PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Guilherme Germano Braga
ANÁLISE DA INFLUÊNCIA DO PROCESSO PRODUTIVO NA
FORMAÇÃO DE TENSÕES RESIDUAIS DE UMA PEÇA
ESTAMPADA
São João Del Rei, 2016

Guilherme Germano Braga
ANÁLISE DA INFLUÊNCIA DO PROCESSO PRODUTIVO NA
FORMAÇÃO DE TENSÕES RESIDUAIS DE UMA PEÇA
ESTAMPADA
São João Del Rei, 2016
Dissertação apresentada ao Programa de Pós-
Graduação em Engenharia Mecânica da Universidade
Federal de São João del-Rei, como requisito para a
obtenção do título de Mestre em Engenharia Mecânica
Área de Concentração: Materiais e Processos de
Fabricação
Orientador: Prof. Dr. Frederico Ozanan Neves
Co-Orientador: Prof. Dr. Márcio Eduardo Silveira



Dedico este trabalho aos meus pais, Vinícius e Margarida, e à minha esposa,
Nayara, pelo apoio e incentivo durante esta caminhada.

Agradecimentos
Primeiramente agradeço a Deus que me concedeu saúde e força para superar
todas as diversidades enfrentadas nessa jornada.
Agradeço a minha esposa, Nayara, pelo carinho e apoio a todo o tempo, e
também pela compreensão nos momentos de ausência.
Aos meus pais, Vinícius e Margarida, meus irmãos, William e Hugo, que
sempre me apoiaram em todas as minhas decisões.
Ao professor Dr. Frederico Ozanan, orientador desta pesquisa, pelos
ensinamentos, pela paciência e por acreditar no meu trabalho.
Ao professor e amigo Dr. Márcio Silveira, co-orientador desta pesquisa, pelo
conhecimento compartilhado e disponibilidade em ajudar durante todo mestrado.
Ao professor Dr. Lecino Caldeira, pelos ensinamentos e por abrir as portas do
IF SUDESTE MG campus Juiz de Fora e permitir o uso dos laboratórios.
Ao amigo e parceiro de trabalho Rafael de Brites, que dividiu comigo muitos
esforços para o desenvolvimento dessa pesquisa.
Ao amigo Carlos Carvalho, pelo excepcional auxílio nos trabalhos
desenvolvidos no laboratório de simulação numérica.
A todos os professores do Programa de Pós-Graduação em Engenharia
Mecânica da UFSJ, por dividirem seus conhecimentos, pela atenção e incentivo.
Aos companheiros de mestrado Carlos Augusto, Fábio Rosa, Valéria Lima,
Samuel Alves,Rhuan Souza eBreno Siqueira pela amizade e contribuições para
realização deste trabalho.
Ao técnico CamiloLelis e auxiliar Luiz Zanitti pela amizade e peloexímio
trabalho desenvolvido na fabricação das ferramentas de estampagem e auxílio na
condução dos experimentos.
Enfim, agradeço a todos que contribuíram direta ou indiretamente para
realização deste trabalho.

“Os que se encantam com a prática sem a ciência são como os timoneiros que
entram no navio sem timão nem bússola, nunca tendo certeza do seu destino”
Leonardo da Vinci

Resumo
A estampagem é um processo de fabricação com larga aplicação industrial,
inclusive no setor automobilístico. Vários parâmetros deste processo podem
influenciar o desempenho de peças estampadas, no que diz respeito à confiabilidade
de peças expostas a tensões cíclicas e à natureza das tensões residuais, o que
pode trazer benefícios ou malefícios. O objetivo deste trabalho foi analisar a
influência que, o tipo de material e de lubrificante utilizados no processo de
estampagem de uma peça, tem sob a formação de tensões residuais. Para realizar
essa análise foram feitos testes experimentais e por simulação numérica. Foram
analisados três materiais: aço ABNT 1020, aço ABNT 1010 e Alumínio 1200 H14 e
quatro tipos de lubrificantes: um óleo mineral comumente utilizado na indústria, e
óleos vegetais de linhaça, mamona e algodão. A variável de resposta foi a
microdureza, como referência para análise sobre a introdução de tensões residuais.
Com auxilio de software de desenho e dos resultados da simulação numérica prévia
foram projetados e fabricados a matriz, punção e dispositivo de alinhamento para
execução de ensaios físicos, além de definir o blank para estampagem da peça.Para
os ensaios experimentaisfoi utilizado um planejamento fatorial completo aleatorizado
por níveis. Tais ensaios foram replicados por simulação numérica, utilizando o
software Hyperform®. Os resultados mostram que a variação dos materiais
utilizados no processo tem importante influência na formação de tensão residual, ao
passo que o melhor resultado foi percebido no uso do aço ABNT 1010 que obteve
maior incremento de tensões residuais de natureza compressiva. Também foi
possível perceber que não houve diferença significativa nos resultados de tensões
residuais através da variação do lubrificante utilizado. Tal fato leva a concluir que os
lubrificantes a base vegetal analisados podem substituir o lubrificante MZA20 no
processo estudado.
Palavras-chave: Tensões residuais. Estampagem. Lubrificação.Material
metálico.SimulaçãoNumérica.

Abstract
The stamping is a manufacturing process with wide industrial applications, including
the automotive sector. Various parameters of this process can influence the
performance of stampings, with regard to the reliability of parts exposed to cyclic
stresses and the nature of the residual stresses, which can benefit or harm. The aim
of this study is to analyze the influence that the type of material and lubricant used in
a part stamping process, has onresidual stresses formation. To perform this analysis
are made experimental procedures and numerical simulation tests. There were
employed three materials: ABNT 1020steel, ABNT 1010 steel and 1200 H14
aluminum and four types of lubricants: mineral oil, commonly used in industry, and
vegetable oils: linseed, castor and cotton. The variable response was the hardness,
translated into residual stress. The stamping device was designed and produced
based on the previous numerical simulation. For the tests we used a randomized
levels full factorial design. Experimental tests were replicated by numerical simulation
using the Hyperform® software. The results show that the variation of the materials
used in the process have an important influence on the formation of residual stress.
The best results were obtained using the ABNT 1010 steel due the higher increase of
compressive residual stresses. It was also possible to see that there was no
significant difference in the results of residual stresses by varying the lubricant. This
fact leads to the conclusion that the vegetable oils here analysed can replace the
MZA20 lubricant on this stamping process.
Keywords: Residual stresses. Stamping.Lubrication.Metallic material. FEM.

10
Lista de Figuras
Figura 1. Ilustração da ferramenta de estampagem. Fonte: Borges (2015)........... 18
Figura 2: Parâmetros do processo de estampagem. Fonte: Schaeffer (2004)....... 20
Figura 3 - Padrão típico de distribuição de tensões residuais ao longo da seção
de um eixo. Fonte: Ogata (2003)............................................................................ 22
Figura 4 - Superposição de tensão residual e tensão aplicada. Fonte: Nunes
(2008)...................................................................................................................... 23
Figura 5 - Tensões residuais do Tipo I. Fonte: Nunes (2008)................................ 26
Figura 6 - Tensões residuais do Tipo II. Fonte: Nunes (2008)............................... 27
Figura 7 - Tensões residuais do Tipo III. Fonte: Nunes (2008).............................. 28
Figura 8. Ilustração do projeto multiescala do material. Fonte: Haoet al., (2003)
apud Bruschi et al., (2014)...................................................................................... 45
Figura 9. Dobradiça de porta automotiva (A e B), Corpo de prova definido (C e
D)............................................................................................................................ 49
Figura 10. Desenho renderizado da matriz............................................................ 50
Figura 11. Desenho renderizado do punção.......................................................... 50
Figura 12. Angulação para reduzir esforços e evitar que a peça agarre................ 51
Figura 13. Desenho renderizado das ferramentas com guia para o punção.......... 51
Figura 14. Forno Mufla usado no tratamento térmico............................................. 52
Figura 15. Blank estimado pela simulação numérica............................................. 52
Figura 16. Corpos de prova cortados na chapa de aço ABNT 1020...................... 53
Figura 17. Corpo de prova para ensaio de tração de acordo com a norma ASTM
- A370..................................................................................................................... 54
Figura 18. Rheo Viscosímetro HÖPPLER – modelo KD 2.1.................................. 55
Figura 19. Região da peça destacada para análise............................................... 58
Figura 20. Amostra da região de análise da peça embutida.................................. 59
Figura 21. Pontos onde foram realizadas as indentações...................................... 59
Figura 22. MicrodurômetroMitutoyo modelo MVK G1........................................... 60
Figura 23. Tensão e deformação no regime plástico do material........................... 62
Figura 24. Modelo usado na simulação em 2D...................................................... 62
Figura 25. Modelo usado na simulação em 3D...................................................... 64
Figura 26. Micrografia do aço 1020 - microscópio ótico com ampliação de 500 x. 65

11
Figura 27. Micrografias feitas no MEV com 5000 vezes de ampliação. Aço
ABNT 1020 (A), aço ABNT 1010 (B)...................................................................... 66
Figura 28. Espectro do Aço ABNT 1010 gerado pelo EDS.................................... 66
Figura 29. Curvas sobrepostas obtidas pelo ensaio de tração do aço ABNT
1020........................................................................................................................ 68
Figura 30. Curvas sobrepostas obtidas pelo ensaio de tração do aço ABNT
1010........................................................................................................................ 68
Figura 31. Curvas sobrepostas obtidas pelo ensaio de tração do alumínio 1200
H14.......................................................................................................................... 69
Figura 32. Simulação com chapa retangular para definição do blank.................... 70
Figura 33. Simulação numérica com blank definido (com elementos 2D).............. 70
Figura 34: Tensões no eixo Y após o processo (com elementos 2D).................... 71
Figura 35: Tensão de vonMises para o MZA 20.................................................... 71
Figura 36: Pontos selecionados.............................................................................. 72
Figura 37. Deformações sofridas nos pontos analisados....................................... 72
Figura 38. Tensões normais no plano após a estampagem com aço 1020 e os
quatro lubrificantes analisados............................................................................... 73
Figura 39. Tensões normais no plano após a estampagem com aço 1010 e os
quatro lubrificantes analisados............................................................................... 73
Figura 40. Tensões normais no plano após a estampagem com Al 1200 H14 e
os quatro lubrificantes analisados........................................................................... 74
Figura 41. Peças estampadas em alumínio Al 1200 H14 (1-12)............................ 76
Figura 42. Peças estampadas em aço ABNT 1010 (13-24)................................... 77
Figura 43. Peças estampadas em aço ABNT 1020 (25-36)................................... 78
Figura 44. Teste de normalidade............................................................................ 80
Figura 45. Microdureza por material e por ponto (em HV)..................................... 83
Figura 46. Microdureza por material, ponto e lubrificante (em HV)........................ 83
Figura 47. Comparação entre materiais e lubrificantes.......................................... 84
Figura 48: Comparação entre resultados (HV) após estampagem e como
recebidos................................................................................................................. 84

12
Lista de Tabelas
Tabela 1. Composição química normativa............................................................. 47
Tabela 2. Planejamento experimental do trabalho................................................. 56
Tabela 3. Composição química do Aço ABNT 1010.............................................. 67
Tabela 4. Composição química do Al 1200 H14.................................................... 67
Tabela 5. Resultados de tensões residuais no eixo X (em MPa)........................... 75
Tabela 6. Resultados de tensões residuais no eixo Z (em MPa)........................... 75
Tabela 7. Resultados de dureza nos materiais como recebidos............................ 79
Tabela 8. Resultados de dureza nas amostras após processo de estampagem... 79
Tabela 9. Testes de normalidade........................................................................... 80
Tabela 10. Análise de variância (ANOVA)............................................................. 81
Tabela 11. Análise estatística - Contraste.............................................................. 82
Tabela 12. Resultados médios (HV) entre as réplicas feitas em Aço ABNT 1020. 82
Tabela 13. Resultados médios (HV) entre as réplicas feitas em Aço ABNT 1010. 82
Tabela 14. Resultados médios (HV) entre as réplicas feitas em AL 1200 H14...... 82
Tabela 15. Comparação entre resultados (HV) após estampagem e como
recebidos................................................................................................................. 84

13
Listas de Quadros
Quadro 1. Processos e produtos tipicos de conformacao plástica. Fonte:
Bresciani (2011)..................................................................................................... 19
Quadro 2. Comparação de diferentes métodos de medição de tensões residuais
(LU, 1996)............................................................................................................... 31
14
Sumário
CAPÍTULO 1 - INTRODUÇÃO............................................................................... 15
1.1 Introdução.................................................................................................... 15
1.2 Objetivo........................................................................................................ 16
1.3 Justificativa................................................................................................... 17
1.4 Estrutura do Trabalho................................................................................... 17
CAPÍTULO 2 - REVISÃO BIBLIOGRÁFICA........................................................... 18
2.1 Processos de Conformação Metal/Mecânica............................................... 18
2.2 Tensões Residuais....................................................................................... 21
2.2.1 Tipos de Tensões Residuais................................................................. 24
2.2.1.1 Tensões Residuais Macrotensões ou Macroscópicas................... 25
2.2.1.2 Tensões Residuais Microtensões ou Microscópicas..................... 27
2.2.1.3. Tensões Residuais Submicroscópicas ou do Tipo III................... 28
2.2.2 Técnicas de Medição de Tensões Residuais....................................... 29
2.2.2.1 Técnica da Indentação.................................................................. 32
2.2.2.2Características da DurezaVikers.................................................. 33
2.3 Materiais e Propriedades............................................................................. 33
2.3.1 Aços: Generalidades e Classificação................................................... 33
2.3.2 Alumínio Comercialmente Puro............................................................ 35
2.4 Lubrificantes................................................................................................. 36
2.5 Simulação Numérica.................................................................................... 40
2.5.1 Objetivos da Simulação na Indústria.................................................... 42
2.5.2 Requisitos para Atender aos Objetivos da Simulação na Indústria...... 42
2.5.3 Impactos e Desafios da Simulação....................................................... 45
CAPÍTULO 3 - MATERIAIS E MÉTODOS............................................................. 47
3.1 Materiais....................................................................................................... 47
3.1.1 Materiais Metálicos............................................................................... 47
3.1.2 Lubrificantes.......................................................................................... 48
3.2 Definição da Peça........................................................................................ 48
3.3 Definição do Ferramental............................................................................. 49
3.4 Determinação do Blank................................................................................ 52
3.5 CaracterizaçãoMicroestruturaldos Materiais.............................................. 53

15
3.6 Corpo de Prova para Ensaio de Tração....................................................... 54
3.7 Ensaios dos Lubrificantes............................................................................ 54
3.8 Estampagem das Peças.............................................................................. 55
3.9 Planejamento do Experimento..................................................................... 55
3.10 Procedimento Experimental....................................................................... 57
3.11 Preparação das Amostras.......................................................................... 58
3.12 Ensaio de Microdureza.............................................................................. 60
3.13 Simulação Numérica.................................................................................. 61
3.14 Simulação Prévia....................................................................................... 61
3.15 Simulação Numérica do Processo em 3D................................................. 63
CAPÍTULO 4 - RESULTADOS E DISCUSSÕES................................................... 65
4.1 Caracterização Microestrutural.................................................................... 65
4.1.1 Análise nos Microscópios Ótico e MEV................................................ 65
4.1.2 Composição Química do Alumínio – EDX (Fluorescência).................. 67
4.1.3 Ensaios de Tração................................................................................ 67
4.2 Resultados Preliminares de Simulação....................................................... 69
4.3 Resultados Finais da Simulação.................................................................. 71
4.4 Resultados dos Experimentos Físicos......................................................... 75
4.4.1 Teste de dureza.................................................................................... 79
CAPÍTULO 5-CONCLUSÕES.............................................................................. 86
CAPÍTULO 6 - SUGESTÕES PARA TRABALHOS FUTUROS............................. 88
Referências............................................................................................................. 89
Anexos.................................................................................................................... 95
Anexo A – Desenho da Matriz................................................................................ 95
Anexo B – Desenho do Punção............................................................................. 96
Anexo C – Desenho do Suporte do Punção........................................................... 97

16
CAPÍTULO 1
INTRODUÇÃO
1.1 Introdução
É perceptível que o tempo de projeto de novos modelos de automóveis tem
reduzido. Além disso, o número de novos modelos também aumenta a cada ano.
Essa redução do tempo de desenvolvimento, junto à tendência de redução de peso,
leva a uma reconstrução da forma convencional dos procedimentos de projeto e
fabricação de carros (TEKKAYA, 2000).
Nessa reconstrução dos processos de fabricação,peças automotivas tem
sofrido melhorias com o intuito de tornarem mais leves e resistentes, visando reduzir
o impacto ambiental e melhorar o desempenho (HAZRA et al, 2011). Um dos
recursos utilizados para redução de peso é a substituição de materiais, porém o
desempenho das peças/produtos também depende dos parâmetros utilizados nos
processos de fabricação (conformação metal/mecânica, por exemplo).
Uma das características marcantes dos processos de conformação
mecânica é a formação de tensões residuais. Tais tensões são inevitáveis em quase
todos os processos de manufatura e também podem surgir durante o uso de
produtos. Estas vão ocorrer em quaisquer circunstâncias que levem à tração ou
compressão de um corpo em que a tensão limite de escoamento for ultrapassada
(JAMES, 2011).
Ainda de acordo com James (2011), evoluções nos métodos de medição de
tensões residuais e dos computadores usados para modelagem e análise em
elementos finitos, traz a oportunidade para entender as causas de tensões residuais
e interpretar seus efeitos no desempenho da engenharia mecânica de uma forma
muito mais abrangente.
As tensões residuais resultam numa série de efeitos, podendo gerar
benefícios ou não, dependendo da aplicação do componente e da intensidade das
mesmas. O conhecimento da natureza destas é de extrema importância para

17
garantir a qualidade e confiabilidade de peças obtidas por conformação, que muitas
vezes trabalham submetidos a carregamentos cíclicos e podem falhar
prematuramente (MELO, 2014).
Em face disso, uma abordagem é reduzi-las ao máximo, através da
determinação de parâmetros ótimos de operação, porém encontrar tais parâmetros
não é fácil, já que a operação de conformação sofre a influência de muitas variáveis
como: geometria das ferramentas, velocidades do processo, natureza dos materiais,
lubrificação e refrigeração, entre outros.
Visto que a lubrificação é um parâmetro importante na maioria dos
processos de conformação, uma preocupação é avaliar sua influência na formação
de tensões residuais. Os óleos lubrificantes possuem duas origens, a biológica e a
não biológica. Estes são utilizados entre duas superfícies na conformação, com o
objetivo de diminuir os esforços e desgastes provenientes do movimento relativo
entre elas.
Além da possibilidade de avaliar o desempenho de lubrificantes alternativos,
fatores ecológicos têm ganhado importância em nossa sociedade, sendo o petróleo
base para a maioria dos óleos não naturais. Diante dessa perspectiva é justificada a
utilização crescente de óleos de origem vegetal. Pesquisadores têm avaliado o uso
de lubrificantes alternativos como Syahrullail (2011) que avaliou as propriedades do
óleo de palma na extrusão direta a frio e constatou que ele possui potencial para ser
utilizado como lubrificante vegetal.
Os lubrificantes vegetais possuem uma série de propriedades necessárias a
um lubrificante, tais como alto índice de viscosidade, alta lubricidade, baixa
volatilidade e algumas vantagens em comparação com o mineral, como não ser
nocivo ao homem e ser altamente biodegradável (WAN NIK et al., 2005).
1.2 Objetivo
Este trabalho visa investigar a influência do tipo de material e dos
lubrificantes na formação de tensões residuais, durante o processo de estampagem.
Espera-se com esta pesquisa poder avaliar o tipo de lubrificante e de material

18
adequados para o processo de estampagem de peças que demandam maior
confiabilidade em serviço, sem causar grande incremento no custo do processo
produtivo e inviabilidade operacional.
1.3 Justificativa
A correta definição dos parâmetros de fabricação pode gerar bons
resultados tanto nos aspectos de qualidade das peças e produtos quanto nos
impactos ambientais que os processos de produção podem gerar. No que diz
respeito ao processo de estampagem estudado, a definição do material pode reduzir
a formação de tensões residuais maléficas para desempenho do produto exposto a
tensões cíclicas. Além disso, a possibilidade de alteração de um lubrificante de base
mineral por um de base vegetal representa um ganho ambiental.
1.4 Estrutura do Trabalho
Este trabalho foi organizado no formato a seguir:
- Capítulo 1 -Introdução;
- Capítulo 2 -Revisão bibliográfica: com breve apresentação de conceitos
sobre conformação mecânica, Tensões Residuais (TR), métodos de medição de TR,
materiais, lubrificantes e simulação numérica;
- Capítulo 3 - Materiais e métodos:descrição dos materiais selecionados,
peça estudada e ferramentas de estampagem, técnicas para caracterização de
materiais, procedimentos experimentais e simulação;
- Capítulo 4 - Resultados e discussões: apresentação dos resultados obtidos
na pesquisa e análises desenvolvidas;
- Capítulo 5 - Conclusões;
- Capítulo 6 -Sugestões para trabalhos futuros;
- Referências bibliográficas;
- Anexos.

