-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
1/12
Bio-based Oils in Hydraulics – Experiences from Five Yearsof
Market Introduction in Germany
Heinrich Theissen
Institute for Fluid Power Drives and Controls (IFAS), RWTH
Aachen University, Germany
Klaus Jakob
Klaus-Martin Jakob
JAKOB FLUID TECHNOLOGIE AG /Jak1/, Auf der Kinzig 44, 79112
Freiburg-Tiengen, Germany
ABSTRACT
In Germany, the government sponsored Market Introduction Program
has been helping to
accelerate the establishment of bio-based lubricants, and
especially of bio-based hydraulicfluids, in the German mobile
hydraulics market. The technical and marketing-related
experiences from five years scientific and technical assistance
are summarized. Successful
converting practice for existing equipment, as performed by a
specialized company, is
explained in detail.
1 INTRODUCTION
In the year 2000, the German Market Introduction Program
"Bio-based Fuels andLubricants" /MEP1/ was installed with an annual
funding of approx. 10 million Euros.
The purpose of the program was to give new momentum to the then
stagnant bio-
lubricants market. It is being sponsored by the German Ministry
of Agriculture and
administered by the Fachagentur Nachwachsende Rohstoffe e. V.
(FNR) /FNR1/.
Meanwhile, more than 13,000 hydraulic systems have been changed
over, and the
market share of bio-based hydraulic oils in mobile applications
has doubled from 3%
to 6%. IFAS has been in charge of scientific and technical
assistance to this program.
2 DEFINITION OF BIO-LUBRICANTS
The main demand for bio-lubricants comes from mobile hydraulic
applications.
Construction, forestry and agricultural equipment have large
quantities of hydraulic
fluid on board, high pressures, and many exposed pipelines,
flexible hoses, and
connections, resulting in hydraulic oil being considered a high
loss risk fluid.
Many companies and their customers involved in the use of these
machines try to
minimize damage caused by fluid loss, using environmentally
friendly fluids. These
fluids are in short called bio-oils.
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
2/12
Yet the term "bio-oil" has not been standardized at all, and it
is being used widely for
all kinds of substances, ranging in the extremes from zinc-free
mineral oil to salad
oils from organic production; to explain the various uses of
bio-oil related terms in
technical applications, some definitions are given in table
1.
(readily)
biodegradable oil
an oil that passes a biodegradability test, e. g. OECD 301
/OEC1/; the
former CEC test is no longer recognized as valid
bio-oil any lubricant that is easily biodegradable and less
toxic than mineral oil
bio-based oil subset of bio-oils containing a major amount (in
general 50% or more)
of renewable raw materials (RRM)
RRM (renewable
raw material)
material that has been produced during the last 100 years in
plants or
animals
ester a class of substances whose molecules consist of alcohols
and organic
acids; esters can be natural (plant and animal fats) or
synthetic
synthetic ester a synthetic ester can be made from natural or
petrochemical raw
materials, or a mixture of both
HETG ISO 15380 classification of environmentally friendly
hydraulic fluids
consisting mainly of unmodified natural fats (plant oils)
/ISO1/
HEES ISO 15380 classification of environmentally friendly
hydraulic fluids
consisting mainly of synthetic esters /ISO1/
Table 1: Definitions of bio-oil related terms
In the German Market Introduction Program, only bio-based oils
with at least 50%
RRM are being accepted as eligible for subsidies. They can be
found in a so called
Positivliste in the internet /MEP1/. The new European
Ecolabel "Euromarguerite",
figure 1, also requires hydraulic fluids to be of at least 50%
RRM /The1, RAL1/.
Figure 1: Euromarguerite symbol
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
3/12
3 COST OF OPERATION
Bio-based oils are more expensive (3 .. 5 €/liter) than common
mineral hydraulic oils
(1 .. 1,50 €/liter). But the purchase price is only one of many
cost factors. When oils
can be used for a longer period of time before being replaced,
their purchasing priceis no longer an important part of the hourly
operating cost of a machine. Oil life – both
mineral oil and bio-oil – can be extended considerably through
good maintenance.
While this has not been an issue in the times of cheap mineral
oil, where oil used to
be replaced frequently, there are better ways to run a machine,
saving oil,
mechanical wear, and down time. More details will be given
below.
