Embed Size (px)
Citation preview
APOIO A DECISÃO EM SISTEMAS DE
PRODUÇÃO: UM ESTUDO DE CASO NA
CONSTRUÇÃO NAVAL
Maria de Lara Moutta Calado de Oliveira (UFPE )
Elidiane Suane Dias de Melo (UFPE )
Daniela Didier Nunes Moser (UFPE )
RODRIGO GAYGER AMARO (UFPE )
Em virtude da exigência cada vez maior da busca pela competitividade,
a indústria naval depara-se com o grande desafio de tomar decisões
cujas consequências são importantes e os resultados incertos. Esses
casos, em geral, ocorrem em problemmas não repetitivos onde o
decisor irá tomar uma decisão única, e sua preferência básica não lhe
torna capaz de manipular intuitivamente a complexidade da situação.
Este trabalho tem como proposta um estudo de caso, através da
aplicação do Método ELECTRE, na priorização dos Sistemas de
produção no contexto da retomada da indústria naval brasileira
especificamente em Pernambuco.
Palavras-chaves: Sistemas de Produção,Construção Naval, ELECTRE
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
Muitos estaleiros no Brasil possuem parques industriais antigos e praticamente sem condições
de competir com o mercado internacional. Dessa forma, o parque industrial dos estaleiros
brasileiros, para se tornarem competitivos precisam ser modernizados. Assim, a retomada da
indústria naval brasileira apresenta uma necessidade contínua de alterações de processos e
decisões quanto a novos sistemas produtivos e até mesmo construção de novas plantas
industriais. Neste contexto, muitos estaleiros apresentam dúvidas na determinação das
melhores alternativas, visando investimentos mínimos e redução de desperdícios.
O trabalho proposto foi realizado na indústria naval em implantação no estado de
Pernambuco, fornecedora de navios para uma importante estatal brasileira. A indústria em
estudo, como muitas indústrias do seguimento de navipeças, passou por um constante e
gradual processo de modificação de seus sistemas produtivos, a problemática se sucedeu no
processo de tomada de decisão quanto ao sistema de produção que melhor atendesse aos seus
objetivos.
Os sistemas de apoio à decisão auxiliam os decisores, com o objetivo de estruturar e definir
qual a melhor escolha a ser tomada, com relação aos sistemas já existentes e novos sistemas
propostos. As abordagens multicritérios em apoio à decisão (MCDA) têm como característica
principal considerar que os processos decisórios são complexos. “As abordagens MCDA
reconhecem os limites da objetividade e, assim, levam em conta a subjetividade dos atores”
(ROY, 1993).
Nesse sentido, o objetivo desta pesquisa é apresentar um modelo para auxiliar a escolha do
sistema de produção na construção e edificação dos cascos em um estaleiro em implantação
no estado de Pernambuco.
2. Metodologias da decisão multicritério
Dentre as metodologias de decisão multicritério conhecidas pode-se destacar a teoria de
utilidade multiatributo e os métodos outranking.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
Os métodos baseados na teoria de utilidade multiatributo, permitem encontrar uma função que
ordene o espaço de ações, utilizando funções matemáticas encontrando a melhor solução.
Dessa forma, sabe-se que se uma ação conhecida “A” é melhor que “B” e “C”, tem-se que é
irrelevante a análise de preferência entre “B” e “C”. Afirma-se que estas duas ações podem
perfeitamente permanecer incomparáveis, sem por em risco a decisão do problema.
No entanto, sabe-se também que o processo de decisão é temporário e envolve sempre novas
preferências de acordo com novas informações. Logo, é importante ter-se em mãos um
modelo que possa resolver situações quando as mesmas forem incomparáveis. O método
outranking se preocupa em analisar estas incomparabilidades, obtendo um resultado menos
rico do que comparado com a utilidade multiatributo, (podendo evitar introdução de hipóteses
matemáticas que são mais complexas, e questionamentos com o decisor), porém o mesmo é
melhor que a relação de dominância. Em outras palavras este método se preocupa em
enriquecer a relação de dominância, estabelecendo preferências.
A construção da relação outranking, é baseada em desenvolvimento de técnicas, que
procuram eliminar alternativas dominadas, através de um conjunto de pesos conhecidos. Estes
pesos correspondem à importância de cada alternativa para a tomada de decisão.
