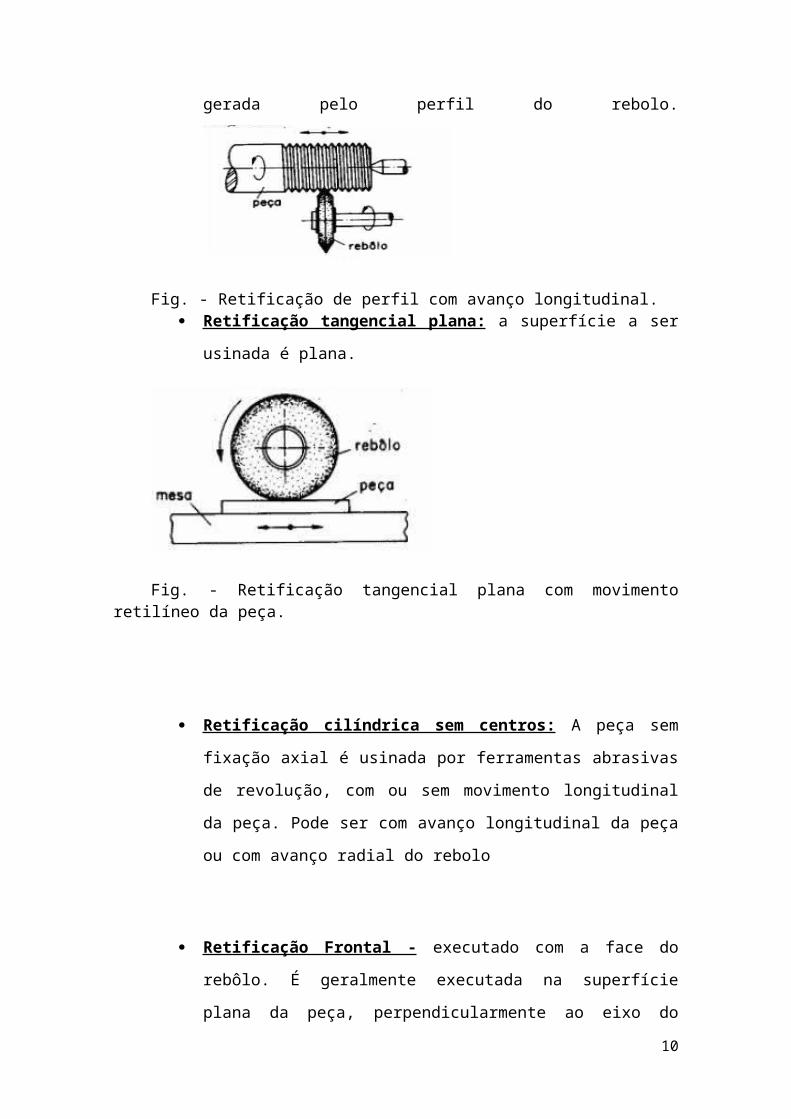
Retificação de perfis: Processo no qual a superfície a ser
usinada é uma espécie qualquer gerada pelo perfil do rebolo.
Fig. - Retificação de perfil com avanço longitudinal.
7

Retificação tangencial plana: a superfície a ser usinada é plana.
Fig. - Retificação tangencial plana com movimento retilíneo da peça.
