Maior poder para o torneamento do aço
Manual do produto
Torneamento
_ TIGER·TEC® SILVER – GERAÇÃO ISO P
Impr
esso
na
Alem
anha
623
464
7 (0
3/20
12) P
T

TORNEAMENTO PERFEITO COM A GARRA CERTA
ÍNDICE
Fresa-
mento
2 Tiger·tec® Silver – Geração ISO P
2 A nova tecnologia
6 Resumo das geometrias/classes
10 Exemplos de aplicação
16 Código descritivo
18 Ferramentas para torneamento Walter Select
20 Resumo do programa da geração ISO P
20 Geometria FP5
22 Geometria MP3
24 Geometria MP5
26 Geometria RP5
28 Geometria NRF
30 Geometria NRR
32 Informações técnicas
32 Dados de corte para torneamento
34 Tabelas de aplicação das classes
36 Resumo das geometrias
50 Vida útil
51 Acabamento superficial
52 Tabela comparativa das durezas
53 Fórmula de cálculo para o torneamento
54 Formas de desgaste
Torneamento

2
Walter Tiger·tec® Silver – Geração ISO P:A nova tecnologia
NOVAS CLASSES, NOVAS GEOMETRIAS: MAIS FORÇA, MAIS PRECISÃOAtravés da combinação de novas classes e novas geometrias, demos vida a uma nova geração: a geração Tiger·tec® Silver ISO P. Para tal, combinamos a nossa cobertura CVD Tiger·tec® Silver exclusiva com uma totalmente nova e
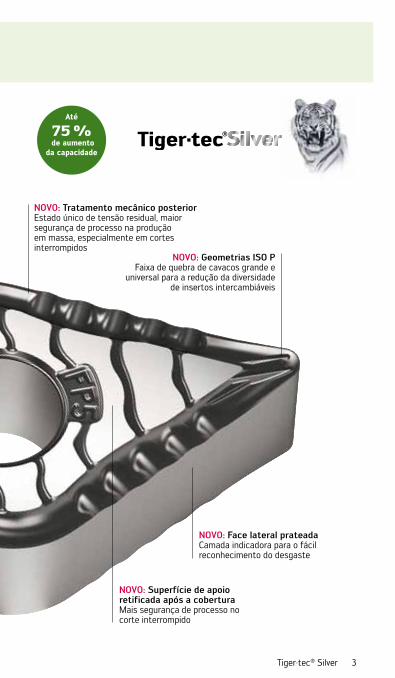
universal família de geometrias para a usinagem de aço. O resultado se chama entusiasmo: Pois a geração Tiger·tec® Silver ISO P possibilita aumentos de capacidade de até 75 % no torneamento do aço.
NOVO: Óxido de alumínio com microestrutura otimizada50 % maior vida útil em relação à craterização e redução do tempo de usinagem
NOVO: Tecnologia Microedge30 % mais vida útil em relação ao desgaste na face lateral ou deformação plástica
Tiger·tec® Silver 3
NOVO: Superfície de apoio retificada após a coberturaMais segurança de processo no corte interrompido
NOVO: Face lateral prateadaCamada indicadora para o fácil reconhecimento do desgaste
NOVO: Geometrias ISO PFaixa de quebra de cavacos grande e
universal para a redução da diversidade de insertos intercambiáveis
NOVO: Tratamento mecânico posteriorEstado único de tensão residual, maior segurança de processo na produção em massa, especialmente em cortes interrompidos
Até
75 % de aumento
da capacidade
4
Walter Tiger·tec® Silver – Geração ISO P:Grande campo de aplicação
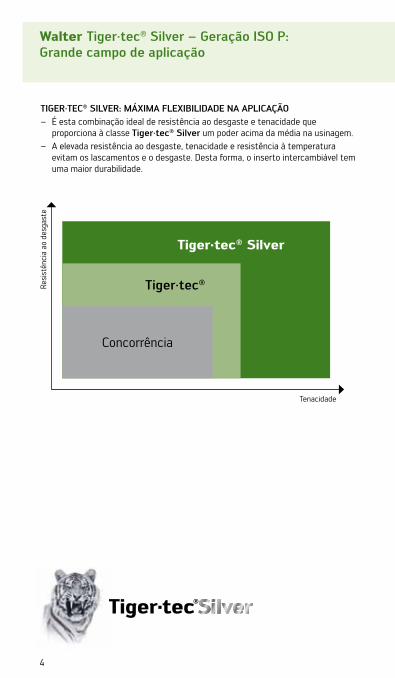
Tenacidade
Tiger·tec® Silver
Tiger·tec®
Concorrência
Resi
stên
cia
ao d
esga
ste
TIGER·TEC® SILVER: MÁXIMA FLEXIBILIDADE NA APLICAÇÃO – É esta combinação ideal de resistência ao desgaste e tenacidade que
proporciona à classe Tiger·tec® Silver um poder acima da média na usinagem. – A elevada resistência ao desgaste, tenacidade e resistência à temperatura
evitam os lascamentos e o desgaste. Desta forma, o inserto intercambiável tem uma maior durabilidade.
Tiger·tec® Silver 5
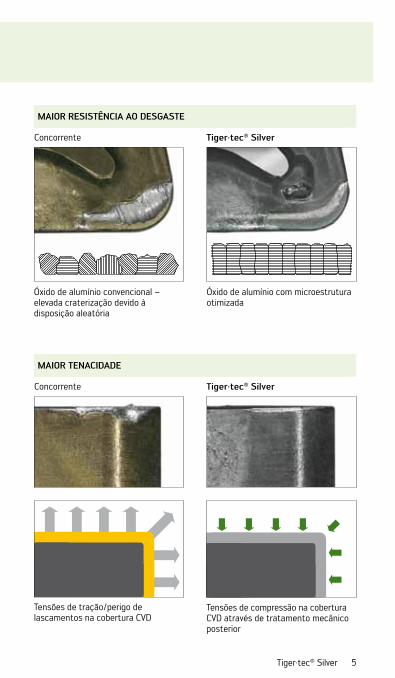
MAIOR TENACIDADE
MAIOR RESISTÊNCIA AO DESGASTE
Tensões de tração/perigo de lascamentos na cobertura CVD
Tensões de compressão na cobertura CVD através de tratamento mecânico posterior
Concorrente
Óxido de alumínio convencional – elevada craterização devido à disposição aleatória
Tiger·tec® Silver
Óxido de alumínio com microestrutura otimizada
Concorrente Tiger·tec® Silver
6
Walter Tiger·tec® Silver – Geração ISO P:Resumo das geometrias
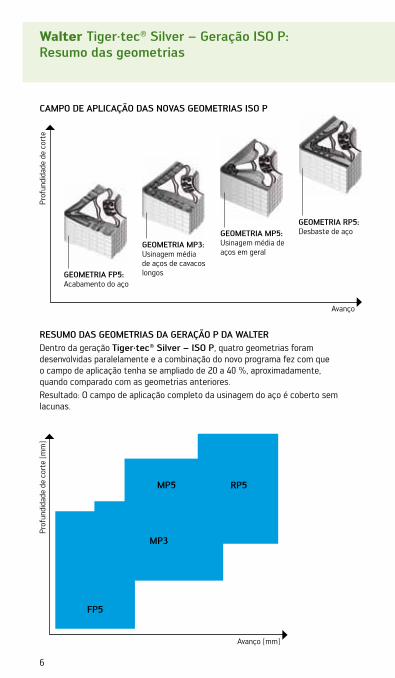
RESUMO DAS GEOMETRIAS DA GERAÇÃO P DA WALTER Dentro da geração Tiger·tec® Silver – ISO P, quatro geometrias foram desenvolvidas paralelamente e a combinação do novo programa fez com que o campo de aplicação tenha se ampliado de 20 a 40 %, aproximadamente, quando comparado com as geometrias anteriores. Resultado: O campo de aplicação completo da usinagem do aço é coberto sem lacunas.
Prof
undi
dade
de
cort
e [m
m]
Avanço [mm]
MP3
MP5 RP5
FP5
Prof
undi
dade
de
cort
e
Avanço
GEOMETRIA FP5:Acabamento do aço
GEOMETRIA MP3:Usinagem média de aços de cavacos longos
GEOMETRIA MP5:Usinagem média de aços em geral
GEOMETRIA RP5:Desbaste de aço
CAMPO DE APLICAÇÃO DAS NOVAS GEOMETRIAS ISO P
Tiger·tec® Silver 7
Walter Tiger·tec® Silver – Geração ISO P:Resumo das classes
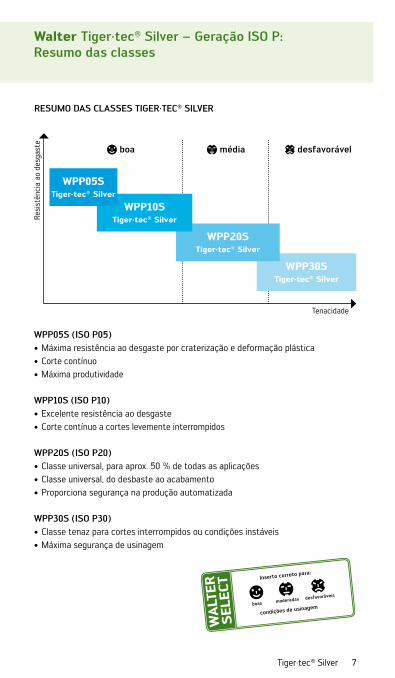
WPP05S (ISO P05)• Máxima resistência ao desgaste por craterização e deformação plástica• Corte contínuo• Máxima produtividade
WPP10S (ISO P10)• Excelente resistência ao desgaste• Corte contínuo a cortes levemente interrompidos
WPP20S (ISO P20)• Classe universal, para aprox. 50 % de todas as aplicações • Classe universal, do desbaste ao acabamento• Proporciona segurança na produção automatizada
WPP30S (ISO P30)• Classe tenaz para cortes interrompidos ou condições instáveis• Máxima segurança de usinagem
RESUMO DAS CLASSES TIGER·TEC® SILVER
Tenacidade
Resi
stên
cia
ao d
esga
ste
WPP30STiger·tec® Silver
WPP20STiger·tec® Silver
WPP10STiger·tec® Silver
WPP05STiger·tec® Silver
boa média desfavorável
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:
8
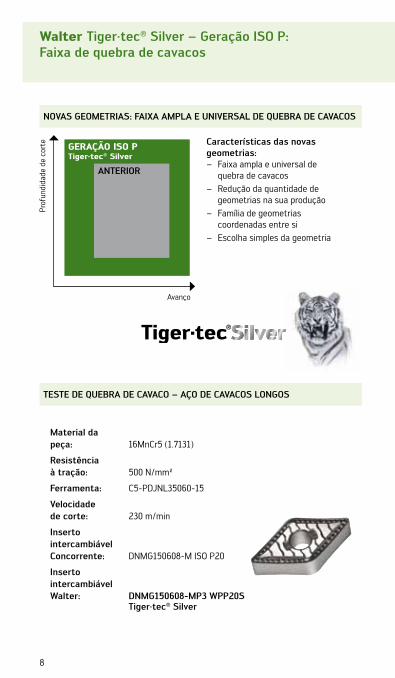
NOVAS GEOMETRIAS: FAIXA AMPLA E UNIVERSAL DE QUEBRA DE CAVACOS
Walter Tiger·tec® Silver – Geração ISO P:Faixa de quebra de cavacos
Prof
undi
dade
de
cort
e
Avanço
GERAÇÃO ISO PTiger·tec® Silver
ANTERIOR
Características das novas geometrias:
– Faixa ampla e universal de quebra de cavacos
– Redução da quantidade de geometrias na sua produção
– Família de geometrias coordenadas entre si
– Escolha simples da geometria
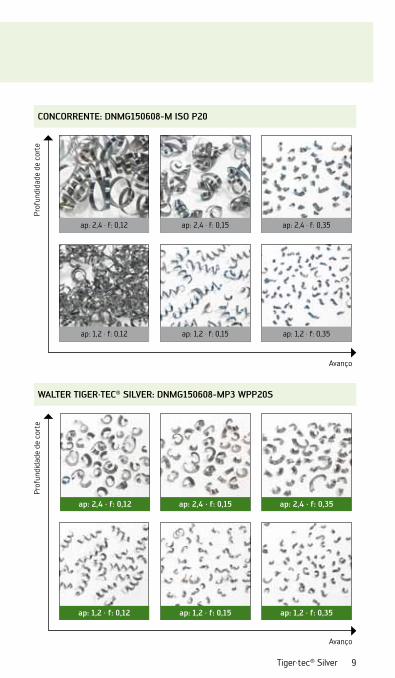
TESTE DE QUEBRA DE CAVACO – AÇO DE CAVACOS LONGOS
Material da peça: 16MnCr5 (1.7131)
Resistência à tração: 500 N/mm²
Ferramenta: C5-PDJNL35060-15
Velocidade de corte: 230 m/min
Inserto intercambiável Concorrente: DNMG150608-M ISO P20
Inserto intercambiável Walter: DNMG150608-MP3 WPP20S Tiger·tec® Silver
Tiger·tec® Silver 9
Prof
undi
dade
de
cort
e
Avanço
ap: 1,2 · f: 0,12 ap: 1,2 · f: 0,15 ap: 1,2 · f: 0,35
ap: 2,4 · f: 0,12 ap: 2,4 · f: 0,15 ap: 2,4 · f: 0,35
Prof
undi
dade
de
cort
e
Avanço
ap: 1,2 · f: 0,12 ap: 1,2 · f: 0,15 ap: 1,2 · f: 0,35
ap: 2,4 · f: 0,12 ap: 2,4 · f: 0,15 ap: 2,4 · f: 0,35
CONCORRENTE: DNMG150608-M ISO P20
WALTER TIGER·TEC® SILVER: DNMG150608-MP3 WPP20S

