PLANEJAMENTO INTEGRADO DE
DIMENSIONAMENTO DE LOTES E
SEQUENCIAMENTO: UM ESTUDO DE
CASO
ALEXANDRE PEDROSA RAMOS (UFMG)
Carlos Roberto Venancio de Carvalho (UFMG)
O presente artigo é motivado por um problema real de
dimensionamento de lotes e sequenciamento da produção de uma
indústria do setor metalúrgico produtora de arames de aço trefilados
destinados para indústrias e consumidores finais. O objettivo do artigo
é contribuir para a melhoria no processo de tomada de decisão no
planejamento e programação da produção da empresa. Um modelo
matemático de otimização é desenvolvido e implementado
computacionalmente, onde decisões táticas de dimensionamento de
lotes são integradas as decisões operacionais de sequenciamento da
produção. O objetivo do modelo é a minimização da soma dos custos
de não entrega de produtos nas datas previstas considerando os custos
totais de estoque. Neste contexto, vários produtos, cada um com sua
sequência tecnológica de fabricação definida, competem na ocupação
das maquinas. São apresentados resultados computacionais de
experimentos realizados e análises referente comparação com a
prática atual da empresa.
Palavras-chaves: Planejamento da Produção, Dimensionamento de
Lotes e Sequenciamento Integrado com Tempo de Preparação,
Máquinas Paralelas, Programação Inteira Mista
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
Este artigo modela e apresenta um estudo de caso de uma empresa metalúrgica para um
problema integrado de dimensionamento de lotes e sequenciamento da produção em máquinas
paralelas com tempos de preparação. Segundo Hax e Candea (1984) o problema de
dimensionamento de lotes consiste na determinação de o que e quanto produzir e estocar de
cada produto em períodos discretizados em um horizonte de planejamento. Já o problema de
sequenciamento da produção define onde e como produzir os produtos conforme sua
sequência tecnológica de fabricação, tempo de produção e preparação dos equipamentos.
A origem do problema estudado advém do planejamento de produção de uma empresa
metalúrgica que produz arames trefilados para aplicações comerciais e industriais. A principal
contribuição do modelo estudado está na elaboração do modelo integrado considerando
máquinas paralelas e tempos de preparação e aplicação em um caso real. Este artigo apresenta
ainda resultados computacionais e numéricos de experimentos reais.
Este trabalho está organizado numa primeira seção onde o problema geral é apresentado. A
seção seguinte apresente uma breve revisão da literatura sobre problemas afins. Em seguida, o
modelo proposto é então apresento. As duas seções posteriores apresentam os resultados
computacionais obtidos no teste do modelo baseado em situações reais da empresa estudo de
caso. Por fim, as conclusões são apresentadas.
2. Definição do problema
O problema integrado de dimensionamento de lotes e sequenciamento da produção é
elaborado a partir das dificuldades surgidas na rotina do planejador da produção de uma
empresa que fabrica arames trefilados para a indústria e comércio. A necessidade em
desenvolver modelos que conciliem qualidade de solução e tempo computacional adequados,
como ferramenta de apoio à tomada de decisão é um desafio e conforme Arenales et al.
(2007) este tipo de problema é frequente e pode ser modelado por meio de otimização linear.
