UNIVERSIDADE CÂNDIDO MENDES
INSTITUTO A VEZ DO MESTRE
PÓS-GRADUAÇÃO ‘LATO SENSU”
APLICANDO CONCEITOS DE CONTROLADORIA EM EMPRESA
DE CONFECÇÃO
FERNANDA BENVINDO AREAS
Prof. Luciano Gerard
RIO DE JANEIRO
2009

2
UNIVERSIDADE CÂNDIDO MENDES
INSTITUTO A VEZ DO MESTRE
PÓS-GRADUAÇÃO ‘LATO SENSU”
APLICANDO CONCEITOS DE CONTROLADORIA EM EMPRESA
DE CONFECÇÃO
Trabalho apresentado
para avaliação na disciplina de
Metodologia da Pesquisa e
Monografia, do curso de
Finanças e Gestão Corporativa,
turma T052, da Universidade
Cândido Mendes, ministrado
pelo professor Luciano Gerard

3
AGRADECIMENTO
Agradeço a Deus que tem me dado disposição, saúde, e também
tem colocado no meu caminho pessoas como Engª Kátia, que me incentiva,
me orienta, me indicando melhores caminhos para a minha vida profissional
com demonstração de verdadeira amizade e consideração.
Agradeço Sr. Joacyr Benvindo por ter se mostrado atencioso e
gentil em fornecer dados e informações detalhadas do projeto, sem as quais
não seria possível a realização deste trabalho.
Agradeço a minha mãe pelas orações, pelo apoio e força que me
ajuda a conquistar meus objetivos profissionais, pessoal e
espiritual.Realmente sem ela eu não seria essa pessoa realizada que sou
hoje.

4
Saber a gente
aprende com os mestres e
com os livros. A sabedoria,
se aprende é com a vida e
com os humildes."
(Cora Coralina)

5
INTRODUÇÃO
Vivemos em uma época de constantes transformações, tudo
acontecendo em velocidade desenfreada, com pessoas com pensamentos
diferentes e buscas pelas grandes oportunidades.
No entanto, não conseguem chegar aos seus objetivos por falta de
qualificação profissional experiência, obstáculos esses que dificultam a
realização de seus sonhos.
A mesma colocação pode ser dada as grandes, médias e
principalmente as pequenas empresas, que na maioria das vezes iniciam suas
atividades em recintos pequenos, improvisados, maquinários inadequados,
mão-de-obra com pouca qualificação e desprovidos de conhecimentos
necessários para as necessidades do consumidor.
Tais empresas crescem e se mantém no mercado competitivo a
partir do momento que passam a controlar os seus processos produtivos, seus
tempos, sua produtividade. Portanto, as empresas competitivas estão
desprendendo grande esforço para aumentar a qualidade e a produtividade de
suas atividades.
O estudo mostra que uma confecção de roupas deve seguir para
alcançar uma produção com resultados positivos.
Mostra a importância da controladoria em todo o processo da
confecção, construção e manutenção de sistemas de informações e modelos
de gestão da organização, que venham suprir adequadamente as
necessidades informativas dos gestores e os conduzam durante o processo de
gestão, a tomarem decisões adequadas.
A elaboração do estudo sugere um planejamento onde as funções
produtivas são compostas de uma seqüência operacional adequada, divisão de
tarefas e equipes treinadas, utilização de planilhas de balanceamento de
distribuição que cada funcionário pode executar.

6
Demonstra a importância da utilização do computador, carrinhos de
transporte de mercadorias, planilhas de controle, como ferramentas
importantes ao processo. Através do controle e gestão, esse trabalho visa
aumentar a produtividade para que a empresa possa alcançar sua meta de
resultado com a redução de tempo e custo, identificar as melhorias através do
uso de técnicas e processos utilizados em uma confecção, diminuindo falhas.

7
SUMÁRIO
CAPÍTULO I
CONCEITO SOBRE CONTROLADORIA 08
CAPÍTULO II
PROCESSO PRODUTIVO NA INDÚSTRIA DE CONFECÇÃO 16
CAPÍTULO III
A DINÂMICA DO MERCADO TEXTIL 36
CAPÍTULO IV
ESTUDO DE CASO 42
CONCLUSÃO 51
BIBLIOGRAFIA 52
ÍNDICE 53
ÍNDICE DE FOTOS 56

8
CAPÍTULO I
CONCEITO DE CONTROLADORIA
A controladoria funciona como órgão de observação e controle da
cúpula administrativa. É ela que fornece dados e informações, que planeja,
pesquisa, e demonstra à cúpula administrativa os pontos de estrangulamento
atuais e futuros, que põem em perigo ou reduzem a rentabilidade da empresa.
A controladoria tem o poder de exercer força ou influência na
indução dos gestores em suas decisões frente aos objetivos da empresa.
Desse modo, buscando esclarecer e conceituar o que é a controladoria, assim
como sua utilidade, aborda-se na seqüência a origem da controladoria como
órgão administrativo; sua missão dentro da organização; as funções da
controladoria; as atribuições e funções do controller; e, por fim, a controladoria
e a tesouraria.
1.1 A origem da controladoria
Entre os diversos órgãos existentes na empresa, considerando-se o
modelo de gestão empresarial estabelecido por meio das crenças e valores dos
proprietários, situa-se a controladoria, cujo gestor geralmente recebe o nome
de controller.
Segundo Mosimann e Fisch (1999, p.116), controller é uma palavra
de origem inglesa, que fora incorporada na literatura técnica brasileira, sendo
seu significado expresso pela unidade lingüística controlador. Dentro da
estrutura hierárquica da empresa, tem como função manter os gestores da
organização a par dos acontecimentos ocorridos na empresa, por meio de
informações qualitativamente corretas e quantitativamente suficientes, além, de
assessorá-los em suas decisões.

9
Kanitz (1976, p.6-7) menciona que os controladores, a princípio, são
elementos selecionados nas áreas de contabilidade e finanças das empresas.
As informações que lhes chegam são de natureza predominantemente
quantitativa, física ou monetária, uma vez que este profissional já está
acostumado a lidar com números. No entanto, atualmente, devem possuir, em
detrimento da função e cargo que ocupam, um vasto entendimento sistêmico
da empresa, que possibilita ver distintamente as dificuldades como um todo,
assim como propor possíveis soluções.
A controladoria enquanto ramo do conhecimento e órgão
administrativo apresentada na seqüência, apoiada em informações contábeis,
através do controller é responsável pela modelagem de sistemas de
informações capaz de suprir as necessidades informativas da organização.
1.2 Controladoria como órgão administrativo e ramo do conhecimento
Como órgão administrativo terá a missão, funções e princípios
definidos no modelo de gestão do sistema da empresa. Sua finalidade é
direcionar o sistema de informação para suprir os gestores de informações
adequadas, orientando-os no processo decisório, além de interagir nos
diversos departamentos da empresa na busca da eficácia empresarial.
Como ramo do conhecimento humano é estabelecido com
fundamentos, conceitos, princípios e métodos oriundos das ciências da
Administração, Economia, Psicologia, Estatística e Contabilidade. A
Administração contribuiu com os conceitos de eficácia empresarial, visão
sistêmica e processo decisório; a Economia, no estudo da criação,
transformação e distribuição dos recursos econômicos na sociedade; a
Psicologia, na analise do comportamento dos gestores frente aos relatórios
gerenciais; a Estatística, ao apresentar valores numéricos, tanto físicos quanto
financeiros, que constituirão a base do modelo do sistema de informação; e a
Contabilidade, ao registrar os eventos que interferem na riqueza da empresa.

10
Atenta-se ao fato de que a controladoria não gerencia as demais
áreas da empresa, mas sim, presta assessoria no controle destas ao manter a
administração informada sobre os resultados alcançados. Para tanto, faz-se
necessário que tenha dentro da empresa sua missão e funções definidas.
1.3 A aplicação da controladoria
Quanto maior a empresa, mais complexa tende a ser sua estrutura
administrativa, conseqüentemente maiores controles são exigidos em sua
prática gerencial. A sobrevivência de uma empresa depende do nível de
conhecimento de seus gestores em realizarem ações preventivas no âmbito
organizacional.
Segundo Tung (1980, p.33), a controladoria examina os fenômenos
ou fatos ocorridos na empresa, retrata-os à direção administrativa. Além
disso, fornece dados e informações sobre a situação estática e dinâmica da
empresa, procurando demonstrar os pontos de estrangulamento presentes e
futuros, que possam colocar em risco ou diminuir a rentabilidade da empresa.
Nesse contexto, a missão da controladoria consiste em gerar
informações úteis, que orientam os gestores em suas decisões, além de
otimizar processos e propiciar a interação entre os diversos órgãos e
departamentos da empresa. Tais informações podem ser oriundas tanto da
contabilidade financeira como da gerencial.
Para Peres Junior, Pestana e Franco (1997, p.37), “as informações
de planejamento e controle exigem sistemas de informações que suportem
estas decisões. A missão da Controladoria é otimizar os resultados
econômicos da empresa através da definição de um modelo de informações
baseado no modelo de gestão.”
1.4 Funções da controladoria
Dependendo do porte da empresa, a controladoria pode apresentar
várias dimensões. Neste sentido, Kanitz (1977, p.7-8) explica que a função
básica da controladoria consiste em dirigir e implantar os seguintes sistemas:

11
a) informação - compreende os sistemas contábeis e financeiros,
sistemas de pagamento, recebimento e folha de pagamento
b) motivação - refere-se ao efeito dos sistemas de controle sob o
comportamento das pessoas;
c) coordenação - procura centralizar informações com o intuito de
ação preventiva sob determinadas situações que podem afetar os planos da
empresa;
d) avaliação - interpreta os fatos e avalia se determinado resultado é
bom para a organização;
e) planejamento - avalia o passado para que se possa planejar o
futuro, determinando se os planos são consistentes; e
f) acompanhamento - verifica a evolução dos planos traçados,
permitindo a interferência para corrigir as falhas ou então para se certificar de
que o planejamento não poderá ser atingido.
Este conjunto de sistemas tem por finalidade dar suporte ao
processo de gestão da empresa, tanto em nível de planejamento estratégico
como operacional. Cabe ao controller orientar os gestores da organização, de
forma clara e concisa, na definição da estratégia empresarial, por meio de
informações rápidas e confiáveis sobre a situação da empresa.
Nesse sentido, o papel da controladoria é assistir a direção da
empresa com alternativas econômicas e, com uma visão sistêmica, fornecer
informações à administração para facilitar o processo decisório. Assim, diante
do exposto, cabe à controladoria propiciar aos gestores informações, para que
estes possam manter sua própria eficácia e a da organização.
1.5 Atribuições e funções do controller
A função de controlador exige algumas características próprias para
o desempenho da função. Segundo Tung (1980, p.85), este deve ser capaz de

12
prever os diversos problemas organizacionais que possam surgir, bem como
providenciar informações e elementos que sejam suficientes para resolvê-los.
No mundo dos negócios, tem por obrigação voltar sua visão para o
futuro da organização, antecipando-se aos problemas e às oportunidades.
Perante os funcionários da empresa deve ter uma postura ética, colocando-se
sempre como um conselheiro, porém, no momento de avaliá-los deve ser
imparcial e honesto em suas colocações.
Figueiredo e Caggiano (1997, p.29) citam algumas qualidades e
conhecimentos requeridos para o exercício da função de controlador.
Destacam que faz-se necessário que este possua um bom conhecimento da
história e do mercado ao qual sua empresa está inserida, bem como de seus
objetivos, metas e políticas estratégicas já definidas. Deve ainda desenvolver
boa dicção para falar em público, redação inteligível ao comunicar-se por
escrito, domínio dos princípios contábeis e fiscais que possam interferir no
desempenho da organização e, por fim, destreza em informática para bem
manipular os sistemas de informação, sugerindo melhorias.
Kanitz (1976, p.9) menciona que o controller tem sob seu comando e
atribuição a contabilidade geral; a auditoria interna; os sistemas orçamentários,
operacionais, de capital; e a análise de métodos e sistemas.
Na Contabilidade Geral, busca o desenvolvimento e execução de
sistemas de contabilidade; a elaboração de demonstrações contábeis, de
acordo com os princípios fundamentais de contabilidade; montagem e
execução de sistema de contas a receber, contas a pagar e folha de
pagamento; desenvolvimento e execução de sistema de ativo fixo;
planejamento tributário; e controle dos custos.
Como auditor interno, deve comportar-se como um inspetor, capaz
de identificar falhas no sistema empresarial, e sugerir a melhor distribuição de
tarefas e funções, de modo que estas impeçam as fraudes na empresa.
Nos sistemas orçamentários, deve centralizar os orçamentos de
diversos setores para identificar as várias inconsistências entre os orçamentos
individuais. No desenvolvimento de orçamentos operacionais, tem importante
participação ao treinar e auxiliar os setores na elaboração de seus orçamentos.

13
No orçamento de capital, faz-se necessário contribuir na análise de projetos,
seleção e alocação de recursos e acompanhamento dos investimentos.
E nos métodos e sistemas, deve implantar um fluxo correto e viável
de informações na empresa, de modo que os usuários as recebam em
quantidade e qualidade necessária para a tomada de decisões.
Nessa perspectiva, Tung (1980, p.84-85), reportando-se ao estatuto
dos Controllers norte-americanos, menciona que no Brasil o controller tem as
seguintes funções básicas:
a) implantação e supervisão do plano contábil da empresa;
b) preparação e interpretação dos relatórios financeiros da empresa;
c) verificação das contas e registros em todos os setores da
empresa;
d) compilação dos custos da produção;
e) realização e custeio das contagens físicas dos estoques;
f) preparação, apresentação e supervisão dos assuntos referentes a
impostos;
g) preparação e interpretação das estatísticas e relatórios para a
decisão administrativa;
h) preparação do orçamento global da empresa;
i) manutenção do seguro de todos os bens da empresa;
j) fixação de normas-padrão relativas à contabilidade;
k) supervisão dos planos de aquisição de ativo fixo;
l) aplicação de todas as decisões financeiras tomadas pela
administração, de acordo com as normas vigentes;
m) manutenção de todas os contratos celebrados pela empresa com
terceiros;
n) aprovação do pagamento e assinatura dos cheques, notas
promissórias, etc., de comum acordo com o tesoureiro;

14
o) aplicação dos regulamentos da empresa no tocante a assuntos
relativos a cauções e ações emitidas pela empresa; e
p) preparação e/ou aprovação dos regulamentos internos que visem
ao cumprimento dos regulamentos governamentais.
Para que o controller possa desempenhar de maneira satisfatória
suas funções, assim como qualquer outro gestor dentro da organização,
necessita ter suas tarefas perfeitamente definidas
Para tanto, no tópico seguinte faz-se distinção entre as atividades da
controladoria e tesouraria.
1.6 Controladoria e tesouraria
Em decorrência do nível de desenvolvimento e estrutura da
empresa, a função financeira pode ser desenvolvida por um profissional que
atue em diversas áreas da mesma. Como no Brasil grande parte das empresas
são de pequeno e médio porte, não se faz necessário organogramas
complexos e sofisticados.
No entanto, convém ressaltar que, na medida em que estas
empresas evoluem e atingem um novo estágio de desenvolvimento, passando
de pequena para média empresa, começam a enfrentar problemas que
desafiam a administração do negócio. A concorrência torna-se mais ampla e as
fontes de recursos mais significativas. Conseqüentemente há necessidade de
se reformular o organograma e os sistemas de controles, iniciando-se pelo
financeiro.
Segundo Mosimann e Fisch (1999, p.97), à medida que se
desenvolvem as empresas e descentralizam-se os departamentos, na área
financeira distinguem-se duas funções, a do tesoureiro e a do controller. Não
obstante, deve-se observar que o desempenho das atividades de controladoria
não pode ser confundido com o da área financeira, estas são funções distintas,
tendo cada qual suas atribuições.
Neste sentido, Tung (1980, p.90-91) esclarece que o tesoureiro tem
sob sua responsabilidade a captação de recursos financeiros, a administração

15
de valores monetários e propriedades da empresa. Por outro lado, compete ao
controller manter assídua inspeção das atividades da empresa, tomar as
providências convenientes para que esta mantenha-se equilibrada
financeiramente por meio da contabilidade e auditoria, e controle a saída de
recursos financeiros da empresa, para que estes sejam empregados de
maneira eficiente em conformidade com as políticas da empresa.
Para um melhor entendimento da função que o controller
desempenha na organização, é conveniente mencionar as diferenças entre
este e o tesoureiro.
Tabela 1: Diferenças entre o controller e o tesoureiro
DESCRIÇÃO CONTROLLER TESOUREIRO
Atividade principal Controle Custódia
Posição no organograma Assessoria Linha
Relacionamento Gerentes/gestores Bancos/financeiras
Período de planejamento Um a cinco anos Um mês a dois anos
Orçamento Operacional/capital Caixa/crédito e cobrança
Responsabilidade Coordenar esforços para eficácia
empresarial Previsão e planejamento do caixa
Fonte: HORNGREN (1985, p. 27)
A contabilidade gerencial é uma importante fonte de informação
para que o controller possa desempenhar sua função, responsabilizando-se
sobre o conjunto de sistemas contábeis empregados na empresa, controle
interno e auditoria. Ao passo que a tesouraria tem por finalidade obter e utilizar
corretamente os recursos financeiros necessários ao eficiente funcionamento
da empresa.

16
CAPÍTULO II
PROCESSO PRODUTIVO NA INDÚSTRIA DE
CONFECÇÃO
As etapas do processo produtivo podem ser consideradas sub-
processos industriais e interagem entre si com características de cliente e
fornecedor. A interação de toda a seqüência operacional depende da eficiência
do trabalho de cada uma destas etapas e da sincronia que existe em suas
relações.A gestão do processo produtivo é a coordenação de atividades
integradas que busquem os resultados do negócio como um todo. Para
monitoramento do resultado geral da empresa, é importante que se utilize um
indicador financeiro. Este deve ser fundamentado em dados de etapas críticas
do processo produtivo. Os indicadores ajudam a mensurar a EFICIÊNCIA
daquilo que estamos fazendo, comparados com os objetivos planejados.
Os resultados no processo produtivo definem a competitividade da
empresa em relação ao custo e qualidade do produto. Cabe lembrar que as
confecções vendem os serviços de transformação de matéria-prima (tecidos
ou fios) em produtos e o lucro deste negócio está vinculado, diretamente, ao
custo do processo.
O processo produtivo para confecções é uma seqüência operacional
que inicia no planejamento da coleção e desenvolvimento do produto,
passando por toda a produção até a expedição.
A QUALIDADE final do produto depende da qualidade em cada
etapa do processo.

