Embed Size (px)
Citation preview

LEAN MANUFACTURINGAPLICADO EM AMBIENTE DE FERRAMENTARIA
SOBRE A ÓTICA DE CUSTOS
Éder Carlos Jönck1, Kazuo Khatakeyama2
Brasil, 1,2Unisociesc, Programa de Mestrado Profissional em Engenharia de
Produção, [email protected], [email protected]
Palavras Chave: Redução, desperdício, padronização, melhoria, produtividade
Tema: Custos Setoriais - Indústria
Síntese
O sucesso de uma empresa no mercado e a garantia de satisfação do cliente está sustentada em três pilares: nível de qualidade de produtos e serviços, prazo de entrega e o preço de venda. Logo, novas práticas de gerenciamento de produção vêm sendo aplicadas de forma a gerar vantagens competitivas frente a concorrência, visando a lucratividade e competitividade.
Assim sendo, empresas do segmento de ferramentaria, nas quais a produção ocorre sob encomenda, buscam melhorar suas estratégias comerciais e produtivas de maneira a oferecer ferramentais de qualidade, com menores custos de produção e maior velocidade de entrega. A aplicação do Lean Manufacturing no ambiente de ferramentaria passa a ser essencial para eliminação de desperdícios e controle de custos.
O conceito de Lean Manufacturing é definido como uma filosofia que consiste em gerar melhorias a um processo produtivo eliminando desperdícios e aumentando sua eficiência (HASLE; BOJESEN; JENSEN; BRAMMING, 2012). De acordo com Yang et al. (2011) o Lean influencia a performance financeira através da melhoria dos processos organizacionais, eficiência de custo e aumento da produtividade do trabalho e dos ativos.
Diante desse cenário, o objetivo principal desse estudo está focado na redução de desperdícios ocorridos durante o processo de fabricação de moldes para injeção de termoplásticos, buscando o melhor gerenciamento dos custos de fabricação. Diante disso o desenvolvimento de boas práticas para redução de custos, atendimento aos prazos e aumento da qualidade são de fundamental importância.

1. Introdução
As estatísticas comprovam que a maioria das novas empresas sobrevive em torno de um ano devido a ingerência relacionada aos custos. O ramo de ferramentaria também está incluso nesta realidade. Dessa forma, é importante estudar a administração de negócio para o pequeno e médio empresário, pois muitas vezes empresas são obrigadas a cessar, não por problemas nos serviços prestados e sim por falta de gerenciamento.
Logo, diante deste cenário, a aplicação do Lean Manufacturing no ambiente de ferramentaria passa a ser essencial para eliminação de desperdícios e controle de custos.
O presente trabalho está focado na redução dos erros ocorridos durante o processo de fabricação de moldes para injeção de termoplásticos, devido às falhas de comunicação entre as áreas que compõem uma ferramentaria. A empresa estudada está situada na cidade de Joinville, estado de Santa Catarina, região considerada o maior polo de ferramentarias no Sul do Brasil
Na sequência é bordada a filosofia Lean de uma maneira geral, bem como as ferramentas utilizadas na execução desse estudo de caso, de forma a assegurar o mínimo de retrabalho, redução de custos e prazo de entrega. Entre eles: Mapeamento do Fluxo de Valor, ferramenta 5S, Trabalho Padronizado, Gestão de Estoques, Planejamento e Controle da produção.
2. Lean Manufacturing
O Lean Manufacturing, também conhecido como manufatura enxuta, é uma metodologia que utiliza o termo melhoria contínua para buscar a excelência operacional. Segundo Liker e Meier (2007), o sucesso vem de um procedimento de melhoria para identificação dos desperdícios, entender o foco do problema e saber tomar as decisões cabíveis para se eliminar as perdas dos processos.
Segundo Dennis (2008), o Lean Manufacturing, é uma filosofia de gestão que nasceu com Sistema Toyota de Produção cujo objetivo central de todas as ações é entregar o máximo de valor com a menor quantidade de recursos possíveis.
Desta forma Shingo (2006), relata que a essência está na abolição dos desperdícios, apresentados no quadro 1, são os preceitos oriundos da problemática apresentada por essa metodologia.
Quadro 1 - Os 7 desperdícios da produção