Foi realizado um levantamento das principais características que predominam no sistema de
produção estudado. O dimensionamento de lotes na empresa estudo de caso, nomeado
também como plano de produção, é realizado com um horizonte planejamento de 3 meses. O
critério de elaboração do dimensionamento de lotes é o atendimento à demanda, baseada na
previsão de venda por grupo de produtos, e na recomposição de estoques. A capacidade das
máquinas não é verificada detalhadamente, apenas estimada de forma grosseira e baseada na
experiência dos planejadores, assim como prováveis rupturas de estoque para os períodos
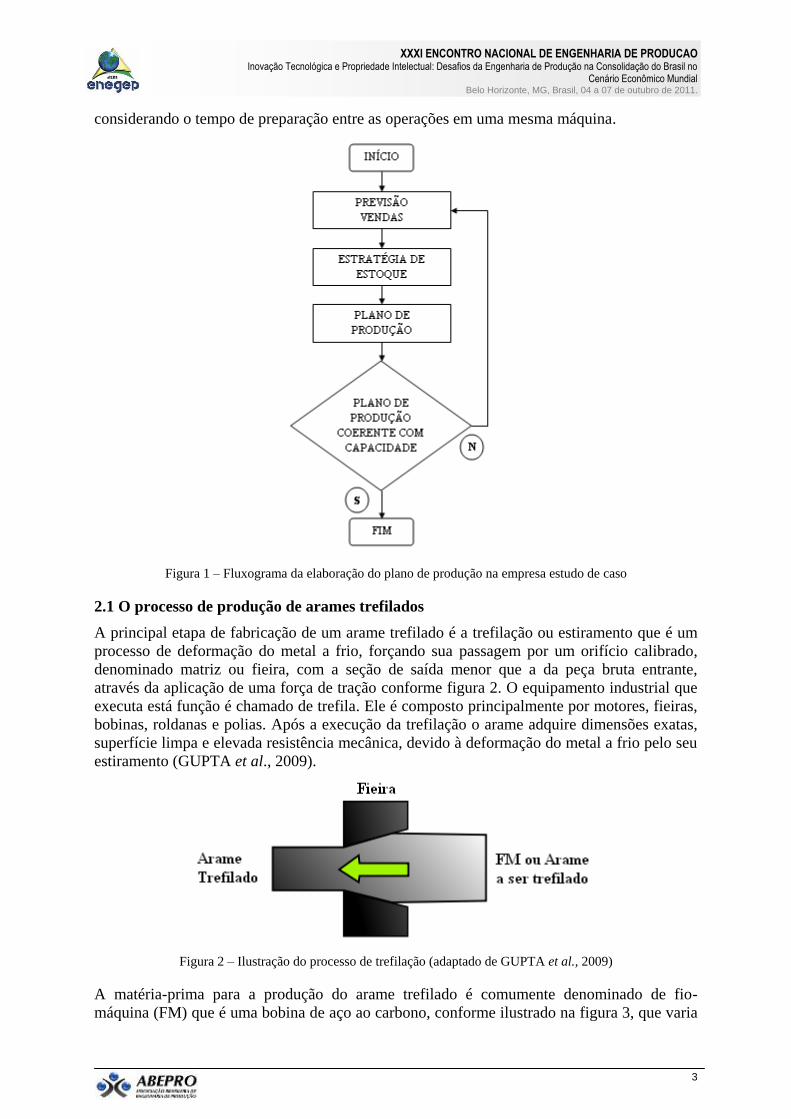
futuros. O processo da elaboração do plano de produção da empresa estudo de caso está
exemplificado no fluxograma presente na figura 1. Atualmente, o sequenciamento da
produção é realizado de forma manual baseado na experiência do programador que busca
minimizar o tempo de preparação dos equipamentos.
Assim sendo, é necessário considerar na modelagem o refinamento do planejamento da
produção, através do monitoramento constante dos tempos de esgotamento dos estoques, caso
se possa prever possíveis rupturas de estoque e uma melhor eficiência em relação à troca de
programas dos equipamentos com um sequenciamento mais automático e otimizado.
Portanto, o problema a ser resolvido consiste em definir o tamanho dos lotes de produção de
vários grupos de produtos ao longo de um horizonte de planejamento e o sequenciamento da
produção destes grupos de produtos será realizado apenas no primeiro período do horizonte de
planejamento em uma linha de produção com várias máquinas, dentre elas algumas paralelas
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
considerando o tempo de preparação entre as operações em uma mesma máquina.
Figura 1 – Fluxograma da elaboração do plano de produção na empresa estudo de caso
2.1 O processo de produção de arames trefilados
A principal etapa de fabricação de um arame trefilado é a trefilação ou estiramento que é um
processo de deformação do metal a frio, forçando sua passagem por um orifício calibrado,
denominado matriz ou fieira, com a seção de saída menor que a da peça bruta entrante,
através da aplicação de uma força de tração conforme figura 2. O equipamento industrial que
executa está função é chamado de trefila. Ele é composto principalmente por motores, fieiras,
bobinas, roldanas e polias. Após a execução da trefilação o arame adquire dimensões exatas,
superfície limpa e elevada resistência mecânica, devido à deformação do metal a frio pelo seu
estiramento (GUPTA et al., 2009).
Figura 2 – Ilustração do processo de trefilação (adaptado de GUPTA et al., 2009)
A matéria-prima para a produção do arame trefilado é comumente denominado de fio-
máquina (FM) que é uma bobina de aço ao carbono, conforme ilustrado na figura 3, que varia

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
de alto, médio e baixo teor de Carbono. A empresa não fabrica o FM. Ele é fabricado por
outras empresas do mesmo grupo e adquirido como máteria-prima para a produção do arame.
O processo de fabricação do FM começa com a obtenção do minério de ferro. Até a produção
final do FM são diversos processos de fabricação, onde pode-se citar os mais importates:
sinterização, redução, refino, lingotamento e laminação (MOURÃO, 2003).