10
ACABAMENTO DE EIXOS DE TRANSMISSÃO – SEM «NINHO DE PASSARINHO»
Exemplo de aplicação – FP5
Dados de corteConcorrênciaISO P15
Tiger·tec® Silver WPP10S
vc 245 m/min 245 m/minf 0,3 mm 0,3 mmap 0,8 m 0,8 mVida útil 450 componentes 700 componentesObservação: A necessidade de remoção manual dos cavacos após 150 componentes é eliminada com a geometria FP5.
Material da peça: Cf53 (1.1213)Resistência à tração: 750 N/mm²Inserto intercambiável: TNMG160408-FP5Classe: WPP10S Tiger·tec® SilverFerramenta: MTJNR2525M16 (93°)
Comparação da quantidade de componentes
0 150 600450300 750
Concorrência 450+ 55 %
Tiger·tec® Silver FP5 WPP10S 700
Componentes

Dados de corteConcorrênciaISO P10
Tiger·tec®
WPP10Tiger·tec® SilverWPP10S
vc 165 m/min 165 m/min 200 m/minf 0,2 - 0,38 mm 0,2 - 0,38 mm 0,2 - 0,38 mmap 1,4 - 3,0 mm 1,4 - 3,0 mm 1,4 - 3,0 mmVida útil 200 componentes 250 componentes 350 componentes
Material da peça: 42CrMo4S4 (1.7225)Resistência à tração: 950 - 1050 N/mm²Inserto intercambiável: DNMG150612-MP3Classe: WPP10S Tiger·tec® SilverFerramenta: DDNNN2525M15 (62,5°)
Comparação da quantidade de componentes
0 15010050 300250200 350
Concorrência 200
Tiger·tec® Silver MP3 WPP10S 350
Tiger·tec® WPP10 250
Componentes
* em comparação com a concorrência
Tiger·tec® Silver 11
Exemplo de aplicação – MP3
USINAGEM DE PIVÔS ESFÉRICOS FORJADOS
+ 75 %*

12
TORNEAMENTO DE EIXO COMANDO DE VÁLVULAS – CORTES FORTEMENTE INTERROMPIDOS
Exemplo de aplicação – MP5
Dados de corteConcorrênciaISO P30
Tiger·tec® Silver WPP30S
vc 220 m/min 220 m/minf 0,4 m 0,4 map 2,5 m 2,5 mVida útil 55 componentes 110 componentesObservação: Sem entalhe de entrada no inserto intercambiável na área da profundidade de corte; portanto, a formação de rebarbas no componente é reduzida.
Material da peça: 16MnCr5 (1.7131)Resistência à tração: 600 - 700 N/mm²Inserto intercambiável: DNMG150608-MP5Classe: WPP30S Tiger·tec® SilverFerramenta: DDJNR2525M15
Comparação da quantidade de componentes
0 25 1007550 125
Concorrência 55+ 100 %
Tiger·tec® Silver MP5 WPP30S 110
Componentes
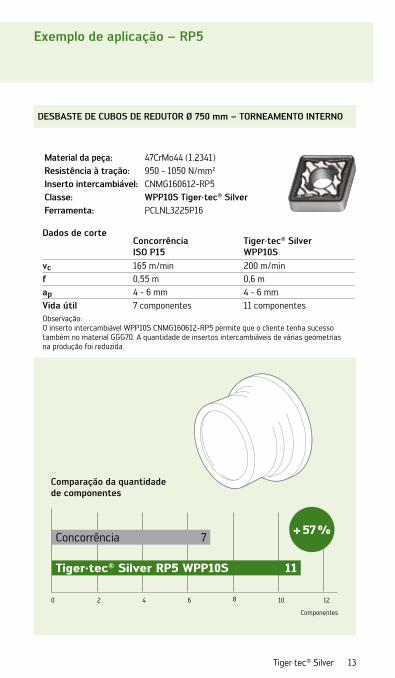
Material da peça: 47CrMo44 (1.2341)Resistência à tração: 950 - 1050 N/mm²Inserto intercambiável: CNMG160612-RP5Classe: WPP10S Tiger·tec® SilverFerramenta: PCLNL3225P16
Tiger·tec® Silver 13
Exemplo de aplicação – RP5
DESBASTE DE CUBOS DE REDUTOR Ø 750 mm – TORNEAMENTO INTERNO
Dados de corteConcorrênciaISO P15
Tiger·tec® Silver WPP10S
vc 165 m/min 200 m/minf 0,55 m 0,6 map 4 - 6 mm 4 - 6 mmVida útil 7 componentes 11 componentesObservação: O inserto intercambiável WPP10S CNMG160612-RP5 permite que o cliente tenha sucesso também no material GGG70. A quantidade de insertos intercambiáveis de várias geometrias na produção foi reduzida.
Comparação da quantidade de componentes
0 2 864 10
Concorrência 7
Tiger·tec® Silver RP5 WPP10S 11
Componentes
12
+ 57 %
14
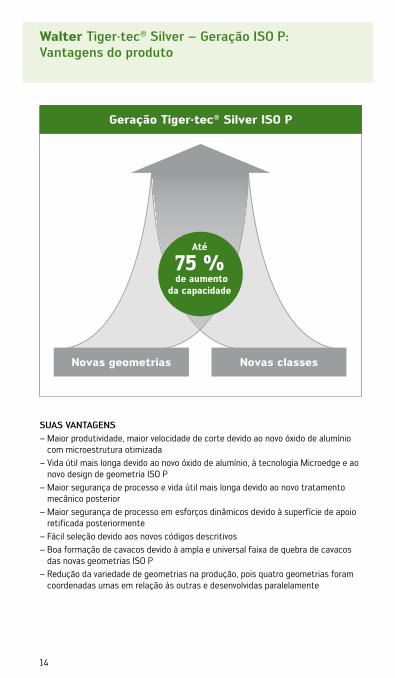
Walter Tiger·tec® Silver – Geração ISO P:Vantagens do produto
SUAS VANTAGENS– Maior produtividade, maior velocidade de corte devido ao novo óxido de alumínio
com microestrutura otimizada– Vida útil mais longa devido ao novo óxido de alumínio, à tecnologia Microedge e ao
novo design de geometria ISO P– Maior segurança de processo e vida útil mais longa devido ao novo tratamento
mecânico posterior– Maior segurança de processo em esforços dinâmicos devido à superfície de apoio
retificada posteriormente– Fácil seleção devido aos novos códigos descritivos– Boa formação de cavacos devido à ampla e universal faixa de quebra de cavacos
das novas geometrias ISO P– Redução da variedade de geometrias na produção, pois quatro geometrias foram
coordenadas umas em relação às outras e desenvolvidas paralelamente
Novas geometrias Novas classes
Até
75 % de aumento
da capacidade
Geração Tiger·tec® Silver ISO P
NOVAS CLASSES, NOVAS GEOMETRIAS: MAIS FORÇA, MAIS PRECISÃO

16
Códigos descritivos das geometrias
M P 51 2 3
2
Material
P Aço
M Aço inoxidável
K Ferro fundido
N Metais não-ferrosos
S Materiais de difícil usinagem
H Materiais duros
U Universal
W Wiper
1
Faixa de quebra de cavacos
F Acabamento
M Usinagem média
R Desbaste
H Usinagem difícil
F
M
R
H
ap
f
3
Avanço/profundidade de corte dentro da faixa de quebra de cavacos
Baixo
987654321
Alto
Tiger·tec® Silver 17
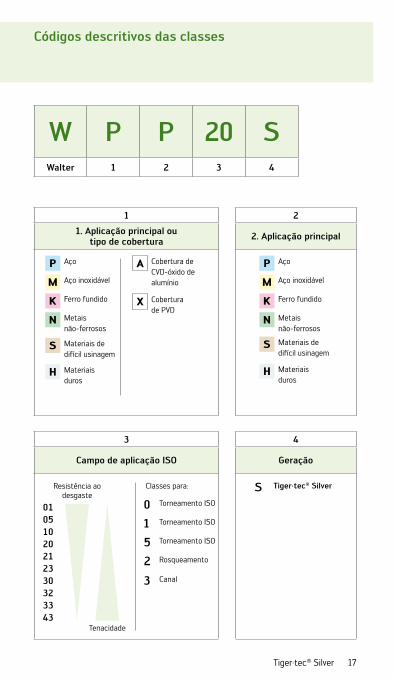
Códigos descritivos das classes
W P P 20 SWalter 1 2 3 4
2
2. Aplicação principal
P Aço
M Aço inoxidável
K Ferro fundido
N Metais não-ferrosos
S Materiais de difícil usinagem
H Materiais duros
1
1. Aplicação principal ou tipo de cobertura
P Aço
M Aço inoxidável
K Ferro fundido
N Metais não-ferrosos
S Materiais de difícil usinagem
H Materiais duros
A Cobertura de CVD-óxido de alumínio
X Cobertura de PVD
4
Geração
S Tiger·tec® Silver
3
Campo de aplicação ISO
Tenacidade
01051020212330323343
Resistência ao desgaste
Classes para:
0 Torneamento ISO
1 Torneamento ISO
5 Torneamento ISO
2 Rosqueamento
3 Canal