DESPERDÍCIO DESCRIÇÃO
1 - SuperproduçãoProduzir demais ou muito cedo, resultando em um fluxo de materiais ruim e excesso de estoque.
2 - DefeitosProblemas frequentes com a qualidade do trabalho executado, entrega e desempenho ruim.
3 - Estoques Estoques excessivos, ou atraso no envio de informações.
4 - Processamento desnecessárioExecutar processos utilizando ferramentas e procedimentos incorretos, geralmente uma aboradagem mais simples seria mais eficaz.
5 - TransporteMovimentos excessivos de pessoas ou informações, resultando em perda de tempo, de esforço e custo.
6 - EsperaLongos períodos de inatividade das pessoas, informações ou produtos, resultando em fluxo ruim e atraso nas entregas.
7 - MovimentaçãoFalta de organização do local de trabalho, resultando em uma ergonomia ruim, frequentes perdas de itens, e deslocamentos para buscar ferramentas.
Fonte: Dennis (2008).
2.1 Mapeamento do Fluxo de Valor
O mapeamento do fluxo de valor (MFV) ocorre em todas as etapas envolvidas nos fluxos de informações da organização, sempre atendendo a necessidade do cliente, do pedido a ser feito à entrega do mesmo. A criação de um MFV consiste em trilhar a fabricação de um produto desde o consumidor até o fornecedor, tendo uma ampla visão do fluxo de informação (WOMACK e JONES, 2004).
Um mapa ideal mostraria o todo, ou seja, começaria com o cliente final, seguindo o produto por todo o seu caminho pelo fluxo de valor até chegar à matéria prima em seu estado mais bruto, mostrando todas as ações que geram desperdícios e perda de informações. O mapa de fluxo é um simples processo de observação dos fluxos existentes tanto de informações quanto de materiais que de maneira deslumbrante tende a desenvolver um melhor desempenho no estado futuro (WOMACK e JONES, 2004).
Os princípios para a implementação de uma metodologia enxuta são:
a) Valor: Análise do que é percebido como valor pelo cliente.
b) Fluxo de Valor: representa a trajetória do produto, desde o início do projeto até a entrega ao cliente final. É por meio do fluxo de valor que são identificadas as ações que agregam valor (conforme o cliente avalia), ações que não agregam valor, mas são necessárias para o processo, e ações que não agregam valor e devem ser eliminadas imediatamente;
c) Fluxo contínuo: Criar um fluxo significa deixar que os produtos fluam pelo processo por meio das ações que realmente agreguem valor, sem interrupções, ou esperas;
d) Produção Puxada: Produzir somente quando houver demanda do cliente.
e) Perfeição: Melhorar continuamente o que for necessário e buscar sempre a perfeição.
A Figura 1 mostra um MFV de uma unidade fabril desenhado desde a chegada do material até a confecção do produto final de uma empresa X.

Figura 1 - Mapa de fluxo de uma empresa X
AçosSão Paulo
Terças e Quintas
1ESTAMPARIA sOLDA 1 SOLDA 2 MONTAGEM 1 MONTAGEM 2 ESPEDIÇÃO
Montadora São Jorge
PCP
FAX Semanal
Previsão de 6 Semanas Previsão de
90/60/30 dias
Pedido diário
Diariamente
MRP
T/C = 1 seg.TR = 2 Turnos2% Refugo
T/C = 39 seg.TR = 2 Turnos2% Refugo
T/C = 46 seg.TR = 2 Turnos2% Refugo
T/C = 62 seg.
TR = 2 Turnos2% Refugo
T/C = 40 seg.
TR = 2 Turnos2% Refugo
Programação Semanal
ProgramaçãoDiária
18.400 pçs/mês ~12.000 "E"
Lote = 20 peças2 Turnos
Fonte: Womack e Jones (2004).
2.2 Ferramenta 5S
Conforme Womack e Jones (2007) a ferramenta 5S foi uma técnica desenvolvida para melhoria da qualidade. Os cinco termos relacionados com a letra S descrevem práticas úteis para gerenciar visualmente o ambiente de trabalho e para a produção Lean, conforme figura 2.
Figura 2 - 5 sensos
Fonte: Womack e Jones (2007)
a) Senso de Seleção (Seiri): Separar o que mão agrega valor ao local de trabalho;b) Senso de Organização (Seiton): Classificar e mapear, cada coisa em seu lugar;c) Senso de Limpeza (Seiso): Limpeza de forma ordenada;d) Senso de Conservação (Seiketsu): Criar condições favoráveis para execução das
tarefas de acordo com a responsabilidade de cada membro da equipe de trabalho.