2.1 Método ELECTRE
Uma técnica usualmente usada é o método ELECTRE, conhecida também por família
ELECTRE (Elimination and Choice Translating algorithm), de origem francesa, foi
inicialmente proposta por Benayoun, Roy e Sussman, em 1996 e posteriormente desenvolvida
por Bernard Roy (ROY,1996). A principal ideia desta técnica é diminuir as alternativas de
escolha, através da análise de alternativas dominadas, eliminando-as. Vale a pena destacar,
que neste trabalho será utilizado o ELECTRE I e uma simulação numérica do ELECTRE II.
O método ELECTRE I procura diminuir o número de alternativas para o decisor, utilizando
uma metodologia de construção bem definida que facilita a montagem, organização e
posterior solução do problema. A metodologia de construção consiste em definir os elementos
básicos para montagem do problema. Estes elementos são a chave para a diminuição ou
mesmo eliminação das alternativas dominadas. Os elementos são conhecidos como a
indexação da concordância, a indexação da discordância, o slicing planes e o Kernel,
(VINCKE,1992; OLSON,1996; ROY,1996).
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
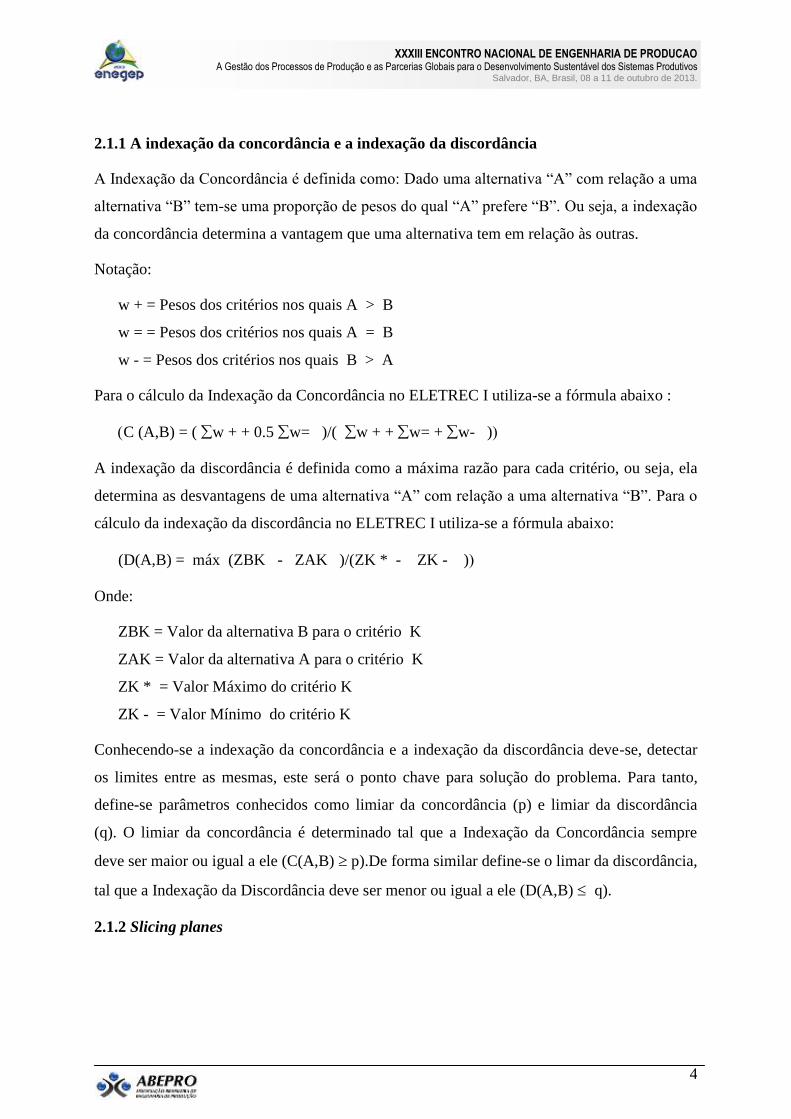
2.1.1 A indexação da concordância e a indexação da discordância
A Indexação da Concordância é definida como: Dado uma alternativa “A” com relação a uma
alternativa “B” tem-se uma proporção de pesos do qual “A” prefere “B”. Ou seja, a indexação
da concordância determina a vantagem que uma alternativa tem em relação às outras.
