Embed Size (px)
Citation preview

Departamento Regional de São Paulo
Administração da
Manutenção
ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
EPT - Sistemas Integrados de Manufatura

EPT - Sistemas Integrados de Manufatura
Administração da Manutenção
SENAI-SP, 2004
Trabalho organizado pela Escola SENAI “Almirante Tamandaré”, a partir dos conteúdos extraídos da
Intranet do Departamento Regional do SENAI-SP.
1ª edição, 2004
Coordenação Geral Luiz Gonzaga de Sá Pinto
Equipe Responsável
Coordenação Celso Guimarães Pereira
Estruturação Ilo da Silva Moreira
Revisão Vanderlei Meireles
SENAI - Serviço Nacional de Aprendizagem Industrial
Departamento Regional de São Paulo
Escola SENAI “Almirante Tamandaré”
Av. Pereira Barreto, 456
CEP 09751-000 São Bernardo do Campo - SP
Telefone: (011) 4122-5877
FAX: (011) 4122-5877 (ramal 230)
E-mail: [email protected]
Cód. 120.10.045

Sumário
Página 4 Conceitos
11 Manutenção corretiva
20 Manutenção Preventiva
24 Manutenção preditiva
35 Manutenção Produtiva total - TPM
46 Controle
51 Custos
57 Administração de materiais
65 Modelos administrativos
78 Planejamento
83 Terceirização
88 Referências bibliográficas

Administração da Manutenção
4ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
CONCEITOS
Voltando ao tempo...
A manutenção, embora despercebida, sempre existiu, mesmo nas épocas mais remotas.
Começou a ser conhecida com o nome de manutenção por volta do século XVI na Europa central,
juntamente com o surgimento do relógio mecânico, quando surgiram os primeiros técnicos em
montagem e assistência.
Tomou corpo ao longo da Revolução Industrial e firmou-se, como necessidade absoluta, na
Segunda Guerra Mundial. No princípio da reconstrução pós-guerra, Inglaterra, Alemanha, Itália e
principalmente o Japão alicerçaram seu desempenho industrial nas bases da engenharia e
manutenção.
Nos últimos anos, com a intensa concorrência, os prazos de entrega dos produtos passaram a
ser relevantes para todas as empresas. Com isso, surgiu a motivação para se prevenir contra as
falhas de máquinas e equipamentos. Essa motivação deu origem à manutenção preventiva.
Em suma, nos últimos vinte anos é que tem havido preocupação de técnicos e empresários para
o desenvolvimento de técnicas específicas para melhorar o complexo sistema Homem / Máquina / Serviço.
Introdução
Historicamente, na indústria, os setores de manutenção e de produção tem uma postura de
conflito entre si. Isto vem mudando ultimamente, sendo que nos anos 80, a postura foi de respeito
mútuo e, nos anos 90, é de colaboração mútua.
E não poderia ser diferente, visto que o bom estado das máquinas é responsável direto pela
qualidade do produto. Assim, os responsáveis pela produção acabaram compreendendo que além
de terem as máquinas disponíveis eles precisam delas confiáveis.
Para se conseguir disponibilidade e confiabilidade é preciso ir além do esquema “quebra-
solicita conserto”. É preciso criar a interação entre usuário e especialista (mantenedor).
O maior dos inimigos da produção é a parada imprevista, tanto no sistema tradicional de
produção quanto no JIT. Por isso, conservar e prevenir são as palavras-chave da manutenção.

Administração da Manutenção
5ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Por outro lado, prevenir tão bem a ponto de chegar-se a 100% de funcionamento confiável no
futuro previsível é utopia. Porém, nada impede que se busque este desempenho, uma vez que as
técnicas de manutenção já evoluíram o bastante para isso.
Conceitos básicos
Manutenção
São todas as ações necessárias para que um equipamento, máquina ou componente seja
conservado ou restaurado de modo a poder permanecer de acordo com uma condição
especificada.
Defeito
São ocorrências nos equipamentos que não impedem seu funcionamento, mas diminuem o
rendimento e podem acarretar indisponibilidade a curto ou longo prazo.
Falha
São ocorrências nos equipamentos que causam a indisponibilidade, ou seja, é a quebra do
equipamento.
Confiabilidade
É a probabilidade de bom funcionamento.
Através de um indicador a produção pode saber quanto pode “contar” ou confiar no bom
desempenho de um equipamento ou instalação.
O indicador de confiabilidade é o MTBF (“mean time between failures”), que representa a
média dos tempos entre falhas.

Administração da Manutenção
6ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Manutenibilidade
É a probabilidade de duração dos serviços de manutenção.
Através de um indicador a produção pode saber quanto tempo a máquina ficará parada quando
quebrar.
O indicador de manutenibilidade é o MTTR (“mean time to repair”), que representa a média dos
tempos de reparo.
Disponibilidade
É a probabilidade de assegurar a execução de um plano de produção.
É um indicador porcentual calculado à partir do MTBF e do MTTR.
A função da manutenção é aumentar ao máximo os tempos de bom funcionamento.
A disponibilidade pode ser calculada pela fórmula:
100 x MTTR + MTBF
MTBF = D
onde:
D = disponibilidade porcentual
MTFB =(X) paradas de Número
(TO) operação de Tempo
MTTR =X
(TR) parada de total Tempo
TO = Tempo total (TT) - TR

Administração da Manutenção
7ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
TT = Tempo total ou tempo teórico; tempo em que a máquina
estaria disponível se não houvessem paradas para
manutenção.
TR = Tempo de reparo; é a soma dos tempos de todas as
paradas para manutenção ocorridas num certo período
(mês, semestre, ano).
BF = bom funcionamento
R = reparo
TR = R1+R2+R3 x=3
XTO MTBF =
XTRMTTR =
Prioridade
O conceito genérico de prioridade é a qualidade do que está em primeiro lugar ou daquilo que
deve ser atendido preferencialmente.
Estabelecer prioridade para a manutenção, significa determinar qual ordem de atendimento
deve ser cumprida.
Para isso, os padrões determinados são:
• Intervalo entre solicitação e reparo;
• Segurança das pessoas ou dos equipamentos.
A escala de prioridade é a seguinte:
• Emergencial (1)
O atendimento deve ser imediato, pois a produção parou ou há condição insegura de
trabalho.

Administração da Manutenção
8ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Urgente (2)
O atendimento deve ser feito o mais breve possível, antes de se tornar uma emergência. É
o caso de a produção ser reduzida ou estar ameaçada de parar em pouco tempo ou, ainda,
o perigo de ocorrer condição insegura do trabalho.
• Necessária (3)
O atendimento pode ser adiado por alguns dias, porém não deve ser adiado mais que uma
semana.
• Rotineira (4)
O atendimento pode ser adiado por algumas semanas, mas não deve ser omitido.
• Prorrogável (5)
O atendimento pode ser adiado para o momento em que existam recursos disponíveis e
não interfira na produção e nem no atendimento das prioridades anteriores. É o caso de
melhoria estética da instalação ou defeito em equipamento alheio à produção.
Divisões da manutenção
A terminologia de manutenção é muito variada e pouco normalizada. Por isso, muitos dão
nomes diferentes para as mesmas atividades.
A terminologia normalizada segundo a ABNT e segundo a ONU seguem as definições de
manutenção, defeito e falha citadas. A terminologia corrente no dia a dia divide a manutenção em:
• Corretiva;
• Preventiva;
• Preditiva;
• TPM.

Administração da Manutenção
ESC
9OLA SENAI “ALMIRANTE TAMANDARÉ”
Administração da Manutenção
10ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Exercícios
1. Com o intuito de diminuir o número de paradas imprevistas, quais devem ser as palavras
chaves da manutenção? Explique-as.
2. Como podemos definir “Manutenção”?
3. Descreva a diferença entre “defeito” e “falha”?
4. Defina os termos “MTTF” e “MTBF”.
5. Qual a diferença entre um serviço considerado “Urgente” e outro “Necessário”?

Administração da Manutenção
11ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
6. Como calcular a disponiblidade?
7. Quais as divisões da Manutenção?
MANUTENÇÃO CORRETIVA
Consideremos uma linha de produção de uma fábrica de calçados e que a máquina que faz as
costuras no solado pare de funcionar por um motivo qualquer.
Se providências não forem tomadas imediatamente, toda a produção de calçados com
costuras no solado ficará comprometida.
Diante de situações como esta, a manutenção corretiva deverá entrar em ação, e nesta aula
veremos como são elaborados os documentos que compõem a manutenção corretiva.
Manutenção corretiva
Manutenção corretiva é aquela de atendimento imediato à produção. Esse tipo de manutenção
baseia-se na seguinte filosofia: “equipamento parou, manutenção conserta imediatamente”.
Não existe filosofia, teoria ou fórmula para dimensionar uma equipe de manutenção corretiva,
pois nunca se sabe quando alguém vai ser solicitado para atender aos eventos que requerem a
presença dos mantenedores. Por esse motivo, as empresas que não têm uma manutenção
programada e bem administrada convivem com o caos, pois nunca haverá pessoal de manutenção
suficiente para atender às solicitações. Mesmo que venham a contar com pessoal de manutenção em
quantidade suficiente, não saberão o que fazer com os mantenedores em épocas em que tudo
caminha tranqüilamente.

Administração da Manutenção
12ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
É por esse motivo que, normalmente, a manutenção aceita serviços de montagem para executar e
nunca cumpre os prazos estabelecidos, pois há ocasiões em que terá de decidir se atende às
emergências ou continua montando o que estava programado.
Como as ocorrências de emergência são inevitáveis, sempre haverá necessidade de uma
equipe para esses atendimentos, mesmo porque, não se deve ter 100% de manutenção preventiva.
Dependendo do equipamento, às vezes é mais conveniente, por motivos econômicos, deixá-lo parar
e resolver o problema por atendimento de emergência.
Mesmo em empresas que não podem ter emergências, às vezes elas ocorrem com resultados
geralmente catastróficos.
Exemplo:
Empresas aéreas.
Nas empresas que convivem com emergências que podem redundar em desastres, deve haver
uma equipe muito especial de manutenção, cuja função é eliminar ou minimizar essas emergências.
A filosofia que deve ser adotada é: “Emergências não ocorrem, são causadas. Elimine a causa
e você não terá novamente a mesma emergência”.
Atendimento
A equipe de manutenção corretiva deve estar sempre em um local específico para ser
encontrada facilmente e atender à produção de imediato.
Como a equipe não sabe o local onde vai atuar, o usuário com problemas deverá solicitar o
atendimento por telefone, porém, para efeitos de registro e estatística, ele deverá emitir um
documento com as seguintes informações:
Equipamento ................................ da seção .............................. parou às ............ horas do dia .........
Um analista da equipe de manutenção corretiva atende ao chamado, verifica o que deve ser
feito e emite uma ficha de execução para sanar o problema.