e) Senso de Autodisciplina (Shitsuke): Obedecer às regras de trabalho e os padrões criados com o programa 5S. Percebe-se que este senso atua como o núcleo de reações proativas na realização de atividades.
2.3 Trabalho Padronizado
O trabalho padronizado é um método eficaz para eliminar os desperdícios de mão de obra e de tempo, registrando todo trabalho realizado independente da etapa de fabricação tendo como base para instrução de uma nova etapa (WOMACK e JONES, 2007).
Segundo Womack e Jones (2007), o trabalho padrão pode ser definido como o aspecto de cada tarefa é analisado, otimizado e então executado sempre exatamente da mesma forma, de acordo com um padrão de trabalho. O procedimento deve ser seguido em todo treinamento e deve ser revisto de tempo em tempo visando à melhoria contínua de trabalho.
2.4 Estoque
Segundo Womack e Jones (2007) estoques são materiais presentes ao longo de um MFV entre as etapas de processamento, normalmente em estado físico. Alguns termos são utilizados para descrever a posição dos estoques, tais como matérias primas, estoque em processo e produtos acabados, outros termos para descrever o objetivo do estoque tais como: pulmão, estoque de segurança e de expedição.
Os produtos mantidos em pulmões são utilizados normalmente para proteger o cliente em caso de aumento da demanda em curto prazo e se torna a parte final do MFV da unidade fabril ou do processo. Já os produtos mantidos como estoque de segurança servem para proteger a ineficácia do processo no MFV e de seus fornecedores (WOMACK e JONES, 2007).
2.5 Planejamento e Controle da Produção
Segundo Tubino (2008), o planejamento e controle da produção (PCP) é um setor de apoio dentro do sistema produtivo que trata das informações baseado em quatro funções dependo do tipo de sistema produtivo, sendo eles:
a) Planejamento Estratégico da Produção (longo prazo);b) Planejamento Mestre da Produção (médio prazo);c) Programação da Produção (curto prazo);d) Acompanhamento e Controle da Produção (curto prazo).
Pensando num planejamento de produção base a um produto ou bem, o mesmo deve ter prazos e ações com base aos planos e demandas, fazendo com que a empresa tenha o resultado esperado e se torne a realidade/ rotina da mesma. A forma de planejamento pode ser dividida no horizonte de planejamento no sistema produtivo em três níveis: curto, médio e longo prazo (TUBINO, 2008).
A Figura 3 demonstra os prazos relacionando as atividades com base nos objetivos pretendidos de execução.

