Embed Size (px)
Citation preview
PGMEC PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
ANÁLISE EXPERIMENTAL DE JUNTAS
METAL-BORRACHA EM DIFERENTES
TEMPERATURAS
GLEIVERSON ALMEIDA MORETE
MAIO DE 2014

GLEIVERSON ALMEIDA MORETE ANÁLISE EXPERIMENTAL DE JUNTAS METAL-BORRACHA
EM DIFERENTES TEMPERATURAS
Dissertação de Mestrado apresentada ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenhar ia Mecânica
da UFF como parte dos requis itos para a
obtenção do t ítu lo de Mestre em Ciências em
Engenhar ia Mecânica
Orientador: João Marciano Laredo dos Reis (PGMEC/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 13 DE MAIO DE 2014

ANÁLISE EXPERIMENTAL DE JUNTAS METAL-BORRACHA
EM DIFERENTES TEMPERATURAS
Esta Tese é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Mecânica dos Sólidos
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Prof. João Marciano Laredo dos Reis (Ph.D.) Universidade Federal Fluminense
(Orientador)
Prof. Heraldo Silva da Costa Mattos (D.Sc.) Universidade Federal Fluminense
Prof. Silvio Romero de Barros (D.Sc.) Centro Federal de Educação Tecnológica Celso Suckow da Fonseca
(CEFET/RJ)

Aos meus pais, a minha amada esposa e ao Simon.

Agradecimentos
Em primeiro lugar e acima de tudo, quero agradecer a Deus por me abençoar mais
uma vez e fazer alcançar lugares que um dia pareciam impossíveis.
Agradeço a Thatiana Schaffer de Souza Morete, minha amada esposa por sempre
me incentivar e estar ao meu lado em todos os momentos, pelas alegrias que sempre me
traz e por ter dado um novo sentido a minha vida.
Agradeço aos meus pais por sempre me incentivarem a estudar e nunca pouparam
esforço para isto. Sem eles jamais teria chegado até aqui.
Agradeço ao meu orientador João Reis pela confiança e por todo apoio e instruções
que recebi.
Agradeço aos fornecedores Gustavo Teixeira e Helbio Cardozo por todo o material
de testes disponibilizados e pelas referências comerciais.
Agradeço a todos os amigos que tenho na empresa Vale. Sem o apoio dos
colaboradores desta empresa, este mestrado jamais teria sido possível. Destaco em especial
os nomes de Alexandre Carneiro, Itamar Ribeiro, Luis Claudio Rangel e João Paulo
Gonçalves.
Enfim, obrigado a todos que de alguma forma contribuíram para chegar a este
momento.

RESUMO
Artefatos fabricados com borrachas vulcanizadas estão presentes nos mais diversos
campos da indústria e com as mais variadas aplicações possíveis. Desde o setor alimentício,
passando pelo setor de petróleo, automobilístico, vestuário, mineração etc, devido a sua
facilidade em se obter a forma geométrica desejada e excelentes propriedades mecânicas.
Este trabalho foi motivado a partir de uma necessidade encontrada no setor de
mineração. Para se transportar o minério produzido, utilizam-se, entre outros equipamentos,
correias transportadoras. Correias transportadoras por sua vez são formadas por diversos
subconjuntos mecânicos, entre os quais se encontram os acionamentos, a correia, rolos e os
tambores. Estes tambores são feitos de aço e revestidos com borracha. Devido às altas
cargas aos quais são submetidos, muitas vezes estes revestimentos têm o desempenho
abaixo do esperado, gerando altos custos e perda de produção.
O objetivo deste trabalho é estudar dois métodos utilizados para se criar uma adesão
metal-borracha. A adesão a quente consiste em vulcanizar a borracha diretamente sobre a
estrutura do tambor, criando assim uma adesão metal-borracha. A Adesão a frio consiste
criar a adesão metal-borracha utilizando-se uma borracha já vulcanizada colada com
adesivo polimérico ao substrato de metal. Para o desenvolvimento dos testes, utilizou-se
como base, entre outras literaturas, a norma ASTM D-429. Os testes foram realizados nas
seguintes temperaturas 20°C, 50°C, 80°C e 110°C.
Os resultados obtidos mostram que o comportamento dos diferentes tipos de adesão,
de um modo geral, são similares. Todavia, as adesões conseguidas pelos processos de
adesão a quente são muito superiores aos ensaios de adesão a frio.
Palavras Chaves: adesão metal-borracha, ensaio peel, temperatura

ABSTRACT
Artifacts made of vulcanized rubbers are present in various fields of industry and
the are various possible applications. From the food industry, through the oil, automobile,
clothing, mining etc, due to its ease in obtaining the desired geometric shape and excellent
mechanical properties.
This paper was motivated from a need found in the mining sector. To transport the
ore produced, are used, among other equipment, conveyor belts. Conveyor belts are in turn
formed by various mechanical subassemblies, which are between the drives, belt rollers and
pulleys. These pulleys are made of steel and coated with rubber. Due to high loads to which
they are subjected, often these coatings have underperformed, generating high costs and
loss of production.
The objective of this study is analyzing two ways to create a metal-rubber adhesion.
The hot adhesion consists of hot vulcanizing rubber directly on the drum, thus creating a
metal-rubber adhesion. The cold adhesion consists in create the rubber-metal adhesion
using an already vulcanized rubber joined by an polymer adhesive to the metal substrate.
For the development of tests was used as basis, among other literatures ASTM D-429. The
tests were conducted by varying the temperature at 20°C, 50°C, 80°C and 110°C.
The results show that the behavior of different types of adhesion, in general, are
similar. However, the adhesion obtained by the processes of hot adhesion are far superior to
cold adhesion.
Keys Words: metal to rubber adhesion, peel, temperature
Lista de Figuras
Figura 1 - Layout de um transportador de correia - (NBR13861, 1996) .............................. 5 Figura 2 - Embarque de minério de ferro feito através de correia transportadora (arquivo pessoal do autor) ................................................................................................................ 7 Figura 3 - Tambor. Lado esquerdo sem revestimento (arquivo pessoal do autor). ............... 7 Figura 4 - Falha no tambor causando efeito faca e vindo a rasgar uma correia (arquivo pessoal do autor). ............................................................................................................... 9 Figura 5 - Termografia realizada em um tambor revestido com borracha. Pela figura é possível ver que a temperatura na superfície do tambor variou entre 36°C e 43°C. Temperatura ambiente: 26°C (arquivo pessoal do autor). ................................................. 11 Figura 6 - Rearranjo molecular da borracha após a vulcanização - (Flory, 1953) .............. 17 Figura 7 - Desenho esquemático da adesão metal-borracha durante processo de vulcanização - (J. Halladay, 2001) ................................................................................... 20 Figura 8 - Ensaio de dureza realizado para caracterização física da borracha .................... 26 Figura 9 - Ensaio de abrasão para caracterização física da borracha .................................. 27 Figura 10 - A) Ensaios de tensão de ruptura. B) Corpos de prova após o ensaio ............... 28 Figura 11 - Análise DSC na borracha ............................................................................... 29 Figura 12 - Análise DSC no composto cola + endurecedor ............................................... 29 Figura 13 – Adesão a frio. A) Aplicação do primer. B) Preparação da cola. C) Aplicação da cola. D) Aguardando secagem. ......................................................................................... 31 Figura 14 - Adesão a quente. A) Preparação do substrato. B) Preparação da borracha. C) Preparação do molde da borracha. D) Aplicação da borracha, cola e substrato no molde para vulcanização. E) Vulcanização da borracha. F) Corpo de prova preparado. ............... 32 Figura 15 - Ensaio Peel segundo norma ASTM D 429 método B. A) Arranjo geral. B e C) Detalhe da fixação do corpo de prova. D) Ensaio realizado acima de 20°C (dentro do forno) ........................................................................................................................................ 33 Figura 16 - Ensaios Peel para juntas coladas a quente, realizados em diferentes temperaturas. ................................................................................................................... 35 Figura 17 - Ensaios Peel para juntas coladas a frio, realizados em diferentes temperaturas. ........................................................................................................................................ 35 Figura 18 - Falha em uma das amostras testadas a 20°C e preparadas com adesão a quente ........................................................................................................................................ 37 Figura 19 - Falhas nos corpos de provas com adesão a frio e testados em 20°C ................ 37 Figura 20 - Ensaio em 50°C. Colado a quente. ................................................................. 38 Figura 21 - Ensaio em 50°C. Colado a frio. ...................................................................... 39 Figura 22 - Junta colada a quente. Ensaio em 80°C .......................................................... 40 Figura 23 - Amostras coladas a frio e ensaiadas em 80°C e 110°C. .................................. 40 Figura 24 - Comportamento das amostras com adesão a frio e testadas em 80°C e 110°C. 41 Figura 25 - Amostras coladas a quente e testadas em 110°C. ............................................ 42 Figura 26 - Força de Ruptura X Temperatura da borracha ................................................ 42

