Embed Size (px)
Citation preview
11
1. INTRODUÇÃO
No atual mundo competitivo em que as empresas vivem num ambiente globalizado e
tumultuado, a capacidade de resposta e flexibilidade a estas mudanças devem ser cada vez
mais rápidas. Os clientes esperam de seus fornecedores um volume maior de produção a
menores custos e com a qualidade garantida. Este novo conceito que está presente não
somente no mundo automobilístico, mas em outros ramos de atividades, veio para abalar o
gestor de qualquer organização solicitando dele e de sua equipe a melhor desenvoltura
possível. Neste contexto a Grammer do Brasil vem tentando desenvolver estas características
para se posicionar de modo adequado no mercado em que atua. A produção automobilística
no Brasil se mostra bastante atraente e com crescimentos constantes a cada mês, tornando o
momento favorável para toda cadeia de suprimentos. As grandes montadoras estão se
mobilizando para aumentar sua capacidade de produção a fim de atender a nova demanda que
nos últimos anos vem batendo recordes nacionais e conseqüentemente exige de seus
fornecedores iniciativas.
O presente relatório, detalhado a seguir, tem como objetivo apresentar como a
produção da Grammer se comporta com o intuito de manter a melhor produtividade possível,
proporcionando um uso consciente do tempo e dos recursos.

12
2. RELATOS HISTÓRICOS
A planta de Atibaia começa sua história em 08 de novembro de 1955, em Guarulhos,
quando surge a RIGI-Flex Artefatos de Metais Ltda., metalúrgica de pequeno porte que
transformava arame de aço em barbatanas para confecção de cintas modeladoras.
No início dos anos 1980, a Grammer AG. (Matriz), ampliando sua participação
internacional, comprou algumas empresas que haviam entrado em concordata, e em 1989
incorporou a RIGI-Flex a seu grupo, a qual teve sua razão social alterada para Grammer do
Brasil Ltda.
Figura 1: Rigi-flex, 1975
Fonte: Recursos Humanos Grammer, 2010
13
Figura 2: Grammer AG, Alemanha - 1880
Fonte: Recursos Humanos Grammer, 2010
O Grupo Grammer foi fundado em 1880 na Alemanha, pelo Senhor Willibald
Grammer, seus primeiros produtos comercializados foram bancos para charretes e carroças.
Em 1954 seu neto assumiu a direção do grupo, na época com 23 anos, o Senhor Georg
Willibald Grammer, ex-presidente do conselho, e último da família “Grammer” a pertencer à
empresa. Este expandiu a Grammer como indústria no mesmo ano de posse e começou a
produzir assentos para máquinas agrícolas. Passados aproximadamente dez anos o sucesso
começava com a decisão de fazer assentos com suspensão.
Em 1976 introduziu em sua produção cadeiras para escritório, em 1982 começaram a
produzir assentos para ônibus e tratores, e três anos mais tarde introduziram a divisão de
componentes de bancos para veículos.
2.1 EVOLUÇÃO HISTÓRICA
A empresa RIGI-Flex iniciou o crescimento em 1958, quando desenvolveu um
“plantonier” de alumínio (suporte para fixar globo de luz), com um sistema de mola, o qual
prendia o globo com maior facilidade e segurança, substituindo com vantagem os parafusos.
14
O produto foi bem aceito no mercado, a produção e as vendas aumentaram, a empresa
começou a investir em novas máquinas, ferramentas, ampliou o quadro de funcionários,
investiu em novas tecnologias, desenvolveu novos modelos de luminárias e ingressou no
mercado de autopeças. Este avanço tecnológico permitiu que em 1962 começasse a produção
de estruturas de bancos para a Mercedes-Benz do Brasil.
Em 1971, a RIGI-Flex adquiriu a licença de fabricação de bancos hidráulicos da
Bremshey e da Grammer, ambas empresas alemãs. Com isso a empresa entrou na era de
bancos com tecnologia de ponta para ônibus e, posteriormente, para tratores, caminhões e
máquinas de engenharia.
Com os novos produtos, a empresa expandiu novos mercados, e passou a ser
representada perante as montadoras no âmbito nacional e internacional.
Em 1973 houve uma associação da Rigi-Flex com a Grammer AG. Neste período deu
início à construção da fábrica em Atibaia – SP, com maior capacidade produtiva.
Com as mudanças a razão social da empresa foi alterada para Rigi-Flex Indústria
Metalúrgica, ampliando seu mercado, conquistando mais clientes, desenvolvendo e
produzindo novos produtos. Chegou a bater recorde de vendas.
A nova fábrica em Atibaia foi inaugurada em 1975, com capacidade de produção
compatível com o mercado. Passou em 1998, a chamar-se Grammer do Brasil Ltda.
Assim como nas demais empresas do grupo espalhadas pelo mundo, a Grammer do
Brasil busca constantemente novos horizontes, investindo em seu desenvolvimento
tecnológico e profissional, a fim de enfrentar competitivamente novos mercados, internos e
externos, onde a qualidade de seus produtos já se faz presente. Todo esse sucesso é o
resultado do esforço e da competência de uma enorme equipe de colaboradores que trabalham
de forma integrada, eficaz e objetiva.
São fontes de destaque do desempenho técnico:
a) Em 1976 – a iniciativa de produzir a espuma para os bancos, internamente, tornou-se
um grande diferencial, impulsionado pelos investimentos tecnológicos de ponta;
15
b) Em 1992 – os avanços no processo de pintura propiciaram um considerável ganho na
qualidade e durabilidade dos produtos protegendo contra corrosão;
c) Em 1995 – a formação do grupo automotivo que foi impulsionada pelo contrato
assinado para fabricação de bancos para o “Trem Bala”;
d) Em 1998 – foi formada a divisão de bancos para passageiros; e
e) Em 2000 – aquisição de robôs para solda.
16
3. APRESENTAÇÃO DA EMPRESA
3.1 DADOS DA EMPRESA
A filial da Grammer no Brasil está localizada na Avenida Industrial Walter Kloth, 888
– Jd. Cerejeiras – Atibaia/SP possui um terreno com área total de 67.572 m2, com 19.616m2
de área construída.
Figura 3: Foto aérea planta Grammer do Brasil
Fonte: Recursos Humanos Grammer, 2010
3.2 PORTE DA EMPRESA
Atualmente a unidade Grammer do Brasil dispõe de aproximadamente 500
colaboradores entre diretos e indiretos, de acordo com o supervisor de Recursos Humanos,
Ronaldo Duarte (dados de fev/2010).
Os serviços de limpeza geral, telefonia, serralheria, segurança (portaria), atendimento
ambulatorial, alimentação e transporte são terceirizados, com o objetivo de redução de mão-
de-obra e encargos, reduzindo assim os custos e permitindo à empresa focar seus esforços em
suas atividades fins ampliando sua competitividade no mercado.
17
3.3 TIPO DE SOCIEDADE
O Grupo Grammer é uma S.A. com capital aberto. Suas ações encontram-se na Bolsa
de Valores da Alemanha. Todas as suas filiais são empresas de sociedade por quotas de
responsabilidade limitada.
Qualquer transação ou investimento relacionado à compra venda ou fusão com outras
empresas necessita de autorização da matriz.