Figura 3 - Prazos x atividades x objetivos
PRAZO ATIVIDADES
Longo PrazoPlano de Produção
(Estratégico)Previsão de Vendas LP
Previsão de capacidade(Produção)
Médio PrazoPlano Mestre
(Tático)Previsão de vendas MP(Pedidos em carteira)
Planejamento de capacidade
Curto PrazoProgramação(Operação)
Vendas Produção
OBJETIVOS
Fonte: Adaptado Tubino (2008)
3. Problema
A maior parte dos fabricantes de moldes não gerencia os custos de fabricação de forma adequada, devido à falta de padronização e controle nos processos de fabricação. Isso faz muitas vezes determinado projeto iniciar com prejuízo, ou seja, o orçamento do ferramental é realizado sobre uma base de custos inconsistente com a realidade.
A problemática do estudo ocorre sobre a questão organizacional das áreas de projeto, PCP, fabricação, montagem e áreas de apoio, nos quais existem poucos métodos e procedimentos padronizados, desorganização nos equipamentos e ferramentas utilizadas nessas áreas.
Desta forma, em razão de não se ter um processo adequado, ocorrem problemas como desperdício de tempo nas atividades, perdas na procura dos ferramentais, processos iguais sendo executados de formas diferentes, sem haver um padrão determinado e eficaz.
Atualmente a ferramentaria possui 30 pessoas (Figura 4), na qual a equipe está focada essencialmente em desenvolvimento de projetos de ferramentais para novos produtos, com demanda anual de aproximadamente 60 moldes de injeção. Diante disso o desenvolvimento de boas práticas para redução de custos, atendimento aos prazos e melhoria da qualidade é de fundamental importância.
Figura 4 - Organograma Atual
COORDENAÇÃO
1 pessoa
ADMINISTRATIVO
PROJETOS
2 pessoas
PCP
3 pessoas
CAM
3 pessoas
ALMOXARIFADO
2 pessoas
SUPERVISÃO
1 pessoa
FABRICAÇÃO
13 pessoas
MONTAGEM
5 pessoas

Fonte: Autor (2016)
Dessa forma, a partir da solicitação de pedido por parte do cliente, a ferramentaria inicia o projeto do ferramental com base na especificação técnica recebida. Na sequência, o departamento de PCP, com a lista de materiais e desenhos em mãos, solicita a compra dos materiais e elabora o cronograma de entrega do ferramental. Durante a fabricação, o setor de usinagem executa os procedimentos necessários seguindo o sequenciamento de produção proposto pelo PCP. Por último, o departamento de montagem realiza os ajustes necessários para montagem do molde de injeção, disponibilizando o molde para testes no cliente.
Além disso, não é realizado nenhum procedimento para fabricação ou montagem das peças e o retrabalho entre as células é de 20%. Além disso, o nível de reclamação das entregas é de 35% devido a atraso dos projetos e defeitos de fabricação.
3.1 Proposta de Implementação Lean
A metodologia empregada está fundamentada em uma pesquisa com as pessoas chaves da ferramentaria por meio de entrevistas com objetivo de identificar os desperdícios que poderiam ser removidos ou reduzidos durante o processo de projeto e confecção do ferramental. O método da entrevista para colher evidências é de grande importância em um estudo de caso por se tratar de questões humanas. Quando devidamente registrada e interpretada, apresenta informações que servem de atalhos para a identificação de outras fontes de evidências (YIN, 2010). Após as entrevistas, o trabalho foi dividido em duas fases, conforme descrito a seguir.
Na empresa estudada, o processo de implantação do Lean Manufacturing foi realizado com o propósito de rodar um piloto e foi dividido em três fases, conforme quadro a seguir.
Quadro 2 - Fases de Implementação
FASE 1- Desenvolver e capacitar as pessoas para o trabalho em equipe; - Reduzir as resistências às mudanças;- Mapear riscos e oportunidades;
FASE 2
- Mapeamento do fluxo, estado atual e futuro da ferramentaria;- Apresentação dos objetivos e metas genéricos; - Alteração de leiaute, otimização de processos;- Alinhamento de todo fluxo de valor com as áreas envolvidas.
Fonte: Autor (2016)
Na fase 1, identificou-se as pessoas que teriam perfil para trabalhar na implantação do Lean Manufacturing. Com auxílio de pessoas chaves da empresa simulou-se algumas situações, revisando todos os fluxos da ferramentaria e o modo de trabalho dos operadores, tentando visualizar as oportunidades e gargalos existentes em cada etapa do processo.
Na fase 2, é início da implementação, revisão do leiaute, implantação do 5S e instruções de trabalho padronizadas, remodelamento de áreas e funções e treinamentos.
A implantação da ferramenta 5S envolveu todos os colaboradores, divididos aleatoriamente em 4 equipes para avalição dos departamentos administrativo, projeto, fabricação e montagem.
3.2 Melhorias Identificadas