Notação:
w + = Pesos dos critérios nos quais A > B
w = = Pesos dos critérios nos quais A = B
w - = Pesos dos critérios nos quais B > A
Para o cálculo da Indexação da Concordância no ELETREC I utiliza-se a fórmula abaixo :
C (A,B) = ( w + + 0.5 w= )/( w + + w= + w- )
A indexação da discordância é definida como a máxima razão para cada critério, ou seja, ela
determina as desvantagens de uma alternativa “A” com relação a uma alternativa “B”. Para o
cálculo da indexação da discordância no ELETREC I utiliza-se a fórmula abaixo:
(D(A,B) = máx (ZBK - ZAK )/(ZK * - ZK - )
Onde:
ZBK = Valor da alternativa B para o critério K
ZAK = Valor da alternativa A para o critério K
ZK * = Valor Máximo do critério K
ZK - = Valor Mínimo do critério K
Conhecendo-se a indexação da concordância e a indexação da discordância deve-se, detectar
os limites entre as mesmas, este será o ponto chave para solução do problema. Para tanto,
define-se parâmetros conhecidos como limiar da concordância (p) e limiar da discordância
(q). O limiar da concordância é determinado tal que a Indexação da Concordância sempre
deve ser maior ou igual a ele (C(A,B) p).De forma similar define-se o limar da discordância,
tal que a Indexação da Discordância deve ser menor ou igual a ele (D(A,B) q).
2.1.2 Slicing planes

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
O Slicing planes é a definição de um conjunto limite entre a Indexação da Concordância e
Discordância visando sobretudo reduzir o espaço de alternativas, utilizando-se para tal os
limiares definidos acima.
2.1.3 Kernel
A definição do conjunto Kernel, corresponde ao subconjunto de alternativas que dentro do
conjunto Slicing planes não são dominadas por nenhuma outra alternativa. Pode-se dizer que
cada elemento do subconjunto Kernel, não é classificado por nenhum outro elemento dele, e
que cada elemento que não pertence ao subconjunto Kernel é desclassificado por pelo menos
um elemento do subconjunto Kernel.
2.2 Matriz consequência
Conhecendo-se limiares acima definidos, pode-se seguir para a próxima etapa que consiste na
construção da matriz de consequência.
Definindo-se a família de critérios, {k1, k2, k3, ...kn} e a ponderação dos mesmos, de acordo
com os decisores {w1,w2,w3,w4,wn }, Os pesos são números que refletem em ordem de
grandeza as preferências dos decisores em relação aos critérios.
Logo a matriz consequência é a matriz construída, com o conjunto de alternativas do espaço
de ação “A” e os valores dos critérios de cada alternativa conforme Quadro 01. A primeira
coluna corresponde às alternativas propostas e a primeira linha corresponde aos diversos
critérios que envolvem as alternativas estabelecidas.
Quadro 01: Matriz consequência
Fonte: Autores (2013)
2.2.1 Normalização da matriz consequência
A normalização da Matriz Consequência tem o objetivo de colocar os valores atribuídos aos
critérios em uma mesma escala. Seu cálculo é definido da seguinte maneira:
Atribui-se 1 para a opção de maior valor e 0 para a de menor valor (VINCKE, 1992). Para as
demais calcula-se o valor relativo conforme fórmula a seguir:

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
(X=X - X- / X+ - X-)
Onde:
X= valor procurado
X- = menor valor entre as alternativas
X+ = maior valor entre as alternativas
3. Metodologia proposta
Conforme visto anteriormente, o método ELECTRE I, basicamente se propõe diminuir o
tamanho do conjunto de alternativas, explorando o conceito de dominância. É utilizado um
índice de concordância C(a,b) para medir a vantagem relativa de cada alternativa sobre outras.
De forma Similar, é definido um índice de discordância D(a,b), que mede a desvantagem.
Neste método são utilizados praticamente, três tipos de informações: a avaliação de cada
alternativa a luz de cada um dos critérios, a ponderação relativa entre os critérios
considerados, e os limites admitidos para os índices de concordância (p) e discordância (q).
No modelo proposto, as informações de ponderação entre os critérios e valores limites dos
índices são obtidos diretamente do decisor e dos clientes que representam maior peso para
indústria citada.
3.1 Definição dos critérios
Os critérios definidos foram baseados nos objetivos de desempenho proposto por Slack
(2008). Estes critérios se enquadram no contexto da abordagem deste problema em virtude do
mesmo se passar em uma indústria onde estes critérios estavam sendo formados.
Dessa forma conhecendo-se os critérios propostos e a metodologia para a priorização das
alternativas de acordo com estes critérios, através de pesquisa com os decisores e os clientes,
foram definidas as ponderações de cada critério para estruturação do problema. Vale a pena
destacar as dificuldades impostos para definir estas ponderações. Além dos decisores e
clientes não conhecerem a metodologia proposta, os mesmos, no inicio do desenvolvimento
do trabalho, não percebiam a importância e os benefícios que os resultados trariam.
