Embed Size (px)
Citation preview

Engenharia de Produção - UEPA
Atividade de Formação Complementar III
Projeto Integrado A
-----------------------------------------------------------------------------------------------------------------------
BOOK OF PROCEEDINGS
I COLETÂNEA DE ARTIGOS ENGENHARIA DE PRODUÇÃO - UEPA
Campus XX - Castanhal – Centro de Ciências Naturais e Tecnologia / CCNT
Castanhal
2017

Engenharia de Produção - UEPA
FICHA TÉCNICA
Título
I Coletânea de artigos Engenharia de Produção
Atividade de Formação Complementar III – Projeto Integrado A
Editores
Prof. Vitor William Batista Martins – UEPA Coordenador do Curso de Eng de Produção
Prof. DenilsonRicardo de Lucena Nunes - UEPA
Coordenador de TCC de Engenharia de Produção Campus XX
Campus XX - UEPA
Centro de Ciências Naturais e Tecnologia - CCNT
Prefácio
Esta coletânea de artigos é resultado da disciplina Atividade de Formação Complementar III – Projeto Integrado A, desenvolvida junto aos alunos do 6º semestre do curso de Graduação em Engenharia de Produção. Os discentes são demandados a produzir um trabalho acadêmico no formato de um artigo científico para compor esta publicação específica do curso de graduação em Engenharia de Produção da UEPA, denominada Coletânea de Artigos Engenharia de Produção. Os grupos de alunos envolveram em seus artigos duas áreas específicas da Engenharia de Produção vistas ao longo dos períodos do 1º ao 6º semestre. Nesta coletânea encontra-se artigos na área de Pesquisa Operacional, Gestão da Produção, Planejamento e Controle da Produção, Engenharia Econômica.
Boa leitura à todos!

SUMÁRIO
Análise Ergonômica do Trabalho e aplicação do Estudo de Tempos Sintéticos em
uma loja de confecções de roupas. 4 – 16.
Análise das perdas do sistema Toyota de produção no processo produtivo de óculos
com intuito de fortalecer a estratégia empresarial em uma microempresa. 17 – 31.
Estudo de caso sobre capacidade produtiva e análise ergonômica em uma empresa
de pequeno porte. 32 – 48.
Caracterização de práticas lean healthcare: uma revisão sistemática da literatura. 49
– 70.
Problema de roteirização de delivery de comida. 71 – 81.
Aplicação da análise ergonômica do trabalho e identificação dos fatores de riscos no
setor de estoque de uma distribuidora atacadista. 82 – 101.
Proposta de um Plano Mestre de Produção como uma janela de suporte à
roteirização de uma panificadora através de uma abordagem combinada. 102 – 113.
Análise ergonômica do trabalho e mapeamento dos riscos no setor de higienização
de uma clinica veterinária e pet shop. 114 – 126.

Engenharia de Produção - UEPA
Análise Ergonômica do Trabalho e aplicação do Estudo de Tempos Sintéticos
em uma loja de confecções de roupas
Ana Carolina Ribeiro Mitre ([email protected] / UEPA)
Mariana da Silva Monteiro ([email protected] / UEPA)
Ysnara Almeida da Rocha ([email protected] / UEPA)
Resumo: Na atualidade, observou-se que o setor de confecções é crescente no Brasil. Com isso, a
busca de lucratividade exige um maior desempenho dos colaboradores. Dessa forma, o objetivo do
artigo é propor melhorias para o bem-estar destes colaboradores, a partir de uma análise
ergonômica das posturas, do ambiente de trabalho de uma loja de confecções. E aborda a aplicação
da Engenharia de Métodos como ferramenta para identificar os micromovimentos realizados para
assim fazer adaptações e desenvolver resultados eficientes. Para a realização do estudo foram feitas
pesquisas bibliográficas, registro das atividades e observações in loco, caracterizou-se como
descritivo por realizar análises. Em conclusão, verificou-se possíveis contribuições para prevenir
doenças ocupacionais e proporcionar melhor produtividade e rendimento dos funcionários, e
consequentemente para a organização.
Palavras-chave: Engenharia de Métodos, Micromovimentos e Análise Ergonômica.
1. Introdução
A ergonomia pode ser definida como sendo:
“O estudo do relacionamento entre o homem e o seu trabalho, equipamento e
ambiente, e particularmente a aplicação dos conhecimentos de anatomia,
fisiologia e psicologia na solução dos problemas surgidos desse relacionamento.”
(IIDA, 1990, p.92).
Com isso, o estudo de ergonomia objetiva modificar o sistema de trabalho para adaptar às
características do trabalhador, buscando melhorar o ambiente de trabalho para torná-lo seguro,
confortável, eficiente e que garanta a saúde de todos os envolvidos no processo produtivo.
Enquanto que, o Estudo do Método, tem por objetivo registrar de forma sistêmica e
examinar criticamente os métodos existentes e propostos para realizar o trabalho, buscando
mecanismos de aperfeiçoar ou até mesmo aplicar uma nova metodologia para a realização da tarefa
com o preceito de otimizar a referida tarefa e também com o propósito de reduzir custos. (LIMA E
ARAÚJO, 2005)
Nesse contexto, sabe-se que o ramo de lojas de confecção no Brasil é considerado bem
amplo, pois apresenta diversas alternativas de mercado aos empresários. Por se tratar de vestuário,
um setor que atende uma das necessidades básicas do ser humano, que é a proteção do corpo
contra os efeitos da natureza, seu consumo torna-se obrigatório. Dessa forma, o crescimento do
consumo em lojas de confecção acompanhará o índice de crescimento vegetativo da população.
Outro fator que pode influenciar esse consumo é o aumento do poder aquisitivo da população
atrelado a uma melhor distribuição de renda. (MORAIS, 2006).

Engenharia de Produção - UEPA
Desta maneira, observando a correria diária no ambiente de trabalho, assim como as
pressões pelos resultados, fazem com que muitos trabalhadores não dediquem tanta a atenção para
a postura, e acabam se deixando relaxar no seu local de trabalho, não tendo os cuidados adequados
para a realização das tarefas. Sendo que manter a postura é de suma importância, e deve ser tomada
não, apenas, no trabalho, mas em qualquer local e na realização de qualquer atividade. Isso para
evitar vícios e patologias, que geram grandes desconfortos, e em alguns casos, sérios problemas de
saúde, ocasionando até a redução da capacidade para o trabalho.
Assim, o objetivo deste estudo é melhorar o desempenho e bem-estar de uma colaboradora
de uma loja de confecção, localizada na região nordeste do Pará, a partir de uma análise ergonômica
dos movimentos e micromovimentos, observando os métodos utilizados para a realização das
atividades, para prevenir futuras doenças ocupacionais.
2. Referencial Teórico
Nesta seção é apresentada a fundamentação teórica com o propósito de dar a sustentação à
pesquisa realizada, enfatizando a relação entre engenharia de métodos e a ergonomia.
2.1 Engenharia de métodos
A engenharia de métodos estuda e analisa o trabalho de forma sistemática com o objetivo de
desenvolver métodos práticos e eficientes visando a padronização das operações. Dentre o
instrumental utilizado pela engenharia de métodos, o projeto de métodos se destina a encontrar o
melhor método para execução de tarefas, a partir do registro e análise sistemática dos métodos
existentes e previstos para execução de determinado trabalho. (SOUTO, 2002).
Atualmente com o intuito de melhorar o trabalho manual, muita mudança vem ocorrendo no
país, e sempre com a finalidade de melhorar e garantir a qualidade de seus processos, o qual irá
reduzir as perdas geradas pelo desperdício, retrabalhos e ociosidade da mão-de-obra. O projeto de
métodos, também chamado de projeto de trabalho, é uma ferramenta que busca a melhoria da
qualidade da produtividade mediante a racionalização do trabalho por meio da pesquisa dos
métodos já existentes, propondo novas melhorias ou desenvolvendo novos métodos para a
materialização de uma atividade.
As variadas formas de abordagem de um projeto de trabalho ou projeto de métodos, ao
longo dos anos se destacam de diferentes formas. Caracterizam as diferentes formas da filosofia ou
ênfase em diferentes pontos do projeto do trabalho. A aplicação dessa filosofia ainda pode ser
percebida no trabalho e como atualmente ele é desenvolvido. Ao analisar essa nova filosofia do
progresso de trabalho, indo desde à definição de divisão de trabalho criada em 1776 por Adam
Smith, até a pratica sistemática da administração científica, em que podemos citar a visão
ergonômica que destaca as características fisiológicas do projeto do trabalho, as características
executivas com a relação entre o funcionário e o trabalho, o trabalho em grupo e o trabalho flexível é
enxergado como uma ferramenta, de onde devem ser retiradas novas maneiras de se conseguir com
uma maior eficácia (SOUTO,2002).
2.1.1. Estudo de tempos sintéticos
Engenharia de Produção - UEPA
A principal vantagem da utilização de tempos pré-determinados é a eliminação da
necessidade de nova análise. Assim é possível levantar o tempo de execução do novo produto antes
mesmo dele ter sido colocado em produção. (PEINADO e GRAEML, 2007).
Barnes (1977) fala a respeito de alguns tipos de sistemas de tempos sintéticos, comentando
que, devido à falta de informação publicada e as especificidades de cada método feito ou adaptado
para cada empresa em particular é impossível saber quantos sistemas distintos de tempos sintéticos
podem estar em uso nas organizações.
2.1.1.1. Estudo de Micromovimentos
O estudo de micromovimentos, segundo Barnes (1977), é o estudo dos elementos
fundamentais de uma operação por intermédio de uma câmera cinematográfica e de um dispositivo
que indique com precisão os intervalos de tempo no filme obtido. Isto torna possível a análise dos
movimentos elementares registrados no filme e o estabelecimento de tempos para cada um deles.
O Sistem Methods-Time Measurement (MTM) ou Método e Medidas de Tempo, identifica
inicialmente os micromovimentos que um operador executa para proceder com cada operação. Para
cada micromovimento, foram determinados tempos em função da distância e da dificuldade do
movimento. Uma análise do TP de acordo com o sistema MTM, irá primeiro classificar os
micromovimentos em oito tipos:
Alcançar: levar a mão em direção a um objeto. Na qual há cinco classes de alcançar:
A, B, C, D e E;
Movimentar: mover um objeto: Há três classes de mover: A, B e C;
Girar: girar a mão;
Agarrar: agarrar um objeto;
Posicionar: montar um objeto ou posicioná-lo;
Soltar: soltar um objeto;
Desmontar: desmontar um objeto;
Tempo para os olhos: tempo para que os olhos voltem a um determinado ponto;
O MTM é um sistema de tempos pré-determinados que é possível analisar qualquer
atividade ou processo a partir de seu desdobramento em movimentos básicos e atribuindo a cada
movimento um tempo padrão previamente estabelecido. Os movimentos e seus tempos pré-
estabelecidos são fornecidos em tabelas padrões de análise pela Associação MTM. Os tempos são
expressos na tabela TMU, como mostra as Tabelas de 1 à 7, que possui a seguinte equivalência:
0,0006min ou 0,00001h. O tempo padrão será obtido através da soma dos TMU’s das atividades
(MARTINS & LAUGENI, 2015).
TABELA 1 - Tabela do movimento “Alcançar

Engenharia de Produção - UEPA
Distância
(Polegada)
TMU
Caso A Caso B Caso C Caso D Caso E
1 2,5 2,5 3,6 3,6 2,4
2 4,0 4,0 5,9 5,9 3,8
4 6,1 6,4 8,4 8,4 6,8
8 7,9 10,1 11,5 11,5 9,3
12 9,6 12,9 14,2 14,2 11,8
16 11,4 15,8 17,0 17,0 14,2
20 13,1 18,6 19,8 19,8 16,7
Fonte: Martins & Laugeni, 2015.
TABELA 2 - Tabela do movimento “Movimentar”
Distância
(Polegada)
TMU
Caso A Caso B Caso C
1 2,5 2,9 3,4
2 3,6 4,6 5,2
4 6,1 6,9 8
8 9,7 10,6 11,8
12 12,9 13,4 14,2
16 16 15,8 18,7
20 19,2 18,2 22,1
Fonte: Martins & Laugeni, 2015.
TABELA 3 - Tabela do movimento “Girar”

Engenharia de Produção - UEPA
Peso Tempo TMU para grau de giro
30º 45º 60º 75º 90º 105º 120º 135º 150º 180º
Pequeno -
0 à 2 lb 2,8 3,5 4,1 4,8 5,4 6,1 6,8 7,4 8,1 9,4
Médio - 2,1
à 10 lb 4,4 5,5 6,5 7,5 8,5 9,6 10,6 11,6 12,7 14,8
Grande -
10,1 à 35 lb 8,4 10,5 12,3 14,4 16,2 18,3 20,4 22,2 24,3 28,2
Fonte: Martins & Laugeni, 2015.
TABELA 4 - Tabela do movimento “Agarrar”
Caso TMU Descrição
1ª 2 Objetos facilmente
agarrados
1B 3,5 Objetos muito pequenos
4ª 7,3
Objetos misturados com
outros (é necessário
procurar)
Fonte: Martins & Laugeni, 2015.
TABELA 5 - Tabela do movimento “Posicionar”
Classe de
ajuste
TMU
Fácil
manuseio
Difícil
manuseio
1. Frouxo 5,6 11,2
2. Justo 16,2 21,8
3. Apertado 43 48,6
Fonte: Martins & Laugeni, 2015.
TABELA 6 - Tabela do movimento “Soltar”
Caso TMU
Normal 2
Por
contato 0
Fonte: Martins & Laugeni, 2015.

Engenharia de Produção - UEPA
TABELA 7 - Tabela 7 – Tabela do movimento “Desmontar”
Classe de
ajuste Descrição
TMU
Fácil manuseio Difícil manuseio
1. Frouxo Pouco esforço, encaixe
com movimento 4 5,7
2. Justo Esforço normal 7,5 11,8
3. Apertado Esforço considerável 22,9 34,7
Fonte: Martins & Laugeni, 2015.
2.2. Ergonomia
A ergonomia pode ser definida como o conjunto de conhecimentos científico relativos ao
homem e necessários à concepção de instrumentos, máquinas e dispositivos que possam ser
utilizados com o máximo conforto, segurança e eficiência (LAVILLE, 1977). Isso envolve não somente
o ambiente físico, mas também os aspectos organizacionais. Ergonomia estuda diversos fatores que
influenciam no desempenho do sistema produtivo e procura reduzir as suas consequências nocivas
sobre o trabalhador. Assim, ela procura reduzir a fadiga, estresse, erros, e acidentes, proporcionando
segurança, satisfação e saúde aos trabalhadores, durante o seu relacionamento com o sistema
produtivo (IIDA, 2005).
No Brasil a norma que visa estabelecer parâmetros que permitam a adaptação das condições
de trabalho às características psicofisiológicas dos trabalhadores, de modo a proporcionar um
máximo de conforto, segurança e desempenho eficiente é a Norma Reguladora em Ergonomia é a NR
17, que além de estabelecer parâmetros que permitam a adaptação das condições de trabalho às
características dos trabalhadores, como também o levantamento de cargas, mobiliário, iluminação,
conforto térmico, entre outros.
2.2.1 Antropometria e Biomecânica
No contexto da ergonomia, a antropometria auxilia na avalição de posturas e distâncias de
alcance dos controles, como pode ocorrer no planejamento de uma estação de trabalho, na
determinação dos espaços livres nos locais e estações de trabalho (máquinas e obstáculos) que
permitem mobilidade e reduzem os riscos de acidente e na identificação de parâmetros corporais
necessários na determinação das forças que atuam sobre o corpo.
Para a melhor compreensão sobre os mecanismos posturais e sua manutenção perante as
situações exigidas no trabalho e na vida cotidiana, Iida (1990), aponta as interações entre o trabalho
e o homem sob o ponto de vista dos movimentos musculoesqueléticos envolvidos. O autor analisa a
questão das posturas corporais no trabalho e a aplicação de forças, faz referência ao manuseio de
produtos e instalações físicas, que se forem inadequadas e realizadas mecanicamente incorretas,
podem ser motivo para o surgimento de tensões musculares, dores e fadiga.
A antropometria possibilita a obtenção de elementos de diferentes medidas dos segmentos
corporais e das relações entre os segmentos. E na biomecânica, as relações entre a postura no

Engenharia de Produção - UEPA
trabalho e as dimensões corporais se refletem principalmente quando o colaborador tem que se
ajustar ao equipamento, assumindo posturas inadequadas, e/ou quando o equipamento é ajustado
ao trabalhador em relação às suas dimensões corporais, permitindo a adoção de posturas
adequadas. Assim, torna-se evidente a íntima relação entre ambas e que são importantes para o
desenvolvimento e implementação da ergonomia no ambiente de trabalho.
3. Metodologia
A metodologia, de acordo com Gil (1991), é a linha de raciocínio adotada no processo de
pesquisa. A execução do trabalho se delineou através do estudo sobre engenharia de métodos.
Pesquisas sobre o tema foram realizadas e seus conceitos apresentados. O desenvolvimento do
presente estudo consistiu em se aplicar assuntos correlacionados de Engenharia de Métodos e de
Ergonomia. Com o intuito principal de melhorar o ambiente de trabalho, visto que o trabalho deve
ser adaptado ao trabalhador e não o trabalhador se adaptar ao trabalho.
A pesquisa foi realizada por meio de observações in loco dos movimentos e posturas
adotados pelos trabalhadores de um comércio de confecção situado na cidade de Benevides, Pará. A
abordagem utilizada nesta pesquisa foi a descritiva, pois serão elaboradas análises referentes aos
micromovimentos e posturas, assim como, o ambiente o qual estão inseridos. Além disso, foram
feitas avaliações do mobiliário da organização e registros das atividades através de fotografias e
filmagens para uma melhor identificação dos problemas e para registrar os tempos e movimentos
executados, com o intuito de obter mais informações e propor melhorias.
4. Caracterização da empresa
O estudo foi realizado no posto de trabalho de um comércio de confecções de roupas,
localizado na cidade de Benevides no centro do município, região metropolitana de Belém do Pará. A
empresa conta com apenas uma funcionária que exerce a função de vendedora, a qual trabalha no
turno de 8 horas diárias. Dessa forma, para o desenvolvimento do estudo ela concordou em
participar da análise ergonômica e dos micromovimentos realizados, em que se procura observar a
postura, mobiliário e os movimentos nas atividades. Diante disso, propor possíveis melhorias e
adaptações no ambiente organizacional.
5. Análise de Operações
De acordo com a tabela Time Measurement Unit (TMU) podemos definir e classificar os
micromovimentos realizados em uma dada operação. Dessa forma, utilizou-se este método para
determinar os movimentos e micromovimentos executados em três operações desenvolvidas pela
funcionária, que foram de pegar roupas em prateleiras altas, carregar caixas com mercadorias e
operação no caixa.
Podemos observar no Quadro 1, a medição dos tempos da tarefa de pegar uma roupa na
prateleira.