Figure 2: Cost comparison fluid related cost, bio-oil and
mineral oil
A cost comparison for a Unimog utility vehicle with a 100
liters system volume
including attachments is given in figure 2 . The graphs
show the sum of oil
replacement cost including leakage losses, labor, lab tests, and
filter. While it is clear
that a more expensive hydraulic fluid leads to a higher hourly
cost at first, this
difference tends to disappear as the oil change intervals are
expanded. Lower
accident clean-up cost, higher machine availability, longer
machine life, and improved
public relations with bio-oils are important savings, but
difficult to quantify, and have
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
4/12
not been included into this calculation. So the real hourly cost
at longer intervals may
be even lower than shown in the figure 2 , and the bio-oil
cost may well be under the
mineral oil cost.
4 TECHNICAL EXPERIENCES
Bio-oils are mature products and perform well in thousands of
applications. There are
presently 180 hydraulic oils, including UTTO and STOU, on the
Positivliste /MEP1/.
When problems do occur with bio-oil, the main cause is
contamination with mineral
oil, either as a consequence of an improperly performed change
over (contamination
with old mineral fluid), or from errors during operation and
maintenance
(contamination with new mineral fluid).
The industry standard for a change over from mineral oil to
bio-oil is a 2% maximum
contamination with mineral oil /VDM1, ISO1/. Any major
contamination may lead to
excessive formation of zinc soap and other unwanted by-products,
causing foaming,
filter clogging, and premature degradation of the fluid.
The 2% level is difficult to achieve, as most mobile hydraulic
equipment have smaller
reservoirs containing little more than half of the total system
fluid. In order to remove
the other half of the fluid, partial disassembly and flushing
are required. The number
of flushing cycles depends on the degree of oil removal that can
be achieved bydraining. Estimates are given in a change over work
instruction (in German language)
which is available in the internet /The2/.
Even after successful flushing and change over, mineral oil can
continue to cause
problems. Organizational precautions are necessary to avoid
accidental refilling with
mineral oil, especially when different oils are still available
on the work site, when
machines are given to other users, or when attachments are
switched between
machines.
Contamination with water and solid particles are factors that
limit fluid life and cause
mechanical wear. It is recommended to use bypass micro-filtering
to reduce the
contamination level. Several companies indicate that oil change
intervals can be
extended up to six-fold with micro-filtering, but no systematic
research results could
be found on this issue. Longer oil usage has to be supported by
repeated oil tests at
500 hour intervals approximately. Oil tests also give an early
indication of increased
wear, allowing to plan preventive maintenance, and reducing
unplanned
interruptions.
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
5/12
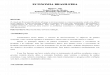
Water can be a problem in equipment with pressurized reservoirs.
When reservoirs
are closed with a check valve instead of an open air filter in
order to improve pump
inlet pressure, evaporation of humidity is blocked, and water
accumulates in the
system. It can then only be removed effectively with special
water removing filter
cartridges, with added labor and material cost compared to an
open system.
Laboratory experiments by Kempermann /Kem1/, and recent field
experiments with
forestry equipment by Tobisch /Tob1/, have demonstrated that
water in the fluid
evaporates within a few hours of normal operation, if natural
air exchange driven by
normal fluctuations of reservoir fluid level is allowed and not
blocked. An excavator
and a forwarder, both in forestry service in southern Germany
with serious water
problems, after receiving normal air filters instead of the
factory-mounted check
valves, were able to evaporate most of their humidity content
and reached an
acceptable 400 ppm level within less than a couple of days of
normal operation. The
graph in figure 3 shows the water content in the forwarder
during a later experiment
with an open air filter. Water has been added twice during this
experiment and
allowed to evaporate through reservoir level fluctuation during
normal operation. It
takes less than 100 hours to return to a normal level – the
evaporation rate was 10
ppm per hour.
Figure 3: Reduction of humidity through natural evaporation
/Tob1/
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
6/12
Limited compatibility with plastic materials (seals, flexible
hoses) can be a problem,
especially when older equipment has to be converted to bio-oil.
However, most
newer equipment (after 1995 approx.) in good condition does not
require any special
measures.
