Embed Size (px)
Citation preview

~
Análise da Integridade Estrutural das Pás Directrizes da
Turbina da Central de Ondas dos Açores
Mário Alberto Silveira Costa Vieira
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Luís Filipe Galrão dos Reis
Prof. António José Nunes de Almeida Sarmento
Júri
Presidente: Prof. Luís Manuel Varejão Oliveira Faria
Orientador: Prof. Luís Filipe Galrão dos Reis
Vogais: Prof. Manuel José Moreira e Freitas
Prof. António Manuel Relógio Ribeiro
Maio de 2014


I
Agradecimentos O meu primeiro agradecimento é endereçado ao Professor António Sarmento, por ter co-orientado
esta dissertação de mestrado, por ter criado todas as condições necessárias para a realização da
mesma, assim como pela disponibilidade demonstrada para discutir e explicar quaisquer questões e
dúvidas que surgiram no decorrer desta. Não menos importante foi o excepcional apoio que o Prof.
Luís Reis deu como Orientador, não só pela disponibilidade total mas também pelas dicas, sugestões
e críticas dadas no decorrer da mesma.
Ao longo do projecto, diferentes pessoas e instituições ajudaram à sua realização. Assim, agradeço à
Wavec e aos seus colaboradores todo o apoio prestado e pelo trabalho realizado nas instalações da
Central do Pico.
Agradeço também à Cofaco S.A. pela disponibilização das suas oficinas para a realização dos
diferentes procedimentos de manutenção realizados no âmbito deste trabalho.
Agradeço ao LNEC, e em especial ao Eng. Paulo Morais, pela disponibilidade para calibrar os
sensores de pressão e também para discutir diferentes questões acerca da temática de
instrumentação.
Agradeço ao Prof. Relógio Ribeiro, ao Prof. André Carvalho e ao Dr. Yoann Lage, pela disponibilidade
para discutir a análise de vibrações realizada na Central, assim como pela disponibilização do
equipamento de medição de vibrações.
Agradeço aos meus colegas que me acompanharam ao longo destes anos. Agradeço à TUIST, à
equipa da Formula Student, à Comissão de Praxe de Mecânica, ao Fórum Mecânica, por tudo aquilo
que com vocês aprendi. Agradeço aos que me apoiaram, e também aos que me desiludiram. Devido
a todos vocês, cresci e amadureci.
Agradeço a todos os meus amigos e amigas. Pelas noites de diversão, pelas conversas longas, pelas
noites de estudo intermináveis. Pelos momentos bons e pelos menos bons.
Agradeço à Margarida Henriques pelo apoio incondicional que me deu, pela estabilidade que me
transmitiu e pela companhia que proporcionou.
Por último, agradeço aos meus pais e à minha irmã. Em especial à minha Mãe, por ter sido a
referência dos meus valores e o porto de abrigo quando assim precisei.

II

III
Resumo
O princípio de funcionamento da turbina Wells, usada na extracção da energia das ondas,
pode por vezes conduzir à entrada em perda aerodinâmica das suas pás, fenómeno indesejado que
induz nos componentes mecânicos solicitações muito agressivas, reduzindo também a eficiência
desta extracção energética. Este trabalho incide no dano causado nas pás directrizes fixas da Central
de Ondas do Pico pelas solicitações a que estas foram sujeitas devido ao fenómeno de entrada em
perda das pás da turbina, que por ser turbulento se traduz em vibrações na estrutura da turbina.
Neste âmbito, foram analisados os procedimentos de projecto e construção do par de estatores,
assim como as características do material usado e as consequências provocadas neste por
processos térmicos, como a soldadura e o corte por laser. Foram também realizadas análises modais
a diversas pás. De forma a caracterizar as solicitações a que as pás directrizes estão sujeitas foram
instalados sensores de pressão e extensómetros nestas. O aparecimento de fissuras nas pás
directrizes aparenta ter sido resultado de falhas cometidas nas fases de projecto e produção,
retirando às pás directrizes a capacidade de suportar as cargas a que foram sujeitas. A inexistência
de uma estratégia activa de controlo da turbina resultou em condições de operação propensas à
entrada em perda consistente das pás da mesma, contribuindo também para as excessivas cargas
com que as pás directrizes foram solicitadas.
Palavras-Chave
Energia das Ondas, Turbina Wells, Análise de Falha, Instrumentação

IV

V
Abstract
The working principle of the Wells turbine, used in the ocean energy extraction, can
sometimes lead to stall in the turbine and stators’ blades, which represents an unintended action as it
creates potentially damaging conditions to the mechanical components, plus reducing the efficiency of
the take-off system. This work focuses on the cracking damage caused to the guide vanes of the Pico
Island Wave Power Plant due to the loading from turbulent air flow and consequent vibrations, as a
result of turbine stall. Comprehensive analysis of the design and manufacturing phases, as well as to
the constitutive metal properties (AISI 316L stainless steel), including the consequences of welding,
were carried out. Modal testing of the blades was performed. Strain gauges and pressure sensors
were used to evaluate the loading profile in real-sea working conditions and different suggestions were
made in order to postpone and prevent crack nucleation and propagation. The appearance of cracks
seems to have been caused by mistakes taken at both design and manufacturing phases, eliminating
from the guide vanes the ability to endure the aggressive loads which they were subjected to. The lack
of an active control strategy on the power plant resulted in consistent turbine stall, thus contributing to
the excessive loadings subjected to the blades.
Keywords
Wave energy, Wells turbine, Failure Analysis, Instrumentation

VI

VII
Índice
Agradecimentos ..................................................................................................................................... I
Resumo.................................................................................................................................................. III
Abstract .................................................................................................................................................. V
Índice .................................................................................................................................................... VII
Lista de Figuras .................................................................................................................................... IX
Lista de Tabelas .................................................................................................................................. XIII
Abreviaturas .........................................................................................................................................XV
1. Introdução .......................................................................................................................................... 1
1.1 Enquadramento ............................................................................................................................. 1
1.2 Objectivos...................................................................................................................................... 1
1.3 Estrutura ........................................................................................................................................ 2
2. Revisão Bibliográfica ........................................................................................................................ 3
2.1 Recursos Energéticos e as Energias Renováveis ........................................................................ 3
2.2 Análise da Integridade Estrutural de Componentes Mecânicos ................................................... 9
2.2.1 Análise de Falha ................................................................................................................. 10
2.2.2 Corrosão ............................................................................................................................. 11
2.2.3 Fadiga .................................................................................................................................. 13
2.2.4 Técnica de atraso à progressão de fendas – Stop-Drilling ................................................. 16
2.3 Central de Ondas da Ilha do Pico ............................................................................................... 17
2.3.1 Cadeia de conversão ........................................................................................................... 19
2.3.2 Problemas Estruturais Relevantes ....................................................................................... 21
3. Análise da Integridade Estrutural do Estator ............................................................................... 23
3.1 Identificação da Falha ................................................................................................................. 26
4. Determinação das Causas Iniciais da Falha ................................................................................. 32
4.1 Composição química e estudo metalúrgico ................................................................................ 33
4.2 Ensaios de tracção unixiais......................................................................................................... 35
4.3 Ensaios de fadiga oligocíclica ..................................................................................................... 37
4.4 Ensaios de dureza ...................................................................................................................... 38
4.5 Análise dos procedimentos de fabrico ........................................................................................ 39
4.6 Análise fractográfica das superfícies de fractura ........................................................................ 43
4.7 Avaliação das frequências naturais das pás directrizes ............................................................. 48
4.8 Avaliação das solicitações impostas às pás directrizes ............................................................. 52
4.9 Determinação teórica do carregamento nas pás directrizes ...................................................... 53
4.10 Determinação dos esforços nas pás directrizes através do Método de Elementos Finitos ..... 54

VIII
4.11 Determinação dos esforços nas pás directrizes através de extensometria ............................. 57
4.12 Avaliação das solicitações impostas nas pás directrizes através de sensores de pressão ..... 64
5. Desenvolvimento de Acções Correctivas e Preventivas ............................................................ 67
5.1 Sugestão de projecto de novo estator ........................................................................................ 72
6. Conclusões ...................................................................................................................................... 74
6.1 Sugestões de Projecto Futuro .................................................................................................... 76
7. Referências Bibliográficas ............................................................................................................. 77
ANEXOS................................................................................................................................................ A1
Anexo A - Caracterização da condição das pás do estator lado-terra (entalhes e fissuras) ...... A2
Anexo B – Análise modal das pás dos estatores da Turbina da Central de Ondas do Pico ....... A4
Anexo C – Análises de Extensometria .............................................................................................. A7
Anexo D – Avaliação da pressão na superfície das pás directrizes .............................................. A8

IX
Lista de Figuras
Figura 2.1 - Estimativa das potências de onda média globais em kW/m (dados retirados da base de dados WorldWaves)[6]. .......................................................................................................................... 4 Figura 2.2 – Perfil de onda ao aproximar-se da costa: o formato da onda modifica-se devido a diferentes efeitos e deixa de possuir formato sinusoidal. ...................................................................... 5 Figura 2.3 – Curva de Grubb para diferentes tecnologias de energias renováveis [7]. ......................... 6 Figura 2.4 – Representação simplificada do funcionamento de uma central do tipo Coluna de Água Oscilante. Apesar de a conduta de ar ter eixo horizontal, podem também ser instaladas verticalmente. ................................................................................................................................................................. 7 Figura 2.5 – Representação do modelo de resolução de problemas sugerido no ASM Handbook: Volume 11 [11]. .................................................................................................................................... 10 Figura 2.6 – Representação genérica de uma curva da/dt em ordem a KI (modificado a partir de [13]) em condições de corrosão sob tensão. ................................................................................................ 13 Figura 2.7 – Diagrama genérico da/dN, ΔK, modificado a partir de [13]. ............................................ 14 Figura 2.8 – À esquerda: fotografia da central de ondas da Ilha do Pico; à direita: fotografia tirada em 1996, durante a construção da central. ................................................................................................ 17 Figura 2.9 – À esquerda: fotografia tirada em 1999 ao conjunto gerador e turbina, onde é possível identificar (da esquerda para a direita) o gerador, a união de veios, uma das chumaceiras da turbina, o estator lado-terra, o anel da turbina e o estator lado-mar; à direita: fotografia do anel da turbina e da turbina, com a válvula de fecho rápido atrás. ....................................................................................... 18 Figura 2.10 – Energia produzida pela central de ondas do Pico, desde 2007. ................................... 19 Figura 2.11 – Série temporal de dois minutos que representa a variação da pressão estática e do caudal na conduta da turbina Wells da Central do Pico [26]. .............................................................. 19 Figura 2.12 – Representação simplificada da cadeia de conversão energética da central de ondas do Pico. ...................................................................................................................................................... 20 Figura 2.13 – Série temporal onde é possível visualizar o comportamento de diferentes potências registadas na central de ondas do Pico: a verde, a potência aerodinâmica; a azul, a potência pneumática; a preto, a potência activa e a vermelho, a potência devida ao efeito de volante de inércia da turbina [22]. ...................................................................................................................................... 21 Figura 2.14 – Modelação tridimensional do reforço instalado no suporte do gerador (a verde) [30]. 15 ............................................................................................................................................................... 22 Figura 2.15 – À esquerda: estator do lado terra original, instalado em 1999; ao centro: reforços aplicados entre as pás de forma a aumentar a sua rigidez; à direita: dano causado em algumas pás do estator do lado terra. ....................................................................................................................... 22 Figura 3.1 – À esquerda: cascata de pás do funcionamento de uma turbina Wells genérica; à direita: o triângulo de velocidades respectivo à entrada da pá. .......................................................................... 23 Figura 3.2 - À esquerda: cascata de pás do funcionamento de uma turbina Wells com pás directrizes; à direita: o triângulo de velocidades respectivo à entrada da pá. ........................................................ 24 Figura 3.3 – Comportamento do rendimento de uma turbina Wells em função do coeficiente de caudal para diferentes configurações [32]. ...................................................................................................... 25 Figura 3.4 – Representação esquemática das dimensões máximas (em mm) do estator lado-terra e distribuição do número das pás ao longo das duas metades do estator (à direita). ........................... 26 Figura 3.5 – Representação do método de instalação de uma pá directriz. Os pés exterior e interior são soldados nos discos externo e interno, respectivamente. Depois, a pá é introduzida no estator, de dentro para fora, e é soldada a ambos os pés. .................................................................................... 27 Figura 3.6 – Representação de algumas das fissuras presentes nas regiões de trabalho das pás do lado-terra. ............................................................................................................................................. 28 Figura 3.7 – Localização dos entalhes induzidos nas pás directrizes. ................................................ 28 Figura 3.8 – Detalhe de um dos entalhes (à esquerda) e distribuição do número de entalhes por pá: a azul, pás com dois entalhes e a vermelho, pás com quatro entalhes. ................................................ 28 Figura 3.9 – À esquerda: Representação do número de fissuras através de uma escala cromática: verde escuro – nenhuma fissura; verde claro – uma fissura; amarelo - duas fissuras; laranja – três fissuras. À direita: Representação do estado geral das pás pelo comprimento da fissura máxima: verde – sem fissuras; amarelo – fissuras até 100 mm; vermelho – fissuras maiores que 100 mm). .. 29 Figura 3.10 – Pormenor de uma das fissuras encontradas na região de encastramento de uma das pás removidas do estator lado-terra. .................................................................................................... 30

X
Figura 3.11 – Pormenor da geometria do encastramento das pás junto aos pés, onde é possível visualizar os cordões de soldadura que unem a pá aos pés. Considera-se também que as fissuras se propagam, de forma aproximada, na região representada pelo traço vermelho. ............................... 30 Figura 4.1 – Diagrama WRC-1992 com a indicação da localização do AISI 316L utilizado no estator [17]. ....................................................................................................................................................... 34 Figura 4.2 – À esquerda: amostras utilizadas nas análises de metalografia; à direita: estrutura do material base do estator. ...................................................................................................................... 34 Figura 4.3 – Imagem dos dois provetes produzidos para os ensaios de tracção (à esquerda), instalação de um dos provetes na Instrom 3369 (à direita). ................................................................ 34 Figura 4.4 – Representação dos dois ensaios de tracção uniaxial realizados. A roxo o primeiro ensaio e a azul o segundo. .............................................................................................................................. 34 Figura 4.5 – Máquina Instrom 8874 utilizada na realização dos ensaios de fadiga oligocíclica, à esquerda. Representação gráfica do terceiro bloco realizado a extensão constante de 0.3% à direita. ............................................................................................................................................................... 34 Figura 4.6 - Comportamento tipicamente endurecedor do AISI 316L. ................................................ 34 Figura 4.7 – Imagem da indentação resultante de um dos ensaios de dureza realizados no AISI 316L, à esquerda; equipamento do IST utilizado na realização dos ensaios de dureza Vickers, à direita. .. 34 Figura 4.8 – Distribuição da dureza Vickers a partir do corte laser para o interior do material. .......... 34 Figura 4.9 – À esquerda: microestrutura do material junto ao corte laser; à direita, pormenor da camada resultante do corte laser. ........................................................................................................ 34 Figura 4.10 – Distribuição da dureza Vickers junto à região de encastramento de uma das pás. ...... 34 Figura 4.11 – À esquerda, em cima: Comparação entre o tamanho de grão do material base e do material soldado; à direita, em cima: material soldado em pormenor; à esquerda, em baixo: linha de fusão; à direita, em baixo: austenite e ferrite após soldadura. ............................................................ 34 Figura 4.12 – Fissura de grandes dimensões, com respectivas regiões analisadas em MEV. ........... 34 Figura 4.13 – Pormenor da inversão da região onde se dá a nucleação da fenda. ............................ 34 Figura 4.14 – Representação visual das superfícies de fissura analisadas em MEV (amostra 1 à esquerda e 2 à direita). ......................................................................................................................... 34 Figura 4.15 – Resultados obtidos da análise da amostra 1 em MEV. ................................................. 34 Figura 4.16 – Resultados obtidos da análise da amostra 2 em MEV. ................................................ 34 Figura 4.17 – Resultados obtidos da análise da amostra 3 em MEV. ................................................. 34 Figura 4.18 – Padrões característicos da corrosão do filme passivante de aços inoxidáveis. ............ 34 Figura 4.19 – Funções de transferência para as localizações 2 e 4 da pá 1-2-27. ............................. 34 Figura 4.20 – Função de transferência para a localização 3 da pá 1-1-13. ......................................... 34 Figura 4.21 – Função de transferência para a localização 3 da pá 1-1-1. ........................................... 34 Figura 4.22 – Função de transferência para a localização 3 da pá 2-2-27. ......................................... 34 Figura 4.23 - Função de transferência para a localização 3 da pá 1-1-4. ........................................... 34 Figura 4.24 – Função de transferência para a localização 3 da pá 1-2-6. ........................................... 34 Figura 4.25 – Função de transferência para a localização 3 da pá 1-1-4. ........................................... 34 Figura 4.26 – Esquema simplificado da intersecção da Pá com o Pé. ................................................ 34 Figura 4.27 – Esquema geral da análise de elementos finitos. ........................................................... 34 Figura 4.28 – Pormenor da tensão máxima registada na análise de elementos finitos, junto ao encastramento. ..................................................................................................................................... 34 Figura 4.29 – Sub-modelo utilizado (à esquerda) e pormenor da região com as tensões máximas (á direita). .................................................................................................................................................. 34 Figura 4.30 – Imagem retirada durante a instalação de um dos extensómetros, na pá 1-2-29. ......... 34 Figura 4.31 – Série temporal dos resultados obtidos da leitura de um extensómetro. ........................ 34 Figura 4.32 – Pormenor da vibração resultante de uma entrada em perda. ....................................... 34 Figura 4.33 – Função de transferência obtida aquando da análise das frequências naturais das pás. ............................................................................................................................................................... 34 Figura 4.34 – TRF em regime de operação, velocidade de rotação, .................................................... 34 Figura 4.35 – TRF obtida para o segundo ensaio realizado na pá do lado-terra. ................................ 34 Figura 4.36 – TRF obtida para o primeiro ensaio do lado-mar. ........................................................... 34 Figura 4.37 – TRF obtida no segundo ensaio do lado-mar. ................................................................. 34 Figura 4.38 – Evolução temporal dos dados adquiridos por um dos sensores de pressão instalados. ............................................................................................................................................................... 34 Figura 4.39 – Evolução temporal da leitura de um sensor de pressão durante uma onda. ................ 34 Figura 4.40 – TRF da entrada em perda da onda descrita acima. ...................................................... 34 Figura 4.41 – Aplicação de um filtro passa-baixo à onda representada anteriormente. ..................... 34 Figura 5.1 – Evolução da dureza ao longo da soldadura de reabilitação da pá. ................................. 34

XI
Figura 5.2 – Evolução da tensão máxima registada em elementos finitos com o diâmetro do furo de stop-drill. ............................................................................................................................................... 34 Figura 5.3 – À esquerda: representação geral do modelo sugerido para novo encastramento; à direita: pormenor da região de encastramento da pá. ..................................................................................... 34 Figura 5.4 – Comparação entre as TRF obtidas para uma pá soldada (a verde) e a pá aparafusada (a laranja). ................................................................................................................................................. 34 Figura 5.5 – Representação da sugestão de um novo estator (à esquerda), com detalhes dos métodos de fixação exteriores (à direita, em cima) e interiores (à direita, em baixo). ........................ 34 Figura A1 – Localização da instalação dos extensómetros (a verde) e da excitação (a vermelho). .. A34 Figura A2 – TRF’s relativas à pá 1-2-27. ........................................................................................... A34 Figura A3 – TRFs relativas aos ensaios da pá com uma fissura. ...................................................... A34 Figura A5 - TRFs relativas aos ensaios da pá com três fissuras. ..................................................... A34 Figura A4 - TRFs relativas aos ensaios da pá com duas fissuras. .................................................... A34 Figura A6 – Localização da instalação dos extensómetros do tipo roseta em cada uma das pás. .. A34 Figura A7 – Curva de calibração do sensor Freescale MPXH6300. .................................................. A34

XII

XIII
Lista de Tabelas
Tabela 2.1 – Descrição de diferentes tipos de turbinas auto-rectificadoras utilizadas na extracção de energia das ondas através de CAO. ...................................................................................................... 7 Tabela 4.1 – Composição química (em função da massa) do material constituinte das pás directrizes. ............................................................................................................................................................... 33 Tabela 4.2 – Propriedades mecânicas determinadas através dos ensaios de tracção uniaxial para o AISI 316L. ............................................................................................................................................. 34 Tabela A1– Estatísticas da Metade 1 do estator lado-terra. ................................................................ 34 Tabela A2 - Estatísticas da Metade 2 do estator lado-terra. ................................................................ 34

XIV

XV
Abreviaturas
AWS Archimedes Wave Swing
CAO Coluna de Água Oscilante
CE Comissão Europeia
CST Corrosão sob Tensão
EEA Espectrometria de Emissão Atómica
INETI Instituto Nacional de Engenharia, Tecnologia e Inovação
IST Instituto Superior Técnico
LIMPET Land Installed Marine Power Energy Transmitter
MEV Microscópio Electrónico de Varrimento
MFEP Mecânica da Fractura Elasto-Plástica
MFLE Mecânica da Fractura Linear Elástica
PNAER Plano Nacional de Acção para as Energias Renováveis
REN Rede Eléctrica Nacional
TIG Tungsten Inhert Gas
TRF Transformada Rápida de Fourier

XVI

1
1. Introdução
1.1 Enquadramento
O consumo energético mundial tem vindo a registar um forte crescimento, tendo mesmo
duplicado nos últimos 40 anos [1], muito devido ao aumento da população e ao crescimento
económico mundiais. As fontes energéticas maioritariamente utilizadas desde o início da revolução
industrial até aos dias de hoje são fortemente dependentes de combustíveis fósseis, levantando
problemas, não só do ponto de vista ambiental, mas também da provável escassez dos mesmos.
Também a díspar distribuição destes recursos pela geografia mundial resulta, muitas vezes, em
disputas geopolíticas e na dependência de certos países perante outros que lhes fornecem estes
combustíveis.
Foi na crise petrolífera de 1973 que diversos decisores políticos internacionais
compreenderam a necessidade de procurar, investir e desenvolver formas de extracção energética
que não dependessem de combustíveis fósseis mas antes de fontes inesgotáveis e consideradas não
poluentes, as energias renováveis. Desde então tem existido uma aposta crescente em tecnologias
que se baseiem na extracção destas fontes energéticas, onde, entre as mais bem sucedidas, estão a
energia hídrica e, mais recentemente, a energia eólica.
Porém, a energia das ondas é uma fonte extremamente energética que tem mostrado
dificuldades em ser aproveitada, muito devido ao seu carácter flutuante e, por vezes, destrutivo.
Neste âmbito, a Central de Ondas da Ilha do Pico representa um dos poucos dispositivos no mundo à
escala real e conectados à rede energética nacional que extrai energia a partir das ondas. Esta
central, que foi instalada em 1999, continua ainda hoje em operação mas tem apresentado, ao longo
dos anos, alguns problemas técnicos que têm vindo a comprometer a sua fiabilidade.
Do conjunto da turbina fazem parte dois estatores, que constituem as pás directrizes fixas que
deflectem o escoamento para as pás da turbina. O primeiro par de estatores, instalado em 1999, teve
de ser removido prematuramente por apresentar falhas diversas que poderiam colocar em risco a
turbina. Assim, em 2006 foram instalados novos estatores, mais resistentes que os primeiros. Porém,
em 2009 apareceram diversas fissuras na região de trabalho das pás do estator do lado-terra que
conduziram, no final de 2010, à remoção deste estator.
1.2 Objectivos
No âmbito da falha estrutural do estator do lado-terra da turbina da Central de Ondas do Pico,
pretende-se compreender as razões e as causas iniciais que conduziram a essa falha. Assim,
constitui objectivo principal desta dissertação a análise da integridade estrutural das pás directrizes
desta central, já que a compreensão dos fenómenos que estão por detrás da falha permitirá que, no
futuro, se procedam a diferentes decisões nas áreas de projecto, produção e operação.

2
Para a realização desta análise de falha, é necessário, primeiro, descrevê-la com bastante
rigor, de forma a serem interpretadas todas as consequências da mesma no componente em estudo.
Esta descrição da falha é seguida da determinação das causas que lhe deram origem. Para
isso, é essencial avaliar as características e propriedades do material, a geometria do componente e
os procedimentos de projecto e de fabricação seguidos. É também de especial interesse analisar as
condições de operação a que este componente é submetido, dado que este carregamento era, até
agora, desconhecido na sua intensidade e frequência.
Uma vez retiradas as conclusões necessárias e compreendidos os fenómenos subjacentes a
esta falha, devem ser sugeridos e implementados procedimentos que permitam a manutenção da
fiabilidade das pás directrizes da turbina da Central da Ilha do Pico.
1.3 Estrutura
Esta Dissertação de Mestrado encontra-se dividida em seis capítulos, que são apresentados
de seguida:
O Capítulo 1 – Introdução consiste na introdução do tema de estudo, através do seu
enquadramento e da descrição dos objectivos definidos para o trabalho.
O Capítulo 2 – Revisão Bibliográfica é dedicado à apresentação e revisão histórica da
Energia das Ondas, com especial ênfase na Central de Ondas do Pico. Serve também como
introdução aos procedimentos de uma análise de falha de um componente com funções estruturais.
No Capítulo 3 – Análise da Integridade Estrutural do Estator é introduzida e descrita a
falha mecânica que conduziu à realização desta dissertação, sendo também explicada a função
desse componente no conjunto da turbina Wells.
O Capítulo 4 – Determinação das Causas Iniciais de Falha descreve todos os
procedimentos, análises e ensaios realizados durante os processos de determinação das causas
iniciais desta falha, apresentando também os resultados de cada procedimento e respectivos
comentários.
No Capítulo 5 – Desenvolvimento de Acções Correctivas e Preventivas são
apresentadas, com base nos resultados obtidos até aí, diversas acções correctivas e sugestões de
projecto que têm como objectivo eliminar a recorrência das causas que conduziram a esta falha
mecânica. É também apresentada uma sugestão de projecto futuro para a estrutura das pás
directrizes.
O último capítulo, o Capítulo 6 – Conclusões, é usado para descrever, de forma sucinta, as
principais conclusões do trabalho desenvolvido, apresentando-se também algumas sugestões de
desenvolvimento futuro.