3.4 MATRIZ E FILIAIS
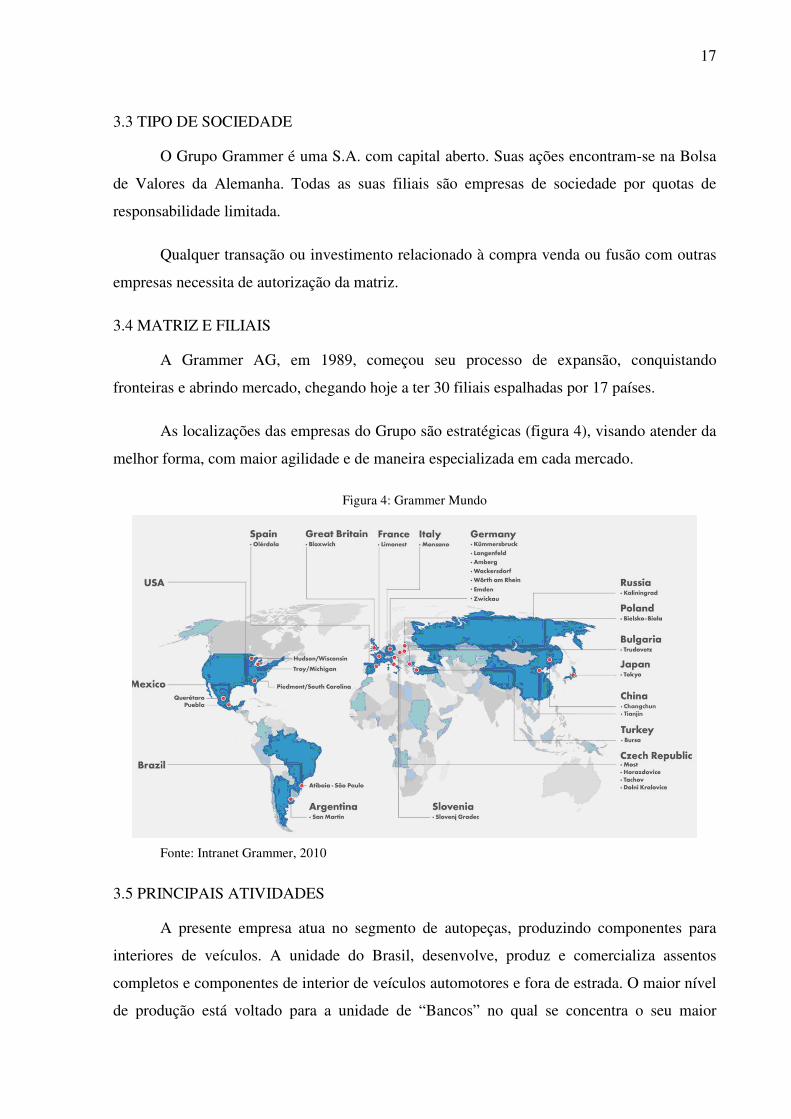
A Grammer AG, em 1989, começou seu processo de expansão, conquistando
fronteiras e abrindo mercado, chegando hoje a ter 30 filiais espalhadas por 17 países.
As localizações das empresas do Grupo são estratégicas (figura 4), visando atender da
melhor forma, com maior agilidade e de maneira especializada em cada mercado.
Figura 4: Grammer Mundo
Fonte: Intranet Grammer, 2010
3.5 PRINCIPAIS ATIVIDADES
A presente empresa atua no segmento de autopeças, produzindo componentes para
interiores de veículos. A unidade do Brasil, desenvolve, produz e comercializa assentos
completos e componentes de interior de veículos automotores e fora de estrada. O maior nível
de produção está voltado para a unidade de “Bancos” no qual se concentra o seu maior
18
faturamento. A linha automotiva é definida especificamente por encostos de cabeça,
acessórios internos para carros de pequeno porte e estruturas metálicas para caminhonetes.
19
4. ANÁLISE ORGANIZACIONAL
4.1 FATURAMENTO
A Grammer do Brasil atualmente no seu mix trabalha com a produção de apoios de
cabeça, bancos, estruturas e camas para caminhões. A produção de bancos é responsável por
praticamente 90% do faturamento mensal.
O faturamento médio mensal da Grammer é de R$ 8.500.000,00 (oito milhões e
quinhentos mil reais) na divisão de Driver Seats, que durante este relatório chamarei de “DS”.
Esta divisão é somente um centro de custo para ser separado da unidade de negócio
automotiva. Considerando as duas unidades de negócio, DS e automotiva o faturamento
mensal chega próximo dos R$ 11.000.000,00 (onze milhões de reais).
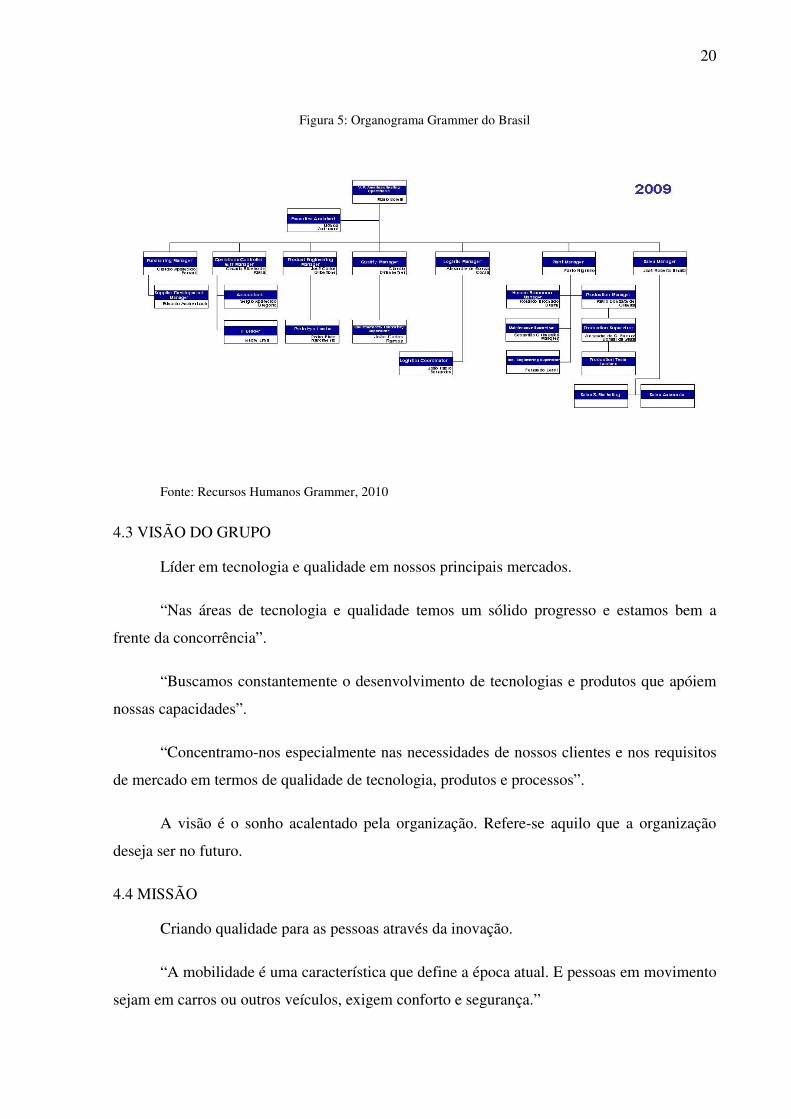
4.2 ORGANOGRAMA EMPRESARIAL
Uma organização segundo Chiavenato (2004), “é um conjunto de cargos funcionais e
hierárquicos cujas prescrições e normas de comportamento todos os seus membros devem se
sujeitar”.
Para Chiavenato (2004), “a organização formal apresenta cinco características básicas,
a saber: divisão do trabalho, especialização, hierarquia, amplitude administrativa e
racionalismo da organização formal”.
As organizações podem ser formalmente estruturadas em organizações lineares,
organizações funcionais e organização de linha-staff. O modelo apresentado mais adiante,
organograma organizacional da Grammer, desenvolve-se a partir do conceito de organização
linear.
Cada empresa deve desempenhar um modelo de organização formal de acordo com o
sistema racional encontrado na organização e como o conjunto de cargos funcionais e
hierárquicos irão funcionar efetivamente.
20
Figura 5: Organograma Grammer do Brasil
Fonte: Recursos Humanos Grammer, 2010
4.3 VISÃO DO GRUPO
Líder em tecnologia e qualidade em nossos principais mercados.
“Nas áreas de tecnologia e qualidade temos um sólido progresso e estamos bem a
frente da concorrência”.
“Buscamos constantemente o desenvolvimento de tecnologias e produtos que apóiem
nossas capacidades”.
“Concentramo-nos especialmente nas necessidades de nossos clientes e nos requisitos
de mercado em termos de qualidade de tecnologia, produtos e processos”.
A visão é o sonho acalentado pela organização. Refere-se aquilo que a organização
deseja ser no futuro.
4.4 MISSÃO
Criando qualidade para as pessoas através da inovação.
“A mobilidade é uma característica que define a época atual. E pessoas em movimento
sejam em carros ou outros veículos, exigem conforto e segurança.”
21
“É por isso que oferecemos produtos que – graças à inovação permanente –
constantemente atendem essas expectativas”.
“Ao mesmo tempo, esse é o alicerce de nosso sucesso ao satisfazer nossas
responsabilidades econômicas e sociais em relação a nossos clientes, funcionários e
investidores, além do ambiente local”.
“A missão consiste na compreensão do papel da organização frente a sua realidade”.
“É uma expressão da sua razão de existir”, conforme Tavares (2000). Chiavenato & Sapiro
(2004, p.200) entendem que: “A missão é o papel da organização na sociedade”.
Definida a missão fica clara a razão de viver da empresa e esta deve ser a sua busca
contínua.
