Embed Size (px)
Citation preview
A INFLUÊNCIA DO ACABAMENTO DE
SUPERFÍCIE NO DESEMPENHO DE
COMPONENTES E EQUIPAMENTOS DE
AÇOS INOXIDÁVEIS UTILIZADOS NA
INDÚSTRIA FARMACÊUTICA E
BIOTECNOLOGIA
A INFLUÊNCIA DO ACABAMENTO DE SUPERFÍCIE NO
DESEMPENHO DE COMPONENTES E EQUIPAMENTOS DE
AÇOS INOXIDÁVEIS UTILIZADOS NA INDÚSTRIA
FARMACÊUTICA E BIOTECNOLOGIA
Por Eng° Fawler Morellato
Diretor de Desenvolvimento do Grupo Humma
O termo sujidade é usado para identificar qualquer substância como poeira, depósitos, resíduosou qualquer outro material que deva ser removido de uma superfície na operação de limpeza.
As sujidades, normalmente, contêm números elevados de microrganismos, que são, na verdade,os principais agentes responsáveis pelos processos de deterioração dos produtos.
Adesão de Microrganismos às Superfícies
As bactérias aderem e forma os biofilmes nas superfícies para proteger-se das condições adversasdo ambiente como a dessecação, as flutuações de pH e a exposição a agentes antimicrobianos. Ademais,os nutrientes estão mais concentrados sobre as superfícies do que em soluções; portanto, a adesãopossibilita uma maior sobrevivência ao microrganismo.
Nas indústriais de processamento, a formação do biofilme sobre as superfícies de equipamentosé de extrema importância como fonte potencial de contaminação dos produtos com microrganismospatogênicos e deterioradores. A origem destes microrganismos pode ser: a matéria-prima, água, o ar, assoluções de limpeza, os equipamentos, os animais e o homem.
Um microorganismo pode aderir a uma superfície de três formas:
a) adesão direta à superfície;
b) adesão à sujidade que está aderida à superfície;
c) incorporação à massa de sujidade aderida.
2
3
A NATUREZA DA SUPERFÍCIE
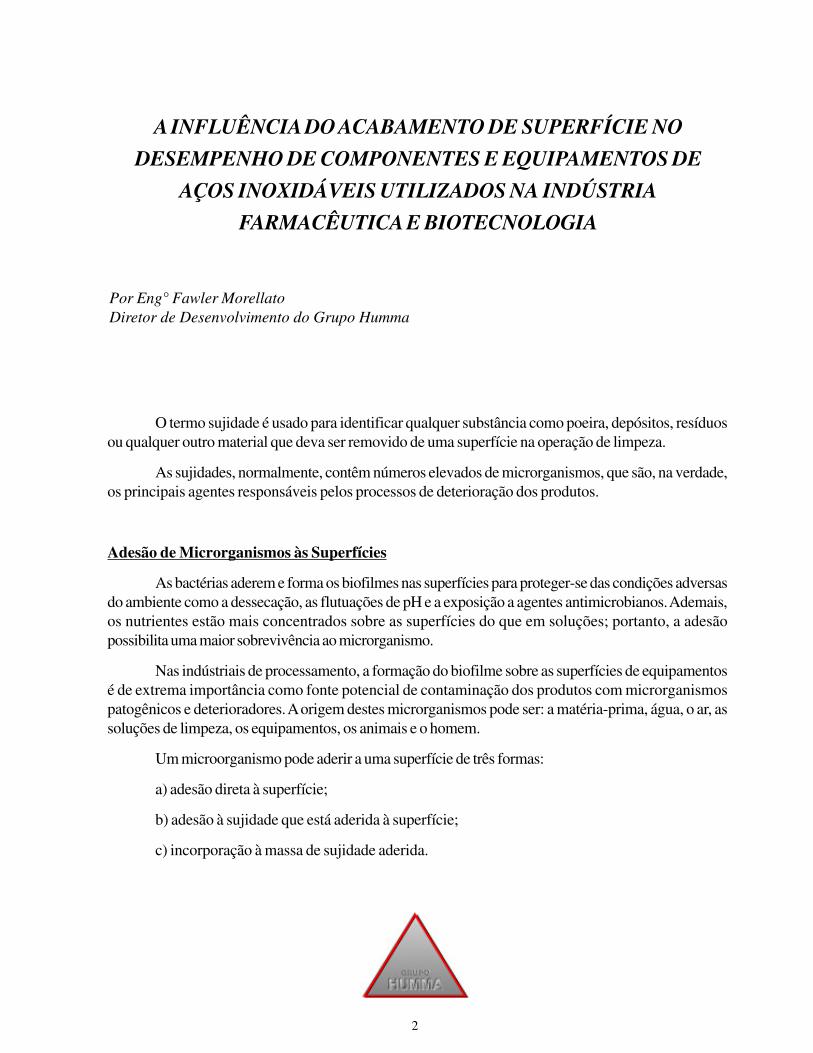
Superfícies, por mais perfeitas que sejam, apresentam particularidades que são herança do métodoempregado em sua obtenção, por exemplo: torneamento, fresamento, retífica, lixamento, polimento, etc.As superfícies assim produzidas, se apresentam como um conjunto de irregularidades, com espaçamentoregular ou irregular e que tendem a formar um padrão ou textura característica em sua extensão, podendoser analisadas segundo suas características químicas e mecânicas (composição, dureza, tensões) e suascaracterísticas geométricas, as quais podem ser classificadas da seguinte maneira: desvios de medida,desvios de posição, desvios de forma, ondulação e rugosidade (DIN 4760) (fig. 1). Cada superfíciecontém todos estes desvios, pois é impossível produzir superfícies perfeitas.
FIG. 1. CARACTERÍSTICAS GEOMÉTRICAS DE UMA SUPERFÍCIE
Perfil Efetivo
DIREÇÃO DOS SULCOS
CORTE
Rugosidade
Ondulação
Desvio de Forma
Tais superfícies apresentam como já foi visto, erros de diferentes magnitudes, e sua caracterizaçãoé possível através de meios ou técnicas bem diferentes, sendo que para facilitar seu estudo, se dividem emdois grandes grupos, que são: erros macro geométricos, chamados também erros de forma ou texturasecundária, e que incluem entre eles, divergências de ondulação, ovalização, multifacetamento, conicidade,cilindricidade, planicidade, etc. e que são passíveis de medição através de instrumentação adequada,como micrômetros, comparadores, projetores de perfil, etc. e erros micro geométricos, conhecidos comoerros de rugosidade ou de textura primária, que é formada por sulcos ou marcas deixadas pelo agenteque atacou a superfície no processo de fabricação (ferramenta, rebolo, partículas abrasivas, ação química,etc.), e se encontra superposta a um perfil de ondulação, provocada por deficiência nos movimentos damáquina, deformação no tratamento térmico, tensões residuais do trabalho mecânico. Para o segmentodas indústrias de processo, os erros micro geométricos possivelmente sejam o grande problema, pois sãocompostos basicamente da ondulação e da rugosidade, sendo esta última um fator que prejudica emmuito o desempenho de superfícies de componentes e equipamentos industriais.

OBTENÇÃO DE SUPERFÍCIES PREPARADAS MECANICAMENTE
O Tratamento Superficial Mecânico é o método mais comumente utilizado para equipamentosfabricados em aço inoxidável.
Normalmente é realizada uma operação de lixamento manual ou mecânico, que consiste no trabalhoefetuado com abrasivos específicos para este fim (discos, rodas, folhas ou cintas de lixa), variando desdegranas próximas à 36 até próximas a 400, que produzem na superfície uma textura rugosa composta depicos e vales (sulcos superficiais), geralmente realizado para uniformizar a superfície, suavizar costuras desolda ou eliminar o próprio cordão e alcançar apropriadas tolerâncias dimensionais. É comum para ousuário destes equipamentos especificar o número da grana, geralmente na faixa do n° 80 ao n° 240 (oqual indica o número de riscos por polegada linear). Eventualmente pode ser seguido de polimento mecânico,que consiste no trabalho realizado com pastas ou massas abrasivas, aplicadas à superfície com rodas depano, feltro ou material similar variando desde grana 320 até próximas a 1000 que produzem na mesma,um aspecto espelhado em função do trabalho de tombamento dos picos superficiais, originando umaaparência brilhante e reflexiva.
Muito raramente, são seguidas as recomendações do fabricante do aço inox para realizar umtratamento químico posterior (desengraxamento, decapagem e passivação), pois freqüentemente é dadamaior importância à aparência do material do que ao seu desempenho.
A utilização apenas de tratamento superficial mecânico não é considerada satisfatória. Comopode ser visto na fig. 2, a utilização de uma operação de remoção de camada superficial, como lixamento,dá origem a trabalho a frio combinado com aquecimento localizado, que afeta prejudicialmente a estruturadas camadas do material na superfície modificando suas propriedades desfavoravelmente, levando amicrofissuras, modificações estruturais e fadiga nestas áreas, podendo ser alterada até uma profundidadede 50µm.
4
FIG. 2. EFEITO DE UMA OPERAÇÃO DE REMOÇÃO MECÂNICA NACAMADA SUPERFICIAL
Pt Pc
Pt = tensão de tração
Pc = tensão de compressão
Metal Base
50 µm
Normalmente as superfícies lixadas ou eventualmente polidas mecanicamente resultam emproblemas e ocorrências superficiais como segue:
* As tensões de tração (Pt), que são criadas na camada superficial do material, através do trabalhoa frio (fig. 2), decorrente do lixamento ou polimento mecânico, estabelecem grandes tensões superficiais,as quais podem propiciar a corrosão acelerada da superfície ou tornar a mesma de difícil limpeza, se oscontaminantes não forem totalmente solúveis, além de originar corrosão sob tensão fraturante caso omaterial seja exposto ao meio contendo halogênios (cloretos).
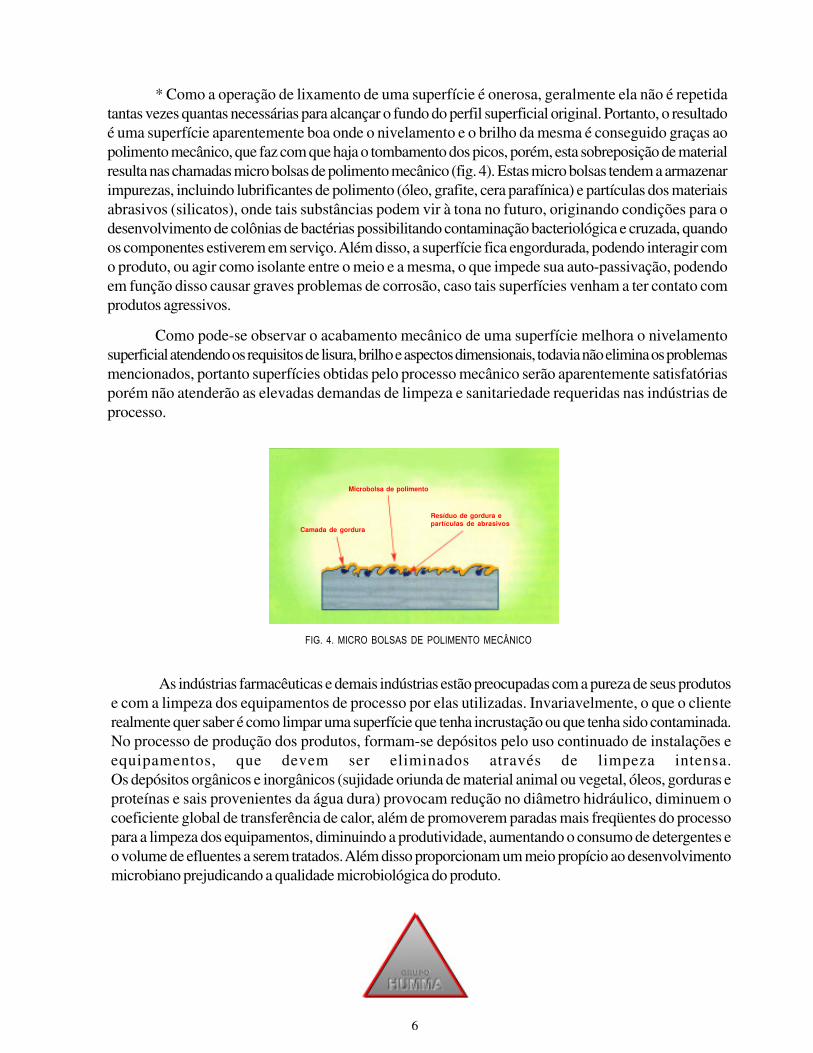
* O resultado de superfícies lixadas está diretamente associado à rugosidade que o trabalho gera,podendo nestas superfícies ocorrer aderência e incrustação de produtos, que resulta nos componentes eequipamentos industriais, decréscimos de vazão, baixa transmissão de calor, e principalmente perda totalde carga de produtos em função de contaminação bacteriológica e cruzada. Em função destes problemasde incrustação os custos de manutenção acabam sendo elevados, pois as paradas para limpeza são maisconstantes fazendo com que o rendimento do sistema diminua consideravelmente.
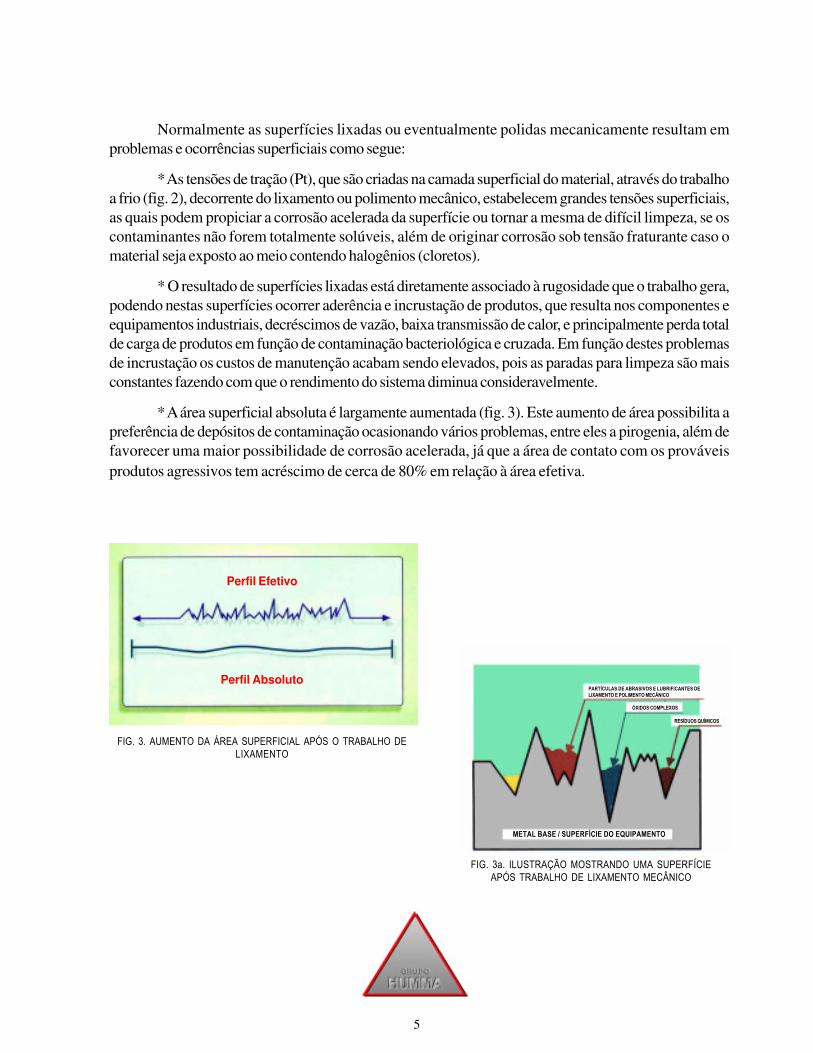
* A área superficial absoluta é largamente aumentada (fig. 3). Este aumento de área possibilita apreferência de depósitos de contaminação ocasionando vários problemas, entre eles a pirogenia, além defavorecer uma maior possibilidade de corrosão acelerada, já que a área de contato com os prováveisprodutos agressivos tem acréscimo de cerca de 80% em relação à área efetiva.