3
2. Revisão Bibliográfica
2.1 Recursos Energéticos e as Energias Renováveis
Desde cedo que a humanidade tem utilizado os recursos energéticos disponíveis de forma a
assegurar as suas necessidades de consumo de energia. Este consumo tem vindo a aumentar de
uma forma bastante notável, especialmente após a revolução industrial e, particularmente, nos
últimos quarenta anos, em que o consumo mundial de energia duplicou [1], em grande parte devido
ao crescimento elevado da população mundial e ao crescimento económico dos países,
principalmente daqueles em vias de desenvolvimento. No entanto, as fontes energéticas mais
utilizadas até aos dias de hoje possuem certos inconvenientes, sendo os mais preponderantes a sua
potencial escassez e o seu carácter poluente.
A crise do petróleo da década de setenta foi responsável pela tomada de consciência por
parte de muitos decisores internacionais da necessidade de se encontrarem fontes de energia
consideradas inesgotáveis e não poluentes. A partir dessa época, o investimento dedicado a
tecnologias associadas a essas fontes foi aumentando, permitindo que várias tecnologias inovadoras
fossem testadas e, eventualmente, que adquirissem a maturidade necessária para a sua expansão
comercial.
Essas fontes de energia consideradas inesgotáveis e não poluentes são mais vulgarmente
conhecidas por energias renováveis. De modo sucinto, uma energia renovável é uma energia que
deriva de processos naturais, a partir dos quais a taxa de remoção de energia é sempre inferior à
taxa de fornecimento da mesma [2]. Na generalidade, as fontes renováveis de energia têm três
origens: a radiação solar, os efeitos gravitacionais entre a Terra e a Lua, e o calor disponível no
centro da Terra [3].
Devido à escassez das fontes de energias não-renováveis e às crescentes preocupações
com as emissões poluentes que delas advêm, a União Europeia tem vindo a impor metas
relativamente à presença de fontes renováveis nos balanços energéticos dos países membros,
especialmente no que diz respeito à produção de electricidade, ao aquecimento e à mobilidade. Em
2007, foi definido que, em 2020, 20% da energia final consumida terá de provir de fontes renováveis
[4], sendo de 31% a meta para Portugal. Em 2011 Portugal teve já uma cota de 27,3% na
contribuição de energias renováveis para o consumo de energia final consumida.
4
Energia das Ondas
É fácil associar energias renováveis às fontes solar, eólica e hídrica, por se encontrarem entre
as que possuem maior sucesso e implementação de mercado. Existe, no entanto, uma fonte
extremamente energética e com tremendo potencial que ainda não está totalmente aproveitada: o
mar. Por ser extremamente energética tem também um carácter destrutivo, que é, por vezes, difícil de
dominar.
O aproveitamento da energia das ondas pode ser especialmente relevante em zonas
costeiras ou insulares, onde as outras fontes energéticas são mais escassas e a produção eléctrica
costuma depender, usualmente, de centrais termoeléctricas poluentes e dependentes da importação
de produtos petrolíferos. Até agora tem sido utilizada como fonte energética para o processo de
dessalinização [5].
A energia das ondas não é mais do que uma forma concentrada de energia solar. As
amplitudes térmicas que se verificam na superfície terrestre promovem a geração de ventos que
sopram sobre os mares, tendo como consequência a formação de ondas. Estas ondas conseguem
percorrer milhares de quilómetros com praticamente nenhuma perda energética [6]. Existem ainda as
ondas geradas pelas forças gravitacionais entre a Terra e a Lua, conhecidas como marés, ou ainda
as ondas provocadas por fenómenos sísmicos, os maremotos.
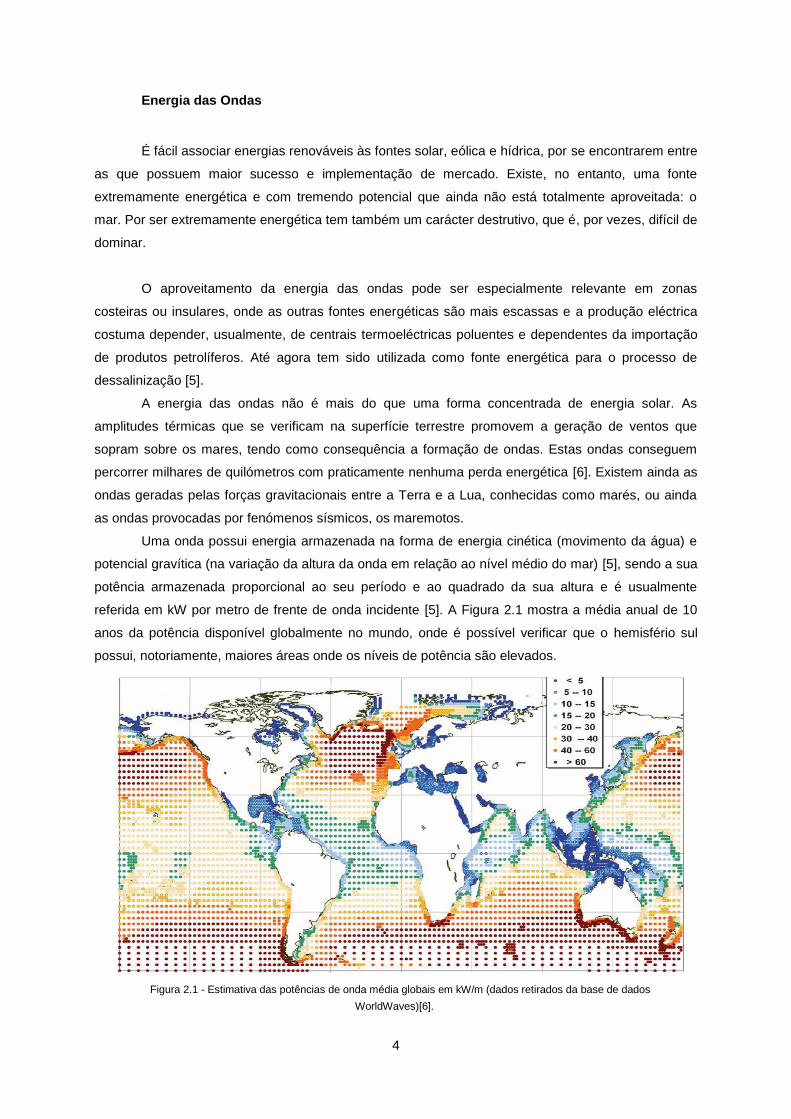
Uma onda possui energia armazenada na forma de energia cinética (movimento da água) e
potencial gravítica (na variação da altura da onda em relação ao nível médio do mar) [5], sendo a sua
potência armazenada proporcional ao seu período e ao quadrado da sua altura e é usualmente
referida em kW por metro de frente de onda incidente [5]. A Figura 2.1 mostra a média anual de 10
anos da potência disponível globalmente no mundo, onde é possível verificar que o hemisfério sul
possui, notoriamente, maiores áreas onde os níveis de potência são elevados.
Figura 2.1 - Estimativa das potências de onda média globais em kW/m (dados retirados da base de dados
WorldWaves)[6]. 1

5
É importante notar também que, o hemisfério sul não só possui, globalmente, mais zonas
com níveis mais elevados de potência, como também as razões entre a potência disponível nos
meses mais e menos energéticos são menores que no hemisfério norte, de onde se conclui que a
potência disponível sofre menos variações ao longo do ano, sendo assim a produção eléctrica mais
constante. Embora se estime que a potência disponível para extracção do mar seja de 500 GW [6],
apenas 5 MW estão instalados em todo o mundo para a extracção de energia das ondas; desses 5
MW, apenas 3 MW estão ligados às redes de distribuição eléctrica [7].
As ondas em alto mar podem, de uma forma simplificada, ser aproximadas por ondas
sinusoidais. Com o objectivo de caracterizar essas ondas, os parâmetros mais utilizados são a Altura
de Onda Significativa (Hs), que representa a média de altura do terço das ondas mais altas, o
Período Energético de Onda (Te), que representa o período de onda e ainda o Período de Pico (Tp),
que é o valor do período correspondente ao máximo do espectro da densidade da variância da
elevação do mar [5]. No entanto, perto da costa o leito do mar modifica o comportamento das ondas
de várias formas (nomeadamente na altura, no período e na energia que possuem, entre outras),
efeitos que se tornam relevantes quando a profundidade da água é igual ou menor que metade do
comprimento da onda (Figura 2.2):
Empolamento: acontece quando, devido ao decréscimo da profundidade do mar, a fase
ascendente da onda assume velocidade superior à da fase descendente. Este efeito tem especial
importância em dispositivos de aproveitamento da energia das ondas que se encontram instalados
junto à costa marítima uma vez que a fase ascendente da onda possui um maior gradiente energético
que a fase descendente respectiva.
Quebra de onda: com a diminuição progressiva da profundidade do mar, a onda empolada
acaba por, eventualmente, se quebrar. Este mecanismo é normalmente o responsável pela maior
dissipação energética da onda podendo, no entanto, ser importante para dispositivos de
aproveitamento da energia das ondas que se encontrem junto à costa, visto que as ondas de grandes
tempestades quebram antes de chegar aos dispositivos, protegendo-os de carregamentos demasiado
elevados que poderiam causar danos nas estruturas e componentes mecânicos.
Fricção no leito do mar: o contacto entre as partículas de água e o leito do mar provoca a
dissipação de energia, que aumenta com o nível de rugosidade do fundo do mar.
Refracção: quando as ondas se propagam em zonas de baixa profundidade, são
influenciadas pelo formato do fundo do mar, podendo criar-se condições de concentração ou
Figura 2.2 – Perfil de onda ao aproximar-se da costa: o formato da onda modifica-se devido a diferentes efeitos e
deixa de possuir formato sinusoidal. 2

6
dissipação energética das ondas, dependendo desse mesmo formato. Estes efeitos de amplificação
energética são especialmente relevantes no aproveitamento deste tipo de energia, pois aumenta a
densidade energética da onda.
Difracção: caracteriza o efeito da transferência energética de zonas de elevada concentração
energética para zonas de baixa concentração energética, como por exemplo, numa onda que embate
numa barreira e que se propaga em volta e por trás da mesma. Costuma ter efeitos negativos no
aproveitamento da energia das ondas, embora possa promover a concentração energética em
regiões junto à costa [5].
O aproveitamento da energia das ondas tem ainda de vencer sérios desafios, como é o caso
da força destrutiva e imprevisível do mar e os elevados custos associados à instalação e manutenção
que terão sido subestimados no passado [6]. Este facto levou a que diferentes projectos não
cumprissem os objectivos a que se propunham, por possuírem orçamentos inferiores aos que seriam
necessários. Também o facto de se testarem diferentes tecnologias em simultâneo, significando que
ainda não existe um consenso sobre qual a tecnologia mais promissora, origina frequentemente a
distribuição dos fundos disponíveis em diferentes conceitos, dificultando assim a convergência de
conhecimento e experiência. Pode então dizer-se que, actualmente, o desenvolvimento destas
tecnologias está aquém do esperado, explicando-se assim o seu atraso relativamente a outras.
Em 2010, O Electric Power Research Institute, num documento produzido para o
Departamento de Energia do Governo Australiano, apresentou uma curva de Grubb para vários tipos
de energias renováveis existentes (Figura 2.3) [7]. Esta curva permite identificar em que fase de
desenvolvimento se encontra uma determinada tecnologia (pesquisa, desenvolvimento,
demonstração, instalação ou maturidade). Nesta, o relatório indica que a energia das ondas se
encontra, actualmente, na fase de desenvolvimento:
Figura 2.3 – Curva de Grubb para diferentes tecnologias de energias renováveis [7]. 3

7
No universo dos métodos de extracção de energia através de coluna de água oscilante
(CAO), vários foram sugeridos mas apenas alguns chegaram à fase de instalação de equipamentos à
escala real, tendo sido usualmente instalados na costa ou perto desta [8]. Consistem normalmente
numa estrutura de betão ou aço que possui uma câmara de pressão conectada ao mar (Figura 2.4); a
variação de altura da superfície livre dentro desta provoca expansões e compressões sucessivas no
ar em contacto com essa superfície livre, forçando então esse ar a ser escoado, regra geral, por uma
turbina.
Esta sequência de expansões e compressões resulta num escoamento cujo sentido é
modificado em relativamente pouco tempo (que depende do período da onda incidente). Assim, foi
necessário desenvolver turbinas consideradas autorrectificadoras, isto é, que conseguem adaptar-se
a este escoamento de ar bidireccional rodando sempre no mesmo sentido de rotação, qualquer que
seja o sentido do escoamento na sua conduta. Entre as diferentes soluções para turbinas deste tipo,
foram alvo de maior investigação a turbina Wells (inventada em 1976 por Alan Wells) e a turbina de
Impulso ou de Acção (patenteada em 1975 por I.A. Babinsten), que podem tomar diferentes
configurações. Ainda assim, outros tipos de turbinas para aproveitamento das ondas têm sido
desenvolvidos e testados (Tabela 2.1).
Tipo de Turbina Variantes
Turbina Deniss-Auld -
Turbina de Impulso ou Acção • com estatores fixos
• com estatores variáveis
Turbina Radial -
Turbina Wells • sem estatores
• com estatores fixos
• com estatores variáveis
• com pás de turbina variáveis
• turbinas contra rotativas
• turbinas biplano sem estatores
• turbinas biplano com estatores exteriores
• turbinas biplano com estatores exteriores e interiores
Figura 2.4 – Representação simplificada do funcionamento de uma central do tipo Coluna de Água Oscilante. Apesar de a
conduta de ar ter eixo horizontal, podem também ser instaladas verticalmente. 4
Tabela 2.1 – Descrição de diferentes tipos de turbinas auto-rectificadoras utilizadas na extracção de energia das ondas
através de CAO. 1

8
Uma das primeiras centrais deste tipo a ser instalada foi a Land Installed Marine Power
Energy Transmitter (LIMPET), através da Wavegen, na ilha escocesa de Islay. Construída em 2000 e
possuindo 500 kW de potência nominal, produzidos por duas turbinas (com 2,6 metros de diâmetro
cada), foi o primeiro equipamento de extracção de energia das ondas ligado à rede eléctrica do Reino
Unido. Em 2005, a Wavegen foi adquirida pela Voith Hydro, uma subsidiária da Voith que actua na
área da energia hídrica, marés e das ondas. Em 2013, a Voith Hydro decidiu encerrar as operações
na central LIMPET.
Portugal tem tido um papel relevante no que se refere à investigação e ao desenvolvimento
de dispositivos para extracção da energia das ondas. O Instituto Superior Técnico (IST) iniciou a sua
investigação nesta área em 1978 e o Instituto Nacional de Engenharia, Tecnologia e Inovação (INETI)
em 1983. Em 1993 a Comissão Europeia iniciou o programa JOULE, através do qual apoiou diversos
projectos de investigação na área, incluindo a construção da central de ondas da Ilha do Pico (1999).
Em 2004, o AWS I foi testado na costa portuguesa, na região da Póvoa de Varzim. Foram também
testados em 2008, nessa região, três dispositivos PELAMIS (com capacidade de 750 kW cada);
porém, este projecto terminou antes do previsto devido à falência da Babcock & Brown, na altura
proprietária da Enersis, que geria o parque. Ainda em 2008, foi estabelecido, através do Decreto Lei
nº5/2008, o regime jurídico da utilização da Zona Piloto portuguesa para a energia das ondas (na
região de Peniche), que tem como objectivos fomentar a instalação deste tipo de dispositivos nesta
região, de forma a atrair investimento, não só nacional mas também estrangeiro, e também criar um
cluster nacional de desenvolvimento deste tipo de tecnologias. Em 2012, e depois de vários testes
realizados na região de Peniche com dispositivos à escala, foi instalado um dispositivo Waveroller
(desenvolvido pela AW Energy) com potência nominal de 300 kW.
Em 2009 foi apresentado o primeiro Plano Nacional de Acção para as Energias Renováveis
(PNAER), no qual foram fixados, pelo Governo de então, os objectivos para o desenvolvimento de
diferentes tecnologias renováveis em Portugal. Preconizava este plano uma meta de potência
instalada de dispositivos de energia das ondas para 2020 de 250 MW. No entanto, no PNAER
actualizado de 2013 (Diário da República – 10 de Abril de 2013), essa mesma meta desceu para
apenas 6 MW de potência instalada.
2.2 Análise da Integridade Estrutural de Componentes Mecânicos
A falha mecânica de produtos de engenharia e de componentes com funções estruturais é um
fenómeno que se pode considerar recorrente na nossa sociedade. Desde a falha de pequenos
objectos do dia-a-dia até à falha de grandes estruturas, todas elas possuem consequências
indesejadas, podendo resultar em perdas monetárias, económicas e materiais, mas também
humanas. Assim, evitar este tipo de falhas, melhorando a durabilidade dos materiais, das máquinas e
das estruturas representa um desafio de grande importância para diferentes áreas da engenharia. A
falha mecânica pode ser definida como qualquer modificação de um determinado componente que
resulta na incapacidade desse mesmo componente em realizar satisfatoriamente a sua função [9].

9
Qualquer produto de engenharia é projectado e construído de forma a exercer as funções
para a qual foi pensado, durante um pré-determinado tempo de serviço [10]. A fase de projecto
mecânico consiste num processo de tomada de decisões que devem ser sustentadas, sendo iniciado
assim que surge a necessidade de criar um novo produto ou de melhorar um já existente [10],
devendo a sua acção obedecer aos seguintes parâmetros [10]:
•requisitos funcionais do produto;
•geometria e dimensões;
•materiais utilizados;
•método de fabrico;
•teste de protótipos;
•modificação do projecto inicial (se necessário).
É essencial que os procedimentos de projecto, produção e utilização possuam uma
determinada correlação entre si, de forma a que o produto consiga garantir as suas funções durante o
tempo de serviço para o qual foi projectado. Sem essa correlação, a sua função pode ficar
comprometida, podendo isso resultar na falha do componente ou do próprio sistema em que este está
inserido.
De uma forma geral, as falhas mecânicas podem dever-se às seguintes causas [9]:
•falhas de projecto;
•defeitos nos materiais;
•deficiências nos procedimentos de produção;
•defeitos induzidos por montagem ou instalação;
•condições de trabalho não previstas;
•falhas de manutenção;
•método de operação indevido.
Num qualquer evento de falha mecânica, estas causas podem manifestar-se através de um
ou mais efeitos. No entanto, é relevante fazer a distinção entre causas e causas iniciais (ou root
causes), que são aquelas que realmente provocam a falha do componente, já que podem existir
causas que, apesar de serem mais ou menos evidentes, são originadas por estas causas iniciais que
são, habitualmente, mais difíceis de identificar. As causas iniciais representam, então, a origem do
problema que se pretende analisar.
2.2.1 Análise de Falha
Uma análise de falha de um componente consiste na examinação das características, dos
efeitos e das causas de uma determinada falha, envolvendo a aquisição de provas físicas e o uso de
princípios científicos e de engenharia de forma a compreender as causas iniciais dessa falha com o
objectivo de evitar falhas semelhantes no futuro [11].

10
Uma análise de falha deve seguir um conjunto de etapas, usualmente conhecido por método
de resolução de problemas (ou problem-solving method). Existem diferentes métodos que, apesar de
apresentarem diferenças entre si, se baseiam no método científico [11]. O Volume 11 da colecção
bibliográfica ASM Handbook sugere um método que tem aplicabilidade específica para a análise de
falhas (Figura 2.5).
As etapas deste método representam então as etapas que o investigador da análise de falha
deve realizar:
•Identificar: é importante descrever com o maior rigor possível a falha que se pretende
analisar, nomeadamente em relação às suas características, aos seus sintomas, aos impactos que
essa falha produz no componente e no sistema em que está integrado, devendo também ser definido
nesta fase um objectivo para a análise de falha.
•Determinar a(s) causa(s) inicial(is): tal como foi visto anteriormente, é necessário analisar o
problema para se identificarem as causas iniciais (ou as origens do problema), que podem por vezes
ser confundidas com outras causas que não são mais do que consequências das iniciais.
•Desenvolver acções correctivas: após a aquisição da informação obtida nas duas primeiras
etapas, é necessário definir possíveis soluções que corrijam os problemas e que previnam o seu
aparecimento no futuro, assim como desenvolver um plano de implementação dessas soluções.
•Validar e verificar acções correctivas: quando as acções correctivas estiverem definidas,
estas devem ser testadas para se verificar a sua eficácia na resolução dos problemas existentes.
•Normalizar: caso se confirme a eficácia dessas medidas correctivas, estas devem ser
documentadas e aplicadas nos procedimentos relativos a esse componente, de forma a evitar falhas
semelhantes no futuro. Deve também garantir-se que os efeitos das mudanças implementadas são os
pretendidos, através de monitorização regular [11].
É relevante notar que o esquema possui um formato circular e contínuo, sugerindo que dos
resultados de uma actividade de resolução de problemas outros problemas poderão surgir, que
necessitem também de ser objecto de um novo procedimento de resolução de problemas.
O investigador que realiza a análise de falha deve possuir um conhecimento detalhado do
modo de operação do componente a ser investigado, assim como o conhecimento dos modos de
falha possíveis, de forma a conseguir obter conclusões adequadas e sustentadas, já que poderá ter
Figura 2.5 – Representação do modelo de resolução de problemas sugerido no ASM Handbook: Volume 11 [11]. 5

11
de as defender perante outras entidades. Uma investigação bem sucedida deve então apresentar
uma sequência plausível de acontecimentos que explique o aparecimento dessa falha, devendo
também atribuir responsabilidades acerca da mesma, seja ela devida ao projecto, à manufactura, à
operação ou à manutenção. Deve também resultar em melhorias de projecto, produção e inspecção
[12]. É fundamental possuir, durante a análise de falha, uma perspectiva livre e abrangente enquanto
se examinam os resultados dos exames e testes realizados, de forma a que se atinjam conclusões
concretas e factuais [11].
2.2.2 Corrosão
A corrosão de metais é um fenómeno electroquímico que ataca e desgasta estes materiais
quando estes reagem com o meio ambiente que os rodeia, sendo um factor crítico a ter em conta
aquando do projecto mecânico de estruturas e componentes metálicos. Nestes casos, poderemos ter
corrosão localizada ou generalizada, esta última mais comum em metais ferrosos que não possuem
resistência à corrosão, manifestando-se na formação generalizada, sobre a superfície do material, de
óxidos vulgarmente apelidados de ferrugem. Por outro lado, a corrosão localizada é mais comum em
materiais que se consideram mais resistentes à corrosão, nomeadamente por ser característica
destes a formação de películas passivantes que os protegem da corrosão generalizada. Este tipo de
corrosão inicia-se localmente e de forma mais ou menos inesperada, podendo progredir rapidamente
até à ruína do material [13].
Em ambientes marinhos, o tipo de corrosão a que os metais estão submetidos é denominado
de corrosão aquosa ou molhada, visto que estes são sujeitos ao contacto com água salgada ou ar
com elevada humidade [14,15]. Neste contexto, a corrosão pode manifestar-se de diferentes formas,
de entre as quais é importante referir (apesar de existirem outras) [16]:
•Corrosão em fendas: este tipo de corrosão pode ocorrer no interior de fendas, frestas ou
regiões onde existem soluções estagnadas;
•Corrosão por picadas: manifesta-se através de pequenas cavidades que surgem na
superfície do material, podendo conduzir à perfuração do metal;
•Corrosão intergranular: em determinadas condições, os limites de grão podem ser mais
reactivos à corrosão que o material base, potenciando a corrosão nestas regiões e a consequente
desintegração do material;
•Corrosão galvânica: quando estamos perante o contacto de dois metais com potenciais de
corrosão diferentes, aquele cujo potencial é mais baixo actua como ânodo numa pilha galvânica que
é formada entre os dois metais, sendo mais rapidamente corroído que aquele cujo potencial é mais
elevado;
•Corrosão sob tensão (ou CST): este tipo de corrosão é especialmente relevante em
componentes mecânicos, caracterizando-se pela existência de um carregamento estático (ou cíclico)
e de um meio ambiente corrosivo para esse material, que resulta no aparecimento de fissuras
localizadas que se propagam através da secção do material;

12
•Corrosão com erosão: caracteriza-se pelo aumento da velocidade de corrosão num metal
causado pela passagem de um escoamento com características corrosivas e erosivas.
Quando estamos perante ambientes com carácter corrosivo é necessário então recorrer a
materiais que possuam uma determinada resistência a este ataque químico, sendo o aço inoxidável
um dos metais mais utilizados nestas circunstâncias, devido à sua boa resistência mecânica e contra
a corrosão. Esta última surge, essencialmente, da inclusão de crómio na composição química do aço,
que promove a formação de uma película invisível de óxido de crómio que passiva o material,
aumentando de forma muito notória a resistência desse material contra a corrosão [14,16]. Existem,
relativamente à microestrutura, diferentes tipos de aços inoxidáveis, entre os quais importa referir os
ferríticos, os austeníticos, os martensíticos e os austeníticos-ferríticos (ou dúplex), sendo os
austeníticos produzidos em maiores quantidades do que qualquer outro tipo devido às suas boas
características de resistência à corrosão, propriedades mecânicas, capacidade de serem aplicados
em condições criogénicas ou de elevadas temperaturas, assim como por serem adequados a
operações de soldadura [17]. Apesar disto, é importante adequar a escolha do aço à aplicação em
causa, pois cada um terá os seus benefícios e também inconvenientes.
A corrosão sob tensão consiste, tal como indicado em cima, num processo que promove o
aparecimento e a propagação de fissuras nos materiais devido à presença combinada de um
ambiente corrosivo e de um carregamento estático (ou dinâmico) [18], que pode ser aplicado ou
residual, podendo neste último caso dever-se a tratamentos térmicos, deformações a frio ou
operações de soldadura, entre outras causas [16]. É importante notar que apenas algumas
combinações de ligas metálicas e ambientes corrosivos provocam CST [13,16]; destaca-se, a este
respeito, que os aços inoxidáveis podem ser sujeitos a CST na presença de água do mar [16].
A mecânica da fractura tem especial importância na análise deste processo, já que permite
caracterizar o comportamento dos materiais quando sujeitos a CST (corrosão sob tensão),
nomeadamente através de curvas que relacionam a tensão aplicada com o tempo necessário para a
ocorrência de rotura do material [18]. Na figura 2.6 é representada uma destas curvas, onde são
visíveis três regiões: uma inicial, em que se dá o início da propagação da fenda; uma região central,
em que a velocidade de propagação da fenda é independente do carregamento, e uma terceira
região (que pode ou não existir), onde a velocidade de propagação aumenta à medida que o factor de
intensidade de tensões aplicado se aproxima da tenacidade à fractura do material. É importante notar
que o limiar de propagação, valor a partir do qual se inicia a propagação da fenda, diminui na
presença de um ambiente corrosivo, sendo representado, nesta situação, como KICST.

