Embed Size (px)
Citation preview

AFIAÇÃO DE BROCAS
SÃO BERNARDO DO CAMPO 2009

Reeditada em 2010 por Adilson Cunha Rusteiko
2
SUMÁRIO
1. AFIAR BROCA HELICOIDAL 03
2. PONTAS DE BROCAS RECOMENDADAS PARA VÁRIOS MATERIAIS 08
3. METODOS PARA AFIAR UMA BROCA HELICOIDAL 09
3.1 Afiação realizada manualmente 09
3.2 Afiação realizada com dispositivos 11
4. VERIFICADOR DE ÂNGULO 12
5. BROCA HELICOIDAL (ÂNGULOS) 15
6. BROCAS COM ORIFICIOS PARA FLUIDO DE CORTE 17
7. BROCAS DE CANAIS RETOS E BROCAS “CANHÃO” 17
8. BROCAS MÚLTIPLAS OU ESCALONADAS 18
9. VELOCIDADE DE CORTE (VC) 18
10. DEFEITOS NO TRABALHO DE BROCAS MAL AFIADAS. 21
REFERÊNCIAS BIBLIOGRÁFICAS 25

Reeditada em 2010 por Adilson Cunha Rusteiko
3
1. AFIAR BROCA HELICOIDAL
É necessário observar uma afiação correta, para que a broca trabalhe bem.
Uma broca helicoidal que não está bem afiada, não realiza um bom trabalho;
o furo pode desviar-se e o tempo necessário para furação é maior. Por este motivo é
indispensável ao mecânico saber afiar bem a broca helicoidal.
A ferramenta está bem afiada quando o cavaco sai de uma forma ondulada e
continua; e defeituosa, quando o cavaco sai em pequenos pedaços, sem encrespar
A afiação desta ferramenta é feita em rebolo abrasivo, á mão ou com
dispositivo apropriado. A afiação realizada manual é uma operação difícil que exige muita
habilidade por parte do mecânico.
Há afiação de brocas varia conforme o material que se esta trabalhando.
Observe tabela a baixo:

Reeditada em 2010 por Adilson Cunha Rusteiko
4
Para o trabalho com aço doca e ferro fundido utilizamos uma afiação normal como será passada mais a frente.
Aços de trilho 7% a 13% de manganês e materiais duros.
Aços forjados e de tratamento até uma dureza Brinell 250
Ferro fundido mole
Bronze e latão

Reeditada em 2010 por Adilson Cunha Rusteiko
5
Madeira dura, baquelite, borracha, fibra e ebonite.
Cobra,alumínio e metal branco.
Afiação de pequenas brocas para perfuração muito profundas.
Ao começa a operação de furar, é de grande importância para a conservação
da broca fazer dois ou três furos, dependendo do diâmetro da broca, como furo de alivio, em
vez de trabalhar logo com a medida correta da broca, a não ser que o diâmetro da braça esteja
abaixo de 5mm.
Deste modo se produz um aquecimento progressivo na broca, o que
aumenta sua resistência e duração.
É indispensável a utilização de liquido refrigerante (óleo solúvel) em todo
processo do trabalho para se evitar o aquecimento da ferramenta.
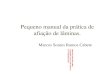
A imagem abaixo representa os detalhes de uma broca bem afiada.

Reeditada em 2010 por Adilson Cunha Rusteiko
6

Reeditada em 2010 por Adilson Cunha Rusteiko
7
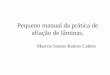
Antes de iniciar o método de afiação de brocas, há necessidade de
conhecermos a ferramentas em toda sua extensão, com seus respectivos nomes.
1 – Broca helicoidal de haste cilíndrica.
2 – Broca helicoidal de haste cônica.

Reeditada em 2010 por Adilson Cunha Rusteiko
8
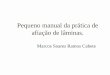
2. PONTAS DE BROCAS RECOMENDADAS PARA VÁRIOS MATERIAIS.

Reeditada em 2010 por Adilson Cunha Rusteiko
9
3. METODOS PARA AFIAR UMA BROCA HELICOIDAL
Abaixo estará os dois métodos de afiação de brocas, manualmente ou com
dispositivos, descritos passo a passo para um melhor entendimento dos que estão utilizado
esta apostila.
3.1 Afiação realizada manualmente.
1.ª Fase
Primeiramente devemos consulte a tabela, descrita anteriormente, a fim
de determinar o ângulo da broca, que seja ideal ao material na qual se realizara o trabalho.
2.ª Fase
Inicie a afiação da broca.
a) Encoste a broca no rebolo, orientando-a convenientemente como mostra a figura 1 e 2.
b) Movimente-a, conforme indicado na figura 3.

Reeditada em 2010 por Adilson Cunha Rusteiko
10
Precaução: Em todo processo de afiação é extremamente necessário o uso
de óculos ou máscara de proteção (figuras. 4 e 5).
Observação: Resfrie a broca em uma vasilha com água ou óleo solúvel para
evitar que ela se destempere.
3.ª Fase
Verificar o ângulo da broca se esta correta usando verificadores fixo (figura
6) ou transferidor (figura 7).
Fig. 6 – Usando verificadores fixos.
Fig. 7 – Usando transferidor.