5
FIG. 3a. ILUSTRAÇÃO MOSTRANDO UMA SUPERFÍCIEAPÓS TRABALHO DE LIXAMENTO MECÂNICO
PARTÍCULAS DE ABRASIVOS E LUBRIFICANTES DELIXAMENTO E POLIMENTO MECÂNICO
ÓXIDOS COMPLEXOS
RESÍDUOS QUÍMICOS
METAL BASE / SUPERFÍCIE DO EQUIPAMENTO
FIG. 3. AUMENTO DA ÁREA SUPERFICIAL APÓS O TRABALHO DELIXAMENTO
Perfil Efetivo
Perfil Absoluto
* Como a operação de lixamento de uma superfície é onerosa, geralmente ela não é repetidatantas vezes quantas necessárias para alcançar o fundo do perfil superficial original. Portanto, o resultadoé uma superfície aparentemente boa onde o nivelamento e o brilho da mesma é conseguido graças aopolimento mecânico, que faz com que haja o tombamento dos picos, porém, esta sobreposição de materialresulta nas chamadas micro bolsas de polimento mecânico (fig. 4). Estas micro bolsas tendem a armazenarimpurezas, incluindo lubrificantes de polimento (óleo, grafite, cera parafínica) e partículas dos materiaisabrasivos (silicatos), onde tais substâncias podem vir à tona no futuro, originando condições para odesenvolvimento de colônias de bactérias possibilitando contaminação bacteriológica e cruzada, quandoos componentes estiverem em serviço. Além disso, a superfície fica engordurada, podendo interagir como produto, ou agir como isolante entre o meio e a mesma, o que impede sua auto-passivação, podendoem função disso causar graves problemas de corrosão, caso tais superfícies venham a ter contato comprodutos agressivos.
Como pode-se observar o acabamento mecânico de uma superfície melhora o nivelamentosuperficial atendendo os requisitos de lisura, brilho e aspectos dimensionais, todavia não elimina os problemasmencionados, portanto superfícies obtidas pelo processo mecânico serão aparentemente satisfatóriasporém não atenderão as elevadas demandas de limpeza e sanitariedade requeridas nas indústrias deprocesso.
6
FIG. 4. MICRO BOLSAS DE POLIMENTO MECÂNICO
Camada de gordura
Microbolsa de polimento
Resíduo de gordura epartículas de abrasivos
As indústrias farmacêuticas e demais indústrias estão preocupadas com a pureza de seus produtose com a limpeza dos equipamentos de processo por elas utilizadas. Invariavelmente, o que o clienterealmente quer saber é como limpar uma superfície que tenha incrustação ou que tenha sido contaminada.No processo de produção dos produtos, formam-se depósitos pelo uso continuado de instalações eequipamentos, que devem ser eliminados através de limpeza intensa.Os depósitos orgânicos e inorgânicos (sujidade oriunda de material animal ou vegetal, óleos, gorduras eproteínas e sais provenientes da água dura) provocam redução no diâmetro hidráulico, diminuem ocoeficiente global de transferência de calor, além de promoverem paradas mais freqüentes do processopara a limpeza dos equipamentos, diminuindo a produtividade, aumentando o consumo de detergentes eo volume de efluentes a serem tratados. Além disso proporcionam um meio propício ao desenvolvimentomicrobiano prejudicando a qualidade microbiológica do produto.

As sujidades aderem às superfícies de um modo muito complexo. Elas podem enclausurar-semecanicamente, em poros, frestas ou quaisquer reentrâncias. Acabamentos de superfície onde se utilizamoperações mecânicas tais como o lixamento ou polimento mecânico dão origem a trabalho a frio combinadocom aquecimento localizado, que afeta prejudicialmente a estrutura das camadas do material na superfíciemodificando suas propriedades desfavoravelmente, levando a microfissuras, rugosidade, modificaçõesestruturais e tensões nessas áreas (ver ilustração a seguir).
7
Material aço cromo-níquel 18/8
A lixado B retificado C eletropolido
1 Austenita2 Austenita e ferrita deformada a frio3 Ferrita deformada a frio4 Ferrita deformada a frio e austenita deformada5 Austenita deformada6 Grãos deformados com inclusões e óxidos7 Óxidos
Em função disso, acabamentos de superfíciesobtidos por tais métodos não são suficientes paraatender às necessidades operacionais desejadas, jáque superfícies lixadas mecanicamente não possuemcaracterísticas de sanitariedade 100%. Além disso,ocorre ainda a ação de forças de ligaçãoeletrostáticas, que atuam tanto entre a sujidade e asparedes, como também entre as partículas de sujidadepropriamente ditas, (exemplo: entre sais minerais eproteínas). A soma dessas condições pode serexpressa como energia de adesão.
Assim, para se alcançar um estado ótimo dedesempenho e se obter um produto de boa qualidade,é indispensável uma limpeza e desinfecção adequadae eficiente dos equipamentos e ainda com umaqualidade de superfície de contato que garanta umaboa higienização.
A superfície de determinado equipamentopode aparentar estar limpa, mas na verdade aindaestar coberta por produtos químicos prejudiciais emicroorganismos danosos.FIGURA 5.
Para procedimentos de higienização eficientes em equipamentos nas indústrias de processo, éfundamental analisar o tipo e grau dos resíduos aderidos às superfícies, a qualidade da água empregada,os métodos de higienização aplicados, os tipos e níveis de contaminação microbiológica e principalmentea natureza da superfície a ser higienizada.
Vale a pena ressaltar aqui a natureza da superfície pois sob o ponto de vista técnico da limpeza, écomprovado que quanto menor a rugosidade superficial melhores são os resultados da higienização.
8
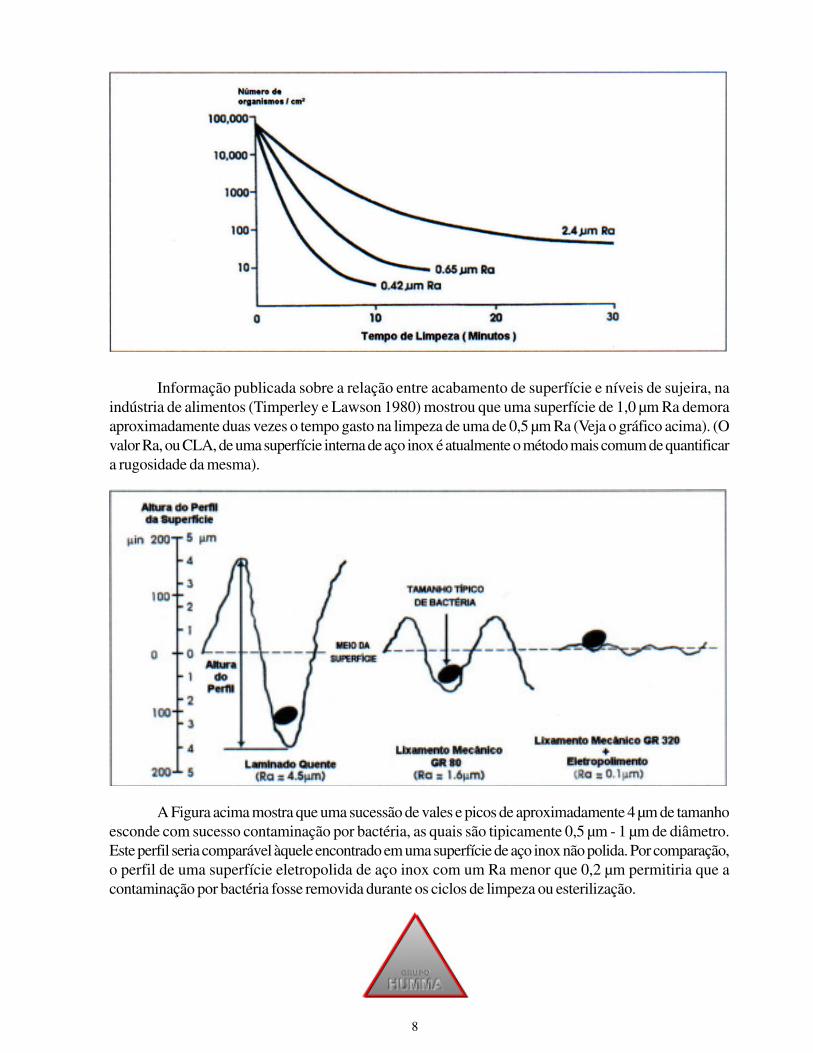
Informação publicada sobre a relação entre acabamento de superfície e níveis de sujeira, naindústria de alimentos (Timperley e Lawson 1980) mostrou que uma superfície de 1,0 µm Ra demoraaproximadamente duas vezes o tempo gasto na limpeza de uma de 0,5 µm Ra (Veja o gráfico acima). (Ovalor Ra, ou CLA, de uma superfície interna de aço inox é atualmente o método mais comum de quantificara rugosidade da mesma).
A Figura acima mostra que uma sucessão de vales e picos de aproximadamente 4 µm de tamanhoesconde com sucesso contaminação por bactéria, as quais são tipicamente 0,5 µm - 1 µm de diâmetro.Este perfil seria comparável àquele encontrado em uma superfície de aço inox não polida. Por comparação,o perfil de uma superfície eletropolida de aço inox com um Ra menor que 0,2 µm permitiria que acontaminação por bactéria fosse removida durante os ciclos de limpeza ou esterilização.
9
Quanto à qualidade de superfície para uma boa higienização, as superfícies eletropolidas atendemtotalmente a esse conceito pois, a aplicação do eletropolimento garante uma excelente qualidade à superfíciepois promove na mesma um nivelamento uniforme das saliências, eliminando a rugosidade e as imperfeiçõessuperficiais permitindo a obtenção de um lustro e brilho superficial de elevado nível.
CONCEITO DE SANITARIEDADE
A disponibilidade de componentes e equipamentos industriais para uso em sistemas com exigênciasde alta sanitariedade dependem de dois fatores: a construção com concepção sanitária e ao mesmotempo a superfície com acabamento sanitário.
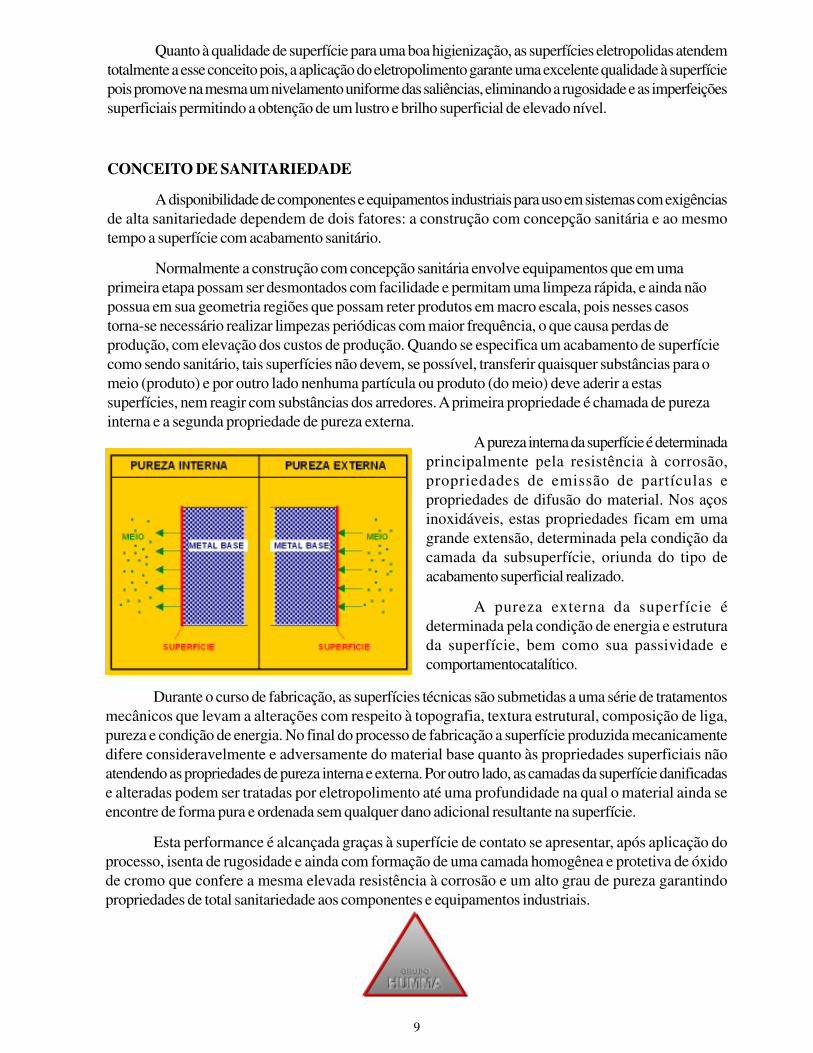
Normalmente a construção com concepção sanitária envolve equipamentos que em umaprimeira etapa possam ser desmontados com facilidade e permitam uma limpeza rápida, e ainda nãopossua em sua geometria regiões que possam reter produtos em macro escala, pois nesses casostorna-se necessário realizar limpezas periódicas com maior frequência, o que causa perdas deprodução, com elevação dos custos de produção. Quando se especifica um acabamento de superfíciecomo sendo sanitário, tais superfícies não devem, se possível, transferir quaisquer substâncias para omeio (produto) e por outro lado nenhuma partícula ou produto (do meio) deve aderir a estassuperfícies, nem reagir com substâncias dos arredores. A primeira propriedade é chamada de purezainterna e a segunda propriedade de pureza externa.
