Embed Size (px)
Citation preview
EFEITO DA ADIÇÃO DE B4C SOBRE AS PROPRIEDADES DO
COMPÓSITO SINTERIZADO Fe-Cu-Ni-Sn-WC APLICADO EM
FERRAMENTA DE CORTE DE ROCHAS ORNAMENTAIS
Vivianne Rosestolato Daruich Pereira Tannus
UNIVERSIDADE ESTADUAL DO NORTE FLUMINENSE DARCY RIBEIRO
UENF
CAMPOS DOS GOYTACAZES – RJ
FEVEREIRO – 2016
II
FICHA CATALOGRÁFICA
Preparada pela Biblioteca do CCT / UENF 72/2016
Tannus, Vivianne Rosestolato Daruich Pereira
Efeito da adição de B4C sobre as propriedades do compósito sinterizado Fe-Cu-Ni-Sn-
WC aplicado em ferramenta de corte de rochas ornamentais / Vivianne Rosestolato
Daruich Pereira Tannus. – Campos dos Goytacazes, 2016.
xiv, 157 f. : il.
Dissertação (Mestrado em Ciência e Engenharia dos Materiais) -- Universidade
Estadual do Norte Fluminense Darcy Ribeiro. Centro de Ciência e Tecnologia.
Laboratório de Materiais Avançados. Campos dos Goytacazes, 2016.
Orientador: Márcia Giardinieri de Azevedo.
Área de concentração: Materiais superduros.
Bibliografia: f. 120-127.
1. SINTERIZAÇÃO 2. ROCHAS ORNAMENTAIS 3. FERRAMENTAS DIAMANTADAS
I. Universidade Estadual do Norte Fluminense Darcy Ribeiro. Centro de Ciência e
Tecnologia. Laboratório de Materiais Avançados lI. Título
CDD 671.373
III
EFEITO DA ADIÇÃO DE B4C SOBRE AS PROPRIEDADES DO
COMPÓSITO SINTERIZADO Fe-Cu-Ni-Sn-WC APLICADO EM
FERRAMENTA DE CORTE DE ROCHAS ORNAMENTAIS
Vivianne Rosestolato Daruich Pereira Tannus
“Tese apresentada ao Centro de Ciência e
Tecnologia, da Universidade Estadual do Norte
Fluminense Darcy Ribeiro, como parte das
exigências para obtenção de título de Mestre em
Engenharia e Ciência dos Materiais.”
Orientadora: Prof.ª Márcia Giardinieri de Azevedo
CAMPOS DOS GOYTACAZES – RJ
FEVEREIRO – 2016
IV
DEDICATÓRIA
A Deus, pelo caminho de bênçãos que me proporciona desde o início de minha vida.
A meus pais, Ernane Daruich Tannus Filho e Vivalda Maria Rosestolato Pereira
Tannus, por todo amor e confiança depositados em mim ao longo de toda minha vida.
Pelo suporte incondicional e pela educação com a qual me presentearam, me orgulho
de ser filha de vocês.
Ao meu irmão, Michel Rosestolato Daruich Pereira Tannus, pelo apoio e pelo
exemplo de dedicação.
A minha família, por me ensinar que toda glória é resultado de uma luta.
A meus avós, presentes em corpo e em alma, por todos os conselhos e carinho
dados, seja pessoalmente ou em sonhos.
À Laíza de Assis Gonçalves, por todo apoio, suporte e companheirismo dedicados a
mim ao longo destes dois anos de pesquisas.
V
AGRADECIMENTOS
A minha amiga e orientadora Márcia Giardinieri de Azevedo, pela confiança em
minha capacidade e pelo companheirismo ao longo deste projeto. Por colaborar para
minha formação de Mestre com conselhos, com seus conhecimentos e,
principalmente, com seu exemplo de profissionalismo e dedicação.
A professora Ana Lúcia Diegues Skury, por todo conhecimento partilhado e por estar
presente em todos os momentos solicitados, me guiando e ajudando a realizar este
projeto.
A doutoranda Paula Gomes de Paula, por me incentivar a ingressar nesta área de
pesquisa científica e compartilhar de sua experiência e conhecimento durante minha
jornada.
Ao técnico Michel Picanço, por toda ajuda prestada e pela dedicação incondicional
em todas análises executadas.
A graduanda Thais Fernandes pela ajuda prestada durante a produção desta
dissertação.
A ABRASDI, pela parceria durante a execução deste projeto.
A todos os professores do LAMAV, que contribuíram para o crescimento da minha
vida acadêmica.
A todos os alunos, técnicos e funcionários do LAMAV que, de alguma forma,
contribuíram para a conclusão desta etapa da minha vida.
VI
SUMÁRIO
ÍNDICE DE FIGURAS VIII
ÍNDICE DE TABELAS XII
RESUMO XIII
ABSTRACT XIV
CAPÍTULO I – Introdução 15
1. Objetivos 17
1.1. Objetivo Geral 17
1.2. Objetivos Específicos 18
1.3. Justificativas 18
CAPÍTULO II – Revisão Bibliográfica 19
2. Rochas Ornamentais 19
2.1. Definição 19
2.1.1. Principais Propriedades Mecânicas das Rochas Ornamentais 20
2.1.2. Ferramentas Diamantadas 21
2.2. Ligas 22
2.2.1. Matriz Ligante 22
2.2.2. Produção 23
2.3. Sinterização 25
2.3.1. Sinterização no Estado Sólido 28
2.3.2. Sinterização no Estado Líquido 33
2.3.3. Defeitos Micro estruturais 37
2.4. Características Principais dos Compósitos Diamantados Atualmente
Produzidos 38
2.4.1. Dureza 39
2.4.2. Desgaste ou Abrasão 40
2.5. A Retenção dos Cristais de Diamantes pela Matriz 42
2.6. Mecanismo de Corte dos Corpos de Prova 45
2.7. Diamante 46
2.7.1. Principais Propriedades do Diamante 46
2.7.2. Diamantes Utilizados Industrialmente em Ferramentas de Corte 47
2.8. Principais Matrizes e Aditivos Utilizados em Segmentos Diamantados 50
2.8.1. Cobalite HDR (High Diamond Retention) 50
2.8.2. Cobalite CNF (Cobalt and Nickel Free) 51
VII
2.8.3. Diabase 52
2.8.4. NEXT 53
2.9. Aditivo 54
2.9.1. Carbeto de Boro (B4C) 54
CAPÍTULO III – Metodologia 57
3. Metodologia Geral 57
3.1. Processo de Fabricação dos Segmentos Diamantados 58
3.2. Matéria-Prima 60
3.3. Equipamentos e Acessórios 60
3.4. Preparação dos Segmentos 60
3.5. Processos de caracterização 66
3.6. Densidade 66
3.7. Ensaio de Flexão 68
3.8. Ensaio de Desgaste 73
3.9. Ensaio de Dureza Brinell 75
3.10. Microscopia Confocal a Laser 76
3.11. Microscopia Eletrônica de Varredura (MEV) 77
3.12. Espectroscopia de Raios X por Dispersão de Energia (EDS) 77
3.13. Preparação das Misturas com Diamantes 78
CAPÍTULO IV – Resultados e Discussão 81
4. Densidade 81
4.1. Flexão 90
4.2. Desgaste 97
4.3. Dureza 99
4.4. MEV e Confocal 103
CAPÍTULO V – Conclusão 116
CAPÍTULO VI – Sugestões para trabalhos futuros 118
CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS 119
CAPÍTULO VIII – ANEXOS 127
ANEXO I 127
ANEXO II 147
VIII
ÍNDICE DE FIGURAS
Figura 1 - Pérolas e fio diamantados (Diamant Boart, 2008). 22
Figura 2 - Serras diamantadas (Diamant Boart, 2008). 22
Figura 3 – Lâminas diamantadas (Diamant Boart, 2008). 22
Figura 4 - Processo de fabricação dos segmentos diamantados (http://aulas.e-
agps.info/sinterizacao). 25
Figura 5 - Redução dos espaços vazios entre os grãos.
(http://slideplayer.com.br/slide/1271758/) 26
Figura 6 - Processos envolvidos na sinterização (German, 1996). 28
Figura 7 - Modelo de esfera para duas partículas (German, 1996). 29
Figura 8 -Possíveis mecanismos de transporte de matéria durante a sinterização (German,
1996). 31
Figura 9 - Aproximação dos centros – densificação. (http://slideplayer.com.br/slide/1271758).
32
Figura 10 - Diagrama de fases do sistema A¬B ilustrando a formação de uma fase líquida
para ligas de composições diferentes (www.e-agps.info). 34
Figura 11 - Ângulo de contato entre uma gota e um substrato sólido.
(http://alfaconnection.net/). 35
Figura 12 - Duas partículas esféricas unidas por um menisco líquido. Ângulos de contato
diferentes mudam a forma do menisco (www.e-agps.info). 36
Figura 13 - Esquema dos estágios clássicos da sinterização por fase líquida envolvendo
uma mistura de pós (German, 1996). 37
Figura 14 - Micrografia mostrando o descolamento evidente entre a matriz e um cristal de
diamante, após a realização de corte (Konstanty, 1991). 39
Figura 15 - Dureza em função da temperatura de consolidação da matriz. (Almeida, 2012). 40
Figura 16 - Valores de dureza (HB) para o sistema Fe-(5-10-15-20-25-30-35 - 40)% p/ Cu.
(Pacheco, 2007). 40
Figura 17 – Desgaste de um segmento diamantado após operação de corte (Xu, 2001). 41
Figura 18 - Tipos de desgaste sobre os diamantes, (a) Intacto ou não desgastado, (b),
desgastado (lascado) (c) planificado, (d) destacado (Tönshoff et al., 2002). 42
Figura 19 - Forças e a geometria de um cristal ligado em um segmento (Webb, et al., 2000).
43
Figura 20 - Cavidade no ligante decorrente da falha do cristal (protusão) (Webb, 2000). 44
IX
Figura 21 - Forças atuantes nos cristais de diamantes durante o corte, utilizando uma serra
diamantada. (Webb, 2000). 45
Figura 22 - Esquema mostrando a interação mecânica entre a ferramenta e a peça no
momento do corte (Tonshoff e Hillmann-Apmann, 2002). 45
Figura 23 - Forma cúbica-octaédrica dos cristais de diamantes (adaptado de Konstanty,
1991). 48
Figura 24 - Tendência de dureza e resistência de uma matriz metálica em função da
presença do tamanho do diamante (Moriguchi et al., 2007). 49
Figura 25 - Densidade relativa x temperatura de sinterização e dureza x temperatura de
sinterização (Clark e Kamphuis, 2002). 51
Figura 26 - Densidade relativa x temperatura de sinterização e dureza x temperatura de
sinterização (Clark e Kamphuis, 2002). 52
Figura 27 - Resultado gráfico para a densificação das ligas NEXT, obtidas por prensagem a
quente. (Del Villar, 2001). 53
Figura 28- Célula unitária do Carbeto de Boro mostrando correlação entre a célula unitária
romboédrica (vermelha) e a hexagonal (azul) (Adaptado de Morrow et al. 2011). 55
Figura 29 - Diagrama de fases do Carbeto de Boro (Morrow et al., 2011). 56
Figura 30 - Divisão das amostras. 59
Figura 31 - Modelo de segmento da ABRASDI. 61
Figura 32- Misturas separadas por composição 62
Figura 33 - Inserção da mistura no molde de grafite. 63
Figura 34- Matriz de Sinterização com a disposição das misturas 63
Figura 35 - Prensa hidráulica EKA modelo PHB30.REF220 (ABRASDI, 2013). 64
Figura 36 - (a) Molde posicionado na prensa; (b) conjunto a 750°C e 20 MPa; (c) conjunto a
800°C e pressão 35 MPa. 65
Figura 37 - (a) Molde com o material sinterizado; (b) segmentos sinterizados. 66
Figura 38 - Densidade por Arquimedes. (a) Medição da massa imersa; (b) Segmentos
úmidos para pesagem. 67
Figura 39 - Peça flexionada (adaptada de Callister, 2008). 69
Figura 40 - Esquema dos ensaios de três pontos (CIMM, 2015). 69
Figura 41 - Teste de resistência à flexão por três pontos (LAMAV - UENF) 70
Figura 42 – Abrasímetro adaptado do tipo pino contra disco, utilizado nos ensaios de
desgaste (LAMAV/CCT/UENF). 74
Figura 43 - (a) forma adquirida após prensagem a frio; (b) adição de cilindro de aço-latão; (c)
sinterização em forno industrial; (d) pérola com e sem cordão de solda. 79
X
Figura 44 - (a) pérolas prontas para corte; (b) fio diamantado plastificado. 79
Figura 45 - Densidade teórica média das misturas 82
Figura 46 - Densidade média aparente 86
Figura 47 - Densidade média Relativa por composição. 86
Figura 48 - Porosidade média por composição. 88
Figura 49 - Curva de densificação 90
Figura 50 - Detalhe das fraturas obtidas no ensaio de flexão: Amostras 1 a 8. 91
Figura 51 - Detalhe das fraturas obtidas no ensaio de flexão: Amostras 9 a 16. 91
Figura 52 - Detalhe das fraturas obtidas no ensaio de flexão: Amostras 17 a 20. 91
Figura 53- Curva Tensão x Deformação - M1 93
Figura 54 - Tensão de Escoamento média por composição. 95
Figura 55 - Tensão de Ruptura média por composição. 95
Figura 56 – Módulo de Elasticidade Longitudinal. Média por composição. 96
Figura 57 – Módulo de Tenacidade. Média por composição 96
Figura 58 – Módulo de Resiliência. Média por composição 97
Figura 59 – Teste de desgaste. 97
Figura 60 – Massa pré e pós ensaio de desgaste em função do teor de B4C. 98
Figura 61 – Variação de desgaste e resistência à abrasão em função do teor de B4C. 99
Figura 62 – Pontos testados no ensaio de dureza. 99
Figura 63 – Dureza referente à composição contendo 2% de B4C. 101
Figura 64 – Dureza referente à composição contendo 4% de B4C. 101
Figura 65 – Dureza referente à composição contendo 5% de B4C. 102
Figura 66 – Dureza referente à composição contendo 8% de B4C. 102
Figura 67 – Dureza referente à composição contendo 10% de B4C 102
Figura 68 – Dureza medida em quatro pontos da pérola diamantada - MÉDIA. 103
Figura 69 - MEV referente à amostra contendo 2% de B4C. Em destaque o grão de WC. 104
Figura 70 - EDS da amostra contendo 2% de B4C. 104
Figura 71 - EDS da amostra contendo 2% de B4C. 105
Figura 72 - MEV referente à amostra contendo 2% de B4C. Em destaque as partículas de
WC e B4C. 105
Figura 73 - Mapeamento feito por EDS na amostra contendo 2% de B4C. 106
Figura 74 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal. Em destaque
poros superficiais. 107
Figura 75 - MEV referente à amostra contendo 4% de B4C. Em destaque as partículas de
WC e B4C. 108
XI
Figura 76 - MEV referente à amostra contendo 4% de B4C. Em destaque a partícula de WC.
109
Figura 77 - MEV referente à amostra contendo 4% de B4C. Em destaque a partícula de B4C.
109
Figura 78 - EDS da amostra contendo 4% de B4C. 110
Figura 79 - EDS da amostra contendo 4% de B4C. 110
Figura 80 - EDS da amostra contendo 4% de B4C. 110
Figura 81 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal. 111
Figura 82 - MEV referente à amostra contendo 5% de B4C. Em destaque as partículas de
WC e B4C. 112
Figura 83 - EDS referente ao ponto 1, na amostra contendo 5% de B4C. 112
Figura 84 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal 113
Figura 85 - Partículas de B4C e WC identificadas na superfície desgastada. Imagens obtidas
por MEV. 114
Figura 86 - Partículas de B4C e WC identificadas na superfície desgastada. Imagens obtidas
por MEV. 114
Figura 87 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal 115

XII
ÍNDICE DE TABELAS
Tabela 1 - Propriedades Mecânicas das Rochas Ornamentais (Vallejo, 2002). 21
Tabela 2 - Mecanismos de transporte que ocorrem no processo de formação do pescoço
(German, 1996). 31
Tabela 3 - Propriedades básicas do diamante (Field, 1979). 47
Tabela 4 - Classificação das ligas DIABASE segundo composição (Weber e Weiss). 53
Tabela 5 - Classificação das ligas NEXT segundo composição (Del Villar, 2001). 53
Tabela 6 - Composição das amostras. 59
Tabela 7 - Densidade teórica média das misturas 82
Tabela 8 - Massa referente a cada composição e elemento utilizado nas diferentes misturas.
83
Tabela 9 - Medidas da amostra seca 84
Tabela 10 - Densidade aparente 85
Tabela 11 - Densidade relativa. 87
Tabela 12 - Densificação 89
Tabela 13 - Densidade Pérolas Diamantadas 90
Tabela 14 - Conversão dos valores obtidos no ensaio de flexão. 92
Tabela 15 - Propriedades Referentes a todas as composições. 94
Tabela 16 - Resistência à abrasão. 98
Tabela 17 - Resultados de Dureza Brinell para composições sem diamante. 100
XIII
RESUMO
No presente trabalho, os experimentos realizados tiveram por objetivo o estudo e
desenvolvimento de uma liga à base de Fe-Cu-Ni-Sn-WC, com diferentes adições de
Carbeto de Boro. A obtenção desta matriz metálica é destinada a fabricação de
pérolas, para aplicação em fios diamantados utilizados no corte de rochas
ornamentais. Cinco composições foram utilizadas para a investigação: amostras com
2% de B4C, 4% de B4C, 5% de B4C, 8% de B4C e 10% de B4C. Inicialmente foram
obtidos compósitos de geometria retangular via prensagem à quente, foram
sinterizados nas mesmas condições de temperatura (800°C) e pressão (34MPa). Os
segmentos obtidos atingiram aproximadamente 18,00 mm de comprimento, largura
entre 12,80 mm e 15,20mm e 3,00 mm de altura. As amostras foram caracterizadas
por Microscopia Eletrônica de Varredura, Microscopia Confocal, Microanálise Química
realizada com Espectrômetro de Energia Dispersa. O ensaio mecânico realizado foi o
de flexão, o que proporcionou a investigação de propriedades, a temperatura
ambiente, como: tensão de escoamento, tensão de ruptura, módulo de elasticidade
longitudinal, módulo de tenacidade e módulo de resiliência. Complementando as
análises, foi feito ensaio de desgaste, determinação das densidades e porosidades.
Numa segunda etapa, a partir da composição com melhor relação entre suas
propriedades, foram então confeccionadas, em condições industriais, pérolas
diamantadas e produção de um cabo diamantado de 18,00m de comprimento, o qual
foi testado em condições reais de corte. A caracterização das pérolas foi feita a partir
do cálculo de densidade relativa e ensaio de dureza Brinell. Os resultados mostraram
que a mistura contendo 2% de B4C apresentou melhores resultados gerais. Os
estudos, aqui conduzidos, servem como base para o desenvolvimento de novas
pesquisas direcionadas à produção de matrizes diamantadas para utilização em
ferramentas de corte.
Palavras-chaves: Sinterização, Rochas Ornamentais, Ferramentas Diamantadas.
XIV
ABSTRACT
In the present work, the experiments aimed to the study and development of an
alloy based on Fe-Cu-Ni-Sn-WC, with different additions of boron carbide. Getting this
metal matrix is aimed at making beads, for use in diamond wire used in the cutting of
ornamental stones. Five compositions were used for the investigation: Samples with
2% B4C, 4% B4C, 5% B4C, 8% B4C and 10% B4C. The composites obtained through
hot pressing, were sintered under the same temperature conditions (800 ° C) and
pressure (34MPa). The segments obtained amounted to approximately 18.00 mm
long, 12.80 mm and width between 15,20 mm and 3.00 mm in height. The samples
were characterized by Scanning Electron Microscopy, Confocal Microscopy, Chemical
Microanalysis, performed with Dispersed Energy Spectrometer. The mechanical
testing was performed bending, which afforded research properties at room
temperature, such as: Flow Stress, Break Stress, Longitudinal Elasticity Module,
Tenacity Module and Resilience Module. Complementing the analysis was made of
wear test, determination of density and porosity. In a second step, from the composition
with a better relationship between their properties were then made in industrial
conditions, diamond beads and production of a diamond cable 18,00m length, which
was tested on actual cutting conditions. The characterization of the beads was taken
from the relative density of calculation and Brinell hardness test. The results showed
that the mixture containing 2% B4C showed best overall results. The studies conducted
here serve as a basis for the development of further research aimed at the production
of diamond arrays for use in cutting tools.
Keywords: Sintering, Ornamental Stones, Diamond Tools
15 CAPÍTULO I – Introdução
CAPÍTULO I – Introdução
Atualmente, o acesso a conhecimentos específicos e aprofundados é algo que
ocorre com maior frequência, devido à crescente facilidade de locomoção, ingresso
em institutos especializados e compartilhamento, quase instantâneo, de referências
bibliográficas via internet. Baseado neste fato, a crescente pesquisa acerca de
propriedades dos materiais, bem como a aquisição dos mesmos, vem colaborando
para que a tecnologia apresente grande desenvolvimento ao redor do mundo, o que
implica no surgimento de novas aplicações para os materiais. Este fato gera maior
concorrência entre as empresas fabricantes e, portanto, a necessidade de melhoria
de desempenho destes, relacionadas à sua aplicação final, bem como evoluções
constantes de determinadas propriedades específicas. Neste contexto, a busca por
novos materiais que tragam algum benefício se torna imprescindível.
O Brasil ocupa a quarta posição no ranking mundial com produção de 8,9
milhões de toneladas e sexta posição entre os maiores exportadores de rochas do
mundo (DRM-RJ, 2012). Entre os maiores produtores nacionais estão os estados do
Espírito Santo, Minas Gerais e Rio de Janeiro (Martinez & Heider, 2011). O Noroeste
Fluminense é o principal polo mineral do estado, composto por cerca de 300
microempresas, que empregam em torno de seis mil pessoas (Peiter et al., 2001).
Porém, a participação brasileira no mercado internacional de rochas
processadas ainda é limitada, muito inferior a China e a Índia, nossos maiores
concorrentes. Mesmo com tanta potencialidade, a grande diversidade de tipos de
rochas, os problemas políticos e as dificuldades técnicas vinculadas à exploração e
beneficiamento fazem com que o setor no Brasil não potencialize o bastante a sua
vocação (Vargas et al., 2001). O parque industrial brasileiro de beneficiamento
encontra-se tecnologicamente defasado, sobretudo pelo uso de máquinas e
equipamentos antigos. Sua modernização poderá ser viabilizada através da
adequação e automação das máquinas e equipamentos já instalados e com até 10
anos de uso, e, sobretudo através da aquisição de bens de capital tecnologicamente
atualizados (Peiter & Chiodi Filho, 2001).
16 CAPÍTULO I – Introdução
As empresas destas regiões dependem da importação de tecnologias de
extração de rochas, além de diversas ferramentas diamantadas, utilizadas em
processos de corte e polimento. Assim, surgiu um potencial “nicho de mercado” na
região fluminense. Desta forma, pesquisadores desta região têm investido tempo e
conhecimento para desenvolver novas ferramentas voltadas para o corte de rochas
(Martinez & Heider, 2012).
No entanto, com a crescente procura por estes tipos de ferramentas,
principalmente para utilização em construção civil, foram identificados vários
problemas com relação ao corte das rochas, principalmente em termos de eficiência
e custo do processo de corte, o que fez surgir a preocupação com o desenvolvimento
de novas ligas metálicas voltadas para a composição destes elementos, a fim de
aumentar o custo-benefício do mesmo. (Almeida, 2012).
Há uma larga variedade de tipos de materiais usados na manufatura de
ferramentas aplicadas na indústria de corte e processamento de rochas ornamentais,
contudo o mais empregado é o sistema matriz metálica ligante – cristais de diamantes
(Oliveira, 2007 - a).
No universo das engenharias, este sistema é conhecido como compósito
diamantado e apresenta desempenho bastante satisfatório em vária áreas de
aplicação. Tais elementos possuem propriedades que se fazem interessantes para os
fins desejados em se tratando de corte de pedras ornamentais, como alta resistência
mecânica, baixa condutividade térmica e alta estabilidade química. Serras lineares e
circulares, coroas de polimento, fios de pérolas diamantadas dentre outros, são
ferramentas de corte diamantadas usadas no desmonte, corte, e polimento de rochas
ornamentais, materiais cerâmicos e metais não-ferrosos em geral (Filgueira, 2001).
Para escolha dos metais componentes das ligas é necessária a análise da
abrasividade e dureza do material a ser cortado. Segundo Sideris (2013), o tungstênio
(W) possui a capacidade de formar uma liga com alto desempenho quando aplicado
em materiais de dureza extremamente elevada, tal qual o concreto armado. Ligas de
W-Co e o próprio Cobalto (Co) puro são usados para materiais de alta dureza como
os granitos. Cobalto-bronze, ferro-cobalto e ferro-bronze são ligantes empregados no
corte de materiais de dureza mais moderada, como os mármores.
17 CAPÍTULO I – Introdução
O Cobalto funciona como um ligante nas ferramentas diamantadas. O silício
(Si), quando presente na composição do ligante em pequenas quantidades (< 2% em
peso), aumenta a adesão deste com os cristais de diamante, evitando a perda
prematura de diamantes por destacamento. O Carbeto de Tungstênio (WC) aumenta
a resistência ao desgaste da matriz ligante, controlando a taxa de perda de ligante por
abrasão (Shibuta, 1983).
O Cobalto apresenta perfeita compatibilidade química com os cristais de
diamante, quando em temperaturas de processamento, fato este que explica a
hegemonia deste elemento, atualmente, como matriz ligante da composição da maior
parte de ferramentas diamantadas. Seguindo em relação à temperatura de
processamento, o Co apresenta, ainda, adequada retenção dos cristais e boa
resistência ao desgaste após algumas operações de corte. No entanto, este elemento
não se apresenta como a melhor escolha para determinadas aplicações devido a seu
teor tóxico, além de possuir valor comercial flutuante, por ser um material estratégico.
(Del Villar, 2001).
O cobalto possui caráter tóxico e, por isso, recentemente, pesquisadores têm
procurado desenvolver ou propor novas ligas que possam servir de alternativas a fim
de minimizar o conteúdo de cobalto nas ferramentas diamantadas, como exemplos as
ligas Fe-Cu-Co e Fe-Ni-Cu-Sn-Co (Nitkiewicz e Swierzy, 2006; Weber e Weiss, 2005;
Clark, 2002; Del Villar, 2001).
Carbeto de Boro (B4C) e dióxido de zircônio (ZrO2) também têm sido bastante
aplicados em ferramentas de corte a fim de melhorar as propriedades físico-químicas
dos ligantes aumentando assim a eficiência de corte. Segundo Sideris (2013), a
adição de B4C na liga Fe-Ni-Cu-Sn-Co apresenta melhores resultados quando
comparada com a mesma adicionada de ZrO2. A primeira possui menor porosidade e
maior tenacidade, o que influencia diretamente na vida útil da ferramenta.
1. Objetivos
1.1. Objetivo Geral
Ligas metálicas utilizando Fe-Cu-Ni-Sn-Co com adição de B4C foram testadas
e aprovadas por Sideris (2013) para utilização em fios diamantados. Com referência
neste projeto, a presente pesquisa tem como objetivo principal a produção e
caracterização de corpos de provas diamantados modificando um elemento da base
18 CAPÍTULO I – Introdução
citada acima, assim, sendo composta por Fe-Cu-Ni-Sn-WC, com adição de B4C, a fim
de serem aplicados em fios diamantados para o corte de rochas ornamentais do tipo
gnaisse.
Desta forma, propõe-se um estudo de aumento da eficiência da liga, variando
a porcentagem do Carbeto de Boro para análise das propriedades requeridas.
1.2. Objetivos Específicos
Eliminar a adição de cobalto nos segmentos diamantados;
Analisar metalograficamente as matrizes dos compósitos então
produzidos;
Identificar e calcular as grandezas referentes às propriedades de
materiais inerentes à nova liga obtida;
Quantificar e qualificar a variação na resistência da liga quando
composta por diferentes quantidades de B4C;
Observar o aspecto das fraturas ocorridas nos ensaios mecânicos;
Determinar a oscilação das propriedades físicas das diferentes
composições.
Analisar o comportamento da liga com adição de diamantes quando
sujeita a ensaio de desgaste.
1.3. Justificativas
O presente trabalho justifica-se pelas vantagens obtidas com a eliminação do
Cobalto, um elemento de caráter tóxico, da composição da liga metálica a ser
desenvolvida. A pesquisa busca manter ou melhorar as propriedades químicas e
mecânicas requeridas em matrizes metálicas voltadas para produção de ferramentas
diamantadas aplicadas em cortes de rochas ornamentais. Além deste fato, a mesma
base metálica foi utilizada adicionando variadas porcentagens de Carbeto de Boro,
buscando a melhor performance possível para eficiência de trabalho.
19 CAPÍTULO II – Revisão Bibliográfica
CAPÍTULO II – Revisão Bibliográfica
2. Rochas Ornamentais
2.1. Definição
Segundo Schumann (1982), rocha é qualquer agregado sólido natural
constituído por um ou mais minerais e/ou mineraloides. A partir deste conceito
geológico, a Associação Brasileira de Normas Técnicas – ABNT – (1995), na NBR
6502, define rocha ornamental como uma substância rochosa natural que, submetida
a diferentes graus de beneficiamento ou afeiçoamento (bruta, aparelhada, apicoada,
esculpida ou polida), pode ser utilizada com uma função estética.
A American Society for Testing and Materials (ASTM), órgão normatizador
americano, define dimension stone (pedra ornamental) como qualquer material
rochoso natural serrado, cortado em chapas ou fatiado em placas, com ou sem
acabamento mecânico, excluindo produtos acabados baseados em agregados
artificialmente constituídos, compostos de fragmentos e pedras moídas e quebradas.
Para Mattos (2002), uma rocha para ser considerada ornamental deve
apresentar como requisitos básicos beleza estética, ou seja, homogeneidade textural
e estrutural, e possuir características tecnológicas dentro de padrões aceitáveis pelas
normas técnicas.
As chamadas “pedras naturais”, conforme definição de mercado, abrangem
rochas extraídas seguindo os planos naturais de fraqueza, e são empregadas in
natura como placas ou lajotas, sem qualquer polimento, em revestimentos (Mattos,
2002; Mendes & Vidal, 2002).
Segundo ABIROCHAS (2002), as rochas são divididas em grupos,
diferenciados pela aplicação na construção civil. As propriedades das rochas são
regidas por quatro aspectos: a composição mineralógica, estrutura, textura e
granulometria, descritas a seguir:
1. Composição mineralógica: refere-se à composição química, à formação
e às alterações na estrutura de cada mineral componente. Influencia nas
propriedades da rocha e na sua durabilidade.
20 CAPÍTULO II – Revisão Bibliográfica
2. Granulometria: diferencia as rochas macroscopicamente de acordo com
o tamanho dos seus grãos.
3. Estrutura: está relacionada com a orientação, as posições de massas
rochosas em uma determinada área, as feições resultantes de
processos geológicos (falhas, dobramentos, intrusões ígneas, etc).
4. Textura: está ligada a mineralogia e as condições físicas durante a
formação de cada rocha e diz respeito ao arranjo microscópico dos
minerais que a formam. As principais características referentes a textura
são: porosidade, permeabilidade e as resistências mecânicas.
Baseado nestes conceitos propostos, é seguro afirmar que, de modo geral, a
definição de rocha ornamental e de revestimento está relacionada, sobretudo, em um
método de extração e possibilidade de aplicação, conjugados a fatores estéticos, não
importando a princípio seus aspectos genéticos e composicionais. Desta forma,
qualquer material pétreo natural, passível de extração como bloco e com
possibilidades de desdobramentos em chapas, com ou sem beneficiamento, pode ser
considerado potencialmente uma rocha ornamental ou de revestimento (Mattos,
2002).
O setor de rochas ornamentais tem características inerentes a uma indústria
tradicional. Trata-se de uma atividade extrativa cujos traços mais marcantes são: o
processamento de recursos naturais; a baixa intensidade tecnológica; a reduzida
exigência em termos de escala mínima de produção; o caráter exógeno da inovação
tecnológica, pois ela costuma vir incorporada nos equipamentos; e o fato da
capacidade empreendedora do dirigente ser um fator crítico para a competitividade
(Teixeira et al. 2011).
Como grande produtor mundial do bem mineral em questão, o Brasil voltou
suas atenções para o referido setor econômico, interferindo diretamente na forma
como estas rochas passaram a ser exploradas, em um processo que envolve o meio
ambiente e o homem, tanto de forma negativa quanto de forma positiva (Teixeira et
al. 2011).
2.1.1. Principais Propriedades Mecânicas das Rochas Ornamentais
Dentre os principais tipos de rochas ornamentais utilizados comercialmente, os
gnaisses destacam-se por possuírem elevado módulo de elasticidade (E) e baixo
21 CAPÍTULO II – Revisão Bibliográfica
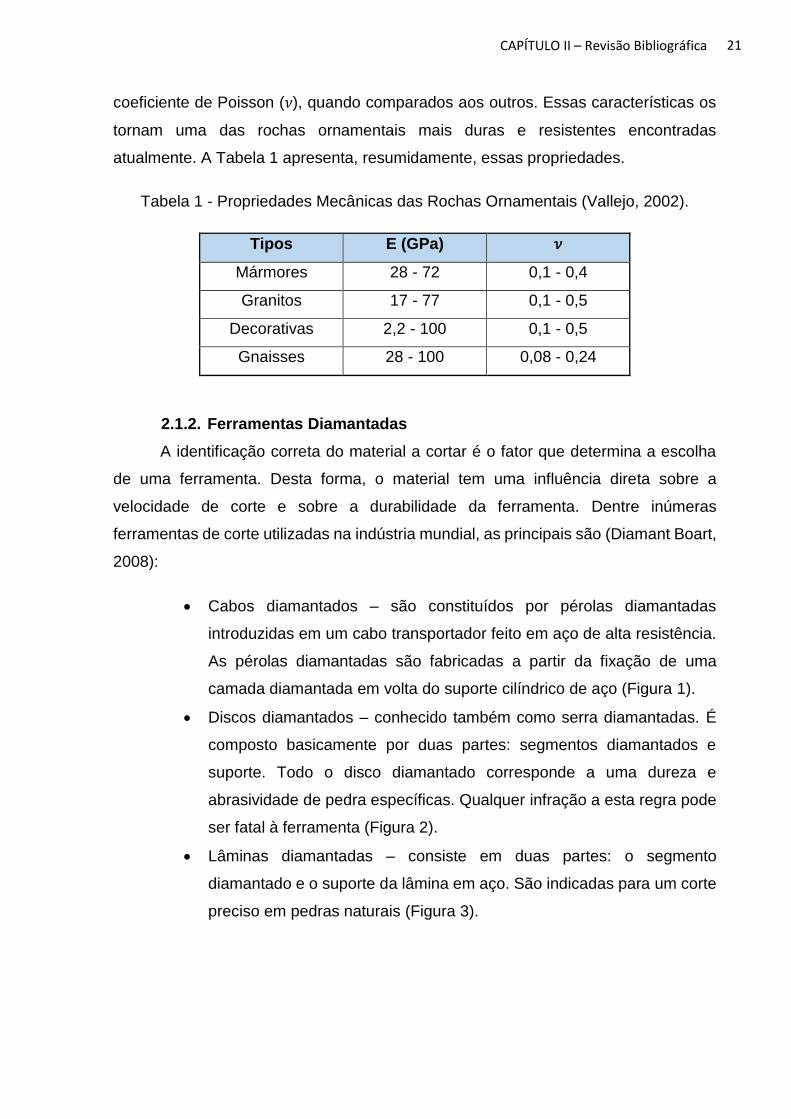
coeficiente de Poisson (𝜈), quando comparados aos outros. Essas características os
tornam uma das rochas ornamentais mais duras e resistentes encontradas
atualmente. A Tabela 1 apresenta, resumidamente, essas propriedades.
Tabela 1 - Propriedades Mecânicas das Rochas Ornamentais (Vallejo, 2002).
2.1.2. Ferramentas Diamantadas
A identificação correta do material a cortar é o fator que determina a escolha
de uma ferramenta. Desta forma, o material tem uma influência direta sobre a
velocidade de corte e sobre a durabilidade da ferramenta. Dentre inúmeras
ferramentas de corte utilizadas na indústria mundial, as principais são (Diamant Boart,
2008):
Cabos diamantados – são constituídos por pérolas diamantadas
introduzidas em um cabo transportador feito em aço de alta resistência.
As pérolas diamantadas são fabricadas a partir da fixação de uma
camada diamantada em volta do suporte cilíndrico de aço (Figura 1).
Discos diamantados – conhecido também como serra diamantadas. É
composto basicamente por duas partes: segmentos diamantados e
suporte. Todo o disco diamantado corresponde a uma dureza e
abrasividade de pedra específicas. Qualquer infração a esta regra pode
ser fatal à ferramenta (Figura 2).
Lâminas diamantadas – consiste em duas partes: o segmento
diamantado e o suporte da lâmina em aço. São indicadas para um corte
preciso em pedras naturais (Figura 3).
Tipos E (GPa) 𝜈
Mármores 28 - 72 0,1 - 0,4
Granitos 17 - 77 0,1 - 0,5
Decorativas 2,2 - 100 0,1 - 0,5
Gnaisses 28 - 100 0,08 - 0,24

22 CAPÍTULO II – Revisão Bibliográfica
Figura 1 - Pérolas e fio diamantados (Diamant Boart, 2008).
Figura 2 - Serras diamantadas (Diamant Boart, 2008).
Figura 3 – Lâminas diamantadas (Diamant Boart, 2008).
2.2. Ligas
2.2.1. Matriz Ligante
Segundo Zhang et al. (2003), a escolha dos materiais a serem utilizados como
matriz ligante é uma etapa extremamente importante, visto que esta deve satisfazer
uma série de propriedades esperadas para uma ferramenta de corte. No entanto, é
bastante provável que nenhuma ferramenta venha a possuir todas essas
características, assim, ao se previamente selecionar um material para compor a
23 CAPÍTULO II – Revisão Bibliográfica
matriz, deve-se verificar quais são as exigências primordiais e quais são as
secundárias:
Resistência à compressão;
Dureza;
Resistência à flexão e tenacidade;
Resistência do gume;
Resistência a quente;
Resistência à oxidação;
Estabilidade química;
Pequena tendência à difusão;
Resistência à abrasão;
Condutibilidade térmica, calor específico e coeficiente de expansão
térmica adequados;
Facilidade de obtenção a preços econômicos.
Tendo em vista estes objetivos, o presente projeto se propõe a obter
compósitos diamantados à base de Fe-Cu-Ni-Sn-WC com adições de B4C, segundo
Sideris (2013).
2.2.2. Produção
Compósitos diamantados são geralmente produzidos via metalurgia do pó
(MP), uma técnica de processamento que oferece facilidade na mistura de diferentes
pós e, consequentemente, possibilita criar novos materiais compósitos com
propriedades físicas e mecânicas especiais. Essa técnica compreende duas rotas (Del
Villar, 2001):
1. Metalurgia do pó convencional – após a mistura dos respectivos pós de
diamante e metais, ocorre a prensagem a frio deste conjunto, formando corpos com
geometria e dimensões desejadas. Nesta etapa, os pós metálicos formam uma matriz
ligante para o acoplamento dos diamantes. Em seguida ocorre a sinterização, que
constitui em um tratamento térmico abaixo do ponto de fusão do elemento majoritário
dentre os metais, que promove difusão e coesão dos materiais;
2. Prensagem a quente – neste processo ocorre a versão da mistura dos
pós de diamante e metais em molde de grafite, cujos orifícios apresentam o formato e
24 CAPÍTULO II – Revisão Bibliográfica
dimensões finais da peça a ser obtida, seguida da sinterização, que ocorre
simultaneamente à prensagem.
A maioria destes segmentos é produzido, atualmente, pela tradicional rota de
prensagem a quente, que pode ser finalizada por infiltração metálica em alguns casos.
Prensagem a frio e sinterização convencional também são utilizadas para a produção
desses materiais, entretanto em menor escala (Oliveira, 2007 - a).
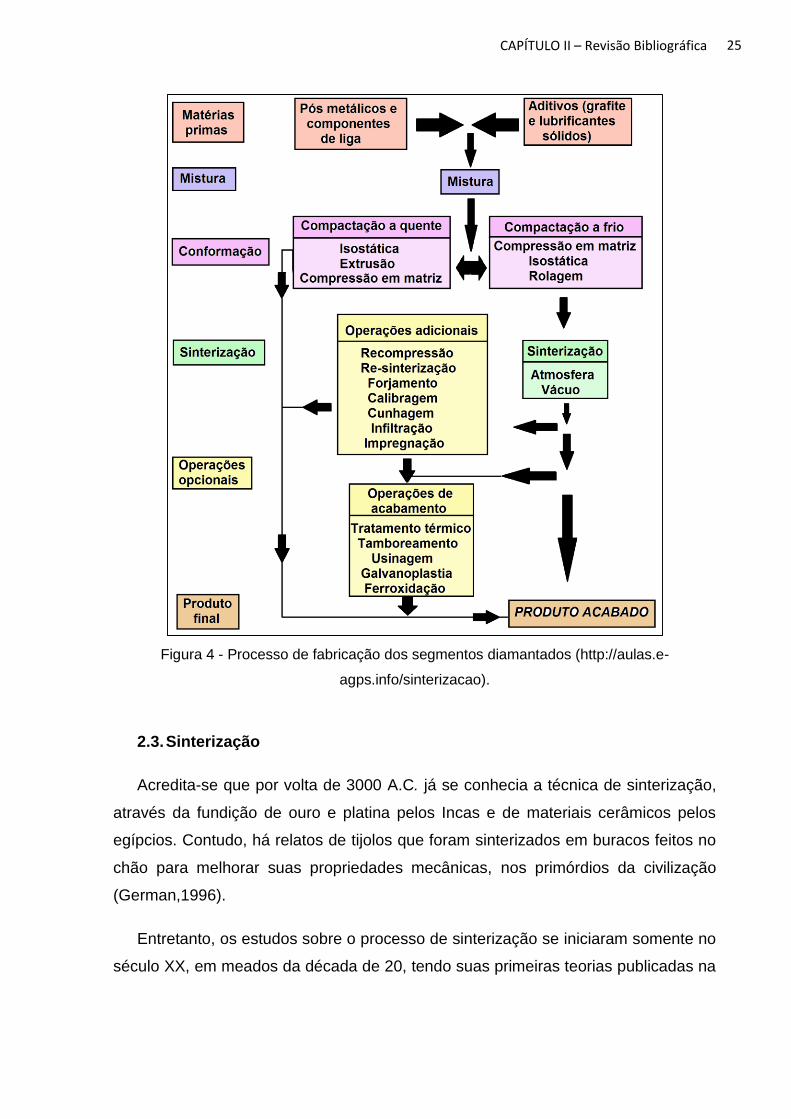
Ambos processos de obtenção das ferramentas são exemplificados no
fluxograma presente na Figura 4.
Para que o produto final tenha um bom desempenho, é necessário um controle
sobre suas características micro estruturais, e a relação de união entre a matriz e o
diamante é o que determina tais características. A impregnação do diamante na matriz
metálica frequentemente revela uma reação entre a superfície destes elementos
(Oliveira, 2007 - b).
Segundo os estudiosos Moriguchi e Tsuduki, (2007), pode ocorrer uma reação
química, juntamente com a já existente ligação mecânica. Além disso, a escolha dos
metais e dos diamantes utilizados na produção segmentos é determinada,
principalmente em função do tipo de rocha a ser cortada, condições de corte e tipo de
ferramenta utilizada.
25 CAPÍTULO II – Revisão Bibliográfica
Figura 4 - Processo de fabricação dos segmentos diamantados (http://aulas.e-
agps.info/sinterizacao).
2.3. Sinterização
Acredita-se que por volta de 3000 A.C. já se conhecia a técnica de sinterização,
através da fundição de ouro e platina pelos Incas e de materiais cerâmicos pelos
egípcios. Contudo, há relatos de tijolos que foram sinterizados em buracos feitos no
chão para melhorar suas propriedades mecânicas, nos primórdios da civilização
(German,1996).
Entretanto, os estudos sobre o processo de sinterização se iniciaram somente no
século XX, em meados da década de 20, tendo suas primeiras teorias publicadas na
26 CAPÍTULO II – Revisão Bibliográfica
década de 40 e, como principais trabalhos, com maior embasamento, realizadas por
Frenkel e Kuczynski (German, 1996).
Os estudos acerca do processo de sinterização têm se intensificado ao longo dos
anos objetivando-se obter uma descrição quantitativa teórica que expresse as
interações entre os fatores geométricos e termodinâmicos que ocorrem durante este
processo, além de tentar adequá-las à sinterização dos materiais nanoestruturados.
O conceito de sinterização é baseado no princípio de que tudo tende para o estado
mais baixo de energia (German, 1996).
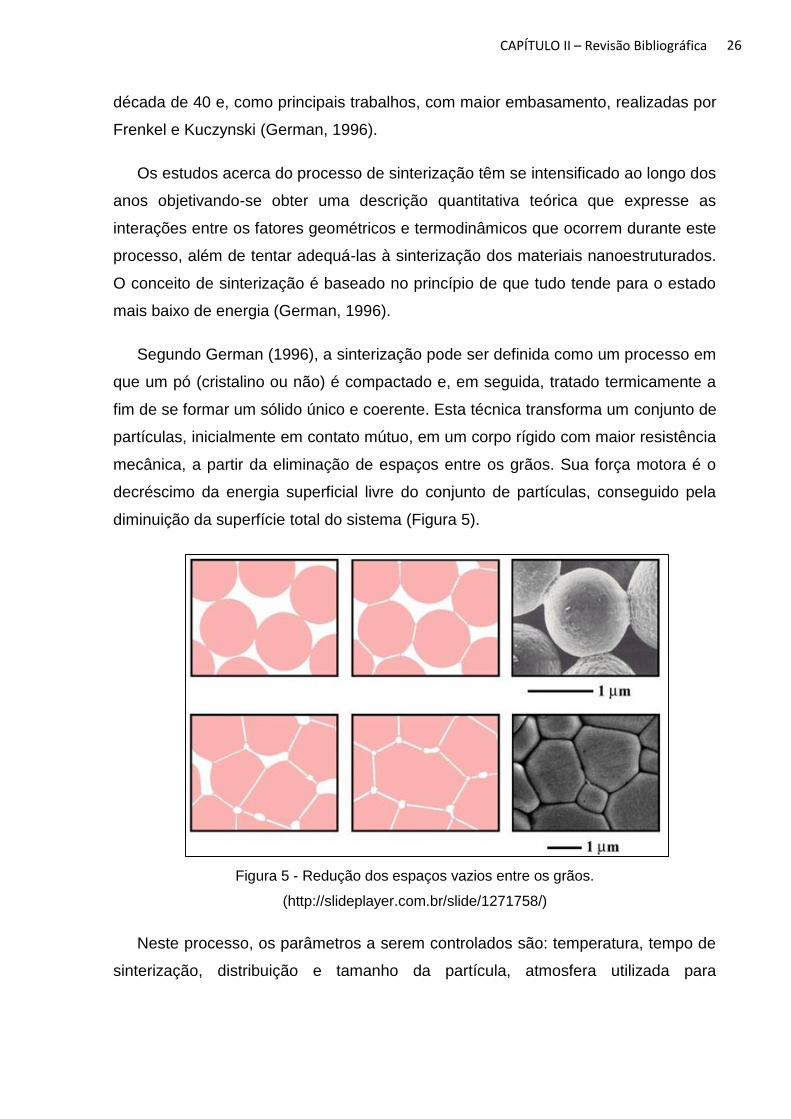
Segundo German (1996), a sinterização pode ser definida como um processo em
que um pó (cristalino ou não) é compactado e, em seguida, tratado termicamente a
fim de se formar um sólido único e coerente. Esta técnica transforma um conjunto de
partículas, inicialmente em contato mútuo, em um corpo rígido com maior resistência
mecânica, a partir da eliminação de espaços entre os grãos. Sua força motora é o
decréscimo da energia superficial livre do conjunto de partículas, conseguido pela
diminuição da superfície total do sistema (Figura 5).
Figura 5 - Redução dos espaços vazios entre os grãos.
(http://slideplayer.com.br/slide/1271758/)
Neste processo, os parâmetros a serem controlados são: temperatura, tempo de
sinterização, distribuição e tamanho da partícula, atmosfera utilizada para
27 CAPÍTULO II – Revisão Bibliográfica
sinterização, pressão no caso de prensagem a quente, porosidade, tamanho dos
grãos, distribuição de fase e composição do compacto (German, 1996).
Segundo Silva e Alves Jr (1998-a), existe uma diferença que vale a pena ressaltar
entre tipo de sinterização e técnica de sinterização. A primeira se refere ao modo com
que ocorre a cinética de sinterização, que abrange os mecanismos responsáveis pela
redução de vazios do corpo. A técnica de sinterização consiste no método utilizado
para se obter na prática a sinterização de uma mistura, ou seja, os artifícios adotados
a fim de se conseguir as condições necessárias para que ocorra a sinterização.
Para utilização da tecnologia da Metalurgia do Pó, faz-se necessária a prensagem
dos pós em moldes metálicos e o aquecimento dos mesmos, de forma controlada,
para que haja a consolidação da peça. Desta forma, é possível se obter, no produto
final, a forma almejada e um bom acabamento de superfície, além de controlar com
maior rigor a composição química e propriedades mecânicas da peça (Silva e Alves
Jr - 1998-a).
Esta tecnologia se baseia em quatro etapas fundamentais: a obtenção, a mistura,
a compactação e a sinterização dos pós. A força motriz para qualquer tipo de
sinterização provém da redução da energia livre superficial do conjunto de partículas.
Esta queda da energia se dá devido à redução da porosidade, o que diminui a interface
material/poro, dando lugar a um outro tipo de interface, denominada material/material
(Silva e Alves Jr, 1998-b).
O tipo de sinterização em vigor, em cada caso, depende do modo como este
material é deslocado. A presença de uma fase líquida na mistura faz com que haja
uma mudança significante na cinética de sinterização. Baseado neste fato, o processo
de sinterização se divide em dois tipos básicos: a sinterização por fase líquida e a
sinterização por fase sólida, os quais abrangem todas a variações de cinética de
sinterização. Dentro destas classes básicas, existem muitas variações de cinética de
sinterização, devido à enorme variedade de materiais sinterizáveis, suas relações e
as relações entre estas e os fatores geométricos significantes (tamanho e forma de
partículas). Estes dois tipos básicos de sinterização são capazes de densificar total
ou parcialmente a estrutura, sendo que com o primeiro tipo é possível se obter uma
estrutura com porosidade controlada, enquanto que o fechamento total da porosidade
28 CAPÍTULO II – Revisão Bibliográfica
é mais facilmente obtido através da sinterização por fase líquida (Silva e Alves Jr,
1998-b).
Estas duas classes básicas possuem ainda, como subclasses, a sinterização
ativada e a sinterização rápida. Assim, para se definir com segurança qual o tipo de
cinética de sinterização do sistema, deve-se examinar criteriosamente o caso
específico, baseando-se em teorias, ao invés de tentar encaixar o caso em teorias já
existentes, como de praxe (Silva e Alves Jr, 1998-b).
2.3.1. Sinterização no Estado Sólido
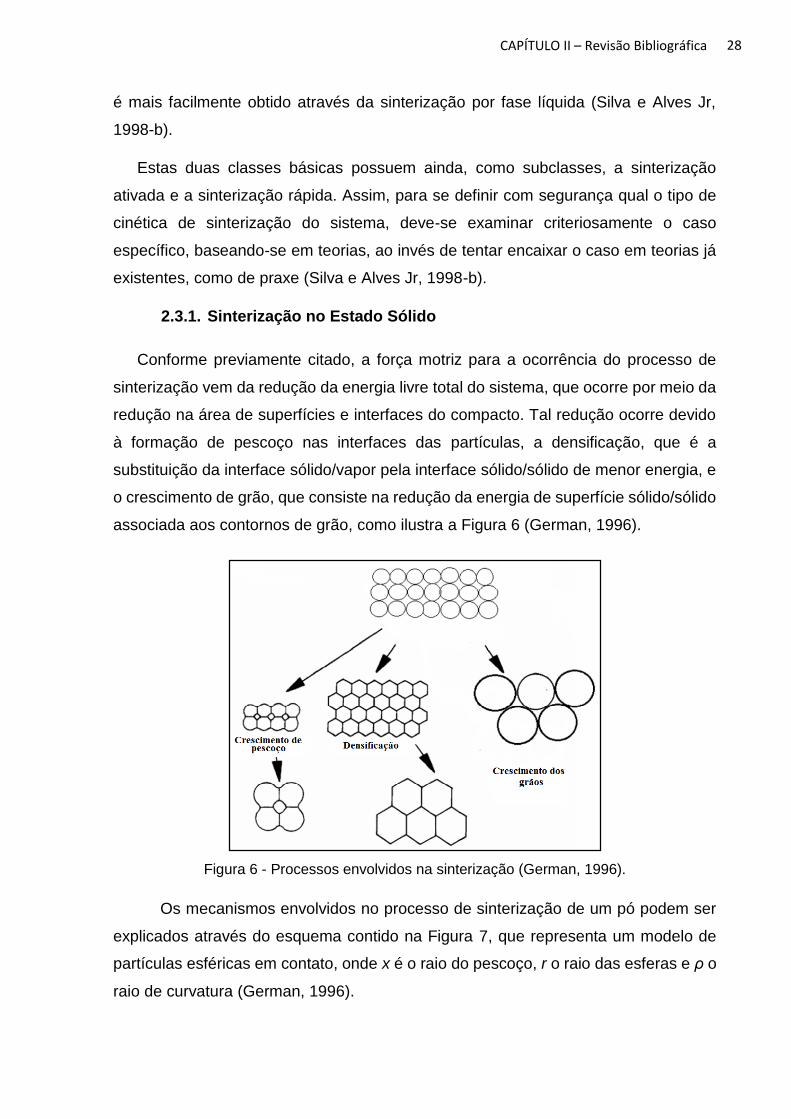
Conforme previamente citado, a força motriz para a ocorrência do processo de
sinterização vem da redução da energia livre total do sistema, que ocorre por meio da
redução na área de superfícies e interfaces do compacto. Tal redução ocorre devido
à formação de pescoço nas interfaces das partículas, a densificação, que é a
substituição da interface sólido/vapor pela interface sólido/sólido de menor energia, e
o crescimento de grão, que consiste na redução da energia de superfície sólido/sólido
associada aos contornos de grão, como ilustra a Figura 6 (German, 1996).
Figura 6 - Processos envolvidos na sinterização (German, 1996).
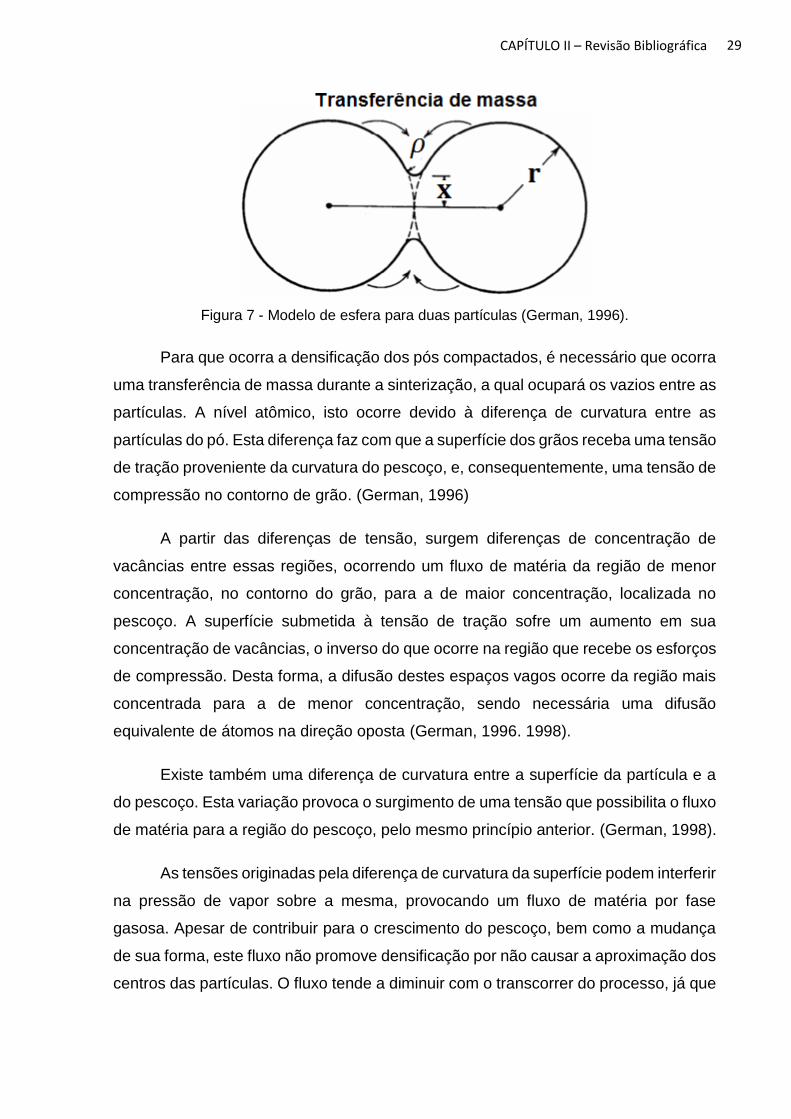
Os mecanismos envolvidos no processo de sinterização de um pó podem ser
explicados através do esquema contido na Figura 7, que representa um modelo de
partículas esféricas em contato, onde x é o raio do pescoço, r o raio das esferas e ρ o
raio de curvatura (German, 1996).
29 CAPÍTULO II – Revisão Bibliográfica
Figura 7 - Modelo de esfera para duas partículas (German, 1996).
Para que ocorra a densificação dos pós compactados, é necessário que ocorra
uma transferência de massa durante a sinterização, a qual ocupará os vazios entre as
partículas. A nível atômico, isto ocorre devido à diferença de curvatura entre as
partículas do pó. Esta diferença faz com que a superfície dos grãos receba uma tensão
de tração proveniente da curvatura do pescoço, e, consequentemente, uma tensão de
compressão no contorno de grão. (German, 1996)
A partir das diferenças de tensão, surgem diferenças de concentração de
vacâncias entre essas regiões, ocorrendo um fluxo de matéria da região de menor
concentração, no contorno do grão, para a de maior concentração, localizada no
pescoço. A superfície submetida à tensão de tração sofre um aumento em sua
concentração de vacâncias, o inverso do que ocorre na região que recebe os esforços
de compressão. Desta forma, a difusão destes espaços vagos ocorre da região mais
concentrada para a de menor concentração, sendo necessária uma difusão
equivalente de átomos na direção oposta (German, 1996. 1998).
Existe também uma diferença de curvatura entre a superfície da partícula e a
do pescoço. Esta variação provoca o surgimento de uma tensão que possibilita o fluxo
de matéria para a região do pescoço, pelo mesmo princípio anterior. (German, 1998).
As tensões originadas pela diferença de curvatura da superfície podem interferir
na pressão de vapor sobre a mesma, provocando um fluxo de matéria por fase
gasosa. Apesar de contribuir para o crescimento do pescoço, bem como a mudança
de sua forma, este fluxo não promove densificação por não causar a aproximação dos
centros das partículas. O fluxo tende a diminuir com o transcorrer do processo, já que
30 CAPÍTULO II – Revisão Bibliográfica
a redução consequente nas diferenças de curvatura entre os pescoços diminui o
gradiente termodinâmico. (Krell, 2006)
Os mecanismos de transporte em massa determinam como ocorre o fluxo de
matéria em resposta à força motriz de sinterização, podendo ser divididos
basicamente em duas classes: mecanismos de transporte superficial e pela rede, que
se caracterizam pelos absorvedores e pelo caminho de transporte de material que
está atuando no processo. Estes podem ocorrer por difusão superficial ou evaporação
– condensação, não provocando retração na matéria (Krell, 2006).
Há uma difusão superficial, provocada pela movimentação de vazios e átomos
sobre a superfície das partículas. Através dos poros, pode ocorrer evaporação e/ou
condensação. Há também difusão no contorno do grão e difusão volumétrica ou fluxo
viscoso através da rede (Krell, 2006). Para que haja densificação durante o processo
de sinterização, o transporte de matéria deve ocorrer do interior da partícula para o
pescoço. Desta forma ficam definidos os mecanismos que geram densificação:
difusão volumétrica e difusão pelo contorno de grão (German, 1996).
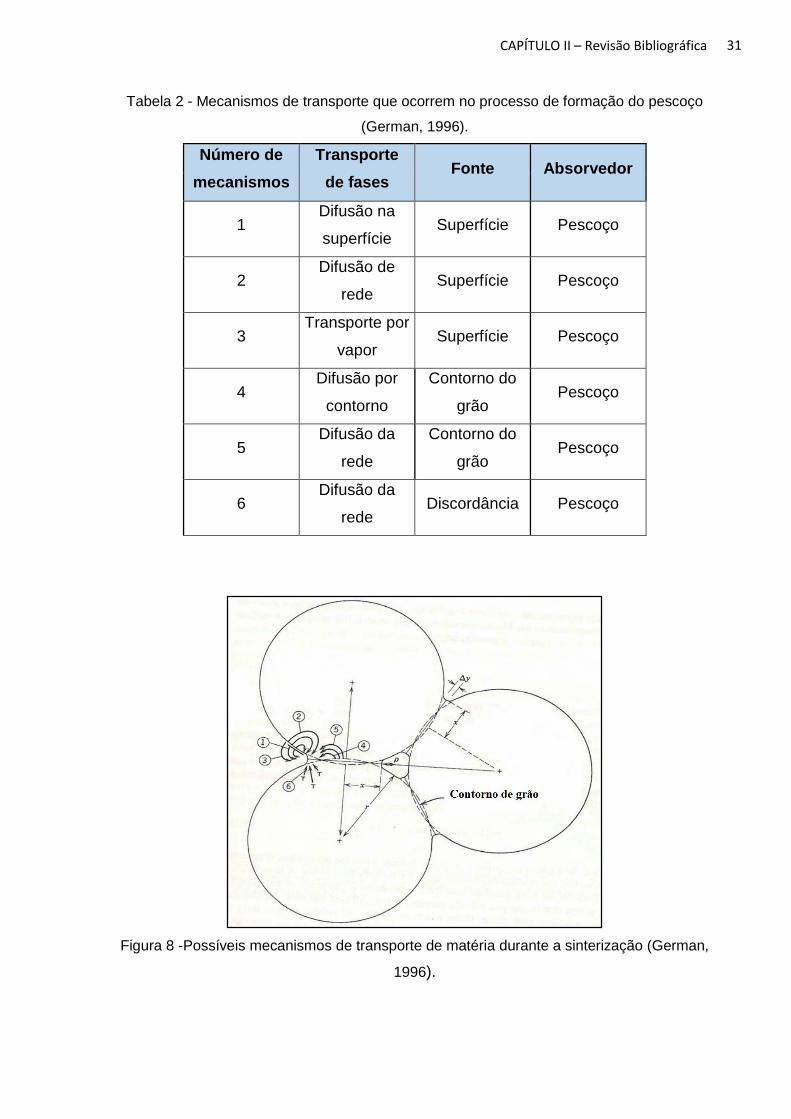
A Tabela 2 e as Figuras 8 e 9 mostram os mecanismos de transporte de matéria
durante o processo de sinterização.