18
Walter Select – Torneamento O melhor caminho até o inserto intercambiável ideal
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:
PASSO 1 O material a ser usinado é aço. Códigos
de letrasGrupo de usinagem Grupos dos materiais a serem usinados
P P1-P15 AçoTodos os tipos de aço e de aço fundido, exceto aço com estrutura austenítica
PASSO 2Selecione as condições de usinagem:
Estabilidade da máquina, fixação e peça
Tipo de usinagem muito bom bom regular
Corte contínuoSuperfície pré-usinada a a bCasca de fundição ou forjamento profundidades de corte variáveis
a b c
Cortes interrompidos b c c
+–Forças de corte [Fc]
+–Avanço [f]
Forma básica positiva
Forma básica negativa bifacial
Forma básica negativa unifacial
+– Profundidade de corte [ap]
PASSO 3Determine a forma básica do inserto:
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,1
RP5
MP5MP3
0 04 0 060633 0 10 1 0 160 16 0 20 25 0 4
MMMMMMPPPP33333333
FP5
PForma básica negativa bifacial
Tiger·tec® Silver 19
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,1
NRR
NRF
PForma básica negativa unifacial
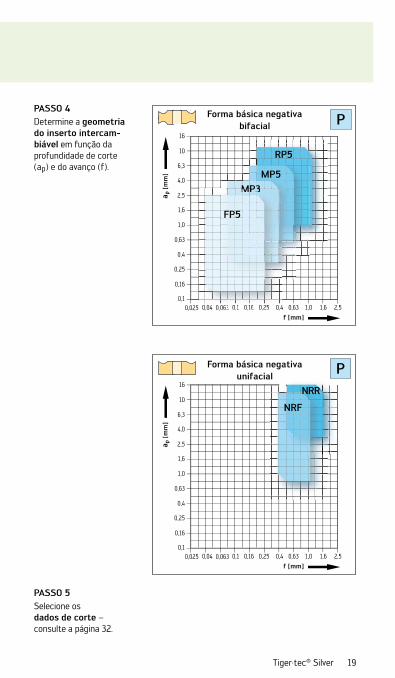
PASSO 4 Determine a geometria do inserto intercam-biável em função da profundidade de corte (ap) e do avanço (f).
PASSO 5 Selecione os dados de corte – consulte a página 32.
20
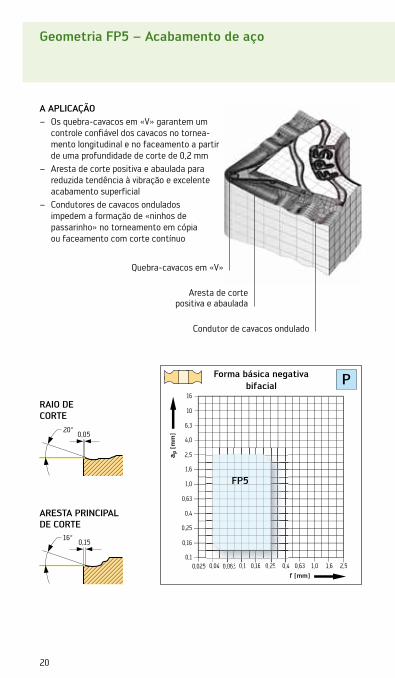
Geometria FP5 – Acabamento de aço
0,1516°
0,0520°
A APLICAÇÃO – Os quebra-cavacos em «V» garantem um
controle confiável dos cavacos no tornea-mento longitudinal e no faceamento a partir de uma profundidade de corte de 0,2 mm
– Aresta de corte positiva e abaulada para reduzida tendência à vibração e excelente acabamento superficial
– Condutores de cavacos ondulados impedem a formação de «ninhos de passarinho» no torneamento em cópia ou faceamento com corte contínuo
RAIO DE CORTE
ARESTA PRINCIPAL DE CORTE
Quebra-cavacos em «V»
Aresta de corte positiva e abaulada
Condutor de cavacos ondulado
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,10 04 0 060633 0 10 1 0 160 16 0 20 25 0 4
FP5
PForma básica negativa bifacial
Tiger·tec® Silver 21
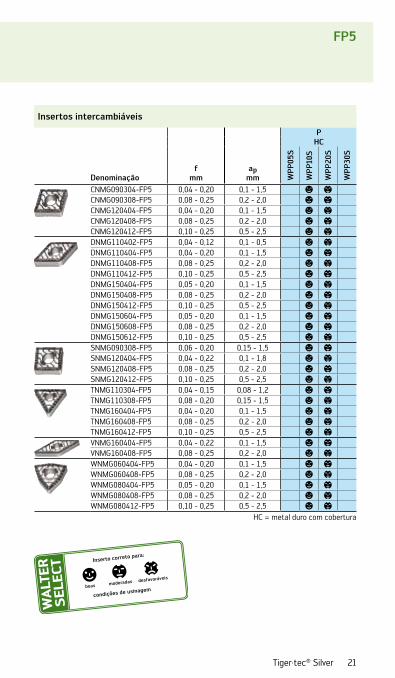
Insertos intercambiáveis
PHC
Denominaçãof
mmap
mm WPP
05S
WPP
10S
WPP
20S
WPP
30S
CNMG090304-FP5 0,04 - 0,20 0,1 - 1,5 a b
CNMG090308-FP5 0,08 - 0,25 0,2 - 2,0 a b
CNMG120404-FP5 0,04 - 0,20 0,1 - 1,5 a b
CNMG120408-FP5 0,08 - 0,25 0,2 - 2,0 a b
CNMG120412-FP5 0,10 - 0,25 0,5 - 2,5 a b
DNMG110402-FP5 0,04 - 0,12 0,1 - 0,5 a b
DNMG110404-FP5 0,04 - 0,20 0,1 - 1,5 a b
DNMG110408-FP5 0,08 - 0,25 0,2 - 2,0 a b
DNMG110412-FP5 0,10 - 0,25 0,5 - 2,5 a b
DNMG150404-FP5 0,05 - 0,20 0,1 - 1,5 a b
DNMG150408-FP5 0,08 - 0,25 0,2 - 2,0 a b
DNMG150412-FP5 0,10 - 0,25 0,5 - 2,5 a b
DNMG150604-FP5 0,05 - 0,20 0,1 - 1,5 a b
DNMG150608-FP5 0,08 - 0,25 0,2 - 2,0 a b
DNMG150612-FP5 0,10 - 0,25 0,5 - 2,5 a b
SNMG090308-FP5 0,06 - 0,20 0,15 - 1,5 a b
SNMG120404-FP5 0,04 - 0,22 0,1 - 1,8 a b
SNMG120408-FP5 0,08 - 0,25 0,2 - 2,0 a b
SNMG120412-FP5 0,10 - 0,25 0,5 - 2,5 a b
TNMG110304-FP5 0,04 - 0,15 0,08 - 1,2 a b
TNMG110308-FP5 0,08 - 0,20 0,15 - 1,5 a b
TNMG160404-FP5 0,04 - 0,20 0,1 - 1,5 a b
TNMG160408-FP5 0,08 - 0,25 0,2 - 2,0 a b
TNMG160412-FP5 0,10 - 0,25 0,5 - 2,5 a b
VNMG160404-FP5 0,04 - 0,22 0,1 - 1,5 a b
VNMG160408-FP5 0,08 - 0,25 0,2 - 2,0 a b
WNMG060404-FP5 0,04 - 0,20 0,1 - 1,5 a b
WNMG060408-FP5 0,08 - 0,25 0,2 - 2,0 a b
WNMG080404-FP5 0,05 - 0,20 0,1 - 1,5 a b
WNMG080408-FP5 0,08 - 0,25 0,2 - 2,0 a b
WNMG080412-FP5 0,10 - 0,25 0,5 - 2,5 a b
HC = metal duro com cobertura
FP5
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:
22
Geometria MP3 – Usinagem média de materiais de cavacos longos
22,5°
0,255°
8,5°
RAIO DE CORTE
ARESTA PRINCIPAL DE CORTE
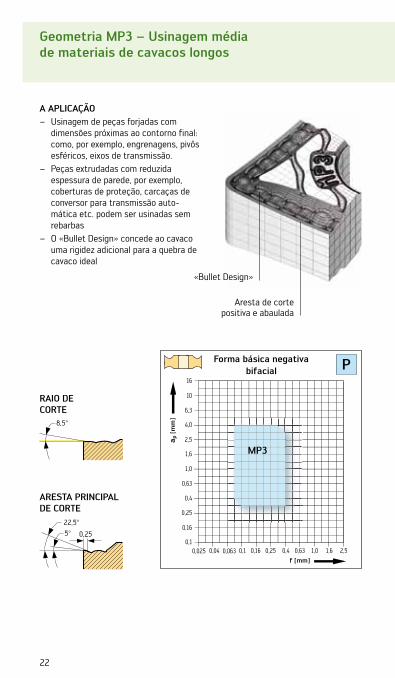
A APLICAÇÃO – Usinagem de peças forjadas com
dimensões próximas ao contorno final: como, por exemplo, engrenagens, pivôs esféricos, eixos de transmissão.
– Peças extrudadas com reduzida espessura de parede, por exemplo, coberturas de proteção, carcaças de conversor para transmissão auto-mática etc. podem ser usinadas sem rebarbas
– O «Bullet Design» concede ao cavaco uma rigidez adicional para a quebra de cavaco ideal
«Bullet Design»
Aresta de corte positiva e abaulada
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,1
MP3
PForma básica negativa bifacial

Tiger·tec® Silver 23
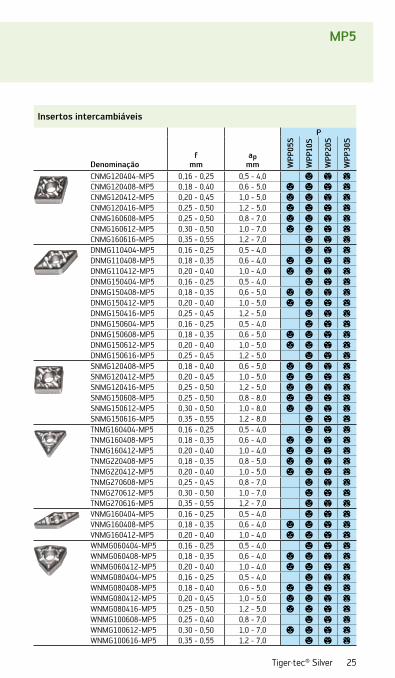
Insertos intercambiáveis
PHC
Denominaçãof
mmap
mm WPP
05S
WPP
10S
WPP
20S
WPP
30S
CNMG090304-MP3 0,06 - 0,20 0,3 - 2,2 a b
CNMG090308-MP3 0,10 - 0,28 0,6 - 3,0 a b
CNMG120404-MP3 0,08 - 0,22 0,3 - 2,5 a b c
CNMG120408-MP3 0,12 - 0,32 0,6 - 3,2 a a b c
CNMG120412-MP3 0,16 - 0,40 0,8 - 3,5 a a b c
DNMG110404-MP3 0,08 - 0,22 0,3 - 2,2 a b c
DNMG110408-MP3 0,12 - 0,32 0,6 - 3,0 a a b c
DNMG110412-MP3 0,16 - 0,35 0,8 - 3,2 a a b c
DNMG150404-MP3 0,08 - 0,22 0,3 - 2,5 a b c
DNMG150408-MP3 0,12 - 0,32 0,6 - 3,2 a a b c
DNMG150412-MP3 0,16 - 0,40 0,8 - 3,5 a a b c
DNMG150604-MP3 0,08 - 0,22 0,3 - 2,5 a b c
DNMG150608-MP3 0,12 - 0,32 0,6 - 3,2 a a b c
DNMG150612-MP3 0,16 - 0,40 0,8 - 3,5 a a b c
SNMG090308-MP3 0,10 - 0,32 0,6 - 3,0 a b
SNMG120404-MP3 0,08 - 0,25 0,3 - 2,5 a b
SNMG120408-MP3 0,12 - 0,35 0,6 - 3,2 a b
SNMG120412-MP3 0,16 - 0,40 0,8 - 3,5 a b
TNMG110304-MP3 0,06 - 0,18 0,3 - 2,0 a b
TNMG110308-MP3 0,10 - 0,25 0,6 - 2,2 a b
TNMG160404-MP3 0,08 - 0,22 0,3 - 2,2 a b c
TNMG160408-MP3 0,12 - 0,32 0,6 - 3,0 a a b c
TNMG160412-MP3 0,16 - 0,40 0,8 - 3,2 a a b c
TNMG220408-MP3 0,12 - 0,32 0,6 - 3,2 a a b c
TNMG220412-MP3 0,16 - 0,40 0,8 - 3,5 a a b c
VNMG160404-MP3 0,08 - 0,22 0,3 - 2,2 a b c
VNMG160408-MP3 0,12 - 0,32 0,6 - 3,0 a a b c
VNMG160412-MP3 0,16 - 0,35 0,8 - 3,2 a a b c
WNMG060404-MP3 0,08 - 0,22 0,3 - 2,2 a b c
WNMG060408-MP3 0,12 - 0,32 0,6 - 3,0 a a b c
WNMG060412-MP3 0,16 - 0,35 0,8 - 3,2 a a b c
WNMG080404-MP3 0,08 - 0,22 0,3 - 2,5 a b c
WNMG080408-MP3 0,12 - 0,32 0,6 - 3,2 a a b c
WNMG080412-MP3 0,16 - 0,40 0,8 - 3,5 a a b c
HC = metal duro com cobertura
MP3
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:

24
Geometria MP5 – Usinagem média geral de aços de cavacos longos
0,115°
R0.8
0,0812°
R0.4
RAIO DE CORTE
ARESTA PRINCIPAL DE CORTE
A APLICAÇÃO – Aplicação universal – do corte
contínuo de material em barra até cortes interrompidos
– A solução em caso de grande de diversidade de componentes na produção
– Aletas reforçadas para uma quebra aprimorada dos cavacos, que adicionalmente retarda o processo de desgaste
Aresta de corte elipsoidal, universal e estável
Aleta reforçada do quebra-cavacos na área do raio
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,1
MP5
PForma básica negativa bifacial
Quebra-cavaco aberto na aresta principal
Tiger·tec® Silver 25
Insertos intercambiáveis
P
Denominaçãof
mmap
mm WPP
05S
WPP
10S
WPP
20S
WPP
30S
CNMG120404-MP5 0,16 - 0,25 0,5 - 4,0 a b c
CNMG120408-MP5 0,18 - 0,40 0,6 - 5,0 a a b c
CNMG120412-MP5 0,20 - 0,45 1,0 - 5,0 a a b c
CNMG120416-MP5 0,25 - 0,50 1,2 - 5,0 a a b c
CNMG160608-MP5 0,25 - 0,50 0,8 - 7,0 a a b c
CNMG160612-MP5 0,30 - 0,50 1,0 - 7,0 a a b c
CNMG160616-MP5 0,35 - 0,55 1,2 - 7,0 a b c
DNMG110404-MP5 0,16 - 0,25 0,5 - 4,0 a b c
DNMG110408-MP5 0,18 - 0,35 0,6 - 4,0 a a b c
DNMG110412-MP5 0,20 - 0,40 1,0 - 4,0 a a b c
DNMG150404-MP5 0,16 - 0,25 0,5 - 4,0 a b c
DNMG150408-MP5 0,18 - 0,35 0,6 - 5,0 a a b c
DNMG150412-MP5 0,20 - 0,40 1,0 - 5,0 a a b c
DNMG150416-MP5 0,25 - 0,45 1,2 - 5,0 a b c
DNMG150604-MP5 0,16 - 0,25 0,5 - 4,0 a b c
DNMG150608-MP5 0,18 - 0,35 0,6 - 5,0 a a b c
DNMG150612-MP5 0,20 - 0,40 1,0 - 5,0 a a b c
DNMG150616-MP5 0,25 - 0,45 1,2 - 5,0 a b c
SNMG120408-MP5 0,18 - 0,40 0,6 - 5,0 a a b c
SNMG120412-MP5 0,20 - 0,45 1,0 - 5,0 a a b c
SNMG120416-MP5 0,25 - 0,50 1,2 - 5,0 a a b c
SNMG150608-MP5 0,25 - 0,50 0,8 - 8,0 a a b c
SNMG150612-MP5 0,30 - 0,50 1,0 - 8,0 a a b c
SNMG150616-MP5 0,35 - 0,55 1,2 - 8,0 a b c
TNMG160404-MP5 0,16 - 0,25 0,5 - 4,0 a b c
TNMG160408-MP5 0,18 - 0,35 0,6 - 4,0 a a b c
TNMG160412-MP5 0,20 - 0,40 1,0 - 4,0 a a b c
TNMG220408-MP5 0,18 - 0,35 0,8 - 5,0 a a b c
TNMG220412-MP5 0,20 - 0,40 1,0 - 5,0 a a b c
TNMG270608-MP5 0,25 - 0,45 0,8 - 7,0 a b c
TNMG270612-MP5 0,30 - 0,50 1,0 - 7,0 a b c
TNMG270616-MP5 0,35 - 0,55 1,2 - 7,0 a b c
VNMG160404-MP5 0,16 - 0,25 0,5 - 4,0 a b c
VNMG160408-MP5 0,18 - 0,35 0,6 - 4,0 a a b c
VNMG160412-MP5 0,20 - 0,40 1,0 - 4,0 a a b c
WNMG060404-MP5 0,16 - 0,25 0,5 - 4,0 a b c
WNMG060408-MP5 0,18 - 0,35 0,6 - 4,0 a a b c
WNMG060412-MP5 0,20 - 0,40 1,0 - 4,0 a a b c
WNMG080404-MP5 0,16 - 0,25 0,5 - 4,0 a b c
WNMG080408-MP5 0,18 - 0,40 0,6 - 5,0 a a b c
WNMG080412-MP5 0,20 - 0,45 1,0 - 5,0 a a b c
WNMG080416-MP5 0,25 - 0,50 1,2 - 5,0 a a b c
WNMG100608-MP5 0,25 - 0,40 0,8 - 7,0 a b c
WNMG100612-MP5 0,30 - 0,50 1,0 - 7,0 a a b c
WNMG100616-MP5 0,35 - 0,55 1,2 - 7,0 a b c
MP5
26
Geometria RP5 – Desbaste de aço
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,1
RP5
17°
0,353°
17°
0,33°
RAIO DE CORTE
ARESTA PRINCIPAL DE CORTE
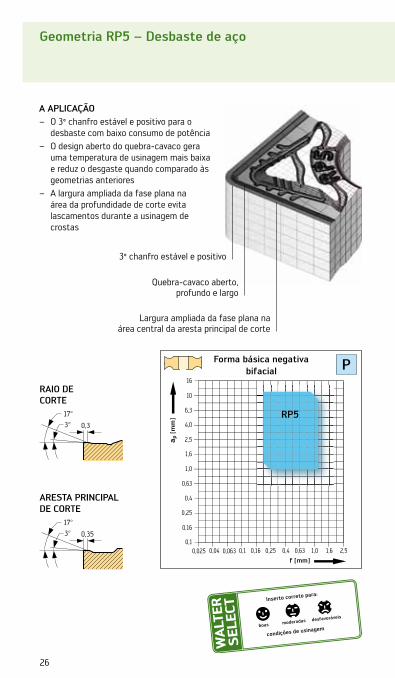
A APLICAÇÃO – O 3º chanfro estável e positivo para o
desbaste com baixo consumo de potência – O design aberto do quebra-cavaco gera
uma temperatura de usinagem mais baixa e reduz o desgaste quando comparado às geometrias anteriores
– A largura ampliada da fase plana na área da profundidade de corte evita lascamentos durante a usinagem de crostas
3º chanfro estável e positivo
Quebra-cavaco aberto, profundo e largo
Largura ampliada da fase plana na área central da aresta principal de corte
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:
PForma básica negativa bifacial
Tiger·tec® Silver 27
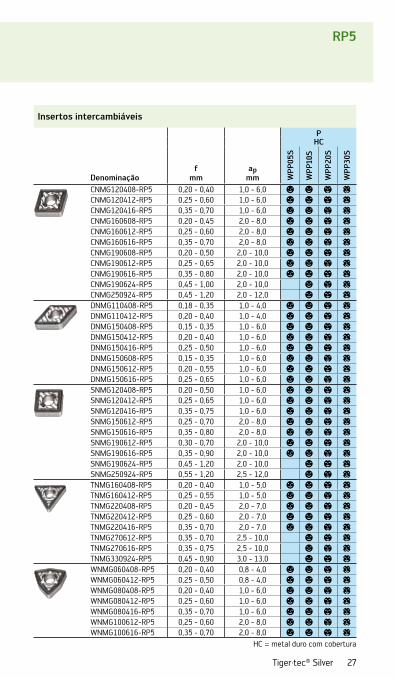
Insertos intercambiáveis
PHC
Denominaçãof
mmap
mm WPP
05S
WPP
10S
WPP
20S
WPP
30S
CNMG120408-RP5 0,20 - 0,40 1,0 - 6,0 a a b c
CNMG120412-RP5 0,25 - 0,60 1,0 - 6,0 a a b c
CNMG120416-RP5 0,35 - 0,70 1,0 - 6,0 a a b c
CNMG160608-RP5 0,20 - 0,45 2,0 - 8,0 a a b c
CNMG160612-RP5 0,25 - 0,60 2,0 - 8,0 a a b c
CNMG160616-RP5 0,35 - 0,70 2,0 - 8,0 a a b c
CNMG190608-RP5 0,20 - 0,50 2,0 - 10,0 a a b c
CNMG190612-RP5 0,25 - 0,65 2,0 - 10,0 a a b c
CNMG190616-RP5 0,35 - 0,80 2,0 - 10,0 a a b c
CNMG190624-RP5 0,45 - 1,00 2,0 - 10,0 a b c
CNMG250924-RP5 0,45 - 1,20 2,0 - 12,0 a b c
DNMG110408-RP5 0,18 - 0,35 1,0 - 4,0 a a b c
DNMG110412-RP5 0,20 - 0,40 1,0 - 4,0 a a b c
DNMG150408-RP5 0,15 - 0,35 1,0 - 6,0 a a b c
DNMG150412-RP5 0,20 - 0,40 1,0 - 6,0 a a b c
DNMG150416-RP5 0,25 - 0,50 1,0 - 6,0 a a b c
DNMG150608-RP5 0,15 - 0,35 1,0 - 6,0 a a b c
DNMG150612-RP5 0,20 - 0,55 1,0 - 6,0 a a b c
DNMG150616-RP5 0,25 - 0,65 1,0 - 6,0 a a b c
SNMG120408-RP5 0,20 - 0,50 1,0 - 6,0 a a b c
SNMG120412-RP5 0,25 - 0,65 1,0 - 6,0 a a b c
SNMG120416-RP5 0,35 - 0,75 1,0 - 6,0 a a b c
SNMG150612-RP5 0,25 - 0,70 2,0 - 8,0 a a b c
SNMG150616-RP5 0,35 - 0,80 2,0 - 8,0 a a b c
SNMG190612-RP5 0,30 - 0,70 2,0 - 10,0 a a b c
SNMG190616-RP5 0,35 - 0,90 2,0 - 10,0 a a b c
SNMG190624-RP5 0,45 - 1,20 2,0 - 10,0 a b c
SNMG250924-RP5 0,55 - 1,20 2,5 - 12,0 a b c
TNMG160408-RP5 0,20 - 0,40 1,0 - 5,0 a a b c
TNMG160412-RP5 0,25 - 0,55 1,0 - 5,0 a a b c
TNMG220408-RP5 0,20 - 0,45 2,0 - 7,0 a a b c
TNMG220412-RP5 0,25 - 0,60 2,0 - 7,0 a a b c
TNMG220416-RP5 0,35 - 0,70 2,0 - 7,0 a a b c
TNMG270612-RP5 0,35 - 0,70 2,5 - 10,0 a b c
TNMG270616-RP5 0,35 - 0,75 2,5 - 10,0 a b c
TNMG330924-RP5 0,45 - 0,90 3,0 - 13,0 a b c
WNMG060408-RP5 0,20 - 0,40 0,8 - 4,0 a a b c
WNMG060412-RP5 0,25 - 0,50 0,8 - 4,0 a a b c
WNMG080408-RP5 0,20 - 0,40 1,0 - 6,0 a a b c
WNMG080412-RP5 0,25 - 0,60 1,0 - 6,0 a a b c
WNMG080416-RP5 0,35 - 0,70 1,0 - 6,0 a a b c
WNMG100612-RP5 0,25 - 0,60 2,0 - 8,0 a a b c
WNMG100616-RP5 0,35 - 0,70 2,0 - 8,0 a a b c
HC = metal duro com cobertura
RP5
28
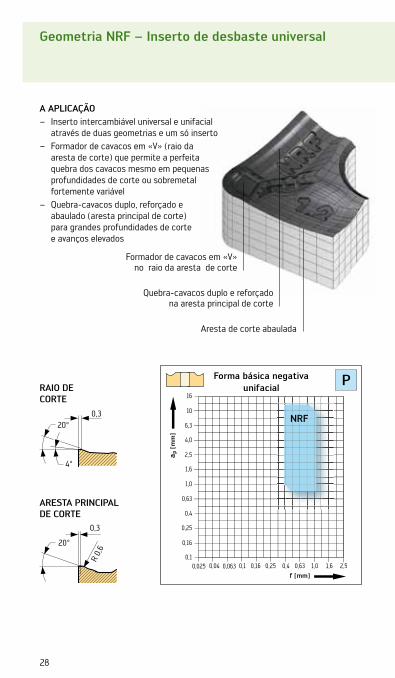
A APLICAÇÃO – Inserto intercambiável universal e unifacial
através de duas geometrias e um só inserto – Formador de cavacos em «V» (raio da
aresta de corte) que permite a perfeita quebra dos cavacos mesmo em pequenas profundidades de corte ou sobremetal fortemente variável
– Quebra-cavacos duplo, reforçado e abaulado (aresta principal de corte) para grandes profundidades de corte e avanços elevados
Geometria NRF – Inserto de desbaste universal
20°
0,3
R 0,
6
20°0,3
4°
RAIO DE CORTE
ARESTA PRINCIPAL DE CORTE
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,1
NRF
PForma básica negativa unifacial
Formador de cavacos em «V» no raio da aresta de corte
Quebra-cavacos duplo e reforçado na aresta principal de corte
Aresta de corte abaulada

Tiger·tec® Silver 29
Insertos intercambiáveis
PHC
Denominaçãof
mmap
mm WPP
05S
WPP
10S
WPP
20S
WPP
30S
CNMM120408-NRF 0,30 - 0,50 0,8 - 7,0 a b c
CNMM120412-NRF 0,35 - 0,70 1,2 - 7,0 a a b c
CNMM120416-NRF 0,40 - 0,80 1,6 - 7,0 a a b c
CNMM160612-NRF 0,35 - 0,70 1,2 - 9,0 a a b c
CNMM160616-NRF 0,40 - 0,90 1,6 - 9,0 a a b c
CNMM160624-NRF 0,45 - 1,00 2,4 - 9,0 a b c
CNMM190612-NRF 0,35 - 0,70 1,2 - 10,0 a a b c
CNMM190616-NRF 0,40 - 0,90 1,6 - 10,0 a a b c
CNMM190624-NRF 0,45 - 1,10 2,4 - 10,0 a b c
CNMM250924-NRF 0,45 - 1,20 2,4 - 12,0 b c
DNMM150608-NRF 0,25 - 0,45 0,8 - 5,0 a a b c
DNMM150612-NRF 0,30 - 0,50 1,2 - 5,0 a a b c
DNMM150616-NRF 0,35 - 0,60 1,6 - 5,0 a a b c
SNMM120408-NRF 0,30 - 0,50 0,8 - 7,0 b c
SNMM120412-NRF 0,35 - 0,70 1,2 - 7,0 a b c
SNMM120416-NRF 0,40 - 0,90 1,6 - 7,0 a b c
SNMM150612-NRF 0,35 - 0,75 1,2 - 9,0 a b c
SNMM150616-NRF 0,40 - 0,90 1,6 - 9,0 a a b c
SNMM150624-NRF 0,45 - 1,10 2,0 - 9,0 a b c
SNMM190612-NRF 0,35 - 0,75 1,2 - 10,0 a a b c
SNMM190616-NRF 0,40 - 1,00 1,6 - 10,0 a a b c
SNMM190624-NRF 0,45 - 1,20 2,0 - 10,0 a a b c
SNMM250716-NRF 0,45 - 1,00 1,6 - 12,0 b c
SNMM250724-NRF 0,55 - 1,20 2,5 - 12,0 b c
SNMM250916-NRF 0,45 - 1,00 1,6 - 12,0 a b c
SNMM250924-NRF 0,55 - 1,20 2,5 - 12,0 b c
TNMM160408-NRF 0,30 - 0,45 0,8 - 6,0 a b c
TNMM160412-NRF 0,35 - 0,50 1,2 - 6,0 a b c
TNMM220408-NRF 0,30 - 0,50 0,8 - 7,0 a b c
TNMM220412-NRF 0,35 - 0,60 1,2 - 7,0 a a b c
TNMM220416-NRF 0,40 - 0,80 1,6 - 7,0 a a b c
TNMM270612-NRF 0,35 - 0,65 1,2 - 8,0 b c
TNMM270616-NRF 0,40 - 0,85 1,6 - 8,0 b c
WNMM080412-NRF 0,35 - 0,70 1,2 - 6,0 a b c
WNMM100612-NRF 0,35 - 0,70 1,2 - 8,0 a b c
WNMM100616-NRF 0,40 - 0,90 1,6 - 8,0 a b c
HC = metal duro com cobertura
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:
NRF