Definindo as matrizes índice de concordância e índice de discordância conforme definido
acima e aplicando-se os limiares de concordância e discordância pode-se realizar as
desclassificações utilizando os procedimentos descritos do ELECTRE I.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
3.2 Estudo de caso num estaleiro em Pernambuco
O estaleiro objeto de estudo conta com capacidade de processamento de 160 mil toneladas de
aço/ano, 1 milhão e 620 mil metros quadrados de terreno, área industrial coberta de 130 mil
metros quadrados e um dique seco de 400 metros de extensão, 73 metros de largura e 12
metros de profundidade. O dique é servido por dois pórticos Goliaths de 1.500 toneladas/cada,
dois guindastes de 50 toneladas/cada e dois de 35 toneladas/cada. O porte destes
equipamentos permite reduzir substancialmente o tempo de edificação, possibilitando a
indústria figurar no seleto time das plantas navais de quarta geração, junto aos estaleiros
asiáticos, considerados a vanguarda da construção naval mundial.
O estaleiro possui também um cais de acabamento com 730 metros de extensão, equipado
com dois guindastes de 35 toneladas. Outros 680 metros de cais são utilizados para a
construção de plataformas offshore.
Vale a pena destacar que, por questões de autorização, não foi divulgado o nome do estaleiro.
Porém diversas dúvidas entraram em questão com relação a qual sistema de produção deveria
ser investido ou mesmo como definir o que tornaria a empresa mais competitiva. De forma
inicial, foi identificada a necessidade de um estudo de mercado, para entender e conhecer
quais eram as expectativas do cliente com relação ao produto e como o sistema de produção a
ser escolhido influenciaria nestes fatores. Após a definição deste escopo inicial, ficou clara a
necessidade de conhecer os processos de produção existentes, sua relação com as expectativas
do cliente bem como a formalização das expectativas do cliente com relação aos desempenhos
de produção propostos pelo Slack (2008).
Dessa forma, conhecendo as propostas dos sistemas de produção, bem como sua influência
sobre as expectativas dos clientes, pode-se propor um estudo sobre a influência de cada
desempenho de produção com relação ao mercado e através da ponderação destes
desempenhos, pode-se construir uma relação de ordenamento entre as alternativas de sistemas
de produção propostas pela diretoria, chegando desta forma a uma solução que agregaria os
principais objetivos de cliente e fornecedor. A metodologia de apoio à tomada de decisão foi
o método ELECTRE, que por sua simplicidade de aplicação e visto que as alternativas de
escolha do estudo em questão permitiam incomparabilidades, foi identificado como o método
mais aconselhável.
3.1 Estudo do mercado
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
O estudo de mercado foi elaborado com base em entrevista formal com os principais clientes,
os clientes potenciais, os acionistas, bem como os clientes internos. Vale a pena destacar que
o processo inicial de obtenção de dados preliminares, com relação às expectativas dos clientes
foi muito difícil, ora porque o processo formalizou uma lista de reclamações com relação à
empresa, ora porque as perguntas não eram entendidas ou mesmo o próprio cliente não
conhecia de forma clara suas expectativas.
Em virtude das dificuldades obtidas utilizou-se os objetivos de desempenho definidos por
Slack (2008), como fonte de questionamento e pesquisa para obtenção dos pesos dos critérios
para cada cliente. Dessa forma mudou-se o foco da pesquisa para identificar dentre os
objetivos de desempenho qual a ponderação que cada cliente daria para atender as suas
expectativas.