A pureza interna da superfície é determinadaprincipalmente pela resistência à corrosão,propriedades de emissão de partículas epropriedades de difusão do material. Nos açosinoxidáveis, estas propriedades ficam em umagrande extensão, determinada pela condição dacamada da subsuperfície, oriunda do tipo deacabamento superficial realizado.
A pureza externa da superfície édeterminada pela condição de energia e estruturada superfície, bem como sua passividade ecomportamentocatalítico.
Durante o curso de fabricação, as superfícies técnicas são submetidas a uma série de tratamentosmecânicos que levam a alterações com respeito à topografia, textura estrutural, composição de liga,pureza e condição de energia. No final do processo de fabricação a superfície produzida mecanicamentedifere consideravelmente e adversamente do material base quanto às propriedades superficiais nãoatendendo as propriedades de pureza interna e externa. Por outro lado, as camadas da superfície danificadase alteradas podem ser tratadas por eletropolimento até uma profundidade na qual o material ainda seencontre de forma pura e ordenada sem qualquer dano adicional resultante na superfície.
Esta performance é alcançada graças à superfície de contato se apresentar, após aplicação doprocesso, isenta de rugosidade e ainda com formação de uma camada homogênea e protetiva de óxidode cromo que confere a mesma elevada resistência à corrosão e um alto grau de pureza garantindopropriedades de total sanitariedade aos componentes e equipamentos industriais.
10
ELETROPOLIMENTO
Princípio do Eletropolimento
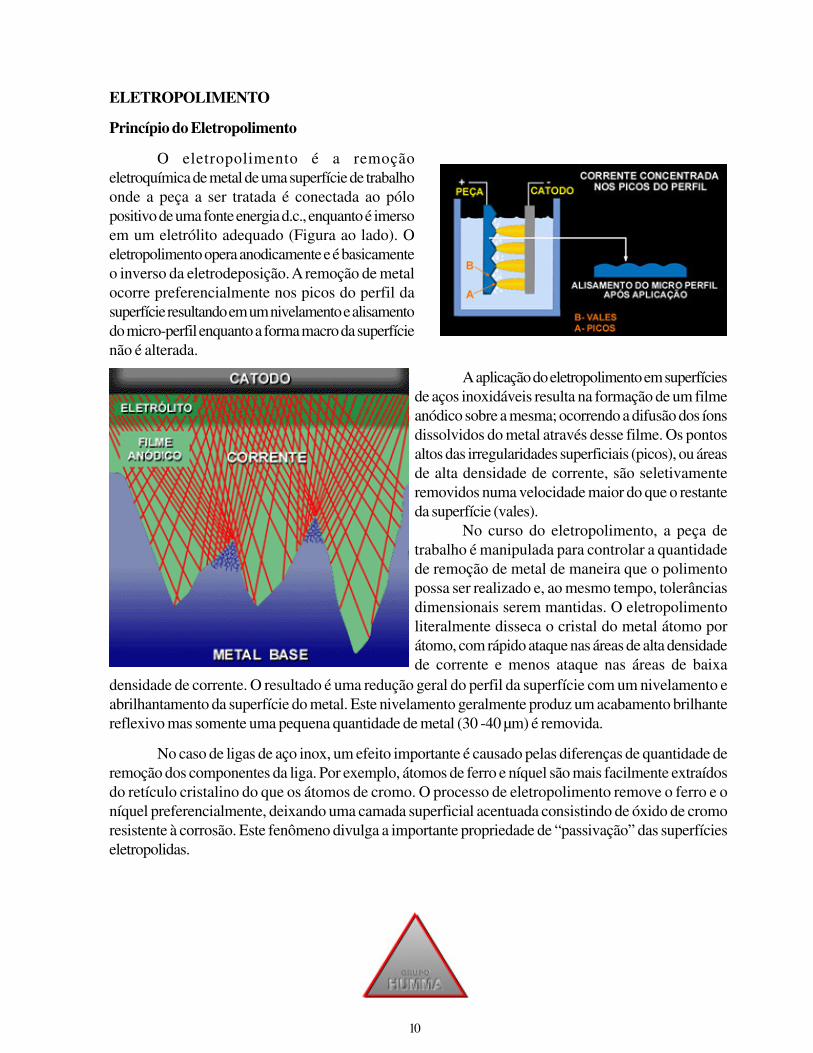
O eletropolimento é a remoçãoeletroquímica de metal de uma superfície de trabalhoonde a peça a ser tratada é conectada ao pólopositivo de uma fonte energia d.c., enquanto é imersoem um eletrólito adequado (Figura ao lado). Oeletropolimento opera anodicamente e é basicamenteo inverso da eletrodeposição. A remoção de metalocorre preferencialmente nos picos do perfil dasuperfície resultando em um nivelamento e alisamentodo micro-perfil enquanto a forma macro da superfícienão é alterada.
A aplicação do eletropolimento em superfíciesde aços inoxidáveis resulta na formação de um filmeanódico sobre a mesma; ocorrendo a difusão dos íonsdissolvidos do metal através desse filme. Os pontosaltos das irregularidades superficiais (picos), ou áreasde alta densidade de corrente, são seletivamenteremovidos numa velocidade maior do que o restanteda superfície (vales).
No curso do eletropolimento, a peça detrabalho é manipulada para controlar a quantidadede remoção de metal de maneira que o polimentopossa ser realizado e, ao mesmo tempo, tolerânciasdimensionais serem mantidas. O eletropolimentoliteralmente disseca o cristal do metal átomo porátomo, com rápido ataque nas áreas de alta densidadede corrente e menos ataque nas áreas de baixa
densidade de corrente. O resultado é uma redução geral do perfil da superfície com um nivelamento eabrilhantamento da superfície do metal. Este nivelamento geralmente produz um acabamento brilhantereflexivo mas somente uma pequena quantidade de metal (30 -40 µm) é removida.
No caso de ligas de aço inox, um efeito importante é causado pelas diferenças de quantidade deremoção dos componentes da liga. Por exemplo, átomos de ferro e níquel são mais facilmente extraídosdo retículo cristalino do que os átomos de cromo. O processo de eletropolimento remove o ferro e oníquel preferencialmente, deixando uma camada superficial acentuada consistindo de óxido de cromoresistente à corrosão. Este fenômeno divulga a importante propriedade de “passivação” das superfícieseletropolidas.
11
Eletropolimento HUMMA - Tecnologia EPL-H Process®
A aplicação da tecnologia desenvolvida pela Humma em aços inoxidáveis permite que se obtenhasuperfícies com ótimas características, possibilitando um desempenho acentuadamente melhor decomponentes e equipamentos industriais.
Este processo consiste na remoção de material sem danificar a superfície, originando um nivelamentouniforme das saliências, o que permite a obtenção de um lustro superficial de elevado nível. Além disso,remove metal da superfície de trabalho sem transformação mecânica, térmica ou química, eliminando ascamadas danificadas mecanicamente, permitindo ainda que as propriedades originais do material sejamcompletamente restabelecidas.
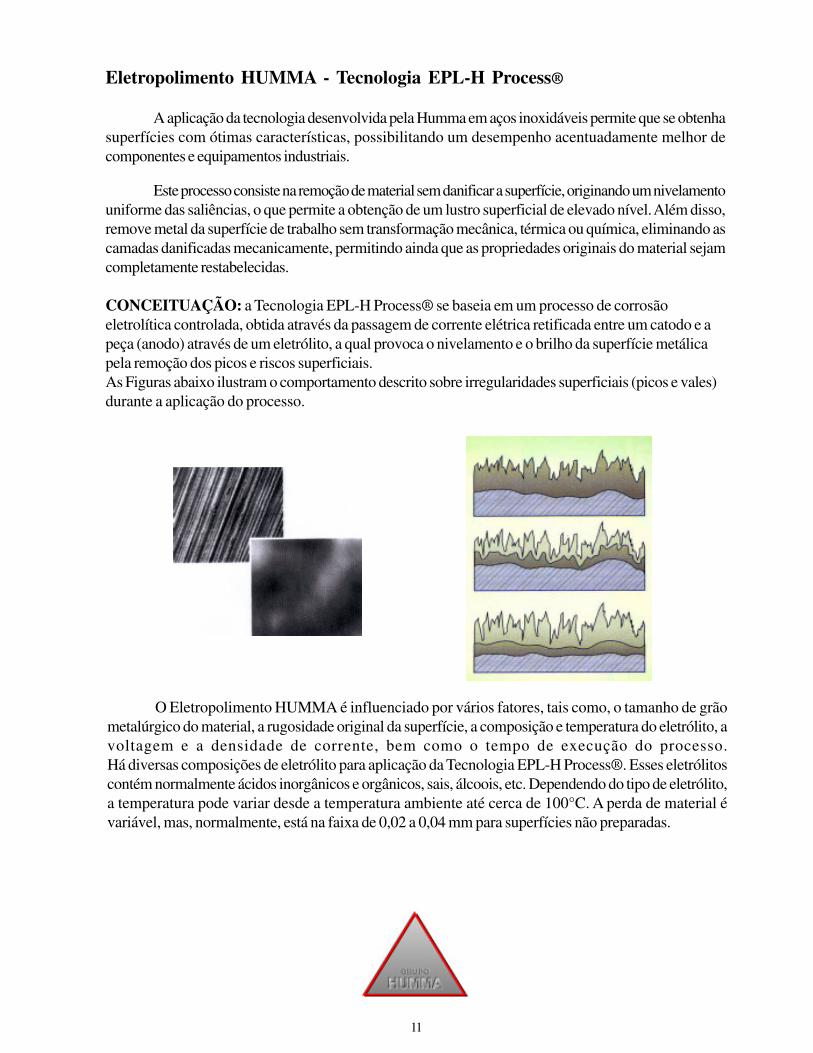
CONCEITUAÇÃO: a Tecnologia EPL-H Process® se baseia em um processo de corrosãoeletrolítica controlada, obtida através da passagem de corrente elétrica retificada entre um catodo e apeça (anodo) através de um eletrólito, a qual provoca o nivelamento e o brilho da superfície metálicapela remoção dos picos e riscos superficiais.As Figuras abaixo ilustram o comportamento descrito sobre irregularidades superficiais (picos e vales)durante a aplicação do processo.
O Eletropolimento HUMMA é influenciado por vários fatores, tais como, o tamanho de grãometalúrgico do material, a rugosidade original da superfície, a composição e temperatura do eletrólito, avoltagem e a densidade de corrente, bem como o tempo de execução do processo.Há diversas composições de eletrólito para aplicação da Tecnologia EPL-H Process®. Esses eletrólitoscontém normalmente ácidos inorgânicos e orgânicos, sais, álcoois, etc. Dependendo do tipo de eletrólito,a temperatura pode variar desde a temperatura ambiente até cerca de 100°C. A perda de material évariável, mas, normalmente, está na faixa de 0,02 a 0,04 mm para superfícies não preparadas.
12
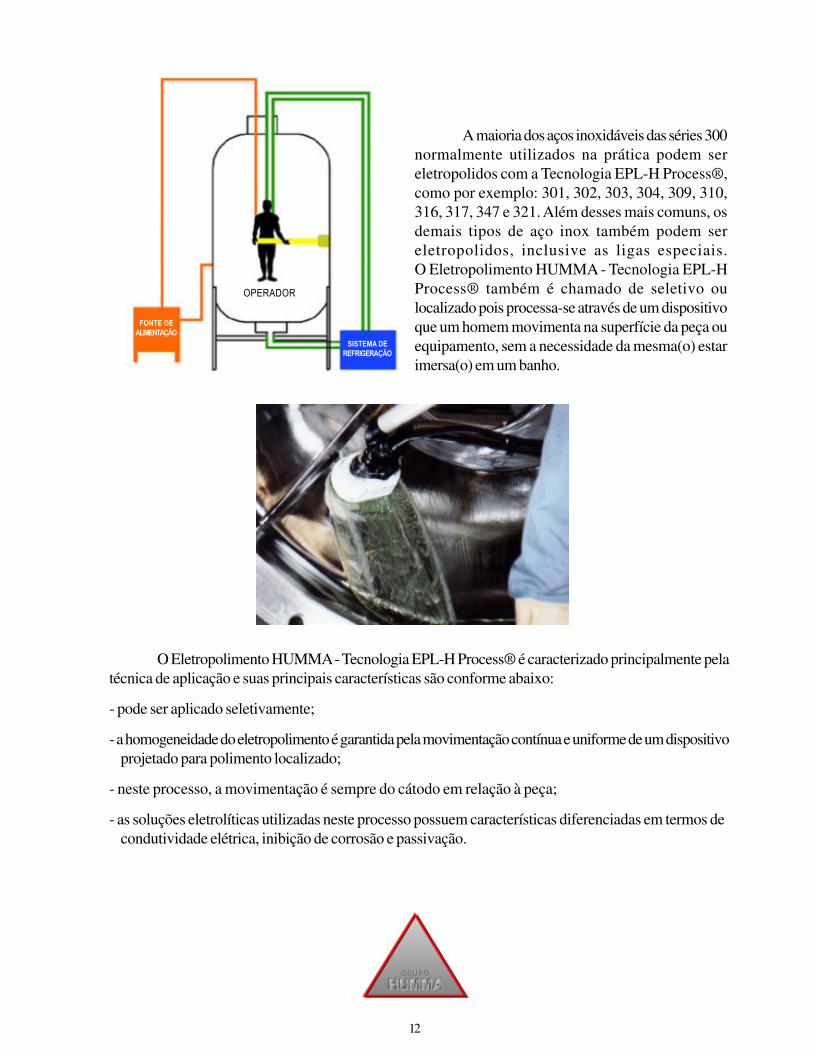
A maioria dos aços inoxidáveis das séries 300normalmente utilizados na prática podem sereletropolidos com a Tecnologia EPL-H Process®,como por exemplo: 301, 302, 303, 304, 309, 310,316, 317, 347 e 321. Além desses mais comuns, osdemais tipos de aço inox também podem sereletropolidos, inclusive as ligas especiais.O Eletropolimento HUMMA - Tecnologia EPL-HProcess® também é chamado de seletivo oulocalizado pois processa-se através de um dispositivoque um homem movimenta na superfície da peça ouequipamento, sem a necessidade da mesma(o) estarimersa(o) em um banho.
FONTE DEALIMENTAÇÃO
SISTEMA DEREFRIGERAÇÃO
OPERADOR
O Eletropolimento HUMMA - Tecnologia EPL-H Process® é caracterizado principalmente pelatécnica de aplicação e suas principais características são conforme abaixo:
- pode ser aplicado seletivamente;
- a homogeneidade do eletropolimento é garantida pela movimentação contínua e uniforme de um dispositivoprojetado para polimento localizado;
- neste processo, a movimentação é sempre do cátodo em relação à peça;
- as soluções eletrolíticas utilizadas neste processo possuem características diferenciadas em termos decondutividade elétrica, inibição de corrosão e passivação.