Retificação cilíndrica sem centros: A peça sem fixação axial é
usinada por ferramentas abrasivas de revolução, com ou sem
movimento longitudinal da peça. Pode ser com avanço longitudinal
da peça ou com avanço radial do rebolo
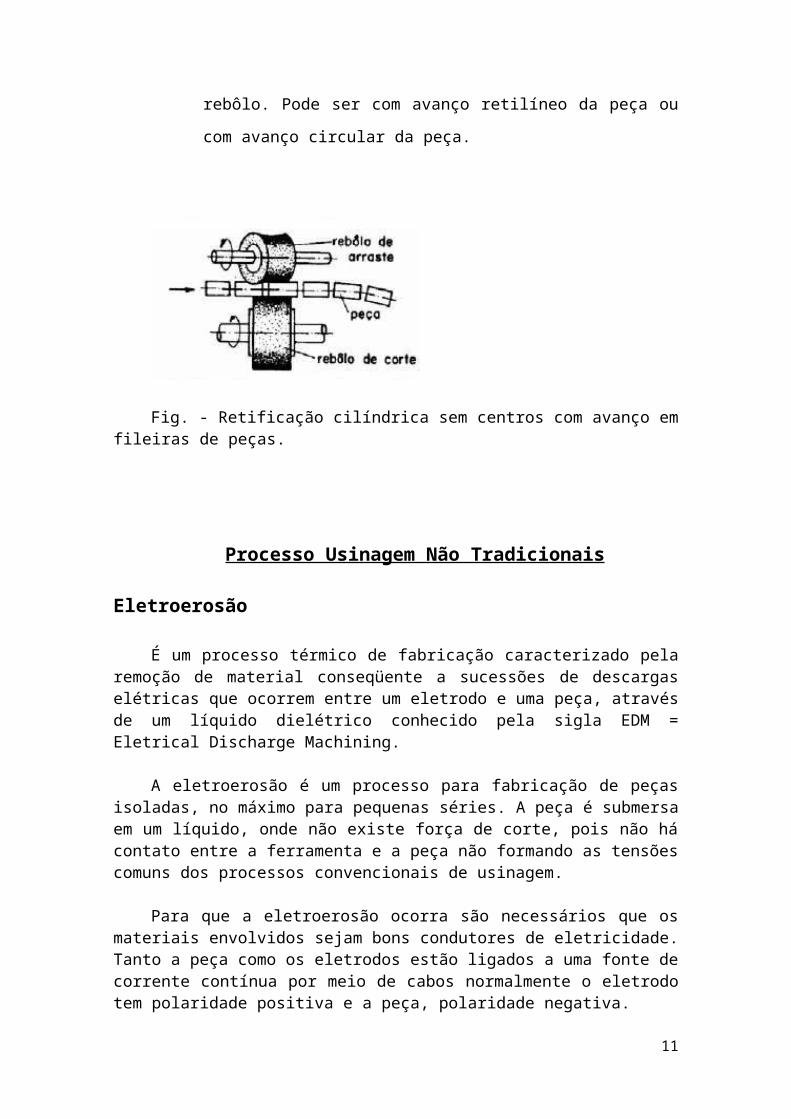
Retificação Frontal - executado com a face do rebôlo. É
geralmente executada na superfície plana da peça,
perpendicularmente ao eixo do rebôlo. Pode ser com avanço
retilíneo da peça ou com avanço circular da peça.
Fig. - Retificação cilíndrica sem centros com avanço em fileiras de peças.
8

Processo Usinagem Não Tradicionais
Eletroerosão
É um processo térmico de fabricação caracterizado pela remoção de material conseqüente a sucessões de descargas elétricas que ocorrem entre um eletrodo e uma peça, através de um líquido dielétrico conhecido pela sigla EDM = Eletrical Discharge Machining.
A eletroerosão é um processo para fabricação de peças isoladas, no máximo para pequenas séries. A peça é submersa em um líquido, onde não existe força de corte, pois não há contato entre a ferramenta e a peça não formando as tensões comuns dos processos convencionais de usinagem.
Para que a eletroerosão ocorra são necessários que os materiais envolvidos sejam bons condutores de eletricidade. Tanto a peça como os eletrodos estão ligados a uma fonte de corrente contínua por meio de cabos normalmente o eletrodo tem polaridade positiva e a peça, polaridade negativa.
Principio de Funcionamento do Processo de Eletroerosão
Dielétrico (querosene, hidrocarbonetos, água deionizada), devem possuir baixa viscosidade e alta resistividade elétrica.
- Meio para formação das descargas; - Limpeza dos resíduos da erosão; - Arrefecimento.
Polaridade (TRM x RS).
Eletrodos (Cu, Grafite, fio Cu-W).
Servo-system (gap α tensão).
Vantagens do Processo de Eletroerosão
Não existem forças de corte; Sem rebarbas; Altas relações diâmetros/espessura; Grande precisão; Cavidades complexas produzidas em uma operação; Independe da dureza do material.
Limitações do Processo de Eletroerosão
Baixa taxa de remoção de material; Existe o desgaste da ferramenta; Usina somente materiais condutores de eletricidade;
9
Produz camada refundida e zona afetada pelo calor; Eletrodos complexos podem requerem grandes tempos de fabricação; Baixa flexibilidade.