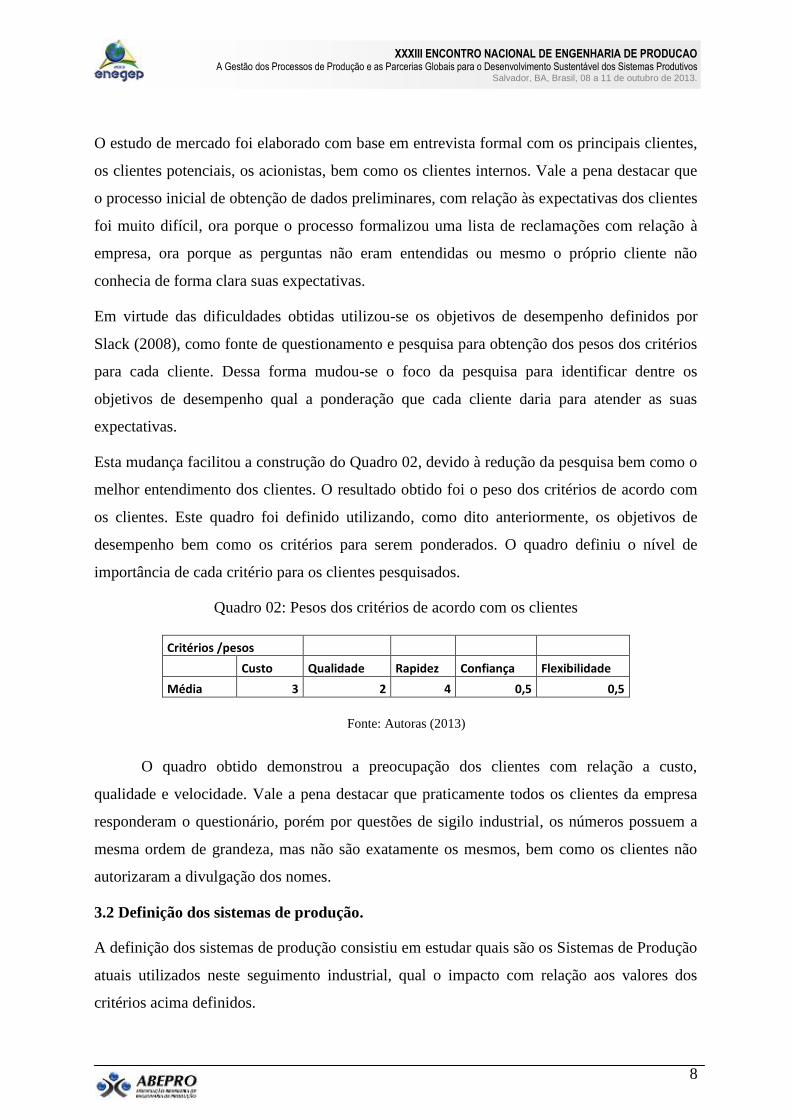
Esta mudança facilitou a construção do Quadro 02, devido à redução da pesquisa bem como o
melhor entendimento dos clientes. O resultado obtido foi o peso dos critérios de acordo com
os clientes. Este quadro foi definido utilizando, como dito anteriormente, os objetivos de
desempenho bem como os critérios para serem ponderados. O quadro definiu o nível de
importância de cada critério para os clientes pesquisados.
Quadro 02: Pesos dos critérios de acordo com os clientes
Critérios /pesos
Custo Qualidade Rapidez Confiança Flexibilidade
Média 3 2 4 0,5 0,5
Fonte: Autoras (2013)
O quadro obtido demonstrou a preocupação dos clientes com relação a custo,
qualidade e velocidade. Vale a pena destacar que praticamente todos os clientes da empresa
responderam o questionário, porém por questões de sigilo industrial, os números possuem a
mesma ordem de grandeza, mas não são exatamente os mesmos, bem como os clientes não
autorizaram a divulgação dos nomes.
3.2 Definição dos sistemas de produção.
A definição dos sistemas de produção consistiu em estudar quais são os Sistemas de Produção
atuais utilizados neste seguimento industrial, qual o impacto com relação aos valores dos
critérios acima definidos.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
Três sistemas específicos foram selecionados e definidos. (1) Os sistemas de produção em
massa, conhecidos também como células de produção centralizadas; (2) os sistemas de
produção japoneses conhecidos como células de produção descentralizadas e (3) um sistema
de produção misto com características intermediárias entre os dois sistemas acima.
O sistema de produção misto surgiu de estudos da engenharia de processo do estaleiro onde
foi proposto um sistema simples, porém com características intermediárias com relação aos
outros dois sistemas bem conhecidos.
4. Aplicação da metodologia de priorização baseado no método ELECTRE I
Na fase inicial da metodologia, é necessária a definição dos critérios bem com as ponderações
de cada critério com relação às alternativas definidas.
Conforme já definido acima, para utilização da metodologia ELECTRE é necessário à
definição dos índices de concordância e discordância, para a construção da matriz índice de
concordância e a matriz índice de discordância.
Definição dos Valores de Cada Critério
O custo foi definido para cada Sistema de produção proposto em valores monetários,
que correspondem uma ordem de grandeza do valor real. O estaleiro não autorizou a
divulgação real destes números.
A qualidade é baseada no critério de qualidade já utilizado na empresa, a saber:
Definiu–se uma nota de qualidade que varia de 0 a 5, onde 0 é a nota máxima e 5 é a
nota mínima.
A rapidez foi definida em percentuais em virtude de representar a quantidade de
atendimento a pedidos extras e a programação preestabelecida.
