Embed Size (px)
Citation preview

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 1 de 35
Licenciatura de Engenharia Electrotécnica e de Computadores
Projecto, Seminário ou Trabalho Final de Curso
2005/2006
Análise e Proposta de desenvolvimento de um
Sistema de Supervisão para PLC’s Orientador FEUP: Eng.º Américo Azevedo Orientador SAL: Eng.º António Carvalho Responsável Automação SAL: Carlos Midões Elaborado por: Daniel Eduardo Miranda dos Santos
[Versão 2.0]

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 2 de 35
1 Controlo documental
1.1 Identificação do documento
Tipo de documento Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s
Código do documento Estado do documento Em elaboração Âmbito Disciplina de PSTFC Edição/Revisão 2.0 Substitui 1.1 Autor Daniel Eduardo Miranda dos Santos Nome do ficheiro Doc_Analise_proposta_v2.0.doc Documentos relacionados
1.2 Controlo de versões
Edição/Revisão Data Motivo Versão 1.0 02/03/2006 Criação do documento Versão 1.1 23/03/2006 Revisão do documento Versão 2.0 19/04/2006 Versão final

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 3 de 35
Índice geral
1 Controlo documental ________________________________________________________ 2 1.1 Identificação do documento_____________________________________________________ 2 1.2 Controlo de versões ___________________________________________________________ 2
2 Introdução_________________________________________________________________ 6 2.1 Propósito do documento________________________________________________________ 6 2.2 Âmbito do sistema ____________________________________________________________ 6 2.3 Situação actual _______________________________________________________________ 7 2.4 Definições, acrónimos e abreviaturas _____________________________________________ 7 2.5 Referências __________________________________________________________________ 7 2.6 Resumo e organização do documento_____________________________________________ 7
3 Descrição geral _____________________________________________________________ 8 3.1 Perspectiva do produto ________________________________________________________ 8
3.1.1 Interface com outros sistemas. __________________________________________________________9 3.1.2 Interface de comunicação______________________________________________________________9
3.2 Características dos utilizadores__________________________________________________ 9 3.2.1 Interface com o Utilizador. ___________________________________________________________10
3.3 Considerações _______________________________________________________________ 11 3.4 Assunções e dependência. _____________________________________________________ 11
4 Levantamento das máquinas e equipamentos existentes. ___________________________ 12 4.1 Fluxo do processo. ___________________________________________________________ 12 4.2 Layout._____________________________________________________________________ 13 4.3 Descrição de funcionamento das máquinas._______________________________________ 14 4.4 Equipamento existente nas máquinas. ___________________________________________ 19
5 Máquinas a serem integrados no sistema a implementar ___________________________ 21 5.1 Máquinas a serem monitorizados. ______________________________________________ 21 5.2 Dados a serem monitorizados pelo sistema a implementar. __________________________ 21 5.3 Layout._____________________________________________________________________ 23
6 Estudo de soluções para implementação do sistema_______________________________ 24
7 Apresentação da Proposta para implementação do sistema _________________________ 26 7.1 Descrição da proposta. ________________________________________________________ 26 7.2 Páginas tipo, do sistema de supervisão ___________________________________________ 27
7.2.1 Página Inicial Login_________________________________________________________________27 7.2.2 Página de Introdução ________________________________________________________________27 7.2.3 Páginas exemplificativas da Máquina Enchedora __________________________________________28
7.3 Localização do caminho de cabos e das salas de controlo____________________________ 30

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 4 de 35
7.4 Caminho de cabos e distâncias _________________________________________________ 31 7.5 Organização dos trabalhos a realizar ____________________________________________ 32
7.5.1 Estrutura das actividades _____________________________________________________________32 7.5.2 Organização da equipa e função dos participantes__________________________________________32
7.5.2.1 Constituição das equipas ________________________________________________________32 7.5.2.2 Atribuição de recursos __________________________________________________________33 7.5.2.3 Calendarização ________________________________________________________________33
8 Equipamento necessário para implementação do sistema __________________________ 34 8.1 “Hardware”/”Software” para a rede “Ethernet” de PLC’s “Step 7” __________________ 34
8.1.1 Cartas “ethernet” a colocar nos PLC S7__________________________________________________34 8.1.2 Sistema de supervisão _______________________________________________________________34
8.1.2.1 Carta Ethernet/S7 a colocar no PC _________________________________________________34 8.1.2.2 “Software” de supervisão ________________________________________________________34
8.2 Diversos ____________________________________________________________________ 34 8.3 Material existente em stock ____________________________________________________ 34
9 Orçamento________________________________________________________________ 35 9.1 “Hardware”/”Software” para a rede “Ethernet” de PLC’s “Step 7” __________________ 35 9.2 Diversos ____________________________________________________________________ 35 9.3 Total_______________________________________________________________________ 35

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 5 de 35