17
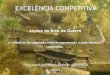
Figura 1 Estrutura do funcionamento da confecção
Fonte: pela autora
A seguir serão descritas as etapas conforme o fluxograma de
processo produtivo para confecções:
2.1 Planejamento da coleção
Para garantir o sucesso de venda dos produtos, deve haver
planejamento de uma coleção de acordo com a necessidade do mercado e a
quantidade de modelos, dimensionada pela capacidade produtiva da empresa.
Uma saída para se aumentar as referências, sem aumentar a estrutura interna,
é a terceirização de parte dos produtos ou de seus assessórios.
O cálculo da quantidade de cores para cada modelo deve ser
compatível com a capacidade instalada da empresa e ao mesmo tempo
Desenvolvimento dos produtos
Aprovado ?
arquivo não
Modelagem/pilotagem
sim
Definição e Aprovação
Corte (atualmente muito mais ágil)
Distribuição costureiras e facções de apoio
Estoque do produto acabado
Atendimento pedidos em geral (lojas, feiras, sacoleiras)
FATURAMENTO (contas à receber)
Planejamento (modelos, cores, tecidos)

18
oferecer tons da moda. Quanto mais cores, maior a diversificação na aquisição
de material, no corte e costura.
Na hora de calcular a quantidade de referências, pode-se usar um
indicador de vendas referente a coleções passadas, para avaliação dos
produtos mais comercializados por referência, tamanho e cor. Estes dados
podem fundamentar a estrutura da nova coleção, evitando um investimento em
modelos com baixa aceitação.
O planejamento da coleção é fundamental e é ele que vai dar a
direção da maximização de uso dos tecidos e cores. Além disso, com um bom
planejamento, que inclui o trabalho eficiente de criação, design, modelagem e
qualidade, certamente vai reduzir, o número de modelos, além de garantir
melhores resultados para a coleção.
Obs.: O melhor produto é o que dá maior retorno, e não o que mais
gostamos!
O Planejamento da Coleção envolve três etapas processo produtivo:
• Desenvolvimento do Produto
Produto é a etapa inicial do processo produtivo e uma das mais
importantes. Ao criar um produto, deve-se considerar o mercado de atuação,
identificando a necessidade do cliente e suas tendências e, ao mesmo tempo,
estar de acordo com sua capacidade de produção. Por isso, o conhecimento do
público-alvo, ou seja, o usuário final, é muito importante. O produto é
desenvolvido para ser vendido, e para tanto deve atender às necessidades do
mercado, e não somente ao gosto pessoal do empresário. É necessário ter
contato com os usuários de seus produtos, com os lojistas ou revendedores.
Podemos nos surpreender com as informações e até ganhar muito
mais clientes, adequando seus artigos ao “gosto dos fregueses”.
A diversidade de produtos possui uma relação inversamente
proporcional à fatia de mercado atendida, ou seja, quanto menor a
diversificação de produtos, maior deve ser a fatia de mercado atendida. Se a
empresa quer vender um único tipo de mercadoria, antes disto, deverá analisar
a quantidade de pessoas que poderá usá-las e quantas peças poderá vender

19
durante o ano. Por outro lado, se produz para vender na própria loja,
atendendo um pequeno grupo de pessoas, precisará variar os modelos com
grande freqüência. Assim, é importante haver um equilíbrio entre a quantidade
de modelos com a fatia de mercado atendida.
Existem fatores importantes no desenvolvimento do produto e que
necessitam de um trabalho integrado. Sempre é bom lembrá-los:
O design – após a pesquisa de tendências, o setor de
desenvolvimento deve analisar sua viabilidade técnica e econômica, buscando
integração entre os Produtos desenvolvidos se o custo de produção.
É muito importante observar que o design do produto deve buscar
uma identidade para a coleção. E essa deve ser respeitada a cada coleção,
para que você possa desenvolver a fidelidade do seu cliente.
Outro aspecto de enorme importância é que pesquisa de tendências
não quer dizer cópias de produtos internacionais ou mesmo de marcas
consagradas no Brasil. Tendência vale para que se trabalhe com o
comportamento e desejo de consumo coletivo, mas fundamental é CRIAR E
NÃO COPIAR. Então, desenvolver a criatividade da equipe é a missão mais
urgente para uma empresa de confecção que deseja continuar ativa para o
mercado global, e isto inclui evidentemente o mercado interno.
A modelagem – A fidelização do cliente é conquistada pela
modelagem. Esta deve estar de acordo com o público-alvo e manter-se estável
em suas dimensões, grade de tamanhos e conforto, atualizada com as
tendências da moda e de modelos.
Os produtos devem estar em harmonia, compondo uma coleção
atrativa ao cliente e, ao mesmo tempo, serem viáveis para sua produção.
Lembrete : O produto é a moda, e não a roupa.
As etiquetas - As etiquetas para confecções seguem a Resolução
CONMETRO n° 06 de 2005, que dispõe sobre a aprovação da
Regulamentação Técnica de Etiquetagem de Produtos Têxteis.

20
Nesta Resolução, podemos encontrar as informações necessárias
para uma etiquetagem adequada, tais como:
Resolução CONMETRO n° 06
I - CONSIDERAÇÕES GERAIS
II - INFORMAÇÕES QUE DEVERÃO CONSTAR NA ETIQUETA
III - APRESENTAÇÃO DAS INFORMAÇÕES
IV - COMPOSIÇÃO - TRATAMENTO DE CUIDADO PARA CONSERVAÇÃO
VI - MARCAÇÃO NAS EMBALAGENS
VII - INDICAÇÃO DAS INFORMAÇÕES DE PRODUTOS DESTINADOS
À INDÚSTRIA DE TRANSFORMAÇÃO
VIII - DISPOSIÇÕES FINAIS
A peça piloto - É durante a produção da peça piloto que são
realizados todos os ajustes de modelo e análise técnica da viabilidade de
produção. O profissional indicado para o desenvolvimento do piloto é o
modelista, o qual tem habilidade para identificar as alterações necessárias na
montagem, bem como, capacitação para repassar a seqüência operacional
para a Ficha Técnica e para os setores de produção.
• Formação do preço de venda
O preço ideal de venda é aquele que cobre os custos do produto ou
serviço e ainda proporciona o lucro desejado pela empresa.
Num mercado competitivo, os preços são regulados ou balizados
pela lei da oferta e procura. Então, dado um determinado nível de preço no
mercado para seu produto ou serviço, a empresa avalia se seu preço ideal de
venda é compatível com aquele vigente no mercado. A empresa deve produzir
e vender produtos com preços que o mercado quer pagar. Por exemplo,
grandes redes de lojas costumam comprar seus produtos de diversas
empresas de micro e pequeno porte. Com o domínio do preço, estas empresas
fixam o valor, e cabe aos fornecedores o planejamento e redução dos
desperdícios para efetuarem suas vendas com o maior lucro possível dentro do
preço estipulado.

21
Lembrete: As perdas de Gestão de Processo não estão inseridas no
cálculo do preço de venda, mas reduzem o lucro da empresa.
São três os fatores que interferem diretamente na formação do preço
de venda: o Mercado, os Custos e o Lucro.
• O mercado
Tipo de mercado em que a empresa atua;
A qualidade do produto em relação às necessidades do mercado
consumidor;
O grau de competição e a disponibilidade de produtos;
A percepção ou desejo que o cliente tem em relação ao seu produto.
• Os custos
Como o preço final de venda é regulado pelo mercado, a melhor
maneira de aumentar o lucro é reduzindo os custos, e isto você conseguirá
reduzindo os desperdícios de produção.
• O lucro
O lucro estimado por produto durante o cálculo do preço de venda
nem sempre é o que acontece durante a produção. Por exemplo, quando o
consumo de tecido for superior ao estimado ou o lote precisa ser re-trabalhado
por defeitos, estes custos saem do lucro, uma vez que o preço de venda não
pode ser alterado a cada erro de processo.
Colocando de forma bem simples
LUCRO = FATURAMENTO- CUSTOS
• Planejamento do processo produtivo
Vem após o desenvolvimento e aprovação dos produtos e deve
otimizar a produção de acordo com a necessidade de referências que fecharão
os pedidos na expedição. A maneira mais adequada para isto é planejar lotes

22
somando a quantidade de peças vendidas de cada modelo e que serão
entregues em uma determinada data. Assim, aumenta-se o volume de corte
bem como a produtividade na costura.
Obs: Moda é perecível, e um material mal comprado, muitas vezes
não é aproveitado.
No processo produtivo temos;
• Risco
A etapa de risco, que é responsável pelo encaixe da modelagem e
que define o aproveitamento do tecido. O risco dá origem à matriz (folha
riscada com os moldes para corte). O rendimento do tecido depende da
capacidade de encaixe dos moldes utilizados.
• Corte
A precisão do corte, seguindo as linhas do risco, é importante na
qualidade do produto final e deve ser realizada por profissional qualificado e
equipamento adequado ao tipo de tecido e altura do enfesto. Aqui vamos falar
um pouco sobre Gerenciamento dos Resíduos,pois o setor de Corte é
responsável pela geração da maior quantidade de retalhos e papéis de risco ou
de molde, e deve-se gerenciar a quantidade gerada, lembrando sempre que
tudo o que é resíduo,um dia foi comprado e pago como matéria-prima.
• Preparação da costura
Esta etapa é imprescindível para a produtividade e qualidade da
costura. O profissional que prepara as peças deve estar munido de Ficha
Técnica que auxiliará na identificação de todas as partes que compõem a peça,
bem como de seus aviamentos. Deve-se separar em uma caixa somente uma
referência, um tamanho e uma cor do modelo. Os aviamentos devem estar
completos e somente encaminhadas para a costura as caixas que estiverem
completas e organizadas.Não juntar mais de uma referência, tamanho, cor ou
aviamentos em uma mesma caixa.