13
Figura 2.6 – Representação genérica de uma curva da/dt em ordem a KI (modificado a partir de [13]) em condições de
corrosão sob tensão. 6
Alguns materiais, como é o caso dos aços inoxidáveis austeníticos, das ligas de titânio e das
de alumínio, mostraram ser altamente sensíveis à CST (em ambientes marinhos) quando possuem
entalhes nas suas geometrias, apesar de se considerar terem muito boa resistência à corrosão
quando as suas superfícies são lisas [13].
2.2.3 Fadiga
As solicitações mecânicas a que um componente pode ser sujeito podem ser estáticas ou
dinâmicas. Enquanto que num carregamento estático, o facto dessas solicitações serem constantes
facilita o dimensionamento do componente, já que apenas é necessário projectá-lo para respeitar
uma determinada tensão admissível, o mesmo não pode ser dito para uma solicitação dinâmica. Na
verdade, muitos componentes mecânicos falharam sob solicitações flutuantes, concluindo-se que as
tensões máximas registadas neles não ultrapassavam nem a tensão de ruptura do material nem,
muitas vezes, a sua tensão de cedência [18].
Descobriu-se então que, quando solicitamos um componente com um carregamento
dinâmico, podemos provocar um fenómeno conhecido por fadiga, que se sabe ser a causa de 80 a
90% de todas as ruínas de componentes ou estruturas submetidas a esforços mecânicos [18].
Os factores que influenciam o processo de fadiga de forma mais notória são a concentração
de tensões, o acabamento superficial, as tensões residuais, o meio de operação e as variações de
temperatura no componente.
As superfícies de fractura resultantes da fadiga possuem marcas características que
permitem identificar este fenómeno como responsável pela falha do componente. Caracterizam-se
por possuírem usualmente três regiões: uma onde se dá a rotura final, possuindo um aspecto
grosseiro [18]; uma segunda, onde se dá a propagação macroscópica da fenda, sendo usualmente
caracterizada por estriações ou linhas de paragem (conhecidas em inglês por beachmarks),
coalescência de microcavidades ou microclivagem [18]; e uma terceira, onde se verificam a
nucleação e o crescimento microscópico. Esta última região é geralmente imperceptível a olho nu,

14
podendo surgir, no entanto, marcas características se existirem múltiplas origens de fissuração
[25,18], sendo conhecidas em inglês por ratchet marks.
Existem diversos métodos utilizados para a análise do fenómeno de fadiga, sendo três deles
mais preponderantes que os restantes, nomeadamente o método tensão-vida, o método extensão-
vida e o método da MFLE. O primeiro possui pouca precisão, principalmente para condições de
fadiga oligocíclica, sendo no entanto o mais utilizado devido à sua facilidade de aplicação e vasta
informação disponível. O método de extensão-vida é adequado para fadiga oligocíclica, pois analisa
com maior detalhe a deformação plástica que ocorre no material através das tensões e extensões
registadas numa determinada região. O MFLE, como foi visto anteriormente, considera que o material
possui imperfeições, sendo neste caso utilizado para prever a velocidade de crescimento de uma
fenda em função das tensões aplicadas no componente [19].
A MFLE aplicada à fadiga considera que os componentes possuem defeitos de dimensões
conhecidas ou previsíveis, sendo utilizada não para desenvolver componentes com vida infinita, mas
sim para desenvolver componentes com duração limitada cujas falhas são acompanhadas ao longo
da sua propagação até atingirem uma dimensão crítica pré-definida, altura em que são removidos e
substituídos. Esta filosofia é especialmente interessante na indústria aeronáutica devido às suas
necessidades de projecto de componentes de baixo peso.
O estudo da propagação destes defeitos é usualmente feito recorrendo a um diagrama da/dN,
ΔK do material, onde o primeiro termo representa a velocidade de propagação da fenda a em relação
ao número de ciclos e onde ΔK, que representa a gama do factor de intensidade de tensões no ciclo
de carga, pode ser definido por:
(1)
Num diagrama da/dN, ΔK (figura 2.7) podem ser identificados três regimes de propagação
[18]:
Figura 2.7 – Diagrama genérico da/dN, ΔK, modificado a partir de [13]. 7

15
•No primeiro, a velocidade de propagação depende da gama do factor de intensidade de
tensões, existindo um valor de ΔK abaixo do qual não se dá propagação relevante da fenda,
conhecido como limiar de propagação da fenda ΔK/f;
•O segundo regime pode ser correctamente descrito pela Lei de Paris;
•No último regime, o valor máximo do factor de intensidade de tensões (Kmáx) aproxima-se da
tenacidade à fractura desse material, acelerando a velocidade de propagação até se dar a falha do
componente.
Na situação em que um componente está sujeito a carregamentos cíclicos num meio
ambiente corrosivo (como por exemplo, junto ao mar), estamos em condições de fadiga com
corrosão, sendo esta caracterizada por diminuir, de forma notória, a resistência à fadiga dos materiais
(nomeadamente metais), quando comparada, por exemplo, com a resistência destes à fadiga em
condições de vácuo, de ar seco ou mesmo de humidade relativa até 50% [18]. É de notar também
que existem diferenças na resistência à fadiga, quando comparamos ambientes de ar seco com
condições de vácuo, devido à presença de oxigénio no primeiro [13]. Tal como já foi indicado
anteriormente, quando estamos perante um ambiente corrosivo, os materiais deixam de possuir uma
tensão limite de fadiga (isto é, aqueles que a possuem em condições de ar seco) significando isto que
nenhum componente poderá ser projectado, nestas condições, para vida infinita.
No âmbito da MFLE, a condição de fadiga com corrosão divide-se, de forma simplificada, em
duas variantes [13]:
•a fadiga com corrosão verdadeira (ou, em inglês, true corrosion fatigue), onde não existe
qualquer influência do processo de corrosão sob tensão na propagação da fenda;
•em determinadas circunstâncias poderemos ter simultaneamente corrosão sob tensão e
fadiga com corrosão.
A fadiga com corrosão verdadeira caracteriza-se por aumentar a velocidade de propagação
da fenda (da/dN), não modificando no entanto a dependência funcional desta com a gama ΔK,
podendo então ser representada pela lei de Paris [13]. Esse aumento da velocidade de propagação é
conseguido já que em cada ciclo se dá a quebra da camada de óxido que passiva o material,
permitindo a activação das reacções de corrosão [13]. Quando temos um Kmáx superior a KICST, e
frequências relativamente baixas, poderemos ter também a presença do efeito de corrosão sob
tensão, que se caracteriza por tornar a velocidade de propagação da fenda independente da gama
ΔK mas antes dependente do tempo [13].
2.2.5 Técnica de atraso à progressão de fendas – Stop-Drilling
Quando em funcionamento, os componentes mecânicos podem desenvolver fissuras que,
consoante a sua localização e velocidade de propagação, podem obrigar à sua substituição imediata,
de forma a evitar a falha do sistema em que estes estão instalados. No entanto, fissuras detectadas
em fases iniciais de propagação e que, desta forma, não ponham em risco o sistema, podem ser

16
sujeitas a técnicas de atraso à sua progressão, caso a geometria do componente e da fissura assim o
permitam.
Uma das técnicas que se tem notabilizado neste atraso à progressão de fendas é conhecida
por stop-drilling, técnica que consiste em realizar, na ponta da fenda, um furo passante com o
objectivo de eliminar as elevadas tensões que aí se registam. É, deste modo, eliminada a propagação
da fenda existente, resultando num aumento da vida desse componente. Porém, já que o novo furo
promove a concentração de tensões na sua vizinhança, existe a possibilidade de se dar a nucleação
de uma nova fenda. Poderia daqui concluir-se que um furo de maiores dimensões seria benéfico pois
quanto maior este fosse menor seria a concentração de tensões na região; no entanto, isto não é
inteiramente verdade pois um furo de grandes dimensões iria diminuir a secção restante de material e
aumentaria assim as tensões registadas nesta até níveis que poderiam ser prejudiciais à sua
integridade. A presença de um furo na superfície do material pode também perturbar a passagem de
escoamentos, sendo fácil constatar que, para um maior diâmetro, maior será a perturbação gerada.
Por outro lado, um furo com um diâmetro demasiado reduzido pode não diminuir, de forma
satisfatória, a concentração de tensões na região, facilitando a nucleação de uma nova fenda. Deste
modo, para aplicação desta técnica torna-se necessário avaliar as condições de trabalho do
componente e criar um compromisso entre as condições de trabalho, a geometria do componente e o
diâmetro do furo.
Uma variante deste procedimento consiste em utilizar um mandril específico para expandir o
furo através de deformação a frio e assim induzir no material tensões residuais de compressão que
aumentam a resistência do material nessa região. É possível ainda, após este processo de
deformação a frio, preencher o furo com um pino de metal (que pode ou não ser o mesmo do metal
base), que permite aumentar ainda mais a resistência mecânica desta região.
Existem ainda outras técnicas de atraso à progressão de uma fenda, como a aplicação de
técnicas de soldadura na região fissurada, a aplicação de reforços soldados ou aparafusados, ou a
aplicação de adesivos de fibras de carbono sobre a fissura, entre outros. Domazet Z. [20], no seu
trabalho de comparação de diversos métodos de atraso à propagação de fendas em condições de
fadiga, em alumínio 2024-T3, comparou todas as técnicas descritas acima, tendo concluído que a
mais eficiente, dentro do objectivo de aumentar a vida útil de um componente, é a de stop-drilling com
recurso a expansão a frio e preenchimento com pino de metal.

17
2.3 Central de Ondas da Ilha do Pico
A Central de Ondas da Ilha do Pico é uma Central Piloto do tipo CAO (fig. 2.8 à esquerda),
sendo a energia as ondas extraída através de uma turbina do tipo Wells que está directamente
acoplada a um gerador assíncrono. A sua estrutura em betão armado está instalada na costa
noroeste da Ilha do Pico, situada no grupo central do arquipélago dos Açores, sendo das poucas
deste tipo, no mundo, a produzir energia para a rede eléctrica. A sua construção foi financiada pelo
consórcio formado pela EDP, EDA, IST e EFACEC e pela CE através de dois projectos Joule, tendo
sido iniciada em 1995 e concluída em 1999, pela empresa Profabril. A sua construção levantou
diversos problemas (fig. 2.8 à direita), muito em parte devido à longinquidade da Ilha do Pico a
Lisboa, à falta de mão-de-obra qualificada e a diversas tempestades que atrasaram a construção da
central [6]. Apesar de a construção se ter iniciado em 1995, os estudos de implementação tiveram
início em 1986, nomeadamente com a identificação de possíveis locais de instalação e com a
aquisição de dados acerca das características do mar na Ilha do Pico [15]. No âmbito deste processo
de identificação, a actual localização registou uma potência de onda incidente média anual de 13,4
kW/m [21].
A turbina, do tipo Wells de eixo horizontal, tem um diâmetro de 2,3 metros, possuindo um
rotor com 8 pás fixas de alumínio e dois estatores em aço inoxidável de pás fixas com 59 pás cada
(figura 2.9), tendo sido projectada pela Wavegen; consegue produzir, aproximadamente, 500 kW de
potência, quando a rodar à velocidade máxima [21]. Esta está directamente acoplada a um gerador
assíncrono (ou de indução) duplamente alimentado, de 4 pólos, sendo a sua potência nominal de 400
kW. Este tipo de gerador, comummente utilizado na extracção da energia eólica, possui o estator
directamente alimentado pela rede eléctrica e o rotor alimentado por um inversor AC-DC-AC,
permitindo assim gerar energia a diferentes velocidades de rotação sem que exista uma grande
quebra de rendimento [14]. Para além disto, a turbina possui duas válvulas: uma de fecho rápido e
outra de fecho lento. A câmara de pressão possui 1440 m3 de volume e tem em si instalada uma
válvula de alívio que, numa primeira fase, apenas permite adequar a pressão dentro da câmara às
condições do mar [22]. Entretanto, tem estado em desenvolvimento um sistema que adapta a
abertura desta válvula a cada onda incidente, de forma a maximizar a extracção energética [23]. A
Figura 2.8 – À esquerda: fotografia da central de ondas da Ilha do Pico; à direita: fotografia tirada em 1996, durante a
construção da central. 8

18
Figura 2.9 – À esquerda: fotografia tirada em 1999 ao conjunto gerador e turbina, onde é possível identificar (da esquerda
para a direita) o gerador, a união de veios, uma das chumaceiras da turbina, o estator lado-terra, o anel da turbina e o estator
lado-mar; à direita: fotografia do anel da turbina e da turbina, com a válvula de fecho rápido atrás. 9
estrutura da central tem ainda capacidade para albergar uma segunda turbina, apesar de nunca se
ter concretizado a sua instalação [24].
Os primeiros testes realizados em 1999 revelaram diversos problemas no equipamento
mecânico da central, nomeadamente fragilidades em ambos os estatores, vibrações no suporte do
gerador, perdas de óleo no circuito das chumaceiras da turbina, infiltrações a partir do tecto da
central, o que, associado à escassez de fundos de que o projecto dispunha para operações de
manutenção, levaram a que, até 2005, o tempo de operação da central fosse marginal. Nesse ano, a
WavEC submeteu e coordenou um projecto no Programa DEMTEC/PRIME de forma a recuperar a
central com vista à sua utilização regular, ficando desde essa altura responsável pela gestão desta.
A central tem sido usada, ao longo destes anos, como uma infra-estrutura para o
desenvolvimento de diferentes níveis de investigação e formação. Apesar de o principal objectivo da
WavEC ser o de melhorar a operabilidade e fiabilidade da central, esta tem sido também utilizada
para realizar cursos de treino com investigadores internacionais, assim como para receber visitas de
estudo de escolas e representantes industriais de diversas organizações e empresas [24]. Para além
disto, tem sido usada em diversos projectos de investigação nacionais e internacionais, de entre os
quais é relevante referir:
• Equimar, um projecto europeu dedicado a desenvolver práticas responsáveis nas energias
renováveis marinhas (2008 a 2011);
• WEAM, um projecto nacional dedicado ao ruído subaquático criado pelos dispositivos de
extracção de energia das ondas e o seu impacto em cetáceos (2008 a 2011);
• MaRINET, uma rede de centros de investigação de energias marinhas, que pretende
convergir o desenvolvimento das tecnologias desta área; este é um projecto co-financiado pela CE
(desde 2011) [25].

19
Os dados que têm vindo a ser adquiridos pela WavEC ao longo dos anos através da
realização de diferentes ensaios na central do Pico têm sido fundamentais para a melhor
compreensão deste tipo de tecnologia, pois esta é uma das poucas centrais deste tipo em pleno
funcionamento, contando com diversa instrumentação instalada para análise em tempo real das
condições do mar e de operação da turbina.
Na figura 2.10 é possível visualizar o comportamento da produção de energia eléctrica desde
o ano de 2007, onde é notória uma evolução bastante positiva até 2010, ano em que a central foi
modificada para trabalhar autonomamente. No entanto, uma falha no gerador em 2011 obrigou à sua
reabilitação, obrigando a central a uma paragem prolongada. No final deste mesmo ano, o inversor do
gerador avariou, obrigando mais uma vez a uma paragem forçada, tendo isto resultado num
funcionamento limitado da central, sendo relevante fazer notar que os 6146 kWh foram produzidos
em apenas três meses de funcionamento. Em 2012, a central funcionou até Maio e, em 2013, o seu
funcionamento foi marginal, devido a diversas avarias relacionadas com o inversor e com o sensor de
rotação da turbina. Porém, é importante referir que dos 51 MWh produzidos nestes anos, cerca de 35
foram consumidos pelo gerador na forma de energia reactiva, devido às características intrínsecas do
seu funcionamento. Esta situação poderá ser compensada com a implementação de bancos de
condensadores ou de um condensador síncrono, que fornecem ao gerador potência reactiva
consumindo apenas activa a partir da rede.
As variações de pressão estática e de caudal que ocorrem através da conduta da turbina
podem ser identificadas na série temporal representada na figura 2.11. É notório, da sua análise, que
as pressões e os caudais registados na conduta são superiores no ciclo de compressão da câmara
de pressão da central, muito em parte devido ao efeito de empolamento da onda, que faz com que a
superfície livre da onda suba mais depressa do que desce.
1369 2605
7419
24208
6146
9697
0 0
5000
10000
15000
20000
25000
30000
2007 2008 2009 2010 2011 2012 2013
En
erg
ia p
rod
uzid
a
(kW
h)
Figura 2.10 – Energia produzida pela central de ondas do Pico, desde 2007. 10
-10
-5
0
5
10
15
-60
-40
-20
0
20
40
60
80
100
10:29 10:29 10:30 10:30 10:30 10:30 10:31 10:31
air flow
air pressure
[m3/s] [Kpa]
Figura 2.11 – Série temporal de dois minutos que representa a variação da pressão estática e do caudal na conduta da
turbina Wells da Central do Pico [26]. 11

20
2.3.1 Cadeia de conversão
A cadeia de conversão energética de uma central do tipo CAO com extracção de energia
através de uma turbina Wells, como a do Pico, consiste na seguinte cascata (figura 2.12) [27]:
• a energia presente nas ondas comprime o ar dentro da câmara, gerando a potência
pneumática total disponível;
• uma parte dessa potência pneumática é dissipada na passagem de caudal através da
válvula de alívio, caso as condições do mar assim o exijam; o restante caudal é forçado através da
conduta da turbina, fazendo-a entrar em movimento;
• a potência pneumática disponível na turbina é depois dissipada em perdas aerodinâmicas,
perdas ao veio, sendo a restante usada como potência disponível no gerador;
• a potência disponível no gerador é então transformada em potência eléctrica, existindo
também perdas eléctricas associadas ao rendimento do mesmo.
A este respeito, pode ser interessante analisar a variação temporal das potências
pneumática, aerodinâmica e activa, dados que foram adquiridos em testes realizados na central do
Pico (figura 2.13). Apesar de a potência pneumática, a azul, atingir picos de quase 600 kW, a
potência aerodinâmica não consegue atingir valores acima dos 200 kW. Isto acontece pois, nesses
picos de potência pneumática, a turbina entra em perda aerodinâmica, o que acarreta não só
consequências indesejadas a nível de extracção energética, ao baixar o rendimento da mesma, mas
também mecânicas, ao induzir fortes vibrações em todo o conjunto da turbina. A potência
representada a vermelho diz respeito à potência gerada pelo efeito de volante de inércia do conjunto
veio-turbina, sendo de grande importância, uma vez que permite compensar a bidireccionalidade do
fluxo na conduta, não deixando a turbina desacelerar mais que o desejado na transição entre a fase
de compressão e descompressão da câmara pneumática. A potência activa diz respeito à potência
produzida pelo gerador.
Potência pneumática total
Potência pneumática dissipada na válvula
de alívio
Potência pneumática disponível para a
turbina
Perdas aerodinâmicas na turbina
Potência disponível no gerador
Potência eléctrica disponível na rede
Perdas eléctricas no gerador
Perdas no veio
Figura 2.12 – Representação simplificada da cadeia de conversão energética da central de ondas do Pico. 12

21
2.3.2 Problemas Estruturais Relevantes
É importante que qualquer falha ocorrida numa central como a do Pico (isto é, uma central
piloto) seja alvo de uma cuidadosa análise de falha para que se compreendam as razões que
conduziram à mesma, permitindo assim aumentar o conhecimento adquirido nesta tecnologia,
nomeadamente nas áreas de operação e manutenção. Isto é especialmente relevante numa
tecnologia como a energia das ondas, em que uma falha deste género tem não só consequências a
nível monetário ou a nível de tempo de operação, mas também a nível da reputação da tecnologia
perante os investidores, já que ainda é uma tecnologia em fase de desenvolvimento e demonstração.
Tal como foi descrito anteriormente, desde o início do funcionamento da central do Pico que
diversos problemas têm atrasado e, por vezes, conduzido à paragem da sua operação. Estes
problemas costumam incidir no equipamento mecânico, eléctrico, electrónico ou ainda na própria
estrutura da central. Nesta secção apenas serão apresentados problemas registados no equipamento
mecânico e na estrutura, nomeadamente os casos que se consideram de maior relevância.
Vibrações excessivas no grupo gerador/turbina
Foi possível verificar, desde o início da operação da central, em 1999, a existência vibrações
excessivas em toda a estrutura da turbina, tendo sido um dos factores a conduzir ao seu
encerramento até 2005 [28]. Em 1999, a turbina foi alvo de um ensaio para avaliar o seu grau de
equilíbrio, tendo sido concluído que esta estava equilibrada segundo a norma em vigor [28]. O Prof.
Nuno Nunes e o Prof. Ricardo Cláudio redigiram dois relatórios em 2005 e 2006 onde descrevem
uma série de ensaios que foram realizados na central do Pico de forma a avaliar a origem dessas
vibrações e onde sugerem diversas modificações para tentar minorar o problema [28,29]. Nos
primeiros ensaios, em 2005, foi verificado que a turbina ainda se encontrava equilibrada, tendo sido
também identificadas as frequências naturais do anel da turbina, dos suportes do gerador e das
11:45:00 11:46:00 11:47:00 11:48:00-100
0
100
200
300
400
500
600
700
Time (h)
Pow
er
(kW
)
Power curves-100123-1049
Aerodynamic
Pneumatic
Active
Flying Wheel
Figura 2.13 – Série temporal onde é possível visualizar o comportamento de diferentes potências registadas na central de
ondas do Pico: a verde, a potência aerodinâmica; a azul, a potência pneumática; a preto, a potência activa e a vermelho,
a potência devida ao efeito de volante de inércia da turbina [22]. 13

22
chumaceiras. Uma destas frequências registava-se aos 20 Hz (logo, dentro das condições de
operação da central) pelo que foi sugerido o reforço da estrutura de forma a aumentar esta frequência
natural [28].
Aquando dos segundos ensaios, em 2006, a central tinha já sido alvo de algumas
modificações, nomeadamente através de diversos reforços na estrutura da turbina para minorar as
vibrações e também com a substituição de ambos os estatores. Apesar de estes reforços terem
contribuído para um aumento das frequências naturais do grupo gerador/turbina, ainda existia uma
frequência natural na gama de operação da central (24 Hz) [29].
Em 2009, o Eng. Victor Winands projectou e instalou um reforço (figura 2.14) que permitiu
aumentar as frequências naturais do grupo gerador/turbina para valores acima da gama de utilização
da central (cerca de 41 Hz), minorando assim de forma satisfatória o problema das vibrações na
central do Pico e permitindo-lhe funcionar na gama de rotações para a qual foi projectada (≤1500
rpm) [30].
Estatores originais danificados
As pás dos estatores que foram instalados originalmente com a turbina da central do Pico
(figura 2.15 à esquerda) apresentavam dificuldades em suportar os esforços a que eram submetidas,
maioritariamente devido à fragilidade das pás, o que resultou no aparecimento de fissuras na região
de encastramento. Apesar de terem sido fabricados em aço inoxidável 316L, a espessura das pás
(apenas 1.5 mm) resultava na geração de grandes vibrações e a presença de soldaduras na região
de trabalho das pás conduziu à falha muito prematura destes componentes, demonstrando que a fase
de projecto não contabilizou com a devida relevância a natureza dos carregamentos aplicados nas
pás. Assim, em 2004 as pás foram recuperadas e reforçadas com suportes intermédios, que
pretendiam reduzir as vibrações sentidas nestas (figura 2.15 ao centro). Porém, em 2005 foi
necessário remover o estator do lado terra devido à quebra de diversas pás, situação que
impossibilitou a sua utilização por colocar em risco a turbina (figura 2.15 à direita).
Figura 2.14 – Modelação tridimensional do reforço instalado no suporte do gerador (a verde) [30]. 14
Figura 2.15 – À esquerda: estator do lado terra original, instalado em 1999; ao centro: reforços aplicados entre as pás de
forma a aumentar a sua rigidez; à direita: dano causado em algumas pás do estator do lado terra. 15

23
Figura 3.1 – À esquerda: cascata de pás do funcionamento de uma turbina Wells genérica; à direita: o triângulo de
velocidades respectivo à entrada da pá. 16
3. Análise da Integridade Estrutural do Estator
Foi em 2006 que o segundo par de estatores foi instalado na turbina da central do Pico,
substituindo os estatores originais que, apesar das diversas reparações a que foram sujeitos e dos
reforços instalados, não suportavam convenientemente os esforços a que eram submetidos,
chegando mesmo uma das pás do lado-terra a fracturar na região de encastramento e a ser
projectada para fora da conduta. Este segundo par de estatores foi projectado pela Kymaner –
Tecnologias Energéticas, Lda. e construído pela Metalogonde – Indústria Metalomecânica, Lda.,
sendo esperado que conseguissem suportar os esforços a que estariam submetidos. No entanto, em
2009 foram detectadas algumas fissuras na zona de trabalho (região em contacto com o escoamento
que atravessa a turbina) das pás do estator do lado-atmosfera (ou lado-terra) e, no final de 2010, foi
necessário proceder-se à remoção do mesmo devido à presença de duas fissuras, em pás diferentes,
que possuíam já dimensões críticas que poderiam pôr em causa toda a turbina em caso de quebra
das mesmas. Por outro lado, o estator do lado-câmara (ou lado-mar), que é simétrico ao do lado-
terra, não apresentava na altura (e não apresenta ainda hoje) qualquer fissura visível na sua região
de trabalho.
Assim, pretende-se com este trabalho que se proceda a uma análise de falha ao estator do
lado-terra instalado em 2006 que permita compreender as solicitações a que o estator lado-terra está
sujeito e as causas que conduziram à sua falha, sugerindo-se também métodos de recuperação das
pás danificadas e de projecto de um novo estator com base nos resultados obtidos.
O funcionamento teórico da turbina Wells (cascata de pás na figura 3.1 à esquerda) consiste
numa turbina axial formada por várias pás de perfil alar usualmente simétrico e cujo escoamento
proveniente da câmara de pressão (representado pela velocidade ⃗ ) incide perpendicularmente nas
pás, que possuem uma determinada velocidade ⃗⃗ que é função da velocidade de rotação da turbina.
Desta forma, a velocidade relativa às pás, na entrada, é designada por ⃗⃗⃗ e depende de ⃗⃗ e de ⃗
(figura 3.1 à direita).
Quando o ângulo formado entre ⃗⃗⃗ e ⃗⃗ (representado por α e conhecido como ângulo de
ataque) ultrapassa um determinado limiar, o escoamento na pá separa-se, fazendo decair
rapidamente a sustentação na pá e aumentando o arrasto, o que resulta numa intensa libertação de
turbulência que perturba a eficiência aerodinâmica da turbina, situação conhecida como entrada em
perda (ou stall, em inglês) [6]. Para além de reduzir a eficiência da turbina, esta situação provoca
vibrações em todo o conjunto da turbina e ruído que perturba o meio ambiente envolvente [23], pelo
que é altamente indesejável.