19
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1 Processos de Conformação Metal/Mecânica
As operações de conformação são aquelas onde um material metálico tem
sua forma alterada por deformação plástica. Estas são normalmente: estampagem;
forjamento; laminação; extrusão e trefilação, tais processos podem ser realizados
em temperatura ambiente (a frio) ou com temperatura elevada (a quente)
(CALISTER e RETHWISCH, 2014). Uma classificação em função do tipo de produto
é apresentada no Quadro 1.
A deformação nesses processos deve ser introduzida por força ou tensão
externa, com magnitude superior ao limite de escoamento do material. Sendo a
maioria dos materiais metálicos suscetíveis a esse tipo de procedimento
(CALISTERe RETHWISCH, 2014).
Os processos de conformação de chapas são operações de corte ou de
mudança de forma realizadas em metais sob a forma de chapas, tiras e bobinas.
Tais operações são, em geral, realizadas em processos de trabalho a frio e
usualmente efetuadas por meio de um conjunto de ferramentas compostos de um
punção e uma matriz (GROOVER, 2014). O punção é a parte positiva e a matriz é a
parte negativa do ferramental.Ilustrado na Figura1.
Figura 1. Ilustração da ferramenta de estampagem. Fonte: Borges (2015).
Blank

20
Quadro 1 - Processos e produtos típicos de conformação plástica. Fonte: Bresciani
(2011).
De acordo com Schaeffer (2004), o controle de vários parâmetros na
estampagem sãoimportantes para otimização do processo. Tais parâmetros podem
ser vistos naFigura 2.

21
O atrito na conformação é gerado devido ao contato direto entre o
ferramental e as superfícies do metal, e as pressões elevadas entre as superfícies
nestas operações.
Figura 2: Parâmetros do processo de estampagem. Fonte: Schaeffer(2004).
Segundo Groover (2014) na maioria dos processos de conformação dos
metais, o atrito é indesejável por diversas razões como: o fluxo de metal é reduzido,
provocando tensões residuais e, algumas vezes, defeitos no produto; as forças e
potências para realizar a operação são aumentadas; e o desgaste da ferramenta
pode levar a perda de precisão dimensional, resultando em partes defeituosas e
causando a necessidade de substituir o ferramental.
O atrito na conformação dos metais é diferente daquele encontrado na maior
parte dos sistemas mecânicos, tais como em engrenagens, eixos e rolamentos.
Estes outros casos são caracterizados por baixas pressões de contato, baixas a
moderadas temperaturas e extensa lubrificação para minimizar o contato metal-
metal.
Por outro lado, o ambiente de conformação dos metais apresenta altas
pressões entre a ferramenta e a peça de trabalho e deformação plástica do material

22
mais macio. Estas condições podem gerar coeficientes de atrito relativamente altos,
mesmo na presença de lubrificantes (GROOVER, 2014).
De acordo com Bruschiet al., (2014) o nível de desempenho do processo
precisa ser considerado na fase de projeto de processo, pois: (1) o processamento
altera a microestrutura do material e consequentemente suas propriedades; (2) o
desempenho do produto final é resultado das propriedades do material sintetizado e
também das técnicas de processamento utilizadas; (3) projetar materiais para
melhorar a sua conformabilidade em um determinado processo, permitirá o
desenvolvimento mais rápido de vários novos produtos, através do aumento da
gama de capacidade do processo.
2.2 Tensões Residuais
De acordo com Carvalho (2013) e Suterio (2005), as tensões residuais são
tensões internas nos materiais que se desenvolvem em componentes que se
apresentam em um estado de equilíbrio. Os campos de tensões residuais ocorrem
no material mesmo sem a existência de carregamentos externos, gradientes de
temperatura ou influência da gravidade.
Para Hauk (1997), as tensões residuais são tensões auto-equilibradas,
originadas sempre que o componente sofre deformação plástica localizada ou
deformação elástica não-homogênea.
Praticamente todas as operações de manufatura podem provocar o
aparecimento de tensões residuais. Portanto, pode-se afirmar que as tensões
residuais são normalmente ocasionadas por um ou mais motivos, que podem ser de
origem mecânica, química e/ou térmica, ou a interação destes.
Todo sistema de tensões residuais está em equilíbrio e o somatório das
forças resultantes e dos momentos produzidos será zero. O valor máximo em
módulo que as tensões residuais poderão chegar é o próprio limite de escoamento
do material.
23
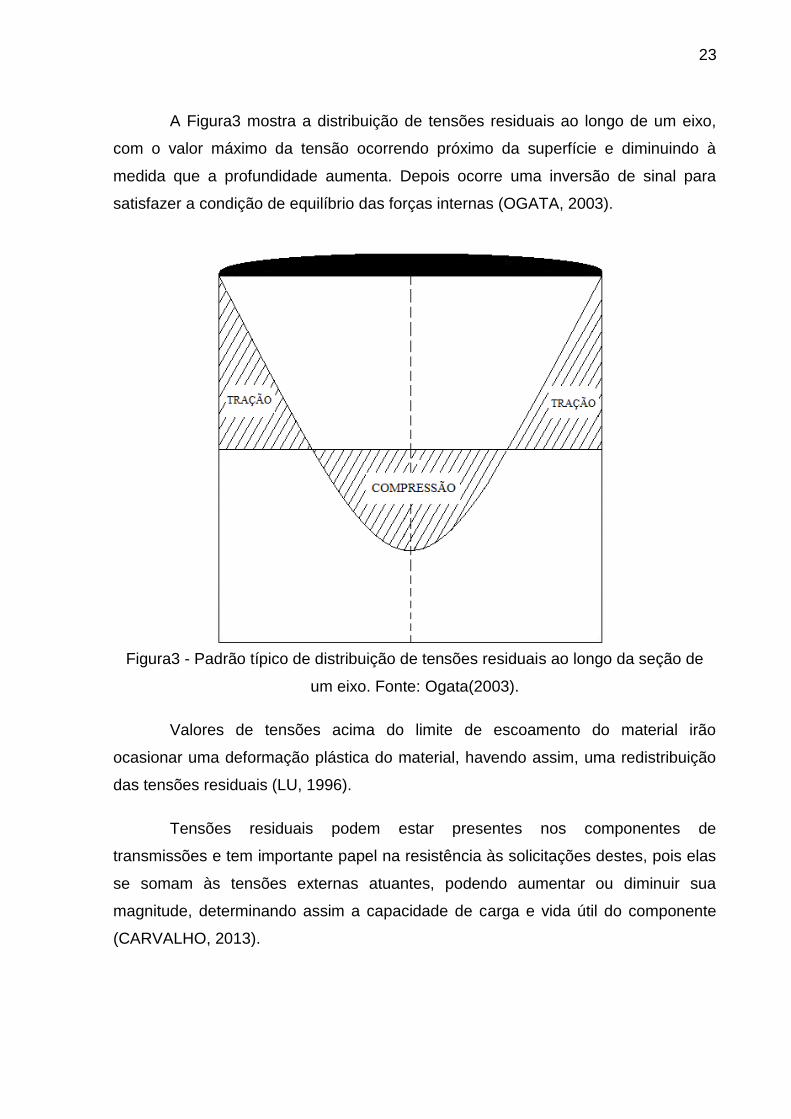
A Figura3 mostra a distribuição de tensões residuais ao longo de um eixo,
com o valor máximo da tensão ocorrendo próximo da superfície e diminuindo à
medida que a profundidade aumenta. Depois ocorre uma inversão de sinal para
satisfazer a condição de equilíbrio das forças internas (OGATA, 2003).
Figura3 - Padrão típico de distribuição de tensões residuais ao longo da seção de
um eixo. Fonte: Ogata(2003).
Valores de tensões acima do limite de escoamento do material irão
ocasionar uma deformação plástica do material, havendo assim, uma redistribuição
das tensões residuais (LU, 1996).
Tensões residuais podem estar presentes nos componentes de
transmissões e tem importante papel na resistência às solicitações destes, pois elas
se somam às tensões externas atuantes, podendo aumentar ou diminuir sua
magnitude, determinando assim a capacidade de carga e vida útil do componente
(CARVALHO, 2013).

24
A Figura4 demonstra a superposição de dois tensores em um material. σS é
a tensão de serviço, e σR é a tensão residual. Quando os dois tensores se
sobrepõem, forma-se um novo tensor, que é a soma dos dois.
Figura4 - Superposição de tensão residual e tensão aplicada. Fonte: Nunes(2008).
As tensões residuais influenciam substancialmente nas características de
resistência mecânica e no funcionamento dos elementos de uma estrutura. Podem
causar uma série de efeitos que poderão ser benéficos ou prejudiciais, dependendo
da aplicação do componente, em relação aos esforços mecânicos, térmicos ou
químicos desempenhados (OGATA, 2003).
O conhecimento do valor e da distribuição das TRs é um fator muito
importante para a integridade da estrutura. A medição destas tensões é um passo
fundamental para assegurar o bom desempenho de um componente e pode ser
obtida durante a fabricação, permitindo corrigir possíveis imperfeições na execução
do projeto, facilitando o posterior controle da integridade e contribuindo para o
planejamento da manutenção (CARVALHO, 2013 e SOARES, 2003).
Uma variável do processo de conformação que tem sido estudada é o tipo
de material e sua influência na formação das tensões residuais. Echeverri (2012) fez
análise numérica e experimental com três diferentes ligas de aço para verificar o

25
comportamento destes materiais, quanto à formação de tensões residuais, quando
submetidos a processo de têmpera.
Nanu (2011) realizou uma investigação experimental sobre a influência do
material sobre a interação entre as tensões residuais e recuperação elástica em
processo de estampagem de chapas finas de liga de alumínio e liga de aço.
Bocciarelli e Maier (2007) utilizaram uma série de métodos para medição de
tensões residuais, nesse processo os autores geraram um mapeamento das
deformações para identificar as TRs. O desempenho foi avaliado por meio de
análise numérica e comparado com dados experimentais disponíveis na literatura
para validação.
Sergejev, Kimmari e Viljus (2011) utilizaram a técnica de nanoindentação
para avaliar a tensão residual em diferentes materiais. Os resultados obtidos nos
experimentos realizados confirmaram as expectativas do comportamento dos
materiais, visto que estes resultados coincidiram com os valores calculados
anteriormente.
Sherbinyet al., (2014) desenvolveram um modelo 3-D para simulação
numérica de processo de estampagem profunda. O software utilizado na criação de
tal modelo dispõe de propriedades dos materiais e condições de contorno
simplificadas. Os autores identificaram que o raio do “adoçamento” da matriz tem
influência nos resultados de tensões residuais. Os dados obtidos na simulação
foram comparados com resultados experimentais para validação.
2.2.1 Tipos de Tensões Residuais
De acordo com a sua área de abrangência, isto é, o volume do material
sujeito à sua ação. Portanto, as tensões residuais podem ser classificadas
como:Macrotensões ou Macroscópicas; Microtensões ou Microscópicas; e
Submicroscópicas. As tensões residuais também podem ser classificadas quanto à
sua natureza. Estas podem ser trativas ou compressivas.

26
As tensões residuais trativas devem ser evitadas em peças submetidas a
esforços mecânicos cíclicos devido ao fato de facilitarem a nucleação e a
propagação de trincas, levando-as a falharem por fadiga mecânica (BIANCH et al.,
2000).
Já as compressivas, geralmente possuem um efeito benéfico na vida em
fadiga, propagação de trincas ou corrosão sob tensão (SUTERIO, 2005). Tomando
como exemplo o mecanismo de fadiga, a vida de um componente e sua integridade
estrutural, podem melhoraratravés da introdução de tensões residuais compressivas
na superfície.
Isto reduz a iniciação de trincas devido à diminuição do valor efetivo das
tensões de tração necessárias para a nucleação e crescimento de trincas (ROCHA,
2009). A presença de tensões residuais leva o projetista a superdimensionar as
peças, de modo a evitar sua falha prematura em serviço.
Uma alternativa de processo é submeter o elemento produzido a tratamento
térmico para alívio de tensões. Os dois casos representam custo adicional. No
segundo caso, outro inconveniente é a possibilidade de alterações dimensionais
durante o tratamento térmico, com perda das tolerâncias fixadas no projeto
(Carvalho, 2013).
2.2.1.1Tensões Residuais Macrotensões ou Macroscópicas
São tensões que se estendem sobre grandes porções volumétricas quando
comparadas com o tamanho de grão do material (RODRIGUES, 2007). As
Macrotensões, Tensões Macroscópicas ou Tensões Residuais do Tipo I,
apresentadas na Figura5, são homogêneas no volume de vários grãos e causam
deformações uniformes da rede cristalina na região em que atuam (GUIMARÃES,
1990).
O material é considerado como sendo homogêneo numa visão
macroscópica. São medidas por métodos de dissecção do material e secção. Estas
tensões são causadas pelas interações mútuas de zonas de tamanhos

27
macroscópicos do material. Elas podem ser originadas pelos processos de
manufatura e se superpõem às tensões externas aplicadas no componente.
A formação destas tensões é causada principalmente por fatores externos,
tais como efeitos de deformação plástica não uniforme no material durante os
processos de fabricação ou ainda gradientes de temperatura que causam
expansões não uniformes no material (NUNES, 2008).
As tensões residuais macroscópicas assumem um estado de equilíbrio e
qualquer alteração, como a retirada do material ou surgimento de uma nova
superfície, exige que as tensões se re-arranjem para que uma nova configuração de
equilíbrio seja atingida. Tais tensões são quantidades tensoriais, com magnitudes e
direções principais que variam em diferentes regiões do material.
Figura5 - Tensões residuais do Tipo I. Fonte:Nunes(2008).

28
Um exemplo típico de tensões residuais macroscópicas é encontrado em
união por processo de soldagem de chapas finas (SUTERIO, 2005). Também são
exemplos de tensões residuais macroscópicas, materiais deformados plasticamente
de maneira não uniforme, processos de laminação, gradientes térmicos e têmpera
em aço.
Em geral, as tensões residuais macroscópicas, ou do Tipo I,tem maior
interesse para a engenharia devido aos seus efeitos sobre os materiais.
2.2.1.2Tensões ResiduaisMicrotensões ou Microscópicas
As Tensões Residuais Microscópicas, Microtensões ou Tensões Residuais
do Tipo II cobrem uma distância de um grão ou uma parte de grão, assim, a região
de influência no equilíbrio destas tensões se estende a um pequeno número de
grãos. Estas tensões, ilustradas pela Figura6, ocorrem pelo simples processo de
orientação dos grãos, ou seja, pela não homogeneidade da estrutura cristalina do
material.
Figura 6 - Tensões residuais do Tipo II. Fonte: Nunes (2008).

29
2.2.1.3. Tensões ResiduaisSubmicroscópicas ou do Tipo III
Conhecidas também como Microtensões Localizadas ou Tensões Residuais
do Tipo III, as Tensões Residuais Submicroscópicas abrangem distâncias
interatômicas, sendo homogêneas em regiões bastante limitadas, menores que um
grão ou dentro de uma pequena porção de um grão. Ocorrem nos materiais
metálicos sujeitos a processos que produzam descontinuidades na rede cristalina,
como vazios, impurezas, falhas de empilhamento, entre outros (RODRIGUES,
2007). As tensões submicroscópicas são ilustradas na Figura7.
Figura7 - Tensões residuais do Tipo III. Fonte: Nunes (2008).

30
De acordo com Carvalho (2013), as imperfeições citadas acima provocam
pequenas flutuações no espaçamento dos planos da rede cristalina do material
próximas às discordâncias onde estão presentes. Não são direcionais em nível
macroscópico e não são mensuráveis, ou influem diretamente no comportamento
mecânico macroscópico.
2.2.2 Técnicas de Medição de Tensões Residuais
Existem várias técnicas ou métodos para medição de tensões residuais que
podem serclassificadas em métodos semidestrutivos, destrutivos; e não destrutivos.
Inicialmente as medições das tensões residuais eram feitas por técnicas
exclusivamente destrutivas e muitasvezes com a introdução de novas tensões
durante o ensaio. Porém, as técnicas de mediçãovêm sendo aperfeiçoadas e o
conceito de incerteza da medição está cada vez mais presente (MELO, 2014).
Os métodos semidestrutivos e destrutivos se baseiam na alteração do
estado deequilíbrio das tensões residuais, provocando alívio destas tensões no
ponto ou na região demedição. As deformações causadas pelo alívio são medidas e,
através de modelosmatemáticos adequados, são determinadas as tensões residuais
(MELO, 2014). Nestes dois métodossomente são analisadas as tensões residuais
macroscópicas.
Os métodos não destrutivos são baseados nas variações de parâmetros
físicos oucristalográficos do material em análise, relacionados com as tensões
residuais que provocamestas alterações. Estes métodos determinam de forma
combinada todas as tensões residuaisexistentes no material, sejam elas
microscópicas, submicroscópicas ou macroscópicas, sem apossibilidade de
distinção entre elas (SUTERIO, 2005).
De acordo com Lu (1996), dentre os métodos destrutivos, os mais utilizados
são ométodo da Remoção de Camadas e o método do Seccionamento. Os métodos
não destrutivosmais usados são o método da Difração de Raios-x, método da
Difração de Nêutrons, métododo Ultra-Som, método Magnético (Barkhausen).

31
Para Salazar (2008), dentre os principais métodos de medição de tensões
residuais, estãoadifração de raios X e o método do furo, devido a sua
confiabilidade,principalmente quando comparados a outros métodos mecânicos
destrutivos.
Enquanto atécnica de difração de raios X é reconhecida pela sua natureza
não-destrutiva (apesar de suamedição limitar-se às camadas muito próximas à
superfície e o equipamento ter um custoelevado, além de pouca portabilidade), a
técnica do furo apresenta as vantagens de serrelativamente simples, empregar
instrumentação portátil, ser de baixo custo e ter umalimitação apenas parcial na sua
aplicação em componentes, já que o furo executado não afetao funcionamento dos
mesmos (MELO, 2014).
De acordo com Suterio (2005) a escolha de uma técnica de medição deve
levar emconta a natureza da parte a ser analisada e o tipo de medição a ser
realizada. Estes parâmetrosincluem os aspectos a seguir:
A natureza do material- estrutura cristalográfica, textura, composição química e
fase;
O tipo de tensões residuais (macro tensão e micro tensão);
O gradiente de tensões residuais na parte analisada (gradiente através da
espessura ou da superfície);
A geometria e região da parte analisada (profundidade, dimensão e forma da
superfície);
O ambiente onde a medida é realizada (em campo ou em laboratório);
O tipo de intervenção (destrutiva ou não-destrutiva);
O tempo (razão de medição) e a extensão da intervenção;
A incerteza e a repetição do método;
O custo da medição e dos equipamentos necessários.
Lu (1996) apresentou uma análise comparativa resumindo as principais
técnicas demedição de tensões residuais, considerando níveis técnicos, econômicos
e práticos. No Quadro 2 são comparados os diferentes métodos de medição de
maneirageral.