23
• Costura
Normalmente, esta é a etapa gargalo na empresa por exigir grande
quantidade de máquinas, equipamentos e pessoal qualificado.
Assim, todo o lote que chega na costura deve estar organizado de
maneira que haja um bom aproveitamento das máquinas e dos trabalhadores.
Operações que exijam tempo de máquina parada devem ser realizadas fora do
setor e por auxiliares.
Uma boa saída para ganhar produtividade é capacitar todos os
trabalhadores para operar qualquer uma das máquinas do setor, contribuindo
com as ocupações em todos os pontos. Isto reduz os gargalos internos que
seriam limitados se uma costureira soubesse trabalhar em uma única máquina.
Não realizar, pela costureira, etapas que exijam tempo de máquina
parada. Isto diminui a produtividade. COSTUREIRA COSTURA.
Obs.: A costureira encarregada de confeccionar a peça piloto, se
chama piloteira.
2.2 Maquinário
2.2.1 Alguns dos modelos usados na costura
1. Ziguezague - Utilizada para rebater elásticos em lingerie, unir
partes de couro, bordar, pregar zíper;
2. Reta - Utilizada como equipamento básico para todo tipo de
vestuário;
3. Overloque - Utilizada para fechamento ou acabamento;
4. Interloque - Utilizada para fechamento em tecidos médios a
pesados (jeans);
5. Galoneira - Equipamento direcionado para uso industrial no
segmento de malharia. Utilizada para bainhas, aplicação de galão ou viés,
costuras decorativas e outras.
6. Travette eletrônica – Máquina de custo alto, computadorizada,
programável para bordados e ponteados, Trabalha em tecidos planos e jeans
7. Caseadeira – Utilizada para casear

24
Fotos de algumas máquinas
Foto 1: Travette eletrônica
Fonte: Not Mundo
Foto 2: Caseadeira
Fonte: Not Mundo

25
Foto 3: Máquina overloque (funcionária trabalhando)
F
F
Fonte: Not Mundo
• Limpeza da peça
A etapa de limpeza é responsável pela retirada de fios e revisão
final das peças.
• Passadoria
Esta etapa é importante em alguns tipos de produtos, sendo
que,muitas vezes, a passadoria se torna necessária devido aos maus-tratos
recebidos pelos produtos durante o processo produtivo, que acabam
amassando o tecido ou costurando com máquinas reguladas
inadequadamente, assim utilizam a passadoria para corrigir costuras franzidas.
Cabe lembrar que, mesmo passadas, estas costuras voltam a ficar franzidas
tão logo esfriem.

26
• Estoque dos produtos
Para as empresas que trabalham exclusivamente com pedidos,este
setor trabalha praticamente vazio, pois o ideal é que todo o produto que chegue
na expedição seja logo faturado e enviado ao cliente. O setor de estoque
somente tem armazenagem de produtos quando a empresa produz para
depois vender.
Indicador que você poderá usar para controle do estoque de
produtos: quantidade de produto faturado em relação à quantidade de produto
estocado.
• Expedição
O cumprimento dos prazos de entrega depende das referências que
chegam à expedição, e, de nada adianta chegar grande lote de um único
produto, se cada pedido de cliente necessita de diversidade de modelos. Logo
na saída do Corte, durante a Preparação para a Costura, deve-se juntar as
referências conforme a necessidade para faturamento. Isto agiliza as entregas
na expedição, contribuindo na satisfação dos clientes e na efetivação de novas
vendas.
2. 3 Layout para produção e seus pontos críticos
O Layout industrial influencia diretamente nos resultados da Gestão do Processo, refletidos na produtividade e no custo do produto. A distribuição física do ambiente deve estar de acordo com a seqüência operacional, reduzindo as perdas por deslocamento de materiais e de pessoal e contribuindo com a gestão visual. É comum, na indústria de confecções, a terceirização de partes do processo por facções de costura, estamparias, bordados, modelagem, corte, acabamento, etc., e toda a empresa, independentemente de ser própria ou terceirizada, deve estruturar sua gestão com a definição de um layout conforme a seqüência operacional.
Abaixo etapas de Layout:
• Sala de desenvolvimento do produto
Nesta sala fica o setor de Pesquisa e Desenvolvimento do Produto.
Sua localização deve ficar próxima aos setores de Encaixe e Risco, Estoque de
Materiais e da Produção que desenvolverá a peça piloto. Empresas de médio

27
porte já possuem uma célula especial para a produção e teste da peça piloto
que fica junto à sala de desenvolvimento.
• Sala de planejamento, encaixe e risco
Este setor deve ficar com acesso ao setor de Estoque e Corte, pois
o planejamento do risco deve considerar a largura de cada tecido para a
otimização no rendimento de matéria-prima e manter a alimentação de serviços
para o Corte.
• Estoque de materiais
Uma característica no setor de Materiais, em confecções, é a divisão
de duas áreas distintas; uma para estoque de matéria-prima (tecidos) e outra
para o estoque de aviamentos, pois são utilizados em diferentes etapas do
processo. O estoque de tecidos deve ficar próximo aos setores de
Planejamento, Encaixe e Risco, bem como ao de Corte. O estoque de
aviamentos deve ficar próximo ao setor de Preparação para Costura.
• Mesa de corte
A mesa de corte deve estar dimensionada para trabalhar com, no
mínimo, três pilhas de enfesto:
ü uma pilha em processo de enfesto; ü a segunda pilha em processo de corte; e ü uma terceira aguardando para ser cortada.
O comprimento da mesa de corte deve ser proporcional ao tamanho
médio dos produtos e da grade que vai ser cortada.
• Mesas de preparação para costura
Logo após a mesa de corte, fica a mesa de preparação, com o
objetivo de organizar todas as partes cortadas para cada modelo, bem como
seus aviamentos. As mesas de preparação devem ser instaladas próximas do
estoque de aviamentos, pois a preparação consiste na organização dos
materiais e colocação das linhas e demais aviamentos dentro de cada caixa.

28
• Máquinas de costura
O arranjo físico das máquinas de costura deve seguir a seqüência
de montagem básica dos produtos, e a distância entre as máquinas deve ser
tal que cada costureira consiga passar o serviço sem precisar levantar e nem
dependa de outra pessoa para transportar os lotes. O arranjo pode ser
basicamente de duas maneiras: em linha ou em célula de manufatura,
dependendo da opção de trabalho de sua empresa.
• Mesa para limpeza das peças e controle final da qualidade das peças
A limpeza de fios e sobras de linha deve ser feita em mesa próxima
à saída da costura. Esta etapa é também responsável pelo controle final da
qualidade das peças.
• Mesa passadoria
Deve ser instalada logo após a limpeza. O ideal é uma mesa com
vapor e vácuo, pois assim as peças são passadas a úmido e logo a seguir são
secas pelo vácuo.
• Mesa embalagem
A embalagem deve ser feita após a passadoria e em fluxo contínuo
sem acúmulo de peças.
• Sala de expedição
Sala que receberá todo o produto acabado para o fechamento dos
pedidos e controle final da produção. Este setor deve estar organizado para
que todo o produto seja facilmente identificado, facilitando a entrega das
mercadorias e seu faturamento.
Cuidados e processo, é necessário em linhas de produção
mecanizada. Quando se estuda o arranjo físico para a produção em massa de
um produto específico, o processo de fabricação é estudado cuidadosamente,
e as máquinas, equipamentos e locais de trabalhos são dispostos de tal forma

29
que o produto será movimentado através da fábrica, com o mínimo de
movimentos desnecessários e de retrocessos. O caminho que cada parte e
subconjunto deve seguir é estudado antes que o equipamento seja instalado na
fábrica. Entretanto, na maioria das indústrias o material se movimenta de um
local para o outro de forma intermitente, transportado por caminhos, e em
muitos casos, pouca atenção é dada à seqüência de operações e ao fluxo
através da fábrica. Devido a isso muitas são as oportunidades para se
economizar tempo e dinheiro, como resultado de uma análise do processo
produtivo. (Barnes, 1997, p. 74).
O LAYOUT é um estudo sobre a linha de produção, com a
finalidade de facilitar as atividades operacionais, visando sempre um melhor
fluxo da produção.
Esta linha demanda sobre a organização das máquinas, cadeiras,
bancadas e o fluxo dos lotes durante o processo e de todo o processo de
produção de forma racional e econômica que se chama LAYOUT.
Este processo deve na procura do aumento da velocidade do
escoamento dos lotes pelas máquinas. Mas, essa velocidade deve ser regular,
evitando os nós e os engasgamentos. Para isso acontecer é necessário ter um
conhecimento do número de peças e o número de operações por produto, e o
tempo gasto por operação.
Com isto a indústria estará gerando uma redução nos custos de
produção e significativa melhoria nos padrões de qualidade, pois não haverá
perdas de peça no percurso entre as máquinas, além de evitar re-trabalho, em
função de operação incorreta.
Para montar essa linha de produção a pessoa necessita de
alguns conhecimentos técnicos de produção.
Conhecimento da seqüência operacional, ficha técnica, modelagem,
de máquinas, aparelhos e balanceamento.
“Na disseminação do LAYOUT da fábrica muitos exemplos de LAYOUT
confeccionados apresentam análise racional e que trouxeram resultados desastrosos, trazendo inconvenientes à eficiência e à produtividade. Em um estudo de LAYOUT são inúmeros os fatores
ligados a racionalização industrial, pois não podemos deixar de fora desse estudo às cargas das
máquinas, a carga de mão-de-obra, os balanceamentos das linhas, os métodos e processos de
trabalho, os tempos padrões das operações, os fluxos de produção etc”. (Toledo Jr, 2004 p. 118).

30
A decisão pelo tipo de arranjo físico que deve ser utilizado passa inicialmente pelo tipo de processo produtivo, ou seja, se a empresa trabalha com processos por projeto (encomenda), em lotes, em massa ou contínua. Isso definirá o tipo de layout mais adequado (SLACK et. al., 2002).
Ao projetar o layout alguns objetivos gerais devem ser atendidos (SLACK et. al., 2002): Segurança – o bom layout deve garantir a segurança das operações;
Ø Extensão do fluxo – no caso de uma atividade industrial isso significa procurar minimizar as distâncias percorridas;
Ø Clareza do fluxo – todos que realizam as operações devem conhecer de forma clara o fluxo de processamento. Isso pode ser obtido com a demarcação de corredores, por exemplo;
Ø Conforto da mão-de-obra - a mão-de-obra deve ter o maior nível de conforto possível no ambiente. Isso envolve iluminação, ruídos, temperatura etc;
Ø Coordenação gerencial – supervisão e coordenação devem ser facilitadas pela localização dos recursos produtivos e dispositivos de informação;
Ø Acesso – as máquinas devem ter seu acesso facilitado para execução da limpeza e manutenção;
Ø Uso do espaço – a utilização do espaço deve ser racionalizada, com o uso do espaço vertical, por exemplo;
Ø Flexibilidade de longo prazo – o layout deve possibilitar mudanças futuras, uma vez que as necessidades de operação podem mudar.
2.4 Matéria prima para confecção
Tipos de fibras:
ü Naturais - Os tecidos naturais, considerados básicos e clássicos,
podem ter três origens, a origem animal lã e seda a origem mineral amianto e
a origem vegetal (algodão, juta, cânhamo, linho e sisal)
ü Sintéticos - Os tecidos sintéticos são fibras produzidas pelo
homem usando como matéria-prima produtos químicos, da indústria
petroquimica. As mais conhecidas são o poliéster PES, a poliamida PA, o
acrílico PAC, o polipropileno PP e o poliuretano PUR (Elastano), além das
Aramidas (kevlar e Nomex).