Lista de Tabelas
Tabela 1 - Principais propriedades da borracha utilizada nos testes................................... 23 Tabela 2 - Propriedades físico-químicas do solvente utilizado. (Rema Tip Top) .............. 23 Tabela 3 - Propriedades físico-químicas do primer utilizado (Rema Tip Top) .................. 24 Tabela 4 - Composição química do primer utilizado (Rema Tip Top) ............................... 24 Tabela 5 - Propriedades físico-químicas da cola utilizada (Rema Tip Top) ....................... 25 Tabela 6 - Composição química do endurecedor usado (Rema Tip Top) .......................... 25 Tabela 7 - Propriedades físico-químicas do endurecedor utilizado (Rema Tip Top) ......... 25

SUMÁRIO Capítulo 1 – Instrodução ................................................................................................ 1 Capítulo 2 – Consideração Preliminares ........................................................................ 3 Capítulo 3 – Revisão Bibliográfica .............................................................................. 12 3.1 Considerações sobre o substrato ..................................................................... 12 3.2 Borracha ........................................................................................................ 13
3.2.1 Borracha de Butadieno Estireno (SBR) ....................................................... 16 3.2.2 Processo de Vulcanização ........................................................................... 16 3.2.3 Adesivo ...................................................................................................... 18
Capítulo 4 – Metodologia ........................................................................................... 22 4.1 Caracterização da borracha ............................................................................ 26
4.1.1 Ensaio de dureza na borracha ...................................................................... 26 4.1.2 Ensaio de abrasão na borracha .................................................................... 26 4.1.3 Ensaio para tensão de ruptura da borracha ................................................... 27
4.2 Ensaios de DSC ............................................................................................. 28 4.1 Realização dos testes ..................................................................................... 30 Capítulo 5 – Resultados e Discussão ............................................................................ 34 5.1 Resultados dos ensaios ....................................................................................... 34 Capítulo 6 – Conclusões e sugestões para futuros trabalhos ........................................ 43 6.1 Conclusões .................................................................................................... 43 6.2 Trabalhos futuros ........................................................................................... 45 Bibliografia ................................................................................................................. 46 ANEXO ..........................................................................Erro! Indicador não definido.


1
Capítulo 1
Introdução
O objetivo deste trabalho é analisar a adesão metal-borracha realizada através de
dois métodos (adesão a frio e adesão a quente), em diferentes temperaturas (20°C, 50°C,
80° e 110°C). Estas temperaturas foram escolhidas pois abrangem a faixa de temperaturas
em que geralmente tambores revestidos com borracha trabalham. Para isto, ensaios do tipo
peel foram realizados.
No capítulo 1 apresenta-se a estrutura deste trabalho e os principais aspectos
cobertos por cada seção.
No capítulo 2 é apresentada a motivação do trabalho e campos de aplicação para
esta pesquisa.

2
No capítulo 3 uma revisão bibliográfica do assunto é apresentada. Esta seção aborda
os fatores que influenciam a adesão metal-borracha, um pequeno histórico sobre o uso da
borracha, alguns tipos de borracha sintética, o processo de vulcanização e como ocorre a
adesão metal-borracha.
No capítulo 4 é apresentada a metodologia de investigação presente neste trabalho.
Neste capítulo é apresentado como foram preparadas as juntas testadas, é apresentado a
caracterização física das borrachas e a metodologia de ensaio.
No capítulo 5 os resultados dos ensaios são apresentados.
No capítulo 6 são apresentadas as conclusões relativas aos resultados encontrados e
sugestões para futuros trabalhos.
3
Capítulo 2
Considerações preliminares
Artefatos fabricados com borrachas vulcanizadas estão presentes nos mais diversos
campos da indústria e com as mais variadas aplicações possíveis. Desde o setor alimentício,
passando pelo setor de petróleo, automobilístico, vestuário, mineração etc, devido a sua
facilidade em se obter a forma geométrica desejada e excelentes propriedades mecânicas.
Também conhecida como elastômero, a borracha possui propriedades mecânicas
que lhe conferem características únicas, principalmente devido a sua elasticidade.

4
No setor da mineração ou de produtos a granel, por exemplo, a borracha além de
diversas aplicações em componentes mecânicos usados para manusear tais produtos, como
vedações, base para absorção de impactos e vibrações etc, possui uma aplicação
fundamental: nos transportadores de correia destes produtos.
Transportadores de correia são equipamentos formados por diversos componentes
mecânicos que juntos são capazes de transportar determinados tipos de produtos. Fazendo
uma analogia com o corpo humano, correias transportadoras seriam as veias e o sangue, o
produto a ser transportado.
Nos Estados Unidos, o transportador de correia tem sua história tão longa quanto à
do próprio país. Sua evolução vem sendo um processo lento e contínuo ao longo de mais de
cento e cinquenta anos (Morete, 2011).
Os primeiros transportadores eram rudimentares e simples, por isso provavelmente
os pioneiros na fabricação desse equipamento nunca suspeitavam que seus transportadores
teriam uma larga escala de aplicação comercial no ramo de transporte de materiais. Essa
impressão não se dava pela falta de campo de atuação para o transportador e sim pelas
limitações técnicas para a época. A evolução teve inicio quando foram introduzidos
rolamentos antifricção nos roletes, podendo assim ser utilizado de forma econômica para
uma extensa relação de materiais a serem transportados.
Transportadores de correia são utilizados hoje para uma movimentação econômica
de uma extensa gama de materiais, com a grande capacidade de carga a longas distâncias
em relação a qualquer outro tipo de transportador mecânico contínuo.
Um transportador de correias moderno pode transportar cargas tão elevadas quanto
20.000 t/h ou mais. No estado do Rio de Janeiro, cidade de Mangaratiba, onde se encontra o

5
Terminal Ilha Guaíba da empresa Vale AS por exemplo, existem transportadores com
capacidade de manusear até 16.000 t/h de minério de ferro.
Correias transportadoras são construídas de diversos componentes mecânicos e
elétricos. Seu acionamento geralmente se dá por um motor, acoplado a um redutor que se
acopla a um tambor motriz. O tambor motriz transmite a potência do conjunto de
acionamento para a correia, fazendo esta se movimentar. Além destes componentes, outros
que podem ser destacados é a estrutura, responsável por suportar todos os componentes, a
correia transportadora em si, geralmente feita de borracha, é o componente que fará o
transporte do material. Tambores de desvio e apoio, que servem para manter a tensão e
mudar o direcionamento da correia. Rolos e roletes, que servem para sustentar e guiar a
correia (NBR13861, 1996). A figura 1 mostra um desenho esquemático de uma correia
transportadora. A figura 2 mostra um transportador de correias realizando embarque de
minério de ferro.
Figura 1 - Layout de um transportador de correia - (NBR13861, 1996)

6
Em um transportador de correia, a borracha possui duas aplicações especiais: a
primeira se refere a correia propriamente dita, que pode ser completamente fabricada com
borracha ou com borracha e cabos de aço em seu interior (similar aos pneus, para aumento
da resistência). A segunda principal aplicação esta relacionado com revestimentos dos
tambores, sejam eles motrizes, de desvio, carga, esticamento ou encosto.
O componente mais caro em um transportador de correia é a correia, podendo
chegar a valores próximos de R$ 2.000,00 por metro. Transportadores modernos podem
possuir quilômetros de extensão e, sendo assim, terem aplicados somente em correias,
milhões de reais. Dado este alto custo, o mais interessante do ponto de vista econômico, é
que as correias possuam a maior vida útil possível. A vida de uma correia pode chegar ao
fim por dois motivos: desgaste ou rasgo. Sendo assim, é interessante que se tenha
componentes que causem o menor desgaste possível e que corroborem para que não haja
rasgos. Por isto os tambores aplicados nos transportadores de correia são revestidos com
borracha. O desgaste através do contato borracha-borracha é menor do que o desgaste
metal-borracha. A borracha do revestimento também impede que a parte metálica do
tambor possa vir a se desgastar, o que poderia criar o efeito faca (efeito conhecido na área
de mineração quando ocorre desgaste da carcaça metálica do tambor ao ponto de formar
uma parte pontiaguda para rasgar a correia).