Administração da Manutenção
E
Um modelo de ficha de execução é dado a seguir:
13SCOLA SENAI “ALMIRANTE TAMANDARÉ”

Administração da Manutenção
14ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
O preenchimento da frente da ficha de execução deve seguir os passos:
• Preencher o campo unidade ou área onde o equipamento está localizado;
• Preencher o campo data;
• Preencher o campo equipamento citando o nome do equipamento;
• Preencher os campos conjunto e subconjunto;
• Preencher o campo trabalho a realizar especificando exatamente o que fazer e onde fazer;
• Preencher o campo trabalho realizado;
• Preencher o campo parada da produção colocando código 00 quando for emergência
(serviço não programado) e código 11 quando for preventiva (serviços programados);
• Preencher os campos natureza da avaria e causas da avaria citados nos anexos 1 e 2:

Administração da Manutenção
15ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Anexo 1
Natureza da avaria Código
Deslocamento do equipamento 00
Ruptura 01
Cisalhamento 02
Trinca 03
Esmagamento 04
Entalhe 05
Perfuração 06
Corrosão 07
Erosão 08
Oxidação 09
Engripamento 10
Estrangulamento 11
Entupimento 12
Descarrilhamento 13
Aquecimento 14
Desregulagem 15
Desaperto 16
Curto-circuito 30
Colamento 31
Perda de propriedades físicas 32
Perda de propriedades químicas 33
Perda de propriedades térmicas 34
Perda de propriedades elétricas 35

Administração da Manutenção
16ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Anexo 2
Causas da avaria CódigoIntrodução de líquidos gordurosos exteriores ao equipamento 11Introdução de líquidos não gordurosos exteriores ao equipamento 12Introdução de pó químico na máquina 15Incrustação 16Introdução de corpo sólido exterior à máquina 17Falta de filtragem 18Introdução de ar no sistema 19Introdução de líquidos gordurosos procedentes da máquina 21Introdução de líquidos não gordurosos procedentes da máquina 22Introdução de pó procedentes da máquina 25Introdução de corpo sólido 27Influência da umidade 31Influência da temperatura baixa 32Influência de temperatura elevada 33Atmosfera corrosiva 35Desgaste excessivo 41Falta de isolamento térmico 42Abaixamento do solo 43Modificações geométricas dos suportes 44Ligação errada 49Defeito de material 50Erro de fabricação 51Peça de reposição não adequada 52Erro de concepção 53Defeito de montagem 54Má ajustagem 55Manobra errada da operação 56Falta de limpeza 60Excesso de carga 61Desaperto 62Falta de lubrificação 72Choques 73Vibração anormal 74Atrito 75

Administração da Manutenção
17ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
As relações de natureza e causa dos anexos 1 e 2 não são definitivas. Elas podem e devem
ser ampliadas.
Salientemos que para se colocar o código de natureza e causa de avaria é necessário analisar
profundamente o problema, pois existe sempre uma causa fundamental. Às vezes uma natureza de
avaria pode vir a ser causa para outro tipo de natureza de avaria.
Exemplo:
Desgaste de um eixo.
Nesse exemplo, temos como natureza o desgaste do eixo e como causa do desgaste a falta de
lubrificação, porém, o que causou a falta de lubrificação?
O preenchimento do verso da ficha de execução deve seguir os passos:
• Preencher o campo chapa com a identificação do funcionário;
• Preencher o campo data;
• Preencher os campos início, término e duração do trabalho.
Os campos data, início, término e duração do trabalho na primeira linha do verso apresentarão
apenas eventos previstos. Somente a partir da segunda linha é que apresentarão eventos realizados,
de acordo com o desenvolvimento do trabalho.
Quando o trabalho tiver sido executado, fecha-se a coluna duração e transfere-se o resultado
obtido (horas, dias) para o campo realizada, existente na frente da ficha. Após isso, pede-se para a
chefia colocar o visto no respectivo campo para liberação do equipamento.
A equipe de manutenção, evidentemente, deverá eliminar as emergências; porém, sempre se
preocupando em deixar o equipamento trabalhando dentro de suas características originais, de
acordo com seu projeto de fabricação.
Após o conserto e a liberação do equipamento para a produção, o analista da manutenção
corretiva é obrigado a enviar para o setor de Engenharia da Manutenção um relatório de avaria.

Administração da Manutenção
18ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Nesse relatório o analista pode e deve sugerir alguma providência ou modificação no projeto
da máquina para que o tipo de avaria ocorrida - e solucionada - não venha a se repetir.
Modelo de relatório de avaria
Abaixo apresentamos um modelo de relatório de avaria e mostramos como preenchê-lo.
O preenchimento do relatório de avaria deve seguir os passos :
• Preencher o campo unidade com nome e código;
• Preencher o campo equipamento com nome e código;
• Prencher o campo conjunto com código;
• Preencher o campo subconjunto com código;
• Preencher o campo data com a data de ocorrência;
• Preencher o campo natureza da avaria com código (anexo 1) e relatar a ocorrência;

Administração da Manutenção
19ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Preencher o campo causa da avaria com código (anexo 2) e relatar a causa fundamental;
• Preencher o campo sugestão indicando alguma providência ou modificação no projeto.
Observação
É conveniente ressaltar que os modelos de ficha de execução e os modelos de relatório de
avaria mudam de empresa para empresa, bem como os códigos de natureza da avaria e suas
causas. Não há, infelizmente, uma norma a respeito do assunto.
Exercícios
1. Qual a filosofia que deve ser empregada pela Manutenção Corretiva? Por que?
2. Quais os procedimentos do operador ao solicitar a manutenção?
3. Quais são os procedimento para minimizar as paradas emergenciais?

Administração da Manutenção
20ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
4. É viável a existência de uma equipe apenas para a manutenção corretiva? Por que?
MANUTENÇÃO PREVENTIVA
Consideremos o motor de um automóvel. De tempos em tempos o usuário deverá trocar o óleo
do cárter. Não realizando essa operação periódica, estaria correndo o risco de danificar os elementos
que constituem o motor.
Como o usuário faria para poder controlar essa troca periódica do óleo do motor?
Para realizar esse controle, o usuário deverá acompanhar a quilometragem do carro e,
baseado nela, fazer a previsão da troca do óleo.
Essa previsão nada mais é do que uma simples manutenção preventiva, que é o assunto desta
aula.
Conceitos
A manutenção preventiva obedece a um padrão previamente esquematizado, que estabelece
paradas periódicas com a finalidade de permitir a troca de peças gastas por novas, assegurando
assim o funcionamento perfeito da máquina por um período predeterminado.
O método preventivo proporciona um determinado ritmo de trabalho, assegurando o equilíbrio
necessário ao bom andamento das atividades.
O controle das peças de reposição é um problema que atinge todos os tipos de indústria. Uma
das metas a que se propõe o órgão de manutenção preventiva é a diminuição sensível dos estoques.
Isso se consegue com a organização dos prazos para reposição de peças. Assim, ajustam-se os
investimentos para o setor.
Se uma peça de um conjunto que constitui um mecanismo estiver executando seu trabalho de
forma irregular, ela estabelecerá, fatalmente, uma sobrecarga nas demais peças que estão

Administração da Manutenção
21ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
interagindo com ela. Como conseqüência, a sobrecarga provocará a diminuição da vida útil das
demais peças do conjunto. O problema só pode ser resolvido com a troca da peça problemática, com
antecedência, para preservar as demais peças.
Em qualquer sistema industrial, a improvisação é um dos focos de prejuízo. É verdade que
quando se improvisa pode-se evitar a paralisação da produção, mas perde-se em eficiência. A
improvisação pode e deve ser evitada por meio de métodos preventivos estabelecidos pelos técnicos
de manutenção preventiva. A aplicação de métodos preventivos assegura um trabalho uniforme e
seguro.
O planejamento e a organização, fornecidos pelo método preventivo, são uma garantia aos
homens da produção que podem controlar, dentro de uma faixa de erro mínimo, a entrada de novas
encomendas.
Com o tempo, os industriais foram se conscientizando de que a máquina que funcionava
ininterruptamente até quebrar acarretava vários problemas que poderiam ser evitados com simples paradas
preventivas para lubrificação, troca de peças gastas e ajustes.
Com o auxílio dos relatórios escritos sobre os trabalhos realizados, são suprimidas as
inconveniências das quebras inesperadas. Isso evita a difícil tarefa de trocas rápidas de máquinas e
improvisações que causam o desespero do pessoal da manutenção corretiva.
A manutenção preventiva é um método aprovado e adotado atualmente em todos os setores
industriais, pois abrange desde uma simples revisão - com paradas que não obedecem a uma rotina -
até a utilização de sistemas de alto índice técnico.
A manutenção preventiva abrange cronogramas nos quais são traçados planos e revisões
periódicas completas para todos os tipos de materiais utilizados nas oficinas. Ela inclui, também,
levantamentos que visam facilitar sua própria introdução em futuras ampliações do corpo da fábrica.
A aplicação do sistema de manutenção preventiva não deve se restringir a setores, máquinas
ou equipamentos. O sistema deve abranger todos os setores da indústria para garantir um perfeito
entrosamento entre eles, de modo tal que, ao se constatar uma anomalia, as providências
independam de qualquer outra regra que porventura venha a existir em uma oficina. Essa liberdade,
dentro da indústria, é fundamental para o bom funcionamento do sistema preventivo.
O aparecimento de focos que ocasionam descontinuidade no programa deve ser encarado de
maneira séria, organizando-se estudos que tomem por base os relatórios preenchidos por técnicos