31
ü Artificiais - Os tecidos artificiais provêm de: fibras celulósicas tais
como acetatos e viscoses e "fibras proteínicas", procedentes de matérias como
o milho e óleos vegetais Imitam perfeitamente a seda e o cetim e incluem
tecidos como o náilon.
Tabela 2: Tipos de Tecidos
1.0 Tipos de tecido 1.1 Naturais 1.2 Sintéticos 1.3 Artificiais 2.0 Tipos de Tecidos conforme trama / Teia 2.1 Tecidos Planos 2.2 Tecidos felpudos 2.3 Leno ou giro-inglês 2.4 Tecidos Jacquard 2.5 Malha 2.6 Mistos 2.7 Tramados 2.8 Nonwoven ou nãotecido 2.9 Tecidos Especiais 2.10 Filmes
Fonte: SEBRAE
2.5 A importância do controle do tempo
No Brasil, tempos e métodos chegaram junto com as
multinacionais, e ficou restrito a essas empresas, que usufruem de toda a
potencialidade, enquanto que as pequenas e médias indústrias brasileiras que
representam a tecnologia nacional pura, devido o descrédito dos
administradores da terra, na técnica e nas suas possibilidades, descrédito esse
causado pelo desconhecimento do que representa a análise do método, e do
que é um padrão de trabalho, a diferença entre a produtividade e a eficiência
da organização científica do trabalho, com todas as suas variáveis, nas
tomadas de decisões objetivando sempre a redução de custos de forma
progressiva e coerente.

32
Para se ter uma idéia do que os outros países fazem a respeito, basta dizer que em
todas universidades dos Estados Unidos, já na década de 20este assunto era matéria obrigatória nas
áreas de Engenharia, Economia e Administração. Tempos e Métodos, muito amadurecidos, pois é o
resultado de milhares de levantamentos de tempos e métodos realizados na prática, nas mais diversas
variadas técnicas de produção de diferentes produtos; da fabricação do aço à produção de alimentos.
(Toledo Jr, 2004)
2.5.1 - Percentual de tolerância
O Tempo normal de uma operação não contêm tolerância. É
apenas o tempo necessário para uma costureira/operador executar um trabalho
em ritmo normal. Entretanto, não é de se esperar que uma pessoa trabalhe 8
horas e 48 minutos sem alguma interrupção. A costureira/operador pode
dispender do seu tempo em necessidades pessoais, ou motivos fora de seu
controle. As tolerâncias para essas necessidades podem ser classificadas em:
• Tolerância pessoal
• Tolerância para fadiga
• Tolerância para espera
Ø Tolerância pessoal: é o tempo o qual o operador atende as suas
necessidades fisiológicas: beber água, ir ao banheiro, lavar as mãos e todas
as outras exigências pessoas minuciosas, mas que se incluem neles pelos
pequenos atos como limpar os óculos, assoar o nariz, enxugar o suor e outros,
relacionados com o conforto físico do mesmo.
Ø Tolerância para fadiga: fadiga tem vários significados. Na
indústria, fadiga se refere a três fenômenos relacionados: sensação de
cansaço, mudança fisiológica no corpo, (os nervos, os músculos não funcionam
bem ou tão rapidamente quanto ao normal devido a alterações químicas no
organismo resultantes do trabalho) diminuição da capacidade para execução
do trabalho.
Ø Tolerância de espera: é quando ocorre espera inevitável
causada pela máquina. Algumas vezes necessita de ajustes. Como no caso da
costura de jeans, quando da troca da peça de fazer o cós, e outros detalhes

33
das peças. Cada espera inevitável constitui um desafio para o controlador,
devendo ser feito todo esforço para eliminá-la.
A tolerância para este grupo de demoras deve ser estabelecida por meio de
observação no local de trabalho e com base no parecer dos técnicos e supervisores, as porcentagens
são acrescidas de dois a cinco por cento para troca de ferramentas e ajuste das máquinas” (Toledo Jr.
, 2004- p. 116)
Esse valor é o resultado de inúmeros estudos realizados em vários países de alto nível
de industrialização, relativamente a um dia de trabalho de 8 horas correspondendo a um período de 24
minutos, considerados suficiente para cobrir todas as demoras causadas por necessidades pessoais.
(Toledo Jr, 2004, 2004-p.113)
A cronoanálise tem sua origem em tempos e métodos, onde o
controlador seguindo as normas de ação determina um tempo de produção. O
controlador é um profissional que de posse de dados recriará o universo
produtivo. A esta técnica que serve de base à racionalização industrial, dá-se o
nome de cronoanálise, pois com o estudo de métodos, com certeza permitirá
chegar a boas conclusões, quase sempre com o resultado da análise
descobre-se um método mais rápido e seguro de fazer o trabalho.
2.5.2 - Como fazer a cronometragem
Utilizando um cronoanalista de operações (pessoa que mede e
analisa o tempo).
Para cronometrar usa-se o cronômetro centesimal porque não há
necessidade de transformar segundos em centésimos, sempre observando as
seguintes situações:
1. Se o posto de trabalho está devidamente organizado;
2. Se o serviço está próximo da costureira/operador;
3. Se os movimentos estão apropriados àquela operação;
4. Se o equipamento está adequado;
5. Se o equipamento está em perfeitas condições de uso, não
apresentando nenhuma irregularidade.
6. A costureira/operador deve organizar seu local de trabalho;

34
7. Orientar as costureiras/operadores qual o objetivo de tirar o tempo das
operações para que elas/eles estejam cientes do que está acontecendo e se
sintam tranqüilos
8. Colocar a costureira/operador em posição (zero)
9. Cronometrar uma seqüência de 10 peças ou mais, contínuas, com a
costureira destacando cada peça pronta. Deve ser desligada no final do
término da operação, ou quando trocar a carretilha ou quebra de agulhas;
10. Fazer avaliação de ritmo da costureira/operador de 0(zero) ou mais por
cento avaliando: número de paradas na execução da operação, se a
costureira/operador está concentrado na tarefa, verificar sua velocidade no
manuseio na peça, se é normal, rápido ou devagar à presença do
cronoanalista.
Os termos velocidade, esforço, tempo, ritmo e atividade referem-
se a velocidade dos movimentos da costureira/operador. Velocidade e esforço
são termos comumente usado para analista de estudo de tempos e o termo
tempo está ganhando aceitação”.(Barnes, 2001, p. 297).
2.6 Tempo padrão
É o tempo necessário determinado por uma costureira/operador
apto e treinado, possuindo habilidades médias para executar uma operação de
acordo com o método estabelecido, no qual já está incluído a tolerância
necessária para cada operação
TP: é o tempo corrigido ao qual considera-se a capacidade de
produção
TP=TN x RITMO+ % Tolerância
Exemplo: 0,33 x 0,90 + 18% = 0,35
2.7 Tempo normal (tn)
É o tempo no qual o analista pega o cronômetro (centesimal) e
mede o tempo que o operador treinado leva para executar uma operação,

35
sendo avaliado o seguinte exemplo: execução da costura disparando o
cronômetro enquanto a costureira/operadora e está executando a tarefa, em
caso de quebra de linha da máquina é parado o cronômetro, após o conserto
continua a medição do tempo.
2.8 Rítmo
É o estudo do tempo que consiste na avaliação da velocidade, o
ritmo com o qual cada pessoa trabalha durante a execução da tarefa onde o
analista julga a velocidade do operador.
Ritmo é o processo no qual o analista de estudo de tempo
comparando a velocidade do operador em observação com a velocidade
normal estabelecida, pois a diferença de velocidade varia de pessoa para
pessoa.
Ex.. Uma costureira faz barra de bolso traseiro em 100 peças em
meia hora considerando o ritmo ou velocidade normal igual a 100%. Outra
costureira faz barra de bolso traseiro de 120 peças por meia hora considerando
o ritmo ou a velocidade acelerado que é igual a uma velocidade de 120%.
Ex: 30 minutos=
120 peças
TN =0,25 x 120% ritmo é igual ao tempo normal de 0,30 por peça considerado no ritmo normal da operação

36
CAPÍTULO III
A DINÂMICA DO MERCADO TEXTIL
Antes de iniciar o estudo de caso, referente a Not Mundo faremos
uma imersão na história da indústria de confecções no Brasil, devido a
necessidade do entendimento de fatores históricos relacionados à evolução do
segmento, desde os primórdios da colonização portuguesa, até a atual posição.
O processo de industrialização no Brasil teve seu início com a
indústria têxtil. Suas raízes precedem a chegada e a ocupação do País pelos
portugueses porquanto os índios que aqui habitavam já exerciam atividades
artesanais, utilizando-se de técnicas primitivas de entrelaçamento manual de
fibras vegetais e produzindo telas grosseiras para várias finalidades, inclusive
para proteção corporal. Todavia, partindo-se do princípio de que tudo teria
começado com a efetiva ocupação do território brasileiro, ocorrida em 1500,
podem ser identificadas quatro etapas importantes para a definição da
evolução histórica da indústria têxtil no país: a fase colonial, a fase de
implantação, a fase da consolidação e a fase atual.
3.1 Fase Colonial
No período colonial, que se estende de 1530 até 1822, a
característica fundamental é a incipiência da indústria têxtil, além de sua
descontinuidade. As diretrizes da política econômica para as colônias eram
ditadas pela Metrópole. Assim, era comum a adoção de políticas de estímulo
ou restrição, segundo seus interesses ou necessidade de cumprimento de
acordos comerciais com outros países.
Instrumentos restritivos
Em 1785, por Alvará de d. Maria I, mandou-se fechar todas as
fábricas de tecidos de algodão, lã e outras fibras, com exceção daquelas que
fabricavam tecidos grosseiros destinados à vestimenta de escravos e para
enfardamento ou embalagens. A determinação da extinção das fiações e