Índice figuras Figura 1. Diagrama de integração do SI. ........................................................................................ 8 Figura 2. Diagrama de Fluxo Produtivo ........................................................................................ 12 Figura 3. Layout Fábrica Cruzeiro................................................................................................. 13 Figura 4. Silo de garrafas vazias.................................................................................................... 14 Figura 5. Transportador de garrafas vazias................................................................................. 14 Figura 6. Ordenadora de garrafas. ................................................................................................ 15 Figura 7. Gaseificador/Misturadora de sabores.......................................................................... 15 Figura 8. Enchedora......................................................................................................................... 16 Figura 9. Transportador de garrafas cheias. ............................................................................... 16 Figura 10. Rotuladora...................................................................................................................... 17 Figura 11. Envolvedora de Pack’s. ................................................................................................ 17 Figura 12. Transportador de Pack’s.............................................................................................. 17 Figura 13. Agrupadora de Pack’s................................................................................................... 18 Figura 14. Paletizadora. .................................................................................................................. 18 Figura 15. Envolvedora de paletes................................................................................................ 18 Figura 16. Layout – Localização dos equipamentos a monitorizar. ......................................... 23 Figura 17. Alternativa de implementação A. .............................................................................. 24 Figura 18. Alternativa de implementação B. .............................................................................. 25 Figura 19. Diagrama de interligação do Sistema no Local........................................................ 26 Figura 20. Página Inicial Login. ...................................................................................................... 27 Figura 21. Página Introdução.......................................................................................................... 27 Figura 22. Página da Máquina Enchedora. ................................................................................... 28 Figura 23. Página menu 1. .............................................................................................................. 28 Figura 24. Página menu 2. .............................................................................................................. 28 Figura 25. Página Abertura torneiras. .......................................................................................... 28 Figura 26. Página Entrada garrafas............................................................................................... 28 Figura 27. Página Lubrificação. ..................................................................................................... 28 Figura 28. Página Tremonha. ......................................................................................................... 29 Figura 29. Página Velocidade da Máquina. .................................................................................. 29 Figura 30. Página Gráficos 1. ......................................................................................................... 29 Figura 31. Página Gráficos 2. ......................................................................................................... 29 Figura 32. Layout Fábrica Cruzeiro – Caminhos de cabos e das salas de controlo............... 30 Figura 33. Caminhos de cabos – Esquema representativo. ....................................................... 31

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 6 de 35
2 Introdução Hoje as organizações industriais estão numa pressão constante para aumento de produtividade e diminuir o custo por unidade produzida. A introdução e/ou melhoramento das tecnologias de informação tem sido um método comum para responder as estes desafios. A introdução de tecnologias de informação consegue um acréscimo de benefícios quando existir uma integração total dos sistemas. Através da integração de sistemas, teremos a possibilidade de coleccionar dados, visualizar informação “real-time”, efectuar controlo de qualidade, analisar dados e efectuar correlações que hoje são difíceis de efectuar e morosas. A integração total de sistemas deve interligar os sistemas básicos de controlo, HMI /SCADA, sistemas de execução de produção, bases de dados, sistemas de controlo qualidade, LIMS, ERP e soluções web para visualização e operação remota.
2.1 Propósito do documento
Este documento especifica os requisitos e proposta para a implementação de um sistema de Monitorização/Programação de um Processo de Produção, que consiste numa interface com o utilizador de uma linha de enchimento de água para apoio à monitorização/programação dos PLC’s. Destina-se este documento à direcção da empresa Sociedade da Água do Luso, S.A., que deverá analisar a respectiva proposta e pronunciar-se sobre ela.
2.2 Âmbito do sistema O sistema de informação especificado neste documento permite monitorizar um sistema de enchimento de águas, que está implantado na Sociedade da Água de Luso, fábrica do Cruzeiro, na linha n.º 3. Este sistema de informação permite a um utilizador efectuar, remotamente, operações sob determinados mecanismos da linha de produção, tais como:
• Monitorizar os equipamentos existentes, • Programar os autómatos.
O sistema de informação não é o directo responsável pelo funcionamento dos diversos mecanismos automatizados que constituem a linha de produção, existindo assim entre este e o sistema de controlo verdadeiramente dito, uma interface de funcionamento totalmente transparente para ambos os sistemas. O sistema especificado é dotado de interfaces gráficas com o utilizador. Estas permitem obter informação do estado actual dos diversos mecanismos presentes na linha de produção, assim como actuar nestes, sendo indispensáveis para o objectivo deste projecto.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 7 de 35
2.3 Situação actual Actualmente a linha de enchimento de água não possui monitorização, tem a maioria das máquinas com sistemas de controlo baseado em autómatos programáveis (PLC), estes sistemas tem a capacidade de comunicar com outros PLC’s, utilizando ligações “pontuais”, consoante a necessidade de informação a tratar. Em algumas máquinas dados relevantes para a operação da máquina e/ou manutenção da mesma não se encontram historiados. Também contém dados que podem ser valiosos para o controlo de produção, bem como controlo de qualidade. O único método de coleccionar estes dados actualmente é de modo manual.