As principais características do FM para o processo são a bitola e o aço. A bitola do FM pode
variar de 5,50 mm até 44,00 mm. Já o aço pode ser produzido na usina conforme a
especificação (normas), necessidade e aplicação do arame trefilado no processo do cliente.
Figura 3 – Fio-Máquina ou FM (adaptado de GUPTA et al., 2009)
A medida que o FM é processado, o seu volume permanece o mesmo, mas a bitola diminui e
o seu comprimento aumenta a medida que o mesmo passa pelas fieiras. A área de redução da
seção transversal do fio pode variar até 40% ou mais dependendo da característica do FM, da
máquina, da velocidade de trefilação e das características mecânicas desejadas do produto,
tais como ductibilidade e resistência.
A fabricação do arame pode envolver várias etapas, além da trefilação, conforme esquema
mostrado na figura 4, tais como decapagem química do FM (a), cobreamento (b) e
galvanização (c) para proteção do arame e maior durabilidade.
Figura 4 – Tipos de processo para obtenção do arame
A aplicação e utilização do arame na indústria e no comércio é bastante amplo. Na indústria o
arame é matéria-prima para outros produtos de aço, tais como: arames para lã de aço,
fixadores, linha branca, barras para construção mecânica, molas helicoidais para
amortecedores, eletrodos e solda MIG/MAG. No comércio o arame é comercializado para o
agronegócio, construção civil e cercamentos para mobiliário urbano. Ainda pode-se ressaltar

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
aplicações em eletrificação, cabos especiais e outros arames especiais. Na figura 5 são
ilustrados alguns arames para consumo industrial e alguns produtos acabados que foram
mencionados acima transformados do arame.
Figura 5 – Arames trefilados e produtos acabados produzidos a partir deles
3. Revisão bibliográfica
O primeiro estudo de problemas de dimensionamento de lotes ocorreu com o Economic Order
Quantity (EOQ) em 1913 que foi inicialmente proposto por Harris (1913) e reformulado
dinamicamente por Wagner e Whitin (1958) e Wagner (1957) e considerado capacitado por
Manne (1958) são referencias na literatura. Dada a crescente complexidade dos sistemas
produtivos atuais e as ferramentas computacionais cada vez mais eficazes, muito se tem
estudado sobre esse problema. Uma revisão atual da literatura para as variações deste
problema e suas modelagens em programação matemática são apresentadas por Pochet e
Wolsey (2006).
O problema de sequenciamento da produção foi modelado por programação matemática
inicialmente por Wagner (1959) onde as variáveis binárias de decisão são variáveis de
alocação, onde cada operação é alocada e uma posição da máquina que a executa. Manne
(1960) apresenta um modelo onde as variáveis binárias de decisão estão associadas ao
sequenciamento das máquinas gerando restrições disjuntivas.
Estudo de modelos que integram o problema de dimensionamento de lotes com o
sequenciamento de produção tem motivado pesquisadores principalmente com o avanço de
tecnologias computacionais e conforme Drexl e Kimms (1997) a tendência mais recente é
combinar o problema de dimensionamento de lotes ligado ao planejamento às decisões de
programação e controle da produção.
Trabalhos relacionados à modelagem matemática e métodos de resolução tem sido propostos
na literatura ultimamente. Fleishmann (1994) apresenta uma reformulação do Discrete Lot
Sizing and Scheduling Problem usando relaxação Lagrangeana para determinar os limites e
encontrar soluções viáveis. O problema relaxado foi resolvido usando programação dinâmica
e considera tempos de preparação de máquina. Fleishmann e Meyr (1997) apresentam o
modelo General Lot-sizing and Scheduling Problem, onde os períodos são maiores (macro
períodos): meses ou semanas, e são divididos em períodos menores (sub-períodos): dias,
turnos ou horas.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
Drexl e Haase (1995) formula o Proportional Lot Sizing and Scheduling Problem e propõe
um método baseado em programação dinâmica para resolvê-lo. Lasserre (1992) desenvolveu
o Job-shop Planning and Scheduling usando também programação dinâmica para resolver seu
problema modelado por restrições disjuntivas onde é integrado à um problema de
dimensionamento de lotes. Neste caso, o modelo resolve separadamente o problema com uma
sequência de produtos fixada para o Planejamento da Produção e depois traça o plano para a
produção ao longo do período de planejamento. Neste modelo o autor introduz variáveis de
ruptura de estoque em cada período do problema de dimensionamento de lotes para garantir
sempre uma solução viável para o problema. O modelo não considera tempos de preparação
de máquina e a metodologia proposta não converge para uma solução ótima do problema
integrado.
