Embed Size (px)
DESCRIPTION
Sistema de Automação Industrial para Separação de Componentes, metálicos ou não. utlizando um plc Siemens 7200
Citation preview

0
Escola de Engenharia
Departamento de Produção e Sistemas
Mestrado em Engenharia de Sistemas
Sistemas Automáticos de Produção
“Sistema de Separação Automática de Componentes”
André Parra a49354 João Mortágua pg23571
Jorge Lima a49325 Washington Peroni e4999
Rui Sousa Braga, Abril de 2013

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
1
Índice
1 Introdução ......................................................... 2
2 Análise do Sistema ............................................. 4
2.1 .. Identificação de sensores e acionadores ...................... 4
2.2 .. Alocação E/S no PLC 4
3 Especificação do Programa ................................ 5
3.1 .. Diagrama de Estados – Funcionamento Simples........... 5
3.2 .. Diagrama de Estado – Débito Máximo ......................... 6
4 Conclusão .......................................................... 8

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
2
1 Introdução Para este trabalho prático no âmbito da cadeira de Sistemas Automáticos de Produção, é-nos pedido para desenvolver um Sistema de Separação de Componentes.
Para tal, pretende-se que seja programado um PLC (“Programmable Logic Controller”), no caso, um S7-200 CPU222, em linguagem Ladder. Iremos utilizar o programa SIMATIC STEP 7-Micro/WIN para fazer o programa de monitorização e controlo que depois irá ser enviado para o PLC.
Figura 1 - Arquitetura típica de um PLC
Na figura é mostrada a arquitetura típica de um PLC, em que, do lado esquerdo, estão situados os sensores (entradas digitais com endereços de I0.0 a I0.7) e, do lado direito na interface de saída, estão situados os acionadores (saídas digitais Q0.0 a Q0.5). Portanto, o PLC recebe o programa que é enviado de um computador através da porta de comunicações, este programa é guardado na memória e quando for posto em modo “RUN”, o PLC executa o programa.
O programa que pretendemos desenvolver deve monitorizar e controlar o sistema de separação automática de componentes, já anteriormente referido.

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
3
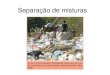
Figura 2 - Sistema de separação automática de componentes
O sistema é alimentado com peças plásticas e metálicas, no alimentador de componentes, e, ao caírem para a mesa, ativam um sensor: o capacitivo – no caso de detetar plástico – e o indutivo – no caso de detetar metal. Após a sua deteção, o Cilindro Pneumático 1 empurra a peça para o tapete rolante e, dependendo do tipo, este é separado para o respetivo contentor. Caso haja algum erro nos sensores, a peça irá para um contentor de segurança. Inicialmente, será desenvolvido um programa que faça o requisitado; fá-lo com bastante segurança mas pouca eficiência. Posteriormente, quando estivermos mais familiarizados com a ferramenta e com a problemática, tentaremos desenvolver uma ferramenta que se prove, para além de segura (ou seja, capaz de se fazer a separação sem erros) também eficiente (isto é, que faça essa separação com a menor perda de tempo possível).

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
4
2 Análise do Sistema Serve esta secção para descrever a análise que foi feita do sistema.
2.1 Identificação de sensores e acionadores Foi feita a análise do sistema e procedeu-se à identificação dos sensores e acionadores.
Sensores:
- Botão Operação – I0.0
- Sensor Indutivo – I0.1
- Sensor Capacitivo – I0.2
Acionadores:
- Led “Normal” - Q0.0
- Led “Erro” – Q0.1
- Eletroválvula 1 - Q0.2
- Eletroválvula 2 - Q0.3
- Eletroválvula 3 - Q0.4
- Motor do tapete rolante – Q 0.5
2.2 Alocação E/S no PLC

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
5
3 Especificação do Programa Nesta secção, é feita a especificação do programa, através da sua representação em diagramas de estado. Como afirmado na introdução, primeiro fizemos um diagrama de estado mais simples, mas que cumprisse os requisitos, e, depois disso, fizemos um mais complexo, que se pretende que seja tão eficiente quanto possível.
3.1 Diagrama de Estados – Funcionamento Simples Nesta versão limitamo-nos simplesmente a garantir que as peças sejam separadas corretamente, sendo estas separadas uma de cada vez.
Figura 3 - Diagrama de Estados - Funcionamento Simples

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
6
3.2 Diagrama de Estado – Débito Máximo Na versão mais complexa, para além de assegurar a separação correta das peças, também tivemos como objetivo maximizar o débito de separação das peças.
Para isso fizemos dois diagramas:
O da figura 4, onde nos limitámos a enviar as peças todas seguidas para o tapete rolante indicando de que peça se trata, sendo que, no caso de aparecer a primeira peça metálica, será aberto o encaminhador para desviar a peça para o contentor respetivo. Além do envio das peças para o tapete, neste diagrama representamos também a parte respetiva ao tratamento dos dois tipos de erros, assim como a parte em que se desliga o sistema.
Figura 4 - Funcionamento do Alimentador de Peças e Tratamento de Erros

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
7
Quanto ao segundo diagrama representado na figura 5, será processada a parte relativa à separação correta das peças de plástico, que será o aspecto crítico da separação das peças. Como as peças estão mecanicamente limitadas a um intervalo de 1.2 segundos no tapete rolante por causa da acção do cilindro pneumático 1, só nos teremos de preocupar em colocar o encaminhador das peças de plástico no momento correto na sua posição.
Nestes diagramas utilizamos ainda as seguintes flags:
Plástico (M2.0) – indica que está um objeto de plástico no tapete rolante
Metal (M2.1) – indica que está um objeto metálico no tapete rolante
Figure 5 - Separação de Peças de Plástico

UMinho 2013 SAP “Sistema de Separação Automática de Componentes” (André, João, Jorge, Washington)
8
4 Conclusão Como já foi indicado, desenvolvemos, em primeiro lugar, um sistema mais simples, onde se procurou apenas garantir a separação correta das peças. Deste modo, isto permitiu-nos compreender melhor o problema e levou-nos a investigar em que áreas seria possível melhorar a eficiência do sistema. Assim, desenvolvemos um sistema mais complexo que permitirá um máximo débito de peças separadas.
Mas, mesmo partindo do sistema mais simples, deparámo-nos com um problema do qual não estávamos à espera, pois na versão mais simples fizemos um único diagrama de estados que nos servia perfeitamente para modelar o sistema, mas na versão mais complexa verificámos que é muito difícil controlar os tempos da forma mais eficiente possível, garantindo o débito máximo num único diagrama. Assim, decidimos modelar o sistema em dois diagramas de estado: um diagrama em que nos limitamos a lidar com a parte do envio de peças para o tapete, assim como o tratamento do caso dos erros, e outro diagrama onde conseguimos controlar corretamente os momentos em que o encaminhador de separação de plásticos deve ser accionado e deve ser recolhido.
Verificamos que a modelação dos sistemas nos diagramas de estados é muito útil e pois permite-nos representar pormenorizadamente os sistema e, depois, facilita-nos a implementação na linguagem ladder. No entanto, enquanto que na versão mais simples conseguimos testar e verificar que funciona corretamente no PLC, na versão mais complexa, em que tentámos maximizar o débito, não pudemos testar devidamente no PLC, não conseguindo, deste modo, assegurar o seu correto funcionamento.