4.5 PRINCÍPIOS E VALORES
4.5.1 Cumprimos todos os requisitos referentes à segurança do produto de acordo com a tecnologia de última geração
O objetivo é obter segurança possível do produto e de todas as atividades de projeto e
produção para o usuário. A identificação, avaliação e redução de possíveis riscos do produto,
através da aplicação de técnicas adequadas, asseguram que todos os aspectos da segurança do
produto estejam sendo considerados de forma apropriada. A alta administração apóia a
proposta preventiva para a segurança do produto, considerando-a uma função gerencial.
4.5.2 Comprometemo-nos com a qualidade e administração que deve liderar nossos esforços de qualidade
A impecável qualidade do nosso desempenho é pré-requisito para atender aos
requisitos de clientes internos e externos. Manter nosso alto padrão de qualidade e
aperfeiçoamento contínuo são nossas tarefas permanentes. Nossos gerentes estão
comprometidos com as regras comerciais e a política de qualidade da Grammer AG, e
estabelecem um claro exemplo disto. Motivam os funcionários a agir tendo a qualidade em
mente, definem metas, promovem trabalho em equipe e uma maneira de pensar que integra
todos os departamentos.
22
4.5.3 Eliminamos defeitos de forma consistente. Nossa meta é: defeitos zero
A prevenção de defeitos assume a precedência sobre a detecção de defeitos. No caso
de ocorrerem defeitos apesar da ação preventiva, estes devem ser eliminados
permanentemente através de medidas metódicas e sistemáticas. Defeitos são desvios dos
padrões. Eles aumentam nossos custos e reduzem nossa competitividade. Estamos, portanto,
ansiosos para conduzir tudo da forma adequada desde o início e assentar os alicerces
correspondentemente.
4.5.4 Fazemos aperfeiçoamentos contínuos e consideramos nossas falhas
Queremos liderar a concorrência mundial. Conseguimos isto através do
aperfeiçoamento contínuo e mensurável do nosso desempenho, nossos processos comerciais e
nossos produtos. Nossos padrões e procedimentos incluem as exigências dos clientes e nosso
know-how. Estes devem ser persistentemente atingidos em todas as atividades.
4.5.5 Divulgamos o conhecimento necessário
É de responsabilidade de todo executivo oferecer treinamento com base na
função/responsabilidade dos funcionários. O conhecimento obtido com este processo deve ser
continuamente mantido e aperfeiçoado por meio de treinamentos constantes.
4.6 OBJETIVO EMPRESARIAL
O objetivo da empresa é claramente expressado em sua política de qualidade.
“Queremos que os clientes fiquem satisfeitos. Clientes internos são tão importantes quanto os
externos. A qualidade de nossos serviços e produtos baseia-se nas altas exigências dos
clientes. Atender a essas exigências é essencial para o sucesso da empresa e,
conseqüentemente, a manutenção dos empregos”.
Dentro da empresa, cada um dos indivíduos é um fornecedor de serviços e produtos e,
portanto, tem clientes internos que devem ser atendidos com desempenho impecável no tempo
devido.
4.7 IDENTIFICAÇÃO DO SETOR ECONÔMICO QUE A EMPRESA SE INSERE
A empresa está inserida no setor econômico secundário da economia.
23
O setor secundário é o setor que transforma produtos naturais produzidos pelo setor
primário em produtos de consumo ou em máquinas industriais (produtos a serem utilizados
por outros estabelecimentos do setor secundário). É nesse setor que podemos dizer que a
matéria-prima é transformada em um produto manufaturado. A indústria é, portanto, uma
atividade desse setor.
Muitos são os fatores que influenciam esse ambiente, porém somente três deles vão ser
tratados nesse trabalho. São eles: clientes, fornecedores e concorrentes.
4.7.1 Principais clientes
Para o funcionamento de qualquer empresa é necessário que ela possua pelo menos um
cliente. O cliente externo pode ser uma pessoa física ou jurídica, sendo a pessoa mais
importante para o funcionamento do negócio, nunca dependendo da empresa e sim o oposto.
Cabe lembrar que o cliente não deve ser tratado apenas com uma fonte de caixa, mas um
parceiro que precisa ser bem atendido e respeitado.
A Grammer atualmente comercializa seus produtos somente para pessoas jurídicas
ficando restritos a fabricantes. Seus produtos são fabricados sobre encomenda diretamente
pelo cliente.
Adiante a figura 6 apresenta os principais clientes da Grammer.
Figura 6: Foto dos principais Clientes Grammer
24
Fonte: Intranet Grammer, 2010
Clientes – Parte interessada no produto, ou seja, alguém que está necessitando de algo
fornecido pelo processo de negócio.
A Grammer, como todo o setor de autopeças, sofre uma enorme influência das
montadoras e, em conseqüência disso passa por um processo de reordenamento com
acréscimos significativos de responsabilidades. Os fortes programas de redução de custos das
montadoras e suas políticas de compra estão provocando estas mudanças no setor e na
Grammer. A exemplo do que ocorre no mercado mundial, a Grammer já está se preparando
para as exigências das montadoras dentro do novo conceito de produção. O novo padrão de
relacionamento entre montadora e fornecedor abrange, entre outros:
a) Entrega de peças e partes montadas em sistemas ou conjuntos;
b) Criação de uma elite de fornecedores, chamados de primeiro nível, com os quais as
montadoras se relacionam preferencialmente;
c) Prática de preços internacionais e exigência de qualidade internacional;
d) Realização de contratos de compra durante a vida útil do veículo condicionados a uma
série de compromissos/metas a serem atingidos pelos fornecedores;
e) Pressões para obtenção de ganhos anuais de produtividade e seu repasse para os
preços;
f) Transferência de investimentos, de atividades produtivas e de engenharia das
montadoras para seus fornecedores;
g) Realização de projetos de engenharia em parceria para novos produtos;
h) Pressões para associações internacionais; e
i) Atuação de empresas em escala mundial.
4.7.2 Principais fornecedores
Parte interessada que fornece algo para a fabricação do algum produto, ou seja, para a
execução do processo de negócio, é necessário que haja um processo de fornecedores.
25
Uma parte dos fornecedores da Grammer é fruto da terceirização do seu setor de
estamparia. São pequenas empresas das quais a Grammer representa grande parte do seu
faturamento, o que concede a empresa maior poder de barganha. Por outro lado, uma grande
parcela dos seus componentes são de metais, cujos fornecedores estão mais concentrados do
que o setor. Como é pouco provável que os compradores se agrupem para conseguir melhores
preços, prazos ou qualidade, o poder de negociação do setor diminui, tendo em vista que são
poucos os produtos substitutos.
Nesse contexto, é interessante que a empresa faça uma análise do grau de interesse
desse tipo de fornecedor em integrar ao seu negócio os produtos da empresa compradora
tornando-se assim seu concorrente.
Contudo na grande maioria das vezes a Grammer vem desenvolvendo uma parceria com
seus fornecedores, trabalhando para o seu desenvolvimento e integração. Nesse sentido, estão
sendo realizados projetos de melhorias e integração, a destacar:
a) Extensão do projeto lean manufacturing para os fornecedores;
b) Capacitar as empresas fornecedoras no uso de ferramentas de manufatura enxuta,
dando suporte ao processo de implementação lean;
c) Melhorar o desempenho do fornecedor, quanto a: custo, performance de entrega,
flexibilidade de atendimento e produtividade;
d) Colaboradores da Grammer participam diretamente na realização dos projetos de
desenvolvimento de fornecedores;
e) Fornecedores participam de atividades de desenvolvimento na Grammer;
f) Participação no desenvolvimento de produtos mais econômicos;
g) Apresentação da aplicação dos itens fornecidos;
h) Apresentação dos produtos Grammer; e
i) Apresentação dos contatos Grammer.
Com isso, a Grammer espera de seus fornecedores:
26
a) Apoio em sua área de atuação com foco na melhoria dos produtos e processos com o
intuito de aumentar nossa competitividade; e
b) Melhor fornecimento em qualidade dos produtos, prazos de entrega e serviços.
4.7.3 Principais concorrentes
O número de empresas competindo no setor de autopeças é grande, porém o número
de empresas competindo no seguimento de bancos para tratores, caminhões, ônibus e
empilhadeiras é mais reduzido o que torna a competição menos intensa.
Nesse universo de competidores em que a Grammer atua, existem ameaças e
oportunidades.
4.8 OBJETIVO DO DEPARTAMENTO
O departamento de Administração de Produção tem como objetivo controle de
informações que mostrem de maneira realista como a produção está trabalhando e se
está sendo eficiente e eficaz.