Engenharia de Produção - UEPA
Movimentos Distância
(polegadas)
Distância
(cm) Classe TMU
Alcançar roupa 20 50 B (objeto cuja posição varia
ligeiramente em cada ciclo) 18,6
Agarrar a roupa - - Objetos facilmente
agarrados 2
Movimentar de uma mão
pra outra 4 10 A (objeto para outra mão) 6,1
Agarrar com a outra mão - - Objetos facilmente
agarrados 2
Posicionar 1 2,54 Objetos facilmente
agarrados 9,1
TOTAL 37,8
QUADRO 1- Descrição dos micromovimentos de pegar roupa da prateleira. Fonte: Autoras (2017)
O tempo final de 37,8 TMU é equivalente a 1,36 segundos, que é o tempo padrão desta
atividade, ou seja, é o tempo necessário para que ela pegue uma unidade de roupa da prateleira,
para mostrar para o cliente, por exemplo, ou para outros fins.
FIGURA 1- Realização da atividade. Fonte: Autoras (2017)
Para esta atividade foi realizado uma análise ergonômica, na qual foi possível notar as
posturas e movimentos realizados. Diante disso, verificou-se que ao pegar a roupa na prateleira a
funcionária não tem apoio para o alcance, sendo necessário apoiar-se na parede tendo a ausência de

Engenharia de Produção - UEPA
uma escada para facilitar, ela precisou forçar os membros para conseguir realizar a operação, pois a
prateleira era alta e não estava de acordo com a antropometria e biomecânica do corpo dela.
Por ser a única funcionária da loja, ela também é responsável por desempenhar outras
atividades, como por exemplo: a de operadora do caixa (responsável por trabalhar com atendimento
ao público com pagamentos, recebimento de valores, fechamento de caixa e emissão de notas
fiscais), realizar carregamento de mercadorias que estão em estoque, e outros.
Diante disso, há situações em que ela permanece por um longo período na posição sentada.
Sendo assim, ao avaliar o mobiliário do ambiente organizacional, verificou-se que ele não estava de
acordo com as normas ergonômicas, pois notou-se que a cadeira do caixa não possuía um ajuste
adequado de acordo com a antropometria da colaboradora, visto que não apresentava apoio para os
pés, para a coluna e nem para os antebraços, como pode-se observar na Figura 2, sendo
desconfortável para a realização das tarefas.
FIGURA 2 - Posição Sentada. Fonte: Autores (2017)
Sendo assim, ela pode executar posições fatigantes que comprometam sua saúde, trazendo
dores musculares e desconfortos. No Quadro 2, é possível observar o tempo padrão para a realização
de uma das atividades, que é a emissão de notas fiscais, analisando os micromovimentos utilizados
para o alcance do material.

Engenharia de Produção - UEPA
Movimentos Distância
(polegadas)
Distância
(cm) Classe TMU
Mão direita Mão Esquerda
Alcançar a caneta Alcançar bloco de notas 16 40 A (Objeto em posição fixa) 11,4
Agarrar a caneta Agarrar bloco de notas - - 1A (Objetos facilmente
agarrados) 2
Movimentar a
caneta Movimentar bloco 12 30
B (movimentar objeto
para localização
aproximada)
13,4
Tempo para os
olhos Tempo para os olhos - -
Tempo de focalização dos
olhos 5
Parada Soltar o bloco - - Por contato 0
Parada Alcançar a caneta na outra
mão 4 10
B (objeto cuja posição
varia ligeiramente em
cada ciclo)
6,4
Parada Desmontar a tampa da
caneta - - Frouxo (Fácil manuseio) 4
Parada Alcançar bloco de notas 4 10
B (objeto cuja posição
varia ligeiramente em
cada ciclo)
6,4
TOTAL 48,6
QUADRO 2- Alcance dos materiais para emissão de nota fiscal. Fonte: Autores (2017)
Com isso, o tempo padrão para a operação foi de 48,6 TMU’s que é equivalente à 1,75
segundos. Vale ressaltar que este tempo é apenas para o alcance do material para emissão de notas,
sendo que foram feitas análises do tempo de duração de atendimento por meio de cronometragens,
para compras de pequenas quantidades de mercadorias (de 3 à 5 itens), considerando o tempo para
emissão de notas, recebimento de valores e de embalagem dos itens, e que se chegou a uma média
de 1 minuto e 17 segundos. Sendo assim, o tempo padrão total de atendimento dura, em média,
1minuto e 19 segundos.
No entanto, este tempo é apenas para atendimento de pequenas quantidades de
mercadorias. Ele poderá aumentar de acordo com o volume de compras, visto que quanto maior for
o número de itens, maior será o tempo de processamento de recibos.
Na Figura 3, a funcionária desenvolve outra função, que é a de carregar mercadorias de um
local para o outro. Neste caso, ela realiza essa atividade toda vez que um cliente solicita uma peça
que não se encontra no mostruário, em que a funcionária vai até o estoque e traz a caixa para que o
cliente possa escolher seus produtos.
Engenharia de Produção - UEPA
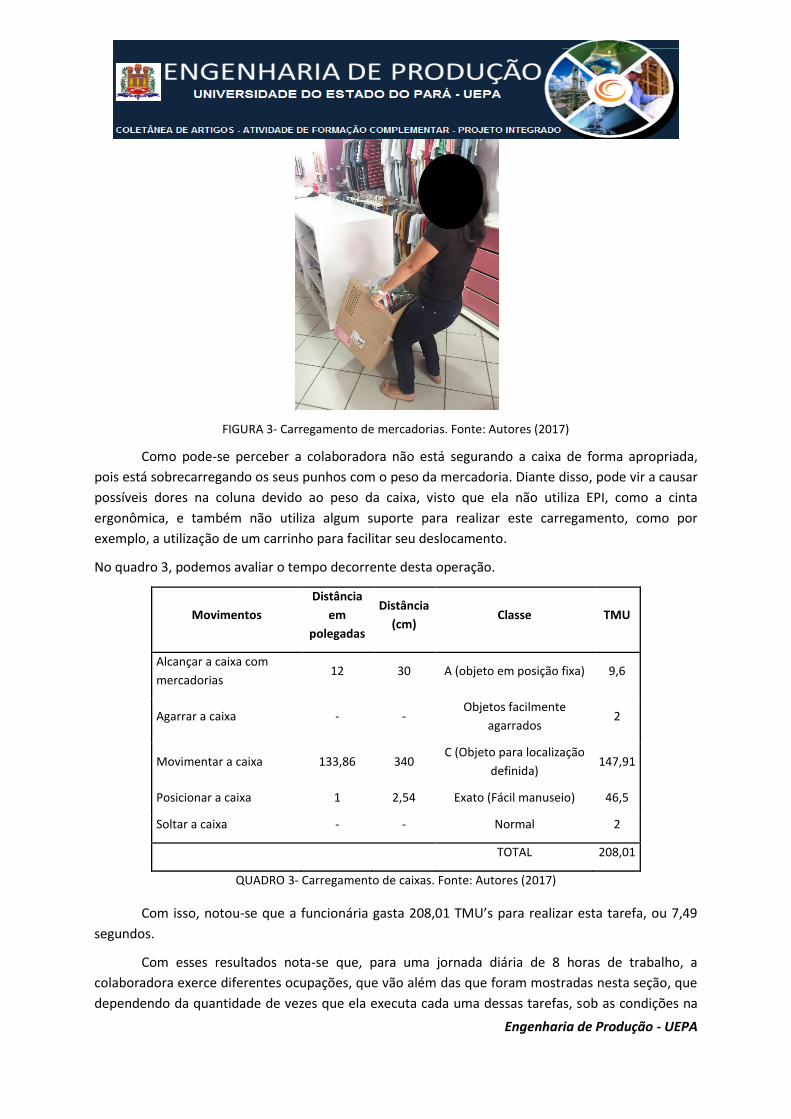
FIGURA 3- Carregamento de mercadorias. Fonte: Autores (2017)
Como pode-se perceber a colaboradora não está segurando a caixa de forma apropriada,
pois está sobrecarregando os seus punhos com o peso da mercadoria. Diante disso, pode vir a causar
possíveis dores na coluna devido ao peso da caixa, visto que ela não utiliza EPI, como a cinta
ergonômica, e também não utiliza algum suporte para realizar este carregamento, como por
exemplo, a utilização de um carrinho para facilitar seu deslocamento.
No quadro 3, podemos avaliar o tempo decorrente desta operação.
Movimentos
Distância
em
polegadas
Distância
(cm) Classe TMU
Alcançar a caixa com
mercadorias 12 30 A (objeto em posição fixa) 9,6
Agarrar a caixa - - Objetos facilmente
agarrados 2
Movimentar a caixa 133,86 340 C (Objeto para localização
definida) 147,91
Posicionar a caixa 1 2,54 Exato (Fácil manuseio) 46,5
Soltar a caixa - - Normal 2
TOTAL 208,01
QUADRO 3- Carregamento de caixas. Fonte: Autores (2017)
Com isso, notou-se que a funcionária gasta 208,01 TMU’s para realizar esta tarefa, ou 7,49
segundos.
Com esses resultados nota-se que, para uma jornada diária de 8 horas de trabalho, a
colaboradora exerce diferentes ocupações, que vão além das que foram mostradas nesta seção, que
dependendo da quantidade de vezes que ela executa cada uma dessas tarefas, sob as condições na

Engenharia de Produção - UEPA
qual o mobiliário do ambiente se encontram, poderá ocasionar vícios e patologias, que geram
grandes desconfortos, e em alguns casos, sérios problemas de saúde, ocasionando até a redução da
capacidade para o trabalho. No entanto, como a empresa não apresenta registro de saídas de
produtos, somente os de entrada, torna-se inviável saber com exatidão o tempo que ela executa
cada uma das atividades no decorrer de sua jornada de trabalho.
6. Conclusão
No decorrer do estudo foi possível identificar os erros, os movimentos e as posturas
adotadas no ambiente de trabalho. Com isso, verificou-se a necessidade de propor melhorias para
obter um melhor desempenho e adaptar o posto de trabalho a funcionária. Visto que é de suma
importância o bem estar, a saúde do colaborador para o ambiente organizacional. Dessa forma
foram feitas as seguintes sugestões:
Alguns micromovimentos realizados pela funcionária poderiam ser melhorados, como por
exemplo ela precisa fazer um esforço para alcançar a roupa na prateleira. Para reduzir esse tempo
gasto e os micromovimentos, poderíamos colocar a prateleira em uma altura que ela tenha mais fácil
acesso, ou seja, adaptar a prateleira as condições antropométricas da operadora evitando também a
tensão, o esforço ao realizar essa atividade por ela precisar ficar nas pontas dos pés.
O mobiliário da organização está inadequado, é preciso substituir a cadeira do caixa por um
assento ajustável de acordo com os fatores antropométricos e fisiológicos da colaboradora, tendo
apoio para os pés e para a coluna, mantendo apoiada a lombar. Dessa forma, a realização das
atividades se dará de forma mais produtiva e eficiente proporcionando melhores condições de
trabalho. Vale ressaltar que é importante o cuidado com os braços, ombros, para precaver possíveis
tensões no pescoço e na cabeça.
Por fim, foram notadas posturas inadequadas, posições erradas para carregar mercadorias,
alcançar produtos. Para solucionar essas falhas, a proposta seria adaptar melhor o mobiliário e
também o treinamento de como fazer o carregamento de caixas de forma correta e que não
comprometa a saúde e não cause desconfortos. Estas melhorias colocadas procuram oferecer um
posto de trabalho em que a saúde ocupacional dos funcionários é essencial, devido está diretamente
ligada a produtividade, desempenho na organização, a qual irá gerar um melhor rendimento destes
para a empresa.
Para trabalhos futuros, recomenda-se um estudo mais aprofundado sobre a demanda de
clientes para um melhor detalhamento do tempo de exposição diário ou mensal no qual a
funcionária está exposta, e realização de estudos estatísticos para correlacionar esses dados, para
dar suporte à pesquisa.
Referências
BARNES, Ralph Mosser. Estudo de movimentos e de tempo: projeto em medida do trabalho. 6ª ed. São Paulo:
Edgar Blucher, 1977.
BRASIL. Norma Regulamentadora NR17. Disponível em
<http://www.guiatrabalhista.com.br/legislacao/nr/nr17.htm>. Acesso em 13 de outubro de 2017.
FERNANDEZ, Jeffrey. Ergonomics in the workplace. Facilities Journal, 1995. 13(4):20–27.

Engenharia de Produção - UEPA
GIL, A. C. Como elaborar projetos de pesquisa. São Paulo: Atlas, 1991.
IIDA, Itiro. Ergonomia: Projeto e Produção; Rio de Janeiro - Editora Blucher (1990). 1ª edição
IIDA, Itiro. Ergonomia: Projeto e produção. 2ª Ed. São Paulo: Blucher, 2005.
LAVILLE, Antoine. Ergonomia. São Paulo, EPU, Ed. da Universidade de São Paulo, 1977.
LIMA, A. A.F. de; ARAÚJO, D. G. de. Aplicação da teoria das restrições em conjunto com uma adaptação do
estudo do trabalho: um estudo de caso em uma empresa metalúrgica do setor ferroviário. Anais XII SIMPEP –
Bauru, SP, Brasil, 07 a 09 de Novembro de 2005.
MARTINS, Petrônio G. & LAUGENI, Fernando P. Administração da produção. 3ª ed. São Paulo: Saraiva,
2015.
MORAIS, Marília de Andrade. O Mercado de moda/ vestuário feminino em Brasília. Disponível em:<<
http://repositorio.uniceub.br/bitstream/123456789/894/2/20350692.pdf>> Acesso em: 27 de novembro de
2017.
PEINADO, Jurandir & GRAEMIL, A. Reis. Administração da produção: operações industriais e de serviços.
Curitiba: UnicenP. 2007.
SOUTO, M. S. M. Lopes. Apostila de Engenharia de métodos. Curso de especialização em Engenharia de
Produção UFPB. João Pessoa. 2002.

Engenharia de Produção - UEPA
Análise das perdas do sistema Toyota de produção no processo produtivo de
óculos com intuito de fortalecer a estratégia empresarial em uma
microempresa
Anderson Costa Pantoja ([email protected] / UEPA)
Bruno Pereira e Pereira ([email protected]/ UEPA)
Jamile Souza Viana ([email protected] /UEPA)
Wellington Antunes Sampaio ([email protected]/ UEPA)
Resumo: A competitividade no cenário econômico exige que as organizações desenvolvam
técnicas administrativas, que auxiliem a gestão a tomar decisões que promovam o
crescimento ou que mantenham a empresa em estátuo de mercado. Deste modo, tem-se
procurado promover formas como ferramentas alinhadas as sete perdas do Sistema Toyota
de Produção (STP) visando estratégias empresariais para que a mesma sempre se sobressaia
mediante ao cenário de mercado reduzindo tais perdas idenficads. O estudo caracteriza-se
como uma pesquisa indutiiva, de natureza qualitativa e quantitativa, tendo como técnica para
o levantamento de dados a entrevista com o representante da organização objeto de estudo.
Por sua vez, o levantamento bibliográfico referiu-se em apresentar segundo a visão de
diversos autores a importância do tema apresentado. Quanto aos procedimentos utilizados,
destaca-se o estudo de caso realizado em uma empresa fabricante de óculos na cida de Belem
do Pará. Quanto aos resultados percebe-se como é essencial a uma organização a aplicacao
de ferramentas gerenciais, bem como a importância das pessoas no processo de gestão.
Palavras-chave: Sistema Toyota de Produção; Perdas; Estratégia Empresarial.
1. Introdução
O atual cenário empresarial brasileiro tem se mostrado muito competitivo, diante dessa
circunstância, para as empresas estarem aptas a enfrentar a forte concorrência do mercado é
necessário que as mesmas busquem melhorias continuas para seus processos produtivos de modo
que se destaquem, buscando sempre, um maior lucro e o mínimo de custo, o que está relacionado
ao menor desperdício possível. Para alcançar tal nível de competitividade e necessário que as
empresas se organizem de forma estratégica, gerenciando a produção e utilizando algumas das
ferramentas do Sistema Toyota de Produção.

Engenharia de Produção - UEPA
De acordo com Antunes Júnior e Klippel (2002), o Sistema Toyota de Produção (STP) se
caracteriza como ferramenta fundamental para o desenvolvimento da Competitividade Empresarial.
Para Tubino (2009). No geral, as empresas ou indústrias, são vistas como organizações que
transformam matéria-prima em produto acabado, ou seja, entradas em saídas. Dessa forma as
mesmas precisam ter planejamentos em longo prazo, para que os eventos planejados sejam
realizados com sucesso.
Toda empresa que visa crescer no mercado, deve sempre levar em consideração a produção
de forma sistemática e as perdas no processo de produção, Conforme Silva (2006), a eliminação total
das perdas tem como objetivo, maximizar o trabalho e adicionar valor ao produto acabado. O
presente artigo tem como intuito, através de uma análise no processo de produção da empresa em
questão, diminuir os desperdícios na linha produtiva e usar isso como estratégia empresarial para se
diferencia dentre as demais concorrentes do mercado.
Diante disso, o artigo apresenta uma revisão bibliográfica dos principais pontos do
STP, das 7 perdas alinhada a gestão empresarial. Em seguida, é desenvolvida uma sucinta
indicação para classificar quantitativa e qualitativa em relação as atividades realizadas na
fabricação dos óculos. E por fim realizou-se um estudo de caso na empresa identificando em
seu processo produtivo as 7 perdas do Sistema Toyota de Produção e após a identificação
foram feitas propostas de melhorias que contribuam para o aprimoramento de sua produção e
consequentemente um aumento em seu nível de qualidade no produto final.
2. Estratégia Empresarial.
A definição de Estratégias nas organizações é algo relativamente complexo, pois os estudos
que se tem referente ao assunto é composto por inúmeras definições e que aborda diferentes
aspecto sobre o assunto. De acordo THOMPSON JR. E STRICKLAND III (2000), a estratégia empresarial
estar ligada a um conjunto de mudanças competitivas e abordagens comerciais, que os responsáveis
das organizações executam para alcançar o melhor desempenho da empresa buscando reforçar a
posição da organização no mercado, promover a satisfação dos clientes e atingir os objetivos de
desempenho das partes interessadas.
POLICASTRO (2000) considerada algumas razões para uma empresa desenvolver o
planejamento estratégico:

Engenharia de Produção - UEPA
O avanço tecnológico e a rapidez que se obteve dentro das transformações no
âmbito de mercado tornaram mais complexas a gestão das empresas. O planejamento
estratégico pode ajudar o empresário a prever e reagir rapidamente as mudanças
mercadológicas, a aproveitar as oportunidades, assim como a identificar as áreas de
negócios promissoras;
Apenas o controle financeiro não é suficiente para garantir o sucesso da
empresa nos negócios complementando o orçamento, o planejamento estratégico indica a
direção futura da empresa através dos objetivos da empresa a longo prazo.
A empresa utiliza o planejamento estratégico para envolver os funcionários em
toda as suas áreas de atividades, disseminando o objetivo para toda a organização.
A empresa pode utilizar o planejamento estratégico para apresentar o seu
negócio a acionistas e credores.
O planejamento estratégico pondera ser útil no relacionamento com os
fornecedores anunciantes, procuradores, auditores, contadores, investigadores e
consultores.
3. Lógica das Perdas
De acordo com Perguer, Rodrigues e Lacerd (2011), seus estudos mostram que o combate
às perdas tem relação direta com os processos de produção e que melhora o desempenho financeiro
das organizações. Para Silva (2006), a eliminação total das perdas busca maximizar o trabalho e
automaticamente adiciona valor ao produto acabado. Para Maximiano (2005) um produto fabricado
sem desperdício é benéfico e gera valor agregado para o cliente.
Para Almeida (2010), dentro de qualquer processo de produção é sempre encontrado algum
tipo de desperdício. Ghinato (2000) complementa que a produção enxuta tem como objetivo eliminar
qualquer tipo de atividade que gere perda dentro dos processos produtivos. Por isso, é fundamental a
análise de cada parte do processo produtivo.
4. Classificação das perdas
Segundo Ghinato (1996): as perdas classificadas da seguinte forma:
Superprodução, se caracteriza como maior fonte de desperdício;
Engenharia de Produção - UEPA
Transporte, geram pontualidade dentro dos processos mais nunca geram
valor agregado no produto;
Processamento, evitar atividades desnecessárias dentro dos processos
que em muitos casos algumas nem precisavam existir;
Defeitos, produtos feitos com defeituosos que se caracterizam como
desperdiço de materiais, mão-de-obra, movimentação de materiais defeituosos etc.;
Movimentação, movimentos que geram desperdícios de tempo
desnecessário durante uma operação ou operações;
Espera, falta de sincronia entre as fases da produção que geram filas
para serem processados;
Estoque, estar relacionada tanto na matéria prima quanto no produto
acabado.
4.1 Perdas por superprodução
Segundo Liker (2005), esta perda ocorre com a produção de itens sem demanda, gerando e
ocultando as perdas com excesso de pessoal, de estoque e com os custos de transporte devido ao
excesso de estoque.
É considerada uma produção muito instável e pode afetar de modo negativa diversas áreas da
empresa. Sendo assim dividida de duas formas:
a) Excesso de produção: Acontece quando são produzidos mais itens do que existe demanda,
ou seja, são itens que não poderão ser vendidos para ninguém.
b) Produção antecipada: Itens que são produzidos antes de que a demanda por eles se
concretize também são perdas, pois será necessário armazená-los até que possam ser vendidos.
4.2 Perdas por transporte
Nessa etapa do processo o produto necessita ser levado de um ponto a outro, sendo
que o manuseio afeta de forma direta na produção de cada processo e operação do produto.
Para Liker (2005), este desperdício ocorre:
No movimento de WIP (estoque em processo) por longas distâncias;

Engenharia de Produção - UEPA
Na criação de transporte ineficiente;
Na movimentação de materiais, peças ou produtos acabados para dentro ou
fora do estoque;
Na movimentação de materiais, peças ou produtos entre processos;
4.3 Perdas por processamento em si
São perdas que ocorrem em um processo que podem ser eliminadas, de modo que não
causem mudanças nas características do produto ou sistema. Antunes el al. (2008), diz que as perdas
no processo em si estão ligadas as atividades de processamentos desnecessários o serviço ou produto.
4.4 Perdas por produção de produtos defeituosos
Produtos danificados precisão de mais recursos para serem retrabalhados ou destinados ao
sucateamento sendo que este recurso extra ocasionará mais perdas. Para Shingo (1996), os produtos
defeituosos trazem desperdícios e prejuízos para si mesmo no processo de produção.
4.5 Perdas por movimentação
Ocorre quando os trabalhadores realizam movimentos que são desnecessários. Diante disso, é
necessário criar meios de movimento que elimine os movimentos que não são necessários e
diminuindo o tempo de produção. De acordo com Paim et al (2009), perdas por movimento está
ligada a movimentos desnecessários realizados pelos colaboradores e que podem ser eliminados.
4.6 Perdas por espera
Está diretamente relacionada ao tempo em que a produção está parada esperando os operados
ou maquina supri a espera na etapa subsequente, de modo que esta máquina funcione em imediato.
Ferreira et al (2011), fala que perdas por espera são definidas como o tempo em que os recursos
aguardam as realizações das ações subsequentes dos processos.
4.7 Perdas por estoque

Engenharia de Produção - UEPA
Existem vários tipos de perdas por estoque e um deles ocorre quando um produto de
determinado lote de fabricação fica aguardando outros produtos serem processados para o mesmo
também ser colocado no processo produtivo.
5. Metodologia
O procedimento utilizado na pesquisa deste artigo foi o método indutivo. Onde buscou-se
observar e analisar os vários tipos de elementos que levam as perdas no processo produtivo de óculos.
De acordo com Marconi e Lakatos (2010), trata-se de um raciocínio indutivo ou argumento que se
inicia de elementos particulares para atingir uma conclusão ou verdade universal.
Este trabalho não se atenta em apenas descrever os fenômenos feitos na pesquisa e sim
também se preocupa em dá ênfase na explanação dos dados obtidos. Sendo assim, se fez necessário o
uso do método qualitativo e quantitativo para explorar os fatos pesquisados de forma mais
aprofundada.
Para Minayo (2001), a pesquisa qualitativa trabalha com o universo de significados, motivos,
aspirações, crenças, valores e atitudes, o que corresponde a um espaço mais profundo das relações, dos
processos e dos fenômenos que não podem ser reduzidos à operacionalização de variáveis. Para
Fonseca (2002 p. 20), diferente da pesquisa qualitativa a quantitativa apresenta dados que podem ser
quantificados. Devido as amostras comumente serem grandes os resultados são tomados como um
retrato autêntico de todo o estudo.
6. Estudo de caso
O estudo foi realizado em um laboratório de óculos. Seu principal ramo de negócio é a
fabricação de óculos por encomenda, a empresa conta com um quadro de 4 colaboradores e funciona
em único turno, trata-se de uma empresa familiar caracterizando-se como microempresa localizada em
Belém, no estado do Pará, onde atua há 13 anos no mercado.
Foi observado na microempresa que primeiramente o cliente entrega o pedido a um
funcionário, em seguida o responsável encaminha o pedido para ser analisado no laboratório da
microempresa. Com o pedido dentro do laboratório existem dois processos principais o de surfaçagem
e de montagem, sendo que esses dois processos se subdividem em processos menores chamados de

Engenharia de Produção - UEPA
surfaçagem. Para melhor esclarecimento sobre o estudo, foi necessário a utilização de um fluxograma
da simbologia e dos processos de produção de óculos analisadas na microempresa proposta por Shingo
(1996), representado na tabela 1 e 2 a seguir:
Tabela 1 – Simbologia Proposta por Shingo (1996)
Fonte: Adaptado de Shingo (1996)
Tabela 2 – Simbologia proposta por Shingo (1996) e suas respectivas descrições
Item Operações
Fenômenos do Processo
01 A matéria prima encontra-se em sua área de
estocagem x
02 A matéria prima é transportada do estoque até a
máquina que inicia a operação x
03 A matéria prima aguarda para ser processada na
máquina “A” x
04 A matéria prima é processada na máquina “A” x
05 Aguardasse um determinado tempo x
06 O produto é transportado até a máquina “B” x
07 O produto é processado na máquina “B” x
Símbolo Fenômeno Descrição
Estoque de
material
Estoque de matéria-prima
Processamento Transformação física no material ou na sua qualidade
Inspeção Verificar o produto com um padrão estabelecido
Transporte Movimento de materiais ou produtos de uma máquina para outra
Espera do
processo
Um lote inteiro permanente esperando enquanto o lote precedente é
processado, inspecionado ou transportado
Espera Durante a fabricação, enquanto uma peça é processada, outras se
encontram esperando
Estoque do
produto
Estocagem de produto acabado

Engenharia de Produção - UEPA
08 O produto é transportado para a máquina “C” x
09 O produto é processado na máquina “C” x
10 O produto é transportado para a máquina “E” x
11 O produto é processado na máquina “E” x
12 É realizada a verificação no produto x
13 O produto é transportado para a máquina “D” x
14 O produto é processado na máquina “D” x
15 O produto é transportado para a máquina “B” x
16 O produto é processado na máquina “B” x
17 O produto é transportado para a máquina “F” e
“G” x
18 Aguardasse um determinado tempo x
19 O produto é processado nas máquinas “F” e “G” x
20 É realizada a verificação no produto x
21 O produto é transportado para a máquina “E” x
22 O produto é processado na máquina “E” x
23 O produto é transportado para a máquina “H” x
24 O produto é processado na máquina “H” x
25 O produto acabado é transportado para o
estoque x
26 O produto acabado é estocado X
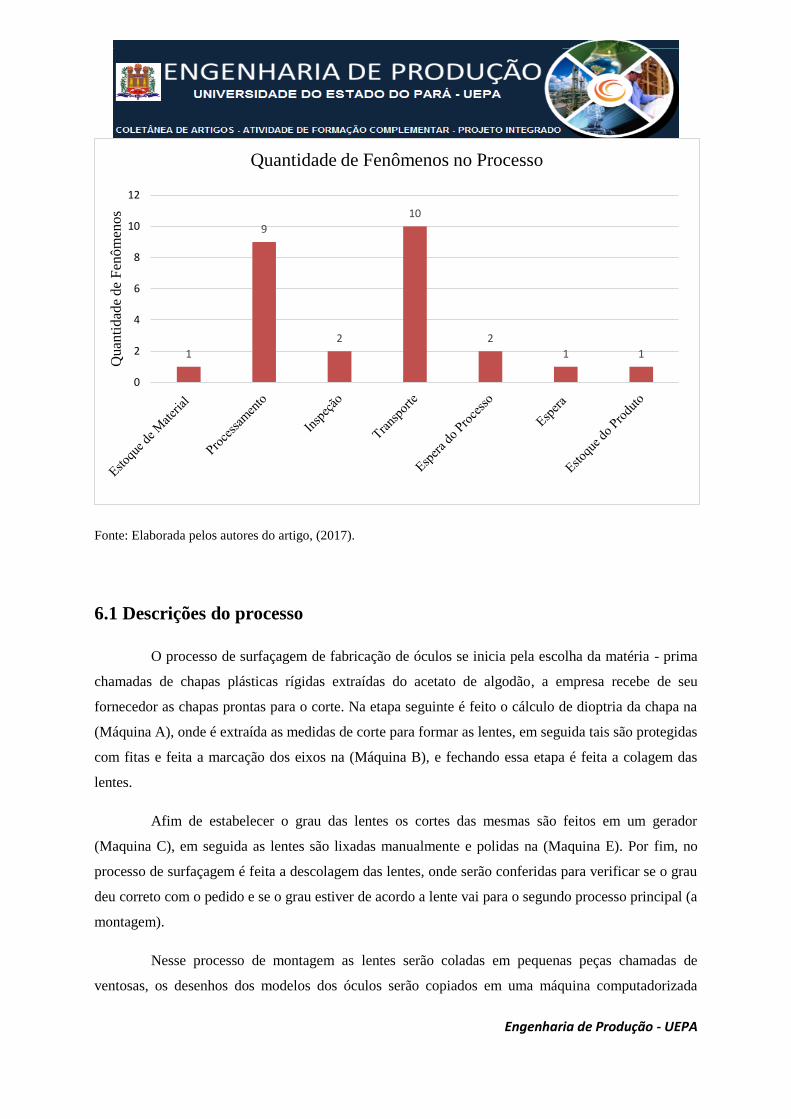
Quantidade dos fenômenos do processo 1 9 2 10 2 1 1
Fonte: Elaborada pelos autores do artigo, (2017).
Desta análise foi gerado um gráfico (figura 1), para detalhar e ter a melhor visualização da
quantidade dos fenômenos do processo:
Figura 1 – Gráfico Representando a Quantidade dos Fenômenos do Processo
Engenharia de Produção - UEPA
Fonte: Elaborada pelos autores do artigo, (2017).
6.1 Descrições do processo
O processo de surfaçagem de fabricação de óculos se inicia pela escolha da matéria - prima
chamadas de chapas plásticas rígidas extraídas do acetato de algodão, a empresa recebe de seu
fornecedor as chapas prontas para o corte. Na etapa seguinte é feito o cálculo de dioptria da chapa na
(Máquina A), onde é extraída as medidas de corte para formar as lentes, em seguida tais são protegidas
com fitas e feita a marcação dos eixos na (Máquina B), e fechando essa etapa é feita a colagem das
lentes.
Afim de estabelecer o grau das lentes os cortes das mesmas são feitos em um gerador
(Maquina C), em seguida as lentes são lixadas manualmente e polidas na (Maquina E). Por fim, no
processo de surfaçagem é feita a descolagem das lentes, onde serão conferidas para verificar se o grau
deu correto com o pedido e se o grau estiver de acordo a lente vai para o segundo processo principal (a
montagem).
Nesse processo de montagem as lentes serão coladas em pequenas peças chamadas de
ventosas, os desenhos dos modelos dos óculos serão copiados em uma máquina computadorizada
1
9
2
10
2
1 1
0
2
4
6
8
10
12
Qu
anti
dad
e d
e F
enô
men
os
Quantidade de Fenômenos no Processo

Engenharia de Produção - UEPA
transmitindo os desenhos para uma máquina chamada de FACETADORA. (Maquina D), o próximo
passo é feito o corte das lentes (Maquina B), no formato dos óculos.
Na (Maquina F e G), o montador encaixa as lentes na armação esse processo é bastante
rígido, pois, as lentes podem trincarem ou quebrarem pelo exerço de forca que o operador utiliza para
encaixar as lentes. Em seguida na (Maquina E), os óculos serão conferidos para verificar se há danos e
verificar se o grau continua correto pois se o operador encaixar as lentes errado o grau fica
prejudicado. Por fim, na (Maquina H) é feita a coloração dos óculos e prontos voltam para o estoque
para serem organizados em estojos e entregue aos clientes.
Sendo assim nossa analise partiu na observação do processo de produção de óculos e
obtenção de dados, identificando e destacando as seguintes perdas:
6.2 Descrições das Perdas
6.2.1 Perdas por superprodução
Não foi identificada esta perda, pois, a empresa só produz por encomenda.
6.2.2 Perdas por transporte
O processo deles não é de forma linear, tendo que fazer várias vezes o transporte do material de
maneira repetitiva, observamos através de cálculos representados neste trabalho que 43,33333% das
operações é transporte.
Cálculo do transporte das operações:
Quantidade de maquinas: 08
Tempo de para produzir 1 óculos: 30 minutos
Tempo em minutos (min) de transporte do material nas maquinas representados na tabela 3:
Tabela 3 – Tempo de Transporte nas Maquinas

Engenharia de Produção - UEPA
Fonte: Elaborada pelos autores do artigo, (2017).
Sendo assim, teremos:
30min 100%
13min X%
30X = 13min.%
X = 1300min.%/30min
X = 43,33333%
6.2.3 Perdas por produção de produtos defeituosos
Detectou-se que os defeitos ocorrem quando o processo de produção dos óculos chega na etapa em
que as lentes são lixadas e polidas, onde tais, por serem frágeis e pequenas de manusear, em alguns
casos o funcionário mesmo experiente na função acaba arranhando a lente.
6.2.4 Perdas por processamento em si
Não foi identificado esta perda no processo produtivo de óculos.
Transporte no processo produtivo Tempo em minutos (min)
Estoque para Máquina A 2,3 min
Máquina A para Máquina B 0,7 min
Máquina B para Máquina C 1,3 min
Máquina C para Máquina E 1,6 min
Máquina E para Máquina D 1,2 min
Máquina D para Máquina B 1,5 min
Máquina B para Máquinas F e G 0,8 min
Máquinas F e G para Máquina E 0,8 min
Máquina E para Máquina H 0,6 min
Máquina H para o estoque 2,2 min
Tempo total 13 minutos

Engenharia de Produção - UEPA
6.2.5 Perdas por movimentação
Esta perda foi identificada na máquina E que fica em cima de um balcão que por ser muito
alto para o funcionário (cerca de 2,5 metros de altura) então este tinha que ficar na ponta do pé para
poder alcançar tal máquina e também identificamos o excesso de movimentos para a busca e
armazenagem de material ou produto acabado no estoque que se localiza no 2º andar do prédio, onde o
funcionário tem que subir na escada giratória para pegar esses materiais.
6.2.6 Perdas por espera
Foi identificada essa perda na máquina F. onde a mesma não estava operando com 100% da
sua capacidade, sendo que boa parte do trabalho nessa máquina era feito manualmente.
6.2.7 Perdas por estoque
Foi detectado perdas por estoque de material no processo, devido uma parte do material que
foi estocada, permanecer esperando o término de uma operação para que o restante seja processado.
7. Resultados Esperados
Afim de reduzir tais perdas propomos então soluções estratégicas, visualizadas na tabela 4:
Tabela 4: Perdas Identificadas e Suas Respectivas Soluções Estratégicas
Perdas Identificadas Soluções Estratégicas
Perdas por transporte Foi analisado que 43,33333% no processo de produção de
óculos é transporte, pois, tal procedimento não é de forma
linear. Propomos então a microempresa que aproxime seu
estoque do maquinário e que reduza os movimentos
repetitivos de transporte.
Perdas por produção de produtos
defeituosos
Foi analisado que essa perda se dá no processo onde as
lentes são ligadas e polidas, sendo assim, propomos a
microempresa para organizar a divisão de tarefas, ou seja, o
operador dessa função precisa ser cuidadoso e capacitado.
Perdas por movimentação Foi analisado que essa perda se dá pela altura que uma das
maquinas se encontra forçando o operador a fazer muito
esforço físico, propomos à microempresa que reorganizasse

Engenharia de Produção - UEPA
essa máquina transportando – a para um ambiente onde o
operador possa manusear sem fazer muito esforço físico ou
injetar um apoio () no chão para que o funcionário possa
chegar até a máquina.
Perdas por espera Foi analisado que essa perda se dá devido a uma maquina
não estar funcionando com 100% da sua capacidade, então
propomos a microempresa que crie uma planilha de
manutenção das maquinas, onde em um certo período de
tempo fosse feita a manutenção de todas as maquinas, assim
evitando outros possíveis danos nas máquinas da
microempresa.
Perdas por estoque Foi analisada que essa perda se dá pela espera que um
material fica na área de estoque esperando ser processado
devido a duas maquinas estarem com defeitos, então
propomos a microempresa que crie a planilha de
manutenção das maquinas.
Fonte: Elaborada pelos autores do artigo, (2017). Fonte: Elaborada pelos autores do artigo, (2017).
Sendo assim, as soluções estrategicamente propostas para cada perda identificada tem como
objetivo principal reduzir ou eliminar as mesmas.
8. Considerações finais
A elaboração deste artigo teve como objetivo geral identificar e reduzir perdas no processo
produtivo de óculos, usando da estratégia empresarial como fator de melhoria de desempenho na linha
de produção e também através das estratégias garantir sua clientela no ramo de negócio, o estudo foi
realizado em uma microempresa que fabrica esses produtos por encomenda, localizada em Belém do
Pará.
O uso da analise análise de perdas do sistema STP vem sendo usado a décadas em diferentes
ambientes da produção, evidenciando onde estão as perdas, para assim podermos minimiza-las.
Uma análise minuciosa foi realizada com o intuito de encontra e diminuir as perdas. Foram
encontrados alguns tipos de perdas descritas pelo STP, são elas: perdas por transporte, perdas por
produtos defeituosos, perdas por movimentação, perdas por espera e por estoque, não forem

Engenharia de Produção - UEPA
encontradas perdas por superprodução pois a empresa trabalha apenas com encomendas e perdas por
processamento em si.
Com as perdas já identificadas, algumas soluções foram sugeridas para diminuir essas tais
perdas, já visando usar essas ideias de solução como estratégia para a organização se diferenciar das
demais, de modo que tenha papel de destaque no mercado.
No entanto, no estudo e na análise feita na microempresa é necessário o empenho do gestor e
de seus colaboradores para que o processo de fabricação de óculos possa além de garantir produtos
com qualidade, também se possa esperar redução das perdas e rapidez no processo produtivo.
Sugerimos para futuros trabalhos na microempresa a utilização de outras ferramentas para
identificação de perdas e possíveis soluções, como por exemplo, a ferramenta FMEA.
Referências
ALMEIDA, L. M. de L. O modelo de gestão da Toyota: uma análise do lean
manufacturing ou manufatura enxuta baseada na teoria marxiana do valor trabalho. 2010.
100 f. Dissertação (Mestrado em Economia) – Programa de Pós-Graduação em Economia,
Universidade Federal da Paraíba, João Pessoa, 2010.
CORRÊA, H. L.; CORRÊA, C. A. Administração de produção e de operações.
Manufatura e serviços: uma abordagem estratégica. 1. ed. São Paulo: Atlas, 2012. 446 p.
GHINATO, P. Sistema Toyota de Produção: mais do que simplesmente just-in-time.
Caxias do Sul: Educs, 1996. 200 p.
LIKER, J. O modelo Toyota: 14 princípios de gestão da maior fabricante do mundo. Porto
Alegre: Bookman, 2005.
MAXIMIANO, Antonio César Amaru. Teoria Geral da administração. 5ª ed. São
Paulo: Atlas, 2005.
TUBINO, D. F. Planejamento e controle da produção: teoria e prática. 2. ed. São
Paulo: Atlas, 2009. 190 p. ANTUNES, J; ALVAREZ, A; KLIPPEL, M; BORTOLOTTO, P; PELLEGRIN, I. Sistemas
de produção: Conceitos e práticas para projeto e gestão da produção enxuta. Editora
Bookman, 2008.
PAIM, R; CARDOS, V; CAULLIRAUX, H; CLEMENTE, R. Gestão de processos. Pensar,
Agir e Aprender, 2009.
THOMPSON E STRICKLAND III, A . J (2000). Planejamento Estratégico: elaboração,
implantação e execução. São Paulo, Pioneira.