Mais recentemente e utilizando de outra concepção de modelos, Toso et al. (2009) define um
problema de integração de dimensionamento de lotes e sequenciamento para um uma empresa
produtora de ração animal. Este problema foi modelado por uma combinação e adaptação dos
modelos de Meyr (2000) e Hax e Candea (1984). Neste modelo os autores consideram o
sequenciamento de produção em todo o horizonte de planejamento como o modelo de
Lasserre (1992), entretanto, o modelo estudado não utiliza restrições disjuntivas no
sequenciamento e sim uma discretização em subperíodos de todos os períodos do horizonte de
planejamento.
4. Modelagem matemática do problema
A modelagem do problema proposto para a integração do dimensionamento de lotes e
sequenciamento da produção em máquinas paralelas com tempo de preparação entre as
operações foi baseado nos modelos apresentados por Wagner e Within (1958), Manne (1960),
Hax e Candea (1984), Fleishmann (1995), Meyr (2000) e Pochet e Wolsey (2006).
A seguir serão apresentados os dados do problema (parâmetros), as variáveis e depois o
modelo completo será descrito.
Os dados do problema:
itD - Demanda do grupo de produto i no período t, unidade de tempo;
itc - Custo em manter o estoque do grupo de produto i, unidade monetária sobre unidade de
massa;
itc - Custo da ruptura do estoque (não atendimento) do grupo de produto i, unidade monetária
sobre unidade de massa;
k
opg - Tempo unitário de processamento da operação o no grupo de máquinas k do conjunto
K, unidade de tempo sobre unidade de massa;
k
tQ - Tempo disponível do grupo de máquinas k do conjunto K ao longo do período t, unidade
de tempo;
ke - Fator de eficiência do grupo de máquinas k do conjunto K, em porcentagem;
m
ots - Tempo de preparação na máquina m do conjunto M para a operação o, unidade de
tempo;
m
op - Tempo unitário de processamento da operação o na máquina m do conjunto M, unidade
de tempo sobre unidade de massa;
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
G - A constante G assume um valor suficientemente grande para anular as restrições (6), (8) e
(9). Ela terá um valor superior a maior capacidade disponível (em unidade de medida de
tempo) de uma maquina m no conjunto M do primeiro período, onde será realizado o
sequeciamento.
L - A constante L terá um valor superior ao somatário das demandas (em unidade de medida
de massa) de todos os grupos de produto i no conjunto P no período t do conjunto H de maior
demanda.
As variaveis de decisão do problema:
itX - Quantidade a produzir do grupo de produto i no Período t, unidade de massa;
itI - Quantidade a estocar do grupo de produto i no fim do Período t, unidade de massa;
itI - Déficit da Quantidade do grupo de produto i no fim do período t (ruptura de estoque),
unidade de massa;
ot - Tempo de início da operação o, unidade de tempo;
op - Tempo de execução da operação o, unidade de tempo;
m
oy - 1 se a operação o for alocada na Máquina m do conjunto M e 0 caso contrário;
'ooy - 1 se a operação o é executada imediatamente antes da operação o′ e 0 se a operação o′ é
executada imediatamente antes de o;
iz - 1 se a quantidade itX do grupo de produto i no período t em questão for diferente de 0;

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
O modelo pode ser divido em quatro partes: função objetivo (1), restrições de
dimensionamento de lotes (2-3), restrições de sequenciamento da produção (4-10) e restrições
de não negatividade do modelo (11-18).
A função objetivo (1) minimiza a soma total dos custos de estocagem e de ruptura dos
estoques (não atendimento a demanda solicitada) dos grupos de produto i = 1, ..., P fabricados
ao longo do horizonte de planejamento t = 1, ...,H. Ela busca retratar a maior preocupação da
empresa que consiste em minimizar os custos atrelados a produção de estoque e atrasos na
entrega dos pedidos. Para tanto, um custo de penalidade,
itc , associado às variáveis,
itI ,
representa a ruptura dos estoques ou atraso no atendimento da demanda. Além disso, a função
objetivo minimiza também as antecipações de produção,
itc , associadas às variáveis de
estoque,
itI .
As restrições (2) e (3) são referentes ao dimensionamento de lotes. A restrição (2) é o
balanceamento entre produção, itX , estoques,
itI
itI , e demanda, itD , de um grupo de
produto i ao longo do horizonte de planejamento t = 1, ...,H . Ela garante a conservação da
demanda no fim de cada período de planejamento. A restrição (3) converte a quantidade a ser
produzida itX em horas conforme o tempo de processamento k
opg de cada operação o no
grupo de máquina k vinculado ao grupo de produto i e garante que seja menor ou igual a
capacidade k
tQ e seu respectiva eficiência ke . O conjunto CM agrupa um grupo de produto i,
que tenha uma operação o e que é executada em um grupo de máquina k. A capacidade, k
tQ , é

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
restritiva a partir do período de planejamento t = 2, ...,H, pois para t = 1, o sequenciamento é
efetuado.