Reeditada em 2010 por Adilson Cunha Rusteiko
11
4.ª Fase
Repeti-se a segunda fase quantas vezes forem necessárias, até afiar o
primeiro gume.
Observação: Se necessário, corrija a posição, para obter os ângulos
desejados.
5.ª Fase
Afie o outro gume e faça as verificação e as correções finais (figura 8).
3.2 Afiação realizada com dispositivos
O dispositivo, montado na espera do rebolo, permite a regulagem precisa da
posição da broca.
Para a afiação, o operador executa em um movimento simples avançando a
broca contra o rebolo, por meio de um parafuso de apoio (fig. 9)

Reeditada em 2010 por Adilson Cunha Rusteiko
12
4. VERIFICADORES DE ÂNGULOS
As figuras abaixo apresentam alguns modelos de verificadores de angulo
para diferentes usos.
Fig. 4 – Verificador de ângulos universal para ferramentas de torno,
brocas, porcas sextavadas.
Fig. 5 – Verificador de ângulos de ferramentas para roscar.
Fig. 6 – Verificador de ângulo de broca.

Reeditada em 2010 por Adilson Cunha Rusteiko
13
Verificador de ângulos de ferramentas de torno para roscas triangulares.
(As escalas medem os números de fios por polegada da rosca).
Fig. 7 – Vista da face anterior
Fig. 8 – Vista da face posterior.
Fig. 9 – Verificador de ângulos diversos de ferramentas de corte para
plaina e torno.
Fig. 10 – Verificador de ângulos de 120º ou verificador de perfil sextavado.

Reeditada em 2010 por Adilson Cunha Rusteiko
14
Fig. 11 – Verificador de ângulos de 135º ou verificador de perfil oitavado.
Os verificadores de 120º e de 135º se usam, em geral, para ângulos de peças.
É errado chamá-los de “esquadro de 120º” e “esquadro de 135º”.

Reeditada em 2010 por Adilson Cunha Rusteiko
15
5. BROCA HELICOIDAL (ÂNGULOS)
Devido a forma especial da broca helicoidal, é praticamente impossível
medir diretamente e com exatidão, os ângulos c (ângulo cortante), f (ângulo de folga ou de
incidência) e s ( ângulo de saída ou de ataque), que influem nas condições do corte com a
broca helicoidal (fig. 1).
A prática indica, entretanto, algumas regras para a afiação da broca que lhe
dão as melhores condições de corte.
Condições: para que uma broca faça bom corte:
1. O ângulo da ponta da broca deve ser de 118º, para os trabalhos em
materiais comuns. (fig. 2)
Valores especiais que a prática já consagrou:
150º , para aços 1060 – 1080
125º , para aços tratados ou já forjados;
100º , para o cobre e o alumínio;
90º , para o ferro fundido cinzento e ligas leves;
60º , para baquelite, fibra e madeira.

Reeditada em 2010 por Adilson Cunha Rusteiko
16
2. As arestas cortantes devem ter, rigorosamente, comprimentos iguais,
isto é, A = A’ (fig. 3).
3. O ângulo de folga ou de incidência deve ter de 9º a 15º ( fig. 4). Nestas
condições, dá-se melhor penetração da broca.
Estando a broca corretamente afiada, a aresta da ponta faz um ângulo de
130º com uma reta que passa pelo centro das guias (fig. 5). Quando isto acontece, o ângulo de
folga tem o valor mais adequado, entre 9º e 15º.

Reeditada em 2010 por Adilson Cunha Rusteiko
17
4. No caso de brocas de maiores diâmetros, a aresta da ponta, devido ao
seu tamanho, dificulta a centragem da broca e também a sua penetração do metal. É
necessário, então, reduzir sua largura.
Desbastam-se, para isso, os canais da broca, nas proximidades da ponta
(figs. 6 e 7). Este desbaste, feito nas esmerilhadora, tem que ser muito cuidadoso, devendo-se
retirar rigorosamente a mesma espessura nos canais.
6. BROCAS COM ORIFICIOS PARA FLUIDO DE CORTE
São usadas para produção continua e em alta velocidade, que exige
abundante lubrificação, principalmente em furos profundos (fig 8 e 9)
O fluido de corte é injetado sob alta pressão. No caso do ferro fundido e dos
metais não ferrosos, aproveitam-se os canais para injetar ar comprimido, que expele os
cavacos a e sujeira.
7. BROCAS DE CANAIS RETOS E BROCAS “CANHÃO”
A broca da fig. 10 apresenta dois canais retilíneos e é usada especialmente
para bronze e latão.
A fig 11, broca canhão, tem um corpo seme-cilindrico com uma só aresta de
corte. È própria para furos profundos e de pequenos diâmetros, pois, além de serem mais
robustas do que as brocas helicoidais utilizam o próprio furo como guia.