Engenharia de Produção - UEPA
POLICASTRO, M. L. (2000). Introduction to strategic Planning. US Small Business
Administrator – Management and planning series.
SHINGO, S. O Sistema Toyota de Produção: Do Ponto de Vista da Engenharia de Produção. 2ª ed.
Porto Alegre: Bookman, 1996.
MARCONI, Maria de Andrad; LAKATOS, Eva Maria. Metodologia Científica:
Ciência e conhecimento científico; método científico; teoria, hipóteses e variáveis e metodologia
jurídica. 5. Ed. São Paulo: Atlas, 2010.
MINAYO, M.C. de S. O desafio do conhecimento: pesquisa qualitativa em saúde. São
Paulo-Rio de Janeiro, HUCITEC-ABRASCO, 1992.
FONSECA, J. J. S. Metodologia da pesquisa científica. Fortaleza: UEC, 2002. Apostila.

Engenharia de Produção - UEPA
ESTUDO DE CASO SOBRE CAPACIDADE PRODUTIVA E ANÁLISE
ERGONÔMICA EM UMA EMPRESA DE PEQUENO PORTE
Amanda Oliveira Farias ([email protected] / UEPA)
Brenda Camilla Dias da Costa ([email protected] / UEPA)
Camila Sampaio do Rosário ([email protected] / UEPA)
Ivanilde Oliveira de Aguiar ([email protected] / UEPA)
Resumo: A capacidade produtiva de uma empresa depende primordialmente da velocidade
com que cada operador realiza suas operações de trabalho. Por consequência o presente
artigo tem por objetivo mensurar a capacidade produtiva de uma pequena empresa do setor
alimentício e realizar a análise ergonômica desta, considerando que as atividades realizadas
por este operador sigam um padrão ergonômico. Para isso o método de pesquisa escolhido
foi o estudo de caso juntamente da revisão bibliográfica. Primeiramente, foram realizadas
entrevistas com o diretor da empresa e com alguns funcionários envolvidos no processo
produtivo. Em seguida, foram coletados dados matemáticos com o intuito de aprofundar o
entendimento acerca do funcionamento produtivo da empresa. Com base na análise das
informações colhidas e do que foi observado no chão de fábrica, chegou-se à conclusão de
que a empresa possui uma alta capacidade produtiva, porém não chega a alcançar nem
metade do seu potencial fabril, considerando também a ausência de uma política ergonômica
empregada na mesma.
Palavras-chave: Estudo de tempos; Ergonomia; Capacidade produtiva.

Engenharia de Produção - UEPA
1 INTRODUÇÃO
Com o surgimento das grandes transformações econômicas, tecnológicas e sociais iniciadas na
Inglaterra durante o século XVIII iniciou-se uma das maiores transformações dos processos produtivos
até os tempos atuais. O conjunto dessas mudanças ficou conhecido como Revolução Industrial e seu
impacto foi imensurável não somente na Europa, mas mundialmente.
Do panorama econômico, essa revolução foi marcada principalmente pela substituição de um modelo
obsoleto, por meio de uma produção artesanal, para outro de cunho industrial e padronizado. O
trabalho perde sua informalidade e com isso os funcionários que antes trabalhavam de acordo com sua
disponibilidade agora se veem pressionados a aderir ao ambiente fabril, menos flexível e mais
padronizado.
Dessa forma o tempo tornou-se um fator primordial para administração dos processos, onde o relógio
passou a fazer parte e ser utilizado quase que obrigatoriamente para o controle da manufatura. Nesse
cenário o engenheiro Frederick Taylor surge expondo ideias pioneiras sobre o tempo necessário para o
desempenho de diversos tipos de trabalho. Anos mais tarde esse conceito seria incluído em seu livro
com o nome de Estudo de Tempos e Movimentos.
Frederick Taylor também foi um dos precursores na área da ergonomia quando no século XIX lançou
seu livro “Administração Científica” com uma abordagem que buscava a melhor maneira de executar
os trabalhos sem prejudicar o bem-estar dos trabalhadores.
Em 1900 outro pesquisador aprimorou as ideias de Taylor, Frank Bunker Gilbreth e sua esposa Lilian
desenvolvendo os estudos de tempo e movimentos tendo um melhoramento na abordagem da
ergonomia no trabalho, com a segunda guerra mundial a preocupação do tempo que os soldados
ficariam em aviões também causou mobilização a respeito, nascendo assim aviões com mais conforto
para os pilotos.
Com base em estudos recentes, os afastamentos por problemas de saúde ligados diretamente ao tipo ou
à qualidade do ambiente de trabalho, que podem ir de uma lesão por esforço repetitivo (LER) à
depressão, cresceram 25% em dez anos no Brasil, para 181,6 mil casos em 2015. Com isso, surgiu a
dúvida se estes fatores podem influenciar diretamente ou não no desempenho de uma pequena
empresa.
Atualmente a cronometragem continua sendo uma das ferramentas mais utilizadas para mensurar de
forma eficaz as atividades realizadas pelos funcionários dentro das suas operações de trabalho.

Engenharia de Produção - UEPA
Sendo assim, o presente trabalho tem por objetivo a análise de estudo de tempos e fatores ergonômicos
em uma pequena empresa do setor alimentício, e como ambos influenciam na capacidade produtiva e
bem-estar dos colaboradores desta.
2 REFERENCIAL TEÓRICO
2.1 Estudo de Tempos
Tempos e movimentos é o estudo sistemático dos sistemas de trabalho. Tem como objetivos
desenvolver e padronizar o sistema e o método escolhido, determinar o tempo gasto por uma pessoa
qualificada e devidamente treinada, trabalhando num ritmo normal, para executar uma tarefa ou
operação específica e orientar o treinamento de trabalho no método perfeito, (BARNES, 1977).
De acordo com Peinado e Graeml (2007), o estudo busca encontrar um padrão de referência que
servirá para determinar a capacidade produtiva da empresa, informação para os programas mestres
de produção, determinar o valor da mão de obra direta no custo do produto, estimar o custo de um
novo produto durante o seu projeto e criação e também balancear as linhas de produção e montagem.
Segundo Barnes (1977), o estudo de tempos teve início em 1881, foi quando Taylor começou a
trabalhar em uma empresa e viu que o sistema operacional da fábrica poderia ser melhorado. Após
assumir o cargo de mestre geral, Taylor conseguiu algum dinheiro para investir em um estudo
científico que o auxiliaria na determinação do tempo necessário para a execução de diferentes tipos
de trabalho. Dessa forma Taylor concluiu que primeiramente deve ser definido o melhor método de
processo, e após é feito a padronização dos métodos, finalmente então é passado um treinamento ao
operador.
Assim, podemos dizer, que o estudo de tempos e movimentos é a determinação do intervalo de
tempo necessário para que uma pessoa qualificada, ou seja, previamente instruída e com experiência,
deveria gastar para executar uma tarefa ou operação específica, trabalhando dentro de seu ritmo
habitual de trabalho. Para Slack (2009), o estudo de tempos é uma técnica de medida do trabalho que
visa registrar os tempos e o ritmo da atividade exercida para os elementos de uma tarefa
especializada, na qual é realizada sob condições especificadas, e para análise dos dados de forma a
estimar o tempo necessário para realização do trabalho com um nível definido de desempenho.
Estudos realizados por Frank Gilbreth e sua esposa Lillian Gilbreth, através dos conhecimentos de
psicologia de Lilian e a formação em engenharia de Frank, avaliaram os métodos utilizados pelos

Engenharia de Produção - UEPA
operadores, e assim o casal conseguiu desenvolver métodos mais ágeis, os quais podem ser
utilizados em diferentes funções, (BARNES, 1977).
A mensuração desse tempo para a realização de uma operação em particular é obtida por métodos de
desenvolvimento dos tempos padrões, sendo estes compostos por cronometragem, tempos sintéticos
e amostragem do trabalho, alcançando assim dados necessários para o estudo geral do tempo e
possíveis aplicações.
Segundo Peinado e Graeml (2007) o estudo de tempos é uma maneira de mensurar o trabalho através
de métodos estatísticos, permitindo calcular o tempo padrão que é utilizado e assim determinar a
capacidade produtiva da empresa. Tendo como objetivo estabelecer padrões de produção, fornecer
dados para determinação de custos e fornecer dados para balanceamento de linhas de produção.
2.2 Cronoanálise
Miranda (2009), afirma que a cronoanálise examina os métodos, materiais, ferramentas e instalações
utilizadas para a execução de um trabalho com o objetivo de encontrar uma forma mais econômica
de se realizar o mesmo. Mas para isso é preciso normalizar os métodos, materiais, ferramentas e
instalações, assim determinando de forma exata e confiável o tempo necessário para um empregado
realizar um trabalho em ritmo normal (tempo padrão).
O principal objetivo da cronoanálise é de acordo com Marchini (2011), analisar os tempos padrões
dos produtos fabricados e realizar o balanceamento do fluxo produtivo, o que permite determinar
qual a proporção de máquinas e pessoas necessárias para atender as necessidades comerciais da
empresa.
2.2.1 Estimativa do Número de Observações
O estudo de tempos é um processo por amostragem, portanto quanto maior o número de ciclos
cronometrados maior será a representatividade dos resultados obtidos com esse estudo, dessa forma
apenas uma tomada de tempo não é suficiente para se determinar o tempo de uma atividade, é
necessário que se façam várias tomadas de tempo para obtenção de uma média aritmética desses
tempos; como não é possível predizer a quantidade exata de tomadas de tempo necessárias, faz-se
indispensável a utilização de um cálculo estatístico de determinação do número de observações,
dado a seguir:

Engenharia de Produção - UEPA
Onde N é o número de ciclos a serem cronometrados, Z é o coeficiente da distribuição normal
padrão para uma probabilidade determinada (confiabilidade de 90% a 95%), R é a amplitude da
amostra, Er é o erro relativo (5% a 10%), D2 é o coeficiente em função do número de
cronometragens realizadas preliminarmente e X é a média da amostra.
2.2.2 Tempo Normal
Slack et al. (2002) adotam a seguinte definição para a avaliação de ritmo dos tempos observados:
Processo de avaliar a velocidade de trabalho do trabalhador
relativamente ao conceito do observador a respeito da velocidade
correspondente ao desempenho padrão. O observador pode levar em
consideração, separadamente ou em combinação, um ou mais fatores
necessários para realizar o trabalho, com a velocidade em movimento,
esforço, destreza, consciência, etc.
Quando se determina o tempo normal de uma operação é preciso levar em conta a velocidade com
que o operador está realizando a operação. Segundo Barnes (1977), existem dois métodos eficientes
na determinação da velocidade do operador, um é a distribuição de 52 cartas de um baralho e outro é
andar 15 metros em um plano. Com esses métodos é possível determinar o quão veloz é o operador.
Para a velocidade de operação normal desse operador é atribuída uma taxa de velocidade, ou ritmo,
de 100%. Velocidades acima do normal apresentam valores superiores a 100% e velocidades abaixo
do normal apresentam valores inferiores a 100%.

Engenharia de Produção - UEPA
2.2.3 Tempo Padrão de Operação
Uma vez determinado o tempo normal que é o tempo cronometrado ajustado a uma velocidade ou
ritmo normal, será preciso levar em consideração que não é possível um operário trabalhar o dia
inteiro, sem nenhuma interrupção, tanto por necessidades pessoais, como por motivos alheios a sua
vontade, por isso será necessário utilizar-se da expressão 2 para o dito cálculo.
Onde T é a tolerância de tempo dado e TD é o tempo da jornada de trabalho.
Este fator de tolerância adotado pelas empresas será útil para o cálculo do tempo padrão da
operação, tempo este necessário para a produção de um determinado item, peça, unidade. Este tempo
padrão pode também se tornar uma meta de produtividade, obtendo assim um indicador, e
consequentemente a análise e correção das falhas será mais rápida.
O tempo padrão é calculado multiplicando-se o tempo normal por um fator de tolerância
para compensar o tempo que o trabalhador, efetivamente não trabalha. (PEINADO E GRAEML,
2007). Para calcular o tempo em questão, utiliza-se a fórmula a seguir:
2.2.4 Capacidade Produtiva
Segundo Slack (2009), a capacidade produtiva de uma empresa representa o potencial produtivo que
está à disposição, ou seja, retrata o volume ideal de produção de bens/serviços que uma determinada
empresa pode realizar.
A partir do tempo padrão já calculado será possível determinar a eficiência do operador em relação a
capacidade de produção na operação.
Em que CP é a capacidade de produção, TD é a carga horária diária de trabalho e TP, o tempo
padrão.

Engenharia de Produção - UEPA
2.3 Ergonomia
A primeira definição de ergonomia foi feita em 1857, época do movimento industrialista europeu.
Segundo Karwowsky (2000) apud Guimarães et al (2004, p.183), foi Wojciech Jarstembowsky, um
cientista polonês, que fez esta definição, numa perspectiva de entender a Ergonomia como uma
ciência natural, e estabelecia que:
“A partir de que Wojciech Jarstembowsky definiu ergonomia
juntando dois termos gregos ergon = trabalho e nomon = leis naturais,
os pesquisadores têm procurado estabelecer as leis fundamentais
baseadas nas quais está disciplina em desenvolvimento pode ser
classificada como uma ciência. Esta ciência do trabalho, portanto,
significava a ciência do esforço, jogo, pensamento e devoção. Uma
das ideias básicas de Jarstembowsky é a preposição chave de que
estes atributos humanos se deflacionam e declinam devido a seu uso
excessivo ou insuficiente.”
Segundo Silva e Baú apud Guimarães et al (2004), refere que a Ergonomia, enquanto disciplina, tem
suas origens na II Guerra Mundial, sendo adotado mais tarde o termo Ergonomics por Murrel,
engenheiro inglês. Em 12 de julho de 1949, oficializou-se a primeira sociedade de Ergonomia, a
Ergonomics Research Society, na Inglaterra. A Associação Brasileira de Ergonomia, com base num
debate mundial, estabeleceu que, a Ergonomia tem por objetivo modificar os postos de trabalho para
adequar as atividades nele existentes às características, habilidades e limitações das pessoas com
vistas ao seu desempenho eficiente, confortável e seguro, (ABERGO, 2000).
De acordo com Grandjean apud Guimarães et al (2004), cita como objetivo prático da ergonomia a
adaptação do posto de trabalho, dos instrumentos, das máquinas, dos horários do meio ambiente, às
exigências do homem. Assim, a realização destes objetivos propicia uma facilidade do trabalho e um
rendimento do esforço humano, além de evitar que o trabalho traga desconforto ao trabalhador,
sobrecargas, estresse ou doenças ocupacionais. Conforme Sell apud Guimarães et al (2004, p.201),
define por posto de trabalho como:
“A configuração espacial na interface pessoa e meio de trabalho no
sentido amplo, incluindo os acessos ao posto de trabalho, o espaço
para movimentação do corpo e das extremidades, o espaço visual para
ver, captar as informações pela visão, bem como todas as formas de
superfícies de trabalho (mesas, bancadas, consoles) e todas as formas
de apoio para o corpo, como cadeiras e poltronas, mas também apoio
para mãos, os antebraços e os pés, quando forem necessários.”

Engenharia de Produção - UEPA
Há uma grande necessidade de adaptação do posto de trabalho às características anatômicas e
ficológicas dos seres humanos, principalmente no que se refere aos sistemas musculoesquelético e
óptico, (RIOS E PIRES, 2001). Contudo, a ergonomia não se refere apenas ao estudo da adaptação
do trabalho ao homem, mas ao resgate deste trabalho como fonte de prazer e realização, evitando
assim a fadiga e a desmotivação do colaborador.
2.4 Arranjo Físico
Borges (2001), afirma que o arranjo físico de uma operação produtiva se preocupa com a localização
física dos recursos de transformação. Colocado de uma forma simples, definir o arranjo físico é
decidir onde colocar todas as instalações, máquinas e equipamentos e todo o pessoal da produção. O
Arranjo Físico está diretamente relacionado ao tipo de serviço, modelo de produto e flexibilidade de
regras, como cores e iluminação. Permite proporcionar perfeito controle de qualidade e quantidade
na produção (SILVEIRA, 2007).
3 MÉTODO DE PESQUISA
O presente trabalho teve como metodologia um estudo de caso realizado em uma pequena empresa do
setor alimentício, com o objetivo de cronometrar sua capacidade produtiva, em uma etapa da
produção, e para isso foi utilizado métodos de estudo de tempos cronometrados além de análises
referentes ao bem-estar dos funcionários através da ergonomia. Calculou-se também a velocidade de
dois operários, visto que ambos manipulavam a máquina em questão, através do teste do baralho: cada
colaborador distribuiu um baralho comum de 52 cartas em 4 partes, enquanto eram avaliados e
cronometrados, sendo desta forma optado pelo operador que distribuiu as cartas com maior
velocidade.
Os materiais utilizados foram: cronômetro, câmera filmadora, prancheta e o baralho com 52 cartas,
para registro de tempo ao longo de três visitas. Em primeiro momento, houve o reconhecimento e
análise do arranjo físico da empresa, das etapas de produção afim de decidir uma etapa para os estudos
e por fim dados da empresa, discussões com o gerente geral sobre a realidade comercial e estrutural da
empresa; no segundo dia aconteceram as cronometragens da etapa selecionada da produção. Com o
fim da produção pela parte da manhã foi solicitado a dois funcionários que distribuíssem as cartas de
baralho afim de obter sua velocidade (ritmo).