31 CAPÍTULO II – Revisão Bibliográfica
Tabela 2 - Mecanismos de transporte que ocorrem no processo de formação do pescoço
(German, 1996).
Número de
mecanismos
Transporte
de fases Fonte Absorvedor
1 Difusão na
superfície Superfície Pescoço
2 Difusão de
rede Superfície Pescoço
3 Transporte por
vapor Superfície Pescoço
4 Difusão por
contorno
Contorno do
grão Pescoço
5 Difusão da
rede
Contorno do
grão Pescoço
6 Difusão da
rede Discordância Pescoço
Figura 8 -Possíveis mecanismos de transporte de matéria durante a sinterização (German,
1996).
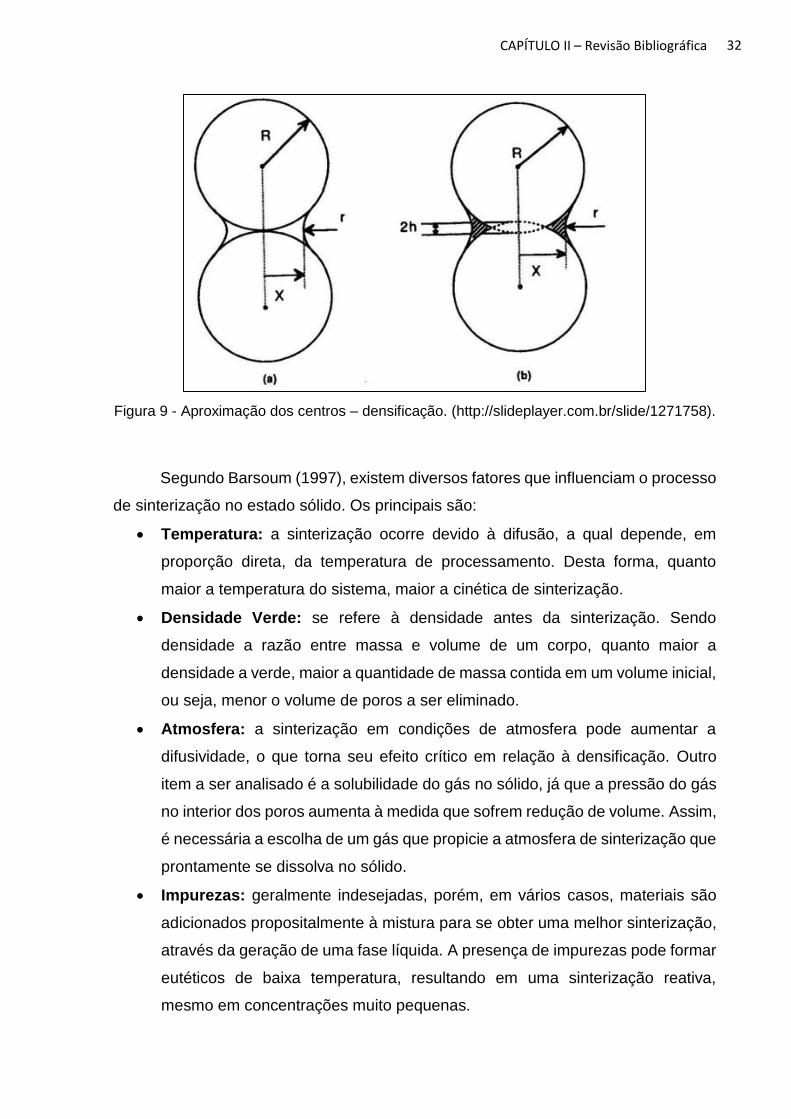
32 CAPÍTULO II – Revisão Bibliográfica
Figura 9 - Aproximação dos centros – densificação. (http://slideplayer.com.br/slide/1271758).
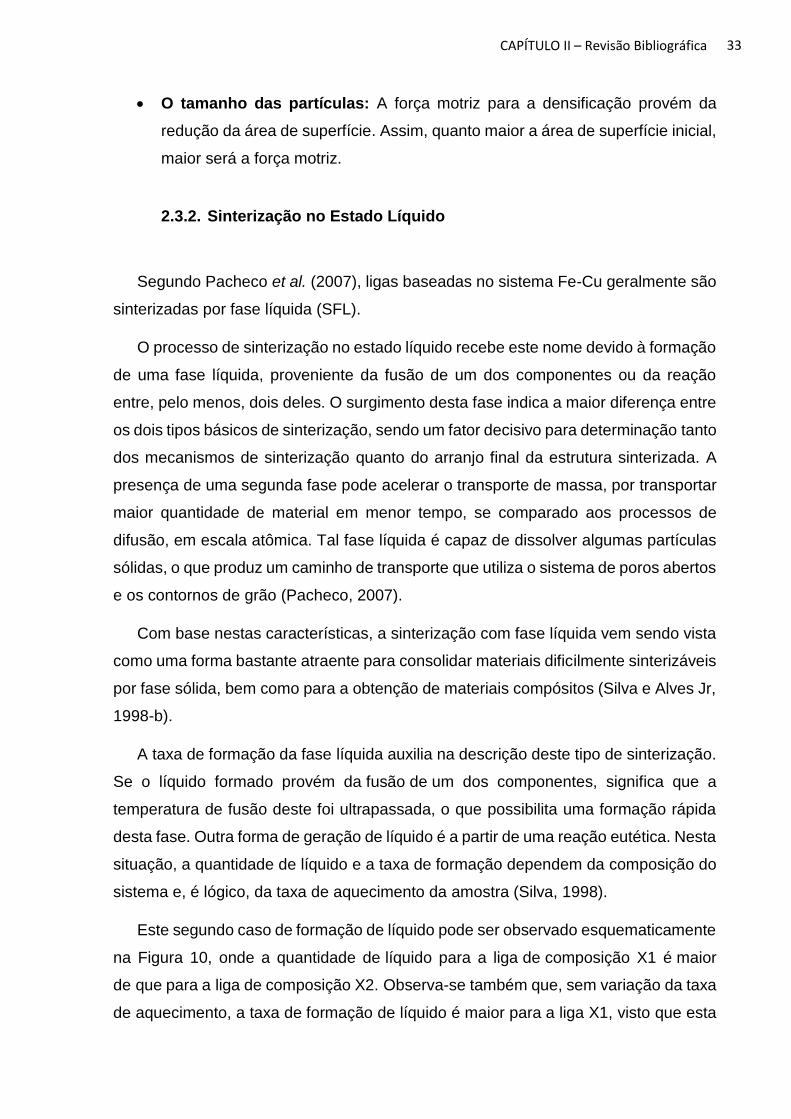
Segundo Barsoum (1997), existem diversos fatores que influenciam o processo
de sinterização no estado sólido. Os principais são:
Temperatura: a sinterização ocorre devido à difusão, a qual depende, em
proporção direta, da temperatura de processamento. Desta forma, quanto
maior a temperatura do sistema, maior a cinética de sinterização.
Densidade Verde: se refere à densidade antes da sinterização. Sendo
densidade a razão entre massa e volume de um corpo, quanto maior a
densidade a verde, maior a quantidade de massa contida em um volume inicial,
ou seja, menor o volume de poros a ser eliminado.
Atmosfera: a sinterização em condições de atmosfera pode aumentar a
difusividade, o que torna seu efeito crítico em relação à densificação. Outro
item a ser analisado é a solubilidade do gás no sólido, já que a pressão do gás
no interior dos poros aumenta à medida que sofrem redução de volume. Assim,
é necessária a escolha de um gás que propicie a atmosfera de sinterização que
prontamente se dissolva no sólido.
Impurezas: geralmente indesejadas, porém, em vários casos, materiais são
adicionados propositalmente à mistura para se obter uma melhor sinterização,
através da geração de uma fase líquida. A presença de impurezas pode formar
eutéticos de baixa temperatura, resultando em uma sinterização reativa,
mesmo em concentrações muito pequenas.
33 CAPÍTULO II – Revisão Bibliográfica
O tamanho das partículas: A força motriz para a densificação provém da
redução da área de superfície. Assim, quanto maior a área de superfície inicial,
maior será a força motriz.
2.3.2. Sinterização no Estado Líquido
Segundo Pacheco et al. (2007), ligas baseadas no sistema Fe-Cu geralmente são
sinterizadas por fase líquida (SFL).
O processo de sinterização no estado líquido recebe este nome devido à formação
de uma fase líquida, proveniente da fusão de um dos componentes ou da reação
entre, pelo menos, dois deles. O surgimento desta fase indica a maior diferença entre
os dois tipos básicos de sinterização, sendo um fator decisivo para determinação tanto
dos mecanismos de sinterização quanto do arranjo final da estrutura sinterizada. A
presença de uma segunda fase pode acelerar o transporte de massa, por transportar
maior quantidade de material em menor tempo, se comparado aos processos de
difusão, em escala atômica. Tal fase líquida é capaz de dissolver algumas partículas
sólidas, o que produz um caminho de transporte que utiliza o sistema de poros abertos
e os contornos de grão (Pacheco, 2007).
Com base nestas características, a sinterização com fase líquida vem sendo vista
como uma forma bastante atraente para consolidar materiais dificilmente sinterizáveis
por fase sólida, bem como para a obtenção de materiais compósitos (Silva e Alves Jr,
1998-b).
A taxa de formação da fase líquida auxilia na descrição deste tipo de sinterização.
Se o líquido formado provém da fusão de um dos componentes, significa que a
temperatura de fusão deste foi ultrapassada, o que possibilita uma formação rápida
desta fase. Outra forma de geração de líquido é a partir de uma reação eutética. Nesta
situação, a quantidade de líquido e a taxa de formação dependem da composição do
sistema e, é lógico, da taxa de aquecimento da amostra (Silva, 1998).
Este segundo caso de formação de líquido pode ser observado esquematicamente
na Figura 10, onde a quantidade de líquido para a liga de composição X1 é maior
de que para a liga de composição X2. Observa-se também que, sem variação da taxa
de aquecimento, a taxa de formação de líquido é maior para a liga X1, visto que esta
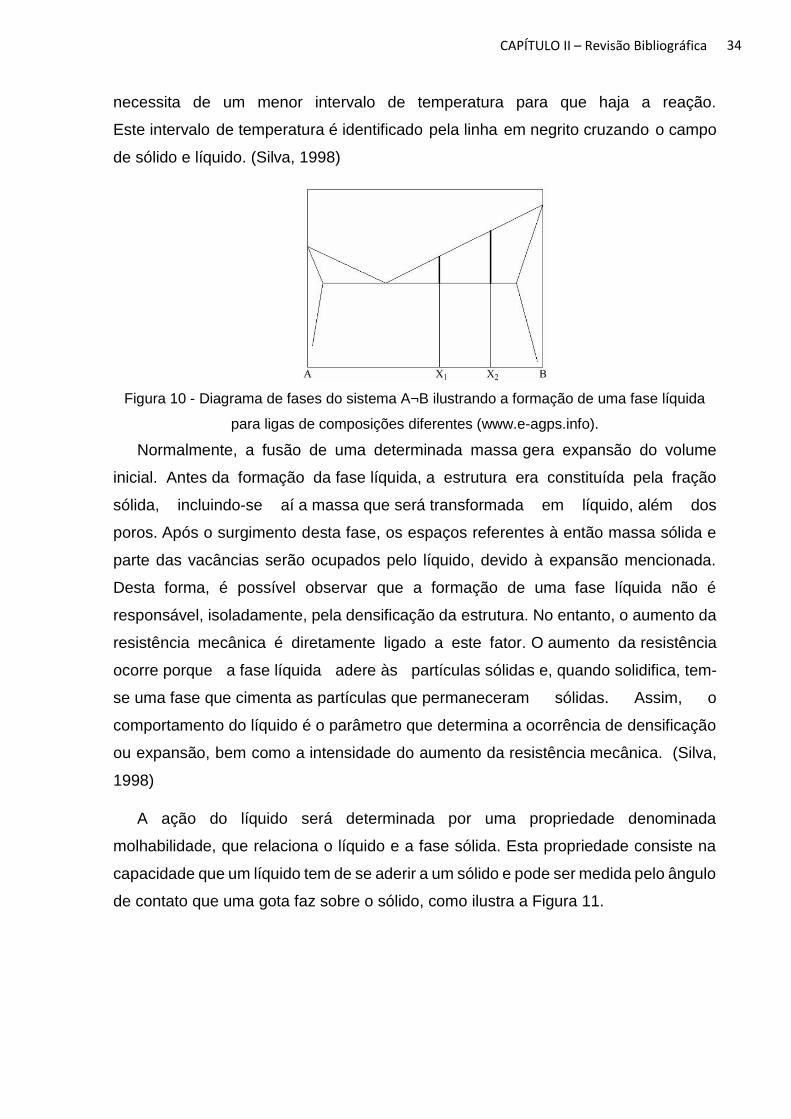
34 CAPÍTULO II – Revisão Bibliográfica
necessita de um menor intervalo de temperatura para que haja a reação.
Este intervalo de temperatura é identificado pela linha em negrito cruzando o campo
de sólido e líquido. (Silva, 1998)
Figura 10 - Diagrama de fases do sistema A¬B ilustrando a formação de uma fase líquida
para ligas de composições diferentes (www.e-agps.info).
Normalmente, a fusão de uma determinada massa gera expansão do volume
inicial. Antes da formação da fase líquida, a estrutura era constituída pela fração
sólida, incluindo-se aí a massa que será transformada em líquido, além dos
poros. Após o surgimento desta fase, os espaços referentes à então massa sólida e
parte das vacâncias serão ocupados pelo líquido, devido à expansão mencionada.
Desta forma, é possível observar que a formação de uma fase líquida não é
responsável, isoladamente, pela densificação da estrutura. No entanto, o aumento da
resistência mecânica é diretamente ligado a este fator. O aumento da resistência
ocorre porque a fase líquida adere às partículas sólidas e, quando solidifica, tem-
se uma fase que cimenta as partículas que permaneceram sólidas. Assim, o
comportamento do líquido é o parâmetro que determina a ocorrência de densificação
ou expansão, bem como a intensidade do aumento da resistência mecânica. (Silva,
1998)
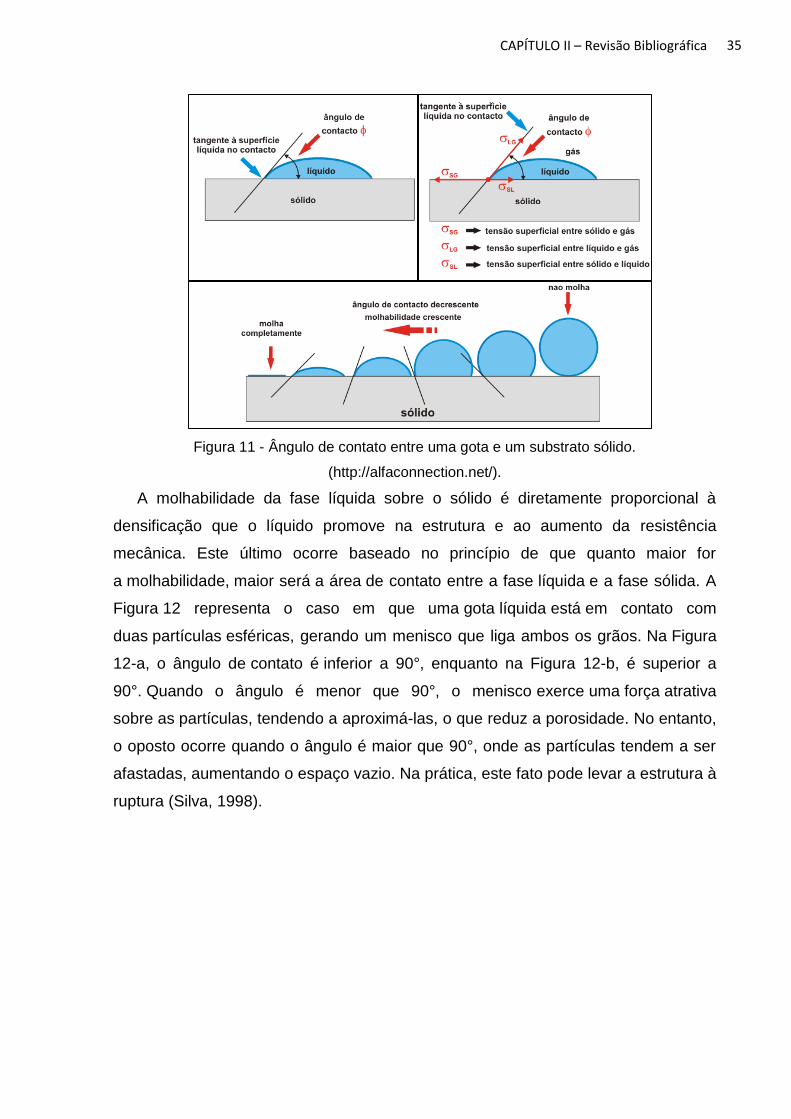
A ação do líquido será determinada por uma propriedade denominada
molhabilidade, que relaciona o líquido e a fase sólida. Esta propriedade consiste na
capacidade que um líquido tem de se aderir a um sólido e pode ser medida pelo ângulo
de contato que uma gota faz sobre o sólido, como ilustra a Figura 11.
35 CAPÍTULO II – Revisão Bibliográfica
Figura 11 - Ângulo de contato entre uma gota e um substrato sólido.
(http://alfaconnection.net/).
A molhabilidade da fase líquida sobre o sólido é diretamente proporcional à
densificação que o líquido promove na estrutura e ao aumento da resistência
mecânica. Este último ocorre baseado no princípio de que quanto maior for
a molhabilidade, maior será a área de contato entre a fase líquida e a fase sólida. A
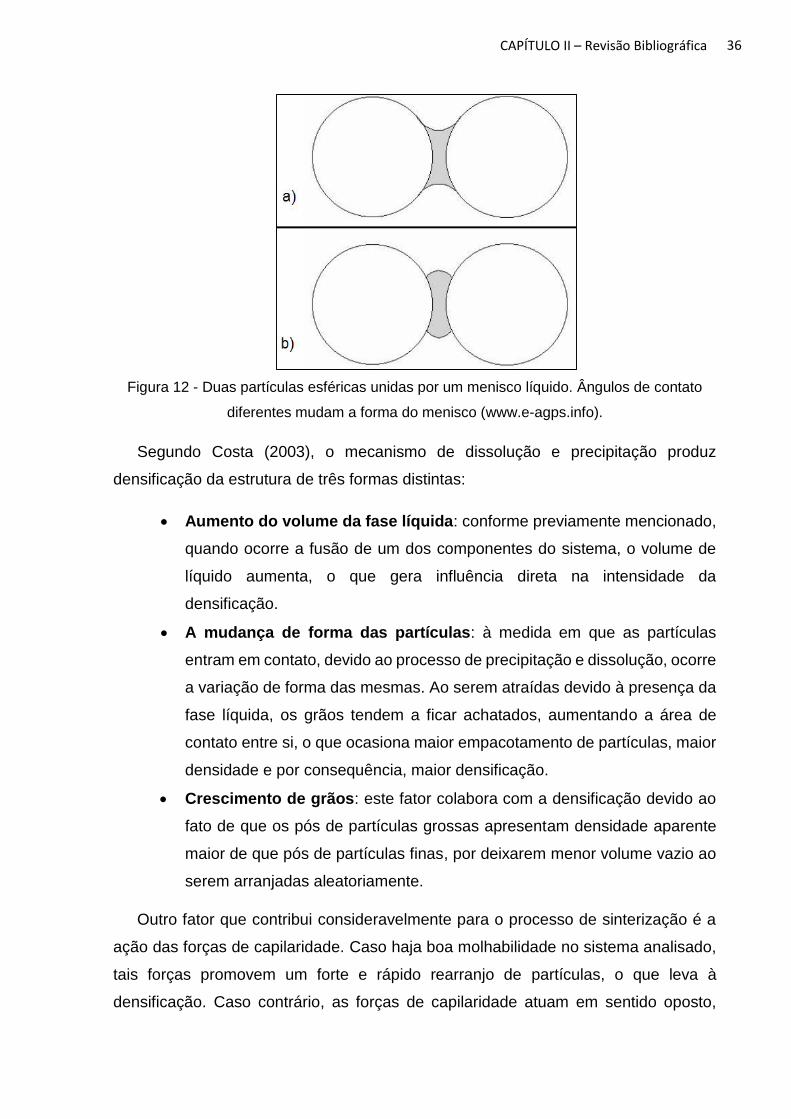
Figura 12 representa o caso em que uma gota líquida está em contato com
duas partículas esféricas, gerando um menisco que liga ambos os grãos. Na Figura
12-a, o ângulo de contato é inferior a 90°, enquanto na Figura 12-b, é superior a
90°. Quando o ângulo é menor que 90°, o menisco exerce uma força atrativa
sobre as partículas, tendendo a aproximá-las, o que reduz a porosidade. No entanto,
o oposto ocorre quando o ângulo é maior que 90°, onde as partículas tendem a ser
afastadas, aumentando o espaço vazio. Na prática, este fato pode levar a estrutura à
ruptura (Silva, 1998).
36 CAPÍTULO II – Revisão Bibliográfica
Figura 12 - Duas partículas esféricas unidas por um menisco líquido. Ângulos de contato
diferentes mudam a forma do menisco (www.e-agps.info).
Segundo Costa (2003), o mecanismo de dissolução e precipitação produz
densificação da estrutura de três formas distintas:
Aumento do volume da fase líquida: conforme previamente mencionado,
quando ocorre a fusão de um dos componentes do sistema, o volume de
líquido aumenta, o que gera influência direta na intensidade da
densificação.
A mudança de forma das partículas: à medida em que as partículas
entram em contato, devido ao processo de precipitação e dissolução, ocorre
a variação de forma das mesmas. Ao serem atraídas devido à presença da
fase líquida, os grãos tendem a ficar achatados, aumentando a área de
contato entre si, o que ocasiona maior empacotamento de partículas, maior
densidade e por consequência, maior densificação.
Crescimento de grãos: este fator colabora com a densificação devido ao
fato de que os pós de partículas grossas apresentam densidade aparente
maior de que pós de partículas finas, por deixarem menor volume vazio ao
serem arranjadas aleatoriamente.
Outro fator que contribui consideravelmente para o processo de sinterização é a
ação das forças de capilaridade. Caso haja boa molhabilidade no sistema analisado,
tais forças promovem um forte e rápido rearranjo de partículas, o que leva à
densificação. Caso contrário, as forças de capilaridade atuam em sentido oposto,
37 CAPÍTULO II – Revisão Bibliográfica
impedindo a densificação e podendo, inclusive, promover o rompimento da estrutura
(Silva e Alves Jr, 1998-b).
A solubilidade do sistema comporta outro fator bastante relevante em um processo
de sinterização. Caso haja boa solubilidade da fase sólida na líquida, a sinterização
ocorre com maior facilidade. Entretanto, o oposto também pode acontecer, onde as
partículas sólidas dissolvem as líquidas, reduzindo o volume e prejudicando a cinética
de sinterização. Desta forma, é necessário o estudo prévio do diagrama de fases do
sistema a ser sinterizado, para observação das solubilidades das fases existentes
(Costa, 2003).
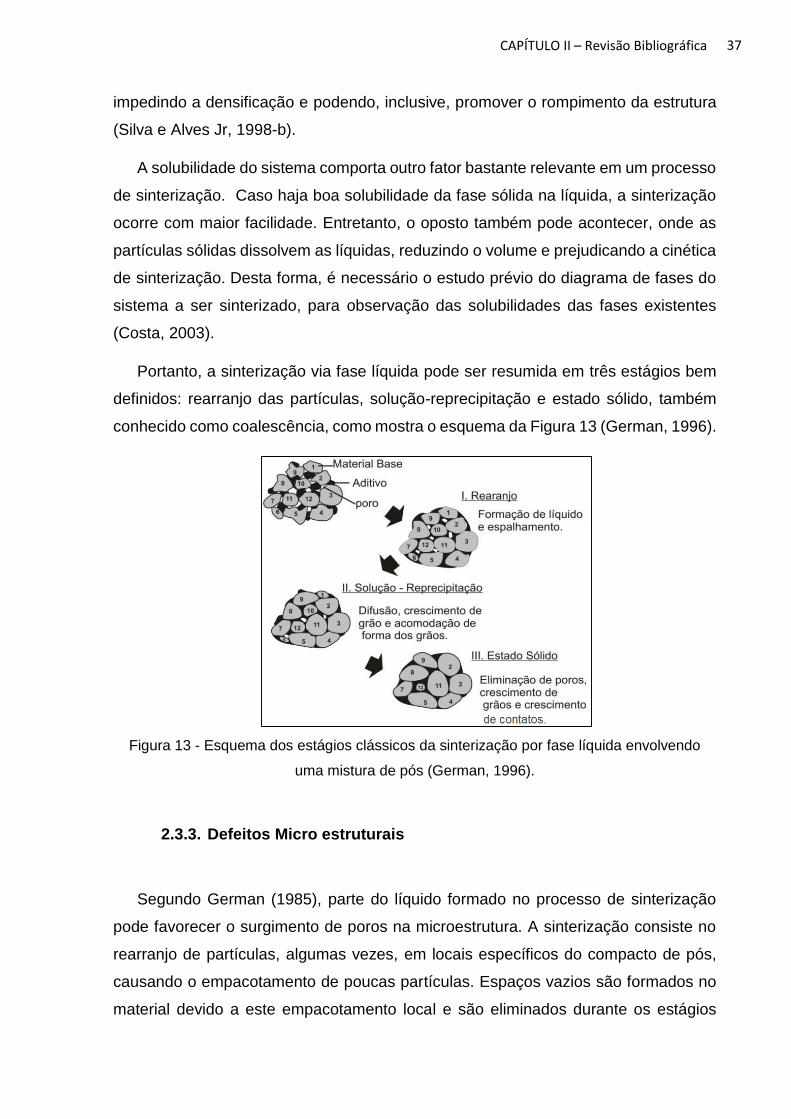
Portanto, a sinterização via fase líquida pode ser resumida em três estágios bem
definidos: rearranjo das partículas, solução-reprecipitação e estado sólido, também
conhecido como coalescência, como mostra o esquema da Figura 13 (German, 1996).
Figura 13 - Esquema dos estágios clássicos da sinterização por fase líquida envolvendo
uma mistura de pós (German, 1996).
2.3.3. Defeitos Micro estruturais
Segundo German (1985), parte do líquido formado no processo de sinterização
pode favorecer o surgimento de poros na microestrutura. A sinterização consiste no
rearranjo de partículas, algumas vezes, em locais específicos do compacto de pós,
causando o empacotamento de poucas partículas. Espaços vazios são formados no
material devido a este empacotamento local e são eliminados durante os estágios
38 CAPÍTULO II – Revisão Bibliográfica
intermediário e final da sinterização assistida por fase líquida. O defeito mencionado
pode ser intensificado se o corpo consolidado apresentar baixa densidade, pois
favorece o rearranjo das partículas.
O sistema Fe-Cu possui características que podem resultar em expansão
volumétrica, comumente chamado “inchaço”, devido à fase líquida formada pela fusão
do Cobre, que ocorre nos minutos iniciais de sinterização. (Pacheco et al. 2007). Este
fenômeno pode resultar em espaços vazios na microestrutura, que sofrerão aumento
de volume à medida que maior for o tamanho médio dos grãos. Neste caso, grandes
dificuldades serão encontradas para eliminar os poros durante o ciclo de sinterização
(Sideris, 2013).
2.4. Características Principais dos Compósitos Diamantados Atualmente
Produzidos
Os compósitos diamantados são compostos por uma matriz principal e cristais de
diamante. Esta matriz tem como função principal promover, de maneira bastante
eficiente, a fixação dos cristais. O processo de fabricação deste segmento provoca o
surgimento de tensões internas nos contornos dos cristais. A matriz necessita de um
bom condicionamento referente à fadiga, para que haja um comportamento mecânico
capaz de manter a aderência do grão à mesma (Konstanty, 1991).
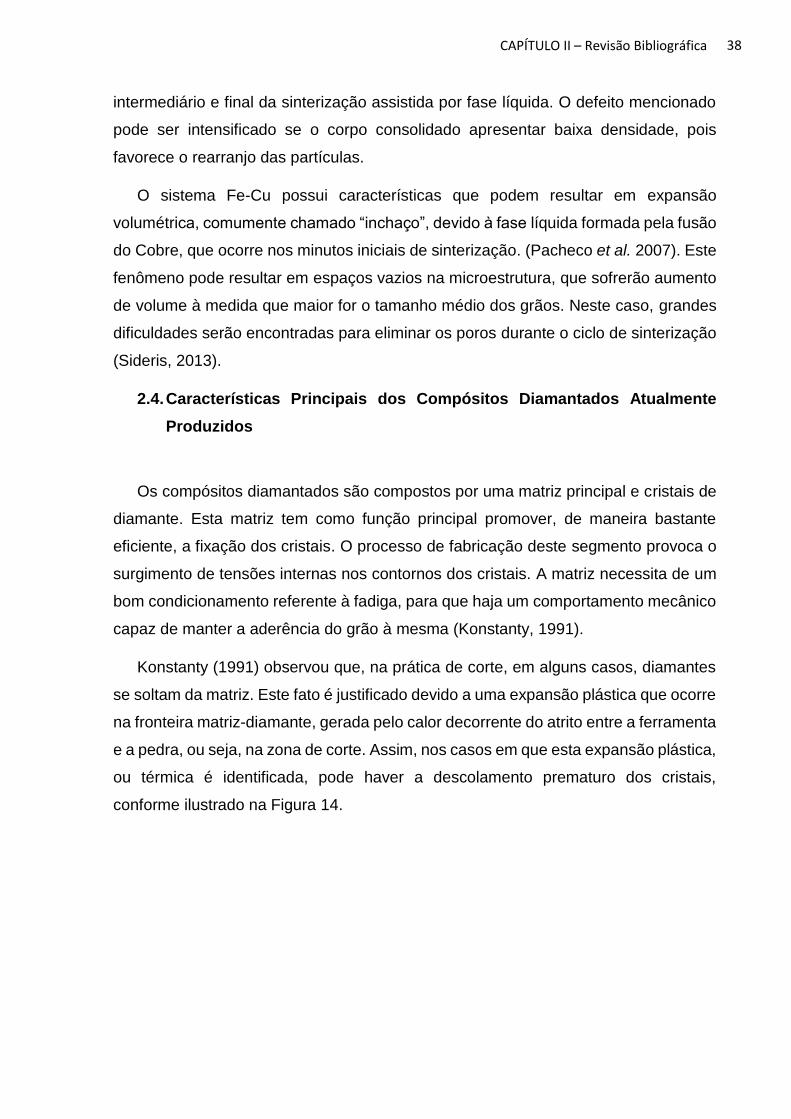
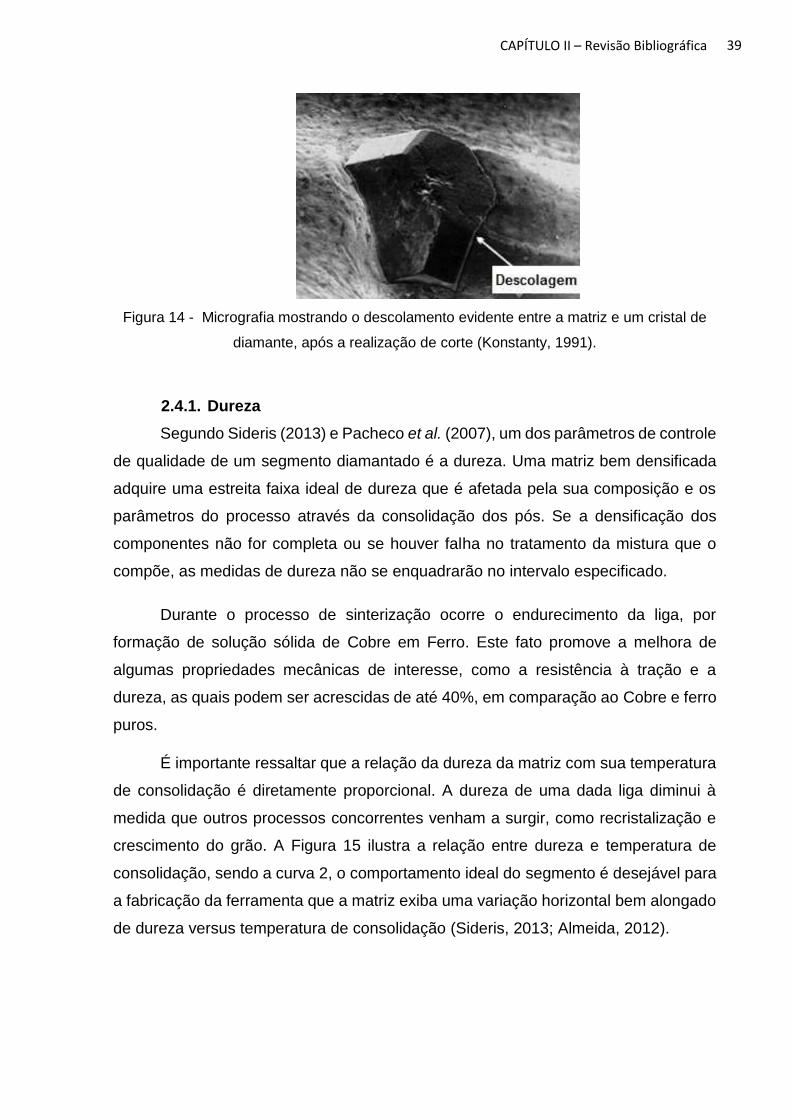
Konstanty (1991) observou que, na prática de corte, em alguns casos, diamantes
se soltam da matriz. Este fato é justificado devido a uma expansão plástica que ocorre
na fronteira matriz-diamante, gerada pelo calor decorrente do atrito entre a ferramenta
e a pedra, ou seja, na zona de corte. Assim, nos casos em que esta expansão plástica,
ou térmica é identificada, pode haver a descolamento prematuro dos cristais,
conforme ilustrado na Figura 14.
39 CAPÍTULO II – Revisão Bibliográfica
Figura 14 - Micrografia mostrando o descolamento evidente entre a matriz e um cristal de
diamante, após a realização de corte (Konstanty, 1991).
2.4.1. Dureza
Segundo Sideris (2013) e Pacheco et al. (2007), um dos parâmetros de controle
de qualidade de um segmento diamantado é a dureza. Uma matriz bem densificada
adquire uma estreita faixa ideal de dureza que é afetada pela sua composição e os
parâmetros do processo através da consolidação dos pós. Se a densificação dos
componentes não for completa ou se houver falha no tratamento da mistura que o
compõe, as medidas de dureza não se enquadrarão no intervalo especificado.
Durante o processo de sinterização ocorre o endurecimento da liga, por
formação de solução sólida de Cobre em Ferro. Este fato promove a melhora de
algumas propriedades mecânicas de interesse, como a resistência à tração e a
dureza, as quais podem ser acrescidas de até 40%, em comparação ao Cobre e ferro
puros.
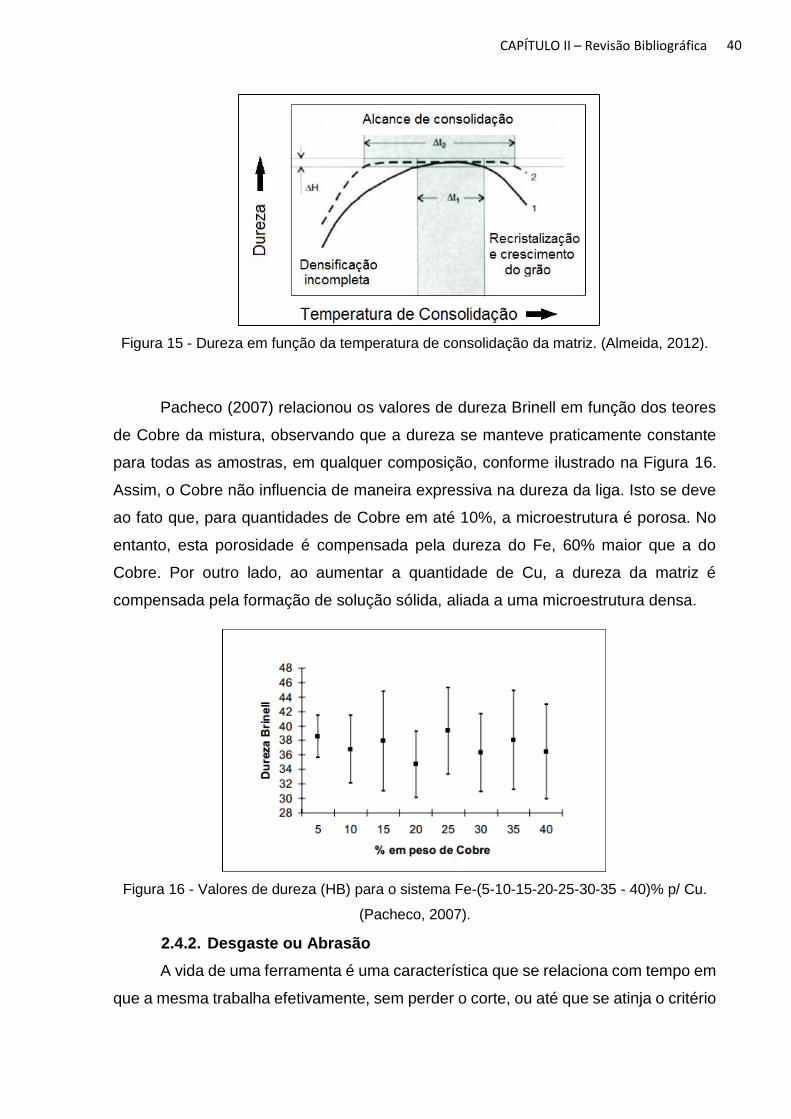
É importante ressaltar que a relação da dureza da matriz com sua temperatura
de consolidação é diretamente proporcional. A dureza de uma dada liga diminui à
medida que outros processos concorrentes venham a surgir, como recristalização e
crescimento do grão. A Figura 15 ilustra a relação entre dureza e temperatura de
consolidação, sendo a curva 2, o comportamento ideal do segmento é desejável para
a fabricação da ferramenta que a matriz exiba uma variação horizontal bem alongado
de dureza versus temperatura de consolidação (Sideris, 2013; Almeida, 2012).
40 CAPÍTULO II – Revisão Bibliográfica
Figura 15 - Dureza em função da temperatura de consolidação da matriz. (Almeida, 2012).
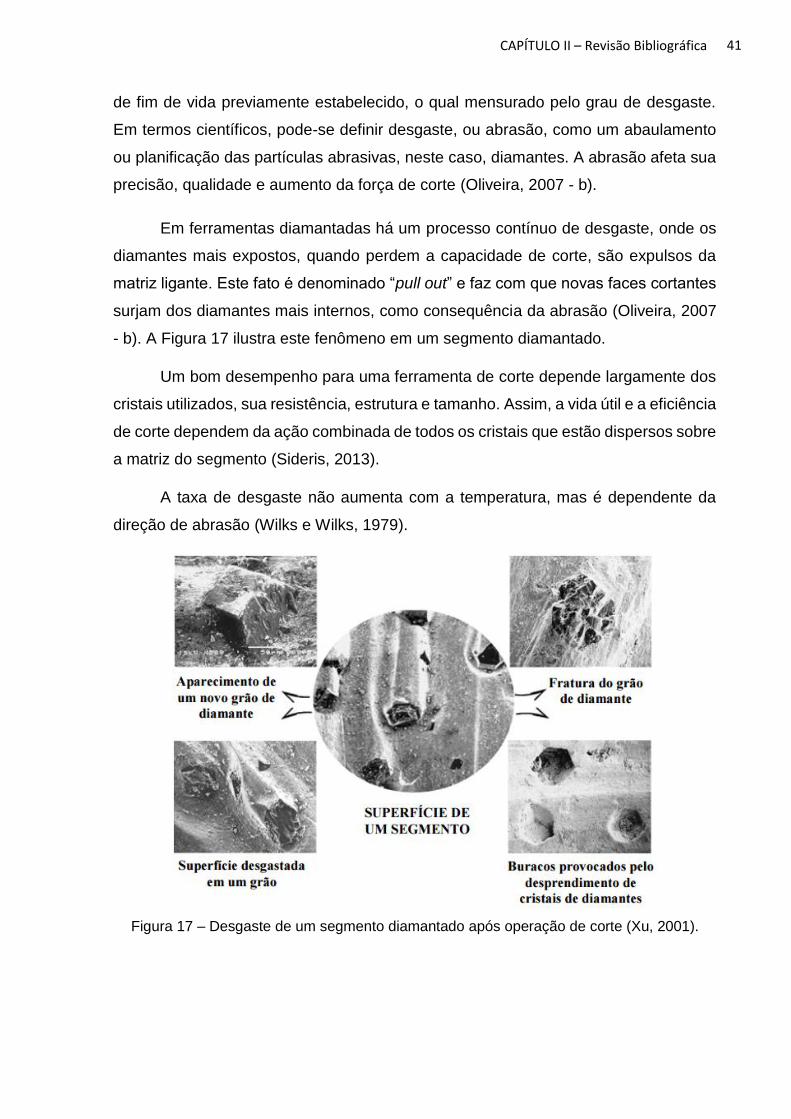
Pacheco (2007) relacionou os valores de dureza Brinell em função dos teores
de Cobre da mistura, observando que a dureza se manteve praticamente constante
para todas as amostras, em qualquer composição, conforme ilustrado na Figura 16.
Assim, o Cobre não influencia de maneira expressiva na dureza da liga. Isto se deve
ao fato que, para quantidades de Cobre em até 10%, a microestrutura é porosa. No
entanto, esta porosidade é compensada pela dureza do Fe, 60% maior que a do
Cobre. Por outro lado, ao aumentar a quantidade de Cu, a dureza da matriz é
compensada pela formação de solução sólida, aliada a uma microestrutura densa.
Figura 16 - Valores de dureza (HB) para o sistema Fe-(5-10-15-20-25-30-35 - 40)% p/ Cu.
(Pacheco, 2007).
2.4.2. Desgaste ou Abrasão
A vida de uma ferramenta é uma característica que se relaciona com tempo em
que a mesma trabalha efetivamente, sem perder o corte, ou até que se atinja o critério
41 CAPÍTULO II – Revisão Bibliográfica
de fim de vida previamente estabelecido, o qual mensurado pelo grau de desgaste.
Em termos científicos, pode-se definir desgaste, ou abrasão, como um abaulamento
ou planificação das partículas abrasivas, neste caso, diamantes. A abrasão afeta sua
precisão, qualidade e aumento da força de corte (Oliveira, 2007 - b).
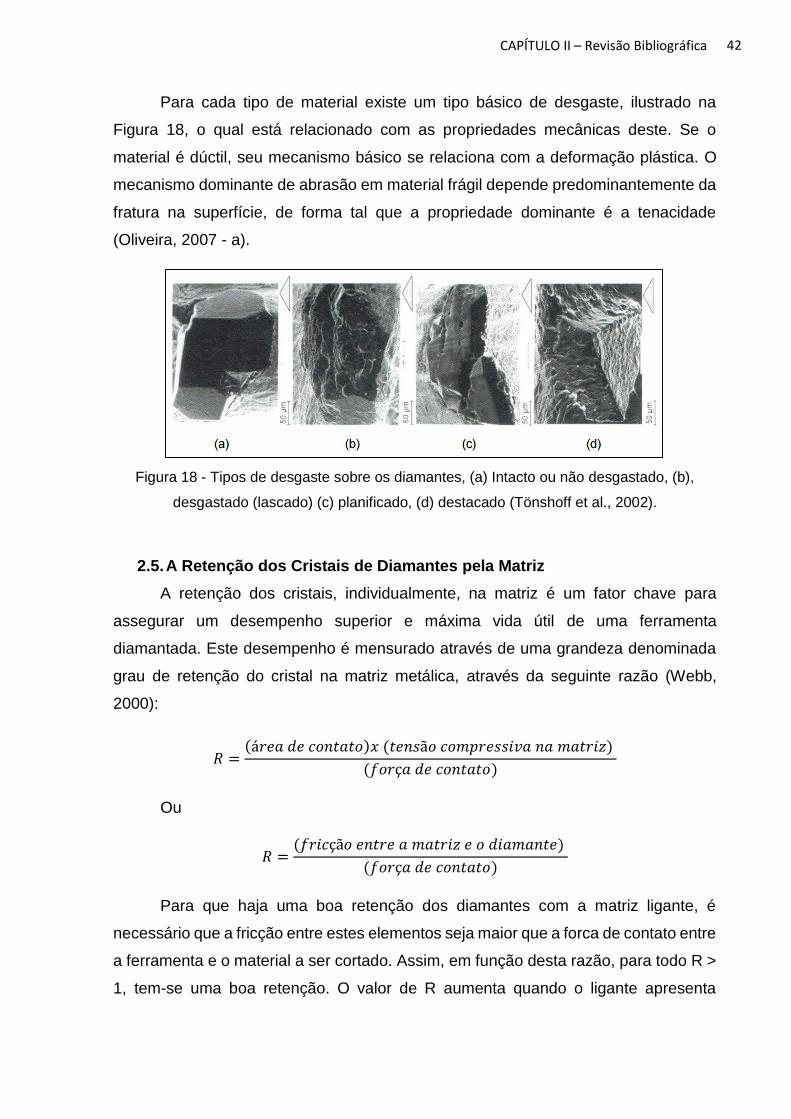
Em ferramentas diamantadas há um processo contínuo de desgaste, onde os
diamantes mais expostos, quando perdem a capacidade de corte, são expulsos da
matriz ligante. Este fato é denominado “pull out” e faz com que novas faces cortantes
surjam dos diamantes mais internos, como consequência da abrasão (Oliveira, 2007
- b). A Figura 17 ilustra este fenômeno em um segmento diamantado.
Um bom desempenho para uma ferramenta de corte depende largamente dos
cristais utilizados, sua resistência, estrutura e tamanho. Assim, a vida útil e a eficiência
de corte dependem da ação combinada de todos os cristais que estão dispersos sobre
a matriz do segmento (Sideris, 2013).
A taxa de desgaste não aumenta com a temperatura, mas é dependente da
direção de abrasão (Wilks e Wilks, 1979).
Figura 17 – Desgaste de um segmento diamantado após operação de corte (Xu, 2001).
42 CAPÍTULO II – Revisão Bibliográfica
Para cada tipo de material existe um tipo básico de desgaste, ilustrado na
Figura 18, o qual está relacionado com as propriedades mecânicas deste. Se o
material é dúctil, seu mecanismo básico se relaciona com a deformação plástica. O
mecanismo dominante de abrasão em material frágil depende predominantemente da
fratura na superfície, de forma tal que a propriedade dominante é a tenacidade
(Oliveira, 2007 - a).
Figura 18 - Tipos de desgaste sobre os diamantes, (a) Intacto ou não desgastado, (b),
desgastado (lascado) (c) planificado, (d) destacado (Tönshoff et al., 2002).
2.5. A Retenção dos Cristais de Diamantes pela Matriz
A retenção dos cristais, individualmente, na matriz é um fator chave para
assegurar um desempenho superior e máxima vida útil de uma ferramenta
diamantada. Este desempenho é mensurado através de uma grandeza denominada
grau de retenção do cristal na matriz metálica, através da seguinte razão (Webb,
2000):
𝑅 =(á𝑟𝑒𝑎 𝑑𝑒 𝑐𝑜𝑛𝑡𝑎𝑡𝑜)𝑥 (𝑡𝑒𝑛𝑠ã𝑜 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠𝑖𝑣𝑎 𝑛𝑎 𝑚𝑎𝑡𝑟𝑖𝑧)
(𝑓𝑜𝑟ç𝑎 𝑑𝑒 𝑐𝑜𝑛𝑡𝑎𝑡𝑜)
Ou
𝑅 =(𝑓𝑟𝑖𝑐çã𝑜 𝑒𝑛𝑡𝑟𝑒 𝑎 𝑚𝑎𝑡𝑟𝑖𝑧 𝑒 𝑜 𝑑𝑖𝑎𝑚𝑎𝑛𝑡𝑒)
(𝑓𝑜𝑟ç𝑎 𝑑𝑒 𝑐𝑜𝑛𝑡𝑎𝑡𝑜)
Para que haja uma boa retenção dos diamantes com a matriz ligante, é
necessário que a fricção entre estes elementos seja maior que a forca de contato entre
a ferramenta e o material a ser cortado. Assim, em função desta razão, para todo R >
1, tem-se uma boa retenção. O valor de R aumenta quando o ligante apresenta
43 CAPÍTULO II – Revisão Bibliográfica
elevada tensão compressiva de sinterização, além de grande nível de fricção e adesão
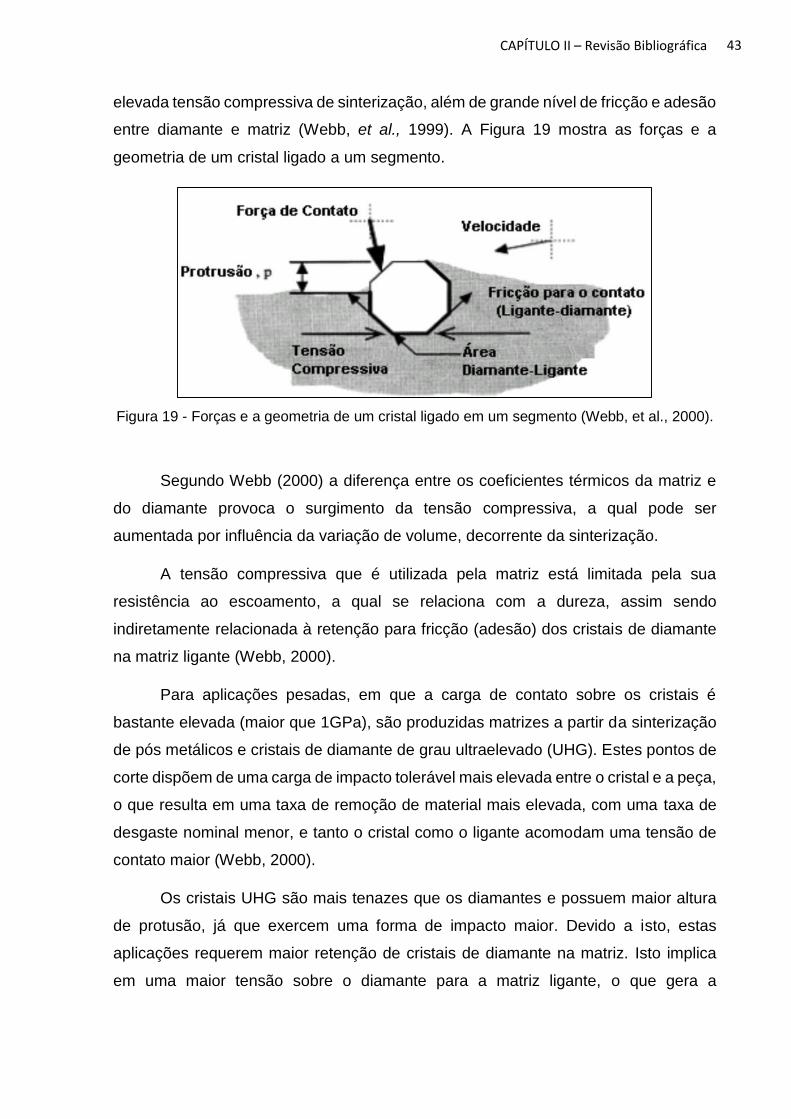
entre diamante e matriz (Webb, et al., 1999). A Figura 19 mostra as forças e a
geometria de um cristal ligado a um segmento.
Figura 19 - Forças e a geometria de um cristal ligado em um segmento (Webb, et al., 2000).
Segundo Webb (2000) a diferença entre os coeficientes térmicos da matriz e
do diamante provoca o surgimento da tensão compressiva, a qual pode ser
aumentada por influência da variação de volume, decorrente da sinterização.
A tensão compressiva que é utilizada pela matriz está limitada pela sua
resistência ao escoamento, a qual se relaciona com a dureza, assim sendo
indiretamente relacionada à retenção para fricção (adesão) dos cristais de diamante
na matriz ligante (Webb, 2000).
Para aplicações pesadas, em que a carga de contato sobre os cristais é
bastante elevada (maior que 1GPa), são produzidas matrizes a partir da sinterização
de pós metálicos e cristais de diamante de grau ultraelevado (UHG). Estes pontos de
corte dispõem de uma carga de impacto tolerável mais elevada entre o cristal e a peça,
o que resulta em uma taxa de remoção de material mais elevada, com uma taxa de
desgaste nominal menor, e tanto o cristal como o ligante acomodam uma tensão de
contato maior (Webb, 2000).
Os cristais UHG são mais tenazes que os diamantes e possuem maior altura
de protusão, já que exercem uma forma de impacto maior. Devido a isto, estas
aplicações requerem maior retenção de cristais de diamante na matriz. Isto implica
em uma maior tensão sobre o diamante para a matriz ligante, o que gera a
44 CAPÍTULO II – Revisão Bibliográfica
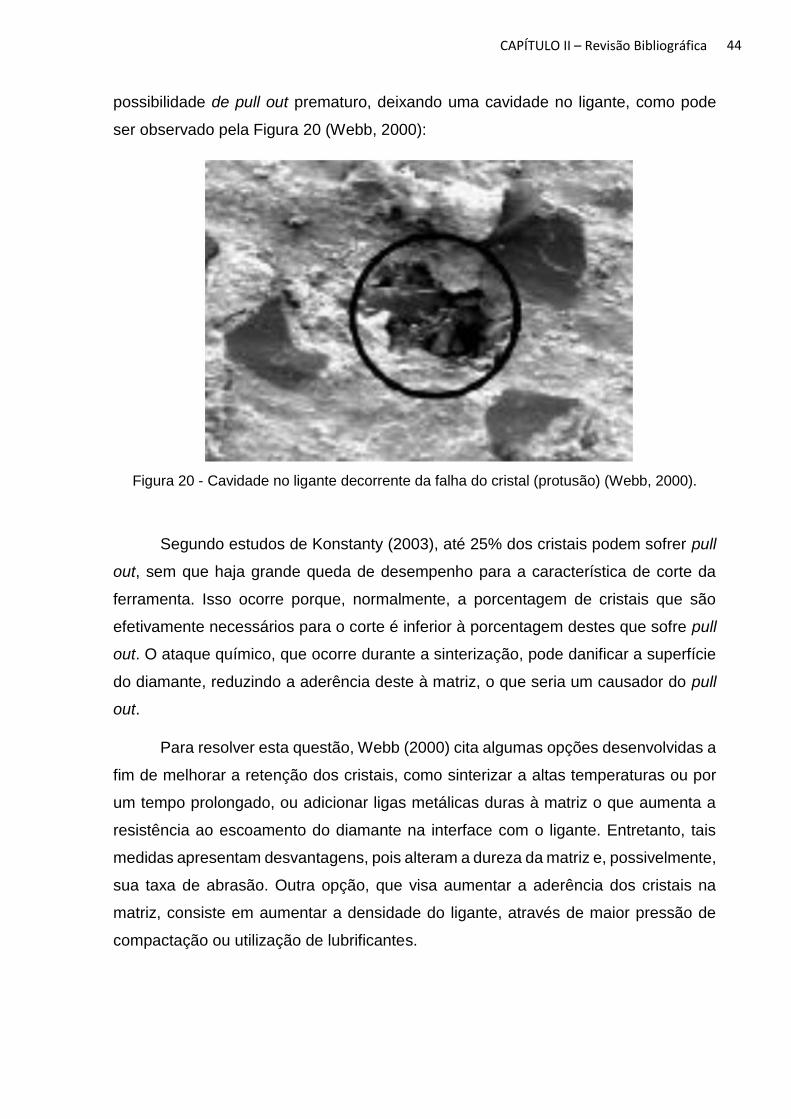
possibilidade de pull out prematuro, deixando uma cavidade no ligante, como pode
ser observado pela Figura 20 (Webb, 2000):
Figura 20 - Cavidade no ligante decorrente da falha do cristal (protusão) (Webb, 2000).
Segundo estudos de Konstanty (2003), até 25% dos cristais podem sofrer pull
out, sem que haja grande queda de desempenho para a característica de corte da
ferramenta. Isso ocorre porque, normalmente, a porcentagem de cristais que são
efetivamente necessários para o corte é inferior à porcentagem destes que sofre pull
out. O ataque químico, que ocorre durante a sinterização, pode danificar a superfície
do diamante, reduzindo a aderência deste à matriz, o que seria um causador do pull
out.
Para resolver esta questão, Webb (2000) cita algumas opções desenvolvidas a
fim de melhorar a retenção dos cristais, como sinterizar a altas temperaturas ou por
um tempo prolongado, ou adicionar ligas metálicas duras à matriz o que aumenta a
resistência ao escoamento do diamante na interface com o ligante. Entretanto, tais
medidas apresentam desvantagens, pois alteram a dureza da matriz e, possivelmente,
sua taxa de abrasão. Outra opção, que visa aumentar a aderência dos cristais na
matriz, consiste em aumentar a densidade do ligante, através de maior pressão de
compactação ou utilização de lubrificantes.
45 CAPÍTULO II – Revisão Bibliográfica
2.6. Mecanismo de Corte dos Corpos de Prova
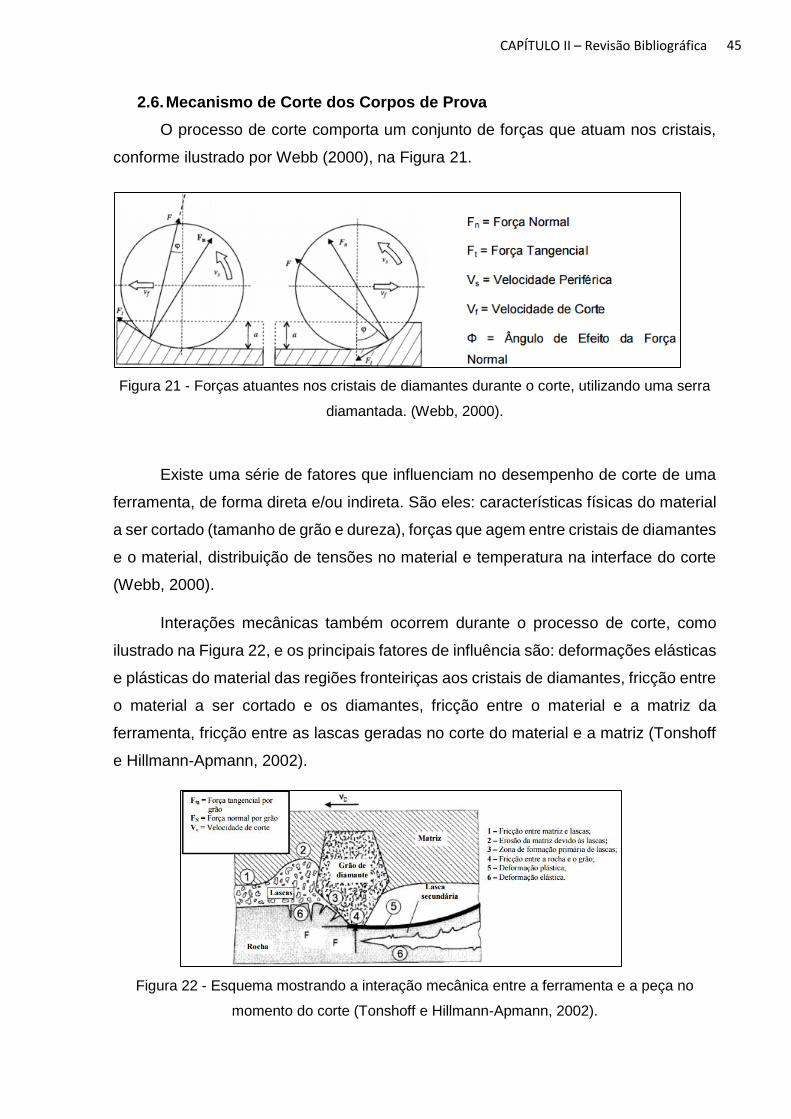
O processo de corte comporta um conjunto de forças que atuam nos cristais,
conforme ilustrado por Webb (2000), na Figura 21.
Figura 21 - Forças atuantes nos cristais de diamantes durante o corte, utilizando uma serra
diamantada. (Webb, 2000).
Existe uma série de fatores que influenciam no desempenho de corte de uma
ferramenta, de forma direta e/ou indireta. São eles: características físicas do material
a ser cortado (tamanho de grão e dureza), forças que agem entre cristais de diamantes
e o material, distribuição de tensões no material e temperatura na interface do corte
(Webb, 2000).