37
tecelagens existentes no Brasil tinha como objetivo evitar que um número
maior de trabalhadores agrícolas e extrativistas minerais fosse desviado para a
indústria manufatureira.Essa restrição foi posteriormente reforçada em
instruções de outros membros do governo da Metrópole, tais como a do
ministro dos Negócios Ultramarinos, que determinava ser absolutamente
necessário ‘abolir do Brasil ditas fabricas’, advertindo ao vice-rei Luiz de
Vasconcelos e Souza, no sentido de ter “grande cuidado em que debaixo do
pretexto dos sobreditos panos grosseiros se não manufaturarem por modo
algum os que ficam proibidos”.
Em síntese, o famoso Alvará é extremamente representativo do
poder coercitivo que exercia a autoridade central colonizadora sobre qualquer
esforço de desenvolver-se uma atividade manufatureira, quer por parte dos
nativos, quer pelos próprios colonos portugueses.
Com a chegada de Dom João VI ao Brasil, o Alvará de d. Maria I foi
revogado, mas o surto industrialista que poderia ter-se verificado não ocorreu.
Ao contrário, foi aniquilado em razão de medidas econômicas de interesse da
Metrópole que assinara em 1810 um tratado de aliança e comércio com a
Inglaterra, instituindo privilégios para os produtos ingleses, reduzindo-se os
direitos alfandegários para 15%, taxa essa inferior até mesmo à aplicada para
os produtos portugueses que entrassem no Brasil. Com isso, nossa incipiente
indústria têxtil não tinha como competir com os tecidos ingleses, perdurando
essa situação até 1844, quando novo sistema tarifário veio comandar o
processo evolutivo da industrialização brasileira.
3.2 Fase de Implantação
Instrumentos de Estímulo
Em 1844, esboçou-se a primeira política industrial brasileira, quando
foram elevadas as tarifas alfandegárias para a média de 30%, fato que
provocou protestos de várias nações européias. A medida propiciou realmente
um estímulo à industrialização, especialmente para o ramo têxtil, que foi o
pioneiro desse processo.Contudo, o processo da industrialização não se deu

38
de imediato; ele foi lento, podendo ser considerado o período de 1844 até 1913
como fase de implantação da indústria no Brasil.
Em 1864, o Brasil já tinha uma razoável cultura algodoeira, matéria-
prima básica da indústria têxtil, mão-de-obra abundante e um mercado
consumidor em crescimento. Outros fatores não-econômicos também
influenciaram a evolução da indústria têxtil, dentre os quais citam-se: a guerra
civil americana, a guerra do Paraguai e a abolição do tráfico de escravos, fato
este que resultou na maior disponibilidade de capitais, antes empregados
nessa atividade.Assim, em 1864 estariam funcionando no Brasil 20 fábricas,
com cerca de 15.000 fusos e 385 teares. Menos de 20 anos depois, ou seja,
em 1881, aquele total cresceria para 44 fábricas e 60.000 fusos, gerando cerca
de 5.000 empregos. Nas décadas seguintes, houve uma aceleração do
processo de industrialização e, às vésperas da I Guerra Mundial, contávamos
com 200 fábricas, que empregavam 78.000 pessoas.
3.3 Fase de Consolidação
Como vimos anteriormente, no início da I Guerra Mundial o Brasil já
dispunha de um importante parque têxtil. A guerra pode ser considerada como
fator decisivo na consolidação da indústria têxtil brasileira. A limitação da
capacidade do País de importar propiciou a oportunidade de crescimento da
produção interna no vácuo deixado pelo não-suprimento externo de tecidos.
Assim, a interrupção do fluxo de entrada de artigos oriundos do exterior, pela
concentração dos Países europeus e Estados Unidos no esforço da guerra,
funcionou como elemento de estímulo para o crescimento da indústria
brasileira. Segundo dados do IBGE, em 1919, a indústria têxtil contava com
105.116 trabalhadores, o que representava 38,1% do contingente empregado
nas indústrias de transformação.
Com o fim do conflito na década de 20, novamente arrefeceu a
atividade têxtil pela retomada das importações de tecidos diante da dificuldade
de competição com os similares estrangeiros que eram vendidos no Brasil a
preços inferiores aos que eram cobrados em seus países de origem.
Em 1929, a grande crise que se abateu sobre a economia mundial propiciou

39
nova oportunidade de crescimento da indústria brasileira, a exemplo do que
havia ocorrido durante a I Guerra. A capacidade de importação foi
drasticamente reduzida, levando praticamente todos os países a adotarem
políticas de substituição dos importados pela produção interna das mercadorias
necessárias a seu abastecimento. Esse processo foi aprofundado pela eclosão
da II Guerra Mundial, período em que ocorreram realmente excepcionais
alterações na estrutura industrial brasileira. Como os fornecedores tradicionais
do Brasil estavam envolvidos no conflito, abriu-se a possibilidade de o mercado
ser suprido por meio do incremento da produção interna, com o surgimento de
muitas fábricas em praticamente todos os setores da atividade manufatureira.
No ramo têxtil, as fábricas se ampliaram, passando a operar com mais de um
turno de trabalho e produzindo mais para atender o mercado interno e, ainda,
exportando para mercados importantes, principalmente da Europa e dos
Estados Unidos.
O número de operários ocupados no ramo têxtil triplicou no período
de 1920 a 1940. A participação do setor no Produto Industrial atingiu 23,1%, o
que bem demonstra o nível de pujança alcançado no período. Todavia,
terminado o conflito mundial, novamente o setor retornou à situação anterior.
Com a normalização paulatina do mercado internacional, perdemos nossos
clientes externos e as exportações caíram a níveis insignificantes. De uma
média anual de cerca de 24 mil toneladas de tecidos de algodão exportados no
período de 1942 a 1947, caímos para 1.596 toneladas em 1951, que se
reduziram a quase nada nos anos seguintes. Os investimentos foram travados
e o obsoletismo do equipamento em uso ficou patente.
3.4 Fase atual
A segunda metade dos anos 50 marca, todavia, o início da fase
industrial brasileira em processo acelerado, com ênfase para os setores mais
dinâmicos e não-tradicionais. Nessa fase, o setor têxtil, por influência sistêmica
do desenvolvimento industrial da época, também começou a passar por
grandes transformações. É assim que, a partir de 1970, incentivos fiscais e
financeiros administrados pelo CDI - Conselho de Desenvolvimento Industrial,
órgão do Ministério da Indústria e Comércio, possibilitou um movimento de

40
fortes investimentos em modernização e ampliação da indústria têxtil, com
vista, principalmente, ao aumento das exportações brasileiras de produtos
têxteis. Em célebre reunião realizada na sede do Sindicato da Indústria de
Fiação e Tecelagem do Estado de São Paulo, o então Ministro da Fazenda,
Antonio Delfim Netto, desafiou o setor a exportar 100 milhões de dólares por
ano em manufaturados têxteis. Realmente, as exportações têxteis, que tinham
alcançado apenas 42 milhões de dólares em 1970, deslancharam
continuamente, atingindo US$ 535 milhões em 1975, US$ 916 milhões em
1980, US$ 1,0 bilhão em 1985, US$ 1,2 bilhões em 1990 e US$ 1,5 bilhão em
1992. A partir de 1993, porém, nossas vendas externas novamente regrediram,
agora por conta das novas e profundas transformações ocorridas na economia
e na política brasileira, tais como a abertura do mercado interno aos
fornecedores externos, iniciada em 1990, a eliminação de entraves
burocráticos às importações, a redução das tarifas aduaneiras, etc., as quais
ocasionaram o fechamento de muitas empresas e obrigaram o setor a investir
fortemente na sua modernização para reduzir custos e poder competir com os
produtos importados.
A cadeia produtiva têxtil do Brasil, hoje é formada por 30.000
empresas entre fiações , tecelagens , malharias, estamparias, tinturarias e
confecções, que geram 1,6 milhão de empregos formais e informais e que
apresentou no ano de 2006 um faturamento de US$ de 33 bilhões . Em 2006,
as exportações do setor foram de 2, 08 bilhões e as importações de US$ 2,14
bilhões.
O Brasil é o sexto maior produtor têxtil do planeta, ocupando o
segundo lugar na produção de denim - O setor têxtil de confecções é um dos
que mais emprega no País, sendo o segundo maior empregador da indústria
de transformação da qual representa 18,6 % do produto interno bruto.
O parque têxtil nacional consome, anualmente, mais de 1.400.000 t
de diversas matérias-primas , dentre elas : pluma de algodão, lã, fio de seda,
juta, poliéster, sisal e outras, sendo liderado pela fibra de algodão, cujo
consumo na safra 2005/2006 foi de 890.000t.