2.4 Definições, acrónimos e abreviaturas SI – Sistema de Informação; SC – Sistema de Controlo; PLC – Autómato; PC – Computador
2.5 Referências
• IEEE Std 982.1-1988, IEEE Standard Dictionary of Measures to Produce Reliable Software.
• IEEE Std 982.2-1988, IEEE Guide for the Use of IEEE Standard Dictionary of Measures to Produce Reliable Software.
2.6 Resumo e organização do documento Este documento está estruturado segundo a Norma IEEE-830-1998 “Recommended Practice for Software Requirements Specifications”. O restante documento é constituído por seis partes. Na primeira aborda-se de uma forma geral as funcionalidades que o sistema a desenvolver deve apresentar, caracterizando os seus utilizadores e o papel que desempenha no seio da empresa em relação a outros sistemas. Foca-se ainda restrições que limitam o desenvolvimento deste sistema e assumpções feitas aquando do levantamento de requisitos das quais certas funcionalidades dependem. Na segunda parte apresenta-se um levantamento do material existente, sendo apresentado de seguida, terceira parte, quais as máquinas a serem integradas, na quarta parte apresenta-se um estudo de soluções de implementação. Na quinta parte será apresentado a proposta de implementação, e por ultimo será exposto o material necessário para a implementação do sistema e um orçamento relativo à proposta apresentada.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 8 de 35
3 Descrição geral
3.1 Perspectiva do produto
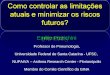
A implementação do SI consiste em informatizar uma linha de enchimento de água, sendo possível efectuar operações nesta remotamente em qualquer terminal que se encontre ligado à Intranet (rede local). Espera-se que com este sistema, se possa aceder remotamente aos PLC’s, com o intuito de se poder efectuar “upload” e “download” dos programas necessários ao funcionamento das máquinas, sem que para isso seja preciso deslocar-se ao local, a não ser que seja estritamente necessário. Espera-se também que se possa visualizar um layout da linha de enchimento, e que se possa particularizar para cada máquina. Com isto poderia visualizar-se o estado de entradas e saídas, estados das máquinas (On/Off), contagens, alarmes, etc, para registo e posterior armazenagem em base de dados. Nesta secção é descrito o modo de interactuar do SI, demonstrando que não se trata de um sistema independente e evidenciando os aspectos de comunicação e interfaces necessários.
Figura 1. Diagrama de integração do SI.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 9 de 35
3.1.1 Interface com outros sistemas.
Dado que o SI não se trata de um sistema independente, é necessária uma interface de comunicação entre o SI e outros sistemas com que seja necessário interactuar. Para o funcionamento do SI é indispensável a troca de informação constante com o SC; Para tal deverá existir uma rede de comunicação independente às existentes, do tipo Ethernet, que deverá ser interligada através de Switch’s Industriais, que e se comportará como uma interface, entre os PLC’s e a máquina (PC) de monitorização. O acesso a cada PLC, considerando apenas “upload” e “dowload”, deverá ser feita de forma transparente, para que se possa operar sobre eles sem restrições. Na parte da monitorização, deverá ser criado um clone das variáveis necessárias, para não criar situações que possam interferir com o bom funcionamento das máquinas. A aplicação suporta todos os níveis de acesso do SI. As diferenças existentes entre utilizadores, será a nível de permissões. As funcionalidades estão descritas na seguinte tabela.
Níveis de permissão
Classe de utilizador Características
Administrador Terá controlo absoluto sobre o sistema Utilizador Terá acesso a funções básicas, predominando a consulta de dados.
Programador Terá acesso a funções básicas, tal como o Utilizador e programação dos PLC’s.
3.1.2 Interface de comunicação
A comunicação será feita por TCP/IP preferencialmente sobre uma rede Ethernet. Para isto todos os componentes que interagem com o SI terão de possuir interfaces de rede compatíveis.
3.2 Características dos utilizadores A interface do SI deverá estar adequada de tal forma que seja exigido o mínimo conhecimento informático possível por parte dos utilizadores. Pode-se salientar que:
• O Utilizador deverá ter uma interface que recorrerá o mais possível a imagens e ícones explicativos. O conteúdo deverá ser intuitivo e o mais simples possível, de forma a possibilitar a memorização e automação de todas as tarefas;
• O Programador deverá ter uma interface com as mesmas características que o Utilizador, adicionando a programação dos PLC’s;
• O Administrador terá uma interface com as mesmas funcionalidades que o Utilizador e o Programador, não tendo no entanto quaisquer limitações a nível de operações a efectuar no sistema.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 10 de 35
3.2.1 Interface com o Utilizador.
Organização dos écrans Os écrans devem estar organizados de uma forma simples e funcional, de tal modo que o utilizador entenda de forma rápida o seu significado. Os écrans devem estar de acordo com o seguinte esquema:
Cabeçalho
Link´s
Corpo
Cabeçalho – Canto superior direito a informação do dia e hora actual;
- Canto superior esquerdo e central, a informação da página em que se encontra.