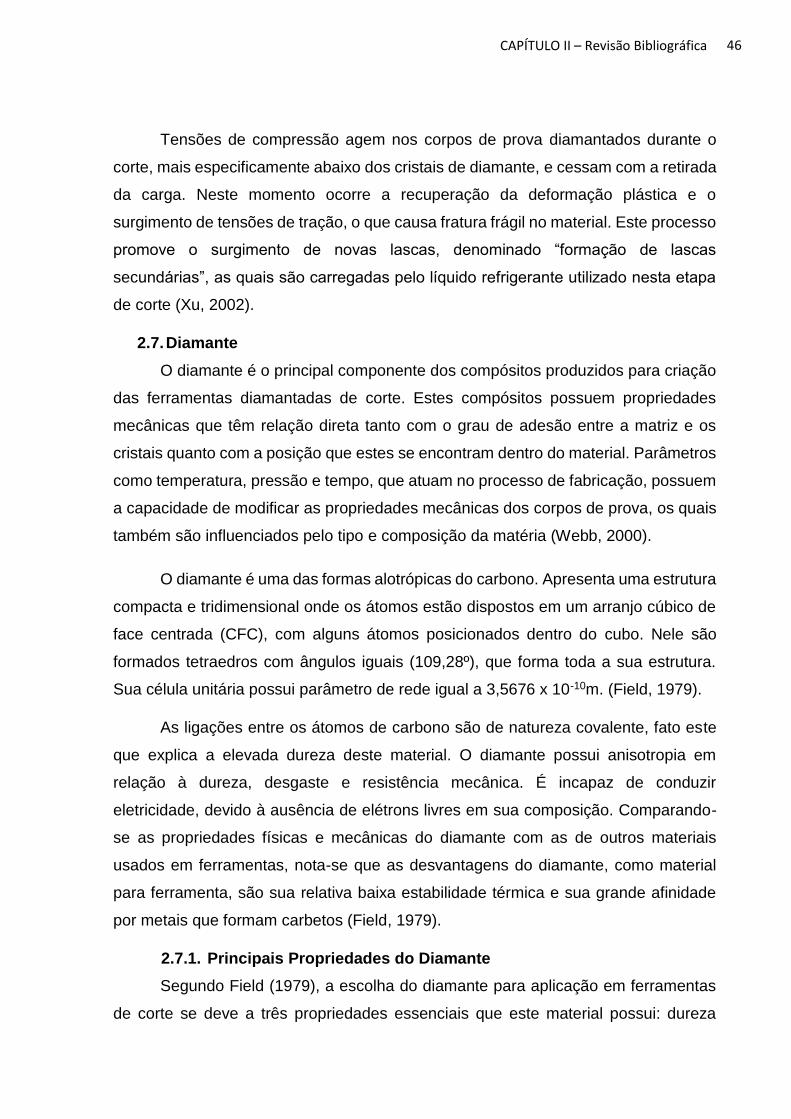
Interações mecânicas também ocorrem durante o processo de corte, como
ilustrado na Figura 22, e os principais fatores de influência são: deformações elásticas
e plásticas do material das regiões fronteiriças aos cristais de diamantes, fricção entre
o material a ser cortado e os diamantes, fricção entre o material e a matriz da
ferramenta, fricção entre as lascas geradas no corte do material e a matriz (Tonshoff
e Hillmann-Apmann, 2002).
Figura 22 - Esquema mostrando a interação mecânica entre a ferramenta e a peça no
momento do corte (Tonshoff e Hillmann-Apmann, 2002).
46 CAPÍTULO II – Revisão Bibliográfica
Tensões de compressão agem nos corpos de prova diamantados durante o
corte, mais especificamente abaixo dos cristais de diamante, e cessam com a retirada
da carga. Neste momento ocorre a recuperação da deformação plástica e o
surgimento de tensões de tração, o que causa fratura frágil no material. Este processo
promove o surgimento de novas lascas, denominado “formação de lascas
secundárias”, as quais são carregadas pelo líquido refrigerante utilizado nesta etapa
de corte (Xu, 2002).
2.7. Diamante
O diamante é o principal componente dos compósitos produzidos para criação
das ferramentas diamantadas de corte. Estes compósitos possuem propriedades
mecânicas que têm relação direta tanto com o grau de adesão entre a matriz e os
cristais quanto com a posição que estes se encontram dentro do material. Parâmetros
como temperatura, pressão e tempo, que atuam no processo de fabricação, possuem
a capacidade de modificar as propriedades mecânicas dos corpos de prova, os quais
também são influenciados pelo tipo e composição da matéria (Webb, 2000).
O diamante é uma das formas alotrópicas do carbono. Apresenta uma estrutura
compacta e tridimensional onde os átomos estão dispostos em um arranjo cúbico de
face centrada (CFC), com alguns átomos posicionados dentro do cubo. Nele são
formados tetraedros com ângulos iguais (109,28º), que forma toda a sua estrutura.
Sua célula unitária possui parâmetro de rede igual a 3,5676 x 10-10m. (Field, 1979).
As ligações entre os átomos de carbono são de natureza covalente, fato este
que explica a elevada dureza deste material. O diamante possui anisotropia em
relação à dureza, desgaste e resistência mecânica. É incapaz de conduzir
eletricidade, devido à ausência de elétrons livres em sua composição. Comparando-
se as propriedades físicas e mecânicas do diamante com as de outros materiais
usados em ferramentas, nota-se que as desvantagens do diamante, como material
para ferramenta, são sua relativa baixa estabilidade térmica e sua grande afinidade
por metais que formam carbetos (Field, 1979).
2.7.1. Principais Propriedades do Diamante
Segundo Field (1979), a escolha do diamante para aplicação em ferramentas
de corte se deve a três propriedades essenciais que este material possui: dureza
47 CAPÍTULO II – Revisão Bibliográfica
altamente elevada (250 M.N/m), elevada condutividade térmica (2x103 W.m-1K -1) e
inércia química. O diamante, em relação à resistência à abrasão, é praticamente
indestrutível. Sua condutividade térmica é cinco vezes maior que a do Cobre, que é o
elemento que ocupa a segunda colocação neste quesito.
Todos os processamentos de corte geram um alto nível de calor que, no ponto
de corte, pode gerar dois defeitos nocivos: danos térmicos ao material que está sendo
cortado e derretimento, a oxidação ou a corrosão da ponta cortante da ferramenta.
Devido às ligações covalentes muito fortes e à ausência de deformação plástica, o
diamante apresenta a desvantagem de ser extremamente frágil, podendo sofrer
clivagem através da aplicação de baixa energia ao longo do plano [111]. No entanto,
sua alta condutividade térmica o protege de possíveis choques térmicos (Field, 1979).
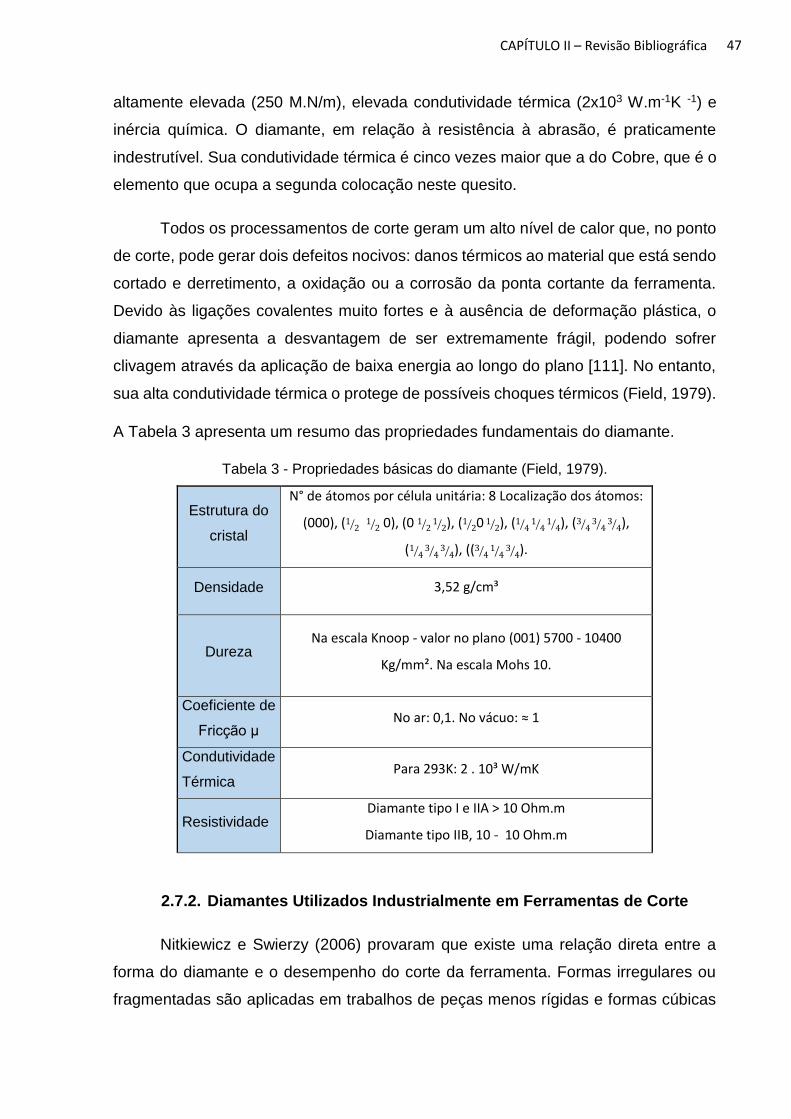
A Tabela 3 apresenta um resumo das propriedades fundamentais do diamante.
Tabela 3 - Propriedades básicas do diamante (Field, 1979).
Estrutura do
cristal
N° de átomos por célula unitária: 8 Localização dos átomos:
(000), (12⁄ 1 2⁄ 0), (0 1 2⁄ 1
2⁄ ), (12⁄ 0 1 2⁄ ), (1
4⁄ 14⁄ 1
4⁄ ), (34⁄ 3
4⁄ 34⁄ ),
(14⁄ 3
4⁄ 34⁄ ), ((3
4⁄ 14⁄ 3
4⁄ ).
Densidade 3,52 g/cm³
Dureza Na escala Knoop - valor no plano (001) 5700 - 10400
Kg/mm². Na escala Mohs 10.
Coeficiente de
Fricção μ No ar: 0,1. No vácuo: ≈ 1
Condutividade
Térmica Para 293K: 2 . 10³ W/mK
Resistividade Diamante tipo I e IIA > 10 Ohm.m
Diamante tipo IIB, 10 - 10 Ohm.m
2.7.2. Diamantes Utilizados Industrialmente em Ferramentas de Corte
Nitkiewicz e Swierzy (2006) provaram que existe uma relação direta entre a
forma do diamante e o desempenho do corte da ferramenta. Formas irregulares ou
fragmentadas são aplicadas em trabalhos de peças menos rígidas e formas cúbicas
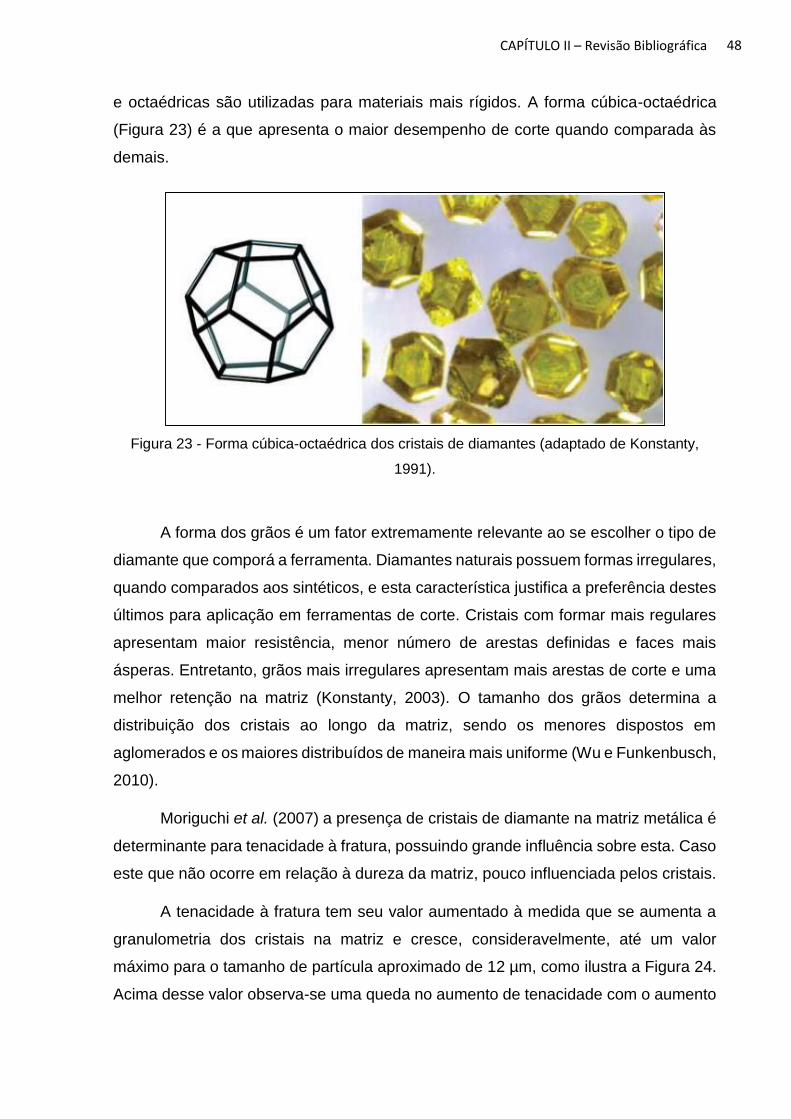
48 CAPÍTULO II – Revisão Bibliográfica
e octaédricas são utilizadas para materiais mais rígidos. A forma cúbica-octaédrica
(Figura 23) é a que apresenta o maior desempenho de corte quando comparada às
demais.
Figura 23 - Forma cúbica-octaédrica dos cristais de diamantes (adaptado de Konstanty,
1991).
A forma dos grãos é um fator extremamente relevante ao se escolher o tipo de
diamante que comporá a ferramenta. Diamantes naturais possuem formas irregulares,
quando comparados aos sintéticos, e esta característica justifica a preferência destes
últimos para aplicação em ferramentas de corte. Cristais com formar mais regulares
apresentam maior resistência, menor número de arestas definidas e faces mais
ásperas. Entretanto, grãos mais irregulares apresentam mais arestas de corte e uma
melhor retenção na matriz (Konstanty, 2003). O tamanho dos grãos determina a
distribuição dos cristais ao longo da matriz, sendo os menores dispostos em
aglomerados e os maiores distribuídos de maneira mais uniforme (Wu e Funkenbusch,
2010).
Moriguchi et al. (2007) a presença de cristais de diamante na matriz metálica é
determinante para tenacidade à fratura, possuindo grande influência sobre esta. Caso
este que não ocorre em relação à dureza da matriz, pouco influenciada pelos cristais.
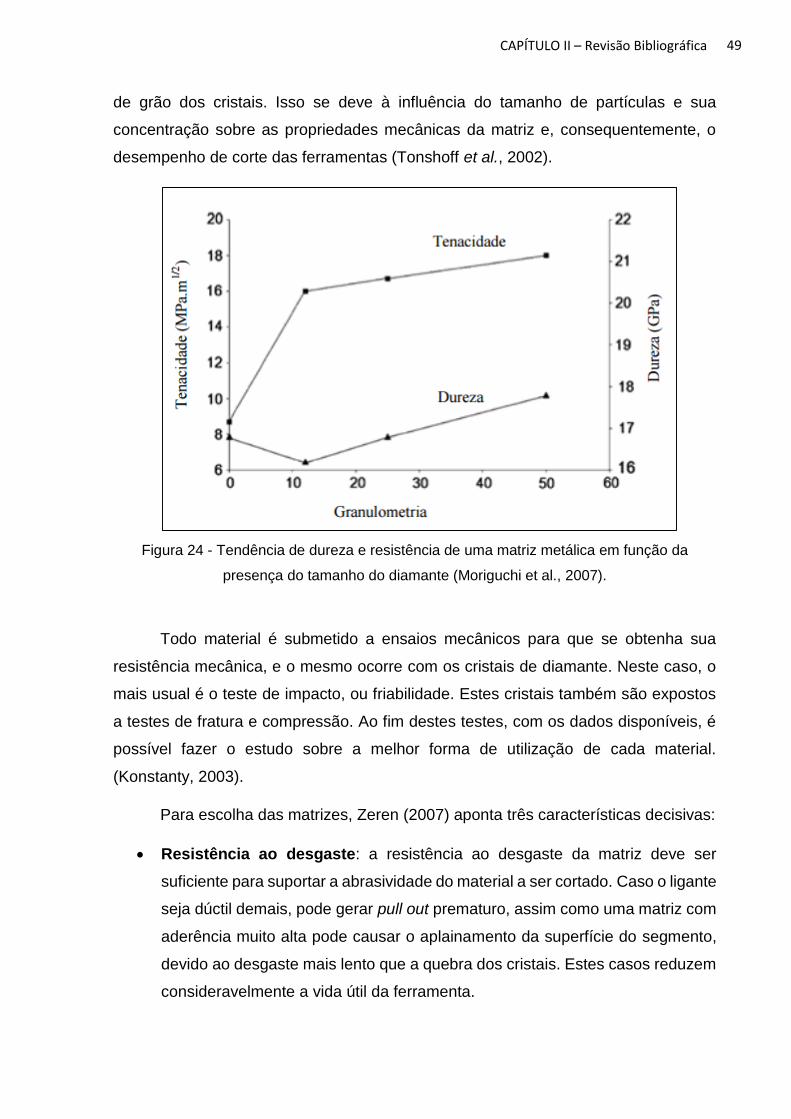
A tenacidade à fratura tem seu valor aumentado à medida que se aumenta a
granulometria dos cristais na matriz e cresce, consideravelmente, até um valor
máximo para o tamanho de partícula aproximado de 12 µm, como ilustra a Figura 24.
Acima desse valor observa-se uma queda no aumento de tenacidade com o aumento
49 CAPÍTULO II – Revisão Bibliográfica
de grão dos cristais. Isso se deve à influência do tamanho de partículas e sua
concentração sobre as propriedades mecânicas da matriz e, consequentemente, o
desempenho de corte das ferramentas (Tonshoff et al., 2002).
Figura 24 - Tendência de dureza e resistência de uma matriz metálica em função da
presença do tamanho do diamante (Moriguchi et al., 2007).
Todo material é submetido a ensaios mecânicos para que se obtenha sua
resistência mecânica, e o mesmo ocorre com os cristais de diamante. Neste caso, o
mais usual é o teste de impacto, ou friabilidade. Estes cristais também são expostos
a testes de fratura e compressão. Ao fim destes testes, com os dados disponíveis, é
possível fazer o estudo sobre a melhor forma de utilização de cada material.
(Konstanty, 2003).
Para escolha das matrizes, Zeren (2007) aponta três características decisivas:
Resistência ao desgaste: a resistência ao desgaste da matriz deve ser
suficiente para suportar a abrasividade do material a ser cortado. Caso o ligante
seja dúctil demais, pode gerar pull out prematuro, assim como uma matriz com
aderência muito alta pode causar o aplainamento da superfície do segmento,
devido ao desgaste mais lento que a quebra dos cristais. Estes casos reduzem
consideravelmente a vida útil da ferramenta.

50 CAPÍTULO II – Revisão Bibliográfica
Aderência dos cristais de diamantes à matriz: a matriz deve prover uma
aderência bastante eficiente dos cristais durante a operação de corte. Esta
adesão pode ser de caráter mecânico e/ou químico, conforme mencionado
anteriormente. Assim, uma aderência ineficiente resultará numa inutilização
precoce da ferramenta;
Parâmetros do processo de fabricação: tempo e temperatura de sinterização
são parâmetros importantes para garantir a qualidade do produto final, além da
composição química da matriz.
2.8. Principais Matrizes e Aditivos Utilizados em Segmentos Diamantados
2.8.1. Cobalite HDR (High Diamond Retention)
As ligas cobalite HDR são bastante duras e resistentes à oxidação e abrasão,
desenvolvidas especialmente para substituir as tradicionais ligas de Cobalto e de WC,
possuem uma excelente retenção de cristais de diamantes. Sua composição é
66%pFe-7%pCu-27%pCo (Clark e Kamphuis, 2002). Seus aglomerados possuem
formato quase esféricos, o que possibilita obter bons resultados de sinterização.
Os índices de densidade relativa e dureza em relação à temperatura de
sinterização, para um tempo de sinterização de 3 minutos e pressão de 35 GPa são
mostrados na Figura 25.
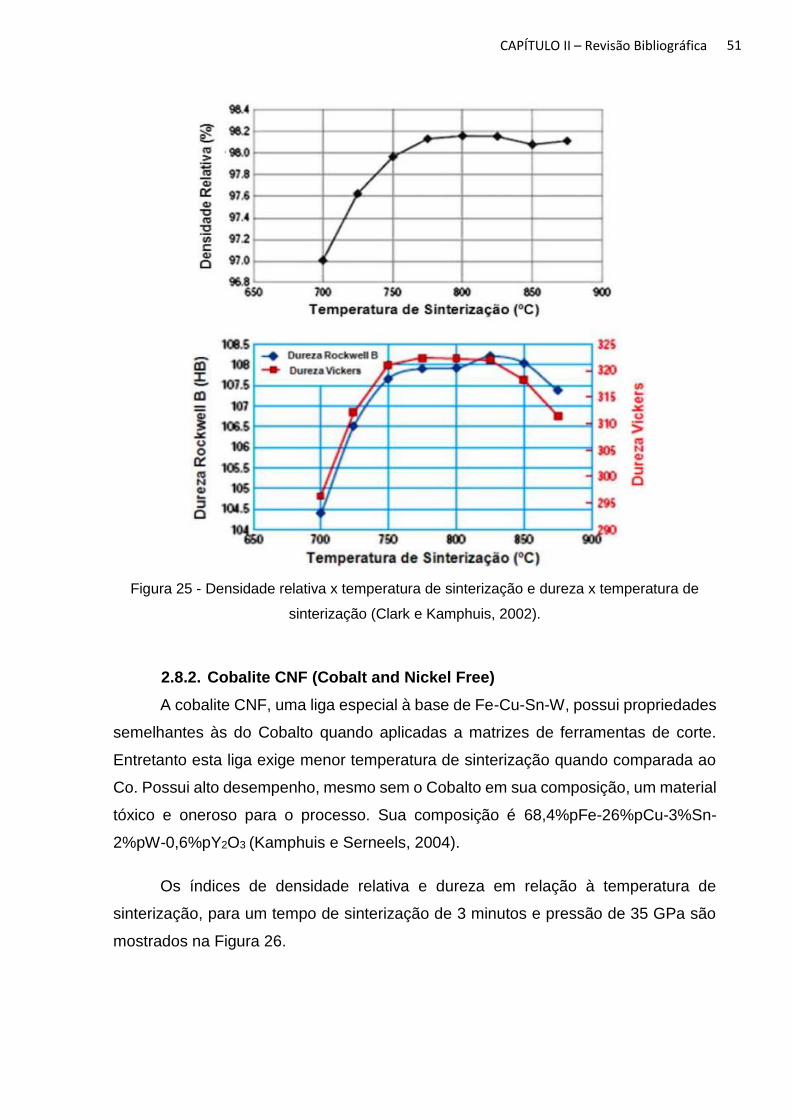
51 CAPÍTULO II – Revisão Bibliográfica
Figura 25 - Densidade relativa x temperatura de sinterização e dureza x temperatura de
sinterização (Clark e Kamphuis, 2002).
2.8.2. Cobalite CNF (Cobalt and Nickel Free)
A cobalite CNF, uma liga especial à base de Fe-Cu-Sn-W, possui propriedades
semelhantes às do Cobalto quando aplicadas a matrizes de ferramentas de corte.
Entretanto esta liga exige menor temperatura de sinterização quando comparada ao
Co. Possui alto desempenho, mesmo sem o Cobalto em sua composição, um material
tóxico e oneroso para o processo. Sua composição é 68,4%pFe-26%pCu-3%Sn-
2%pW-0,6%pY2O3 (Kamphuis e Serneels, 2004).
Os índices de densidade relativa e dureza em relação à temperatura de
sinterização, para um tempo de sinterização de 3 minutos e pressão de 35 GPa são
mostrados na Figura 26.
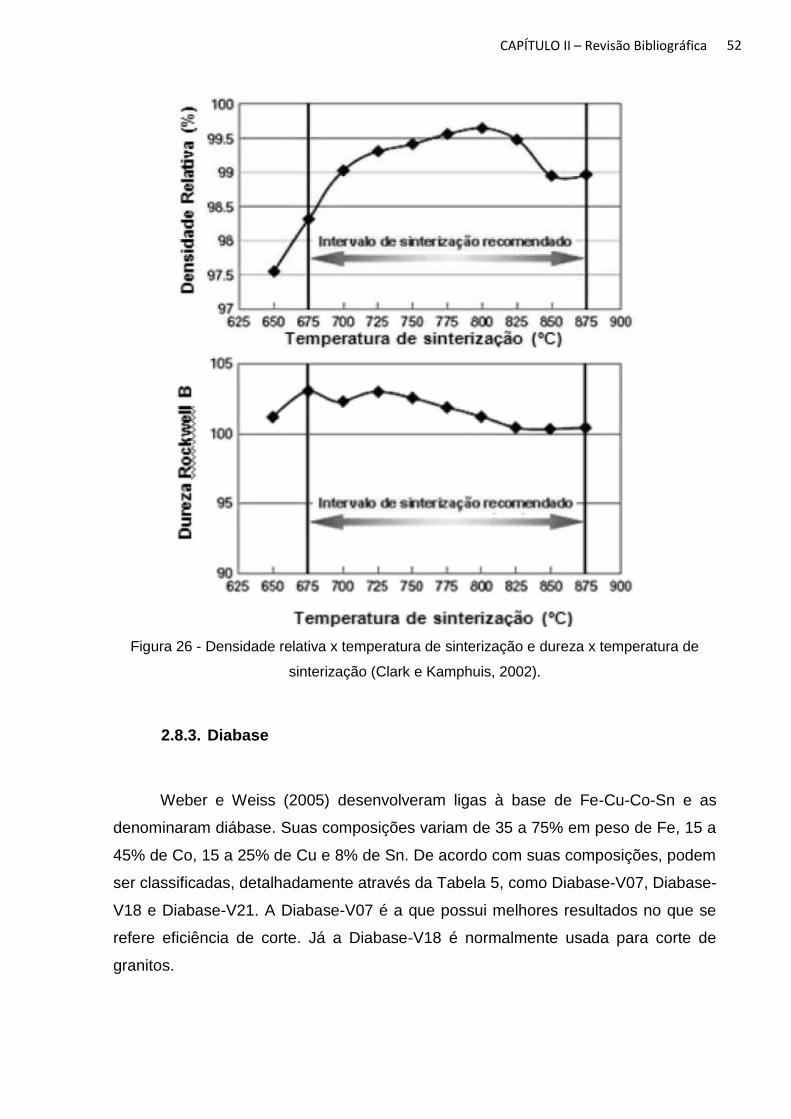
52 CAPÍTULO II – Revisão Bibliográfica
Figura 26 - Densidade relativa x temperatura de sinterização e dureza x temperatura de
sinterização (Clark e Kamphuis, 2002).
2.8.3. Diabase
Weber e Weiss (2005) desenvolveram ligas à base de Fe-Cu-Co-Sn e as
denominaram diábase. Suas composições variam de 35 a 75% em peso de Fe, 15 a
45% de Co, 15 a 25% de Cu e 8% de Sn. De acordo com suas composições, podem
ser classificadas, detalhadamente através da Tabela 5, como Diabase-V07, Diabase-
V18 e Diabase-V21. A Diabase-V07 é a que possui melhores resultados no que se
refere eficiência de corte. Já a Diabase-V18 é normalmente usada para corte de
granitos.
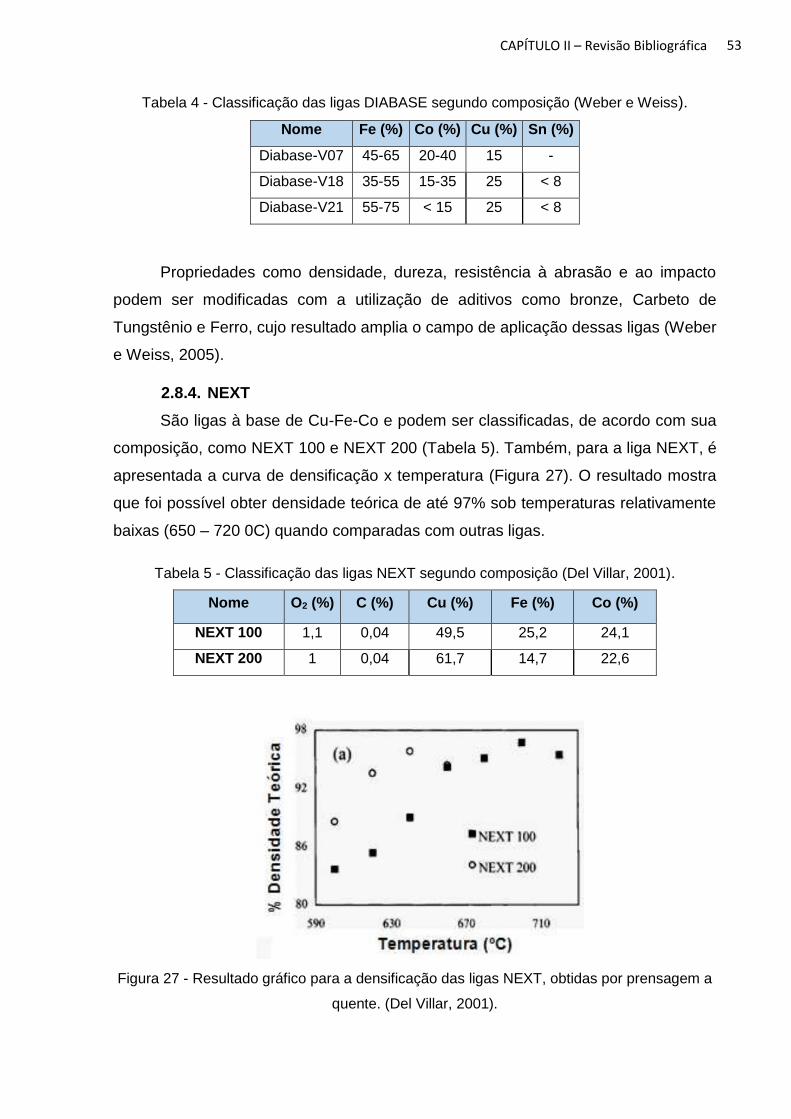
53 CAPÍTULO II – Revisão Bibliográfica
Tabela 4 - Classificação das ligas DIABASE segundo composição (Weber e Weiss).
Nome Fe (%) Co (%) Cu (%) Sn (%)
Diabase-V07 45-65 20-40 15 -
Diabase-V18 35-55 15-35 25 < 8
Diabase-V21 55-75 < 15 25 < 8
Propriedades como densidade, dureza, resistência à abrasão e ao impacto
podem ser modificadas com a utilização de aditivos como bronze, Carbeto de
Tungstênio e Ferro, cujo resultado amplia o campo de aplicação dessas ligas (Weber
e Weiss, 2005).
2.8.4. NEXT
São ligas à base de Cu-Fe-Co e podem ser classificadas, de acordo com sua
composição, como NEXT 100 e NEXT 200 (Tabela 5). Também, para a liga NEXT, é
apresentada a curva de densificação x temperatura (Figura 27). O resultado mostra
que foi possível obter densidade teórica de até 97% sob temperaturas relativamente
baixas (650 – 720 0C) quando comparadas com outras ligas.
Tabela 5 - Classificação das ligas NEXT segundo composição (Del Villar, 2001).
Nome O2 (%) C (%) Cu (%) Fe (%) Co (%)
NEXT 100 1,1 0,04 49,5 25,2 24,1
NEXT 200 1 0,04 61,7 14,7 22,6
Figura 27 - Resultado gráfico para a densificação das ligas NEXT, obtidas por prensagem a
quente. (Del Villar, 2001).
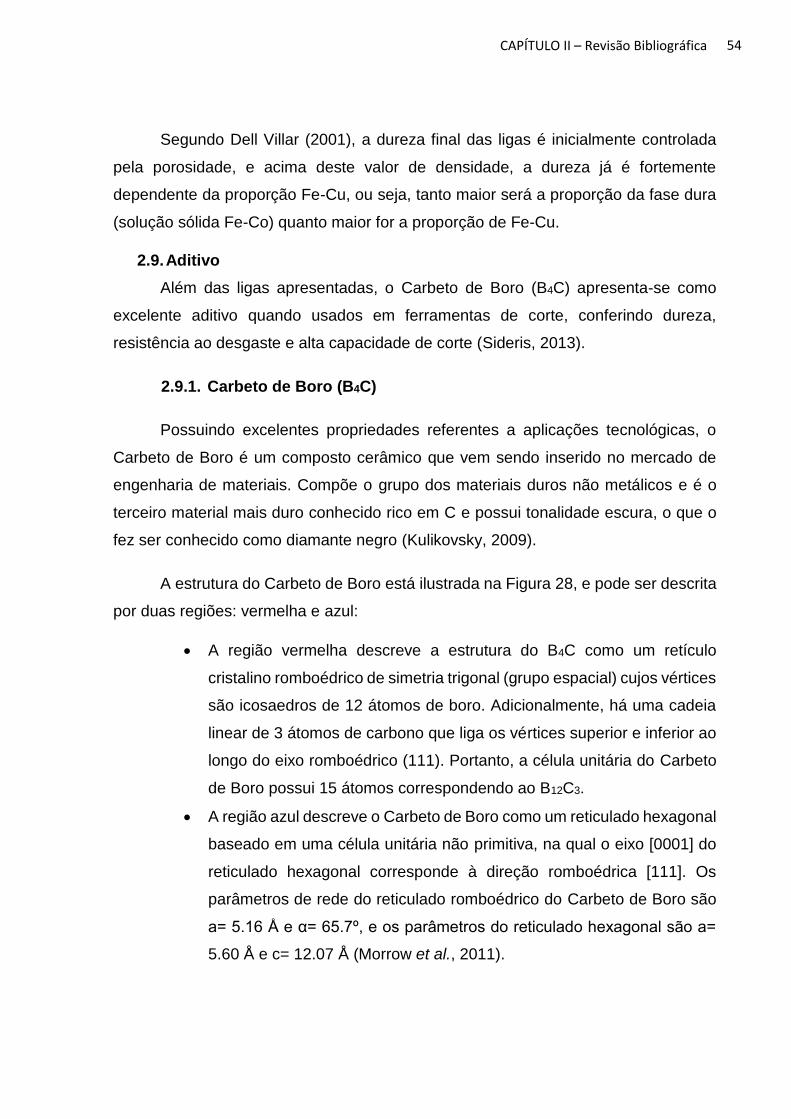
54 CAPÍTULO II – Revisão Bibliográfica
Segundo Dell Villar (2001), a dureza final das ligas é inicialmente controlada
pela porosidade, e acima deste valor de densidade, a dureza já é fortemente
dependente da proporção Fe-Cu, ou seja, tanto maior será a proporção da fase dura
(solução sólida Fe-Co) quanto maior for a proporção de Fe-Cu.
2.9. Aditivo
Além das ligas apresentadas, o Carbeto de Boro (B4C) apresenta-se como
excelente aditivo quando usados em ferramentas de corte, conferindo dureza,
resistência ao desgaste e alta capacidade de corte (Sideris, 2013).
2.9.1. Carbeto de Boro (B4C)
Possuindo excelentes propriedades referentes a aplicações tecnológicas, o
Carbeto de Boro é um composto cerâmico que vem sendo inserido no mercado de
engenharia de materiais. Compõe o grupo dos materiais duros não metálicos e é o
terceiro material mais duro conhecido rico em C e possui tonalidade escura, o que o
fez ser conhecido como diamante negro (Kulikovsky, 2009).
A estrutura do Carbeto de Boro está ilustrada na Figura 28, e pode ser descrita
por duas regiões: vermelha e azul:
A região vermelha descreve a estrutura do B4C como um retículo
cristalino romboédrico de simetria trigonal (grupo espacial) cujos vértices
são icosaedros de 12 átomos de boro. Adicionalmente, há uma cadeia
linear de 3 átomos de carbono que liga os vértices superior e inferior ao
longo do eixo romboédrico (111). Portanto, a célula unitária do Carbeto
de Boro possui 15 átomos correspondendo ao B12C3.
A região azul descreve o Carbeto de Boro como um reticulado hexagonal
baseado em uma célula unitária não primitiva, na qual o eixo [0001] do
reticulado hexagonal corresponde à direção romboédrica [111]. Os
parâmetros de rede do reticulado romboédrico do Carbeto de Boro são
a= 5.16 Å e α= 65.7º, e os parâmetros do reticulado hexagonal são a=
5.60 Å e c= 12.07 Å (Morrow et al., 2011).
55 CAPÍTULO II – Revisão Bibliográfica
Figura 28- Célula unitária do Carbeto de Boro mostrando correlação entre a célula unitária
romboédrica (vermelha) e a hexagonal (azul) (Adaptado de Morrow et al. 2011).
Segundo Morrow et al. (2011), a solução sólida do B4C, sob pressão
atmosférica, é monofásica em teores de aproximadamente 8% a 20% em número de
átomos de carbono, e a composição do ponto de fusão em equilíbrio termodinâmico
com o líquido a 2450º é 18.4 at. %, conforme ilustrado no diagrama de fases do
Carbeto de Boro, Figura 29.
O Carbeto de Boro possui elevada capacidade de proteção balística, pois
possui, dentre os cerâmicos, o mais elevado limite elástico de Hugoniot (HEL). Esta
propriedade define-se como a tensão dinâmica uniaxial máxima que um material pode
suportar elasticamente quando sujeito a pressão. Porém, apesar de apresentar um
HEL extraordinário (15 – 20 GPa), o Carbeto de Boro exibe um comportamento frágil
quando é ultrapassado este limite (Fanchini et al., 2006).
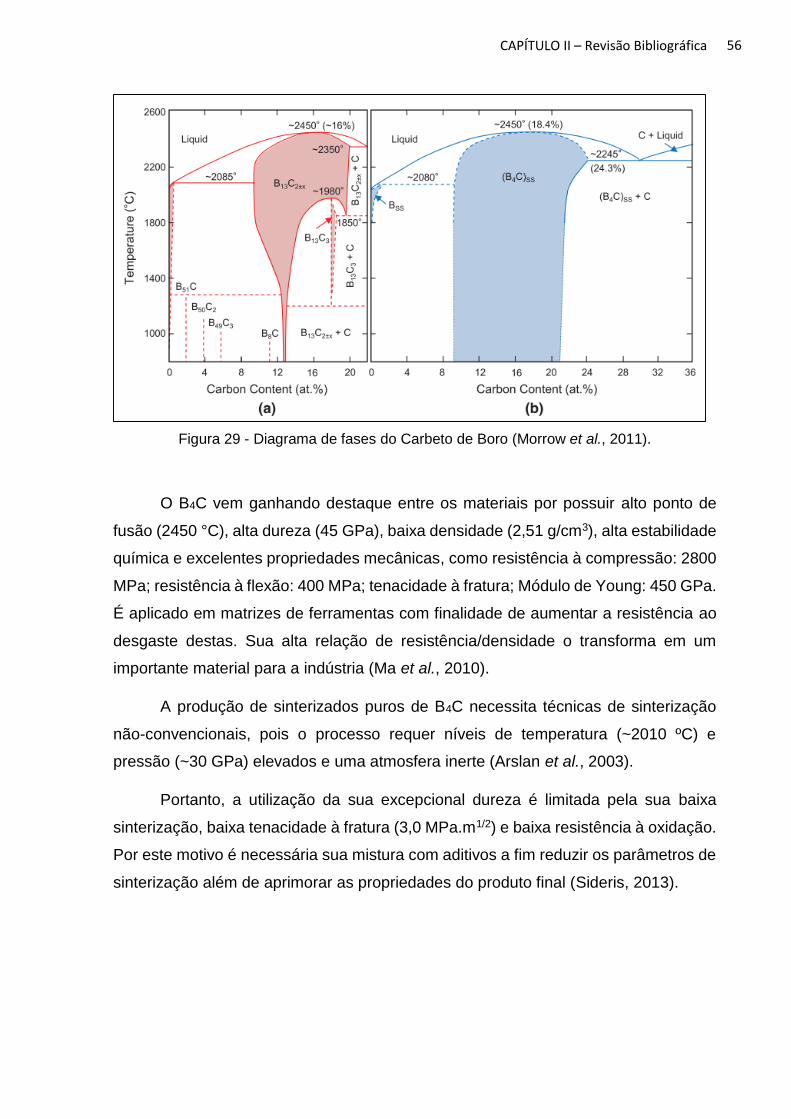
56 CAPÍTULO II – Revisão Bibliográfica
Figura 29 - Diagrama de fases do Carbeto de Boro (Morrow et al., 2011).
O B4C vem ganhando destaque entre os materiais por possuir alto ponto de
fusão (2450 °C), alta dureza (45 GPa), baixa densidade (2,51 g/cm3), alta estabilidade
química e excelentes propriedades mecânicas, como resistência à compressão: 2800
MPa; resistência à flexão: 400 MPa; tenacidade à fratura; Módulo de Young: 450 GPa.
É aplicado em matrizes de ferramentas com finalidade de aumentar a resistência ao
desgaste destas. Sua alta relação de resistência/densidade o transforma em um
importante material para a indústria (Ma et al., 2010).
A produção de sinterizados puros de B4C necessita técnicas de sinterização
não-convencionais, pois o processo requer níveis de temperatura (~2010 ºC) e
pressão (~30 GPa) elevados e uma atmosfera inerte (Arslan et al., 2003).
Portanto, a utilização da sua excepcional dureza é limitada pela sua baixa
sinterização, baixa tenacidade à fratura (3,0 MPa.m1/2) e baixa resistência à oxidação.
Por este motivo é necessária sua mistura com aditivos a fim reduzir os parâmetros de
sinterização além de aprimorar as propriedades do produto final (Sideris, 2013).
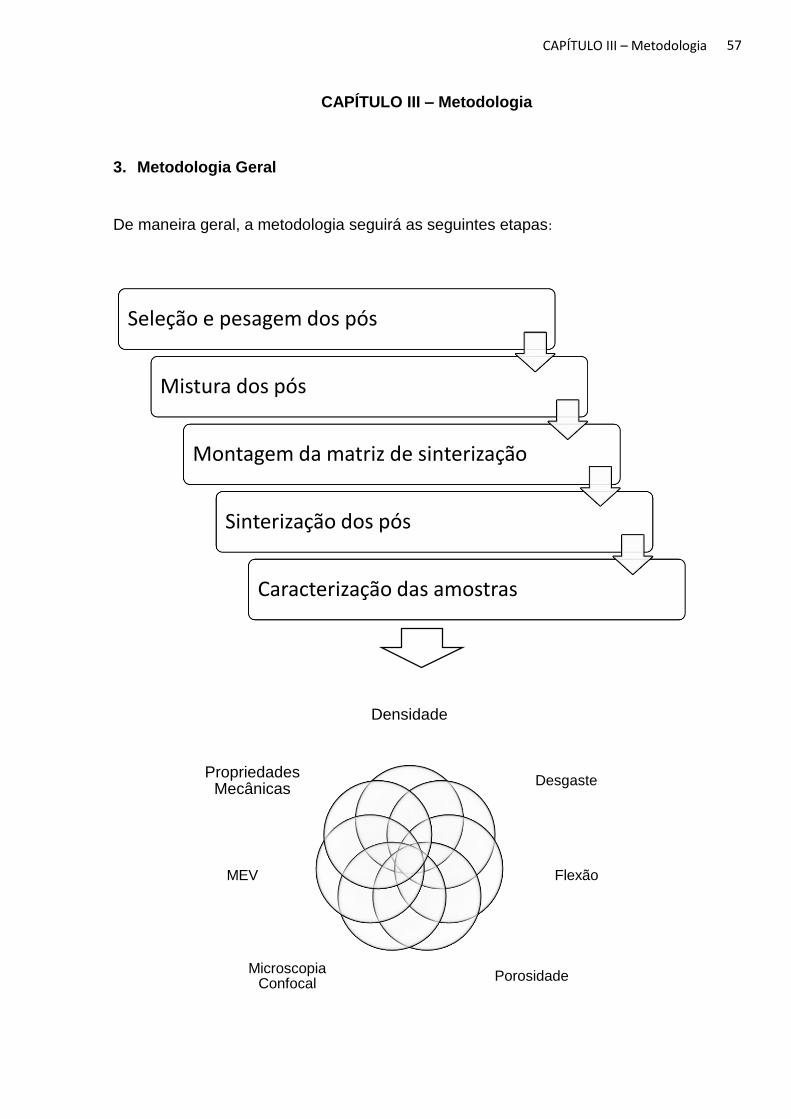
57 CAPÍTULO III – Metodologia
CAPÍTULO III – Metodologia
3. Metodologia Geral
De maneira geral, a metodologia seguirá as seguintes etapas:
Seleção e pesagem dos pós
Mistura dos pós
Montagem da matriz de sinterização
Sinterização dos pós
Caracterização das amostras
Densidade
Desgaste
Flexão
PorosidadeMicroscopia
Confocal
MEV
Propriedades Mecânicas
58 CAPÍTULO III – Metodologia
3.1. Processo de Fabricação dos Segmentos Diamantados
Segundo Konstanty (2003), a produção de segmentos diamantados é uma
etapa da fabricação de ferramentas diamantadas, que possui ao todo, oito tópicos.
Destes, quatro são destinados aos segmentos diamantados e, portanto, foram
seguidos e são descritos a seguir.
1. Seleção e Mistura dos Pós – buscar a composição química e a
granulometria ideal da mistura, para que seja realizada, normalmente,
em misturadores do tipo Turbula (misturador de movimentos
desordenados de alta performance).
2. Prensagem a Quente;
3. Controle de Qualidade dos Segmentos – normalmente realizado por
ensaio de dureza do tipo Rockwell B, por apresentar baixo custo e fácil
execução. Complementação de dados através de avaliações de
densidade, quando os dados de dureza são insuficientes;
4. Rebarbação – Rebolos de alumina ou carboneto de silício são usados
para limpeza e remoção de resíduos das bordas dos segmentos
produzidos.
Foram produzidos compósitos à base de Fe-Cu-Ni-Sn-WC, com adições de B4C,
de maneira que possam vir a ser utilizados como matriz metálica para pérolas
aplicadas em fios diamantados, utilizados para o corte de rochas ornamentais do tipo
gnaisse, em conformidade com o estudo feito por Sideris (2013), apresentado a
seguir:
1. Sinterização sob parâmetros (800°C / 8 min / 35 MPa) industrialmente utilizados
na produção de compósitos diamantados. Vinte amostras à base de Fe-Cu-Ni-
Sn-WC em 100% de massa serão produzidas, seguindo a composição
apresentada na Tabela 6:
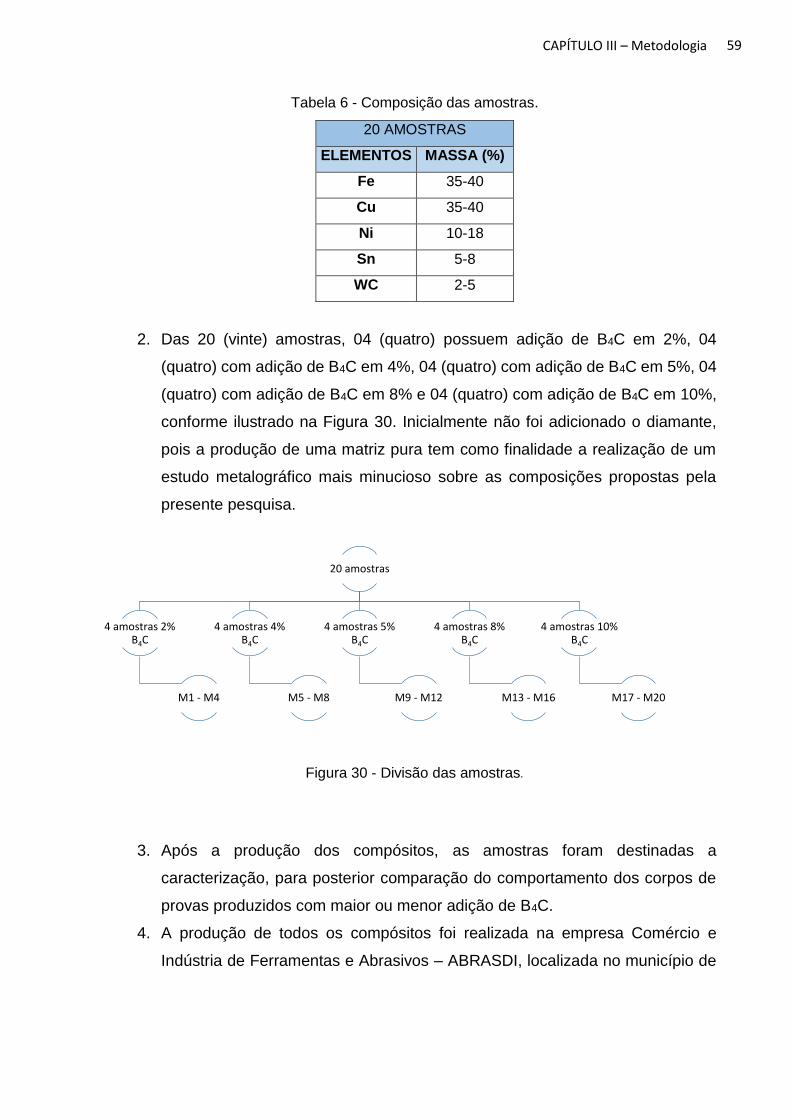
59 CAPÍTULO III – Metodologia
Tabela 6 - Composição das amostras.
20 AMOSTRAS
ELEMENTOS MASSA (%)
Fe 35-40
Cu 35-40
Ni 10-18
Sn 5-8
WC 2-5
2. Das 20 (vinte) amostras, 04 (quatro) possuem adição de B4C em 2%, 04
(quatro) com adição de B4C em 4%, 04 (quatro) com adição de B4C em 5%, 04
(quatro) com adição de B4C em 8% e 04 (quatro) com adição de B4C em 10%,
conforme ilustrado na Figura 30. Inicialmente não foi adicionado o diamante,
pois a produção de uma matriz pura tem como finalidade a realização de um
estudo metalográfico mais minucioso sobre as composições propostas pela
presente pesquisa.
Figura 30 - Divisão das amostras.
3. Após a produção dos compósitos, as amostras foram destinadas a
caracterização, para posterior comparação do comportamento dos corpos de
provas produzidos com maior ou menor adição de B4C.
4. A produção de todos os compósitos foi realizada na empresa Comércio e
Indústria de Ferramentas e Abrasivos – ABRASDI, localizada no município de
20 amostras
4 amostras 2% B4C
M1 - M4
4 amostras 4% B4C
M5 - M8
4 amostras 5% B4C
M9 - M12
4 amostras 8% B4C
M13 - M16
4 amostras 10% B4C
M17 - M20
60 CAPÍTULO III – Metodologia
Campos dos Goytacazes – RJ. A moagem dos pós foi executada no Setor de
Materiais Superduros do Laboratório de Materiais Avançados da UENF.
3.2. Matéria-Prima
Os seguintes materiais serão empregados nos processos de produção dos
compósitos diamantados:
Pó de Fe / 0,98 µm / 99,8% / 7,86 g/cm³ (Derivata);
Pó de Cu / 1,2 µm / 99,8% 8,96 g/cm³ (MetalPó);
Pó de Ni / 2,0 µm / 99,7% 8,9 g/cm³ (Derivata);
Pó de Sn / 2,0 µm / 99,9% 7,3 g/cm³ (Derivata);
Pó de WC / 2,0 µm / 99,6% 15,7 g/cm³ (WorldFram);
Pó de B4C / 10 µm / 98,8% 2,51 g/cm³ (TetraBor®);
Cristais de diamantes com granulometria entre 400 e 500 µm (Trust);
3.3. Equipamentos e Acessórios
Balança analítica modelo SBC 31-220g (Scaltec);
Prensa hidráulica modelo PHB30.REF220 (EKA) dotada de sistema de
aquecimento por corrente elétrica (ABRASDI);
Microscópio Eletrônico de Varredura Super Scan SSX-550 (Shimadzu);
Microscópio confocal a laser LEXT – 3D Ols 4000 (Olympus);
Microscópios ópticos;
Durômetro HMV (Shimadzu);
Máquina Universal de Ensaios Mecânicos modelo 5582 com 100 kN de
capacidade (Instron);
Abrasímetro
3.4. Preparação dos Segmentos
A preparação dos corpos de provas seguiu as seguintes etapas:
I. Seleção e pesagem das misturas;
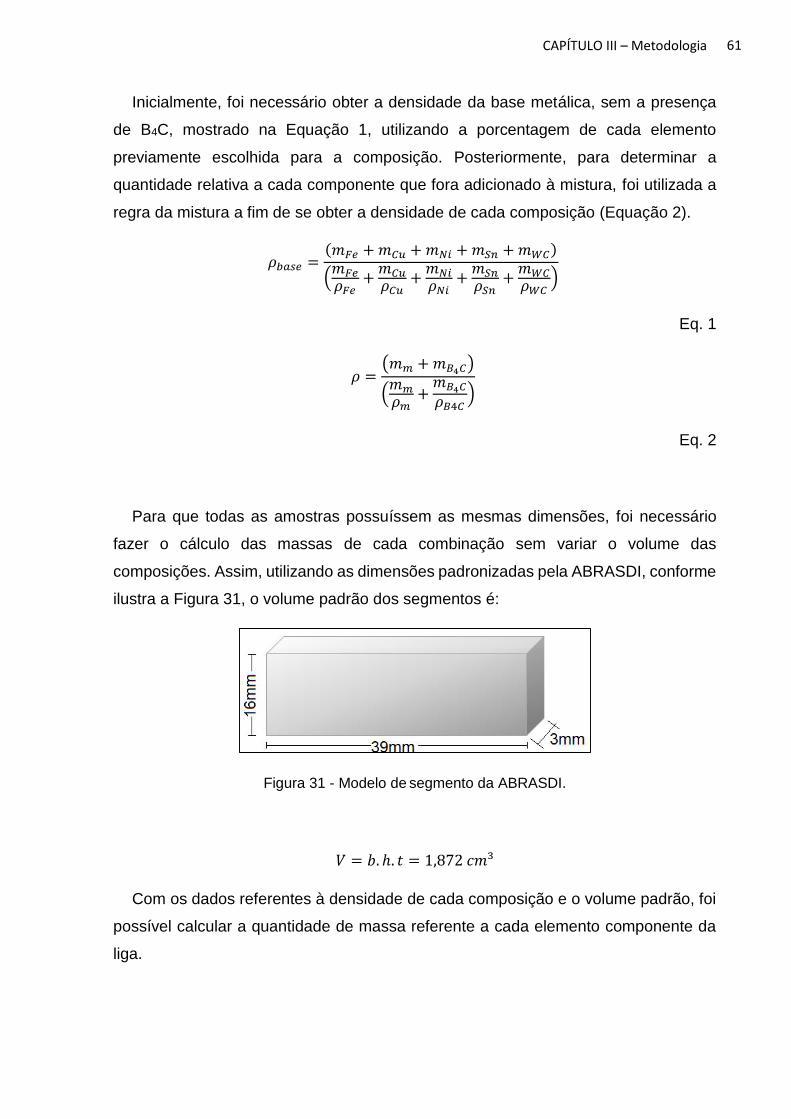
61 CAPÍTULO III – Metodologia
Inicialmente, foi necessário obter a densidade da base metálica, sem a presença
de B4C, mostrado na Equação 1, utilizando a porcentagem de cada elemento
previamente escolhida para a composição. Posteriormente, para determinar a
quantidade relativa a cada componente que fora adicionado à mistura, foi utilizada a
regra da mistura a fim de se obter a densidade de cada composição (Equação 2).
𝜌𝑏𝑎𝑠𝑒 =(𝑚𝐹𝑒 + 𝑚𝐶𝑢 + 𝑚𝑁𝑖 + 𝑚𝑆𝑛 + 𝑚𝑊𝐶)
(𝑚𝐹𝑒
𝜌𝐹𝑒+
𝑚𝐶𝑢
𝜌𝐶𝑢+
𝑚𝑁𝑖
𝜌𝑁𝑖+
𝑚𝑆𝑛
𝜌𝑆𝑛+
𝑚𝑊𝐶
𝜌𝑊𝐶)
Eq. 1
𝜌 =(𝑚𝑚 + 𝑚𝐵4𝐶)
(𝑚𝑚
𝜌𝑚+
𝑚𝐵4𝐶
𝜌𝐵4𝐶)
Eq. 2
Para que todas as amostras possuíssem as mesmas dimensões, foi necessário
fazer o cálculo das massas de cada combinação sem variar o volume das
composições. Assim, utilizando as dimensões padronizadas pela ABRASDI, conforme
ilustra a Figura 31, o volume padrão dos segmentos é:
Figura 31 - Modelo de segmento da ABRASDI.
𝑉 = 𝑏. ℎ. 𝑡 = 1,872 𝑐𝑚³
Com os dados referentes à densidade de cada composição e o volume padrão, foi
possível calcular a quantidade de massa referente a cada elemento componente da
liga.
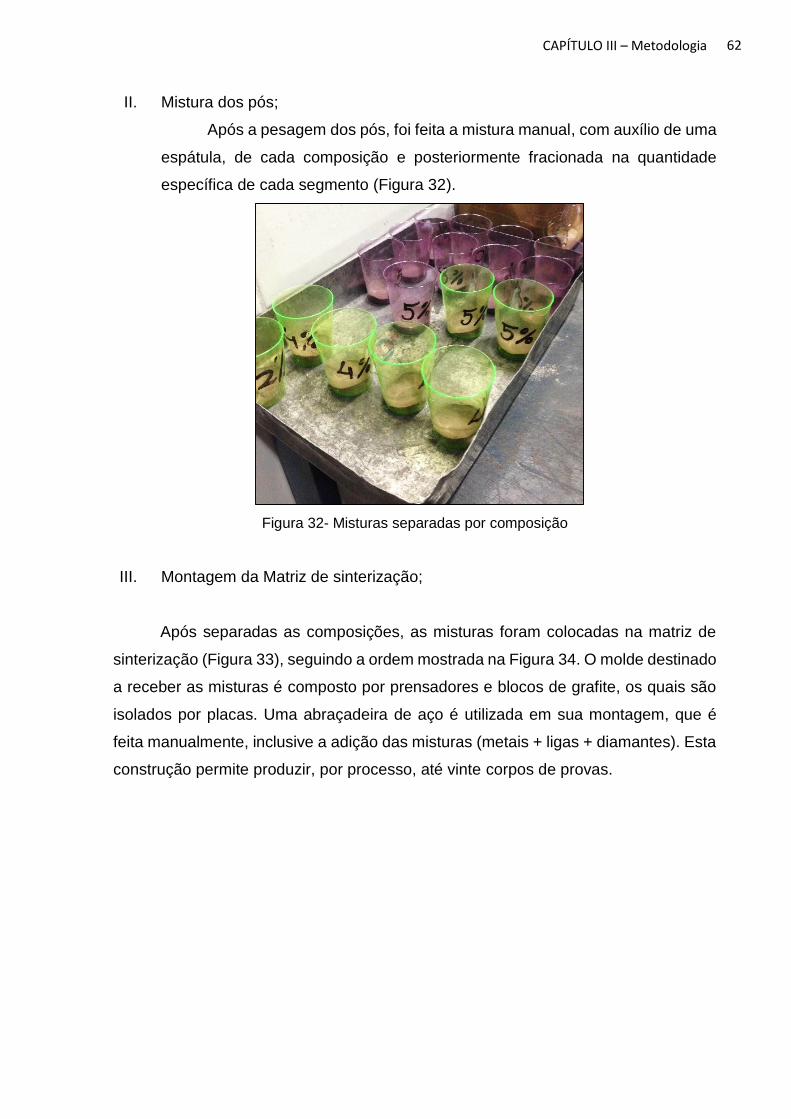
62 CAPÍTULO III – Metodologia
II. Mistura dos pós;
Após a pesagem dos pós, foi feita a mistura manual, com auxílio de uma
espátula, de cada composição e posteriormente fracionada na quantidade
específica de cada segmento (Figura 32).
Figura 32- Misturas separadas por composição
III. Montagem da Matriz de sinterização;
Após separadas as composições, as misturas foram colocadas na matriz de
sinterização (Figura 33), seguindo a ordem mostrada na Figura 34. O molde destinado
a receber as misturas é composto por prensadores e blocos de grafite, os quais são
isolados por placas. Uma abraçadeira de aço é utilizada em sua montagem, que é
feita manualmente, inclusive a adição das misturas (metais + ligas + diamantes). Esta
construção permite produzir, por processo, até vinte corpos de provas.