13
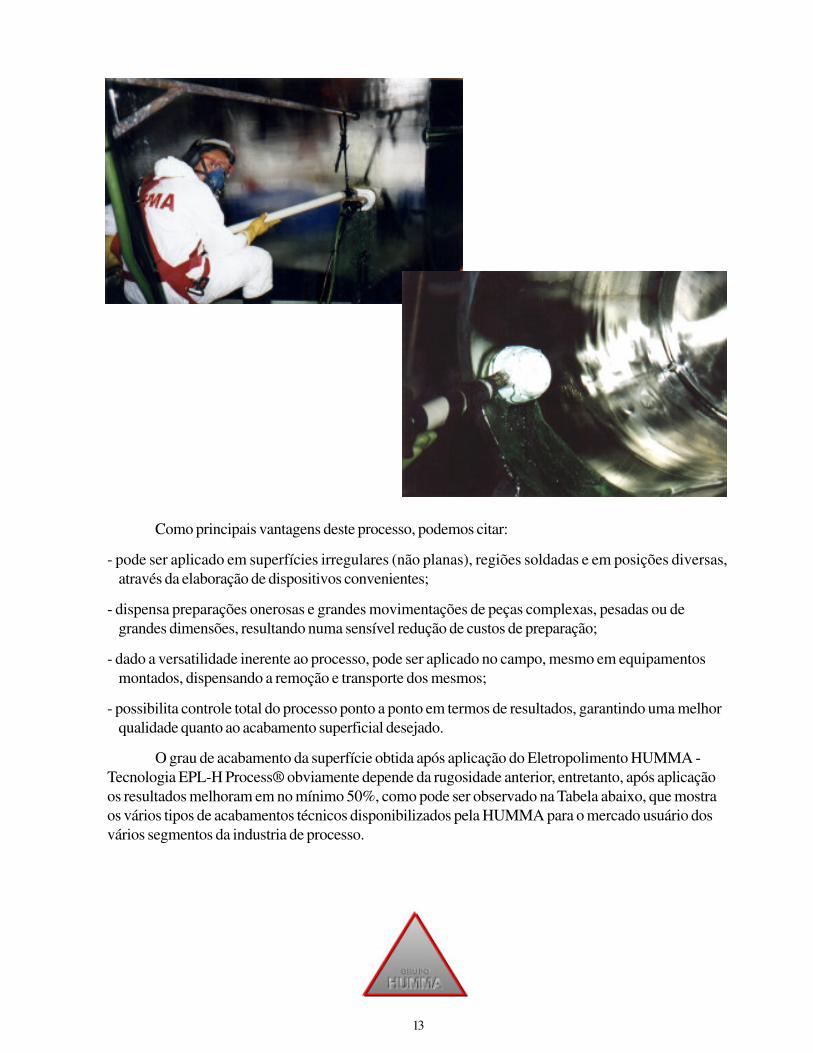
Como principais vantagens deste processo, podemos citar:
- pode ser aplicado em superfícies irregulares (não planas), regiões soldadas e em posições diversas,através da elaboração de dispositivos convenientes;
- dispensa preparações onerosas e grandes movimentações de peças complexas, pesadas ou degrandes dimensões, resultando numa sensível redução de custos de preparação;
- dado a versatilidade inerente ao processo, pode ser aplicado no campo, mesmo em equipamentosmontados, dispensando a remoção e transporte dos mesmos;
- possibilita controle total do processo ponto a ponto em termos de resultados, garantindo uma melhorqualidade quanto ao acabamento superficial desejado.
O grau de acabamento da superfície obtida após aplicação do Eletropolimento HUMMA -Tecnologia EPL-H Process® obviamente depende da rugosidade anterior, entretanto, após aplicaçãoos resultados melhoram em no mínimo 50%, como pode ser observado na Tabela abaixo, que mostraos vários tipos de acabamentos técnicos disponibilizados pela HUMMA para o mercado usuário dosvários segmentos da industria de processo.
14
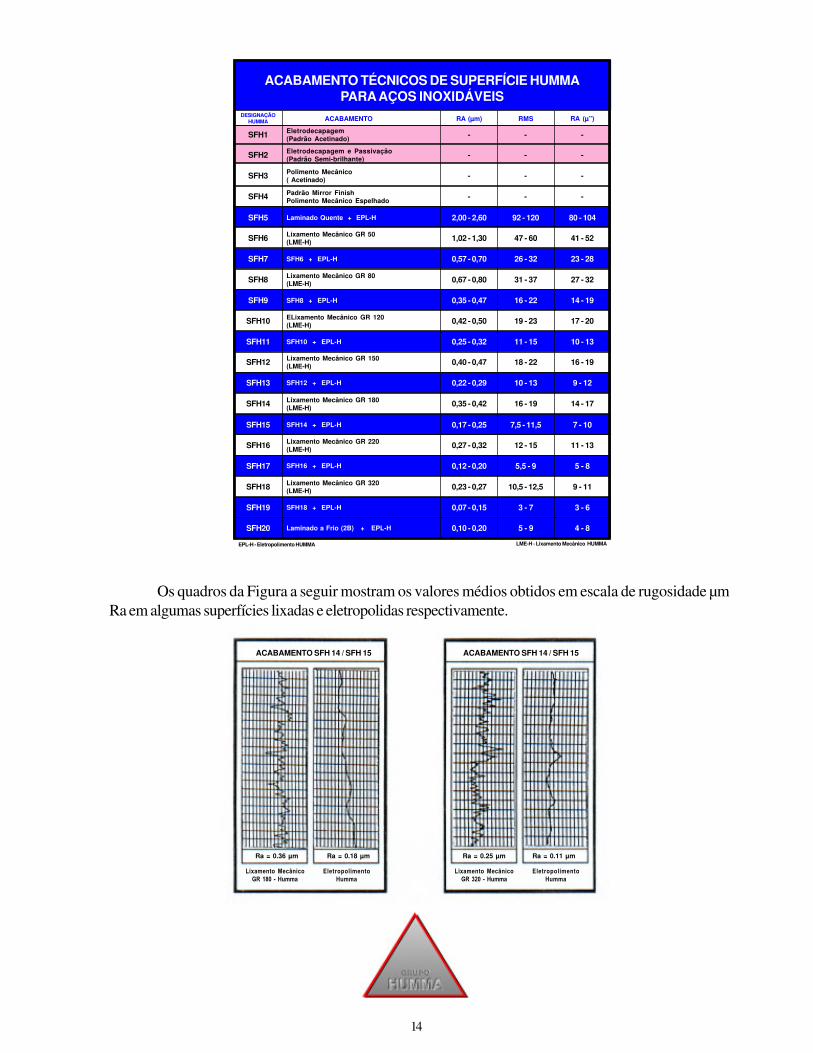
Os quadros da Figura a seguir mostram os valores médios obtidos em escala de rugosidade µmRa em algumas superfícies lixadas e eletropolidas respectivamente.
ACABAMENTO TÉCNICOS DE SUPERFÍCIE HUMMAPARA AÇOS INOXIDÁVEIS
DESIGNAÇÃOHUMMA ACABAMENTO RA (µm) RMS RA (µ”)
SFH1 Eletrodecapagem(Padrão Acetinado) - - -
SFH2 Eletrodecapagem e Passivação(Padrão Semi-brilhante) - - -
SFH3 Polimento Mecânico( Acetinado) - - -
SFH4 Padrão Mirror FinishPolimento Mecânico Espelhado - - -
SFH5 Laminado Quente + EPL-H 2,00 - 2,60 92 - 120 80 - 104
SFH6 Lixamento Mecânico GR 50(LME-H) 1,02 - 1,30 47 - 60 41 - 52
SFH7 SFH6 + EPL-H 0,57 - 0,70 26 - 32 23 - 28
SFH8 Lixamento Mecânico GR 80(LME-H) 0,67 - 0,80 31 - 37 27 - 32
SFH9 SFH8 + EPL-H 0,35 - 0,47 16 - 22 14 - 19
SFH10 ELixamento Mecânico GR 120(LME-H) 0,42 - 0,50 19 - 23 17 - 20
SFH11 SFH10 + EPL-H 0,25 - 0,32 11 - 15 10 - 13
SFH12 Lixamento Mecânico GR 150(LME-H) 0,40 - 0,47 18 - 22 16 - 19
SFH13 SFH12 + EPL-H 0,22 - 0,29 10 - 13 9 - 12
SFH14 Lixamento Mecânico GR 180(LME-H) 0,35 - 0,42 16 - 19 14 - 17
SFH15 SFH14 + EPL-H 0,17 - 0,25 7,5 - 11,5 7 - 10
SFH16 Lixamento Mecânico GR 220(LME-H) 0,27 - 0,32 12 - 15 11 - 13
SFH17 SFH16 + EPL-H 0,12 - 0,20 5,5 - 9 5 - 8
SFH18 Lixamento Mecânico GR 320(LME-H) 0,23 - 0,27 10,5 - 12,5 9 - 11
SFH19 SFH18 + EPL-H 0,07 - 0,15 3 - 7 3 - 6
SFH20 Laminado a Frio (2B) + EPL-H 0,10 - 0,20 5 - 9 4 - 8
EPL-H - Eletropolimento HUMMA LME-H - Lixamento Mecânico HUMMA
ACABAMENTO SFH 14 / SFH 15 ACABAMENTO SFH 14 / SFH 15
Ra = 0.36 µm Ra = 0.18 µm Ra = 0.25 µm Ra = 0.11 µm
Lixamento MecânicoGR 180 - Humma
Lixamento MecânicoGR 320 - Humma
EletropolimentoHumma
EletropolimentoHumma
15
Como já foi dito, no Eletropolimento HUMMA Tecnologia EPL-H Process® há uma dissoluçãoseletiva concentrada nas saliências da superfície que, desse modo, promove o nivelamento microscópicoda superfície.
O nivelamento das saliências grosseiras é chamado macro polimento e a dissolução das muitomenores irregularidades microscópicas é denominada micro polimento.
Quando há ocorrência simultânea de macro e micro polimento, são gerados alisamento eabrilhantamento da superfície. Entretanto, em certas circunstâncias, qualquer um dos dois pode ocorrerindependentemente do outro. Brilho nem sempre significa lisura e, alternativamente, lisura pode existirsem brilho.
Nivelamento: é obtido pela remoção dos picos e arredondamento dos vales tendo como principais fatoreso acabamento preparatório da superfície, o controle e a densidade de corrente aplicada, a distânciacátodo - peça, a tensão aplicada e a utilização de um eletrólito conveniente.
Brilho: é função do nivelamento conforme acima, da película passivada formada após o eletropolimento eda natureza do material.
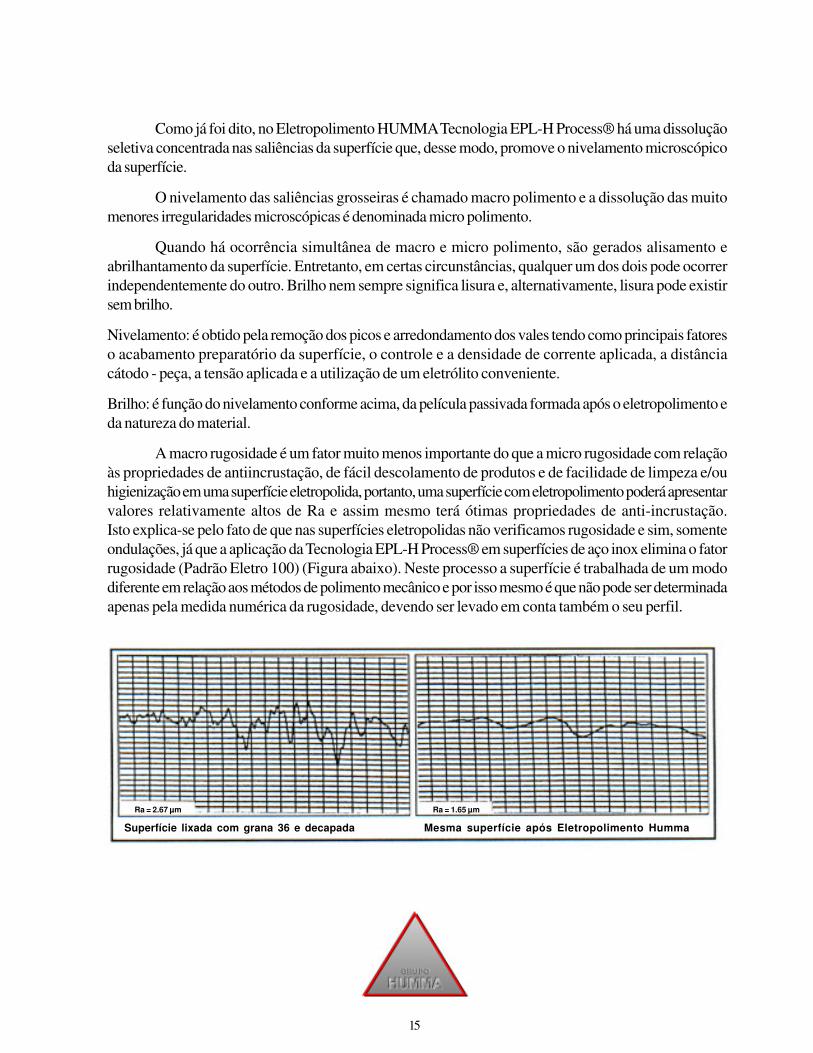
A macro rugosidade é um fator muito menos importante do que a micro rugosidade com relaçãoàs propriedades de antiincrustação, de fácil descolamento de produtos e de facilidade de limpeza e/ouhigienização em uma superfície eletropolida, portanto, uma superfície com eletropolimento poderá apresentarvalores relativamente altos de Ra e assim mesmo terá ótimas propriedades de anti-incrustação.Isto explica-se pelo fato de que nas superfícies eletropolidas não verificamos rugosidade e sim, somenteondulações, já que a aplicação da Tecnologia EPL-H Process® em superfícies de aço inox elimina o fatorrugosidade (Padrão Eletro 100) (Figura abaixo). Neste processo a superfície é trabalhada de um mododiferente em relação aos métodos de polimento mecânico e por isso mesmo é que não pode ser determinadaapenas pela medida numérica da rugosidade, devendo ser levado em conta também o seu perfil.
Ra = 2.67 µm Ra = 1.65 µm
Superfície lixada com grana 36 e decapada Mesma superfície após Eletropolimento Humma
16
Efeitos do Eletropolimento Humma - Tecnologia EPL-H Process®
* Geometria e TopografiaA forma e estrutura das superfícies de aços inoxidáveis são principalmente alteradas pelo
Eletropolimento Humma em micro escala. Toda a rugosidade e linhas de fissuras na estrutura são aplainadase removidas. A semelhantes valores de índice de rugosidade, a superfície eletropolida mostra, emcomparação com uma superfície mecanicamente produzida uma redução da real expansão deaproximadamente 80% a qual leva a uma redução correspondente de interações com os arredores. Emmicro escala a superfície fica plana e isenta de rugosidade, em macro escala ela mostra uma certa ondulaçãoresidual dependendo da estrutura em sua condição inicial. Ao mesmo tempo é livre de rebarbas, buracos,dobras e resíduos de material, o que elimina por definitivo os problemas de incrustação e aderência deprodutos nas paredes internas dos equipamentos nas indústrias de processo.