Link´s - Esta zona será dedicada aos link’s das diversas páginas que constituem o
sistema, eventualmente poderão existir alguns comandos. Corpo - Aqui terá de ser mostrado, se existir, os esquemas das máquinas, bem
como o layout de toda a linha de produção; - Informação disponível para os items mostrados, tais como contagens de
produção, estado das máquinas e outros dados relevantes ao processo; - Poderão existir comandos nesta secção.
Alarmes - Os alarmes serão representados por uma janela de pop-up que aparecerá centrado no ecrã, tendo uma orla a piscar destacando em texto o alarme existente. - Caso o operador minimize a janela, ficará uma janela mais pequena no canto superior direito com um símbolo em forma de triangulo com um sinal de exclamação no seu interior, sempre a piscar enquanto não for feito o reset do alarme. Históricos - O operador terá na zona de link’s da página uma opção de histórico, que lhe reportará todos os acontecimentos, no horizonte temporal escolhido pelo mesmo. - Deverá conter a informação de: - Alarmes; - Paragens; - Avarias; - e todos os dados relevantes para o sistema.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 11 de 35
3.3 Considerações Todos os periféricos usados para o SI terão que suportar comunicação por TCP/IP. Os terminais informáticos de interface com os utilizadores devem possuir um web browser e suportar uma comunicação via ethernet, sendo obrigatória a existência de placas de rede compatíveis para o efeito.
3.4 Assunções e dependência. A solução apresentada suporta-se nas seguintes assunções: Relativamente ao ambiente fabril assume-se que:
• As máquinas que operam no chão de fábrica não produzem ruído electromagnético acentuado comprometendo a comunicação da rede ethernet industrial;
Relativamente ao layout da fabrica:
• Assume-se que exista espaço dentro dos quadros dos autómatos, que se encontram no chão de fábrica, bem como possibilidade de lhes fazer chegar os cabos necessários para os interligar com a rede ethernet industrial que vai ser implementada;
Relativamente à maquina de monitorização:
• Assume-se que esta máquina, podendo ser um PC “desktop”, que tenha no mínimo os seguintes requisitos:
• Windows XP Professional SP1/SP2; • Microsoft Internet Explorer V6.0; • Adobe Acrobat Reader 5.0; • Pentium IV a 1.8 GHz; • Monitor de 17”; • Placa Gráfica 1280x1024 True Color; • 512 MBytes RAM; • Disco de 40 GBytes; • Leitor/Gravador de cd’s (dvd’s); • Leitor de disquetes; • 1 slot livre para ligar carta de rede Ethernet industrial; • 1 slot livre para ligar carta de rede Internet;
Com uma impressora a cores, no local para impressão de relatórios.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 12 de 35
4 Levantamento das máquinas e equipamentos existentes. Nesta secção, será feito um panorama geral das máquinas e equipamentos existentes na linha de enchimento n.º3, da fábrica do Cruzeiro. Os locais mencionados servem apenas de referência para este documento, visto que na empresa tem códigos próprios.
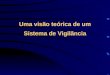
4.1 Fluxo do processo.
SILOS DEGARRAFAS
ORDENADORADE GARRAFAS
TRANSPORTADOR DE GARRAFAS
MASSBLEND
ROSCADOR
ROTULADORA ENVOLVEDORADE PACK’S
TRANSPORTADORDE PACK’S
AGRUPADORADE PACK’S
PALETIZADORA
ENVOLVEDORADE PALETES
INICIO DO PROCESSOFABRICANTE DE GARRAFAS
“LOGOPLASTE”
GASEIFICADOR/MISTURADOR DE
SABORES
PASSADEIRA
ENTRADA DE ÁGUA
ENTRADA DE PALETES DE
MADEIRA
ENTRADA DE FILME DE PLÁSTICO
ENTRADA DE RÓTULOS
PASSADEIRA
PASSADEIRA
PASSADEIRA
ENTRADA DE SACO DE PLÁSTICO
SOPRADORA
ENCHEDORA ENCHEDORA
ENTRADA DE CÁPSULAS
ENTRADA DE ÁGUA E AR
Figura 2. Diagrama de Fluxo Produtivo

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 13 de 35
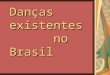
4.2 Layout. A figura seguinte pretende mostrar o layout da linha de produção, onde vai ser implementado o sistema, estando representado a azul.
Figura 3. Layout Fábrica Cruzeiro.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 14 de 35
4.3 Descrição de funcionamento das máquinas. Silos de garrafas vazias Os silos são o local onde estão armazenadas as garrafas vazias, provenientes do fabricante (Logoplast). A Logoplast, tem as suas instalações na fábrica do Cruzeiro, evitando assim, que no transporte e na trasfega das garrafas, estas não estejam sujeitas a impurezas, garantindo assim uma maior qualidade. As garrafas após serem produzidas são postas de imediato nestes silos, sendo a descarga de garrafas para os transportadores, controlada manualmente por um operador, consoante a necessidade de produto.
Figura 4. Silo de garrafas vazias.