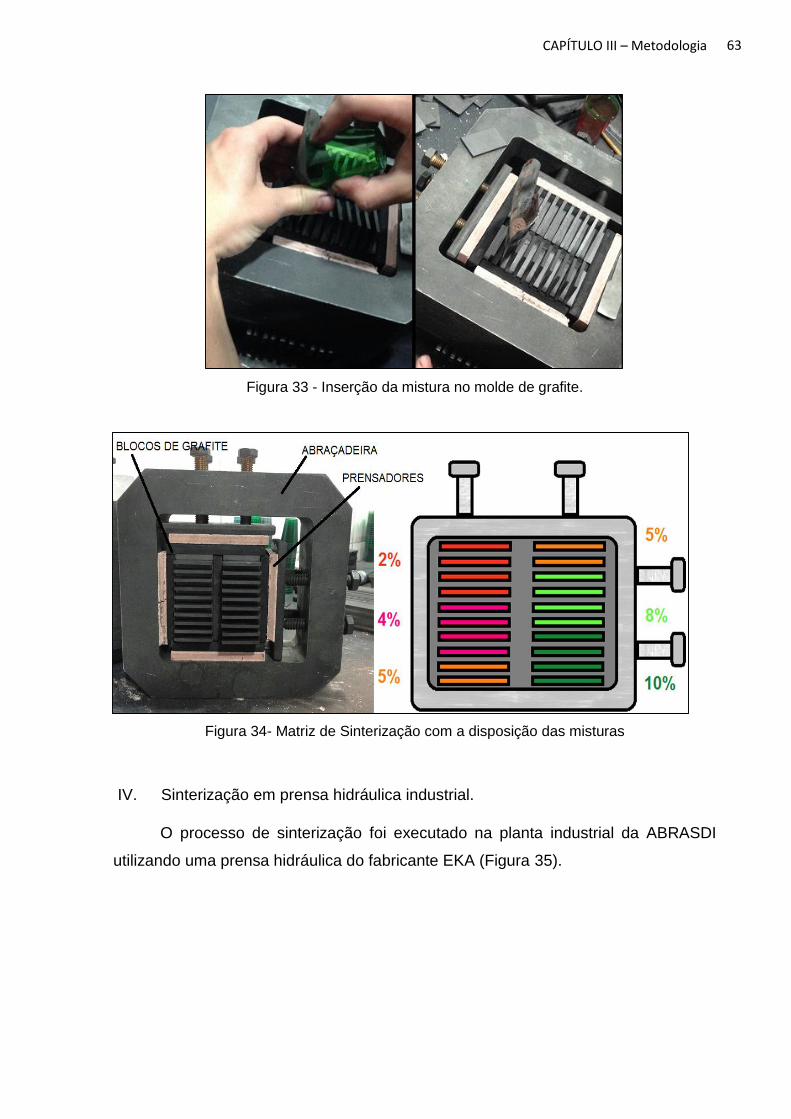
63 CAPÍTULO III – Metodologia
Figura 33 - Inserção da mistura no molde de grafite.
Figura 34- Matriz de Sinterização com a disposição das misturas
IV. Sinterização em prensa hidráulica industrial.
O processo de sinterização foi executado na planta industrial da ABRASDI
utilizando uma prensa hidráulica do fabricante EKA (Figura 35).
64 CAPÍTULO III – Metodologia
Figura 35 - Prensa hidráulica EKA modelo PHB30.REF220 (ABRASDI, 2013).
O processo de sinterização seguiu as seguintes etapas:
1. A matriz, montada manualmente, foi instalada na prensa hidráulica
(Figura 36-a).
2. A seguir, foi acionado o sistema de força da prensa, sendo desenvolvida
uma pressão inicial, previamente ajustada, de 20 MPa;
3. Após o estabelecimento da pressão inicial (20 MPa), foi acionado o
sistema de aquecimento, o qual por efeito Joule aquecerá o molde até a
temperatura de 750°C em um tempo transcorrido de 4 minutos e 29
segundos (Figura 36-b);
4. Uma vez atingida a temperatura de 750°C, a pressão foi aumentada para
35 MPa. Após 30 segundos, o sistema atingiu temperatura de 800° C. A
partir desse ponto se iniciará a contagem do tempo de 3 minutos (Figura
36-c);
5. Transcorrido o tempo total de 8 min, o sistema de aquecimento foi
desligado e a matriz, ainda submetida à pressão de 35 MPa, resfriada
sob temperatura ambiente durante 5 min;
6. Uma vez atingido 300°C, o sistema de força foi descarregado de forma
gradual;
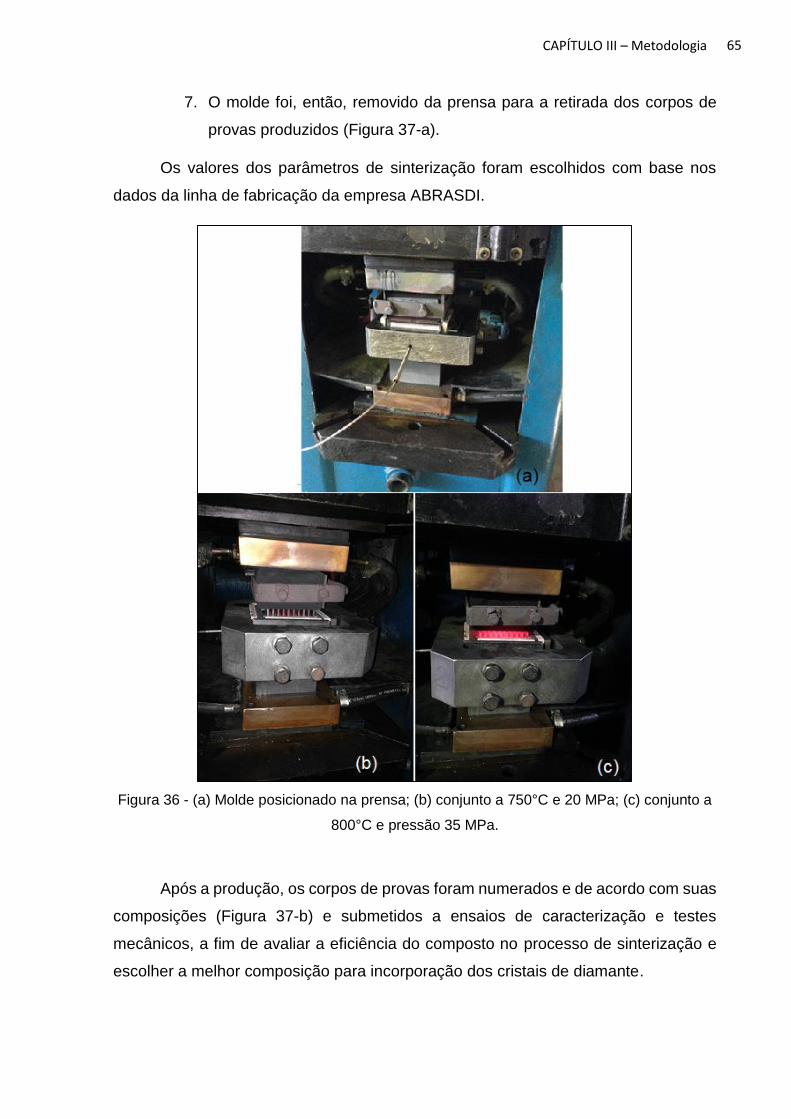
65 CAPÍTULO III – Metodologia
7. O molde foi, então, removido da prensa para a retirada dos corpos de
provas produzidos (Figura 37-a).
Os valores dos parâmetros de sinterização foram escolhidos com base nos
dados da linha de fabricação da empresa ABRASDI.
Figura 36 - (a) Molde posicionado na prensa; (b) conjunto a 750°C e 20 MPa; (c) conjunto a
800°C e pressão 35 MPa.
Após a produção, os corpos de provas foram numerados e de acordo com suas
composições (Figura 37-b) e submetidos a ensaios de caracterização e testes
mecânicos, a fim de avaliar a eficiência do composto no processo de sinterização e
escolher a melhor composição para incorporação dos cristais de diamante.
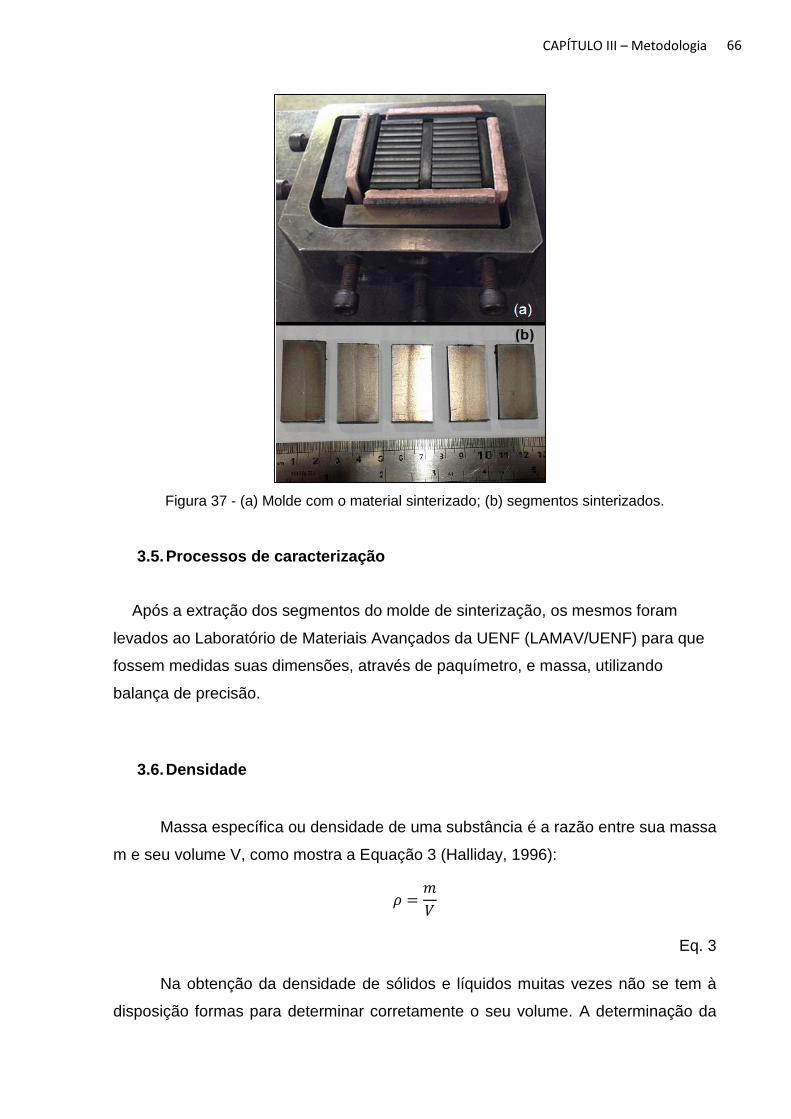
66 CAPÍTULO III – Metodologia
Figura 37 - (a) Molde com o material sinterizado; (b) segmentos sinterizados.
3.5. Processos de caracterização
Após a extração dos segmentos do molde de sinterização, os mesmos foram
levados ao Laboratório de Materiais Avançados da UENF (LAMAV/UENF) para que
fossem medidas suas dimensões, através de paquímetro, e massa, utilizando
balança de precisão.
3.6. Densidade
Massa específica ou densidade de uma substância é a razão entre sua massa
m e seu volume V, como mostra a Equação 3 (Halliday, 1996):
𝜌 =𝑚
𝑉
Eq. 3
Na obtenção da densidade de sólidos e líquidos muitas vezes não se tem à
disposição formas para determinar corretamente o seu volume. A determinação da
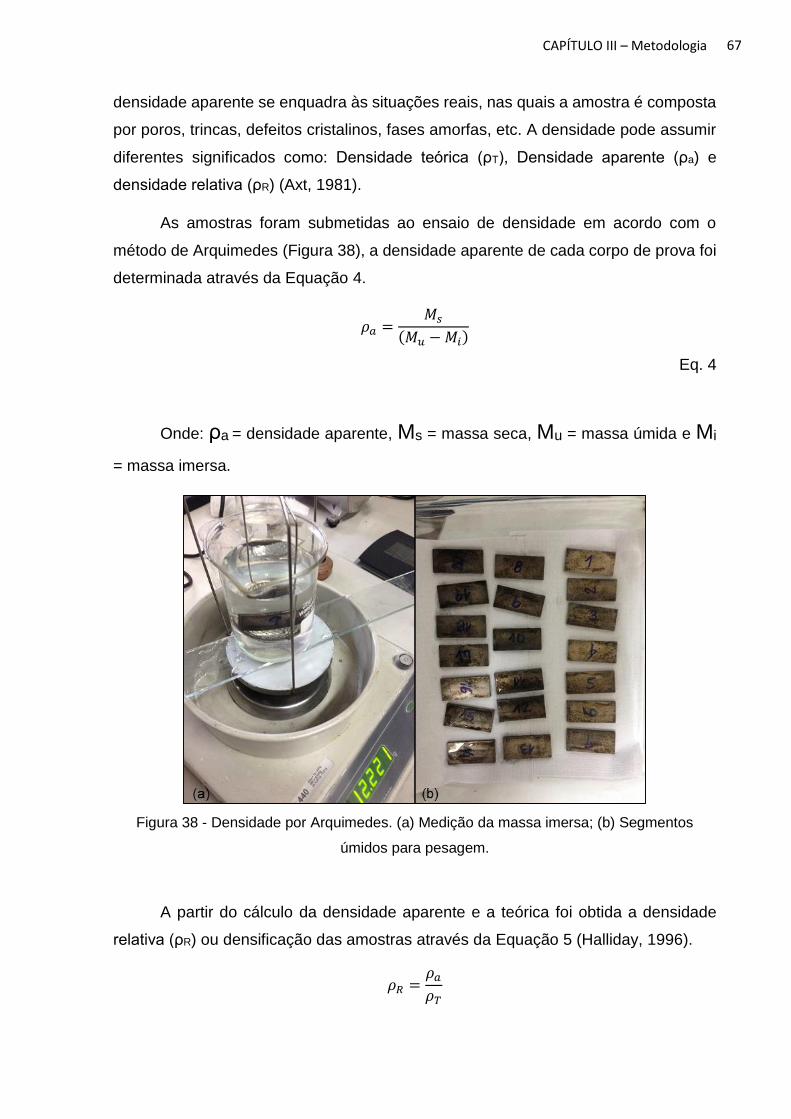
67 CAPÍTULO III – Metodologia
densidade aparente se enquadra às situações reais, nas quais a amostra é composta
por poros, trincas, defeitos cristalinos, fases amorfas, etc. A densidade pode assumir
diferentes significados como: Densidade teórica (ρT), Densidade aparente (ρa) e
densidade relativa (ρR) (Axt, 1981).
As amostras foram submetidas ao ensaio de densidade em acordo com o
método de Arquimedes (Figura 38), a densidade aparente de cada corpo de prova foi
determinada através da Equação 4.
𝜌𝑎 =𝑀𝑠
(𝑀𝑢 − 𝑀𝑖)
Eq. 4
Onde: ρa = densidade aparente, Ms = massa seca, Mu = massa úmida e Mi
= massa imersa.
Figura 38 - Densidade por Arquimedes. (a) Medição da massa imersa; (b) Segmentos
úmidos para pesagem.
A partir do cálculo da densidade aparente e a teórica foi obtida a densidade
relativa (ρR) ou densificação das amostras através da Equação 5 (Halliday, 1996).
𝜌𝑅 =𝜌𝑎
𝜌𝑇
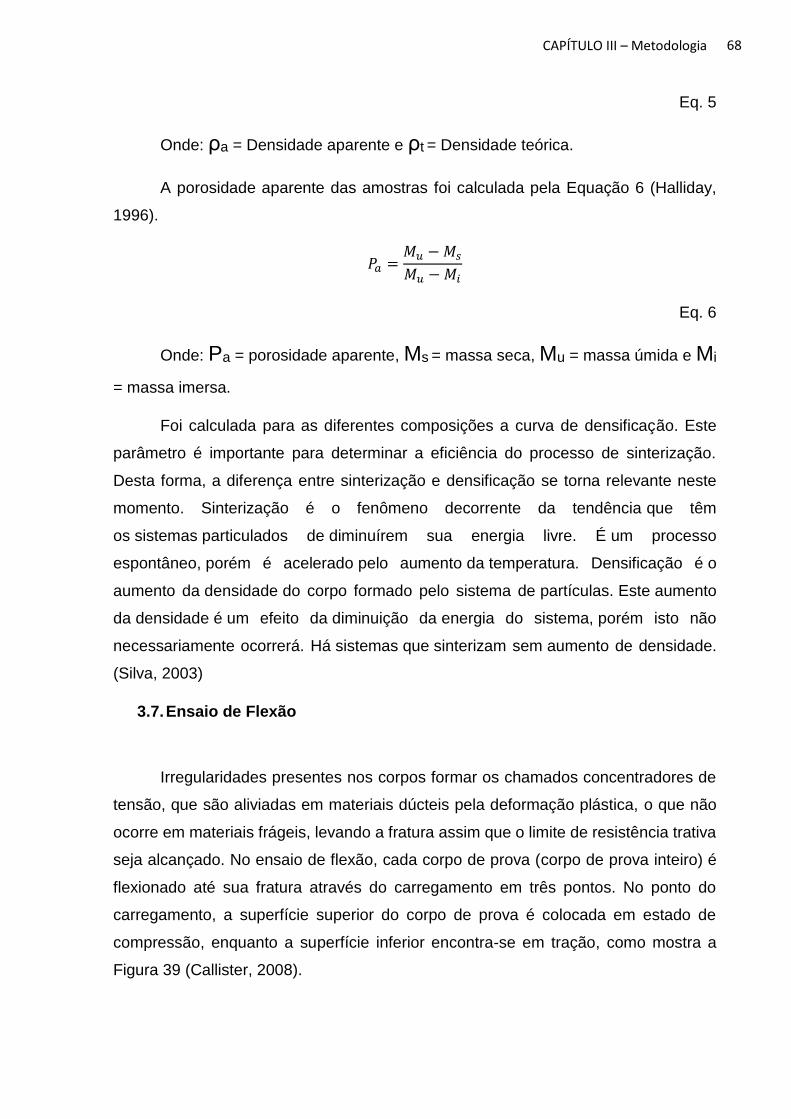
68 CAPÍTULO III – Metodologia
Eq. 5
Onde: ρa = Densidade aparente e ρt = Densidade teórica.
A porosidade aparente das amostras foi calculada pela Equação 6 (Halliday,
1996).
𝑃𝑎 =𝑀𝑢 − 𝑀𝑠
𝑀𝑢 − 𝑀𝑖
Eq. 6
Onde: Pa = porosidade aparente, Ms = massa seca, Mu = massa úmida e Mi
= massa imersa.
Foi calculada para as diferentes composições a curva de densificação. Este
parâmetro é importante para determinar a eficiência do processo de sinterização.
Desta forma, a diferença entre sinterização e densificação se torna relevante neste
momento. Sinterização é o fenômeno decorrente da tendência que têm
os sistemas particulados de diminuírem sua energia livre. É um processo
espontâneo, porém é acelerado pelo aumento da temperatura. Densificação é o
aumento da densidade do corpo formado pelo sistema de partículas. Este aumento
da densidade é um efeito da diminuição da energia do sistema, porém isto não
necessariamente ocorrerá. Há sistemas que sinterizam sem aumento de densidade.
(Silva, 2003)
3.7. Ensaio de Flexão
Irregularidades presentes nos corpos formar os chamados concentradores de
tensão, que são aliviadas em materiais dúcteis pela deformação plástica, o que não
ocorre em materiais frágeis, levando a fratura assim que o limite de resistência trativa
seja alcançado. No ensaio de flexão, cada corpo de prova (corpo de prova inteiro) é
flexionado até sua fratura através do carregamento em três pontos. No ponto do
carregamento, a superfície superior do corpo de prova é colocada em estado de
compressão, enquanto a superfície inferior encontra-se em tração, como mostra a
Figura 39 (Callister, 2008).
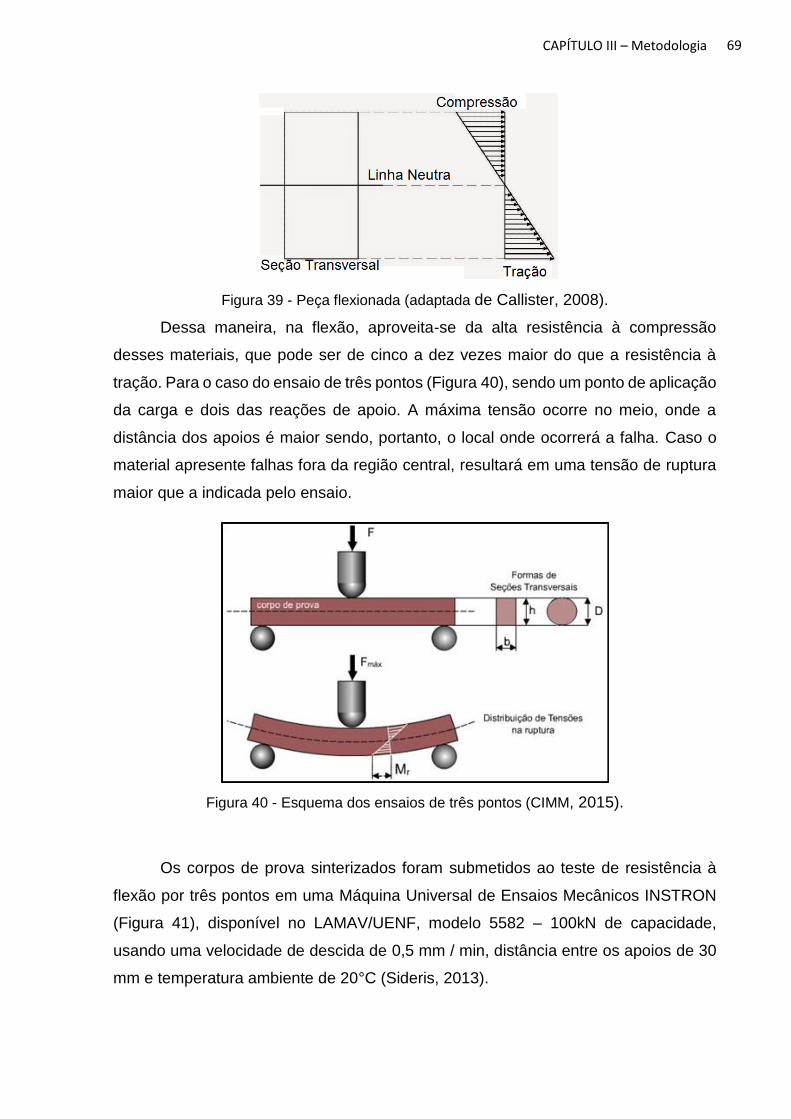
69 CAPÍTULO III – Metodologia
Figura 39 - Peça flexionada (adaptada de Callister, 2008).
Dessa maneira, na flexão, aproveita-se da alta resistência à compressão
desses materiais, que pode ser de cinco a dez vezes maior do que a resistência à
tração. Para o caso do ensaio de três pontos (Figura 40), sendo um ponto de aplicação
da carga e dois das reações de apoio. A máxima tensão ocorre no meio, onde a
distância dos apoios é maior sendo, portanto, o local onde ocorrerá a falha. Caso o
material apresente falhas fora da região central, resultará em uma tensão de ruptura
maior que a indicada pelo ensaio.
Figura 40 - Esquema dos ensaios de três pontos (CIMM, 2015).
Os corpos de prova sinterizados foram submetidos ao teste de resistência à
flexão por três pontos em uma Máquina Universal de Ensaios Mecânicos INSTRON
(Figura 41), disponível no LAMAV/UENF, modelo 5582 – 100kN de capacidade,
usando uma velocidade de descida de 0,5 mm / min, distância entre os apoios de 30
mm e temperatura ambiente de 20°C (Sideris, 2013).
70 CAPÍTULO III – Metodologia
Figura 41 - Teste de resistência à flexão por três pontos (LAMAV - UENF)
No ensaio de flexão são obtidos diagramas Força x Alongamento, os quais foram
transformados em Tensão x Deformação utilizando o critério da Tensão de Flexão,
mostrado na Equação 13, onde 𝜎 é a tensão instantânea atuante, M é o momento
referente à carga instantânea atuante, y é a posição da linha neutra (para seções
retangulares e materiais homogêneos, y = h/2) e I, momento de inercia perpendicular
à direção da carga.
𝜎 =𝑀𝑦
𝐼
Eq. 13
O ensaio de flexão foi do tipo 3 pontos, assim, o momento máximo se localiza
no meio do vão e corresponde à PL/4, sendo P a carga e L o comprimento da peça.
Para seções retangulares, I = bh³/12, sendo a base considerada a dimensão
perpendicular à força.
Foram ensaiadas as 20 amostras não diamantadas e obtidos os diagramas de
Força x Alongamento de cada segmento. Posteriormente, estes diagramas foram
convertidos em Tensão x Deformação e foram extraídos relevantes dados de cada
composição referentes a:
71 CAPÍTULO III – Metodologia
Tensão de Escoamento (e): é a máxima tensão a qual o material pode
ser submetido para que todo trabalho sobre o mesmo seja de natureza
elástica, ou seja, sem gerar deformação permanente no componente.
Isto se deve ao fato de que, neste regime elástico, o corpo é
teoricamente capaz de liberar toda energia fornecida a ele, voltando às
suas dimensões iniciais. Quando esta tensão é ultrapassada, ocorre o
escoamento do material, ou seja, este passa a trabalhar em regime
plástico, cuja característica principal é a liberação de parte da energia
recebida no processo de carregamento, o que impossibilita a
recuperação de sua forma inicial, causando uma deformação
permanente. É de extrema importância conhecer essa propriedade do
material com o qual se trabalha, para que não haja escoamento, pois,
caso ocorra, a resistência do material aos esforços submetidos reduz
significativamente. Através do diagrama Tensão x Deformação é
possível calcular e através da identificação do limite de
proporcionalidade. Esta tensão marca o fim do comportamento linear da
curva (CBCA, 2014).
Tensão de Ruptura (R): é a tensão que caracteriza o início da fratura
do elemento. Até este ponto, o corpo absorve energia e se deforma para
dissipá-la. Ao atingir esta tensão, ocorre no corpo de prova um
decréscimo na área da seção transversal. O posterior aumento da
extensão provoca uma diminuição da tensão nominal até ocorrer a
fratura, já que a tensão nominal é determinada em relação à área inicial
da seção transversal. Quanto mais dúctil for o metal, maior será a
estricção que precede a fratura e, por isso, maior será o decréscimo da
tensão para além da tensão máxima. Graficamente, corresponde à
ultima tensão demonstrada no diagrama Tensão x Deformação (CBCA,
2014).
Módulo de Elasticidade (E): ou módulo de Young é um parâmetro
mecânico que proporciona uma medida da rigidez de um material sólido.
É fundamental para a engenharia e aplicação de materiais, pois está
72 CAPÍTULO III – Metodologia
associado com a descrição de várias outras propriedades mecânicas,
como por exemplo, a tensão de escoamento, a tensão de ruptura,
tenacidade, resiliência, entre outras. Existem inúmeras maneiras de se
calcular E: através do diagrama Tensão x Deformação, E corresponde
ao coeficiente angular da curva elástica; utilizando fórmulas, deve-se
atentar para qual tipo de ensaio foi executado. Neste caso, o módulo de
elasticidade foi calculado segundo a Equação 7, onde P é a carga
referente ao escoamento, L é o comprimento da peça, y é a flexa
referente a P e I, momento de inércia perpendicular à força (CBCA,
2014).
𝐸 =𝑃𝐿³
48𝑦𝐼
Eq. 7
Módulo de Resiliência (UR): é a capacidade que um corpo possui de
absorver energia quando solicitado e liberar toda esta energia no
momento da descarga, sem gerar deformação permanente. Em outras
palavras, é a capacidade de absorver as tensões sem escoar. É uma
propriedade diretamente ligada à tensão de escoamento e inversamente
relacionada com o módulo de elasticidade. Graficamente, corresponde
à área abaixo da curva Tensão x Deformação, limitada verticalmente por
e (CBCA, 2014).
Módulo de Tenacidade (UT): corresponde a toda energia que pode ser
absorvida por um elemento até o momento anterior à fratura. É uma
propriedade diretamente ligada à tensão de ruptura e inversamente
relacionada com o módulo de elasticidade. Em geral é uma característica
desejável para ferramentas e matrizes. Uma confusão comum ao termo
tenacidade é achar que um material tenaz é também um material duro.
Entre os fatores que afetam a tenacidade do aço estão: tensões internas
(geradas por têmpera drástica, por reaquecimento muito rápido dos aços
temperados, por retificação inadequada, etc.); encruamento; granulação
grosseira; dureza excessivamente alta; segregação anormal; teor de
elementos de liga, exigindo maiores temperaturas de revenido e, em
consequência, contribuindo para maior tenacidade, pela diminuição das
73 CAPÍTULO III – Metodologia
tensões internas. Graficamente, corresponde a toda área abaixo da
curva Tensão x Deformação (CBCA, 2014).
3.8. Ensaio de Desgaste
Em setores industriais, onde o desgaste causa parada ou a redução de
produção, além de elevar custos de manutenção, não é suficiente adquirir
conhecimentos apenas em materiais e processos metalúrgicos e/ou mecânicos de
fabricação. É importante pesquisar, estudar e entender os processos de desgaste que
atuam em condições específicas.
Em geral, o desgaste está presente em situações em que há contato e
movimento. Pode ser considerado benéfico ou maléfico, dependendo da ocasião. No
caso de ferramentas de corte, o desgaste é considerado maléfico, sendo visto muitas
vezes como o grande vilão da falha dos equipamentos.
Desgaste é definido pela ASTM G-77 (1991) como: o dano em uma superfície
sólida, envolvendo perda progressiva de massa, devido ao movimento relativo entre
a superfície e o contato com outro material ou materiais. O desgaste abrasivo é um
tipo específico, sendo definido como “o desgaste devido a partículas duras ou
protuberâncias duras forçadas contra e movendo-se ao longo de uma superfície
sólida” (ATSM G40 – 1996).
Este ensaio laboratorial é o que mais se aproxima das condições reais de
campo. Utilizando uma politriz do fabricante Arotec (Figura 42), com um adaptador
para fixação das amostras, os corpos de prova diamantados serão submetidos ao
teste de desgaste que também é conhecido, nessa configuração, por “pino contra
disco”.
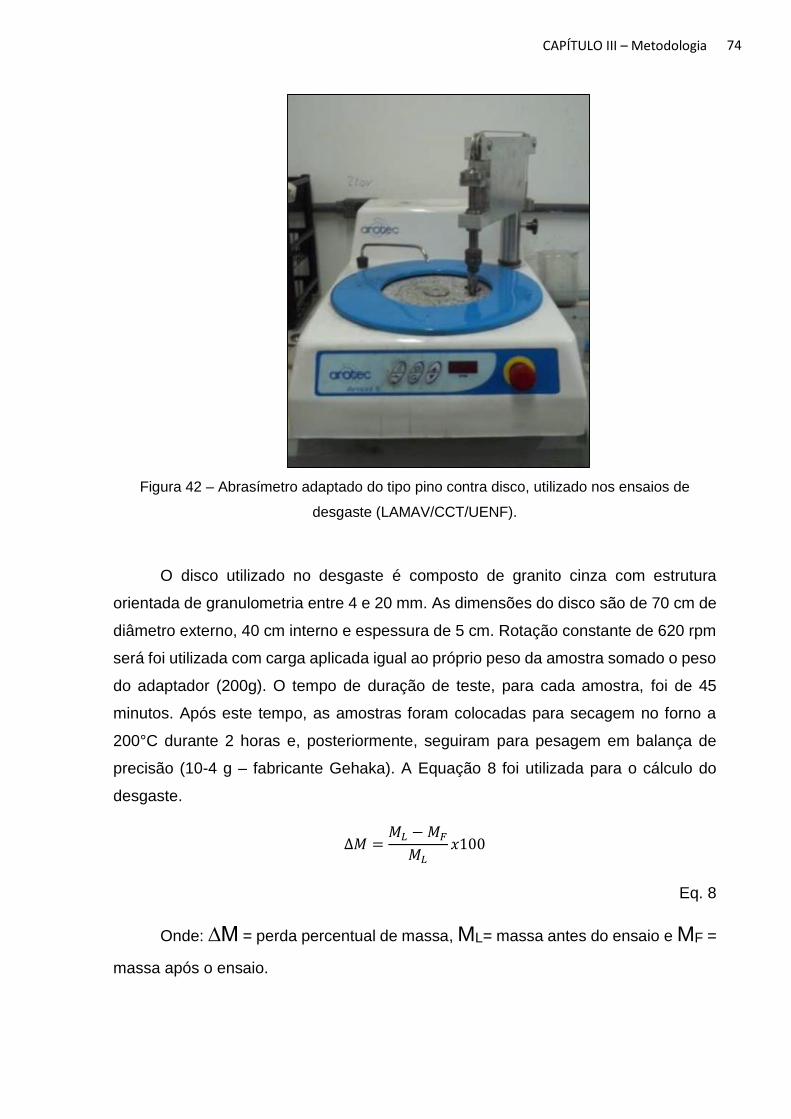
74 CAPÍTULO III – Metodologia
Figura 42 – Abrasímetro adaptado do tipo pino contra disco, utilizado nos ensaios de
desgaste (LAMAV/CCT/UENF).
O disco utilizado no desgaste é composto de granito cinza com estrutura
orientada de granulometria entre 4 e 20 mm. As dimensões do disco são de 70 cm de
diâmetro externo, 40 cm interno e espessura de 5 cm. Rotação constante de 620 rpm
será foi utilizada com carga aplicada igual ao próprio peso da amostra somado o peso
do adaptador (200g). O tempo de duração de teste, para cada amostra, foi de 45
minutos. Após este tempo, as amostras foram colocadas para secagem no forno a
200°C durante 2 horas e, posteriormente, seguiram para pesagem em balança de
precisão (10-4 g – fabricante Gehaka). A Equação 8 foi utilizada para o cálculo do
desgaste.
∆𝑀 =𝑀𝐿 − 𝑀𝐹
𝑀𝐿𝑥100
Eq. 8
Onde: ∆M = perda percentual de massa, ML= massa antes do ensaio e MF =
massa após o ensaio.
75 CAPÍTULO III – Metodologia
A fim de escalonar as amostras mais resistentes, serão realizados cálculos de
resistência à abrasão (Equação 9).
𝑅𝐷 =1
∆𝑀
Eq. 9
Onde: RD = resistência ao desgaste ou abrasão.
Foram ensaiadas duas amostras de cada composição. Os dados foram
coletados e corrigidos em termos de área de contato, distância percorrida e desgaste
teórico a fim de se obter resultados mais próximos ao desgaste real.
Foi feita a identificação da área que realmente entrou em contato no processo
de desgaste e calculada a perda de massa referente à mesma. Posteriormente, foram
igualadas, por meio de proporção, as distâncias percorridas. Estes ajustes
possibilitaram uma comparação de resultados em condições iguais de trabalho.
3.9. Ensaio de Dureza Brinell
O método Brinell é um método de medição da dureza, utilizado principalmente
nos materiais metálicos. O teste típico consiste em um penetrador de formato esférico
com 10 mm de diâmetro, feito de aço de elevada dureza ou de Carbeto de Tungstênio.
A carga aplicada varia entre 500 e 3000 kgf e, durante o teste, a carga é mantida
constante por um período entre 10 e 30 segundos.
O número Brinell de dureza (HB) é função da carga aplicada e do diâmetro da
impressão resultante e pode ser obtido através da seguinte relação:
𝐻𝐵 =2𝑃
𝜋𝐷(𝐷 − √𝐷2 − 𝑑2)
Eq. 10
Onde “P” é o valor da carga aplicada (em kgf), “D” é o diâmetro do penetrador e “d” é
o diâmetro da impressão resultante, ambos em milímetros.
76 CAPÍTULO III – Metodologia
Uma das grandes desvantagens do ensaio Brinell é o tamanho do penetrador,
que muitas vezes causa danos consideráveis à peça analisada.
Para garantir um bom resultado, a medição do diâmetro da impressão deve ser
feita em pelo menos duas direções. Além disso, é necessário manter a
relação P/D² constante para obter resultados adequados. A dimensão da dureza
Brinell é MPa.
Foram ensaiadas as 20 amostras e coletados os dados de dureza de cada uma.
Foi utilizado o método dos três pontos nas amostras sem diamantes e o de quatro
pontos nas amostras diamantadas. Foram utilizados os seguintes parâmetros em
concordância com a norma ASTM-A370 (1996):
D = 1/16”;
Q = 3000 kgf;
Esfera de WC;
t = 30 s.
As amostras foram ensaiadas na empresa GT Wire/Cachoeiro de Itapemirim –
ES.
3.10. Microscopia Confocal a Laser
Um microscópio confocal verifica uma amostra sequencialmente ponto a ponto
ou múltiplos pontos de uma só vez. A informação de pixel é reunida em uma imagem.
Como resultado, é possível obter seções óticas com alto contraste e alta resolução
em x, y e z (Wilson, 1990).
A utilização da técnica de microscopia confocal se faz necessária para:
Analisar metalograficamente as matrizes dos compósitos então
produzidos;
Observar o aspecto das fraturas ocorridas nos ensaios mecânicos;
77 CAPÍTULO III – Metodologia
O equipamento utilizado consiste em um microscópio confocal, fabricado por
Olympus, do modelo LEXT – 3D Ols 4000. Foram analisadas 5 amostras, uma
referente a cada composição.
3.11. Microscopia Eletrônica de Varredura (MEV)
O microscópio eletrônico de varredura (MEV) é um equipamento capaz de
produzir imagens de alta ampliação (até 300.000 x) e resolução. As imagens
fornecidas pelo MEV possuem um caráter virtual, pois o que é visualizado no monitor
do aparelho é a transcodificação da energia emitida pelos elétrons, ao contrário da
radiação de luz a qual estamos habitualmente acostumados (Kestenbach, 1997).
A utilização do MEV objetivou investigar a disposição dos elementos na matriz
bem como sua superfície fraturada. Foi utilizado nas análises um microscópio
eletrônico de varredura fabricado por Shimadzu, modelo Super Scan SSX-550,
disponível no LAMAV/CCT/UENF. Foram analisadas 4 amostras sendo uma de 2%
B4C, uma de 4%, 5% e 10%.
3.12. Espectroscopia de Raios X por Dispersão de Energia (EDS)
O uso em conjunto do EDX com o MEV é de grande importância na
caracterização petrográfica e estudo petrológico nas geociências. Enquanto o MEV
proporciona nítidas imagens, o EDX permite sua imediata identificação. Além da
identificação mineral, o equipamento ainda permite o mapeamento da distribuição de
elementos químicos por minerais, gerando mapas composicionais de elementos
desejados (Soares, 1993)
Assim, a utilização do MEV como técnica complementar mostra-se de grande
importância e versatilidade, tanto para o estudo da microestrutura, possibilitando a
obtenção de imagens com alta resolução, como também o estudo de propriedades do
material e sua análise química. Desta forma, para coleta de dados acerca dos
constituintes de cada amostra, será utilizado um espectrômetro por dispersão de
energia (EDS) modelo SSX- 550 (LAMAV/CCT/UENF) acoplado ao MEV (Sideris,
2013).
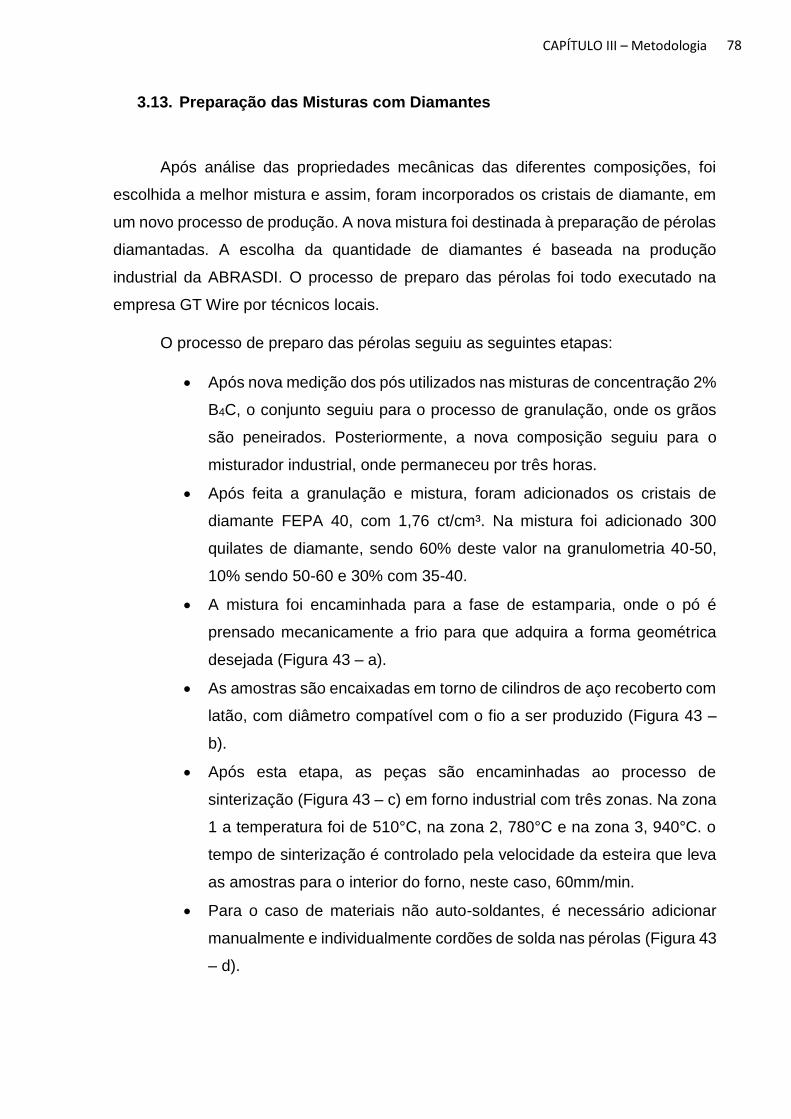
78 CAPÍTULO III – Metodologia
3.13. Preparação das Misturas com Diamantes
Após análise das propriedades mecânicas das diferentes composições, foi
escolhida a melhor mistura e assim, foram incorporados os cristais de diamante, em
um novo processo de produção. A nova mistura foi destinada à preparação de pérolas
diamantadas. A escolha da quantidade de diamantes é baseada na produção
industrial da ABRASDI. O processo de preparo das pérolas foi todo executado na
empresa GT Wire por técnicos locais.
O processo de preparo das pérolas seguiu as seguintes etapas:
Após nova medição dos pós utilizados nas misturas de concentração 2%
B4C, o conjunto seguiu para o processo de granulação, onde os grãos
são peneirados. Posteriormente, a nova composição seguiu para o
misturador industrial, onde permaneceu por três horas.
Após feita a granulação e mistura, foram adicionados os cristais de
diamante FEPA 40, com 1,76 ct/cm³. Na mistura foi adicionado 300
quilates de diamante, sendo 60% deste valor na granulometria 40-50,
10% sendo 50-60 e 30% com 35-40.
A mistura foi encaminhada para a fase de estamparia, onde o pó é
prensado mecanicamente a frio para que adquira a forma geométrica
desejada (Figura 43 – a).
As amostras são encaixadas em torno de cilindros de aço recoberto com
latão, com diâmetro compatível com o fio a ser produzido (Figura 43 –
b).
Após esta etapa, as peças são encaminhadas ao processo de
sinterização (Figura 43 – c) em forno industrial com três zonas. Na zona
1 a temperatura foi de 510°C, na zona 2, 780°C e na zona 3, 940°C. o
tempo de sinterização é controlado pela velocidade da esteira que leva
as amostras para o interior do forno, neste caso, 60mm/min.
Para o caso de materiais não auto-soldantes, é necessário adicionar
manualmente e individualmente cordões de solda nas pérolas (Figura 43
– d).
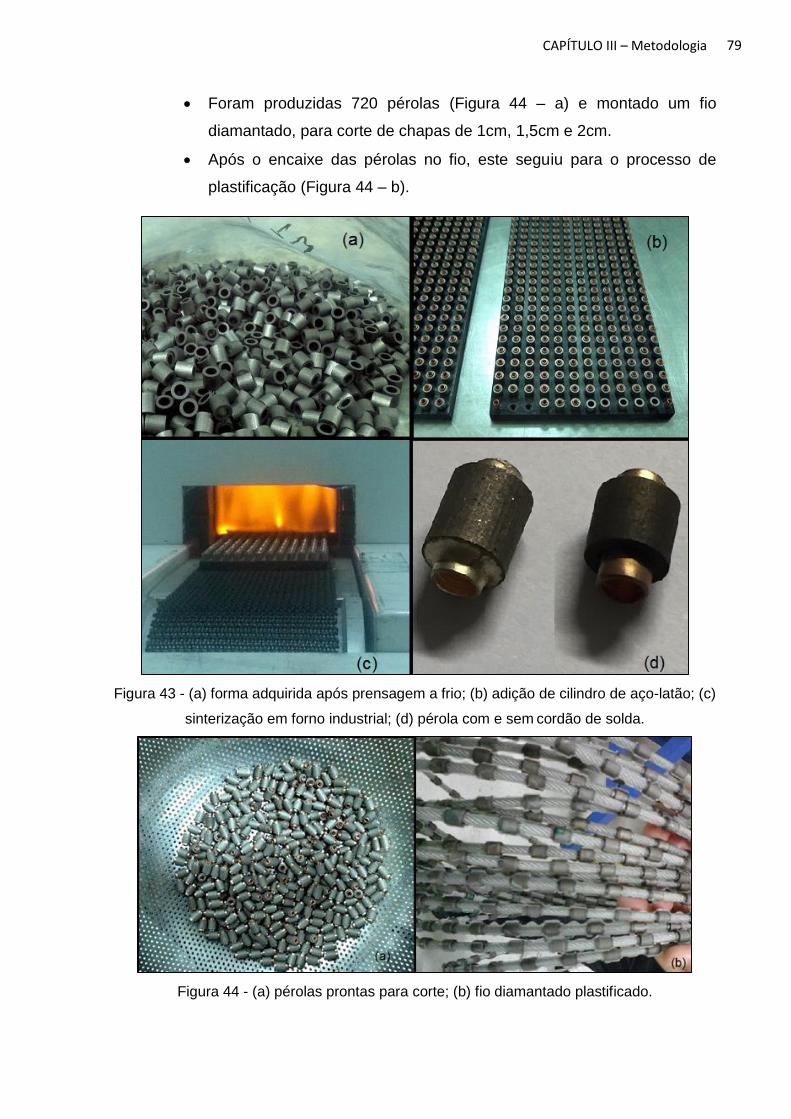
79 CAPÍTULO III – Metodologia
Foram produzidas 720 pérolas (Figura 44 – a) e montado um fio
diamantado, para corte de chapas de 1cm, 1,5cm e 2cm.
Após o encaixe das pérolas no fio, este seguiu para o processo de
plastificação (Figura 44 – b).
Figura 43 - (a) forma adquirida após prensagem a frio; (b) adição de cilindro de aço-latão; (c)
sinterização em forno industrial; (d) pérola com e sem cordão de solda.
Figura 44 - (a) pérolas prontas para corte; (b) fio diamantado plastificado.

80 CAPÍTULO III – Metodologia
Após obtenção das pérolas diamantadas, foram feitos ensaio de dureza e
densidade, a fim de obter as inerentes propriedades deste material.

81 CAPÍTULO IV – Resultados e Discussão
CAPÍTULO IV – Resultados e Discussão
4. Densidade
Utilizando a regra da mistura e a densidade do B4C igual a 2,51 g/cm³, tem-se:
𝜌𝑏𝑎𝑠𝑒 =(𝑚𝐹𝑒 + 𝑚𝐶𝑢 + 𝑚𝑁𝑖 + 𝑚𝑆𝑛 + 𝑚𝑊𝐶)
(𝑚𝐹𝑒
𝜌𝐹𝑒+
𝑚𝐶𝑢
𝜌𝐶𝑢+
𝑚𝑁𝑖
𝜌𝑁𝑖+
𝑚𝑆𝑛
𝜌𝑆𝑛+
𝑚𝑊𝐶
𝜌𝑊𝐶)
𝜌𝑏𝑎𝑠𝑒 =(100)
(39
7,86+
358,96
+188,9
+6
7,3+
215,7
)= 8,45 𝑔/𝑐𝑚³
𝜌 =(𝑚𝑚 + 𝑚𝐵4𝐶)
(𝑚𝑚
𝜌𝑚+
𝑚𝐵4𝐶
𝜌𝐵4𝐶)
Para a composição com adição de 2% de B4C, tem-se 98% de mistura e 2% de
aditivo. Assim:
𝜌2% =(100)
(98
8,45+
22,51
) 𝜌2% = 8,068 𝑔/𝑐𝑚³
Nesta composição, os corpos de prova M1, M2, M3 e M4, em função da
porcentagem de cada componente da mistura, terão as seguintes quantidades de
cada elemento em sua massa total:
𝑚𝑇𝑂𝑇𝐴𝐿 = 𝜌𝑉 = 8,45𝑥1,872 = 15,103 𝑔
Assim, utilizando 2% de B4C para compor a massa total de 15,103g, tem-se:
Massa de B4C = 2% de 15,103g = 0,303g
Massa da base = 15,103 – 0,303 = 14,800g
Massa de Ferro = 39% de 14,800 = 5,772g
Massa de Cobre = 35% de 14,800 = 5,180g
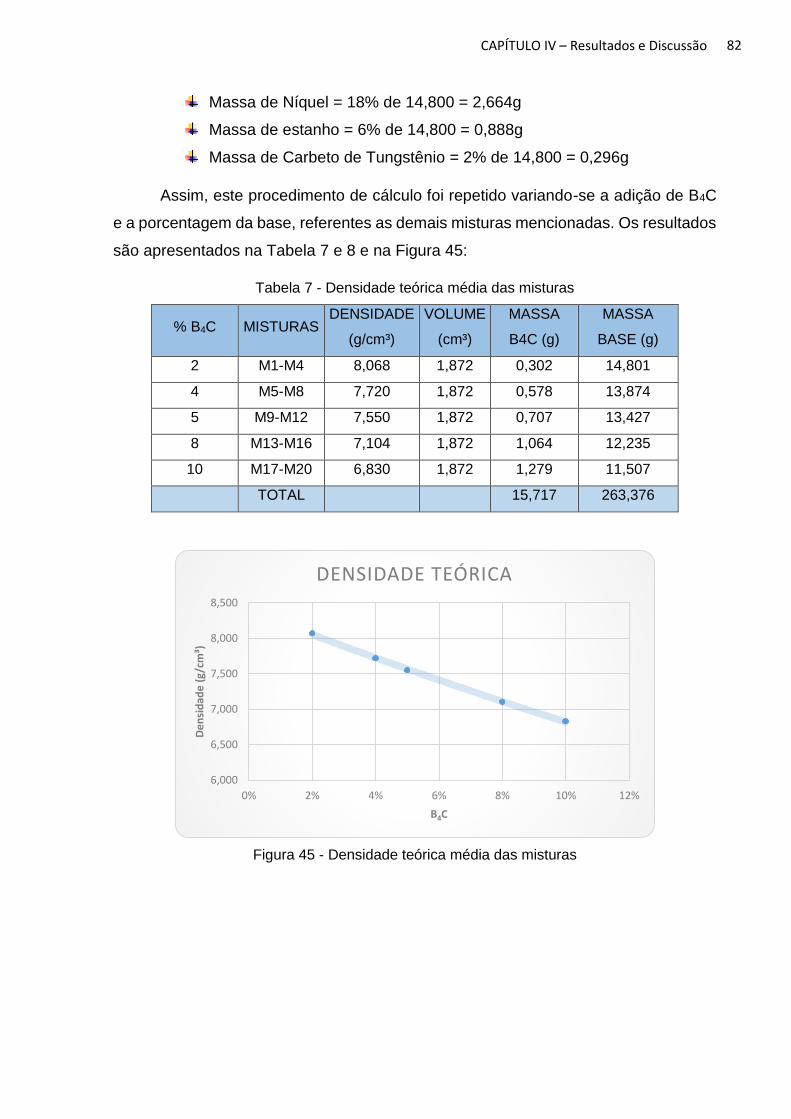
82 CAPÍTULO IV – Resultados e Discussão
Massa de Níquel = 18% de 14,800 = 2,664g
Massa de estanho = 6% de 14,800 = 0,888g
Massa de Carbeto de Tungstênio = 2% de 14,800 = 0,296g
Assim, este procedimento de cálculo foi repetido variando-se a adição de B4C
e a porcentagem da base, referentes as demais misturas mencionadas. Os resultados
são apresentados na Tabela 7 e 8 e na Figura 45:
Tabela 7 - Densidade teórica média das misturas
% B4C MISTURAS DENSIDADE
(g/cm³)
VOLUME
(cm³)
MASSA
B4C (g)
MASSA
BASE (g)
2 M1-M4 8,068 1,872 0,302 14,801
4 M5-M8 7,720 1,872 0,578 13,874
5 M9-M12 7,550 1,872 0,707 13,427
8 M13-M16 7,104 1,872 1,064 12,235
10 M17-M20 6,830 1,872 1,279 11,507
TOTAL 15,717 263,376
Figura 45 - Densidade teórica média das misturas
6,000
6,500
7,000
7,500
8,000
8,500
0% 2% 4% 6% 8% 10% 12%
De
nsi
dad
e (
g/cm
³)
B4C
DENSIDADE TEÓRICA
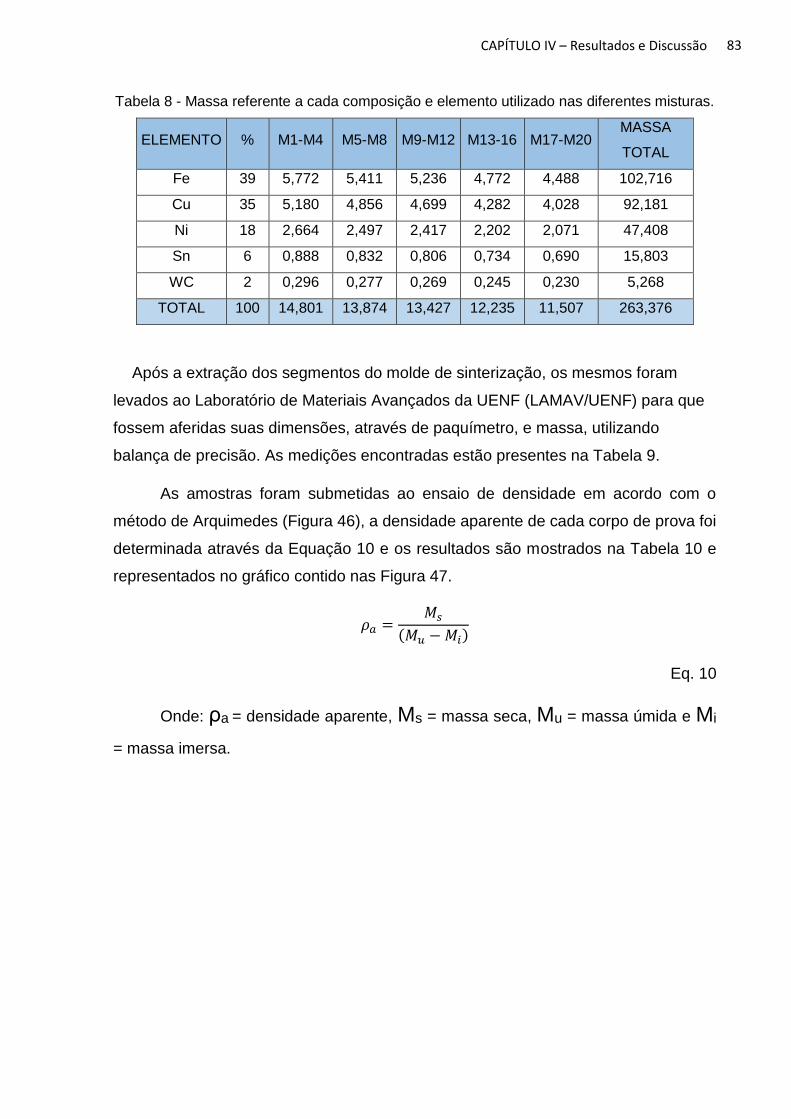
83 CAPÍTULO IV – Resultados e Discussão
Tabela 8 - Massa referente a cada composição e elemento utilizado nas diferentes misturas.
ELEMENTO % M1-M4 M5-M8 M9-M12 M13-16 M17-M20 MASSA
TOTAL
Fe 39 5,772 5,411 5,236 4,772 4,488 102,716
Cu 35 5,180 4,856 4,699 4,282 4,028 92,181
Ni 18 2,664 2,497 2,417 2,202 2,071 47,408
Sn 6 0,888 0,832 0,806 0,734 0,690 15,803
WC 2 0,296 0,277 0,269 0,245 0,230 5,268
TOTAL 100 14,801 13,874 13,427 12,235 11,507 263,376
Após a extração dos segmentos do molde de sinterização, os mesmos foram
levados ao Laboratório de Materiais Avançados da UENF (LAMAV/UENF) para que
fossem aferidas suas dimensões, através de paquímetro, e massa, utilizando
balança de precisão. As medições encontradas estão presentes na Tabela 9.
As amostras foram submetidas ao ensaio de densidade em acordo com o
método de Arquimedes (Figura 46), a densidade aparente de cada corpo de prova foi
determinada através da Equação 10 e os resultados são mostrados na Tabela 10 e
representados no gráfico contido nas Figura 47.
𝜌𝑎 =𝑀𝑠
(𝑀𝑢 − 𝑀𝑖)
Eq. 10
Onde: ρa = densidade aparente, Ms = massa seca, Mu = massa úmida e Mi
= massa imersa.