Engenharia de Produção - UEPA
4 ESTUDO DE CASO
A empresa tomada como estudo atua no mercado há 27 anos na produção de biscoitos de beijo de
moça, polvilho, broa e paciência; localizada na região metropolitana de Belém/PA.
Para o artigo, foi feito uso de 5 cronometragens e grau de confiança (Z) para os tempos cronometrados
de 95%, com erro relativo de 5%.
Cálculo:
Como o número de cronometragens realizado preliminarmente é superior ao número de
cronometragem calculado, não se faz necessário realizar mais cronometragens, assim ficando com as 5
tomadas de tempo preliminares.
Para o cálculo do tempo normal, a velocidade escolhida foi a referente ao operador A por apresentar
menor variabilidade nos tempos cronometrados, como podemos observar:

Engenharia de Produção - UEPA
Tirada a média da velocidade desse operador, jogamos em uma simples regra de três, relacionando
com o tempo padrão de 0,5 min (usado como parâmetro para a obtenção do fator de ritmo)
correspondente a 100%, afim de obtermos a velocidade (ritmo) do operador A em porcentagem.
0,5 min --------- 100%
0,35 min --------- X%
X = 70%
Assim, com o valor da velocidade (ritmo) do operador calculado, torna-se enfim possível a obtenção
do tempo normal da operação, de acordo com a expressão 5.
Onde TN é o tempo normal, TC é a média dos tempos cronometrados e V a velocidade (ritmo) do
operador.
Na empresa estudada tem-se definida uma tolerância de 90 minutos, com jornada de trabalho diário de
540 minutos.
Neste caso, obteve-se o tempo padrão de operação calculando o fator de tolerância, como podemos
observar a seguir:
Com o fator de segurança em mãos, podemos agora encontrar o valor do tempo padrão.
Já para se obter a capacidade produtiva da empresa, utilizou-se da carga horária diária de trabalho e do
tempo padrão de operação, como podemos observar no cálculo abaixo:

Engenharia de Produção - UEPA
Além dos dados obtidos, considerou-se também análises referentes ao arranjo físico e ambiente de
trabalho na empresa em questão, afim de concluir como estes fatores podem influenciar na capacidade
produtiva desta.
A empresa tomada como estudo para o presente trabalho apresentou diversos déficits quanto à higiene
e segurança no trabalho, de fato esta não parece possuir nenhuma política relativa a aspectos como
EPI’s ou ergonomia como um todo.
A ausência de EPI’s (como luvas e máscaras) e máquinas com péssimas condições de estado
foram alguns dos pontos que mais causaram impacto e discussões durante a avaliação justamente pelo
fato de se tratar de uma empresa do setor alimentício onde higiene deveria ser tomada como um fator
de prioridade visando a saúde dos clientes que consomem o produto.
A iluminação do local também apresentou problemas, pois apesar do horário de trabalho não se
estender até o turno da noite, a disposição em si dos setores não apresenta uma iluminação adequada,
por se situar em um ambiente escuro espera-se que a iluminação seja apropriada para os trabalhadores
desenvolverem suas atividades, contudo não foi isso o observado neste caso.
Outro ponto analisado foi o de arranjo físico propriamente dito, pois de acordo com as
observações realizadas no local da produção concluiu-se que não teve um estudo prévio acerca da
disposição de máquinas e dos setores de produção, um exemplo: o estoque de materiais situa-se a uma
longa distância da cozinha da fábrica, levando o funcionário responsável pela preparação da massa a
percorrer uma distância extensa e desnecessária.
Muitos funcionários realizam movimentos dispensáveis e muitas vezes forçados sem o uso de
cintas ergonômicas, desempenham suas funções em posições inadequadas, abaixando-se erroneamente
ou carregando pesos sem o auxílio de carrinhos, como podemos ver nas figuras a seguir:
Figura 1 – Funcionário com postura inadequada

Engenharia de Produção - UEPA
Figura 2 – Funcionário curvado de forma inadequada
Figura 3 – Forno industrial
Figura 4 – Funcionário sem luvas
Observou-se também como o forno industrial está posicionado na fábrica (figura 3), segundo
relatos dos colaboradores responsáveis pela manipulação da máquina o desconforto térmico é enorme
e de fato chega a influenciar na atividade produtiva, provocando mal-estar nos mesmos.

Engenharia de Produção - UEPA
5 RESULTADOS
Com base nas entrevistas realizadas e no material obtido por meio das visitas foi possível
obter dados que pudessem mensurar quantitativamente a capacidade produtiva da fabricação de
biscoitos. Com os resultados em mãos se tornou viável discutir com o gerente da empresa sobre as
questões levantadas no presente estudo. Primeiramente o mesmo revelou não saber a capacidade
produtiva da organização, que segundo os cálculos mostrados acima seria de 50 fornadas de biscoito
de polvilho por dia. Sendo que a cada fornada dois carrinhos entram no forno a vapor, com cada
carrinho contendo 64 assadeiras e 41 biscoitos em cada uma destas. Logo, a cada fornada a empresa
produz 5.248 biscoitos. Dessa forma, se a empresa produzir de acordo com os cálculos apresentados,
sua capacidade produtiva seria de até 262.400 biscoitos de polvilho amarelo por dia.
O que na realidade não ocorre, ficou claro que a produção diária não atinge nem ao menos metade do
seu potencial fabril. Também ficou notório ao longo das visitas técnicas as falhas no processo
produtivo. Onde, a duração estimada do setup chegava a ultrapassar o tempo gasto para a produção
dos biscoitos, isso sem contar com o período gasto (espera) no forno para assar os mesmos.
No entanto, mesmo sendo informados acerca do seu potencial produtivo, tanto a gerencia quanto a
chefia não demonstram interesse em aumentar sua produção. Os donos alegam que a empresa não
trabalha com o público alvo diretamente e já possui clientes fixos que se encarregarão de vender os
produtos eles mesmos. Dessa forma sua produção é sempre feita com base na demanda afim de evitar
produtos excedentes que precisariam ser armazenados. Por isso, o estoque é muito baixo, o que
contribui para redução de custos e evita perdas.
Em se tratando das demais variáveis avaliadas temos as NR’s em vigor para tomarmos como
base para adoção de um modelo produtivo seguro e legal. Para alicerçar nossos estudos utilizamos
principalmente a NR17 que configura condições de luz, clima, ventilação, ruído e etc. Atualmente,
cabe ao empregador fazer a análise ergonômica dos postos de trabalho, considerando no mínimo as
condições conforme estabelecidas pela NR17. Porém, como já foi mencionado no estudo de caso, a
organização descumpre com algumas normas. Segundo o gerente isso se devia ao fato de
desconhecerem tais normas e por serem uma empresa de pequeno porte.
A primeira norma que notamos não ser cumprida é a NR6, que regula o uso de equipamentos
individuais de proteção (EPI). Nenhum dos funcionários dispunha de proteção, como pode ser visto
nas figuras. Essa falta pode ser um dos agravantes para as dores ao final do expediente relatadas pelos
colaboradores. Além dos equipamentos responsáveis por garantirem a higiene e qualidade do produto
final, como luvas e toucas. Foi observado que apenas alguns funcionários utilizavam esses
Engenharia de Produção - UEPA
equipamentos e durante uma das visitas foi possível perceber um dos colaboradores manuseando a
massa com as mãos desprotegidas.
Por se tratar de uma pequena empresa de administração familiar podemos concluir que não
existe de fato um rigor reverente a criação de normas e com o cumprimento das mesmas. Tanto que
não existia nenhuma fiscalização nos postos de trabalho. Para uma empresa do setor alimentício a
aplicação de métodos que visem a qualidade é essencial pois é um dos critérios mais procurado pelo
seu público alvo
Além da ausência do uso obrigatório de cinta ergonômica por parte dos funcionários que
realizam operações que possam ser prejudiciais a coluna, como é o caso dos funcionários em questão
que aparecem nas imagens. Mesmo que mais da metade dos funcionários tenham alegado que sentem
dores, não ocorrem faltas ou ausenta mentos dos postos de trabalho. Existes diversos fatores que
podem ter influência sobre esse índice, como o receio de descontos salariais ou represálias, fatores
esses informalmente mencionados durante a pesquisa. Também havia o temor por parte dos
funcionários de que isso fosse revelado posteriormente aos proprietários da empresa.
Para enfatizar a necessidade de adoção de medidas que reduzam as dores ocasionadas pela
repetição de tarefas, é importante ressaltar que todos os trabalhadores entrevistados acreditam que a
eliminação ou redução de tais incômodos acarretariam em um aumento na sua produtividade e
satisfação reverente ao trabalho. Assim é fundamental que os funcionários recebam formação básica
em ergonomia, juntamente com instruções sobre como utilizar seus postos de trabalho corretamente.
Deve-se também conscientizar esses funcionários a buscar a gerencia para relatar possíveis
desconfortos e formas de elucidar os problemas. Isso torna o ambiente laboral mais dinâmico e facilita
a integração do colaborador. Ainda em relação as características da atividade executada na empresa,
notou-se que o transporte manual de cargas, referente as operações estudas, ocorre em pequena
quantidade, de forma descontínua e com peso leve. Sendo assim, a execução incorreta e repetitiva das
atividades considerada o principal agravante para os problemas relatos pelos funcionários.
O layout, ou arranjo físico, também foi avaliado referente sua influência sobre os colabores,
seja positiva ou negativamente. É perceptível visualmente que os colaboradores dispõem de espaço
físico suficiente para o desempenho de suas funções. No entanto, nota-se que o imóvel onde funciona
a empresa era originalmente utilizado para fins residências e não produtivos. Em decorrência disso
alguns espaços são bem mais informais e não apresentam características de um ambiente fabril. Como
por exemplo o local de almoço dos funcionários, se situa em uma casa comum que existe dentro das
instalações.

Engenharia de Produção - UEPA
Além do mais, os postos de trabalho não parecem ter sido dispostos de maneira a facilitar a
produção. Deve-se fazer um estudo do ambiente afim de encontrar uma disposição de mobiliário que
não atrapalhe e faça os funcionários se sentirem mais confortáveis. Apesar de que os segundo os
próprios funcionários o arranjo físico está bom e não atrapalha a realização de suas tarefas. Isso se
deve ao fato de que muitos funcionários ainda tem uma visão isolada de suas funções, não avaliando
sua influência no todo.
Ainda de acordo com o disposto na NR17, todos os locais devem possuir iluminação adequada, seja
natural ou artificial, geral ou suplementar, que seja apropriada para atividade exercida. Nesse quesito
não houveram reclamações por parte dos funcionários e a iluminação parecia fazer jus atividade por
eles exercida. Também referente aos ruídos presentes na fábrica não existiram contestações e segundo
alguns testes realizados o ruído se encontrava dentro das normas assim como a luz.
Por outro lado, a temperatura foi uma queixa unanime entre os trabalhadores. Dificilmente a empresa
em questão segue as recomendações de manter o ambiente entre 20 e 23° Celsius. Isso se deve ao
forno que se encontra perto dos outros equipamentos e finda por esquentar os demais postos de
trabalho, tornando fatigante a efetuação das demais atividades. Apesar de ter seu uso dentro dos
normas regulamentadoras, NR14, o forno colabora para redução da produtividade dos colaboradores.
Além dos demais equipamentos utilizados para confecção dos biscoitos estarem em condições de má
higiene e aparentarem desgaste. Assim ratifica-se a necessidade de uma mudança no mobiliário das
instalações seguindo as normas da NR12 e NR17, que exige que todo posto laboral seja adequado as
características psicofisiologicas dos trabalhadores.
No presente estudo, também é um ponto a ser abordado a redução da fadiga. Que se insere no quadro
de objetivos do arranjo físico, pois a existência desta pode revelar uma disposição inadequada das
condições de trabalho. A fadiga nada mais é do que a diminuição da capacidade funcional de um
organismo em consequência de uma atividade.
Outro fator observado foi a constância dos trabalhadores em permanecerem de pé, tanto na
execução como posteriormente a atividade. Já que não lhes é oferecido uma cadeira para realização de
suas operações e nem depois para descanso. É comum notar os funcionários se apoiando pelos
equipamentos como maneira de repousar as pernas. No entanto a NR17 preconiza que sempre que o
trabalho puder ser executado na posição sentada, o posto de trabalho deve ser adaptado para essa
posição. Sendo tal posição considerada a ideal segundo a normatização vigente. É sensato analisar a
possibilidade de um sistema de pausa para descanso sentado que possibilite a alternância com posição
em pé. Já que segundo o gerente é inviável a implementação de novos postos de trabalho. A gerencia
deve compreender que as pausas promovem um descanso da musculatura e consequentemente uma
melhora na produtividade, prevenção de dores e lesões e ainda adequação as normas.

Engenharia de Produção - UEPA
Tendo abordado todos os benefícios que um sistema ergonômico eficaz gera na empresa, é importante
também ressaltar a necessidade de uma análise custo/benefício como em qualquer outro procedimento.
Assim sendo, um investimento, mesmo buscando melhoras, deve ser estudado com cautela, para não
gerar um prejuízo futuro. Porém, tal análise em ergonomia não é tão simples quanto em outros
processos. Já que os benefícios não são facilmente quantificáveis, como conforto e segurança,
acidentes que serão evitados, entre outros que podem apenas ser estimados.
É visto também que nem só de uma estrutura padronizada se concebe a ergonomia, mas de um
conjunto de normas, de pequenos detalhes que entram em conjunto para formar um sistema eficaz.
Torna-se necessário uma adaptação dos colaboradores com o novo modelo, um entendimento da
utilização e de sua importância, para que dessa forma, exista um funcionamento de real qualidade.
Deve-se ressaltar que ainda que o proprietário da organização em estudo tenha oportunizado a
realização do presente trabalho, o mesmo não se encontra suscetível a implementação das mudanças
propostas. Principalmente no que se refere a investimentos financeiro. De acordo com Iida (2005, p.
22) “a ergonomia, assim como qualquer outra atividade relacionada com o setor produtivo, só será
aceita se for capaz de comprovar que é economicamente viável, ou seja, se apresentar uma relação
custo/benefício favorável”. Com isso em mente, deve-se fazer um projeto de intervenção inicial que
contribua para aumento na qualidade e que favoreça os colaboradores, porém com baixo custo inicial.
Onde de fato ocorra uma sinergia entre economia e produção.
6 CONCLUSÃO
Levando-se em consideração todos os aspectos estudados para a realização deste artigo,
podemos articular sobre a importância da engenharia de métodos dentro dos sistemas de fabricação,
sendo estes processos mecanizados, manuais ou uma variância de ambos.
A implementação de mecanismos do ramo de conhecimento da engenharia de métodos se
torna ainda mais importante para processos que utilizem trabalhadores ao invés de máquinas para a
execução de suas operações, isso porque os engenheiros desta área, mais do que operar recursos
materiais, precisam lidar com recursos humanos e a interação do operador com os equipamentos no
âmbito trabalhista.
A ergonomia vem justamente para mostrar aos gestores que os colaboradores são parte
essencial da produção e que enquanto estiverem desempenhando suas funções de forma confortável e
adequada, a empresa só tem a ganhar com isso, como comprovado nos cálculos realizados.
A empresa não apresentou métodos ergonômicos, e a gestão da mesma não mostrou interesse
na implementação destes métodos na sua política. Contudo se realizada uma AET futuramente
mostrando os benefícios financeiros calculados a questão seria repensada.
Engenharia de Produção - UEPA
REFERÊNCIAS
BARNES, R. M. Estudo de movimentos e de tempos: projeto e medida do trabalho. Tradução da 6.a ed.
americana [por] Sérgio Luiz Oliveira Assis, José S. Guedes Azevedo e Arnaldo Pallotta, revisão técnica [por]
Miguel de Simoni e Ricardo Seidl da Fonseca. São Paulo, Edgard Blucher, 1977.
PEINADO, J. & GRAEML, A. R. Administração da Produção (Operações Industriais e de Serviços). Curitiba:
UnicenP, 2007.
PEREIRA, T. J. G. et al. Estudo de tempos e movimentos no setor de serviços: Determinação da capacidade
produtiva e melhoria das operações de uma empresa de limpeza de vitrines. Belo Horizonte, 2011.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção. 3. ed. São Paulo:
Atlas, 2009. 703 p.
SLACK, Nigel. Administração da produção. São Paulo: Editora Atlas, 1996.
WATRIN, N. C. & NEGRÃO, L. L. L. Análise da capacidade produtiva de etapas de um processo de
fabricação em uma indústria alimentícia a partir da aplicação do estudo de tempos e movimentos. São Paulo,
2010.
https://www.portaleducacao.com.br/conteudo/artigos/enfermagem/a-historia-daergonomia/50168
https://oglobo.globo.com/economia/afastamentos-por-doencas-do-trabalho-avancam-com-forca-no-brasil-
22087313

Engenharia de Produção - UEPA
Caracterização de práticas lean healthcare: uma revisão sistemática da
literatura
Samuel Neto da Silva Barbosa ([email protected] / UEPA)
Bárbara Gisele Lopes Cavalcante ([email protected]/ UEPA)
Flaviane Farias da Silva ([email protected] / UEPA)
Carlos Andrey Pinto Ferreira ([email protected] / UEPA)
Léony Luís Lopes Negrão ([email protected] / UEPA)
Resumo: O cenário atual mercadológico passa por diversas mudanças e consequentes desafios.
Melhorias nos processos industriais são necessários para reduzir custos e manter as empresas
competitivas, na área da saúde o desafio é ainda maior pois se trata do salvamento de vidas. Nessa
conjuntura, os conceitos de Lean Healthcare são essenciais para melhorar a assistência de saúde e
diminuir gastos e desperdícios nos sistemas de saúde pública e privada. Esta pesquisa tem como
objetivo identificar e analisar resultados sobre a aplicabilidade do método Lean Healthcare
no setor da saúde, tendo como foco estudos publicados no Brasil, para isso, utilizou-se
conceitos e técnicas da revisão sistemática da literatura (RSL). Foi encontrado 23 artigos ao
longo do tempo que foram publicados em dois congressos nacionais. Notou-se então, que em
todos os artigos revisados as técnicas de lean Healthcare trouxeram benefícios aos setores da saúde
em que foram aplicados, e foi possível observar no estudo a importância das práticas Lean na área da
saúde.
Palavras-chave: Lean Healthcare; Saúde; Revisão Sistemática da Literatura.
1. Introdução Objetivando o fornecimento de uma melhor qualidade, um o menor custo e um lead time mais
curto por meio da eliminação do desperdício, criou-se um sistema de produção desenvolvido pela
Toyota Motor Corporation chamado de Sistema Toyota de Produção (Toyota Production System -
TPS). O TPS foi considerado muito mais eficaz e eficiente do que o tradicional sistema de produção
em massa da época, sendo então cunhado o termo produção lean (ou produção enxuta), indicando uma
abordagem radicalmente diferente da produção (Lean Institute Brasil).
Tais melhorias dos processos industriais são necessárias para reduzir custos e manter as
empresas competitivas, na área da saúde o desafio é ainda maior pois se trata do salvamento de
vidas. Nessa conjuntura, os conceitos de Lean Healthcare são essenciais para melhorar a assistência de
saúde e diminuir gastos e desperdícios no sistema brasileiro de saúde pública e privada.