Eletroquímica
Usinagem eletroquímica é um processo não tradicional muito utilizado na
usinagem de materiais de altíssima dureza e de difícil usinagem, onde a
aplicação dos processos tradicionais não é adequada.
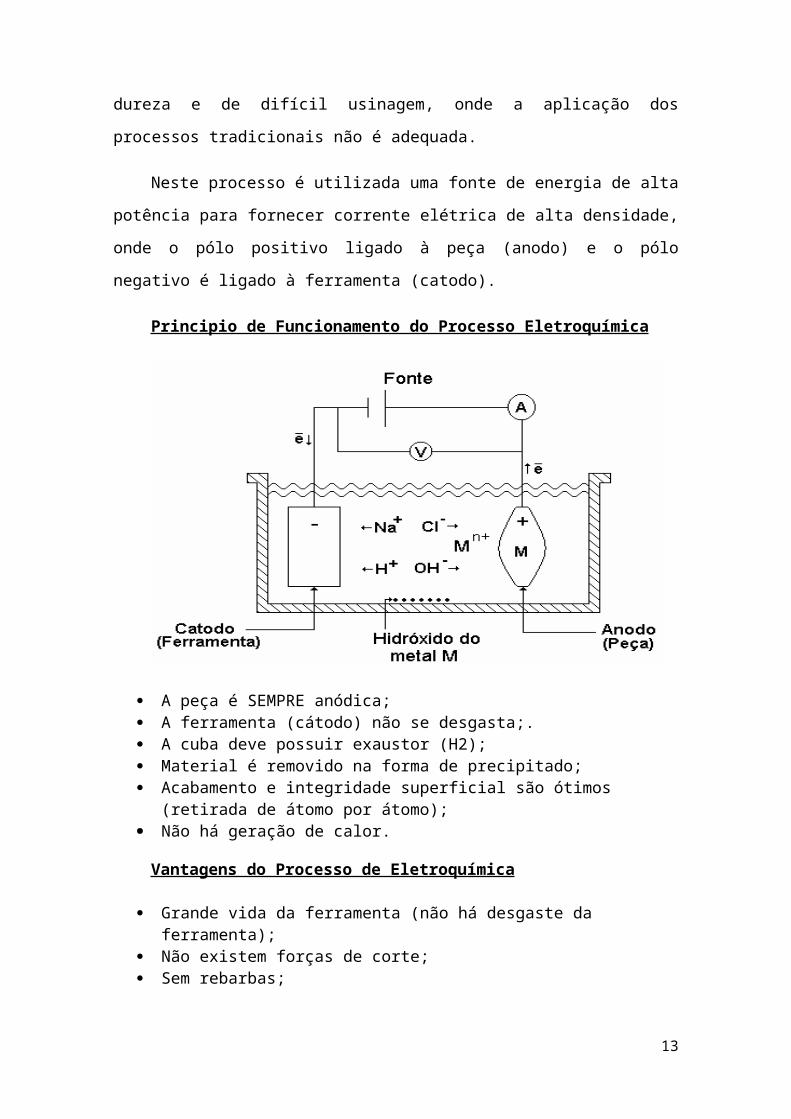
Neste processo é utilizada uma fonte de energia de alta potência para
fornecer corrente elétrica de alta densidade, onde o pólo positivo ligado à peça
(anodo) e o pólo negativo é ligado à ferramenta (catodo).
Principio de Funcionamento do Processo Eletroquímica
A peça é SEMPRE anódica; A ferramenta (cátodo) não se desgasta;. A cuba deve possuir exaustor (H2); Material é removido na forma de precipitado; Acabamento e integridade superficial são ótimos (retirada de átomo por
átomo); Não há geração de calor.
Vantagens do Processo de Eletroquímica
Grande vida da ferramenta (não há desgaste da ferramenta); Não existem forças de corte; Sem rebarbas;
10
Alto desempenho em termos de integridade e acabamento superficial; Sem tensões residuais. Cavidades complexas produzidas em uma operação (usinagem em umúnico passe); Independe da dureza do material
Limitações do Processo de Eletroquímica
Usina somente materiais condutores de eletricidade; Processo extremamente corrosivo; Demanda grande manutenção; Perigo de ignição do H2; Necessita grande equipamento, pois a força de sustentação é alta
(9ton); Não é recomendado para pequenos lotes (alto custo ferramental e leadtime).