Administração da Manutenção
22ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
da manutenção. Estes deverão relatar, em linguagem simples e clara, todos os detalhes do problema
em questão.
A manutenção preventiva nunca deverá ser confundida com o órgão de comando, apesar dela
ditar algumas regras de conduta a serem seguidas pelo pessoal da fábrica. À manutenção preventiva
cabe apenas o lugar de apoio ao sistema fabril.
O segredo para o sucesso da manutenção preventiva está na perfeita compreensão de seus
conceitos por parte de todo o pessoal da fábrica, desde os operários à presidência.
A manutenção preventiva, por ter um alcance extenso e profundo, deve ser organizada. Se a
organização da manutenção preventiva carecer da devida solidez, ela provocará desordens e
confusões. Por outro lado, a capacidade e o espírito de cooperação dos técnicos são fatores
importantes para a manutenção preventiva.
A manutenção preventiva deve, também, ser sistematizada para que o fluxo dos trabalhos se
processe de modo correto e rápido. Sob esse aspecto, é necessário estabelecer qual deverá ser o
sistema de informações empregado e os procedimentos adotados.
O desenvolvimento de um sistema de informações deve apresentar definições claras e
objetivas e conter a delegação das responsabilidades de todos os elementos participantes. O fluxo
das informações deverá fluir rapidamente entre todos os envolvidos na manutenção preventiva.
A manutenção preventiva exige, também, um plano para sua própria melhoria. Isto é
conseguido por meio do planejamento, execução e verificação dos trabalhos que são indicadores
para se buscar a melhoria dos métodos de manutenção, das técnicas de manutenção e da elevação
dos níveis de controle . Esta é a dinâmica de uma instalação industrial.
Finalmente, para se efetivar a manutenção preventiva e alcançar os objetivos pretendidos com
sua adoção, é necessário dispor de um período de tempo relativamente longo para contar com o
concurso dos técnicos e dos dirigentes de alto gabarito. Isso vale a pena, pois a instalação do método
de manutenção preventiva, pela maioria das grandes empresas industriais, é a prova concreta da
pouca eficiência do método de manutenção corretiva.

Administração da Manutenção
23ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Exercícios
1. Defina “Manutenção Preventiva”.
2. Como podemos diminuir os problemas de paradas de processo?
3. Descreva o processo de planejamento da manutenção preventiva?
4. Quais as vantagens da manutenção preventiva à corretiva?
5. Para a efetivação e alcance dos objetivos da manutenção preventiva, devemos tomar quais
medidas?

Administração da Manutenção
24ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
MANUTENÇÃO PREDITIVA
Uma empresa vinha desenvolvendo de modo satisfatório um programa de manutenção, porém,
o relatório final de produção indicava a possibilidade de aperfeiçoamentos no processo. Estudos
posteriores revelaram que, para aperfeiçoar o processo com ganhos de produção, era preciso, entre
outros procedimentos, incluir a manutenção preditiva no programa de manutenção.
Após muitas reuniões entre dirigentes, gerentes, encarregados, supervisores e operários,
chegou-se ao consenso de que a empresa, para instalar um programa de manutenção preditiva,
precisaria, antes de qualquer coisa, capacitar uma equipe em manutenção preditiva e orientar todo o
pessoal por meio de treinamentos específicos.
O tema desta aula é a manutenção preditiva e a importância de sua aplicação.
Conceito de manutenção preditiva
Manutenção preditiva é aquela que indica as condições reais de funcionamento das máquinas
com base em dados que informam o seu desgaste ou processo de degradação. Trata-se da
manutenção que prediz o tempo de vida útil dos componentes das máquinas e equipamentos e as
condições para que esse tempo de vida seja bem aproveitado.
Na Europa, a manutenção preditiva é conhecida pelo nome de manutenção condicional e nos
Estados Unidos recebe o nome de preditiva ou previsional.
Objetivos da manutenção preditiva
Os objetivos da manutenção preditiva são:
• Determinar, antecipadamente, a necessidade de serviços de manutenção numa peça
específica de um equipamento;
• Eliminar desmontagens desnecessárias para inspeção;
• Aumentar o tempo de disponibilidade dos equipamentos;
• Reduzir o trabalho de emergência não planejado;

Administração da Manutenção
25ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Impedir o aumento dos danos;
• Aproveitar a vida útil total dos componentes e de um equipamento;
• Aumentar o grau de confiança no desempenho de um equipamento ou linha de produção;
• Determinar previamente as interrupções de fabricação para cuidar dos equipamentos que
precisam de manutenção.
Por meio desses objetivos, pode-se deduzir que eles estão direcionados a uma finalidade
maior e importante: redução de custos de manutenção e aumento da produtividade.
Execução da manutenção preditiva
Para ser executada, a manutenção preditiva exige a utilização de aparelhos adequados, capazes de
registrar vários fenômenos, tais como:
• Vibrações das máquinas;
• Pressão;
• Temperatura;
• Desempenho;
• Aceleração.
Com base no conhecimento e análise dos fenômenos, torna-se possível indicar, com
antecedência, eventuais defeitos ou falhas nas máquinas e equipamentos.

Administração da Manutenção
ESCOLA S
A man
os problema
Diagn
Detect
possível, um
deve ser feito
Anális
A aná
que exercem
26ENAI “ALMIRANTE TAMANDARÉ”
utenção preditiva, após a análise do fenômenos, adota dois procedimentos para atacar
s detectados: estabelece um diagnóstico e efetua uma análise de tendências.
óstico
ada a irregularidade, o responsável terá o encargo de estabelecer, na medida do
diagnóstico referente à origem e à gravidade do defeito constatado. Este diagnóstico
antes de se programar o reparo.
e da tendência da falha
lise consiste em prever com antecedência a avaria ou a quebra, por meio de aparelhos
vigilância constante predizendo a necessidade do reparo.

Administração da Manutenção
27ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Graficamente temos:
O esquema a seguir resume o que foi discutido até o momento.

Administração da Manutenção
28ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
A manutenção preditiva, geralmente, adota vários métodos de investigação para poder intervir
nas máquinas e equipamentos. Entre os vários métodos destacam-se os seguintes: estudo das
vibrações; análise dos óleos; análise do estado das superfícies e análises estruturais de peças.
Estudo das vibrações
Todas as máquinas em funcionamento produzem vibrações que, aos poucos, levam-nas a um
processo de deteriorização. Essa deteriorização é caracterizada por uma modificação da distribuição
de energia vibratória pelo conjunto dos elementos que constituem a máquina. Observando a evolução
do nível de vibrações, é possível obter informações sobre o estado da máquina.
O princípio de análise das vibrações baseia-se na idéia de que as estruturas das máquinas
excitadas pelos esforços dinâmicos (ação de forças) dão sinais vibratórios, cuja freqüência é igual à
freqüência dos agentes excitadores.
Se captadores de vibrações forem colocados em pontos definidos da máquina, eles captarão
as vibrações recebidas por toda a estrutura. O registro das vibrações e sua análise permitem
identificar a origem dos esforços presentes em uma máquina operando.
Por meio da medição e análise das vibrações de uma máquina em serviço normal de produção
detecta-se, com antecipação, a presença de falhas que devem ser corrigidas:
• Rolamentos deteriorados;
• Engrenagens defeituosas;
• Acoplamentos desalinhados;
• Rotores desbalanceados;
• Vínculos desajustados;
• Eixos deformados;
• Lubrificação deficiente;

Administração da Manutenção
• Folga excessiva em buchas;
• Falta de rigidez;
• Problemas aerodinâmicos;
• Problemas hidráulicos;
• Cavitação.
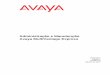
O aparelho empregado para a análise de vibrações é conhecido como analisador de vibrações. No
mercado há vários modelos de analisadores de vibrações, dos mais simples aos mais complexos; dos
portáteis - que podem ser transportados manualmente de um lado para outro - até aqueles que são
instalados definitivamente nas máquinas com a missão de executar monitoração constante.
Abaixo, um operador usando um analisador de vibrações portátil e, em destaque, o aparelho.
m
a
29ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Análise dos óleos
Os objetivos da análise dos óleos são dois: economizar lubrificantes e sanar os defeitos.
Os modernos equipamentos permitem análises exatas e rápidas dos óleos utilizados em
áquinas. É por meio das análises que o serviço de manutenção pode determinar o momento
dequado para sua troca ou renovação, tanto em componentes mecânicos quanto hidráulicos.

Administração da Manutenção
30ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
A economia é obtida regulando-se o grau de degradação ou de contaminação dos óleos. Essa
regulagem permite a otimização dos intervalos das trocas.
A análise dos óleos permite, também, identificar os primeiros sintomas de desgaste de um
componente. A identificação é feita a partir do estudo das partículas sólidas que ficam misturadas
com os óleos. Tais partículas sólidas são geradas pelo atrito dinâmico entre peças em contato.
A análise dos óleos é feita por meio de técnicas laboratoriais que envolvem vidrarias,
reagentes, instrumentos e equipamentos. Entre os instrumentos e equipamentos utilizados temos
viscosímetros, centrífugas, fotômetros de chama, peagômetros, espectrômetros, microscópios etc. O
laboratorista, usando técnicas adequadas, determina as propriedades dos óleos e o grau de
contaminantes neles presentes.
As principais propriedades dos óleos que interessam em uma análise são:
• Índice de viscosidade;
• Índice de acidez;
• Índice de alcalinidade;
• Ponto de fulgor;
• Ponto de congelamento.
Em termos de contaminação dos óleos, interessa saber quanto existe de:
• Resíduos de carbono;
• Partículas metálicas;
• Água.
Assim como no estudo das vibrações, a análise dos óleos é muito importante na manutenção
preditiva. É a análise que vai dizer se o óleo de uma máquina ou equipamento precisa ou não ser
substituído e quando isso deverá ser feito.