32
Quadro 2: Comparação de diferentes métodos de medição de tensões residuais.
Fonte:LU(1996).
33
2.2.2.1 Técnica da Indentação
A indentação é uma técnica semidestrutiva e relativa a aplicação no ensaio
de dureza, basicamenteconsiste na aplicação de uma pressão ou carga sobre a
superfície da peça que se pretendeanalisar através de uma ponta aguda. A tensão
localizada que é exercida sobre a superfície dapeça é em torno de três vezes maior
que a tensão de escoamento do material, causando umadeformação plástica
localizada (RODACOSKI, 1997 apud MELO, 2014).
Este método consiste na aplicação de uma carga sobre a superfície do
material emestudo através de um penetrador rígido. O penetrador pode ter
diferentes geometrias; pode seresférico, cônico ou piramidal.
A pressão feita pelo penetrador provoca deslocamento ao redorda
indentação e causa um reequilíbrio no estado de tensão do corpo. A deformação
édecorrente da geometria do indentador, da carga aplicada, das propriedades do
material e damagnitude e direção das tensões residuais que estão presentes no
material (MELO, 2014).
Espera-se que um material deformado a frio, submetido a um ensaio de
dureza superficial, apresente um resultado diferente do resultado do mesmo ensaio
em um material não deformado.
Se a natureza das tensões residuais na superfície forem trativas, o ensaio
apresentará um valor menor para a dureza superficial em relação ao material não
deformado. Em caso contrário, sendo compressivas as tensões residuais na
superfície, a penetração será mais difícil e o resultado do ensaio apresentará valores
maiores (MELO, 2014).
Considerando os trabalhos já publicados pode-se afirmar que a
determinação das tensões residuais pode ser correlacionada através dos seguintes
efeitos:
Variação de dureza no material;
Relação entre força e a profundidade de indentação;
Medição da forma geométrica da indentação;

34
Medição da deformação ao redor da indentação.
2.2.2.2Características da Dureza Vikers
Através dos resultados de alguns estudos e pesquisas, o método de dureza
Vickersé considerado o mais vantajoso comparado com outros métodos. Alguns dos
motivos são: por este possuir uma escala contínua de dureza, produzir impressões
pequenas além da possibilidade de ser aplicado em diversos tipos de materiais
(MELO, 2014).
Com a evolução dos testes de dureza Vickers tornou-se possível realizar
ensaios de microdureza, os quais visam uma medição em pequenas áreas com
precisão e eficiência em regiões críticas como as afetadas pelo calor de uma
soldagem (TEIXEIRA et al. 2013). Estes ensaios são normalizados pela ASTM (E -
384) onde são definidos padrões para a carga e o tempo de aplicação para
determinado material.
Para a realização dos ensaios de microdureza, a superfície do material deve
ser muito bem preparada não podendo conter oxidações ou imperfeições. Contudo,
a superfície deve ser plana, limpa, lixada e polida para que não ocorram distorções
nas medidas. É necessário um microdurômetro para a medição das
microimpressõesdeixadas pelo indentador (MOTA, 2013).
2.3 Materiais e Propriedades
2.3.1 Aços: Generalidades e Classificação
Os aços são ligas ferro-carbono com teor de carbono entre 0,08 e 2,11% em
peso, que podem ou não conter elementos de liga em sua composição química,
como: Si, Mn, P, S, Al e inclusões não-metálicas(ECHEVERRI, 2012).
O aço é um dos principais materiais utilizados em industrialmente em todo o
mundo, devido à enorme gama de variações em seus elementos de liga; é possível
35
alterar muito as propriedades do material de forma a torná-lo muito versátil e
aplicável em várias aplicações distintas (GROOVER, 2007).
Uma das maneiras de classificar os aços é por meio de sua composição
química, especificamente, pelo teor de carbono. Os aços de baixo, médio e alto
carbono possuem, respectivamente, teores de carbono até 0,25%, entre 0,25 e
0,60% e entre 0,60 -1,0% (SOUZA, 2001 apud ECHEVERRI, 2012). Existem, no
entanto, alguns casos em que os aços ligados podem apresentar um teor de
carbono com até 2,5%; são os chamados aços ledeburíticos.
As ligas em baixo carbono não são tratáveis termicamente, mas possuem
alta formabilidade e sua produção é muito barata. Muitas vezes são utilizadas em
componentes estruturais de automóveis, vigas e chapas de tubulações.
Já os aços médio-carbono são tratáveis termicamente, sendo o revenimento
o tratamento mais usual. A adição de outros materiais como níquel, cromo e
molibdênio, melhora a capacidade do aço em ser tratado termicamente o que
permite uma ampla gama de combinações de resistência mecânica e formabilidade.
(CALLISTER 2008).
As aplicações variam muito, desde elementos estruturais como vigas, pregos
e arames para aços de baixa liga indo até aplicações como equipamentos cirúrgicos
e vasos criogênicos (CALLISTER, 2008).
Aços hipoeutetóides e hipereutetóides são aqueles contendo
respectivamente teores de carbono menores e maiores que o correspondente ao
ponto eutetóide (aproximadamente 0,76% de carbono).
Em geral, considera-se que os aços carbono são aqueles em que os teores
de elementos além do ferro e do carbono são pequenos, isto é, não contem mais
que 1,00% de Mn, 0,30% de Si, 0,05% de S e 0,04% de P (ECHEVERRI, 2012).
Segundo Tayer (2011), os aços de baixo carbono, caracterizam-se por um
acréscimo de tensão limite de escoamento (de aproximadamente 40 MPa) durante o
tratamento de recobrimento ou pintura.

36
Estes são geralmente usados, na indústria automobilística, em peças
visíveis tais como capôs, portas, portas traseiras para-lamas dianteiros e tetos, além
das peças estruturais tais como: assoalhos automotivos, reforços, suportes
transversais e peças anexas nos automóveis (GORNI, 2006).
2.3.2 Alumínio Comercialmente Puro
Com o intuito de reduzir o impacto ambiental e melhorar o desempenho, o
processo de desenvolvimento de peças automotivas tem sofrido melhorias que
visam tornarem mais leves e resistentes (HAZRA et al, 2011). Uma das práticas
comuns para redução de peso é a substituição de materiais, como a troca de peças
feitas em aço por peças em alumínio. Vale ressaltar que o alumínio não tem a
mesma resistência mecânica e conformabilidade do aço.
O alumínio é um material, que devido á combinação de suas propriedades
físicas e químicas vem sendo utilizado nas indústrias e está em constante expansão.
Possui estrutura cristalina cúbica de face centrada, número de coordenação igual a
12 e fator de empacotamento atômico igual a 0,74 (CARVALHO, 2013).Esteé
considerado comercialmente puro quando possui composição química com o
mínimo de 99% do elemento alumínio.
Considerado o terceiro elemento mais abundante da crosta terrestre, possui
as vantagens de ser resistente à corrosão, ter alta condutibilidade térmica e elétrica,
baixo peso específico, grande ductilidade, não deixar passar luz, oxigênio, odor e
umidade e ainda pode ser reciclado com facilidade.
De acordo com Carvalho (2013) o alumínio é amplamente utilizado no
mundo moderno devido ao seu excelente desempenho e às propriedades superiores
na maioria das aplicações, pois suas técnicas de fabricação permitem a manufatura
do produto acabado a preços competitivos no mercado. As características citadas
tornam o alumínio o metal não ferroso mais consumido no mundo.
Dentre as indústrias consumidoras de alumínio, estão as fabricantes de
tubos, que são utilizados em estruturas espaciais permitindo a cobertura de grandes

37
vãos com o mínimo de apoios, além de tubulações para irrigação e trocadores de
calor (ABAL, 2007).
2.4 Lubrificantes
O conceito básico de atrito pode ser descrito como a existência de uma força
que restringe um movimento. A causa fundamental das forças de atrito entre
superfícies metálicas parece residir em forças de atração entre as regiões em
contato superficiais deslizantes.
Estas superfícies apresentam irregularidades microscópicas que chegam a
construir uma solda no estado sólido, resultando na deformação plástica localizada.
As forças de atrito parecem ter sua origem na resistência ao cisalhamento destas
uniões (CETLIN, 1993).
Segundo Marcondes (2003), os efeitos funcionais dos lubrificantes são:
Reduzir os carregamentos necessários para a deformação;
Aumentar os limites de deformação antes da fratura;
Melhorar o controle do acabamento de superfície;
Minimizar a adesão do metal no ferramental;
Minimizar o desgaste das ferramentas;
Isolar termicamente as peças e ferramentas;
Resfriar as peças e ferramentas.
O lubrificante é qualquer película de um gás, líquido ou um sólido que se
interpõe entre duas superfícies, com o objetivo de diminuir os esforços e desgastes
provenientes do movimento relativo entre elas. O filme lubrificante que separa a
superfície dos corpos é geralmente muito fino, algumas vezes sendo de difícil
observação. A espessura dessas películas lubrificantes pode ir de 1 a 100 mícrons,
embora medidas maiores e menores ainda possam ser usadas (OLIVEIRA, 2015).
O conhecimento relacionado com o aprimoramento da efetividade desses
filmes lubrificantes em evitar danos e diminuir esforços é chamado de "lubrificação".

38
Ainda que não existam limitações quanto ao estado do material a ser usado na
lubrificação, os mais comuns são líquidos e sólidos.
O estudo específico de fluídos lubrificantes é chamado de "lubrificação
hidrodinâmica" e em relação aos sólidos é chamado de "lubrificação sólida". Uma
forma especializada da lubrificação hidrodinâmica, a qual envolve a interação física
entre os corpos em contato e o líquido lubrificante, é chamada de "lubrificaçãoelasto-
hidrodinâmica", possuindo inclusive considerável utilidade prática (KIMURA e
OKABE, 1982 apud OLIVEIRA, 2015).
Lubrificantes líquidos requerem a utilização de filtros, bombeamentos e
sistemas de refrigeração para manter o desempenho do lubrificante por mais tempo.
Junto a isso, o descarte e o reaproveitamento desses lubrificantes são problemas
comuns que fomentam as pesquisas em torno de lubrificantes (STACHOWIAK;
BATCHELOR, 1993 apud OLIVEIRA, 2015).
A principal limitação dos lubrificantes líquidos é relacionada à alta
temperatura e a degradação. Atualmente se faz necessário a utilização de aditivos
para melhorias físico-químicas. Do ponto de vista prático da engenharia, é essencial
prever a atuação do filme lubrificante.
Todavia, a complexidade do estudo ainda cria a necessidade da utilização
de uma parcela de empirismo nas análises de características do filme lubrificante.
Métodos de determinação do filme lubrificante para fluidos requerem conhecimentos
de hidrodinâmica, hidrostática e lubrificação elasto-hidrodinâmica. Para análises
mais sofisticadas, métodos computacionais têm de ser utilizados (STACHOWIAK;
BATCHELOR, 1993 apud OLIVEIRA, 2015).
A conformação de metais a frio exige a presença de lubrificação com o fito
de reduzir as forças envolvidas e o desgaste das ferramentas. Óleos lubrificantes
possuem duas origens, a biológica e a não biológica. Isso fornece uma enorme
gama de hidrocarbonetos compostos.
Essas substâncias estão presentes em misturas complexas as quais são
usadas com propósitos que vão além de lubrificar, como controle de desgaste e
atrito (OLIVEIRA; NEVES; BRAGA, 2010).

39
A utilização de lubrificantes naturais esbarra em alguns de seus
componentes, pouco adequados ao processo de lubrificação, ainda que possuam
compostos essenciais ao processo lubrificante. Dessa forma, lubrificantes naturais
ou óleos minerais são parcialmente refinados e impuros (THE TRIBOLOGY
HANDBOOK, 2005apud OLIVEIRA, 2015).
Os óleos biológicos podem ser de origem animal ou vegetal. Óleos de
origem biológica são mais empregados em ambientes de alto índice de
contaminação para que exista o mínimo de risco. Já os óleos minerais, muito
comuns em indústrias, muitas vezes são derivados do petróleo e possuem boa
estabilidade em temperaturas moderadas (OLIVEIRA, 2015).
Por fim, os óleos sintéticos são desenvolvidos artificialmente para substituir
os óleos minerais. São desenvolvidos especificamente para prover propriedades
superiores aos óleos minerais, como melhor comportamento a altas temperaturas.
As graxas não são essencialmente diferentes dos óleos, sendo também de origem
mineral ou sintética. Mais usados para uma lubrificação semipermanente
(STOLARSKI, 2000).
Uma das preocupações dos pesquisadores é a avaliação da substituição de
lubrificantes de base mineral por lubrificantes de base renovável (WILLING, A.,
2001; WAGNER; LUTHER; MANG, 2001).
Segundo Oliveira (2015), os óleos vegetais são geralmente constituídos de
triglicerídeos, que são moléculas de glicerol com três longas cadeias de ácidos
graxos ligados a um grupo hidroxilo por ésteres.
Os ácidos graxos encontrados em óleos vegetais naturais diferem pela
dimensão da cadeia e no número de ligações duplas. A longa cadeia de carbono é
geralmente mantida unida por até três cadeias duplas.
A estrutura do triglicerídeo fornece uma boa lubrificação. A longa e polar
cadeia de ácidos graxos pode fornecer alta força ao filme lubrificante na interação de
superfícies metálicas. As fortes ligações intermoleculares também são resistentes a
mudanças de temperatura e proveem uma viscosidade mais estável. Essas forças
interações intermoleculares fornecem durabilidade ao filme lubrificante.

40
Além disso, o lubrificante de origem vegetal se mantém biodegradável, bom
e de baixíssima toxidade em todos os estágios de sua vida útil (SYAHRULLAIL et
al., 2011).
Ainda que exibam uma série de vantagens, lubrificantes vegetais possuem
limitações, que muitas vezes requerem a utilização de aditivos, para melhorias em
relação ao desgaste e atrito, por exemplo (SYAHRULLAIL; NAKANISHI; KAMITANI,
2005).
Pesquisadores têm se concentrado em analisar os efeitos deste tipo de
lubrificante sobre a natureza e sobre o ser humano. Os resultados das análises têm
deixado bem estabelecido, o benefício advindo da sua aplicação. Além de serem
oriundos de fontes renováveis, tais lubrificantes são biodegradáveis, com um tempo
de degradação curto.
Contudo, um estudo completo da eficiência de tais lubrificantes nos
processos de fabricação, no sentido de redução dos esforços e qualidade do produto
no que tange à sua integridade superficial, livre de defeitos e tensões residuais não
foi ainda estabelecido (OLIVEIRA; NEVES; BRAGA, 2010 apud OLIVEIRA, 2015).
As operações para estampagem de chapas são tão diversas que testes
simples não fornecem uma indicação precisa sobre a estampabilidade de um
material que seja válida em diferentes aplicações.
Não há um índice simples e direto para a medição desta propriedade do
material que seja válido e aplicável a diversas situações, uma vez que um
determinado material que atendeu perfeitamente ao projeto de uma determinada
peça pode falhar quando da realização de outra peça. Portanto, a estampabilidade é
uma função do material e das características de processo.
O conhecimento das propriedades do material e a análise das variáveis do
processo são indispensáveis na determinação da probabilidade de sucesso na
produção de peças estampadas e no desenvolvimento de processos mais eficientes
(TAYLOR, 1988 e BOYLES, 1982).
No desenvolvimento do processo de estampagem existem vários fatores que
influenciam no alcance do produto. O atrito influencia diretamente na produção de

41
fluxos irregulares de metal, aparecimento de tensões residuais, na qualidade
superficial dos produtos, aumento do desgaste da ferramenta, elevação da
temperatura e aumento do consumo de energia necessária à deformação (Silva
2008).
Industrialmente existe uma enorme demanda sobre lubrificantes,
principalmente para que seja possível unir várias características específicas de uma
aplicação em um lubrificante, o que demonstra ser uma tarefa muito complexa. O
balanço nessa composição é um fator determinante entre pureza e impureza, sendo
essencial para a estabilidade a oxidação do óleo e variando de acordo com a
aplicação do lubrificante (STOLARSKI, 2000).
2.5 Simulação Numérica
A simulação numérica é uma ferramenta importante para todos os tipos de
projeto, e para o processo de estampagem não é diferente, pois o método de
utilização computacional proporciona o dimensionamento de ferramental para o
processo bem como prevê resultados de estampagem.
A primeira parte do processo de modelagem computacional de um fenômeno
físico consiste na identificação dos fatores que influenciam de maneira relevante no
problema. Isso implica na escolha adequada dos princípios físicos e das variáveis
dependentes e independentes que descrevem o problema.
Resultando assim, em um modelo matemático constituído por um conjunto
de equações diferenciais parciais, entre as quais se incluem a equação de Poisson,
Helmhotz, Navier-Stocks, etc. A segunda etapa do processo, consiste em obter a
solução do modelo matemático, tarefa atribuída aos métodos numéricos (RIBEIRO,
2004).
Em uma análise de um problema que envolve comportamentos não lineares,
a solução não pode ser calculada pela resolução de equações lineares. Ao contrário,
obtém-se a solução especificando-se o carregamento (térmico, mecânico, etc.) como
função do tempo e aumentando o tempo para obter a resposta não-linear.

42
Assim, o programa de elementos finitos divide a simulação em determinado
número de incrementos e encontra a configuração aproximada de equilíbrio no final
de cada incremento de tempo (BORTOLETO, 2010).
De acordo com Bruschiet al., (2014) As ferramentas de prototipagem por
modelagem virtual de processos e sistemas tem grande valor na área da
estampagem de metal. Estas representam hoje em dia uma perspectiva real para a
indústria no que se refere a previsões precisas sobre as características geométricas
de peças e condições após o processo de fabricação (por exemplo, tensões
residuais) e possíveis defeitos e falhas na com base nos parâmetros do processo
escolhidos.
Graças a estas previsões, as decisões críticas no projeto do processo são
tomadas, afetando fortemente o sucesso técnico e econômico do processo, tais
como a seleção da cadeia de processo adequado, o projeto de ferramentas e
equipamentos, o projeto do processo considerandoas características da vida útil do
produto.
No entanto, para tornar as ferramentas de simulação numérica, confiáveis e
versáteis para previsões eficientes e precisasdos eventos e fenômenos que os
materiais, processos e produtos são submetidos,os pré-requisitos mais críticos estão
entre a criação de modelos úteis e eficientes e testes capazes de avaliar os
diferentes aspectos da resposta do material à deformação (BRUSCHI, 2014).
De acordo com Tekkaya (2000), os estudos pioneiros com aplicação da
análise por elementos finitos em processos de estampagem foram desenvolvidos
por Gotoh e Ishise (1978), Wang e Budiansky (1978) e Wifi (1976). Os primeiros
pesquisadores a considerar os efeitos da viscosidade no processo foram Wang e
Wenner (1978).
Segundo Tekkaya (2000), tensões residuais e springback estão entre
questões bastante críticas. Estes fenômenos são devidos ao regime elástico do
material após a deformação elasto-plástico. Portanto, um modelo matemático
extremamente preciso, na parte elasto-plástico da deformação é necessário, uma
vez que o estado de equilíbrio após a descarga depende das diferenças das tensões
no regime plástico.
43
2.5.1 Objetivos da Simulação na Indústria
Os objetivos da indústria quanto à simulação de processos de conformação
pode ser resumida em três grupos principais segundo Tekkaya(2000).
1. Redução de tempo:
Verificação antecipada de produtibilidade de peças;
A redução dos tempos de desenvolvimento;
Redução do número de tentativas;
Rápida resposta aos desejos de modificação.
2. Redução de custos:
Produtos mais baratos,
Redução de custos com ferramental de conformação,
Redução das dimensões de prensas,
Aumento da confiabilidade.
3. Aumento da qualidade do produto:
Seleção ideal do material da peça,
Produção de peças mais complicadas,
Acumulação de Know-how de novos materiais,
Repetibilidade de processo,
Otimização por variáveis.
2.5.2 Requisitos para Atender aos Objetivos da Simulação na Indústria
Os requisitos correspondentes a essas metas são diversos.
1. Processos e operações:
Espera-se que a ferramenta de simulação seja capaz de modelar vários
processos e operações de estampagem individualmente ou mesmo a combinação
de diversos processos:

44
Dobramento;
Processo de estampagem profunda (com “quebra rugas”, etc.);
Processo de estiramento;
Operação de corte;
Operação de flangeamento;
Reestampagem;
Hidro-estampagem.
2. A facilidade de uso:
Esta é uma questão crítica para a aplicação da ferramenta de simulação
numérica na indústria. A indústria espera que o uso do modelo deva ser tão simples,
que não haja necessidade de um especialista em elementos finitos. Além disso, a
ferramenta de simulação deve estar disponível lá onde é necessário, isto é, ela deve
ser utilizável na sala de projeto e não somente no departamento computacional da
empresa.
3. Interface Projeto e Simulação, Auxiliados por Computador (CAD/CAE/CAD):
O requisito ideal é que o modelo em CAD das ferramentas possa ser
facilmente transferido para o código de elementos finitos e que todas as
modificações geométricas realizadas durante o processo de simulação de elementos
finitos possa ser transferido de volta para o modelo de CAD e a partir daí para o
sistema CAM.
4. Eficiência de simulação:
Dependendo da fase de concepção e desenvolvimento em que a ferramenta
de simulação é utilizada, diferentes tempos computacionais são desejados.
Considerando o tempo de resposta inferior a uma hora são necessários nas fases de
projeto preliminar, respostas no dia seguinte são toleradas na principal fase de
projeto ou solução de etapas de problemas. No entanto, mesmo na concepção nas
principais etapas, a pressão para se ter tempo de resposta inferior a duas horas tem
aumentado por causa do objetivo de otimizar o processo.

