Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 1
Desenho Técnico Moderno, 4ª Ed.
Capítulo 14 – Materiais e Processos de Fabrico
OBJECTIVOS Distinguir as várias famílias de materiais e as suas diferenças
fundamentais; Distinguir os conceitos associados às propriedades mecânicas; Escolher, para uma dada aplicação, o tipo de material mais
adequado. Reconhecer os diferentes processos de fabrico, de uma forma
genérica; Seleccionar um processo ou sequência de processos de fabrico
para uma peça a fabricar; Cotar e toleranciar as peças de acordo com os processos de
fabrico envolvidos.

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 2
• O material é aquilo que existe entre o desenho e o produto final, ou seja, é aquilo que nos permite dar forma ao produto e possibilita que o produto realize a sua função.
FUNÇÃO
PROCESSO
FORMAMATERIAL

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 3
• O universo dos materiais pode dividir-se em seis grandes famílias
POLIMEROS
ELASTÓMEROS VIDROS
CERÂMICOS
METAIS
COMPÓSITOS

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 4
• Cada família pode desdobrar-se em classe, sub-classe e membro
FAMÍLIA
CERÂMICOS
VIDROS
METAIS
POLÍMEROS
ELASTÓMEROS
COMPÓSITOS
CLASSE
…
AÇOS
LIGAS AL
LIGAS CU
LIGAS TI
LIGAS NI
LIGAS ZN
…
SUB-CLASSE…
1000
2000
3000
4000
5000
6000
7000
8000…
MEMBRO…
5005-O
5005-H4
5005-H6
5083-0
5083-H2
5083-H4
5154-0
5154-H2…
ATRIBUTO
…
DENSIDADE
MÓDULO
RESISTÊNCIA
TENACIDADE
CONDUTIVI.-T
EXPANSÃO-T
RESISTIVIDADE
CUSTO
CORROSÃO
OXIDAÇÃO
…

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 5
Importância relativa dos materiais no tempo

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 6
• Gama de variação de densidade para diversos grupos de materiais

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 7
• Gama de variação de resistência para diversos grupos de materiais

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 8
• Gama de variação de resistência específica para diversos grupos de materiais

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 9
Ordenação de diversos materiais pela sua resistência e pela sua resistência específica
Resistência, Ranking Densidade, Ranking FAMÍLIA / TIPO MEMBRO
[MPa] resistência [kg/m^3] [mm] Fibras Aramid 3000 4 1310 229.01 1 Fibras Carbono HS 4140 2 1830 226.23 2 Fibras Vidro S-2 4770 1 2355 202.55 3 Fibras Vidro E 3620 3 2355 153.72 4 Fibras Carbono HM 2240 5 1830 122.40 5 Compósitos de poli. 60%Carb.HS/Epoxy ( || ) 2000 6 1760 113.64 6 Compósitos de poli. 50%Vidro S/Epoxy ( || ) 1100 9 2000 55.00 7 Metais Titânio 6Al-4V 1096 10 4450 24.63 8 Metais Níquel Inconel X750 1800 7 8500 21.18 9 Metais Aluminio 2024-T4 469 11 2770 16.93 10 Metais Aço AISI 4340 1120 8 7850 14.27 11 Madeiras Balsa ( || ) 23 20 180 12.78 12 Madeiras Pinho ( || ) 55 16 510 10.78 13 Termoplásticos Nylon 80 13 1140 7.02 14 Termoplásticos ABS 50 17 1050 4.76 15 Compósitos de poli. 60%Carb.HS/Epoxy ( |_ ) 80 14 1760 4.55 16 Termoendureciveis Epoxy 69 15 1650 4.18 17 Metais Aço AISI 1010 310 12 7850 3.95 18 Termoendureciveis Poliester 28 19 1200 2.33 19 Compósitos de poli. 50%Vidro S/Epoxy ( |_ ) 35 18 2000 1.75 20

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 10
• Gama de variação de rigidez para diversos grupos de materiais

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 11
• Gama de variação de rigidez específica para diversos grupos de materiais