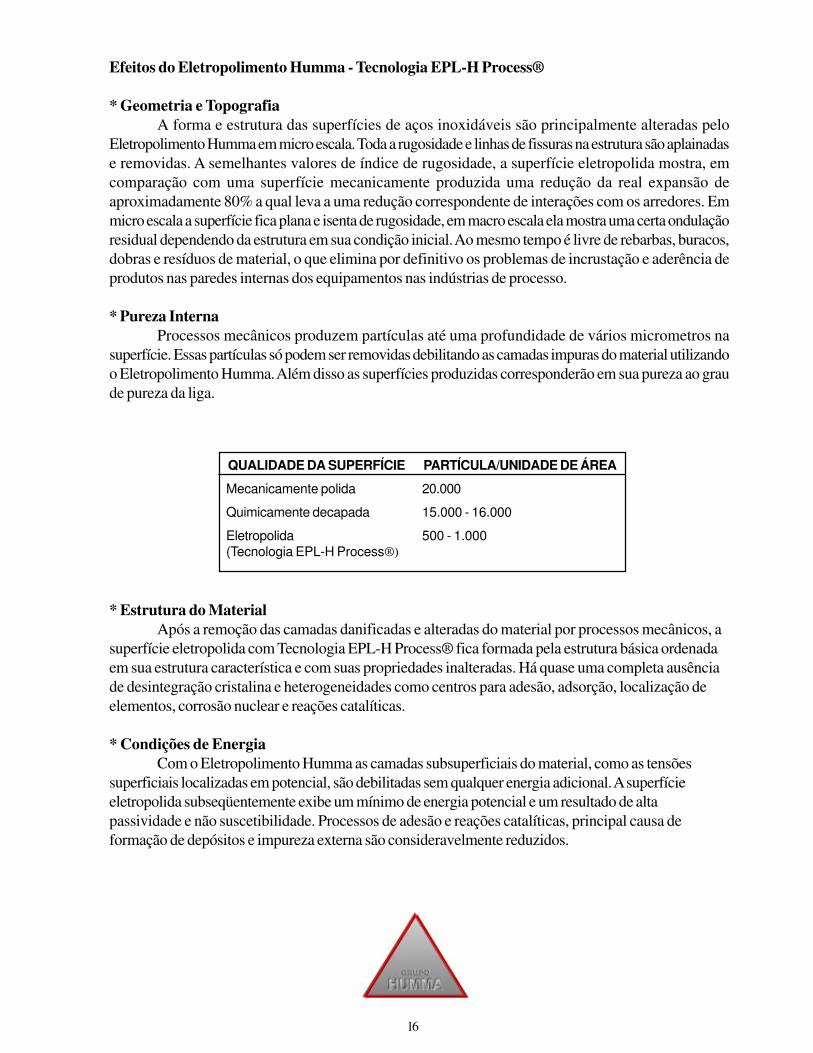
* Pureza InternaProcessos mecânicos produzem partículas até uma profundidade de vários micrometros na
superfície. Essas partículas só podem ser removidas debilitando as camadas impuras do material utilizandoo Eletropolimento Humma. Além disso as superfícies produzidas corresponderão em sua pureza ao graude pureza da liga.
QUALIDADE DA SUPERFÍCIE
Mecanicamente polida
Quimicamente decapada
Eletropolida(Tecnologia EPL-H Process®)
PARTÍCULA/UNIDADE DE ÁREA
20.000
15.000 - 16.000
500 - 1.000
* Estrutura do MaterialApós a remoção das camadas danificadas e alteradas do material por processos mecânicos, a
superfície eletropolida com Tecnologia EPL-H Process® fica formada pela estrutura básica ordenadaem sua estrutura característica e com suas propriedades inalteradas. Há quase uma completa ausênciade desintegração cristalina e heterogeneidades como centros para adesão, adsorção, localização deelementos, corrosão nuclear e reações catalíticas.
* Condições de EnergiaCom o Eletropolimento Humma as camadas subsuperficiais do material, como as tensões
superficiais localizadas em potencial, são debilitadas sem qualquer energia adicional. A superfícieeletropolida subseqüentemente exibe um mínimo de energia potencial e um resultado de altapassividade e não suscetibilidade. Processos de adesão e reações catalíticas, principal causa deformação de depósitos e impureza externa são consideravelmente reduzidos.
17
* DifusãoA difusão de gases e substâncias homogêneas da superfície são largamente causadas por impurezas
das camadas mais externas do material. O que principalmente determina a difusão são o tipo de impureza,sua pressão local e a frequência de trilhas de difusão na forma de deslocamentos na estrutura. OEletropolimento Humma oferece aqui duas vantagens: experiências têm mostrado que a maioria dasimpurezas estão concentradas nas camadas subsuperficiais do material e são removidas desgastando-seestas camadas. O número de trilhas de difusão na forma de defeitos estruturais e fissuras de linha sãoreduzidos a um mínimo.
* Passivação e resistência à corrosão
A resistência à corrosão de um aço inox depende de um filme superficial protetor (Cr2O3), achamada película passiva, que o próprio aço desenvolve quando é exposto a meios oxidantes.
Para que este filme cubra completamente a superfície do aço inox e possibilite uma proteçãoadequada contra a corrosão, é necessário que ele se desenvolva sobre uma superfície metálicacompletamente limpa. A limpeza de superfície é também importante do ponto de vista higiênico. Elevadasdemandas de limpeza de superfície são impostas em vários segmentos industriais, tais como, nas indústriasfarmacêutica, nuclear, cervejeira e alimentícia.
A composição química da película superficial de um material passivável é muito importante quandose considera a intensidade da passivação. Os aços inoxidáveis devem conter um mínimo de 12% decromo para assegurar passivação suficiente para resistir a ataques brandos de corrosão, como, porexemplo, a ação das intempéries. Todavia, quando se faz o recozimento dos aços inox, pode-se,eventualmente, chegar a níveis de apenas 9-10% de cromo na película superficial, e esta perda é atribuídaao esgotamento do cromo contido do óxido e da matriz logo abaixo do óxido. Durante o tratamentotérmico, a temperatura elevada força o cromo a sair da matriz para interface óxido-matriz, por isso acamada de liga matriz torna-se deficiente de cromo. O cromo que foi forçado para fora da matriz, etambém do óxido recentemente formado, nestas temperaturas elevadas propaga-se constantemente paraa interface óxido-gás, onde reage com o oxigênio. Isto acontece mesmo quando se usa atmosfera protetoradurante o recozimento. Por esta razão é que se utiliza decapagem química de chapas laminadas a friomesmo quando o recozimento é feito em atmosfera protetora. Em geral, a decapagem química removeapenas parcialmente a película superficial empobrecida em cromo. Conseqüentemente, a decapagemquímica gera uma superfície relativamente grosseira, tendo em vista que o tempo de dissolução da películade óxidos varia ao longo da superfície.
Além disso, o óxido formado em alta temperatura não é homogêneo em composição (provávelmistura de CrxOy,, FexOy, NixOy), e tem uma solubilidade diferente na solução decapante, por issoalgumas áreas são dissolvidas preferencialmente a outras. Quando o óxido é removido destes lugares, asolução começa a dissolver a liga matriz com evolução de hidrogênio, o qual em determinadas proporçõespenetra no metal. Do ponto de vista teórico, considera-se que o aço inox consiste de muitos elementoscom solubilidades diferentes na solução decapante e a superfície é um estado não equipotencializado epermanece como tal após o final do processo. Esta superfície não equipotencializada é um local ideal paranucleação de corrosão, e a decapagem não é capaz de restaurar a condição inicial da superfície.

18
Pelas razões acima, a decapagem é seguida de tratamento de passivação a fim de tornar a superfíciemais passiva. Devido a dissolução preferencial de ferro durante o processo, a solução de passivaçãoenriquece a camada mais externa em cromo. O cromo nesta camada enriquecida é oxidado a óxido decromo III, o qual oferece excelente resistência à corrosão de aço inox. Por outro lado, a passivação nãoremove completamente a camada degenerada e hidretada originada durante o processo de decapagem.
Em uma superfície onde é aplicada a Tecnologia EPL-H Process® a mesma é muito mais passivado que aquela obtida por decapagem e passivação convencional. Sendo o Eletropolimento Humma umprocesso anódico, há a liberação de oxigênio simultaneamente com a remoção de metal. Considerando acomplexidade da Tecnologia EPL-H Process®, é impossível incluir todas as reações químicas que ocorrem,mas seguindo as regras básicas e mantendo o papel conclusivo que o cromo desempenha no EletropolimentoHumma para aços inoxidáveis, um modelo simplificado pode ser escrito como segue:
1 - Dissolução e transferência de íons cromo na solução.
Cr = Cr6+ + 6e-
2 - Evolução do oxigênio da superfície anódica.
4OH- = O2 + 2H2O + 4e-
3 - Formação de um filme passivo na superfície anódica.
2Cr + 6OH- = Cr2O3 + 3H2O + 6e-
Portanto, ocorre a exposição de uma superfície completamente limpa à oxigênio com elevadaatividade química, gerando o recobrimento de toda a superfície do aço inoxidável por uma película passivade óxidos metálicos ricos em cromo de inigualável qualidade e homogeneidade.
Conforme estudos e experiências em laboratório ficou constatado que a aplicação da TecnologiaEPL-H Process® confere à superfície dos aços inoxidáveis um aumento na sua resistência à corrosão 4a 5 vezes maior que uma superfície tratada de outra maneira, sendo que os principais fatores responsáveispor isto são a grande redução da área e da energia superficial e a obtenção de uma superfície altamentelimpa e super passiva.
Testes em laboratório comprovaram que após um período de teste igual a 4 anos, em ambientemarinho, não foi possível notar diferença quanto à resistência à corrosão entre amostras de aço 18%Cr /9%Mn / 5%Ni e 25%Cr / 24%Ni / 2%Mo, ambas polidas eletroliticamente com Tecnologia EPL-HProcess®. Portanto, apesar da primeira liga ser menos nobre que a segunda, o Eletropolimento Hummapossibilitou que o seu desempenho fosse igual ao da segunda liga. Todavia, durante a realização domesmo teste em amostras lixadas e não pós tratadas quimicamente, a liga menos nobre apresentou corrosãoapós 2 meses.
A figura abaixo mostra os resultados de um trabalho recente sobre resistência à corrosão de açosinoxidáveis em ambiente marinho. Este trabalho exibe a influência do tratamento de superfície na resistênciaà corrosão da qualidade AISI 304.
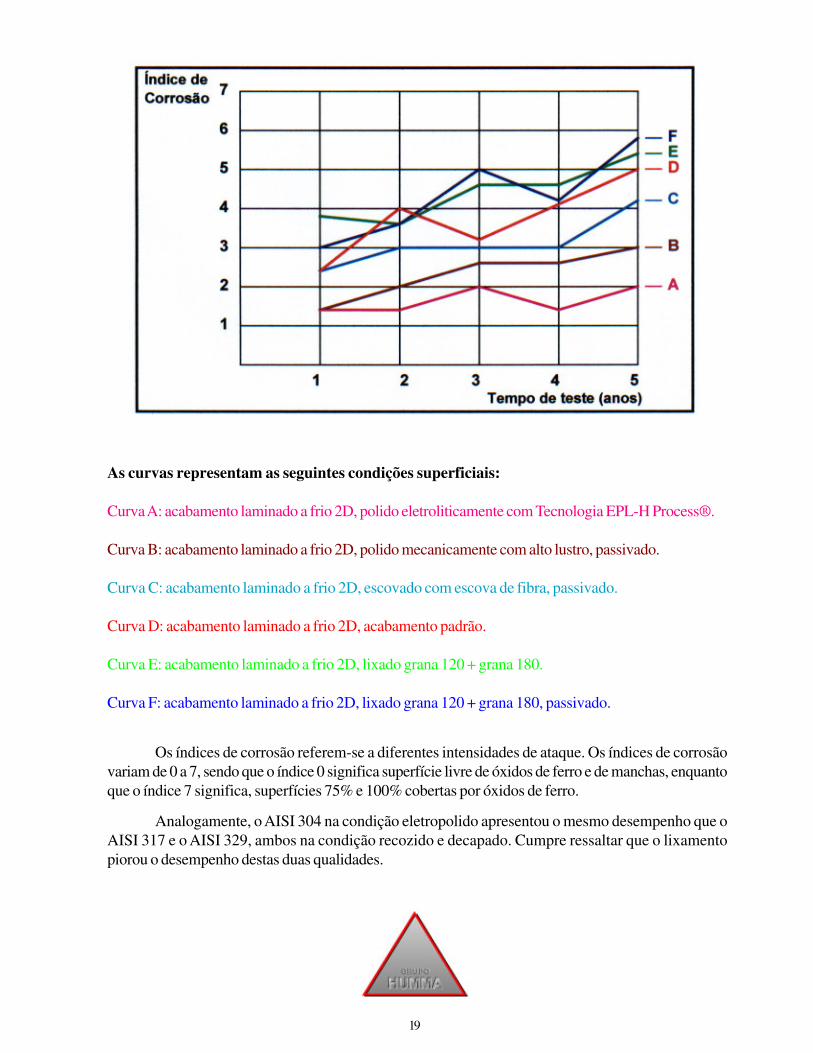
As curvas representam as seguintes condições superficiais:
Curva A: acabamento laminado a frio 2D, polido eletroliticamente com Tecnologia EPL-H Process®.
Curva B: acabamento laminado a frio 2D, polido mecanicamente com alto lustro, passivado.
Curva C: acabamento laminado a frio 2D, escovado com escova de fibra, passivado.
Curva D: acabamento laminado a frio 2D, acabamento padrão.
Curva E: acabamento laminado a frio 2D, lixado grana 120 + grana 180.
Curva F: acabamento laminado a frio 2D, lixado grana 120 + grana 180, passivado.
Os índices de corrosão referem-se a diferentes intensidades de ataque. Os índices de corrosãovariam de 0 a 7, sendo que o índice 0 significa superfície livre de óxidos de ferro e de manchas, enquantoque o índice 7 significa, superfícies 75% e 100% cobertas por óxidos de ferro.
Analogamente, o AISI 304 na condição eletropolido apresentou o mesmo desempenho que oAISI 317 e o AISI 329, ambos na condição recozido e decapado. Cumpre ressaltar que o lixamentopiorou o desempenho destas duas qualidades.
19
20
Os resultados destes testes mostram claramente que é possível substituir uma qualidade de açomais nobre por uma menos nobre que tenha sido submetida a eletropolimento. Entretanto, como o tempode duração dos testes e outros fatores podem influir no desempenho em condições práticas, não se deverenunciar à recomendação clássica de material para um dado ambiente. Mas, em função do que foiexposto, também não se deve subestimar o efeito benéfico do eletropolimento, que pode ajudarsignificativamente a aumentar a resistência à corrosão do material e, conseqüentemente, a sua vida útil.