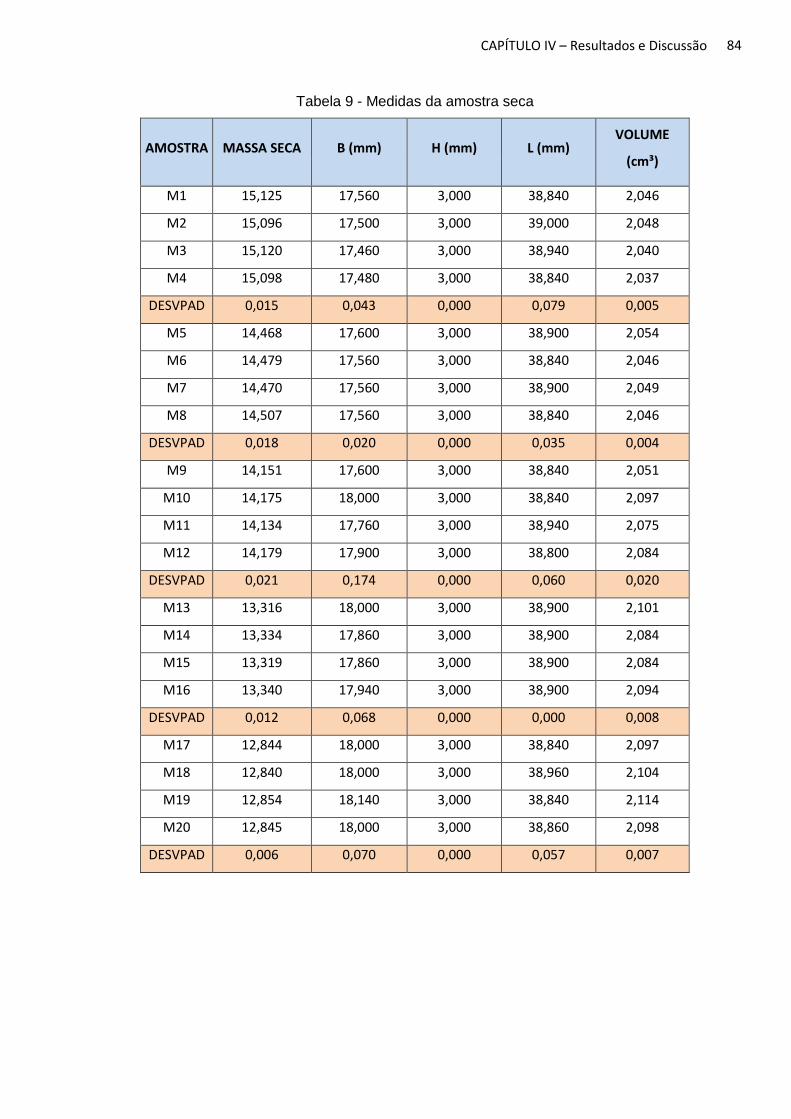
84 CAPÍTULO IV – Resultados e Discussão
Tabela 9 - Medidas da amostra seca
AMOSTRA MASSA SECA B (mm) H (mm) L (mm) VOLUME
(cm³)
M1 15,125 17,560 3,000 38,840 2,046
M2 15,096 17,500 3,000 39,000 2,048
M3 15,120 17,460 3,000 38,940 2,040
M4 15,098 17,480 3,000 38,840 2,037
DESVPAD 0,015 0,043 0,000 0,079 0,005
M5 14,468 17,600 3,000 38,900 2,054
M6 14,479 17,560 3,000 38,840 2,046
M7 14,470 17,560 3,000 38,900 2,049
M8 14,507 17,560 3,000 38,840 2,046
DESVPAD 0,018 0,020 0,000 0,035 0,004
M9 14,151 17,600 3,000 38,840 2,051
M10 14,175 18,000 3,000 38,840 2,097
M11 14,134 17,760 3,000 38,940 2,075
M12 14,179 17,900 3,000 38,800 2,084
DESVPAD 0,021 0,174 0,000 0,060 0,020
M13 13,316 18,000 3,000 38,900 2,101
M14 13,334 17,860 3,000 38,900 2,084
M15 13,319 17,860 3,000 38,900 2,084
M16 13,340 17,940 3,000 38,900 2,094
DESVPAD 0,012 0,068 0,000 0,000 0,008
M17 12,844 18,000 3,000 38,840 2,097
M18 12,840 18,000 3,000 38,960 2,104
M19 12,854 18,140 3,000 38,840 2,114
M20 12,845 18,000 3,000 38,860 2,098
DESVPAD 0,006 0,070 0,000 0,057 0,007
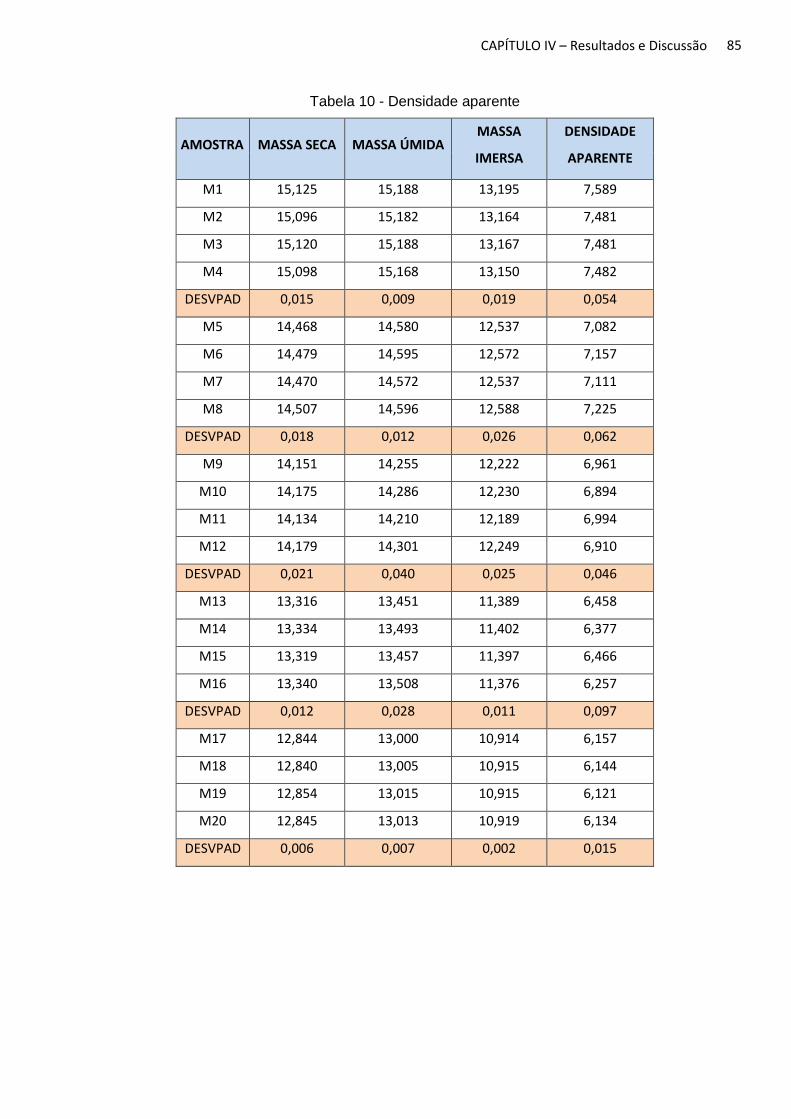
85 CAPÍTULO IV – Resultados e Discussão
Tabela 10 - Densidade aparente
AMOSTRA MASSA SECA MASSA ÚMIDA MASSA
IMERSA
DENSIDADE
APARENTE
M1 15,125 15,188 13,195 7,589
M2 15,096 15,182 13,164 7,481
M3 15,120 15,188 13,167 7,481
M4 15,098 15,168 13,150 7,482
DESVPAD 0,015 0,009 0,019 0,054
M5 14,468 14,580 12,537 7,082
M6 14,479 14,595 12,572 7,157
M7 14,470 14,572 12,537 7,111
M8 14,507 14,596 12,588 7,225
DESVPAD 0,018 0,012 0,026 0,062
M9 14,151 14,255 12,222 6,961
M10 14,175 14,286 12,230 6,894
M11 14,134 14,210 12,189 6,994
M12 14,179 14,301 12,249 6,910
DESVPAD 0,021 0,040 0,025 0,046
M13 13,316 13,451 11,389 6,458
M14 13,334 13,493 11,402 6,377
M15 13,319 13,457 11,397 6,466
M16 13,340 13,508 11,376 6,257
DESVPAD 0,012 0,028 0,011 0,097
M17 12,844 13,000 10,914 6,157
M18 12,840 13,005 10,915 6,144
M19 12,854 13,015 10,915 6,121
M20 12,845 13,013 10,919 6,134
DESVPAD 0,006 0,007 0,002 0,015
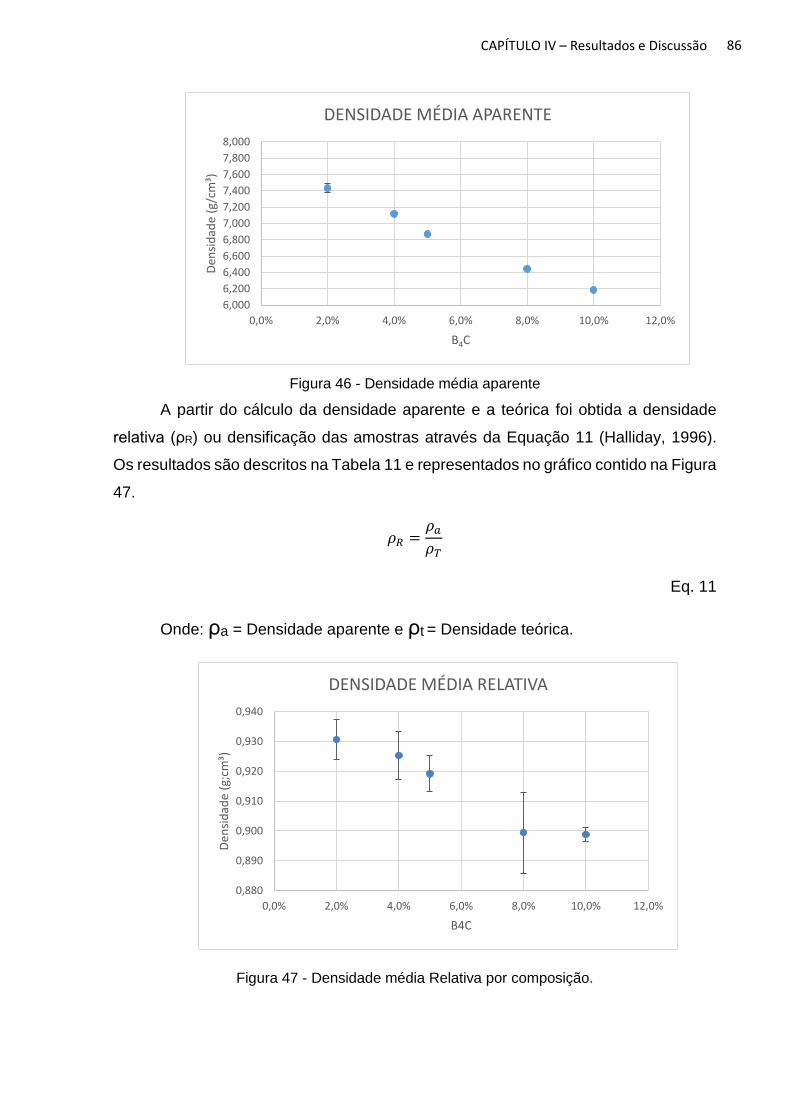
86 CAPÍTULO IV – Resultados e Discussão
Figura 46 - Densidade média aparente
A partir do cálculo da densidade aparente e a teórica foi obtida a densidade
relativa (ρR) ou densificação das amostras através da Equação 11 (Halliday, 1996).
Os resultados são descritos na Tabela 11 e representados no gráfico contido na Figura
47.
𝜌𝑅 =𝜌𝑎
𝜌𝑇
Eq. 11
Onde: ρa = Densidade aparente e ρt = Densidade teórica.
Figura 47 - Densidade média Relativa por composição.
6,000
6,200
6,400
6,600
6,800
7,000
7,200
7,400
7,600
7,800
8,000
0,0% 2,0% 4,0% 6,0% 8,0% 10,0% 12,0%
Den
sid
ade
(g/c
m³)
B4C
DENSIDADE MÉDIA APARENTE
0,880
0,890
0,900
0,910
0,920
0,930
0,940
0,0% 2,0% 4,0% 6,0% 8,0% 10,0% 12,0%
Den
sid
ade
(g;c
m³)
B4C
DENSIDADE MÉDIA RELATIVA
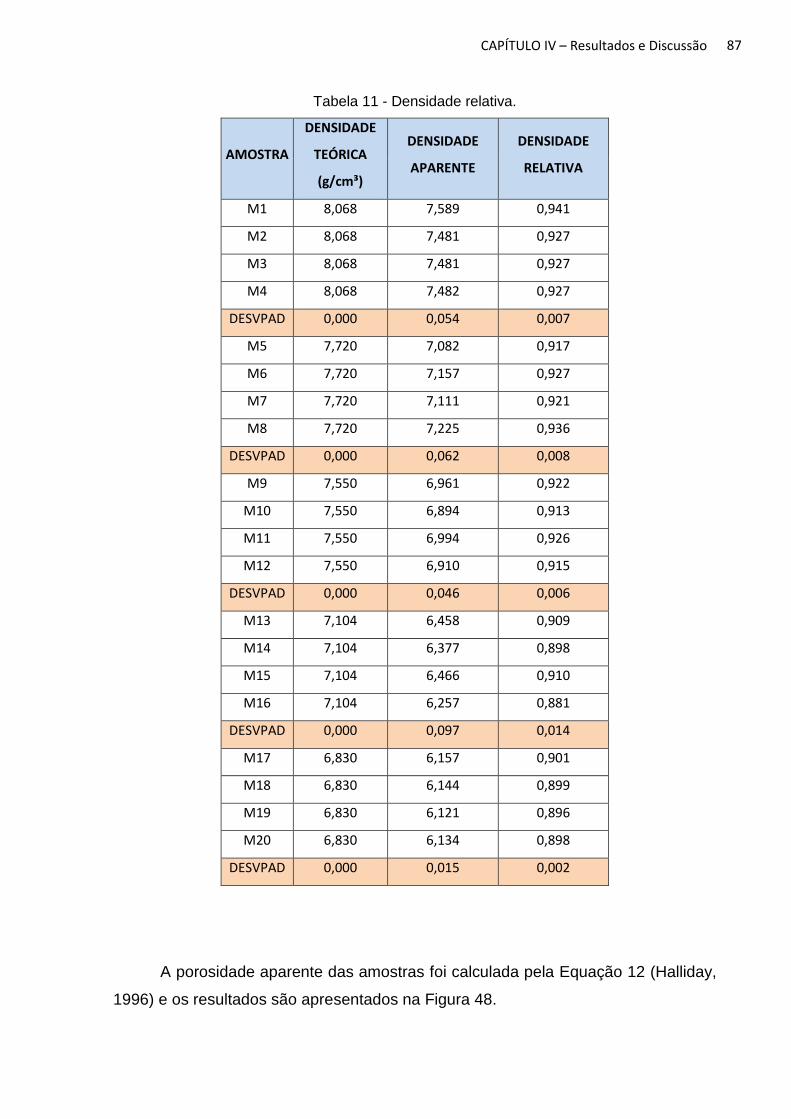
87 CAPÍTULO IV – Resultados e Discussão
Tabela 11 - Densidade relativa.
AMOSTRA
DENSIDADE
TEÓRICA
(g/cm³)
DENSIDADE
APARENTE
DENSIDADE
RELATIVA
M1 8,068 7,589 0,941
M2 8,068 7,481 0,927
M3 8,068 7,481 0,927
M4 8,068 7,482 0,927
DESVPAD 0,000 0,054 0,007
M5 7,720 7,082 0,917
M6 7,720 7,157 0,927
M7 7,720 7,111 0,921
M8 7,720 7,225 0,936
DESVPAD 0,000 0,062 0,008
M9 7,550 6,961 0,922
M10 7,550 6,894 0,913
M11 7,550 6,994 0,926
M12 7,550 6,910 0,915
DESVPAD 0,000 0,046 0,006
M13 7,104 6,458 0,909
M14 7,104 6,377 0,898
M15 7,104 6,466 0,910
M16 7,104 6,257 0,881
DESVPAD 0,000 0,097 0,014
M17 6,830 6,157 0,901
M18 6,830 6,144 0,899
M19 6,830 6,121 0,896
M20 6,830 6,134 0,898
DESVPAD 0,000 0,015 0,002
A porosidade aparente das amostras foi calculada pela Equação 12 (Halliday,
1996) e os resultados são apresentados na Figura 48.
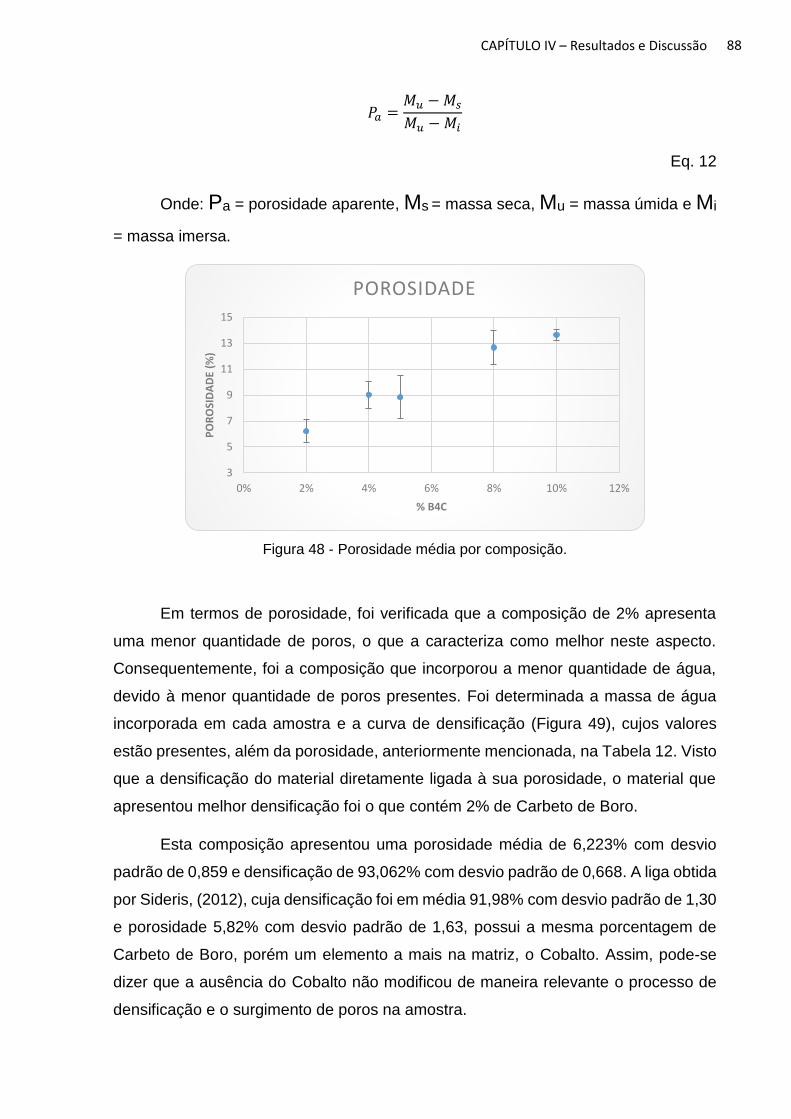
88 CAPÍTULO IV – Resultados e Discussão
𝑃𝑎 =𝑀𝑢 − 𝑀𝑠
𝑀𝑢 − 𝑀𝑖
Eq. 12
Onde: Pa = porosidade aparente, Ms = massa seca, Mu = massa úmida e Mi
= massa imersa.
Figura 48 - Porosidade média por composição.
Em termos de porosidade, foi verificada que a composição de 2% apresenta
uma menor quantidade de poros, o que a caracteriza como melhor neste aspecto.
Consequentemente, foi a composição que incorporou a menor quantidade de água,
devido à menor quantidade de poros presentes. Foi determinada a massa de água
incorporada em cada amostra e a curva de densificação (Figura 49), cujos valores
estão presentes, além da porosidade, anteriormente mencionada, na Tabela 12. Visto
que a densificação do material diretamente ligada à sua porosidade, o material que
apresentou melhor densificação foi o que contém 2% de Carbeto de Boro.
Esta composição apresentou uma porosidade média de 6,223% com desvio
padrão de 0,859 e densificação de 93,062% com desvio padrão de 0,668. A liga obtida
por Sideris, (2012), cuja densificação foi em média 91,98% com desvio padrão de 1,30
e porosidade 5,82% com desvio padrão de 1,63, possui a mesma porcentagem de
Carbeto de Boro, porém um elemento a mais na matriz, o Cobalto. Assim, pode-se
dizer que a ausência do Cobalto não modificou de maneira relevante o processo de
densificação e o surgimento de poros na amostra.
3
5
7
9
11
13
15
0% 2% 4% 6% 8% 10% 12%
PO
RO
SID
AD
E (%
)
% B4C
POROSIDADE
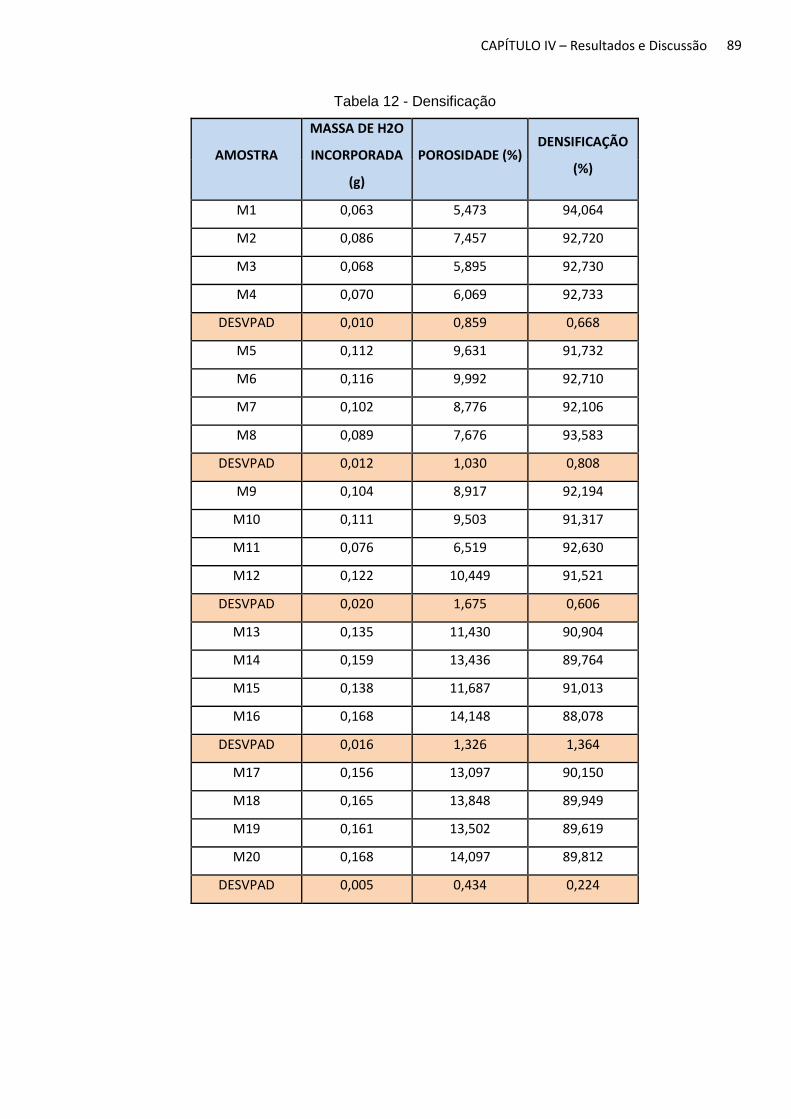
89 CAPÍTULO IV – Resultados e Discussão
Tabela 12 - Densificação
AMOSTRA
MASSA DE H2O
INCORPORADA
(g)
POROSIDADE (%) DENSIFICAÇÃO
(%)
M1 0,063 5,473 94,064
M2 0,086 7,457 92,720
M3 0,068 5,895 92,730
M4 0,070 6,069 92,733
DESVPAD 0,010 0,859 0,668
M5 0,112 9,631 91,732
M6 0,116 9,992 92,710
M7 0,102 8,776 92,106
M8 0,089 7,676 93,583
DESVPAD 0,012 1,030 0,808
M9 0,104 8,917 92,194
M10 0,111 9,503 91,317
M11 0,076 6,519 92,630
M12 0,122 10,449 91,521
DESVPAD 0,020 1,675 0,606
M13 0,135 11,430 90,904
M14 0,159 13,436 89,764
M15 0,138 11,687 91,013
M16 0,168 14,148 88,078
DESVPAD 0,016 1,326 1,364
M17 0,156 13,097 90,150
M18 0,165 13,848 89,949
M19 0,161 13,502 89,619
M20 0,168 14,097 89,812
DESVPAD 0,005 0,434 0,224
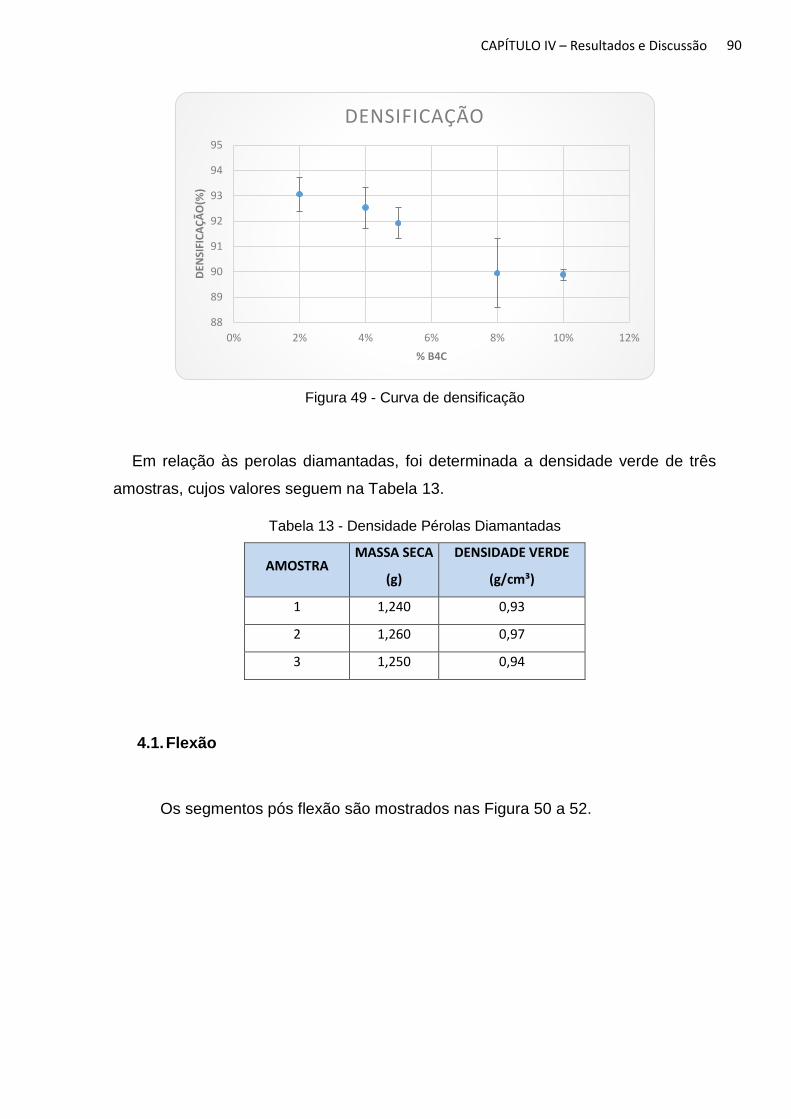
90 CAPÍTULO IV – Resultados e Discussão
Figura 49 - Curva de densificação
Em relação às perolas diamantadas, foi determinada a densidade verde de três
amostras, cujos valores seguem na Tabela 13.
Tabela 13 - Densidade Pérolas Diamantadas
4.1. Flexão
Os segmentos pós flexão são mostrados nas Figura 50 a 52.
88
89
90
91
92
93
94
95
0% 2% 4% 6% 8% 10% 12%
DEN
SIFI
CA
ÇÃ
O(%
)
% B4C
DENSIFICAÇÃO
AMOSTRA MASSA SECA
(g)
DENSIDADE VERDE
(g/cm³)
1 1,240 0,93
2 1,260 0,97
3 1,250 0,94
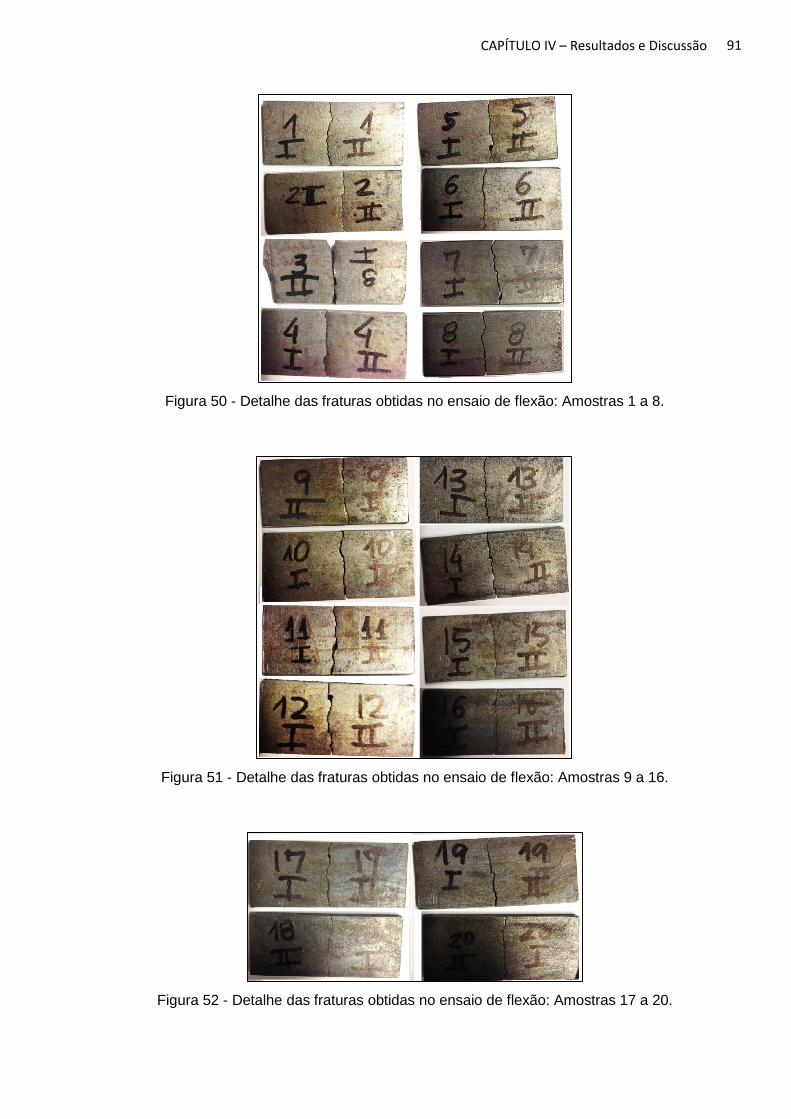
91 CAPÍTULO IV – Resultados e Discussão
Figura 50 - Detalhe das fraturas obtidas no ensaio de flexão: Amostras 1 a 8.
Figura 51 - Detalhe das fraturas obtidas no ensaio de flexão: Amostras 9 a 16.
Figura 52 - Detalhe das fraturas obtidas no ensaio de flexão: Amostras 17 a 20.
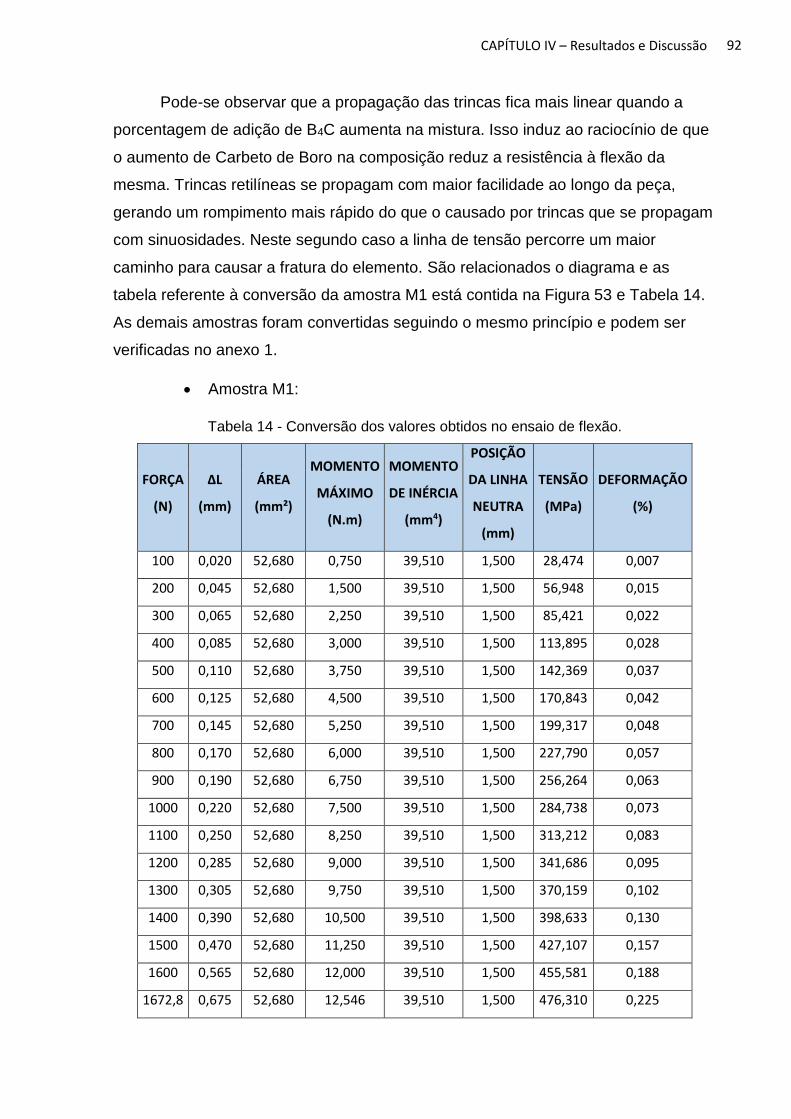
92 CAPÍTULO IV – Resultados e Discussão
Pode-se observar que a propagação das trincas fica mais linear quando a
porcentagem de adição de B4C aumenta na mistura. Isso induz ao raciocínio de que
o aumento de Carbeto de Boro na composição reduz a resistência à flexão da
mesma. Trincas retilíneas se propagam com maior facilidade ao longo da peça,
gerando um rompimento mais rápido do que o causado por trincas que se propagam
com sinuosidades. Neste segundo caso a linha de tensão percorre um maior
caminho para causar a fratura do elemento. São relacionados o diagrama e as
tabela referente à conversão da amostra M1 está contida na Figura 53 e Tabela 14.
As demais amostras foram convertidas seguindo o mesmo princípio e podem ser
verificadas no anexo 1.
Amostra M1:
Tabela 14 - Conversão dos valores obtidos no ensaio de flexão.
FORÇA
(N)
∆L
(mm)
ÁREA
(mm²)
MOMENTO
MÁXIMO
(N.m)
MOMENTO
DE INÉRCIA
(mm4)
POSIÇÃO
DA LINHA
NEUTRA
(mm)
TENSÃO
(MPa)
DEFORMAÇÃO
(%)
100 0,020 52,680 0,750 39,510 1,500 28,474 0,007
200 0,045 52,680 1,500 39,510 1,500 56,948 0,015
300 0,065 52,680 2,250 39,510 1,500 85,421 0,022
400 0,085 52,680 3,000 39,510 1,500 113,895 0,028
500 0,110 52,680 3,750 39,510 1,500 142,369 0,037
600 0,125 52,680 4,500 39,510 1,500 170,843 0,042
700 0,145 52,680 5,250 39,510 1,500 199,317 0,048
800 0,170 52,680 6,000 39,510 1,500 227,790 0,057
900 0,190 52,680 6,750 39,510 1,500 256,264 0,063
1000 0,220 52,680 7,500 39,510 1,500 284,738 0,073
1100 0,250 52,680 8,250 39,510 1,500 313,212 0,083
1200 0,285 52,680 9,000 39,510 1,500 341,686 0,095
1300 0,305 52,680 9,750 39,510 1,500 370,159 0,102
1400 0,390 52,680 10,500 39,510 1,500 398,633 0,130
1500 0,470 52,680 11,250 39,510 1,500 427,107 0,157
1600 0,565 52,680 12,000 39,510 1,500 455,581 0,188
1672,8 0,675 52,680 12,546 39,510 1,500 476,310 0,225
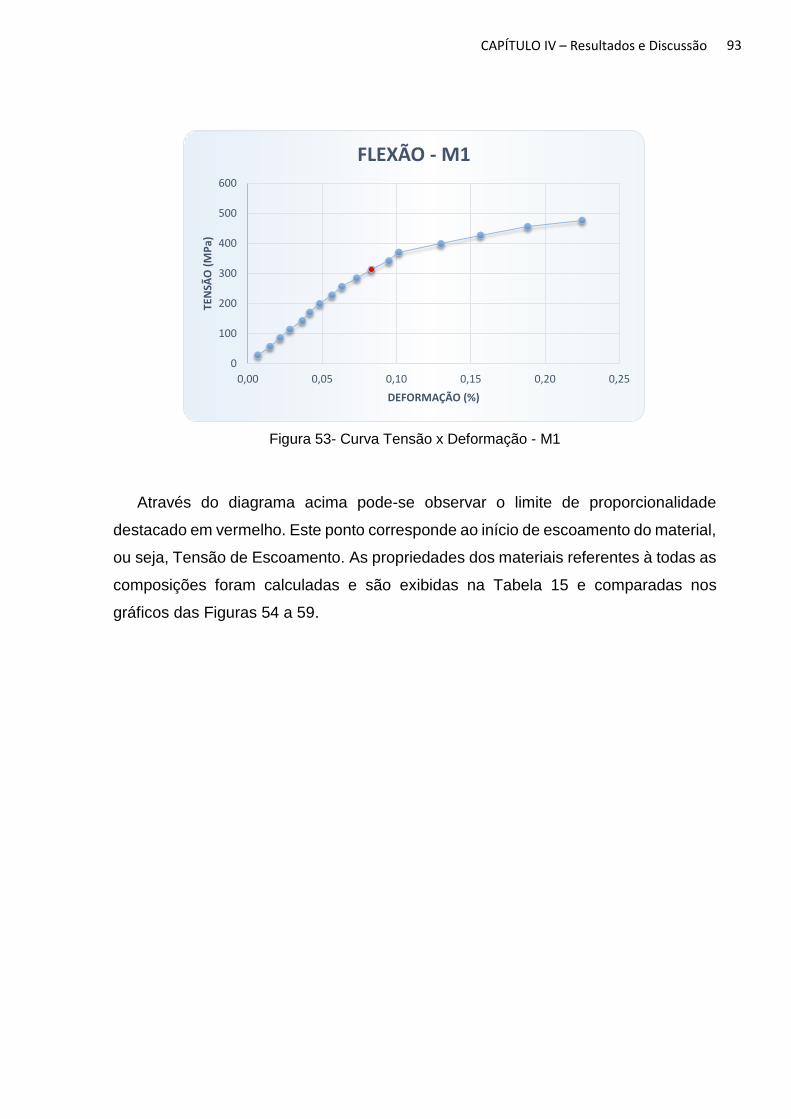
93 CAPÍTULO IV – Resultados e Discussão
Figura 53- Curva Tensão x Deformação - M1
Através do diagrama acima pode-se observar o limite de proporcionalidade
destacado em vermelho. Este ponto corresponde ao início de escoamento do material,
ou seja, Tensão de Escoamento. As propriedades dos materiais referentes à todas as
composições foram calculadas e são exibidas na Tabela 15 e comparadas nos
gráficos das Figuras 54 a 59.
0
100
200
300
400
500
600
0,00 0,05 0,10 0,15 0,20 0,25
TEN
SÃO
(M
Pa)
DEFORMAÇÃO (%)
FLEXÃO - M1
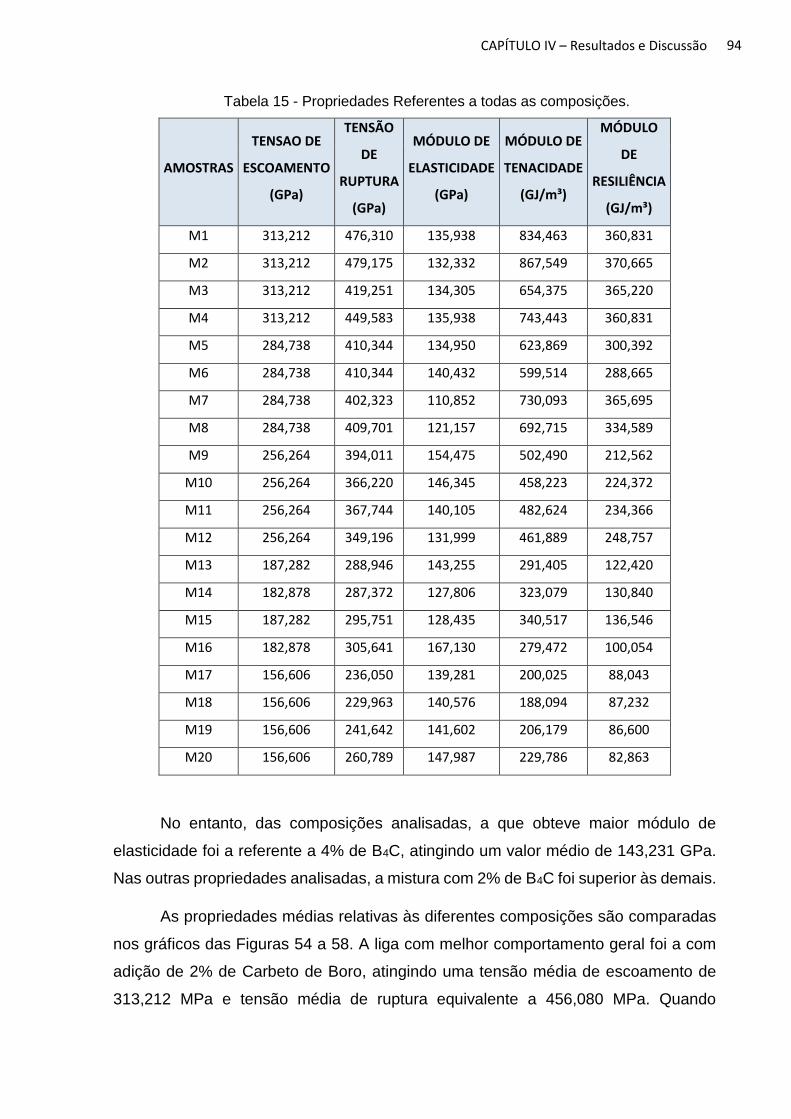
94 CAPÍTULO IV – Resultados e Discussão
Tabela 15 - Propriedades Referentes a todas as composições.
AMOSTRAS
TENSAO DE
ESCOAMENTO
(GPa)
TENSÃO
DE
RUPTURA
(GPa)
MÓDULO DE
ELASTICIDADE
(GPa)
MÓDULO DE
TENACIDADE
(GJ/m³)
MÓDULO
DE
RESILIÊNCIA
(GJ/m³)
M1 313,212 476,310 135,938 834,463 360,831
M2 313,212 479,175 132,332 867,549 370,665
M3 313,212 419,251 134,305 654,375 365,220
M4 313,212 449,583 135,938 743,443 360,831
M5 284,738 410,344 134,950 623,869 300,392
M6 284,738 410,344 140,432 599,514 288,665
M7 284,738 402,323 110,852 730,093 365,695
M8 284,738 409,701 121,157 692,715 334,589
M9 256,264 394,011 154,475 502,490 212,562
M10 256,264 366,220 146,345 458,223 224,372
M11 256,264 367,744 140,105 482,624 234,366
M12 256,264 349,196 131,999 461,889 248,757
M13 187,282 288,946 143,255 291,405 122,420
M14 182,878 287,372 127,806 323,079 130,840
M15 187,282 295,751 128,435 340,517 136,546
M16 182,878 305,641 167,130 279,472 100,054
M17 156,606 236,050 139,281 200,025 88,043
M18 156,606 229,963 140,576 188,094 87,232
M19 156,606 241,642 141,602 206,179 86,600
M20 156,606 260,789 147,987 229,786 82,863
No entanto, das composições analisadas, a que obteve maior módulo de
elasticidade foi a referente a 4% de B4C, atingindo um valor médio de 143,231 GPa.
Nas outras propriedades analisadas, a mistura com 2% de B4C foi superior às demais.
As propriedades médias relativas às diferentes composições são comparadas
nos gráficos das Figuras 54 a 58. A liga com melhor comportamento geral foi a com
adição de 2% de Carbeto de Boro, atingindo uma tensão média de escoamento de
313,212 MPa e tensão média de ruptura equivalente a 456,080 MPa. Quando
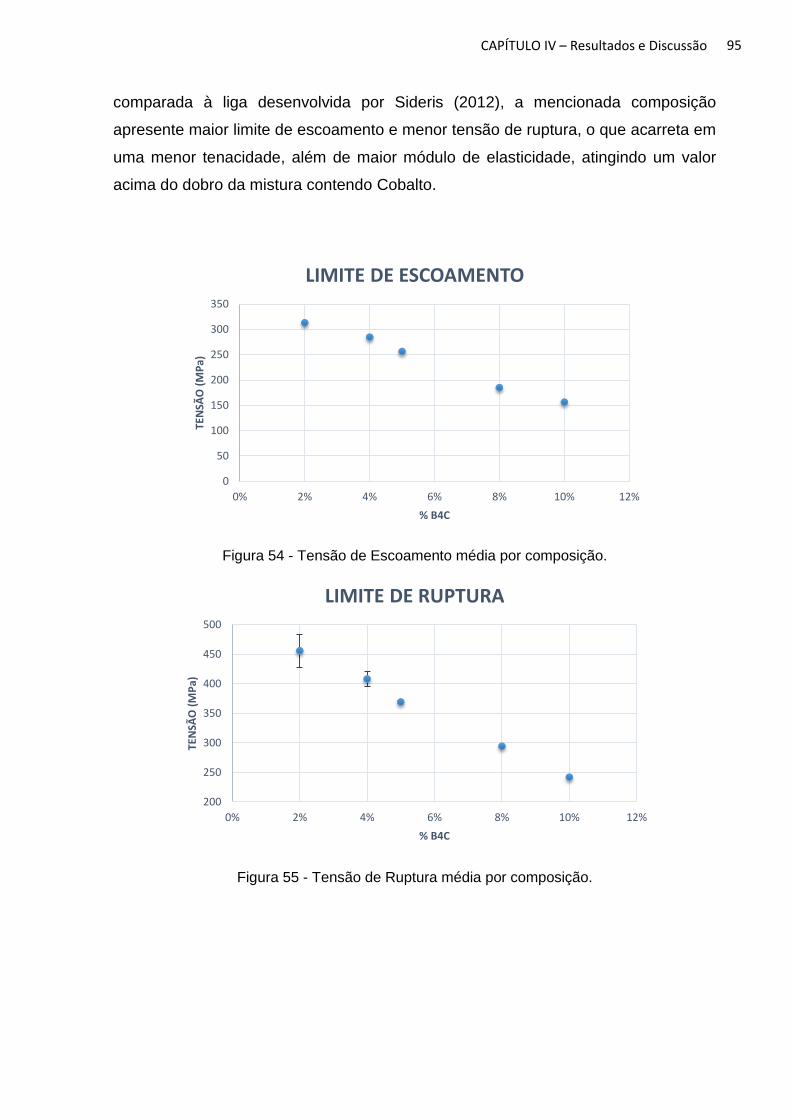
95 CAPÍTULO IV – Resultados e Discussão
comparada à liga desenvolvida por Sideris (2012), a mencionada composição
apresente maior limite de escoamento e menor tensão de ruptura, o que acarreta em
uma menor tenacidade, além de maior módulo de elasticidade, atingindo um valor
acima do dobro da mistura contendo Cobalto.
Figura 54 - Tensão de Escoamento média por composição.
Figura 55 - Tensão de Ruptura média por composição.
0
50
100
150
200
250
300
350
0% 2% 4% 6% 8% 10% 12%
TEN
SÃO
(M
Pa)
% B4C
LIMITE DE ESCOAMENTO
200
250
300
350
400
450
500
0% 2% 4% 6% 8% 10% 12%
TEN
SÃO
(M
Pa)
% B4C
LIMITE DE RUPTURA
96 CAPÍTULO IV – Resultados e Discussão
Figura 56 – Módulo de Elasticidade Longitudinal. Média por composição.
Figura 57 – Módulo de Tenacidade. Média por composição
50
70
90
110
130
150
170
190
38,750 38,800 38,850 38,900 38,950 39,000 39,050
TEN
SÃO
(M
Pa)
% B4C
MÓDULO DE ELASTICIDADE
100
300
500
700
900
38,750 38,800 38,850 38,900 38,950 39,000 39,050
ENER
GIA
(G
J/m
³)
% B4C
MÓDULO DE TENACIDADE

97 CAPÍTULO IV – Resultados e Discussão
Figura 58 – Módulo de Resiliência. Média por composição
4.2. Desgaste
O teste de desgaste (Figura 59) foi feito utilizando duas amostras de cada
composição. Os resultados são exibidos na Tabela 16.
Figura 59 – Teste de desgaste.
50
150
250
350
450
0% 2% 4% 6% 8% 10% 12%
ENER
GIA
(G
J/m
³)
% B4C
MÓDULO DE RESILIÊNCIA
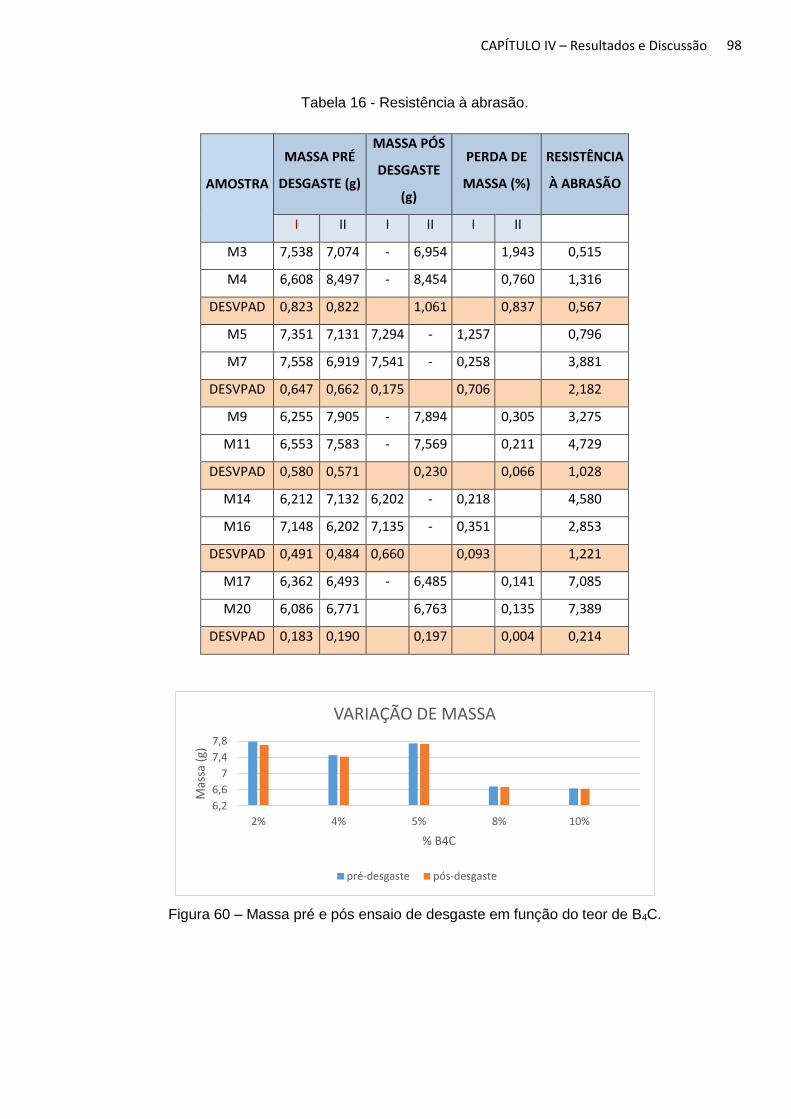
98 CAPÍTULO IV – Resultados e Discussão
Tabela 16 - Resistência à abrasão.
AMOSTRA
MASSA PRÉ
DESGASTE (g)
MASSA PÓS
DESGASTE
(g)
PERDA DE
MASSA (%)
RESISTÊNCIA
À ABRASÃO
I II I II I II
M3 7,538 7,074 - 6,954 1,943 0,515
M4 6,608 8,497 - 8,454 0,760 1,316
DESVPAD 0,823 0,822 1,061 0,837 0,567
M5 7,351 7,131 7,294 - 1,257 0,796
M7 7,558 6,919 7,541 - 0,258 3,881
DESVPAD 0,647 0,662 0,175 0,706 2,182
M9 6,255 7,905 - 7,894 0,305 3,275
M11 6,553 7,583 - 7,569 0,211 4,729
DESVPAD 0,580 0,571 0,230 0,066 1,028
M14 6,212 7,132 6,202 - 0,218 4,580
M16 7,148 6,202 7,135 - 0,351 2,853
DESVPAD 0,491 0,484 0,660 0,093 1,221
M17 6,362 6,493 - 6,485 0,141 7,085
M20 6,086 6,771 6,763 0,135 7,389
DESVPAD 0,183 0,190 0,197 0,004 0,214
Figura 60 – Massa pré e pós ensaio de desgaste em função do teor de B4C.
6,2
6,6
7
7,4
7,8
2% 4% 5% 8% 10%
Mas
sa (
g)
% B4C
VARIAÇÃO DE MASSA
pré-desgaste pós-desgaste
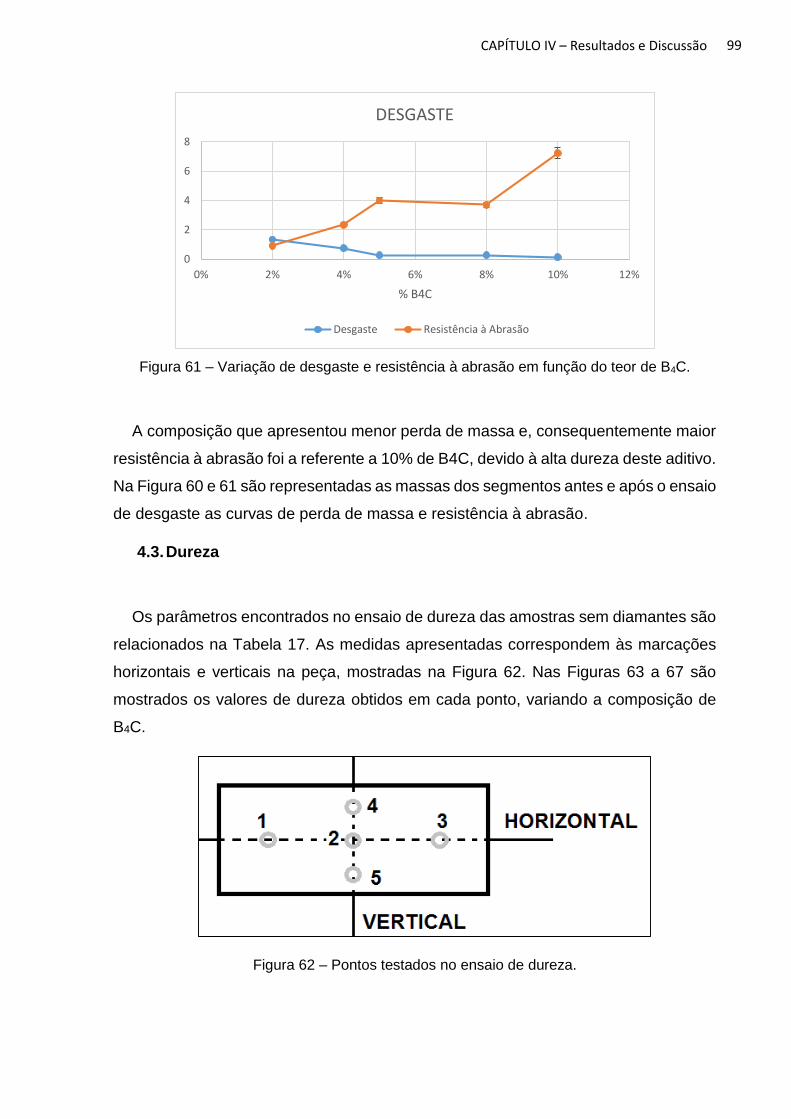
99 CAPÍTULO IV – Resultados e Discussão
Figura 61 – Variação de desgaste e resistência à abrasão em função do teor de B4C.
A composição que apresentou menor perda de massa e, consequentemente maior
resistência à abrasão foi a referente a 10% de B4C, devido à alta dureza deste aditivo.
Na Figura 60 e 61 são representadas as massas dos segmentos antes e após o ensaio
de desgaste as curvas de perda de massa e resistência à abrasão.
4.3. Dureza
Os parâmetros encontrados no ensaio de dureza das amostras sem diamantes são
relacionados na Tabela 17. As medidas apresentadas correspondem às marcações
horizontais e verticais na peça, mostradas na Figura 62. Nas Figuras 63 a 67 são
mostrados os valores de dureza obtidos em cada ponto, variando a composição de
B4C.
Figura 62 – Pontos testados no ensaio de dureza.
0
2
4
6
8
0% 2% 4% 6% 8% 10% 12%
% B4C
DESGASTE
Desgaste Resistência à Abrasão
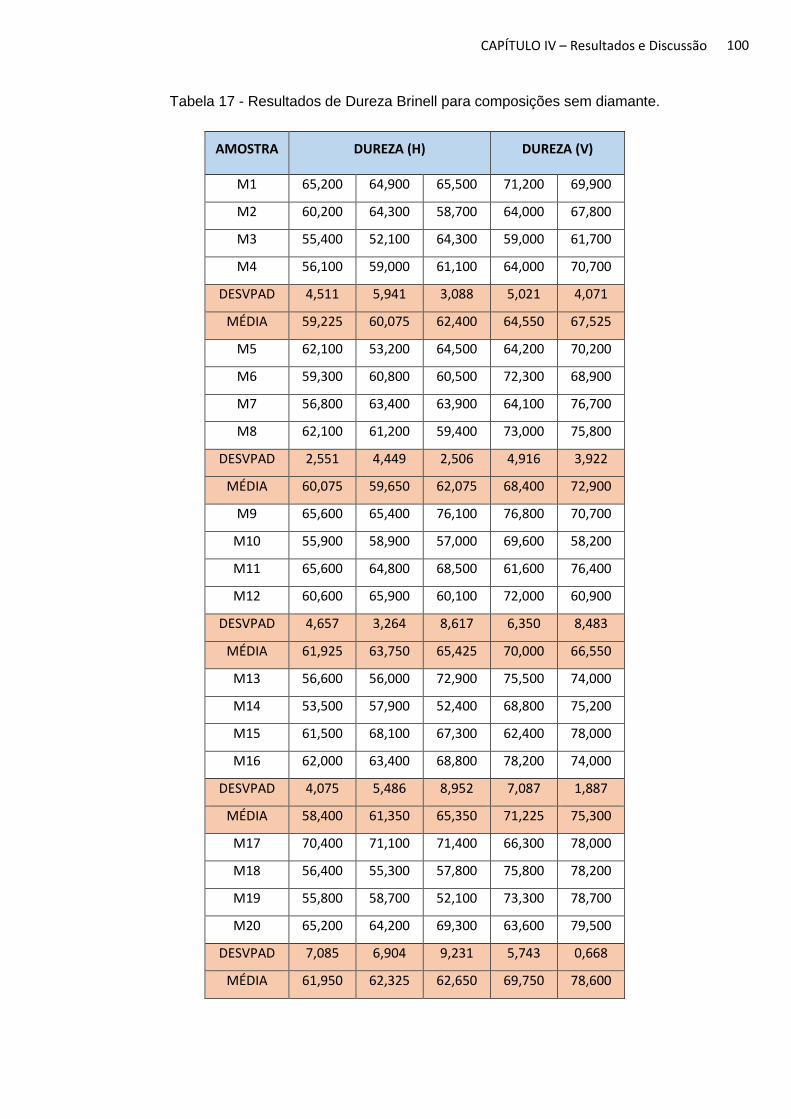
100 CAPÍTULO IV – Resultados e Discussão
Tabela 17 - Resultados de Dureza Brinell para composições sem diamante.
AMOSTRA DUREZA (H) DUREZA (V)
M1 65,200 64,900 65,500 71,200 69,900
M2 60,200 64,300 58,700 64,000 67,800
M3 55,400 52,100 64,300 59,000 61,700
M4 56,100 59,000 61,100 64,000 70,700
DESVPAD 4,511 5,941 3,088 5,021 4,071
MÉDIA 59,225 60,075 62,400 64,550 67,525
M5 62,100 53,200 64,500 64,200 70,200
M6 59,300 60,800 60,500 72,300 68,900
M7 56,800 63,400 63,900 64,100 76,700
M8 62,100 61,200 59,400 73,000 75,800
DESVPAD 2,551 4,449 2,506 4,916 3,922
MÉDIA 60,075 59,650 62,075 68,400 72,900
M9 65,600 65,400 76,100 76,800 70,700
M10 55,900 58,900 57,000 69,600 58,200
M11 65,600 64,800 68,500 61,600 76,400
M12 60,600 65,900 60,100 72,000 60,900
DESVPAD 4,657 3,264 8,617 6,350 8,483
MÉDIA 61,925 63,750 65,425 70,000 66,550
M13 56,600 56,000 72,900 75,500 74,000
M14 53,500 57,900 52,400 68,800 75,200
M15 61,500 68,100 67,300 62,400 78,000
M16 62,000 63,400 68,800 78,200 74,000
DESVPAD 4,075 5,486 8,952 7,087 1,887
MÉDIA 58,400 61,350 65,350 71,225 75,300
M17 70,400 71,100 71,400 66,300 78,000
M18 56,400 55,300 57,800 75,800 78,200
M19 55,800 58,700 52,100 73,300 78,700
M20 65,200 64,200 69,300 63,600 79,500
DESVPAD 7,085 6,904 9,231 5,743 0,668
MÉDIA 61,950 62,325 62,650 69,750 78,600
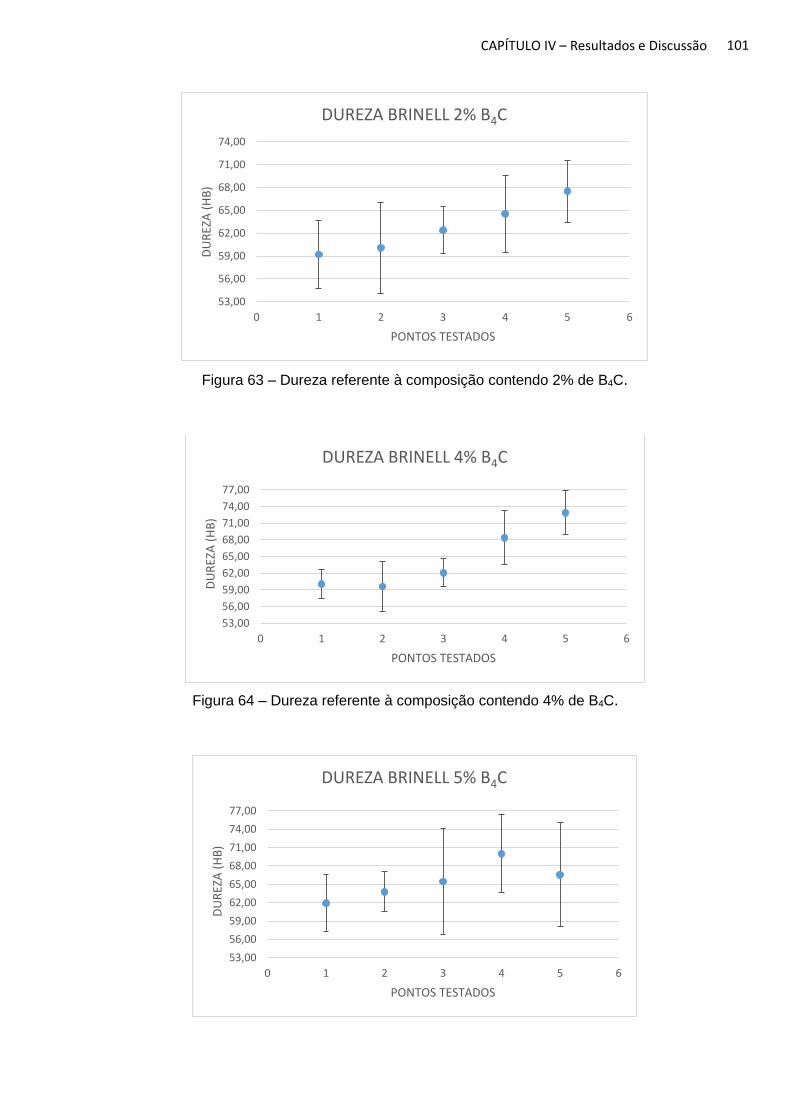
101 CAPÍTULO IV – Resultados e Discussão
Figura 63 – Dureza referente à composição contendo 2% de B4C.
Figura 64 – Dureza referente à composição contendo 4% de B4C.