Após a realização da pesquisa e a conclusão das três fases descritas no quadro 2, foram identificadas evidências de falhas na comunicação, o que gerava retrabalhos. Reorganizando o organograma na figura 5, a ferramentaria passa a ter 25 pessoas em sua estrutura.
Figura 5 - Organograma Futuro
Fonte: Autor (2016).
Na nova estrutura as mudanças ocorreram tanto na parte administrativa como na supervisão. Assim sendo, os departamentos de Projeto e PCP foram unificados, e um setor de ajustes foi criado antecedendo a montagem dos moldes de injeção.
A área de projetos e planejamento trabalhando em conjunto, facilitou a criação de prioridades da ferramentaria, na qual cada peça planejada estava de acordo com a real necessidade do cliente.
Com essa estrutura, procedimentos foram criados para redução de refugo e retrabalho dos operadores, os quais foram redimensionados para executar as atividades.
A criação da área de ajustes, reduziu a mão de obra da montagem, pois as peças a serem montadas apresentam qualidade assegurada. Outro ponto observado foi a eliminação de estoques intermediários visto o acréscimo de 2 pessoas no setor de fabricação.
3.3 Benefícios da Implementação Lean
Com alteração da estrutura e redimensionamento das atividades, e implantação da ferramenta de 5S, foi possível fazer o controle de apontamento de horas de cada etapa do processo contribuindo para melhorar os indicadores do prazo de entrega e necessidade de recursos.
A utilização da ferramenta 5S no setor de montagem foi importante, no qual manter o ambiente de trabalho organizado e limpo traz retornos apreciáveis não só no processo, mas também torna o ambiente mais agradável para realizar as atividades do cotidiano. O tempo perdido procurando ferramentas de trabalho é um desperdício, pois não agrega nenhum valor ao processo, ao contrário, causa atraso nas tarefas afetando o prazo de entrega do molde.
O 5S realizado na bancada trouxe melhoras na organização, na qual todas as ferramentas de uso comum foram alocadas e identificadas de maneira correta em um mesmo local, conforme figuras 6 e 7.
Figura 6 - Armário de ferramentas
COORDENAÇÃO
1 pessoa
ADMINISTRATIVO
PROJETOS - PCP
4 pessoas
CAM
3 pessoas
ALMOXARIFADO
1 pessoa
SUPERVISÃO
1 pessoa
FABRICAÇÃO
15 pessoas
AJUSTES
2 pessoas
MONTAGEM3 pessoas

Fonte: Autor (2016)
Figura 7 - Área fabril de montagem
Fonte: Autor (2016)
Com a utilização do 5S na bancada adotou-se um método de controle semanal, para o qual foi criado uma tabela com o nome do inspetor responsável da semana. Teve-se como objetivo criar na mentalidade de todos os profissionais da bancada a importância de se ter um ambiente de trabalho organizado e limpo, com as ferramentas de fácil