Ataques localizados, tais como, corrosão sob tensão fraturante, corrosão por frestas e corrosãopor pite, podem ocorrer em aços inoxidáveis quando estes são expostos a meios contendo cloretos. Acorrosão sob tensão fraturante, em aços inox, normalmente aparece como resultado da ação combinadade tensões de tração no material, um meio contendo cloretos e temperatura acima de cerca de 60°C.Cumpre ressaltar que a corrosão sob tensão é considerada como sendo o “calcanhar de Aquiles” dosaços inoxidáveis austeníticos tipo padrão.
Como já foi mencionado anteriormente, um tratamento superficial mecânico, tal como lixamento,induz tensões de tração no material. Em nosso laboratório foram realizados testes em um tubo de aço inoxlixado externamente, sendo que metade deste tubo foi eletropolido com Tecnologia EPL-H Process®após o lixamento. Esta amostra foi submetida a um ensaio de corrosão sob tensão em uma solução decloreto de cálcio a 40% a 100°C. A superfície lixada e não eletropolida exibiu uma grande quantidade defissuras por corrosão sob tensão, enquanto que a metade lixada e com Eletropolimento Humma apresentou-se completamente livre de corrosão.
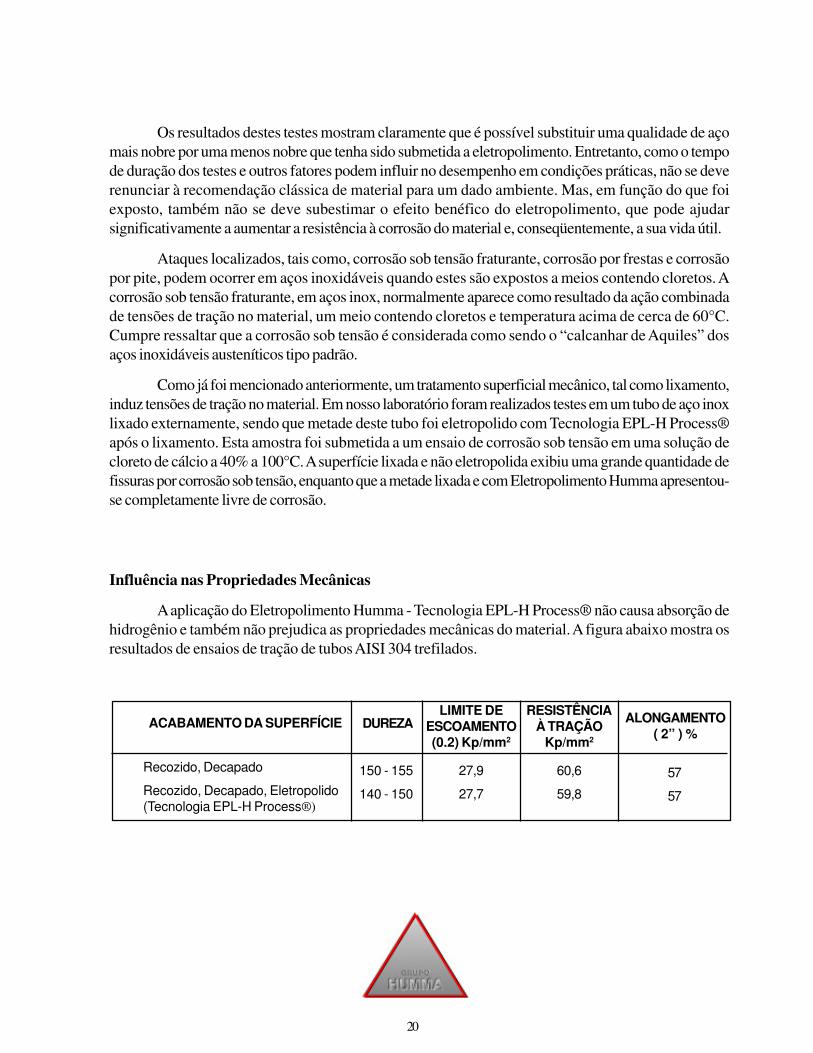
Influência nas Propriedades Mecânicas
A aplicação do Eletropolimento Humma - Tecnologia EPL-H Process® não causa absorção dehidrogênio e também não prejudica as propriedades mecânicas do material. A figura abaixo mostra osresultados de ensaios de tração de tubos AISI 304 trefilados.
Recozido, Decapado
Recozido, Decapado, Eletropolido(Tecnologia EPL-H Process®)
150 - 155
140 - 150
LIMITE DEESCOAMENTO(0.2) Kp/mm2
ACABAMENTO DA SUPERFÍCIE DUREZA
27,9
27,7
RESISTÊNCIAÀ TRAÇÃO
Kp/mm2
60,6
59,8
57
57
ALONGAMENTO( 2” ) %
21
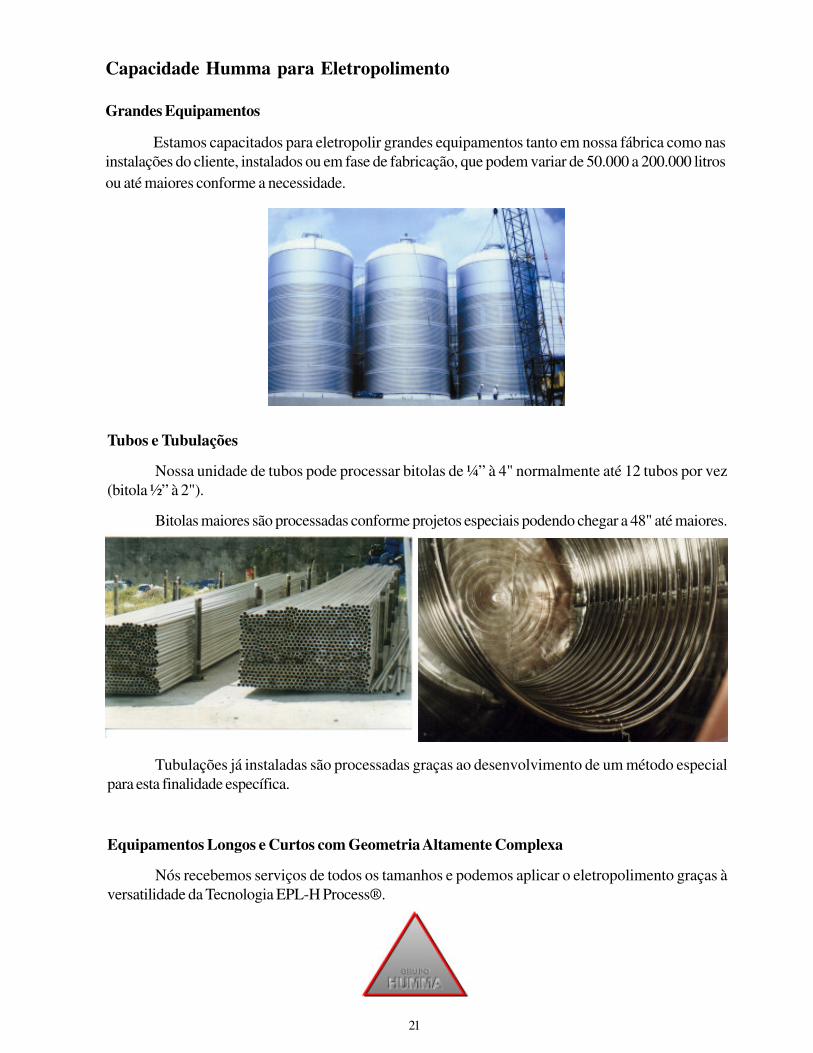
Capacidade Humma para Eletropolimento
Grandes Equipamentos
Estamos capacitados para eletropolir grandes equipamentos tanto em nossa fábrica como nasinstalações do cliente, instalados ou em fase de fabricação, que podem variar de 50.000 a 200.000 litrosou até maiores conforme a necessidade.
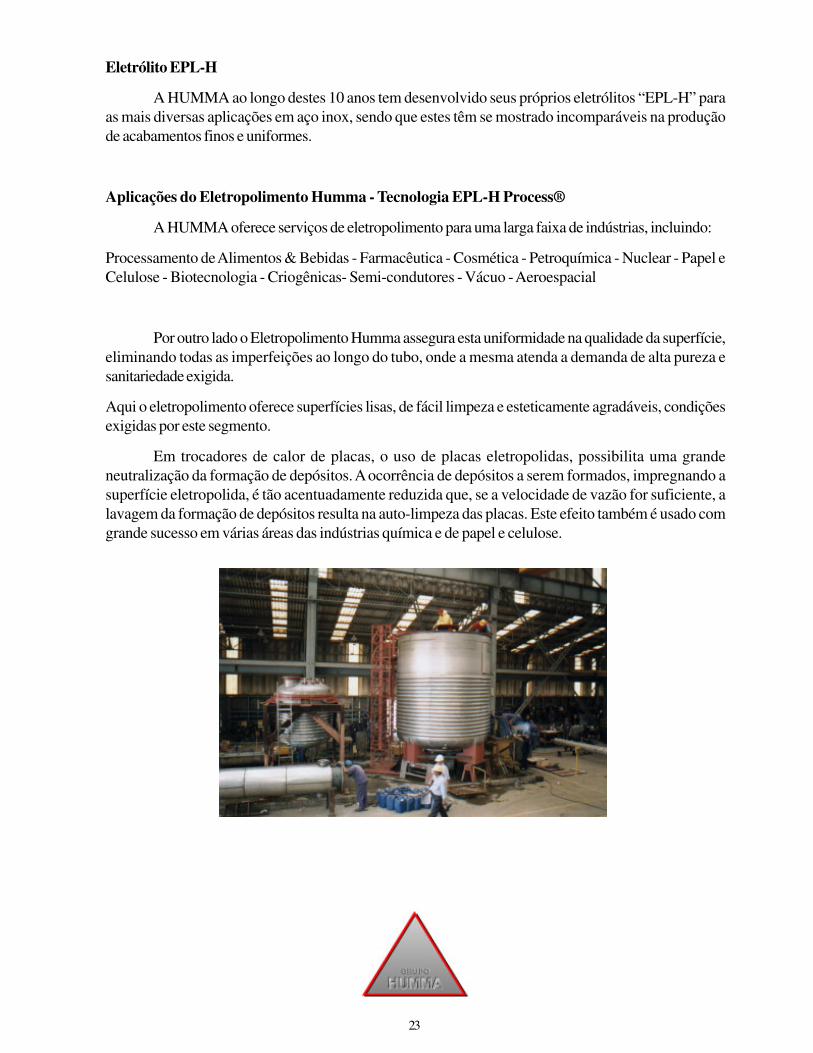
Tubos e Tubulações
Nossa unidade de tubos pode processar bitolas de ¼” à 4" normalmente até 12 tubos por vez(bitola ½” à 2").
Bitolas maiores são processadas conforme projetos especiais podendo chegar a 48" até maiores.
Tubulações já instaladas são processadas graças ao desenvolvimento de um método especialpara esta finalidade específica.
Equipamentos Longos e Curtos com Geometria Altamente Complexa
Nós recebemos serviços de todos os tamanhos e podemos aplicar o eletropolimento graças àversatilidade da Tecnologia EPL-H Process®.

22
Peças com Características Críticas de Aplicação
A HUMMA mantém tratamento especial para estes tipos de peças desde o recebimento até aembalagem, obedecendo as mais rigorosas exigências de norma ASME BPE e outras normas aplicáveisnestes casos.
Eletrólito EPL-H
A HUMMA ao longo destes 10 anos tem desenvolvido seus próprios eletrólitos “EPL-H” paraas mais diversas aplicações em aço inox, sendo que estes têm se mostrado incomparáveis na produçãode acabamentos finos e uniformes.
Aplicações do Eletropolimento Humma - Tecnologia EPL-H Process®
A HUMMA oferece serviços de eletropolimento para uma larga faixa de indústrias, incluindo:
Processamento de Alimentos & Bebidas - Farmacêutica - Cosmética - Petroquímica - Nuclear - Papel eCelulose - Biotecnologia - Criogênicas- Semi-condutores - Vácuo - Aeroespacial
* Processamento de Alimentos & Bebidas.
Neste segmento, os maiores problemas são a formação de depósitos e incrustação nas paredesinternas dos componentes e equipamentos industriais. Estes problemas, como já foi visto, ocorrem emgrande parte em função do acabamento incorreto da superfície. O uso do Eletropolimento Humma emtais superfícies evita a formação de depósitos produzindo excelentes resultados.
Normalmente neste segmento, são utilizados tubos com construção sanitária (tipo OD), comsuperfícies lixadas e decapadas internamente. Estas superfícies são comparativamente grosseiras em funçãoda dificuldade de se obter uma qualidade superficial uniforme, principalmente em tubos de pequenosdiâmetros. Isto pode causar aderência e incrustação de resíduos na superfície interna do tubo, originandocolônias de bactérias localizadas e conseqüentemente a contaminação generalizada do produto emprocessamento.
23
Eletrólito EPL-H
A HUMMA ao longo destes 10 anos tem desenvolvido seus próprios eletrólitos “EPL-H” paraas mais diversas aplicações em aço inox, sendo que estes têm se mostrado incomparáveis na produçãode acabamentos finos e uniformes.
Aplicações do Eletropolimento Humma - Tecnologia EPL-H Process®
A HUMMA oferece serviços de eletropolimento para uma larga faixa de indústrias, incluindo:
Processamento de Alimentos & Bebidas - Farmacêutica - Cosmética - Petroquímica - Nuclear - Papel eCelulose - Biotecnologia - Criogênicas- Semi-condutores - Vácuo - Aeroespacial
Por outro lado o Eletropolimento Humma assegura esta uniformidade na qualidade da superfície,eliminando todas as imperfeições ao longo do tubo, onde a mesma atenda a demanda de alta pureza esanitariedade exigida.
Aqui o eletropolimento oferece superfícies lisas, de fácil limpeza e esteticamente agradáveis, condiçõesexigidas por este segmento.
Em trocadores de calor de placas, o uso de placas eletropolidas, possibilita uma grandeneutralização da formação de depósitos. A ocorrência de depósitos a serem formados, impregnando asuperfície eletropolida, é tão acentuadamente reduzida que, se a velocidade de vazão for suficiente, alavagem da formação de depósitos resulta na auto-limpeza das placas. Este efeito também é usado comgrande sucesso em várias áreas das indústrias química e de papel e celulose.
24
Exemplos de itens normalmente eletropolidos incluem sistemas de distribuição de produto seco,filtros, telas, coadores, bandejas e secadores de produto, misturadores, impelidores de produto, tubulaçõese tubos, vasos de fermentação, e tanques de armazenagem.