A confiança foi definida utilizando-se o conceito do “nível de segurança” que os
principais clientes teriam de acordo com os três sistemas propostos e a expectativa que
os mesmos teriam. Definiu-se uma tabela com valores que variaram entre 15 e 5,
sendo confiança máxima o 15 e confiança mínima 0.
Vale a pena destacar que a cada contato direto com os clientes, ao longo do desenvolvimento
do trabalho, os mesmos começaram a ficar mais acessíveis e houve um aumento no interesse

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
pelo trabalho e seus resultados. O Quadro 03 define bem a confiança dos clientes com relação
aos sistemas propostos.
Outro fator importante a deixar claro é que cada cliente recebeu explicações sumária sobre os
sistemas de produção propostos. Os clientes potenciais e principais definiram a própria
engenharia de processo para responder o preenchimento do Quadro 03.
Quadro 03: Confiança dos clientes nos sistemas em estudo
Sistemas 1 2 3
Média dos Cliente 9 11 10
Fonte: Autores (2013)
A flexibilidade foi definida em valores que variam entre 5 e 15 que definem como sendo 15
máxima flexibilidade de atendimento e 5 apenas o cumprimento do planejado, ela foi
respondida pela própria engenharia de processos da fábrica que definiu de acordo com os
dados do Quadro 04, a matriz consequência.
Quadro 04: Matriz consequência
Fonte: Autores (2013)
Descrição do problema: Tomada de decisão com relação aos sistemas de produção
propostos.
Considerando-se os três sistemas propostos e definidos, não dominados, conforme matriz
consequência definida no Quadro 04, o problema consiste em identificar qual as melhores
alternativas, ou a melhor, sob ponto de vista dos objetivos de desempenho como critérios
simultaneamente, de acordo com as ponderações já definidas no Quadro 01.
Normalização da matriz consequência
A normalização da Matriz Consequência tem o objetivo de colocar os valores atribuídos a
qualquer um dos critérios em uma mesma escala, apresentada abaixo no Quadro 05.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Quadro 05: Matriz consequência normalizada
Fonte: Autores (2013)
Cálculo da matriz dos índices de concordância
Utilizando-se a fórmula do cálculo de cada índice de concordância de acordo com as
alternativas propostas definiu-se a matriz índice de concordância conforme apresentado no
Quadro 06.
Quadro 06: Matriz índice de concordância
Fonte: Autores (2013)
Cálculo da matriz dos índices de discordância
Utilizando-se a formula do cálculo de cada índice de discordância de acordo com cada
alternativa proposta definiu-se a matriz índice de discordância conforme Quadro 07.
Quadro 07: Matriz índice de concordância
Fonte: Autores (2013)
Seleção das alternativas que irão compor o subconjunto “Kernel”
A seleção das alternativas consiste em procurar por alternativas que não são dominadas por
qualquer outra e colocá-las no subconjunto “Kernel”;
Eliminar alternativas dominadas por este conjunto.
Interagir até que todas as alternativas estejam em um dos 2 conjuntos.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
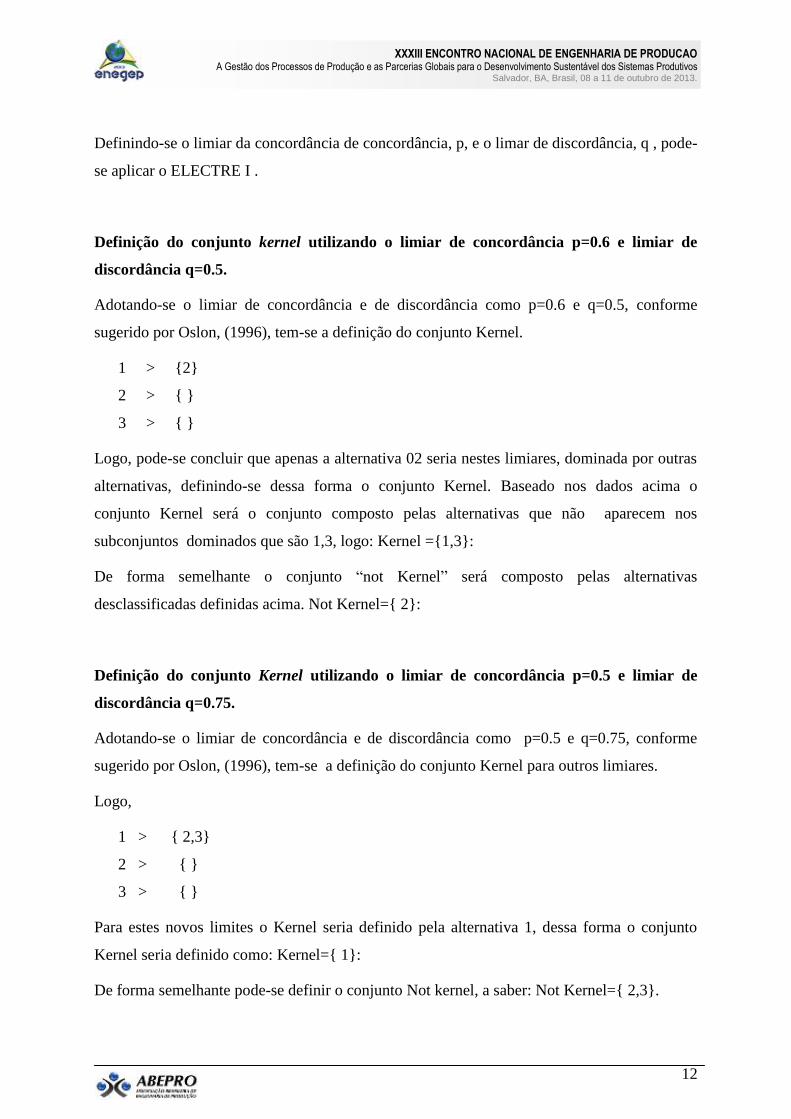
Definindo-se o limiar da concordância de concordância, p, e o limar de discordância, q , pode-