7
Figura 2 - Embarque de minério de ferro feito através de correia transportadora (arquivo pessoal do
autor)
Tambores aplicados em transportadores de correia são formados por um cilindro
metálico revestido com borracha, soldados lateralmente com chapas de metal, com um eixo
passando por seu centro e apoiado sobre rolamentos e mancais. Geralmente são o segundo
componente mais caro de um transportador de correias, podendo chegar a custar R$
300.000,00 (alguns transportadores possuem mais de 10 tambores aplicados). A figura 3
mostra um tambor.
Figura 3 - Tambor. Lado esquerdo sem revestimento (arquivo pessoal do autor).
Dimensões: 2 m (L) x 600 mm (D)
Como dito anteriormente, a borracha usada para revestir o tambor possui dois
propósitos básicos (além do propósito de aumentar o atrito borracha-borracha para

8
transmissão de potência e manter alinhamento): aumentar a vida útil da correia devido ao
menor desgaste borracha-borracha e aumentar a vida útil do tambor (evitando o desgaste
por abrasão da parte metálica do tambor). Tambores revestidos não desgastam a parte
metálica e sendo assim, possuem longa vida útil, podendo ser utilizados mais de uma vez,
sendo necessário apenas trocar o revestimento quando este chega próximo ao fim de vida
útil (devido ao desgaste por abrasão do revestimento). A troca de um revestimento custa em
média 2% do valor total de um tambor novo.
Teoricamente, todo tambor tem seu revestimento projetado para aderir à superfície e
ser trocado apenas quando ocorre seu desgaste. Na prática isto muitas vezes não ocorre,
vindo os tambores a ter falhas catastróficas e inesperadas, tais como a falta de adesão
metal-borracha. A figura 3 mostra um tambor no qual parte do revestimento se desprendeu.
A parte mais escura do lado esquerdo da foto mostra a cola que ainda permanecia na
superfície do tambor. A parte metálica brilhante mostra que o atrito do minério com a
carcaça do tambor começou a lixa-lo, o que poderia vir a causar o “efeito faca” caso não
fosse retirado antes da falha catastrófica. Em casos como este, dependendo do desgaste da
carcaça metálica, não é possível mais recuperar o tambor, sendo necessário comprar outro
componente novo e sucatear o velho. A figura 4 mostra um tambor que veio a falhar devido
à falta de revestimento, causando o “efeito faca” e consequentemente o rasgo de uma
correia de aproximadamente 1000 metros no terminal Ilha Guaíba, Mangaratiba-RJ.
Os revestimentos de tambores podem ser feitos de duas maneiras: revestimento a
frio e revestimento a quente. O primeiro tipo é feito utilizando-se uma borracha já
vulcanizada, cola, primer e agentes curadores. Basicamente o que ocorre é que após a
superfície do metal ser limpa, primer e colas são aplicadas e após isto a manta de borracha.
Os passos do segundo caso (vulcanização a quente) são parecidos, porém a borracha ainda

9
não foi vulcanizada. Ela é aplicada crua juntamente com o primer e cola sobre a parte
metálica que se deseja revestir, sendo em seguida aplicado calor e pressão. Este processo
faz com que a borracha vulcanize e crie uma adesão metal-borracha.
Figura 4 - Falha no tambor causando efeito faca e vindo a rasgar uma correia (arquivo pessoal do
autor).
Ambos os processos em um primeiro momento possuem vantagens e desvantagem.
Entre as vantagens do processo a frio, pode-se citar o fato de que este processo pode ser
feito em campo, sem a necessidade de equipamentos para a vulcanização da borracha,
como uma autoclave e sem a necessidade de se remover o tambor do transportador. Uma
desvantagem é que durante o processo de revestimento a frio, o tambor fica exposto as
impurezas do local em que se encontra, podendo comprometer a qualidade da adesão. No
caso do revestimento a quente, uma desvantagem é a necessidade de equipamentos
especiais tais como a autoclave, o que impossibilita a realização do serviço em campo,

10
sendo sempre necessária a remoção do componente. Uma vantagem é a possibilidade de se
realizar o revestimento em locais com o ambiente limpo e controlável.
Uma falha prematura em um tambor devido à falta de revestimento pode provocar
um interrompimento de produção, o que em alguns casos causaria um lucro cessante de
milhões de dólares, além do prejuízo de ter que se trocar o tambor e a correia.
Este trabalho foi desenvolvido a partir de experiências do autor durante seu trabalho
no terminal de embarque de minério de ferro na Ilha Guaíba em Mangaratiba RJ da
empresa Vale SA. Após algum tempo trabalhando no setor de transportadores de minério,
foi possível observar que muito se é dito sobre o desgaste da borracha no campo de
trabalho, porém pouco se fala sobre a adesão metal borracha. Um levantamento feito pelo
autor em 2011 neste terminal (Morete, 2011), constatou que mais de 70% das falhas com
tambores ocorriam devido a baixa adesão metal-borracha, ou seja, a adesão metal-borracha
era tão baixa (ou ruim) que não era possível usar a borracha até o seu fim de vida útil por
desgaste. O resultado destas falhas é o alto custo devido à necessidade de manutenções
corretivas não programadas.
Sendo assim, este trabalho tem por objetivo realizar uma análise experimental sobre
a adesão metal-borracha realizada pelos processos de adesão a frio e a quente através do
ensaio Peel (ASTM D 429, 2008). Como pode ser obervado na figura 5, a temperatura do
revestimento é maior do que a temperatura ambiente e por isto este trabalho também foi
realizado sobre diferentes temperaturas.

11
Figura 5 - Termografia realizada em um tambor revestido com borracha. Pela figura é possível ver que
a temperatura na superfície do tambor variou entre 36°C e 43°C. Temperatura ambiente: 26°C
(arquivo pessoal do autor).

12
Capítulo 3
Revisão Bibliográfica
3.1 Considerações sobre o substrato:
Para entender os problemas associados à adesão metal-borracha, vale a pena
considerar alguns cenários envolvendo a estrutura atômica dos metais em sua superfície.
Um metal ou uma liga de metal, naturalmente assume uma estrutura cristalina,
sendo provável ter uma forma regular e entrelaçada, com alguns vazios nos interstícios. A
maioria dos metais formam camadas de oxido em sua superfície, sendo que algumas tais
como o ferro, são porosas, permitindo assim que a camada de oxido continue a crescer
enquanto houver contato com o oxigênio. Outros metais, tais como o alumínio, formam
uma densa camada de óxido no qual não permite contato do oxigênio com o metal e,
portanto protegem a superfície de futuras oxidações. Em ambos os casos os metais foram

13
oxidados, todavia sob taxas diferentes (Callister, 2002). Esta oxidação pode ser entendida
como uma forma de corrosão. Embora durante o processo de adesão metal-borracha seja
necessário ter precauções para que não ocorra a formação de óxido (ou pelo menos limitar
ao máximo a formação desta camada de oxido), uma vez que os agendes de adesão são
aplicados, a condição na superfície do metal se torna anaeróbica e, portanto futuras
corrosões são prevenidas (Crowther, 2001).
A limpeza através de processos químicos em ligas de baixo carbono e aços
inoxidáveis, por exemplo, pode resultar na formação de pó de óxido de ferro na superfície,
difícil de remover durante posteriores limpezas (H. M. Clearfield, J. Thomas, D. K.
McNamarra, G. D. Davis, 1991). Este pó pode subsequentemente resultar em ligações
superficiais extremamente fracas e, como resultado, um produto que venha a falhar sob
condições de trabalho bem abaixo daquilo que se é esperado.
3.2 Borracha:
Os primeiros artigos de borracha de que se tem notícia foram encontrados entre os
Astecas e Maias, os quais os usavam para fabricar solas de calçados, bolas e tecidos, há
aproximadamente dois mil anos atrás (MRPRA, 1991).
A norma (ISO 1382, 1996) – Rubber Vocabulary define os termos polímero,
elastômero e borracha, como:
Polímero - Substância composta por moléculas caracterizadas pela repetição
múltipla de uma ou de várias espécies de átomos ou de grupos de átomos
ligados entre si, em quantidade suficiente para conferir um conjunto de
14
propriedades que não variam de uma forma marcada por adição ou remoção
de uma ou de algumas unidades constitutivas;
Elastômero - Material macromolecular que recupera rapidamente a sua
forma e dimensões iniciais, após cessar a aplicação de uma tensão;
Borracha - Elastômero que já está ou pode ser modificado para um estado
no qual é essencialmente insolúvel, se bem que susceptível de aumentar de
volume num solvente em ebulição, tal como benzeno, metiletilcetona e
etanol-tolueno azeotrópico, e que, no seu estado modificado, não pode ser
reprocessado para uma forma permanente por aplicação de calor e pressão
moderadas.
A propriedade mais característica nos elastômeros é o comportamento elástico após
deformação em por tração ou compressão. Em alguns casos, um elastômero pode ser
esticado pela aplicação de uma força em mais de dez vezes o seu comprimento inicial, e
após remoção desta força, verificar-se que ele voltará ao dimensional original.
Assim como para a fabricação de aços, as propriedades que podem ser obtidas para
uma borracha, depende da matéria prima escolhida, do processo de produção e da forma e
desenho do produto. As propriedades que definem um elastômero só podem ser obtidas
usando compostos adequadamente formulados e após vulcanização subsequente (Hofmann,
1989).
Inicialmente a palavra “borracha” era aplicada somente a borracha natural e a
palavra “vulcanizada” a reticulação com exofre. Com o surgimento de diversas borrachas
sintéticas e de novos meios para reticulação, a abrangência destes termos foi aumentada,
passando a serem termos genéricos. As borrachas, matéria-prima, podem ser transformadas
em elastômeros pela vulcanização.