Transportadores de garrafas vazias Estes transportadores levam as garrafas vazias, para a máquina ordenadora de garrafas. São transportadores de tipo tela, que são ligados/desligados, através de um sinal proveniente da ordenadora de garrafas, que indica quando é necessário mais garrafas.
Figura 5. Transportador de garrafas vazias.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 15 de 35
Ordenadora de garrafas Esta máquina tem uma função importante, na medida, que é esta que coloca as garrafas na posição correcta, no transportador, que as “conduz” para a máquina enchedora. Este transportador não é mencionado anteriormente, pois só tem On e Off, que é controlado pelo operador e está ligado durante o processo de enchimento. Estes transportadores, “empurram” as garrafas através de um processo de sopro, se existirem garrafas no transportador.
Figura 6. Ordenadora de garrafas.
Massblend – Gaseificador/Misturadora de sabores Esta máquina tem a função de gaseificar a água, como também de lhe adicionar aromas ou xaropes. Caso se esteja a encher água lisa (água mineral natural ou água de nascente), esta máquina não intervêm no processo. Esta máquina é a responsável por adicionar o gás (CO2), nas quantidades adequadas, quer se esteja a encher a Luso Fresh, ou Luso Fresh aromas.
Figura 7. Gaseificador/Misturadora de sabores.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 16 de 35
Enchedora Esta máquina é composta por 3 partes, todas num só “corpo”, tribloco:
• Sopradora. Nesta parte as garrafas, passam por um processo de sopro com ar comprimido para limpeza de possíveis vestígios de impurezas, visto que, estas garrafas já vêm “limpas” (imposição feita à firma fornecedora de garrafas).
• Enchedora.
Aqui é feito o enchimento do produto final para consumo.
• Roscador. O roscador é o mecanismo que aplica as cápsulas na garrafa, depois de cheia.
Figura 8. Enchedora.
Transportadores de garrafas cheias Esta máquina encontra-se desde a saída da enchedora, até à entrada na rotuladora. Tem como função de transportar as garrafas de um ponto ao outro, sendo que é controlada autonomamente por um PLC (tendo velocidades diferentes, de acordo com os vários tipos de garrafas), que lhe indica se é para ligar (On), ou para desligar (Off).
Figura 9. Transportador de garrafas cheias.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 17 de 35
Rotuladora A rotuladora, é como o próprio nome indica, responsável por colocar rótulos nas garrafas cheias. Desta máquina segue numa passadeira, até à próxima máquina, a envolvedora de pack’s. É depois desta máquina que também é marcado na própria garrafa o código de lote, do turno, validade e data de produção da mesma. Este processo é feito através de um lazer, que “imprime” na garrafa.
Figura 10. Rotuladora.
Envolvedora de pack’s Nesta fase as garrafas são agrupadas em pack’s (a quantidade depende do tipo de garrafa a ser produzido), e são envolvidas num filme de plástico que será aquecido, para que fique firme. Seguindo para a agrupadora de pack’s.
Figura 11. Envolvedora de Pack’s.
Transportador de pack’s Este transportador encaminha os pack’s para o agrupador de pack’s
Figura 12. Transportador de Pack’s.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 18 de 35
Agrupadora de Pack’s Esta máquina, tem como função agrupar os pequenos pack’s anteriores, e formar pack’s maiores. Estes serão envoltos em filme de plástico, seguindo um processo idêntico ao da envolvedora anterior.
Figura 13. Agrupadora de Pack’s.
Paletizadora Nesta máquina são formadas as paletes, de diversas camadas. Estas camadas, dependendo do tipo de garrafas, têm de ser dispostas de maneira a formar uma palete “direita”, sem possibilidade de tombar. Sendo assim é necessário efectuar um certo mosaico, que na camada seguinte deverá ser o inverso, e assim sucessivamente. A separação das camadas é feita através de um separador em cartão ou platex.
Figura 14. Paletizadora.
Envolvedora de paletes Esta é a ultima máquina existente na linha, tem a função de envolver as paletes com um saco próprio, que é “soldado” (retraído) para que a palete fique uniforme. Após esta fase existe uma máquina que imprime e coloca na palete uma etiqueta com o código de barras, o qual permite identificar e diferenciar esta palete de qualquer outra. Esta máquina está de momento a servir duas linhas distintas, tendo para isso dois tipos de sacos, que forma automaticamente. Quando a palete se encontra pronta, é retirada por um empilhador para o armazém de produto.