Laser
Processo baseado na energia termelétrica para remoção de material em que o metal é fundido e vaporizado por feixe colimado de luz monocromática intensa chamada de Laser.
O sistema produz um feixe de luz concentrado, obtido por excitação dos elétrons de determinados átomos, utilizando um veículo ativo que pode ser um sólido (rubi) ou um gás (CO2 sobe pressão), este feixe de luz produz uma intensa energia na forma de calor.
11

Este processo também se aplica as chapas finas de metal, madeira, plástico, vidro e cerâmica, com um mínimo de desperdício e sem distorções. Ao utilizar o laser tem-se um corte de altíssimo nível de precisão, o que permite realizar tarefas extremamente delicadas.
Principio de Funcionamento do Processo a Laser
Qualquer átomo pode ser estimulado por uma fonte externa de energia. No laser o que ocorre é exatamente isso. É utilizada uma fonte de energia, no caso, um diodo de laser para meio sólido, ou um anodo e um catodo para meio gasoso. A fonte de energia excita o meio, fazendo com que cada vez que um elétron volte para o nível anterior, emita um fóton de luz. Esses fótons emitidos oscilam de um espelho 100 % refletivo de um lado para outro 99 % refletivo e 1 % translúcido, observem a disposição dos espelhos na figura abaixo. O que ocorre, é que fótons de luz são direcionados pelo espelho semi refletivo, liberando assim o feixe laser, que por sua vez é colimado, ou seja, é concentrado.
Vantagens e desvantagens do Processo a Laser
No processo de corte a laser, não há interação direta com homem e maquina, ou seja, o bocal por onde sai o feixe laser se move a partir do código g, gerado pelo operador da maquina (CNC). Isso caracteriza duas vantagens: a segurança, ou seja, não há risco de um operador se acidentar, e a precisão, devida a não estar sujeita a erros humanos, e sim apenas as tolerâncias da maquina. Devido à velocidade bem regulada, temperatura controlada, e clara, característica do laser, o acabamento final é muito bom. A maquina a laser propicia alta velocidade de corte, corte de figuras geométricas 2D ou 3D.
Porem como todas as máquinas, ela também possui desvantagens. A espessura do material a ser cortado deve ser exato, tratando se de maquinas 2D de corte. O custo inicial do equipamento é extremamente elevado, fazendo se necessário um levantamento de custo beneficio muito bem feito, para saber se vale a pena o uso da maquina. Ha certa dificuldade de corte de materiais
12
que refletem muito a luz, como o alumino e o cobre, não permitindo o corte de peças muito espessas.
No geral, o corte a laser se torna cada vez mais utilizado na indústria. Embora o custo das máquinas seja ainda muito elevado, a utilização das mesmas para grande escala acaba se tornando uma ótima opção, compensando sua compra. Gradualmente vai se obtendo maquinas mais potentes e tecnológicas, com um custo x beneficio excelente.
Jato Abrasivo
O Processo de corte com jato d’agua nasceu em 1968, teve como seu criador Norman C. Franz da Universidade de Columbia (EUA),o qual trabalhou em parceria com a empresa McCartney, atual KMT Warterjet Systems Inc. Este processo foi inicialmente utilizado para corte de madeira. Com o passar do tempo e com o avanço tecnologico o processo de corte com jato d’agua foi evoluindo e hoje é reconhecido e utilizado de forma industrial. Atraves de um processo usando-se energia mecânica, consistindo na pressurizaçao da água de 21.000 até 90.000 PSI, liberados atraves de um orificio de focalizaçao com diametro entre 0.1mm e 0.6 mm.
Existem duas maneiras de utilizaçao do jato d’agua : com ou sem abrasivo, a escolha depende da dureza e espessura do material a ser seccionado.
Os processos de produção utilizando o corte com jato d’agua podem ser subdividos em tres formas: Unidimensional (slitering), onde os materiais a serem cortados sao macios como papel, plastico, placa de gesso, produtos alimenticios, espumas, materiais de isolamento, etc. Este processo consiste na utilização de um ou mais bicos de corte,em geral fixos com uma pressao e vazão constantes.