15
A norma DIN 53501, 1980 define os termos borracha (matéria-prima), elastômero
(borracha) e vulcanização de acordo com critérios baseados no produto final da seguinte
forma (Bayer, 1993):
Borracha (matéria-prima) - as borrachas (matéria-prima) são polímeros
não reticulados, mas reticuláveis (vulcanizáveis) e que são “rubber-elastic”
à temperatura ambiente e, dentro de certos limites, em gamas adjacentes de
temperatura. A temperaturas elevadas e/ou sob a influência de forças de
deformação, a borracha, matéria-prima, mostra, de modo crescente, um
fluxo viscoso que a torna capaz, sob condições adequadas, de sofrer
processos de modelação. A borracha, matéria-prima, é o material de partida
para a manufatura de elastômeros (borracha).
Elastômeros (borracha) - os elastômeros são materiais poliméricos
reticuláveis, a temperaturas inferiores à sua temperatura de decomposição.
São duros e tipo vidro a baixas temperaturas e não são sujeitos a fluxo
viscoso a altas temperaturas. Em vez disso, especialmente à temperatura
ambiente, eles comportam-se de maneira “rubber-elastic”. Este
comportamento é caracterizado pelos relativamente baixos valores de
módulo de corte que são pouco dependentes da temperatura.
Vulcanização - a vulcanização é um processo de reticulação pelo qual a
estrutura química da borracha, matéria-prima, é alterada. A mudança de
estado torna o material elástico, restaura a elasticidade possuída no início
pelo material ou alarga o intervalo de temperaturas em que a elasticidade é
observada de princípio ao fim.

16
3.2.1 Borracha de Butadieno Estireno (SBR):
Elaborada na Alemanha na década de 30 com o nome de Buna S e aprimorada
durante a 2ª guerra mundial nos Estados Unidos a borracha de butadieno estireno, também
conhecida como SBR, é a borracha sintética mais difundida no mundo (Nagdi, 1987).
Os monômeros de base para produção da SBR são o butadieno (CH2=CH-
CH=CH2) e o estireno (C6H5-CH=CH2) , sendo o conteúdo de estireno de cerca de 23,5%
mas podendo chegar a 85%. À medida que aumenta o teor de estireno, o produto da
polimerização (SBR) assume mais a característica de produto termoplástico, obtendo-se
assim, maior facilidade de trabalho (Nagdi, 1987).
Os vulcanizados do tipo SBR apresentam uma melhor resistência ao desgaste por
abrasão do que a borracha natural (NR), assim como uma melhor resistência ao
envelhecimento (perda de propriedades mecânicas com o passar do tempo) e a altas
temperaturas (acima de 100 °C), porém é mais rígida em baixas temperaturas (abaixo de -
5°C). Para temperaturas elevadas, os vulcanizados de SBR apresentam um endurecimento
e não um amolecimento como acontece com os vulcanizados de borracha natural. A
permeabilidade ao gás apresentada é elevada, porém menor do que a dos vulcanizados de
borracha natural, enquanto que a resistência química é semelhante à da borracha natural
(Nagdi, 1987).
3.2.2 Processo de Vulcanização

17
A vulcanização é um processo de reticulação através do qual a estrutura química da
borracha (matéria-prima), é modificada pela alteração das moléculas do polímero
independente, numa rede tridimensional onde ficam ligadas entre si. A vulcanização
converte um emaranhamento viscoso de moléculas com longa cadeia numa rede elástica
tridimensional, unindo quimicamente (reticulação) estas moléculas em vários pontos ao
longo da cadeia (Flory, 1953). A figura 6 mostra um esquemático do rearranjo molecular
que ocorre.
Figura 6 - Rearranjo molecular da borracha após a vulcanização - (Flory, 1953)
Durante o processo de vulcanização, propriedades mecânicas da borracha são
elevadas, como por exemplo as propriedades elásticas, resistência a abrasão e tensão de
ruptura.
Um sistema de vulcanização contém agentes de vulcanização (enxofre, óxidos
metálicos, compostos disfuncionais e peróxidos) e, se necessário, aceleradores, ativadores,
18
retardadores, etc., usados para produzir as características de vulcanização desejadas e as
propriedades do vulcanizado pretendidas.
3.2.3 Adesivo:
Os mecanismos envolvidos na adesão metal-borracha são complexos e as reações
químicas envolvidas não foram ainda completamente entendidas. Na região de contato do
metal, acredita-se que as interações são uma combinação de processos mecânicos e
quimissorção. Alguns trabalhos (T. Symes, D. Oldfield, 1991) e (Sexsmith, 1994) indicam
que primers contêm uma variedade de compostos halogenados e resinas, no qual são
conhecidos por terem habilidades de molhar a superfície do metal, garantindo assim uma
melhor interface de contato. Além disto, primers atuam como barreiras contendo o avanço
da corrosão na superfície do metal.
Existe uma diferença fundamental entre a adesão metal/borracha envolvendo
mecanismos de ligações covalentes e a aderência física da borracha usando métodos de
adesão pós-vulcanização. Adesão realizada durante o processo de vulcanização (a quente)
envolve reações químicas (geralmente durante o processo de cura) enquanto que adesões
pós-vulcanização (a frio) geralmente estão relacionadas ao fenômeno de tensão de
superfície.
Primers e adesivos usados para a adesão metal-borracha, são em geral produtos com
propriedades exclusivas, especialmente desenvolvidas para este fim. De modo geral, estes
produtos contém uma mistura de polímeros, resinas, agentes de cura, pigmentos, diluentes e

19
outros ingredientes. Estes materiais encontram-se dissolvidos ou suspensos no meio
líquido. Até o início da década de 90, a maior parte destes adesivos eram exclusivamente
formulados com solventes orgânicos. Devido à necessidade de redução da emissão de
compostos orgânicos voláteis, um grande número de solventes com base aquosa passou a
ser desenvolvido.
Primers para adesão metal-borracha contêm resinas orgânicas que reagem com a
superfície da maioria dos metais (aço, alumínio, aço inox, ferro, cobre etc) durante o
processo de vulcanização, formando assim uma ligação química com o metal durante o
processo de adesão a quente. Eles contêm ainda polímeros que permitem uma melhor
formação do filme e agem como uma âncora para a subsequente aplicação do adesivo.
As colas para adesão metal borracha contêm polímeros compatíveis com os
ingredientes do primer, bem como da borracha a ser colada. Muitos destes polímeros são
baseados em polímeros halogenados. Polímeros halogenados ou resinas são conhecidos por
molhar a superfície do metal eficientemente, podendo ser usados tanto no primer quanto na
formulação da cola. As colas podem conter ainda poderosos agentes de cura que reagem
com ambos os polímeros (da cola e da borracha) (C. A. L. Westerdahl, J. R. Hall, E. C.
Schramm, D. W. Levi, 1974).
Os mecanismos de adesão metal-borracha a quente são muito complexos, uma vez
que ocorrem diversas reações simultaneamente. Todas estas reações precisam ocorrer em
um espaço de tempo muito pequeno (geralmente durante o processo de cura da borracha)
para que se forme uma forte adesão. As diversas reações que ocorrem podem ser vistas na
figura 7.
Cada uma das três camadas formadas durante a adesão metal-borracha (primer,
adesivo e borracha) são curadas ou sofrem uma ligação covalente durante o processo de