5 CUSTOMER SATISFACTION WITH BIO-BASED OIL
A 2004 user survey has shown that an impressive 88% of
users were either satisfied
or very satisfied with their conversion. 10% were moderately
satisfied, and only 2%
were unhappy and planning to go back to mineral oil. This is a
very positive result,
especially considering the popular prejudices against bio-based
oils. The survey is
being repeated in 2005, but results were not yet available at
press time.
Of those moderately satisfied users, there was a relatively high
number of either not
knowing the percentage of mineral oil contamination achieved
during flushing, or of
not having installed bypass filtering, or both. This underlines
the importance of good
flushing and good maintenance for smooth operation and customer
satisfaction.
6 EXAMPLES OF SUCCESSFUL CHANGE OVER PRACTICE
In the following, a typical conversion from mineral oil to
bio-oil will be described, as
performed by JAKOB FLUID TECHNOLOGIE AG /Jak1/. The company has
been
founded in 2001, after having gained experience with hydraulic
equipment and
especially with bio-oils during several years. In the mean time,
certifications
according to ISO 9001 and ISO 14001 have been achieved. To-date,
900 machines
have been converted to bio-based lubricants and hydraulic
oils.
6.1 Preparations
Switching over from mineral oil to bio-based hydraulic oil
requires special care, since
both types of fluid must not be mixed. Before exchanging fluids,
a sample of the oldoil is taken from the warm hydraulic system, and
the contamination level is measured
with a laser particle counter, shown in figure 4. The water
content in the fluid can
also be determined with a portable test equipment at the
machine.
Hydraulic cylinders are then retracted as far as possible,
making sure that most of the
fluid will be in the reservoir. Then the system will be
depressurized and locked
against accidental movements, the ignition key is taken off, the
main interrupter is
switched off. When everything is off, the hydraulic fluid
reservoir is depressurized.
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
7/12
Figure 4: Portable particle counter with classification
feature
6.2 Flushing
After removing the fluid with a vacuum cleaner, the
reservoir is wiped out. At the
same time, cylinders and pipelines are drained, and all
hydraulic filters are replaced.
After that, new oil is pumped into the reservoir through a
3-micrometer fine filter. The
reservoir will be overfilled as much as possible. Then all
hydraulic pumps are vented.
If the atmospheric pressure is not sufficient for venting the
pumps, the reservoir must
be pressurized with 0.3 bar (30 kPa).
After careful venting the system is started up on for a
short moment, then vented
again once or twice. Care has to be taken that foam does not
enter the pumps, as
shown in figure 5 . The measuring connections are tapped to
check if all pumps are
delivering oil. It is essential to move all functions completely
during the flushing
operation. Every cylinder is being slowly moved and retracted 15
times. Rotating
motors are being moved in both directions for 2 minutes each way
several times, as
shown in figure 6 . This is the only way to guarantee a
complete exchange of fluids.
After having flushed for 20 to 30 minutes the machine is
switched off again and
locked and depressurized.
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
8/12
Figure 5: Removing foam from the reservoir
Figure 6: Flushing the traction motors
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
9/12
6.3 Repeated Flushing
The whole flushing cycle as described above is repeated,
including drainage of
reservoir and system, refilling and venting. Normally, two
flushing cycles are
necessary. With unfavorable reservoir/system ratios, a third
cycle may be necessary. After completing each flushing cycle,
the residual mineral oil content is measured
with the portable equipment.
After the final fill, all functions are moved again, and
all attachment pipes for gripper,
hammer, etc. are flushed. All separate attachments are flushed
with a special
hydraulic power unit.
6.4 Final Steps
A last sample is taken, and particle count and residual
mineral oil content are
measured. During the change over, any visible defects
encountered in the machine
have been photographed and reported to the customer. Some
observations made
during the preparation phase are shown in figures 7 ,
8 , and 9.
Figure 7: Excessive dirt on filter
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
10/12
Figure 8: Cleaning rag found on return filter
Figure 9: Brass basket missing on pump inlet filter
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
11/12
The equipment is marked with several stickers indicating the
type of oil that has been
filled. Especially the reservoir opening has to be marked to
avoid refilling with the
wrong fluid. Every equipment receives a bio-passport with all
technical data and the
date of conversion.