24
Quando se introduzem pás directrizes fixas (ou estatores) na turbina Wells (figura 3.2), a sua
eficiência é melhorada através do guiamento do fluxo à entrada e à saída da turbina, embora a gama
de funcionamento da turbina em função do caudal continue a ser reduzida [6]. No entanto, por serem
fixas, a sua disposição deve ser estudada de forma a que a geometria final garanta um bom
compromisso para a gama de funcionamento pretendida [6]. É necessário notar também que as pás
directrizes podem, tal como as pás da turbina, entrar em perda, sendo difícil de avaliar, em condições
reais, se esta entrada se dá antes ou depois da entrada em perda das pás da turbina. Apesar disso, é
de admitir que, quando as pás da turbina entram em perda, as directrizes também entrarão. Fica por
determinar se estas pás directrizes entram em perda antes das pás da turbina ou se, por outro lado,
entram simultaneamente com estas.
A utilização de pás directrizes fixas deve ser então apenas equacionada caso se pretenda
que a turbina trabalhe com uma elevada eficiência numa gama restrita de caudais [6], devendo a sua
instalação vir acompanhada de um sistema de controlo que garanta a operação da central nessa
gama de caudal de elevada eficiência e que evite assim a entrada em perda das pás da turbina para
evitar as consequências nefastas referidas em cima. Existem diferentes estratégias de controlo do
funcionamento de uma turbina Wells, sendo duas das mais comuns a utilização de uma válvula de
alívio e o controlo electrónico da velocidade do gerador.
Na primeira, a válvula de alívio, instalada na câmara de pressão, é controlada de forma a
garantir que o caudal que é forçado através da conduta é o adequado para a velocidade de rotação
da turbina, maximizando a extracção energética e evitando assim uma possível entrada em perda,
sendo que o caudal de ar em excesso é enviado para a atmosfera. Por outro lado, é também possível
acelerar a velocidade da turbina para que esta se adapte ao caudal proveniente da câmara de
pressão, através do controlo do gerador que, momentaneamente, trabalha como motor para garantir
a velocidade de rotação desejada [31].
A este propósito, é importante referir que a turbina Wells do Pico foi instalada sem qualquer
estratégia de controlo activo que, como vimos, é crucial para garantir o correcto aproveitamento dos
benefícios da presença das pás directrizes. Os primeiros testes com vista à implementação de uma
Figura 3.2 - À esquerda: cascata de pás do funcionamento de uma turbina Wells com pás directrizes; à direita: o triângulo de
velocidades respectivo à entrada da pá. 17
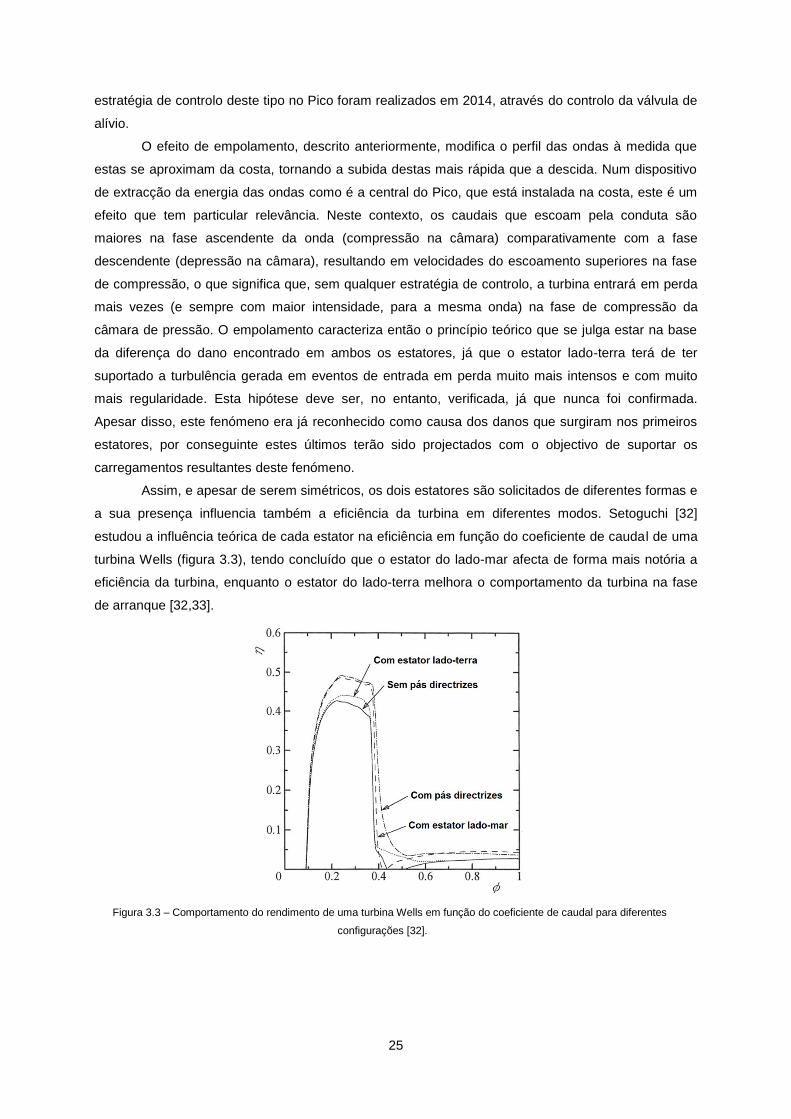
25
estratégia de controlo deste tipo no Pico foram realizados em 2014, através do controlo da válvula de
alívio.
O efeito de empolamento, descrito anteriormente, modifica o perfil das ondas à medida que
estas se aproximam da costa, tornando a subida destas mais rápida que a descida. Num dispositivo
de extracção da energia das ondas como é a central do Pico, que está instalada na costa, este é um
efeito que tem particular relevância. Neste contexto, os caudais que escoam pela conduta são
maiores na fase ascendente da onda (compressão na câmara) comparativamente com a fase
descendente (depressão na câmara), resultando em velocidades do escoamento superiores na fase
de compressão, o que significa que, sem qualquer estratégia de controlo, a turbina entrará em perda
mais vezes (e sempre com maior intensidade, para a mesma onda) na fase de compressão da
câmara de pressão. O empolamento caracteriza então o princípio teórico que se julga estar na base
da diferença do dano encontrado em ambos os estatores, já que o estator lado-terra terá de ter
suportado a turbulência gerada em eventos de entrada em perda muito mais intensos e com muito
mais regularidade. Esta hipótese deve ser, no entanto, verificada, já que nunca foi confirmada.
Apesar disso, este fenómeno era já reconhecido como causa dos danos que surgiram nos primeiros
estatores, por conseguinte estes últimos terão sido projectados com o objectivo de suportar os
carregamentos resultantes deste fenómeno.
Assim, e apesar de serem simétricos, os dois estatores são solicitados de diferentes formas e
a sua presença influencia também a eficiência da turbina em diferentes modos. Setoguchi [32]
estudou a influência teórica de cada estator na eficiência em função do coeficiente de caudal de uma
turbina Wells (figura 3.3), tendo concluído que o estator do lado-mar afecta de forma mais notória a
eficiência da turbina, enquanto o estator do lado-terra melhora o comportamento da turbina na fase
de arranque [32,33].
Figura 3.3 – Comportamento do rendimento de uma turbina Wells em função do coeficiente de caudal para diferentes
configurações [32]. 18

26
Os próximos capítulos seguirão o método sugerido no ASM Handbook: Volume 11 [11] para a
execução de uma análise de falha (apresentado no capítulo anterior), estando assim distribuídos de
acordo com a seguinte estrutura:
• Identificação do problema a analisar;
• Determinação das causas iniciais que provocaram o aparecimento da falha;
• Desenvolvimento de acções correctivas que evitem o ressurgimento dessa falha;
Após estas etapas, torna-se necessário verificar a validade das acções correctivas que foram
tomadas e, caso estas atinjam os resultados a que foram propostas, devem ser documentadas e
aplicadas nos procedimentos futuros relativos a componentes semelhantes.
3.1 Identificação da Falha
Os dois estatores instalados em 2006 foram fabricados em simultâneo e seguindo os mesmos
procedimentos de fabrico. O material constituinte é o AISI 316L, um aço inoxidável austenítico com
boa resistência à corrosão marinha e com boa capacidade de ser submetido a operações de
soldadura. Cada estator está na verdade dividido em duas partes, sendo que uma destas possui 30
pás e a outra 29. Estas duas partes são, no momento da instalação, aparafusadas entre si. Pode ser
interessante considerar ainda que cada metade possui dois meios discos: um exterior e um interior,
onde as várias pás são encastradas (figura 3.4). Para facilitar a análise a realizar, foi definida uma
numeração para as diferentes pás, tal como é indicado na figura 3.4, seguindo o formato x-y-z, onde x
é o número do estator (1 para lado-terra e 2 para lado-mar), y é o número da metade a considerar e z
é o número da pá respectiva.
O peso total do estator lado-terra é de 740 kg, sendo o peso da metade superior e inferior 380
kg e 360 kg, respectivamente. O método de construção dos estatores consistiu na calandragem dos
discos exteriores (a partir de chapa de 6 mm), na soldadura de diversos reforços laterais nestes
discos (em chapa de 10 mm) e em diversas operações de corte por laser, nomeadamente para abrir
os rasgos por onde as pás são instaladas nos discos. As pás foram inicialmente cortadas recorrendo
a laser CO2 a partir de chapa de 6 mm, sendo depois calandradas para garantir o raio de curvatura
Figura 3.4 – Representação esquemática das dimensões máximas (em mm) do estator lado-terra e distribuição do número
das pás ao longo das duas metades do estator (à direita). 19

27
pretendido (270 mm). O método de fixação da pá (figura 3.5) consiste, numa primeira fase, na
instalação de dois pés que são soldados em ângulo e com cordão intermitente aos discos exteriores e
interiores do estator (fora da região de trabalho), sendo estes pés construídos em chapa de 6 mm.
Após os pés estarem soldados, a pá é instalada e é então soldada em ângulo e com cordão em todo
o contorno, em ambas as extremidades, aos dois pés. Isto significa que as pás não estão
directamente soldadas aos discos do estator mas sim seguras a este através dos pés. Esta solução
foi adoptada com o objectivo de não existirem soldaduras junto à região de trabalho das pás, apesar
de ser pouco interessante no que diz respeito à capacidade de remoção, recuperação ou substituição
rápida de uma das pás, assim como para a integridade destas, como veremos a seguir. O método de
soldadura adoptado foi o de TIG (Tungsten Inhert Gas), que será, dos métodos de soldadura, aquele
que garante maior qualidade dos cordões e um maior controlo sobre a entrega térmica ao material
[34], factor preponderante na construção de um componente de grandes dimensões.
Por ser um componente que é parte integrante de apenas algumas turbinas Wells, e por estas
serem produzidas em muito reduzida quantidade e usualmente em formato de protótipo, existe pouca
(ou nenhuma) informação acerca das solicitações a que as pás directrizes estão sujeitas. Este terá
sido o principal desafio da Kymaner – Tecnologias Energéticas Lda. no momento de projectar novos
estatores para a turbina do Pico, já que os dados existentes na altura limitavam-se a valores
operacionais de pressão em diversos pontos da central, de onde era também possível estimar o
caudal atravessado na turbina. No entanto, os eventos de entrada em perda, que são responsáveis
pela solicitação mais exigente para as pás directrizes, provocam vibrações que eram na altura
desconhecidas na sua intensidade e frequência.
Foi em 2009 que diversas fissuras foram detectadas nas pás directrizes do lado-terra, todas
elas na região de trabalho das mesmas (figura 3.6). Em pouco tempo, algumas destas fissuras
progrediram para dimensões superiores a 100 mm (na direcção axial da turbina) colocando em risco
a sua integridade e, consequentemente, a integridade da turbina.
Figura 3.5 – Representação do método de instalação de uma pá directriz. Os pés exterior e interior são soldados nos discos
externo e interno, respectivamente. Depois, a pá é introduzida no estator, de dentro para fora, e é soldada a ambos os pés. 20
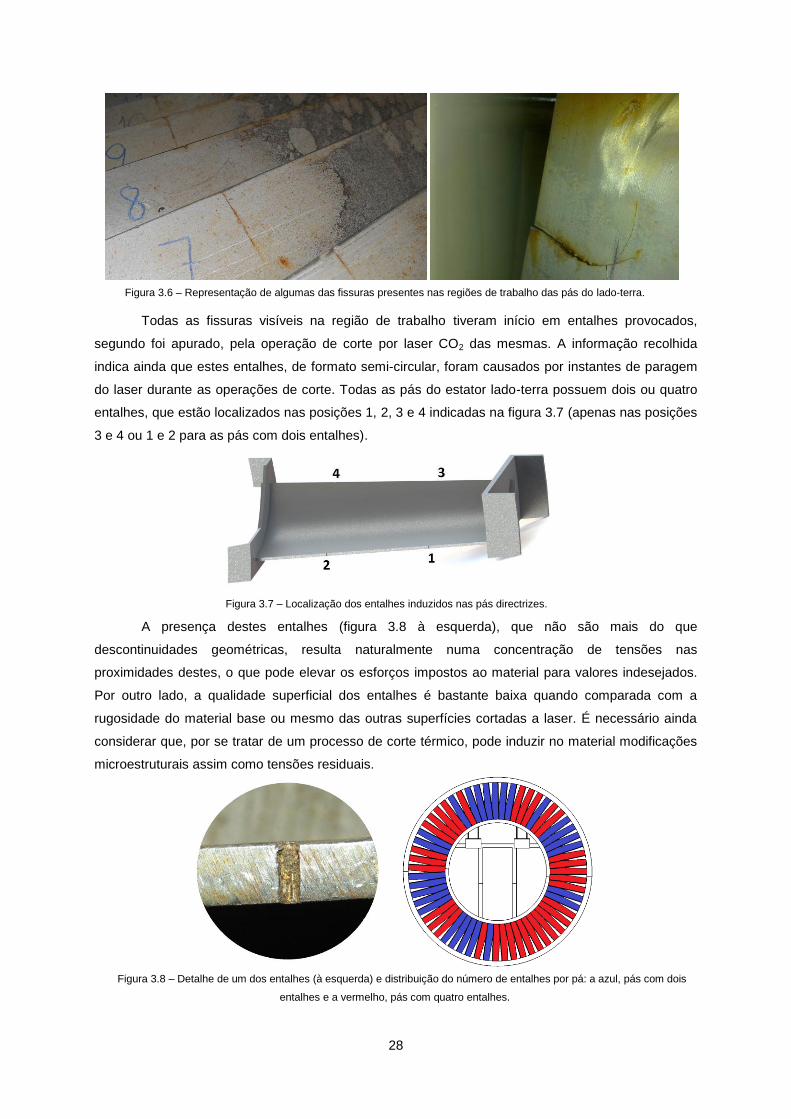
28
Todas as fissuras visíveis na região de trabalho tiveram início em entalhes provocados,
segundo foi apurado, pela operação de corte por laser CO2 das mesmas. A informação recolhida
indica ainda que estes entalhes, de formato semi-circular, foram causados por instantes de paragem
do laser durante as operações de corte. Todas as pás do estator lado-terra possuem dois ou quatro
entalhes, que estão localizados nas posições 1, 2, 3 e 4 indicadas na figura 3.7 (apenas nas posições
3 e 4 ou 1 e 2 para as pás com dois entalhes).
A presença destes entalhes (figura 3.8 à esquerda), que não são mais do que
descontinuidades geométricas, resulta naturalmente numa concentração de tensões nas
proximidades destes, o que pode elevar os esforços impostos ao material para valores indesejados.
Por outro lado, a qualidade superficial dos entalhes é bastante baixa quando comparada com a
rugosidade do material base ou mesmo das outras superfícies cortadas a laser. É necessário ainda
considerar que, por se tratar de um processo de corte térmico, pode induzir no material modificações
microestruturais assim como tensões residuais.
Figura 3.6 – Representação de algumas das fissuras presentes nas regiões de trabalho das pás do lado-terra. 21
Figura 3.7 – Localização dos entalhes induzidos nas pás directrizes. 22
Figura 3.8 – Detalhe de um dos entalhes (à esquerda) e distribuição do número de entalhes por pá: a azul, pás com dois
entalhes e a vermelho, pás com quatro entalhes. 23

29
Foi feito um levantamento do número de entalhes e das dimensões das fissuras para todas as
pás do estator lado-terra, que pode ser consultado no Anexo A, tendo sido identificadas 33 pás com 4
entalhes e 26 pás com 2 entalhes, conforme pode ser visto na figura 3.8 à direita. No total das 59 pás
estão presentes 184 entalhes e 66 fissuras. Pode ser interessante analisar também a distribuição do
número de fissuras por pá (figura 3.9 à esquerda) e a distribuição do estado geral das pás em função
do comprimento das suas fissuras (figura 3.9 à direita).
Não é possível retirar, analisando estes dados, qualquer conclusão fidedigna acerca da
influência da posição das pás no dano resultante nas mesmas, apesar de a metade inferior
apresentar menores danos, o que pode ser explicado por uma possível menor quantidade de caudal
a atravessar esta região devido à presença dos apoios do gerador e do veio da turbina. As duas pás
que possuem fissuras com comprimentos superiores a 100 mm (pás 1-1-16 e 1-1-25) constituíam as
situações de maior risco de ocorrência de uma falha estrutural em caso de uma posterior instalação
do estator, pelo que a sua remoção foi a primeira acção realizada nos estatores no âmbito da sua
reabilitação.
Ao longo deste trabalho foram removidas sete pás no estator lado-terra. Para além das
indicadas anteriormente, foi removida a pá 1-1-3, que não possuía qualquer fissura e que foi usada
para a instalação de diversos sensores de pressão, operação que requereu a prévia maquinagem da
pá de forma a permitir o embutimento dos sensores na superfície desta, para que estes não
perturbassem o fluxo de ar que incidia na pá.
Foram também removidas as pás 1-1-27, 1-2-9, 1-2-16 e 1-2-25, para serem alvo de
diferentes operações de reabilitação. A escolha incidiu especificamente nestas por possuírem apenas
uma fissura com dimensões e localização semelhantes (entre 40 e 50 mm) e por a sua remoção ser
fácil de realizar, em comparação com outras.
Figura 3.9 – À esquerda: Representação do número de fissuras através de uma escala cromática: verde escuro – nenhuma
fissura; verde claro – uma fissura; amarelo - duas fissuras; laranja – três fissuras. À direita: Representação do estado geral das
pás pelo comprimento da fissura máxima: verde – sem fissuras; amarelo – fissuras até 100 mm; vermelho – fissuras maiores
que 100 mm). 24

30
Após a remoção da primeira pá (1-1-16) foi possível identificar a presença de diversas
fissuras em ambas as regiões de encastramento da pá, cuja existência era até então desconhecida.
Estas fissuras propagaram-se junto às regiões soldadas da pá que promovem a ligação entre esta e
ambos os pés, tendo-se iniciado junto aos cantos (figura 3.10).
A presença destas fissuras foi confirmada noutras pás: as pás 1-1-16, 1-1-25, 1-2-9, 1-2-16,
possuíam 4 destas fissuras e as pás 1-1-3, 1-1-27, 1-2-25 possuíam 3. Estas fissuras fragilizam a
rigidez das pás, tendo naturalmente consequências a nível da resposta harmónica das mesmas, na
medida em que uma diminuição da rigidez resulta na diminuição das suas frequências naturais. Terão
também consequências ao nível da integridade da pá, já que estas fissuras poderão conduzir a uma
fractura total, que resultaria na libertação da pá do conjunto estator, com consequências a nível
estrutural. No entanto, mesmo com a presença de duas fracturas existem constrangimentos
geométricos que a impedem de se soltar da sua posição (figura 3.11).
Figura 3.10 – Pormenor de uma das fissuras encontradas na região de encastramento de uma das pás removidas do estator
lado-terra. 26
Figura 3.11 – Pormenor da geometria do encastramento das pás junto aos pés, onde é possível visualizar os cordões de
soldadura que unem a pá aos pés. Considera-se também que as fissuras se propagam, de forma aproximada, na região
representada pelo traço vermelho. 25

31
Note-se mais uma vez que o carregamento a que os estatores estão submetidos, causado
pela compressão e descompressão do ar na câmara de pressão, é bastante severo, não só pelas
elevadas forças que são impostas às pás mas também pelo carácter dinâmico, aleatório e
imprevisível das ondas que geram essas variações de pressão. Não são também negligenciáveis,
como veremos, os efeitos dinâmicos e aerodinâmicos causados pela rotação da turbina e suas pás.
Some-se a isto o facto de o ambiente ser extremamente corrosivo e erosivo, devido à presença da
água do mar no ar que é forçado pela conduta da turbina e à presença de pequenas pedras e areias
nesse mesmo escoamento.
Terminada a identificação e descrição detalhada do problema a analisar, é necessário agora
proceder-se à determinação das causas iniciais, isto é, aquelas que efectivamente conduziram à
situação de perda da integridade estrutural das pás directrizes do lado-terra.

32
4. Determinação das Causas Iniciais da Falha
Para se compreenderem as causas iniciais que conduziram ao dano nas pás directrizes do
estator do lado-terra é necessário proceder-se a análises e ensaios que o investigador ache
relevantes, e cujos objectivos serão, por um lado, excluir potenciais causas e, por outro, o de permitir
chegar, análise após análise, a um consenso acerca dos fenómenos que conduziram a esta falha.
Assim, é necessário compreender, em primeiro lugar, qual o carregamento a que as pás
estão efectivamente sujeitas, já que este tem sido um dos principais obstáculos ao desenvolvimento e
projecto de componentes deste tipo. Para isso, podem utilizar-se métodos computacionais ou,
preferencialmente, instrumentar-se as pás e avaliar, em tempo real, as solicitações impostas. Esta
solução, apesar de preferencial, apresenta alguns obstáculos, já que exige a instalação de sensores
nas pás, necessitando também que a turbina esteja em funcionamento. É importante notar que,
durante o ano de 2013, o tempo de operação da Central do Pico em modo gerador foi residual.
É importante também analisar o material constituinte, confirmando as suas características e a
sua composição química e verificando quais são as implicações que os procedimentos de soldadura
e corte por laser têm na sua microestrutura. A análise das superfícies de fractura permite adquirir
importantes informações acerca dos modos e da intensidade dos carregamentos a que as pás foram
sujeitas.
Por se tratar de uma máquina rotativa, a análise das frequências naturais das pás é
especialmente importante para que essa informação possa ser cruzada com os espectros de vibração
obtidos dos ensaios às solicitações nas pás, nomeadamente através de extensómetros e de sensores
de pressão.
Análise das características e do comportamento do material constituinte das pás
directrizes
O AISI 316L, que é o material indicado como sendo o constituinte do estator e suas pás
directrizes, é um aço inoxidável austenítico. Esta é a categoria de aços inoxidáveis dominante no
mercado [26,35] devido à grande variedade de aplicações, que vão desde a indústria alimentar até à
utilização para implantes médicos [35]. O seu comportamento é reconhecidamente dúctil e possuem
boa tenacidade, mesmo para temperaturas criogénicas, não sendo endurecíveis por tratamento
térmico [17]. Possuem boa resistência à corrosão e boa capacidade de serem submetidos a
operações de soldadura [18, 36].
A série de aços AISI 300 baseia-se no sistema 18Cr-8Ni, onde o AISI 304 surge como o aço
mais utilizado desta série [17]. O AISI 316 difere deste por incluir na sua composição Molibdénio, que
tem como função principal aumentar a resistência à corrosão deste aço [18,36], possuindo também
maiores concentrações de Ni, que actua como estabilizador da austenite, tendo também influência na
sua ductilidade [36]. O AISI 316L varia do 316 por possuir uma menor concentração de Carbono

33
(<0.03% contra <0.08%). Esta variante é muito utilizada para aplicações em que é necessário
recorrer a operações de soldadura, já que a menor concentração de carbono no material base resulta
numa menor formação de carbonetos de crómio nos limites de grão do material que foi submetido à
operação de soldadura [16]. Estes carbonetos são bastante indesejáveis pois, ao serem formados
pelo Carbono e pelo Crómio do material base, resultam numa diminuição da concentração de Crómio
no material termicamente afectado pela operação de soldadura o que afecta a resistência à corrosão
deste e, abaixo de um determinado limiar, pode mesmo retirar a característica inoxidável do material.
É importante então caracterizar o material constituinte do estator, nomeadamente no que diz
respeito à sua composição química, à sua metalurgia e às suas propriedades mecânicas. É também
interessante analisar as consequências dos procedimentos de soldadura e corte por laser no material,
assim como analisar as superfícies das fissuras encontradas nas pás.
4.1 Composição química e estudo metalúrgico
A caracterização completa da composição química de um aço é normalmente difícil de obter,
necessitando-se usualmente do acesso a equipamentos especializados para a obtenção desta.
Enquanto que a maior parte dos elementos que compõem o aço são de fácil detecção, bastando,
para a sua identificação, recorrer a um microscópio electrónico de varrimento, a concentração do
Carbono é de complicada identificação, devido à abundante presença deste na superfície do material
analisado no microscópio. Assim, é necessário utilizar analisadores dedicados de carbono ou a
técnica de EEA. Dada a inexistência de um equipamento deste tipo nas instalações do IST, foi pedida
a realização deste procedimento ao Prof. Doutor Luís Filipe Malheiros (docente na FEUP), que
gentilmente aceitou o pedido. A técnica utilizada foi a de EEA, sendo os resultados apresentados na
Tabela 4.1:
Elemento C Si Mn P S Cr Mo Ni Al Cu Nb Ti V B N
% 0,02 0,44 1,28 0,028 <0,01 16,82 2 9,84 0,001 0,29 0,02 0,01 0,06 0,001 0,04
Tabela 4.1 – Composição química (em função da massa) do material constituinte das pás directrizes. 2
O conhecimento da composição química do material a estudar é essencial para confirmar a
correcta utilização do material assim como para retirar conclusões metalúrgicas posteriores. Com
esta informação é possível aceitar que o aço utilizado é o AISI 316L conforme definido pelo projecto
inicial. A fracção de Carbono está abaixo do limiar máximo definido para este tipo de aço (menos de
0,03%), assim como a fracção de Silício (menos de 1%), de Enxofre (menos de 0,03%) e Fósforo
(menos de 0,045%). A fracção de Crómio está também entre o intervalo definido (de 16 a 18%),
enquanto que o Níquel possui uma fracção ligeiramente inferior ao mínimo definido para este tipo de
aço, que é de 10%. A fracção de Molibdénio encontra-se igualmente dentro do intervalo normalizado
para este aço (entre 2 e 3%) [17].
A presença do Silício e do Molibdénio garantem um aumento da resistência à corrosão geral
e localizada [36], enquanto este último actua como promotor de ferrite na microestrutura [17]. O
Cobre aumenta também a resistência à corrosão do material, actuando como promotor de austenite
[36]. O Nióbio e o Titânio são normalmente utilizados de forma a aumentar a resistência à corrosão

34
intergranular, nomeadamente após processos de soldadura, já que evitam a formação de carbonetos
ricos em Crómio (sensibilização), na medida em que eles mesmos formam carbonetos com o
Carbono presente no material [17]. O Azoto pode ser utilizado para promover o aumento da
resistência do material, apesar de a fracção presente no nosso aço ser demasiado pequena para ter
influência nas suas características [37]. Também o tamanho do grão influi directamente nas
propriedades mecânicas deste tipo de aço [37].
Apesar de ser um aço inoxidável austenítico, o AISI 316L pode possuir na sua microestrutura
ferrite, dependendo da sua composição química. De forma a determinar teoricamente a quantidade
de ferrite presente num aço, é possível recorrer ao Diagrama WRC-1992, calculando previamente o
Crómio e o Níquel equivalentes (figura 4.1), tendo sido estimado, recorrendo a este, a presença de
4% de ferrite na constituição do nosso aço.
Esta análise é particularmente relevante em procedimentos de soldaduras. A presença de
ferrite pode contribuir para diminuir a tendência de fissuração a quente, mas quando em fracções
acima de 3% pode diminuir a resistência do material à corrosão por picada [38].
O estudo metalográfico da microestrutura do material base pode indicar diversas informações
relativamente às suas características, servindo também como base de comparação para estudos
metalográficos de procedimentos térmicos aplicados a esse material, tais como a soldadura ou o
corte laser.
Neste âmbito, foram realizadas análises à superfície metalográfica do material base das pás,
cujo procedimento consistiu no ataque através do reagente Glyceregia (Glicerol + Ácido Clorídrico +
Ácido Nítrico), cujo resultado pode ser visto na Figura 4.2:
Figura 4.1 – Diagrama WRC-1992 com a indicação da localização do AISI 316L utilizado no estator [17]. 27