acesso e em seu devido lugar. A escala de inspeção juntamente com o nome do responsável da semana segue conforme quadro 3.
Quadro 3 - Escala e Inspetor da Semana
SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4Colaborador 1 Colaborador 2 Colaborador 3 Colaborador 4
SEMANA 5 SEMANA 6 SEMANA 7 SEMANA 8Colaborador 1 Colaborador 2 Colaborador 3 Colaborador 4
DATA FERRAMENTAS AJUSTE MONTAGEMSegunda-feira
Terça-feiraQuarta-feiraQuinta-feiraSexta-feira
ESCALA DE INSPEÇÃO
DEPARTAMENTO: AJUSTE / MONTAGEMRESPONSÁVEL: Colaborador 1 SEMANA: 1
Fonte: Autor (2016)
Os dados apresentados são provenientes dos apontamentos realizados pelos responsáveis em preparar, ajustar e montar o molde de injeção “A”, esses dados foram obtidos com o auxílio do PCP.
No quadro 4 são apresentados os dados para fabricação do molde “A” antes das melhorias, demonstrando as horas de mão de obra utilizada para ajuste e montagem até o envio do molde para o primeiro tryout, total de horas e a porcentagem dos apontamentos, bem como em retrabalhos.
Quadro 4 - Dados Molde “A” (antes)DIAS HORAS TOTAIS PROJETO PCP USINAGEM MONTAGEM RETRABALHO
120 22 412 180 8215% 3% 50% 22% 10%
21,018 816
Fonte: Autor (2016)
O quadro 5 representa os dados do molde “A” depois das melhorias aplicadas, demonstrando as horas de mão de obra utilizada para ajuste e montagem até o envio do molde para o primeiro tryout, total de horas e a porcentagem dos apontamentos, bem como em retrabalhos.
Quadro 5 - Dados Molde “A” (depois)DIAS HORAS TOTAIS PROJETO + PCP USINAGEM AJUSTE MONTAGEM RETRABALHO
100 342 38 72 1812% 42% 5% 9% 2%
15 570
Fonte: Autor (2016)
4. Resultados

A implantação da metodologia Lean Manufacturing abordou questões críticas na forma de gestão da ferramentaria. O redimensionamento da estrutura organizacional unificando e criando setores de apoio obteve uma redução significativa de horas trabalhadas, resultando na possibilidade de redução de 5 colaboradores ou um acréscimo de 9 ferramentais na demanda anual.
A utilização da ferramenta 5S no setor de montagem foi importante, pois manter o ambiente de trabalho organizado e limpo traz retornos apreciáveis. O tempo perdido procurando ferramentas de trabalho é um desperdício, não agrega nenhum valor ao processo, ao contrário, causa atraso nas tarefas afetando o prazo de entrega do molde.
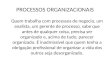
Considerando um custo alvo de R$52.000,00 para fabricação do molde de injeção “A”, pode-se comparar o resultado antes e depois da implantação da metodologia lean, cenário “X” e “Y” respectivamente. Os dados apresentados são provenientes dos apontamentos realizados pelos responsáveis em preparar, ajustar e montar o molde de injeção “A”, esses dados foram obtidos com o auxílio do PCP.
O cenário “X”, observado no gráfico 1, obteve custo de fabricação em torno de R$70.000,00 e 823 horas trabalhadas. Isso mostra que a partir do décimo quinto dia a fabricação do molde em questão está operando com prejuízo em relação ao custo alvo.
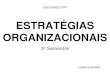
O cenário “Y”, ilustrado no gráfico 2, contempla todas as melhorias realizadas por meio da metodologia Lean Manufacturing, obtendo um custo final de R$50.000,00 e 588 horas trabalhadas. Nesse caso, além de atender o custo alvo de fabricação, se obteve redução em torno de 29% no número de horas trabalhadas apontadas.
Gráfico 1 - Custos antes da implementação do lean manufacturing
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21R$ 0.00
R$ 10,000.00
R$ 20,000.00
R$ 30,000.00
R$ 40,000.00
R$ 50,000.00
R$ 60,000.00
R$ 70,000.00
R$ 80,000.00
R$ 0.00
R$ 10,000.00
R$ 20,000.00
R$ 30,000.00
R$ 40,000.00
R$ 50,000.00
R$ 60,000.00
R$ 70,000.00
R$ 80,000.00
Cenário X
Custo fabricação Custo Alvo
Fonte: Autor (2016)
Gráfico 2 - Custos após implementação do lean manufacturing