45
5. Resultados de simulação:
O engenheiro industrial quer avaliar os seguintes resultados calculadospor
simulação numérica:
Distribuição de tensão e espessura no blank/peça;
Indicadores de falha por fratura, zonas soltas de metal, pontos baixos,
orelhamento, enrugamento, etc. (também usando, por exemplo diagramas
limite conformação);
Dados pós-falha, tais como número e amplitude de rugas;
Forma otimizada do blank;
Localização e posição dos drawbeads(quebra rugas);
Valor do spring-back(especialmente após o corte e geração de flanges);
Tensões residuais no produto acabado;
Rigidez e / ou pressão do prensa chapas, (dependente da posição);
Condições de lubrificação;
Cargas do punção.
6. Comportamento do material:
Anisotropia inicial, devido ao processo de laminação da chapa é um recurso
padrão necessário para o modelo de simulação de chapa metálica. Recentemente,
devido ao aumento da precisão desejada, análise da anisotropia induzida na forma
de modelos de endurecimento cinemático é necessária.
7. Precisão:
Os requisitos de precisão têm aumentado com a utilização da ferramenta de
simulação. Especialmente alta precisão é esperada para a determinação de falhas
(melhor do que 20%) e spring-back. Estes requerem um aumento da precisão na
modelagem do material e do atrito, mas também em técnicas de solução numérica.
É interessante notar que mesmo o módulo de elasticidade muda com o esforço, que
é da ordem de cerca de 3% para cada 10% de tensão para ligas de alumínio, por
exemplo. Está sendo seriamente considerada por algumas empresas industriais na
aproximação numérica(TEKKAYA, 2000).

46
2.5.3 Impactos e Desafios da Simulação
Através da densa compreensão da mecânica de processos existentes, pode-
se redirecionar a concepção de materiais para melhorar o nível de desempenho do
processo, levando a materiais com processabilidade melhorada, isto é,
maleabilidade, usinabilidade, etc. Como exemplo, Figura8 ilustra um bem sucedido
processo de concepção de material que foi desenvolvido a partir de um conceito
para a qualificação de voo em apenas oito anos e meio, usando apenas cinco
protótipos de ligas, economizando US $ 50 milhões em relação ao processo
empírico tradicional (BRUSCHIet al., 2014).
Figura8.Ilustração do projeto multiescala do material. Fonte: Haoet al., (2003) apud
Bruschiet al., (2014).
Segundo Bruschiet al., (2014), os novos desafios da simulação na indústria são:
Atrelar o material, processamento e a modelagem orientada a produtos, a fim
de oferecer modelos capazes de prever o comportamento dos materiais e
características do produto durante e após estampagem;
Fornecer orientações úteis para os projetistas de processos para calibrar os
modelos numéricos, usando os modelos mais adequados em função do
material/processo e as estratégias de projeto adotadas, bem como guias de

47
boas práticas para os profissionais industriais para uma verificação rápida in-
line da qualidade do produto.

48
CAPÍTULO 3
MATERIAIS E MÉTODOS
Este capítulo apresenta os materiais e métodos utilizados para realização
desta pesquisa, com o objetivo de investigar o desempenho do processo de
fabricação deuma peça de reforço estrutural para chassi de automóvel, quanto à
formação de tensões residuais inseridas pelo processo.
As variáveis avaliadas neste trabalho, quanto à influência na formação de
tensões residuais, são os materiais metálicos e o tipo de lubrificante usado no
processo. Já os métodos utilizados para tal avaliação são: a simulação numérica e o
processo de avaliação experimental.
3.1 Materiais
3.1.1 Materiais Metálicos
Os materiais escolhidos para esta análise foram aço ABNT 1010 e ABNT
1020 (aços de baixo teor de carbono - até 0,25% de carbono) e alumínio comercial
série 1000 (liga 1200 H14). Os aços ABNT 1010 E 1020 foram selecionados por
similaridade com o material do produto e o alumínio por ter um comportamento
mecânico similar e apresentar uma possibilidade de redução de peso no produto.
A composição química destes materiais, de acordo com as especificações
dos fabricantes, éapresentadana Tabela 1.
Tabela 1. Composição química normativa.
Material C Mn Si Max. S Max. P Max. Fe
ABNT 1010 0,080 - 0,13 0,30 – 0,60 0,100 0,050 0,030 Restante
ABNT 1020 0,180 - 0,23 0,30 – 0,60 0,100 0,050 0,030 Restante
Material Si Fe Cu Mn Zn Ti Al Mín.
Al 1200 H14 1,00 (Si+Fe) 0,05 0,05 0,10 0,05 99,00
49
Para o processo de estampagem, os materiais foram adquiridos em forma
de chapas com espessura de dois milímetros e área suficiente para reproduzir todas
as condições definidas para o experimento e suas respectivas réplicas.
De acordo com o fornecedor do material, o processo de fabricação do
mesmo foi a laminação a quente, resultando em uma boa condição do material para
o experimento, visto que reduz a orientação dos grãos do material (formação de
anisotropia) e consequentemente a influência dessa propriedade que não foi
analisada no experimento.
3.1.2 Lubrificantes
Com base nos trabalhos desenvolvidos por Tayer (2011), Menezes (2015) e
Oliveira (2015) foram escolhidos quatro tipos de lubrificantes para análise
experimental. Sendo estes: Renoform MZA 20 (de base mineral) e óleos de milho,
linhaça e mamona (de base vegetal).
O renoform MZA 20 é um lubrificante de base mineral com aditivos sólidos
de bissulfeto de molibdênio, esteéamplamente utilizado em processos de
conformação e, mais especificamente, em estampagem. Já os lubrificantes de base
vegetal foram escolhidos para avaliar a possibilidade de substituição do lubrificante
de base mineral, tendo como perspectiva, a redução de custos e de impacto
ambiental.
3.2Definição da Peça
O primeiro passo da pesquisa foi aescolha da peça de referência e a
criaçãodas ferramentas para realizar o processo de estampagem. Desta forma, foi
selecionada uma peça estampada com aplicação em veículos automotivos, para
possibilitar a criação de uma geometria específica, onde fosse possível avaliar as
tensões residuais geradas durante o processo de estampagem.
50
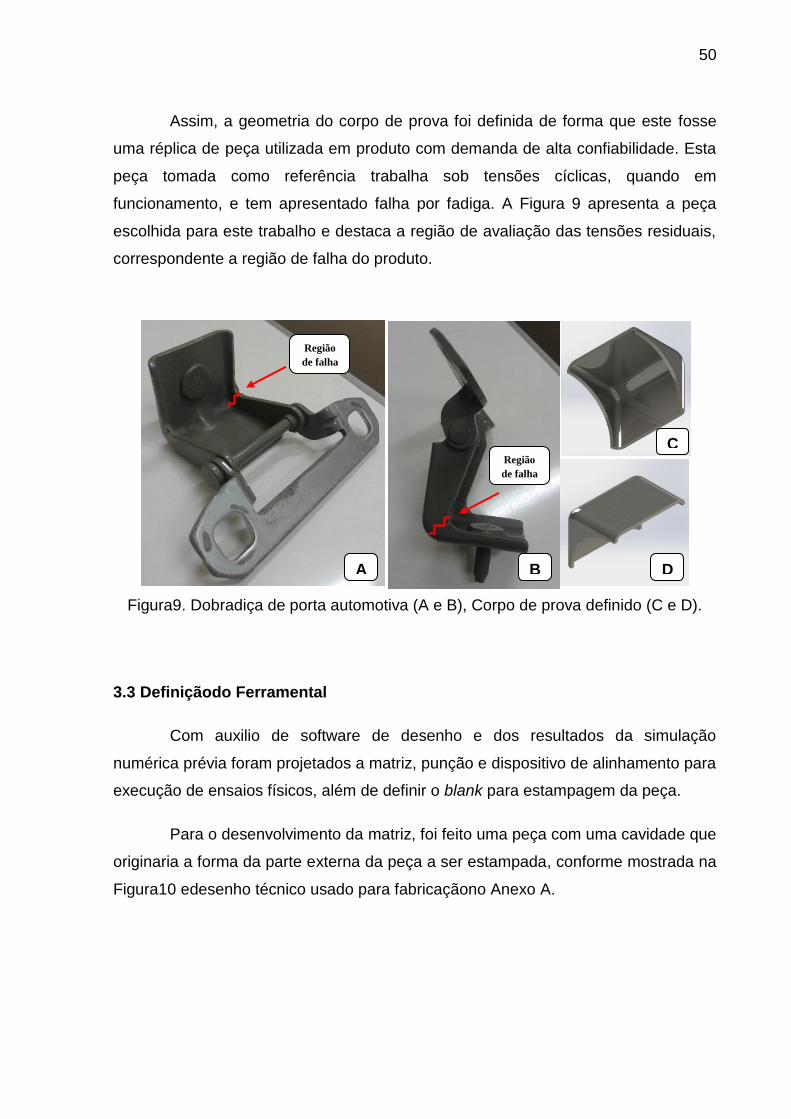
Assim, a geometria do corpo de prova foi definida de forma que este fosse
uma réplica de peça utilizada em produto com demanda de alta confiabilidade. Esta
peça tomada como referência trabalha sob tensões cíclicas, quando em
funcionamento, e tem apresentado falha por fadiga. A Figura 9 apresenta a peça
escolhida para este trabalho e destaca a região de avaliação das tensões residuais,
correspondente a região de falha do produto.
Figura9. Dobradiça de porta automotiva (A e B), Corpo de prova definido (C e D).
3.3 Definiçãodo Ferramental
Com auxilio de software de desenho e dos resultados da simulação
numérica prévia foram projetados a matriz, punção e dispositivo de alinhamento para
execução de ensaios físicos, além de definir o blank para estampagem da peça.
Para o desenvolvimento da matriz, foi feito uma peça com uma cavidade que
originaria a forma da parte externa da peça a ser estampada, conforme mostrada na
Figura10 edesenho técnico usado para fabricaçãono Anexo A.
Região
de falha
Região
de falha
A B D
C

51
Figura10.Desenho renderizado da matriz.
Similar ao projeto da matriz, a fabricação do punção foi feita com o intuito de
formar a parte interna da peça, o punção recebe a geometria da cavidade da matriz,
no entanto com dimensões diminuídas para suprir a folga necessária da chapa e a
película de fluido.Mostrado na Figura11 e desenho técnico usado para fabricação no
Anexo B.
Figura11.Desenho renderizado do punção.
Além disso, para evitar grandes esforços durante o processo de
estampagem e que a as ferramentas e peças agarrassem, foi adicionado no punção
uma angulação de dois graus em suas paredes, como mostrado na Figura12.

52
Figura12. Angulação para reduzir esforços e evitar que a peça agarre.
Para que o punção permaneça sempre na direção correta de estampagem,
sem que a mesma se desvie, foi preciso criar uma peça guia (suporte do punção),
como mostrada na Figura13 e desenho técnico usado para fabricaçãono Anexo C.
Figura13.Desenho renderizado das ferramentas com guia para o punção.
O material utilizado na fabricação dasferramentas foi o aço 1045. Este
possui um bom nível de usinabilidade, fator que facilitou o processo de usinagem,
além disso o material é suscetível ao tratamento térmico.
Depois de fabricadas, as ferramentas foram submetidas ao processo de
têmpera. O material foi aquecido a 880 graus Celsius em um forno do tipo Mufla por
um período de duas horas e depois resfriado em óleo de têmpera.Mostrado na
Figura 14.
Peça
Guia

53
Figura 14. Forno Mufla usado no tratamento térmico.
Esse processo foi realizado para aumentar a resistência mecânica e garantir
uma boa resistência ao desgaste. Estas características garantem bom desempenho
na repetibilidade do experimento e facilita a obtenção da geometria definida.
3.4Determinação do Blank
Uma simulação numérica prévia foi utilizada para definir a geometria do
blank mais favorável para o escoamento plástico na formação do produto. A
geometria definida é apresentada na Figura15.
Figura15. Blank estimado pela simulação numérica.

54
Os blanks foram cortados na direção de laminação para reduzir a influência
da anisotropia. O processo utilizado para o corte foi o jato d’água, sendo a escolha
deste procedimento para evitar a introdução de temperatura na região do corte e
consequentemente anisotropia e tensões residuais.Mostrado na Figura16.
Figura 16. Corpos de prova cortados na chapa de aço ABNT 1020.
Além disso, o corte por jato d’água tem ótima repetibilidade, gerando
geometrias muito semelhantes entre as peças, reduzindo influencias indesejadas no
resultado da pesquisa.
3.5 CaracterizaçãoMicroestruturaldos Materiais
Para realizar uma análise metalográfica dos materiais e verificar desde
composição química a características advindas do processo de fabricação do
material (como anisotropia), foi utilizado o Microscópio Eletrônico de Varredura
(MEV)com microanalisador por Energia Dispersiva (EDS) e o Microscópio Ótico.
O MEV é um equipamento capaz de produzir imagens de alta ampliação e
resolução. Além disso, ele é capaz de determinar quais os elementos químicos
estão presentes na amostra do material. Isso é possível devido ao Detector raio X de
Energia Dispersiva (EDX ou EDS) que consiste na emissão de um feixe de elétrons
Direção de
laminação
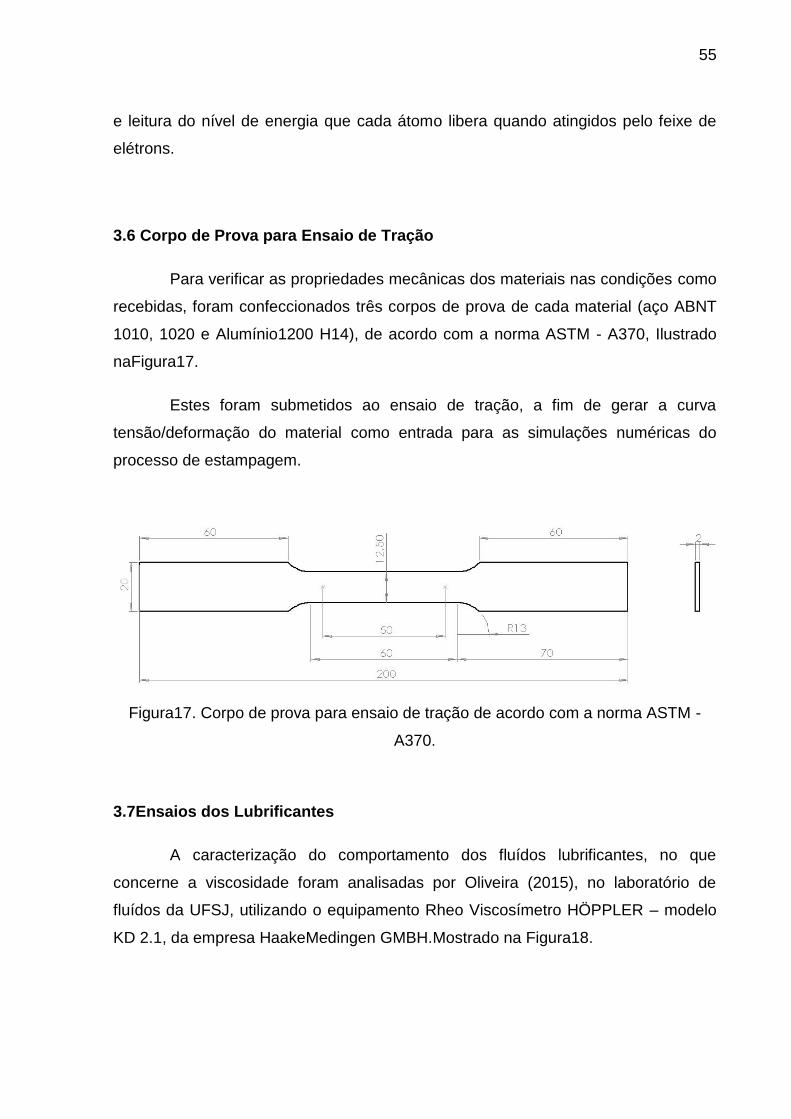
55
e leitura do nível de energia que cada átomo libera quando atingidos pelo feixe de
elétrons.
3.6 Corpo de Prova para Ensaio de Tração
Para verificar as propriedades mecânicas dos materiais nas condições como
recebidas, foram confeccionados três corpos de prova de cada material (aço ABNT
1010, 1020 e Alumínio1200 H14), de acordo com a norma ASTM - A370, Ilustrado
naFigura17.
Estes foram submetidos ao ensaio de tração, a fim de gerar a curva
tensão/deformação do material como entrada para as simulações numéricas do
processo de estampagem.
Figura17. Corpo de prova para ensaio de tração de acordo com a norma ASTM -
A370.
3.7Ensaios dos Lubrificantes
A caracterização do comportamento dos fluídos lubrificantes, no que
concerne a viscosidade foram analisadas por Oliveira (2015), no laboratório de
fluídos da UFSJ, utilizando o equipamento Rheo Viscosímetro HÖPPLER – modelo
KD 2.1, da empresa HaakeMedingen GMBH.Mostrado na Figura18.

56
Figura18.Rheo Viscosímetro HÖPPLER – modelo KD 2.1.
Os testes e análises feitas por Tayer (2011), Menezes (2015) e Oliveira
(2015) acerca do comportamento desses lubrificantes em processos de
conformação, foram utilizados como referência para os procedimentos experimentais
deste trabalho.
3.8 Estampagem das Peças
As peças foram estampadas em uma prensa hidráulica com capacidade de
40 toneladas. Devido à simplicidade da prensa hidráulica, que possui apenas um
controle quanto ao deslocamento do curso, todo o ferramental foi dimensionado de
forma a utilizar o fim de curso do equipamento. Em todos os ensaios, o punção teve
um deslocamento de aproximadamente 48 milímetros para executar a estampagem.
3.9 Planejamento do Experimento
Os ensaios físicos foram realizados através de um planejamento Fatorial
Aleatorizado por níveis.Este tipo de planejamento tem como objetivo avaliar os
efeitos das variáveis de influência selecionadas e estimá-las, através do teste de
hipóteses apropriado.
O experimento foi realizado de acordo com a sequênciaapresentada na
Tabela2.