Engenharia de Produção - UEPA
No Brasil o setor de serviços vem crescendo e ganhando bastante espaço. Segundo uma
pesquisa feita em 2017 pelo Instituto Brasileiro de Geografia e Estatística(IBGE), o setor cresceu 0,6%
no segundo trimestre do ano de 2017. Porém quando se fala de serviços de saúde, os dados não são tão
favoráveis. Uma vez que tal pesquisa aferiu que dos mais de 200 milhões de residentes no Brasil, de
acordo com dados do Censo 2013, 71,2%, ou seja, 142,8 milhões de pessoas consultaram médicos em
2012. A pesquisa comprovou, ainda, que 14,1 milhões (7% dos residentes em domicílios particulares)
deixaram de trabalhar, ir à escola ou realizar uma atividade habitual porque estavam resfriados, com
enxaqueca ou não se sentiam bem.
Diante desse contexto, esta pesquisa tem como objetivo identificar e analisar
resultados sobre a aplicabilidade de práticas Lean Healthcare, tendo como foco estudos
publicados em dois eventos tradicionais de Engenharia de Produção no Brasil. Para isso,
utilizou-se conceitos e técnicas da revisão sistemática da literatura (RSL), identificando como
este assunto tem sido aplicado nas publicações acadêmicas e sua distribuição na literatura nos
dias de hoje.
O artigo encontra-se organizado da seguinte forma: além desta introdução, onde foi exposto a
fundamentação e o objetivo estabelecido para o trabalho; a Seção 2 aborda o método de pesquisa
adotado; a Seção 3 detalha a classificação da literatura revisada; na Seção 4 consta as análises dos
artigos revisados e; por fim, a Seção 5 que apresenta as conclusões e sugestões de pesquisas futuras.
2. Método de Pesquisa
A pesquisa dos artigos para a revisão sistemática da literatura (RSL) sobre lean healthcare
seguiu os procedimentos conforme observa-se na Figura 1. A busca dos artigos foi realizada no site do
Congresso Nacional de Engenharia de Produção (ENEGEP) e do Simpósio de Engenharia de
Produção (SIMPEP). Como resultado da busca foram retornados 23 artigos sobre o tema em questão,
sendo 20 advindos do ENEGEP e 3 do SIMPEP.

Engenharia de Produção - UEPA
Figura 1 – Passos para a realização da presente revisão. Fonte: Adaptado de Godinho Filho e Saes (2013).
Assim, levou-se em consideração na busca os artigos provenientes de todas as edições dos
congressos, porém os artigos filtrados foram publicados nos anos de 2002, 2013, 2015, 2016 e 2017.
Na Tabela 1 consta resumidamente os procedimentos de filtragem dos artigos científicos para a
elaboração da RSL. Após a leitura dos artigos, foi possível constatar que os mesmos estavam de
acordo com o objetivo do presente trabalho.
Tabela 1 – Protocolo de pesquisa
PROTOCOLO DE PESQUISA
Palavras-chave Lean healthcare, Saúde
Operador booleano and, or
Bases de dados ENEGEP e SIMPEP
Critérios de exclusão -Artigos voltados para a área da saúde;
-Estudo de caso voltado para a proposta e/ou
implementação do lean healthcare em instituições
de saúde;
-Técnicas do lean healthcare utilizadas nos
artigos;
-Demonstração das vantagens em aderir as
ferramentas e técnicas do lean healthcare.
Idioma Português
Tipos de documento Artigos científicos
Revisão sobre
o assunto
estudado
Classificar os
artigos segundo a
literatura revisada
(seção 4)
Análise da
literatura
pesquisada
(seção 5)
Discussão dos
resultados(seção 5)
Apresentar conclusão
da revisão e sugestões
de pesquisas futuras(seção 6)

Engenharia de Produção - UEPA
Anos de publicação Sem filtro
Fonte: autores (2017)
3. Classificação da Literatura Revisada
Para a realização da revisão foram considerados alguns padrões para a classificação que
mostrasse uma visão geral, mas de forma resumida, onde se considera 7 parâmetros descritos a seguir:
1. Setor/Tipo de Healthcare: Nesse parâmetro, estão descritos a identificação dos tipos
de ambientes de tratamento de saúde relatados nos artigos, uma vez que o estudo é
voltado para as práticas lean na área da saúde, com o intuito de especificar qual o setor
em que as práticas lean foram direcionadas, já que o leque de opções é extenso.
2. Implementação(sim/não): Em cada artigo, foi analisado se as práticas lean foram
implementadas ou não, no setor em que se desenvolveu a pesquisa.
3. Método de Pesquisa: Para este parâmetro, identificou-se o método de pesquisa que
foi utilizado nos artigos tendo como referência Miguel et al (2010), dentre os quais:
estudo de caso, pesquisa ação, revisão bibliográfica/literatura, survey e
experimento/simulação.
4. Práticas Lean mais utilizadas: Cada artigo revisado apresenta um conjunto de
práticas lean estudadas, que foram utilizadas ou não, nesse parâmetro colocou-se as
práticas lean que foram mais utilizadas nos artigos revisados, para chegar a essa
conclusão foi feita uma análise minuciosa, uma vez que tais informações não estão
dispostas de forma clara nos artigos.
5. Práticas Lean menos utilizadas: Para esse parâmetro foi feito o mesmo
procedimento, assim como descrito anteriormente, mas desta vez colocando as
práticas lean que foram menos utilizadas nos artigos revisados.
6. Resultados: Colocou-se os diferentes resultados que os artigos revisados
disponibilizaram. Para isso, foi feito um resumo dos resultados dos artigos revisados,
visando simplificar o entendimento e mostrar de forma clara quais os resultados
relevantes que foram encontrados.
7. Sugestão de Pesquisa Futura: Nesse parâmetro, foi descrito as sugestões de
pesquisas futuras que os autores dos artigos revisados propunham a ser feitas, uma vez
Engenharia de Produção - UEPA
que as práticas lean aplicadas na área da saúde ainda é um assunto muito novo no
Brasil e que precisa ser explorado e aplicado.
A partir da leitura integral dos 23 trabalhos advindos da revisão sistemática da literatura,
foram retirados padrões e organizados em sete parâmetros, conforme supracitados, detalhados sua
classificação na Tabela 2.

Engenharia de Produção - UEPA
Tabela 2 – Classificação de artigos que estudam praticas lean healthcare.
Artigo Setor/Tipo
Healthcare
Implementação
(sim/não)
Método de
pesquisa
Praticas lean
mais utilizadas
Praticas
lean menos
utilizadas
Resultados Sugestão de
pesquisa futura
Almeida e
Tortorella
(2017)
Laboratório de
Análises Clínicas Não Estudo de caso
Mapeamento do
fluxo de valor
(MFV), 5S, kanban,
kaizen,
padronização do
trabalho e gestão
visual
__
Mostrou-se que a implementação do pensamento enxuto na área de
saúde pode trazer diversos benefícios para as organizações e seus
clientes. Além disso destaca-se a facilidade e simplicidade em
relação a aplicação da abordagem. Com a utilização do
mapeamento de fluxo de valor foram criadas propostas de
melhorias simples, porém significativas. Também se verificou que
os colaboradores desempenham um papel essencial no esforço de
execução da proposta e sustentabilidade das melhorias ao longo do
tempo.
Abordagem de conceitos
da qualidade através de
treinamentos, apoio da
alta direção e maior
envolvimento dos
funcionários
Almeida
et al.
(2016)
Centro de
Especialidades
Odontológicas
(CEO)
SIM Estudo de caso
Mapeamento do
fluxo de valor
(MFV), 5W2H
___
As melhorias propostas resultariam em uma redução de 41,5% na
carga de trabalho dos alunos que estão realizando a prática, devido
a 71,2% dos processos desnecessários serem eliminados. O tempo
que o paciente permanecia no setor de endodontia reduziu em
49,5%. As atividades que agregam valor apresentam um tempo
maior que aquelas que não agregam (93 contra 17 minutos), o que
garante uma melhoria no desempenho visto que o tempo que não
agrega valor ao paciente diminui.
__
Araújo et
al. (2017) Hospital Público Sim Estudo de caso
Gestão visual,
kaizen e 5S Kanban
Foi realizada intervenções nos setores de Bloco Cirúrgico,
Laboratório de Análises Patológicas e Farmácia e treinamentos
com as equipes envolvidas nos setores. A partir desse estudo foi
possível identificar desperdícios e mitigá-los com aplicação dos
5S, Gerenciamento Visual e Kaizen, a fim de inserir novos
conceitos visando a prática da melhoria contínua no ambiente
hospitalar.
Sugere-se verificar a
redução de custos e a
satisfação do
cliente/paciente ao se
aplicar as ferramentas do
lean healthcare.

Engenharia de Produção - UEPA
Costa et
al. (2017)
Pronto Atendimento
Hospitalar Não Estudo de caso
Fluxograma, tempo
de ciclo e takt time __
Permitiu-se identificar o tempo de permanência do paciente no
pronto atendimento do hospital estudado, desde o primeiro contato
com o serviço até a sua saída. A percentagem de utilização relativa
mostra que o tempo de permanência do paciente é,
aproximadamente, 2,1 vezes maior do que o takt time estabelecido,
ou seja, o paciente fica em média 1,07 horas a mais no pronto
atendimento, o que acarreta uma enorme insatisfação por parte do
usuário do hospital.
Implementação e
acompanhamento das
sugestões apresentadas
nesta pesquisa; realizar
um estudo de
cronoanálise para
estabelecer padrões de
tempos para as
atividades do pronto
atendimento;
implementar o sistema
de gestão da qualidade
que avalie a classificação
de risco utilizada pelo
hospital
Tabela 2 – Classificação de artigos que estudam praticas lean healthcare (continuação).
Artigo Setor/Tipo
Healthcare
Implementação
(sim/não)
Método de
pesquisa
Praticas lean
mais utilizadas
Praticas
lean menos
utilizadas
Resultados Sugestão de
pesquisa futura
Costa,
Ferreira e
Rosa et el.
(2016)
__ Não Pesquisa
bibliográfica
Mapeamento do
fluxo de valor
(MFV), Fluxo
Contínuo, Produção
Puxada,5S e
Padronização do
Trabalho.
Kaizen, Gestão
Visual, Redução
de trade Off de
desempenho,
Kanban,
Fluxograma,
Mapeamento de
Processos,
Delegação de
Poder aos
Empregados.
A maioria dos artigos se concentrou nas regiões Sul e Sudeste, com
destaque para o estado de São Paulo, de onde foram oriundos 18
dos 33 artigos. Publicações sobre o tema foram encontradas em
todos os estados das regiões Sul e Sudeste, com exceção do
Espírito Santo, e também nos estados Amazonas e Ceará. A
ferramenta mais utilizada para a melhoria dos processos das
organizações de saúde foi o MFV. Os processos do hospital nos
quais os artigos mais focaram foram em laboratórios, atendimento
e recepção, farmácias, internação, fluxo de pacientes, exames e
serviços
administrativos.
___

Engenharia de Produção - UEPA
Costa,
Monte e
Esposto
(2015)
Farmácia hospitalar Não Estudo de caso
Kaizen, SMDE,
TPM, Jidoka,
Kanban, Just in
Time, sete perdas e
o tempo de
atravessamento do
fluxo.
Mapeamento de
fluxo de valor
(MFV), 5S,
Padronização
do trabalho e a
Gestão Visual.
Apresentação de muitas oportunidades de melhorias possíveis de
serem realizadas, podendo trazer resultados positivos para o setor. ___
Damascen
o, Faria e
Sottoriva
(2017)
Unidade básica de
saúde Não Estudo de caso
Mapeamento do
fluxo de valor
(MFV).
_
Partindo da situação atual foi feito um mapeamento do fluxo de
valor onde se identificou os principais pontos que carecem de
atenção para o melhoramento dos processos, a partir daí foi
elaborado um mapa da situação futura onde foi identificado formas
de diminuir o tempo de operação, além disso foi observado através
do mapeamento algumas necessidades básicas a serem modificadas
para que haja um aumento da agilidade e qualidade do processo.
Foi proposto a
continuação do trabalho
através de um projeto de
extensão, que englobe
cursos da área de
medicina e engenharia,
para a aplicação dos
conceitos presentes neste
artigo em instituições
públicas e privadas de
saúde.
Filho e
Calarge
(2013)
_ Não Revisão de
literatura _ _
A utilização de técnica bibliométrica na pesquisa agilizou o
processo de avaliação da produção científica sobre o tema
pesquisado dentro da literatura acadêmica nacional e internacional
mostrando-se um método eficaz.
___
Tabela 2 – Classificação de artigos que estudam praticas lean healthcare (continuação).
Artigo Setor/Tipo
Healthcare
Implementação
(sim/não)
Método de
pesquisa
Praticas lean
mais utilizadas
Praticas
lean menos
utilizadas
Resultados Sugestão de
pesquisa futura

Engenharia de Produção - UEPA
Moraes et
al. (2013)
Laboratório de
análises físico-
químicas de uma
indústria
farmacêutica
fabricante de
remédios genéricos
Sim Estudo de caso Custos
5S, Sete perdas,
mapeamento do
fluxo de valor,
Kaizen,
cronometragens
do tempo nos
postos de
trabalho e
quadros para
auxílio na
gestão.
Um novo prazo para a conclusão das analises, onde observa-se
uma redução de 50% logo na primeira semana; O número de
análises executadas por analista teve um significativo impacto de
40% de aumento; A quantidade de equipamentos em manutenção
corretiva e o prazo para resolução dos problemas tiveram um forte
declínio (88%) e um ganho de 50% na qualidade dos testes
executados, considerando o valor de horas gastas em retestes.
Acompanhamento e
execução das
oportunidades propostas
e sustentação das metas e
melhorias
Moraes,
Mendes e
Sigahi
(2017)
Clínica Médica e
Emergência de uma
Unidade de Pronto
Atendimento
Não Estudo de caso
Mapeamento do
fluxo de valor
(MFV), gestão
visual, 5S,
padronização do
trabalho e kanban
__
Os possíveis ganhos provenientes da implementação das melhorias
podem ser: melhoria no fluxo e controle de pessoas, informação e
material; ambiente mais limpo; redução de erros e tempos (espera,
processamento e lead time); nivelamento da capacidade de
atendimento dos médicos; e redução da subutilização de
funcionários.
Alteração do layout e a
padronização de
atividades cirúrgicas
Nascimen
to et al.
(2015)
Área de internação
de um hospital Sim Estudo de caso _
mapeamento de
fluxo de valor
(MFV) e sete
perdas
foram criados três indicadores: percentual de cadastros duplicados,
percentual de cadastros sem informações necessárias e número de
registro do médico, percentual de cadastros sem especificação de
cor/raça e religião. Com a aplicação dessas quatro etapas percebe-
se que pequenas mudanças no processo de internação acarretariam
em grandes melhorias, tanto ao hospital e seus funcionários,
quanto aos pacientes.
Sugere-se como
trabalhos futuros a
análise mais extensa dos
indicadores criados, com
a finalidade de se
verificar quais seriam os
benefícios ganhos em
longo prazo
Neto et al.
(2016) Pronto atendimento Não Estudo de caso
Kaizen e
mapeamento de
fluxo de valor
(MFV)
5S
Foram analisadas as etapas do processo de atendimento aos
pacientes, entendendo e observando os fluxos de informações,
materiais e pessoas do Pronto Atendimento, o layout do hospital,
as atividades e rotinas dos funcionários e como se dão as relações
com outras áreas do hospital (farmácia, lavanderia e limpeza).
Analisando a disposição do layout, chega-se a uma proposta de
mudança que eliminaria vários dos desperdícios. Em aspectos de
organização do espaço físico, tanto atual como o proposto, a
metodologia 5S auxilia em uma melhor disposição e
aproveitamento dos espaços, bem como criando e mantendo uma
cultura e rotina baseado nos princípios dos cinco sensos japoneses.
Sugere-se que seja feita a
aplicação de fato das
ferramentas lean citadas
no ambiente hospitalar e
das mudanças sugeridas,
tal como a apresentação
dos resultados obtidos.
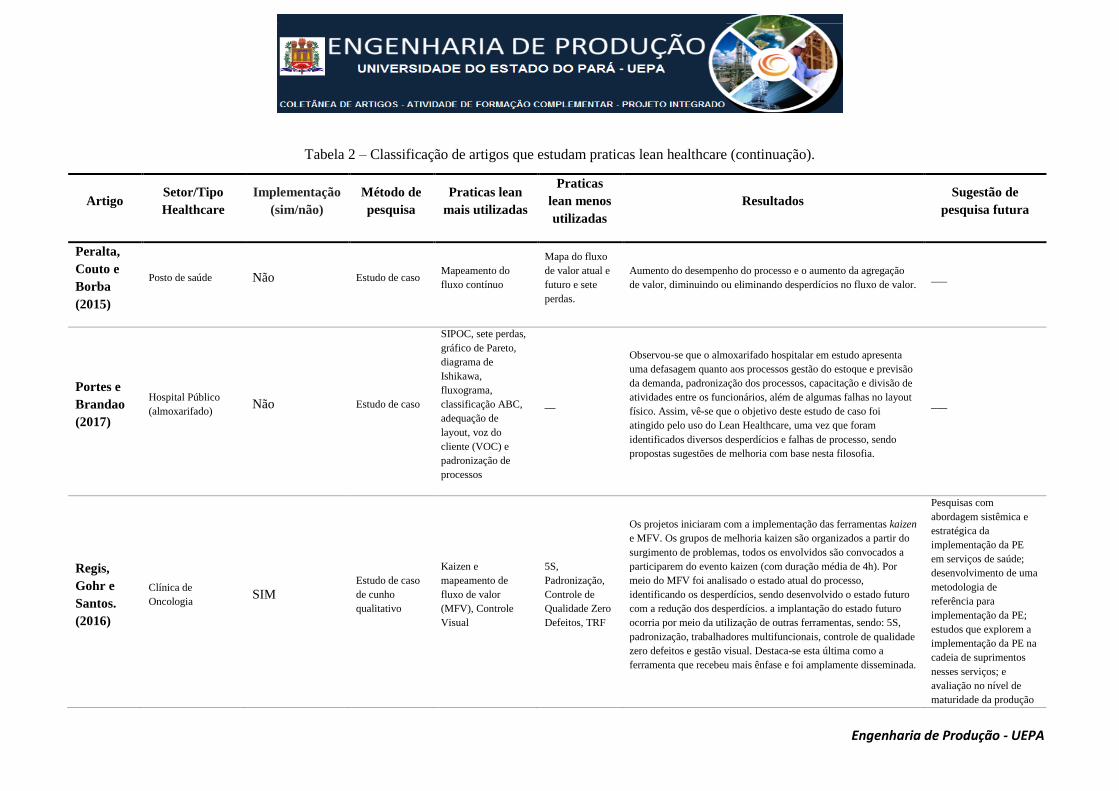
Engenharia de Produção - UEPA
Tabela 2 – Classificação de artigos que estudam praticas lean healthcare (continuação).
Artigo Setor/Tipo
Healthcare
Implementação
(sim/não)
Método de
pesquisa
Praticas lean
mais utilizadas
Praticas
lean menos
utilizadas
Resultados Sugestão de
pesquisa futura
Peralta,
Couto e
Borba
(2015)
Posto de saúde Não Estudo de caso Mapeamento do
fluxo contínuo
Mapa do fluxo
de valor atual e
futuro e sete
perdas.
Aumento do desempenho do processo e o aumento da agregação
de valor, diminuindo ou eliminando desperdícios no fluxo de valor. ___
Portes e
Brandao
(2017)
Hospital Público
(almoxarifado) Não Estudo de caso
SIPOC, sete perdas,
gráfico de Pareto,
diagrama de
Ishikawa,
fluxograma,
classificação ABC,
adequação de
layout, voz do
cliente (VOC) e
padronização de
processos
__
Observou-se que o almoxarifado hospitalar em estudo apresenta
uma defasagem quanto aos processos gestão do estoque e previsão
da demanda, padronização dos processos, capacitação e divisão de
atividades entre os funcionários, além de algumas falhas no layout
físico. Assim, vê-se que o objetivo deste estudo de caso foi
atingido pelo uso do Lean Healthcare, uma vez que foram
identificados diversos desperdícios e falhas de processo, sendo
propostas sugestões de melhoria com base nesta filosofia.
___
Regis,
Gohr e
Santos.
(2016)
Clínica de
Oncologia SIM
Estudo de caso
de cunho
qualitativo
Kaizen e
mapeamento de
fluxo de valor
(MFV), Controle
Visual
5S,
Padronização,
Controle de
Qualidade Zero
Defeitos, TRF
Os projetos iniciaram com a implementação das ferramentas kaizen
e MFV. Os grupos de melhoria kaizen são organizados a partir do
surgimento de problemas, todos os envolvidos são convocados a
participarem do evento kaizen (com duração média de 4h). Por
meio do MFV foi analisado o estado atual do processo,
identificando os desperdícios, sendo desenvolvido o estado futuro
com a redução dos desperdícios. a implantação do estado futuro
ocorria por meio da utilização de outras ferramentas, sendo: 5S,
padronização, trabalhadores multifuncionais, controle de qualidade
zero defeitos e gestão visual. Destaca-se esta última como a
ferramenta que recebeu mais ênfase e foi amplamente disseminada.
Pesquisas com
abordagem sistêmica e
estratégica da
implementação da PE
em serviços de saúde;
desenvolvimento de uma
metodologia de
referência para
implementação da PE;
estudos que explorem a
implementação da PE na
cadeia de suprimentos
nesses serviços; e
avaliação no nível de
maturidade da produção