A opção em não se realizar o sequenciamento em todos os períodos do horizonte de
planejamento é justificada por dois aspectos. O primeiro refere-se à redução na quantidade de
variáveis do sequenciamento que não serão necessárias para os períodos t = 2, ...,H. O
segundo aspecto refere-se ao fato de que o sequenciamento para longos períodos não são
efetivos devido várias interferências no processo do problema estudado.
Como não é realizado o sequenciamento e nem considerado o tempo de preparação dos
equipamentos a partir do período t = 2, ...,H a capacidade dos grupos de máquinas do
conjunto k é reduzida em função de uma eficiência ke do grupo de máquinas k. Os tempos de
processamento k
opg estão vinculados por tipo de operação o e grupo de máquinas k.
As restrições de (4) à (10) fazem parte do sequenciamento da produção do problema. A
restrição (4) garante que exatamente uma máquina m seja alocada para executar a operação o.
Neste caso, se deve tratar o sequenciamento de cada máquina, seja ela pertencente a um grupo
de máquinas paralelas ou não. A restrição (5) define o valor para a variável binária zi para
todo o grupo de produto i no período t = 1, onde o sequenciamento está sendo realizado,
desde que itX seja diferente de 0. Quando o valor da variável zi é igual a zero fica assumido
que este grupo de produto i não será necessário o sequenciado no período t = 1, uma vez que
0itX . A restrição (6) é satisfeita se 1m
oy , isto é, se a operação o for alocada na máquina
m. Quando 1m
oy , necessariamente, zi = 1, devido a restrição 4.5. Logo, 0itX e zi = 0, po =
0, pois neste caso o grupo de produto i não seja sequenciado e produzido no período t = 1. A
restrição (7) certifica que a diferença entre o tempo inicial, to′, da operacao o′, antecessora a
operação o, e o tempo inicial, to, da operação o, sucessora de o’, seja maior ou igual ao tempo
de processamento, po, da operação o. Portanto, esta equação corresponde às restrições geradas
pelas relações de precedência entre as operações o da sequência tecnológica de produção que
fazem parte do conjunto A. As restrições (8) e (9) acima serão satisfeitas quando e somente se
1' m
ooy , 1m
oy e 1' m
oy , que são as variáveis de alocação das operações o e o′, presentes no
conjunto E, para a mesma máquina m, inseridas dentro do conjunto de máquinas unitárias
MU. Estas restrições têm a sequência de operações o e o′ sobre as máquinas m dados pelos
conjuntos E e MU.
Nota-se que estas restrições podem ser redundantes se 0m
oy e 0' m
oy , isto é, se uma das
duas operações não são alocadas na mesma máquina unitária m pertencente ao conjunto MU.
Portanto, as equações acima representam a maneira habitual de modelar as restrições
disjuntivas entre operações alocadas sobre uma mesma máquina, sendo as restrições
redundante e a restrição 3.9 crítica quando 1' m
ooy . A restrição (10) limita que a duração da
execução da operação o, que é tempo de processamento, po, a partir do tempo inicial, to, não
exceda à capacidade mQ1 da máquina m no período t = 1.
As restrições que fazem parte das equações (11) à (18), representam o domínio das variáveis e
garante que o modelo não assuma valores negativos.
5. Experimentos Computacionais e Análise de Resultados
Este capítulo apresenta resultados computacionais, ainda preliminares, mas suficientes para
uma avaliação da performance gerencial e computacional do modelo. O objetivo deste
capítulo é a avaliação de desempenho e validação do modelo desenvolvido no capítulo
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
anterior.
Diversos cenários são apresentados, inspirados em situações reais, para o problema integrado
de dimensionamento de lotes e sequenciamento da produção em máquinas paralelas com
tempo de preparação da indústria metalúrgica produtora de arames trefilados estudo de caso.
Todos os experimentos computacionais foram realizados utilizando a linguagem de
modelagem AMPL (Fourer et al., 1993) e resolvidos pelo sistema de otimização CPLEX ®
versão 12, em um computador com oito processadores Intel Xeon W3540 com 2.93 GHz cada
e com 8.0 Gb de RAM.
Será apresentado os três conjuntos de experimentos, cada um com 5 diferentes tipos
problemas. Todos os experimentos são situações reais que representam de forma simplificada
várias linhas de produção da empresa estudo de caso. Os dados são selecionados com base em
na demanda, grupo de produtos, tempos de processamento e tempo de preparação reais.