27
5. REVISÃO BIBLIOGRÁFICA
5.1 ADMINISTRAÇÃO DA PRODUÇÃO
O tema administração da produção compreende uma vasta gama de assuntos, que não
devem ser vistos de forma isolada sob pena de perderem seu significado conjunto. As
atividades de administração da produção acontecem a todo o instante, em número e
freqüência muito maiores do que possam parecer.
O cotidiano atual nos mantém imersos, de tal forma, nas atividades de produção que
julgamos ser necessário emergir deste contexto para visualizar e compreender o
funcionamento destas atividades, a fim de poder administrá-las com maior propriedade.
Julgamos fundamental iniciar com uma visão geral e compreensiva do tema e sua
abrangência. Na verdade, a administração da produção envolve três importantes conceitos: o
conceito de organizações, de administração e de atividades de produção.
Considerando a definição de administração como sendo o processo de planejar,
organizar, liderar e controlar o trabalho das pessoas da organização e de usar da melhor forma
possível os recursos disponíveis para conseguir realizar os objetivos estabelecidos, é possível
dizer que administrar a produção consiste em utilizar, da melhor forma, os recursos destinados
à produção de bens ou serviços. São várias as definições de administração da produção ou de
administração de operações, conforme pode-se verificar a seguir:
Slack et al. (2002) definem administração da produção como sendo as atividades, decisões e
responsabilidades dos gerentes de produção.
Davis et al. (2001) defendem que, a partir de uma estratégia corporativa, a administração da
produção pode ser definida como o gerenciamento dos recursos diretos que são necessários
para a obtenção dos produtos e serviços de uma organização.
Stevenson (2001) considera que a função de operações engloba todas as atividades
diretamente ligadas à produção de bens ou ao fornecimento de serviços e ressalta a ampliação
do escopo da função para outros tipos de organização além de fábricas.
5.2 O QUE SÃO AS ORGANIZAÇÕES?
O mundo moderno é feito de organizações. A vida das pessoas de qualquer sociedade
gira em torno e mantém profunda dependência das organizações.
Os livros sobre administração trazem várias definições para organização, todas elas muito
similares entre si. A seguir são apresentados alguns exemplos de definições obtidas de autores
renomados.
28
Silva (2001) considera que uma organização é definida como duas ou mais pessoas
trabalhando juntas, cooperativamente dentro de limites identificáveis, para alcançar um
objetivo ou meta comum.
Stoner & Freeman (1985), por sua vez, definem organização como sendo duas ou mais
pessoas trabalhando juntas e de modo estruturado para alcançar um objetivo específico ou um
conjunto de objetivos.
Assim observa-se que apesar de haver definições diversas não é possível imaginar uma
sociedade sem as organizações.
5.3 O QUE É ADMINISTRAÇÃO?
Administração é palavra de ordem no mundo das organizações. Na verdade não
existem empresas ou organizações intrinsecamente boas ou más, vencedoras ou perdedoras. O
sucesso ou fracasso de qualquer entidade está ligado à forma como é administrada.
Podemos dizer que administrar é cuidar das atividades de uma organização, qualquer
que seja o seu tipo: setor primário, manufatura ou serviços.
A quantidade de definições para a administração é tão extensa quanto o número de livros
escritos sobre o assunto, conforme apresentado a seguir,
Stoner e Freeman (1985) definem administração como sendo o processo de planejar,
organizar, liderar e controlar o trabalho das pessoas da organização e de usar da melhor forma
possível os recursos disponíveis da organização para conseguir realizar os objetivos
estabelecidos.
Chiavenato (2000) afirma que a tarefa básica da administração é a de fazer as coisas
por meio das pessoas, de maneira eficiente e eficaz. Também define a administração como o
processo de planejar, organizar, dirigir e controlar o uso de recursos a fim de alcançar
objetivos estabelecidos.
Bateman e Snell (1998) definem a administração como o processo de trabalhar com
pessoas e recursos para realizar objetivos organizacionais.
Certo (2003) afirma que o termo administração pode ser empregado de diferentes maneiras,
mas define administração como o processo que permite alcançar as metas de uma empresa,
fazendo uso do trabalho com e por meio de pessoas e outros recursos da empresa.
Megginson et al. (1998) consideram que administração é o trabalho com recursos
humanos, financeiros e materiais para atingir objetivos organizacionais, por meio do
desempenho das funções de planejar, organizar, liderar e controlar.
29
Silva (2001) comenta sobre o grande número de conceitos para o termo e formula a seguinte
definição: administração é um conjunto de atividades dirigidas à utilização eficiente e eficaz
dos recursos, no sentido de alcançar um ou mais objetivos ou metas organizacionais.
Montana e Charnov (1999) definem administração como o ato de trabalhar com e
através de pessoas para realizar os objetivos tanto da organização quanto de seus membros.
Maximiliano (2002) define administração como sendo o processo de tomar e colocar em
prática, decisões sobre objetivos e utilização de recursos, salientando que as decisões
abrangem quatro funções: planejamento, organização, execução e controle.
Como podemos ver existem várias definições que procuram dizer o que é
administração, elas são, em geral, muito próximas, como se pôde notar. É possível adotar
qualquer uma destas definições sem prejuízo do entendimento do seu real significado.
5.4 O CICLO DA ATIVIDADE ADMINISTRATIVA
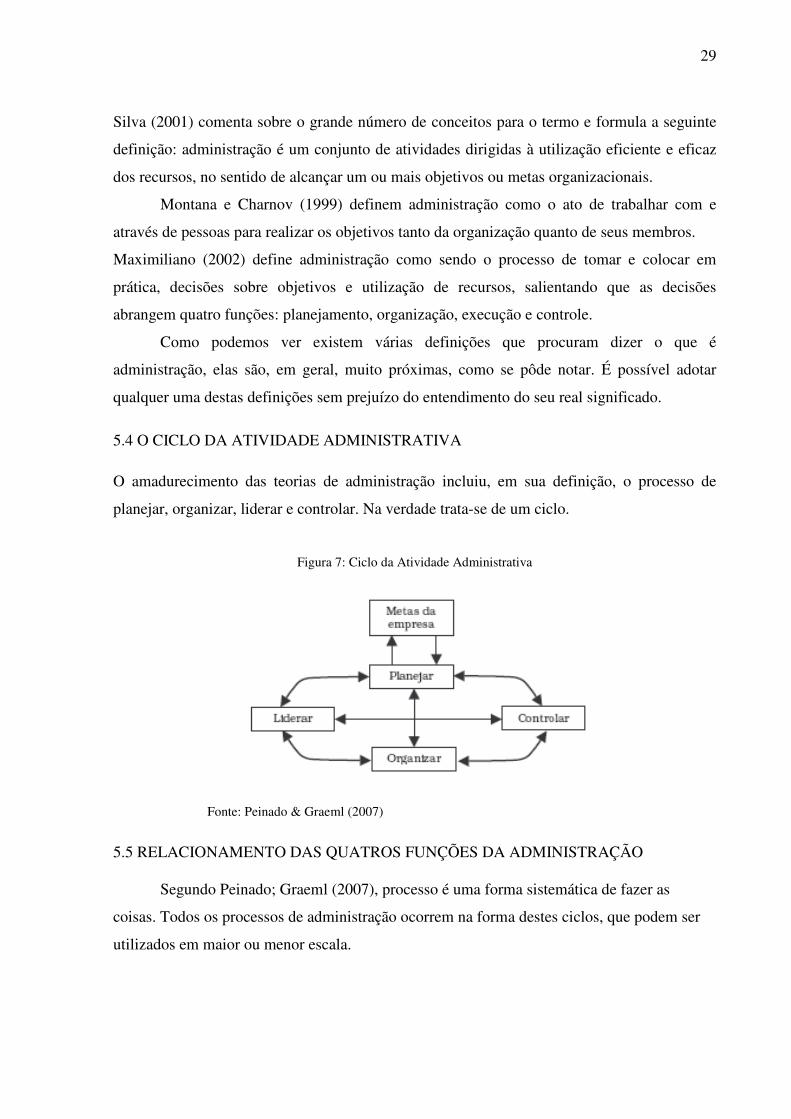
O amadurecimento das teorias de administração incluiu, em sua definição, o processo de
planejar, organizar, liderar e controlar. Na verdade trata-se de um ciclo.
Figura 7: Ciclo da Atividade Administrativa
Fonte: Peinado & Graeml (2007)
5.5 RELACIONAMENTO DAS QUATROS FUNÇÕES DA ADMINISTRAÇÃO
Segundo Peinado; Graeml (2007), processo é uma forma sistemática de fazer as
coisas. Todos os processos de administração ocorrem na forma destes ciclos, que podem ser
utilizados em maior ou menor escala.