20
moldagem. A ligação covalente ocorre devido à presença de calor e pressão, fazendo a
resina reagir quimicamente. Esta cura interna aumenta o peso molecular e cria uma ligação
coesiva em cada camada. Além disto, cada camada abaixo reage com a camada de cima,
criando assim a ligação entre a borracha e o metal.
Figura 7 - Desenho esquemático da adesão metal-borracha durante processo de vulcanização - (J.
Halladay, 2001)
A primeira ligação que ocorre no processo de adesão metal-borracha é a interface
entre o metal e o primer. Juntamente com a ligação covalente que ocorre no primer, resinas
orgânicas no primer reagem com óxidos de metal na superfície do metal para formarem
uma ligação química covalente muito forte. Este tipo de ligação é conhecido como
quimissorção ou adsorção química (A. Bhowmick, 1994). A quimissorção é a adesão
de moléculas de um fluido (o adsorvido) a uma superfície sólida (o adsorvente); o grau de
21
adsorção depende da temperatura, da pressão e da área da superfície. A adsorção química é
específica e é empregada na separação de misturas. Nela, as moléculas (ou átomos) unem-
se à superfície do adsorvente através da formação de ligações
químicas (geralmente covalentes) e tendem a se acomodarem em sítios que propiciem o
maior número de coordenação possível com o substrato. Uma molécula quimicamente
adsorvida pode ser decomposta em virtude de forças de valência dos átomos da superfície e
é a existência de fragmentos moleculares adsorvidos que responde, em parte, pelo efeito
catalítico das superfícies sólidas (Alan L. Myers, 2004).
A próxima ligação que ocorre na adesão metal-borracha é entre o primer e a
interface da cola (adesivo). Os agentes de cura presentes na camada adesiva migram ou se
difundem na camada de metal durante o processo de vulcanização, formando uma ligação
química entre o primer e o adesivo. O filme polimérico formado no primer se difunde com
a camada adesiva e forma uma ligação ainda mais forte entre estes. A última ligação ocorre
entre a borracha e a camada de cola. Os agentes de cura presentes na camada adesiva
também se difundem na borracha durante o processo de vulcanização formando uma
ligação química entre o adesivo e a borracha. As ligações que ocorrem através das camadas
são conhecidas como pontes cruzadas. Por fim, o enxofre contido na composição da
borracha se difunde na camada adesiva e ajuda a formar pontes cruzadas adicionais entre a
borracha e o adesivo (J. Halladay, 2001).

22
Capítulo 4
Materiais e Métodos
Antes de se iniciarem os testes, foi necessário realizar a caracterização da borracha e
do adesivo. Para caracterização da borracha, foram realizados ensaios de dureza (ASTM D
2240, 2005), abrasão (ISO 4649, 2010), tensão de ruptura (ASTM D412, 2013) e análise
DSC. Para o adesivo, foi realizada a análise DSC e descrição química dos principais
componentes.
Após a caracterização dos materiais, corpos de prova foram preparados para
realização de ensaios peel, conforme norma (ASTM D 429, 2008), e testados nas seguintes
temperaturas: 20°C, 50°C, 80°C e 110°C. As temperaturas escolhidas abrangem a faixa de
temperaturas no qual a maior parte dos tambores trabalham.

23
A borracha utilizada para realização dos ensaios foi uma borracha tipo SBR, feita
pelo fabricante Borvultex, conhecida comercialmente como BVX-1035. A tabela 1 mostra
um resumo das propriedades físicas da borracha utilizada nos testes.
Tabela 1 - Principais propriedades da borracha utilizada nos testes
Principais propriedades da borracha utilizada nos teste
Tipo de Borracha SBR Nome comercial da borracha BVX 1035 Fornecedor Borvultex Dureza 65 Shore A Tensão de ruptura 21,9 MPa Abrasão 35,75 mm³
O solvente de limpeza utilizado foi uma solução a base de cloro do fabricante Rema
Tip Top e possui nome comercial de Nº 13 Rema Solvent. A tabela 2 mostra as principais
propriedades físico-químicas do solvente utilizado.
Tabela 2 - Propriedades físico-químicas do solvente utilizado. (Rema Tip Top) Propriedades físico-químicas do solvente utilizado
Aparência Líquido Claro Odor Álcool Adocicado
Limite de percepção do odor 28 ppm pH: 7.0 ± 0.5
Ponto de ebulição 93,3°C Taxa de evaporação 0.28 Éter Etílico
Inflamabilidade: Limite inferior: 7,8% (V) - Limite Superior: 52% (V) Pressão de Vapor : 58 mm Hg @ 68°F (20°C)
Densidade relativa do vapor > 4 (Ar = 1) Densidade: 1.45 g/cm³
Solubilidade em água: 0.1 g/100 g de água @ 77°F (25°C) Temperatura de auto ignição: 770°F (410°C)

24
O primer utilizado também é fabricado pela empresa Rema Tip Top e possui nome
comercial Metal Primer PR 200. A tabela 3 mostra as principais propriedades físico-
químicas deste produto. A tabela 4 mostra a composição química.
Tabela 3 - Propriedades físico-químicas do primer utilizado (Rema Tip Top) Propriedades físico-químicas do primer utilizado
Aparência: Cinza Líquido Odor: Solvente Aromático
Ponto de ebulição: 243°F (117°C) Flash point: 63°F (17°C)
Inflamabilidade: Limite Inferior 1% (V) - Limite Superior 11,4% (V) Pressão de Vapor: 7-9 hPa @ 68°F (20°C)
Densidade Relativa do Vapor: > 3 (Ar = 1) Densidade: 0.93 g/cm3
Solubilidade em água Insolúvel Viscosidade Dinâmica 500 mPa*s @ 68°F (20°C)
Tabela 4 - Composição química do primer utilizado (Rema Tip Top) Composição química do primer utilizado
Componente CAS # % Metilisobutilcetona 108-10-1 70 – 85
Xileno 1330-20-7 5 – 10 Etilbenzeno 100-41-4 01/mai
Fenol 108-95-2 <2
Assim como o primer e solvente utilizados, a cola e endurecedor também são
fabricados pela empresa Rema Tip Top. A cola possui nome comercial de Cement SC 2000
e o endurecedor UT-R20 Hardener. O principal componente químico da cola é o
tricloroetileno com cerca de 75% a 90% do peso total, seguido por óxido de zinco, com
cerca de 5% (Rema Tip Top). A tabela 5 mostra as principais propriedades físico-químicas
da cola. As tabelas 6 e 7 mostram as principais propriedades do endurecedor.

25
Tabela 5 - Propriedades físico-químicas da cola utilizada (Rema Tip Top) Propriedades físico-químicas da cola utilizada
Aparência: Líquido Verde Odor: Doce Limite de percepção do odor: 28 ppm pH: 6.5 – 8 Ponto de ebulição 194°F (90°C) Flash point : > 200°F (> 93°C) Inflamabilidade Limite inferior: 8% (V) - Limite Superior: 44,8% (V) Pressão de vapor: 77 hPa @ 68°F (20°C) Densidade relativa do vapor: 4.54 (Ar = 1) Densidade: 1.45 g/cm³ Solubilidade em água? Imiscível Temperatura de auto-ignição: 788°F (420°C) Temperatura de ignição: 770°F (410°C) Viscosidade Dinâmica: 3,000 mPa*s
Tabela 6 - Composição química do endurecedor usado (Rema Tip Top) Composição química do endurecedor utilizado
Componente CAS # % Diclorometano 75-09-2 60-75
Ácido isociânico, polimetileno polifenileno Éster 9016-87-9 10-20 Difenilmetano-4, 4'-diisocianato 101-68-8 5-10 Difenilmetano-2, 4'-diisocianato 5873-54-1 1-5
Dilaurato de dibutilestanho 77-58-7 <1
Tabela 7 - Propriedades físico-químicas do endurecedor utilizado (Rema Tip Top) Propriedades físico-químicas do endurecedor utilizado Aparência: Líquido Marron
Odor: Doce Limite de percepção do odor: 200 – 300 ppm
Ponto de Ebulição: 104°F (40°C) Flash point : > 200°F (> 93°C)
Inflamabilidade: Limite inferior: 13% (V) - Limite Superior: 22% (V) Pressão de Vapor: 355 mmHg @ 68°F (20°C)
Densidade relativa do vapor: > 1 (Ar = 1) Densidade: 1.32 g/cm³
Solubilidade em água: Insolúvel, reage com água

26
4.1 Caracterização da borracha
4.1.1 Ensaio de dureza na borracha
Os ensaios de dureza foram realizados conforme a norma ASTM D 2240, 2005.
Este método de ensaio baseia-se na penetração de um tipo específico de penetrador quando
forçado a entrar no material sob condições especificadas. A dureza de recuo é inversamente
relacionada com a penetração e é dependente do módulo de elasticidade e o comportamento
visco-elástico do material. Foram realizadas 10 medições. O valor médio encontrado para a
borracha foi de 65 shore A. A figura 8 mostra um ensaio sendo realizado.
Figura 8 - Ensaio de dureza realizado para caracterização física da borracha
4.1.2 Ensaio de abrasão na borracha
Os ensaios de abrasão na borracha visam detectar a perda de massa que ocorre com
este material após sofrer desgaste por abrasão. A norma que rege o ensaio de abrasão é a
norma (ISO 4649, 2010) com carga de 10 N.