Engenharia de Produção - UEPA
enxuta na organização
estudada.
Rodrigues
e Neto
(2015)
Hospital geral Não Estudo de caso _ _
Através da pesquisa constatou-se que a utilização das técnicas lean,
ainda são uma novidade na área da saúde, assim como também foi
demonstrado que a mesma é de pouco conhecimento entre os
trabalhadores do setor. A partir das análises dos questionários
foram constatadas as possíveis oportunidades de implantação e a
relevância para a qualidade no serviço prestado, encontrando-se as
necessidades de implantação listadas pelo grau de concordância
dos entrevistados.
Foi recomendado avaliar
a inclusão de novas
categorias ao
questionário, adotar
pesos a cada prática,
considerar a realidade do
hospital, focar em
setores específicos.
Tabela 2 – Classificação de artigos que estudam praticas lean healthcare (continuação).
Artigo Setor/Tipo
Healthcare
Implementação
(sim/não)
Método de
pesquisa
Praticas lean
mais utilizadas
Praticas
lean menos
utilizadas
Resultados Sugestão de
pesquisa futura

Engenharia de Produção - UEPA
Rosa et al.
(2016) __ Não
Pesquisa
bibliográfica
Mapeamento de
Fluxo de
Valor(MFV),
kaizen, 5S,
Kanban,
Relatório A3,
Padronização
do Trabalho,
SMED.
Dentre as publicações selecionadas, a maior parte explica o uso das
ferramentas nos métodos de aplicação, porém há 1 pesquisa que
não informou quais ferramentas foram utilizadas para obter os
resultados. Verificando os custos das atividades na área de saúde
os autores aplicaram junto ao Lean as ferramentas de qualidade,
para auxiliar o melhoramento na prestação de cuidados com a
saúde. Destacando os resultados, obtiveram melhorias no geral,
porém as que mais se
destacaram foram: diminuição de casos de mortes de pneumonia e
uma melhor utilização no Centro de Câncer com um aumento de
57% de rendimentos (KIM et al., 2006).
___
Santos,
Carvalho
e
Miranda
(2002)
Hospital pertencente
à Universidade de
Pernambuco (UPE)
Não Estudo de caso
Sistema Proposto
por DeLone e
McLean
Indicadores de
desempenho de
SI em saúde e
Entrevistas.
Os maiores percentuais das respostas incidiram sobre os
indicadores de impacto organizacional (E, 59%), que se
apresentaram fortemente relacionados aos ambientes de atuação
dos entrevistados. Qualidade do SI (A), utilização da informação
(B), satisfação do utilizador (C) e impacto individual (D),
receberam menor atenção (5% a 13%). O valor mais baixo (D, 5%)
mostra a pouca relação que profissionais de saúde têm com
assuntos ligados às TI.
___
Silva e
Roos
(2017)
Farmácia Hospitalar Não Pesquisa ação
Mapeamento do
fluxo de valor
(MFV), kaizen,
kanban, lead time,
adequação do layout
Takt time,
análise das sete
perdas, análise
de gargalos e
FIFO
O trabalho de pesquisa teve como objetivo geral propor melhorias
relevantes para o processo de dispensação de medicamentos de
uma farmácia hospitalar. Esse objetivo foi alcançado através da
utilização da técnica lean healthcare. As melhorias concentraram-
se na otimização do processo e na mudança de leiaute. De fato,
foram apresentadas propostas relevantes e plenamente aplicáveis
na farmácia do hospital.
___
Teixeira
et al.
(2016)
Pronto atendimento
e atendimento
emergencial
Sim Pesquisa-ação DMAIC _
No primeiro momento foi executada a sintetização do fluxograma
de atendimento de pacientes com dengue com o objetivo de torná-
lo de simples entendimento para a equipe envolvida no processo,
após o levantamento de dados e a elaboração do DEMAIC foi
possível identificar os objetivos a serem trabalhados e corrigir as
ações necessárias, com isso foi possível cumprir com os objetivos
do projeto de forma a diminuir o tempo de atendimento e por
consequência ocorrer a diminuição de custos e melhoria na
qualidade no tratamento.
Foi proposto a aplicação
de conceito lean nas
demais epidemias, assim
como a ampliação de
pesquisa acerca da
utilização destes
conceitos na área da
saúde.
Tabela 2 – Classificação de artigos que estudam praticas lean healthcare (continuação).

Engenharia de Produção - UEPA
Artigo Setor/Tipo
Healthcare
Implementação
(sim/não)
Método de
pesquisa
Praticas lean
mais utilizadas
Praticas
lean menos
utilizadas
Resultados Sugestão de
pesquisa futura
Turati
(2016)
Setor de
higienização de
leitos
Não Estudo de caso Kanban _
Após o levantamento das informações do processo de higienização
de leitos, foi proposta a aplicação de um sistema de coordenação
de ordens com o objetivo de organizar a sequência em que a
limpeza ocorrera de maneira a diminuir a movimentação
desnecessária, e reduzir o tempo da operação, assim como permitir
a identificação simplificada de quais leitos devem ser higienizados.
Mas um fator crítico observado para a implantação é a falta de
padronização e comunicação dos funcionários, o que acaba por
dificultar a aplicação.
___
Vargas et
al. (2016)
Central de
Abastecimento
Farmacêutico (CAF)
de um hospital
privado
SIM Estudo de caso
Mapeamento do
fluxo de valor
(MFV), 5S, Kanban
___
O MFV, propiciou visão única dos processos e identificação de
desperdícios e oportunidades de melhorias. Montou-se um plano
de ação e entre as diferentes ações propostas, surgiu a
oportunidade de inserir os conceitos de 5S nas UIs, considerando a
falta de controle de estoque nas Unidades e o volume de
solicitações recebidas pelo CAF. A primeira ação foi
uma implantação de kanban no estoque de fraldas e posteriormente
o 5S. Do ponto de vista processual, foi relatado pelos
colaboradores que a solicitação de
medicamentos/materiais ficou muito mais prática e rápida. Com
base nesse relato, a redução de tempo despendido na atividade foi
de 83%.
___
Vilela e
Chiroli
(2017)
O estudo não foi
direcionado a um
setor e nem a um
tipo de healthcare
Não Pesquisa-ação _ _
Através da coleta de dados alcançou-se os resultados na qual
comprovou o quão importante foi as ferramentas de produção
enxuta no processo de acreditação dos hospitais. Onde as mesmas
contribuíram desde o mapeamento do processo, análise e solução
dos problemas até os padrões de segurança, organização e gestão
de resultados
Aplicação das seguintes
técnicas: 5S focado para
a gestão de riscos do
paciente; Setup para
diminuir o tempo de
preparação de uma sala
de cirurgia; Kanban para
puxar as compras de
medicamentos; Gestão à
vista para planejar a
rotina; Acreditação em
hospitais públicos.
Fonte: autores (2017)

62
4. Análise dos Artigos Revisados Nesta seção realiza-se uma análise quantitativa (evidenciada por intermédio de gráficos) na
qual é possível perceber as práticas lean mais e menos utilizadas, os métodos de pesquisas adotados e
o volume de publicação por período (em anos). Tal análise da literatura se dividiu em quatro tópicos
conforme sintetizado na Figura 1.
Figura 2 – Tópicos da análise da literatura. Fonte: autores (2017).
4.1. Métodos de Pesquisa
Com a finalidade de verificar os métodos de pesquisa mais frequentemente utilizados nos
estudos revisados, construiu-se um gráfico conforme expresso na Figura 2. Isso evidencia que o
Estudo de Caso é o método de pesquisa utilizado por 74% dos artigos revisados. Tal resultado é
importante por denotar o fato de que, segundo Liliana (2012), “o estudo de caso é o método que visa
compreender fenômenos sociais complexos, preservando as características holísticas e significativas
dos eventos da vida real”. Ainda observando a mesma Figura 2, a pesquisa bibliográfica e a pesquisa-
ação correspondem a 26% dos artigos analisados, cada.
Segundo Moreira (2004), a revisão de literatura é importante, pois serve também ao próprio
autor do trabalho, já que aumenta o seu conhecimento acerca do assunto tornando mais claro o seu
objetivo, pode até mesmo perdê-lo, se este não estiver bem formulado. A pesquisa-ação por sua vez,
tende aos participantes, condições de investigar sua própria prática de uma forma crítica e reflexiva.

63
Estão envolvidos pesquisadores e pesquisados e todos estão comprometidos na solução de problemas e
na busca de estratégias que visam encontrar soluções para tais problemas (Infoescola, 2017).
Figura 3 – Métodos de pesquisa, utilizados nos trabalhos revisados. Fonte: autores (2017).
4.2. Evolução das publicações
Durante as buscas pelos artigos não houve nenhum tipo de filtro de tempo, prezando pela
relevância da pesquisa. Por se tratar de um assunto relativamente novo, os estudos referentes às
práticas de lean healthcare vem crescendo ao passar dos anos. Tal evolução pode ser confirmada na
Figura 3. Os maiores percentuais de publicações são provenientes dos anos de 2017 e 2016, que juntos
somam 70% das publicações, demonstrando assim, a oportunidade de estudos na área. Ao longo dos
anos de 2002 a 2017, período em que houveram publicações nas bases consultadas referente ao tema
objeto deste estudo, o crescimento foi de 14,87%.

64
Figura 4 – Evolução das publicações. Fonte: autores (2017).
A frequência de tais publicações se deve pelo fato de que o assunto em questão tem se tornado
de maior interesse dos pesquisadores, devido aos retornos que esta prática pode proporcionar às
empresas não só locais, mas a níveis mercadológicos globais, fazendo com que a receita aumente, os
prejuízos e os custos diminuam e a produtividade alavanque.
Outro fato que pode contribuir em um maior interesse de pesquisas na área é o desempenho
em relação ao processo na retirada de elementos ou etapas desnecessárias. Tal ponto em destaque
resulta em uma maior velocidade nos tempos de setup e/ou desenvolvimento de atendimentos e
execução de tarefas, tornando a gestão mais versátil e dinâmica.
4.3. Práticas lean mais utilizadas
Na Figura 4 consta o ranking de práticas lean que foram constatadas, após leituras e extração
de dados dos artigos, como sendo as mais utilizadas. Figurando assim o Mapeamento de Fluxo de
Valor (MFV) como prática mais utilizada, aparecendo em 15% dos artigos analisados. Desta forma
pode-se perceber a grande relevância da ferramenta para a área de pesquisa.
De acordo com MORAES, MENDES e SIGAHI (2017), por meio da implementação do Lean
Healthcare é possível viabilizar variadas melhorias no que diz respeito fluxo e controle de pessoas,
materiais e informações. Além de propor um ambiente de trabalho mais agradável, com uma maior
organização e limpeza. Os métodos demonstrados no gráfico 3 são cruciais para evitar erros e
desperdícios como o de materiais e tempos de espera desnecessários. Dessa maneira, segundo os
mesmos autores, há um nivelamento na capacidade de atendimento no local em questão.

65
Figura 5 - Práticas lean mais utilizadas. Fonte: autores (2017).
Dentre os artigos analisados, os autores DAMASCENO, FARIA e SOTTORIVA (2017), dão
o exemplo da utilização do MFV, onde os mesmos identificam pontos importantes que necessitam de
um melhoramento em seu processo, para que em seguida as inconformidades sejam corrigidas,
resultando na elevação da qualidade e agilidade do processo.
Após o MFV, as práticas mais utilizadas são o Kaizen e o Kanban, onde são amplamente
utilizados pelos autores ALMEIDA e TORTORELLA (2017), SILVA e ROOS (2017). Esses autores
afirmam, por meio de seus estudos, que após a implantação das técnicas lean, os resultados podem ser
bastante benéficos tanto para as organizações como para os clientes, porém o sucesso só poderá ser
obtido se os colaboradores demonstrarem certo empenho para se obter uma melhoria contínua em seu
local de trabalho.

66
4.4. Práticas lean menos utilizadas
Na Figura 5 consta as práticas menos utilizadas, após leituras e extração de dados, onde as
práticas que aparecem com maior recorrência de menos utilizada são sete perdas e 5S com 13% de
recorrência, cada. De certa forma, isso abre um precedente para analisar as causas que levam essas
práticas serem as menos utilizadas em estudos e aplicações na área de lean healthcare.
Figura 6 - Práticas lean menos utilizadas. Fonte: autores (2017).
Dentre os artigos estudados, os autores ARAUJO et al. (2017) implementaram técnicas Lean
Healthcare em um hospital público. É importante ressaltar que estes fizeram intervenções em
diferentes setores do hospital analisado, desde o bloco cirúrgico até a farmácia, sendo assim
comprova-se a ampla aplicação das práticas lean. Ainda no mesmo artigo, foi constatado a utilização
dos cinco sensos (5S), gerenciamento visual e kaizen, com o intuito de promover uma melhor
ordenação e incentivar a prática de melhoria contínua.

67
Porém, TURATI (2016), destaca um fator crítico no que diz respeito à aplicação das técnicas
abordadas, sendo esta a ausência de padronização e comunicação entre os funcionários, dificultando o
sucesso na execução. RODRIGUES e NETO (2015) evidenciam a relevância, mas também a
novidade que as práticas lean são na área da saúde, afirmando que estas são pouco conhecidas no setor
e por consequência pelos colaboradores. Desta maneira, há certa resistência em suas aplicações,
principalmente nas técnicas que envolvem a mudança de hábitos de todos os envolvidos.
Diante disso, observa-se que assim como outros setores de serviços, a área da saúde também
necessita de técnicas que garantam uma melhor qualidade e confiabilidade no atendimento aos seus
usuários. Sendo assim, o Lean Healthcare surge com o intuito de propor ferramentas que auxiliem nas
adversidades enfrentadas no setor da saúde. VILELA e CHIROLI (2017), afirmam que os resultados
encontrados em sua pesquisa-ação comprovam a importância das ferramentas enxutas na construção
da credibilidade em setores voltados para a saúde, contribuindo em diversos aspectos dessa área.
5. Conclusões
Este estudo teve como propósito a realização de uma Revisão Sistemática da Literatura (RSL)
sobre práticas lean em ambientes hospitalares (lean healthcare) presente em dois dos principais
congressos nacionais de Engenharia de Produção, com o intuito de analisar o cenário nacional acerca
do assunto. A partir da revisão pode-se apresentar uma classificação e análise do tema.
Assim, o estudo concentrou-se em analisar os dados decorrentes dos parâmetros utilizados
para a classificação da literatura, com o intuito de traçar padrões entre eles para desta forma, mapear a
situação de maneira mais clara e concisa. A classificação utilizou-se de sete parâmetros (setor/tipo de
healthcare, implementação (sim/não), método de pesquisa, práticas lean mais utilizadas, práticas lean
menos utilizadas, resultado, sugestão de pesquisa futura), tais parâmetros foram definidos com o
objetivo de visualizar o cenário partindo-se de pontos de referências comuns entre eles e assim abrindo
um parecer para a comparação da literatura.
Quanto a análise dos resultados obtidos da leitura e a reflexão acerca dos 23 artigos, foi
possível observar no estudo a importância das práticas Lean na área da saúde. Constatou-se que a
maioria dos artigos relacionados ao Lean healthcare foram propostas de implementação, justamente
pelo envolvimento que é necessário para que as práticas sejam implantadas com sucesso.
Notou-se então, que em todos os artigos revisados as técnicas de lean Healthcare trouxeram
benefícios aos setores da saúde em que foram aplicados, como por exemplo, redução de custos, carga
de trabalho, desperdícios, tempo de espera dos pacientes e aumentando a agilidade e qualidade nos
serviços oferecidos. Os artigos demonstraram que as técnicas lean reduzem muitos problemas que
68
interferem negativamente na qualidade do serviço de saúde brasileiro e esse cenário pode mudar se a
implementação das práticas e técnicas se fossem utilizadas em todos os setores de saúde existentes.
Porém, ainda é comum se ter certa resistência por parte de algumas organizações. Dessa forma, os
artigos estudados realizam mapas de fluxo de valor justamente para se ter uma ideia dos benefícios do
lean healthcare no ambiente observado.
Para estudos futuros, recomenda-se a aplicação das práticas lean em setores da saúde
diferentes dos citados aqui, para assim aumentar o alcance da literatura acerca das dimensões das
aplicações. Além de analisar os fatores que dificultam a implementação das práticas lean na área da
saúde, ponderar a relação das práticas lean com a acreditação por parte dos envolvidos e investigar a
efetividade das práticas lean no setor da saúde pública e privada, traçando desta maneira, um paralelo
entre as duas realidades.
Referências
ALMEIDA, Amanda Gundes de; TORTORELLA, Guilherme Luz. “Proposta de aplicação do pensamento
enxuto no setor da saúde: Um estudo de caso em um laboratório de análises clínicas.” XXXVII Encontro
Nacional De Engenharia De Produção. Joinville- SC, 2017.
ALMEIDA, Kassia Raquel de; et al. “Estudo de caso: aplicação do lean healthcare em um centro de
especialidades odontológicas”. XXXVI Encontro Nacional De Engenharia De Produção. João Pessoa – PB,
2016.
ARAUJO, Jefferson Jesus de; et al. “Aplicação do lean healthcare em um hospital público em Petrolina- PE:
Melhoria de eficiência a partir da eliminação de desperdícios”. XXXVII Encontro Nacional De Engenharia De
Produção. Joinville- SC (2017).
COSTA, Luana; MONTE, Vinicius; ESPOSTO, Kleber. “Mapeamento de fluxo de valor: Um estudo de caso em
uma farmácia hospitalar”. XXXV Encontro Nacional De Engenharia De Produção. Fortaleza - CE, 2015.
COSTA, Maria Suzanna Maia; et al. “Aplicação dos conceitos de Takt Time e tempo de ciclo para o cálculo da
eficiência nos processos de um pronto atendimento hospitalar”. XXXVII Encontro Nacional De Engenharia De
Produção. Joinville- SC, 2017.
DAMASCENO, Franciele Pamela Amorim; FARIA, Nayara de Oliveira; SOTTORIVA, Daniel Cordeiro
Martins. “Mapeamento do fluxo de valor em uma unidade básica de saúde”. XXXVII Encontro Nacional De
Engenharia De Produção. Joinville – SC, 2017.
FILHO, Alceu; CALARGE, Felipe. “A abordagem do lean service: Uma revisão de literatura baseada em
análise bibliométrica”. XXXIII Encontro Nacional De Engenharia De Produção. Salvador - BA, 2013.
FRCUICISCHETF, MafaIda. “Refletindo sobre pesquisa-ação”. Disponível em: <http://e-
revista.unioeste.br/index.php/fazciencia/article/viewFile/7478/5529> . Acessado em: 20 de novembro de 2017.