30
Qualquer processo de administração, independente do nível de importância e grau de
abrangência, deve ser iniciado com uma etapa de planejamento. É preciso pensar e estabelecer
os objetivos e ações que devem ser executados com a maior antecedência possível.
O planejamento exige que as decisões sejam tomadas com suporte de informações
baseadas em fatos e dados, uma vez que o risco de insucesso pode ser alto, ao se basear
apenas em palpites ou suposições.
5.6 AS ATIVIDADES DAS ORGANIZAÇÕES
As organizações são sistemas dinâmicos que estão em funcionamento constante para
produzir os bens ou serviços a que se destinam e tratam-se de sistemas integrados de
atividades.
Todas as organizações, sem exceção, possuem pelo menos cinco atividades básicas:
atividades mercadológicas, contábeis, de gestão de pessoas, logísticas, e atividades de
produção.
5.7 ATIVIDADES DE PRODUÇÃO (OU DA OPERAÇÃO)
São atividades diretamente ligadas ao processo produtivo, independentemente da
intensidade de material físico que compõe o produto. Tratam dos processos utilizados pelas
organizações para produzir bens e serviços.
O termo produção, geralmente, traz à mente das pessoas imagens de linhas de
produção, fábricas, operários próximos às máquinas e demais atividades diretamente ligadas à
transformação de bens tangíveis (alta intensidade de materiais). Porém, o escopo das
atividades de produção se expandiu consideravelmente.
5.8 AS ATIVIDADES DE PRODUÇÃO NAS ORGANIZAÇÕES
Apesar de não ser a única, nem, necessariamente, a mais importante, a função
produção é central a todas as organizações. A gestão da produção é responsável pela produção
dos bens e serviços disponibilizados pelas organizações aos seus clientes, que são a razão
essencial da sua existência. Todas as demais funções são interligadas à função produção.
31
5.8.1 Evolução Histórica da Produção
As atividades da administração da produção remontam à origem do ser humano. As
primeiras atividades de produção extrativista e as plantações e criação de animais, que vieram
na seqüência, já exigiam algum esforço no sentido produtivo.
O avanço das civilizações, desde a antiguidade, permitiu a construção de grandes
empreendimentos, como as pirâmides do Egito, a grande muralha da China, pontes e estradas,
grandes embarcações, além de inúmeras outras obras monumentais de que se tem notícia.
Estes projetos certamente exigiram grande esforço de administração e gerenciamento de
produção.
32
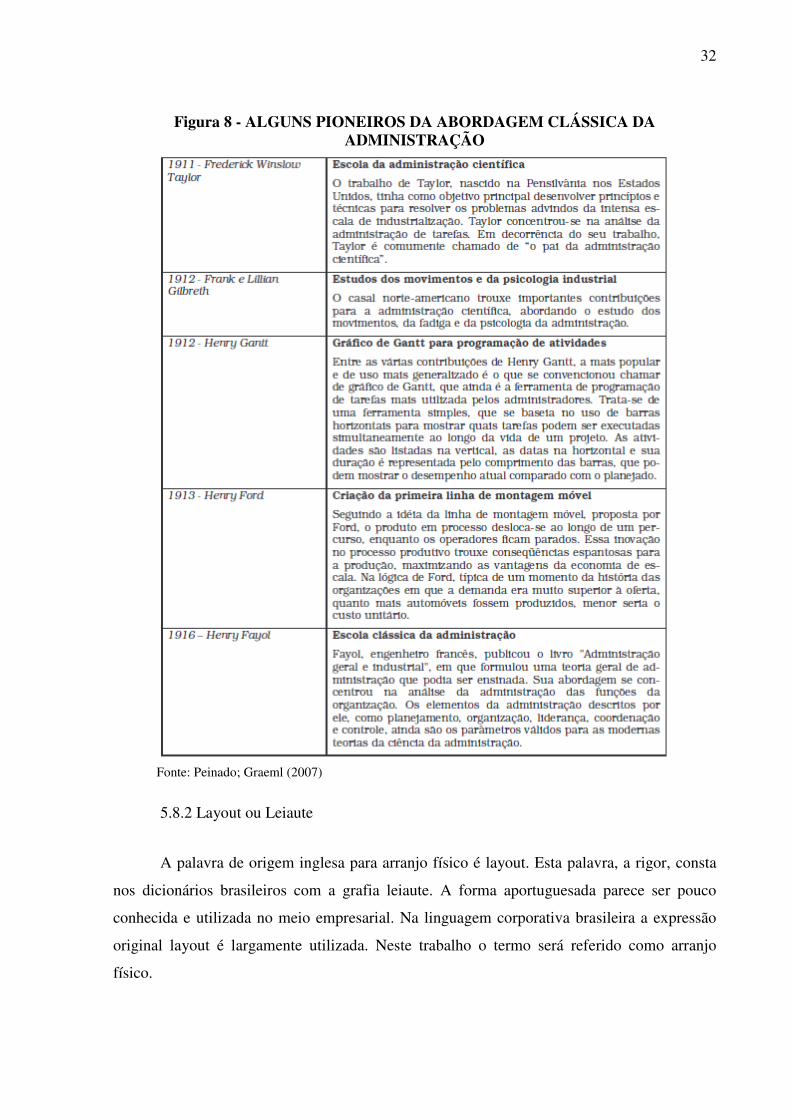
Figura 8 - ALGUNS PIONEIROS DA ABORDAGEM CLÁSSICA DA ADMINISTRAÇÃO
Fonte: Peinado; Graeml (2007)
5.8.2 Layout ou Leiaute
A palavra de origem inglesa para arranjo físico é layout. Esta palavra, a rigor, consta
nos dicionários brasileiros com a grafia leiaute. A forma aportuguesada parece ser pouco
conhecida e utilizada no meio empresarial. Na linguagem corporativa brasileira a expressão
original layout é largamente utilizada. Neste trabalho o termo será referido como arranjo
físico.
33
5.8.3 Definição de Arranjo Físico
Para efeito de gestão de organizações, o termo “arranjo físico” possui várias
definições, todas análogas, complementares e alinhadas entre si.
Slack et al (2002) definem arranjo físico de uma operação produtiva como a preocupação com
a localização física dos recursos de transformação. De forma simples, definir o arranjo físico é
decidir onde colocar todas as instalações, máquinas, equipamentos e pessoal da produção.
Stevenson (2001) considera que o arranjo físico é a configuração de departamentos, de
centros de trabalho e de instalações e equipamentos, com ênfase especial na movimentação
otimizada, através do sistema, dos elementos aos quais se aplica o trabalho.
Moreira (1998) lembra que planejar o arranjo físico significa tomar decisões sobre a
forma de como serão dispostos os centros de trabalho que aí devem permanecer.
Gaither; Frazier (2001) dizem que definir o arranjo físico significa planejar a localização de
todas as máquinas, utilidades, estações de trabalho, áreas de atendimento ao cliente, áreas de
armazenamento de materiais, corredores, banheiros, refeitórios, bebedouros, divisórias
internas, escritórios e salas de computador, e ainda os padrões de fluxo de materiais e de
pessoas que circulam o prédio.
Ritzman; Krajewski (2004) consideram, como os outros autores, que o planejamento
do arranjo físico envolve decisões sobre a disposição dos centros de atividade econômica em
uma unidade e definem centro de atividade econômica como qualquer coisa que utilize
espaço: uma pessoa, um grupo de pessoas, o balcão de um caixa, uma máquina, uma banca de
trabalho e assim por diante.
Gurgel (2003), em seu glossário de engenharia de produção, define arranjo físico como sendo
a arte e a ciência de se converter os elementos complexos e interrelacionados da organização
da manufatura e facilidades físicas em uma estrutura capaz de atingir os objetivos da empresa
pela otimização entre a geração de custos e a geração de lucros.
Naturalmente, existem algumas regras e direcionamentos que devem ser seguidos
quando se define um arranjo físico, porém, experiência e visão muitas vezes acabam por ser
ponto chave na definição de um arranjo físico adequado.
O arranjo deve, sobretudo, propor bem estar. Em função, principalmente, do aumento
da produtividade do maquinário e conseqüente redução de mão-de-obra operacional os
arranjos físicos produtivos atuais são bem mais compactos, ocupando muito menos área física
que os arranjos de poucas décadas atrás.

34
5.8.4 A Importância do estudo do arranjo físico
As decisões de arranjo físico definem como a empresa vai produzir. O leiaute, ou
arranjo físico é a parte mais visível e exposta de qualquer organização.