Depois são ajustados (multiplicação por uma constante) para manter a confidencialidade dos
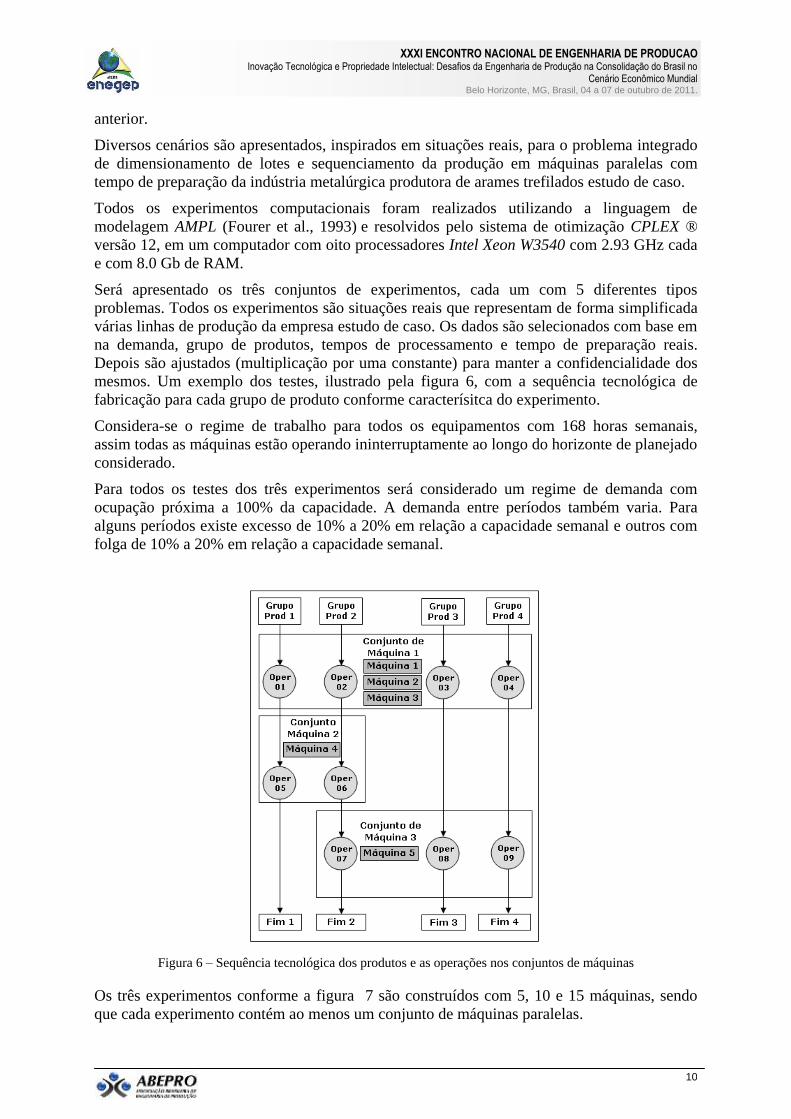
mesmos. Um exemplo dos testes, ilustrado pela figura 6, com a sequência tecnológica de
fabricação para cada grupo de produto conforme caracterísitca do experimento.
Considera-se o regime de trabalho para todos os equipamentos com 168 horas semanais,
assim todas as máquinas estão operando ininterruptamente ao longo do horizonte de planejado
considerado.
Para todos os testes dos três experimentos será considerado um regime de demanda com
ocupação próxima a 100% da capacidade. A demanda entre períodos também varia. Para
alguns períodos existe excesso de 10% a 20% em relação a capacidade semanal e outros com
folga de 10% a 20% em relação a capacidade semanal.