Administração da Manutenção
31ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Análise do estado das superfícies
A análise das superfícies das peças, sujeitas aos desgastes provocados pelo atrito, também é
importante para se controlar o grau de deteriorização das máquinas e equipamentos.
A análise superficial abrange, além do simples exame visual - com ou sem lupa - várias
técnicas analíticas, tais como:
• Endoscopia;
• Holografia;
• Estroboscopia;
• Molde e impressão.
Análise estrutural
A análise estrutural de peças que compõem as máquinas e equipamentos também é
importante para a manutenção preditiva. É por meio da análise estrutural que se detecta, por
exemplo, a existência de fissuras, trincas e bolhas nas peças das máquinas e equipamentos. Em
uniões soldadas, a análise estrutural é de extrema importância.
As técnicas utilizadas na análise estrutural são:
• Interferometria holográfica;
• Ultra-sonografia;
• Radiografia (raios x);
• Gamagrafia (raios gama);
• Ecografia;
• Magnetoscopia;

Administração da Manutenção
32ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Correntes de foucault;
• Infiltração com líquidos penetrantes.
Periodicidade dos controles
A coleta de dados é efetuada periodicamente por um técnico que utiliza sistemas portáteis de
monitoramento. As informações recolhidas são registradas numa ficha, possibilitando ao responsável
pela manutenção preditiva tê-las em mãos para as providências cabíveis.
A periodicidade dos controles é determinada de acordo com os seguintes fatores:
• Número de máquinas a serem controladas;
• Número de pontos de medição estabelecidos;
• Duração da utilização da instalação;
• Caráter “estratégico” das máquinas instaladas;
• Meios materiais colocados à disposição para a execução dos serviços.
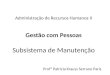
A tabela a seguir mostra um exemplo de um programa básico de vigilância de acordo com a
experiência e histórico de uma determinada máquina.

Administração da Manutenção
33ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Programa básico de vigilância
Métodosutilizados Equipamentos vigiados
Equipamentosnecessários
Prioridade daverificação
Medição de
vibração
Todas as máquinas
giratórias de potência médiaou máxima e/ ouequipamentos críticos:
• Motores;
• Redutores;
• Compressores;
• Bombas;
• Ventiladores.
Medidor de vibração
Analisador
Sistemas devigilância permanente
3.000 a 1.500 horas
Medição das
falhas de
rolamentos
Todos os rolamentos Medidor especial ouanalisador 500 horas
Análiseestroboscópica
Todos os lugares onde sequiser estudar ummovimento, controlar avelocidade ou medir osplanos
Estroboscópio doanalisador devibrações
Segundo anecessidade
Análise dosóleos
• Redutores e circuitoshidráulicos
• Motores
Feita pelo fabricante 6 meses
Termografia • Equipamentos de alta-tensão
• Distribuição de baixa-tensão
• Componentes eletrônicos
• Equipamentos comcomponentes refratários
Subcontratação(“terceirização”)
12 meses
Exameendoscópico
• Cilindros de compressores
• Aletas
• Engrenagens danificadas
Endoscopia + fotos Todos os meses

Administração da Manutenção
34ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
As vantagens da manutenção preditiva são:
• Aumento da vida útil do equipamento;
• Controle dos materiais (peças, componentes, partes etc.) E melhor gerenciamento;
• Diminuição dos custos nos reparos;
• Melhoria da produtividade da empresa;
• Diminuição dos estoques de produção;
• Limitação da quantidade de peças de reposição;
• Melhoria da segurança;
• Credibilidade do serviço oferecido;
• Motivação do pessoal de manutenção;
• Boa imagem do serviço após a venda, assegurando o renome do fornecedor.
Exercícios
1. Qual o conceito de manutenção preditiva?
2. Cite três objetivos da manutenção preditiva.

Administração da Manutenção
35ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
3. Quais as condições para a execução dessa manutenção?
4. Comente um exemplo de controle pertinente a essa manutenção.
5. Quais as técnicas empregadas para a análise das superfícies?
6. Quais as vantagens da manutenção preditiva?
MANUTENÇÃO PRODUTIVA TOTAL TPM
A manutenção produtiva total é conhecida pela sigla TPM ( “total productive maintenance”). Ela
é um método de manutenção de caráter doutrinário, isto é, procura resolver o problema crônico da
administração industrial: a total adesão do trabalhador aos objetivos da empresa. Uma vez que
envolve todas as pessoas ligadas ao processo produtivo e divulga a idéia do operário o “dono do
negócio empresarial”.
Os conceitos centrais nasceram com a implantação do modelo de produção JIT (“just in time”).
São eles:

Administração da Manutenção
36ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• “Cada um deve exercer seu próprio controle”.
• “Minha máquina deve ser protegida por mim”.
A TPM é um modelo onde a responsabilidade pela conservação e pequenos reparos são do
operador. A equipe de manutenção fica dedicada às atividades preventivas, às melhorias dos
equipamentos e à atender as ocorrências mais sérias.
Objetivos da TPM
O objetivo global da TPM é a melhoria da estrutura orgânica da empresa, cuja finalidade é a
maximização do rendimento operacional global.
Esse objetivo global tem por subitens a melhoria da natureza das pessoas e das máquinas e
equipamentos.
As melhorias devem ser conseguidas por meio dos seguintes passos:
• Capacitar os operadores para conduzir a manutenção de forma voluntária.
• Capacitar os mantenedores a serem polivalentes, isto é, atuarem em equipamentos
mecatrônicos.
• Capacitar os engenheiros a projetarem equipamentos que dispensem manutenção, isto é, o
“ideal” da máquina descartável.
• Incentivar estudos e sugestões para modificação dos equipamentos a fim de melhorar seu
rendimento.
• Aplicação do programa dos 5S.
• Eliminação das seis grandes perdas.
• Aplicação das cinco medidas para obtenção da “quebra zero”.

Administração da Manutenção
37ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Manutenção autônoma
Após um levantamento detalhado as tarefas cumpridas pelos mantenedores observou-se que:
• Várias são repetitivas e tem objetivo de conservar.
• Muitas outras são bastante simples e não requerem um especialista.
A partir daí e considerando que o usuário (operador) é capaz de perceber instantaneamente
qualquer anomalia, desenvolveu-se o conceito:
• “De minha máquina cuido eu”
Assim, foram feitos estudos para transferir ao operador todas as tarefas de conservação, além
de reparos simples. Estas ações representam 20% dos trabalhos da manutenção.
Para operacionalizar a manutenção autônoma, chamada pelos japoneses de manutenção
espontânea, deve-se seguir os sete passos para implantação da mesma.

Administração da Manutenção
38ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Passo Fator Atividade
1 limpeza asseio • Reapertar porcas e parafusos
• Eliminar todas as sujeiras e detritos existentes em torno damáquina;
• Desenvolver a sistemática da lubrificação;
• Capacitação para detectar problemas e sua correção;
2 combate aoslocais de difícilacesso
• introduzir melhorias nos locais de difícil acesso quepropiciem o acúmulo de sujeira e detritos e que sejamtambém de difícil lubrificação;
• buscar mecanismos que propiciem a redução do temponecessário à limpeza e a lubrificação;
3 elaboração dopadrão delimpeza elubrificação
• Elaborar um padrão de movimentos do modo a propiciar aredução do tempo necessário à limpeza e à lubrificação;
• Alocar horário apropriado para execução desta tarefa deforma rotineira;
4 inspeção geral • Promover treinamento e educação para execução dainspeção técnica, conforme recomendado pelo manual;
• Capacitação para detecção de anomalias, assim como suacorreção
5 inspeçãoautônoma
• Elaboração da planilha para inspeção espontânea epromover sua execução;
6 organização esistematização
• Efetivar a normalização dos diversos parâmetrosnecessários à gestão, promovê-los e efetuar suamanutenção:
• Normas para fluxo de material;
• Normalização dos registros dos dados;
• Normas para gestão das ferramentas e instrumentosdiversos;
7 consolidaçãoautocontrole
• Promover a análise e melhoria dos equipamentos, conformea diretriz da empresa e seu objetivos, baseado nos dados eanálise como o de MTBF e outras atividades em prol damelhoria.
Aplicação do 5S
O programa 5S é a base da TPM. Ele visa em primeiro lugar assegurar a confiabilidade dos
equipamentos. Seu desenvolvimento é o mesmo já estudado no método JIT.

Administração da Manutenção
39ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Por outro lado, quando se trata da manutenção, o programa dos 5S pode ser expandido para
8S. É o que muitas empresas japonesas fazem, criando modos de verificar e avaliar através de 8S.
Eliminação das seis grandes perdas
Os fatores que prejudicam o bom rendimento operacional das máquinas podem ser reunidos
em 6 grupos. Estes são conhecidos como as 6 grandes perdas. A eliminação das perdas é
obrigatória para o sucesso da TPM.
A figura da página seguinte mostra as perdas, seus efeitos sobre o tempo disponível e as
ações para eliminar. Os indicadores também aparecem mas serão estudados mais adiante.

Administração da Manutenção
40ESCOLA SENAI “ALMIRANTE TAMANDARÉ”

Administração da Manutenção
41ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Aplicação das 5 medidas para “quebra zero”
A idéia da quebra zero baseia-se no conceito de que a quebra é a falha visível. Falha esta
motivada por uma coleção de falhas não visíveis à semelhança de um “iceberg” (figura abaixo). Logo,
se operadores e mantenedores estiverem conscientes de que devem evitar as falhas não visíveis, a
quebra deixará de ocorrer.
As falhas não visíveis costumeiramente deixam de ser detectadas por dois motivos: físicos e
psicológicos.
Motivos físicos
As falhas não são visíveis por estarem em local de difícil acesso ou encobertas por sujeiras e
detidos.
Motivos psicológicos
As falhas deixam de ser detectadas devido à falta de interesse ou à falta de capacitação dos
operadores ou dos mantenedores.
As 5 medidas para quebra zero são:
1. Estruturação das condições básicas; refere-se a limpeza e ordem na área de trabalho e
nos equipamentos. Inclui a lubrificação das máquinas.

Administração da Manutenção
42ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
2. Obediência às condições de uso; significa operar as máquinas dentro de seus limites,
obedecendo os parâmetros definidos do projeto.
3. Regeneração do envelhecimento; refere-se a programas de manutenção preventiva bem
montados.
4. Sanar falhas do projeto; significa detectar deficiências de concepção ou de fabricação da
máquina e saná-las através de modificações.
5. Incrementar a capacitação técnica; significa treinar operadores e mantenedores para que
possam desempenhar eficazmente as 4 medidas anteriores.
Implantação da TPM
Deve fazer parte do planejamento estratégico da empresa. Uma vez que, sem a participação
de todos, será impossível realizar as mudanças de modo adequado.
É desejável a disseminação da TPM por toda a fábrica. Porém, em plantas grandes, é
conveniente escolher uma área piloto para que se adquira experiência. Somente depois deve ser
difundida a TPM por toda a empresa.
O quadro a seguir mostra o plano de implantação com suas 12 etapas agrupadas em 4 fases
e ainda as estratégias.
É importante salientar alguns pontos das estratégias, são eles:
• A criação da secretaria e dos conselhos não envolve contratação de novos funcionários.
• A sexta etapa consiste numa espécie de “declaração ao mundo” de que a TPM será
adotada. Nesta etapa, a alta direção deve reafirmar o propósito de adoção da TPM e um
representante dos funcionários deve declarar que aceita o desafio.
• Na sétima etapa, deve-se constituir grupos de trabalho que selecionarão um equipamento
problemático para trabalhar a eliminação das 6 grandes perdas.