35
É possível identificar, nesta (à direita), a estrutura maioritariamente austenítica do AISI 316L,
com a ferrite presente nos limites de grão da austenite.
4.2 Ensaios de tracção uniaxiais
Os ensaios de tracção uniaxiais são ensaios onde um provete do material é lentamente
traccionado uni-axialmente e em apenas um sentido até atingir a rotura total, onde, através da
medição simultânea da carga aplicada e do alongamento registado no provete, é possível determinar
diversas características deste, como por exemplo a tensão de cedência ou a tensão de rotura (σR)
[39]. Assim, e de forma a caracterizar mecanicamente o material do estator, foram fabricados dois
provetes que foram testados nos laboratórios do IST, na máquina Instrom 3369, seguindo a norma
em vigor, ASTM E8 [39] (Figura 4.3). Estes provetes foram maquinados nas oficinas do IST
recorrendo à fresadora manual aí existente, tendo sido realizados a partir da pá 1-1-16. Por terem
sido maquinados, os resultados obtidos a partir destes ensaios podem não representar de forma fiel
as propriedades mecânicas do material base [39], já que os procedimentos de corte por arranque de
apara podem induzir no aço tensões residuais [40]. Também o processo de calandragem utilizado
para dar a curvatura pretendida às pás induziu no material tensões residuais que podem afectar os
resultados obtidos [41].
Figura 4.2 – À esquerda: amostras utilizadas nas análises de metalografia; à direita: estrutura do material base do estator. 28

36
Como vimos anteriormente, os valores da tensão de cedência e de rotura de um AISI 316L
dependem não só da temperatura de serviço mas também da sua composição química e
microestrutura. Norström testou diversos tipos de AISI 316L, cujas tensões de cedência (σc 0.2%), para
20ºC, variavam entre aproximadamente 240 e 340 MPa [37] enquanto outras fontes indicam valores
entre 280 e 310 MPa [26,43]. O gráfico dos ensaios realizados pode ser analisado na Figura 4.4:
O primeiro ensaio indicou uma σc 0.2% de 308 MPa, uma σR de 645 MPa e um Módulo de
Young (E) de 172 GPa, enquanto o segundo obteve para a σc 0.2% um valor de 282 MPa, uma σR de
586 MPa e um E de 182 GPa. As elongações máximas medidas foram de 53% e 62%,
respectivamente. São considerados os valores inferiores registados em cada uma das propriedades
para caracterizar o nosso material, obtendo-se assim:
Tensão de Cedência (σc 0.2%) Tensão de Rotura (σR) Módulo de Rigidez (E)
282 MPa 586 MPa 172 GPa
Figura 4.3 – Imagem dos dois provetes produzidos para os ensaios de tracção (à esquerda), instalação de um dos
provetes na Instrom 3369 (à direita). 29
Figura 4.4 – Representação dos dois ensaios de tracção uniaxial realizados. A roxo o primeiro ensaio e a azul o segundo. 30
Tabela 4.2 – Propriedades mecânicas determinadas através dos ensaios de tracção uniaxial para o AISI 316L. 3

37
4.3 Ensaios de fadiga oligocíclica
É possível testar a resposta de diferentes materiais metálicos à fadiga oligocíclica (ou de
baixo número de ciclos), sendo estes dados particularmente interessantes na selecção de materiais
para aplicações, nas quais os materiais são sujeitos a carregamentos cíclicos que solicitem o material
no domínio plástico. Estes ensaios podem ser realizados a amplitude de tensão constante ou
amplitude de extensão constante, tendo-se optado neste caso pela realização de ensaios a amplitude
de extensão constante. Este ensaio permite avaliar se o material que estamos a testar sofre
amaciamento cíclico (caso tenha sido previamente deformado a frio, por exemplo) ou endurecimento
cíclico (caso estivesse no estado recozido) [18].
Os ensaios realizados seguiram a norma em vigor para testes deste tipo, ASTM E606 [43].
Foram produzidos dois provetes a partir da pá 1-1-16. Devido às limitações da geometria da pá e da
carga máxima que a máquina usada para os ensaios consegue suportar (Instrom 8874, Figura 4.5), o
primeiro provete possuía uma geometria demasiado esbelta, tendo instabilizado na primeira aplicação
de carga compressiva, tornando-se assim inutilizável e não fornecendo qualquer resultado útil. O
segundo provete foi maquinado de forma a possuir um comprimento inferior e, dessa forma, tentou-se
adiar a instabilização por carregamento compressivo.
Este ensaio consiste em aplicar blocos de 10 ciclos onde as extensões máxima e mínima são
constantes para cada bloco. No primeiro bloco foi aplicada uma extensão máxima de 0.2%, sendo
esta aumentada em 0.1% de bloco em bloco. Apesar de este provete ter mostrado maior robustez
que o anterior, acabou também por instabilizar aquando da aplicação de uma extensão máxima de
0.4% (ou seja, no terceiro bloco realizado). Para que este ensaio tivesse o sucesso pretendido teria
sido interessante recorrer a um provete de formato cilíndrico, algo que foi impossível produzir dadas
as limitações do material disponível, que era formado por chapa de 6 mm. No entanto, os resultados
obtidos permitem retirar algumas conclusões acerca do comportamento do nosso material. Um dos
blocos testados (neste caso a 0.3%) está representado em baixo:
-400
-300
-200
-100
0
100
200
300
400
-0,4 -0,3 -0,2 -0,1 0 0,1 0,2 0,3 0,4
Ten
são
(M
Pa)
Extensão (ε, %)
Figura 4.5 – Máquina Instrom 8874 utilizada na realização dos ensaios de fadiga oligocíclica, à esquerda. Representação
gráfica do terceiro bloco realizado a extensão constante de 0.3% à direita. 31

38
Para avaliarmos se o material sofre endurecimento ou amaciamento com a aplicação destes
carregamentos cíclicos, pode ser interessante comparar os valores máximos obtidos para a tensão,
em cada bloco, com o nosso ensaio de tracção uniaxial (Figura 4.6):
É notório que os valores de tensão máxima obtidos nos ensaios de fadiga oligocíclica estão
acima daqueles obtidos para o teste uniaxial de tensão, podendo concluir-se que o nosso material
possui um comportamento endurecedor com a aplicação de deformação plástica cíclica. Manson et
al. [44] sugeriram que, para materiais metálicos, quando a relação entre σR/σc é superior a 1,4 o
material terá um comportamento endurecedor e para σR/σc < 1,2 o material sofrerá amaciamento. No
intervalo desses valores terá um comportamento neutro. Esta hipótese confirma-se no nosso caso já
que a nossa relação σR/σc é de, aproximadamente, 2.
4.4 Ensaios de dureza
Os ensaios de dureza são amplamente utilizados na indústria, nomeadamente em controlo de
qualidade, muito devido ao seu baixo custo e simplicidade de execução. Permitem compreender, de
forma aproximada, as características de ductilidade e resistência dos materiais durante diversas
etapas de fabricação e após a aplicação de tratamentos térmicos [18].
Foram realizados diversos ensaios de dureza nesta análise, de forma a compreender-se a
influência dos diversos processos de fabricação nas características do AISI 316L analisado. Todos os
ensaios foram realizados respeitando a norma ASTM E384 [45], através do método de Vickers em
que a carga aplicada foi de 20 N durante 10 segundos. O material base, que servirá de comparação
para os próximos ensaios, possui então um valor de dureza médio de 152 HV. É possível visualizar,
na Figura 4.7, uma das indentações resultantes de um dos ensaios realizados:
0
50
100
150
200
250
300
350
0 0,001 0,002 0,003 0,004 0,005 0,006
Ten
são
(σ
, MP
a)
Extensão (ε)
Figura 4.6 - Comportamento tipicamente endurecedor do AISI 316L. 32

39
4.5 Análise dos Procedimentos de Fabrico
Os procedimentos de fabrico realizados num determinado componente podem resultar em
diferentes consequências para o material, que são, por vezes, prejudiciais às suas características e
propriedades.
As pás directrizes dos estatores foram inicialmente cortadas a laser CO2 a partir de uma
chapa de 6 mm, tendo sido depois calandradas e, finalmente, instaladas e soldadas nos dois discos
do estator, como foi visto anteriormente.
A operação de corte por laser, muito utilizada na indústria, possui alguns inconvenientes, de
entre os quais se destaca a criação de uma camada, junto à região de material cortado, que é
termicamente afectada, sendo, assim, as suas propriedades mecânicas modificadas, nomeadamente
na sua ductilidade e resistência à fadiga, que são reduzidas. São também induzidas tensões residuais
e a própria microestrutura do material é modificada, tendo consequências semelhantes às da
soldadura [46]. Estas modificações podem ser confirmadas recorrendo a uma análise de dureza e à
análise metalográfica do material nesta região.
As análises de dureza são realizadas a meio da espessura da pá, desde a superfície cortada
até uma distância que se considere suficiente para não ser influenciada pelo processo de corte, e
respeitando a norma em vigor [45]. Os resultados são apresentados de seguida, na Figura 4.8:
Figura 4.7 – Imagem da indentação resultante de um dos ensaios de dureza realizados no AISI 316L, à esquerda;
equipamento do IST utilizado na realização dos ensaios de dureza Vickers, à direita. 33
140
150
160
170
180
190
200
210
220
0 1 2 3 4 5 6
Du
reza
(V
icke
rs)
Distância para superfície de corte (mm)
Figura 4.8 – Distribuição da dureza Vickers a partir do corte laser para o interior do material. 34

40
É notório o aumento significativo da dureza no material (para valores que chegam aos 218
HV) junto à superfície cortada, que diminui em poucos milímetros para valores próximos da dureza do
material base, demonstrando que o material nesta região está sob fortes tensões residuais. A análise
metalográfica permitiu visualizar a camada resultante do corte por laser (kerf layer), Figura 4.9:
É necessário considerar, ainda, que não só o corte por laser possui estes inconvenientes,
como também durante o corte das pás directrizes do Pico foram deixados diversos entalhes nas
regiões de trabalho das pás.
Após o corte por laser, as pás foram submetidas a um procedimento de calandragem de
forma a conferir à pá o perfil curvo pretendido, induzido através de deformação plástica a frio. É
possível identificar na literatura diversas fontes que referem que a deformação plástica a frio pode
induzir a formação de martensite em aços inoxidáveis austeníticos [42,47]; no entanto, para o AISI
316L, não foi confirmada a formação desta fase após deformação plástica a frio [42,47]. A martensite
é particularmente indesejável pois diminui de forma notória a resistência do material à corrosão [48],
para além de ter características ferromagnéticas que podem ser indesejáveis em diversas aplicações.
Vamos então assumir, com base nesta bibliografia, que esta fase do processo de fabrico não trará
consequências relevantes para as propriedades mecânicas do material.
A última operação de fabrico consistiu na soldadura das pás a ambos os pés, tal como foi
indicado anteriormente. Esta soldadura foi realizada em ângulo e em todo o contorno, recorrendo ao
processo de TIG.
Apesar de os aços inoxidáveis austeníticos serem conhecidos pela sua boa capacidade de
sujeição a procedimentos de soldadura por fusão, estes acarretam sempre alguns inconvenientes que
é importante referir, causados maioritariamente pela elevada entrega térmica dos mesmos. Esta
elevada entrega térmica resulta na indução de tensões residuais, na fusão e consequente
recristalização do material, resultando em grãos que possuem direcções e tamanhos diferentes
daqueles do material base, podendo também resultar na modificação da microestrutura do material
através da formação de ferrite, fase σ (sigma) e carbonetos de crómio em aços inoxidáveis [17].
Figura 4.9 – À esquerda: microestrutura do material junto ao corte laser; à direita, pormenor da camada resultante do corte
laser. 35

41
Para o caso particular do AISI 316L, existe efectivamente uma modificação do tamanho e
orientação dos grãos após procedimentos de soldadura TIG [49]. Também a presença de ferrite na
microestrutura do material aumenta quando este é submetido a este procedimento de soldadura,
contribuindo assim para diminuir a resistência do material à corrosão localizada [49,50].
A fase sigma (σ), que pode aparecer na composição do sistema ternário Fe-Cr-Mo quando
submetido a tratamentos de envelhecimento ou procedimentos de soldadura, prejudica as
propriedades mecânicas e diminui a resistência à corrosão do material [51]. Para o AISI 316L, não foi
no entanto detectada a presença desta fase em regiões soldadas [52].
Por último, a sensibilização do material é especialmente indesejada, já que consiste na
segregação de carbonetos de crómio nas regiões intergranulares no material submetido a operações
de soldadura, reduzindo a presença de Crómio na constituição do material e pondo assim em risco a
capacidade inoxidável do aço e a sua resistência à corrosão [16,53]. Devido a este fenómeno, o AISI
316L possui na sua composição uma concentração de Carbono muito baixa (inferior a 0.03%), para
que menos carbonetos de crómio sejam formados nos limites de grão. No entanto, diversos autores
detectaram a presença destes carbonetos em amostras soldadas deste aço [48, 54].
De forma a evitar a presença do Crómio nestes carbonetos, a inclusão de certos elementos
na composição do material, como o Nióbio e o Titânio, pode ser benéfica, pois actuam como
substitutos do Crómio. Note-se que o nosso AISI 316L possui na sua microestrutura estes elementos,
tal como referido anteriormente. Também o Cério tem semelhantes propriedades quando adicionado
no AISI 316L [49]. H. Shaikh et al. [48] verificaram que o limiar de propagação de fissura de um AISI
316L em condições de corrosão sob tensão (KICST) diminui consideravelmente após este ser
submetido a operações de soldadura (22,38 contra 5,78 MPa.m1/2
), sendo assim notório que a
resistência à corrosão do material é fortemente reduzida.
A análise de dureza da região soldada no encastramento foi realizada a meia espessura da
pá, desde o limite lateral para o interior desta, na direcção longitudinal da pá, de forma a analisar a
secção transversal desta soldadura. Os resultados obtidos são os seguintes (figura 4.10):
180
190
200
210
220
230
240
0 5 10 15 20 25
Du
reza
(V
icke
rs)
Distância para o limite lateral da pá (mm)
Figura 4.10 – Distribuição da dureza Vickers junto à região de encastramento de uma das pás. 36

42
Aqui é possível visualizar, antes de mais, a influência do corte laser já referido anteriormente,
que promove o aumento da dureza no limite lateral da pá, diminuindo à medida que nos dirigimos
para o interior do material. Porém, neste caso, a descida não é tão acentuada e, a 4 mm deste limite
lateral da pá, os valores de dureza voltam a aumentar consideravelmente, chegando a atingir valores
de 229 HV, muito acima dos 152 HV do material base. Esta subida é resultado da soldadura realizada
na região de encastramento, e confirma que este procedimento induz tensões residuais no material. I.
Gowrisankar et al. [55] concluiu que, em soldaduras de AISI 316L, com o aumento da dureza da
região soldada regista-se um aumento da tensão de rotura mas também uma diminuição da
ductilidade e da resistência ao impacto do material. As conclusões metalúrgicas podem ser
visualizadas na Figura 4.11:
A análise das consequências que os procedimentos de fabrico das pás têm nas propriedades
mecânicas destas permite-nos concluir:
-em relação ao corte laser, que apesar de este induzir na superfície do material tensões
residuais e uma camada cuja microestrutura foi modificada, foi a presença dos entalhes na região de
trabalho das mesmas que promoveu a nucleação e propagação das fissuras, já que todas as fissuras
nestas zonas (sem excepção) tiveram início nestes entalhes.
Figura 4.11 – À esquerda, em cima: Comparação entre o tamanho de grão do material base e do material soldado; à direita,
em cima: material soldado em pormenor; à esquerda, em baixo: linha de fusão; à direita, em baixo: austenite e ferrite após
soldadura. 37

43
-que as operações de soldadura prejudicam as propriedades do material, nomeadamente no
que diz respeito à sua ductilidade, resistência ao impacto e corrosão. É necessário ainda considerar
que as soldaduras são responsáveis pelo encastramento das pás através de uma geometria que,
como vimos anteriormente, promove a concentração de tensões. Estamos assim a promover um
aumento de tensões (devido às solicitações mecânicas e à geometria) numa região que se encontra
fragilizada devido a estes procedimentos, o que resultou em diversas fissuras que só foram
descobertas após a remoção de diferentes pás.
As falhas mecânicas decorrentes de operações de soldadura podem ser divididas em duas
classes: a primeira, quando a qualidade da soldadura é rejeitada pela inspecção subsequente à sua
realização; uma segunda, quando a soldadura falha durante a operação desse componente [11].
Considerando que o controlo de qualidade dos cordões de soldadura de todas as pás foi
correctamente realizado e que não foram encontrados defeitos nas mesmas, é necessário
compreender as causas que conduziram à nucleação e propagação de fissuras nas regiões de
encastramento. Tendo em conta que os carregamentos submetidos nas pás são cíclicos (devido à
natureza cíclica das ondas) e desconhecidos na sua intensidade e frequência e que o ambiente é
corrosivo (devido à presença da água do mar), o projecto de uma região de encastramento que
promove a concentração de tensões parece ser uma solução pouco interessante, principalmente
quando esta região foi previamente submetida a operações de soldadura e está assim, como vimos,
fragilizada.
4.6 Análise fractográfica das superfícies de fractura
A análise fractográfica de superfícies de fractura ou fissura resultantes de uma falha
mecânica pode fornecer inúmeras informações acerca dos fenómenos subjacentes a essa falha,
nomeadamente através dos padrões que encontramos nas superfícies. Podemos compreender, por
exemplo, onde se deu a nucleação, qual a direcção do carregamento (já que as fissuras se propagam
num plano perpendicular à direcção da carga aplicada), de que forma se deu a propagação (através
das linhas de paragem), entre outras informações. Acrescente-se no entanto que a análise
fractográfica em fissuras formadas em ambientes corrosivos pode ser dificultada pela deposição de
produtos consequentes da corrosão, sendo também usual nestas fissuras a formação de ramificações
[56].
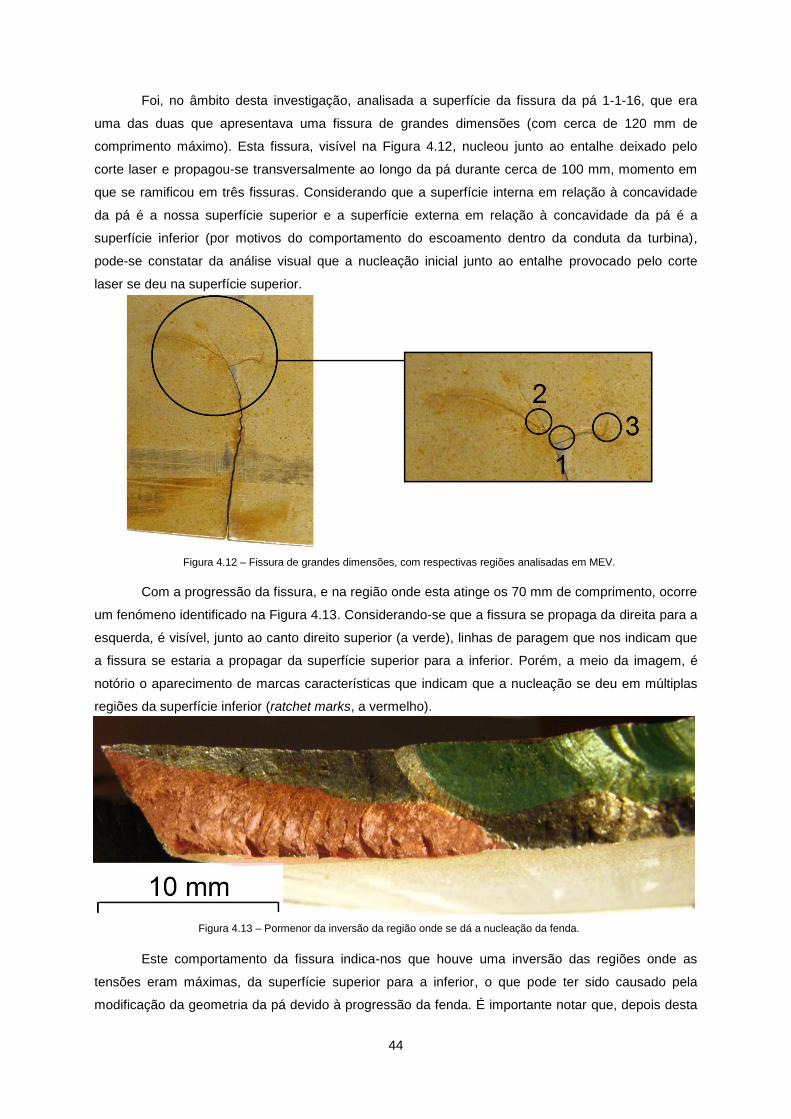
44
Foi, no âmbito desta investigação, analisada a superfície da fissura da pá 1-1-16, que era
uma das duas que apresentava uma fissura de grandes dimensões (com cerca de 120 mm de
comprimento máximo). Esta fissura, visível na Figura 4.12, nucleou junto ao entalhe deixado pelo
corte laser e propagou-se transversalmente ao longo da pá durante cerca de 100 mm, momento em
que se ramificou em três fissuras. Considerando que a superfície interna em relação à concavidade
da pá é a nossa superfície superior e a superfície externa em relação à concavidade da pá é a
superfície inferior (por motivos do comportamento do escoamento dentro da conduta da turbina),
pode-se constatar da análise visual que a nucleação inicial junto ao entalhe provocado pelo corte
laser se deu na superfície superior.
Com a progressão da fissura, e na região onde esta atinge os 70 mm de comprimento, ocorre
um fenómeno identificado na Figura 4.13. Considerando-se que a fissura se propaga da direita para a
esquerda, é visível, junto ao canto direito superior (a verde), linhas de paragem que nos indicam que
a fissura se estaria a propagar da superfície superior para a inferior. Porém, a meio da imagem, é
notório o aparecimento de marcas características que indicam que a nucleação se deu em múltiplas
regiões da superfície inferior (ratchet marks, a vermelho).
Este comportamento da fissura indica-nos que houve uma inversão das regiões onde as
tensões eram máximas, da superfície superior para a inferior, o que pode ter sido causado pela
modificação da geometria da pá devido à progressão da fenda. É importante notar que, depois desta
Figura 4.12 – Fissura de grandes dimensões, com respectivas regiões analisadas em MEV. 38
Figura 4.13 – Pormenor da inversão da região onde se dá a nucleação da fenda. 39

45
Figura 4.15 – Resultados obtidos da análise da amostra 1 em MEV. 40
inversão, os esforços submetidos no material são bastante elevados pelo que, durante a progressão
desta região da fissura, houve uma grande componente de plasticidade. Foi também após esta
inversão que se iniciaram as diversas ramificações da fissura.
Três amostras de diferentes regiões desta superfície de fissura foram analisadas em MEV,
indicadas na Figura 4.12 pelos números 1, 2 e 3. Foram analisadas regiões da superfície da fissura
mais próximas da ponta da fenda visto que, junto ao entalhe, onde se deu a nucleação inicial, o
material encontra-se muito polido devido à erosão entre ambas as superfícies. Na Figura 4.14 podem
ver-se com maior detalhe visual as superfícies de fissura das amostras 1 e 2, onde são facilmente
detectáveis diversas linhas de paragem (ou estriações de fadiga):
Os resultados do MEV realizado à amostra 1 estão representados na Figura 4.15. Nestes é
possível identificar, à esquerda em cima, marcas características de múltiplas nucleações e de
Figura 4.14 – Representação visual das superfícies de fissura analisadas em MEV (amostra 1 à esquerda e 2 à direita). 41

46
carregamentos elevados que nos indicam que nesta fase final da propagação desta fissura, os
carregamentos já seriam elevados e envolviam grande plasticidade. À direita em cima podem ver-se
linhas de paragem (ou beachmarks, em inglês), comum em fenómenos de fadiga. Em baixo à
esquerda são visíveis algumas microfissuras que poderiam evoluir para fissuras de maiores
dimensões. Terá sido a partir de microfissuras semelhantes que se formaram as diversas
ramificações existentes. Em baixo, à direita, é possível visualizar, com algum detalhe, as linhas de
paragem existentes nesta região.
Os resultados da amostra 2 podem ser visualizados na Figura 4.16, sendo possível identificar
beachmarks existentes nesta região da fissura, confirmando a existência de fenómenos de fadiga na
progressão desta fissura.
A amostra 3, cujos resultados estão representados na Figura 4.17, permite-nos identificar
algumas linhas de paragem (à esquerda), mas também um fenómeno característico de corrosão (à
direita), onde se vê que a camada de material superficial existente nesta região está fissurada.
Figura 4.16 – Resultados obtidos da análise da amostra 2 em MEV. 42

47
Figura 4.17 – Resultados obtidos da análise da amostra 3 em MEV. 43
Este padrão característico da corrosão, que Wojciech Ozgowicz et al. [48] sugere que se deva
à fissuração da camada passivante de óxido de crómio, foi já identificado por este e outros autores
(Figura 4.17):
O padrão à esquerda (na Figura 4.18) foi identificado após um ensaio de imersão em
ambiente corrosivo de um AISI 304 [48], tendo a imagem à direita sido obtida em ensaios de CST em
ambiente corrosivo de cloreto de sódio de um AISI 316L [42]. O aparecimento deste padrão confirma
que as pás dos estatores estão sujeitas a um ambiente extremamente corrosivo que promoveu o
aumento da velocidade de propagação da fenda por quebrar a camada passivante de óxido de
crómio do aço inoxidável.
Considerando ainda que as fissuras surgiram no início de 2009 e que o estator foi removido
no final de 2010, tendo estado em operação durante 1792 horas neste período [57], e se
considerarmos que o período médio das ondas neste período foi de 10 segundos [58], então a turbina
foi submetida a cerca de 645000 ciclos e a propagação desta fenda deu-se a uma velocidade média
Figura 4.18 – Padrões característicos da corrosão do filme passivante de aços inoxidáveis. 44

48
de da/dN = 1,86E-7 metros. Note-se, no entanto, que a velocidade de propagação da fissura varia
com diversos parâmetros, pelo que este valor deve ser analisado e considerado com cautela.
4.7 Avaliação das frequências naturais das pás directrizes
A avaliação das frequências naturais das pás que compõem ambos os estatores é
especialmente importante já que nos permite compreender o comportamento das mesmas quando
submetidas a um carregamento dinâmico; com efeito, no caso de a excitação incluir componentes
com frequências semelhantes às naturais, a estrutura poderá entrar em ressonância, com os
consequentes inconvenientes que daí advêm. É também importante notar que o funcionamento
intrínseco da turbina Wells da Central do Pico resulta na excitação de diversas frequências em toda a
sua estrutura. Para além disso, o seu funcionamento raras vezes estabiliza a uma determinada
velocidade de rotação, dependendo sempre do estado do mar e possuindo também ligeiras
flutuações devido ao comportamento cíclico das ondas, podendo variar entre as 750 e as 1450 rpm.
Assim, quando a turbina se encontra em rotação, os componentes da turbina poderão ser
excitados à frequência dessa rotação, à sua sétima harmónica devido à passagem das 8 pás da
turbina e sendo que também o gerador, com os seus 4 pólos, poderá causar algum tipo de
perturbação na terceira harmónica. Por outro lado, é possível ocorrerem fenómenos aerodinâmicos
associados à passagem do ar pela conduta, nomeadamente no que diz respeito à libertação de
ondas de pressão associadas à passagem das 8 pás da turbina, das 59 pás de cada estator, ou ainda
relativamente à libertação de vórtices consequentes da entrada em perda das pás da turbina e das
pás do estator. É então fácil de compreender que o carregamento a que a estrutura da turbina e,
consequentemente, as pás do estator estão submetidos é muito complexo e difícil de compreender
analiticamente, pelo que se torna necessário avaliá-lo experimentalmente.
O primeiro passo desta avaliação passa por adquirir o espectro da resposta das pás. Este
ensaio consiste em excitar as pás com um carregamento que solicite toda a gama de frequências que
se pretende analisar de forma aproximadamente uniforme e obter a resposta a esta excitação com
recurso a instrumentação adequada. Estes resultados poderão ser usados para comparação com o
espectro da resposta operacional da estrutura.
Apesar de o Prof. Nuno Nunes e o Prof. Ricardo Cláudio terem realizado diversas análises de
vibrações na Central, as pás dos estatores nunca foram testadas. Por outro lado, desde essa altura, a
estrutura da turbina foi reforçada de forma a aumentar as suas frequências naturais, como vimos
anteriormente, pelo que a estrutura é, de facto, diferente.
Teria sido relevante que, antes do início de operação deste estator, se tivessem realizado
estes ensaios de avaliação da resposta das pás em regime controlado, não só para conhecer
efectivamente a sua resposta mas também como meio de comparação com ensaios realizados
posteriormente, e detectar eventuais danos entretanto sofridos. Esta referência é válida para toda a
estrutura da turbina, cuja resposta deveria ter sido testada antes de entrar em funcionamento. A
realização destes ensaios teria permitido saber-se de antemão, por exemplo, que a estrutura da
turbina tinha frequências naturais na gama de utilização da mesma.