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 12
Ordenação de diversos materiais pela sua rigidez e pela sua rigidez específica
Ranking Rigidez, E Ranking Densidade, Ranking FAMÍLIA / TIPO MEMBRO [GPa] rigidez [kg/m^3] [mm]
Fibras Carbono HM 5 450 1 1830 24.59 1 Fibras Carbono HS 2 300 2 1830 16.39 2 Fibras Aramid 1 130 7 1310 9.92 3 Compósitos de poli. 60%Carb.HS/Epoxy ( || ) 6 140 6 1760 7.95 4 Fibras Vidro S-2 3 86 9 2355 3.65 5 Fibras Vidro E 4 72 11 2355 3.06 6 Metais Aço AISI 4340 11 210 4 7850 2.68 7 Metais Aço AISI 1010 18 210 5 7850 2.68 8 Metais Aluminio 2024-T4 10 73 10 2770 2.64 9 Metais Níquel Inconel X750 9 213 3 8500 2.51 10 Metais Titânio 6Al-4V 8 110 8 4450 2.47 11 Compósitos de poli. 50%Vidro S/Epoxy ( || ) 7 45 12 2000 2.25 12 Madeiras Balsa ( || ) 12 3.2 18 180 1.78 13 Madeiras Pinho ( || ) 13 7.0 15 510 1.37 14 Compósitos de poli. 60%Carb.HS/Epoxy ( |_ ) 16 10 13 1760 0.57 15 Compósitos de poli. 50%Vidro S/Epoxy ( |_ ) 20 8 14 2000 0.40 16 Termoplásticos Nylon 14 3.5 16 1140 0.31 17 Termoendureciveis Poliester 19 3.5 17 1200 0.29 18 Termoplásticos ABS 15 2.1 20 1050 0.20 19 Termoendureciveis Epoxy 17 3.0 19 1650 0.18 20

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 13
• Gama de variação do custo relativo por unidade de volume para diversos grupos de materiais

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 14
POLÍMEROS
• Termoplásticos ou termoendurecíveis
• Baixa rigidez• Baixa resistência• Baixa tenacidade• Atacados por
ultravioletas• Baratos• Fácil fabrico

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 15

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 16
COMPÓSITOS
• Formado por dois materiais a nível macroscópico
• Enorme gama de propriedades
• Excelentes rigidez e resistência específicas
• Fibras e mariz cerâmicas resistem a altas temperaturas

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 17
COMPÓSITOS DE MATRIZ POLIMÉRICA
MATRIZ
Termoplásticos Termoendurec.
REFORÇO
Fibrasplásticas
FibrasCarbono
FibrasVidro Cerâmicos Metais
PETPPetc
EP, PFPEEKetc
PPAramid
HMHS
ES
SiCAl2O3
BArame
COMPÓSITOS DE MATRIZ POLIMÉRICA
MATRIZ
Termoplásticos Termoendurec.
REFORÇO
Fibrasplásticas
FibrasCarbono
FibrasVidro Cerâmicos Metais
PETPPetc
EP, PFPEEKetc
PPAramid
HMHS
ES
SiCAl2O3
BArame

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 18
CERÂMICOS E VIDROS
• Formados por óxidos, nitretos e carbonetos
• Elevada dureza e rigidez• Muito frágeis em tracção• Muito resistentes em
compressão• Resistentes ao desgaste• Suportam as mais
elevadas temperaturas

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 19
AÇOS AO CARBONO E DE BAIXA LIGA
• Propriedades dependem do trat. térmico e % de deformação plástica
• Elevada rigidez• Podem atingir elevada
resistência e dureza• Material por excelência
para construção mecânica

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 20
AÇOS DE ALTA LIGA(INOX E MARAGING)
• Elevadas percentagens de Crómio e/ou Níquel
• Elevada resistência à corrosão
• Boa resistência mecânica• Podem atingir elevada
resistência e dureza
Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 21
LIGAS METÁLICASNÃO FERROSAS
• Usadas em geral para:• Resistência à corrosão• Resistência ao
desgaste• Cond. eléctrica• Peso reduzido• Boa resistência e
rigidez específicas

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 22
FUNDIÇÃO• Bloco de um motor de
combustão interna • Caixa de moldação (em duas
metades) em cima e exemplo de peça em madeira para moldação da areia do molde, em baixo

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 23
FUNDIÇÃO
• Biela de um motor de combustão interna

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 24
• Desenho de uma peça para fundição
• Desenho da mesma peça para posterior maquinagem e acabamento

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 25
• Exemplo de uma máquina de injecção de polímeros (Cortesia Van Dorn Demag)

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 26
DEFORMAÇÃO PLÁSTICA• Perfis, barras e outras
pré-formas obtidas por deformação plástica
• Exemplo de uma peça formada por extrusão a frio

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 27
• Prensa para estampagem e forjamento (cortesia do Lab. da Secção de Tecnologia Mecânica do Inst. Superior Técnico).
• Exemplo de peça estampada em chapa de alumínio
DEFORMAÇÃO PLÁSTICA

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 28
• Exemplo de torno mecânico manual (em cima) e de torno de comando numérico (em baixo)
PROCESSOS DE CORTE

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 29
• Operações típicas ao torno

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 30
• Exemplo de uma peça para torneamento, sua cotagem e execução (próximo slide)

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 31
Fases de operação da peça: A - montagem do varão na bucha do torno e facejamento dos topos (esta operação é precedida pelo corte com comprimento adequado de um varão de 40 mm de diâmetro); B - centragem dos dois topos com broca de pontos; C - montagem da peça entre pontos, seguida de desbaste (1), polimento (2), concordância (3), sangria (4) e chanfro (5); D - abertura de rosca; E - inverter a peça e proceder a desbaste (1), polimento (2), chanfro (3) e concordância (4)