57
Tabela 2. Planejamento experimental do trabalho
Planejamento experimental
Teste Material Lubrificante
1 Al 1200 H14 MZA 20
2 Al 1200 H14 Algodão
3 Al 1200 H14 Algodão
4 Al 1200 H14 Linhaça
5 Al 1200 H14 MZA 20
6 Al 1200 H14 Linhaça
7 Al 1200 H14 Mamona
8 Al 1200 H14 Algodão
9 Al 1200 H14 Mamona
10 Al 1200 H14 Mamona
11 Al 1200 H14 MZA 20
12 Al 1200 H14 Linhaça
13 Aço ABNT 1010 MZA 20
14 Aço ABNT 1010 Algodão
15 Aço ABNT 1010 Algodão
16 Aço ABNT 1010 Linhaça
17 Aço ABNT 1010 MZA 20
18 Aço ABNT 1010 Linhaça
19 Aço ABNT 1010 Mamona
20 Aço ABNT 1010 Algodão
21 Aço ABNT 1010 Mamona
22 Aço ABNT 1010 Mamona
23 Aço ABNT 1010 MZA 20
24 Aço ABNT 1010 Linhaça
25 Aço ABNT 1020 MZA 20
26 Aço ABNT 1020 Algodão
27 Aço ABNT 1020 Algodão
28 Aço ABNT 1020 Linhaça
29 Aço ABNT 1020 MZA 20
30 Aço ABNT 1020 Linhaça
31 Aço ABNT 1020 Mamona
32 Aço ABNT 1020 Algodão
33 Aço ABNT 1020 Mamona
34 Aço ABNT 1020 Mamona
35 Aço ABNT 1020 MZA 20
36 Aço ABNT 1020 Linhaça

58
Para esse teste, assume-se que os erros do modelo utilizado são
normalmente e independentemente distribuídos com média zero e variância igual
para todos os tratamentos (MELO, 2014).
3.10 Procedimento Experimental
O experimento foi realizado na sequência abaixo:
Preparação das ferramentas (Matriz e punção), dispositivo de interface (peça
guia) e Blanks;
Definição do deslocamento do punção (replicado para todas as condições e
réplicas);
Lubrificação das ferramentas e blanks com o Renoform MZA20;
Estampagem da peça, retirada do dispositivo e identificação da amostra;
Remoção do lubrificante das ferramentas com acetona;
Repetição dos passos anteriores utilizando os lubrificantes a base vegetal
(algodão, mamona e linhaça) e devidas réplicas para análise estatísticas;
Corte das amostras em tamanho adequado para o embutimento;
Embutimento das amostras cortadas em massa plástica;
Preparação das amostras embutidas para ensaio de microdurezaVikers
(lixamento e polimento);
Realização dos ensaios de microdurezaVikers e anotação dos resultados para
todas as amostras;
A comparação entre resultados advindos dos diferentes níveis de
lubrificantes/materiais utilizados na estampagem foi realizada através de uma
Análise da Variância (ANOVA), considerando o planejamento experimental
aleatorizado por níveis apresentado na Tabela 2.

59
3.11Preparação das Amostras
Uma amostra do material foi cortada de cada peça estampada em tamanho
adequado para realizar as indentações. Mostrado na Figura19.
Figura19. Região da peça destacada para análise.
Para cortar as amostras, foi usada uma máquina de corte com aplicação de
óleo refrigerante, com o intuito dereduzir a geração de calor na peça, garantindo
assim que o processo de corte tivesse pouca influência nas tensões residuais
geradas na estampagem.
Na sequência, as amostras foram embutidas em tubos de PVC de 25,4 mm
de diâmetro com comprimento de 20mm (o embutimentofoi emmassa plástica,pois a
mesma não necessita de aquecimento), por fim, estas foram lixadas com lixas de
granulometria 100, 240, 320, 400, 500, 600, 800 1000, 1200, 1500 e 2000. Em
seguida, o material foi polido com alumina cinco mícrons.
As amostras do material como recebido pelo fabricante também foram
atacadas quimicamente com Nital 5% (Acido Nítrico PA e Álcool Etílico), para gerar
as micrografias e fazer as análises químicas.
Pode-se observar na Figura20, que dois pontos foram marcados antes da
realização dos cortes. Estes pontos serviram como referência do eixo central da
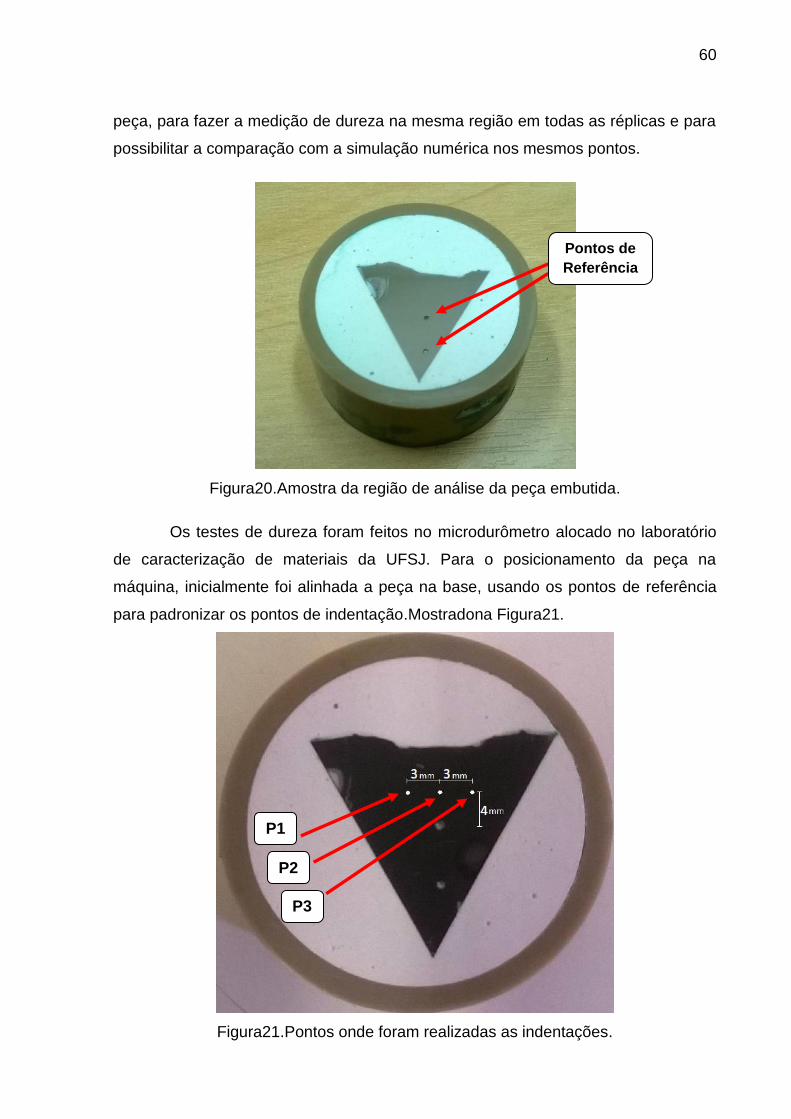
60
peça, para fazer a medição de dureza na mesma região em todas as réplicas e para
possibilitar a comparação com a simulação numérica nos mesmos pontos.
Figura20.Amostra da região de análise da peça embutida.
Os testes de dureza foram feitos no microdurômetro alocado no laboratório
de caracterização de materiais da UFSJ. Para o posicionamento da peça na
máquina, inicialmente foi alinhada a peça na base, usando os pontos de referência
para padronizar os pontos de indentação.Mostradona Figura21.
Figura21.Pontos onde foram realizadas as indentações.
P1
P2
P3
Pontos de
Referência

61
Depois de alinhada com o ponto de referência superior, as amostras foram
movimentas com o ajuste da base do microdurômetro por quatro milímetros para
cima e três milímetros para cada um dos lados, fazendo três indentações (pontos:
P1, P2 e P3) em cada amostra.
3.12 Ensaio de Microdureza
As amostras das peças estampadas foram submetidas ao ensaio de
microdurezaVickers, conforme a norma ABNT NBR 6672. Este consiste na
penetração de um pequeno penetrador de diamante de geometria piramidal na
superfície do material a ser ensaiado, no qual, ao final do ensaio, o penetrador é
retirado.
A impressão deixada pelo penetrador é medida e a mesma é convertida em
índices de dureza. Neste ensaio foi utilizado o equipamento Microdurômetro MVK -
G1 Mitutoyo (MicrodurezaVikers - Laboratório de Microcospia da UFSJ). Este foi
ajustado com a carga de 500 g, tempo de 20 s e a lente com ampliação de
(x55).Mostrado na Figura22.
Figura22.MicrodurômetroMitutoyo modelo MVK G1.
62
3.13 Simulação Numérica
Para análise computacional foi utilizado o software de simulação numérica
via Métodos dos Elementos Finitos (adquiridos através de uma parceria com a
empresa Altair), que possui o pré-processamento Hyperform (usado em simulação
de processos de conformação), solverRadioss (software com formulação explícita,
robusta o suficiente para lidar com todas as não-linearidades - geométrica, material
e de contato - presentes nesta simulação) e pós-processamento Hyperview (para
visualização e análise dos resultados).
O software encontra-se instalado (e devidamente licenciado) no LASIN
(Laboratório de Simulação Numérica Aplicada) do Departamento de Engenharia
Mecânica da UFSJ.
A simulação numérica foi feita em duas etapas. Em ambas as etapas, foi
utilizado um pacote dedicado ao processo de estampagem dentro do software
Hyperworks®. Este pacote é oHyperform, onde é possível configurar o processo de
estampagem de uma forma mais rápida e simples, no entanto, só proporciona
análises de chapas em duas dimensões.
Neste primeiro momento foram realizadas simulações prévias que geraram
resultados importantes para a definição das ferramentas e quanto à geometria do
blank. Na segunda etapa o processo foi analisado em três dimensões.
3.14 SimulaçãoPrévia
A simulação prévia do processo de estampagem foi realizada através do
pré-processamento Hyperform com os seguintes dados de entrada:
Deslocamento do punção de 48 mm para baixo e após o processo 30 mm
para cima;
Atrito de 0,125 (padrão de entrada no Hyperform);
Material com densidade de 7,8 kg/m3; modulo de elasticidade de 210 GPa;
coeficiente de Poison 0,3 (Aço de baixo carbono selecionado no software -
CRDQ);

63
Espessura do blank de dois milímetros;
Os dados do regime plástico do material podem ser vistos na Figura23 abaixo.
Figura23. Tensão e deformação no regime plástico do material.
As restrições do processo foram matriz e punção rígidos; Matriz com posição
fixa e deslocamento do punção apenas no eixo Z. A quantidade de elementos
gerados foi de 2.512 elementos (tipo casca 2D com seis graus de liberdade por nó).
Para o processo de simulação em 2D, foi usada uma montagem enxuta, com
a finalidade de simplificar a análise, reduzir o tempo e memória usada durante o
processamento da estampagem. Foram usados parâmetros automáticos de malha,
sendo adotado elementos de 2mm, como ilustrado na Figura24.
Figura24. Modelo usado na simulação em 2D.
0
100
200
300
400
500
600
0,05 0,15 0,25 0,35 0,45 0,55 0,65 0,75 0,85 0,95
Ten
são
(M
Pa)
Deformação Plástica (є)
Tensão/Deformação Verdadeira - Regime Plástico
Tensão

64
Este processo foi necessário, pois serviu como base para correções
realizadas nos parâmetros, geometria e malha antes que se iniciasse a simulação
em elementos 3D.
3.15 Simulação Numérica do Processo em 3D
Na segunda etapa da simulação, também foi utilizado o pré-processamento
pela interface hyperform. Alguns parâmetros de entrada foram os mesmos da
simulação em 2D, como: deslocamento do punção (48mm) e espessura do blank
(2mm). Os parâmetros de atrito e propriedade dos materiais foram alterados
conforme as 12 condições apresentadas no planejamento do experimento.
Os coeficientes de atrito utilizados como entradas para a simulação do
processo de estampagem foram:
0,069 para o uso de óleo a base de algodão;
0,069 para o uso de óleo a base de linhaça;
0,379 para o uso de óleo a base de mamona;
0,035 para o uso do lubrificante Renoform MZA20.
Os coeficientes de atrito citados acima foram obtidos em experimento
realizado em laboratório.
Os parâmetros de propriedade dos materiais usados como entradas para a
simulação foram:
Densidade de 7,8 kg/m3; modulo de elasticidade de 210 GPa;
coeficiente de Poison 0,3; e os dados do regime plástico extraídos
dos ensaios de tração (para a simulação dos processos com os
açosABNT 1020 e 1010);
Densidade de 2,7 kg/m3; modulo de elasticidade de 70GPa;
coeficiente de Poison 0,33; e os dados do regime plástico extraídos
dos ensaios de tração (para a simulação dos processos com o
alumínio 1200 H14).

65
O modelo criado para a simulação em 3D possui uma malha mais refinada,
além da criação de um blank em três dimensões. Portanto,este obteve um
incremento significativo no número de elementos, sendo 35.471 elementos do tipo
3D com seis graus de liberdade por nó. Mostrado na Figura25.
Figura 25. Modelo usado na simulação em 3D.
Pode observar-se que neste modelo, foi utilizada uma geometria um pouco
mais otimizada com relação à anterior, com o intuito de reduzir o número de
elementos desnecessários à análise.
Nas simulações em 3D, foi possível manter uma malha refinada e ainda
adicionar cinco elementos de geometria quadrada ao longo da espessura da chapa,
o que possibilita a avaliação de resultados ao longo da espessura.
Ao final da estampagem, o contato da matriz com a peça foi desabilitado.
Não foi utilizado o recurso de spring-back ou relaxamento de tensões nas
simulações dos processos em 3D.
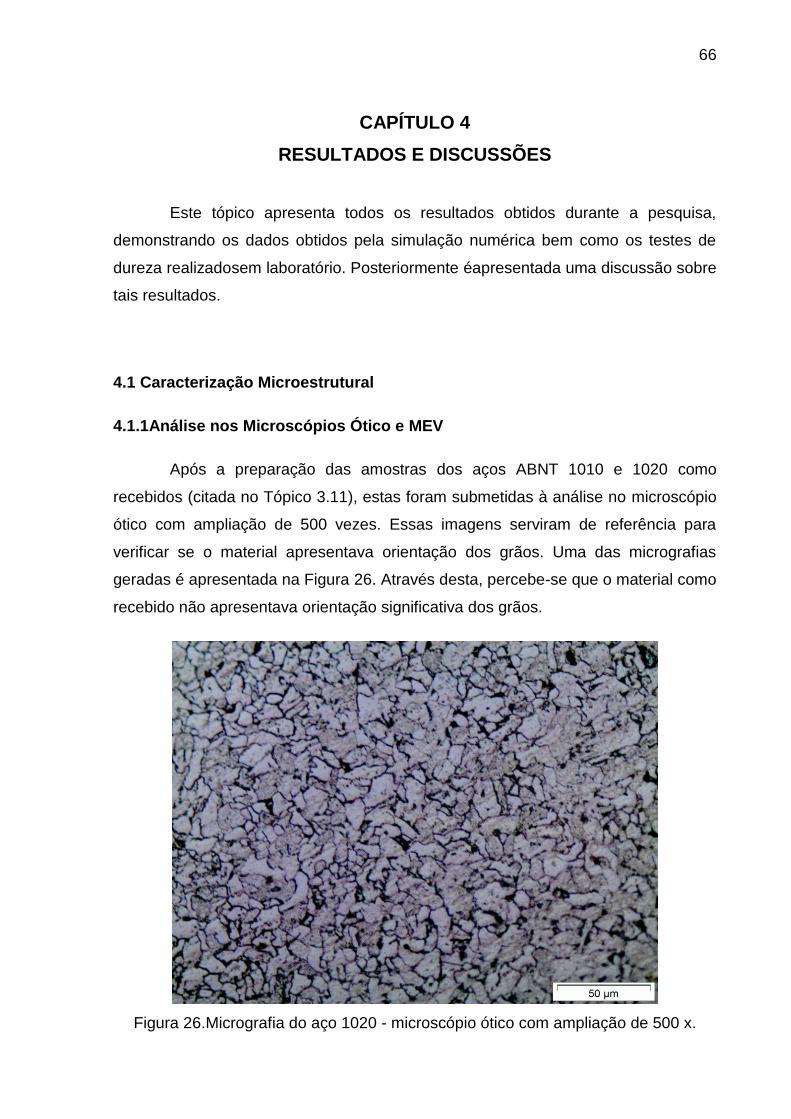
66
CAPÍTULO 4
RESULTADOS E DISCUSSÕES
Este tópico apresenta todos os resultados obtidos durante a pesquisa,
demonstrando os dados obtidos pela simulação numérica bem como os testes de
dureza realizadosem laboratório. Posteriormente éapresentada uma discussão sobre
tais resultados.
4.1 Caracterização Microestrutural
4.1.1Análise nos Microscópios Ótico e MEV
Após a preparação das amostras dos aços ABNT 1010 e 1020 como
recebidos (citada no Tópico 3.11), estas foram submetidas à análise no microscópio
ótico com ampliação de 500 vezes. Essas imagens serviram de referência para
verificar se o material apresentava orientação dos grãos. Uma das micrografias
geradas é apresentada na Figura 26. Através desta, percebe-se que o material como
recebido não apresentava orientação significativa dos grãos.
Figura 26.Micrografia do aço 1020 - microscópio ótico com ampliação de 500 x.
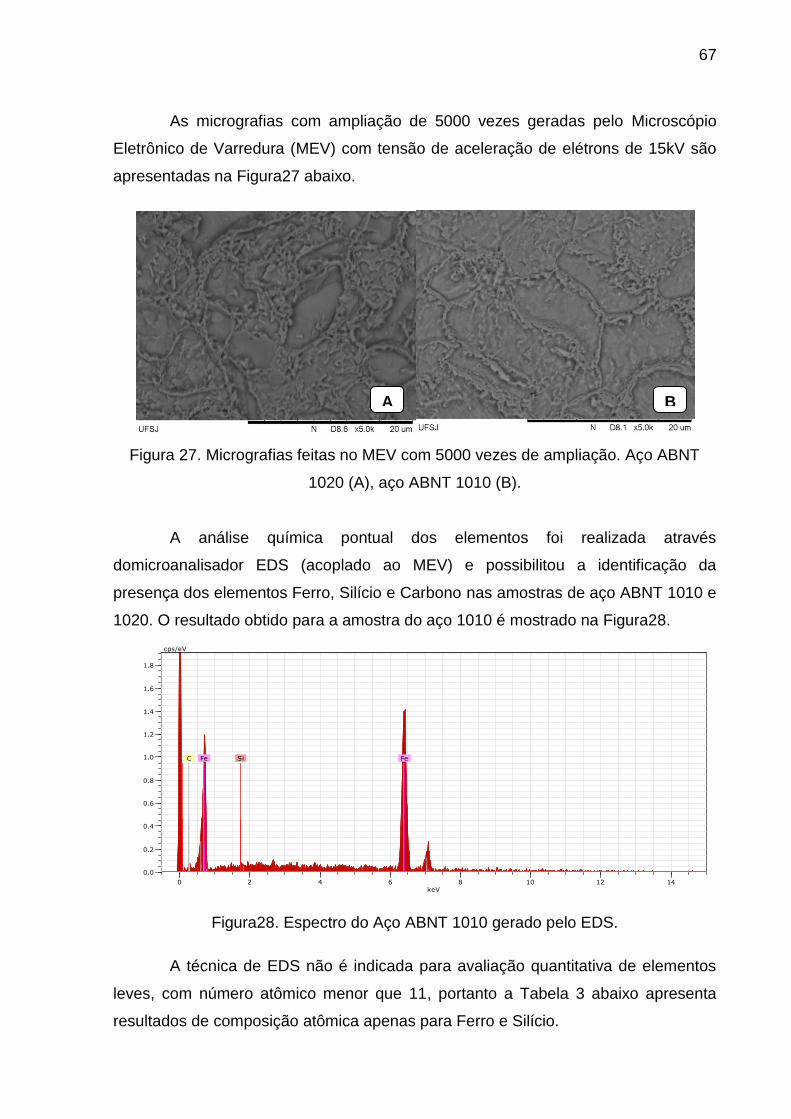
67
As micrografias com ampliação de 5000 vezes geradas pelo Microscópio
Eletrônico de Varredura (MEV) com tensão de aceleração de elétrons de 15kV são
apresentadas na Figura27 abaixo.
Figura 27. Micrografias feitas no MEV com 5000 vezes de ampliação. Aço ABNT
1020 (A), aço ABNT 1010 (B).
A análise química pontual dos elementos foi realizada através
domicroanalisador EDS (acoplado ao MEV) e possibilitou a identificação da
presença dos elementos Ferro, Silício e Carbono nas amostras de aço ABNT 1010 e
1020. O resultado obtido para a amostra do aço 1010 é mostrado na Figura28.
Figura28. Espectro do Aço ABNT 1010 gerado pelo EDS.
A técnica de EDS não é indicada para avaliação quantitativa de elementos
leves, com número atômico menor que 11, portanto a Tabela 3 abaixo apresenta
resultados de composição atômica apenas para Ferro e Silício.
0 2 4 6 8 10 12 14keV
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
cps/eV
Fe Fe C Si
A B
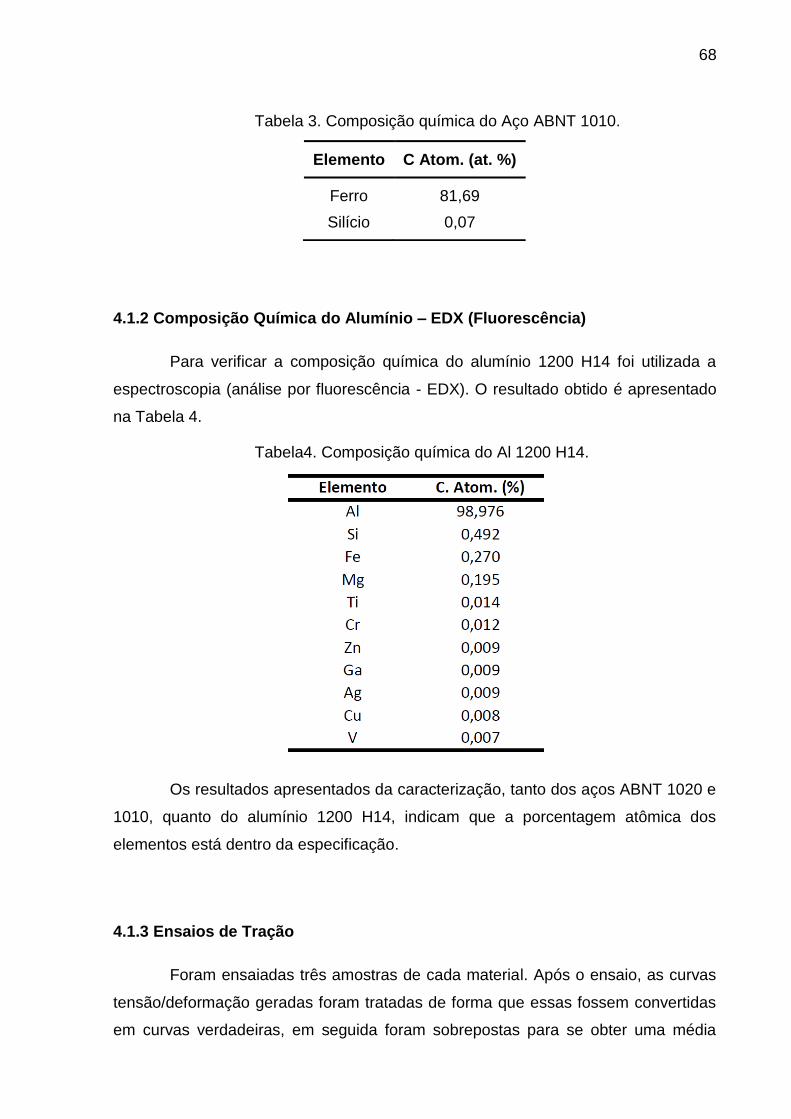
68
Tabela 3. Composição química do Aço ABNT 1010.
4.1.2 Composição Química do Alumínio – EDX (Fluorescência)
Para verificar a composição química do alumínio 1200 H14 foi utilizada a
espectroscopia (análise por fluorescência - EDX). O resultado obtido é apresentado
na Tabela 4.
Tabela4. Composição química do Al 1200 H14.
Os resultados apresentados da caracterização, tanto dos aços ABNT 1020 e
1010, quanto do alumínio 1200 H14, indicam que a porcentagem atômica dos
elementos está dentro da especificação.
4.1.3 Ensaios de Tração
Foram ensaiadas três amostras de cada material. Após o ensaio, as curvas
tensão/deformação geradas foram tratadas de forma que essas fossem convertidas
em curvas verdadeiras, em seguida foram sobrepostas para se obter uma média
Elemento C Atom. (at. %)
Ferro 81,69
Silício 0,07