53,00
56,00
59,00
62,00
65,00
68,00
71,00
74,00
0 1 2 3 4 5 6
DU
REZ
A (
HB
)
PONTOS TESTADOS
DUREZA BRINELL 2% B4C
53,00
56,00
59,00
62,00
65,00
68,00
71,00
74,00
77,00
0 1 2 3 4 5 6
DU
REZ
A (
HB
)
PONTOS TESTADOS
DUREZA BRINELL 4% B4C
53,00
56,00
59,00
62,00
65,00
68,00
71,00
74,00
77,00
0 1 2 3 4 5 6
DU
REZ
A (
HB
)
PONTOS TESTADOS
DUREZA BRINELL 5% B4C
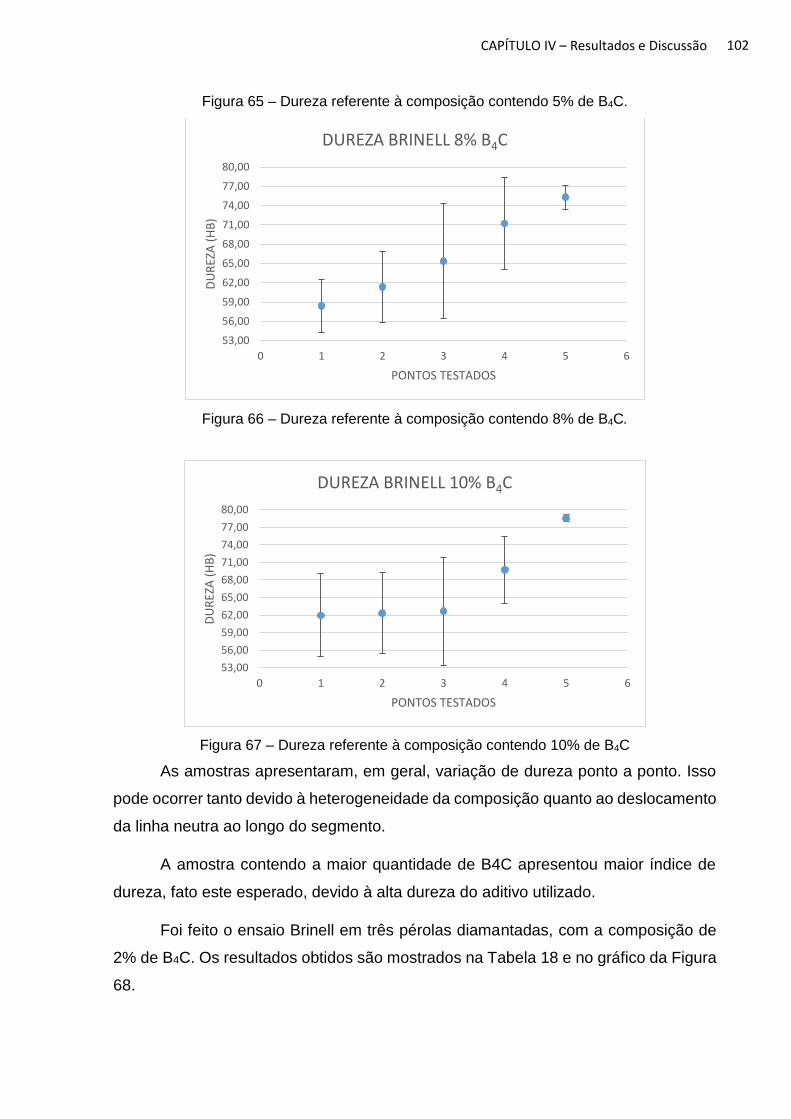
102 CAPÍTULO IV – Resultados e Discussão
Figura 65 – Dureza referente à composição contendo 5% de B4C.
Figura 66 – Dureza referente à composição contendo 8% de B4C.
Figura 67 – Dureza referente à composição contendo 10% de B4C
As amostras apresentaram, em geral, variação de dureza ponto a ponto. Isso
pode ocorrer tanto devido à heterogeneidade da composição quanto ao deslocamento
da linha neutra ao longo do segmento.
A amostra contendo a maior quantidade de B4C apresentou maior índice de
dureza, fato este esperado, devido à alta dureza do aditivo utilizado.
Foi feito o ensaio Brinell em três pérolas diamantadas, com a composição de
2% de B4C. Os resultados obtidos são mostrados na Tabela 18 e no gráfico da Figura
68.
53,00
56,00
59,00
62,00
65,00
68,00
71,00
74,00
77,00
80,00
0 1 2 3 4 5 6
DU
REZ
A (
HB
)
PONTOS TESTADOS
DUREZA BRINELL 8% B4C
53,00
56,00
59,00
62,00
65,00
68,00
71,00
74,00
77,00
80,00
0 1 2 3 4 5 6
DU
REZ
A (
HB
)
PONTOS TESTADOS
DUREZA BRINELL 10% B4C
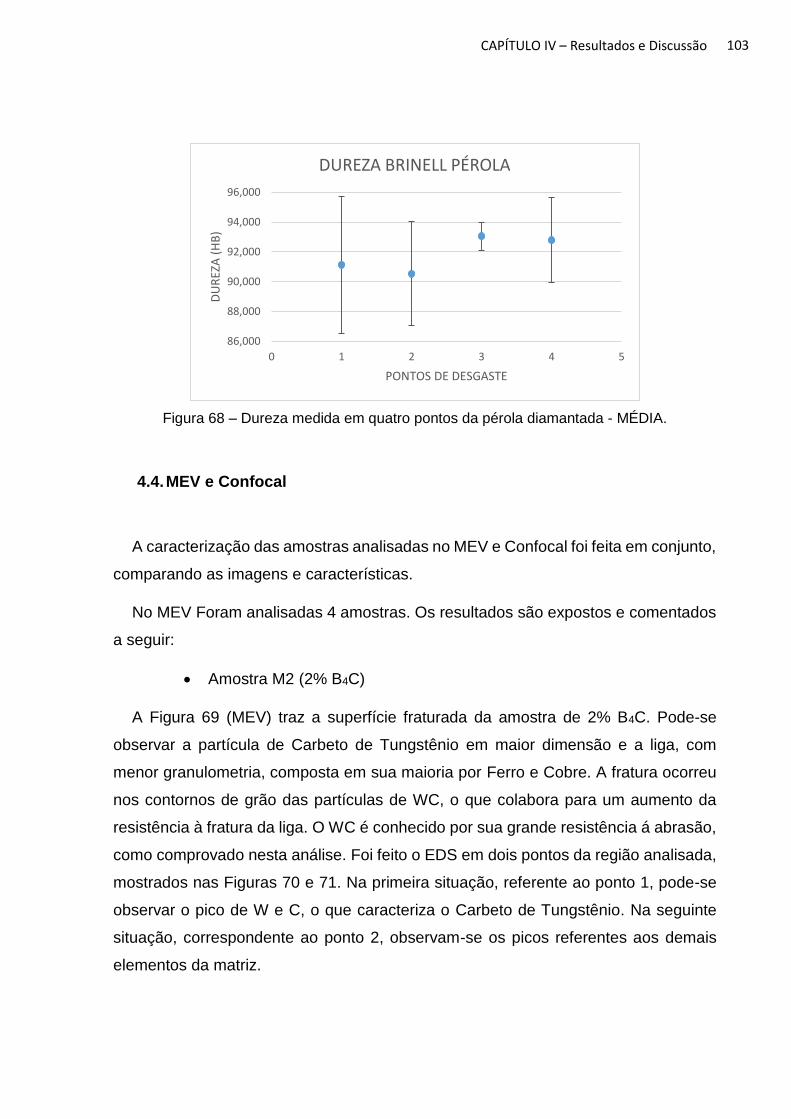
103 CAPÍTULO IV – Resultados e Discussão
Figura 68 – Dureza medida em quatro pontos da pérola diamantada - MÉDIA.
4.4. MEV e Confocal
A caracterização das amostras analisadas no MEV e Confocal foi feita em conjunto,
comparando as imagens e características.
No MEV Foram analisadas 4 amostras. Os resultados são expostos e comentados
a seguir:
Amostra M2 (2% B4C)
A Figura 69 (MEV) traz a superfície fraturada da amostra de 2% B4C. Pode-se
observar a partícula de Carbeto de Tungstênio em maior dimensão e a liga, com
menor granulometria, composta em sua maioria por Ferro e Cobre. A fratura ocorreu
nos contornos de grão das partículas de WC, o que colabora para um aumento da
resistência à fratura da liga. O WC é conhecido por sua grande resistência á abrasão,
como comprovado nesta análise. Foi feito o EDS em dois pontos da região analisada,
mostrados nas Figuras 70 e 71. Na primeira situação, referente ao ponto 1, pode-se
observar o pico de W e C, o que caracteriza o Carbeto de Tungstênio. Na seguinte
situação, correspondente ao ponto 2, observam-se os picos referentes aos demais
elementos da matriz.
86,000
88,000
90,000
92,000
94,000
96,000
0 1 2 3 4 5
DU
REZ
A (
HB
)
PONTOS DE DESGASTE
DUREZA BRINELL PÉROLA
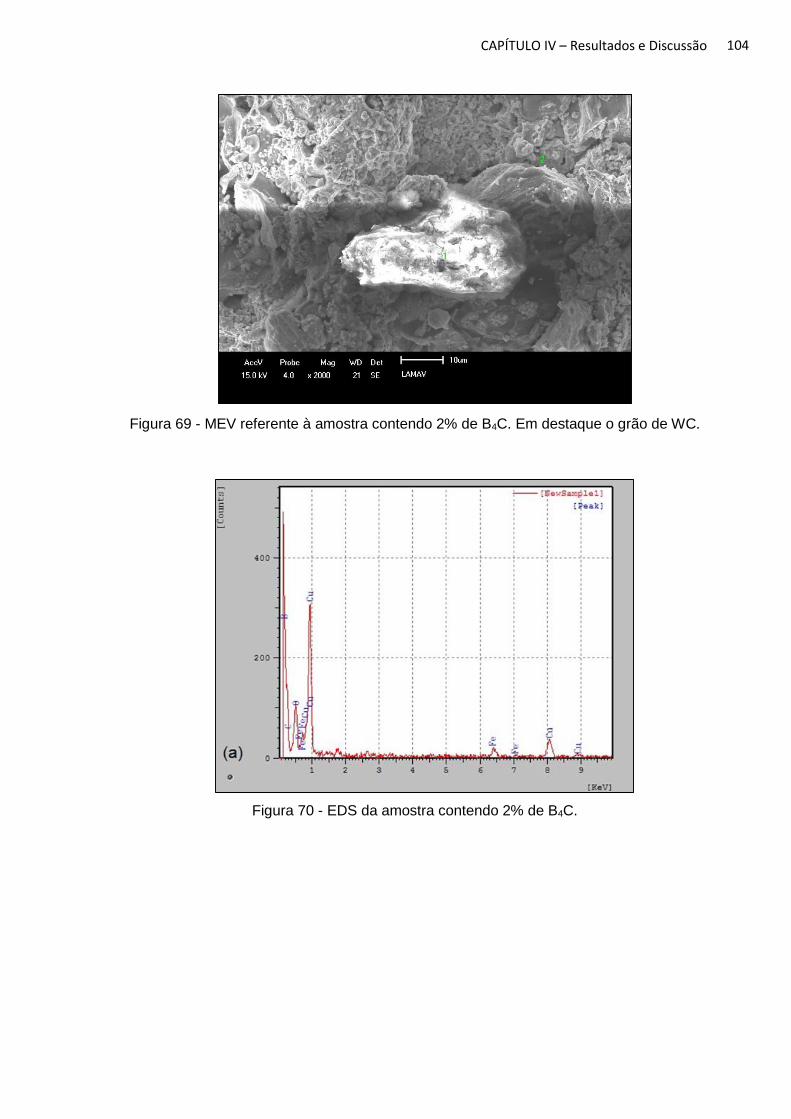
104 CAPÍTULO IV – Resultados e Discussão
Figura 69 - MEV referente à amostra contendo 2% de B4C. Em destaque o grão de WC.
Figura 70 - EDS da amostra contendo 2% de B4C.
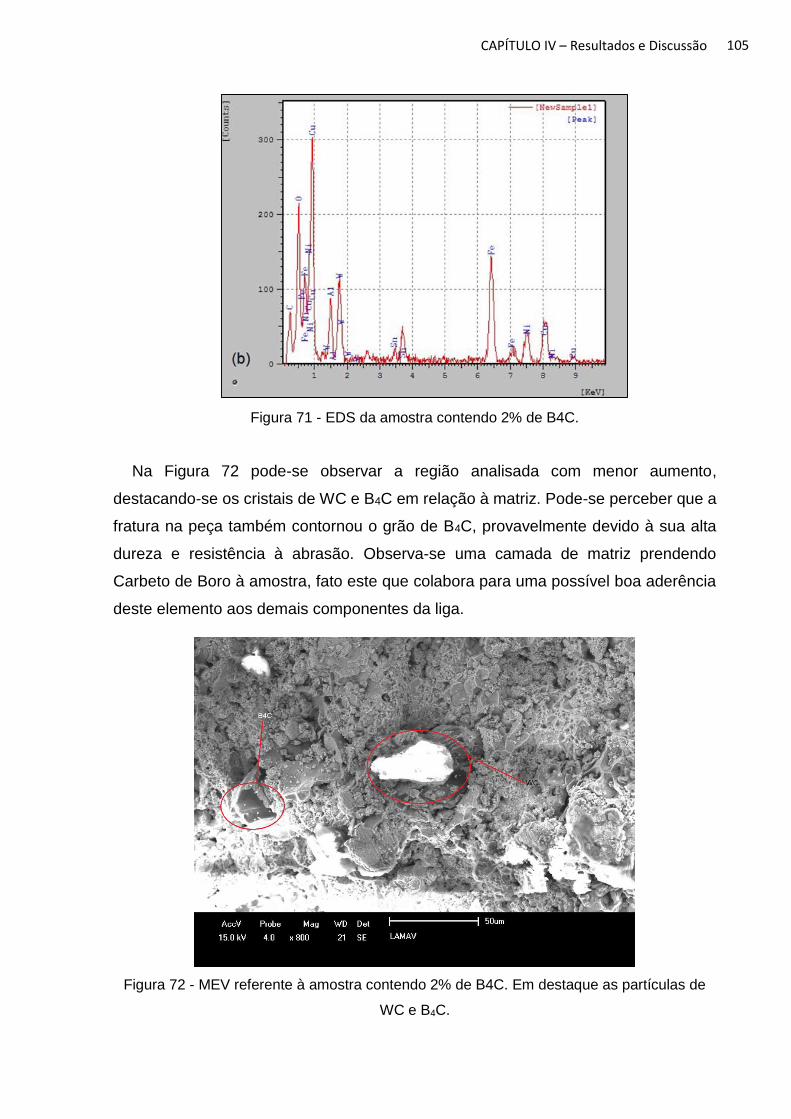
105 CAPÍTULO IV – Resultados e Discussão
Figura 71 - EDS da amostra contendo 2% de B4C.
Na Figura 72 pode-se observar a região analisada com menor aumento,
destacando-se os cristais de WC e B4C em relação à matriz. Pode-se perceber que a
fratura na peça também contornou o grão de B4C, provavelmente devido à sua alta
dureza e resistência à abrasão. Observa-se uma camada de matriz prendendo
Carbeto de Boro à amostra, fato este que colabora para uma possível boa aderência
deste elemento aos demais componentes da liga.
Figura 72 - MEV referente à amostra contendo 2% de B4C. Em destaque as partículas de
WC e B4C.
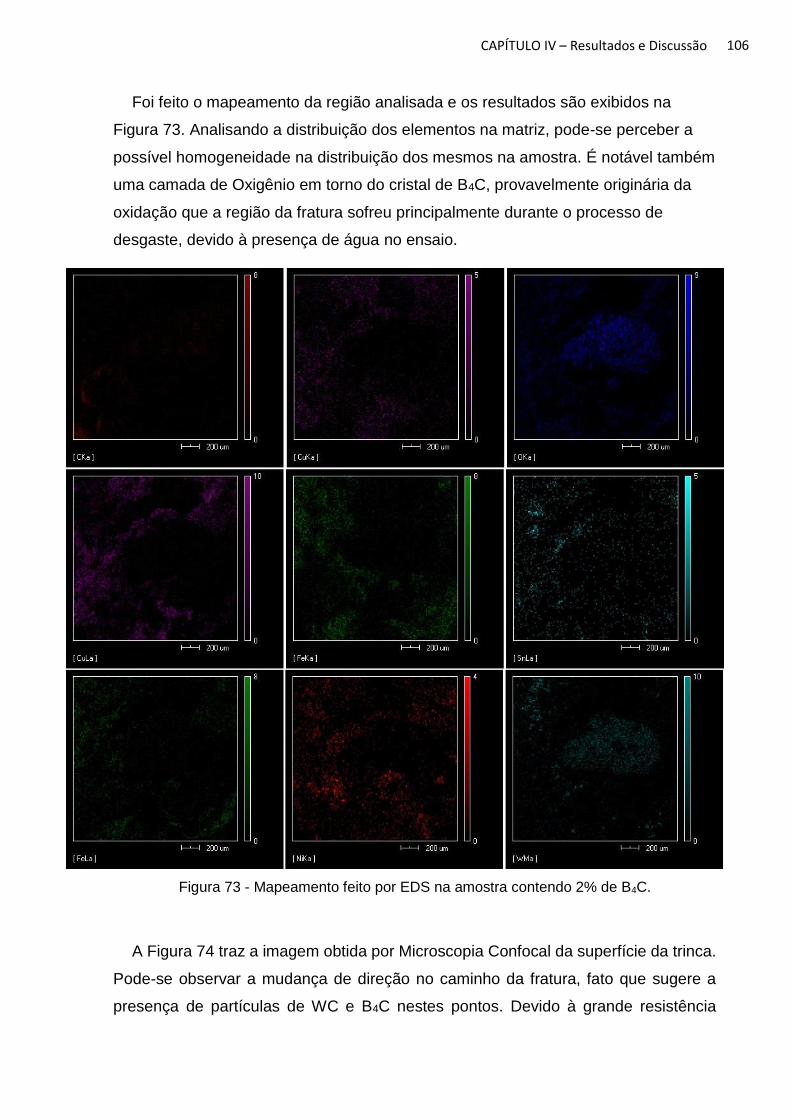
106 CAPÍTULO IV – Resultados e Discussão
Foi feito o mapeamento da região analisada e os resultados são exibidos na
Figura 73. Analisando a distribuição dos elementos na matriz, pode-se perceber a
possível homogeneidade na distribuição dos mesmos na amostra. É notável também
uma camada de Oxigênio em torno do cristal de B4C, provavelmente originária da
oxidação que a região da fratura sofreu principalmente durante o processo de
desgaste, devido à presença de água no ensaio.
Figura 73 - Mapeamento feito por EDS na amostra contendo 2% de B4C.
A Figura 74 traz a imagem obtida por Microscopia Confocal da superfície da trinca.
Pode-se observar a mudança de direção no caminho da fratura, fato que sugere a
presença de partículas de WC e B4C nestes pontos. Devido à grande resistência
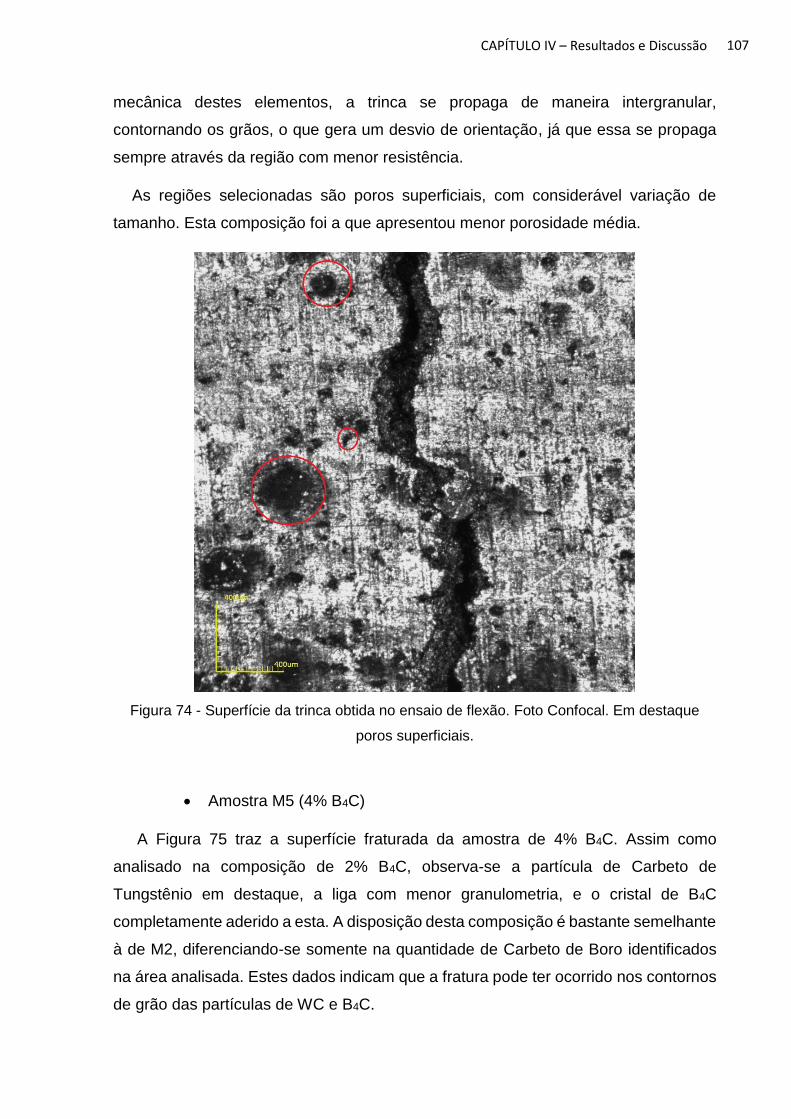
107 CAPÍTULO IV – Resultados e Discussão
mecânica destes elementos, a trinca se propaga de maneira intergranular,
contornando os grãos, o que gera um desvio de orientação, já que essa se propaga
sempre através da região com menor resistência.
As regiões selecionadas são poros superficiais, com considerável variação de
tamanho. Esta composição foi a que apresentou menor porosidade média.
Figura 74 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal. Em destaque
poros superficiais.
Amostra M5 (4% B4C)
A Figura 75 traz a superfície fraturada da amostra de 4% B4C. Assim como
analisado na composição de 2% B4C, observa-se a partícula de Carbeto de
Tungstênio em destaque, a liga com menor granulometria, e o cristal de B4C
completamente aderido a esta. A disposição desta composição é bastante semelhante
à de M2, diferenciando-se somente na quantidade de Carbeto de Boro identificados
na área analisada. Estes dados indicam que a fratura pode ter ocorrido nos contornos
de grão das partículas de WC e B4C.
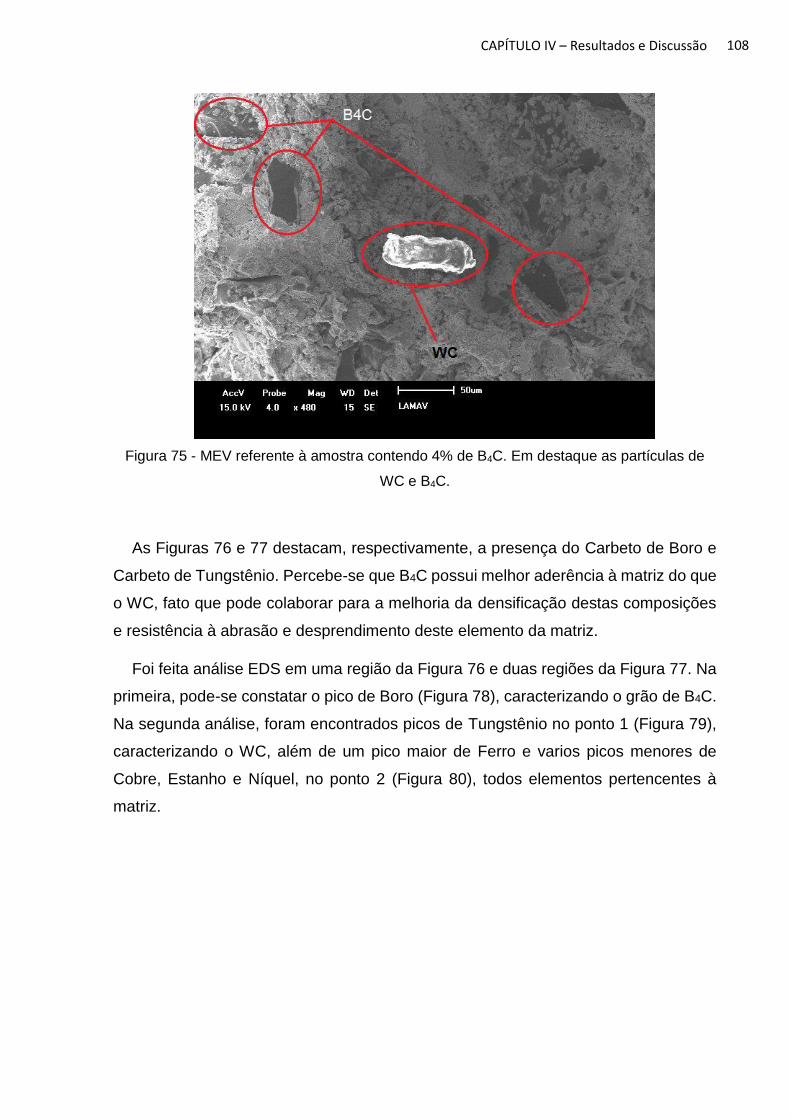
108 CAPÍTULO IV – Resultados e Discussão
Figura 75 - MEV referente à amostra contendo 4% de B4C. Em destaque as partículas de
WC e B4C.
As Figuras 76 e 77 destacam, respectivamente, a presença do Carbeto de Boro e
Carbeto de Tungstênio. Percebe-se que B4C possui melhor aderência à matriz do que
o WC, fato que pode colaborar para a melhoria da densificação destas composições
e resistência à abrasão e desprendimento deste elemento da matriz.
Foi feita análise EDS em uma região da Figura 76 e duas regiões da Figura 77. Na
primeira, pode-se constatar o pico de Boro (Figura 78), caracterizando o grão de B4C.
Na segunda análise, foram encontrados picos de Tungstênio no ponto 1 (Figura 79),
caracterizando o WC, além de um pico maior de Ferro e varios picos menores de
Cobre, Estanho e Níquel, no ponto 2 (Figura 80), todos elementos pertencentes à
matriz.
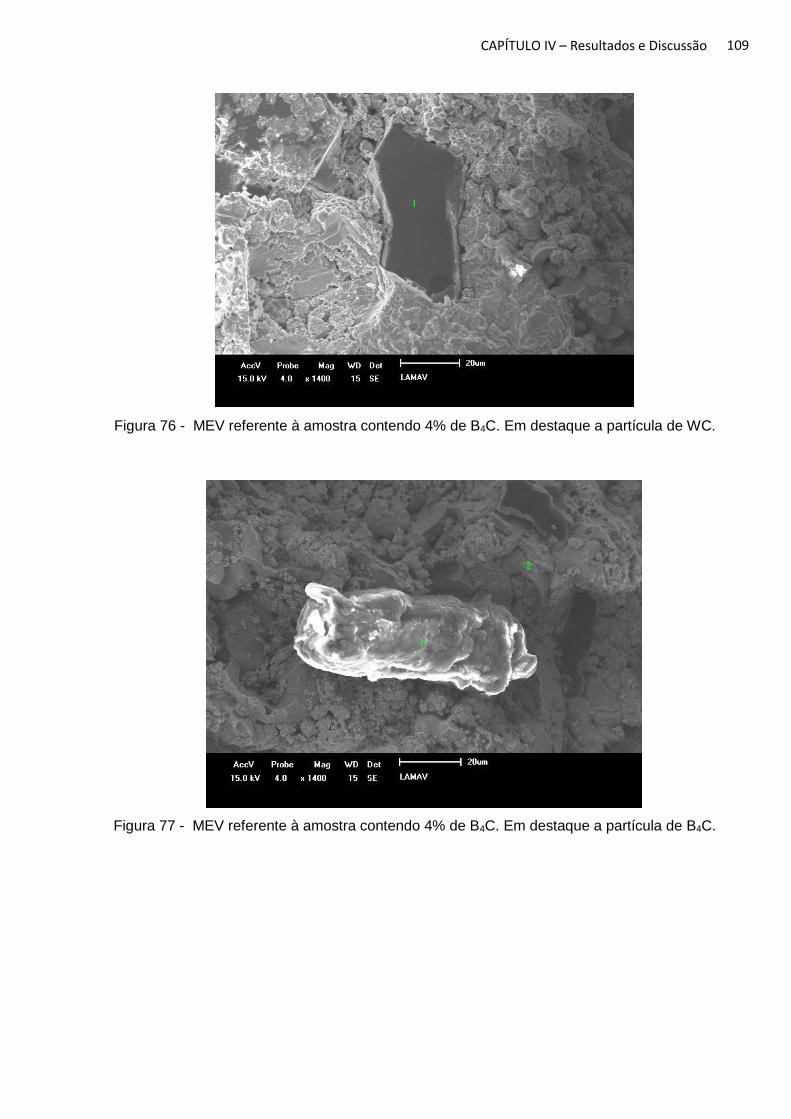
109 CAPÍTULO IV – Resultados e Discussão
Figura 76 - MEV referente à amostra contendo 4% de B4C. Em destaque a partícula de WC.
Figura 77 - MEV referente à amostra contendo 4% de B4C. Em destaque a partícula de B4C.
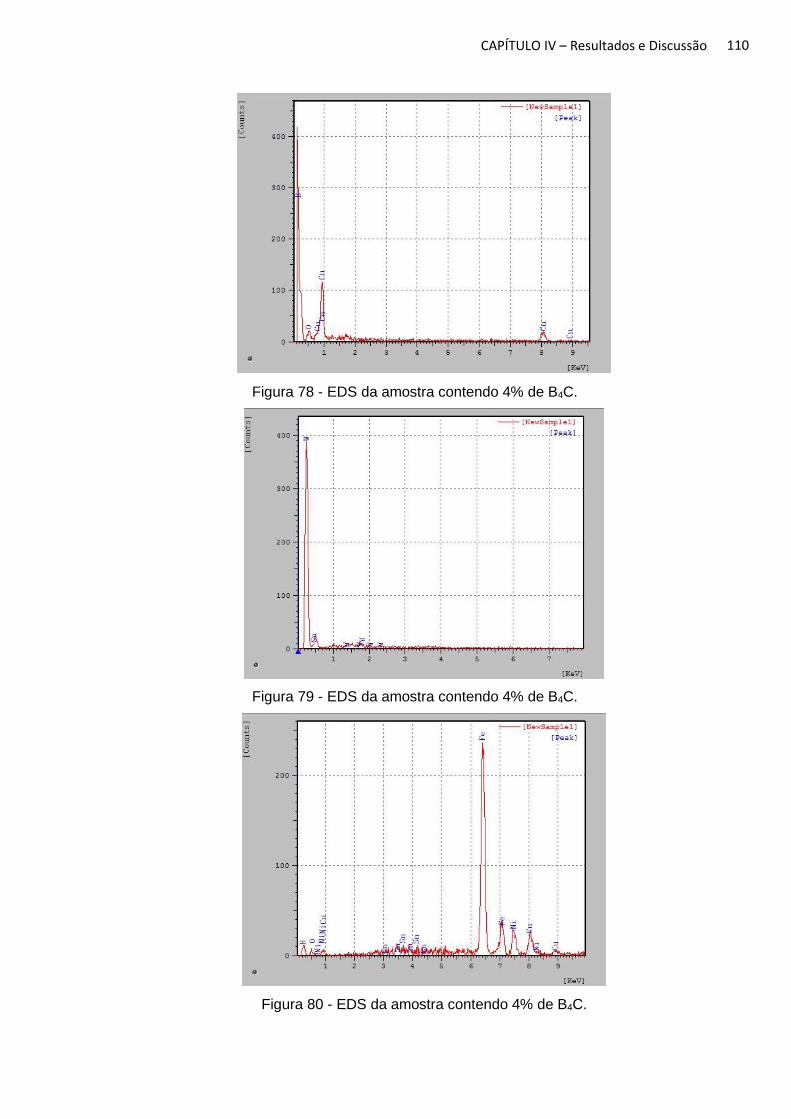
110 CAPÍTULO IV – Resultados e Discussão
Figura 78 - EDS da amostra contendo 4% de B4C.
Figura 79 - EDS da amostra contendo 4% de B4C.
Figura 80 - EDS da amostra contendo 4% de B4C.
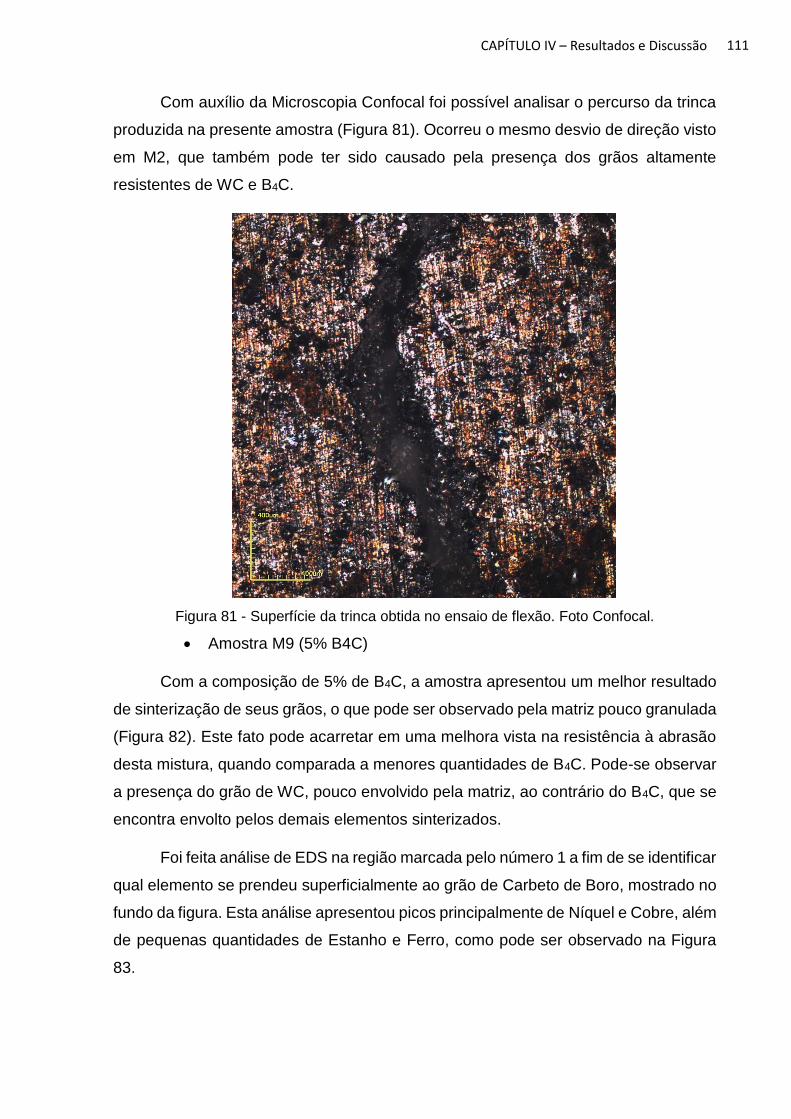
111 CAPÍTULO IV – Resultados e Discussão
Com auxílio da Microscopia Confocal foi possível analisar o percurso da trinca
produzida na presente amostra (Figura 81). Ocorreu o mesmo desvio de direção visto
em M2, que também pode ter sido causado pela presença dos grãos altamente
resistentes de WC e B4C.
Figura 81 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal.
Amostra M9 (5% B4C)
Com a composição de 5% de B4C, a amostra apresentou um melhor resultado
de sinterização de seus grãos, o que pode ser observado pela matriz pouco granulada
(Figura 82). Este fato pode acarretar em uma melhora vista na resistência à abrasão
desta mistura, quando comparada a menores quantidades de B4C. Pode-se observar
a presença do grão de WC, pouco envolvido pela matriz, ao contrário do B4C, que se
encontra envolto pelos demais elementos sinterizados.
Foi feita análise de EDS na região marcada pelo número 1 a fim de se identificar
qual elemento se prendeu superficialmente ao grão de Carbeto de Boro, mostrado no
fundo da figura. Esta análise apresentou picos principalmente de Níquel e Cobre, além
de pequenas quantidades de Estanho e Ferro, como pode ser observado na Figura
83.
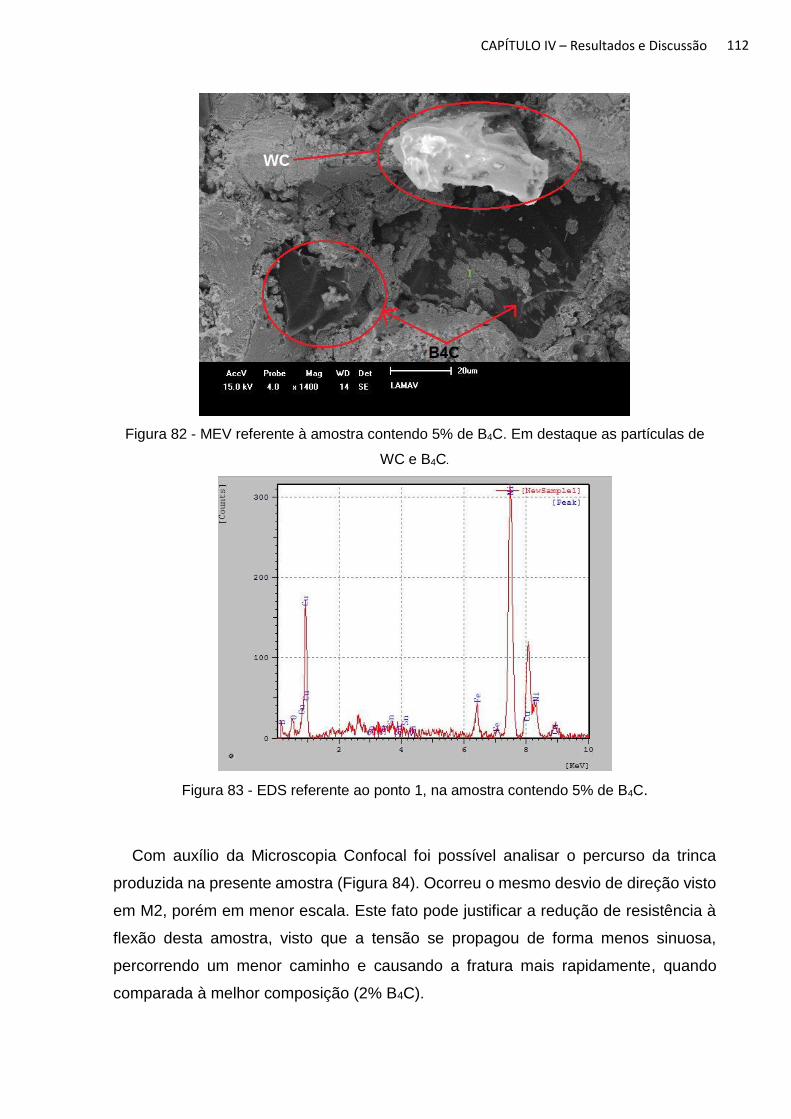
112 CAPÍTULO IV – Resultados e Discussão
Figura 82 - MEV referente à amostra contendo 5% de B4C. Em destaque as partículas de
WC e B4C.
Figura 83 - EDS referente ao ponto 1, na amostra contendo 5% de B4C.
Com auxílio da Microscopia Confocal foi possível analisar o percurso da trinca
produzida na presente amostra (Figura 84). Ocorreu o mesmo desvio de direção visto
em M2, porém em menor escala. Este fato pode justificar a redução de resistência à
flexão desta amostra, visto que a tensão se propagou de forma menos sinuosa,
percorrendo um menor caminho e causando a fratura mais rapidamente, quando
comparada à melhor composição (2% B4C).
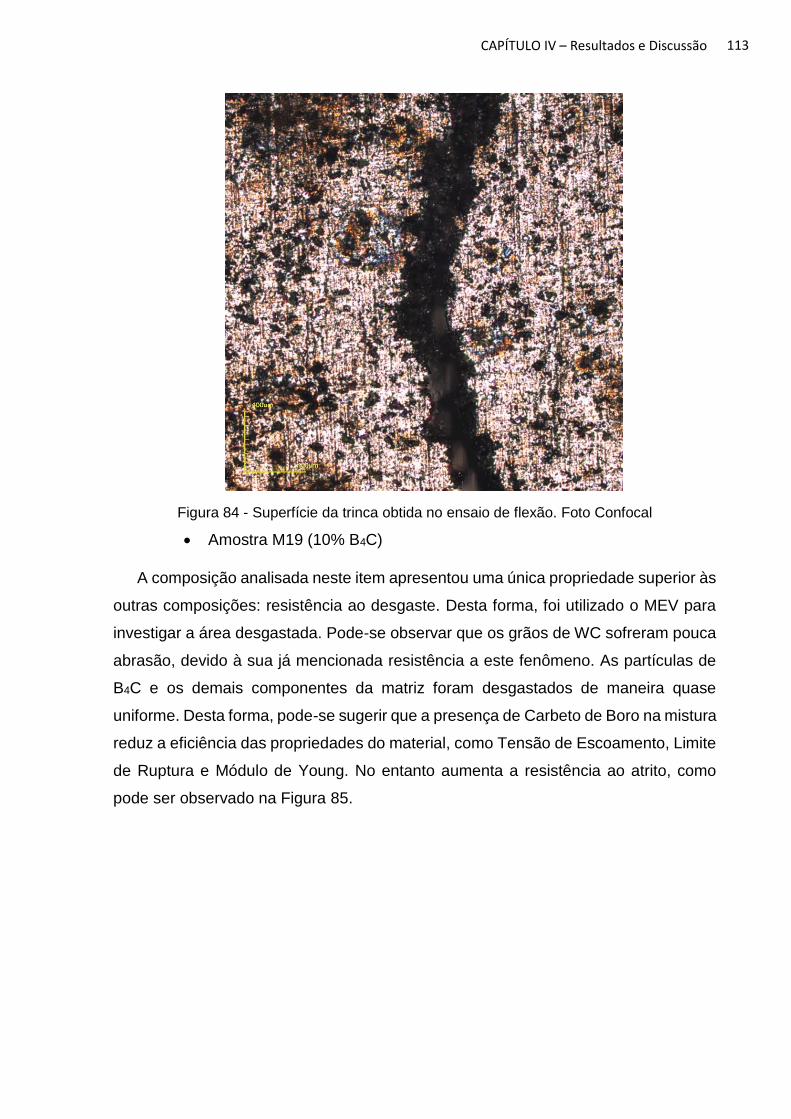
113 CAPÍTULO IV – Resultados e Discussão
Figura 84 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal
Amostra M19 (10% B4C)
A composição analisada neste item apresentou uma única propriedade superior às
outras composições: resistência ao desgaste. Desta forma, foi utilizado o MEV para
investigar a área desgastada. Pode-se observar que os grãos de WC sofreram pouca
abrasão, devido à sua já mencionada resistência a este fenômeno. As partículas de
B4C e os demais componentes da matriz foram desgastados de maneira quase
uniforme. Desta forma, pode-se sugerir que a presença de Carbeto de Boro na mistura
reduz a eficiência das propriedades do material, como Tensão de Escoamento, Limite
de Ruptura e Módulo de Young. No entanto aumenta a resistência ao atrito, como
pode ser observado na Figura 85.
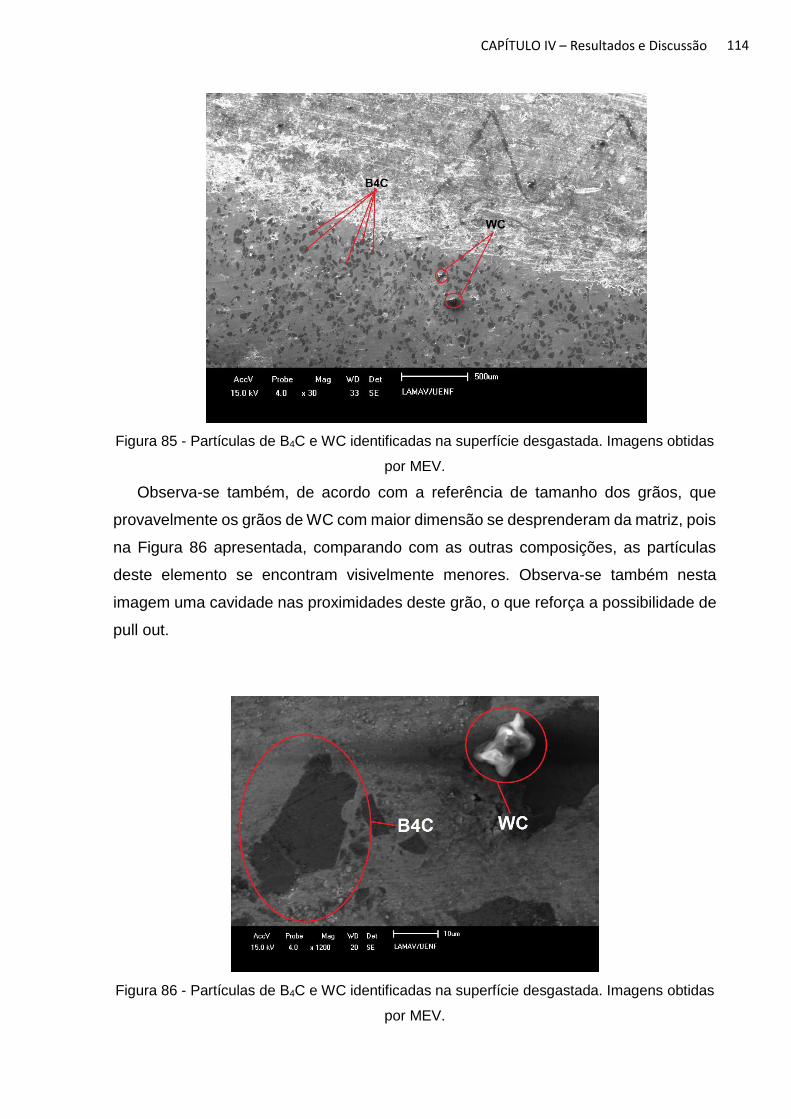
114 CAPÍTULO IV – Resultados e Discussão
Figura 85 - Partículas de B4C e WC identificadas na superfície desgastada. Imagens obtidas
por MEV.
Observa-se também, de acordo com a referência de tamanho dos grãos, que
provavelmente os grãos de WC com maior dimensão se desprenderam da matriz, pois
na Figura 86 apresentada, comparando com as outras composições, as partículas
deste elemento se encontram visivelmente menores. Observa-se também nesta
imagem uma cavidade nas proximidades deste grão, o que reforça a possibilidade de
pull out.
Figura 86 - Partículas de B4C e WC identificadas na superfície desgastada. Imagens obtidas
por MEV.
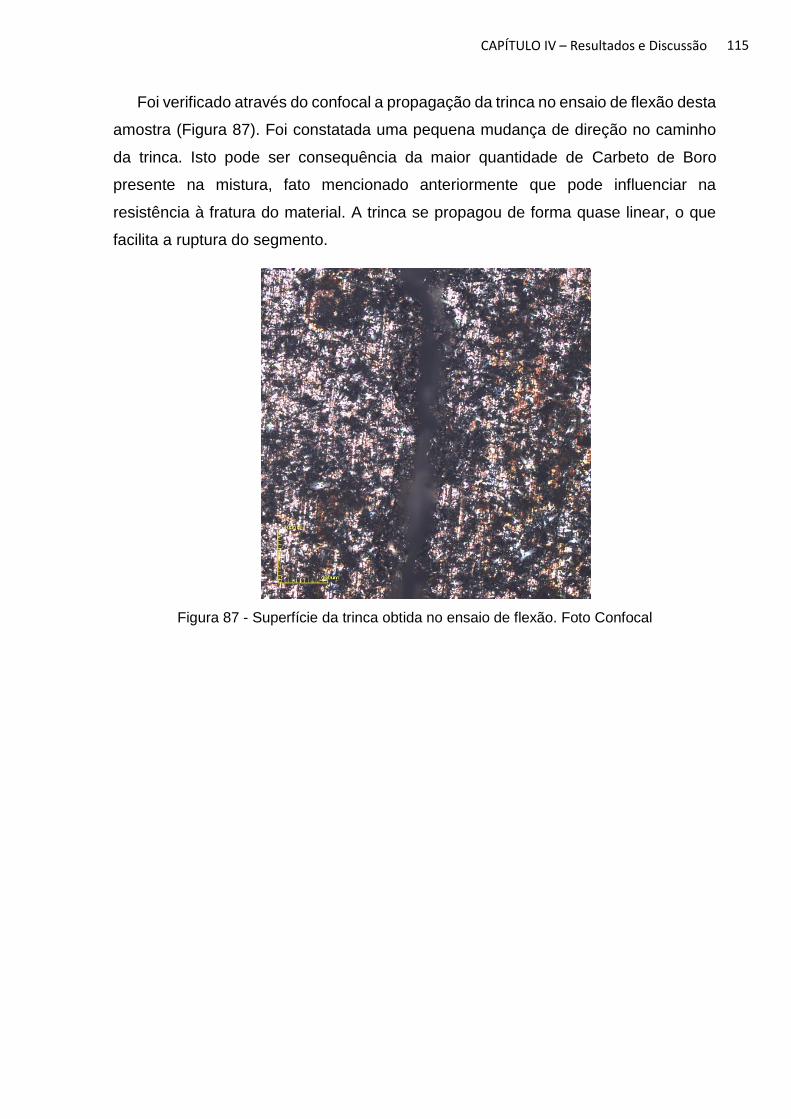
115 CAPÍTULO IV – Resultados e Discussão
Foi verificado através do confocal a propagação da trinca no ensaio de flexão desta
amostra (Figura 87). Foi constatada uma pequena mudança de direção no caminho
da trinca. Isto pode ser consequência da maior quantidade de Carbeto de Boro
presente na mistura, fato mencionado anteriormente que pode influenciar na
resistência à fratura do material. A trinca se propagou de forma quase linear, o que
facilita a ruptura do segmento.
Figura 87 - Superfície da trinca obtida no ensaio de flexão. Foto Confocal
116 CAPÍTULO V – Conclusão
CAPÍTULO V – Conclusão
1. Com relação à liga composta por Fe-Cu-Ni-Sn-WC + 2%B4C:
Em geral, foi a liga que apresentou melhor comportamento nos aspectos
analisados;
Apresentou os maiores valores de Módulo de Elasticidade, Tensão de
Escoamento e Tensão de Ruptura dentre as composições analisadas;
Em relação à extração do Cobalto da matriz, foi verificada a eficiência em
relação às tensões de escoamento e ruptura da composição contendo 2%
de B4C, com valores médios de E = 313 MPa e R = 456 MPa;
Comparado a ligas comerciais, a presente liga é classificada como aço de
alta resistência;
Os altos valores de escoamento e ruptura atingidos em relação à flexão
possibilita a utilização deste material como componente estrutural em
projetos de engenharia, para elementos sujeitos a esforços axiais e
momento fletor;
A densificação não sofreu ganhos significantes quando comparada à
mesma composição contendo Cobalto;
A liga apresentou a menor resistência ao desgaste quando comparada às
demais misturas;
Apresentou melhor resistência à flexão, com a trinca se propagando por
caminhos sinuosos, provavelmente desviados pelos grãos de WC.
2. Com relação à liga composta por Fe-Cu-Ni-Sn-WC + 10%B4C:
Apresentou os menores valores de Módulo de Elasticidade, Tensão de
Escoamento e Tensão de Ruptura dentre as composições analisadas;
Obteve a maior Resistência à Abrasão comparada às outras misturas
executadas. Esta resistência pode estar ligada ao maior teor de B4C.
Apresentou um possível desprendimento dos grãos de WC da matriz
durante o processo de desgaste, ao contrário das partículas de B4C, que se
mostraram totalmente inseridas na matriz.
117 CAPÍTULO V – Conclusão
Obteve melhor resultado de sinterização, apresentando matriz pouco
granulada e bastante compactada.
3. Com relação ao fio diamantado:
Considerando que o cabo comercial faz 50 cortes e o cabo experimental
produzido a partir desta dissertação conseguiu produzir 20 cortes, acredita-
se que com algumas melhorias tais como, aumento da resistência ao
desgaste além de utilizar diamantes recobertos pode-se, eventualmente,
chegar a um cabo tão bom ou melhor que os comerciais.
118 CAPÍTULO VI – Sugestões para trabalhos futuros
CAPÍTULO VI – Sugestões para trabalhos futuros
Investigação das propriedades da liga Fe-Cu-Ni-Sn-WC + 2%B4C com adição
de diamantes;
Produção de ferramentas diamantadas com esta composição e aplicação em
testes de campo para verificação de sua eficiência;
Investigação da viabilidade econômica deste sistema para aplicação como
ferramenta de corte industrial;
Produção de novos segmentos utilizando diferentes parâmetros de
sinterização, e/ou novas técnicas de sinterização, como por exemplo, SPS;
Execução de diferentes ensaios mecânicos na melhor composição, com e sem
a presença de diamantes, a fim de avaliar as demais propriedades do material
produzido, como Limite de Resistência à Tração, Limite de Resistência à
Compressão, Temperatura de Fusão, Calor Específico, etc.;
119 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
ABIROCHAS/CETEM. 2002. Catálogo de rochas ornamentais do Brasil. Rio de
Janeiro. CD-ROM. Windows 95.
ABNT- Associação Brasileira de Normas Técnicas. Rochas para revestimento:
terminologia. Projeto 02:105.45-012.
Agarwal, B. K. (1979). X-ray Spectroscopy. Springer Series in Optical Sciences, 15,
35-46.
Almeida, L. L. (2012). Desenvolvimento De Matrizes Metálicas No Sistema Ni-Fe-
Cu-Sn Com Aditivos Para Aplicação Em Serras De Corte De Rochas Ornamentais.
Campos Dos Goytacazes: Uenf.
Arslan, G., Kara, F., Turan, S., (2003). Quantitative X-ray diffraction analysis of
reactive infiltrated boron carbide–aluminium composites. Journal of the European
Ceramic Society, v. 23, pp. 1243 – 1255.
ASTM-American Society for Testing and Materials. 2001. C119/01. Standard
terminology relating to dimension stone.
ASTM G40, (1996). Standard Terminology Relating to Wear and Erosion.
ASTM G77, (2010). Standard Test Method for Ranking Resistance of Materials to
Sliding Wear Using Block-on-Ring Wear Test.
Axt, R. (1991). O papel da experimentação no ensino de ciências. Moreira, M. A;
AXT, R. Tópicos em Ensino de Ciências. Porto Alegre: Sagra, 79-90.
BARSOUM, M. W., Fundamentals of Ceramics, The Mc Graw-Hill Companies Inc.,
1997.
Callister Jr, W. D. (2008). Ciência e engenharia de materiais: uma introdução.
Livros Técnicos e Científicos.
120 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
Campos, E., M., (2005), Estudo de propriedades fisicas de nanomateriais
produzidos por síntese mecânica. Tese de Doutorado - Universidade Federal de
Santa Catarina, p.21-32.
Clark, I., E., Kamphuis, B., (2002). Cobalite HDR – A new prealloyed Matrix powder
for diamond construction tools. Indusdrial Diamond Review, N. 3, pp.177-182.
Costa, F. A., da Silva, A. G. P., & Gomes, U. U. (2003). The influence of the
dispersion technique on the characteristics of the W–Cu powders and on the
sintering behavior. Powder Technology, 134(1), 123-132.
Cowley, J., M., (1975). Diffraction physics. North-Holland, Amsterdam. ISBN 0-444-
10791-6.
Davis, P. R. et al. - An indicator system for saw grit. IDR. n.3. pp.78-87 (1996).
Del Villar, M., (2001). Consolidation of diamond tools using Cu-Co-Fe based alloys
as metallic binders. Powder Metallurgy, v. 44, n. 1, pp. 82-90.
Departamento De Recursos Minerais (DRM-RJ) – Secretaria de Estado de
Desenvolvimento Econômico, Energia, Industria e Serviços. Panorama Mineral do
estado do Rio de Janeiro – Rio de Janeiro, RJ: 2012. 259p.
Dhokey, N. B., Utpat, K., Gosavi, A., & Dhoka, P. (2013). Hot-press sintering
temperature response of diamond cutting tools and its correlation with wear
mechanism. International Journal of Refractory Metals and Hard Materials,36, 289-
293.
Evans, T., Phaal, C., (1962). Dislocation loops in diamond. Ibid, 7, n. 77, pp. 843-
846.
Fanchini, G., McCauley, J., M., Chowalla, M., (2006). Behavior of disordered boron
carbide under stress, Physical Review Letters, v. 97.
Filgueira, M., Pinatti, D.G., “Production of Diamond Wire by Cu 15%v Nb ‘In Situ’
Process”, In: 15th International Plansee Seminar, Reutte/Austria, Plansee Holding
AG, v. 1, pp. 360-374, 2001.

121 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
German, R. M. (1985). Liquid phase sintering. Springer Science & Business Media.
German, R.M., Farooq, S (1988). An update on the theory of liquid phase sintering.
In: Proceeding, Tokio, 1987. Sintering ‟87. Elsevier Science Publishers LTD. New
York. V.1. p. 459-464.
German, R.M. (1996). Sintering Theory and Practice. John Wiley & Sons, Inc.
GOMES, M. L. P. ; SKURY, A. L. D. ; ALMEIDA, L. L. P. (2013). Compósito
Diamantado para Aplicação em Serras de Corte de Rochas obtido no Sistema Fe-
Ni-Cu. In: V CONFICT - Congresso Fluminense de Iniciação Científica e
Tecnológica. Campos dos Goytacazes. V CONFICT. Campos dos Goytacazes:
IFF, 2013. v. 1. p. 1-1.
Halliday, D., Resnick, R., Walker, J., da Silva Sotero, D. H., Costamilan, G. B.,
Monteiro, L. V., & Dumke, V. R. (1996). Fundamentos de física.
Hibbeler, R. C. (2006). Resistência dos materiais. Pearson Prentice Hall.
http://www.cbca-acobrasil.org.br/, acesso em 18/05/2015.
http://pt.slideshare.net/estrutura-cristalina, acesso em 07/03/2015.
http://www.cimm.com.br/portal, acesso em 25/02/2015.
http://www.diamant-boart.com/files/DiamantBoart/CS/old/DBGen_Cata_PO.pdf,
acesso em 06/01/2016.
http://pt.made-in-china.com, acesso em 25/02/2015.
Islak, S., Kır, D., Çelik, E., & Çelik, H. (2012). Effect of boron carbide on the
microstructure and the mechanical properties of segments produced using hot
pressing method.
Janot, R., (2005). Ball milling in liquid media. Applications to the preparation of
materials for lithium-ion batteries. Progress in Materials Science, vol. 50, pp.1- 92.
Field, J., E., (1979). The Properties of Diamond. Academic Press, New York.
122 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
Kamphuis, B., Serneels, A., (2004). Cobalt and nickel free bond powder for
diamond tools: Cobalite CNF. Industrial Diamaond Review, n.1, pp. 26-32.
Kestenbach, H. J., Nocite, N. C., Rinaldo Gregório, F., Loos, J., & Petermann, J.
(1997). Resolução lamelar num novo microscópio eletrônico de
varredura. Polímeros: Ciência e Tecnologia-Jan/Mar.
Khan, A. M., Suzuki, H., Nomura, Y., Taira, M., Wakasa, K., Shintani, H., & Yamaki,
M. (1992). Characterization of inorganic fillers in visible‐light‐cured dental
composite resins. Journal of oral rehabilitation, 19(4), 361-370.
Konstanty, J., (1991). The Materials Science of Stone Sawing. Industrial Diamond
Review, n.1, pp. 28-31.
Konstanty, J., (2003). Production of Diamond Sawblades for Stone Sawing
Applications. University of Mining Metallurgy, vol. 30, pp. 30-59.
Krell and J. Klimke, (2006). ‘‘Effects of the Homogeneity of Particle Coordination
on Solid-State Sintering of Transparent Alumina,’’ J. Am. Ceram. Soc., 89 [6] 1985–
92.
Kulikovsky, V., Vorlicek, V., Bohac, P., Ctvrtlik, R., Stranyanek, M., Dejneka, A.,
Lastrabik, L., (2009). Mechanical properties and structure of amorphous and
crystalline B4C films, Diamond & Related Materials, v. 18 pp. 27–33.
Ma Q., (2010). Effect of additives introduced by ball milling on sintering behavior
and mechanical properties of hot-pressed B4C ceramics, Ceramics International.
pp. 167–171.
Martinez, C., & Heider, M. (2011). Rochas ornamentais e de revestimento. DNPM
Sumário Mineral Brasil.
Mattos, I.C. 2002. Uso/adequação e aplicação de rochas ornamentais na
construção civil – parte 1. In: III Simpósio sobre Rochas Ornamentais do Nordeste,
Anais, Recife, PE.
Medvedovski, E. (2001). Wear-resistant engineering ceramics. Wear, 249(9), 821-
828.
123 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
Mendes, V.A.; Vidal, F.W.H. 2002. Controle de qualidade no emprego das rochas
ornamentais na construção civil. In: III Simpósio sobre Rochas Ornamentais do
Nordeste, Anais Recife, PE.
Moriguchi, H., Tsuduki, K., Ikegaya, A., Miyamoto, Y., Morisada, Y., (2007). Int. J.
Refract. Met. Hard Mater 25:237.
Moriguchi, H., Tsuduki, K., Ikegaya, A., Miyamoto, Y., Morisada, Y., (2007). Int. J.
Refract. Met. Hard Mater 25:237.
Morrow, C. P., Domnich, V., & Haber, R. A. (2011, November). MULTI-SCALE
COMPUTATIONAL INVESTIGATIONS OF SiC/B 4 C INTERFACES. In Ceramic
Engineering and Science Proceedings (Vol. 32, No. 5, pp. 249-260). American
Ceramic Society, Inc., 735 Ceramic Place Westerville OH 43081 United States.
Nitkiewicz, Z., Swierzy, M., (2006). J. Mater. Process. Technol, vol. 1, p.306.
Oliveira, L., J., Bobrovnitchii, G., S., Filgueira, M., (2007 - a). Processing and
characterization of impregnated diamond cutting tools using a ferrous metal matrix.
Int. J. Refract. Met. Hard Mater., vol. 25, pp. 328-335.
Oliveira, L. J., & Filgueira, M. (2007 - b). Aplicação de ligas Fe-Cu-SiC como matriz
ligante em ferramentas diamantadas. Revista Brasileira de Aplicações de Vácuo,
26(1), 15-20.
Pacheco P., D., Oliveira, L., J., Quintanilha, R., Guimarães, R., S., Filgueira, M.,
(2007). Obtenção de ligas Fe-Cu via metalurgia do pó: Microestrutura, Dureza e
limite de escoamento. Revista Brasileira de Aplicações de Vácuo, v. 26, n. 3, 121-
125.
Peiter, C. C., & Bôas, R. C. V. (2001). Abordagem participativa na gestão de
recursos minerais. Ministério da Ciência e Tecnologia, Centro de Tecnologia
Mineral.
Peiter, C. C., & Chiodi, F. C. (2001). Rochas ornamentais no século XXI: bases
para uma política de desenvolvimento sustentado das exportações brasileiras. Rio
de Janeiro: CETEM/ABIROCHAS.
124 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
SCHUMANN, Walter. Rochas e Minerais. Rio de Janeiro: Ao livro técnico, 1982
Shibuta, D., (1983). Recovery of Diamond from Diamond Tool Scrap. Mitsubishi
Metal Corporation. Japanese Patent.