41
É importante frisar, que o País foi sempre um tradicional produtor de
algodão, produzindo o que necessitava e exportando o excedente, porém na
década de noventa com a queda acentuada da área cultivada e da produção, o
Brasil passou a condição de segundo maior importador de algodão do mundo,
chegando a importar / ano, cerca de 400.000t de pluma, além de outros
subprodutos do algodão ao custo de US$ 1,2 bilhão.
No entanto, a partir do início do ano 2000, o País, voltou a ser auto-
suficiente em algodão, abastecendo a sua indústria têxtil e exportando o
excedente. Para se ter uma idéia, na safra 2006/2007 foi exportada 437.000 t
de pluma de excelente qualidade. O Estado de Mato Grosso lidera a produção
nacional de algodão, produzindo no ano agrícola 2005/2006 1,5 milhão de
toneladas de algodão em caroço, com produtividade de 3.660 kg/ha,
considerada a maior produtividade do planeta em condições de chuvas
naturais.
A indústria têxtil nacional é bem assessorada pela Associação
Brasileira da Indústria Têxtil-ABIT, que tem a missão de apoiar o
desenvolvimento programas sociais e ambientais além de outras atividades.
3.4.1 Balanço atual
O setor têxtil e de confecção brasileiro encerrou o ano de 2008 com
faturamento de US$ 43 bilhões. O número representa alta de 4% em relação à
2007 (US$ 41,3 bilhões). O aumento está relacionado ao aquecimento do
mercado interno, que representou 92% do consumo. Segundo a Associação
Brasileira da Indústria Têxtil e de Confecção (Abit) a produção física do
segmento de vestuário subiu 4,07% até novembro de 2008. Já a produção
física da indústria têxtil foi reduzida em 0,27% em relação ao mesmo período
do ano anterior. Para o fechamento de 2008, as projeções indicam,
respectivamente, crescimento de 3,6% e queda de 0,35%. Em contrapartida, o
presidente da Abit, Aguinaldo Diniz Filho, destacou que o comércio varejista de
tecidos aumentou 10,29% até outubro de 2008. Para Diniz, o índice indica uma
participação expressiva dos produtos importados no mercado doméstico e que
os produtos possuem margem para crescer no País.

42
CAPÍTULO IV
ESTUDO DE CASO
A empresa alvo do nosso estudo atua no comércio de varejo e
atacado com artigos do vestuário há nove anos, com sede em Petrópolis e
cinco lojas, sendo duas em Petrópolis, uma em Xerém, uma em Nova Iguaçu,
uma no centro de Caxias, no Estado do Rio de Janeiro. além de participar em
feiras continuas e eventos sazonais no Rio de Janeiro e outros estados como
Bahia, Espírito Santo.
Foto 4: Frente loja Not Mundo no Shopping Center Badia – Bingen
Petrópolis RJ
Fonte: Not Mundo
É bom citar que as tarefas de modelagem, pilotagem, corte, costura
e acabamento final das peças. Atividades de beneficiamento, como silks,
bordados e lavagem industrial, são totalmente terceirizadas, e a costura que

43
exceder a capacidade produtiva do setor de costura é terceirizado para
facções.
Opera com seis coleções anuais, numa média de vinte e cinco
modelos em cada coleção,
Sua clientela está baseada nas próprias lojas, nas sacoleiras em
transito de vários estados, pequenos magazines, em lojas de multimarcas,
shopping center’s que atendem às classes sociais pequena e média.
A missão da empresa é “garantir sucesso a seus clientes oferecendo
produtos e serviços com conforto, elegância e sensualidade, a um preço
competitivo, garantindo lucratividade através de uma boa equipe de
colaboradores.
Por sua vez, a visão consubstancia-se em “ser uma organização de
postura ética que valoriza a mulher moderna, através de produtos de
qualidade, com preços acessíveis.
A política de qualidade busca desenvolver uma cultura que permita a
satisfação de seus clientes. A apresentação da empresa e seus aspectos
gerais é de fundamental importância para que se possa desenvolver a proposta
de implantação da controladoria, bem como o entendimento de seu processo
decisório descrito a seguir.
4.1 O processo decisório da empresa
A empresa é familiar de pequeno porte, tributada com base no lucro
real e dirigida atualmente por um conselho de administração, composto pelo
Diretor Geral (proprietário) e gerentes administrativo, financeiro, produção e
comercial.
A gestão dos negócios é desenvolvida pelos membros do conselho
de administração, que procuram manter um caráter empreendedor, acreditando
na expansão e na diversificação dos investimentos. Utiliza como instrumento
gerencial o planejamento estratégico desenvolvido pelo próprio conselho de
administração.
Por sua vez, o planejamento operacional é desenvolvido, a partir do
planejamento estratégico, pelo gerente responsável da área, com o suporte do
gerente administrativo e financeiro e executado pelos encarregados de cada
departamento, juntamente com o apoio de seus colaboradores.

44
Ressalta-se que todas as áreas são acompanhadas pelo Diretor
Geral da empresa, que, apesar de acreditar na política de delegar funções e
autoridade, ainda mantém um certo grau de controle geral da organização. O
proprietário procura manter-se aberto aos gestores.
Quadro Organograma da Empresa X
Figura 2: Organograma da empresa em foco
Fonte: Empresa em foco
De acordo com a estrutura da empresa, abaixo segue a
apresentação das funções:
Conselho de administração – composto pelo Diretor geral, Gerente
Administrativo, Gerente de Produção, Gerente Financeiro e por último o
Gerente Comercial.
Diretor geral - acompanha e supervisiona os resultados de todas as
áreas da empresa;
Gerente financeiro - dirige processos ligados à área financeira e
assessora os departamentos de suporte à administração;
Diretor Geral
Gerência Financeirqa Gerência comercial Gerência Administrativa Gerência de Produção
Controle de prazos Controladoria Planejamento Logística Pessoal/RH Almoxarifado/Serviços Gerais
Contabilidade Contas à Pagar Contas à Receber Tesouraria
Modelagem Pilotagem Corte Costura Controle de qualidade Custo do Produto Lojas
Vendas
Eventos
Compras
Feiras
Estoque

45
Gerente de Produção - realiza atividades de gerenciamento e
controle de coleções, pesquisa de novas tendências da moda, aprovação de
desenhos, modelagem e aprovação das peças pilotos, compra de tecidos e
aviamentos, custo do produto;
Gerente comercial - divulga e comercializa os produtos oferecidos
pela empresa, bem como supervisiona os profissionais ligados diretamente às
vendas e faturamento;
Gerente administrativo – Dirige a logística, planejamento e
controladoria através do Control Shop, (informações informatizadas) RH,
serviços gerais.
Assim a empresa, ao estabelecer suas metas de forma
departamentalizada, procura cumprir o planejamento, para manter ao longo do
processo de execução o controle de suas ações.
Diante do exposto, observa-se que a descrição destes fatores
organizacionais consubstancia-se como peça fundamental para que se possa
desenvolver a controladoria na empresa. Além disso, o entendimento de seu
sistema de informações apresentado na seqüência, é necessário para buscar o
devido suporte ao processo decisório dos gestores.
4.2 O sistema de informações da empresa
Os sistemas de informações objetivam fornecer condições para que
os resultados reais das operações sejam apurados e comparados com os
previstos. Isto só é possível mediante a integração dos sistemas de
orçamentos, que fornecem os resultados previstos para determinada atividade,
com a contabilidade, que dispõe dos resultados efetivamente realizados.
Cassaro (1999, p.25-26) menciona que, as informações geradas
pelos Sistemas de Informações Gerenciais compõem um dos maiores e mais
valiosos ativos de uma empresa. Pode-se afirmar que uma empresa é mais
dinâmica em relação a outras, na medida em que utiliza melhor a informação
gerada por seus sistemas, e tenha pessoas qualificadas que saibam fazer uso
destas informações em suas decisões. As informações geradas por um sistema
podem ser de natureza interna, como: posições de vendas, compras e

46
estoques. Ou de natureza externa, como: posição de entrega de fornecedores,
indicadores econômico-financeiros, informações de mercado e satisfação de
clientes.
De acordo com Peres Junior, Pestana e Franco (1997, p.31), a
controladoria faz uso dos sistemas de informações para apoiar seus gestores
no processo de tomada de decisão por meio de informações extraídas dos
sistemas operacionais.
4.2.1 Sistema de informações do departamento administrativo
Sendo, também, responsável pela administração de informações do
almoxarifado.
O departamento de recursos humanos é responsável pelo
gerenciamento, programação e realização de atividades para o
desenvolvimento dos funcionários, recrutamento e seleção de pessoal, análise
e descrição de cargos e salários.
Acompanham também os aspectos trabalhistas, desenvolvendo
atividades de cadastro de funcionários, controle de horários, registros, folha de
pagamento, férias, 13º salário, recolhimento de encargos, entre outras
atividades.
O departamento de informática é responsável pela implantação do
sistema integrado de gestão da empresa. Tem como atividade o treinamento
de usuários, para um correto manuseio do sistema de informação e
manutenção de máquinas e equipamentos de informática.
4.2.2 O sistema de informações do departamento de produção
A produção da empresa, para um melhor desempenho de suas
atividades, contam com o sistema integrado de gestão, onde podem exercer a
produção – Planejamento e Controladoria, alcançando maior eficácia nos
resultados.
Segundo Slack et al. (1997, p.57), planejar e controlar a produção é
o ato de decidir sobre o modo mais coerente de empregar recursos de
produção, onde possibilita-se a execução do que foi previsto.

47
Um plano é uma formalização de o que se pretende que aconteça
em determinado momento no futuro. Um plano não garante que um evento vá
realmente acontecer; é uma declaração de intenção de que aconteça.
O controle faz os ajustes que permitem que a operação atinja os
objetivos que o plano estabeleceu, mesmo que os pressupostos assumidos
pelo plano não se confirmem.
Desta forma, a produção tem por finalidade gerir os estoques, para
que este mantenha-se em nível baixo e reduza os impactos financeiros
concernentes ao custo do um capital parado, além da programação, emissão e
acompanhamento das ordens de produção.
4.2.3 O sistema de informações do departamento financeiro
A gestão financeira da empresa consiste em equilibrar as entradas
e saídas de caixa. Para tanto, a organização deve captar as melhores
oportunidades de investimento e propostas de financiamento, tendo em vista
alcançar um equilíbrio entre a liquidez e rentabilidade da empresa.
Por meio do control shop, o gestor financeiro pode projetar a
situação de liquidez da empresa para datas futuras, verificando as entradas e
saídas de caixa. As entradas no caixa decorrentes de vendas são efetivadas no
momento do faturamento dos produtos, dando origem ao registro e controle
das contas a receber e aos procedimentos para cobrança, recebimento e
quitação das vendas a prazo.
Nesse fluxo de atividades, o encarregado pela cobrança, de posse
da fatura emitida contra o cliente, efetuará os procedimentos necessários para
cobrança.
Quando realizada em cheque, após seu recebimento, este é
encaminhado à tesouraria, que remete-o ao banco, seja para depósito à vista
ou programado. Caso seja mediante duplicata, a tesouraria integrada com o
banco, remete os títulos para cobrança eletrônica, assim evita-se a
movimentação de papéis.
Cabe ainda à tesouraria a gestão de saques em conta corrente,
aplicações financeiras, captação de recursos e controle de despesas
financeiras.