69
aproximada dos resultados. As curvas obtidas, nos ensaios do aço ABNT 1020,
1010 e alumínio 1200 H14, são demonstradas nas Figuras 29, 30 e 31
respectivamente.
Figura 29. Curvas sobrepostas obtidas pelo ensaio de tração do aço ABNT 1020.
Figura 30. Curvas sobrepostas obtidas pelo ensaio de tração do aço ABNT 1010.
0
100
200
300
400
500
600
0,00 0,05 0,10 0,15 0,20 0,25
Ten
são
Ve
rdad
eir
a (M
Pa)
Deformação Plástica Verdadeira
Curva 1
curva 2
Curva 3
0
100
200
300
400
500
600
0,00 0,05 0,10 0,15 0,20 0,25
Ten
são
Ve
rdad
eir
a (M
Pa)
Deformação Plástica Verdadeira
Curva 1
Curva 2
Curva 3
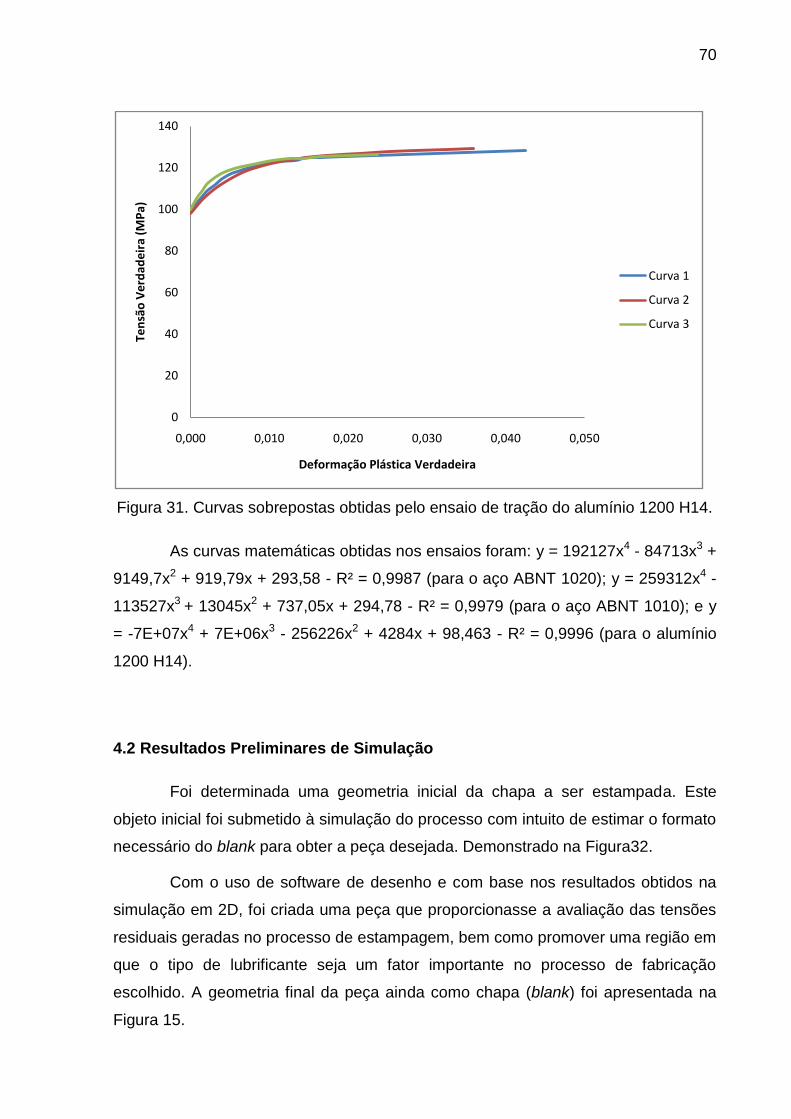
70
Figura 31. Curvas sobrepostas obtidas pelo ensaio de tração do alumínio 1200 H14.
As curvas matemáticas obtidas nos ensaios foram: y = 192127x4 - 84713x3 +
9149,7x2 + 919,79x + 293,58 - R² = 0,9987 (para o aço ABNT 1020); y = 259312x4 -
113527x3 + 13045x2 + 737,05x + 294,78 - R² = 0,9979 (para o aço ABNT 1010); e y
= -7E+07x4 + 7E+06x3 - 256226x2 + 4284x + 98,463 - R² = 0,9996 (para o alumínio
1200 H14).
4.2 Resultados Preliminares de Simulação
Foi determinada uma geometria inicial da chapa a ser estampada. Este
objeto inicial foi submetido à simulação do processo com intuito de estimar o formato
necessário do blank para obter a peça desejada. Demonstrado na Figura32.
Com o uso de software de desenho e com base nos resultados obtidos na
simulação em 2D, foi criada uma peça que proporcionasse a avaliação das tensões
residuais geradas no processo de estampagem, bem como promover uma região em
que o tipo de lubrificante seja um fator importante no processo de fabricação
escolhido. A geometria final da peça ainda como chapa (blank) foi apresentada na
Figura 15.
0
20
40
60
80
100
120
140
0,000 0,010 0,020 0,030 0,040 0,050
Ten
são
Ve
rdad
eir
a (M
Pa)
Deformação Plástica Verdadeira
Curva 1
Curva 2
Curva 3

71
Figura32. Simulação com chapa retangular para definição do blank.
O blank definido foi submetido a novo processo de simulação numérica, que
possibilitou analisar os esforços ao longo do processo de estampagem, e também as
tensões de vonMises no material. Ilustrado na Figura33.
Figura33. Simulação numérica com blank definido (com elementos 2D).
Outro resultado obtido nas análises preliminares é apresentado na Figura34.
Esta indica a formação de tensões residuais no eixo Y após a simulação da
estampagem da peça.
Pode-se observar, na região sombreada, que neste caso foi feita a remoção
do punção sobre a peça estampada, permitindo assim que o material sofresse o
retorno elástico (spring-back) e alívio das tensões, de forma a ficar no estado final,
ou seja, permita a avaliação das tensões residuais geradas na peça.
MPa
MPa

72
Figura34: Tensões no eixo Y após o processo(com elementos 2D).
4.3 Resultados Finais da Simulação
Na simulação em 3D foram gerados resultados quanto aos esforços ao
longo do processo, quanto à deformação do material e por fim foram avaliadas as
tensões após a execução da estampagem.
AFigura35 demonstra a simulação completa da peça estampada. Esta
apresenta as tensões de vonMises obtidas no processo com o uso do lubrificante
MZA 20.
Figura35: Tensão de vonMises para o MZA 20
PunçãoRe
movido MPa
MPa

73
A partir desta simulação foi possível selecionar os três elementos que
representam os três pontos de avaliação. Ilustrados na Figura 36. Na sequência
foram gerados resultados para as 12 condições do experimento, combinando os
quatro lubrificantes aos três materiais utilizados na estampagem das peças.
Figura36: Pontos selecionados.
A Figura37 abaixo apresenta os resultados obtidos das deformações
sofridas pelos elementos nos três pontos analisados. O material simulado neste
caso foi o aço ABNT 1020.
Figura37. Deformações sofridas nos pontos analisados.
P3
P2
P1

74
AsFiguras38, 39 e 40 abaixo apresentam os resultados obtidos das tensões
após o processo de estampagem, nos pontos analisados.
Figura38. Tensões normais no plano após a estampagem com aço 1020 e os quatro
lubrificantes analisados.
Figura39. Tensões normais no plano após a estampagem com aço 1010 e os quatro
lubrificantes analisados.
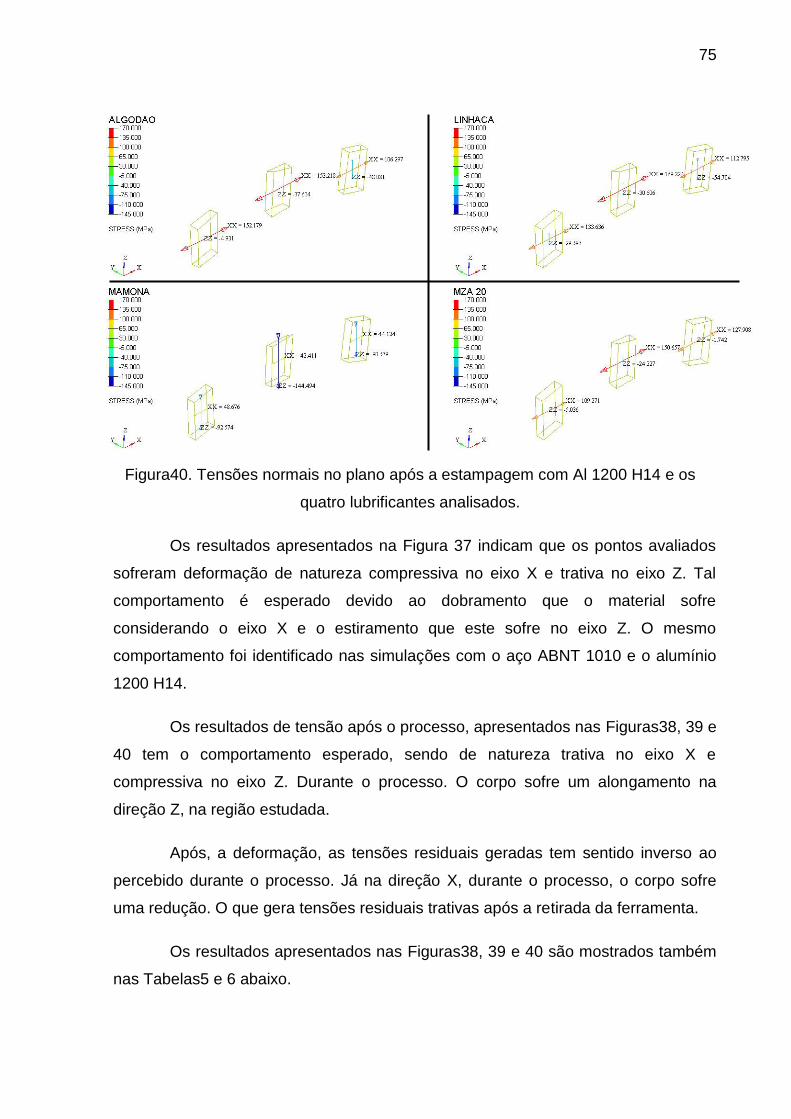
75
Figura40. Tensões normais no plano após a estampagem com Al 1200 H14 e os
quatro lubrificantes analisados.
Os resultados apresentados na Figura 37 indicam que os pontos avaliados
sofreram deformação de natureza compressiva no eixo X e trativa no eixo Z. Tal
comportamento é esperado devido ao dobramento que o material sofre
considerando o eixo X e o estiramento que este sofre no eixo Z. O mesmo
comportamento foi identificado nas simulações com o aço ABNT 1010 e o alumínio
1200 H14.
Os resultados de tensão após o processo, apresentados nas Figuras38, 39 e
40 tem o comportamento esperado, sendo de natureza trativa no eixo X e
compressiva no eixo Z. Durante o processo. O corpo sofre um alongamento na
direção Z, na região estudada.
Após, a deformação, as tensões residuais geradas tem sentido inverso ao
percebido durante o processo. Já na direção X, durante o processo, o corpo sofre
uma redução. O que gera tensões residuais trativas após a retirada da ferramenta.
Os resultados apresentados nas Figuras38, 39 e 40 são mostrados também
nas Tabelas5 e 6 abaixo.

76
Tabela5. Resultados de tensões residuais no eixo X (em MPa).
Aço 1020 Aço 1010 Alumínio 1200 H14
P1 P2 P3 P1 P2 P3 P1 P2 P3
Algodão 542,439 520,189 334,407 520,277 466,016 484,51 152,179 153,218 106,297
Linhaça 604,995 467,412 476,056 542,589 513,37 628,023 133,636 169,224 112,795
Mamona 595,697 400,17 440,643 485,332 330,784 493,262 48,676 42,411 44,124
MZA 20 559,661 527,595 372,991 556,997 437,407 603,498 109,271 150,657 127,908
Tabela6. Resultados de tensões residuais no eixo Z (em MPa).
Aço 1020 Aço 1010 Alumínio 1200 H14
P1 P2 P3 P1 P2 P3 P1 P2 P3
Algodão -66,079 -280,744 -355,781 -137,033 -299,993 -155,611 -4,931 -37,604 -48,081
Linhaça -55,872 -312,949 -146,905 -118,262 -245,143 -23,108 -29,596 -30,606 -54,704
Mamona -67,58 -221,232 -249,457 -177,318 -383,858 -192,356 -92,574 -144,494 -90,579
MZA 20 -90,931 -272,6 -241,764 -103,591 -345,829 -8,897 -5,036 -24,227 -1,742
As tensões residuais nas simulações das peças em alumínio são menores
do que nas peças em aço. Este fato foi confirmado nos resultados experimentais.
Como não foi utilizado o recurso de spring-back ou relaxamento de tensões
nas simulações dos processos em 3D, os resultados são pouco confiáveis quanto à
magnitude das tensões apresentadas. O mesmo fator gerou uma oscilação do
material após a retirada do contato das ferramentas. Esta oscilação apresentou
resultados ora positivos e ora negativos para a tensão residual, dificultando assim, a
interpretação sobre a influência dos materiais e lubrificantes utilizados.
4.4 Resultados dos Experimentos Físicos
Os ensaios foram realizados de acordo com o planejamento do
experimentoapresentado na Tabela 2. As peças estampadas são apresentadas nas
Figuras41, 42 e 43. Na Figura41 são mostradas as 12 peças em alumínio (1-12) que
foram reproduzidas aleatorizando os lubrificantes utilizados, sendo estes, MZA 20,

77
linhaça, mamona e algodão. O mesmo acontece na Figura42 com as peças em aço
ABNT 1010 (13-24) e na Figura43 com as peças em aço ABNT 1020 (25-36).
Figura41. Peças estampadas em alumínio Al 1200 H14 (1-12).
1 2 3
4 5 6
7 8 9
10 11 12