Administração da Manutenção
43ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• A auditoria deverá ser feita sempre por pessoas externas ao setor auditado. Isto é, pessoas
de um setor auditam outro setor.
• Gestão do fluxo inicial, refere-se ao desenvolvimento de programas de manutenção
preventiva e também de sua avaliação econômica.
Etapa Estratégias básicas1º fase Preparação - 3 a 6 meses
• 1 Declaração da alta direçãosobre a decisão de adotar oTPM.
• Realização de seminários internos de apresentação.• Anúncio no jornal interno.
• 2 Divulgação e treinamentoinicial.
• Seminários para média e alta gerências.• Exposição aos demais funcionários.
• 3 Secretaria para a implantaçãodo TPM.
• Criação do conselho diretivo e técnico e de umasecretaria.
• 4 Diretriz básica do TPM. • Fixação dos objetivos e previsões.• 5 Plano diretor do TPM. • Delineamento dos planos de cada etapa.
2º fase Introdução• 6 Decolagem do TPM. • Convites aos fornecedores, às empresas
compradoras e às coligadas para palestras ereuniões.
3º fase Assentamento - 2 a 3 anos• 7 Melhoria individualizada do
rendimento de cada máquina.• Seleção dos equipamentos - alvo.• Estruturação do grupo de trabalho.
• 8 Estruturação para realizar amanutenção espontânea.
• Técnica seqüencial.• Implantação de auditoria.
• 9 Estruturação paraplanejamento da manutenção
• Manutenção sistemática.• Infra-estrutura geral: sobressalentes, ferramentas,
desenhos, etc.• 10 Treinamento operacional e de
manutenção• Treinamento coletivo dos líderes.• Treinamento dos operadores e dos mantenedores.• Criação dos elos de comunicação.
• 11 Estruturação para controle egestão dos equipamentos.
• Gestão do fluxo inicial.• Custo do ciclo de vida.
4º fase Consolidação• 12 Execução rotineira do TPM e
seu aperfeiçoamento.• Estabelecimento de prêmios pelo desempenho.• Busca de objetivos mais ambiciosos

Administração da Manutenção
44ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Treinamentos necessários
A fim de atingir os objetivos traçados é necessária a capacitação de mantenedores e
operadores.
Os mantenedores devem passar por programas que incrementem suas habilidades e os
preparem para a mecatrônica (mecânica mais eletrônica).
Os operadores devem ser treinados em conceitos de manutenção, informações técnicas sobre
elementos de máquinas e rotinas específicas desenvolvidas pela manutenção. Tudo, com vistas ao
cumprimento dos sete passos da manutenção autônoma.
Os programas devem ser desenvolvidos mensalmente e divididos em módulos de 16 a 32
horas em média. Esta forma é indicada para que os participantes possam fazer uma boa correlação
com a prática.
O papel da manutenção
O setor de manutenção é de quem dá o suporte lógico e operacional para a TPM. As tarefas da
manutenção compreendem:
• Preparar as rotinas a serem cumpridas pelos operadores;
• Preparar e ministrar os treinamentos para os operadores;
• Expandir e melhorar continuamente o desenvolvimento da manutenção planejada;
• Assessorar e controlar a implantação da manutenção autônoma;
• Fazer a verificação rotineira do andamento da manutenção autônoma;
• Desenvolver programa para ajustes e melhorias das rotinas de conservação.

Administração da Manutenção
45ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Exercícios
1. Qual o principal diferencial entre a TPM e as outras formas de mantenção?
2. Cite os objetivos da TPM?
3. Quais são os “8S” da TPM?
4. Defina as “6 grandes perdas”.
5. Explicite os motivos pelos quais as falhas não são detectadas?

Administração da Manutenção
46ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
6. Como implementar a TPM?
7. Qualquer operador pode participar da TPM? Explique?
CONTROLE
O Controle tem como objetivo obter informações para orientar tomadas de decisões quanto a
equipamentos e a grupos de manutenção. Faz isso por meio da coleta e tabulação de dados,
aperfeiçoamento a interpretação dos resultados e criando padrões de trabalho.
Isto é, a função primordial do controle é alimentar o planejamento, a programação, a
supervisão, etc., com dados claros e confiáveis.
O controle exige a criação de padrões. E padrão significa procedimentos dinâmicos
normalizados com critérios de qualidade e quantidade.
Os pontos principais a serem controlados são:
• Custos;
• Disponibilidade;
• Tempos (execução e espera)

Administração da Manutenção
47ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Quanto à forma de operação do controle, existem quatro sistemas:
• Manual;
• Semi-automatizado;
• Automatizado e
• Por microcomputador.
Controle manual
É o sistema no qual a manutenção preventiva e corretiva são controladas e analisadas por
meio de formulários e mapas, que são preenchidos manualmente e guardados em pastas de arquivo
(figura a seguir).
Nesse sistema há necessidade de um processo organizado de ordenação de documentos ( por
semana, por setor, por equipamentos, etc.), com o fim de permitir a recuperação rápida de dados e
evitar a perda de informações.

Administração da Manutenção
ESCOLA SE
Controle semi-automatizado
É o sistema no qual a intervenção preventiva é controlada com o auxílio do computador e a
intervenção corretiva obedece ao controle manual (figura abaixo).
A fonte de dados desse sistema deve fornecer todas as informações necessárias para serem
feitas as requisições de serviço, incluindo as rotinas de inspeção e execução. O principal relatório
emitido pelo computador deve conter no mínimo:
• Tempo gasto e previsão;
• Serviços realizados;
• Serviços reprogramadas (adiados);
• Serviços cancelados.
Esses são dados fundamentais para a tomada de providência por parte da supervisão.
48NAI “ALMIRANTE TAMANDARÉ”

Administração da Manutenção
ESCOLA
Controle automatizado
É o sistema em que todas as intervenções da manutenção têm seus dados armazenados pelo
computador, para que se tenha listagens, gráficos e tabelas periódicas para análise e tomada de
decisão, conforme a necessidade e conveniência dos vários setores da manutenção.
Neste sistema, a alimentação de dados é feita por meio de formulários padronizados, com
dados codificados dentro de padrões compatíveis com os equipamentos de entrada de dados da
empresa (disco, fita, etc.).
Con
É o
no microco
Ess
usuário tan
na origem
desenvolv
Nes
49 SENAI “ALMIRANTE TAMANDARÉ”
trole por microcomputador
sistema no qual todos os dados sobre as intervenções da manutenção são armazenados
mputador e facilmente se tem acesso a eles por vídeo ou impressora (figura abaixo).
e sistema permite uma excelente disponibilidade na utilização do microcomputador pelo
to na coleta de dados como na obtenção de resultados, visto que sua alimentação é feita
, pelo próprio executante, dispensando os formulários padronizados. E o executante pode
er programas de acordo com suas necessidades.
te caso, é fundamental que o computador esteja em rede com o computador central.

Administração da Manutenção
ESCOL
Ex
1.
2.
50A SENAI “ALMIRANTE TAMANDARÉ”
ercícios
Por que “controlar”?
Cite os tipos de controle?

Administração da Manutenção
51ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
3. Qual a diferença entre um controle “semi-automatizado” e um “automatizado”?
4. “Toda empresa deveria empregar o controle por microcomputador.” Disserte sobre esta
afirmação.
CUSTOS
Custos da manutenção
O custo de um produto acabado para a empresa chama-se custo de produção.
O custo da manutenção (figura ao lado) está embutido no custo de produção e deve
representar um pequeno percentual. O valor máximo deve ser de 12%.
O custo da manutenção é formado pela soma dos custos de:
• Mão-de-obra 20%
• Materiais 20%
• Insumos 20%
• Lucro cessante 40%

Administração da Manutenção
ESCOLA SENA
Entre esse
considerar a som
52I “ALMIRANTE TAMANDARÉ”
s custos é extremamente difícil contabilizar o lucro cessante, portanto deve-se
a dos custos igual a 60% do custo de manutenção.

Administração da Manutenção
53ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
É comum, a empresa não contabilizar em separado os insumos usados em manutenção
(energia elétrica, ar comprimido, combustível, material de limpeza, etc.). Desse modo, o custo da
manutenção será a soma do custo de mão de obra mais o custo dos materiais.
Assim, um custo numericamente baixo não significa manutenção com custos mínimos ou
racionalizados. É necessário sempre considerar os critérios empregados no levantamento dos custos
para avaliar os reais gastos com manutenção.
Comparação de custos
Sob o aspecto de custos, a manutenção corretiva, ao longo do tempo, apresenta uma curva
ascendente, devido à redução da vida útil dos equipamentos, perda da produção e da qualidade,
aumento da aquisição de peças de reposição, ociosidade da mão de obra operativa, perda de
mercado e aumento de riscos de acidente.
Após a implantação da manutenção preventiva, e esta vem associada ao planejamento,
programação e controle, as curvas de custos se apresentam como na figura abaixo. Onde se vê um
crescimento dos custos de preventiva acompanhado do decréscimo dos custos de corretiva até o
ponto de equilíbrio (1).