O processo Bidimensional onde utilizamos os eixos x e y, e feita atraves de um CNC, a altura z e dependente do material a ser usinado, dependendo de sua dureza, espessura e planicidade. É o sistema mais utilizado na usinagem de metais como o Titânio , Aços Inóx e Carbono, compostos, ceramica, pedra, vidro e materiais densos e duros até 200mm de espessura.
Como funciona o jato de água
• Tratamento da água; • Elevação da pressão da água;• Agregação de material abrasivo;• Corte do material;• Coleta e descarte de água;
Vantagens do Processo a Jato Abrasivo
• Não produz problemas de
13

• Efeito térmico;• Tecnologia “limpa”;• Aplicável a uma vasta gama de materiais;• Permite fazer o corte em qualquer direção, nas mais variadas formas;• Ideal para cortar certos materiais duros como placas blindadas ou
alguns materiais cerâmicos;• Aplicado sem problemas a materiais do tipo sanduíches de múltiplas
camadas;
Desvantagens do Processo a Jato Abrasivo
• Velocidade do processo; • Chapas de metal de pequena espessura tendem a sofrer esforços de
dobramento, apresentando rebarbas na face de saída;• Materiais cerâmicos têm sua resistência diminuída após o corte com jato
de água e abrasivo;• Vidros temperados, • Projetados para quebrar a baixas pressões, também não podem ser
cortados por esse sistema;
Ultrasom
A técnica de usinagem por abrasão ultra-sonora, desenvolvida inicialmente por Wood e Loomis (1927) é especialmente adequada ao processamento mecânico de materiais duros e frágeis (Sheppard, 1987), em que não se aplicam os processos tradicionais de usinagem. Em relação aos outros processos não tradicionais de usinagem (Snoeys, 1986), a vantagem principal é a preservação da integridade superficial do material usinado.
A usinagem por ultrasom é um processo que permite executar penetrações de formas variadas em materiais duros, frágeis e quebradiços como o vidro, a cerâmica e o diamante, que dificilmente seriam obtidas pelos processos convencionais.
Na usinagem por ultrasom, uma ferramenta é posta para vibrar sobre uma
peça mergulhada em um meio líquido com pó abrasivo em suspensão, numa freqüência que pode variar de 20 kHz a 100 kHz.
O “martelamento” produzido pelas vibrações é capaz de erodir o material, formando uma cavidade com a forma negativa da ferramenta. Não há contato entre a ferramenta e a peça. A usinagem é feita pelos grãos finos e duros do material abrasivo, que atacam a superfície da peça. A ferramenta não precisa ser muito dura, podendo ser feita de material fácil de usinar, uma vez que não entra em contato com a peça.
Uma variação desse processo de usinagem é obtida com o uso de uma ferramenta rotativa, que aumenta a capacidade de remoção do material erodido. Quando conjugado com uma mesa do tipo CNC, o equipamento com ferramenta rotativa possibilita a obtenção de figuras complexas, por contorneamento.
14

O processo de usinagem por ultra-som aproveita a energia de vibração mecânica, comunicada aos grãos de abrasivo, que vibram na mesma direção do sonotrodo.
O sonotrodo é constituído por uma barra metálica, na qual se ativam as vibrações ultra-sonoras, no sentido do seu eixo. Na ponta do sonotrodo é fixada a ferramenta, com a forma inversa da que se deseja dar à peça a ser usinada. Devido às altas freqüências de trabalho, o sonotrodo deve possuir alta resistência à fadiga. O material de maior utilização atualmente tem sido o titânio.
Os sonotrodos podem ter três geometrias: exponencial, cônico e cilíndrico. As ferramentas são fabricadas na forma negativa em relação à do furo ou cavidade que se deseja na amostra. As ferramentas, assim como os sonotrodos, devem ser fabricadas com materiais de alta resistência à fadiga. O material da ferramenta deve também possuir alta resistência ao desgaste para que efetue o corte sem que sofra grandes alterações dimensionais, para que garanta o controle nas usinagens de alta precisão. Os materiais mais empregados para a construção destas ferramentas são aços prata, aços inoxidáveis austeníticos 4 como os ABNT 304 e ABNT 316, cobre e latão.