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15R$ 0.00
R$ 10,000.00
R$ 20,000.00
R$ 30,000.00
R$ 40,000.00
R$ 50,000.00
R$ 60,000.00
R$ 0.00
R$ 10,000.00
R$ 20,000.00
R$ 30,000.00
R$ 40,000.00
R$ 50,000.00
R$ 60,000.00
Cenário Y
Custo fabricação Custo Alvo
Fonte: Autor (2016)
Conclusão
Considerando um mercado cada vez mais hostil, as empresas necessitam constantemente de atualização em seu sistema de trabalho, melhorando e otimizando todo o processo produtivo, visto que a organização reflete na agregação de valor nos processos produtivos, reduzindo desperdícios em torno da fabricação do produto.
A adoção de sistemas de gerenciamento de custos de produção aplicado em ambiente ferramentaria impõe uma série de arranjos e adaptações, desde mão de obra até máquinas e equipamentos informatizados. Qualquer investimento nesta área requer uma base de dados consistente, confiável e numa lógica que permita agilidade no fluxo de informações.
Com base no estudo realizado, chegou-se à conclusão que possuir um processo ordenado e utilizar ferramentas certas, é capaz de eliminar desperdícios de movimentação, tempo de espera e retrabalhos. Além disso é possível melhorar a organização do local de trabalho, elaborar padronização das atividades do processo, promover melhoria no espaço físico das áreas, garantindo maior segurança do operador e consequentemente trazendo maior produtividade para a empresa.
A elaboração de um sistema de gerenciamento de informações baseados no Lean Manufacturing exige um trabalho intenso e que necessita do comprometimento de todas as áreas da empresa, pois possibilitará o reconhecimento total da ferramentaria, suas peculiaridades, pontos fracos e fortes.
A implantação desse sistema facilitará a administração da empresa visando competitividade e lucratividade.

Referências Bibliográficas
Acessado em 04 de maio de 2016: http://ramonkayo.com/conceitos-e-metodos/o-que-e-manufatura-enxuta-lean-manufacturing
Acessado em 04 de maio de 2016:http://www.lean.org.br/conceitos/62/o-que-e-kanban-e-como-fazer-um-sistema-puxado.aspx
HASLE, P.; BOJESEN, A.; JENSEN, P. L.; BRAMMING, P.. Lean and the working environment: a review of the literature. International Journal of Operations & Production Management, Vol. 32, No. 7, pp. 829-849, 2012.
MARTINS, Petrônio G., LAUGENI, Fernando Piero. Administração da Produção. 2º. ed. São Paulo: Saraiva, 2005.
MINAYO, M. C. de S. (org.). Pesquisa Social: teoria, método e criatividade. 3º.ed. Petrópolis: Vozes, 2002.
MONTEIRO, Roberto, CONSTANTINO, Luciano. Kanban & Just in Time. 3º.ed Sistemas de Qualidade - SENAI. Anchieta, 2010.
NARUSAWA, T.; SHOOK, J. Kaizen Express - fundamentos para sua jornada lean. São Paulo: Lean Institute Brasil, 2009.

SANTOS, Sandro Murilo. O Conceito Planejamento fino e Controle da Produção em Ambiente de Ferramentaria. Florianópolis, 1997.
SHINGO, Shigeo. O sistema Toytota de produção – do ponto de vista da engenharia de produção. Porto Alegre: Artes Médicas, 1996.
SHOOK, John; ROTHER, Mike. Aprendendo a enxergar. São Paulo: Lean Institute Brasil, 2003.
TUBINO, D.F. Planejamento e controle da produção. São Paulo, 2008.
WOMACK, J.P.; JONES, D.T. Léxico Lean. São Paulo: Lean Institute Brasil, 2007.
WOMACK, J.P.; JONES, D.T. A mentalidade enxuta nas empresas. 3.ed, Rio de Janeiro, 2004.
WOMACK, J.P.; JONES, D.T. Enxergando o todo - mapeando o fluxo de valor. São Paulo: Lean Institute Brasil, 2004.
YANG, Ma Ga M.; HONG, Paul; MODI, Sachin B. Impact of lean manufacturing and environmental management on business performance: An empirical study of manufacturing firms. International Journal Production Economics. v. 129, p. 251–261. 2011.
YIN, R.K. Estudo de caso: planejamento e métodos. 4. ed. Porto Alegre: Bookman,2010.