Reeditada em 2010 por Adilson Cunha Rusteiko
18
8. BROCAS MÚLTIPLAS OU ESCALONADAS
São empregadas em trabalhos de grande produção industrial seriada (fig. 12
e 13).
Servem para executar, numa mesma operação, os furos e os rebaixos
respectivos.
Para que se tenha uma boa condição de uso, para as brocas serem utilizadas
com rendimento, devem estar bem afiadas, a haste em boas condições e bem fixadas.
Para uma boa conservação, é necessário evitar quedas, choques, limpa-las
após o seu uso e guardá-las em lugar apropriado, para proteger seus gumes.
9. VELOCIDADE DE CORTE (VC)
Em todo processo de furação, a velocidade utilizada na furadeira é um dos
pontos importantes para que se tenha um bom trabalho sem danificar a broca, ao girar, durante
o corte. Expressa–se em metros por minuto e os diferentes valores se obtém variando o
numero de rotações por minuto da árvore da furadeira.
No caso das brocas, a velocidade ideal de corte depende dos seguintes
fatores:
- do material a furar;
- do material da broca;
- do diâmetro da broca.
Avanço de corte da broca é a penetração, em cada volta, que esta realiza no
trabalho. Expressa-se comumente em milímetros por volta (mm/v).
Na tabela seguinte, indica-se os valores médios de velocidade e avanço de
corte das brocas de distintos diâmetros, para os materiais usuais.

Reeditada em 2010 por Adilson Cunha Rusteiko
19
Esta tabela apresenta valores para serem utilizados somente quando se usam
brocas de aço rápido. Usando brocas de aço carbono, os valores devem ser reduzidos
aproximadamente a metade.
Observação: As velocidades de corte e avanço foram extraídas dos livros
“Manutenção Dle Taller Mecânico” de Colvin-Stanley Ed. Labor e Alrededor de Lãs
Máquinas-Herramentas de Gerling Ed. Reverte S/A.

Reeditada em 2010 por Adilson Cunha Rusteiko
20

Reeditada em 2010 por Adilson Cunha Rusteiko
21
10. DEFEITOS NO TRABALHO DE BROCAS MAL AFIADAS.
A – Fios de comprimentos desiguais: o diâmetro do furo é maior do que o
da broca.
B – Fios desiguais e ângulos de corte diferentes: o furo fica excessivamente
grande e a broca oscila.
C – Angulo de cortes desiguais, ponta descentrada, só corta um dos
fios: o broca trabalha desequilibrada e tende a oscilar.

Reeditada em 2010 por Adilson Cunha Rusteiko
22
D – Começo do furo descentrado.
E – Coreção por meio de ranhura feita com um pequeno cinzel.
F – Começo do furo corrigido.
G – Comprovação de angulo dos fios.

Reeditada em 2010 por Adilson Cunha Rusteiko
23
H – Medição das alturas dos fios.
DIAGNÓSTICO DA BROCA.
A tabela abaixo informa as possíveis soluções para problemas que possa
ocorrer no decorrer do trabaho.
SINTOMA CAUSA REMÉDIO
Broca partida
Empenamento na máquina
ou na peça.
Muito pouco espaço no
gume
Muito pouca velocidade
Refrigeração inadequada.
Examine a rigidez da
máquina ou da peça a furar.
Reafiar.
Aumente a velocidade.
Empregue o refrigerante
adequadamente.
Pontas exteriores dos fios
de corte partidas
O material que se fura é
sujo e muito duro.
Demasiada velocidade.
Reduza a velocidade e
limpe o furo que está
fazendo.
Espiga partida
Demasiado avanço ou mais
provavelmente a espiga não
se ajusta na garra da
furadeira por estar suja ou
gasta.
Reduza o avanço ou limpe
e examine se ajusta bem na
garra.

Reeditada em 2010 por Adilson Cunha Rusteiko
24
Gumes ou fios de cortes
com dentes.
Excessivo avanço ou
demasiado espaço do gume
Reduza o avanço.
Reafiar.
Broca de alta velocidade
estilhaçada ou rachada.
Aquecida muito
rapidamente ao afiar ou
furar.
Aqueça devagar antes de
usar
Furo maior do que a broca.
Fios de cortes ou angulos
desiguais, ou ambos os
defeitos ao mesmo tempo.
Reafiar
Furos com partes rugosas.
Broca partida ou mal
afiada.
Lubrificante ruim ou falta
de lubrificação.
Lubrifique bem ou reafie
se estiver sem corte.
O centro se racha Muito pouca espessura do
gume ou avanço excessivo
Reafie com o devido
espaço de gume.
Reduza o avanço.

Reeditada em 2010 por Adilson Cunha Rusteiko
25
REFERÊNCIAS BIBLIOGRAFICAS.
CASSILAS, A. L. Máquinas: Formulário Técnico. São Paulo: Editora Mestre Jou
Apostila Afiador de Ferramentas, SENAI VW
Apostila Verificador de Ângulos, SENAI VW