78
Figura42. Peças estampadas em aço ABNT 1010 (13-24).
13 14 15
16 17 18
19 20 21
22 23 24

79
Figura43. Peças estampadas em aço ABNT 1020 (25-36).
25 26 27
28 29 30
31 32 33
34 35 36
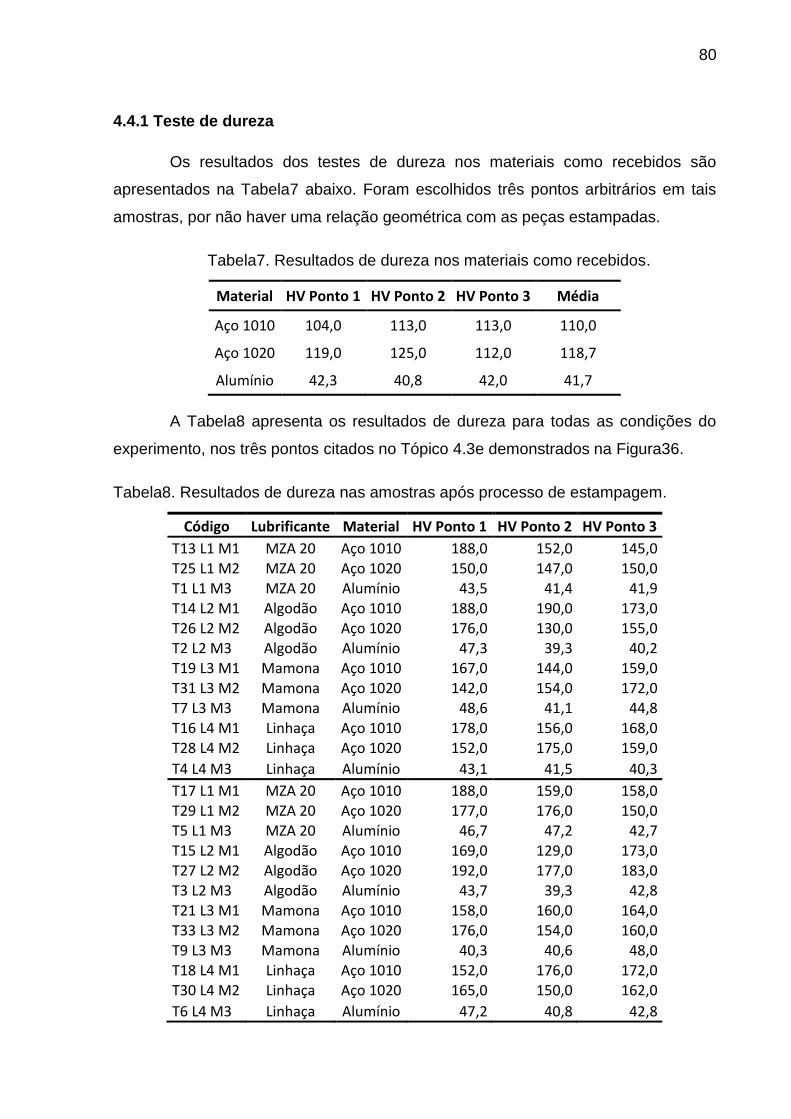
80
4.4.1 Teste de dureza
Os resultados dos testes de dureza nos materiais como recebidos são
apresentados na Tabela7 abaixo. Foram escolhidos três pontos arbitrários em tais
amostras, por não haver uma relação geométrica com as peças estampadas.
Tabela7. Resultados de dureza nos materiais como recebidos.
Material HV Ponto 1 HV Ponto 2 HV Ponto 3 Média
Aço 1010 104,0 113,0 113,0 110,0
Aço 1020 119,0 125,0 112,0 118,7
Alumínio 42,3 40,8 42,0 41,7
A Tabela8 apresenta os resultados de dureza para todas as condições do
experimento, nos três pontos citados no Tópico 4.3e demonstrados na Figura36.
Tabela8. Resultados de dureza nas amostras após processo de estampagem.
Código Lubrificante Material HV Ponto 1 HV Ponto 2 HV Ponto 3
T13 L1 M1 MZA 20 Aço 1010 188,0 152,0 145,0 T25 L1 M2 MZA 20 Aço 1020 150,0 147,0 150,0 T1 L1 M3 MZA 20 Alumínio 43,5 41,4 41,9 T14 L2 M1 Algodão Aço 1010 188,0 190,0 173,0 T26 L2 M2 Algodão Aço 1020 176,0 130,0 155,0 T2 L2 M3 Algodão Alumínio 47,3 39,3 40,2 T19 L3 M1 Mamona Aço 1010 167,0 144,0 159,0 T31 L3 M2 Mamona Aço 1020 142,0 154,0 172,0 T7 L3 M3 Mamona Alumínio 48,6 41,1 44,8
T16 L4 M1 Linhaça Aço 1010 178,0 156,0 168,0 T28 L4 M2 Linhaça Aço 1020 152,0 175,0 159,0
T4 L4 M3 Linhaça Alumínio 43,1 41,5 40,3
T17 L1 M1 MZA 20 Aço 1010 188,0 159,0 158,0 T29 L1 M2 MZA 20 Aço 1020 177,0 176,0 150,0 T5 L1 M3 MZA 20 Alumínio 46,7 47,2 42,7 T15 L2 M1 Algodão Aço 1010 169,0 129,0 173,0 T27 L2 M2 Algodão Aço 1020 192,0 177,0 183,0 T3 L2 M3 Algodão Alumínio 43,7 39,3 42,8 T21 L3 M1 Mamona Aço 1010 158,0 160,0 164,0 T33 L3 M2 Mamona Aço 1020 176,0 154,0 160,0
T9 L3 M3 Mamona Alumínio 40,3 40,6 48,0 T18 L4 M1 Linhaça Aço 1010 152,0 176,0 172,0 T30 L4 M2 Linhaça Aço 1020 165,0 150,0 162,0
T6 L4 M3 Linhaça Alumínio 47,2 40,8 42,8

81
Código Lubrificante Material HV Ponto 1 HV Ponto 2 HV Ponto 3
T23 L1 M1 MZA 20 Aço 1010 201,0 190,0 194,0 T35 L1 M2 MZA 20 Aço 1020 170,0 184,0 182,0 T11 L1 M3 MZA 20 Alumínio 45,4 43,5 43,1 T20 L2 M1 Algodão Aço 1010 175,0 167,0 174,0 T32 L2 M2 Algodão Aço 1020 179,0 154,0 159,0 T8 L2 M3 Algodão Alumínio 42,1 42,9 45,7 T22 L3 M1 Mamona Aço 1010 164,0 139,0 175,0 T34 L3 M2 Mamona Aço 1020 180,0 181,0 180,0
T10 L3 M3 Mamona Alumínio 39,7 40,3 46,4 T24 L4 M1 Linhaça Aço 1010 190,0 185,0 191,0 T36 L4 M2 Linhaça Aço 1020 171,0 160,0 159,0
T12 L4 M3 Linhaça Alumínio 44,9 42,8 48,7
Foram realizados testes de normalidade para validar os resultados
estatísticos apresentados. Os resultados de tais testes são apresentados na Tabela
9 e na Figura44abaixo.
Tabela 9. Testes de normalidade.
Testes de Normalidade
Testes Estatísticas P-valores
Anderson - Darling 0,414 0,319
Kolmogorov - Smirnov
0,125 0,164
Shapiro - Wilk 0,968 0,371
Ryan - Joiner 0,986 0,399
Figura44. Teste de normalidade.
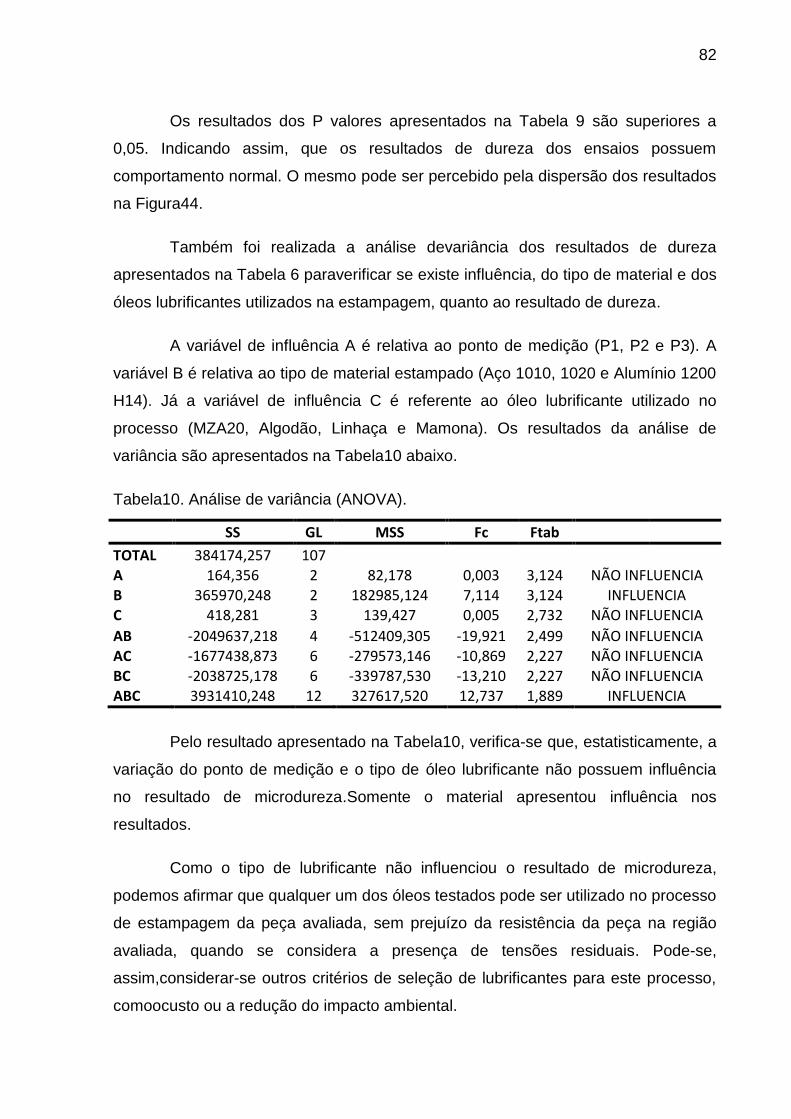
82
Os resultados dos P valores apresentados na Tabela 9 são superiores a
0,05. Indicando assim, que os resultados de dureza dos ensaios possuem
comportamento normal. O mesmo pode ser percebido pela dispersão dos resultados
na Figura44.
Também foi realizada a análise devariância dos resultados de dureza
apresentados na Tabela 6 paraverificar se existe influência, do tipo de material e dos
óleos lubrificantes utilizados na estampagem, quanto ao resultado de dureza.
A variável de influência A é relativa ao ponto de medição (P1, P2 e P3). A
variável B é relativa ao tipo de material estampado (Aço 1010, 1020 e Alumínio 1200
H14). Já a variável de influência C é referente ao óleo lubrificante utilizado no
processo (MZA20, Algodão, Linhaça e Mamona). Os resultados da análise de
variância são apresentados na Tabela10 abaixo.
Tabela10. Análise de variância (ANOVA).
SS GL MSS Fc Ftab
TOTAL 384174,257 107 A 164,356 2 82,178 0,003 3,124 NÃO INFLUENCIA
B 365970,248 2 182985,124 7,114 3,124 INFLUENCIA C 418,281 3 139,427 0,005 2,732 NÃO INFLUENCIA
AB -2049637,218 4 -512409,305 -19,921 2,499 NÃO INFLUENCIA AC -1677438,873 6 -279573,146 -10,869 2,227 NÃO INFLUENCIA BC -2038725,178 6 -339787,530 -13,210 2,227 NÃO INFLUENCIA ABC 3931410,248 12 327617,520 12,737 1,889 INFLUENCIA
Pelo resultado apresentado na Tabela10, verifica-se que, estatisticamente, a
variação do ponto de medição e o tipo de óleo lubrificante não possuem influência
no resultado de microdureza.Somente o material apresentou influência nos
resultados.
Como o tipo de lubrificante não influenciou o resultado de microdureza,
podemos afirmar que qualquer um dos óleos testados pode ser utilizado no processo
de estampagem da peça avaliada, sem prejuízo da resistência da peça na região
avaliada, quando se considera a presença de tensões residuais. Pode-se,
assim,considerar-se outros critérios de seleção de lubrificantes para este processo,
comoocusto ou a redução do impacto ambiental.

83
Um teste de contraste foi realizado para avaliar se existe diferença
significativa entre os lubrificantes avaliados. Os resultados estão apontados na
Tabela11.
Tabela11. Análise estatística - Contraste.
Contraste
1010x1020 4140,500 0,161 3,974 IGUAL 1010xALUM 1028512,627 39,985 3,974 DIFERENTE
1020xALUM 1163168,361 45,220 3,974 DIFERENTE
Percebe-se pela análise de contraste que a diferença entre os aços ABNT
1010 e 1020 quanto ao resultado de dureza não é estatisticamente significativa. A
diferença é significativa quando são comparados os aços com o alumínio.Esse
resultado é esperado devido à natureza do comportamento mecânico de tais
materiais.
As Tabelas12, 13 e 14 apresentam os resultados médios entre as réplicas
para todas as condições do experimento. Sendo a Tabela12 referente ao Aço ABNT
1020, Tabela13 ao Aço ABNT 1010 e Tabela14 ao Alumínio 1200 H14.
Tabela12. Resultados médios (HV) entre as réplicas feitas em Aço ABNT 1020. Média P1 Média P2 Média P3
MZA 20 165,7 169,0 160,7 Algodão 182,3 153,7 165,7 Mamona 166,0 163,0 170,7
Linhaça 162,7 161,7 160,0
Tabela13. Resultados médios (HV) entre as réplicas feitas em Aço ABNT 1010.
Média P1 Média P2 Média P3
MZA 20 192,3 167,0 165,7 Algodão 177,3 162,0 173,3 Mamona 163,0 147,7 166,0
Linhaça 173,3 172,3 177,0
Tabela14. Resultados médios (HV) entre as réplicas feitas em Al 1200 H14.
Média P1 Média P2 Média P3
MZA 20 45,2 44,0 42,6 Algodão 44,4 40,5 42,9 Mamona 42,9 40,7 46,4
Linhaça 45,1 41,7 43,9

84
Os resultados apresentados nas Tabelas12, 13 e 14,confirmam que não há
diferença significativa na medida de microdureza entre os pontos de medição P1, P2
e P3. Da mesma forma, não se verificou diferença entre os lubrificantes. Isto pode
ser visualmente percebido nasFiguras45 e 46 abaixo.
Figura45. Microdureza por material e por ponto (em HV).
Figura46. Microdureza por material, ponto e lubrificante (em HV).
A Figura47 mostra as médias das durezas por material e por lubrificante,
onde percebe-se de forma mais clara a influência do tipo de material nos resultados.
0
20
40
60
80
100
120
140
160
180
200
AÇO 1010 AÇO 1020 ALUMÍNIO
Microdureza por material e por ponto (em HV)
PONTO 1 PONTO 2 PONTO 3
0
50
100
150
200
250
AÇ
O 1
01
0
AÇ
O 1
02
0
ALU
MÍN
IO
AÇ
O 1
01
0
AÇ
O 1
02
0
ALU
MÍN
IO
AÇ
O 1
01
0
AÇ
O 1
02
0
ALU
MÍN
IO
AÇ
O 1
01
0
AÇ
O 1
02
0
ALU
MÍN
IO
MZA ALGODÃO MAMONA LINHAÇA
Microdureza por material, ponto e lubrificante (em HV)
PONTO 1 PONTO 2 PONTO 3
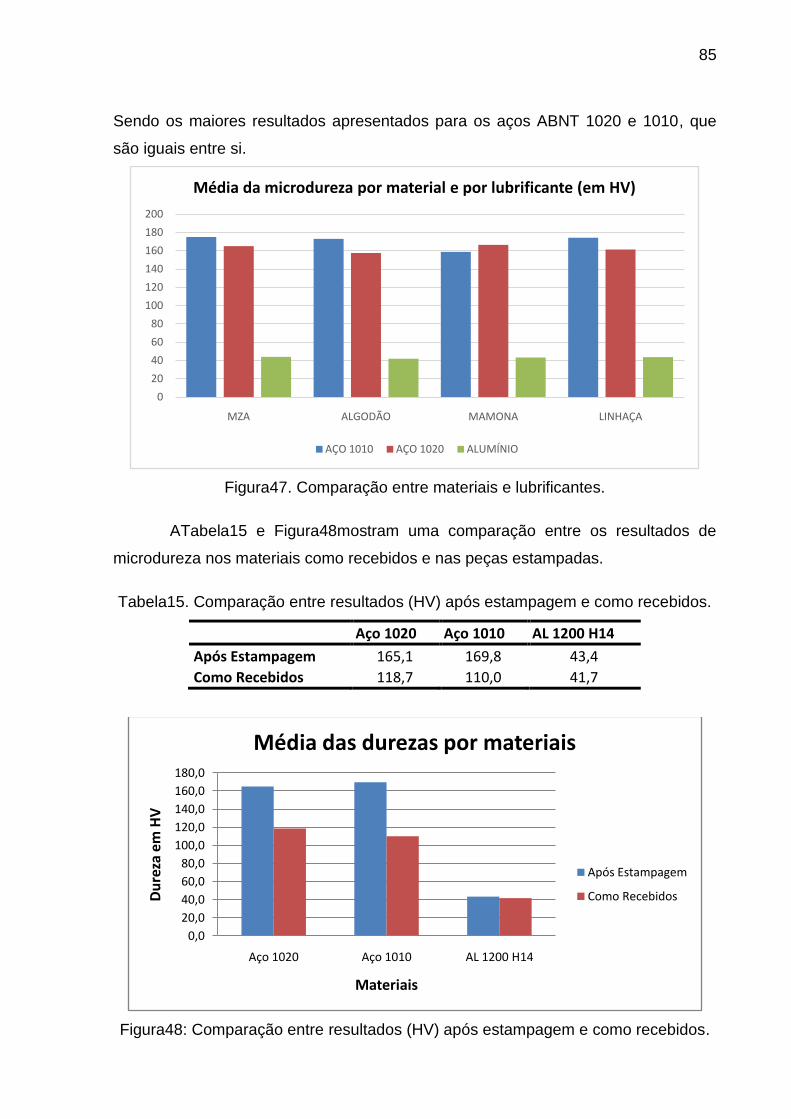
85
Sendo os maiores resultados apresentados para os aços ABNT 1020 e 1010, que
são iguais entre si.
Figura47. Comparação entre materiais e lubrificantes.
ATabela15 e Figura48mostram uma comparação entre os resultados de
microdureza nos materiais como recebidos e nas peças estampadas.
Tabela15. Comparação entre resultados (HV) após estampagem e como recebidos.
Aço 1020 Aço 1010 AL 1200 H14
Após Estampagem 165,1 169,8 43,4
Como Recebidos 118,7 110,0 41,7
Figura48: Comparação entre resultados (HV) após estampagem e como recebidos.
0
20
40
60
80
100
120
140
160
180
200
MZA ALGODÃO MAMONA LINHAÇA
Média da microdureza por material e por lubrificante (em HV)
AÇO 1010 AÇO 1020 ALUMÍNIO
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
Aço 1020 Aço 1010 AL 1200 H14
Du
reza
em
HV
Materiais
Média das durezas por materiais
Após Estampagem
Como Recebidos
86
Os resultados indicam que o processo de estampagem das peças gerou um
incremento na microdureza dos materiais. O incremento de microdureza gerado
representa uma formação de tensões residuais com natureza compressiva, este fato
ocorre devido àresistência à penetração do indentador, percebida nos ensaios de
microdureza. Entre os três materiais, o aço ABNT 1010 foi aquele que sofreu maior
incremento de tensões residuais.
Considerando que as peças analisadas nesta pesquisa são utilizadas em
produtos que sofrem aplicação de tensões cíclicas, e que tensões residuais
compressivas são benéficas para retardar falhas devido a esse tipo de solicitação, o
material que apresenta melhores resultados quanto à formação de tensões residuais
é o aço ABNT 1010.