A necessidade de estudá-lo existe sempre que se pretende a implantação de uma nova fábrica
ou unidade de serviços ou quando se estiver promovendo a reformulação de plantas
industriais ou outras operações produtivas já em funcionamento.
As decisões do arranjo físico podem ser de nível estratégico, quando se estudam novas
fábricas, grandes ampliações ou mudanças radicais no processo de produção, que,
naturalmente, envolvem grandes investimentos. Neste caso, geralmente os estudos de arranjo
físico são feitos por empresas contratadas, que detém conhecimento altamente especializado
sobre o assunto. Decisões desta complexidade não são de responsabilidade do gerente de
produção.
As decisões sobre o arranjo físico também podem ser de nível tático, quando as
alterações não são tão representativas, os riscos envolvidos e valores são mais baixos.
Geralmente, decisões táticas são tomadas pelo próprio gerente ou diretor industrial da
organização.
5.8.5 Tipos Básicos de Arranjo Físico
• Layout Posicional;
• Layout Processo ou funcional;
• Layout celular;
• Layout por produto;
Layout posicional: é utilizado quando os materiais transformados são muito grandes,
ou muito delicados, ou objetariam ser movidos.
Layout por processo: neste tipo de arranjo físico todos os recursos similares de
operação são mantidos juntos. Este tipo de layout é normalmente usado quando a variedade de
produtos é relativamente grande. Este tipo de layout é conhecido também como layout
funcional.
35
Layout celular: neste tipo de layout os recursos necessários para uma classe particular
de produtos são agrupados de alguma forma. Nesse arranjo físico as máquinas são dedicadas a
um grupo exclusivo de peças.
Layout por produto: neste os recursos de transformação estão configurados na
seqüência específica para melhor conveniência do produto ou do tipo de produto.
5.8.6 Indicadores na Linha de Produção
Indicador na linha de produção é o tempo que esta demora para montar uma peça. Ou seja, é o
tempo máximo permitido para cada estação de trabalho antes que a tarefa seja passada para a
estação seguinte. O tempo de ciclo mínimo será igual ao tempo necessário para a execução da
tarefa individual mais demorada e o tempo de ciclo máximo será a soma dos tempos de todas
as tarefas. Isto vai depender da forma de montagem e do balanceamento da linha de produção.
5.8.7 Capacidade de Produção
A capacidade de produção é obtida em função do tempo de ciclo e da capacidade
disponível da empresa. É o tempo de trabalho dividido pelo tempo necessário para produzir
uma peça na linha de produção.
O termo capacidade, conforme visto considerou o volume ou a quantidade máxima em
condições fixas destes ativos ou instalações. Embora estas medidas possam ser úteis, e
freqüentemente utilizadas pelos gestores de produção, é necessário também se conhecer a
capacidade sob seu aspecto dinâmico.
As informações a respeito da capacidade são de fundamental importância. São informações
imprescindíveis para todos os níveis da organização: estratégico, tático e operacional. São
várias as definições de capacidade de produção, mas todas elas apresentam, naturalmente,
pontos em comum.
Moreira (1998) chama de capacidade a quantidade máxima de produtos e serviços que
podem ser produzidos numa unidade produtiva, num dado intervalo de tempo.
Stevenson (2001) considera que a capacidade se refere a um limite superior ou teto de
carga que uma unidade operacional pode suportar. A unidade operacional pode ser uma
fábrica, um departamento, uma loja ou um funcionário.
36
Slack et al (2002) definem capacidade de produção como sendo o máximo nível de
atividade de valor adicionado em determinado período de tempo que o processo pode realizar
sob condições normais de operação.
Gaither; Frasier (2001) se referem à definição de capacidade dada pelo Federal Reseve
Board: “o maior nível de produção que uma empresa pode manter dentro da estrutura de uma
programação de trabalho realista, levando em conta um período de inatividade normal e
supondo uma disponibilidade suficiente de entradas para operar a maquinaria e o equipamento
existente”.
Ritzman; Krajewski (2004) se reportam à definição do Census Bureau: “capacidade é
o maior nível de produção que uma empresa pode manter razoavelmente empregando horários
de trabalho realistas dos funcionários e o equipamento atualmente instalado”.
37
6. METODOLOGIA
A área de Administração da Produção e o layout da empresa Grammer do Brasil foram
objeto de levantamentos e pesquisas bibliográficas durante o desenvolvimento de todo o
projeto.
Tendo o estudo de caso como o ponto inicial para este trabalho, podemos justificar a
escolha pelo fato deste proporcionar condições de intercalar o estudo conceitual com as
práticas de uma empresa, o que torna possível uma comparação entre ambos.
O estudo de caso é ainda um meio para organizar dados. Roesch (1999) apresenta várias
funções do estudo de caso: descrever fenômenos, levantar hipóteses, refutar generalizações
universais, demonstrar a existência de um fenômeno que necessita ser levado em
consideração, entre outras possibilidades. Devido a estas argumentações fornecidas pelo
autor esta se apresentou como sendo a melhor alternativa para que este trabalho fosse viável e
atingisse seu objetivo.
Ressalta-se também que foi abordado um único caso, pois existe fácil acesso as
informações, além de possibilitar maior aprofundamento na situação abordada, uma vez que
se tem um único foco a pesquisar.
No desenvolvimento do trabalho foi pesquisada literatura sobre o assunto para utilização
como referencial teórico, assim como o acompanhamento e a execução dos projetos existentes
na empresa com essa finalidade.
Essa forma de trabalho possibilitou a prática dos conceitos teóricos difundidos através
dos livros que tratam sobre desenvolvimento de pessoas e sua comparação com as práticas
realizadas na organização.
Para a realização dessa pesquisa foram coletadas informações sobre o layout da empresa;
realizadas entrevistas com os gestores, com os setores de apoio e com a alta gerência, com o
objetivo de propor soluções para os problemas encontrados. Entretanto, conforme
mencionado anteriormente, a subárea de pesquisa já foi definida em função de indicações de
pesquisas anteriormente desenvolvidas (SLACK, 2007; CHIAVENATO 2004;
CHIAVENATO; SAPIRO 2004; TAVARES 2000).
A partir dos relatos e da coleta de dados foi identificada sua relação com o atual layout da
empresa e elaborada uma proposta de um novo layout.
38
7. ANALISE E INTERPRETAÇÃO DOS DADOS COLETADOS
Layout ou arranjo físico é a disposição física de máquinas, equipamentos, colaboradores e
materiais em uma instalação industrial, de tal modo que se obtenha maior rendimento e
eficiência do processo produtivo. Para isso exige-se um mínimo de transporte interno,
estoques intermediários reduzidos, fluxo de materiais constante e harmônico, condições
ambientais e de segurança para o operador, produto e equipamento, além de ordem, limpeza e
arrumação.
Um layout industrial deve integrar todos os elementos envolvidos no processo produtivo da
forma mais conveniente possível. Para reduzir custos operacionais é preciso minimizar
deslocamentos e o lead time do processo. O aproveitamento de forma racional dos recursos
físicos disponíveis, a busca pela segurança ao operador, produto e equipamento, maior
flexibilidade no processo produtivo e facilidade no controle da produção, são também
objetivos inerentes ao layout industrial.
Os princípios da produção enxuta são:
a) produção just in time;
b) estoques em processo mantidos em níveis mínimos;
c) concentração geográfica da montagem e da produção de componentes;
d) demanda puxada manualmente com o uso de cartões kanban;
e) produtividade nivelada;
f) set ups rápidos;
g) racionalização das máquinas e da linha de produção;
h) padronização do trabalho;
i) equipamentos automáticos à prova de falhas;
j) trabalhadores com múltiplas habilidades;
k) alto nível de terceirização;
39
l) uso seletivo da automação; e
m) melhorias contínuas e incrementais no processo.
Os dados que serão apresentados a seguir são possíveis soluções encontradas pelo setor de
engenharia de processos, e coletadas e analisadas no decorrer deste trabalho, para um melhor
desempenho no fluxo de materiais e produção.
40
8. LAYOUT DA EMPRESA
8.1 DESCRIÇÃO DO LAYOUT ATUAL
O prédio principal da Grammer quando construído, ainda em parceria com a extinta
Rigi-Flex, não previa uma capacidade de produção elevada como atualmente.
Com o passar do tempo foram construídos novos galpões e o processo produtivo foi
adequado a esta nova estrutura. Os prédios não foram desta forma, construídos com muita
perfeição, pois houve uma adaptação dos prédios construídos ao processo produtivo.