* Indústria Química e Química Fina
Um dos maiores problemas reside em trocadores de calor tubulares, na formação de depósitosou incrustações nas paredes dos tubos. Normalmente a formação de incrustações causa o aceleramentode processos de corrosão, podendo gerar corrosão por fresta mesmo em meios não severos, tais como,água. As condições existentes nas frestas geradas pelas incrustações podem ser muito diferentes daquelasdo meio ambiente. Pode haver a ocorrência localizada de elevação de concentração de agentes corrosivos,tais como, cloretos, diminuição no valor do pH, etc., que torna o meio sob a incrustação fortementecorrosivo. Como exemplo, podemos mencionar que há a ocorrência de corrosão por fresta associada àcorrosão sob tensão embaixo de incrustações, apesar do meio ambiente apresentar um conteúdo muitobaixo de íons cloreto e nenhuma outra condição severa.
Além disso, a formação de incrustações nas paredes dos tubos também origina outros problemascom a diminuição na transmissão de calor e diminuição da vazão do fluido pelo tubo. Isto torna necessáriorealizar limpezas periódicas com maior freqüência, o que causa perdas de produção, ou seja, elevação dolucro cessante. Um acabamento superficial correto é um modo seguro para diminuir a tendência à formaçãode incrustações. Esta é uma das razões para a utilização de tubos com superfícies polidas eletroliticamenteem equipamentos, tais como, trocadores de calor e evaporadores.
25
A experiência diz que qualquer container usado em processos de mistura, homogeneização ouarmazenagem para líquidos ou pós é um excelente candidato ao eletropolimento HUMMA. A qualidadede não aderência de uma superfície eletropolida tem óbvias vantagens nestas aplicações.
* Tecnologia do Vácuo
Em condições de elevado vácuo e ultra elevado vácuo, superfícies altamente puras de açoinoxidável eletropolidas apresentam reduzida adsorção de gás purificado em comparação com superfíciespolidas mecanicamente, decapada ou jateada. O período de tempo necessário para produzir o vácuopode desta forma ser reduzido até um fator de dez e a qualidade do vácuo alcançável pode ser melhoradacorrespondentemente.
* Tecnologia Nuclear
O Eletropolimento Humma é aplicado com dois objetivos na indústria nuclear. Superfícies comcontaminação radioativa, mas não ativadas, podem ser confiavelmente e efetivamente descontaminadas(limpas). A remoção da camada subsuperficial do material, com os núcleos de radioatividade presentes,possibilita que a descontaminação seja feita sob nível de segurança. A atividade removida é absorvidapelos eletrólitos. Ao mesmo tempo, o efeito do campo elétrico, faz com que não haja ocorrência dedifusão regressiva à superfície, mesmo com eletrólitos altamente carregados. Superfícies limpas destamaneira, podem ser seguramente reparadas.
O uso de superfícies eletropolidas, na indústria nuclear, reduz a formação de contaminação radioativadurante a operação, e torna o serviço posterior de descontaminação mais fácil ao mesmo tempo em quemelhora o seu efeito. O grande perigo da equipe e funcionários serem expostos à radiação durante oserviço operacional e de manutenção pode por isso ser largamente reduzido.
Uma aplicação muito efetiva para o eletropolimento é o polimento de tubulações de recirculaçãode fábricas nucleares para alívio de tensões de superfícies internas que já foram mecanicamente polidas.
26
* Indústria de Papel e Celulose
O uso de superfícies de aço inoxidável eletropolidas, na indústria de polpa de madeira e de papel,para evitar a formação de depósitos, tem produzido excelentes resultados.
Um exemplo típico ocorre mais precisamente no sistema de evaporação de lixívia. Tem-seconstatado recentemente, que tubos de inox eletropolidos internamente com Tecnologia EPL-H Process®,apresentam muito menor tendência para formar incrustações do que tubos de inox normais. Além disso,os tubos eletropolidos podem ser limpos mais facilmente durante a lavagem. Geralmente não são necessáriosos ácidos fortes nem a limpeza a altas pressões. Só as economias com a limpeza a altas pressões podematingir os US$ 50.000/ano, no caso de evaporadores de lixívia de uma fábrica de celulose típica. Ostubos eletropolidos permitem um processamento mais eficiente do licor, com menor número de lavagensdos tubos, maior eficiência de troca térmica e, conseqüentemente, custos menores de geração de energia.
Sistemas tubulares de atenuamento de papel e caixas principais são duas das várias aplicaçõesnos negócios de laminação de papéis.
* Processamento Farmacêutico
Como as exigências de controle de contaminação da FDA têm crescido, o uso de superfícieseletropolidas de equipamento desta indústria importante tem aumentado.Hoje, qualquer sistema de tubulação ou tubos de alta pureza é eletropolido, tanto quanto o interior desuperfícies de misturadores farmacêuticos, sistemas de distribuição de produto seco, filtros, coadores,vasos, matrizes, secadores, talhadores, serpentinas de resfriamento, serpentinas de lâmina, trocadores decalor e outros equipamentos importantes.
Para problemas de produto-a-produto, microbiológico ou outro problema de contaminação, oEletropolimento HUMMA oferece a solução final para componentes farmacêuticos de aço inox.
.
27
* Processamento Petroquímico
As companhias petroquímicas, confiam no eletropolimento HUMMA para produzir macrosuperfícies fáceis de limpar. Para tubos de trocador de calor, tubulações de transferência de produto ecomponentes de tubulação relacionados, ou grandes tanques de armazenamento e vasos de processo, oeletropolimento aumenta o tempo entre limpezas e reduz dramaticamente a quantidade de homens hora eesforços associados com a limpeza requerida. O resultado é mais produtividade devido a menos tempoperdido.
* Medicina
Por muitos anos, o campo médico foi o maior beneficiário do eletropolimento. Todos osequipamentos hospitalares, médicos e cirúrgicos (escalpelos, grampos, serra, implantes de osso e junta,dispositivos protéticos, base para corte e sorvedouro de reabilitação) são normalmente eletropolidospara facilitar a limpeza e alcançar altos níveis de descontaminação. Todos os artigos de metal expostos àradiação e requerendo descontaminação regular também são grandes candidatos ao eletropolimentoHUMMA.

28
* Peças Usinadas
Parafusos, rolos, impelidores, pinos, lavadores, hastes e corpos de válvula, e outras partes usinadassão beneficiadas significantemente pelo eletropolimento HUMMA.
O processo oferece um número de vantagens, incluindo remoção de rebarbas e alívio de tensãoda superfície das peças, facilidade de limpeza; acabamento anti-aderente, descontaminado, não particulado;e uma aparência estética agradável.
* Tratamento de Água
A indústria de tratamento e destilação de água emprega o Eletropolimento HUMMA para melhorara resistência à corrosão de componentes de aço inox, tanto quanto reduzir o nível de contaminaçãomicrobiológica que pode ser acumulada dentro destes sistemas. Componentes comuns normalmenteeletropolidos na indústria de tratamento e destilação de água incluem filtros, telas e coadores, bombas eválvulas, condensadores, e tubulações.

29
Resultados Alcançados com a Aplicação do Eletropolimento HummaTecnologia EPL-H Process®
* Maior facilidade de limpeza e menor aderência e incrustação
A forma e estrutura das superfícies de aços inoxidáveis são principalmente alteradas peloEletropolimento HUMMA em micro escala. Toda a rugosidade e linhas de fissuras na estrutura sãoaplainadas e removidas. A semelhantes valores de índice de rugosidade, a superfície eletropolida mostra,em comparação com uma superfície mecanicamente produzida uma redução da real expansão deaproximadamente 80% a qual leva a uma redução correspondente de interações com os arredores. Emmicro escala a superfície fica plana e isenta de rugosidade com lisura microscópica comparável ao vidro.Ao mesmo tempo é livre de rebarbas, buracos, dobras e resíduos de material, o que elimina por definitivoos problemas de incrustação e aderência de produtos nas paredes internas dos equipamentos nas indústriasde processo.
Diminui o tempo de limpeza. Superfícies eletropolidas podem ser efetivamente hidrojateadas emmenos tempo e com menos pressão. Algumas empresas relataram que superfícies de equipamentos deprocesso eletropolidas têm reduzido o tempo de limpeza em mais de 50%.
Melhora a esterilização e manutenção de superfícies higienicamente limpas para equipamentos deprocessamento de alimentos, remédios, bebidas e química.
* Maior resistência à corrosão
Com o eletropolimento as camadas subsuperficiais do material, como as tensões superficiais localizadasem potencial, são debilitadas sem qualquer energia adicional. A superfície eletropolida exibe um mínimode energia potencial e um resultado de alta passividade e não suscetibilidade.
Uma superfície eletropolida é hiperpassiva se comparada à obtida por decapagem e passivaçãoconvencional. Sendo o eletropolimento um processo anódico, há a liberação de oxigênio simultaneamentecom a remoção de metal. Melhora a esterilização e manutenção de superfícies higienicamente limpaspara equipamentos de processamento de alimentos, remédios, bebidas e química.
30
Portanto, ocorre a exposição de uma superfície completamente limpa ao oxigênio com elevadaatividade química, gerando o recobrimento de toda a superfície do aço inoxidável por uma película passivade óxidos metálicos ricos em cromo de inigualável qualidade e homogeneidade.
O requisito mais significativo é a geração de cromo na superfície. As causas para as mudanças nacomposição química são complexas, mas os resultados são quantificáveis. Medidas das razões eprofundidades da camada de óxido de cromo resultante oferece um bom teste da qualidade doeletropolimento. Os valores geralmente aceitos para aço inox são em média os seguintes:
Espessura do óxido 25 - 50 AngstromRazão de Cr/Fe 1.5 ou maior, geralmente encontrada na metade da espessura do óxido.Razão de CrO/FeO 2.00 ou maisProfundidade de Enriquecimento 18 -23 Angstrom
Em estudos e experiências de laboratório constatou-se que a aplicação do eletropolimento confereà superfície dos aços inoxidáveis um aumento na sua resistência à corrosão 4 a 5 vezes maior que umasuperfície tratada de outra maneira, sendo que os principais fatores responsáveis por isso são a granderedução da área e da energia superficial e a obtenção de uma superfície altamente limpa e hiperpassivada.
* Pureza e elevada sanitariedade
Processos mecânicos produzem partículas até uma profundidade de vários micrometros nasuperfície. Essas partículas só podem ser removidas debilitando as camadas impuras do material poreletropolimento. Além disso as superfícies produzidas corresponderão em sua pureza ao grau de purezada liga. Após a remoção das camadas danificadas e alteradas do material por processos mecânicos, asuperfície eletropolida fica formada pela estrutura básica ordenada em sua estrutura característica e comsuas propriedades inalteradas.
Com o Eletropolimento HUMMA as camadas subsuperficiais do material, como as tensõessuperficiais localizadas em potencial, são debilitadas sem qualquer energia adicional. A superfície eletropolidasubseqüentemente exibe um mínimo de energia potencial e um resultado de alta passividade e nãosuscetibilidade. Processos de adesão e reações catalíticas, principal causa de formação de depósitos sãoconsideravelmente reduzidos.
Por ser metalicamente limpa, livre de tensões superficiais e minimizada em relação a sua áreaabsoluta apresenta ótimas condições de pureza e sanitariedade eliminando definitivamente os problemasde contaminação química, bacteriológica e cruzada.
* Melhor vazão de fluidos
O Eletropolimento HUMMA elimina a rugosidade da superfície de contato, consequentementediminui o atrito do produto com as paredes do duto, melhorando a vazão.
* Reduzido custo de polimento e lixamento
Eletropolimento produz uma combinação de propriedades em tempo reduzido, que não podemser alcançadas por qualquer outro método de acabamento de superfície. Lixamento mecânico, e polimentopodem produzir resultados bonitos como espelho em aço inox, mas o processo é de trabalho intensivo ecustoso, deixa a camada superficial distorcida, altamente tensionada, e contaminada com compostos delixamento. Os métodos de passivação normalmente empregados posteriormente produzem superfícieslimpas, resistente à corrosão, mas não alcançam o brilho, aparência lustrosa obtida pelo eletropolimento.A resistência à corrosão de aço inox eletropolido excede aquela de processos de passivação posterioresaos trabalhos de lixamento e polimento mecânico.
* Ausência de fragilidade por hidrogênio
O eletropolimento produz os mais espetaculares resultados nas classes 300 de aço inox semfragilidade por hidrogênio já que por ser um processo de corrosão anódica libera oxigênio ativo nasuperfície da peça.
* Microacabamento
O processo normal de eletropolimento melhora o microacabamento por um fator de 2, 0,8 µm Raé reduzido para 0,4 µm Ra. Com processo especial, isto pode ser reduzido ainda mais. A lisura obtida temum número de aplicações: onde antifricção e não-atrito são exigidos como na produção de instrumentose válvulas, onde propriedades de liberação são necessárias dentro de vasos e tubos; ou onde calor ereflexividade da luz é um fator importante.
* Aparência
Um uso muito difundido do eletropolimento está na melhoria da aparência de um produto. Nenhumoutro acabamento pode oferecer este efeito brilhante e uniforme em peças prontas. Além de imperfeiçõescomo manchas, descoloração por calor, marcas de solda e riscos serem eliminados ou minimizados.
31
32
* Preparação de Superfícies
Como um pré-tratamento para posterior processamento, como soldagem, deposição ouanodização, o eletropolimento é usado para remover a superfície contaminada gerada durante a fabricação,deixando uma superfície lisa, quimicamente limpa com superior qualidades de adesão.
* Inspeção
Operações de acabamento mecânico sempre mascaram a superfície do metal dando uma ilusóriaaparência lisa, a qual eventualmente se deteriorará. O eletropolimento revela as falhas na superfície dometal não detectáveis por outros meios mostrando a verdadeira microestrutura do metal e além dissotorna-se uma efetiva ferramenta de inspeção.
Como especificar o melhor acabamento?
Quanto ao acabamento a ser realizado na superfície devemos considerar os seguintes fatores:
* O equipamento ou componente vai ser construído para qual finalidade? (armazenamento, reaçãoquímica, processamento)
* O acabamento tem finalidade estética?
* Quais as características do produto fabricado? É líquido, é pó, é viscoso, é corrosivo, é aderente?
* Qual material inoxidável mais apropriado ao meu uso?
Uma vez definidas as questões acima, o próximo passo é seguir algumas etapas, a saber:
I. Grau de sanitariedade desejada.
II. Acabamento de superfície que melhor atenda as necessidades.
III. Como especificar um dado acabamento?
IV. Como garantir o Recebimento do acabamento especificado?
I. Grau de Sanitaridade
Aqui deve-se avaliar o grau de sanitariedade da superfície, ou seja, definir uma superfície demodo que para a aplicação especificada a mesma tenha pureza interna e externa, ou em outras palavraso meio (produto) não interaja com a superfície e vice-verso.
33
II. Acabamento de Superfície que melhor atenda as necessidades.
Uma vez definido o grau de sanitariedade consequentemente se estará definindo o melhoracabamento que atenda às necessidades.