27
Neste ensaio uma amostra do corpo de prova é retirada e pesada. Esta amostra é
colocada sobre um tambor com uma lixa. Enquanto o tambor gira sobre seu próprio eixo, a
amostra desloca-se linearmente sobre a lixa, ocorrendo assim, um desgaste por abrasão. O
corpo de prova é removido da máquina e sua massa é novamente medida. O procedimento
se repete mais duas vezes. Após isto, calculos são realizados conforme descrito na norma
ISO 4649 e se obtém o valor da abrasão da borracha. Foram realizados cinco ensaios para
obtenção da abrasão da borracha. O valor médio da abrasão foi de 35,75 mm³. A figura 9
mostra um ensaio de abrasão. Os ensaios de abrasão foram realizados utilizando-se um
abrasímetro modelo Maqtest para elastômeros e polímeros.
Figura 9 - Ensaio de abrasão para caracterização física da borracha
4.1.3 Ensaio para tensão de ruptura da borracha
Ensaios para determinar a tensão de ruptura da borracha são similares aos ensaios de
tração em aços. No caso da borracha, o corpo de prova tem um formato específico
(chamado livremente de gravatinha) e é regido pela norma (ASTM D 412, 2013). Foram
realizados seis ensaios de tensão de ruptura. O valor médio encontrado foi de 21,9 MPa. A

28
figura 10 mostra a realização de um ensaio de tensão de ruptura e os corpos de prova após
os ensaios destrutivos.
Figura 10 - A) Ensaios de tensão de ruptura. B) Corpos de prova após o ensaio
4.2 Ensaios de DSC
Differential scanning calorimetry (Calorimetria Diferencial de Varredura) ou DSC é
uma técnica termoanalítica em que a diferença de quantidade de calor necessária para
elevar a temperatura de uma amostra testada e uma amostra de referência é medida como
uma função da temperatura. Tanto a amostra testada quanto a amostra de referência, são
mantidas aproximadamente na mesma temperatura ao longo da experiência. Geralmente, o
programa de temperatura para a análise DSC é concebido de tal modo que o detentor de
amostra temperatura aumenta linearmente como uma função do tempo. Através de ensaios
DSC é possível estabelecer temperaturas de transição, de fusão e cristalização, e capacidade
de calor da amostra (Wunderlich, 1990).
A figura 11 mostra o ensaio de DSC da borracha. A figura 12 mostra a análise de
DSC do composto adesivo (cola + endurecedor).

29
Figura 11 - Análise DSC na borracha
Figura 12 - Análise DSC no composto cola + endurecedor

30
Importante observar que não houve qualquer alteração física na borracha e cola em
temperaturas abaixo de 110°C (temperatura máxima em que os ensaios serão realizados),
de acordo com as análises de DSC.
4.1 Realização dos testes
Os testes de adesão metal-borracha foram realizados com base na norma (ASTM D
429, 2008) com 90º de inclinação e nas seguintes temperaturas: 20°C, 50°C, 80°C e 110°C.
Cada teste foi repetido três vezes para os procedimentos de adesão a frio e a quente. Os
processos de adesão a frio e a quente diferem na forma como a borracha será colada: se
antes ou depois de ter sido vulcanizada. Os demais passos são basicamente os mesmos.
O primeiro passo do teste consiste em preparar o substrato. Para isto foi utilizado
uma chapa de metal (aço 1020) com 1,5 mm de espessura, 25 mm de largura e 127 mm de
comprimento.
A superfície da chapa foi limpa com solvente n° 13 Rema Tip Top. Em seguida foi
jateada com areia para se obter uma superfície regular. Após nova limpeza com o solvente,
foi aplicada uma primeira demão de primer PR 200 Rema Tip Top. Esperou-se o primer
secar por 2 horas. O próximo passo é o que diferencia os processos de adesão a frio e a
quente.
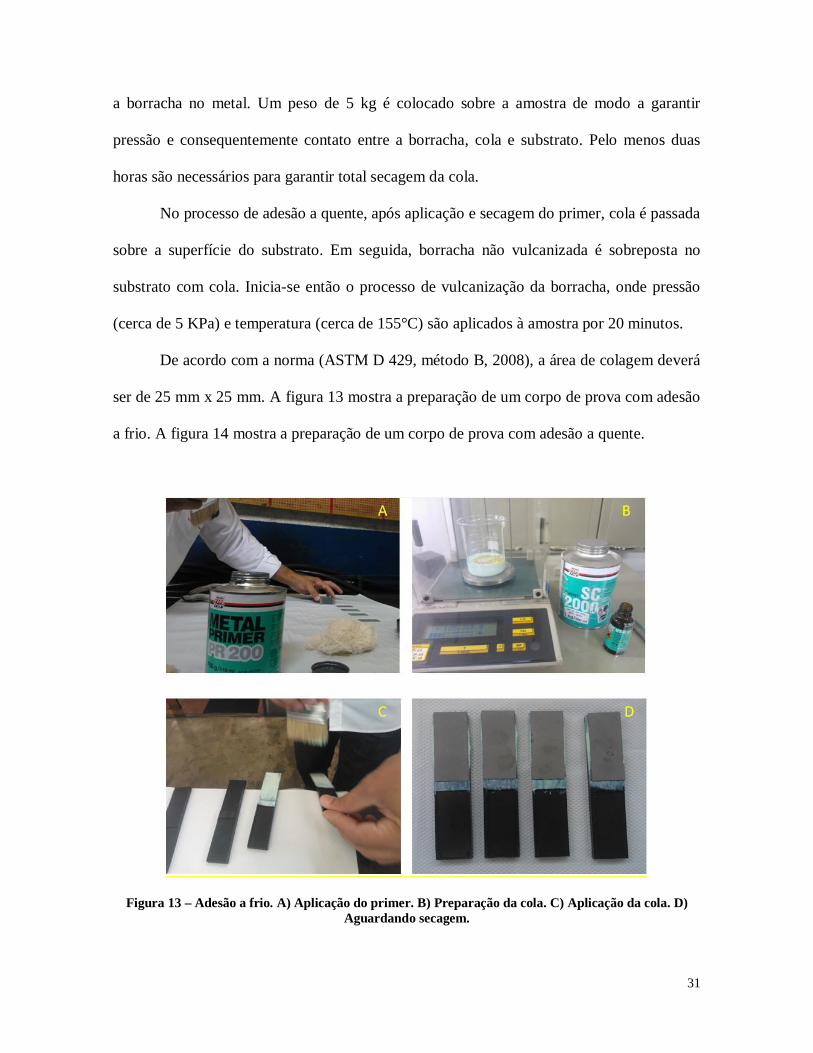
No processo de adesão a frio, após realização dos passos acima, uma demão de cola
SC 2000 (já misturado com o endurecedor UT-R20) é aplicada na parte metálica e aguarda-
se secar por 60 minutos. Após secagem, nova demão de cola SC 2000 é aplicada, desta vez
na superfície metálica e também na borracha (já vulcanizada) que será colada. Quando o
adesivo nas duas superfícies estiver pegajoso porem não aderindo ao dorso do dedo, cola-se
31
a borracha no metal. Um peso de 5 kg é colocado sobre a amostra de modo a garantir
pressão e consequentemente contato entre a borracha, cola e substrato. Pelo menos duas
horas são necessários para garantir total secagem da cola.
No processo de adesão a quente, após aplicação e secagem do primer, cola é passada
sobre a superfície do substrato. Em seguida, borracha não vulcanizada é sobreposta no
substrato com cola. Inicia-se então o processo de vulcanização da borracha, onde pressão
(cerca de 5 KPa) e temperatura (cerca de 155°C) são aplicados à amostra por 20 minutos.
De acordo com a norma (ASTM D 429, método B, 2008), a área de colagem deverá
ser de 25 mm x 25 mm. A figura 13 mostra a preparação de um corpo de prova com adesão
a frio. A figura 14 mostra a preparação de um corpo de prova com adesão a quente.
Figura 13 – Adesão a frio. A) Aplicação do primer. B) Preparação da cola. C) Aplicação da cola. D) Aguardando secagem.

32
Figura 14 - Adesão a quente. A) Preparação do substrato. B) Preparação da borracha. C) Preparação
do molde da borracha. D) Aplicação da borracha, cola e substrato no molde para vulcanização. E) Vulcanização da borracha. F) Corpo de prova preparado.
Após preparação dos corpos de prova inicia-se o processo de testes. Os testes foram
realizados em uma máquina de tração no qual o substrato é fixo horizontalmente na base e a
parte livre da borracha é fixa na garra da máquina de tração. A garra da máquina de tração
desloca-se verticalmente a uma velocidade de 50 mm/s até a ruptura total do corpo de
prova. Os testes foram realizados em 20°C, 50°C, 80°C e 110°C. Para as temperaturas
acima de 20°C os ensaios foram realizados dentro de um forno, permitindo assim a
realização dos ensaios em diferentes temperaturas. A figura 15 mostra a realização dos
ensaios.
A leitura do resultado é feita considerando-se o deslocamento da garra verticalmente
e a força necessária para realizar este deslocamento. A força é dividida pela largura do
corpo de prova, dando assim um resultado: deslocamento versus força por mm.