Sideris, A. J. S., (2013). Obtenção e Caracterização de Compósitos Diamantados
para Aplicação em Serras de Corte de Gnaisses. Tese de Douturado.
Silva, A. G. P. www.e-agps.info. Acesso em 02/03/2015.
Silva, A., G., P., Alves Jr., C., (1998-a). Teoria de sinterização por fase sólida. Uma
análise crítica de sua aplicação. Cerâmica, v.44, p.289.
Silva, A., G., P., Alves Jr., C., (1998-b). A sinterização rápida: sua aplicação,
análise e relação com as técnicas inovadoras de sinterização. Cerâmica, v.44,
p.290.
Siqueira, M. L. (2015). Influência do Grau de Deformação Plástica no Tempo de
Envelhecimento e nas Propriedades Mecânicas da Liga de Alumínio 2024.
SOARES, B., & SARON, E. (2010). Microanálise elementar de matariais:
Aplicações do sistema MEV-EDX. Informativo CETEA-Boletim de tecnologia e
desenvolvimento de embalagens. Rio de Janeiro-RJ: CETEA-ITAL.
Souza, S. A. (1979). Ensaios mecânicos de materiais metálicos. Edgard Blucher.
Suryanarayana, C., (2001). Mechanical alloying and milling. Progress in Materials
Science, v. 46, pp. 1-184.
Teixeira, W., Geraldes, M. C., D’Agrella-Filho, M. S., Santos, J. O. S., Barros, M.
A. S., Ruiz, A. S., Costa, P. C. C., 2011. Mesoproterozoic juvenile mafic-ultramafic
magmatism in the SW Amazonian Craton (Rio Negro-Juruena province): SHRIMP
U-Pb geochronology and Nd-Sr constraints of the Figueira Branca Suíte. J. South
Am. Earth Sci., 32, 309-323.
Teixeira, A. F. N., Melo, L. B. D., & Musse, N. S. (2012, October). Rochas
ornamentais: o desenvolvimento econômico e suas relações com a sociedade
125 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
brasileira e norte-riograndense. In VII CONNEPI-Congresso Norte Nordeste de
Pesquisa e Inovação.
Tönshoff, H. K., Hillmann-Apmann, H., & Asche, J. (2002). Diamond tools in stone
and civil engineering industry: cutting principles, wear and applications.Diamond
and Related Materials, 11(3), 736-741.
Vargas, T., Motoki, A., & Neves, J. L. P. (2001). Rochas ornamentais do Brasil, seu
modo de ocorrência geológica, variedade tipológica, explotação comercial e
utilidades como materiais nobres de construção. Revista de Geociências, 2(2),
119-132.
Webb, S., W., (2000). Crystal Retention Improves ROI and Perfomance of Diamond
Tools. Proceeding of the Intertech July, pp. 17-21. Vancover/Canada.
Weber, G., Weiss, C., (2005). Diamix – A Family of Bonds Based on Diabase –
V21. Industrial Diamaond Review, n. 2, p. 28-32.
Wensheng, L., Zhang, J., Wang, S., Dong, H., Yaming, L., Liu, Y., (2012).
Characterizations and mechanical properties of impregnated diamond segment
using Cu-Fe-Co. Metal matrix. Rare Metals, vol. 31, p. 81.
WilKs, J., Wilks, E., M., (1979). Abrasion and tear of Diamond, in J.E. Field.
Properties of Diamond, Academic Press, London, p. 351-381.
Wilson, T. (1990). Confocal microscopy. Academic Press: London, etc, 426, 1-64.
Wright, D. N. & Wapler, H. - Investigations and prediction of diamond wear when
sawing. Annals of the CIRP. V.35. n.1. pp.239-244 (1986).
Wu, Y., Funkenbusch, P., D., (2010). Microstructure and mechanical properties of
commercial, bronze-bond, diamond-abrasive tool materials. Journal Materials
Science, v. 45, p.251.
Xu, X. - Experimental study on temperatures and energy partition at the diamond-
granite interface in grinding. Tribology International. n.34. pp.419-426 (2001).
126 CAPÍTULO VII – REFERÊNCIAS BIBLIOGRÁFICAS
Zepeda, V. Novos produtos deverão impulsionar setor de rochas ornamentais no
Estado. Boletim FAPERJ. Disponível em:
<http://www.faperj.br/boletim_interna.phtml?obj_id=5886>. Acesso em: 30 out.
2009.
Zeren, M., & Karagöz, Ş. (2006). Defect characterization in the diamond cutting
tools. Materials characterization, 57(2), 111-114.
Zeren, M., Karagoz, S., (2007 - b). Sintering of polycrystalline diamond cutting tools.
Mater. Des., v. 28, p.1055.
Zhang, Z., Sandstrom, W., L., (2003). Modelling of swelling of Fe-Cu compacts
sintered at temperatures above the copper melting point. Journal of materials
Processing Technology, vol. 152, pp.131-135.
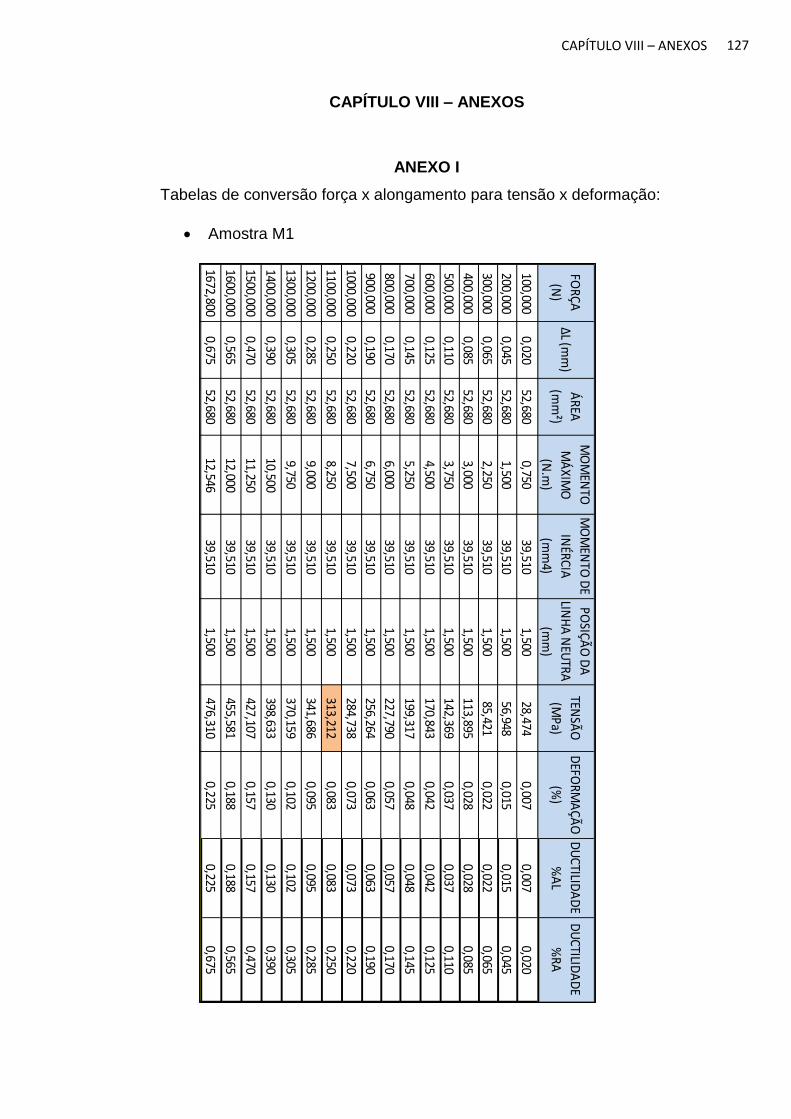
127 CAPÍTULO VIII – ANEXOS
CAPÍTULO VIII – ANEXOS
ANEXO I
Tabelas de conversão força x alongamento para tensão x deformação:
Amostra M1
100,0000,020
52,6800,750
39,5101,500
28,4740,007
0,0070,020
200,0000,045
52,6801,500
39,5101,500
56,9480,015
0,0150,045
300,0000,065
52,6802,250
39,5101,500
85,4210,022
0,0220,065
400,0000,085
52,6803,000
39,5101,500
113,8950,028
0,0280,085
500,0000,110
52,6803,750
39,5101,500
142,3690,037
0,0370,110
600,0000,125
52,6804,500
39,5101,500
170,8430,042
0,0420,125
700,0000,145
52,6805,250
39,5101,500
199,3170,048
0,0480,145
800,0000,170
52,6806,000
39,5101,500
227,7900,057
0,0570,170
900,0000,190
52,6806,750
39,5101,500
256,2640,063
0,0630,190
1000,0000,220
52,6807,500
39,5101,500
284,7380,073
0,0730,220
1100,0000,250
52,6808,250
39,5101,500
313,2120,083
0,0830,250
1200,0000,285
52,6809,000
39,5101,500
341,6860,095
0,0950,285
1300,0000,305
52,6809,750
39,5101,500
370,1590,102
0,1020,305
1400,0000,390
52,68010,500
39,5101,500
398,6330,130
0,1300,390
1500,0000,470
52,68011,250
39,5101,500
427,1070,157
0,1570,470
1600,0000,565
52,68012,000
39,5101,500
455,5810,188
0,1880,565
1672,8000,675
52,68012,546
39,5101,500
476,3100,225
0,2250,675
DU
CTILIDA
DE
%A
L
FORÇA
(N)
∆L (mm
)Á
REA
(mm
²)
DU
CTILIDA
DE
%RA
DEFO
RMA
ÇÃO
(%)
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO D
E
INÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
TENSÃ
O
(MPa)
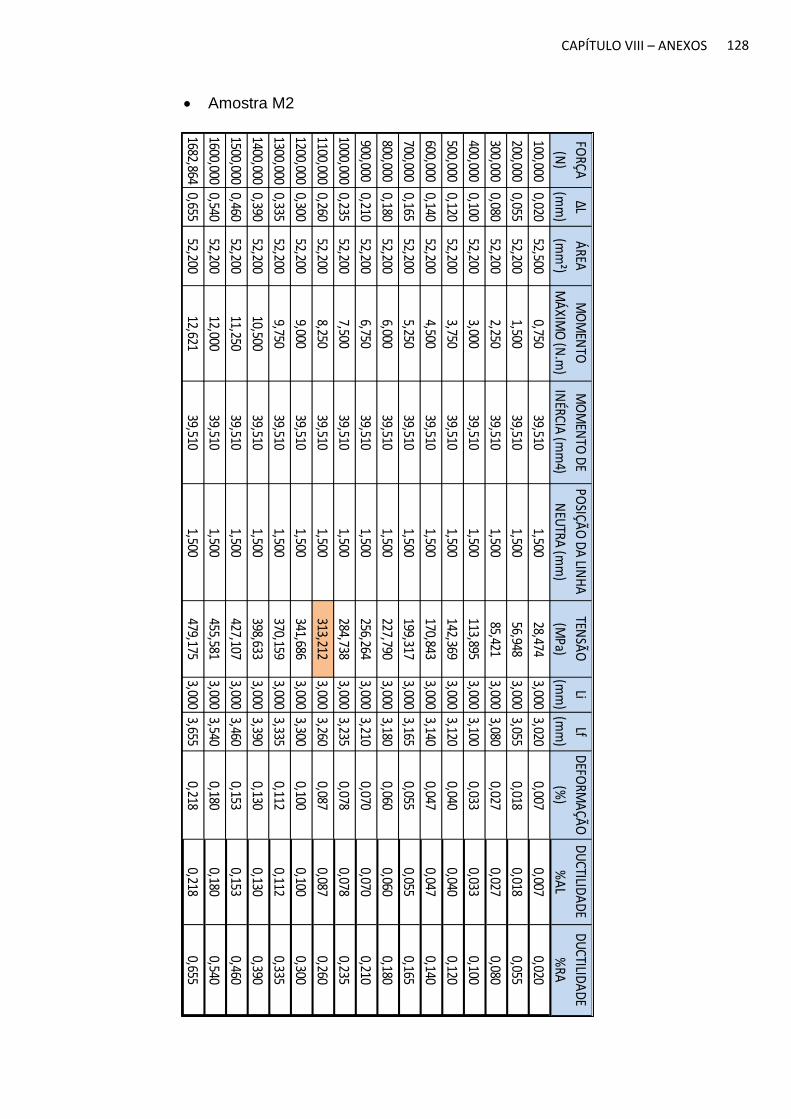
128 CAPÍTULO VIII – ANEXOS
Amostra M2
100,0000,020
52,5000,750
39,5101,500
28,4743,000
3,0200,007
0,0070,020
200,0000,055
52,2001,500
39,5101,500
56,9483,000
3,0550,018
0,0180,055
300,0000,080
52,2002,250
39,5101,500
85,4213,000
3,0800,027
0,0270,080
400,0000,100
52,2003,000
39,5101,500
113,8953,000
3,1000,033
0,0330,100
500,0000,120
52,2003,750
39,5101,500
142,3693,000
3,1200,040
0,0400,120
600,0000,140
52,2004,500
39,5101,500
170,8433,000
3,1400,047
0,0470,140
700,0000,165
52,2005,250
39,5101,500
199,3173,000
3,1650,055
0,0550,165
800,0000,180
52,2006,000
39,5101,500
227,7903,000
3,1800,060
0,0600,180
900,0000,210
52,2006,750
39,5101,500
256,2643,000
3,2100,070
0,0700,210
1000,0000,235
52,2007,500
39,5101,500
284,7383,000
3,2350,078
0,0780,235
1100,0000,260
52,2008,250
39,5101,500
313,2123,000
3,2600,087
0,0870,260
1200,0000,300
52,2009,000
39,5101,500
341,6863,000
3,3000,100
0,1000,300
1300,0000,335
52,2009,750
39,5101,500
370,1593,000
3,3350,112
0,1120,335
1400,0000,390
52,20010,500
39,5101,500
398,6333,000
3,3900,130
0,1300,390
1500,0000,460
52,20011,250
39,5101,500
427,1073,000
3,4600,153
0,1530,460
1600,0000,540
52,20012,000
39,5101,500
455,5813,000
3,5400,180
0,1800,540
1682,8640,655
52,20012,621
39,5101,500
479,1753,000
3,6550,218
0,2180,655
POSIÇÃ
O D
A LIN
HA
NEU
TRA (m
m)
TENSÃ
O
(MPa)
FORÇA
(N)
∆L
(mm
)
ÁREA
(mm
²)
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO D
E
INÉRCIA
(mm
4)
Li
(mm
)
Lf
(mm
)
DEFO
RMA
ÇÃO
(%)
DU
CTILIDA
DE
%A
L
DU
CTILIDA
DE
%RA
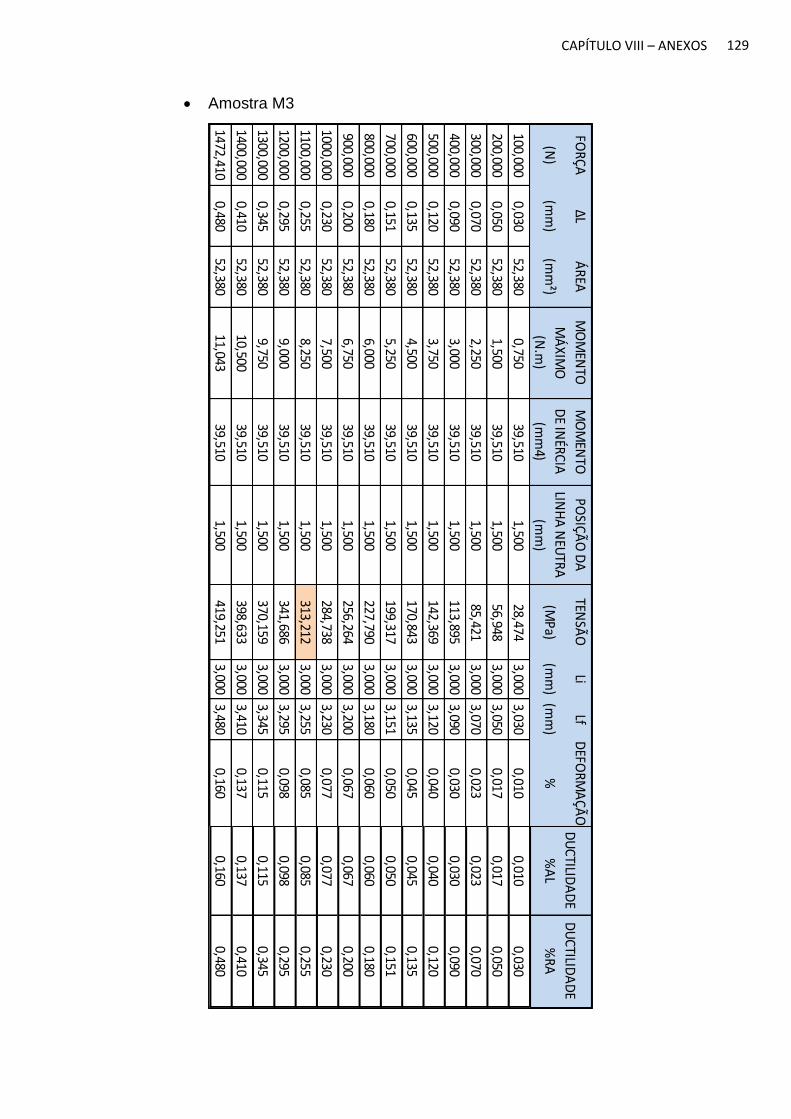
129 CAPÍTULO VIII – ANEXOS
Amostra M3
FOR
ÇA
∆L
ÁR
EATEN
SÃO
LiLf
DEFO
RM
AÇ
ÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,030
52,3800,750
39,5101,500
28,4743,000
3,0300,010
0,0100,030
200,0000,050
52,3801,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,070
52,3802,250
39,5101,500
85,4213,000
3,0700,023
0,0230,070
400,0000,090
52,3803,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
500,0000,120
52,3803,750
39,5101,500
142,3693,000
3,1200,040
0,0400,120
600,0000,135
52,3804,500
39,5101,500
170,8433,000
3,1350,045
0,0450,135
700,0000,151
52,3805,250
39,5101,500
199,3173,000
3,1510,050
0,0500,151
800,0000,180
52,3806,000
39,5101,500
227,7903,000
3,1800,060
0,0600,180
900,0000,200
52,3806,750
39,5101,500
256,2643,000
3,2000,067
0,0670,200
1000,0000,230
52,3807,500
39,5101,500
284,7383,000
3,2300,077
0,0770,230
1100,0000,255
52,3808,250
39,5101,500
313,2123,000
3,2550,085
0,0850,255
1200,0000,295
52,3809,000
39,5101,500
341,6863,000
3,2950,098
0,0980,295
1300,0000,345
52,3809,750
39,5101,500
370,1593,000
3,3450,115
0,1150,345
1400,0000,410
52,38010,500
39,5101,500
398,6333,000
3,4100,137
0,1370,410
1472,4100,480
52,38011,043
39,5101,500
419,2513,000
3,4800,160
0,1600,480
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO
DE IN
ÉRC
IA
(mm
4)
POSIÇ
ÃO
DA
LINH
A N
EUTR
A
(mm
)
DU
CTILID
AD
E
%R
A
DU
CTILID
AD
E
%A
L
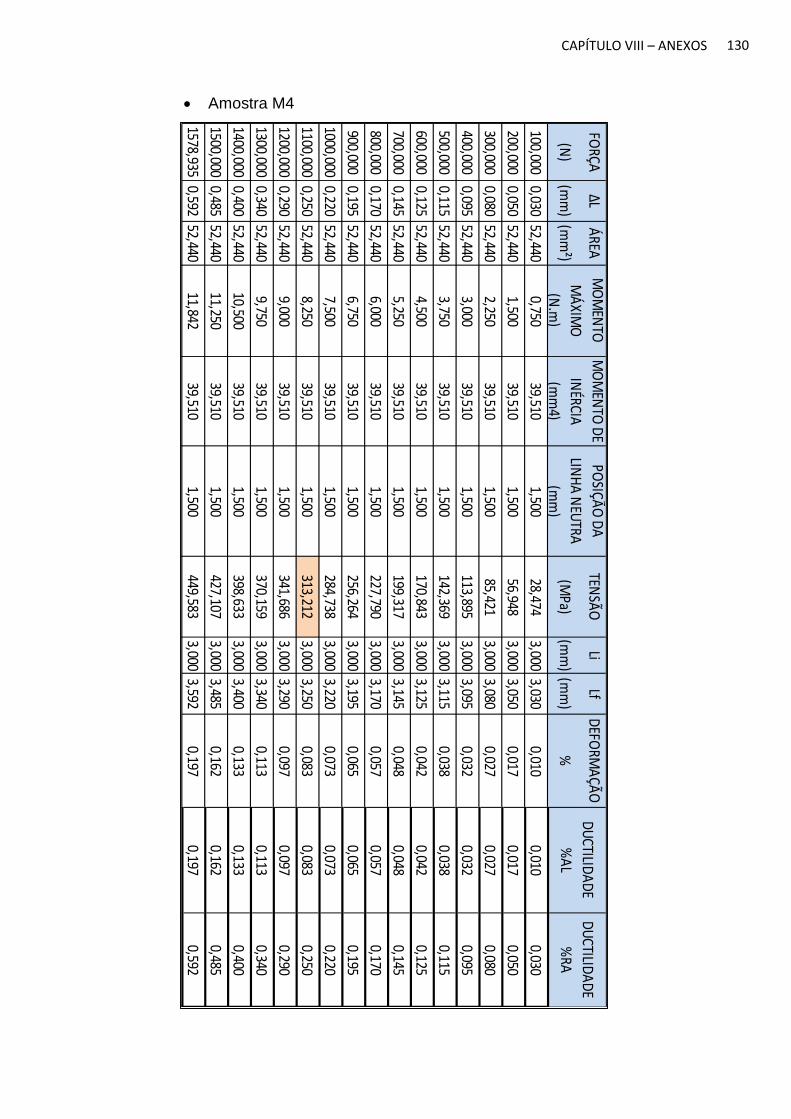
130 CAPÍTULO VIII – ANEXOS
Amostra M4
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,030
52,4400,750
39,5101,500
28,4743,000
3,0300,010
0,0100,030
200,0000,050
52,4401,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,080
52,4402,250
39,5101,500
85,4213,000
3,0800,027
0,0270,080
400,0000,095
52,4403,000
39,5101,500
113,8953,000
3,0950,032
0,0320,095
500,0000,115
52,4403,750
39,5101,500
142,3693,000
3,1150,038
0,0380,115
600,0000,125
52,4404,500
39,5101,500
170,8433,000
3,1250,042
0,0420,125
700,0000,145
52,4405,250
39,5101,500
199,3173,000
3,1450,048
0,0480,145
800,0000,170
52,4406,000
39,5101,500
227,7903,000
3,1700,057
0,0570,170
900,0000,195
52,4406,750
39,5101,500
256,2643,000
3,1950,065
0,0650,195
1000,0000,220
52,4407,500
39,5101,500
284,7383,000
3,2200,073
0,0730,220
1100,0000,250
52,4408,250
39,5101,500
313,2123,000
3,2500,083
0,0830,250
1200,0000,290
52,4409,000
39,5101,500
341,6863,000
3,2900,097
0,0970,290
1300,0000,340
52,4409,750
39,5101,500
370,1593,000
3,3400,113
0,1130,340
1400,0000,400
52,44010,500
39,5101,500
398,6333,000
3,4000,133
0,1330,400
1500,0000,485
52,44011,250
39,5101,500
427,1073,000
3,4850,162
0,1620,485
1578,9350,592
52,44011,842
39,5101,500
449,5833,000
3,5920,197
0,1970,592
DU
CTILIDA
DE
%A
L
DU
CTILIDA
DE
%RA
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO D
E
INÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
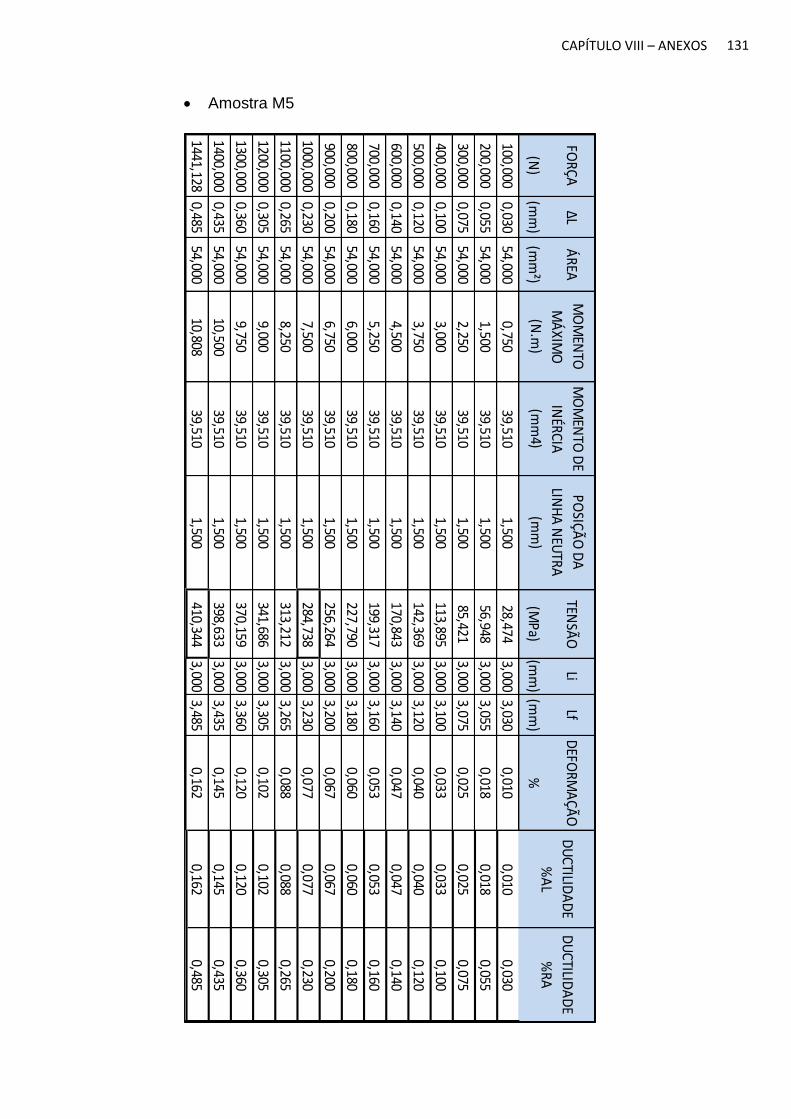
131 CAPÍTULO VIII – ANEXOS
Amostra M5
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,030
54,0000,750
39,5101,500
28,4743,000
3,0300,010
0,0100,030
200,0000,055
54,0001,500
39,5101,500
56,9483,000
3,0550,018
0,0180,055
300,0000,075
54,0002,250
39,5101,500
85,4213,000
3,0750,025
0,0250,075
400,0000,100
54,0003,000
39,5101,500
113,8953,000
3,1000,033
0,0330,100
500,0000,120
54,0003,750
39,5101,500
142,3693,000
3,1200,040
0,0400,120
600,0000,140
54,0004,500
39,5101,500
170,8433,000
3,1400,047
0,0470,140
700,0000,160
54,0005,250
39,5101,500
199,3173,000
3,1600,053
0,0530,160
800,0000,180
54,0006,000
39,5101,500
227,7903,000
3,1800,060
0,0600,180
900,0000,200
54,0006,750
39,5101,500
256,2643,000
3,2000,067
0,0670,200
1000,0000,230
54,0007,500
39,5101,500
284,7383,000
3,2300,077
0,0770,230
1100,0000,265
54,0008,250
39,5101,500
313,2123,000
3,2650,088
0,0880,265
1200,0000,305
54,0009,000
39,5101,500
341,6863,000
3,3050,102
0,1020,305
1300,0000,360
54,0009,750
39,5101,500
370,1593,000
3,3600,120
0,1200,360
1400,0000,435
54,00010,500
39,5101,500
398,6333,000
3,4350,145
0,1450,435
1441,1280,485
54,00010,808
39,5101,500
410,3443,000
3,4850,162
0,1620,485
DU
CTILIDA
DE
%A
L
DU
CTILIDA
DE
%RA
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO D
E
INÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
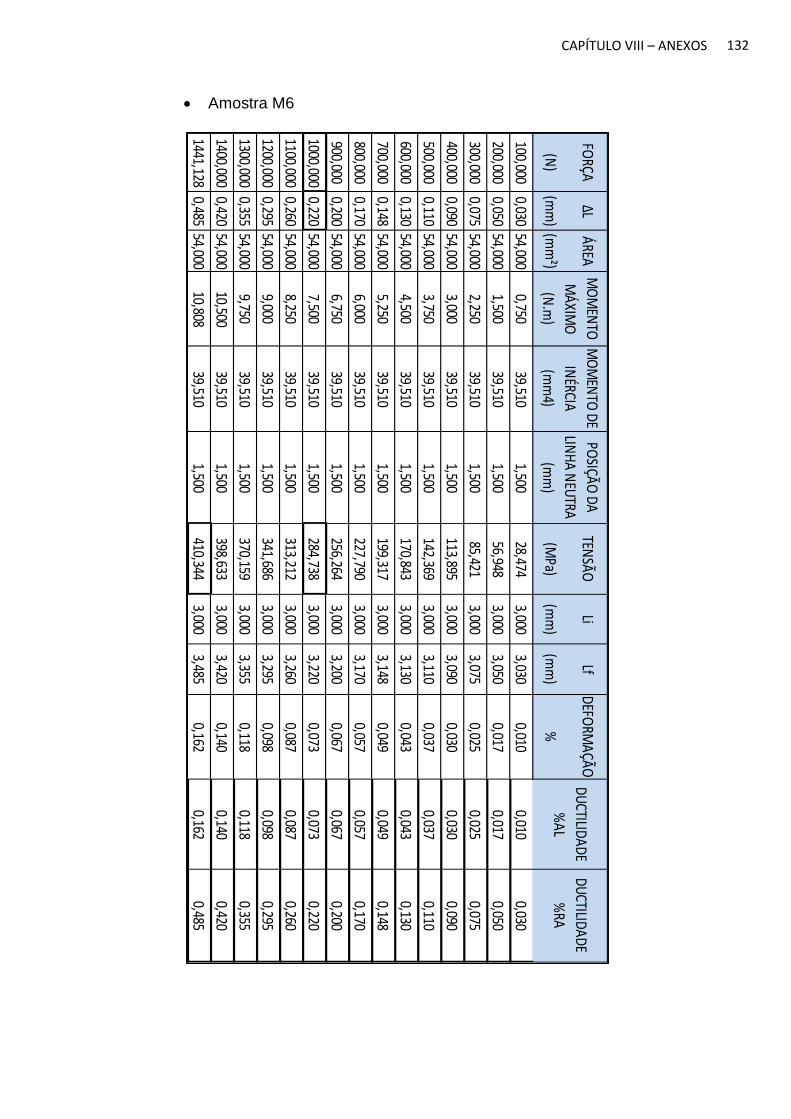
132 CAPÍTULO VIII – ANEXOS
Amostra M6
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,030
54,0000,750
39,5101,500
28,4743,000
3,0300,010
0,0100,030
200,0000,050
54,0001,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,075
54,0002,250
39,5101,500
85,4213,000
3,0750,025
0,0250,075
400,0000,090
54,0003,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
500,0000,110
54,0003,750
39,5101,500
142,3693,000
3,1100,037
0,0370,110
600,0000,130
54,0004,500
39,5101,500
170,8433,000
3,1300,043
0,0430,130
700,0000,148
54,0005,250
39,5101,500
199,3173,000
3,1480,049
0,0490,148
800,0000,170
54,0006,000
39,5101,500
227,7903,000
3,1700,057
0,0570,170
900,0000,200
54,0006,750
39,5101,500
256,2643,000
3,2000,067
0,0670,200
1000,0000,220
54,0007,500
39,5101,500
284,7383,000
3,2200,073
0,0730,220
1100,0000,260
54,0008,250
39,5101,500
313,2123,000
3,2600,087
0,0870,260
1200,0000,295
54,0009,000
39,5101,500
341,6863,000
3,2950,098
0,0980,295
1300,0000,355
54,0009,750
39,5101,500
370,1593,000
3,3550,118
0,1180,355
1400,0000,420
54,00010,500
39,5101,500
398,6333,000
3,4200,140
0,1400,420
1441,1280,485
54,00010,808
39,5101,500
410,3443,000
3,4850,162
0,1620,485
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO D
E
INÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
DU
CTILIDA
DE
%A
L
DU
CTILIDA
DE
%RA
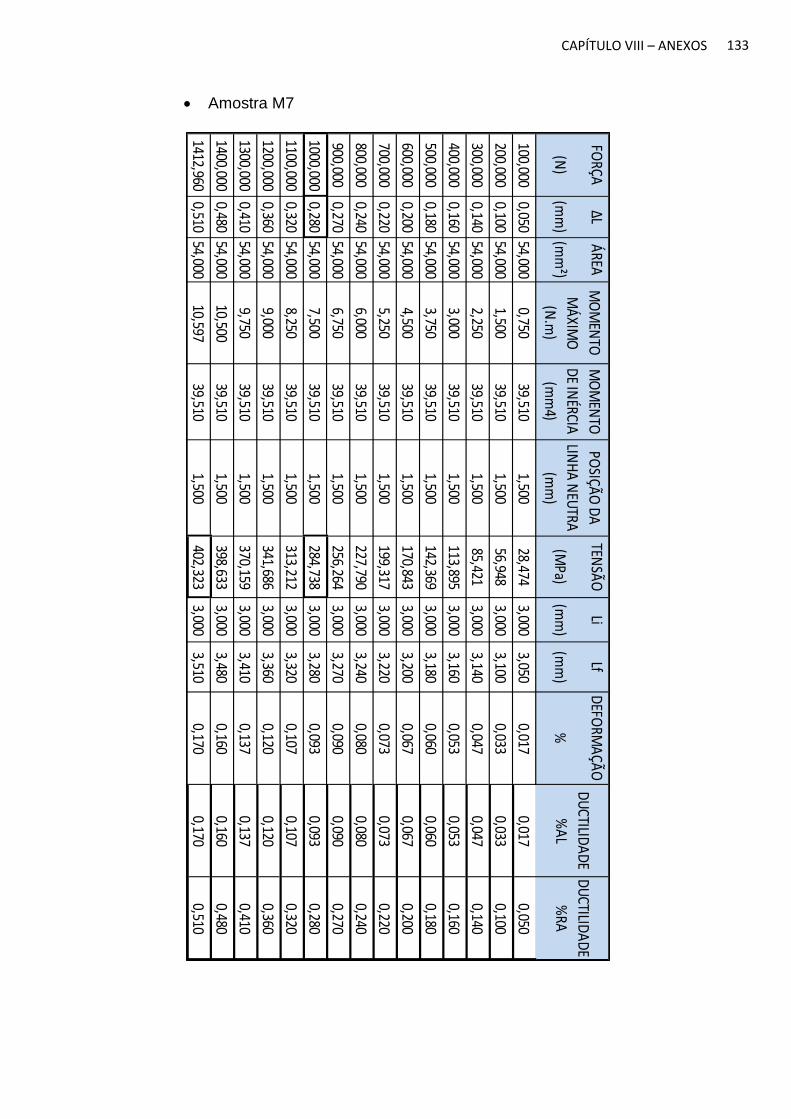
133 CAPÍTULO VIII – ANEXOS
Amostra M7
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,050
54,0000,750
39,5101,500
28,4743,000
3,0500,017
0,0170,050
200,0000,100
54,0001,500
39,5101,500
56,9483,000
3,1000,033
0,0330,100
300,0000,140
54,0002,250
39,5101,500
85,4213,000
3,1400,047
0,0470,140
400,0000,160
54,0003,000
39,5101,500
113,8953,000
3,1600,053
0,0530,160
500,0000,180
54,0003,750
39,5101,500
142,3693,000
3,1800,060
0,0600,180
600,0000,200
54,0004,500
39,5101,500
170,8433,000
3,2000,067
0,0670,200
700,0000,220
54,0005,250
39,5101,500
199,3173,000
3,2200,073
0,0730,220
800,0000,240
54,0006,000
39,5101,500
227,7903,000
3,2400,080
0,0800,240
900,0000,270
54,0006,750
39,5101,500
256,2643,000
3,2700,090
0,0900,270
1000,0000,280
54,0007,500
39,5101,500
284,7383,000
3,2800,093
0,0930,280
1100,0000,320
54,0008,250
39,5101,500
313,2123,000
3,3200,107
0,1070,320
1200,0000,360
54,0009,000
39,5101,500
341,6863,000
3,3600,120
0,1200,360
1300,0000,410
54,0009,750
39,5101,500
370,1593,000
3,4100,137
0,1370,410
1400,0000,480
54,00010,500
39,5101,500
398,6333,000
3,4800,160
0,1600,480
1412,9600,510
54,00010,597
39,5101,500
402,3233,000
3,5100,170
0,1700,510
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO
DE IN
ÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
DU
CTILIDA
DE
%A
L
DU
CTILIDA
DE
%RA
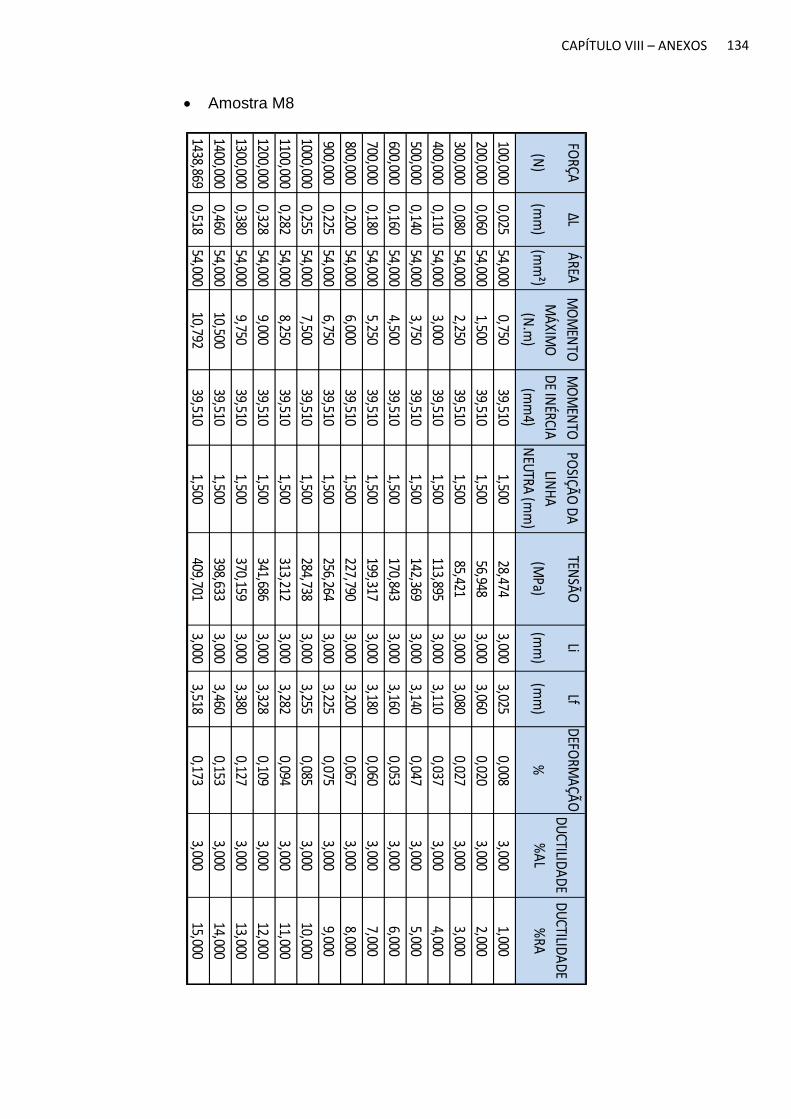
134 CAPÍTULO VIII – ANEXOS
Amostra M8
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,025
54,0000,750
39,5101,500
28,4743,000
3,0250,008
3,0001,000
200,0000,060
54,0001,500
39,5101,500
56,9483,000
3,0600,020
3,0002,000
300,0000,080
54,0002,250
39,5101,500
85,4213,000
3,0800,027
3,0003,000
400,0000,110
54,0003,000
39,5101,500
113,8953,000
3,1100,037
3,0004,000
500,0000,140
54,0003,750
39,5101,500
142,3693,000
3,1400,047
3,0005,000
600,0000,160
54,0004,500
39,5101,500
170,8433,000
3,1600,053
3,0006,000
700,0000,180
54,0005,250
39,5101,500
199,3173,000
3,1800,060
3,0007,000
800,0000,200
54,0006,000
39,5101,500
227,7903,000
3,2000,067
3,0008,000
900,0000,225
54,0006,750
39,5101,500
256,2643,000
3,2250,075
3,0009,000
1000,0000,255
54,0007,500
39,5101,500
284,7383,000
3,2550,085
3,00010,000
1100,0000,282
54,0008,250
39,5101,500
313,2123,000
3,2820,094
3,00011,000
1200,0000,328
54,0009,000
39,5101,500
341,6863,000
3,3280,109
3,00012,000
1300,0000,380
54,0009,750
39,5101,500
370,1593,000
3,3800,127
3,00013,000
1400,0000,460
54,00010,500
39,5101,500
398,6333,000
3,4600,153
3,00014,000
1438,8690,518
54,00010,792
39,5101,500
409,7013,000
3,5180,173
3,00015,000
DU
CTILIDA
DE
%RA
DU
CTILIDA
DE
%A
L
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO
DE IN
ÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A
NEU
TRA (m
m)
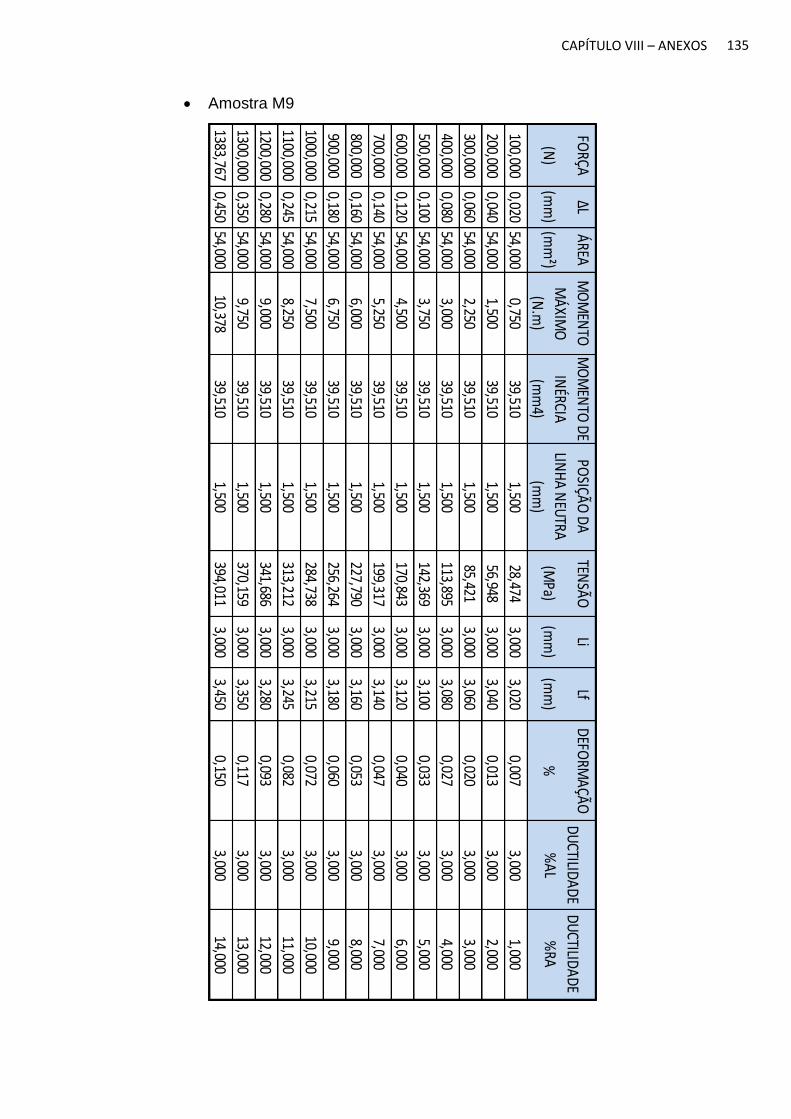
135 CAPÍTULO VIII – ANEXOS
Amostra M9
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,020
54,0000,750
39,5101,500
28,4743,000
3,0200,007
3,0001,000
200,0000,040
54,0001,500
39,5101,500
56,9483,000
3,0400,013
3,0002,000
300,0000,060
54,0002,250
39,5101,500
85,4213,000
3,0600,020
3,0003,000
400,0000,080
54,0003,000
39,5101,500
113,8953,000
3,0800,027
3,0004,000
500,0000,100
54,0003,750
39,5101,500
142,3693,000
3,1000,033
3,0005,000
600,0000,120
54,0004,500
39,5101,500
170,8433,000
3,1200,040
3,0006,000
700,0000,140
54,0005,250
39,5101,500
199,3173,000
3,1400,047
3,0007,000
800,0000,160
54,0006,000
39,5101,500
227,7903,000
3,1600,053
3,0008,000
900,0000,180
54,0006,750
39,5101,500
256,2643,000
3,1800,060
3,0009,000
1000,0000,215
54,0007,500
39,5101,500
284,7383,000
3,2150,072
3,00010,000
1100,0000,245
54,0008,250
39,5101,500
313,2123,000
3,2450,082
3,00011,000
1200,0000,280
54,0009,000
39,5101,500
341,6863,000
3,2800,093
3,00012,000
1300,0000,350
54,0009,750
39,5101,500
370,1593,000
3,3500,117
3,00013,000
1383,7670,450
54,00010,378
39,5101,500
394,0113,000
3,4500,150
3,00014,000
DU
CTILIDA
DE
%RA
DU
CTILIDA
DE
%A
L
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO D
E
INÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
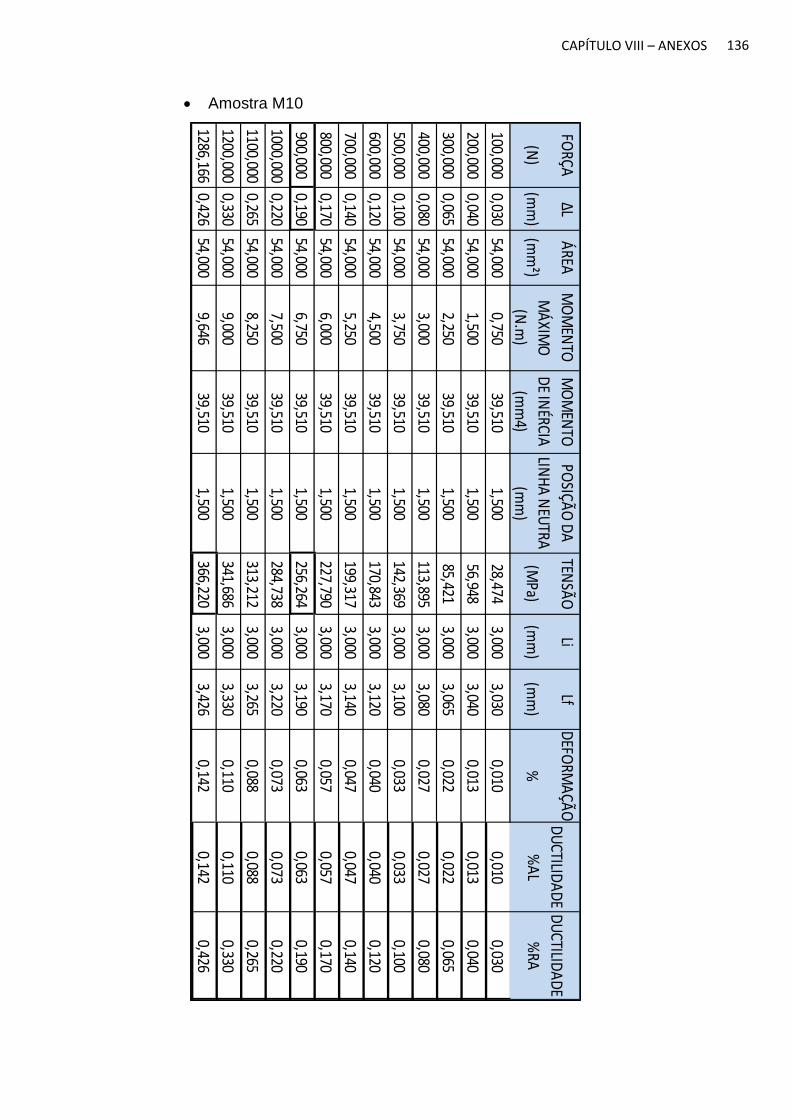
136 CAPÍTULO VIII – ANEXOS
Amostra M10
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,030