Figura 15. Envolvedora de paletes.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 19 de 35
4.4 Equipamento existente nas máquinas. Silos - Não possui nenhum equipamento de controlo, sendo este feito por um operador, que consoante a necessidade abre ou fecha a saída do silo. Transportadores de garrafas vazias - Autómato Siemens S5 com referência 6ES5-102-8MA02 Ordenadora de garrafas - Autómato Siemens S7-300 com referência 313-5BE01-0AB0 - Consola Siemens com referência 6AV6-545-0BB15-2AX Massblend – Gaseificador/Misturadora de sabores - Autómato Siemens S7-300 com referência 313-5BE01-0AB0 - Consola Siemens SIMATIC Touch Panel (TP170), com referência 6AV6-545-0CC10-0AX0 Enchedora - Autómato Siemens S7-300 com referência 313-5BE01-0AB0 - Consola Siemens SIMATIC Touch Panel com referência 6AV6-545-0CC10-0AX0 Transportadores de garrafas cheias - Autómato Siemens S7-300 com referência 313-5BE01-0AB0 Rotuladora - Não possui nenhum PLC para o controlo, sendo este feito através um conjunto de contactores. Envolvedora de Pack’s - Autómato Siemens S5 com referência 6ES5-095-8MA03

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 20 de 35
Transportador de Pack’s - Autómato Siemens S5 com referência 6ES5-095-8MA03 Agrupadora de Pack’s - Autómato Siemens S7-200 com referência 216-2AD21-0XB - Consola Siemens SIMATIC OP3 com referência 6AV35031DB10 Paletizadora - Autómato Siemens S7-300 com referência 313-5BE01-0AB0 - Consola CIMEREX 20 Envolvedora de paletes - Autómato Siemens S7-400 com referência 412-1XF03-0AB0 - Consola LAUER PCS 095 PLUS Nota: Os autómatos atrás referidos, só têm comunicação via porta RS-232 e pontualmente terão ligações RS485/MPI às consolas.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 21 de 35
5 Máquinas a serem integrados no sistema a implementar
5.1 Máquinas a serem monitorizados. Os equipamentos a monitorizar, tem sobretudo, autómatos da série S7, 1. Transportadores 2. Ordenadora de garrafas 3. Massblend – Gaseificador/Misturadora de sabores 4. Enchedora 5. Envolvedora de paletes 6. Paletizadora 7. Agrupadora de Pack’s
5.2 Dados a serem monitorizados pelo sistema a implementar. 1. Transportadores
• Estado (ON/OFF). • N.º/Descrição do programa que está a ser executado. • Alarmes.
2. Ordenadora de garrafas
• Estado (ON/OFF). • Alarmes. • N.º garrafas processadas. • N.º/Descrição do programa que está a ser executado.
3. Aquamix – Gaseificador/Misturadora de sabores
• Estado (ON/OFF). • Alarmes. • Brix – quantidade de mistura de produto. • Temperatura.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 22 de 35
4. Enchedora
• Estado (ON/OFF). • Alarmes. • N.º garrafas processadas.
5. Envolvedora de paletes
• Estado (ON/OFF). • Alarmes. • N.º paletes processadas.
6. Paletizadora
• Estado (ON/OFF). • Alarmes. • N.º embalagens processadas. • N.º paletes processadas. • N.º/Descrição do programa que está a ser executado.
7. Agrupadora de Pack’s
• Estado (ON/OFF). • Alarmes. • N.º pack’s processadas.
Estes são os dados base para cada máquina, sendo feito posteriormente outra análise mais detalhada, com o intuito de reunir todos os dados relevantes ao processo para serem integrados no sistema a desenvolver.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 23 de 35
5.3 Layout.
Figura 16. Layout – Localização dos equipamentos a monitorizar.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 24 de 35
6 Estudo de soluções para implementação do sistema De modo a efectuar uma integração total da informação na linha de enchimento, podemos ter algumas alternativas (consoante o grau de integração pretendido e os objectivos a alcançar). Nesta secção será feita uma breve apresentação de possíveis soluções, não pormenorizadas. De modo a simplificar consideram-se apenas duas possíveis:
A. Integração e aquisição de contagens para efeitos de controlo produção, dados processuais para controlo qualidade e registo de variáveis criticas dos processos.
B. Integração e aquisição de contagens para efeitos de controlo produção, dados processuais para controlo qualidade, registo de variáveis criticas dos processos e programação remota dos PLC’s.
Para as alternativas a seguir apresentadas, implicam a aquisição de cartas de comunicação para todos os PLC’s existentes nas máquinas da linha de enchimento, cablagem de toda a rede de comunicação, ligar todos os autómatos programáveis numa rede com uma topologia a definir e um PC para a supervisão. Alternativa A: Nesta alternativa seria necessário adquirir consolas Cimrex 41, visto que estas tem a particularidade de interligar até 5 PLC’s, que com software semelhante a um Scada, passariam a monitorizar 5 PLC’s a si interligados, e através da rede ethernet poderíamos monitorizar essas consolas individualmente. Com esta solução só poderíamos visualizar o que estivesse disponível nas consolas, sem possibilidade de programação remota.
Figura 17. Alternativa de implementação A.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 25 de 35
Alternativa B: Para esta alternativa é necessário efectuar aquisição de software para gestão da linha aos principais fornecedores de máquina para linhas de enchimento e desenvolvimento externo de todo este processo. Esta proposta difere da anterior, no aspecto que se pode fazer o “download” e o “upload” dos programas dos PLC’s e também “mexer” com as variáveis de cada PLC individualmente, pois estaríamos ligados directamente a cada PLC, através do Software WinnCC Flexible Advanced que é um Scada. Com este software é possível monitorar todo o “shop-floor”, que inclui as seguintes capacidades de gestão de informação:
• Armazenamento; • Relatórios; • Alarmes; • Contagens de produção;
E todo o tipo de informação disponível nos PLC’s.