49
121
222 264 712
912
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Hz
122
223 265
445
520 653 715
912
0,001
0,01
0,1
1
10
100
1000
(m/s
2 )/N
Foram então testadas, na sua resposta em regime livre, três pás que não possuem fissuras
na região de trabalho (1-1-1, 1-1-13, 1-2-27), uma pá com uma fissura (a pá 1-1-14, com fissura na
posição 3, com 60 mm de comprimento), uma pá com duas fissuras (a pá 1-1-4, com fissuras nas
posições 1 e 2, com 25 e 30 mm de comprimento, respectivamente), uma pá com três fissuras (a pá
1-2-6, com fissuras nas posições 1, 2 e 3, com 30, 30 e 25 mm de comprimento, respectivamente), e
ainda uma pá do lado mar (a pá 2-2-27), que não possui qualquer fissura. Os procedimentos e o
equipamento utilizado nestes ensaios são indicados no Anexo B, assim como todos os resultados
obtidos.
É necessário notar que qualquer pá pode possuir fissuras nas regiões de encastramento que
não são visíveis nem identificáveis a olho nu. Por não serem visíveis, não é possível concluir acerca
da sua influência no comportamento das pás. Mais uma vez, teria sido importante que se tivessem
realizado estes ensaios antes da entrada em operação das pás pois permitiriam agora tentar
compreender a influência destas fissuras no encastramento na resposta das pás.
Alguns dos resultados obtidos no primeiro ensaio, realizado na pá 1-2-27 e com o
acelerómetro instalado nas posições 2 e 4, são apresentados na Figura 4.19. A diferença entre os
dois gráficos advém principalmente da diferente localização do acelerómetro, já que alguns modos de
vibração da pá podem não ser visíveis em determinadas localizações. Este fenómeno constitui um
dos problemas da análise prática do estudo de vibrações.
É notório o aparecimento de uma primeira frequência natural perto dos 120 Hz. Mais duas
frequências naturais aparecem perto dos 220 e dos 265 Hz, enquanto outras só aparecem
representadas na posição 2 (445, 520 e 653 Hz). Surgem ainda frequências naturais nos 715 e nos
912 Hz.
Figura 4.19 – Funções de transferência para as localizações 2 e 4 da pá 1-2-27. 45

50
228 270 539
679 727 944
0,001
0,01
0,1
1
10
100
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Hz
Figura 4.20 – Função de transferência para a localização 3 da pá 1-1-13. 46
Na segunda pá testada (pá 1-1-13), cujos resultados estão indicados na Figura 4.20, o perfil
da função de transferência é semelhante ao da pá 1-2-27, apesar de as frequências naturais serem,
na generalidade, superiores. Na terceira pá testada de entre aquelas que não possuem fissuras
visíveis (pá 1-1-1), os resultados (na Figura 4.21) mostram também um perfil semelhante, embora
neste caso as frequências naturais sejam, na generalidade, mais baixas que nas duas primeiras.
As diferenças entre as funções de transferência destas três pás podem dever-se a erros
experimentais, à diferente geometria e localização das pás e a variações na existência e no
comprimento de fissuras nas regiões de encastramento. É de esperar que uma pá com fissuras de
dimensões menores na região de encastramento possua, globalmente, maiores frequências naturais
que uma pá com fissuras de maiores dimensões, devido à influência da rigidez na resposta da
estrutura.
De forma a ser possível fazer-se uma comparação entre as pás do estator do lado-terra e do
lado-mar, foi realizado um ensaio a uma das pás do lado-mar (2-2-27), cujos resultados estão
representados na Figura 4.22. O perfil obtido para a resposta desta pá é algo similar aos perfis
obtidos anteriormente, com uma diferença bastante notória na gama de frequências entre os 0-150
Hz, onde a curva apresenta uma resposta muito ruidosa. Isto é normalmente resultado de uma
estrutura que se encontra mal encastrada (com folgas ou fendas). Na verdade, aquando da
realização destes ensaios, o som que resultava da pancada dada pelo martelo instrumentado nesta
pá (e noutras do lado-mar), era bastante diferente do som resultante das mesmas pancadas em pás
73 110
216 258
514
726
908
0,0001
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2)/
N
Hz
Figura 4.21 – Função de transferência para a localização 3 da pá 1-1-1. 47

51
216 237
502 619
714
848
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Hz
236 286 729 974
0,0001
0,001
0,01
0,1
1
10
100
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2)/
N
Frequencia (Hz)
do estator lado-terra. Enquanto no lado-terra o som consequente era agudo e “limpo”, o som
resultante das pás do lado-mar era mais grave e semelhante a um chocalho.
É necessário considerar também que, enquanto o estator lado-terra foi removido no final de
2010, o estator lado-mar permaneceu instalado, estando ainda hoje em operação. Assim, e
considerando que todas as pás removidas do estator lado-terra possuíam fissuras na região de
encastramento, não é de excluir que as pás do estator lado-mar tenham também desenvolvido estas
fissuras e, por terem permanecido em operação mais tempo, estas se tenham propagado, algumas
até à rotura final. Apesar disso, este facto parece não comprometer a integridade da turbina, já que as
fissuras que foram documentadas propagaram-se num plano que não permite que as pás se soltem
do seu encastramento mesmo considerando que ambas se propagam até à rotura total. No entanto,
não seriam de dispensar inspecções periódicas às regiões de encastramento destas pás.
Foram também testadas diversas pás fissuradas na região de trabalho na sua resposta em
regime livre. Os resultados obtidos para a pá testada com uma fissura (Figura 4.23) demonstram que,
na gama de frequências mais baixas (0 a 100 Hz) existe algum ruído, indicando que as fissuras
existentes diminuem a rigidez da pá e permitem que esta vibre com alguma liberdade a baixas
frequências.
As pás com duas e três fissuras que também foram testadas apresentam resultados
semelhantes (Figuras 4.24 e 4.25), apresentando uma região inicial que denota uma falta de rigidez
para frequências mais baixas. As frequências naturais destas três pás são, em geral, inferiores às
registadas para as pás sem fissuras na região de trabalho, como seria de esperar.
Figura 4.23 - Função de transferência para a localização 3 da pá 1-1-4. 49
Figura 4.22 – Função de transferência para a localização 3 da pá 2-2-27. 48

52
Considerando que a turbina opera numa gama de 0 a 25 Hz (1500 rpm) e que a passagem
das pás excita a gama de 0 a 200 Hz, podemos concluir que as ondas de pressão geradas pela
passagem das pás podem já excitar algumas frequências de ressonância. Por outro lado, as
frequências dos vórtices libertados quando as pás da turbina e do estator entram em perda são de
difícil determinação através de métodos teóricos. Assim, e considerando que este fenómeno pode
constituir uma solicitação bastante significativa a que as pás do estator podem ser sujeitas, torna-se
necessário compreendê-lo e caracterizá-lo.
4.8 Avaliação das solicitações impostas às pás directrizes
A avaliação das solicitações que são impostas nas pás do estator lado-terra constitui um dos
maiores desafios desta investigação já que estas são desconhecidas e possuem um carácter cíclico,
imprevisível e por vezes agressivo. O carácter cíclico advém da própria natureza cíclica das ondas e
do método de funcionamento da turbina: como já vimos, a câmara de pressão força o ar a escoar na
direcção de saída quando a altura da onda sobe e na direcção contrária quando a altura da onda
desce, podendo o fluxo de ar na conduta variar a sua direcção em poucos segundos. Possuem
também um carácter imprevisível pois, apesar de ser possível estimar com alguma precisão o estado
do mar, é possível existir, esporadicamente, uma onda que seja mais energética que as anteriores, o
74
211 245 624
718
893
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Hz
Figura 4.24 – Função de transferência para a localização 3 da pá 1-1-4. 51
110
217 234
714
906
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Hz
Figura 4.25 – Função de transferência para a localização 3 da pá 1-2-6. 50

53
que pode facilmente resultar na entrada em perda da turbina se esta não estiver equipada com uma
estratégia de controlo activo de ajuste rápido. O carácter agressivo provém da possibilidade de
existência de tempestades, o que não é um problema para a turbina em si (já que as válvulas de
segurança podem ser fechadas nestas circunstâncias) mas antes para a estrutura da Central. A
entrada em perda das pás da turbina e dos estatores constitui também uma característica do
carregamento e que é bastante difícil de avaliar teoricamente, como foi visto anteriormente.
Existem diversos métodos disponíveis para que se proceda, pelo menos de forma teórica, a
uma estimativa destes carregamentos. Os programas informáticos de carácter comercial de CFD
(Computacional Fluid Dynamics) utilizam métodos numéricos e diversos algoritmos para resolver
problemas associados a escoamentos de fluidos, como é o caso do funcionamento e respectiva
entrada em perda das pás da turbina do Pico. No entanto, a realização de uma análise deste género
exige uma elevada carga de trabalho computacional, estando assim fora do âmbito deste projecto.
Se conhecermos as características do fluido e do fluxo que atravessa a conduta, podemos
estimar, recorrendo a equações de balanço energético e de massa, as forças aplicadas nas pás para
um carregamento nominal. Porém, estes resultados são bastante simplificados uma vez que
assumem que o escoamento é incompressível e invíscido.
O método de elementos finitos, referido anteriormente, permite determinar a resposta de uma
determinada estrutura a uma solicitação predefinida. Caso o carregamento seja desconhecido, terá
de ser estimado por um dos métodos referidos anteriormente, podendo também aplicar-se
solicitações medidas experimentalmente, havendo já programas comerciais que permitem esta
solução.
4.9 Determinação teórica do carregamento nas pás directrizes
Sabendo-se qual o caudal máximo que atravessa a conduta da turbina e conhecendo a
geometria das pás dos estatores e a respectiva deflexão que estas induzem no fluxo que atravessa a
conduta é possível estimar as solicitações impostas nas pás, considerando que o escoamento é
incompressível e invíscido.
O caudal máximo que atravessa a turbina pode ser determinado experimentalmente ou obtido
consultando alguns documentos relativos ao projecto da turbina. O relatório interno Martec [46],
relativo à turbina da Central da Ilha do Pico, indica que, para a potência e velocidade de rotação
nominal da turbina (1500 rpm e 400 kW) o caudal nominal é de 92 kg/s. Porém, os dados
experimentais obtidos na Central indicam que os caudais máximos que atravessam a conduta,
quando em operação, podem ser manifestamente superiores. De entre um conjunto de dados
adquiridos na Central, que cobrem cerca de 280 horas de operação, o caudal máximo registado foi de
172 kg/s (válvula de alívio aberta a 5%, dia 24 de Maio de 2012), sendo este o valor de caudal que irá
ser considerado como referência nas análises realizadas a seguir.

54
Para procedermos à determinação das forças que a passagem do escoamento impõe nas
pás podemos utilizar o balanço integral da quantidade de movimento para um volume de controlo fixo
[59]:
∑
(∫ ⃗⃗
) ∫ ⃗⃗ ⃗
(2)
Considerando que estamos em regime estacionário e resolvendo este balanço para as
direcções axial e tangencial das pás, obtemos as seguintes componentes:
{ ̇
(3)
Onde Δp é a variação de pressão estática entre a entrada e a saída das pás directrizes, A
representa a área de secção transversal da turbina e ṁ o caudal mássico que atravessa a turbina. A
variação de pressão estática pode ser determinada aplicando a equação de Bernoulli [59] entre a
entrada e a saída das pás do estator, obtendo-se então:
(4)
Assim, as solicitações estimadas a que cada pá directriz está sujeita são:
{
(5)
4.10 Determinação dos esforços nas pás directrizes através do Método
de Elementos Finitos
O método de elementos finitos é um método numérico que permite a análise de componentes
mecânicos, tendo grande aplicabilidade em problemas reais que envolvam geometrias ou condições
fronteira complexas [60]. Permite determinar aproximadamente, por exemplo, as frequências naturais
de uma estrutura ou os deslocamentos e tensões resultantes de um determinado carregamento.
Dada a complexidade da geometria das pás, em especial da sua região de encastramento, é
difícil descrever de forma simples e aproximada os esforços a que estas estão sujeitas. Assim,
recorreu-se ao método de elementos finitos para realizar as análises pretendidas, através do
programa computacional ANSYS 15, na plataforma Workbench.
No âmbito desta investigação, foram realizadas duas análises que serão descritas de
seguida, com o objectivo de permitirem a compreensão da distribuição de tensões na região de
encastramento e nos entalhes existentes na região de trabalho, regiões que deverão apresentar
maiores tensões devido às suas descontinuidades geométricas. Estas análises foram realizadas
impondo uma convergência para a tensão máxima de von Mises de 5%. O elemento tridimensional
atribuído pelo ANSYS para a malha foi o SOLID187, que é um elemento tetraédrico adequado para
modelar malhas irregulares provenientes de sistemas de CAD [61]. A modelação das geometrias foi
realizada no programa SolidWorks 2012.

55
A primeira análise realizada incidiu na região de encastramento, tendo sido modelada de
forma a aproximar com detalhe a geometria real desta região, sendo que, na Figura 4.26, é possível
verificar com mais detalhe qual a geometria considerada, onde o raio de concordância formado entre
a pá e o seu pé é igual a 1 mm para evitar a formação de singularidades que resultariam na
divergência das tensões de von Mises nestas regiões.
O modelo tridimensional utilizado nestas análises e o resultado geral das tensões de von
Mises desta primeira análise pode ser visualizado na Figura 4.27:
Considerando que o carregamento imposto foi aquele determinado na secção anterior, a
tensão máxima registada tem o valor de cerca de 5,3 MPa, localizando-se na região de
encastramento, mais especificamente no raio de concordância formado entre a pá e o pé (Figura
4.28). É necessário ter em conta, ainda, que este raio de concordância tem a dimensão de 1 mm,
enquanto na realidade poderemos ter valores de concordância bastante inferiores. Por esta região ter
sido resultado de uma soldadura, e por não ser possível aceder à mesma devido a limitações
geométricas, não é possível conhecer com exactidão a geometria resultante, que poderá apresentar
descontinuidades que promovam a concentração de tensões a valores acima daqueles determinados
nesta análise.
Figura 4.26 – Esquema simplificado da intersecção da Pá com o Pé. 52
Figura 4.27 – Esquema geral da análise de elementos finitos. 53

56
Podemos concluir que, de facto, o método de encastramento projectado é pouco interessante
pois resulta numa região que combina elevadas tensões com material sujeito a operações de
soldadura que, como vimos, resultam na diminuição da resistência à fadiga e à corrosão do material e
na indução de tensões residuais.
A segunda análise incidiu nos entalhes existentes nas regiões de encastramento, tendo sido
utilizada a técnica de sub-modelação. Esta consiste em utilizar dois modelos diferentes: um modelo
global que represente toda a estrutura e um sub-modelo que inclui o detalhe geométrico de uma
região da nossa estrutura que pretendemos analisar com maior profundidade, estando ambos os
modelos interligados na sua fronteira através do algoritmo do ANSYS [62]. Isto permite que a malha
refinada do sub-modelo fique menos pesada computacionalmente que a malha refinada do modelo
global.
Dos resultados desta análise (representados na Figura 4.29) é possível concluir que o entalhe
que regista maiores tensões é o entalhe número 3. Estes resultados adaptam-se à realidade na
medida em que este entalhe foi o que registou um maior número de fissuras, sendo também aquele a
partir do qual as duas maiores fissuras se propagaram. A tensão máxima registada para este entalhe
foi de cerca de 1,54 MPa, valor inferior ao registado na região de encastramento. Da análise visual
dos resultados, é perceptível que a tensão de von Mises máxima se regista junto à superfície superior
da pá, sendo possível deduzir que foi nesta região que se deu a nucleação das fissuras, tal como
tinha sido concluído a partir da análise fractográfica.
Figura 4.28 – Pormenor da tensão máxima registada na análise de elementos finitos, junto ao encastramento. 54

57
Embora a tensão máxima de von Mises registada no entalhe seja mais baixa que a registada
na região de encastramento, é necessário considerar que a superfície do entalhe possui, como vimos,
baixa qualidade superficial, possuindo também elevadas tensões residuais, que terão contribuído
para potenciar a nucleação das fissuras.
A presença destes entalhes é então altamente indesejada, tendo resultado na nucleação e
propagação de diversas fissuras que colocaram em risco a integridade estrutural das pás directrizes e
da própria turbina.
4.11 Determinação dos esforços nas pás directrizes através de
extensometria
A forma mais comum de definir e projectar componentes mecânicos é a de recorrer a cálculos
teóricos e métodos numéricos, como o método de elementos finitos. No entanto, quando as
solicitações a que os componentes que pretendemos analisar estão sujeitos são desconhecidas, quer
qualitativamente quer quantitativamente, torna-se essencial medir estas solicitações em condições de
operação [63].
Dado que o carregamento teórico estimado anteriormente apresenta, como vimos, grandes
limitações quanto à representatividade do carregamento a que as pás são efectivamente submetidas,
recorreu-se à extensometria para se tentar compreender a natureza das solicitações impostas, com
base na resposta do material (a nível de extensões). A extensometria consiste na utilização de
extensómetros, pequenos dispositivos que se colocam na superfície do material e que possuem uma
determinada resistência interna. Quando a superfície desse material se deforma, a resistência interna
do extensómetro varia, permitindo avaliar a intensidade dessa deformação. Por estas variações
serem muito pequenas, é usual os extensómetros virem associados a pontes de Wheatstone,
circuitos eléctricos que permitem a medição destas variações de resistência com grande precisão
[63].
O procedimento experimental utilizado nestes ensaios está explicado no Anexo C. Foram
instalados quatro extensómetros do tipo roseta, dois numa pá directriz do estator lado-terra (pá 1-2-
29, Figura 4.30) e dois numa pá directriz do lado-mar (pá 2-2-29). Com estes ensaios pretende-se
Figura 4.29 – Sub-modelo utilizado (à esquerda) e pormenor da região com as tensões máximas (á direita). 55

58
não só conhecer a natureza das solicitações e os esforços a que as pás estão sujeitas mas também
tentar compreender a diferença entre os esforços sentidos pelas pás do lado-terra e do lado-mar.
A realização destes ensaios foi limitada por diversos factores, tais como os problemas de
fiabilidade da Central, o estado meteorológico do mar e da atmosfera, o tempo limitado da estadia na
Ilha do Pico, o dano causado aos extensómetros por motivos externos e a existência de grandes
interferências electromagnéticas dentro da Central que afectam a aquisição dos sinais provenientes
dos vários sensores utilizados.
A roseta utilizada mede as extensões em 3 direcções diferentes (separadas por 45º entre si),
não sendo assim necessário alinhar esta com as direcções principais do carregamento, que são,
neste caso, desconhecidas [63]. Por estarmos a analisar uma placa fina que possui um carregamento
na sua superfície, podemos considerar que esta se encontra em tensão plana, tendo-se assim um
estado bi-axial de tensão [18]. A equação que nos permite determinar as tensões principais a partir
das extensões medidas pela roseta é [18]:
{
(6)
Onde ν simboliza o coeficiente de Poisson do material e ε1 e ε2 vêm [18]:
√
[
]
√
[
]
(7)
A tensão de von Mises é, para o estado de tensão plana:
√
(8)
O primeiro ensaio realizado consistiu na aquisição de dados a partir do extensómetro
instalado na posição 1 da pá directriz do lado-terra, tendo esses dados sido adquiridos a uma taxa de
5000 Hz. Sabendo-se de antemão que a entrada em perda da turbina induz algum tipo de vibração na
estrutura, pretende-se que estes resultados providenciem não só os valores das tensões de von
Mises com que as pás são solicitadas mas também que permita o cálculo do espectro de frequência
da resposta às condições de operação.
Figura 4.30 – Imagem retirada durante a instalação de um dos extensómetros, na pá 1-2-29. 56

59
As condições do estado do mar no interior da câmara de pressão, para o primeiro ensaio, são
de 2,2 metros de altura significativa de onda e um período de pico de 11 segundos. O perfil obtido
para a variação temporal das extensões neste primeiro ensaio pode ser visto na Figura 4.31:
São notórios, neste sinal temporal, diversos padrões que se caracterizam por uma grande
amplitude de extensões num curto espaço de tempo. Estes padrões estão associados à entrada em
perda da turbina, sendo resultado das vibrações que este fenómeno induz nas pás. Na Figura 4.32
pode ser visto, com mais pormenor, o formato temporal de um destes padrões (neste caso, aquele
associado à onda mais energética, i.e., aquela que provocou maiores extensões):
Estes padrões, que ocorrem no momento em que o escoamento se dirige de dentro da
câmara para o exterior, têm uma duração aproximada de 2 segundos. A tensão de von Mises máxima
registada para este primeiro ensaio foi de cerca de 25 MPa. Este valor é bastante superior ao
determinado para esta região pela análise de elementos finitos, que foi de 400 kPa. Esta diferença
pode dever-se, por um lado, à existência de fissuras na região de encastramento da pá, que
aumentam os esforços junto à secção restante de material, e por outro, ao facto de o carregamento
teórico ter sido estimado para condições de escoamento consideradas ideais, enquanto na realidade
Figura 4.31 – Série temporal dos resultados obtidos da leitura de um extensómetro. 57
Figura 4.32 – Pormenor da vibração resultante de uma entrada em perda. 58

60
temos um escoamento que é aleatório e turbulento, consequente da entrada em perda das pás da
turbina.
Já que este fenómeno de entrada em perda resulta numa libertação de vórtices com
frequências desconhecidas, que resultam nas vibrações vistas anteriormente, foi aplicado o algoritmo
da Transformada Rápida de Fourier (TRF) a diferentes fenómenos da entrada em perda através do
programa computacional MATLAB com o objectivo de conhecer qual a gama de frequências ou as
frequências que são excitadas nestas situações. A TRF associada à onda mais energética medida
durante este ensaio é apresentada na Figura 4.33.
É notório o aparecimento da frequência da passagem das pás (122 Hz) e respectivas
harmónicas, que vêm associadas à onda de pressão criada pela passagem destas. Por outro lado, a
curva desta TRF é semelhante à curva estrutural obtida na determinação das frequências naturais
(Figura 4.34).
Figura 4.33 – TRF em regime de operação. 60
0 100 200 300 400 500 600 700 800 900 1000 Frequência (Hz)
Figura 4.34 – Função de transferência obtida aquando da análise das frequências naturais das pás. 59

61
Figura 4.35 – TRF obtida para o segundo ensaio realizado na pá do lado-terra. 61
Esta semelhança existente entre as funções de transferência das pás e a resposta em
operação da pá indica-nos que os vórtices criados durante a entrada em perda da turbina não
excitam uma frequência em particular mas antes uma determinada gama de frequências. Já que é
possível visualizar a frequência natural da pá que se situa no intervalo de 900 a 1000 Hz, assume-se
que esta gama de excitação possui uma amplitude que vai, pelo menos, dos 0 aos 1000 Hz. Também
a passagem das pás e as suas harmónicas são relevantes para este carregamento, principalmente
porque a velocidade de rotação da turbina varia desde as 750 e as 1450 rpm, sendo assim
compreensível que a passagem das pás excite também uma gama considerável de frequências.
O segundo ensaio consistiu na aquisição de dados a partir do extensómetro instalado na
posição 2 da pá do lado-terra, mas agora com uma frequência de aquisição de 10 kHz. Com este
aumento da frequência de aquisição pretende-se tentar compreender até que valor vai a gama de
frequências excitadas pela entrada em perda da turbina. O estado do mar dentro da câmara de
pressão durante este ensaio possuía uma altura significativa de onda de 2,15 metros e um período de
pico de 14 segundos, sendo mais energético que o estado do mar da análise anterior.
Na figura 4.35 podemos visualizar a TRF da onda mais energética deste ensaio, na gama de
0-4000 Hz, onde se pode ver que a partir dos 3000 Hz deixam de existir solicitações na pá. Assume-
se então que a libertação de vórtices resultantes da entrada em perda poderá excitar uma gama que
vai até aos 3000 Hz. Continua neste caso a ser notória a aproximação desta resposta à curva
estrutural da pá, assim como a presença da frequência da passagem das pás e algumas das suas
harmónicas. A tensão de von Mises máxima registada tem o valor de, aproximadamente, 46 MPa,
fazendo notar, mais uma vez, que as tensões a que as pás estão sujeitas são muito maiores que
aquelas estimadas a partir do carregamento teórico que, para esta região, foram de cerca de 400
kPa.