Administração da Manutenção
54ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Após o equilíbrio, se o investimento continuar ocorrerá o efeito inverso. Isto é, a preventiva
custará tanto quanto a corretiva.
Calcula-se um prazo médio de 2 a 3 anos para implantar-se uma preventiva eficiente a atingir a
melhor relação custo - benefício.
Por isso, os métodos de manutenção preventiva, preditiva e TPM devem ser incentivadas mas,
com um bom acompanhamento econômico.
Definição dos Custos
CM - Custo de manutenção
É a soma dos custos com:
• Pessoal de corretiva;
• Material de corretiva;
• Pessoal de preventiva;

Administração da Manutenção
55ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Material e equipamentos de preventiva;
• Reforma (pessoal e material);
• Treinamento dos mantenedores para continuar o ciclo.
CO - Custo de operação
É a soma dos custos com:
• Pessoal de operação;
• Energia;
• Materiais para operação;
• Transporte;
• Treinamento dos operadores.
CL - Custo do investimento
É a soma dos investimentos em:
• Custo da máquina ou equipamento;
• Construção civil;
• Instalação elétrica;
• Sobressalentes;
• Ferramentas e equipamentos de manutenção;
• Documentação;

Administração da Manutenção
56ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Treinamento dos primeiros operadores e mantenedores.
Custo do ciclo de vida
É uma técnica de cálculo para determinar quanto capital será consumido durante a vida útil de
uma máquina. O CCV subsidia decisões de escolha entre produtos similares, na hora da compra. E,
ainda, é um auxiliar importante nas decisões de reforma.
O cálculo do CCV é determinado pela fórmula:
CCV = CL+N (CO+CM+CP)
Onde:
CL = custo do investimento
CO = custo de operação
CM = custo de manutenção
CP = custo com a perda de produção
N = número de anos de vida útil
CP - Custo com a perda
É o produto entre:
• O número de vezes que a máquina estará em manutenção, por ano;
• MTTR;
• Lucro cessante por hora ou o custo da perda de produção por hora.

Administração da Manutenção
57ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Exercícios
1. Quais itens participam do “custo da manutenção”?
2. Do ponto de vista dos custos, sempre a manutenção preventiva será mais lucrativa para a
empresa? Por que?
3. Qual o prazo ideal para a implantação da TPM na empresa?
4. Qual a razão para o cálculo do “custo do ciclo de vida” de um produto ?
ADMINISTRAÇÃO DE MATERIAIS
É constituída pelas funções de controlar estoques, produção, comprar, armazenar, receber e
expedir materiais, etc.
Sendo assim, é uma atividade fundamental para toda a organização que produz bens e
serviços.

Administração da Manutenção
58ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Habitualmente as empresas dividem os materiais em dois tipos: produtivos e improdutivos.
Materiais produtivos
São materiais que constituirão o produto a ser fabricado, ou seja, a matéria-prima.
Esses materiais oneram os estoques e necessitam de um planejamento que evite o seu
recebimento antecipado ou o estoque zero.
O recebimento antecipado aumenta os custos de manutenção do estoque e o recebimento
atrasado gera a parada da produção.
Materiais improdutivos
São os materiais usados na fábrica de modo geral; os de consumo indireto na produção e os
materiais de manutenção.
Os materiais de manutenção devem ter um almoxarifado exclusivo, pois possuem as seguintes
características:
• Grande quantidade de materiais, podendo chegar até 15.000 itens.
• Pouca quantidade de material, por item;
• Baixa rotatividade;
• Muitos materiais necessitam de cuidados especiais;
• Custo do estoque da manutenção representa 20 a 25% do custo do estoque geral da
empresa.
Administração de estoques para manutenção
A administração de estoque para manutenção baseia-se no interrelacionamento de vários
métodos usados na produção e em métodos próprios, a saber:

Administração da Manutenção
59ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Classificação ABC;
• Estoque mínimo;
• Estoque médio;
• Estoque máximo;
Classificação ABC
Com o objetivo de reduzir os investimentos em estoques, controlá-los seletivamente e diminuir
os riscos de falta de material foi desenvolvida a classificação ABC, também chamada curva ABC de
materiais.
O método consiste na separação em três grupos de todos os produtos em estoque, segundo
seu valor de uso, dando a cada grupo um tratamento diferenciado.
O valor de uso é o produto do custo unitário do material pela sua média de consumo.
Inventariando um estoque de materiais para manutenção encontra-se a distribuição da tabela
abaixo.
Classe Itens de estoque Valor de uso
A 5% 80%
B 10% 12%
C 85% 8%
É possível notar pela tabela que há pequena quantidade de materiais na classe A, o que torna
econômico manter um controle cuidadoso sobre esses materiais e possibilita, ainda, operar com
reduzidos estoques de segurança, devido ao alto custo de proteção.
Os materiais de baixo valor de uso, classe C, podem operar com altos estoques de segurança
e controles simples.
Há ainda, a classe B que deve operar com médio estoque de segurança e médio controle.

Administração da Manutenção
60ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Os dados da tabela anterior se colocados num gráfico cartesiano apresentarão o aspecto do
gráfico ao lado.
A distribuição mostrada é ideal, ficando na prática dentro de faixas como na tabela abaixo:
ClassesEixo
A B C
valor de uso (ordenada) 70 a 80% 10 a 20% 5 a 10%
Número de itens de estoque (abscissas) 5 a 10% 10 a 20% 70 a 85%
Estoque de segurança
É um estoque feito propositadamente em demasia para que possa atuar como proteção contra
previsões inexatas e outras eventualidades. Ele é indispensável quando se deseja que a
manutenção mantenha seu fluxo contínuo e atenda rapidamente as necessidades da produção.
O estoque de segurança depende da curva de consumo obtida por meio de histórico ou, na
sua falta, de estimativas de consumo. Pode-se calculá-lo pela fórmula:
Es = C. Fa

Administração da Manutenção
61ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Onde:
Es = estoque de segurança
C = consumo médio (mensal, anual, etc.)
Fa = fator arbitrário, expresso na mesma unidade de tempo usada em C.
O fator arbitrário (Fa) depende do tempo que se deseja garantir o estoque.
Os materiais que devem ter estoque de segurança são os materiais da curva ABC cuja falta
interfira diretamente no processo produtivo.
Estoque máximo
Administrar materiais pelo sistema de estoque máximo é ter risco apenas acidental de atingir o
estoque zero.
É colocar o estoque em situação tal que, quando a quantidade de materiais atingir o estoque
de segurança, um novo suprimento aconteça.
Veja a seguir os principais pontos e fórmulas que compõem o gráfico do estoque máximo.

Administração da Manutenção
62ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Limite de renovação (L)
É o ponto que indica o momento de ser processado um novo pedido:
L = C . T + Es
Onde:
C = consumo médio
T = prazo de entrega do fornecedor
Es = estoque de segurança
Cuidados na armazenagem
As condições de armazenagem não devem abreviar a vida útil do material estocado. As
condições de higiene, limpeza e disciplina de armazenagem são indissociáveis.
Os materiais inflamáveis, os nocivos à saúde, os de alto valor unitário, os que requerem
ambiente controlado, todos devem ser armazenados adequadamente, para que não se tenha a perda
antes da utilização.
Estima-se que no sudeste brasileiro, 2,7% dos sobressalentes estragam-se no almoxarifado.
Um cuidado de extrema importância é quanto à hora do suprimento, pois um estoque deficiente
fatalmente leva à canibalização dos componentes.
Canibalização é a retirada de peças integrantes de conjuntos para atender a outros que
apresentam falhas. Esta atitude, a médio prazo, elevará extremamente o custo da manutenção.
Indicações para armazenagem
A seguir será apresentada uma pequena lista de procedimentos corretos de estocagem dos
materiais que mais se estragam nos almoxarifados e postos de manutenção.

Administração da Manutenção
63ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Diodos e transístores
Devem ser guardados com as pontas curto-circuitadas para que a eventual ionização do ar em
volta não cause estragos internos.
Correias de borracha
Devem permanecer deitadas e com temperatura controlada entre 20 e 24º C.
O procedimento comum de pendurá-las ocasiona microfissuras na camada externa, reduzindo
sua vida útil.
Motores de reserva
Devem ser guardados em temperatura ambiente de 40ºC em ambiente de baixíssima umidade
para evitar a condensação de água em seu interior nas primeiras horas de funcionamento.
Outro cuidado importante é o de girar seus eixos (com a mão) a cada 30 ou 45 dias para evitar
danos aos rolamentos.
Rolamentos
Devem permanecer deitados a fim de evitar a corrosão eletrônica, que haverá assim que se
seu peso consiga romper o filme lubrificante entre o corpo rolante e a capa, caso sejam mantidos em
pé.
Exercícios
1. Cite as funções da Administração de Materiais?

Administração da Manutenção
64ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
2. Do ponto de vista da administração, qual a diferença entre materiais “produtivos” e
“improdutivos” ?
3. Quais os métodos empregados para administrar os materiais?
4. Descreva o conceito da “Classificação ABC”.
5. Explicite o conceito “canibalização” do ponto de vista de suprimentos e porque devemos
nos preocupar com o mesmo?
6. Como devemos armazenar transistores e diodos?

Administração da Manutenção
65ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
7. Como devemos armazenar os rolamentos?
MODELOS ADMINISTRATIVOS
Em manutenção, há um dilema constante entre improvisação e prevenção. Administrar a
manutenção significa gerir de modo organizado, ou buscar reduzir e manter reduzido o número de
trabalhos improvisados já que sua eliminação total é impossível.
Para conseguir uma boa administração, é preciso conhecer as características pessoais,
técnicas e organizacionais da manutenção.
Características do mantenedor
O mantenedor é um profissional que precisa ser curioso, ter boa capacidade de abstração e
análise e conhecer bem sua área técnica.
Há grande dificuldade de conseguir esses homens no mercado de trabalho, pois a formação
específica no Brasil é reduzidíssima. Geralmente, o mantenedor é formado em área de produção e,
depois, na prática vai se adaptando à área de manutenção.
Ao nível do supervisor de primeira linha, algumas características variam em função do porte da
empresa.
Na pequena empresa
Geralmente, os mantenedores são homens com conhecimentos diversificados, improvisadores
e de médio custo.
Para que esses profissionais sejam mantidos na empresa é necessário um bom tratamento
humano e um bom atendimento a sua família.