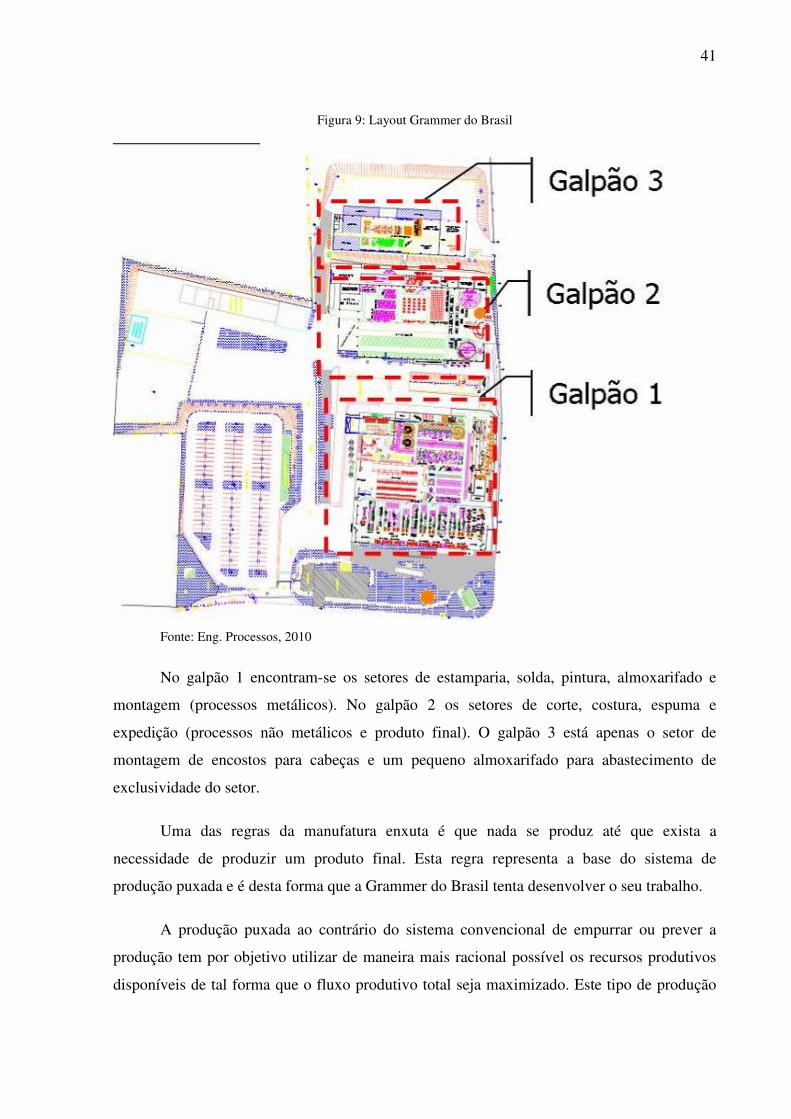
Atualmente o que se percebe é um fluxo do processo produtivo e de materiais com um
alto índice de movimentação e desorganização.
O fluxo produtivo começa no galpão 2, na manufatura de materiais não metálicos,
seguindo para o galpão 1, manufatura de metálicos e produto acabado. A seguir os bancos
seguem para o galpão 2 para serem armazenados na expedição. O transporte de bancos para a
expedição sai do galpão 1 para 2, realizado através de um caminhão que faz este processo o
dia todo.
Conforme observa-se na Figura 9 o layout da Grammer do Brasil é assim disposto
atualmente:
41
Figura 9: Layout Grammer do Brasil
Fonte: Eng. Processos, 2010
No galpão 1 encontram-se os setores de estamparia, solda, pintura, almoxarifado e
montagem (processos metálicos). No galpão 2 os setores de corte, costura, espuma e
expedição (processos não metálicos e produto final). O galpão 3 está apenas o setor de
montagem de encostos para cabeças e um pequeno almoxarifado para abastecimento de
exclusividade do setor.
Uma das regras da manufatura enxuta é que nada se produz até que exista a
necessidade de produzir um produto final. Esta regra representa a base do sistema de
produção puxada e é desta forma que a Grammer do Brasil tenta desenvolver o seu trabalho.
A produção puxada ao contrário do sistema convencional de empurrar ou prever a
produção tem por objetivo utilizar de maneira mais racional possível os recursos produtivos
disponíveis de tal forma que o fluxo produtivo total seja maximizado. Este tipo de produção
42
prevê que cada elo da cadeia produtiva só deve iniciar a produção de um determinado lote
quando houver efetivo consumo desse lote pelo processo subseqüente da cadeia produtiva.
Sob o ponto de vista interno da empresa, o ponto de partida do ciclo de produção é a
expedição ou ainda o departamento de vendas que estando estes mais próximos do mercado
consumidor e os programas de produção podem ser alterados de forma mais eficiente.
8.2 PROBLEMAS DO LAYOUT ATUAL
Segundo o conceito de manufatura enxuta, filosofia esta desenvolvida no Japão pela Toyota
Motor Company na década de 1960, deve-se trabalhar na eliminação de desperdício, definido
como tudo aquilo que não é necessário no ciclo produtivo de um produto ou serviço. É uma
forma de fazer mais com menos recursos, procurando fornecer para os clientes exatamente o
que eles necessitam.
A partir deste conceito de manufatura enxuta podemos elencar os principais problemas do
layout atual da Grammer, da seguinte forma:
a) Alto índice de movimentação;
Pelas disposições inadequadas do layout, o índice de movimentação é muito alto nas
instalações da Grammer do Brasil. A disposição de matériais e ferramentas para setups
exigem grandes percursos dos operadores.
O maior índice de desperdício de movimentos está no setor de solda e estamparia, pois, é o
local que mais se realiza setups na empresa.
b) Expedição fora do fluxo de processo;
Como demonstrado a expedição fica na contra-mão do processo produtivo, tornando a
logística interna complexa e ocasionando altos custos para a empresa.
c) Espaço físico
Como elencado anteriormente, o espaço físico da Grammer encontra-se limitado
atualmente, ainda mais, algumas áreas são ocupadas incorretamente ocasionando um
desperdício de espaço desnecessário.
d) Armazenamento de Produtos Intermediários.
43
O armazenamento interno quando realizado em quantidades desnecessárias aumenta o
custo de estocagem e conseqüentemente os desperdícios de utilização do layout.
Diante do exposto, cabe a pergunta: como diminuir estes problemas com o uso do
layout atual? Cabe lembrar que as soluções podem ser a mais variadas possíveis. Uma
hipótese será apresentada no item seguinte e foi coletada e analisada no decorrer deste
trabalho.
8.3 PROPOSTAS DE UM NOVO LAYOUT
Segundo Slack (2007), o arranjo físico de uma operação produtiva preocupa-se com o
posicionamento físico dos recursos de transformação, ou seja, decidir onde colocar todas as
instalações, máquinas, equipamentos e pessoal a produção.
O aspecto de arranjo físico deve ser levado em consideração na proposta de um novo
layout, pois, mudanças relativamente pequenas na localização de uma máquina, ferramentas e
outros acessórios necessários para a produção, podem afetar o fluxo de materiais e pessoas
por meio da operação. Isso, por sua vez, pode afetar os custos e a eficiência geral da
produção.
A proposta abordada para um novo layout, de acordo com as possibilidades do layout
atual, estará voltada para a filosofia JIT (Just-in-time).
Segundo Gaither (2002), a idéia básica do JIT é reduzir drasticamente estoques de
produtos em processo ao longo do sistema de produção. Dessa maneira, os produtos fluirão
dos fornecedores para produção e para os clientes com pouco ou nenhum atraso ou
interrupções além da quantidade de tempo que gastaram para serem produzidos em centros de
trabalho de manufatura. O objetivo principal do JIT é reduzir os lead times de manufatura, e
isso é obtido principalmente por meio de reduções drásticas dos produtos em processo. O
resultado é um fluxo uniforme, ininterrupto, de pequenos lotes de produtos ao longo da
produção.
Gaither (2002), ainda elenca que para conseguir estes resultados são necessárias que sejam
feitas certas mudanças na fábrica e na maneira como ela é administrada que são:
a) Estabilizar programas de produção;
b) Tornar as fábricas mais focalizadas;
44
c) Melhorar as capacidades de produção e centros de trabalho de manufatura;
d) Melhorar a qualidade do produto;
e) Fazer treinamento interfuncional de trabalhadores a fim de que eles tenham múltiplas
habilidades e sejam competentes em diversas tarefas;
f) Reduzir quebras de equipamentos por meio de manutenção preventiva; e
g) Desenvolver relações de longo prazo com os fornecedores para que sejam evitadas
interrupções nos fluxos de materiais.