62
Foram ainda realizados dois ensaios a um dos extensómetros instalados na pá do lado-mar.
Devido à realização de diversas operações de manutenção na turbina, e apesar de terem sido
instalados dois extensómetros, um deles apresentava danos na cablagem, levando a que os dados
obtidos a partir deste tenham utilidade reduzida. Assim, ambos os resultados foram realizados
recorrendo ao extensómetro instalado na posição 2.
Para o primeiro ensaio, as condições dentro da câmara de pressão foram de 2,04 metros de
altura significativa de onda e um período de pico de 9 segundos. A frequência de aquisição foi de 10
kHz para ambos os ensaios. A tensão de von Mises máxima registada foi de 24 MPa, e a TRF
associada ao evento de perda mais energético está representada na Figura 4.36:
É, também aqui, fácil de identificar a curva estrutural da pá, significando que as pás do lado-
mar entram igualmente em perda.
No segundo ensaio, o estado do mar dentro da câmara de pressão possuía uma altura de
onda significativa de 3,2 metros e um período de pico de 15 segundos, sendo notavelmente o estado
mais energético no qual se realizaram ensaios. A tensão máxima registada foi de 23 MPa,
ligeiramente inferior ao registado anteriormente. É preciso notar que, apesar de o estado do mar ser
muito mais energético, a válvula de alívio compensa esse aumento de pressão dentro da câmara, o
que explica o facto de este valor ser muito próximo do registado na análise anterior. A TRF associada
à entrada em perda resultante da onda mais energética vem representada na Figura 4.37:
Figura 4.36 – TRF obtida para o primeiro ensaio do lado-mar. 62
Figura 4.37 – TRF obtida no segundo ensaio do lado-mar. 63

63
Os dados obtidos a partir destes ensaios são muito importantes para a compreensão das
condições de operação das pás, que eram até aqui desconhecidas. Com estes é possível
compreender que a entrada em perda das pás da turbina ocorre com alguma facilidade e resulta na
criação de vórtices muito intensos que, ao entrarem em contacto com as pás dos estatores as
excitam numa gama de frequências que varia entre os 0 e os 3000 Hz.
Estes resultados registaram uma tensão de von Mises máxima de 46 MPa na pá
instrumentada do lado-terra, valor bastante superior ao máximo determinado pela análise de
elementos finitos. Como as medições foram realizadas a cerca de 30 mm da região de
encastramento, é de esperar que as tensões nesta região sejam ainda mais elevadas. Podemos
concluir que o carregamento estimado a partir da análise teórica de escoamentos tem utilidade
limitada na análise de problemas deste tipo, sendo provavelmente mais interessante recorrer a
programas computacionais de CFD para simular a evolução do escoamento dentro de uma turbina
deste tipo com o objectivo de obter os respectivos esforços associados.
Apesar de ser necessário algum cuidado na comparação destes dados, já que não foi
possível realizar todos os ensaios com os mesmos parâmetros de funcionamento da turbina nem tão
pouco com as mesmas características do mar dentro da câmara de pressão, tudo leva a crer que as
tensões registadas junto à região do encastramento exterior das pás são mais elevadas que as
registadas junto à região do encastramento interior. Também é possível afirmar que as solicitações a
que as pás do lado-terra estão sujeitas são muito superiores às que as pás do lado-mar estão
sujeitas, já que a diferença dos esforços medidos é considerável. Neste âmbito, a tensão registada
para a pá do lado-terra foi de 46 MPa e de 24 MPa para a pá do lado-mar. Esta informação vem
corroborar o efeito teórico do empolamento da onda, que resulta numa subida de onda superior à
descida e, consequentemente, em caudais maiores na subida da onda, em comparação com os
caudais registados na descida da onda. Note-se ainda que, por as fissuras na região de
encastramento nas pás do lado-mar estarem mais desenvolvidas que aquelas existentes nas pás do
lado-terra, a secção resultante de material é mais reduzida, sendo que as tensões, nessa região,
serão consequentemente maiores. Por os extensómetros estarem instalados junto às regiões de
encastramento, este facto pode ter influenciado os resultados obtidos.
Por último, é necessário realçar o facto de que, mesmo em ensaios relativamente curtos, a
turbina Wells do Pico entrava com facilidade e bastantes vezes em perda. Este fenómeno é altamente
prejudicial para toda a estrutura e, particularmente, para as pás directrizes, sobre as quais recaem
solicitações muito severas que resultaram na sua falha estrutural. A realização destes ensaios
permitiu a aquisição de informação muito relevante para o funcionamento da turbina, pelo que é de
lamentar o pouco tempo disponível para a sua realização. Seria de todo o interesse que este tipo de
ensaios continuasse a ser realizado, já que ainda haverá muito mais a investigar e concluir acerca do
comportamento das pás directrizes em condições de operação.

64
4.12 Avaliação das solicitações impostas nas pás directrizes através de
sensores de pressão
Com o intuito de se compreender a evolução da pressão na superfície das pás directrizes
resultante das condições de operação da Central do Pico, foram instalados 10 sensores de pressão
na pá removida da posição 1-1-3 (5 sensores por cada superfície), que acabou por ser instalada na
posição 1-1-27 para a realização destes ensaios. De forma a garantir que os sensores de pressão
afectariam, da menor forma possível, o escoamento que atravessa a pá, foram maquinados,
recorrendo à fresadora manual das Oficinas do IST, diversos rasgos para a passagem dos cabos e
para a instalação dos sensores na superfície da pá.
Durante a instalação da pá na central do Pico, o cabo de terra eléctrica partilhado entre todos
os sensores danificou-se, resultando na perda do sinal de 5 dos sensores, relativos à superfície
inferior, sendo assim apenas possível medir a evolução da pressão estática na superfície superior. O
procedimento realizado nos ensaios está explicitado no Anexo D.
É importante ter em conta que a determinação dos carregamentos impostos por efeitos
aerodinâmicos a partir de sensores de pressão exige a realização de estudos especializados;
considerando que o sensor tem as características adequadas à interpretação de todas as variações
de pressão a que está sujeito, os dados adquiridos por este representam não só o carregamento
aerodinâmico mas também a resposta estrutural da pá a este carregamento. No entanto, a leitura
destes dados pode, ainda assim, fornecer diversas informações relevantes para a compreensão do
escoamento em estudo.
Este ensaio foi realizado com as condições do mar dentro da câmara de 2.2 metros de altura
significativa da onda e um período de pico de 11 segundos. Os resultados gerais do sensor localizado
na posição 5 são apresentados na Figura 4.38:
Figura 4.38 – Evolução temporal dos dados adquiridos por um dos sensores de pressão instalados. 64.
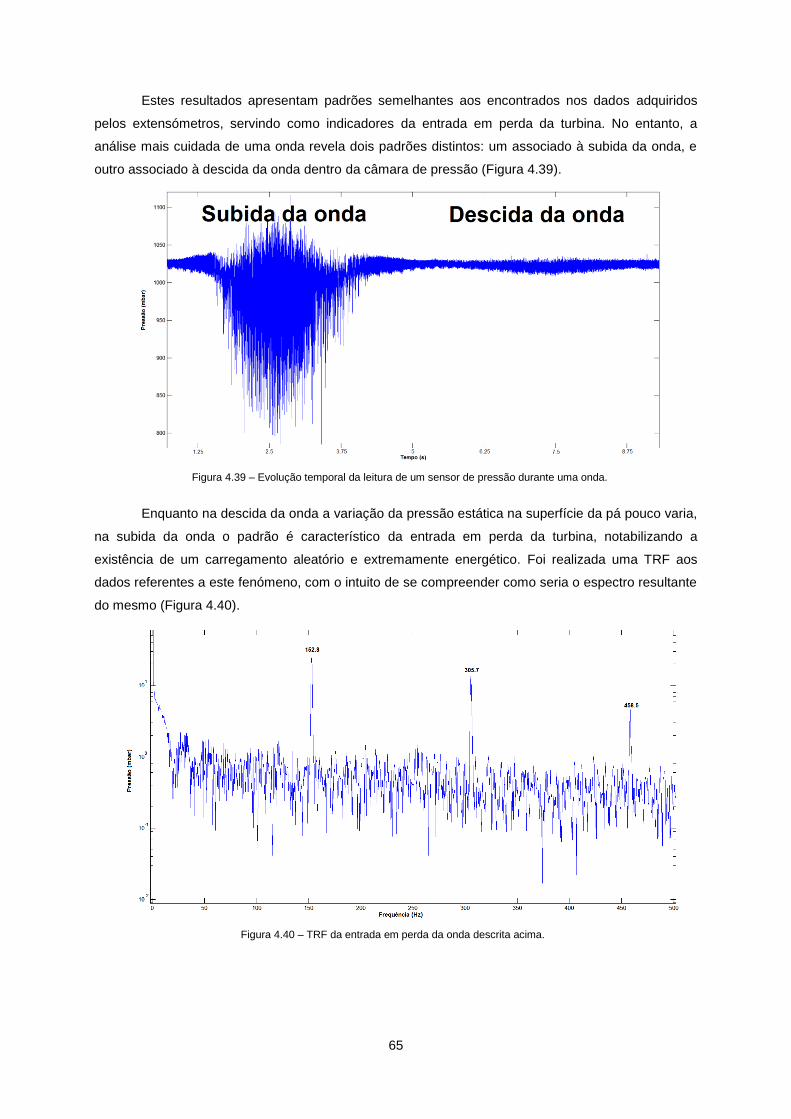
65
Estes resultados apresentam padrões semelhantes aos encontrados nos dados adquiridos
pelos extensómetros, servindo como indicadores da entrada em perda da turbina. No entanto, a
análise mais cuidada de uma onda revela dois padrões distintos: um associado à subida da onda, e
outro associado à descida da onda dentro da câmara de pressão (Figura 4.39).
Enquanto na descida da onda a variação da pressão estática na superfície da pá pouco varia,
na subida da onda o padrão é característico da entrada em perda da turbina, notabilizando a
existência de um carregamento aleatório e extremamente energético. Foi realizada uma TRF aos
dados referentes a este fenómeno, com o intuito de se compreender como seria o espectro resultante
do mesmo (Figura 4.40).
Figura 4.39 – Evolução temporal da leitura de um sensor de pressão durante uma onda. 65
Figura 4.40 – TRF da entrada em perda da onda descrita acima. 66

66
Apesar de ser notória a presença da frequência associada à passagem das pás e algumas
das suas harmónicas, o resto do espectro apresenta elevado ruído, indicando que o sensor possui
uma sensibilidade limitada, não lhe permitindo adquirir, com a precisão pretendida, o carregamento a
que foi sujeito. A TRF obtida está representada até aos 500 Hz pois a taxa de resposta do sensor é
de 1 ms.
Sendo assim, e mesmo sabendo que os resultados obtidos a partir destes sensores de
pressão não permitem compreender completamente o carregamento a que as pás directrizes estão
sujeitas, podem providenciar alguma informação relativamente ao comportamento genérico da
pressão estática na superfície superior da pá. Foi então aplicado um filtro passa-baixo com frequência
de corte a 20 Hz, sendo os resultados indicados na Figura 4.41:
É possível verificar a evolução da pressão ao longo da onda analisada previamente, agora
com a aplicação do filtro. Na região da subida da onda, a queda abrupta de pressão confirma a
entrada em perda da superfície da pá directriz, enquanto que, na região da descida da onda, o perfil
da pressão na superfície da pá é bastante menos abrupto.
O sensor de pressão utilizado revelou diversas limitações, nomeadamente ao nível da
sensibilidade e da taxa de resposta. No entanto, os resultados obtidos permitem confirmar a entrada
das pás directrizes em perda e compreender que, nesta fase, existe uma queda abrupta da pressão
estática nesta região.
É importante ainda notar que, recorrendo a estes sensores, conseguimos apenas, em
primeira instância, confirmar a entrada em perda das pás directrizes e não das pás da turbina. No
entanto, como foi avançado anteriormente, é de esperar que, caso as pás da turbina entrem em
perda, também as pás directrizes o façam, já que o escoamento separado proveniente das pás da
turbina possui direcções desconhecidas e aleatórias, contribuindo para a entrada em perda das pás
directrizes. Por outro lado, as pás directrizes poderão entrar em perda antes das pás da turbina,
situação que necessita de ensaios adicionais para ser verificada.
Figura 4.41 – Aplicação de um filtro passa-baixo à onda representada anteriormente. 67

67
5. Desenvolvimento de Acções Correctivas e Preventivas
A investigação realizada até aqui permitiu compreender, e de forma pormenorizada, as
causas iniciais responsáveis pela falha das pás directrizes.
As condições a que o AISI 316L constituinte das pás está sujeito são muito agressivas, não
só pelo elevado carácter corrosivo do ar que entra em contacto com estas, mas também pela
presença de pequenos detritos e areias que, ao entrarem em contacto com as pás directrizes,
promovem a erosão.
O método de fixação projectado para as pás directrizes deste segundo par de estatores
denotou algumas fragilidades, já que diversas fissuras foram descobertas nas pás que foram
removidas (sete no total). Também pelos ensaios de determinação das frequências naturais das pás
directrizes foi possível concluir que, por estarem instaladas há mais tempo que as do lado-terra, as
pás do lado-mar possuem fissuras nesta região que podem conduzir à fractura completa entre estas e
os discos do estator.
Os entalhes deixados na região de trabalho das pás constituem uma falha dos procedimentos
de fabrico das pás, contribuindo para a concentração de tensões na região e uma diminuição da
qualidade superficial e da resistência à corrosão desta região, potenciando a nucleação de fissuras
que, eventualmente, ocorreu.
O carregamento a que as pás estão efectivamente sujeitas foi caracterizado, permitindo
entender que a entrada em perda da turbina constitui uma condição adversa para as pás directrizes,
na medida em que estas são solicitadas por um carregamento aerodinâmico intenso e aleatório,
excitando uma grande gama de frequências. As tensões de von Mises registadas nos ensaios à pá do
lado-mar são mais baixas que as registadas na pá do lado-terra, adequando-se isto à existência de
inúmeras fissuras nas pás do estator do lado-terra, enquanto, nas pás do estator do lado-mar,
nenhuma pá exibe fissuras junto aos entalhes.
Durante uma análise de falha, a etapa que sucede à compreensão das causas iniciais é o
desenvolvimento de acções correctivas que minimizem ou eliminem estas causas que conduziram à
falha.
Neste âmbito, e considerando que o estator estava, desde 2011, desinstalado da turbina, foi
necessário proceder a diversas operações de reabilitação para que este pudesse voltar a ser
instalado, sendo a mais importante a remoção das duas pás (1-1-16 e 1-1-25) que possuíam fissuras
de elevadas dimensões. Foram também reabilitadas algumas pás, recorrendo às seguintes técnicas:
Substituição das pás;
Soldadura da região fissurada;
Utilização da técnica de stop-drill;
Projecto alternativo de fixação de pás.

68
Note-se que estas pás reabilitadas (que foram escolhidas por possuírem fissuras de
dimensões semelhantes e por a sua localização permitir a sua remoção) devem ser alvo de um
controlo rigoroso durante as operações de manutenção da Central consequentes, não só a curto
prazo, para se garantir que a sua instalação foi correctamente efectuada, mas também a longo prazo,
de forma a ser possível compreender qual a técnica que garante maior fiabilidade às pás directrizes.
Soldadura na região fissurada
Uma das técnicas possíveis para a reparação de uma fissura é a de recorrer a procedimentos
de soldadura para se eliminar a fissura. No entanto, esta técnica nem sempre pode ser utilizada,
nomeadamente devido a limitações geométricas.
As pás 1-2-25 e 1-1-27 foram então removidas do estator e alvo de diversos procedimentos
para a remoção das fissuras. O primeiro passo consistiu na rebarbagem da região da fissura, de
forma a produzir um chanfro em V que foi, posteriormente, enchido através do processo de TIG e
com o material de adição adequado a este AISI 316L. Depois, a superfície foi afagada recorrendo a
uma rebarbadora, de forma a garantir o nível de acabamento desejado. Após a operação de
reabilitação, as pás foram instaladas através do método definido pelo projecto original, soldando as
regiões de encastramento através do processo de TIG. A pá 1-1-27 foi instalada na posição 1-1-3, já
que a posição 1-1-27 foi utilizada para a instalação da pá instrumentada com sensores de pressão.
Pode ser interessante verificar a evolução da dureza numa secção perpendicular a esta
soldadura, indicada na Figura 5.1:
É notório que existe uma subida da dureza do material junto ao cordão de soldadura (sendo o
valor máximo registado de 180 HV), indicando que este procedimento induziu no material tensões
residuais de tracção que são, como já vimos, indesejadas.
140
150
160
170
180
190
-8 -6 -4 -2 0 2 4 6 8
Du
reza
Vic
kers
Distância (mm)
Figura 5.1 – Evolução da dureza ao longo da soldadura de reabilitação da pá. 68

69
Stop-drill
Uma outra técnica passível de ser utilizada na reabilitação de fissuras é a técnica Stop-Drill,
que consiste na realização de um furo na ponta da fenda para aliviar a concentração de tensões
nessa região. As pás submetidas a este procedimento foram a 1-2-9 e a 1-2-16.
Um dos parâmetros que é necessário definir para a utilização desta técnica é o diâmetro do
furo. Para avaliar a relação entre a tensão de von Mises máxima registada junto ao furo e o diâmetro
deste, foram realizadas diversas análises de elementos finitos, estando os resultados indicados na
Figura 5.2:
Os resultados obtidos indicam que, quanto maior o diâmetro do furo, menor será a tensão
máxima registada pelo que, considerando apenas estes resultados, seria interessante realizar um
furo com o maior diâmetro testado. No entanto, por estarmos a falar de uma pá que é responsável
pela deflexão do escoamento que atravessa a turbina, a presença deste furo vai perturbar o
escoamento, podendo ter consequências desconhecidas a nível do funcionamento da mesma. Assim,
e dado que não é possível conhecer com exactidão a influência dos furos neste escoamento, é
necessário optar por um diâmetro que represente um compromisso entre a diminuição das tensões
máximas e a perturbação do fluído. Desta forma, optou-se pela realização de furos com 6 mm de
diâmetro.
Domazet Z. concluiu, no seu trabalho relativo a técnicas de reabilitação de fissuras [20], que,
de entre esta técnica e o procedimento de soldadura da fissura, aquela que resultou num maior
aumento de vida útil do provete testado no âmbito desse trabalho de investigação foi o procedimento
de soldadura.
A reabilitação destas pás e a consequente análise do seu comportamento poderá servir como
base para a compreensão da diferença do aumento de vida útil entre estas duas técnicas, em
condições reais de operação.
É importante referir ainda que a técnica de Stop-Drill pode vir acompanhada de outros
procedimentos que promovem o aumento de vida útil de um componente. Os mais comuns são a
indução de tensões residuais de compressão ao longo da superfície do furo e a colocação de um pino
0
0,5
1
1,5
2
2,5
3
0 2 4 6 8 10 12 14
Ten
são
máx
ima
(MP
a)
Diâmetro do Furo (mm)
Figura 5.2 – Evolução da tensão máxima registada em elementos finitos com o diâmetro do furo de stop-drill. 69

70
de material que ocupa o volume libertado pelo furo. A indução de tensões residuais de compressão é
normalmente conseguida através da utilização de mandris específicos para este tipo de operações,
enquanto os pinos de material possuem normalmente um diâmetro ligeiramente superior àquele do
furo. Nestas condições, Domazet Z. [20] indicou que esta técnica (stop-drill com indução de tensões
compressivas e colocação de pino de enchimento) é aquela que promove o maior aumento da vida
útil do componente.
Substituição de pás
Já que duas das pás originais foram removidas (pás 1-1-16 e 1-1-25), e considerando que a
pá instrumentada com sensores de pressão foi também removida após a realização dos ensaios (pá
1-1-27), foi necessário encomendar três pás para substituir estas.
As pás foram encomendadas à Metalogonde Lda., responsável pela produção deste par de
estatores instalado em 2006. A produção destas foi feita a partir do projecto original, tendo-se pedido
especificamente que não contivessem entalhes na região de trabalho. Porém, foi modificada uma
especificação ao projecto inicial: o corte de laser com que a pá foi cortada foi substituído pelo corte a
jacto de água abrasivo. Por não induzir no material elevadas temperaturas, o corte por jacto de água
não modifica a microestrutura do material nem induz elementos prejudiciais, como por exemplo,
carbonetos de crómio, não induzindo também tensões residuais relevantes [64].
Duas destas pás foram instaladas recorrendo ao método de fixação definido pelo projecto
inicial.
Sugestão de novo método de fixação das pás directrizes
Por o método de fixação original apresentar diversas falhas, não só a nível estrutural mas
também em relação à flexibilidade de remoção e substituição das pás, foi projectado um novo método
de fixação recorrendo a ligações mecânicas. Este método pretende servir como etapa intermédia
entre o projecto actual e um projecto melhorado, que será apresentado de seguida.
Este método de fixação consiste, resumidamente, na substituição do método de
encastramento por soldadura por um método de encastramento baseado em ligações mecânicas,
recorrendo a parafusos (Figura 5.3). São abertos 6 rasgos na pá, 3 de cada lado, que servirão para a
passagem dos parafusos que terão como função unir a pá aos suportes que promovem o encosto nos
discos externo e interno.
Na realidade, estes suportes não estão encastrados aos discos, mas apenas encostados a
estes. Desta forma, este método, apesar de garantir uma rigidez suficiente para uma pá, não poderia
ser utilizado em todas as pás, já que não iria conferir ao conjunto das pás directrizes a rigidez
necessária à sua integridade geométrica. Estes suportes são fabricados a partir de viga em L de
dimensões 20x20x3 de aço AISI 316. Os parafusos utilizados nesta ligação mecânica foram M6 com
20 mm de comprimento, sendo constituídos por material do tipo A4-80.

71
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Frequência (Hz)
Uma vez produzida e instalada, esta sugestão de método de fixação foi testada, no que diz
respeito à sua resposta em regime forçado, para a determinação das suas frequências naturais
(Figura 78):
A curva estrutural resultante é semelhante às obtidas anteriormente; são visíveis frequências
naturais nos 208, 251, 514, 654, 713 e 922 Hz. A comparação com os dados obtidos para a pá 1-1-4,
que não possuía qualquer fissura na região de trabalho, é feita na Figura 5.4:
Considerando que a curva a laranja é referente à pá aparafusada e a curva verde à pá
encastrada sem fissuras, é visível que as duas primeiras frequências naturais diminuíram
ligeiramente. As frequências naturais seguintes mantêm-se quase inalteradas e, na frequência natural
localizada dentro da gama dos 900-1000 Hz, houve um ligeiro aumento para a pá aparafusada.
Estes resultados indicam-nos que a função de transferência da pá aparafusada não difere, de
forma notável, daquelas encontradas nas pás testadas anteriormente. Assim, não se espera grandes
diferenças na resposta às solicitações provocadas pela operação da central entre esta pá
aparafusada e as pás encastradas.
Este método de fixação apresenta, então, algumas vantagens, nomeadamente por facilitar a
remoção e substituição das pás, em caso de necessidade. Por não necessitar de processos térmicos
em todo o processo de produção, não são induzidas tensões residuais, nem tão pouco é modificada a
microestrutura do material, garantindo assim que a resistência à corrosão desta pá é a mesma
Figura 5.4 – Comparação entre as TRF obtidas para uma pá soldada (a verde) e a pá aparafusada (a laranja). 71
Figura 5.3 – À esquerda: representação geral do modelo sugerido para novo encastramento; à direita: pormenor da região
de encastramento da pá. 70

72
daquela que o material base oferece. É também necessário notar que a região onde se registam as
maiores tensões nesta pá não foi afectada por estes processos térmicos, ao contrário das pás
soldadas, já que nestas a região que regista maiores tensões é a mesma que foi alvo de
procedimentos de soldadura e corte por laser.
5.1 Sugestão de projecto de novo estator
Com base em todos os resultados e conclusões obtidos com a realização deste trabalho,
surgiu a necessidade de sugerir um procedimento de projecto para a produção de um novo par de
estatores para a central de ondas da Ilha do Pico. Esta sugestão não pretende ser uma solução final
mas sim que sirva como base para um trabalho a desenvolver futuramente.
O método de fixação dos estatores actuais revelou algumas fragilidades ao nível da
integridade estrutural das regiões de encastramento da pá, uma vez que foram descobertas diversas
fissuras nestas regiões. Por outro lado, a remoção de uma pá destes estatores é uma operação
complexa: para além de ser necessário despender muito tempo em operações de rebarbagem, estas
induzem na pá removida e nos discos do estator danos irremediáveis.
Consequentemente, o projecto que se sugere apresenta um método de fixação baseado em
ligações mecânicas (Figura 5.5), onde 6 parafusos M16 seguram a pá ao estator através de 9 apoios
(6 no disco exterior e 3 no disco interior). O disco interior só possui 3 apoios devido às limitações de
espaço. No entanto, os dados obtidos da extensometria indicaram-nos que os esforços na região de
encastramento interior são inferiores àqueles registados na região de encastramento exterior. As pás
possuem um comprimento superior para permitir esta geometria, passando de 515 mm para 595 mm.
Os apoios que têm como função fixar as pás aos discos do estator são soldados aos discos.
Figura 5.5 – Representação da sugestão de um novo estator (à esquerda), com detalhes dos métodos de fixação exteriores (à
direita, em cima) e interiores (à direita, em baixo). 72

73
O encosto das superfícies da pá e dos apoios do estator não é feito através do contacto
directo entre estes dois; optou-se antes por se sugerir a introdução, entre estas superfícies, de um
material que tenha como função amortecer as vibrações nas pás e modificar a curva estrutural destas
de forma a retirar as frequências naturais das pás da gama de frequências excitada aquando da
operação da turbina.
A geometria concreta desta ligação e as características deste material intermédio só podem
ser avaliadas através de um novo estudo totalmente dedicado a esta problemática.
Com este método de fixação alternativo, as operações de remoção e substituição das pás
ficam facilitadas, evitando-se também a degradação dos discos do estator e das pás que é
consequência destas operações. No entanto, a grande vantagem estará na forma como as pás são
encastradas, já que, como estas não foram alvo de operações que resultem em elevadas entregas
térmicas (como por exemplo, procedimentos de soldadura ou corte por laser), é garantida a
manutenção da microestrutura do material base e as suas características mecânicas e boa
resistência à corrosão nestas regiões de encastramento que, como vimos, são aquelas onde os
esforços sobre o material são maiores. A introdução de um material intermédio entre os apoios do
estator permite o amortecimento das vibrações induzidas nas pás e a modificação da curva estrutural
da pá, que pode, assim, ser definida através do projecto mecânico desta geometria, para se adequar
às condições de operação da turbina.

74
6. Conclusões
A realização da análise da integridade estrutural das pás directrizes da turbina Wells da
Central de Ondas do Pico permitiu a obtenção de diversas conclusões acerca dos motivos que,
directa ou indirectamente, conduziram a esta falha.
As diversas análises realizadas ao material das pás directrizes permitiram verificar que se
trata efectivamente de um AISI 316L, tal como foi especificado no projecto inicial. Apesar de este
possuir boa resistência à corrosão em ambientes marinhos, os aços inoxidáveis duplex possuem uma
resistência superior à corrosão por picada e à CST, devendo ser considerada a sua utilização em
projectos futuros.
A análise das superfícies de fissura deixou patente que o fenómeno responsável pela
nucleação e propagação das fissuras existentes nas pás foi a fadiga, notabilizando que o
carregamento a que estas pás estão sujeitas é cíclico. A caracterização das solicitações a que as pás
estão sujeitas foi realizada com base nos dados obtidos pela extensometria, de onde foi possível
concluir que a entrada em perda da turbina induz nas pás directrizes um carregamento intenso e
aleatório, que resulta na excitação de uma elevada gama de frequências, entre os 0 e os 3000 Hz
(pelo menos). Também a tensão máxima registada através destes ensaios superou, de forma
expressiva, a tensão máxima registada através das análises de elementos finitos. Enquanto nesta
última, a tensão máxima equivalente de von Mises foi de 5.3 MPa, os extensómetros registaram
tensões de 46 MPa (von Mises), indicando que o carregamento teórico estimado, apesar de baseado
em condições reais de operação, não é adequado para estimar os carregamentos resultantes da
entrada em perda das pás da turbina. É preciso ainda notar que o escoamento que atravessa a
conduta da turbina é extremamente agressivo devido à proximidade da Central do mar, possuindo
assim partículas de água do mar e detritos que promovem a corrosão e a erosão das pás.
A diferença entre o dano encontrado nas pás directrizes do estator do lado-terra e do lado-
mar (que foi, desde o início, uma das características mais peculiares desta falha) é resultado do
empolamento da onda, que faz com que os caudais sejam superiores na subida relativamente à
descida da onda. Sendo assim, e considerando a hipótese de que a entrada em perda da turbina se
constitui como a característica do carregamento que promove a nucleação e propagação das fissuras
na região de trabalho da pá, podemos concluir que as pás do lado-mar são sujeitas a estes
fenómenos da entrada em perda das pás da turbina menos vezes, e sempre com menor intensidade.
Para compreender este facto, basta verificar que, para uma mesma onda, podemos admitir que
caudal será superior na sua subida do que na sua descida. Por outro lado, a velocidade da subida de
uma onda pode ser suficiente para fazer a turbina entrar em perda mas isso pode não ser verdade
para a sua descida. Os resultados obtidos através das análises de extensometria adequam-se a
estas conclusões, já que as tensões máximas registadas na pá do lado-mar são inferiores às
registadas na pá do lado-terra (46 MPa no lado-terra contra 24 MPa no lado-mar).