30
Geometria NRR – Desbaste pesado
f [mm]
a p [
mm
]
0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,50,025
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,1
NRR
PForma básica negativa unifacial
20°
19°
0,4
0,325°
19°
RAIO DE CORTE
ARESTA PRINCIPAL DE CORTE
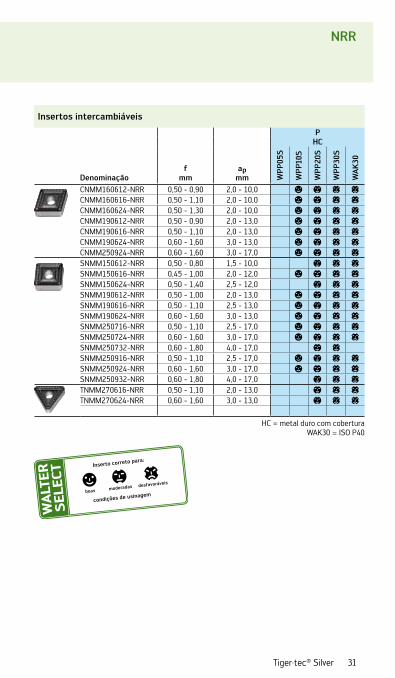
A APLICAÇÃO – Inserto intercambiável unifacial para
máximos avanços e profundidades de corte
– Design estável da aresta de corte com chanfro de proteção e aresta de corte reta para máxima estabilidade também durante a usinagem de crostas de fundição ou cascas de forjamento
Chanfro de proteção negativo – para estabilidade
Condutor de cavacos – reduz o atrito
Design reto da aresta de corte – máxima espessura do inserto
Tiger·tec® Silver 31
Insertos intercambiáveis
PHC
Denominaçãof
mmap
mm WPP
05S
WPP
10S
WPP
20S
WPP
30S
WA
K30
CNMM160612-NRR 0,50 - 0,90 2,0 - 10,0 a b c c
CNMM160616-NRR 0,50 - 1,10 2,0 - 10,0 a b c c
CNMM160624-NRR 0,50 - 1,30 2,0 - 10,0 a b c c
CNMM190612-NRR 0,50 - 0,90 2,0 - 13,0 a b c c
CNMM190616-NRR 0,50 - 1,10 2,0 - 13,0 a b c c
CNMM190624-NRR 0,60 - 1,60 3,0 - 13,0 a b c c
CNMM250924-NRR 0,60 - 1,60 3,0 - 17,0 a b c c
SNMM150612-NRR 0,50 - 0,80 1,5 - 10,0 b c c
SNMM150616-NRR 0,45 - 1,00 2,0 - 12,0 a b c c
SNMM150624-NRR 0,50 - 1,40 2,5 - 12,0 b c c
SNMM190612-NRR 0,50 - 1,00 2,0 - 13,0 a b c c
SNMM190616-NRR 0,50 - 1,10 2,5 - 13,0 a b c c
SNMM190624-NRR 0,60 - 1,60 3,0 - 13,0 a b c c
SNMM250716-NRR 0,50 - 1,10 2,5 - 17,0 a b c c
SNMM250724-NRR 0,60 - 1,60 3,0 - 17,0 a b c c
SNMM250732-NRR 0,60 - 1,80 4,0 - 17,0 b c
SNMM250916-NRR 0,50 - 1,10 2,5 - 17,0 a b c c
SNMM250924-NRR 0,60 - 1,60 3,0 - 17,0 a b c c
SNMM250932-NRR 0,60 - 1,80 4,0 - 17,0 b c c
TNMM270616-NRR 0,50 - 1,10 2,0 - 13,0 b c c
TNMM270624-NRR 0,60 - 1,60 3,0 - 13,0 b c c
HC = metal duro com coberturaWAK30 = ISO P40
NRR
boas moderadas desfavoráveis
condições de usinagem
Inserto correto para:
32
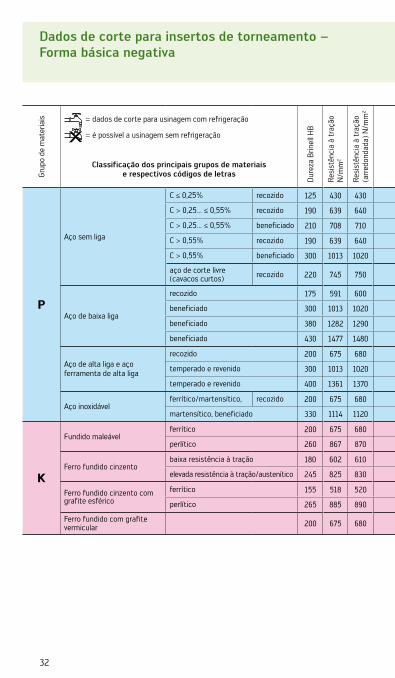
Dados de corte para insertos de torneamento – Forma básica negativa
Gru
po d
e m
ater
iais = dados de corte para usinagem com refrigeração
= é possível a usinagem sem refrigeração
Dure
za B
rinel
l HB
Resi
stên
cia
à tr
ação
N
/mm
2
Resi
stên
cia
à tr
ação
(a
rred
onda
da) N
/mm
2
Gru
po d
e us
inag
em
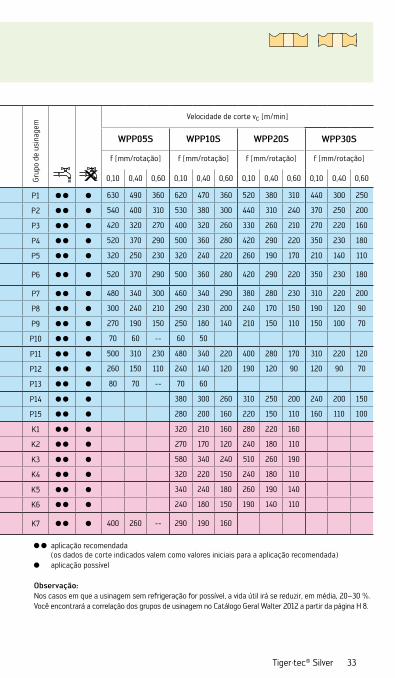
Velocidade de corte vc [m/min]
WPP05S WPP10S WPP20S WPP30S
Classificação dos principais grupos de materiais e respectivos códigos de letras
f [mm/rotação] f [mm/rotação] f [mm/rotação] f [mm/rotação]
0,10 0,40 0,60 0,10 0,40 0,60 0,10 0,40 0,60 0,10 0,40 0,60
P
Aço sem liga
C ≤ 0,25% recozido 125 430 430 P1 C C C 630 490 360 620 470 360 520 380 310 440 300 250
C > 0,25... ≤ 0,55% recozido 190 639 640 P2 C C C 540 400 310 530 380 300 440 310 240 370 250 200
C > 0,25... ≤ 0,55% beneficiado 210 708 710 P3 C C C 420 320 270 400 320 260 330 260 210 270 220 160
C > 0,55% recozido 190 639 640 P4 C C C 520 370 290 500 360 280 420 290 220 350 230 180
C > 0,55% beneficiado 300 1013 1020 P5 C C C 320 250 230 320 240 220 260 190 170 210 140 110
aço de corte livre (cavacos curtos) recozido 220 745 750 P6 C C C 520 370 290 500 360 280 420 290 220 350 230 180
Aço de baixa liga
recozido 175 591 600 P7 C C C 480 340 300 460 340 290 380 280 230 310 220 200
beneficiado 300 1013 1020 P8 C C C 300 240 210 290 230 200 240 170 150 190 120 90
beneficiado 380 1282 1290 P9 C C C 270 190 150 250 180 140 210 150 110 150 100 70
beneficiado 430 1477 1480 P10 C C C 70 60 -- 60 50
Aço de alta liga e aço ferramenta de alta liga
recozido 200 675 680 P11 C C C 500 310 230 480 340 220 400 280 170 310 220 120
temperado e revenido 300 1013 1020 P12 C C C 260 150 110 240 140 120 190 120 90 120 90 70
temperado e revenido 400 1361 1370 P13 C C C 80 70 -- 70 60
Aço inoxidável ferrítico/martensítico, recozido 200 675 680 P14 C C C 380 300 260 310 250 200 240 200 150
martensítico, beneficiado 330 1114 1120 P15 C C C 280 200 160 220 150 110 160 110 100
K
Fundido maleávelferrítico 200 675 680 K1 C C C 320 210 160 280 220 160
perlítico 260 867 870 K2 C C C 270 170 120 240 180 110
Ferro fundido cinzentobaixa resistência à tração 180 602 610 K3 C C C 580 340 240 510 260 190
elevada resistência à tração/austenítico 245 825 830 K4 C C C 320 220 150 240 180 110
Ferro fundido cinzento com grafite esférico
ferrítico 155 518 520 K5 C C C 340 240 180 260 190 140
perlítico 265 885 890 K6 C C C 240 180 150 190 140 110
Ferro fundido com grafite vermicular 200 675 680 K7 C C C 400 260 -- 290 190 160
Tiger·tec® Silver 33
Gru
po d
e m
ater
iais
Dure
za B
rinel
l HB
Resi
stên
cia
à tr
ação
N
/mm
2
Resi
stên
cia
à tr
ação
(a
rred
onda
da) N
/mm
2
Gru
po d
e us
inag
em
Velocidade de corte vc [m/min]
WPP05S WPP10S WPP20S WPP30S
Classificação dos principais grupos de materiais e respectivos códigos de letras
f [mm/rotação] f [mm/rotação] f [mm/rotação] f [mm/rotação]
0,10 0,40 0,60 0,10 0,40 0,60 0,10 0,40 0,60 0,10 0,40 0,60
P
Aço sem liga
C ≤ 0,25% recozido 125 430 430 P1 C C C 630 490 360 620 470 360 520 380 310 440 300 250
C > 0,25... ≤ 0,55% recozido 190 639 640 P2 C C C 540 400 310 530 380 300 440 310 240 370 250 200
C > 0,25... ≤ 0,55% beneficiado 210 708 710 P3 C C C 420 320 270 400 320 260 330 260 210 270 220 160
C > 0,55% recozido 190 639 640 P4 C C C 520 370 290 500 360 280 420 290 220 350 230 180
C > 0,55% beneficiado 300 1013 1020 P5 C C C 320 250 230 320 240 220 260 190 170 210 140 110
aço de corte livre (cavacos curtos) recozido 220 745 750 P6 C C C 520 370 290 500 360 280 420 290 220 350 230 180
Aço de baixa liga
recozido 175 591 600 P7 C C C 480 340 300 460 340 290 380 280 230 310 220 200
beneficiado 300 1013 1020 P8 C C C 300 240 210 290 230 200 240 170 150 190 120 90
beneficiado 380 1282 1290 P9 C C C 270 190 150 250 180 140 210 150 110 150 100 70
beneficiado 430 1477 1480 P10 C C C 70 60 -- 60 50
Aço de alta liga e aço ferramenta de alta liga
recozido 200 675 680 P11 C C C 500 310 230 480 340 220 400 280 170 310 220 120
temperado e revenido 300 1013 1020 P12 C C C 260 150 110 240 140 120 190 120 90 120 90 70
temperado e revenido 400 1361 1370 P13 C C C 80 70 -- 70 60
Aço inoxidável ferrítico/martensítico, recozido 200 675 680 P14 C C C 380 300 260 310 250 200 240 200 150
martensítico, beneficiado 330 1114 1120 P15 C C C 280 200 160 220 150 110 160 110 100
K
Fundido maleávelferrítico 200 675 680 K1 C C C 320 210 160 280 220 160
perlítico 260 867 870 K2 C C C 270 170 120 240 180 110
Ferro fundido cinzentobaixa resistência à tração 180 602 610 K3 C C C 580 340 240 510 260 190
elevada resistência à tração/austenítico 245 825 830 K4 C C C 320 220 150 240 180 110
Ferro fundido cinzento com grafite esférico
ferrítico 155 518 520 K5 C C C 340 240 180 260 190 140
perlítico 265 885 890 K6 C C C 240 180 150 190 140 110
Ferro fundido com grafite vermicular 200 675 680 K7 C C C 400 260 -- 290 190 160
C C aplicação recomendada (os dados de corte indicados valem como valores iniciais para a aplicação recomendada)C aplicação possível
Observação: Nos casos em que a usinagem sem refrigeração for possível, a vida útil irá se reduzir, em média, 20–30 %.Você encontrará a correlação dos grupos de usinagem no Catálogo Geral Walter 2012 a partir da página H 8.
34
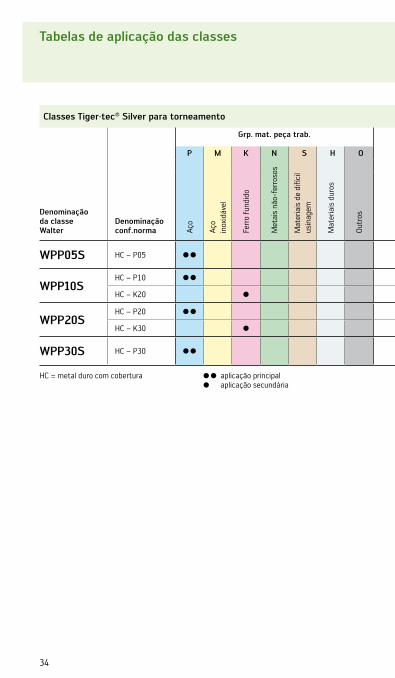
Tabelas de aplicação das classes
Classes Tiger·tec® Silver para torneamento
Denominação da classe Walter
Denominação conf.norma
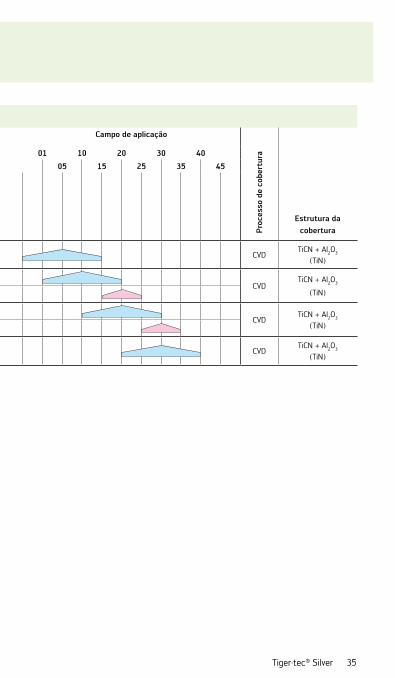
Grp. mat. peça trab. Campo de aplicação
Proc
esso
de
cobe
rtur
a
Estrutura da cobertura
P M K N S H O 01 10 20 30 40
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is d
uros
Out
ros
05 15 25 35 45
WPP05S HC – P05 C C CVDTiCN + Al2O3
(TiN)
WPP10SHC – P10 C C
CVDTiCN + Al2O3
(TiN)HC – K20 C
WPP20SHC – P20 C C
CVDTiCN + Al2O3
(TiN)HC – K30 C
WPP30S HC – P30 C C CVDTiCN + Al2O3
(TiN)
HC = metal duro com cobertura C C aplicação principalC aplicação secundária
Tiger·tec® Silver 35
Classes Tiger·tec® Silver para torneamento
Denominação da classe Walter
Denominação conf.norma
Grp. mat. peça trab. Campo de aplicação
Proc
esso
de
cobe
rtur
a
Estrutura da cobertura
P M K N S H O 01 10 20 30 40
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is d
uros
Out
ros
05 15 25 35 45
WPP05S HC – P05 C C CVDTiCN + Al2O3
(TiN)
WPP10SHC – P10 C C
CVDTiCN + Al2O3
(TiN)HC – K20 C
WPP20SHC – P20 C C
CVDTiCN + Al2O3
(TiN)HC – K30 C
WPP30S HC – P30 C C CVDTiCN + Al2O3
(TiN)
HC = metal duro com cobertura C C aplicação principalC aplicação secundária
36
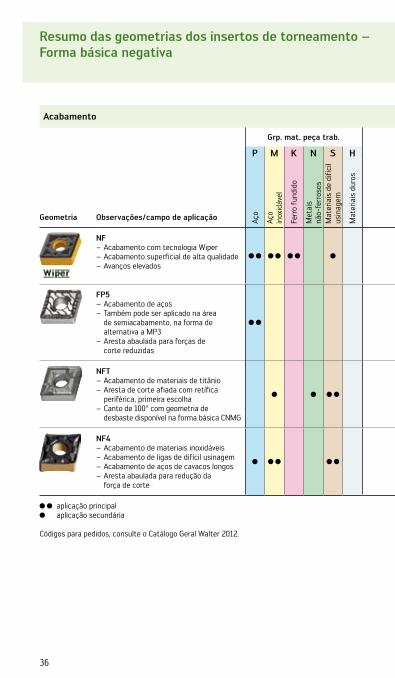
Resumo das geometrias dos insertos de torneamento – Forma básica negativa
Acabamento
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
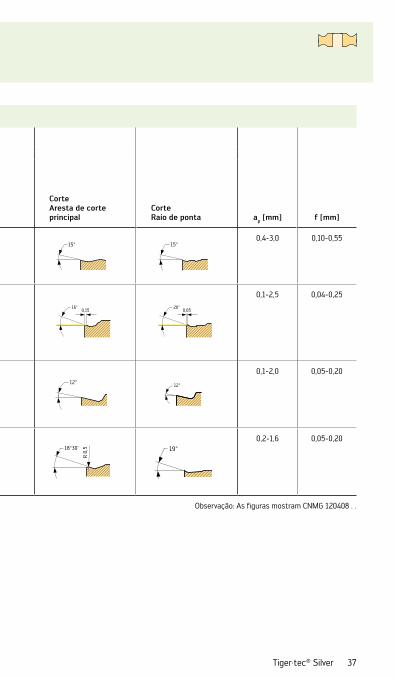
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NF – Acabamento com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C C
0,4-3,0 0,10-0,55
FP5 – Acabamento de aços – Também pode ser aplicado na área de semiacabamento, na forma de alternativa a MP3
– Aresta abaulada para forças de corte reduzidas
C C
0,1-2,5 0,04-0,25
NFT – Acabamento de materiais de titânio – Aresta de corte afiada com retífica periférica, primeira escolha
– Canto de 100° com geometria de desbaste disponível na forma básica CNMG
C C C C
0,1-2,0 0,05-0,20
NF4 – Acabamento de materiais inoxidáveis – Acabamento de ligas de difícil usinagem – Acabamento de aços de cavacos longos – Aresta abaulada para redução da força de corte
C C C C C
0,2-1,6 0,05-0,20
C C aplicação principalC aplicação secundária
Códigos para pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .
Tiger·tec® Silver 37
Acabamento
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NF – Acabamento com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C C
15° 15°0,4-3,0 0,10-0,55
FP5 – Acabamento de aços – Também pode ser aplicado na área de semiacabamento, na forma de alternativa a MP3
– Aresta abaulada para forças de corte reduzidas
C C
0,1516°
0,0520°
0,1-2,5 0,04-0,25
NFT – Acabamento de materiais de titânio – Aresta de corte afiada com retífica periférica, primeira escolha
– Canto de 100° com geometria de desbaste disponível na forma básica CNMG
C C C C
12° 12°
0,1-2,0 0,05-0,20
NF4 – Acabamento de materiais inoxidáveis – Acabamento de ligas de difícil usinagem – Acabamento de aços de cavacos longos – Aresta abaulada para redução da força de corte
C C C C C
18°30'
R 0,
5 19°
0,2-1,6 0,05-0,20
C C aplicação principalC aplicação secundária
Códigos para pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .
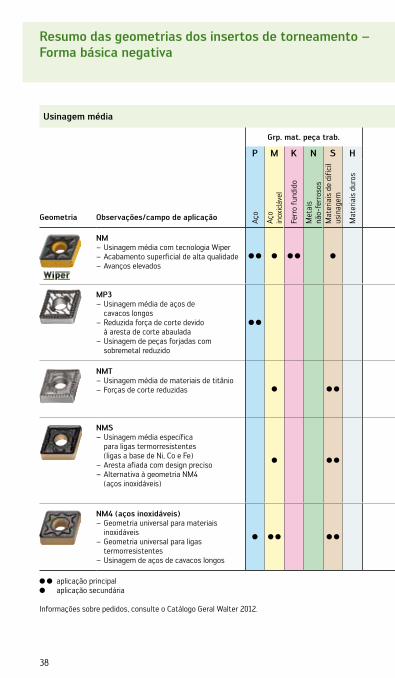
38
Usinagem média
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NM – Usinagem média com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C
0,8-4,0 0,15-0,70
MP3 – Usinagem média de aços de cavacos longos
– Reduzida força de corte devido à aresta de corte abaulada
– Usinagem de peças forjadas com sobremetal reduzido
C C
0,3-4,0 0,06-0,40
NMT – Usinagem média de materiais de titânio – Forças de corte reduzidas C C C
0,6-4,0 0,12-0,32
NMS – Usinagem média específica para ligas termorresistentes (ligas a base de Ni, Co e Fe)
– Aresta afiada com design preciso – Alternativa à geometria NM4 (aços inoxidáveis)
C C C
0,5-4,0 0,10-0,40
NM4 (aços inoxidáveis) – Geometria universal para materiais inoxidáveis
– Geometria universal para ligas termorresistentes
– Usinagem de aços de cavacos longos
C C C C C
0,5-4,5 0,10-0,40
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .
Resumo das geometrias dos insertos de torneamento – Forma básica negativa
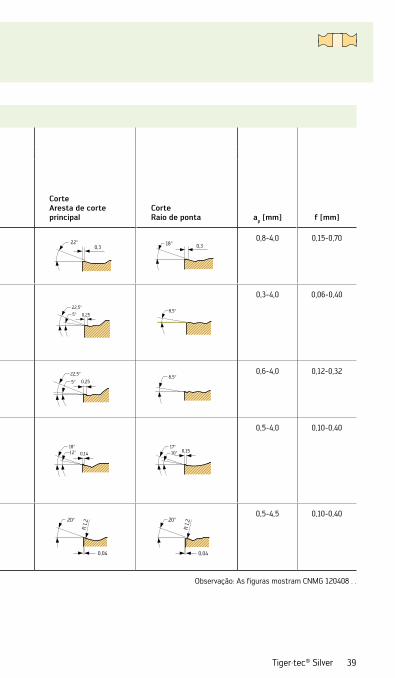
Tiger·tec® Silver 39
Usinagem média
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NM – Usinagem média com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C
22°0,3
18° 0,30,8-4,0 0,15-0,70
MP3 – Usinagem média de aços de cavacos longos
– Reduzida força de corte devido à aresta de corte abaulada
– Usinagem de peças forjadas com sobremetal reduzido
C C
22,5°
0,255°8,5°
0,3-4,0 0,06-0,40
NMT – Usinagem média de materiais de titânio – Forças de corte reduzidas C C C
22,5°
5° 0,258,5°
0,6-4,0 0,12-0,32
NMS – Usinagem média específica para ligas termorresistentes (ligas a base de Ni, Co e Fe)
– Aresta afiada com design preciso – Alternativa à geometria NM4 (aços inoxidáveis)
C C C
18°0,1412°
17°0,1510°
0,5-4,0 0,10-0,40
NM4 (aços inoxidáveis) – Geometria universal para materiais inoxidáveis
– Geometria universal para ligas termorresistentes
– Usinagem de aços de cavacos longos
C C C C C
20°
R 1,
2
0,04
20°
R 1,
2
0,04
0,5-4,5 0,10-0,40
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .
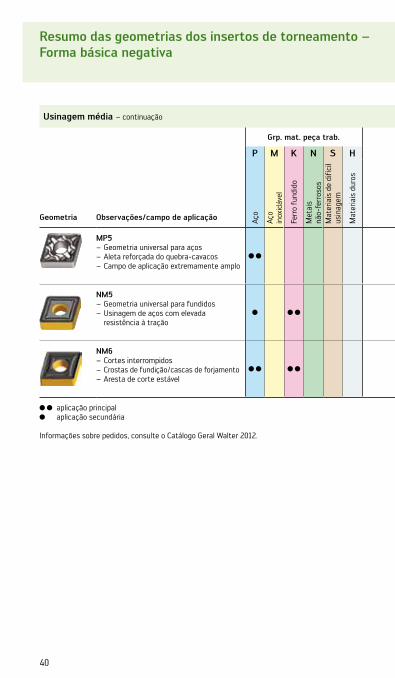
40
Usinagem média – continuação
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
MP5 – Geometria universal para aços – Aleta reforçada do quebra-cavacos – Campo de aplicação extremamente amplo
C C
0,5-8,0 0,16-0,55
NM5 – Geometria universal para fundidos – Usinagem de aços com elevada resistência à tração
C C C
0,6-8,0 0,15-0,90
NM6 – Cortes interrompidos – Crostas de fundição/cascas de forjamento – Aresta de corte estável
C C C C
0,8-8,0 0,16-0,70
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .
Resumo das geometrias dos insertos de torneamento – Forma básica negativa
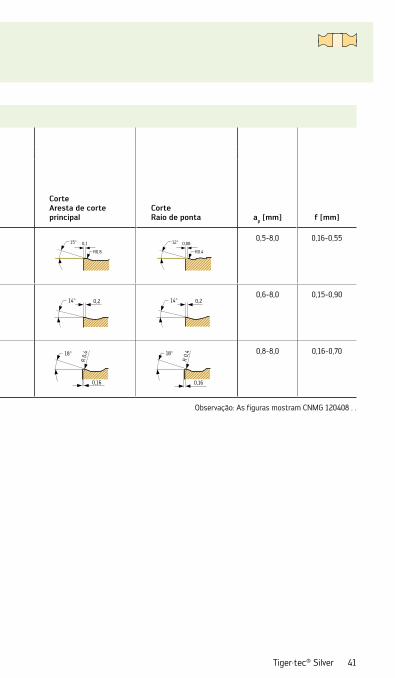
Tiger·tec® Silver 41
Usinagem média – continuação
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
MP5 – Geometria universal para aços – Aleta reforçada do quebra-cavacos – Campo de aplicação extremamente amplo
C C
0,115°
R0.8
0,0812°
R0.4
0,5-8,0 0,16-0,55
NM5 – Geometria universal para fundidos – Usinagem de aços com elevada resistência à tração
C C C
14° 0,2 14° 0,20,6-8,0 0,15-0,90
NM6 – Cortes interrompidos – Crostas de fundição/cascas de forjamento – Aresta de corte estável
C C C C
18°
R 0,
4
0,16
18°
R 0,
4
0,16
0,8-8,0 0,16-0,70
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .

42
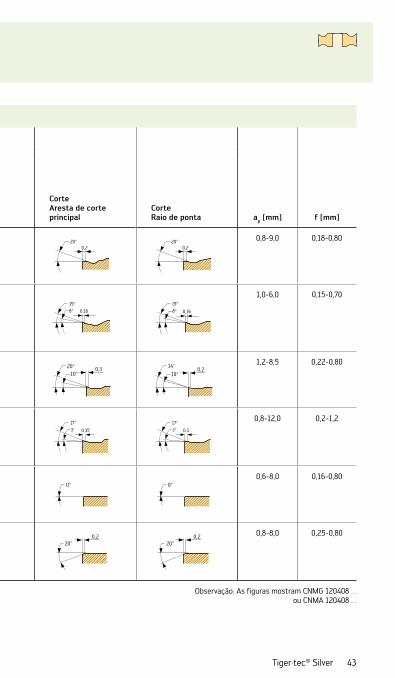
Desbaste – insertos intercambiáveis com corte em ambas as faces
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NRT – Desbaste de materiais de titânio – Aresta de corte estável com chanfro de proteção
C C
0,8-9,0 0,18-0,80
NRS – Desbaste específico para ligas termorresistentes (ligas a base de Ni, Co e Fe)
– Aresta afiada com design preciso – Alternativa à geometria NR4
C C C
1,0-6,0 0,15-0,70
NR4 – Desbaste de materiais inoxidáveis – Desbaste de ligas termorresistentes C C C C
1,2-8,5 0,22-0,80
RP5 – Desbaste de aços – Aresta de corte estável e positiva – Quebra-cavacos aberto para reduzida temperatura de usinagem
C C C
0,8-12,0 0,2-1,2
. NMA – Geometria universal para fundidos
C C
0,6-8,0 0,16-0,80
T02020 – Usinagem de ferro fundido com crosta dura – Cortes interrompidos – Usinagem de materiais endurecidos de aço
C C
0,8-8,0 0,25-0,80
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .ou CNMA 120408 . .
Resumo das geometrias dos insertos de torneamento – Forma básica negativa
Tiger·tec® Silver 43
Desbaste – insertos intercambiáveis com corte em ambas as faces
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NRT – Desbaste de materiais de titânio – Aresta de corte estável com chanfro de proteção
C C
20°0,2
20°0,2
0,8-9,0 0,18-0,80
NRS – Desbaste específico para ligas termorresistentes (ligas a base de Ni, Co e Fe)
– Aresta afiada com design preciso – Alternativa à geometria NR4
C C C
19°
0,168°19°
0,168°
1,0-6,0 0,15-0,70
NR4 – Desbaste de materiais inoxidáveis – Desbaste de ligas termorresistentes C C C C
20° 0,310°
14°
10°0,2
1,2-8,5 0,22-0,80
RP5 – Desbaste de aços – Aresta de corte estável e positiva – Quebra-cavacos aberto para reduzida temperatura de usinagem
C C C
17°
0,353°
17°
0,33°
0,8-12,0 0,2-1,2
. NMA – Geometria universal para fundidos
C C
0° 0°0,6-8,0 0,16-0,80
T02020 – Usinagem de ferro fundido com crosta dura – Cortes interrompidos – Usinagem de materiais endurecidos de aço
C C
20°0,2
20°0,2 0,8-8,0 0,25-0,80
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CNMG 120408 . .ou CNMA 120408 . .
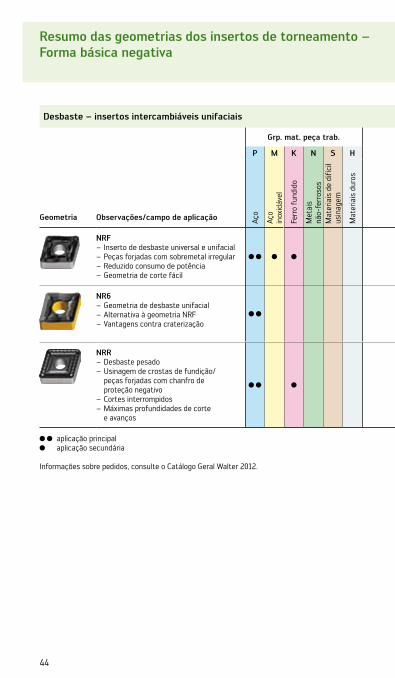
44
Desbaste – insertos intercambiáveis unifaciais
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NRF – Inserto de desbaste universal e unifacial – Peças forjadas com sobremetal irregular – Reduzido consumo de potência – Geometria de corte fácil
C C C C
0,8-12,0 0,25-1,20
NR6 – Geometria de desbaste unifacial – Alternativa à geometria NRF – Vantagens contra craterização
C C
1,5-12,0 0,35-1,40
NRR – Desbaste pesado – Usinagem de crostas de fundição/ peças forjadas com chanfro de proteção negativo
– Cortes interrompidos – Máximas profundidades de corte e avanços
C C C
2,0-17,0 0,50-1,80
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram SNMM 190616 . .
Resumo das geometrias dos insertos de torneamento – Forma básica negativa
Tiger·tec® Silver 45
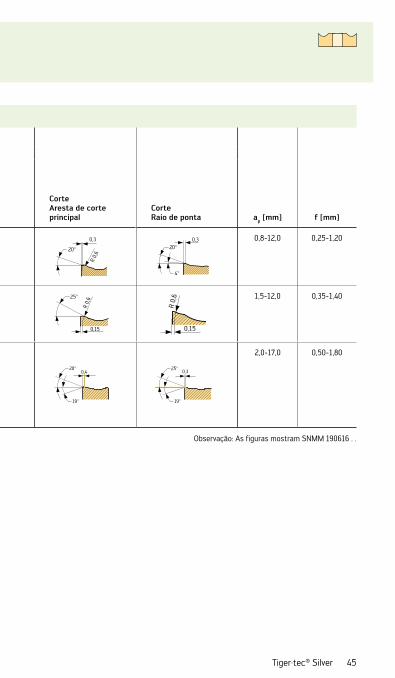
Desbaste – insertos intercambiáveis unifaciais
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
NRF – Inserto de desbaste universal e unifacial – Peças forjadas com sobremetal irregular – Reduzido consumo de potência – Geometria de corte fácil
C C C C
20°
0,3
R 0,
6
20°0,3
4°
0,8-12,0 0,25-1,20
NR6 – Geometria de desbaste unifacial – Alternativa à geometria NRF – Vantagens contra craterização
C C
25°
R 0,
6
0,15
R 0,
6
0,15
1,5-12,0 0,35-1,40
NRR – Desbaste pesado – Usinagem de crostas de fundição/ peças forjadas com chanfro de proteção negativo
– Cortes interrompidos – Máximas profundidades de corte e avanços
C C C
20°
19°
0,4 0,325°
19°
2,0-17,0 0,50-1,80
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram SNMM 190616 . .
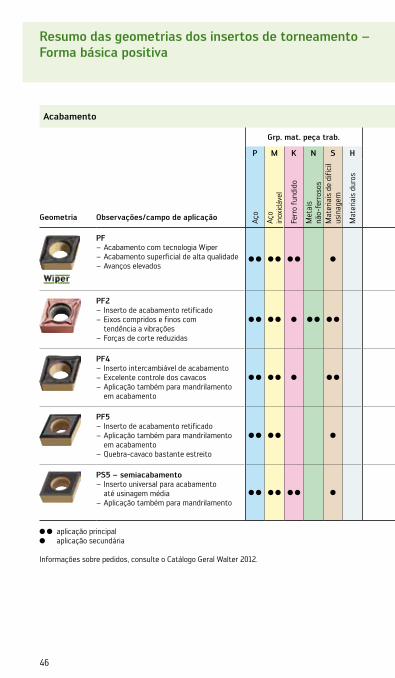
46
Acabamento
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
PF – Acabamento com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C C
0,30-3,0 0,12-0,60
PF2 – Inserto de acabamento retificado – Eixos compridos e finos com tendência a vibrações
– Forças de corte reduzidas
C C C C C C C C C
0,12-4,5 0,02-0,45
PF4 – Inserto intercambiável de acabamento – Excelente controle dos cavacos – Aplicação também para mandrilamento em acabamento
C C C C C C C
0,1-5,0 0,04-0,40
PF5 – Inserto de acabamento retificado – Aplicação também para mandrilamento em acabamento
– Quebra-cavaco bastante estreito
C C C C C
0,1-4,0 0,04-0,35
PS5 – semiacabamento – Inserto universal para acabamento até usinagem média
– Aplicação também para mandrilamentoC C C C C C C
0,3-2,5 0,08-0,32
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CCMT 09T308 . . ou CCGT 09T308 . .
Resumo das geometrias dos insertos de torneamento – Forma básica positiva