Figura 18. Alternativa de implementação B.
Comum a ambas as soluções, implica a construção de uma sala de controlo, e a criação de uma rede ethernet dedicada ao sistema de supervisão das linhas de enchimento. A implementação da alternativa A tem um custo bastante mais reduzido que a alternativa B, mas não cumpria com os requisitos apresentados pela empresa. Considera-se que a implementação da alternativa B, é alternativa que mais interessa, dados as especificações requeridas pela empresa, portanto, propõe-se que se avance para a execução da alternativa B.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 26 de 35
7 Apresentação da Proposta para implementação do sistema
7.1 Descrição da proposta. O sistema a implementar, terá por base comunicação via Ethernet assentando em TCP/IP (10BASE-T), numa topologia em estrela, para tal é necessário que os equipamentos (PLC’s) tenham cartas de comunicação Ethernet. Tendo em conta estes requisitos e analisando os equipamentos existentes, concluiu-se ser necessário adquirir para os PLC’s cartas de “ethernet” para os S7-200,300,400. Para interligar os equipamentos ao PC, serão instalados 3 Switchs de 8 portas (cada) da Siemens. Estes Switchs vão ser interligados entre si, e um deles será ligado ao PC que tem instalado o WinnCC Flexible Advanced 2005 (Scada), software este que vai permitir fazer a monitorização da linha de enchimento, como mostra a figura seguinte.
Figura 19. Diagrama de interligação do Sistema no Local.
Vai ter de ser criado uma sala onde vai ser instalado o PC, onde vão estar os chefes de linha, nesta sala vai ter de ser instalado um quadro/bastidor para albergar um switch, que vai interligar os outros 2 que vão estar situados na linha de enchimento. Tem de ser instalado também neste quadro uma fonte de alimentação de 24V com protecção. Os chefes de linha, vão ser os utilizadores que interactuam com o software e supervisão, observando o layout da linha podem visualizar o estado de cada máquina e imprimir relatórios de paragens, valores dos contadores no inicio e no fim de cada turno, entre outros dados que se mostrem relevantes ao processo. Também na secção da manutenção será criado um segundo posto de controlo em tudo idêntico ao primeiro. As cablagens estarão alojadas em caminhos de cabos existentes para transporte de cabos de alimentação ás máquinas. Como este cabo estará sujeito a interferências electromagnéticas, será dotado de blindagem, apropriada para este efeito.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 27 de 35
Todos estes trabalhos serão executados por entidades internas da empresa e supervisionadas pelo proponente do sistema, que também irá auxiliar nos trabalhos que forem necessários.
7.2 Páginas tipo, do sistema de supervisão
7.2.1 Página Inicial Login
Figura 20. Página Inicial Login.
Esta página tem com intuito fazer a distinção entre utilizadores do sistema. È uma página comum a todos.
7.2.2 Página de Introdução
Nesta página o utilizador escolherá a maquina a monitorizar.
Figura 21. Página Introdução

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 28 de 35
7.2.3 Páginas exemplificativas da Máquina Enchedora
Figura 22. Página da Máquina Enchedora. Figura 23. Página menu 1.
Figura 24. Página menu 2. Figura 25. Página Abertura torneiras.
Figura 26. Página Entrada garrafas. Figura 27. Página Lubrificação.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 29 de 35
Figura 28. Página Tremonha. Figura 29. Página Velocidade da Máquina.
Figura 30. Página Gráficos 1. Figura 31. Página Gráficos 2.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 30 de 35
7.3 Localização do caminho de cabos e da sala de controlo
Figura 32. Layout Fábrica Cruzeiro – Caminhos de cabos e das salas de controlo.
O caminho de cabos está representado pela linha a cheio de cor vermelho.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 31 de 35
7.4 Caminho de cabos e distâncias
Figura 33. Caminhos de cabos – Esquema representativo.
• Sala Controlo 1 – Ponto 1 – 80 m. • Ponto 1 – Ponto 2 – 21 m. • Ponto 1 – Ponto 3 – 20 m. • Ponto 1 – Ponto 4 – 32 m. • Sala Controlo 1 – Ponto 5 – 78 m. • Ponto 5 – Ponto 6 – 42 m. • Ponto 5 – Ponto 7 – 82 m. • Ponto 5 – Bastidor – 150 m.
Na totalidade perfaz cerca de 505 m.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 32 de 35
7.5 Organização dos trabalhos a realizar
7.5.1 Estrutura das actividades
O projecto é constituído por 2 fases, que estão subdivididas cada uma em várias tarefas. FASE 1 – Execução
1.1. Passagem de cabo de ethernet, nas esteiras existentes; 1.2. Colocação das cartas de ethernet nos PLC’s; 1.3. Instalação das cartas de ethernet nos PLC’s; 1.4. Colocação dos switch’s; 1.5. Instalação dos switch’s; 1.6. Interligação do sistema; 1.7. Verificação das ligações.