33
Figura 15 - Ensaio Peel segundo norma ASTM D 429 método B. A) Arranjo geral. B e C) Detalhe da
fixação do corpo de prova. D) Ensaio realizado acima de 20°C (dentro do forno)

34
Capítulo 5
Resultados e Discussão
5.1 Resultados dos ensaios:
Conforme descrito no capítulo 4, foram realizados ensaios peel seguindo os
procedimentos da norma ASTM D 429, método B – 2008, nas seguintes temperaturas:
20°C, 50°C, 80°C e 110°C. A figura 16 mostra a curva deslocamento da garra versus tensão
por mm encontrado para cada temperatura (valores médios dos ensaios). As linhas
tracejadas representam os corpos de prova com adesão a frio. As linhas sólidas representam
os corpos de prova com adesão a quente.
A partir das figuras 16 e 17, é possível observar que todos os resultados dos ensaios
a frio e a quente apresentam o mesmo comportamento, especialmente durante os primeiros

35
milímetros de deslocamento da garra. Num contexto geral, é possível dizer que a diferença
básica entre todos os testes é a resistência à ruptura (figura 26). Por exemplo, a resistência à
ruptura do corpo de prova com adesão a frio durante um ensaio a 20 ° C são de 10,5 N/mm,
enquanto para o corpo de prova com adesão a quente, ensaiado também em 20 ° C são de
18 N/mm. Apesar da diferença na tensão de ruptura, ambos apresentam curvas com
deslocamentos similares.
Figura 16 - Ensaios Peel para juntas coladas a quente, realizados em diferentes temperaturas.
Figura 17 - Ensaios Peel para juntas coladas a frio, realizados em diferentes temperaturas.

36
A Figura 18 mostra a falha de uma das amostras testadas a 20 ° C e preparadas com
adesão a quente. Como pode ser visto pela figura, a falha ocorreu na borracha, não no
adesivo. Isto significa que a força criada pelo adesivo durante a vulcanização é maior do
que a força de ruptura da borracha. A Figura 18 também mostra cinco marcas na borracha.
Estas marcas são a ruptura da borracha, e explica o comportamento em forma de “dente de
serrote” observado na figura 18, para a amostra de 20°C a quente após 110 milímetros de
deslocamento. À mesma temperatura (20°C), mas utilizando a adesão a frio, o
comportamento observado é diferente, tal como pode ser visto nos resultados apresentados
nas figuras 17 e 18. Primeiro, a resistência à ruptura da adesão a quente é maior do que a
adesão a frio quando ensaios a 20°C (17,5 N/mm contra 11 N/mm). Em segundo lugar, a
adesão a frio em 20°C não apresenta o comportamento “dente de serrote” visto na figura
18. Há apenas um pico, quando o deslocamento é cerca de 63 mm. Este pico é o início do
rompimento adesivo provocado por uma falha superficial na borracha. A Figura 19 mostra
três cores diferentes na área adesiva. A cor marrom representa que a falha ocorreu na
borracha. A cor verde significa que a falha ocorreu na cola, e cor cinza significa que a falha
ocorreu no primer. Nas amostras 1 e 2 predominantemente a falha ocorreu na borracha,
indicando que a cola criou uma força de adesão maior que a tensão de ruptura da borracha.
A amostra 3 mostra que a falha ocorreu na cola, significando que não houve uma boa
aderência entre cola e borracha. A amostra 4 exibe parte marrom, parte cinza. Aqui, o
comportamento é o oposto da amostra 3, significando que não houve uma boa aderência
entre a cola e o metal.

37
Figura 18 - Falha em uma das amostras testadas a 20°C e preparadas com adesão a quente
Figura 19 - Falhas nos corpos de provas com adesão a frio e testados em 20°C
A linha sólida laranja na figura 16 representa o comportamento de amostras quanto
testadas a 50°C e preparadas com adesão a quente. Aqui também é possível observar o
comportamento “dente de serra”, porém menos intenso do que aquele apresentado nos
ensaios a 20°C das amostras vulcanizadas a quente. A Figura 20 exibe a amostra após o
ensaio. A falha começa praticamente no mesmo ponto de deslocamento da garra que

38
ocorreu para o ensaio a 20°C da junta colada a quente, com um pequeno pico sobre a
borracha, sendo observados apenas outros dois picos e uma falha súbita ocorre. Outro ponto
importante é que a borracha se torna mais elástica, ou seja, é necessário menos força para se
ter o mesmo deslocamento, se comparado com a amostra vulcanizada a quente e ensaiada
em a 20°C.
A linha vermelha escura pontilhada na figura 17 representa o comportamento da
junta com adesão a frio durante um ensaio em 50°C. Como pode ser visto esta linha e a
linha que representa o ensaio da junta colada a frio em 20°C, praticamente se sobrepõem
até a falha de adesão a frio em 50°C. Neste ensaio não se observou pico, apenas um
deslocamento contínuo até a falha. A Figura 21 mostra que, ao contrário figura 19, não
houve falha na borracha, exceto no exemplo 6, que indica um princípio de falha superficial
na borracha. Em todas as outras amostras a adesão metal-borracha falhou e toda cola pode
ser vista na tira metálica.
Figura 20 - Ensaio em 50°C. Colado a quente.

39
Figura 21 - Ensaio em 50°C. Colado a frio.
O comportamento observado para a amostra adesivada a quente em 80°C mostra
que o deslocamento é proporcional a força de tração, sendo a falha de ruptura abrupta.
Como se podem ver na figura 22, pequenos picos “dentes de serra” são observados. A falha
na borracha começa com estes picos, e, em seguida, uma ruptura completa ocorre. Aqui,
novamente, a elasticidade de borracha tornou-se mais elevada, necessitando de menos força
para o mesmo deslocamento da garra (em comparação com os ensaios de 20°C e 50°C de
amostras coladas a quente).

40
Figura 22 - Junta colada a quente. Ensaio em 80°C
O comportamento observado para as amostras testadas em 80°C e 110°C coladas a
frio é semelhante entre si. De fato, em ambos os casos, não há uma boa aderência da cola
na borracha e a diferença entre eles é basicamente a força de ruptura final. A Figura 23
exibe as amostras testadas e a figura 24 dá uma melhor visão do comportamento durante os
testes.
Figura 23 - Amostras coladas a frio e ensaiadas em 80°C e 110°C.

41
Figura 24 - Comportamento das amostras com adesão a frio e testadas em 80°C e 110°C.
Finalmente, para a amostra vulcanizada 110°C colada a quente, o comportamento
aqui é similar ao observado na amostra com o mesmo tipo de adesão e testada em 80°C.
Em primeiro lugar, a borracha se torna mais elástica. Em segundo lugar, houve uma ruptura
abrupta da borracha. A borracha começa a deformar-se e de repente ocorre à falha. A
Figura 25 mostra o resultado dos corpos de prova ensaiados.
A partir dos resultados dos testes, é possível construir a curva de tendência de
resistência à ruptura em função da temperatura, como pode ser visto na figura 26. Os
comportamentos em ambas as curvas são muito semelhantes, exceto que a curva de adesão
a quente é deslocada cerca de 8 N / mm. A partir dessas curvas, também é possível traçar
uma linha de tendência linear de força de ruptura em função da temperatura. Como pode ser
visto na figura 26, Sh (t) é a equação linear de linha de tendência de adesão a quente e Sc
(t) é a equação linear de linha de tendência de adesão a frio.