Tiger·tec® Silver 47
Acabamento
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
PF – Acabamento com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C C
15°0,05
15°0,05
0,30-3,0 0,12-0,60
PF2 – Inserto de acabamento retificado – Eixos compridos e finos com tendência a vibrações
– Forças de corte reduzidas
C C C C C C C C C
18° 18°0,12-4,5 0,02-0,45
PF4 – Inserto intercambiável de acabamento – Excelente controle dos cavacos – Aplicação também para mandrilamento em acabamento
C C C C C C C6°
20° 0,1-5,0 0,04-0,40
PF5 – Inserto de acabamento retificado – Aplicação também para mandrilamento em acabamento
– Quebra-cavaco bastante estreito
C C C C C
17° 17°0,1-4,0 0,04-0,35
PS5 – semiacabamento – Inserto universal para acabamento até usinagem média
– Aplicação também para mandrilamentoC C C C C C C
12° 0,1 12° 0,10,3-2,5 0,08-0,32
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CCMT 09T308 . . ou CCGT 09T308 . .
48
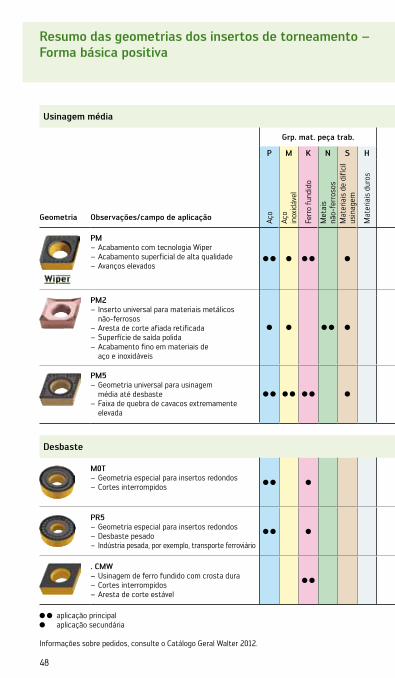
Usinagem média
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
PM – Acabamento com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C
0,5-4,0 0,12-0,60
PM2 – Inserto universal para materiais metálicos não-ferrosos
– Aresta de corte afiada retificada – Superfície de saída polida – Acabamento fino em materiais de aço e inoxidáveis
C C C C C
0,5-6,0 0,02-0,80
PM5 – Geometria universal para usinagem média até desbaste
– Faixa de quebra de cavacos extremamente elevada
C C C C C C C
0,6-5,0 0,12-0,50
Desbaste
M0T – Geometria especial para insertos redondos – Cortes interrompidos C C C
1,0-11,0 0,12-1,3
PR5 – Geometria especial para insertos redondos – Desbaste pesado – Indústria pesada, por exemplo, transporte ferroviário
C C C
1,0-15,0 0,20-1,7
. CMW – Usinagem de ferro fundido com crosta dura – Cortes interrompidos – Aresta de corte estável
C C
0,2-0,6 0,12-0,50
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CCMT 09T308 . . , CCGT 09T308 . . CCMW 09T308 . . ou RCM . 2006 . .
Resumo das geometrias dos insertos de torneamento – Forma básica positiva
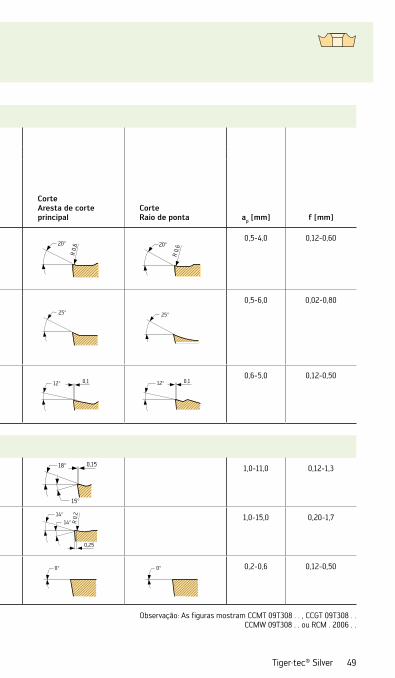
Usinagem média
Geometria Observações/campo de aplicação
Grp. mat. peça trab.
CorteAresta de corte principal
CorteRaio de ponta ap [mm] f [mm]
P M K N S H
Aço
Aço
in
oxid
ável
Ferr
o fu
ndid
o
Met
ais
nã
o-fe
rros
osM
ater
iais
de
difíc
il us
inag
em
Mat
eria
is d
uros
PM – Acabamento com tecnologia Wiper – Acabamento superficial de alta qualidade – Avanços elevados
C C C C C C
20°
R 0,
6 20°
R 0,
6
0,5-4,0 0,12-0,60
PM2 – Inserto universal para materiais metálicos não-ferrosos
– Aresta de corte afiada retificada – Superfície de saída polida – Acabamento fino em materiais de aço e inoxidáveis
C C C C C
25° 25°
0,5-6,0 0,02-0,80
PM5 – Geometria universal para usinagem média até desbaste
– Faixa de quebra de cavacos extremamente elevada
C C C C C C C
12° 0,1 12° 0,10,6-5,0 0,12-0,50
Desbaste
M0T – Geometria especial para insertos redondos – Cortes interrompidos C C C
18° 0,15
15°
1,0-11,0 0,12-1,3
PR5 – Geometria especial para insertos redondos – Desbaste pesado – Indústria pesada, por exemplo, transporte ferroviário
C C C
14°14° R
0,2
0,25
1,0-15,0 0,20-1,7
. CMW – Usinagem de ferro fundido com crosta dura – Cortes interrompidos – Aresta de corte estável
C C
0° 0° 0,2-0,6 0,12-0,50
C C aplicação principalC aplicação secundária
Informações sobre pedidos, consulte o Catálogo Geral Walter 2012.
Observação: As figuras mostram CCMT 09T308 . . , CCGT 09T308 . . CCMW 09T308 . . ou RCM . 2006 . .
Tiger·tec® Silver 49
50
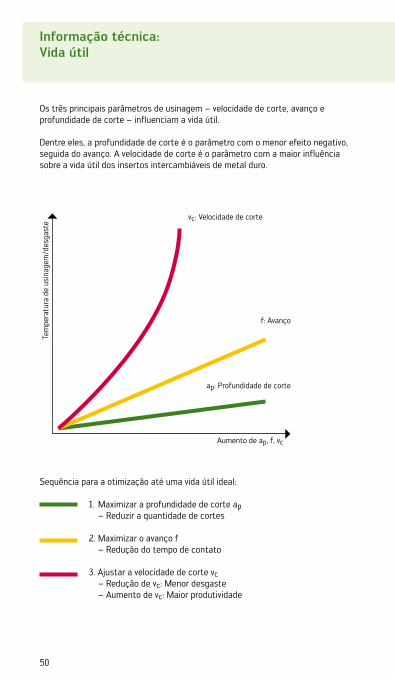
Informação técnica: Vida útil
Os três principais parâmetros de usinagem – velocidade de corte, avanço e profundidade de corte – influenciam a vida útil.
Dentre eles, a profundidade de corte é o parâmetro com o menor efeito negativo, seguida do avanço. A velocidade de corte é o parâmetro com a maior influência sobre a vida útil dos insertos intercambiáveis de metal duro.
Tem
pera
tura
de
usin
agem
/des
gast
e
Aumento de ap, f, vc
vc: Velocidade de corte
ap: Profundidade de corte
f: Avanço
1. Maximizar a profundidade de corte ap – Reduzir a quantidade de cortes
2. Maximizar o avanço f – Redução do tempo de contato
3. Ajustar a velocidade de corte vc – Redução de vc: Menor desgaste – Aumento de vc: Maior produtividade
Sequência para a otimização até uma vida útil ideal:

Tiger·tec® Silver 51
Informação técnica: Acabamento superficial
ap
R fRa
95° 80°
r
R Valores teóricos de Ra/Rz em função do avanço e do raio de ponta
Raio de ponta
mm
Inserto inter-
cambiável redondo
Ø mm
Ra/Rz em µm
0,4/1,6 1,6/6,3 3,2/12,5 6,3/25 8/32 32/100
Avanço f em mm
0,2 0,05 0,08 0,13
0,4 0,07 0,11 0,17 0,22
0,8 0,10 0,15 0,24 0,30 0,38
1,2 0,19 0,29 0,37 0,47
1,6 0,34 0,43 0,54 1,08
2,4 0,42 0,53 0,66 1,32
6 0,20 0,31 0,49 0,62
8 0,23 0,36 0,56 0,72
10 0,25 0,40 0,63 0,80 1,00
12 0,44 0,69 0,88 1,10
16 0,51 0,80 1,01 1,26 2,54
20 0,89 1,13 1,42 2,94
25 1,26 1,58 3,33
ACABAMENTOS SUPERFICIAIS QUE PODEM SER OBTIDOS COM RAIO STANDARD Selecione o maior raio de ponta possível levando em conta o contorno da peça, a rigidez do sistema e o controle dos cavacos. Quanto maior o raio de ponta, melhor será o acabamento superficial que pode ser atingido.
Rugosidade-profundidade do perfil
Rmáx = f2 x 1000 [µm]
8 x r
OPERAÇÃO DE ACABAMENTO STANDARD
52
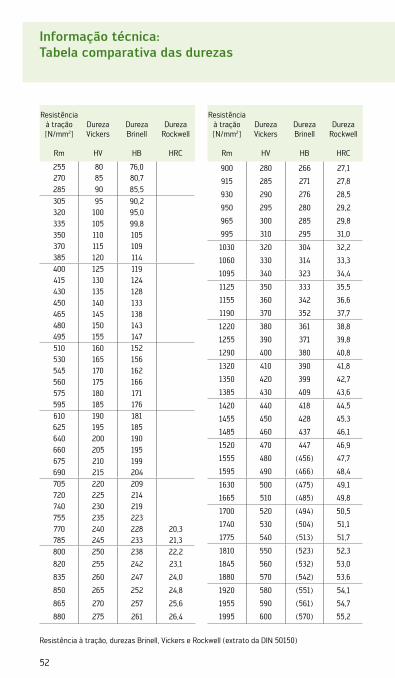
Informação técnica: Tabela comparativa das durezas
Resistência à tração [N/mm2]
Rm
Dureza Vickers
HV
Dureza Brinell
HB
Dureza Rockwell
HRC
255 80 76,0270 85 80,7285 90 85,5305 95 90,2320 100 95,0335 105 99,8350 110 105370 115 109385 120 114400 125 119415 130 124430 135 128450 140 133465 145 138480 150 143495 155 147510 160 152530 165 156545 170 162560 175 166575 180 171595 185 176610 190 181625 195 185640 200 190660 205 195675 210 199690 215 204705 220 209720 225 214740 230 219755 235 223770 240 228 20,3785 245 233 21,3800 250 238 22,2
820 255 242 23,1
835 260 247 24,0
850 265 252 24,8
865 270 257 25,6
880 275 261 26,4
Resistência à tração [N/mm2]
Rm
Dureza Vickers
HV
Dureza Brinell
HB
Dureza Rockwell
HRC
900 280 266 27,1
915 285 271 27,8
930 290 276 28,5
950 295 280 29,2
965 300 285 29,8
995 310 295 31,0
1030 320 304 32,2
1060 330 314 33,3
1095 340 323 34,4
1125 350 333 35,5
1155 360 342 36,6
1190 370 352 37,7
1220 380 361 38,8
1255 390 371 39,8
1290 400 380 40,8
1320 410 390 41,8
1350 420 399 42,7
1385 430 409 43,6
1420 440 418 44,5
1455 450 428 45,3
1485 460 437 46,1
1520 470 447 46,9
1555 480 (456) 47,7
1595 490 (466) 48,4
1630 500 (475) 49,1
1665 510 (485) 49,8
1700 520 (494) 50,5
1740 530 (504) 51,1
1775 540 (513) 51,7
1810 550 (523) 52,3
1845 560 (532) 53,0
1880 570 (542) 53,6
1920 580 (551) 54,1
1955 590 (561) 54,7
1995 600 (570) 55,2
Resistência à tração, durezas Brinell, Vickers e Rockwell (extrato da DIN 50150)

Tiger·tec® Silver 53
Informação técnica: Fórmula de cálculo para o torneamento
Resistência à tração [N/mm2]
Rm
Dureza Vickers
HV
Dureza Brinell
HB
Dureza Rockwell
HRC
2030 610 (580) 55,7
2070 620 (589) 56,3
2105 630 (599) 56,8
2145 640 (608) 57,3
2180 650 (618) 57,8
660 58,3
670 58,8
680 59,2
690 59,7
700 60,1
720 61,0
740 61,8
760 62,5
780 63,3
800 64,0
820 64,7
840 65,3
860 65,9
880 66,4
900 67,0
920 67,5
940 68,0
Resistência à tração N/mm2 Rm
Dureza Vickers Pirâmide de diamante 136°Força de ensaio F ≥ 98 N
HV
Dureza Brinell Calculada a partir de: HB = 0,95 x HV
0,102 x F/D2 = 30 N/mm2
F = força de ensaio em ND = diâmetro da esfera em mm
HB
Dureza Rockwell C Cone de diamante 120°Força total de ensaio 1471 ± 9 N
HRC
Rotação
Tempo de corte
Volume de remoção de cavacos
Velocidade de corte
n Rotação min-1
Dc Diâmetro de corte mmvc Velocidade de corte m/minvf Velocidade do avanço mm/minf Avanço por rotação mmap Profundidade de corte mmth Tempo de corte minlm Comprimento de usinagem mm
As conversões dos valores de dureza conforme esta tabela de conversão são apenas aproxi-madas. Consulte a DIN 50150.
n = vc x 1000
[min-1] Dc x π
vc = Dc x π x n
[m/min] 1000
th = lm
[min] f x n
Q = vc x ap x f [cm3/min]
54
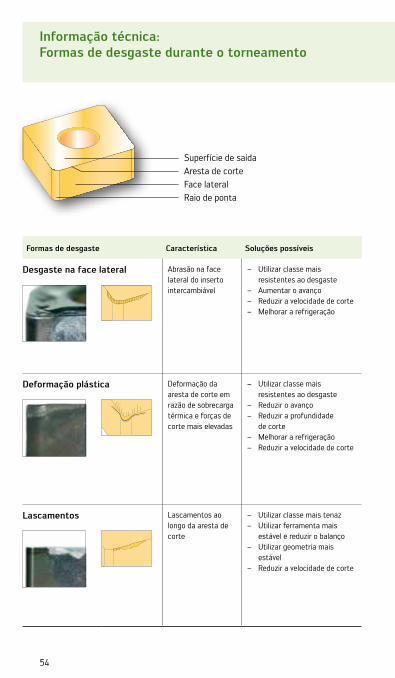
Informação técnica: Formas de desgaste durante o torneamento
Raio de pontaFace lateral
Superfície de saídaAresta de corte
Formas de desgaste Característica Soluções possíveis
Desgaste na face lateral Abrasão na face lateral do inserto intercambiável
– Utilizar classe mais resistentes ao desgaste
– Aumentar o avanço – Reduzir a velocidade de corte – Melhorar a refrigeração
Deformação plástica Deformação da aresta de corte em razão de sobrecarga térmica e forças de corte mais elevadas
– Utilizar classe mais resistentes ao desgaste
– Reduzir o avanço – Reduzir a profundidade
de corte – Melhorar a refrigeração – Reduzir a velocidade de corte
Lascamentos Lascamentos ao longo da aresta de corte
– Utilizar classe mais tenaz – Utilizar ferramenta mais
estável e reduzir o balanço – Utilizar geometria mais
estável – Reduzir a velocidade de corte
Tiger·tec® Silver 55
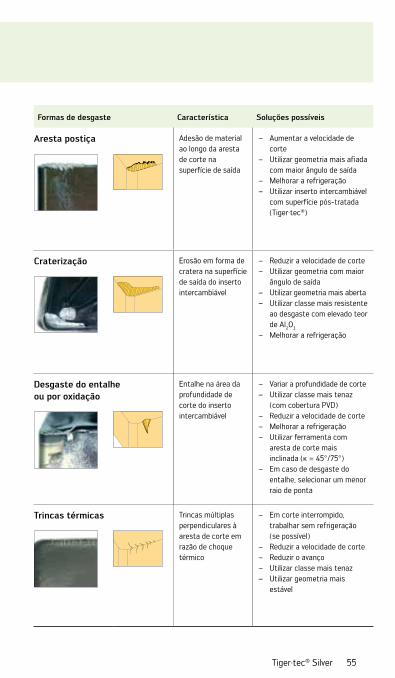
Formas de desgaste Característica Soluções possíveis
Aresta postiça Adesão de material ao longo da aresta de corte na superfície de saída
– Aumentar a velocidade de corte
– Utilizar geometria mais afiada com maior ângulo de saída
– Melhorar a refrigeração – Utilizar inserto intercambiável
com superfície pós-tratada (Tiger·tec®)
Craterização Erosão em forma de cratera na superfície de saída do inserto intercambiável
– Reduzir a velocidade de corte – Utilizar geometria com maior
ângulo de saída – Utilizar geometria mais aberta – Utilizar classe mais resistente
ao desgaste com elevado teor de Al2O3
– Melhorar a refrigeração
Desgaste do entalhe ou por oxidação
Entalhe na área da profundidade de corte do inserto intercambiável
– Variar a profundidade de corte – Utilizar classe mais tenaz
(com cobertura PVD) – Reduzir a velocidade de corte – Melhorar a refrigeração – Utilizar ferramenta com
aresta de corte mais inclinada (κ = 45°/75°)
– Em caso de desgaste do entalhe, selecionar um menor raio de ponta
Trincas térmicas Trincas múltiplas perpendiculares à aresta de corte em razão de choque térmico
– Em corte interrompido, trabalhar sem refrigeração (se possível)
– Reduzir a velocidade de corte – Reduzir o avanço – Utilizar classe mais tenaz – Utilizar geometria mais
estável
56
Notas
Até
75 % de aumento
da capacidade

Walter do Brasil Ltda.Sorocaba – SP, Brasil+55 15 32245700, [email protected] Walter Tools Ibérica S.A.U.El Prat de Llobregat, España+34 (0) 934 796760, [email protected]
Impr
esso
na
Alem
anha
623
464
7 (0
3/20
12) P
T
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Alemanha www.walter-tools.com www.facebook.com/waltertools www.youtube.com/waltertools
Recommended

















![CATÁLOGO GERAL C005Z; INSERTOS DE TORNEAMENTO · identificaÇÃo a002 neg insertos de torneamento [negativo] ... aplicaÇÃo de classes e quebra-cavacos para torneamento ... sistema](https://img.document.onl/doc/110x75/5c5df38a09d3f28e068b739a/catalogo-geral-c005z-insertos-de-torneamento-identificacao-a002-neg-insertos.jpg)