se aplicar o ELECTRE I .
Definição do conjunto kernel utilizando o limiar de concordância p=0.6 e limiar de
discordância q=0.5.
Adotando-se o limiar de concordância e de discordância como p=0.6 e q=0.5, conforme
sugerido por Oslon, (1996), tem-se a definição do conjunto Kernel.
1 > {2}
2 > { }
3 > { }
Logo, pode-se concluir que apenas a alternativa 02 seria nestes limiares, dominada por outras
alternativas, definindo-se dessa forma o conjunto Kernel. Baseado nos dados acima o
conjunto Kernel será o conjunto composto pelas alternativas que não aparecem nos
subconjuntos dominados que são 1,3, logo: Kernel ={1,3}:
De forma semelhante o conjunto “not Kernel” será composto pelas alternativas
desclassificadas definidas acima. Not Kernel={ 2}:
Definição do conjunto Kernel utilizando o limiar de concordância p=0.5 e limiar de
discordância q=0.75.
Adotando-se o limiar de concordância e de discordância como p=0.5 e q=0.75, conforme
sugerido por Oslon, (1996), tem-se a definição do conjunto Kernel para outros limiares.
Logo,
1 > { 2,3}
2 > { }
3 > { }
Para estes novos limites o Kernel seria definido pela alternativa 1, dessa forma o conjunto
Kernel seria definido como: Kernel={ 1}:
De forma semelhante pode-se definir o conjunto Not kernel, a saber: Not Kernel={ 2,3}.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
Definição do conjunto kernel utilizando o limiar de concordância p=0.6 e limiar de
discordância q=0.25.
Adotando-se o limiar de concordância e de discordância como p=0.6 e q=0.25, conforme
sugerido por Oslon, (1996), tem-se a definição do conjunto Kernel nestes outros limiares.
Logo,
1 > { }
2 > { }
3 > { }
Neste limiar nenhuma alternativa é desclassificada, dessa forma o conjunto Kernel é definido
a saber: Kernel={ 1,2,3}:
Vale a pena destacar que para estes limiares nenhuma alternativa e desclassificada, dessa
forma o conjunto Not Kernel será definido como conjunto vazio. Not Kernel={ }:
Definição do conjunto Kernel utilizando o limiar de concordância p=0.2 e limiar de
discordância q=0.5.
Adotando-se o limiar de concordância e de discordância como p=0.2 e q=0.5, conforme
sugerido por Oslon, (1996), tem-se a definição do conjunto Kernel para este novo limar.
1 > {2 }
2 > { }
3 > { 3}
Baseando-se nestes dados, a alternativas que não aparecem nos subconjuntos dominados é a
alternativa 1, logo conjunto Kernel é definido como: Kernel ={ 1}
De forma semelhante pode-se concluir que as alternativas que aparecem nos subconjuntos
dominados são as demais. Logo o Not Kernel é definido como: Not Kernel ={ 2,3}
5. Conclusões
O desenvolvimento do trabalho demonstra a importância da utilização de uma metodologia
para tomada de decisão num contexto de chão de fábrica. Vale a pena destacar que, apesar de

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
ser de conhecimento de todos os gestores, a importância do processo de tomada de decisão no
contexto de gerenciamento da produção, ainda existe um campo largo a ser pesquisado no
contexto de apoio a decisão em chão de fábrica e em estaleiros. A maior dificuldade
encontrada para desenvolvimento do trabalho foi a falta de conhecimento dos decisores com
relação aos conceitos apresentados.