Administração da Manutenção
66ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Na média e grande empresa
Nesse caso, os mantenedores são técnicos especializados ou profissionais conhecedores de
normas, aplicações, materiais e muito dinâmicos.
Para manter tais homens na empresa é necessário um bom salário, possibilidades de
promoção e tratamento humano no mínimo regular.
Integração do mantenedor
Ao ser admitido um novo funcionário para a manutenção, é importantíssimo que ele seja
integrado ao grupo de trabalho e à empresa.
Para isso é necessário um trabalho estruturado por parte do departamento pessoal e
supervisão do setor, para que não haja dúvidas sobre:
• Horários de expediente de trabalho e refeição;
• Possibilidade de realizar trabalhos em horas-extras;
• Faltas e atrasos;
• Rotinas de identificação pessoal na entrada e saída do local de trabalho;
• Uso do ambulatório médico e assistência social;
• Uso e localização do restaurante e sanitários;
• Hierarquia dentro da empresa e quem são seus superiores;
• Relação de trabalho que ele deve ter com setor, com o departamento e com o produto final;
• Localização e rotinas de uso do almoxarifado e das ferramentas;
• Regras de higiene e segurança;

Administração da Manutenção
67ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Colegas de trabalho e suas funções;
• Procedimento em caso de dúvidas;
A prática tem demonstrado que, no caso de o trabalho de integração ser desprezado, ele
ocorrerá espontaneamente, no entanto demorará cerca de seis meses para ser concluído.
E, além do mais, a segurança pessoal e dos equipamentos estará ameaçada e o rendimento
do mantenedor será sofrível durante esse período.
Um trabalho de integração bem feito consegue que um profissional trabalhe com seu
rendimento máximo em até sessenta dias, sendo indispensável o acompanhamento e orientação do
supervisor nesse período.
Cargos e atribuições
Todos os homens envolvidos com a manutenção são chamados de mantenedores. As
denominações específicas dos vários cargos não são padronizadas nas empresas. Assim, neste
estudo será feita a seguinte divisão:
• Execução
• Chefia
• Planejamento
Pessoal de execução
Nesse grupo, estão os ajudantes, os lubrificadores, os mecânicos, os eletricistas, os
eletrônicos, etc. É desejável para os dois primeiros e indispensável para os demais as seguintes
características:
• Rapidez manual e mental
• Bons conhecimentos técnicos
• Criatividade

Administração da Manutenção
68ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Bom conhecimento da empresa
As atribuições desse grupo são a execução da manutenção corretiva, da preventiva, das
reformas e instalações, obedecendo para isso às normas e regras técnicas.
Quanto aos ajudantes, após alguns anos de prática, podem ser aproveitados no cargo de
mecânico. Para que isso aconteça, é necessário um programa de treinamento associado à atribuição
progressiva de responsabilidades.
Pessoal de chefia
Nesse grupo, estão os profissionais ligados ao comando das equipes de trabalho, logo o
supervisor está aqui incluído.
O supervisor tem a responsabilidade pela qualidade, quantidade e pelos prazos dos serviços
executados pela suas equipes.
Na escolha de um supervisor, deve-se ter muito cuidado para que não se perca um bom
mecânico e se ganhe um mau líder. Um supervisor deve ter:
• Boa experiência de campo
• Bom nível cultural
• Iniciativa e liderança
• E, se possível, formação específica.
Pessoal de planejamento
Nesse grupo, estão os planejadores, os programadores, os aprovisionadores, os inspetores da
manutenção e escriturários do planejamento.
Esse grupo é responsável pelo planejamento, programação e controle da manutenção.
Com exceção dos escriturários, todos os outros devem ter experiência de campo em pelo
menos corretiva e reformas e, se possível, devem ter o nível técnico.

Administração da Manutenção
E
Modelos administrativos
A manutenção pode ser administrada segundo três modelos diferentes, a saber:
• Administração centralizada
• Administração descentralizada
• Administração mista
Qualquer modelo tem vantagens e desvantagens, a melhor opção depende da política e
particularidades da empresa.
Administração centralizada
É o modelo que mantém sob um único comando todos os setores da manutenção, ou seja, tem
orientação única para todas as equipes.
69SCOLA SENAI “ALMIRANTE TAMANDARÉ”

Administração da Manutenção
70ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Vantagens da administração centralizada
• Há facilidade em deslocar equipes para apoio de outras eventualmente sobrecarregadas,
mesmo que as instalações sejam descentralizadas.
• Com o sistema único de planejamento, programação e controle (PPC), é acentuado o
envolvimento da equipe de PPC com todas as unidades da fábrica, gerando melhoria na
produtividade.
• Devido aos trabalhos seguirem esquema tático único, a execução de metas complexas tem
suas dificuldades diminuídas, visto que não há necessidade de negociações entre diversas
áreas.
• Há sempre pessoa conhecedora dos diversos problemas comuns às diversas subunidades.
Desvantagens da administração centralizada
• Exige grande envolvimento do gerente da manutenção para administrar os sempre
delicados remanejamentos de pessoal.
• Exige uma equipe de PPC muito dedicada para que possa haver um planejamento eficaz
para todas as unidades.
• Os executores dos serviços ficam espalhados pela fábrica, dificultando enormemente a
supervisão.
Administração descentralizada
É aquela em que as atitudes de gerenciamento emanam de duas ou mais pessoas de nível
hierárquico igual. Assim, cada área pode seguir políticas de manutenção próprias, conforme
orientação de seu gerente.
Vantagens da administração descentralizada
• É boa a integração do gerente com o pessoal e os problemas de seu setor devido as
dimensões reduzidas de sua área de atuação.

Administração da Manutenção
71ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
• Cada área tem uma equipe de PPC própria , o que facilita a preparação e programação dos
trabalhos de manutenção preventiva.
Desvantagens da administração descentralizada
• Há a ausência da visão de conjunto, pois cada um estará envolvido só com seus
problemas.
• Haverá diferentes critérios de apuração de valores e índices de manutenção, invalidando
comparações de desempenho.
• Com a descentralização da administração, a atribuição de pessoal e suas funções torna-se,
por vezes, problemática.

Administração da Manutenção
72ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Administração mista
É aquela onde existe os dois modelos já citados. Em geral, a política básica é ditada pelo
gerente da manutenção, ficando as decisões específicas por conta dos gerentes de área.
Normalmente, a administração mista é empregada onde as instalações são descentralizadas e
deseja-se manter uma linha de conduta única.
Seu organograma é parecido com o da produção.
Vantagens da administração mista
• Pode combinar as vantagens dos dois modelos já citados e tornar a tarefa da direção da
empresa mais simples.
• A uniformidade de critérios para obtenção de índices sobre o desempenho da manutenção
simplificará as avaliações, tornando a tomada de decisões rápida.
Desvantagens da administração mista
• Existirá sempre um escalão a mais no organograma em relação à administração
descentralizada.
• O gerente da manutenção deve ser um bom conhecedor da técnicas de administração e
estar preparado para discutir questões técnicas com seus diversos gerentes de área.
• Os problemas com distribuição de pessoal causados pela descentralização de
administração diminuem, mas não desaparecem.

Administração da Manutenção
73ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Instalações de manutenção
Cada um dos modelos administrativos apresentados trabalha com seu respectivo leiaute. A
seguir serão apresentados os três leiautes, suas características, vantagens e desvantagens.
Instalação centralizada
É o modelo onde todo o pessoal está localizado em uma mesma área, sob um mesmo
comando tático.
Desse local parte todo o pessoal de execução para trabalhar em qualquer parte da fábrica. E
ali retornam conta dos serviços executados e buscarem novas instruções.
Vantagens da instalação centralizada
• Facilidade em fornecer respostas rápidas no ritmo das solicitações.
• Pequena ou nenhuma necessidade de subcontratar mão-de-obra.
• Facilidade para justificar a compra de equipamentos especializados.

Administração da Manutenção
E
• Facilidade na consulta e auxílio entre as diferentes especialidades da manutenção.
• Evita a subutilização de especialistas caros (instrumentistas).
Desvantagens da instalação centralizada
• O tempo perdido em deslocamento pela equipe pode comprometer sua eficiência.
• O tempo de resposta, em caso de emergência, pode ser demasiado.
• É necessária uma quantidade maior de supervisores, comparando com o sistema
descentralizado.
• O operário mais adequado a um certo atendimento nem sempre está disponível.
oc
dif
74SCOLA SENAI “ALMIRANTE TAMANDARÉ”
Instalação descentralizada
Tem como objetivo atender o mais rápido possível à produção em instalações industriais que
upam grande área física. Deve atender também às paradas em equipamentos completamente
erentes dentro de uma mesma unidade de produção.
Exemplo: plantas de processo contínuo.

Administração da Manutenção
75ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Vantagens da instalação descentralizada
• Facilidade em dar respostas rápidas às solicitações de serviços, devido ao curto tempo de
deslocamento.
• Mais simplicidade na supervisão e programação de trabalhos, quando comparado ao
modelo centralizado.
• A equipe de manutenção adquire grande conhecimento dos equipamentos de sua área de
ação.
• Rapidez na solução das panes.
Desvantagens da instalação descentralizada
• Mão-de-obra dividida entre vários setores independentes, dificultando a união na hora dos
grandes serviços.
• Aquisição de equipamentos idênticos para uso em equipes diferentes, causando a
duplicidade desnecessária.
• Tendência de contratar mais pessoal que o necessário.
• Dificuldade em justificar a contratação de especialistas caros para um só setor.

Administração da Manutenção
E
Instalação mista
É aquela que tem uma oficina central e vários postos de manutenção distribuídos pela fábrica.
Na oficina central, são feitas as reformas, os reparos impossíveis de serem feitos no campo e a
fabricação de peças. E também é onde os equipamentos caros e de pouco uso em cada área ficam
alocados, tais como guindastes, empilhadeiras, instrumentos de ajuste e calibragem, etc.
Vantagens da instalação mista
• A combinação das vantagens das instalações centralizadas e das descentralizadas, isto é,
a rapidez da centralizada e a qualidade dos recursos da centralizada.
Desvantagens da instalação mista
• Tendência para o excesso de pessoal em algumas áreas.
• No caso de trabalhos na oficina central, as prioridades são estabelecidas pela manutenção,
criando assim dificuldades para a hierarquização dessas prioridades.
76SCOLA SENAI “ALMIRANTE TAMANDARÉ”

Administração da Manutenção
77ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Exercícios
1. Cite as atribuições das pessoas envolvidas na manutenção.
2. Quais as qualidades desejáveis nas pessoas da “execução” ?
3. Descreva os modelos de administração?
4. Explicite as vantagens da “administração centralizada”.
5. Cite as desvantagens da ”administração descentralizada”?

Administração da Manutenção
78ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
6. Qual a diferença entre a “administração mista” e as anteriores?
PLANEJAMENTO
Nas instalações industriais, as paradas para manutenção constituem uma preocupação
constante para a programação de produção; se estas paradas ocorrerem aleatoriamente
(emergência) os problemas serão inúmeros.
Portanto, se as paradas para manutenção puderem ser previstas e executadas os custos serão
menores e a eficácia maior.
Buscando atingir essa meta, foi introduzido no Brasil, durante os anos 60, o planejamento e a
programação de manutenção (figura na próxima página).
A função planejar significa conhecer os trabalhos, os recursos para executá-los e tomar a
decisão.
A função programar significa determinar pessoal, dia e hora para execução dos trabalhos.