48
A conferência das contas a receber ocorre diariamente. No momento
da liquidação é dada a baixa no sistema financeiro e atualizada a conta
corrente do cliente. Em caso de inadimplência, o devedor é inicialmente
cobrado via telefone, não havendo sucesso, é encaminhado ao departamento
jurídico para protesto ou execução.
Por outro lado, as saídas de caixa são decorrentes das ordens de
compras, para pagamento de fornecedores, folha de pagamento, guia de
recolhimento de impostos e outros. Cada operação é conferida antes do
pagamento, emitindo uma autorização de pagamento assinada pelo
responsável do almoxarifado, gerente financeiro e diretor da empresa.
Observa-se que o controle das contas a pagar é constante, sendo
que diariamente o responsável emite um relatório das obrigações do dia, e
submete-o à análise da tesouraria para verificação das disponibilidades em
caixa.
Os pagamentos ocorrerem com cheques à vista, pré-datados ou por
meio de sistema integrado com o banco. No mesmo momento em que é
efetuada uma baixa no contas a pagar, o sistema atualiza as parcelas
remanescentes na conta corrente do fornecedor.
A verificação das disponibilidades da empresa, provenientes da
diferença entre recebimentos e pagamentos, ocorre de forma preventiva, por
meio de análise do fluxo de caixa.
Ø Contas a pagar/pagas
Pode ser classificado em ordem de fornecedor, vencimento ou valor.
Ø Contas a receber/recebidas
Por ser classificado por data de vencimento ou posição de cobrança (cheque
ou duplicata)
Ø Cobrança
Apresenta as parcelas de clientes que se encontram vencidas.
Ø Operações com cheque e duplicatas
Apresenta os cheque ou duplicatas que estão disponíveis para negociação no
mercado financeiro.
Ø Acompanhamento de saldo devedor em conta corrente

49
Caso a empresa utilize recursos de conta garantida, este relatório irá projetar
os juros que serão cobrados no período.
Ø Movimento de caixa
Permite acompanhar as movimentações realizadas no caixa.
Ø Fechamento do movimento financeiro
Permite acompanhar toda a movimentação financeira que ocorreu no dia.
Ø Disponibilidade de caixa e banco
Apresenta de modo sintético a disponibilidade existente em caixa e bancos a
qual a empresa movimenta.
Ø Fluxo de caixa
É projetado, considera somente as compras e vendas efetuadas, não
apresenta projeções em relação a compra e vendas.
Ø Limite de crédito de cliente
Permite acompanhar o limite de crédito de cada cliente.
O uso dos relatórios possibilita o acesso à informações quanto a
tesouraria, contas a pagar, contas a receber, crédito e cobrança, além de
demonstrar em tempo presente ou futuro, a situação de liquidez da empresa.
Pode, inclusive, ajudar a projetar as vendas realizadas pelo departamento
comercial.
O departamento contábil fornece aos gestores demonstrações
contábeis, controle de ativo imobilizado e contabilidade tributária. As
demonstrações contábeis evidenciam a situação patrimonial e de resultado da
empresa, sendo elaboradas apenas duas demonstrações, a Demonstração do
Resultado do Exercício e o Balanço Patrimonial. O controle do ativo imobilizado
trata do registro dos bens adquiridos, especificando o valor, vida útil,
depreciação e local de utilização. E a contabilidade tributária destina-se à
apuração de impostos e informações ao fisco.
4.2.4 Sistema de informações do departamento comercial
O departamento comercial é responsável pela realização do
marketing e das vendas da empresa. Para Kotler (1998, p. 27-31), marketing é
um processo social e gerencial pelo qual indivíduos e grupos obtêm o que
necessitam e desejam através da criação, oferta e troca de produtos de valor

50
com outros. Kotler (1998, p.36) alerta que é preciso “assumir que os
consumidores, se deixados sozinhos, normalmente, não comprarão o suficiente
dos produtos da organização. Assim, a organização deve empregar um esforço
agressivo de venda e de promoção. ”Deste modo, a venda preocupa-se em
atender as necessidades do vendedor ao transformar seu produto em dinheiro,
ao passo que o marketing objetiva, por meio de seu produto, atender as
necessidades do consumidor através de seu consumo final.
A operacionalização das vendas inicia-se com a emissão do pedido,
que é inserido no sistema. Desta forma, é dado início ao fluxo de informações
para saberem como para a previsão do faturamento e da entrega. Gera, ainda,
informações de natureza econômico-financeira ao departamento financeiro,
para projeção de origens no fluxo de caixa. A efetivação do pedido está
condicionada à aprovação de cadastro do cliente, disponibilidade de estoque e
data de entrega. Cabe ainda à área comercial especificar a região, estabelecer
e acompanhar as metas de vendas para cada representante, controlar
comissões e tabelas de preços.
.

51
CONCLUSÃO
Para obter melhor resultado em uma empresa de confecção é
necessário adaptar um método eficaz, ágil, pois o mesmo está comprovando
que o balanceamento é a arma da produção, os carrinhos, um programa de
informática específico para as tarefas de cada departamento e especialmente
na área de corte onde as perdas tem papel significativo no preço final do
produto, são condições favoráveis que contribuem muitíssimo para agilizar a
produtividade e conseqüentemente redução de custos. Não é só para grandes
empresas, mas sim para a pequena e micro empresa, ou seja, toda
organização que deseja agir neste setor com maior facilidade, procurando
deixar seu processo produtivo satisfatório tanto para o colaborador da costura
quanto para a organização.
Um sistema de informações eficaz se faz necessário em uma
empresa de confecção para se ter um controle eficiente, baseado em
questionários de avaliação de desempenho, e em dados armazenados nos
computadores.
No ambiente empresarial a competitividade vem se intensificando
significativamente ao longo dos anos. O grande número de concorrentes
inseridos no mercado textil e as transformações que ocorrem rapidamente no
mundo da moda são alguns dos fatores que afloram a necessidade das
empresas de confecção de roupas buscarem alternativas de vantagem
competitiva para se manterem no mercado.
Neste sentido, controladoria exerce papel preponderante na
empresa, apoiando os gestores no planejamento, controle e execução através
da manutenção de um sistema eficiente de informações.

52
BIBLIOGRAFIA
ARAÚJO, Mário de. Tecnologia do Vestuário. Lisboa: Fundação – Calauste
Gulbenkian, 1996.
BARRETO, Antônio Amaro Menezes. Qualidade e Produtividade na Indústria
da Confecção, 1ª ed., Londrina: Midiograf, 1997
BARNES, Raph M. Estudo de Movimentos e de Tempo: Projeto e Medida do
Trabalho. São Paulo: Edgard Blücher, 1997.
GAITHER, Norman. Administração da Produção e Operações, 8ª ed., São
Paulo: Pioneira, 2004.
GURGEL, Floriano C. Administração do Produto. 4ª ed., Atlas, 1995.
MULLER, Mary Stela. Normas e padrões para teses, dissertações e
monografias 4ª ed., Londrina: ed. UEL
ZANLUCA, Julio César, Manual de Contabilidade de Custos
MOSIMANN, Clara Pellegrinello; FISCH, Sílvio. Controladoria: seu papel na
administração de empresas. 2ª ed., São Paulo: Atlas, 1999.
KANITZ, S. C.. Controladoria: teoria e estudos de casos. São Paulo: Pioneira,
1976.
SLACK Nigel; CHAMBERS Stuart; JOHSTON Robert. Administração da
Produção. 2ª ed., São Paulo: Atlas, 2002
SEBRAE
WEBGRAFIA

53
INDICE
1. Conceito sobre controladoria 8
1.1 A origem da controladoria 8
1.2 Controladoria como órgão administrativo e ramo do conhecimento 9
1.3 A aplicação da controladoria 10
1.4 Funções da controladoria 10
1.5 Atribuições e funções do controller 11
1.6 Controladoria e tesouraria 14
2. Processo produtivo na indústria de confecção 16
2.1 Planejamento da coleção 17
2.2 Maquinário 23
2.2.1 Alguns dos modelos usados na costura 23
2. 3 Layout para produção e seus pontos críticos 26
2.4 Matéria prima para confecção 28
2.5 A importância do controle do tempo 29
2.5.1 - Percentual de tolerância 30
2.5.2 Como fazer a cronometragem 31
2.6 Tempo padrão 32
2.7 Tempo normal 33
2.8 Ritmo 33

54
3. A dinâmica do mercado têxtil 36
3.1 Fase colonial 36
3.2 Fase de implantação 37
3.3 Fase de consolidação 38
3.4 Fase atual 39
3.4.1 Balanço atual 41
4. Estudo de caso 42
4.1 O processo decisório da empresa 43
4.2 O sistema de informações 45
4.2.1 Sistema de informações do departamento administrativo 46
4.2.2 O sistema de informações do departamento de produção 46
4.2.3 O sistema de informações do departamento financeiro 47
4.2.4 Sistema de informações do departamento comercial 49
Conclusão 51
Bibliografia 52
Índice 53
Índice de fotos 55
Índice de tabelas 56
Índice de figuras 57

55
INDICE DE FOTOS
Foto 1: Travette eletrônica 24
Foto 2: Caseadeira 24
Foto 3: Máquina overloque (funcionária trabalhando) 25
Foto 4: Frente loja Not Mundo no Shopping Center Badia – Bingen Petrópolis
RJ 42

56
Índice de tabelas
Tabela 1: Diferenças entre o controller e o tesoureiro 15
Tabela 2: Tipos de tecidos 29

57
Índice de figuras
figura 1: Estrutura do funcionamento da confecção 17
figura 2: Organograma da empresa em foco 44
Recommended