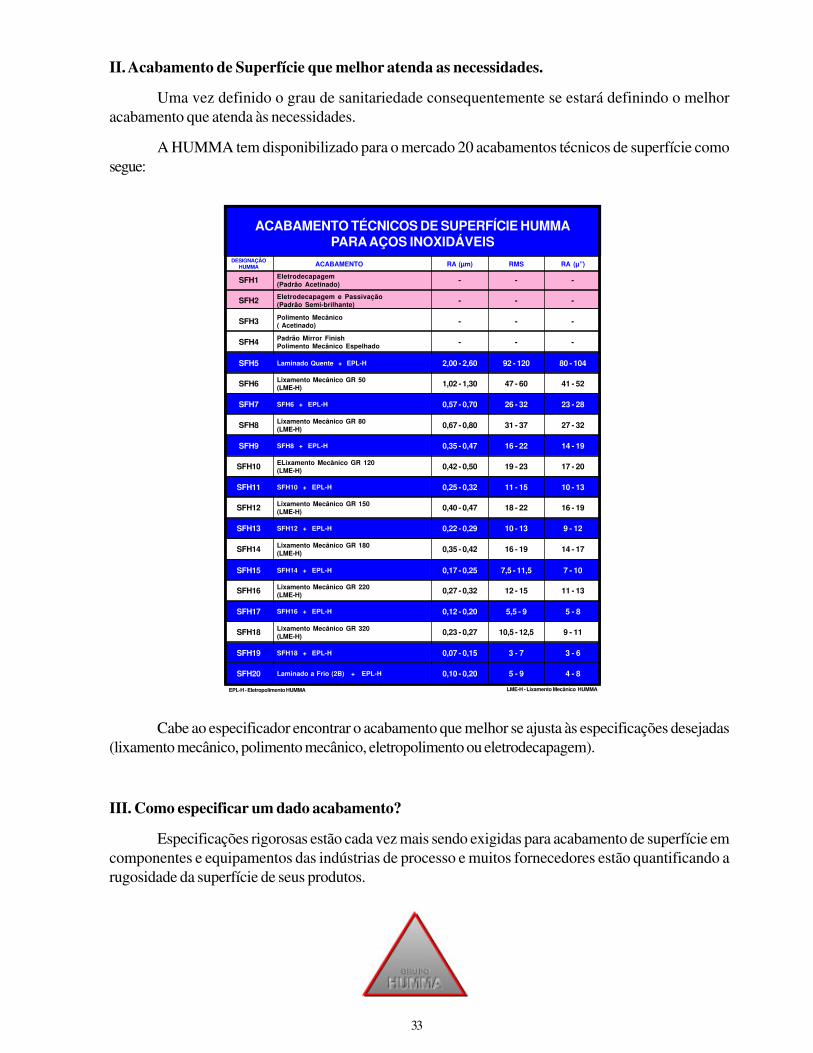
A HUMMA tem disponibilizado para o mercado 20 acabamentos técnicos de superfície comosegue:
ACABAMENTO TÉCNICOS DE SUPERFÍCIE HUMMAPARA AÇOS INOXIDÁVEIS
DESIGNAÇÃOHUMMA ACABAMENTO RA (µm) RMS RA (µ”)
SFH1 Eletrodecapagem(Padrão Acetinado) - - -
SFH2 Eletrodecapagem e Passivação(Padrão Semi-brilhante) - - -
SFH3 Polimento Mecânico( Acetinado) - - -
SFH4 Padrão Mirror FinishPolimento Mecânico Espelhado - - -
SFH5 Laminado Quente + EPL-H 2,00 - 2,60 92 - 120 80 - 104
SFH6 Lixamento Mecânico GR 50(LME-H) 1,02 - 1,30 47 - 60 41 - 52
SFH7 SFH6 + EPL-H 0,57 - 0,70 26 - 32 23 - 28
SFH8 Lixamento Mecânico GR 80(LME-H) 0,67 - 0,80 31 - 37 27 - 32
SFH9 SFH8 + EPL-H 0,35 - 0,47 16 - 22 14 - 19
SFH10 ELixamento Mecânico GR 120(LME-H) 0,42 - 0,50 19 - 23 17 - 20
SFH11 SFH10 + EPL-H 0,25 - 0,32 11 - 15 10 - 13
SFH12 Lixamento Mecânico GR 150(LME-H) 0,40 - 0,47 18 - 22 16 - 19
SFH13 SFH12 + EPL-H 0,22 - 0,29 10 - 13 9 - 12
SFH14 Lixamento Mecânico GR 180(LME-H) 0,35 - 0,42 16 - 19 14 - 17
SFH15 SFH14 + EPL-H 0,17 - 0,25 7,5 - 11,5 7 - 10
SFH16 Lixamento Mecânico GR 220(LME-H) 0,27 - 0,32 12 - 15 11 - 13
SFH17 SFH16 + EPL-H 0,12 - 0,20 5,5 - 9 5 - 8
SFH18 Lixamento Mecânico GR 320(LME-H) 0,23 - 0,27 10,5 - 12,5 9 - 11
SFH19 SFH18 + EPL-H 0,07 - 0,15 3 - 7 3 - 6
SFH20 Laminado a Frio (2B) + EPL-H 0,10 - 0,20 5 - 9 4 - 8
EPL-H - Eletropolimento HUMMA LME-H - Lixamento Mecânico HUMMA
Cabe ao especificador encontrar o acabamento que melhor se ajusta às especificações desejadas(lixamento mecânico, polimento mecânico, eletropolimento ou eletrodecapagem).
III. Como especificar um dado acabamento?
Especificações rigorosas estão cada vez mais sendo exigidas para acabamento de superfície emcomponentes e equipamentos das indústrias de processo e muitos fornecedores estão quantificando arugosidade da superfície de seus produtos.
34
A especificação de referência de grana não pode ser equalizada a um acabamento de superfícieconsistente. Variáveis afetando o acabamento resultante são tamanho de grana, carga de ferramenta,condição de ferramenta, razão de alimentação, razão da condição tranversal do metal a ser polido elubrificante quando usado.
Para resultados precisos e consistentes, o acabamento de superfície deve ser especificado emuma faixa ou nível máximo de rugosidade expressa em Ra (desvio médio aritmético) que quando medidoem microns denomina-se simplesmente Ra ou quando medido em micropolegadas denomina-se AA ouCLA ou simplesmente µ” Ra.
Exemplo: Acabamento HUMMA SFH10 - Lixamento mecânico GR 120: 0,42 à 0,50 µm Ra;17 à 20 µ”Ra ou AA ou CLA.
Como já foi dito, especificar acabamento dando como referência a grana ou “grit” pode ser afonte de vários equívocos e discussões desnecessárias.
Porém qualquer polimento mecânico requerido para alcançar o acabamento final especificadodeve ser considerado. Passagens múltiplas de cada grana abrasiva mais fina são recomendadas comoobrigatórias para melhores resultados. A qualidade de superfície obtida, por exemplo, pelo eletropolimentoestá diretamente relacionada à qualidade de superfície pré-eletropolida, já que o eletropolimento nãopode remover soldas, mordeduras, riscos profundos ou outras distorções de superfície similares. Discussãoquanto às exigências de lixamento mecânico com o eletropolidor ajudará a assegurar a qualidade doacabamento final desejado.
Para especificar corretamente um acabamento final de superfície é necessário então que se detalheo tipo de acabamento que se deseja e a faixa ou nível máximo de rugosidade aceitável.
Exemplo:
Acabamento a ser realizado na superfície interna de um dado equipamento:
Ex. 1: Lixamento mecânico com rugosidade máxima de 0,50 µm Ra.
Ex. 2: Eletropolimento com grau máximo de 0,30 µm Ra.
Nota: Não importa como o fabricante vai chegar até tal resultado!!! ... O importante é após otratamento estar com o resultado esperado.
IV. Como garantir que vou receber o acabamento especificado?
Aprender a reconhecer a qualidade do acabamento é como aprender a distinguir entre uma notade um real e uma imitação. A melhor maneira de dizer a diferença é aprender como as coisas reais separecem, são sentidas e são desempenhadas. Acabamento inferior poderá então ser identificado, tantopor exame visual ou através de exame fotomicrográfico.
35
Por exemplo, o eletropolimento é preferido em muitas indústrias como o acabamento final paramuitos metais por causa de sua superfície enriquecida, não contaminada, não particulada, não aderentecom qualidades estéticas. Se o objetivo é um acabamento estético agradável, eletropolimento de altaqualidade pode ser julgado por inspeção visual. Uma avaliação microscópica da superfície é necessária,contudo, onde um acabamento “máximo”é requerido e onde é imperativo que a condição da superfícieseja documentada para futura avaliação.
Por exemplo, uma superfície polida (tal como um acabamento SFH4) sempre parece ter sidoeletropolido para um olho mal educado. Ainda o acabamento pode produzir as mesma leituras derugosidade do acabamento de superfície (Ra). Somente uma fotomicrografia das duas superfícies mostrariaa diferença substancial entre elas. A superfície eletropolida seria vista como sem saliências, enquanto asuperfície polida mostraria camadas de metal engorduradas, perturbadas e danificadas, tanto quantocompostos abrasivos e de polimento.
A fotomicrografia é altamente recomendada sempre que substancial investimento de capital estáenvolvido e onde uma superfície eletropolida desempenha o papel chave nos resultados de um projeto depesquisa ou processo de fabricação. Para manter um rigoroso programa de controle de qualidade, o usode corpos de prova de amostra comparativa é recomendado.
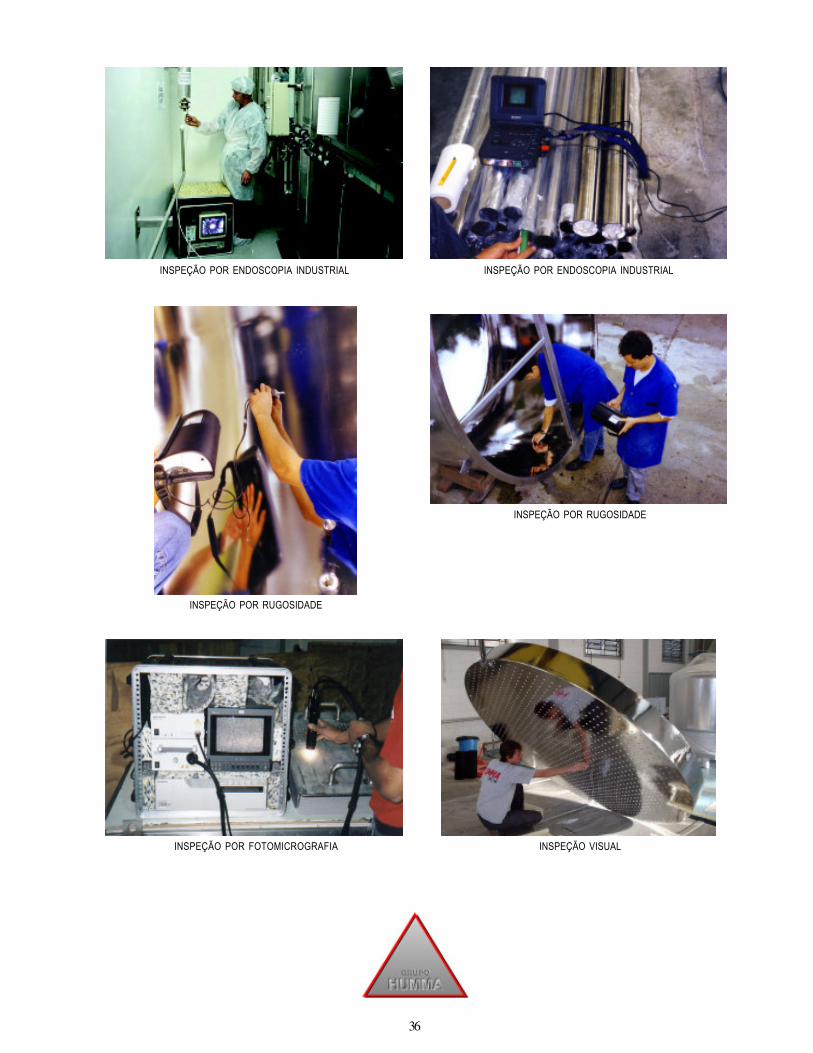
Sendo assim, a inspeção mínima a ser realizada no equipamento para observação quanto aoacabamento especificado, deveria seguir o procedimento a saber:
1. Inspeção visual do tipo de acabamento (comparar com amostras testemunhas quando for ocaso).
2. Perfil de rugosidade e valores medidos na superfície através do rugosímetro.
3. Exame fotomicrográfico.
4. Solicitação do Certificado de Garantia dos serviços realizados.
Inspeção e Garantia da Qualidade
Inspeção
A HUMMA mantém um setor de inspeção ligado ao Controle de Qualidade que realiza testes eensaios em todos os serviços efetuados em conformidade com as nosrmas aplicáveis.
* Teste de corrosão de “Salt-Spray”
* Teste de Ferroxyl
* Medição de rugosidade
* Análise de superfície por Emissão Remota
* Fotomicrografia até 1000X amplitude
* Análise visual prévia para verificação de falhas
* Videoscopia Industrial
36
INSPEÇÃO POR ENDOSCOPIA INDUSTRIAL INSPEÇÃO POR ENDOSCOPIA INDUSTRIAL
INSPEÇÃO POR RUGOSIDADE
INSPEÇÃO POR RUGOSIDADE
INSPEÇÃO POR FOTOMICROGRAFIA INSPEÇÃO VISUAL
37
Garantia da Qualidade
A HUMMA emite certificado deGarantia de Qualidade dos serviçosrealizados sem custos adicionais, sempre emconformidade com as especificações docliente ou à própria especificaçãoHUMMA para acabamento de superfície.
Também encontram-se disponíveisem nosso laboratório, relatórios de testes eensaios realizados.
Relação com o Meio Ambiente
A HUMMA mantém uma política de proteção ao meio ambiente e está totalmente enquadradanas leis e exigências dos órgãos competentes, sendo que para isso toma os devidos cuidados:
* Todas as soluções usadas em nossos serviços voltam para HUMMA oara tratamento de efluentes.
* Todo resíduo líquido de lavagem após os nossos trabalhos também volta para HUMMA paratratamento de efluentes.
* A HUMMA isenta o cliente de qualquer problema com as autoridades relacionadas ao descartede resíduos líquidos.
* Uma estação de tratamento de efluentes instalada na HUMMA manipula todos os resíduosprovenientes do processo.





![Rugosidade e Microscopia de Força Atômica de … · rugosidade promovida pelos instrumentos e técnicas de acabamento[3]. ... Topografia de superfície Após análise da rugosidade](https://img.document.onl/doc/110x75/5bc2526b09d3f2fa268cd504/rugosidade-e-microscopia-de-forca-atomica-de-rugosidade-promovida-pelos-instrumentos.jpg)