Figura 6 – Sequência tecnológica dos produtos e as operações nos conjuntos de máquinas
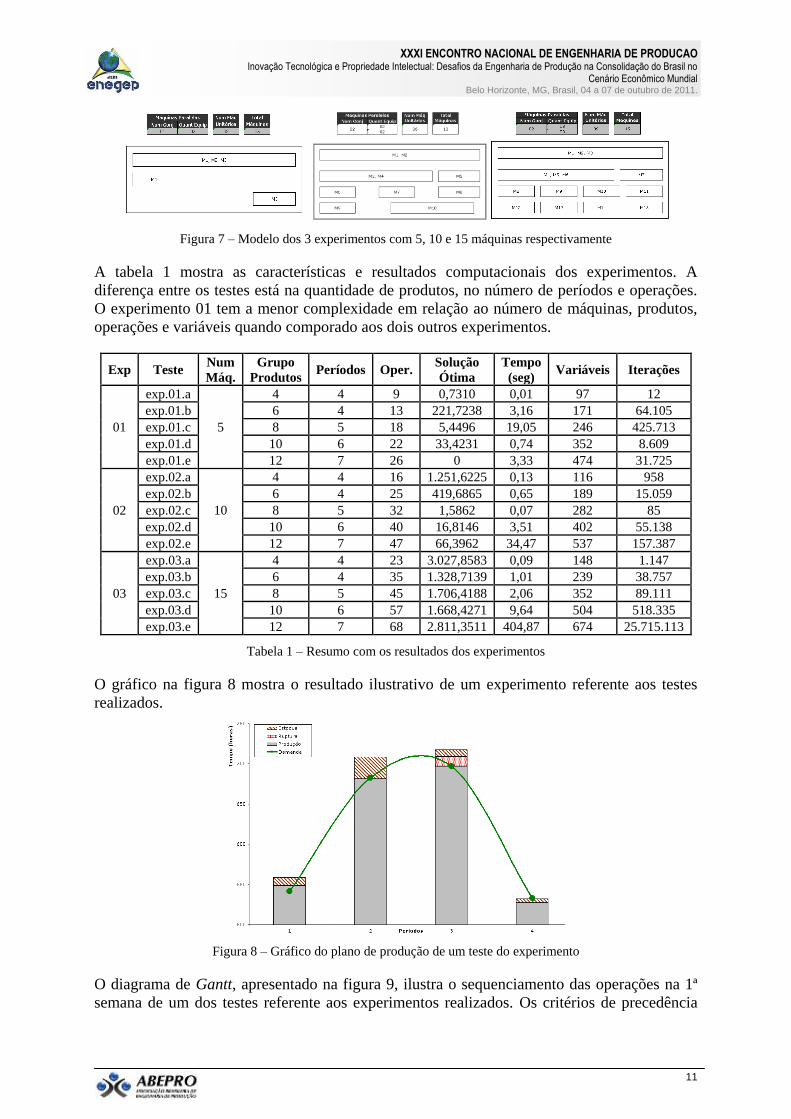
Os três experimentos conforme a figura 7 são construídos com 5, 10 e 15 máquinas, sendo
que cada experimento contém ao menos um conjunto de máquinas paralelas.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
Figura 7 – Modelo dos 3 experimentos com 5, 10 e 15 máquinas respectivamente
A tabela 1 mostra as características e resultados computacionais dos experimentos. A
diferença entre os testes está na quantidade de produtos, no número de períodos e operações.
O experimento 01 tem a menor complexidade em relação ao número de máquinas, produtos,
operações e variáveis quando comporado aos dois outros experimentos.
Exp Teste Num
Máq.
Grupo
Produtos Períodos Oper.
Solução
Ótima
Tempo
(seg) Variáveis Iterações
01
exp.01.a
5
4 4 9 0,7310 0,01 97 12
exp.01.b 6 4 13 221,7238 3,16 171 64.105
exp.01.c 8 5 18 5,4496 19,05 246 425.713
exp.01.d 10 6 22 33,4231 0,74 352 8.609
exp.01.e 12 7 26 0 3,33 474 31.725
02
exp.02.a
10
4 4 16 1.251,6225 0,13 116 958
exp.02.b 6 4 25 419,6865 0,65 189 15.059
exp.02.c 8 5 32 1,5862 0,07 282 85
exp.02.d 10 6 40 16,8146 3,51 402 55.138
exp.02.e 12 7 47 66,3962 34,47 537 157.387
03
exp.03.a
15
4 4 23 3.027,8583 0,09 148 1.147
exp.03.b 6 4 35 1.328,7139 1,01 239 38.757
exp.03.c 8 5 45 1.706,4188 2,06 352 89.111
exp.03.d 10 6 57 1.668,4271 9,64 504 518.335
exp.03.e 12 7 68 2.811,3511 404,87 674 25.715.113
Tabela 1 – Resumo com os resultados dos experimentos
O gráfico na figura 8 mostra o resultado ilustrativo de um experimento referente aos testes
realizados.
Figura 8 – Gráfico do plano de produção de um teste do experimento
O diagrama de Gantt, apresentado na figura 9, ilustra o sequenciamento das operações na 1ª
semana de um dos testes referente aos experimentos realizados. Os critérios de precedência

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
são respeitados e não ocorre sobreposição de operações, assim como a alocação unitária de
uma operação por máquina. O limite máximo de 168 horas, que representa uma semana, para
o primeiro período é respeitado. Neste caso, para a 1ª semana não foi necessária a ativação da
máquina 7, pertence ao conjunto de máquinas paralelas 4.