54,0000,750
39,5101,500
28,4743,000
3,0300,010
0,0100,030
200,0000,040
54,0001,500
39,5101,500
56,9483,000
3,0400,013
0,0130,040
300,0000,065
54,0002,250
39,5101,500
85,4213,000
3,0650,022
0,0220,065
400,0000,080
54,0003,000
39,5101,500
113,8953,000
3,0800,027
0,0270,080
500,0000,100
54,0003,750
39,5101,500
142,3693,000
3,1000,033
0,0330,100
600,0000,120
54,0004,500
39,5101,500
170,8433,000
3,1200,040
0,0400,120
700,0000,140
54,0005,250
39,5101,500
199,3173,000
3,1400,047
0,0470,140
800,0000,170
54,0006,000
39,5101,500
227,7903,000
3,1700,057
0,0570,170
900,0000,190
54,0006,750
39,5101,500
256,2643,000
3,1900,063
0,0630,190
1000,0000,220
54,0007,500
39,5101,500
284,7383,000
3,2200,073
0,0730,220
1100,0000,265
54,0008,250
39,5101,500
313,2123,000
3,2650,088
0,0880,265
1200,0000,330
54,0009,000
39,5101,500
341,6863,000
3,3300,110
0,1100,330
1286,1660,426
54,0009,646
39,5101,500
366,2203,000
3,4260,142
0,1420,426
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO
DE IN
ÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
DU
CTILIDA
DE
%A
L
DU
CTILIDA
DE
%RA
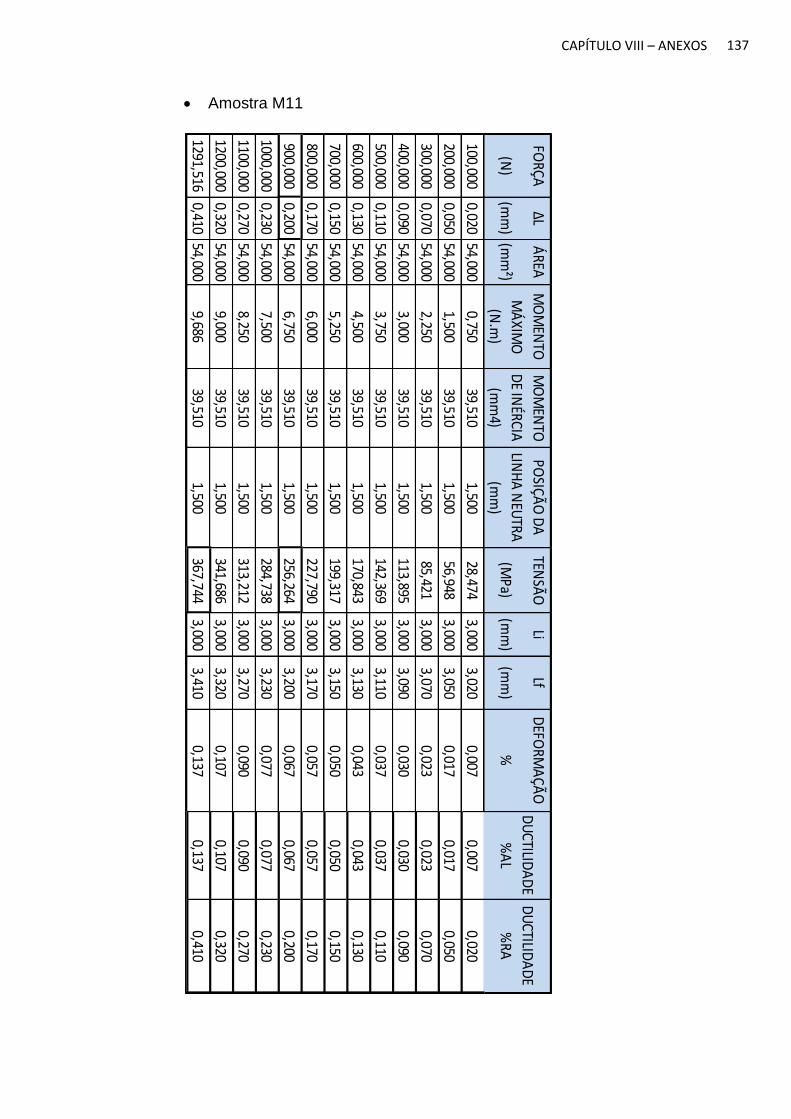
137 CAPÍTULO VIII – ANEXOS
Amostra M11
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,020
54,0000,750
39,5101,500
28,4743,000
3,0200,007
0,0070,020
200,0000,050
54,0001,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,070
54,0002,250
39,5101,500
85,4213,000
3,0700,023
0,0230,070
400,0000,090
54,0003,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
500,0000,110
54,0003,750
39,5101,500
142,3693,000
3,1100,037
0,0370,110
600,0000,130
54,0004,500
39,5101,500
170,8433,000
3,1300,043
0,0430,130
700,0000,150
54,0005,250
39,5101,500
199,3173,000
3,1500,050
0,0500,150
800,0000,170
54,0006,000
39,5101,500
227,7903,000
3,1700,057
0,0570,170
900,0000,200
54,0006,750
39,5101,500
256,2643,000
3,2000,067
0,0670,200
1000,0000,230
54,0007,500
39,5101,500
284,7383,000
3,2300,077
0,0770,230
1100,0000,270
54,0008,250
39,5101,500
313,2123,000
3,2700,090
0,0900,270
1200,0000,320
54,0009,000
39,5101,500
341,6863,000
3,3200,107
0,1070,320
1291,5160,410
54,0009,686
39,5101,500
367,7443,000
3,4100,137
0,1370,410
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO
DE IN
ÉRCIA
(mm
4)
POSIÇÃ
O D
A
LINH
A N
EUTRA
(mm
)
DU
CTILIDA
DE
%A
L
DU
CTILIDA
DE
%RA
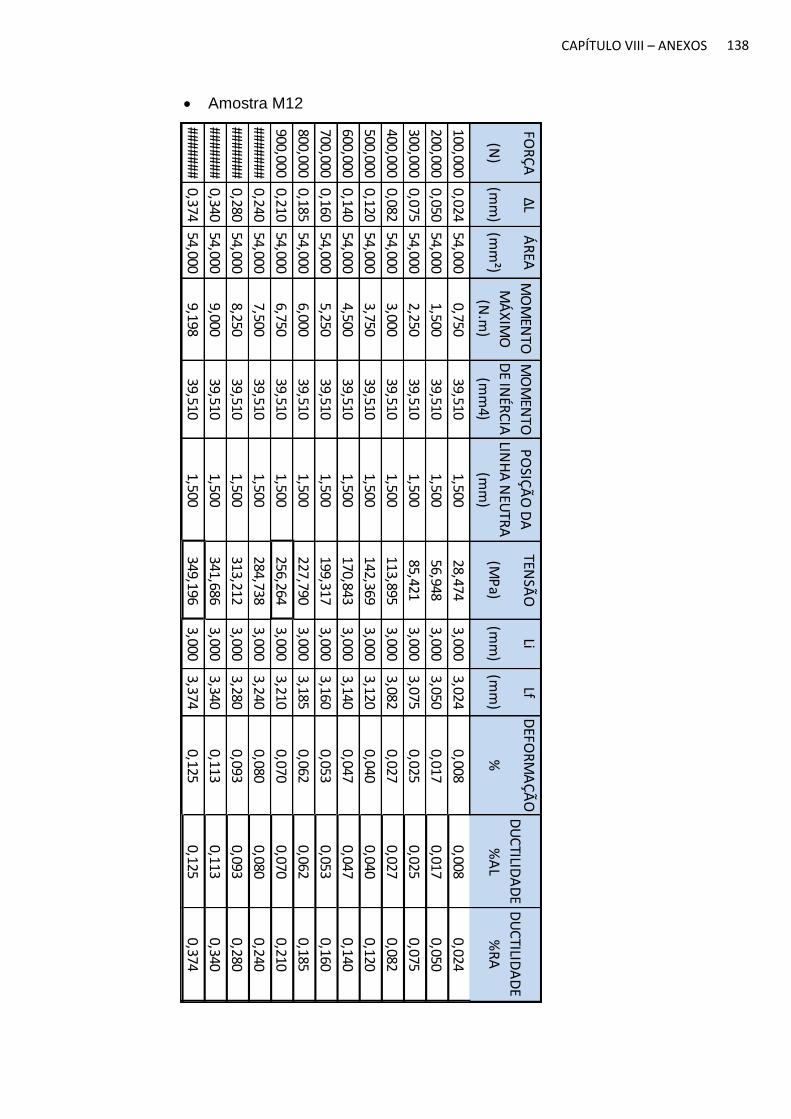
138 CAPÍTULO VIII – ANEXOS
Amostra M12
FOR
ÇA
∆L
ÁR
EATEN
SÃO
LiLf
DEFO
RM
AÇ
ÃO
(N)
(mm
)(m
m²)
(MP
a)(m
m)
(mm
)%
100,0000,024
54,0000,750
39,5101,500
28,4743,000
3,0240,008
0,0080,024
200,0000,050
54,0001,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,075
54,0002,250
39,5101,500
85,4213,000
3,0750,025
0,0250,075
400,0000,082
54,0003,000
39,5101,500
113,8953,000
3,0820,027
0,0270,082
500,0000,120
54,0003,750
39,5101,500
142,3693,000
3,1200,040
0,0400,120
600,0000,140
54,0004,500
39,5101,500
170,8433,000
3,1400,047
0,0470,140
700,0000,160
54,0005,250
39,5101,500
199,3173,000
3,1600,053
0,0530,160
800,0000,185
54,0006,000
39,5101,500
227,7903,000
3,1850,062
0,0620,185
900,0000,210
54,0006,750
39,5101,500
256,2643,000
3,2100,070
0,0700,210
#######0,240
54,0007,500
39,5101,500
284,7383,000
3,2400,080
0,0800,240
#######0,280
54,0008,250
39,5101,500
313,2123,000
3,2800,093
0,0930,280
#######0,340
54,0009,000
39,5101,500
341,6863,000
3,3400,113
0,1130,340
#######0,374
54,0009,198
39,5101,500
349,1963,000
3,3740,125
0,1250,374
DU
CTILID
AD
E
%R
A
MO
MEN
TO
MÁ
XIM
O
(N.m
)
MO
MEN
TO
DE IN
ÉRC
IA
(mm
4)
PO
SIÇÃ
O D
A
LINH
A N
EUTR
A
(mm
)
DU
CTILID
AD
E
%A
L
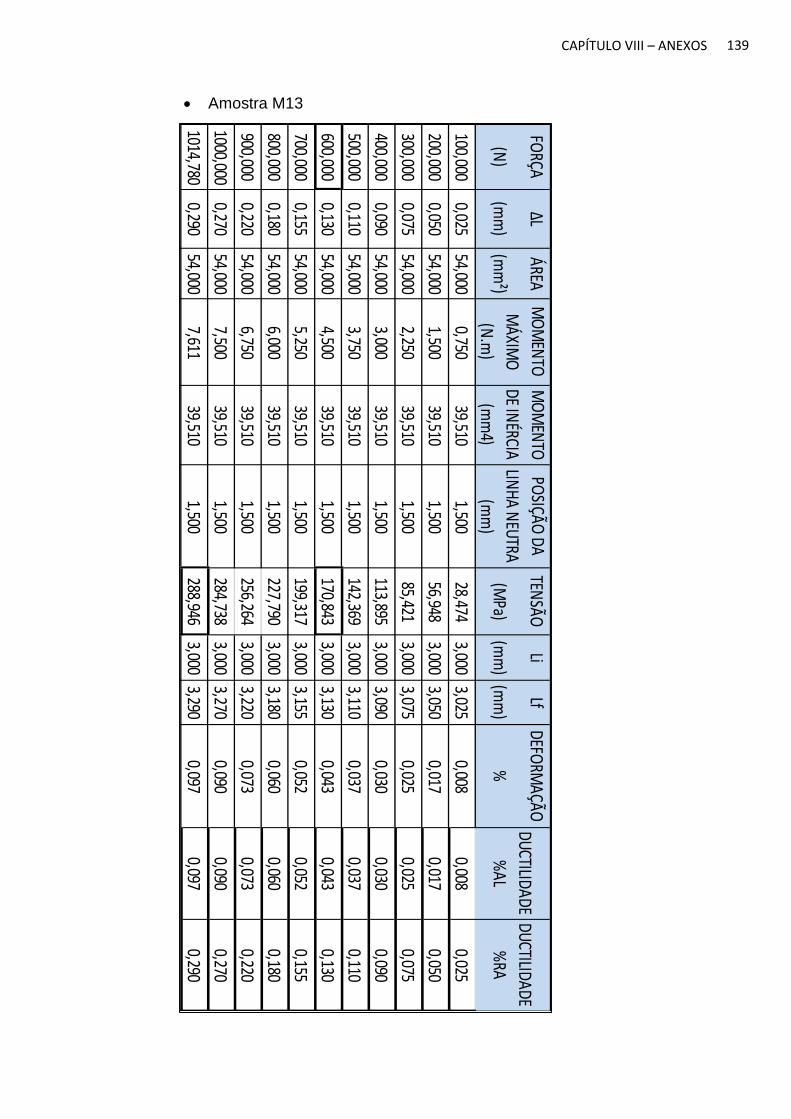
139 CAPÍTULO VIII – ANEXOS
Amostra M13
FORÇA
∆LÁREA
TENSÃO
LiLf
DEFORM
AÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,025
54,0000,750
39,5101,500
28,4743,000
3,0250,008
0,0080,025
200,0000,050
54,0001,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,075
54,0002,250
39,5101,500
85,4213,000
3,0750,025
0,0250,075
400,0000,090
54,0003,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
500,0000,110
54,0003,750
39,5101,500
142,3693,000
3,1100,037
0,0370,110
600,0000,130
54,0004,500
39,5101,500
170,8433,000
3,1300,043
0,0430,130
700,0000,155
54,0005,250
39,5101,500
199,3173,000
3,1550,052
0,0520,155
800,0000,180
54,0006,000
39,5101,500
227,7903,000
3,1800,060
0,0600,180
900,0000,220
54,0006,750
39,5101,500
256,2643,000
3,2200,073
0,0730,220
1000,0000,270
54,0007,500
39,5101,500
284,7383,000
3,2700,090
0,0900,270
1014,7800,290
54,0007,611
39,5101,500
288,9463,000
3,2900,097
0,0970,290
DUCTILIDADE
%RA
MO
MEN
TO
MÁXIM
O
(N.m
)
MO
MEN
TO
DE INÉRCIA
(mm
4)
POSIÇÃO
DA
LINHA N
EUTRA
(mm
)
DUCTILIDADE
%AL
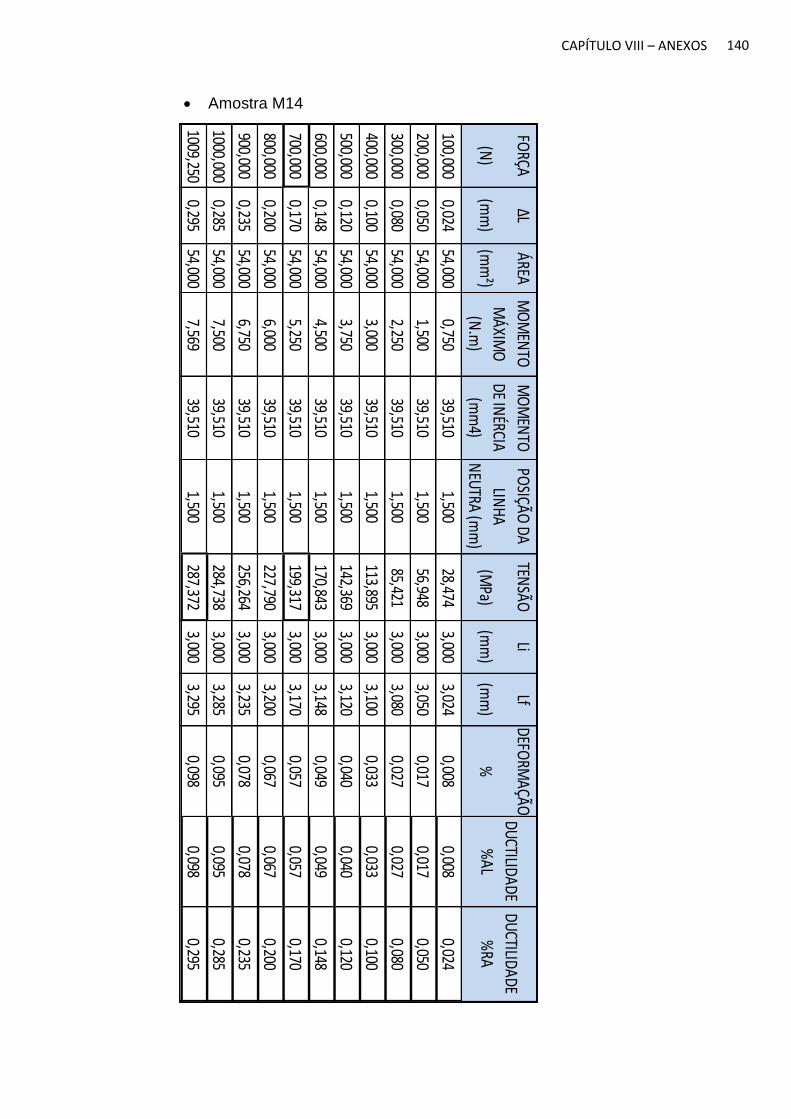
140 CAPÍTULO VIII – ANEXOS
Amostra M14
FORÇA
∆LÁREA
TENSÃO
LiLf
DEFORM
AÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,024
54,0000,750
39,5101,500
28,4743,000
3,0240,008
0,0080,024
200,0000,050
54,0001,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,080
54,0002,250
39,5101,500
85,4213,000
3,0800,027
0,0270,080
400,0000,100
54,0003,000
39,5101,500
113,8953,000
3,1000,033
0,0330,100
500,0000,120
54,0003,750
39,5101,500
142,3693,000
3,1200,040
0,0400,120
600,0000,148
54,0004,500
39,5101,500
170,8433,000
3,1480,049
0,0490,148
700,0000,170
54,0005,250
39,5101,500
199,3173,000
3,1700,057
0,0570,170
800,0000,200
54,0006,000
39,5101,500
227,7903,000
3,2000,067
0,0670,200
900,0000,235
54,0006,750
39,5101,500
256,2643,000
3,2350,078
0,0780,235
1000,0000,285
54,0007,500
39,5101,500
284,7383,000
3,2850,095
0,0950,285
1009,2500,295
54,0007,569
39,5101,500
287,3723,000
3,2950,098
0,0980,295
DUCTILIDADE
%RA
MO
MEN
TO
MÁXIM
O
(N.m
)
MO
MEN
TO
DE INÉRCIA
(mm
4)
POSIÇÃO
DA
LINHA
NEUTRA (m
m)
DUCTILIDADE
%AL
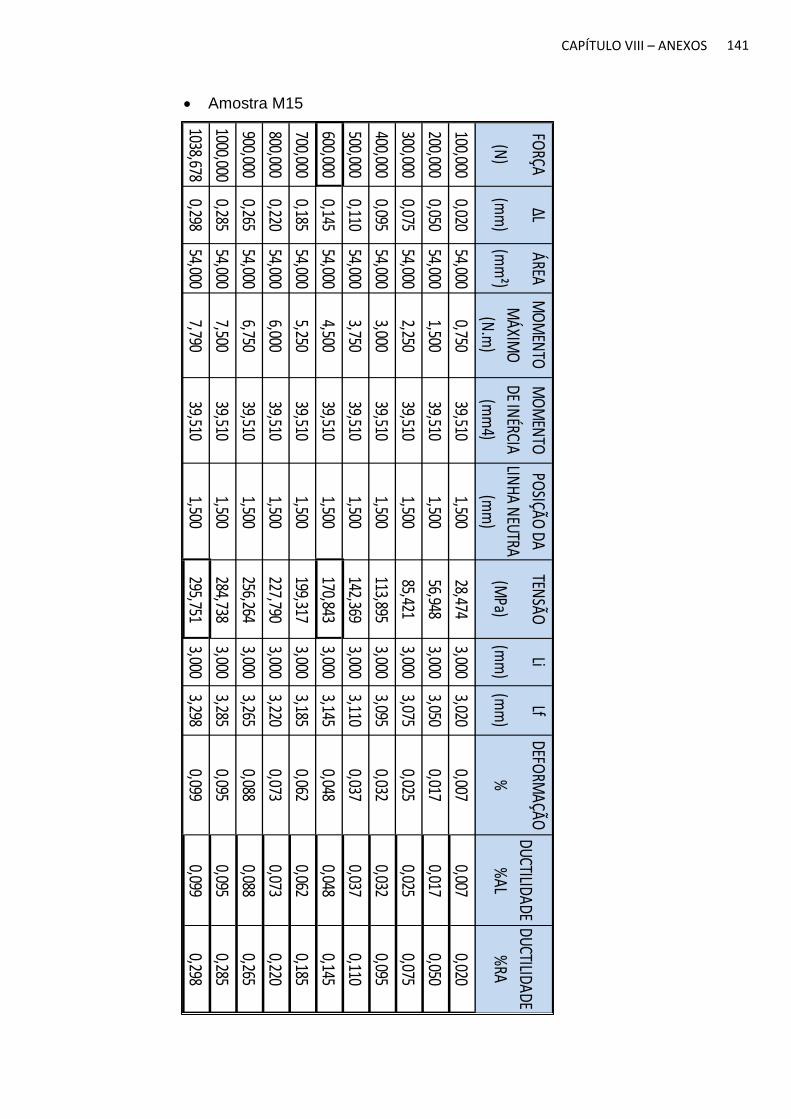
141 CAPÍTULO VIII – ANEXOS
Amostra M15
FORÇA
∆LÁREA
TENSÃO
LiLf
DEFORM
AÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,020
54,0000,750
39,5101,500
28,4743,000
3,0200,007
0,0070,020
200,0000,050
54,0001,500
39,5101,500
56,9483,000
3,0500,017
0,0170,050
300,0000,075
54,0002,250
39,5101,500
85,4213,000
3,0750,025
0,0250,075
400,0000,095
54,0003,000
39,5101,500
113,8953,000
3,0950,032
0,0320,095
500,0000,110
54,0003,750
39,5101,500
142,3693,000
3,1100,037
0,0370,110
600,0000,145
54,0004,500
39,5101,500
170,8433,000
3,1450,048
0,0480,145
700,0000,185
54,0005,250
39,5101,500
199,3173,000
3,1850,062
0,0620,185
800,0000,220
54,0006,000
39,5101,500
227,7903,000
3,2200,073
0,0730,220
900,0000,265
54,0006,750
39,5101,500
256,2643,000
3,2650,088
0,0880,265
1000,0000,285
54,0007,500
39,5101,500
284,7383,000
3,2850,095
0,0950,285
1038,6780,298
54,0007,790
39,5101,500
295,7513,000
3,2980,099
0,0990,298
DUCTILIDADE
%RA
MO
MEN
TO
MÁXIM
O
(N.m
)
MO
MEN
TO
DE INÉRCIA
(mm
4)
POSIÇÃO
DA
LINHA N
EUTRA
(mm
)
DUCTILIDADE
%AL
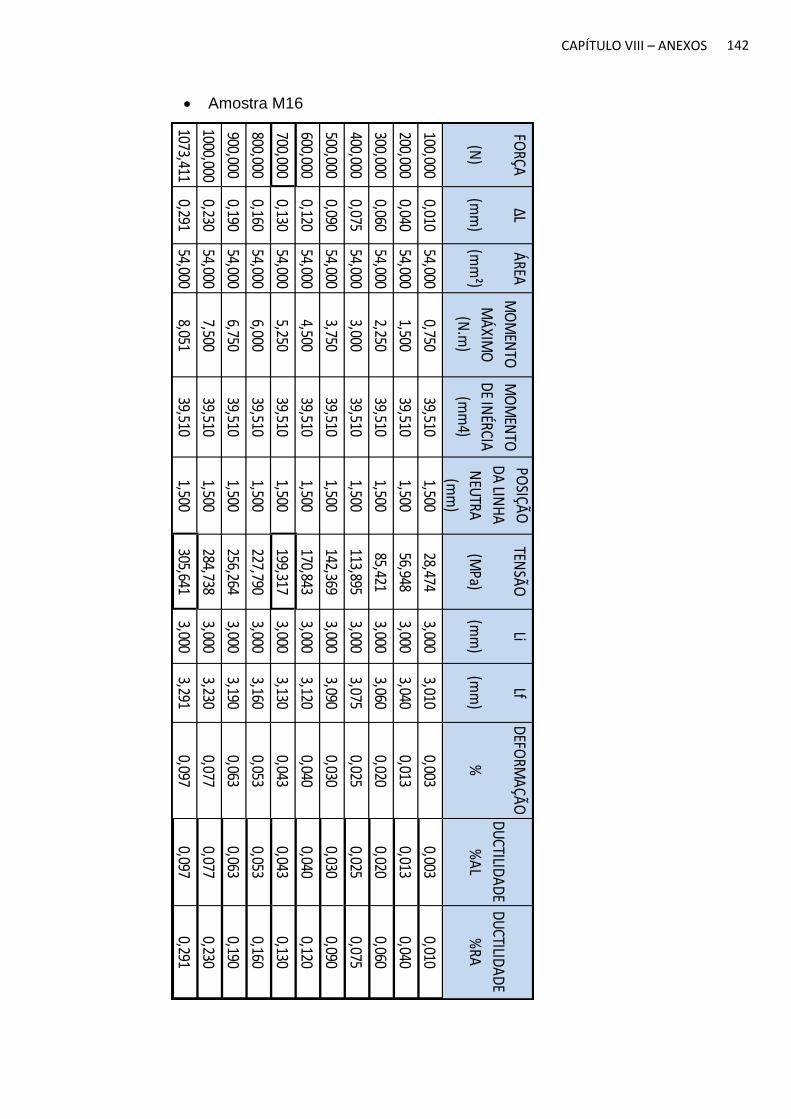
142 CAPÍTULO VIII – ANEXOS
Amostra M16
FORÇA
∆LÁ
REATEN
SÃO
LiLf
DEFO
RMA
ÇÃO
(N)
(mm
)(m
m²)
(MPa)
(mm
)(m
m)
%
100,0000,010
54,0000,750
39,5101,500
28,4743,000
3,0100,003
0,0030,010
200,0000,040
54,0001,500
39,5101,500
56,9483,000
3,0400,013
0,0130,040
300,0000,060
54,0002,250
39,5101,500
85,4213,000
3,0600,020
0,0200,060
400,0000,075
54,0003,000
39,5101,500
113,8953,000
3,0750,025
0,0250,075
500,0000,090
54,0003,750
39,5101,500
142,3693,000
3,0900,030
0,0300,090
600,0000,120
54,0004,500
39,5101,500
170,8433,000
3,1200,040
0,0400,120
700,0000,130
54,0005,250
39,5101,500
199,3173,000
3,1300,043
0,0430,130
800,0000,160
54,0006,000
39,5101,500
227,7903,000
3,1600,053
0,0530,160
900,0000,190
54,0006,750
39,5101,500
256,2643,000
3,1900,063
0,0630,190
1000,0000,230
54,0007,500
39,5101,500
284,7383,000
3,2300,077
0,0770,230
1073,4110,291
54,0008,051
39,5101,500
305,6413,000
3,2910,097
0,0970,291
DU
CTILIDA
DE
%RA
MO
MEN
TO
MÁ
XIMO
(N.m
)
MO
MEN
TO
DE IN
ÉRCIA
(mm
4)
POSIÇÃ
O
DA
LINH
A
NEU
TRA
(mm
)
DU
CTILIDA
DE
%A
L
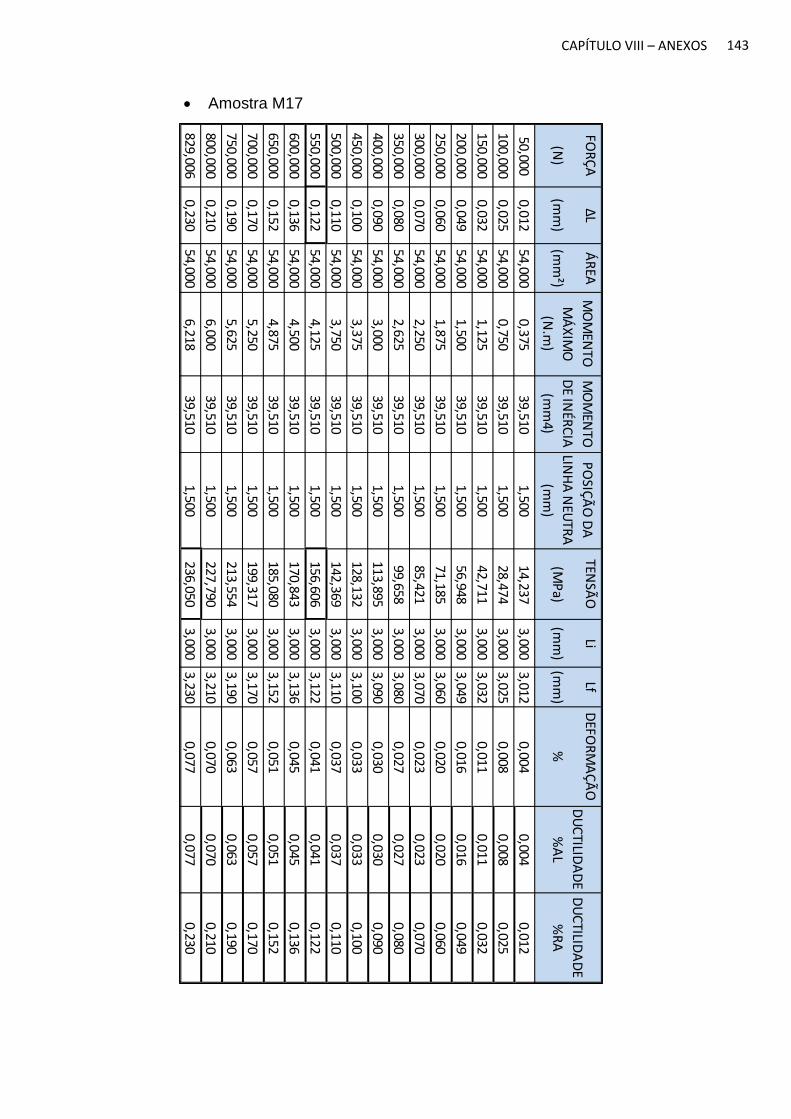
143 CAPÍTULO VIII – ANEXOS
Amostra M17
FOR
ÇA
∆L
ÁR
EATEN
SÃO
LiLf
DEFO
RM
AÇ
ÃO
(N)
(mm
)(m
m²)
(MP
a)(m
m)
(mm
)%
50,0000,012
54,0000,375
39,5101,500
14,2373,000
3,0120,004
0,0040,012
100,0000,025
54,0000,750
39,5101,500
28,4743,000
3,0250,008
0,0080,025
150,0000,032
54,0001,125
39,5101,500
42,7113,000
3,0320,011
0,0110,032
200,0000,049
54,0001,500
39,5101,500
56,9483,000
3,0490,016
0,0160,049
250,0000,060
54,0001,875
39,5101,500
71,1853,000
3,0600,020
0,0200,060
300,0000,070
54,0002,250
39,5101,500
85,4213,000
3,0700,023
0,0230,070
350,0000,080
54,0002,625
39,5101,500
99,6583,000
3,0800,027
0,0270,080
400,0000,090
54,0003,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
450,0000,100
54,0003,375
39,5101,500
128,1323,000
3,1000,033
0,0330,100
500,0000,110
54,0003,750
39,5101,500
142,3693,000
3,1100,037
0,0370,110
550,0000,122
54,0004,125
39,5101,500
156,6063,000
3,1220,041
0,0410,122
600,0000,136
54,0004,500
39,5101,500
170,8433,000
3,1360,045
0,0450,136
650,0000,152
54,0004,875
39,5101,500
185,0803,000
3,1520,051
0,0510,152
700,0000,170
54,0005,250
39,5101,500
199,3173,000
3,1700,057
0,0570,170
750,0000,190
54,0005,625
39,5101,500
213,5543,000
3,1900,063
0,0630,190
800,0000,210
54,0006,000
39,5101,500
227,7903,000
3,2100,070
0,0700,210
829,0060,230
54,0006,218
39,5101,500
236,0503,000
3,2300,077
0,0770,230
DU
CTILID
AD
E
%R
A
MO
MEN
TO
MÁ
XIM
O
(N.m
)
MO
MEN
TO
DE IN
ÉRC
IA
(mm
4)
PO
SIÇÃ
O D
A
LINH
A N
EUTR
A
(mm
)
DU
CTILID
AD
E
%A
L
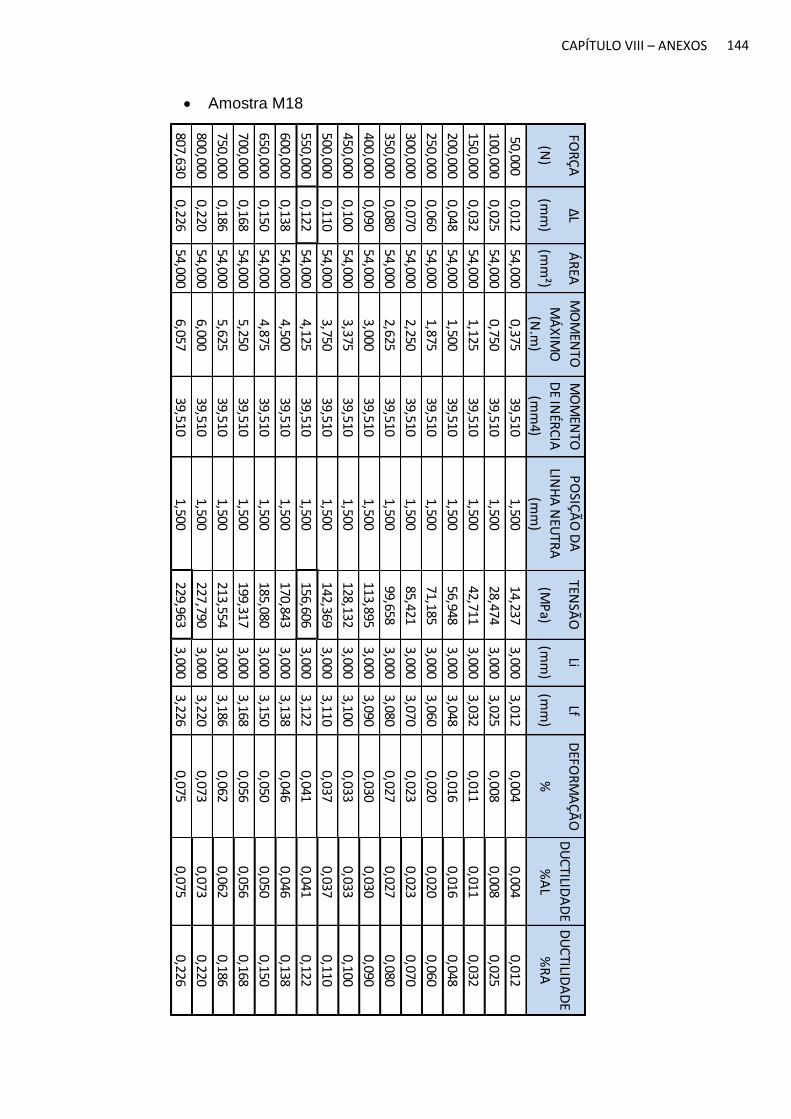
144 CAPÍTULO VIII – ANEXOS
Amostra M18
FOR
ÇA
∆L
ÁR
EATEN
SÃO
LiLf
DEFO
RM
AÇ
ÃO
(N)
(mm
)(m
m²)
(MP
a)(m
m)
(mm
)%
50,0000,012
54,0000,375
39,5101,500
14,2373,000
3,0120,004
0,0040,012
100,0000,025
54,0000,750
39,5101,500
28,4743,000
3,0250,008
0,0080,025
150,0000,032
54,0001,125
39,5101,500
42,7113,000
3,0320,011
0,0110,032
200,0000,048
54,0001,500
39,5101,500
56,9483,000
3,0480,016
0,0160,048
250,0000,060
54,0001,875
39,5101,500
71,1853,000
3,0600,020
0,0200,060
300,0000,070
54,0002,250
39,5101,500
85,4213,000
3,0700,023
0,0230,070
350,0000,080
54,0002,625
39,5101,500
99,6583,000
3,0800,027
0,0270,080
400,0000,090
54,0003,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
450,0000,100
54,0003,375
39,5101,500
128,1323,000
3,1000,033
0,0330,100
500,0000,110
54,0003,750
39,5101,500
142,3693,000
3,1100,037
0,0370,110
550,0000,122
54,0004,125
39,5101,500
156,6063,000
3,1220,041
0,0410,122
600,0000,138
54,0004,500
39,5101,500
170,8433,000
3,1380,046
0,0460,138
650,0000,150
54,0004,875
39,5101,500
185,0803,000
3,1500,050
0,0500,150
700,0000,168
54,0005,250
39,5101,500
199,3173,000
3,1680,056
0,0560,168
750,0000,186
54,0005,625
39,5101,500
213,5543,000
3,1860,062
0,0620,186
800,0000,220
54,0006,000
39,5101,500
227,7903,000
3,2200,073
0,0730,220
807,6300,226
54,0006,057
39,5101,500
229,9633,000
3,2260,075
0,0750,226
DU
CTILID
AD
E
%R
A
MO
MEN
TO
MÁ
XIM
O
(N.m
)
MO
MEN
TO
DE IN
ÉRC
IA
(mm
4)
PO
SIÇÃ
O D
A
LINH
A N
EUTR
A
(mm
)
DU
CTILID
AD
E
%A
L
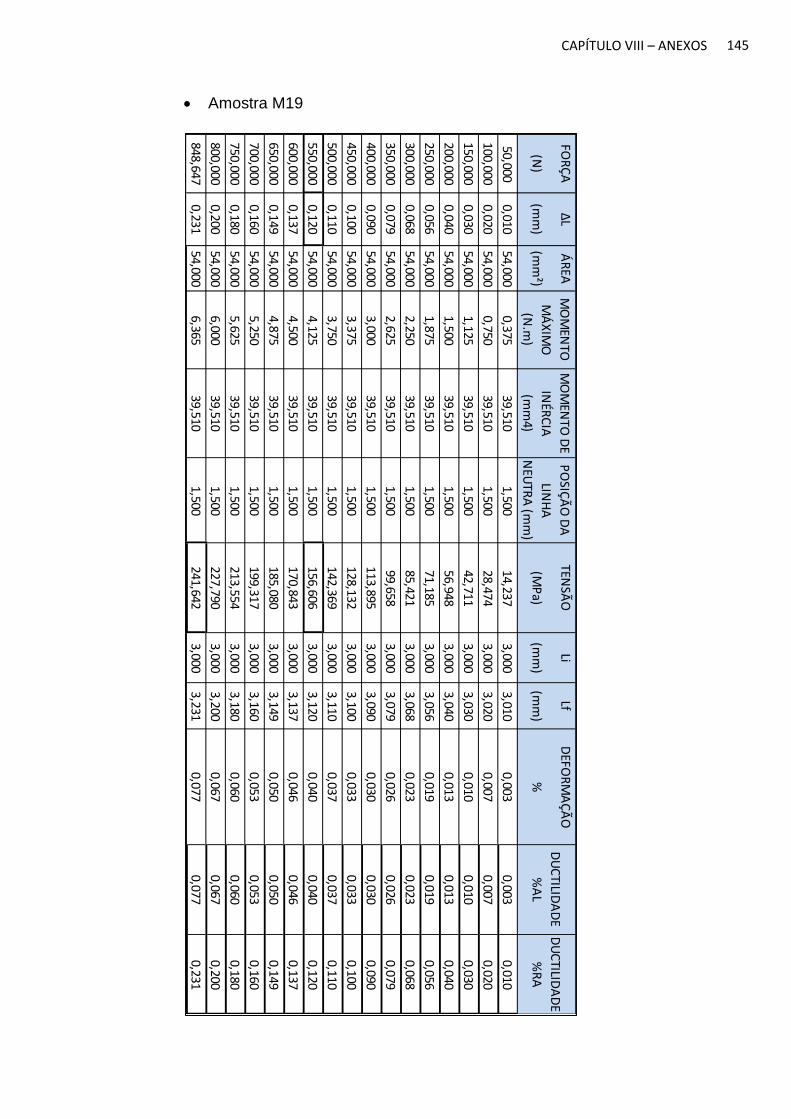
145 CAPÍTULO VIII – ANEXOS
Amostra M19
FOR
ÇA
∆L
ÁR
EATEN
SÃO
LiLf
DEFO
RM
AÇ
ÃO
(N)
(mm
)(m
m²)
(MP
a)(m
m)
(mm
)%
50,0000,010
54,0000,375
39,5101,500
14,2373,000
3,0100,003
0,0030,010
100,0000,020
54,0000,750
39,5101,500
28,4743,000
3,0200,007
0,0070,020
150,0000,030
54,0001,125
39,5101,500
42,7113,000
3,0300,010
0,0100,030
200,0000,040
54,0001,500
39,5101,500
56,9483,000
3,0400,013
0,0130,040
250,0000,056
54,0001,875
39,5101,500
71,1853,000
3,0560,019
0,0190,056
300,0000,068
54,0002,250
39,5101,500
85,4213,000
3,0680,023
0,0230,068
350,0000,079
54,0002,625
39,5101,500
99,6583,000
3,0790,026
0,0260,079
400,0000,090
54,0003,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
450,0000,100
54,0003,375
39,5101,500
128,1323,000
3,1000,033
0,0330,100
500,0000,110
54,0003,750
39,5101,500
142,3693,000
3,1100,037
0,0370,110
550,0000,120
54,0004,125
39,5101,500
156,6063,000
3,1200,040
0,0400,120
600,0000,137
54,0004,500
39,5101,500
170,8433,000
3,1370,046
0,0460,137
650,0000,149
54,0004,875
39,5101,500
185,0803,000
3,1490,050
0,0500,149
700,0000,160
54,0005,250
39,5101,500
199,3173,000
3,1600,053
0,0530,160
750,0000,180
54,0005,625
39,5101,500
213,5543,000
3,1800,060
0,0600,180
800,0000,200
54,0006,000
39,5101,500
227,7903,000
3,2000,067
0,0670,200
848,6470,231
54,0006,365
39,5101,500
241,6423,000
3,2310,077
0,0770,231
DU
CTILID
AD
E
%R
A
MO
MEN
TO
MÁ
XIM
O
(N.m
)
MO
MEN
TO D
E
INÉR
CIA
(mm
4)
PO
SIÇÃ
O D
A
LINH
A
NEU
TRA
(mm
)
DU
CTILID
AD
E
%A
L
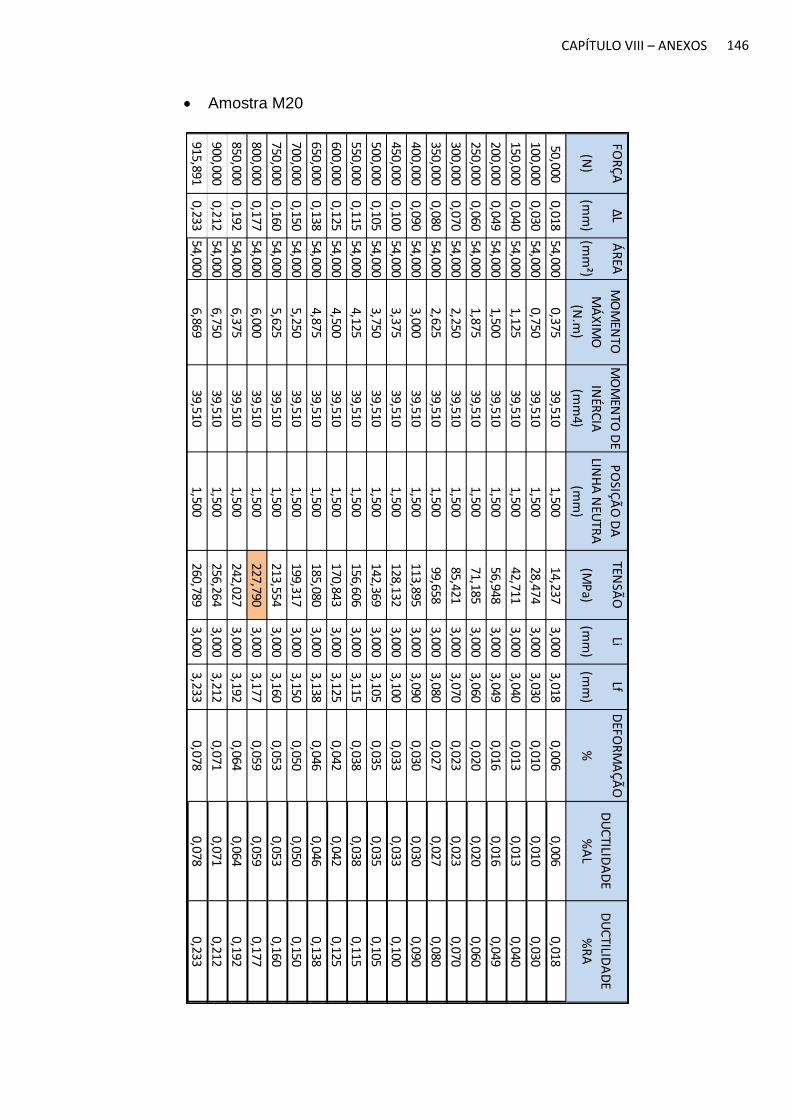
146 CAPÍTULO VIII – ANEXOS
Amostra M20
FOR
ÇA
∆L
ÁR
EATEN
SÃO
LiLf
DEFO
RM
AÇ
ÃO
(N)
(mm
)(m
m²)
(MP
a)(m
m)
(mm
)%
50,0000,018
54,0000,375
39,5101,500
14,2373,000
3,0180,006
0,0060,018
100,0000,030
54,0000,750
39,5101,500
28,4743,000
3,0300,010
0,0100,030
150,0000,040
54,0001,125
39,5101,500
42,7113,000
3,0400,013
0,0130,040
200,0000,049
54,0001,500
39,5101,500
56,9483,000
3,0490,016
0,0160,049
250,0000,060
54,0001,875
39,5101,500
71,1853,000
3,0600,020
0,0200,060
300,0000,070
54,0002,250
39,5101,500
85,4213,000
3,0700,023
0,0230,070
350,0000,080
54,0002,625
39,5101,500
99,6583,000
3,0800,027
0,0270,080
400,0000,090
54,0003,000
39,5101,500
113,8953,000
3,0900,030
0,0300,090
450,0000,100
54,0003,375
39,5101,500
128,1323,000
3,1000,033
0,0330,100
500,0000,105
54,0003,750
39,5101,500
142,3693,000
3,1050,035
0,0350,105
550,0000,115
54,0004,125
39,5101,500
156,6063,000
3,1150,038
0,0380,115
600,0000,125
54,0004,500
39,5101,500
170,8433,000
3,1250,042
0,0420,125
650,0000,138
54,0004,875
39,5101,500
185,0803,000
3,1380,046
0,0460,138
700,0000,150
54,0005,250
39,5101,500
199,3173,000
3,1500,050
0,0500,150
750,0000,160
54,0005,625
39,5101,500
213,5543,000
3,1600,053
0,0530,160
800,0000,177
54,0006,000
39,5101,500
227,7903,000
3,1770,059
0,0590,177
850,0000,192
54,0006,375
39,5101,500
242,0273,000
3,1920,064
0,0640,192
900,0000,212
54,0006,750
39,5101,500
256,2643,000
3,2120,071
0,0710,212
915,8910,233
54,0006,869
39,5101,500
260,7893,000
3,2330,078
0,0780,233
DU
CTILID
AD
E
%A
L
DU
CTILID
AD
E
%R
A
MO
MEN
TO
MÁ
XIM
O
(N.m
)
MO
MEN
TO D
E
INÉR
CIA
(mm
4)
PO
SIÇÃ
O D
A
LINH
A N
EUTR
A
(mm
)
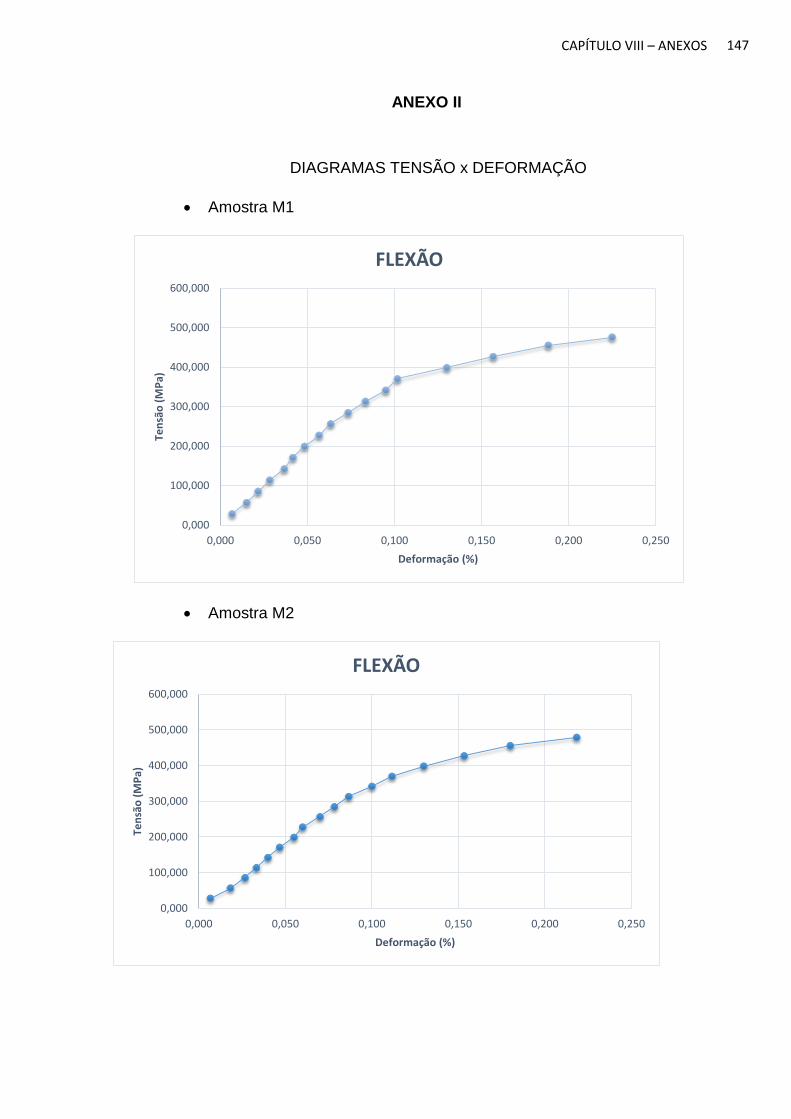
147 CAPÍTULO VIII – ANEXOS
ANEXO II
DIAGRAMAS TENSÃO x DEFORMAÇÃO
Amostra M1
Amostra M2
0,000
100,000
200,000
300,000
400,000
500,000
600,000
0,000 0,050 0,100 0,150 0,200 0,250
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
100,000
200,000
300,000
400,000
500,000
600,000
0,000 0,050 0,100 0,150 0,200 0,250
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
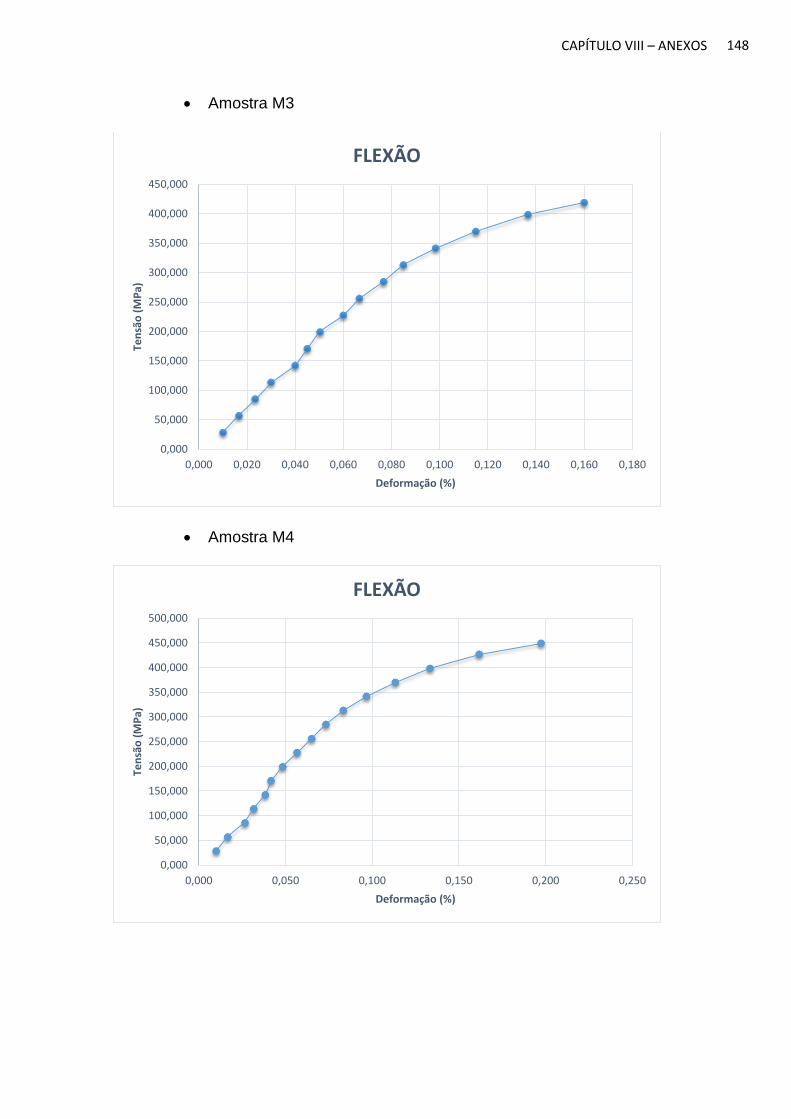
148 CAPÍTULO VIII – ANEXOS
Amostra M3
Amostra M4
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160 0,180
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
500,000
0,000 0,050 0,100 0,150 0,200 0,250
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
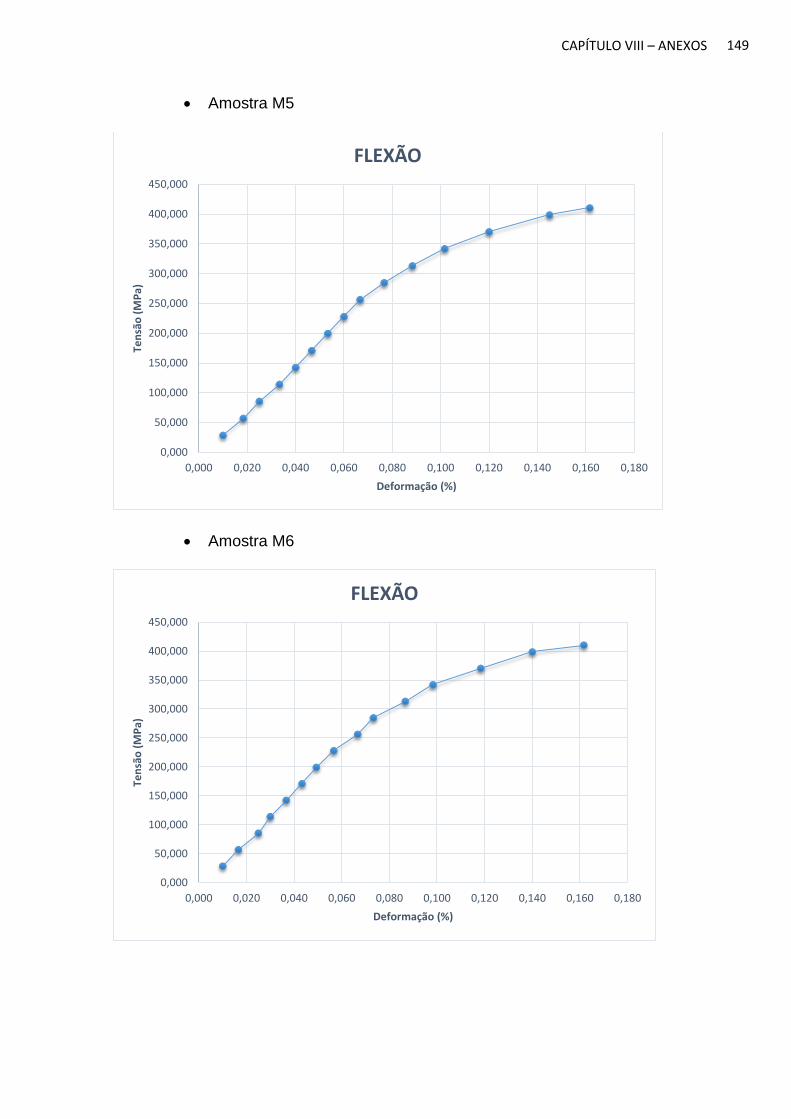
149 CAPÍTULO VIII – ANEXOS
Amostra M5
Amostra M6
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160 0,180
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160 0,180
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO

150 CAPÍTULO VIII – ANEXOS
Amostra M7
Amostra M8
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160 0,180
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
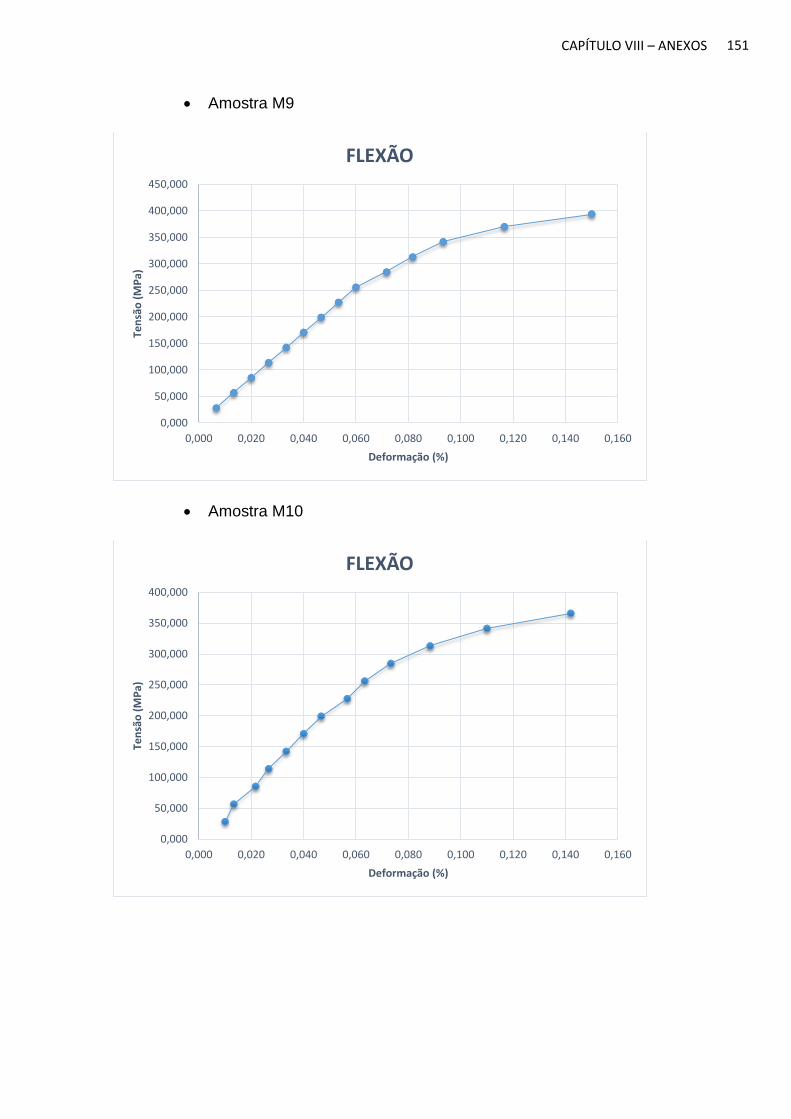
151 CAPÍTULO VIII – ANEXOS
Amostra M9
Amostra M10
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
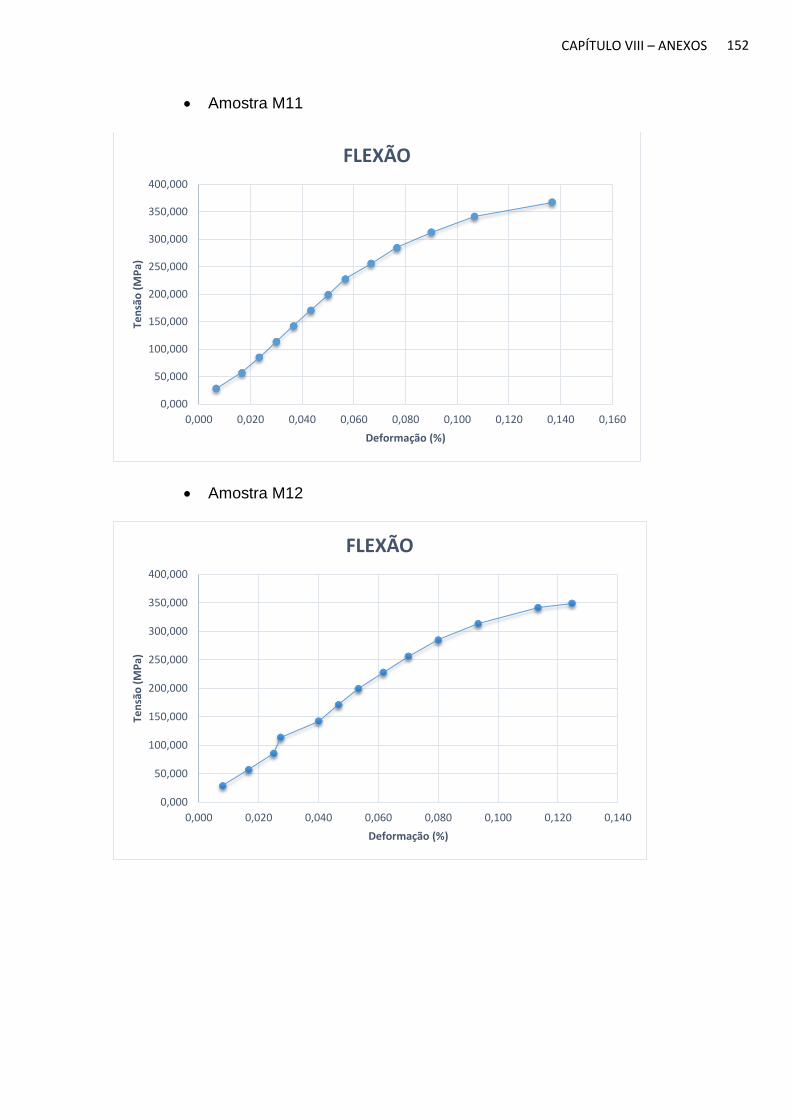
152 CAPÍTULO VIII – ANEXOS
Amostra M11
Amostra M12
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140 0,160
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120 0,140
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
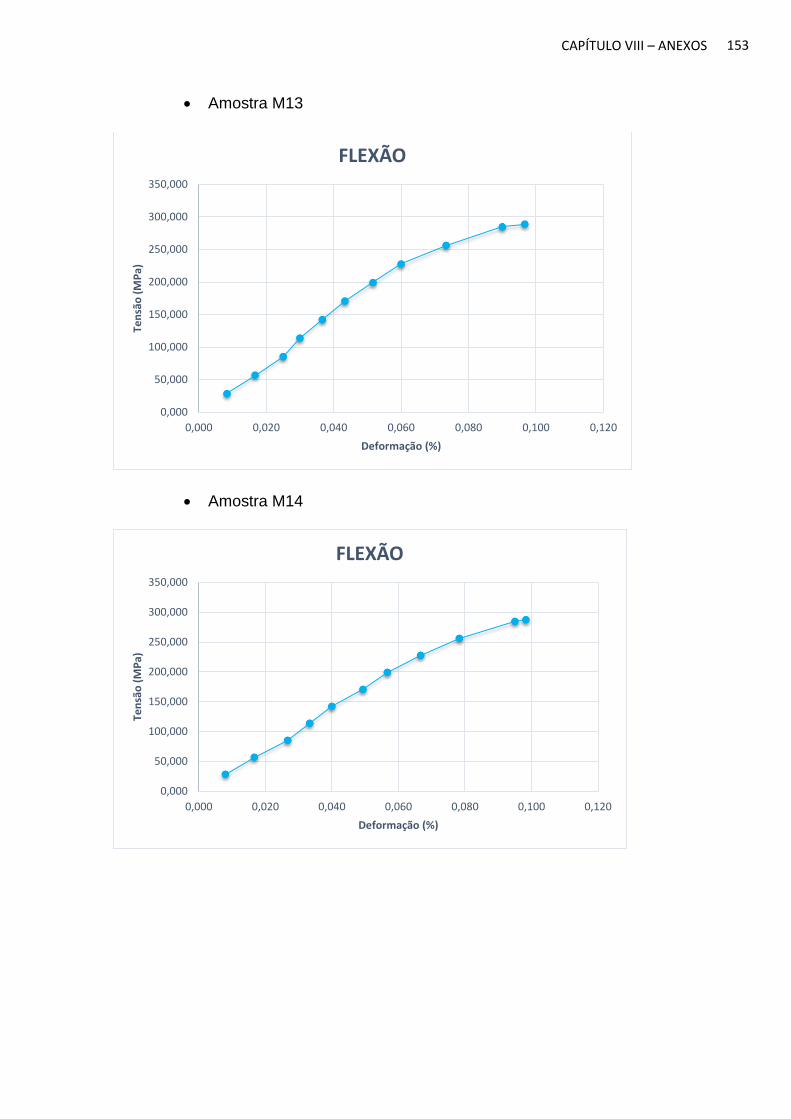
153 CAPÍTULO VIII – ANEXOS
Amostra M13
Amostra M14
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
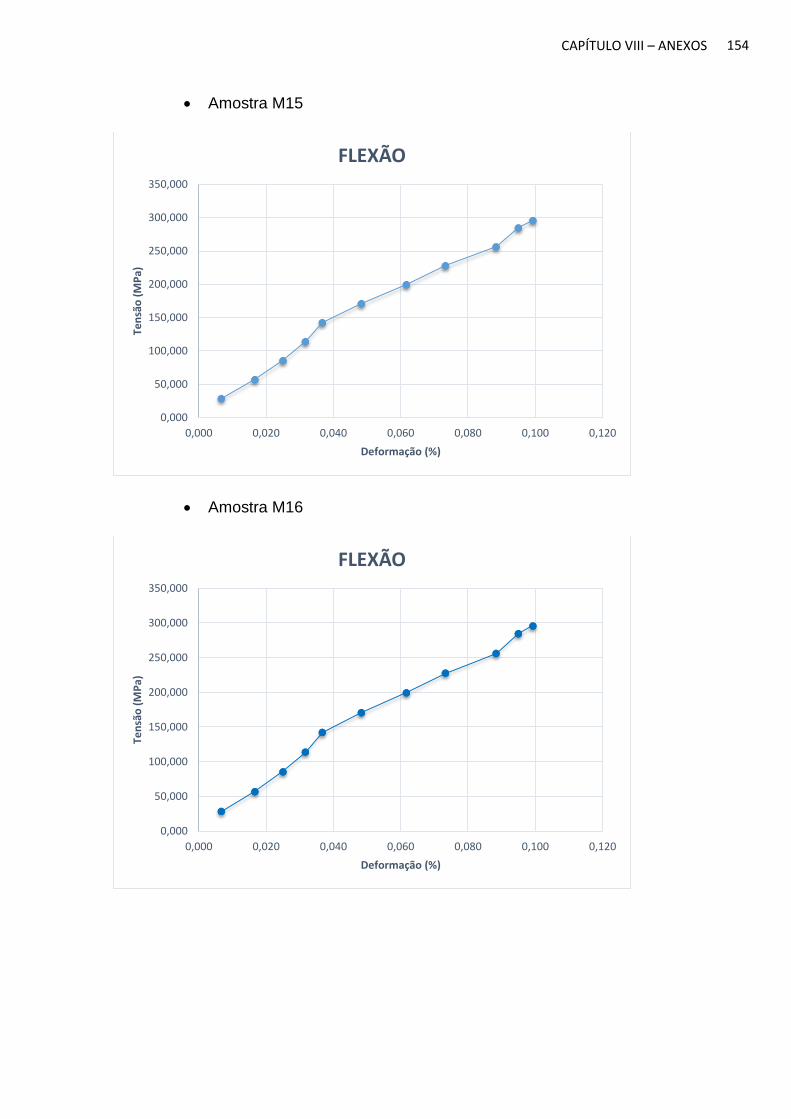
154 CAPÍTULO VIII – ANEXOS
Amostra M15
Amostra M16
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
0,000 0,020 0,040 0,060 0,080 0,100 0,120
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
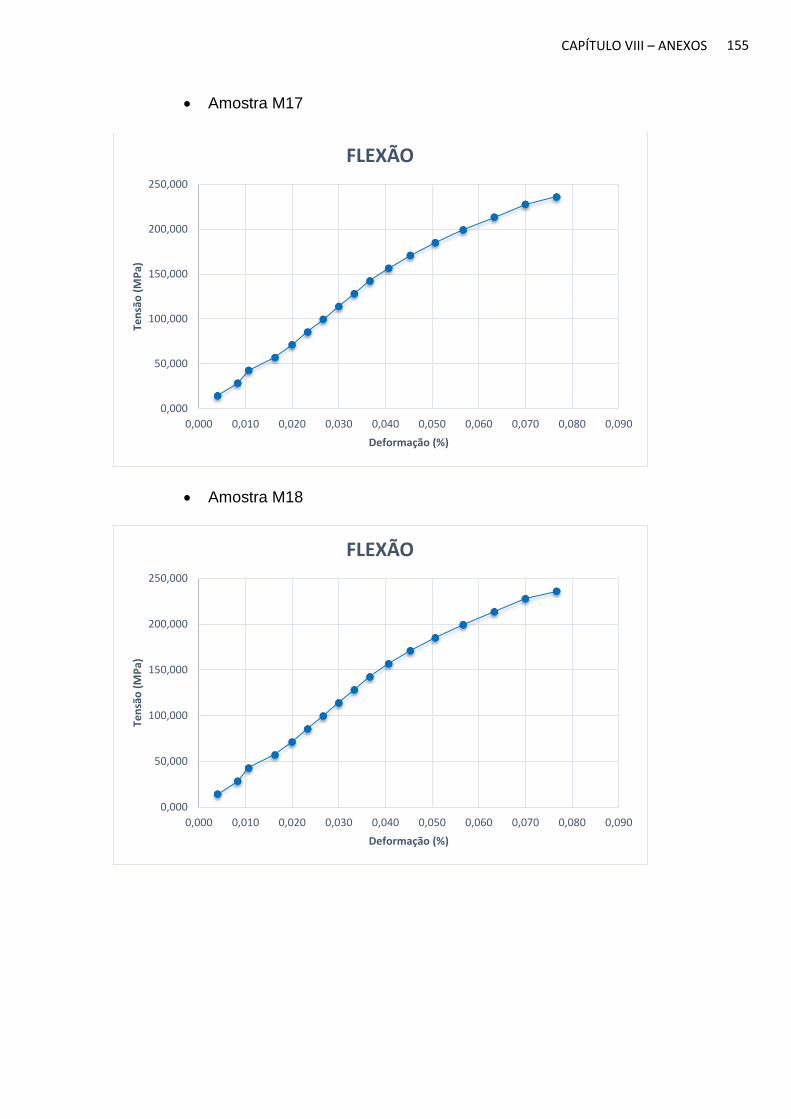
155 CAPÍTULO VIII – ANEXOS
Amostra M17
Amostra M18
0,000
50,000
100,000
150,000
200,000
250,000
0,000 0,010 0,020 0,030 0,040 0,050 0,060 0,070 0,080 0,090
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
0,000 0,010 0,020 0,030 0,040 0,050 0,060 0,070 0,080 0,090
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
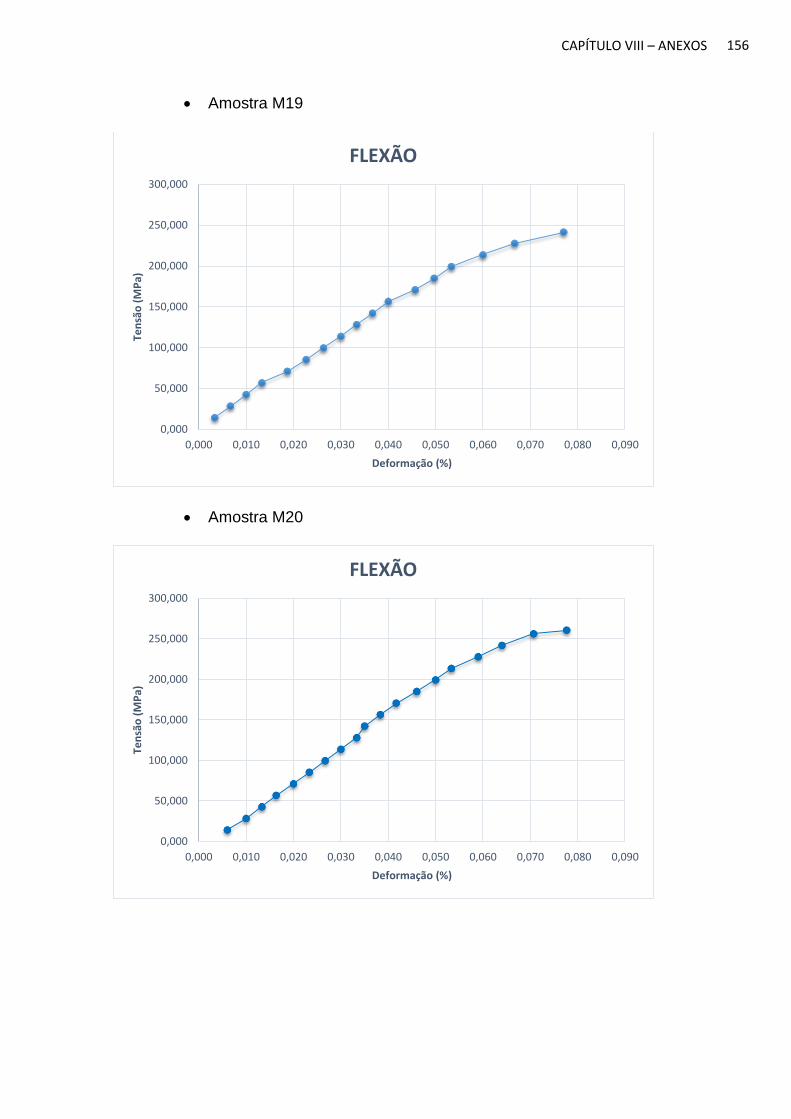
156 CAPÍTULO VIII – ANEXOS
Amostra M19
Amostra M20
0,000
50,000
100,000
150,000
200,000
250,000
300,000
0,000 0,010 0,020 0,030 0,040 0,050 0,060 0,070 0,080 0,090
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO
0,000
50,000
100,000
150,000
200,000
250,000
300,000
0,000 0,010 0,020 0,030 0,040 0,050 0,060 0,070 0,080 0,090
Ten
são
(M
Pa)
Deformação (%)
FLEXÃO





