Administração da Manutenção
79ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Rotina de planejamento
O setor de planejamento recebe as requisições de serviço; analisa o que e como deve ser feito,
quais as especialidades e grupos envolvidos, e os materiais e ferramentas a serem utilizados. Isso
resulta no plano de operações, na lista de materiais para empenho ou compra de estoque e outros
documentos complementares como relação de serviços por grupo, ordens de serviços, etc.
Quando há necessidade de estudos especiais, execução de projetos e desenhos ou quando o
orçamento de um trabalho excede determinado valor (depende da empresa), o setor de planejamento
requisita os serviços da Engenharia de Manutenção. Essa providencia os estudos necessários e
verifica a viabilidade econômica.
Se o estudo ou projeto for viável, todas as informações coletadas pelo planejamento são
enviadas ao setor de programação, que prepara o cronograma, os programas diários de trabalho e
coordena a movimentação de materiais.
Ferramentas para planejamento
Planejar, em última análise, significa gerenciar tempo e recursos. Para isso, são necessários
instrumentos gráficos que permitam uma visão clara dos trabalhos. Assim, o diagrama de barras e o
diagrama de flechas são as ferramentas mais adequadas ao planejamento.
Diagrama de barras
É um cronograma, também chamado diagrama de Gantt, que permite fazer a programação das
tarefas mostrando a dependência entre elas.
Usado pelo menos desde o início do século,, consiste em um diagrama onde cada barra tem
um comprimento diretamente proporcional ao tempo de execução real da tarefa. O começo gráfico de
cada tarefa ocorre somente após o término das atividades das quais depende.
As atividades para elaboração do diagrama são a determinação das tarefas, das
dependências, dos tempos e a construção gráfica.
A seguir tem-se o exemplo de um diagrama para a fabricação de uma polia e um eixo.

Administração da Manutenção
80ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Lista de tarefas, dependências e temposTarefas Descrição Depende de: Tempo / dias:
A → Preparar desenhos e lista demateriais
- 1
B → Obter materiais para o eixo A 2
C → Tornear o eixo B 2
D → Fresar o eixo C 2
E → Obter materiais para a polia A 3
F → Tornear a polia E 4
G → Montar o conjunto D e F 1
H → Balancear o conjunto G 0,5
Diagrama de barras
Tarefas Tempo
1 2 3 4 5 6 7 8 9 10 11
A
B
C
D
E
F
G
H
O diagrama de barras é um auxiliar importante do planejador e do programador pois apresenta
facilidade em controlar o tempo e em reprogramá-lo. Apesar desta facilidade o diagrama não resolve
questões como:
• Quais tarefas atrasariam se a terceira tarefa (C) se atrase um dia?
• Como colocar de forma clara os custos no diagrama?
• Quais tarefas são críticas para a realização de todo o trabalho?

Administração da Manutenção
81ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Para resolver as questões que o diagrama de barras não consegue solucionar, forma criados
os métodos CPM e PERT.
Diagramas CPM e PERT
São dois modos de prever e acompanhar racionalmente trabalhos com muitas tarefas.
Ambos foram criados na mesma época (1985), partindo do cronograma de obras convencional
mas com motivações diferentes.
O PERT (Program Evaluation and Review Technique) foi criado para a NASA com o fim de
controlar o tempo e a execução de tarefas realizadas pela primeira vez.
O CPM (Critical Path Method) foi criado na empresa norte-americana Dupont. Com o fim de
realizar as paradas de manutenção dentro do menor prazo possível e com um nível constante de
utilização dos recursos.
Os dois modelos são quase idênticos, a diferença está no uso da probabilidade no PERT. Esse
uso é extremamente restrito em manutenção, por isso, o empregos dos métodos nas empresas
recebeu o nome CPM-PERT ou método do caminho crítico, que é a tradução de CPM
O diagrama se vale de construções gráficas simples com flechas, círculos numerados e linhas
tracejadas, que constituem:
• Atividade (tarefa)
• A atividade fantasma
• O nó ou evento
• Caminho crítico
O diagrama é chamado diagrama de flechas ou diagrama do caminho crítico.
Além disso, é importante salientar que esta ferramenta gráfica é um poderoso auxiliar nas mais
diversas atividades: produção, montagens, etc.

Administração da Manutenção
82ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Construção do diagrama
Para construir o diagrama é preciso ter em mãos a lista de tarefas cm os tempos e a seqüência
lógica.
Em seguida, vai-se posicionando as flechas e os nós obedecendo as relações de dependência.
Na figura abaixo vê-se um exemplo para um torno que apresenta avarias na árvore e na
bomba de lubrificação.
Lista de Tarefas
Tarefa Descrição Depende de Tempo
A Retirar placa, proteções e esgotar o óleo - 1h
B Retirar árvore e transportá-la A 3h
C Lavar cabeçote A 2h
D Trocar rolamentos B 3h
E Trocar reparo da bomba de lubrificação B e C 2h
F Montar, abastecer e testar o conjunto D e E 4h
Exercícios
1. Cite a diferença entre “planejar” e “programar”.

Administração da Manutenção
83ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
8. Qual a função do “diagrama de barras” ?
9. Descreva as informações necessárias para se montar o “diagrama de flechas”?
TERCEIRIZAÇÃO
Uma das alternativas usadas atualmente é terceirizar (ou subcontratar) serviços de
manutenção.
A terceirização pode ser uma grande aliada se conduzida com rigorosas critérios.
Devem ser definidos:
• Objetivo;
• O que será subcontratado;
• Quanto será investido;
• Como subcontratar;
• Quem deve subcontratar.

Administração da Manutenção
84ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Objetivo
O porque subcontratar é uma decisão estratégica motivada por um dos seguintes itens:
• Sobrecarga pontual, por exemplo somente nas paradas anuais.
• Trabalhos muito especializados, para os quais a empresa não está equipada.
• Tarefas que a médio ou a longo prazo serão extintas.
• Trabalhos feitos por profissionais difíceis de recrutar.
O que subcontratar
Após estudo econômico e avaliação estratégica geralmente os serviços passados a terceiros
são:
• Reparos constituídos por troca padrão;
• Conservação de equipamentos periféricos, tais como elevadores, ar condicionado,
isolamento térmico e acústico, etc;
• Conservação predial;
• Trabalhos de modificação e instalação de grandes equipamentos.
Quanto investir
Esta decisão depende de cada caso, porém, uma regra deve ser obedecida: para empresas de
processos discretos (manufatureiras) 25% do orçamento da manutenção é uma quantia ideal. No
máximo, pode-se chegar a 50%.
Como subcontratar
A subcontratação pode ser feita de 5 formas, conforme a necessidade. São elas:

Administração da Manutenção
85ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Contrato de manutenção
É a forma na qual o contrato assume todos os encargos relativos às tarefas de manter um tipo
de equipamento. Para isso, há um prazo, um preço e garantias negociadas.
Neste caso, os recursos e métodos usados pelo contratado podem ser definidos pelo
contratante ou ficar a cargo do terceiro.
Exemplo
Elevadores, condicionadores de ar.
Empreitada
O trabalho é especificado e o contratado assume toda responsabilidade pela execução.
Preço unitário
É a contratação estabelecendo um preço por unidade de trabalho realizada. Por exemplo: m2
de pintura, toneladas transportadas, etc.
Administração direta
A prestadora de serviço fornece mão de obra especializada, materiais e equipamentos e
desenvolve trabalhos na área da contratante.
Exemplo
Equipe de técnicos em microcomputadores locada à empresa dona dos mesmos.
Essa equipe pertence a uma empresa especializada.
Missão temporária
É simplesmente o emprego da “mão de obra temporária”, ou seja, um grupo de profissionais
especializados é fornecido por uma agência. Eles são contratados para trabalhos esporádicos.

Administração da Manutenção
86ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
Quem deve subcontratar
Para haver uma contratação satisfatória, o setor de manutenção(comando e planejamento)
deve estar integrado (harmonizado) com o setor de compras.
Os dois, trabalho em grupo, devem fazer a subcontratação.
Em algumas empresas de grande porte existem experiências de “quarteirização”.
A quarteirização consiste em contratar um administradora para gerenciar as subcontratadas
(terceiras).
Neste caso, a gerenciadora passa a atuar também na subcontratação.
Atuação das subcontratadas
Geralmente os melhores resultados (trabalhos confiáveis) são obtidos pelos contratos de
manutenção. A prática tem mostrado que, no caso da manutenção, a falta de afinidade dos
subcontratados com a empresa contratante leva à baixa qualidade.
Via de regra o pessoal das subcontratadas percebem remuneração inferior aos de cargo
equivalente da contratante. Além disso, trabalham em constante incerteza de continuidade no
emprego.
Visto isso, deve-se obedecer os critérios citados e outros adequados às particularidades da
contratante para se conseguir sucesso na subcontratação.
Exercícios
1. Defina “terceirização”.

Administração da Manutenção
87ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
2. Quais são os critérios para a “terceirização” ?
3. Quanto investir na subcontratação?
10. O que é “contratação por empreitada”?
11. Cite pontos forte e fracos da “terceirização” ?

Administração da Manutenção
88ESCOLA SENAI “ALMIRANTE TAMANDARÉ”
REFERÊNCIAS BIBLIOGRÁFICAS
Mirshawka, V. - Olmedo, N.L. Manutenção - Combate aos Custos da Não Eficácia. Makron
Books do Brasil Editora Ltda., S. Paulo, 1993.
Mirshawka, V. - Olmedo, N.L. TPM à Moda Brasileira. Makron Books do Brasil Editora Ltda.,
S. Paulo, 1994.
Tavares, L. A. Controle de Manutenção por Computador Editora Técnica Ltda. Rio de
Janeiro, 1987.
Munchy François A Função Manutenção Editora Durban Ltda. S. Paulo, 1989.
Nakajima, S. Introdução ao TPM Editora IM & C, São Paulo, 1992.
Hamon, R. L. Reinventando a Fábrica Editora Campos, Rio de Janeiro, 1993.
SENAI-SP. Manutenção/Lubrificação. Por Carlos Aparecido Cavichioli. São Paulo, 1996.
(Produção Mecânica, 8)