87
CAPÍTULO 5
CONCLUSÕES
O objetivo deste trabalho foi estudar as tensões residuais resultantes do
processo de fabricação por estampagem de uma peça com aplicação industrial e
submetida a tensões cíclicas. As variáveis de influência estudadas foram o tipo de
material da peça e o processo de lubrificação. O estudo foi desenvolvido por meio de
experimentos físicos e associadoà simulação numérica. Os resultados obtidos
permite concluir que:
- Na região da peça estudada foi verificada a introdução de tensões residuais
compressivas. Entretanto, não houve diferença significativa ao longo desta mesma
região, avaliada através dos pontos P1, P2 e P3.Entre os três materiais, o aço ABNT
1010 foi aquele que sofreu maior incremento de tensões residuais.
- A simulação numérica mostrou que os pontos avaliados sofreram deformação de
natureza compressiva no eixo X e trativa no eixo Z. Tal comportamento corresponde
ao esperado, devido ao dobramento que impõeuma compressãono eixo X e o
estiramento que este sofre no eixo Z.
- Os resultados de tensão residual após o processo, avaliado por simulação
numérica, mostraramcomportamento como esperado, sendo de natureza trativa no
eixo X e compressiva no eixo Z. Essas tensões são contrarias às tensões
percebidas ao longo da deformação dos materiais.
-Na simulação numérica, como não foi utilizado o recurso de spring-back ou
relaxamento de tensões nas simulações dos processos em 3D, os resultados são
pouco confiáveis quanto à magnitude das tensões apresentadas. O mesmo fator
gerou uma oscilação do material após a retirada do contato das ferramentas. Esta
oscilação apresentou resultados ora positivos e ora negativos para a tensão
residual, dificultando, assim, a interpretação sobre a influência dos materiais e
lubrificantes utilizados.
88
- Os resultados indicam que o tipo de óleo lubrificante não teve influência nos
resultados de microdureza na peça em questão. Assim, é possível concluir que
pode-se utilizar os lubrificantes vegetais estudados em substituição ao lubrificante
mineral estudado. Além disso, pode-se ainda optar entre os lubrificantes de menor
custo de aquisição, de descarte, de impacto ambiental ou aquele que gere menor
desgaste nas ferramentas utilizadas.
- Como já se esperava, o comportamento mecânico do material mostrou-se influente
na geração de tensões residuais, tanto parte experimental, quanto na simulação
numérica. Pela análise de contraste verifica-se que não há diferença significativa
entre os aços ABNT 1010 e 1020, quanto ao resultado de dureza. Contudo,a
diferença é significativa quando se compara os aços com o alumínio.
- Considerando que as peças analisadas nesta pesquisa são utilizadas em produtos
que sofrem aplicação de tensões cíclicas, e que tensões residuais compressivas são
benéficas para retardar falhas devido a esse tipo de solicitação, o material que
apresenta melhores resultados quanto à formação de tensões residuais é o aço
ABNT 1010.
89
CAPÍTULO 6
SUGESTÕES PARA TRABALHOS FUTUROS
Com base nas conclusões obtidas nesta pesquisa, os seguintes trabalhos
futuros são sugeridos:
- Aplicar o recurso de relaxamento de tensões nas simulações dos processos em
3D;
- Fazer análise econômica e de impacto ambiental, quanto ao uso dos lubrificantes
vegetais como alternativa ao mineral;
- Avaliar o uso de outros lubrificantes não líquidos;
- Desenvolver estudo de fadiga nas peças apresentadas neste trabalho;
- Avaliar a influência das tensões residuais na corrosão de materiais sob tensões
cíclicas.

90
Referências
ABAL: Associação Brasileira do Alumínio. Fundamentos e Aplicações do Alumínio.
São Paulo: ABAL, 68p. 2007.
BIANCH, E.C.; MONICI, R.D.; SILVA, E.J.; AGUIAR, P.R.; VALARELLI, I. D.D.
Análise do Comportamento da Microestrutura de Materiais Endurecidos
Retificados com Rebolos de CBN. Revista Materials Research, São Carlos, v. 3 n.
4, p.147-154, 2000.
BOCCIARELLI, M.; MAIER, G., Indentation and imprint mapping method for
identification of residual stresses.Computational Materials Science, v. 39, n. 2,
p.381-392, 2007.
BOCCIARELLI, M; MAIER, G., Indentation and imprint mapping method for
identification of residual stresses.Department of Structural Engineering, Technical
University of Milan, Piazza L. da Vinci 32, 20133 Milan, Italy, 2006.
BORGES, M.M., Dobramento. Disponível em: http://mmborges.com/processos/
Conformacao/cont_html/dobramento.htm. Acesso em: 20/11/2015. 2015.
BORTOLETO, E. M. Modelamento Numérico-Computacional das Transformações de
Fase nos Tratamentos Térmicos de Aços. 2010. 134f. Dissertação (Mestrado em
Engenharia Mecânica) – Universidade de São Paulo, São Paulo, 2010.
BOYLES, M.W., CHILCOTT, H.S. Recent developments in the use of the stretchdraw
test. Sheet Metal Industries, p. 149 – 156. 1982.
BRESCIANI FILHO, E. et al. Conformação plástica dos metais. 6 ed./ 1 ed. dig. São
Paulo: EPUS, 2011, 383p. Disponível em: <http://www.fem.unicamp.br/~sergio1/
CONFORMACAOPLASTICADOSMETAIS.pdf>. Acesso em: 20 mar. 2015.

91
BRUSCHI, S. et al., Testing and modelling of material behaviour and formability in
sheet metal forming.CIRP Annals - Manufacturing Technology 63. 727–749. 2014.
CALLISTER, W.D., e RETHWISCH, D.G., Fundamentos da Ciência e Engenharia de
Materiais: Uma Abordagem Integrada. 4ed. Rio de Janeiro. LTC. 2014
CARVALHO, F.S.G., Extrusão a Quente de Tubos: Análise Experimental da
Distribuição de Tensões Residuais na Parede do Tubo. Dissertação de Mestrado,
Universidade Federal de São João del Rei, 2013.
CETLIN, P. R.; HELMAN, H., Fundamentos da Conformação Mecânica dos Metais.
2ed. Belo Horizonte. 170p. 1993.
ECHEVERRI E.A.A., Análise numérica e experimental das tensões residuais
geradas durante o processo de têmpera de cilindros de aço AISI 1045, 4140 e
4340, São Paulo. Dissertação de mestrado, USP, 2012.
GORNI, A. A. Simulação de Processos de Chapas. Revista Corte e Conformação de
Metais. Aranda, pag.16-19. Dezembro 2006.
GROOVER, M.P.,Fundamentals of modern manufacturing: materials, processes and
systems. 3 ed. USA: John Wiley& Sons Inc, 1022 p. 2007.
GROOVER, M.P., Introdução aos Processos de Fabricação. 1ed. Rio de Janeiro.
LTC. 2014
GUIMARÃES, L.R., Estudo de Parâmetros Experimentais Envolvidos na
Determinação de Macrotensões Residuais, em Tubos de Aço Inoxidável, pelo
Método da Difração de Raios-X. 81 f. Dissertação (Mestrado em Tecnologia
Nuclear). Instituto de Pesquisas Energéticas e Nucleares. Autarquia Associada à
Universidade de São Paulo. São Paulo. 1990.
HAUK, Viktor. Structural and residual stress analysis by nondestructive methods:
evaluation, application, assessment. Elsevier, 1997. 640p.
92
HAZRA, S., WILLIAMS, D., ROY, R., AYLMORE, R., SMITH, A., “Effect of material
and process variability on the formability of aluminium alloys”.Journal of Materials
Processing Technology 211 p. 1516 - 1526. 2011.
JAMES, M.N., “Residual stress influences on structural reliability”. Engineering
Failure Analysis 18 p. 1909–1920. 2011.
LU, J. Handbook on Measurement of Residual Stresses - SEM - Society for
Experimental Mechanics, The Fairmont Press, Lilburn, GA, USA, 1996.
MARCONDES, P.V.P. Conformação de Chapas Metálicas, 2003.
MELO, A. P. B; Avaliação de tensões residuais na operação de cunhagem em um
componente automotivo estampado. Dissertação de mestrado. Universidade
Federal de São João del-Rei. 2014.
MENESES S.H., Influência do lubrificante na estampagem de um aço ARBL.
Dissertação de Mestrado, Universidade Federal de São João del Rei, 2015.
MOTA, J. E. da."Avaliação da aplicação do processo GMAW-CW em aço naval
ASTM A131 A". 2013. 107 f. Dissertação (Mestrado) - Curso de Engenharia
Mecânica, Departamento de Instituto de Tecnologia, Universidade Federal do
Pará, Belém, 2013.
NANU, N., BRABIE, G., Influence of material properties on the interaction between
residual stress and springback in the case of in plane sheets forming. Archives of
civil and mechanical engineering, University of Bacau, Romania, 2011.
NUNES, R.M., Análise de Tensões Residuais no Processo de Trefilação Combinada
ao Aço AISI 1048 Visando Minimizar Distorções Pós Processamento. 110 f.
Dissertação (Mestrado em Engenharia) Universidade Federal do Rio Grande do
Sul. Porto Alegre. 2008.
93
OGATA, H.T.S., Determinação da Influência das Tensões Residuais nas
Propriedades de Fadiga em Aço ABNT 8620 Processado com Diferentes
Profundidades de Camada de Cementaçao. 129 f. Dissertação (Mestrado em
Ciência dos Materiais). Universidade Federal do Paraná, Curitiba. 2003.
OLIVEIRA T.L.L., Estudo do escoamento plástico de compósitos metálicos na
extrusão direta a frio. Dissertação de Mestrado, Universidade Federal de São
João del Rei, 2015.
OLIVEIRA, T.L.L.; NEVES F.O.; BRAGA, D.U. Qualificação das propriedades
lubrificantes de fluídos de fontes renováveis e do seu desempenho na integridade
superficial de produtos extrudados. In: CONGRESSO NACIONAL DE
ENGENHARIA MECÂNICA, VI, Campina Grande. Anais: v. CDROM. 2010.
RIBEIRO, L. B. Introdução ao Método de Elementos Finitos. Notas de Aula. COPPE
– Universidade Federal do Rio de Janeiro. 2004.
ROCHA, R.S., Avaliação do Alívio Mecânico de Tensões Residuais Devido à
Sobrecarga Provocada Por Teste Hidrostático. 72 f. Dissertação (Mestrado
Profissional em Engenharia). Universidade Federal do Rio Grande do Sul. Escola
de Engenharia. Porto alegre. 2009.
RODRIGUES, L.D., Medição de Tensões Residuais em Tubos Visando a
Determinação de Esforços em Dutos Enterrados. 155 f. Dissertação (Mestrado em
Engenharia Mecânica). Pontifícia Universidade Católica do Rio de Janeiro, Rio de
Janeiro. 2007.
SALAZAR, C.E.V; Avaliação através da inspeção magnética da condição superficial
de anéis de rolamento de aço DIN 100Cr6 após torneamento duro a seco. Tese
(doutorado em engenharia mecânica). Universidade Estadual de São Paulo. São
Paulo. 2008.

94
SCHAEFFER, L.; Desenvolvimento do processo de construção de curvas limite de
conformação. 2004 - Disponível em: htpp://en.scientificcommons.org – Acesso
em: 13/08/2015
SERGEJEV, F; KIMMARI, E; VILJUS, M., Residual Stresses in TiC-
basedCermetsMeasuredbyIndentation. Procedia Engineering. Estonia. 2011.
EL SHERBINY, M; et al., Thinningand residual stressesofsheet metal in
thedeepdrawingprocess. Materialsand Design. Egypt. 2014.
SILVA, G.C; CARVALHO, G.D.C.; JUNIOR, J.l., Método Numérico Avalia a Influência
do Coeficiente de atrito na Estampagem. Revista Corte & Conformação de Metais
– Junho. Editora Aranda. Pag. 78 -90. 2008.
SOARES, A. C. C. Avaliação dos Efeitos da Plasticidade na Medição de Tensões
Residuais Pela Técnica do Furo Cego. 236 f. Tese (Doutorado em Engenharia
Mecânica). Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro.
2003.
STOLARSKI, T. A. Tribology in Machine Design. 2 ed. Oxford, UK: Butterworth-
Heinemann, 298p. 2000.
SUTERIO, R. Medição de Tensões Residuais por Indentação Associada à Holografia
Eletrônica. 143f. Tese (Doutorado em Engenharia Mecânica) - Universidade
Federal de Santa Catarina. Florianópolis. 2005.
SYAHRULLAIL, S.; NAKANISHI, K.; KAMITANI, S. Investigation of the effects of
frictional constraint with application of palm olein oil lubricant and paraffin mineral
oil lubricant on plastic deformation by plane strain extrusion. Journal of Japanese
Society of Tribologist, v. 50, n. 12, p.877-885, 2005.
SYAHRULLAIL, S. et al. Experimental evaluation of palm oil as lubricant in cold
forward extrusion process.InternationalJournalofMechanicalSciences, v. 53, N. 7,
p. 549-555, 2011.

95
TAYER, S.S.,Estudo da Influência do Lubrificante na Estampagem de Aço
Eletrogalvanizado. 132 p. Dissertação de Mestrado (Engenharia Mecânica),
Universidade Federal de São João del Rei – MG, 2011.
TAYLOR, B. Formability Testing of Sheet Metals, General Motors Corporation, 1988.
TEIXEIRA F. R.et al.; "Avaliação da microdureza de revestimentos metálicos
depositados pelo processo GMAW-CW com utilização de diferentes gases de
proteção". 7° COBEF - Congresso Brasileiro de Engenharia de
Fabricação,Penedo, Itatiaia - RJ, Brasil, 9p. 2013.
TEKKAYA, A.E., State-of-the-art of simulation of sheet metal forming.Journal of
Materials Processing Technology 103. 2000.
WAGNER, H.; LUTHER, R.; MANG, T. Lubricant base fluids based on renewable raw
materials Their catalytic manufacture and modification. Applied Catalysis A:
General, v. 221, p. 429–442, 2001.
WAN NIK, W.B. et al. Rheology of bio-edible oils according to several rheology
models and its potential as hydraulic fluid.Industrial Crops and Products, v. 22, n.
3, p.249-255, 2005.
WILLING, A. Lubricants based on renewable resources - an environmentally
compatible alternative to mineral oil products. Chemosphere, v. 43, p. 89-98,
2001.
Anexos

96
Anexo A – Desenho da Matriz
Anexo B – Desenho do Punção
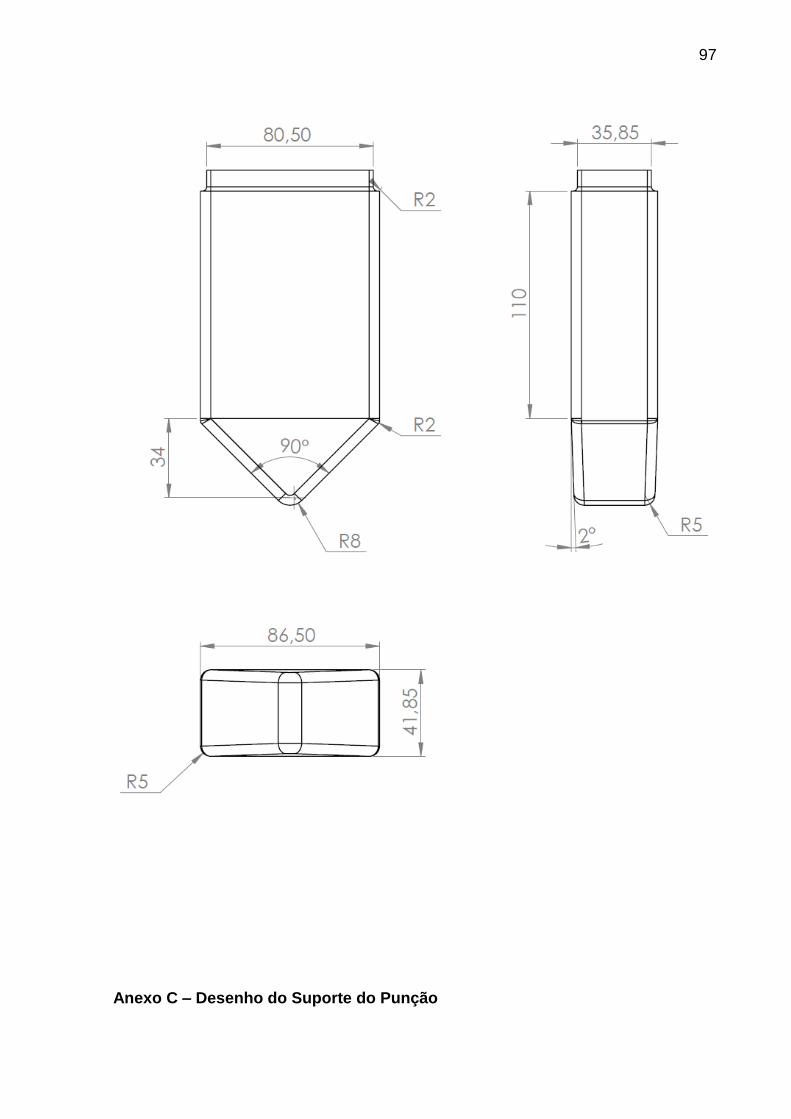
97
Anexo C – Desenho do Suporte do Punção
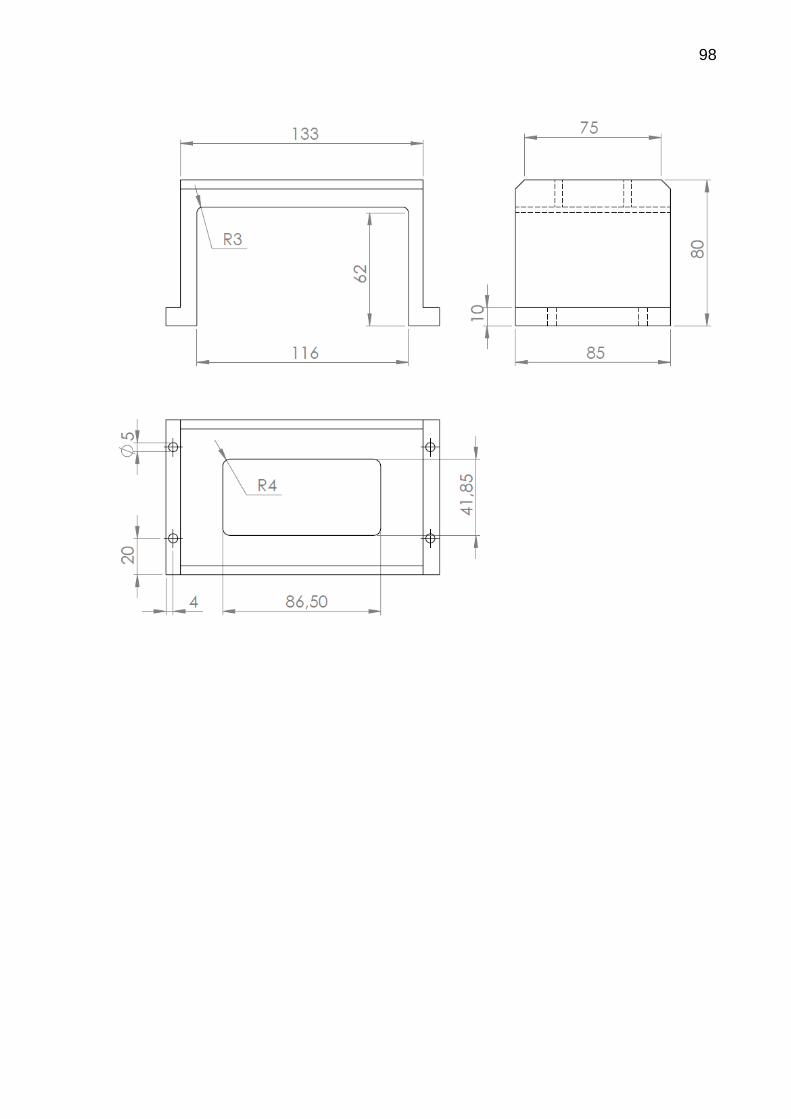
98
Recommended