FASE 2 – Engenharia
2.1. Concepção do software de monitorização; 2.2. Validação.
7.5.2 Organização da equipa e função dos participantes
7.5.2.1 Constituição das equipas
Equipa A Tem como função, passar os cabos nas esteiras e interligar os equipamentos.
• João Duarte – Electricista • Rui Miranda – Electricista
Equipa B Tem a função de instalar o software dos equipamentos nos PLC’s e fazer alterações de programação.
• Carlos Midões – Responsável programação dos PLC’s • Daniel Santos – Aluno
Equipa C Tem como função validar o sistema implementado.
• Américo Azevedo – Orientador de estágio da FEUP • António Carvalho – Orientador de estágio da SAL

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 33 de 35
7.5.2.2 Atribuição de recursos
Fases Actividade Recursos Duração
(dias)
1
1.1. Passagem de cabo 1.2. Colocação das cartas ethernet 1.3. Instalação das cartas ethernet 1.4. Colocação dos switch’s 1.5. Instalação dos switch’s 1.6. Interligação do sistema 1.7. Verificação das ligações.
Equipa A Equipa B Equipa B – Daniel Santos Equipa B – Daniel Santos Equipa B – Daniel Santos Equipa B – Daniel Santos Equipa B – Daniel Santos
4 2 2 2 1 1 1
2
2.1. Concepção do software de monitorização 2.2. Validação
Equipa B – Daniel Santos Equipa B – Daniel Santos Equipa C
60 2
7.5.2.3 Calendarização
Data de início: 18 de Abril de 2006 Data de fim: 29 de Junho de 2006 Esta calendarização foi realizada no MS Project.

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 34 de 35
8 Equipamento necessário para implementação do sistema
8.1 “Hardware”/”Software” para a rede “Ethernet” de PLC’s “Step 7”
8.1.1 Cartas “ethernet” a colocar nos PLC S7
(1x) – CP243 para os S7-200; (5x) – CP343 para os S7-300; (1x) – CP443 para os S7-400; (3x) – Switch de 8 portas Siemens;
8.1.2 Sistema de supervisão
Este sistema de supervisão, baseado no WinCC Flexible, terá de ser colocado num PC “desktop” com o sistema operativo Windows XP (não proposto, devido á existência do mesmo).
8.1.2.1 Carta Ethernet/S7 a colocar no PC
(1x) – CP1613;
8.1.2.2 “Software” de supervisão
(1x) – “Software” de desenvolvimento da “interface gráfica”
WinCC Flexible Advanced 2005; (1x) – “Run Time” da “interface gráfica”
WinCC Flexible Advanced de 2048 Tags.
8.2 Diversos
(600x) – Cabo SSTP 4x2x0,5 (m); (30x) – Ficha PHOENIX VS-08-RJ45-5-Q/IP20; (1X) – Quadro (Tipo Bastidor) CRN 33/200 KT;
8.3 Material existente em stock
(1x) – Fonte Alimentação SIEMENS 24V DC 1,5A;

Análise e Proposta de desenvolvimento de um Sistema de Supervisão para PLC’s Página 35 de 35
9 Orçamento
9.1 “Hardware”/”Software” para a rede “Ethernet” de PLC’s “Step 7” Os equipamentos requeridos, foram consultados a vários fornecedores, sendo escolhido o que tinha preços mais baixos para o mesmo tipo de material, que neste caso foi a empresa BRESIMAR – Aveiro.
Descrição Equipamento
existente Equipamento adquirir Quant. Preço
Unitário Preço Total
PLC S7-200 CP243 1 450,00 € 450,00 €
PLC S7-300 CP343 5 715,00 € 3.575,00 €
PLC S7-400 CP443 1 1.939,00 € 1.939,00 €
- Switch de 8 portas Siemens Scalance X108 3 392,00 € 1.176,00 €
PC PCI Card (32 bits) PG/PC-IE CP1613 1 1.235,00 € 1.235,00 €
PC "Software" WinCC Flexible Advanced 2005 1 2.020,00 € 2.020,00 €
PC “Run Time” WinCC Flexible Advanced 2048 tags 1 2.305,00 € 2.305,00 €
Total 12.700,00 €
9.2 Diversos
Equipamento adquirir Quant. Preço Unitário
Preço Total
Cabo SFTP 4x2x0,5 (m) 600 1,60 € 960,00 €
Ficha PHOENIX VS-08-RJ45-5-Q/IP20(un.) 30 15,00 € 450,00 €
Quadro (Tipo Bastidor) CRN 33/200 KT + Platina 1 91,66 € 91,66 €
Total 1.501,66 €
9.3 Total
Material PLC 12.700,00 € Material Diverso 1.501,66 €
Total s/ iva 14.201,66 €