The customer has to be informed about all conversions performed
on his site, who
has converted which machine, when it has been converted, and
whatever attention
points are necessary. There has to be enough stock of the right
oil for refilling needs.
Hydraulic filters will have to be replaced again after 50 hours
of operation to remove
any dirt deposits that have been mobilized by the bio-oil. The
next oil sample should
be scheduled after 500 hours.
6.5 Experience with Family-owned Machines
In order to gain sufficient experience, all machines on the
owner family's farm have
been converted to bio-based motor oil, hydraulic oil,
transmission and wet-brake oil,
and grease. These machines include the following types: tractors
MB-trac 1500
turbo, MB-trac 1000, Unimog 1500 turbo, Case 1455 XLA turbo,
combines MF 520
und MF 187 and various trailers and hydraulic attachments.
All hydraulic functions have been working successfully in
an outside temperature
range between minus 15 °C and plus 40 °C and have not shown any
defects.Besides the hydraulic circuits, also the engines were
converted. The six-cylinder
engines, mostly turbos, have been running since 2001 with a 5W40
bio motor oil. The
engines have a very good low temperature start-up behavior. Oil
pressure builds up
immediately, even at low temperatures, so that wear during the
start-up phase is kept
low. The older engines with between 8,000 and 10,000 operating
hours were
reduced considerably in oil consumption. Even under heavy
conditions, refilling was
seldomly necessary. Fuel consumption can be lowered too, because
of the good
properties of the low friction oil.
All machines are being greased with a bio-based synthetic
ester grease. Even the
heavily stressed bearings of the combines and the corn straw
shredder are being
serviced with this grease. So far, no damage or excessive wear
has been observed
at the bearings.
-
8/18/2019 2 9 Theissen Paper - Custo Biodegradáveis
12/12
REFERENCES
/FNR1/ www.fnr.de
/ISO1/ International Standard ISO 15 380 "Schmierstoffe,
Industrieöle und
verwandte Produkte (Klasse L) - Familie H (Hydraulische Systeme)
- Anforderungen für die Kategorien HETG, HEPG, HEES und
HEPR"
/Jak1/ JAKOB FLUID TECHNOLOGIE AG, Auf der Kinzig 44, 79112
Freiburg-
Tiengen, Germany, phone (07664)
5279, [email protected]
/Kem1/ Kempermann, Chr., Ausgewählte Maßnahmen zur
Verbesserung der
Einsatzbedingungen umweltschonender Druckübertragungsmedien,
Diss.
RWTH Aachen 1999
/MEP1/ www.bioschmierstoffe.info /OEC1/ OECD 301, OECD
Guideline for Testing of Chemicals
/RAL1/ Competent Body for Ecolabel in Germany: RAL
Deutsches Institut für
Gütesicherung und Kennzeichnung, Sankt Augustin,
www.ral.de
/The1/ Theodori, D., European Eco-label Lubricants,
Greentech Conference
Proceedings, Potsdam 2005
/The2/ Theissen, H., Arbeitsanweisung "Umstellen auf
Bioöl" , Aachen 2005,
available in www.bioschmierstoffe.info
/Tob1/ Tobisch, R., Langzeiterprobung neuer biogener,
biologisch schnell
abbaubarer Hochleistungs-Hydraulikflüssigkeiten mit
ökotoxologisch un-
bedenklichen Additiven in der Forstwirtschaft ,
Abschlussbericht, KWF,
Gross-Umstadt 2005
/VDM1/ Einheitsblatt VDMA 24 568 Biologisch schnell
abbaubare Druck-
flüssigkeiten – Technische Mindestanforderungen; VDMA 24
569 Richt-
linie für die Umstellung von Druckflüssigkeiten auf
Mineralölbasis nach
DIN 51 524 auf biologisch schnell abbaubare Druckflüssigkeiten
und
erforderliche Maßnahmen für den Betrieb
http://www.fnr.de/http://www.fnr.de/mailto:[email protected]://www.bioschmierstoffe.info/http://www.ral.de/http://www.ral.de/http://www.bioschmierstoffe.info/http://www.bioschmierstoffe.info/http://www.bioschmierstoffe.info/http://www.ral.de/http://www.bioschmierstoffe.info/mailto:[email protected]://www.fnr.de/