42
Figura 25 - Amostras coladas a quente e testadas em 110°C.
Figura 26 - Força de Ruptura X Temperatura da borracha

43
Capítulo 6
Conclusões e sugestões para futuros trabalhos
6.1 Conclusões
O objetivo deste trabalho foi comparar experimentalmente duas formas de adesão
entre o metal e borracha e seu comportamento em diferentes temperaturas. O primeiro tipo
não envolve a temperatura durante o processo de adesão, sendo considerada adesão a frio
(quando se utiliza uma borracha já vulcanizada). O segundo tipo usa temperatura e pressão
para criar a adesão, sendo considerada adesão a quente (a borracha é vulcanizada durante o
processo de adesão). Os testes foram feitos seguindo o método ASTM D 429 B variando as
temperaturas (20°C, 50°C, 80°C e 110°C). As principais conclusões que podem ser
extraídas dos testes são:
• Em todos os cenários, as amostras preparadas com adesão a quente
apresentam melhor desempenho do que vulcanização a frio. Mesmo quando

44
comparados o pior cenário para adesão a quente (110°C), com o melhor cenário
para adesão a frio (20°C), a amostra adesivada a quente apresenta um
desempenho melhor, tendo uma maior elasticidade e tensão de ruptura mais
elevada.
• Em todos os casos, a adesão criada pela colagem a quente foi maior do que
a tensão de ruptura de borracha.
• Para adesão a frio, apenas 50% das amostras testadas a 20°C apresentaram
uma adesão maior do que a tensão de ruptura de borracha. Em todos os outros
casos, a falha ocorreu porque não houve uma boa adesão entre o metal e
borracha.
• A medida que a temperatura aumenta, a borracha se torna mais elástica.
• Força ruptura versus deslocamento variando-se a temperatura em ambos os
casos (quente e frio) são muito semelhantes.
• A ligação criada pelo método de adesão a frio é muito influenciada pela
temperatura. Foi possível observar que já em 50°C, não houve adesão da cola na
borracha. No caso da adesão a quente, não havia nenhuma falha no adesivo.
Todas as falhas ocorreram na borracha.
• Os comportamentos apresentados pelas amostras de vulcanização a frio
foram muito semelhantes entre si. A diferença, basicamente, foi tensão força de
ruptura final.
• Em todos os casos, a força de ruptura final, diminuiu à medida que a
temperatura aumentou.

45
6.2 Trabalhos futuros
Como continuação deste trabalho, alguns itens podem ser abordados como temas
para futuras pesquisas.
Neste trabalho alguns parâmetros da borracha, tais como abrasão, tensão de ruptura
e dureza foram fixos. Como no mercado existem diversos tipos de borrachas, seria
interessante ter um trabalho similar a este, variando-se estes parâmetros.
Outro ponto que afeta consideravelmente a adesão metal-borracha é o preparo da
superfície do metal. Estudos que envolvam diferentes rugosidades superficiais no metal
podem trazer grande contribuição ao assunto.
Especialmente durante o processo de adesão a frio, as condições climáticas podem
ter grande influência. Uma possibilidade de estudo é verificar a influência da umidade
durante o processo de adesão.
Em todos os ensaios o avanço vertical da garra da máquina de ensaio de tração foi
constante (50 mm/s). Como contribuição a este estudo, pode-se verificar a influência da
velocidade de avanço no processo de ruptura da borracha.

46
Bibliografia [1] A. Bhowmick, M. H. (1994). Rubber Products Manufacturing Technology. Marcel Dekker , pp. 776-778. [2] ASTM D 2240. (2005). Standart Test Method for Rubber Property - Durometer Hardness. [3] ASTM D 412. (2013). Standard Test Methods for Vulcanized Rubber and Thermoplastic Elastomers—Tension. [4] ASTM D 429, método B. (2008). Standard Test Methods for Rubber Property—Adhesion to Rigid Substrates - ASTM D 429 Método B. Norma Técnica . [5] Barlow, Fred W. (1988). Rubber Compounding - Principles, Methods and Technics. Marcel Dekker. [6] Bayer, A. (1993). Manual for the rubber industry. Development Section Leverkusen. C. A. L. Westerdahl, J. R. Hall, E. C. Schramm, D. W. Levi. (1974). Journal of Colloid and Interface and Science , 47 (610). [7] Callister, W. D. (2002). Corrosão de Metais. In: W. D. Jr., Ciência e Engenharia dos Materiais (pp. 388-407). LTC. [8] Crowther, B. (2001). Substrate Preparation Methods. In: B. Crowther, The handbook of rubber bonding (pp. 3-12). Shawbury,UK: Rapra Technology Limited. [9] DIN 53501. (11 de 1980). Rubber Vocabulary. [10] Evans, O. (1795). Millers Guide. [11] Flory, P. (1953). Principles of Polymer Chemistry. Nova York: Cornell Univ. Press. [12] H. M. Clearfield, J. Thomas, D. K. McNamarra, G. D. Davis. (Plenum Press de Ed., L-H. Lee, de 1991). Adhesive Bonding , p. Nova York. [13] Hofmann, W. (1989). Rubber Technology Handbook. Nova York, EUA. [14] ISO 1382. (2012). Rubber Vocabulary. [15] ISO 1629. (2013). Rubber and latices - Nomenclature. [16] ISO 4649. (2010). Rubber, vulcanized or thermoplastic -- Determination of abrasion resistance using a rotating cylindrical drum device.

47
[17] J. Halladay, P. W. (2001). Rubber to Metal Bonding. In: B. Crowther, The Handbook of Rubber Bonding (pp. 57-77). Shawbury: Rapra Technology Limited. [18] Morete, G. (2011). Estudo sobre os principais problemas que afetam as correias transportadoras do Terminal Ilha Guaíba – Corte de Cabos e Desalinhamentos. Monografia referente ao curso de pós-graduação em engenharia portuária - UFRJ . Rio de Janeiro, RJ, Brasil. [19] Morton, M. (1989). Rubber Technology. Nova York, EUA: Van Nostrand Reinhold. [20] MRPRA. (1991). Rubber Developments , 44. Malásia. [21] Nagdi, K. (1987). Manualle della Gomma. Tecniche Nuove. [22] NBR13861. (1996). Transportadores contínuos – Correias transportadoras - Armazenagem, embalagem e manuseio. Rio de Janeiro, RJ: ABNT. [23] Sexsmith, F. (1994). Rubber Products Manufacturing Technology. (M. M. A. K. Bhowmick, Ed.) Cap. 11. [24] T. Symes, D. Oldfield. (1991). Treatise on Adhesion and Adhesives. (J. D. Minfor, Ed.) Volume 7. [25] Wunderlich, B. (1990). Thermal Analysis. 137-140. Nova York: Academic Press. [26] Cook, J. W., Edge, S., & Packham, D. E. (1997). The adhesion of natural rubber to steel and the use of the peel test to study its nature. Journal of Adhesion and Adhesives , pp. 333-337. [27] M.A. Ansarifar, J. Zhang, J. Baker, A. Bell, R.J. Ellis (2001). Bonding properties of rubber to steel, aluminium and nylon 6,6. International Journal of Adhesion and Adhesives, pp. 369-380. [28] A. N. Gent (1981). The role of chemical bonding in the adhesion of elastomers. International Journal of Adhesion and Adhesives, pp. 143-150. [29] W. A. Less (1986). Bonding composites. International Journal of Adhesion and Adhesives, pp. 120-130. [30] M. Masuoka (1982). Mechanism of interfacial bond failure. International Journal of Adhesion and Adhesives, pp. 90-100. [31] K. W. Allen (2003). A review of some basics of adhesion over the past four decades. International Journal of Adhesion and Adhesives, pp. 87-93.

48
[32] C.C. Lawrence , G.J. Lake (2000). Static elastomer-to-metal test (debonding) facility for use in an industrial environment. Polymer Testin,. p.p. 339–350 [33] Anil K. Bhowmick, P. Loha, S.N. Chakravartyt (1989). Studies on adhesion between natural rubber and polybutadiene rubber. International Journal of Adhesion and Adhesives, pp. 34-42. [34] D.A. rod, R.W. Atkins and S.J. Shaw (1992). Use of primers to enhance adhesive bonds. . International Journal of Adhesion and Adhesives, pp. 110-115. [35] Rema Tip Top. (s.d.). Acesso em 03 de 03 de 2014, disponível em http://www.rematiptop.com/technical/ind/msds/RTT-IND-012%20Rev.%203%20(UT-R20%20Hardener)%20061713AOM.pdf [36] Rema Tip Top. (s.d.). Data Sheet N° 13 Rema Solvent. Acesso em 03 de 03 de 2014, disponível em http://www.rematiptop.com/technical/ind/msds/RTT-IND-001%20Rev.%203%20(No.%2013%20Solvent)%20121313AOM.pdf [37] Rema Tip Top. (s.d.). Data Sheet Primer PR 200. Acesso em 03 de 03 de 2014, disponível em Rema Tip Top: http://www.rematiptop.com/technical/ind/msds/RTT-IND-011%20Rev.%203%20(PR-200%20Readi%20Fast%20Metal%20Primer)%20061713AOM.pdf [38]Rema Tip Top. (s.d.). Rema Tip Top. Acesso em 03 de 03 de 2014, disponível em http://www.rematiptop.com/technical/ind/msds/RTT-IND-002%20Rev.%203%20(SC2000%20Cement)%20061413AOM.pdf [39] Tabela de Classificação das Borrachas. (s.d.). Acesso em 02 de 03 de 2014, disponível em Rubberpedia: http://www.rubberpedia.com/borrachas/classificacao-borrachas.php [40] Alan L. Myers (2004), Thermodynamics of Adsorption - Chemical Thermodynamics for Industry - Ed. T.M. Letcher,