Algumas dessas características, conforrme foi contatado no desenvolvimento deste
trabalho, a Grammer já possui, como o item “d”, “e”, “f”e “g”. As outras características
precisam ser melhoradas de forma a conseguir um resultado melhor.
Em busca de melhores condições de processo, fluxo de materiais, aumento da
lucratividade e produtividade, segue uma alternativa de nova disposição de layout, conforme
observa-se na Figura 10.
45
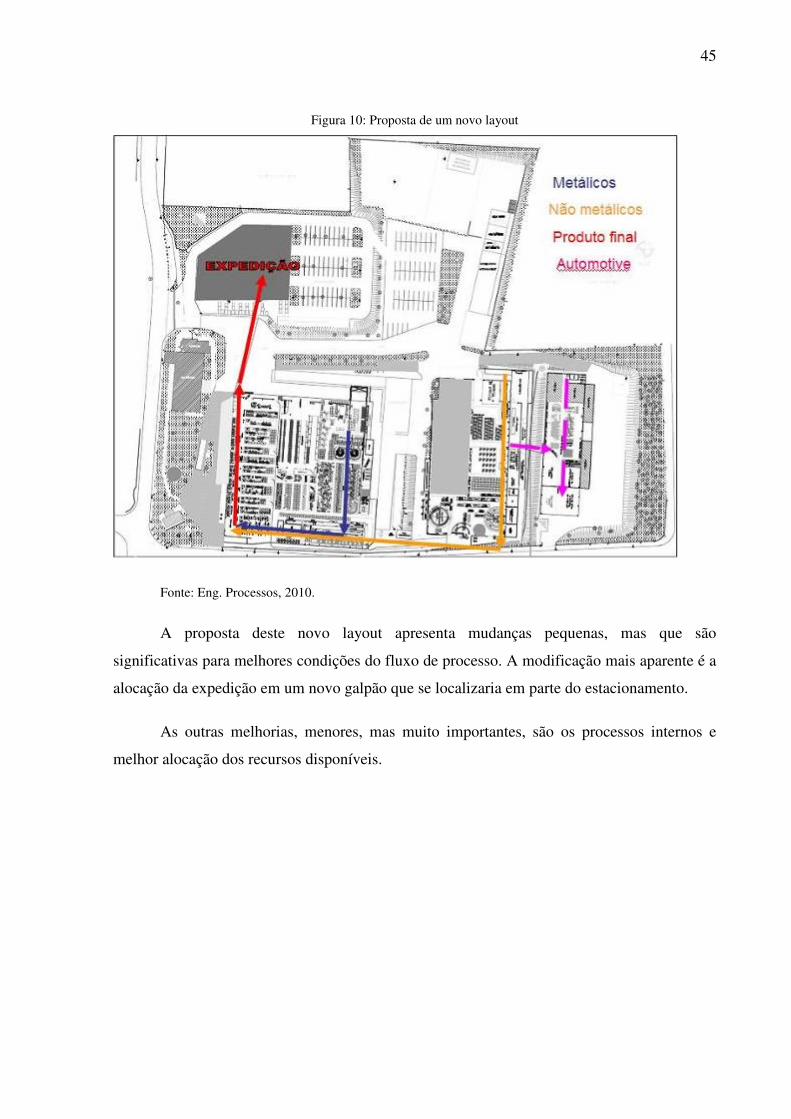
Figura 10: Proposta de um novo layout
Fonte: Eng. Processos, 2010.
A proposta deste novo layout apresenta mudanças pequenas, mas que são
significativas para melhores condições do fluxo de processo. A modificação mais aparente é a
alocação da expedição em um novo galpão que se localizaria em parte do estacionamento.
As outras melhorias, menores, mas muito importantes, são os processos internos e
melhor alocação dos recursos disponíveis.
46
9. CONSIDERAÇÕES FINAIS
Este relatório teve como objetivo abordar de forma resumida toda a história da
Grammer do Brasil, demonstrando as suas principais mudanças e a forma como que ela
enxerga o seu desafio perante o mercado.
Algumas das atividades desenvolvidas na Grammer, como o departamento de
Engenharia Industrial e de Processos tiveram um enfoque maior neste trabalho.
Foi mostrado que nos tempos atuais são necessários que a empresa seja a mais flexível
possível, e que a filosofia “JIT” é de grande importância para melhoria do treinamento dos
operários, da qualidade dos produtos e claro, da redução de custos.
A proposta de um novo layout, embora não tenha apresentado os custos para tal
modificação, é de extrema importância. Considerando que o mercado automotivo encontra-se
em um grande momento, em médio prazo a Grammer pode perder mercados por sua
insuficiência produtiva.
Conforme analisado a Grammer, sofre com grandes perdas de movimentação interna
ocasionando altos custos e perdas desnecessárias pelo layout “confuso”. A empresa somente
não possui uma eficiência melhor, pois, existem paradas ou atrasos que são causados por estas
movimentações internas.
Portanto, concluindo este breve relatório, a questão da reorganização do layout deve
ser tratada com mais atenção apresentando outras situações, como custos envolvidos e
objetivo empresarial.
47
REFERÊNCIAS
BATEMAN, Thomas S; SNELL, Scott A. Administração: Construindo vantagem
competitiva. São Paulo: Atlas, 1998.
CERTO, Samuel C. Administração moderna. Rio de Janeiro: Prentice Hall, 2003.
CHIAVENATO, Idalberto. Introdução à teoria geral da administração. Rio de Janeiro:
Campus, 2000.
CHIAVENATO, Idalberto. Introdução à Teoria Geral da Administração. 7. ed. SãoPaulo:
Campus, 2004.
DAVIS, Mark M; AQUILANO, Nicholas J; CHASE, Richard B. Fundamentos da
administração da produção. Porto Alegre: Bookman, 2001.
GAITHER, Norman; FRAZIER, Greg. Administração da Produção e Operações. 8. ed. São
Paulo: Thomson, 1999.
GAITHER, Norman; FRAZIER, Greg. Administração da produção e operações. São
Paulo:Pioneira, 2001.
GAITHER, Norman; FRAZIER, Greg. Administração da produção e operações. 8.
ed. São Paulo: Pioneira Thomson Learning, 2002.
GURGEL, Floriano do Amaral. Glossário de engenharia de produção. São Paulo: Fundação
Vanzolini, 2003.
INTRANET, Grammer AG, (2010) Intranet.grammer.com
MAXIMILIANO, Antonio César Amaru. Teoria geral da administração: Da revolução
urbana à revolução digital; São Paulo: Atlas, 2002.
MEGGINSON, Leon C; MOSLEY, Donnald C; PIETRI JR, Paul H. Administração:
Conceitos e aplicações; São Paulo: Harbra, 1998.
MOREIRA, Daniel Augusto; Administração da produção e operações. São Paulo: Pioneira,
1998.
48
MONTANA, Patrick J; CHARNOV, Bruce H. Administração; São Paulo: Saraiva, 1999.
NETO, Fausto F. S. Implementação da Manufatura Enxuta em uma empresa do setor
automotivo, aplicando de forma integrada suas principais ferramentas. Dissertação
(Mestrado) – Universidade Estadual de Campinas, 2006.
PRADO, Camila S. Proposta de um Modelo de desenvolvimento de Produção Enxuta
com utilização da ferramenta Visioneering. Dissertação (Mestrado) – Escola de Engenharia
de São Carlos da Universidade de São Paulo, 2006.
RITZMAN, Larry P.; KRAJEWSKI, Lee J. Administração da produção e operações. São
Paulo: Prentice Hall, 2004.
ROBBINS, Stephen; COULTER, Mary. Administração. 5. Ed. São Paulo: Prentice-Hall do
Brasil, 1998.
ROESCH, Sylvia Maria Azevedo. Projetos de Estágio do Curso de Administração. São
Paulo, ed. Atlas, 1996.
SCHAPPO, Adriano J. Um método utilizando simulação discreta e projeto experimental
para avaliar o fluxo na Manufatura Enxuta. Dissertação (Pós-Graduação) – Universidade
Federal de Santa Catarina, 2006.
SILVA, Reinaldo O. da. Teorias da administração; São Paulo: Pioneira, 2001.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção.
São Paulo: Atlas, 2002.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da Produção. 2.
ed. São Paulo: Atlas, 2007.
STEVENSON, Willian J. Administração das operações de produção; Rio de Janeiro: LTC,
2001.
STONER, James A. F; FREEMAN, R. Edward. Administração; Rio de Janeiro: Prentice
Hall,1985.





