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 32
• Furação: engenho de furar, tipos de operações que se podem executar e maneira correcta de furar

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 33
• Exemplo de peça com furos e sua execução
Sequência de operações: A - furo prévio com broca helicoidal de 18 mm nas duas localizações; B - alargamento dos furos com broca espiral de 20 mm nas duas localizações (pode também ser feito com broca helicoidal); C - rebaixo com rebaixador de guia (pode ser feito com fresa de topo); D - voltar a peça e escarear com broca de romã (pode também ser feito com broca helicoidal de diâmetro superior a 24 mm).

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 34
• Exemplo de fresadora mecânica manual de eixo vertical, à esquerda, e de eixo horizontal, à direita

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 35
• Exemplo de uma fresadora de comando numérico (cortesia Clausing Industrial Inc.)

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 36
• Exemplo de peça para fresar, sua cotagem e execução (slide seguinte)
Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
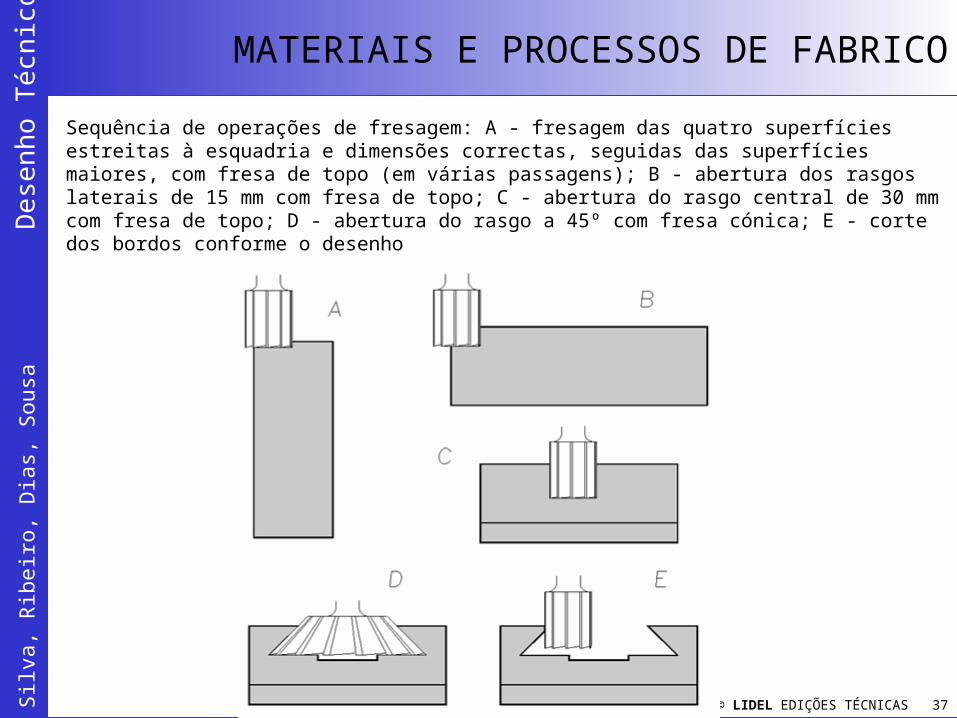
© LIDEL EDIÇÕES TÉCNICAS 37
Sequência de operações de fresagem: A - fresagem das quatro superfícies estreitas à esquadria e dimensões correctas, seguidas das superfícies maiores, com fresa de topo (em várias passagens); B - abertura dos rasgos laterais de 15 mm com fresa de topo; C - abertura do rasgo central de 30 mm com fresa de topo; D - abertura do rasgo a 45º com fresa cónica; E - corte dos bordos conforme o desenho

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 38
• Esmerilagem: várias utilizações de pedras de esmeril: a, b, c, e d correspondem a rectificação de peças, enquanto e e f são operações de afiamento de um ferro de corte de torno e de uma fresa

Silv
a, R
ibei
ro, D
ias,
Sou
saD
esen
ho T
écni
co M
oder
noMATERIAIS E PROCESSOS DE FABRICO
© LIDEL EDIÇÕES TÉCNICAS 39
Fases de fresagem de uma peça. Da esquerda para a direita e de cima para baixo: fixação do “bruto” de maquinagem, ajuste dos planos de referência das ferramentas em relação à peça, feita pelo operador, desbaste de uma das faces, abertura do furo central, e troca de ferramenta para nova fase – note-se ainda a rebarba agarrada à ferramenta – e, por fim, a peça acabada (cortesia do Lab. da Secção de Tecnologia Mecânica do Instituto Superior Técnico).
Recommended