Figura 10 – Diagrama de Gantt com o resultado do sequenciamento da 1ª semana do exemplo ilustrativo
6. Conclusões
Foi proposto neste artigo a modelagem matemática baseada em um problema real de
dimensionamento de lotes e sequenciamento da produção em máquinas paralelas com tempo
de preparação entre operações em uma indústria metalúrgica que foi a empresa estudo de caso
neste trabalho. O problema foi modelado como uma formulação linear inteira mista, cujo
objetivo é minimizar o custo de estoque e rupturas por não atendimento à demanda.
Foram realizados 15 testes com cenários diferentes que forneceram soluções ótimas dentro do
limite de uma hora de processamento. Nenhum teste estorou o limite de tempo. O modelo
proposto se apresentou bem coerente ao ambiente da empresa estudada ao coordenar a
capacidade ao longo do horizonte de planejamento e ao sequenciar a produção sem ruptura de
estoque.
Pelo fato da empresa não realizar nenhum tipo de otimização para a elaboração do plano de
produção ou sequenciamento, este modelo pode ser considerado uma grande vantagem
competitiva e diferencial tecnológico que pode gerar ganhos de produtividade e melhoria no
atendimentoaos clientes.
Apesar de algumas simplificações em relação ao sistema real, o modelo proposto apresentou
resultados que retratam a realidade com boa qualidade. Nas situações reais, aparentemente a
qualidade das soluções é muito sensível ao conjunto de interferência no processo, tais como
quebra de equipamentos, falta de mão de obra ou matéria-prima, variação da demanda e
priorização de pedidos. Isto sugere a importância da interação e integração do planejamento e
programação na decisão e utilização dos modelos, testando e validando o modelo no mundo
real em função de um melhor atendimento ao cliente, reduções de custos de estoque e
aumento da produtividade.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
Referências
ARENALES, M. et al. Pesquisa operacional: para cursos de engenharia. Rio de Janeiro: Elsevier, 2007.
DREXL, A. & HAASE, K. Proportional lot sizing and scheduling. International Journal of Production
Economics, Vol.40, n.1, p.73-87, 1995.
DREXL, A. & KIMMS, A. Lot sizing and scheduling. Eurpean Journal of Operational Research, Vol.99, p.221-
235, 1997.
FLEISCHMANN, B. The discrete lot-sizing and scheduling problem with sequence-dependent setup-costs.
European Journal of Operational Research. Vol. 75, n.2, p.395-404, 1994.
FLEISCHMANN, B. and MEYR, H. The general lotsizing and scheduling problem. OR Spektrum, Vol. 19,
p.11–21, 1997.
FOURER, D. M. & KERNIGHAN, B.W. AMPL: A Modeling Language for Mathematical Programming.
Duxbury Press, 1993.
HARRIS, F. W. How many parts to make at one. Factory, The Magazine of Management, Vol 2, n.10, p.135-
136, 1913. reprinted (1990), Operations Research, Vol.38, p.947-950.
HAX, A. C. & CANDEA, D. Production and Inventory Management. Printice-Hall Inc., Englewood Cliffs,
N.J., 1984.
GUPTA, R. C. et al. Manufacturing Processes. 2.ed. New Delhi: New Age, 2009.
LASSERRE, J. B. An integrated model for job-shop planning and scheduling. Magazine Science, Vol. 38, n.8,
p.1201-1211, 1992.
MANNE, A. S. Programming of economic lot sizes. Magazine Science, Vol. 14, p.115-135, 1958.
MANNE, A. S. On the job-shop scheduling problem. Operations Research, Vol. 8, p.219-223, 1960.
MEYR, H. Simultaneous lot sizing and scheduling by combining local search with dual reoptimization.
European Journal of Operational Research, Vol. 120, p. 311-326, 2000.
MOURÃO, M. B. Siderurgia para não siderurgistas. São Paulo: ABM, 2003.
POCHET, Y. & WOLSEY, L. A. Production planning by mixed integer programming. Series in Operations
Research and Financial Engineering. Springer, 2006.
TOSO, E. & MORABITO, R. & CLARK, A. R. Lot sizing and sequencing optimization at an animal-feed
plant. Computers & Industrial Engineering, Vol. 57, p.813-821, 2009.
WAGNER, H. W. A linear programming solution to dynamic leontief type models. Magazine Science, Vol. 3,
n.3, p.234-257, 1957.
WAGNER, H. W. An integer linear-programming model for machine scheduling. Naval Research Logistic
Quarterly, Vol. 6, n.2, p.131-140, 1959.
WAGNER, H. W. & WHITIN, T. M. Dynamic version of the economic lot size model. Magazine Science, Vol.
1, n.5, p.88-96, 1958.
Recommended