A metodologia referencial trata do problema de tomada de decisão com relação à definição de
qual sistema de produção que melhor represente o segmento industrial específico,
considerando para tal, as principais linhas de tendências atuais quanto à administração de
produção: de sistemas de produção em massa, sistema de produção japonês, objetivos de
desempenho da produção, bem como, conhecimentos sobre conceitos de qualidade, visando
com isso propiciar um direcionamento baseado nas estratégias da empresa.
Utilizando a metodologia ELECTRE pode-se sobreclassificar uma alternativa e sugerir o
sistema de produção conhecido como produção enxuta (japonês). Este resultado pode ser
explicado em virtude de alguns fatores específicos, que influenciaram na definição e
ponderação dos critérios, que constituiu a massa de dados apresentados neste estudo.
Com base neste estudo, o estaleiro em questão pode acompanhar toda a metodologia de
tomada de decisão bem como utilizar os conceitos e quadros desenvolvidos para a tomada de
decisões em rotinas do gerenciamento da produção sempre focando as estratégias da empresa.
O capítulo anterior exemplifica um processo simples de apoio a decisão que permitiu a
escolha correta do sistema de produção mais adequado para o chão de fábrica do estaleiro em
estudo.
Porém, é fundamental a análise do contexto em que o setor ou segmento industrial se encontra
não devendo, portanto, utilizar este resultado de forma genérica para todos os estaleiros. Isto é
explicado devido a mudança na expectativa do cliente quanto aos critérios definidos
(produtividade, flexibilidade, qualidade, rapidez e confiança). A escolha do sistema de
produção com células de produção descentralizadas foi introduzida no estaleiro em questão e
atualmente a mesma trabalha com este sistema de produção em toda a sua unidade fabril.
Para os gestores da empresa ficou a planificação de uma metodologia simplificada que
permitiu uma maior segurança quanto aos investimentos neste Sistema de Produção. Apesar
de o tratamento matemático ter sido bastante simplificado, o resultado do trabalho se mostrou
bastante satisfatório com relação a sobreclassificação das alternativas dominadas e indicação

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
15
do sistema de produção proposto. Esta facilidade abriu uma vasta necessidade, de
conhecimento neste estaleiro, com relação à utilização de métodos simples que, mesmo não
possuindo tanto rigor matemático, auxiliam o decisor no processo de tomada de decisão,
evitando o empirismo e os “achismos” que muitas vezes são desastrosos para o resultado
industrial.
Outro aspecto importante a ser observado foi um maior compartilhamento das decisões,
gerando um maior comprometimento com os resultados de uma forma geral.
REFERÊNCIAS
ALMEIDA, A. T., (1997); Decision modelling on planning and management of information
systems. EURO XV- INFORMS XXXIV Joint International Meeting; Barcelona Spain,
July 14-17, 1997.
ALMEIDA, A. T, CALADO L. , (1999); Tomada De Decisão Envolvendo Definição De
Fornecedor De Equipamento Produtivo, 1999.
BELL, D. E. KEENEY, R. L. RAIFA, H. Conflicting objectives in decisions. John Wiley &
Sons, 1977.
GOMES, L. F. A. M., Aplicação Da Metodologia Multicritério De Apoio À Decisão - Em
Um Processo De Produção Industrial Executando Uma Priorização Logística De
Fornecedores, 1998.
KEENEY, R. & RAIFA, H. Decision with Multiple objectives- Preferences and Value
Trade-offs. John wiley&sons, 1976.
SLACK, N.; CHAMBERS, S.; HARLAND, C.; HARRISON, A & JOHNSTON, R.
Administração da Produção. Editora Atlas, São Paulo, 1998.
OLSON, D.L.; Decision Aids for Eletion Problems; Springer 1996.
RAIFA, H. 1970. Decision Analysis. Addison-Wesley.
ROY, B. Multicriteria Methology for decision Aindig. Netherlands, Kluwer academic
Plublishers, 1996.
VINCKE, P.;(1992) Multicriteria decision –aid. Jonh wiley & Sons. ISBN: 0-471-93184-5.