Outros materiais, como o aço carbono, foi testado. Mas apresentam um desgaste acentuado tornando não recomendável a sua utilização. As vibrações mecânicas só se propagam através de um meio material, nunca no vazio. Essas vibrações transmitem-se por excitação das moléculas, que oscilam ao redor de sua posição de repouso.
Um ponto em oscilação, partindo de uma posição extrema e voltando a esta posição, completa um ciclo e tem uma amplitude (A) determinada. O número de ciclos efetuados por unidade de tempo, ou freqüência das oscilações, é uma característica essencial das vibrações. A amplitude é dada pelo máximo afastamento do ponto em relação a sua posição de equilíbrio.
O conjunto de vibrações locais e sua propagação formam uma onda de vibrações. As ondas se propagam através dos materiais a uma velocidade
15

constante. Esta velocidade depende da natureza do material e do tipo de onda considerado. Para as aplicações industriais, as ondas longitudinais são as mais utilizadas.
Plasma
O plasma é tido como o quarto estado da matéria. Quando se adiciona mais energia a um gás, propriedades como temperatura e características elétricas são modificadas. Este processo é chamado ionização, ou seja criação de elétrons livres e íons entre os átomos do gás. Quando isso acontece, o gás torna-se um plasma ,sendo eletricamente condutor pelo fato de os elétrons livres transmitirem a corrente elétrica.
O corte por plasma é um método aplicável apenas a metais condutores, como o aço inoxidável, o alumínio e outros metais não-ferrosos, tendo surgido como uma alternativa ao oxicorte, que não era aplicável aos materiais acima por gerar reações químicas.
Hoje é o processo com maior crescimento na indústria, nas instalações industriais e nas oficinas em geral.
O corte a Plasma é um processo que utiliza um bico com orifício otimizado para constringir um gás ionizado em altíssima temperatura, tal que possa ser usado para derreter seções de metais condutores.
A tocha serve de suporte para os consumíveis e fornece um fluído refrigerante para estas peças (gás ou água).
O distribuidor ou difusor de gás é construído de material isolante e tem como principal finalidade de dar sentido rotacional ao gás.
O eletrodo conduz a corrente até um inserto de háfnio que emite os elétrons para geração do plasma.
O bico constringe o plasma e o guia para o metal a ser cortado.
A capa tem como função manter os consumíveis alinhados e isolar a parte elétrica do bocal frontal.
O bocal frontal guia o fluxo de jato de ar coaxial.
16
Vantagens do Processo Plasma
• Processos eficiente de corte; • Sem necessidade de pós operação; • Velocidade e facilidade na operação; • Preparação de juntas para a soldagem; • Reparo e manutenção; • Corta uma ampla faixa de espessuras (Dependendo da capacidade do equipamento, é possível cortar metais desde 0.5mm até 60 mm de espessura) • Processo muito seguro, não utiliza perigosos cilindros de oxigênio e gás combustível e nem mangueiras transportando elementos combustíveis; • Corta qualquer metal condutor (Aço carbono, inoxidável, alumínio, bronze, cobre, ferro fundido); • Alta velocidade de corte; • Perfura sem pré-aquecimento;
• Permite cortar placas empilhadas; • Corte limpo (O corte não deixa escória, por isso, não é necessária a limpeza posterior com esmeril); • Não super aquece o material (Devido a alta velocidade de avanço, a zona térmica afetada - ZTA é muito pequena); • As chapas de espessura fina não se deformam.
17
Desvantagens do Processo Plasma
Alto custo do equipamento (2 a 5 vezes a mais caro comparado a outros métodos);
Manutenção da pistola mais frequente e cara (orifício calibrado);
Maior consumo de gases;
Exigência de maior qualificação de mão de obra.
18
Bibliografia
• PROCESSOS METALÚRGICOS CORTE A LASER, PLASMA E OXICORTE, Mariana Aparecida Soares Cabral, Centro Universitário de Volta Redonda UNIFOA - Engenharia Mecânica, Volta Redonda 2009;
• http://www.corteplasma.com.br/Corte_Plasma.pdf.
• http://academicos.cefetmg.br/admin/downloads/2104/Apostila%20de%20Usinagem.
• http://www.lmp.ufsc.br/disciplinas/emc5240/Aula-29-U-2007-1-processos_nao- convencionais.pdf.
19





