75
As análises de vibrações realizadas permitiram compreender e caracterizar a resposta das
pás a diferentes frequências, nomeadamente adquirindo as suas funções de transferência entre a
força imposta e a aceleração medida. Esta informação teve especial relevância na compreensão das
TRF resultantes das análises de extensometria. Permitiu ainda perceber que as pás do lado-mar, por
estarem instaladas há mais tempo, desenvolveram fissuras nas regiões de encastramento que, caso
progridam para dimensões críticas, podem resultar na fractura total destas pás. No entanto, não é de
esperar que estas pás, ainda que totalmente fracturadas, consigam saltar da sua região de
instalação. Sugere-se, no entanto, a realização de vistorias regulares às regiões de encastramento de
todas as pás do lado-mar.
As causas iniciais, isto é, aquelas que efectivamente se podem descrever como responsáveis
pela existência desta falha, são enunciadas de seguida:
O método de fixação projectado para as pás directrizes resulta numa elevada concentração
de tensões junto à região de encastramento, já que esta geometria consiste na formação de
um ângulo recto entre a pá e o pé que a suporta. Por outro lado, a ligação entre estes dois
componentes é garantida através de uma operação de soldadura; como vimos, as operações
de soldadura possuem uma elevada entrega térmica que resulta em diversas consequências
nefastas para as propriedades mecânicas e resistência à corrosão dos aços inoxidáveis
austeníticos. É preciso ainda considerar que as margens da pá estão também afectadas
termicamente devido aos procedimentos por corte de laser. Assim, a geometria deste método
de fixação promove uma elevada concentração de tensões em regiões que estão debilitadas
no que diz respeito às suas propriedades mecânicas. Isto resultou na nucleação e
propagação das fissuras existentes nas regiões de encastramento que, como vimos antes,
não são visíveis com as pás instaladas mas que, mesmo com a possibilidade de evoluírem
para uma fractura total, representam baixo risco para a turbina.
Os procedimentos de fabricação destes estatores resultaram em entalhes que não faziam
parte do projecto inicial e que foram supostamente causados pelo corte laser das pás. Estes
entalhes promovem não só a concentração de tensões numa região termicamente afectada,
como também resultam numa diminuição da qualidade superficial e consequente diminuição
da resistência à corrosão. Todas as fissuras existentes na região de trabalho das pás
directrizes do estator do lado-terra tiveram início nestes entalhes, indicando que foi a sua
presença que causou o aparecimento destas. Estas fissuras podem eventualmente evoluir
para uma falha catastrófica da pá, pelo que são altamente indesejadas.
Considerando que uma turbina Wells possui uma gama de caudal óptima, isto é, para a qual
a sua eficiência é consistentemente mais elevada, a aplicação de uma turbina deste tipo deve
ser acompanhada da instalação de uma estratégia de controlo activo que garanta que a
turbina trabalhe apenas na gama de caudal para a qual foi projectada. Quando a turbina

76
Wells funciona fora da gama de caudal óptima, nomeadamente com valores de caudal mais
elevados, irá inevitavelmente entrar numa situação de perda de sustentação nas suas pás,
que resulta, por um lado, na diminuição abrupta da eficiência da extracção energética e, por
outro, na libertação de vórtices muito violentos que, no caso específico da Central da Ilha do
Pico, resultam em solicitações muito agressivas nas pás directrizes. Assim, e considerando
que são estes fenómenos de entrada em perda os responsáveis pelo aparecimento das
fissuras na região de trabalho das pás não é de excluir que, com uma estratégia de controlo
activa implementada na Central, estas fissuras não teriam surgido. É importante notar, a este
respeito, que esta turbina entra com grande regularidade em situações de perda, o que pode
ser verificado pela análise dos dados recolhidos no decorrer deste trabalho, pela análise dos
caudais registados pela instrumentação da Central ou pelo elevado ruído que é emitido e que
é característica deste fenómeno.
Foram assim descritas as três causas iniciais que, com a realização desta análise, são
consideradas como responsáveis pela falha das pás directrizes da turbina Wells da Central da Ilha do
Pico. Pode ser interessante notar ainda que, caso não tivessem sido realizados os entalhes nas
regiões de trabalho das pás, os estatores estariam, provavelmente, ainda hoje instalados e em
operação. Ainda assim, a propagação das fissuras nas regiões de encastramento ocorreria,
provavelmente sem consequências catastróficas para a turbina. Por outro lado, com a presença de
uma estratégia de controlo activo que evitasse por completo a entrada em perda da turbina, seria
pouco provável que as pás desenvolvessem fissuras a partir dos entalhes existentes.
Sendo a (falta de) fiabilidade e os elevados custos de manutenção dois dos factores que têm,
decisivamente, tirado potencial comercial às tecnologias utilizadas na extracção da energia das
ondas, torna-se essencial garantir, logo na fase de projecto e construção destes sistemas, que todos
os componentes sejam testados e produzidos considerando as condições e os esforços reais
submetidos a estes pela força dos oceanos, de forma a que, quando em funcionamento, estes
deixem de ser um factor limitador do desenvolvimento destas tecnologias, ou por diminuir o tempo
disponível para investigação em condições reais, ou por requererem maiores verbas de
financiamento, ou ainda por afectarem, negativamente, a própria reputação destas tecnologias
perante as entidades responsáveis pela produção de energia eléctrica.
6.1 Sugestões de Projecto Futuro
Ao longo desta investigação foram sendo identificados alguns projectos que poderiam ser
desenvolvidos no futuro, de entre os quais se destacam:
Realização de uma análise computacional que permita compreender os fenómenos
subjacentes à entrada em perda da turbina da Central de Ondas do Pico;
Realização de um estudo à influência de cada um dos estatores no rendimento da turbina da
Central de Ondas da Ilha do Pico, de forma a compreender qual a influência, numa turbina à
escala real, destas pás directrizes.

77
7. Referências Bibliográficas
[1] (2012). “Key World energy statistics”, IEA
[2] Janssen, R. (2002). “Renewable energy…into the mainstream”, IEA
[3] Jackson , T. (2000). “Renewable Energy Sources”. Centre for Environmental Strategy, University of
Surrey,Guildford (Surrey) GU2 7XH, United Kingdom
[4] (2009). “DIRECTIVE 2009/28/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of
23 April 2009”
[5] Brooke, J. (2003). “Wave Energy Conversion”. Elsevier – 1ª edição.
[6] Cruz, J. (2008). “Ocean Wave Energy”. Springer
[7] Hearps, P. e McConnell, D. (2011). “Renewable Energy Technology Cost Review”, Melbourne
Energy Institute
[8] Falcão, A. F. O. (2013). “Modelling of Wave Energy Conversion”, Instituto Superior Técnico,
Universidade Técnica de Lisboa
[9] Bloch, H. P. e Geitner, F.K. (2012). “Machinery Failure Analysis & Troubleshooting”. Butterworth-
Heinemann
[10] Tawancy, H. M. e Ul-Hamid ,A. e Abbas, N. M. (2004).“Practical Engineering Failure Analysis”,
Marcel Dekker, Inc.
[11] (2002). “Failure Analysis and Prevention”, ASM International
[12] McEvily, A. J.(2002). “Metal Failures: Mechanisms, Analysis, Prevention”, John Wiley & Sons, Inc.
[13] Milella, P. P. (2013). “Fatigue and Corrosion in Metals”, Springer
[14] Fletcher, J e Yang, J “Introduction to Doubly-Fed Induction Generator for Wind Power
Applications”, University of Strathclyde
[15] Neumann, F e Melo,A. B. e Crom, I. (2001). “The Pico OWC Operational Experience”, KIC
REALWAVE
[16] Smith, W. F. (1998). “Princípios de Ciência e Engenharia dos Materiais”, McGraw-Hill
[17] Lippold,J. C., (2005). ”Welding Metallurgy and Weldability of Stainless Steels”, Wiley-Interscience
[18] Moura Branco, C.A.G. (1998). “Mecânica dos Materiais”, Fundação Calouste Gulbenkian
[19] Budynas, R. e Nisbett, K. (2011). “Shigley's Mechanical Engineering Design”, McGraw-Hill
[20] Domazet, Z. (1995). “Comparison of Fatigue Crack Retardation Methods”, Pergamon
[21] Neumann, F e Melo,A. B. e Crom, I. (2001). “OWC Design; Pico Project” ,KIC REALWAVE
[22] Sarmento, A. (2010).“Deliverable 06: Engineering, analysis and monitoring of full-scale and
prototype plants (performance, safety and environmental impacts)” , WavEC
[23] Monk, K. et al (2013). “Pneumatic Power Regulation by Wave Forecasting and Real-Time Relief
Valve Control for an OWC”, University of Plymouth
[24] Neumann, F. e Crom, I. L. (2011). “ Pico OWC - the Frog Prince of Wave Energy?”, WavEC
[25] (2012). “Relatório de sustentabilidade”, WavEC Offshore Renewables
[26] Neumann, F e Melo,A. B. e Crom, I. (2001). “Pico OWC data exercise”, KIC REALWAVE
[27] Vilhena, M. (2002). “Caracterização do Funcionamento da Central tipo CAO da Ilha do Pico,
Açores, através do modelo numérico de simulação “Onda-Electricidade”, Instituto Superior Técnico

78
[28] Nunes, N. (2005). “Avaliação do Estado de Condição de Funcionamento por Análise de
Vibrações da Central de Energia das Ondas do Cachorro na ilha do Pico, Açores”, Escola Superior
Tecnologia Setúbal
[29] Nunes, N. e Cláudio, R. (2006). “Avaliação do Estado de Condição da Central de Energia das
Ondas do Pico por Análise de Vibrações”, Escola Superior Tecnologia Setúbal
[30] Winands, V. (2009), “Recommendation of reinforcement solutions for the Pico turbine resonance
problem”, Kymaner
[31] Amundarain, M. et al. (2010). “Control strategies for OWC wave power plants”, American Control
Conference
[32] Setoguchi, T. et al. (2000). “Effect of guide vane shape on the performance of a Wells turbine”,
Pergamon
[33] Setoguchi T, Takao M, Kaneko K, Inoue M. (1998). “Effect of guide vanes on the performance of
a Wells turbine for wave energy conversion”, Int J Offshore Polar Engg ISOPE
[34] Quintino, L. et al. (1998). “Processos de soldadura”, Instituto de Soldadura e Qualidade
[35] Holmberg, B. (2008). “Stainless steels – their properties and their suitability for welding”.
AvestaPolarit Welding
[36] Leffler, B. (1998). “STAINLESS - Stainless Steels and their properties”, AVESTA Sheffield AB
Research Foundation
[37] Norstrom, L (1977). “The influence of nitrogen and grain size on yield strength in Type AI51 316L
austenitic stainless steel”, Metal Science
[38] Collins, S. et al. (2000). “WELDABILITY AND CORROSION STUDIES OF AISI 316L
ELECTROPOLISHED TUBING”, Swagelok Company
[39] E8 – 01 (2002). “Standard Test Methods for Tension Testing of Metallic Materials”
[40] Saoubi,(1998). “Residual stress analysis in orthogonal machining of standard and resulfurized
AISI 316L steels”, Elsevier
[41] Kumar, B.et al (2007). “Influence of Cold-Worked Structure on Electrochemical Properties of
Austenitic Stainless Steels”, The Minerals, Metals & Materials Society and ASM International
[42] Fong, C. (1985). “The Minerals, Metals & Materials Society and ASM International”, The Minerals,
Metals & Materials Society and ASM International
[43] E 606 – 92 (Reapproved 1998). “Standard Practice for Strain-Controlled Fatigue Testing”
[44] Manson, S.S., Hirschberg, M.H. (1964). “Fatigue: an interdisciplinary approach” ,Syracuse
University Press, Syracuse NY
[45] E 384 – 99 (2002). “Standard Test Method for Microindentation Hardness of Materials”
[46] (1999). “Relatório Interno Martec, Características Turbina do Pico”
[47] Man, J. et al. (2011), “Stability of austenitic 316L steel against martensite formation during cyclic
straining”, Engineering Procedia
[48] Ozgowicz,W. et al. (2012). “Corrosion Behaviour of Cold-Deformed Austenitic Alloys”, Intech
[49] Samantha ,S. (2006). “Effect of rare earth elements on microstructure and oxidation behavior in
TIG weldments of AISI 316L stainless steel”, Elsevier

79
[50] Collins, Suniva, et al. (2000). “Weldability and corrosion studies of AISI 316L electropolished
tubing”, Swagelok Company
[51] Hsieh, C. et al (2012). “Overview of Intermetallic Sigma (σ) Phase Precipitation in Stainless
Steels”, International Scholarly Research Network
[52] Kozuh, S., et al. (2007). “The effect of annealing on properties of AISI 316L base and weld
metals”, RMZ – Materials and Geoenvironment
[53] Aydogdu, G., et al. (2006). “Determination of susceptibility to intergranular corrosion and
electrochemical reactivation behaviour of AISI 316L type stainless steel”, Corrosion Science
[54] Ramlee, Norlaila, et al. (2010). “Effect of Temperature and Chloride Concentrations on the
Corrosion Behaviour of Welded 316L Stainless Steel”, ICFMD 2010
[55] Gowrisankar, I., et al. (1987). “Effect of the Number of Passes on the Structure and Properties of
Submerged Arc Welds of AISI Type 316L Stainless Steel”, Welding Journal
[56] Bardal, E. (2004). “Corrosion and Protection”, Springer
[57] “PRODUÇÃO INDEPENDENTE - Produção e Facturação mensal por produtor”, WavEC
[58] http://www.windguru.cz/pt/historie.php?getspot=y..., consultado a 25 de Abril de 2014.
[59] White, F. M. (2003). “Fluid Mechanics”, McGraw-Hill
[60] Reddy, J. N. (2006). “An Introduction to the Finite Element Method”, McGraw-Hill
[61] Ansys Workbench Software Help Section
[62] Looma, D.(2007). “Submodeling in ANSYS Workbench”, ANSYS Advantage
[63] Hoffmann, K. (1989). “An Introduction to Measurements using Strain Gages”, Hottinger Baldwin
Messtechnik GmbH, Darmstadt
[64] Akkurt, A. (2009). “Surface properties of the cut face obtained by different cutting methods from
AISI 304 stainless steel materials”, Gazi University

1
A
ANEXOS

2
A
Anexo A - Caracterização da condição das pás do estator lado-terra (entalhes e fissuras) – Metade 1
Pá Total Entalhes Total Fissuras
Entalhe 1 Entalhe 2
Entalhe 3
Entalhe 4 Fissura 1 Comprimento
Fissura 2 Comprimento
Fissura 3 Comprimento Fissura 4 Comprimento
1 4 0 1 1 1 1
2 4 1 1 1 1 1 1 15
3 4 0 1 1 1 1
4 2 2 1 1 1 25 1 30
5 2 2 1 1 1 25 1 30
6 4 2 1 1 1 1 1 20 1 5
7 4 3 1 1 1 1 1 10 1 10 1 60
8 4 3 1 1 1 1 1 40 1 5 1 50
9 4 2 1 1 1 1 1 15 1 15
10 2 2 1 1 1 45 1 5
11 4 3 1 1 1 1 1 20 1 15 1 45
12 2 1 1 1 1 20
13 2 0 1 1
14 2 1 1 1 1 60
15 2 1 1 1 1 65
16 2 1 1 1 1 120
17 2 1 1 1 1 30
18 4 3 1 1 1 1 1 20 1 5 1 50
19 4 2 1 1 1 1 1 10 1 60
20 4 1 1 1 1 1 1 5
21 2 1 1 1 1 15
22 4 1 1 1 1 1 1 40
23 4 2 1 1 1 1 1 20 1 10
24 2 0 1 1
25 2 1 1 1 1 1 1 120
26 2 0 1 1
27 2 1 1 1 1 50
28 4 0 1 1 1 1
29 4 2 1 1 1 1 1 20 1 10
30 4 0 1 1 1 1
TOTAIS 92 39 23 23 24 24 16 8 15
Tabela A1– Estatísticas da Metade 1 do estator lado-terra. 4
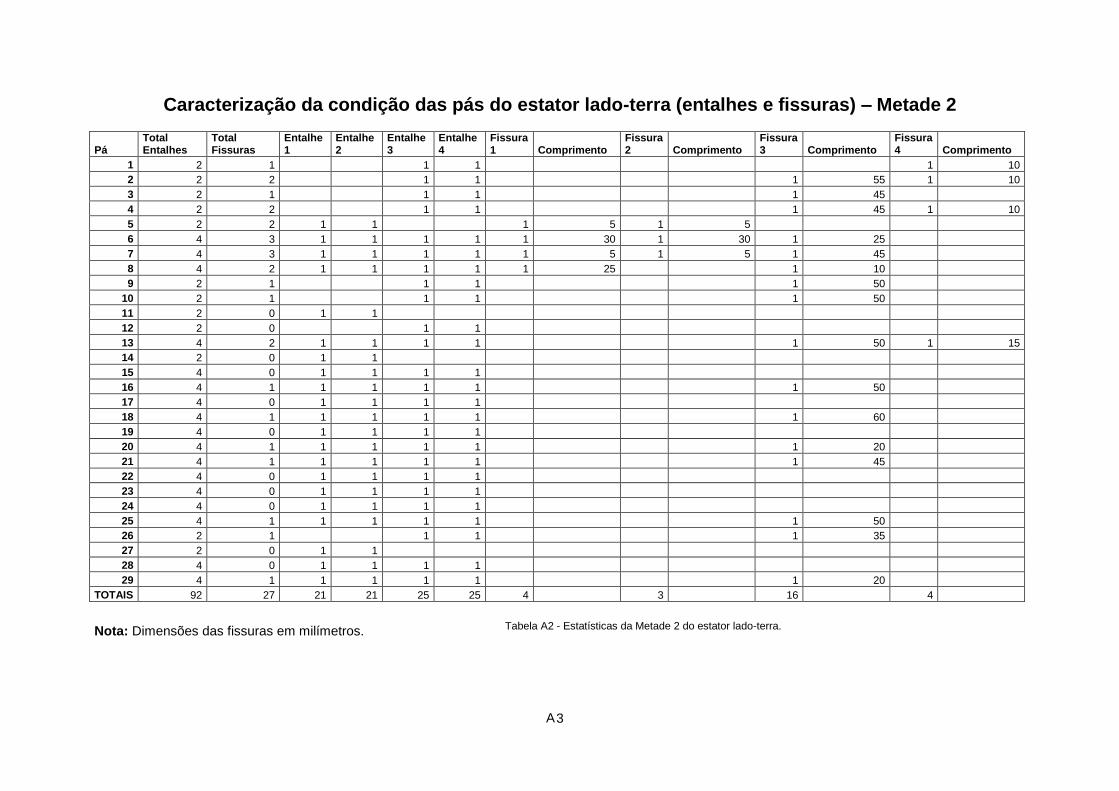
3
A
Caracterização da condição das pás do estator lado-terra (entalhes e fissuras) – Metade 2
Nota: Dimensões das fissuras em milímetros.
Pá Total Entalhes
Total Fissuras
Entalhe 1
Entalhe 2
Entalhe 3
Entalhe 4
Fissura 1 Comprimento
Fissura 2 Comprimento
Fissura 3 Comprimento
Fissura 4 Comprimento
1 2 1 1 1 1 10
2 2 2 1 1 1 55 1 10
3 2 1 1 1 1 45
4 2 2 1 1 1 45 1 10
5 2 2 1 1 1 5 1 5
6 4 3 1 1 1 1 1 30 1 30 1 25
7 4 3 1 1 1 1 1 5 1 5 1 45
8 4 2 1 1 1 1 1 25 1 10
9 2 1 1 1 1 50
10 2 1 1 1 1 50
11 2 0 1 1
12 2 0 1 1
13 4 2 1 1 1 1 1 50 1 15
14 2 0 1 1
15 4 0 1 1 1 1
16 4 1 1 1 1 1 1 50
17 4 0 1 1 1 1
18 4 1 1 1 1 1 1 60
19 4 0 1 1 1 1
20 4 1 1 1 1 1 1 20
21 4 1 1 1 1 1 1 45
22 4 0 1 1 1 1
23 4 0 1 1 1 1
24 4 0 1 1 1 1
25 4 1 1 1 1 1 1 50
26 2 1 1 1 1 35
27 2 0 1 1
28 4 0 1 1 1 1
29 4 1 1 1 1 1 1 20
TOTAIS 92 27 21 21 25 25 4 3 16 4
Tabela A2 - Estatísticas da Metade 2 do estator lado-terra. 5

4
A
Anexo B – Análise modal das pás dos estatores da Turbina da Central de Ondas do Pico
No âmbito deste projecto foram realizadas diversas análises modais a diferentes pás dos
estatores da turbina da Central do Pico. Estas análises foram realizadas em Agosto de 2013, após a
montagem do estator lado-terra. A este respeito, é importante referir que as condições de
encastramento deste estator não estavam iguais às das condições de operação, já que a conduta do
lado-terra, que é aparafusada ao estator lado-terra, não estava instalada. Isto pode modificar, ainda
que ligeiramente, os resultados obtidos, nomeadamente quando os comparamos com a condições de
operação em que esta conduta está instalada.
Estes ensaios consistem na aplicação de um carregamento controlado, através da técnica de
martelagem, cuja resposta do material é medida. Assim, foi possível obter as funções de
transferência destas análises, sob a forma de um espectro que relaciona a aceleração medida com a
força aplicada, frequência a frequência. Os acelerómetros foram instalados nas posições indicadas a
verde na Figura A1, sendo a excitação da pá sempre realizada na região a vermelho.
O equipamento utilizado para a realização dos ensaios é propriedade do Instituto Superior
Técnico. O acelerómetro utilizado é um Bruel&Kjaer Tipo 4371, número de série 1632397, com uma
sensibilidade de carga (charge sensivity) de 0.995 pC/ms-2
(previamente regulada no amplificador
analógico (B&K Tipo 2635)), sensibilidade de tensão de 0.769 mV/ ms-2
, capacitância de 1293 pF e
uma sensibilidade transversal máxima de 2.1% a 30Hz e 100 ms-2
.
Todos os ensaios foram realizados analisando a gama de frequências de 0 a 1000 Hz, por se
ter considerado, na altura, representativa das frequências mais relevantes dentro daquelas que se
considerariam excitadas devido à operação da Central. Mais tarde verificou-se que os fenómenos de
entrada em perda da turbina excitam, afinal, uma gama superior de frequências.
Os resultados principais são apresentados de seguida:
Figura A1 – Localização da instalação dos extensómetros (a verde) e da excitação (a vermelho). 73

5
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Frequência (Hz)
Ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
A
Figura A2 – TRF’s relativas à pá 1-2-27. 74

6
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Frequência (Hz)
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Frequência (Hz)
0,0001
0,001
0,01
0,1
1
10
100
1000
0 100 200 300 400 500 600 700 800 900 1000
(m/s
2 )/N
Frequência (Hz)
A
Figura A3 – TRFs relativas aos ensaios da pá com uma fissura. 75
Figura A4 - TRFs relativas aos ensaios da pá com duas fissuras. 77
Figura A5 - TRFs relativas aos ensaios da pá com três fissuras. 76

7
A
Anexo C – Análises de Extensometria
De forma a avaliar as tensões registadas nas pás directrizes dos estatores da turbina do Pico,
foram instalados 4 extensómetros em das pás, nas seguintes posições:
A localização dos 4 extensómetros foi dividida por duas pás, simétricas entre si e
pertencentes a estatores diferentes (pás 1-2-29 e 2-2-29). Cada pá terá instalado dois sensores, junto
à região de encastramento.
O sistema de aquisição de extensões é usualmente constituído por um extensómetro e
respectivo circuito de Wheatstone, equipamento de aquisição de sinal, que tem a função de adquirir
convenientemente o sinal transmitido por esse circuito, e o equipamento de visualização ou
armazenamento dos dados, que permite ao utilizador do sistema analisar e interpretar os dados
recolhidos. A ponte de Wheatstone utilizada é do tipo quarter-bridge, contendo ainda um
extensómetro de referência para compensação da temperatura.
Os extensómetros utilizados, produzidos pela TML, são do tipo WFRA-3-17-1L, sendo um
extensómetro do tipo roseta de 3 eixos (0º-45º-90º) à prova de água com uma resistência interna de
120 ohms. A placa de aquisição é formada pelas placas da National Instruments NI USB-9162 e NI
9237, propriedade do IST. Para a instalação dos mesmos, é necessário respeitar o procedimento de
instalação recomendado pela marca. Neste caso, foi utilizado cianoacrilato como adesivo de fixação
do extensómetro às pás.
Figura A6 – Localização da instalação dos extensómetros do tipo roseta em cada uma das pás. 78

8
A
Anexo D – Avaliação da pressão na superfície das pás directrizes
No âmbito da avaliação da variação da pressão estática na superfície das pás directrizes, foi
maquinada uma das pás removidas (a pá 1-1-3), para que os sensores fossem encastrados na sua
superfície sem que perturbassem o escoamento, assim como os seus cabos.
O sensor utilizado é produzido pela companhia Freescale, tendo sido utilizado o modelo
MPXH6300A. A calibração deste sensor foi realizada nas instalações do LNEC, tendo para isso sido
utilizada a placa de aquisição de sinal Arduino Mega 2560, que tem uma resolução de 10 bits. Os
resultados são apresentados na Figura A7:
O erro relativo máximo registado durante esta calibração foi de 0,2%, pelo que é possível
desprezá-lo. No entanto, neste teste de calibração, a pressão é mantida constante. Por outro lado, o
carregamento a que os sensores estarão sujeitos na Central do Pico envolve solicitações dinâmicas a
frequências variadas e desconhecidas, pelo que é de assumir que, nessas condições, o sensor veja o
seu erro ser aumentado. Por essa razão, é necessário cautela na consideração destes resultados.
Surgiu, após a realização desta calibração, a possibilidade de se utilizar uma placa de
aquisição que possui uma taxa de aquisição muito superior àquela conseguida pela Arduino
(aproximadamente 200 Hz para as condições pretendidas). Recorreu-se então à utilização de uma
placa LabJack UE9, que possui também uma resolução superior (12 bits contra 10 bits da Arduino).
No entanto, não foi possível calibrar o sensor para esta placa, devido a motivos de avaria da
máquina de calibração de sensores de pressão do LNEC. Por essa razão, a calibração acima
indicada será a utilizada durante este trabalho, devendo os resultados ser analisados tendo este facto
em consideração.
700
800
900
1000
1100
1200
1300
1400
1500
1600
1,2 1,4 1,6 1,8 2 2,2 2,4
Pre
ssão
(m
bar
)
Tensão de saída (V)
Figura A7 – Curva de calibração do sensor Freescale MPXH6300. 79