69
GODINHO FILHO, M.; SAES, E. V. “From time-based competition (TBC) to quick response manufacturing
(QRM): the evolution of research aimed at lead time reduction. International Journal of Manufacturing
Technology”, v. 64, p. 1177 - 1191, 2013.
INFOESCOLA. “Pesquisa-ação”. Disponível em: <https://www.infoescola.com/pedagogia/pesquisa-acao/> .
Acessado em: 17 de novembro de 2017.
INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA (IBGE), “Brasil em Síntese”. Disponível em:
< https://brasilemsintese.ibge.gov.br/servicos.html/ > acesso em: 12 de novembro de 2017.
INACIO, Beatriz da Costa; ARAGAO, Jessica Ferreira de; BERGIANTE, Nissia Carvalho Rosa.
“Implementação da metodologia lean healthcare no brasil: um estudo bibliométrico”. XXXVI Encontro
Nacional De Engenharia De Produção. João Pessoa – PB, 2016.
LEAN INSTITUTE BRASIL.” Sistema Toyota de Produção”. Disponível em: <
https://www.lean.org.br/conceitos/117/sistema-toyota-de-producao-(toyota-production-system---tps).aspx
>. Acessado em: 12 de novembro de 2017.
LILIANA. 2012. “Método de Pesquisa: Estudo de Caso”. Disponível em:
<http://pesquisaemeducacaoufrgs.pbworks.com/w/file/fetch/60815670/aula-estudo%20de%20caso_Yin.pdf> .
Acessado em: 17 de novembro de 2017.
MORAES, Guilherme Tadeu Chiozzotto de; MENDES, Juliana Veiga; SIGAHI, Tiago Fonseca Albuquerque
Cavalcanti. “Utilização de princípios lean em serviços médicos: Um estudo de caso no pronto atendimento do
município de Votorantim”. XXXVII Encontro Nacional De Engenharia De Produção. Joinville – SC, 2017.
MORAES, Luciano, et al. “Impactos positivos de melhorias implantadas em um laboratório físico-químico
utilizando conceitos lean healthcare”. XXXIII Encontro Nacional De Engenharia De Produção. Salvador - BA,
2013.
MOREIRA, Walter. “Revisão de Literatura e Desenvolvimento Científico: conceitos e estratégias para
confecção. 2004”. Disponível em: <
https://portais.ufg.br/up/19/o/Revis__o_de_Literatura_e_desenvolvimento_cient__fico.pdf > . Acessado em: 17
de Novembro de 2017.
NASCIMENTO, Klivia et al. “Integração da modelagem de processos e de conceitos lean na identificação de
desperdícios no processo de internação em um hospital”. XXXV Encontro Nacional De Engenharia De
Produção. Fortaleza - CE, 2015.
NETO, Wagner de Barros; et al. “Lean healthcare: práticas enxutas aplicadas em um ambiente hospitalar”.
XXXVI Encontro Nacional De Engenharia De Produção. João Pessoa - PB, 2016.
PERALTA, Carla; COUTO, Bruna; BORBA, Helena. “Propostas de melhorias em um processo de posto de
saúde com auxílio do lean healthcare”. XXXV Encontro Nacional De Engenharia De Produção. Fortaleza - CE,
2015.
PORTES, Paula Camila Dias; BRANDAO, Fernando Cesar. “Lean healthcare: Estudo de caso sobre melhoria
de processo e otimização de um estoque hospitalar”. XXXVII Encontro Nacional De Engenharia De Produção.
Joinville- SC, 2017.

70
REGIS, Tatyana Karla Oliveira; GOHR, Claudia Fabiana; SANTOS, Luciano Costa. “Implementação do lean
healthcare em uma clínica especializada no diagnóstico e tratamento de câncer”. XXXVI Encontro Nacional
De Engenharia De Produção. João Pessoa-PB, 2016.
RODRIGUES, Ana Cristina Oliveira; NETO, Annibal Affonso “Avaliação da compatibilidade entre práticas de
um hospital geral e o modelo de produção enxuta”. XXII Simpósio De Engenharia De Produção. Bauru - SP,
2015.
ROSA, Bruna Hobuss da; et al. “A abordagem lean healthcare: uma revisão bibliográfica sistemática”. XXXVI
Encontro Nacional De Engenharia De Produção. João Pessoa - PB, 2016.
RUNRUN.IT BLOG. “Metodologia lean: descubra como enxugar os excessos da sua gestão”. Disponível em:
<https://blog.runrun.it/metodologia-lean/ (17/11) >. Acessado em: 17 de novembro de 2017.
SANTOS, Aldemar; CARVALHO, João; MIRANDA, Luíz. “Estudo de Impactos de sistemas informáticos de
gestão em hospitais da rede SUS: Estudo de caso”. XXII Encontro Nacional De Engenharia De Produção.
Curitiba – PR, 2002.
SILVA, Rosangela da Rosa da; ROOS, Cristiano. “Lean healthcare em farmácia.” XXXVII Encontro Nacional
De Engenharia De Produção. Joinville - SC, 2017.
TEIXEIRA, Arthur Bernardo Cintra Coelho; BIZERRA, Elaine Cristina Abrahão Garcia; SOUZA, Maysa;
SIGAKI, Larissa Helena Jesus; FONSECA, Silvia Nunes Szente. “Aplicação de lean healthcare na epidemia de
dengue e zika no pronto atendimento e emergência de um hospital de ribeirão preto, São Paulo”. XXIII
Simpósio De Engenharia De Produção. Bauru - SP, 2016.
TURATI, Ricardo De Carvalho. “Proposta de aplicação do kanban no sequenciamento das ordens de
higienização em leitos hospitalares: estudo de caso em um hospital brasileiro”. XXIII Simpósio De Engenharia
De Produção. Bauru - SP, 2016.
VARGAS, Dora Fraga; et al. “Lean healthcare: estudo de caso de implantação em insumo”. XXXVI Encontro
Nacional De Engenharia De Produção. João Pessoa - PB, 2016.
VILELA, Nicole Louise Rosolen; CHIROLI, Daiane Maria De Genaro. “Relação entre acreditação hospitalar e
lean healthcare: estudo de caso em hospitais de Curitiba – PR”. XXXVII Encontro Nacional De Engenharia De
Produção. Joinville – SC, 2017.

71
PROBLEMA DE ROTEIRIZAÇÃO DE DELIVERY DE COMIDA
Antonio Andrei Pinho Braga ([email protected] / UEPA)
Lucas de Oliveira Santos ([email protected]/ UEPA)
Igor Santos Costa ([email protected] / UEPA)
Denílson Ricardo de Lucena Nunes ([email protected]/ UEPA)
Mariana Pereira Carneiro([email protected])
Resumo: Em consequência ao crescimento constate da demanda pelo serviço de entrega de
comida, aumenta-se as exigências dos clientes quanto as variáveis relacionadas a qualidade
da prestação do serviço. Umas das variáveis de maior importância é o cumprimento dos
prazos de entrega prometidos pelas empresas que prestam esses serviços. Poucos foram os
trabalhos que propuseram técnicas para a resolução de Problemas de Roteirização de
Veículos aplicado a entrega de refeições, sendo que o mesmo é um problema bastante comum
na prática. O objetivo desse artigo é propor um método para a roteirização de deliveries de
comidas, buscando relacionar a roteirização com uma possível importância no cumprimento
do prazo. Sendo também objetivo desse trabalho demostrar essa importância dada pelo
cliente em relação ao prazo prometido. As respostas que mais contribuíram para justificar a
criação do algoritmo, foram as das perguntas “As empresas que fazem delivery, no geral,
atendem o prazo de entrega de que forma?”, onde 82,3% responderam muito atrasado ou
atrasado, e “Como você consideraria um prazo aceitável que as empresas da cidade
entregassem seus pedidos?”, onde 85,1% responderam mais rápido que o combinado ou no
prazo.
Palavras-chave: Delivery; Roteirização; Prazo de Entrega.
72
1. Introdução
O mundo globalizado fez com que fosse muito mais fácil e rápido ter acesso a
informações, bens tangíveis e bens intangíveis. Dessa forma, a cultura das pessoas também foi
mudando, o que resultou em clientes mais críticos e exigentes. De acordo com Grönroos
(2003), os clientes não têm interesse em adquirir bens ou serviços, mas sim os benefícios que
estes lhes proporcionam. Segundo o autor, quanto maior a variedade de benefícios alocados
em cima de um determinado produto ou serviço central, como o tempo de entrega de um
produto, a forma em que o cliente é atendido e a variedade de pagamento, maior será a
possibilidade do cliente torna-se fiel a esse produto ou serviço.
Alguns setores têm maior facilidade de alocar benefícios ao produto central, como é
o caso do ramo alimentício, que sempre esteve em constante mudança, devido a necessidade
natural do homem de se alimentar. Umas dessas mudanças foi a inclusão de um serviço que
possibilitasse que os clientes recebessem o seu produto “comida” em casa, os chamados
“deliveries” que segundo a Fácil Pizza Delivery (2016) surgiu em meados de 1980 quando os
trabalhos com o uso de motocicleta se iniciaram.
Segundo Dino (2017), durante a semana o brasileiro pede comida por entrega pelo
menos uma vez. Esse fato pode ser justificado devido à falta de tempo dos brasileiros de
preparem suas refeições e em vista da comodidade proporcionada por esse serviço.
Em consequência ao crescimento constate da demanda pelo serviço de entrega de
comida, aumenta-se as exigências dos clientes quanto as variáveis relacionadas a qualidade da
prestação do serviço. Umas das variáveis de maior importância é o cumprimento dos prazos
de entrega prometidos pelas empresas que prestam esses serviços. Segundo Dino (2017), os
prazos de entrega são um dos fatores mais difíceis de serem cumpridos, devido a quantidade
de pedido que entra em um sistema em um determinado tempo e seus respectivos locais de
entrega, que muitas vezes são bem distantes uns dos outros.
Visto tais fatores, observou-se a necessidade de se estudar métodos capazes de ajudar
os deliveries a serem mais eficientes, cumprindo seus prazos de forma que traga benefícios
para o cliente e para o fornecedor desse serviço. Portanto o objetivo desse artigo é propor um
método para a roteirização de deliveries de comidas, buscando relacionar a roteirização com
uma possível importância no cumprimento do prazo. Sendo também objetivo desse trabalho
demostrar essa importância dada pelo cliente em relação ao prazo prometido.
Como uma forma de compreender a visão do cliente e o grau da importância dada
por ele no cumprimento do prazo de entrega, a equipe de trabalho desenvolveu uma pesquisa
na internet baseado em um modelo de gestão da qualidade para serviços. Dessa forma foi
identificado parâmetros de análise para melhoria do delivery, justificando a criação de um
algoritmo de roteirização, que vise a melhor forma de se executar o serviço de entrega.
73
2. Referencial Teórico
2.1. Expectativa e Percepção dos Clientes Quanto ao Serviço
De acordo com Souza, Griebeler e Godoy (2007) dispor de produtos e serviços com
qualidade, atualmente não é um diferencial para as empresas e sim um fator de permanência
no mercado e para isso é muito importante ter conhecimento das expectativas dos clientes.
Para Voss et al. (2002) a variável de satisfação mais importante de ser atendida é a
expectativa e quanto maior for sua expectativa, mais difícil será para satisfaze-lo. Com esse
conhecimento, o gestor da empresa tem uma maior facilidade de decidir como irá direcionar o
processo de fornecimento de produtos ou serviços.
Um dos fatores no qual os clientes têm expectativa quanto ao serviço prestado é o
tempo de entrega, portanto o foco deste artigo está diretamente ligado a esta característica.
Segundo Lovelock e Wright (2001) o tempo de entrega é um fator de grande importância para
a percepção do cliente quanto ao serviço, pois os clientes estão cada vez mais sensíveis ao
tempo, e a velocidade da entrega é um elemento fundamental para que o cliente considere que
a empresa possui um bom serviço.
2.2. Servqual
Para uma melhor visualização dos fatores de entrega como um serviço será utilizado
a ferramenta de qualidade SERVQUAL. Ela é uma ferramenta da qualidade que avalia o nível
de serviços prestados com base na avaliação e expectativas dos clientes.
Essa ferramenta foi criada por Zeithalm, Parasuraman e Berry (1990) e trabalha
utilizando duas seções com 22 itens cada uma em forma de questionário, onde na primeira
seção se identifica as expectativas dos clientes para com o serviço e a segunda seção se
identifica a avaliação do cliente para como realmente é a prestação dos serviços.
Os 22 itens da SERVQUAL estão divididos em cinco dimensões. As dimensões são:
a) Tangibilidade: está relacionado aos elementos físicos da empresa, como qualidade das
instalações, uniformes e materiais;
b) Confiabilidade: está relacionado ao cumprimento de prazos e a confiança que o cliente tem
na empresa;
c) Responsividade: disposição em ajudar e proporcionar o serviço com prontidão;
d) Segurança: transmissão de confiança e resolver problemas;
e) Empatia: zelo e atenção ao cliente.
Vale ressaltar que serão feitas adaptações a realidade do presente trabalho, mas que a
base estará em volta das expectativas e avaliação real dos clientes.
74
Como parte do modelo de pesquisa SERVQUAL existe a avaliação dos resultados
que se dá pela existência dos cinco gaps da qualidade, no entanto, como o objetivo desse
artigo é apenas conhecer o nível de falha da prestação do serviço de entrega para justificar o
algoritmo de sequenciamento de entrega, não será feita a análise de gaps.
2.3. Trabalhos Relacionados a Entrega de Refeições
Variados trabalhos têm sido propostos abordando as diversas técnicas para a
resolução do problema de roteamento de veículos (PRV). Entretanto, poucos foram os
trabalhos que propuseram técnicas para a resolução do PRV aplicado a entrega de refeições,
sendo que o mesmo é um problema bastante comum na prática (BRÄYSY et al., 2008).
Bräysy et al. (2008) estudou sobre roteirização de veículos aplicado na entrega de
refeições para idosos. No caso estudado, o problema foi tratado como sendo de múltiplos
caixeiros viajantes com janelas de tempo. Nascimento (2011) utilizou-se das heurísticas de
inserção do vizinho mais próximo e da heurística de melhoramento 2-opt para a resolução do
problema de entrega de refeições realizadas por uma associação de servidores públicos. Esse
problema era caracterizado por ter demanda variável diária e janela de tempo.
Motivados pelas características da entrega domiciliar de produtos perecíveis, Azi,
Gendreau e Potvin (2010) propôs um algoritmo exato para a resolução do problema na qual
um único veículo executará várias rotas para atender clientes com janelas de tempo.
2.4. O problema de Roteirização de Veículos com Janela de Tempo
(VRPTW)
O VRP – Vehicle Routing Problem no português, problema de roteirização de
veículos é apontado por Silva Júnior (2008) considerando uma empresa a qual possui um
centro de distribuição único com capacidade ilimitada. A mesma apresenta uma frota com
capacidade considerada homogênea além de um conjunto de clientes com informações como
localização e demanda.
Outra característica do VRP apresentada por Silva Júnior (2008) é a designação de
um veículo para uma rota e cada cliente é atendido por um veículo em uma única rota. A rota
é iniciada e finalizada no centro de distribuição. O problema da roteirização consiste na
resposta de quais clientes serão atendidos por quais veículos ou qual rota. Segundo Solomon
(1987) o VRP tem como objetivo determinar a menor custo que é medido por meio da
distância ou o tempo total em cada rota para atender todos os clientes e retornar para o centro
de distribuição.
Alguns métodos têm sido estudados e propostos para resolver os VRPTW, as
pesquisas tem como trabalho pioneiro os de Solomon (1987), neste foi apresentado 4
heurísticas para solução dos problemas VRPTW.

75
Segundo Solomon (1987), o VRPTW vem corrigir o problema de roteirização de
veículos (VRP) clássico. No qual é caracterizado por buscar o mínimo custo nas rotas dos
veículos, sendo o início e o fim da rota no centro de distribuição. Além disso, cada cliente é
atendido apenas uma vez, e deve ser atribuído a um veículo sem exceder sua capacidade.
Deve ser considerado o fato do cliente ter uma restrição de tempo gerando a janela de tempo
representada por um deadline (tempo mais tarde) e uma earliest-delivery-time (tempo mais
cedo). Segundo Silva Júnior (2008), o problema é estático, pois já é conhecido os dados dos
clientes, como localização, demanda e janela de tempo, e esses dados não são alterados.
2.5. Modelagem do Problema
Segundo Silva Júnior (2008), o VRPTW pode ser descrito por um conjunto de nós
representando os clientes e o centro de distribuição. Os nós, podem ser representados por i ou
j. O centro de distribuição será representado pelo índice 0. O i representará o cliente de
partida e o j o cliente de chegada, ou seja, no trajeto ij, sendo i=0 e j=1, temos que o veículo
partiu do centro de distribuição em direção ao cliente 1. Cada trajeto ij para i≠j, apresenta um
custo representado por cij. Para esse custo, pode ser usado a distância ou o tempo gasto no
trajeto ij.
Para descrever melhor o problema segue as variáveis utilizadas:
– Tempo de viajem do armazém até o cliente j
– Tempo de viajem do cliente i até o cliente j
– Tempo do início do serviço no cliente i
– Tempo de serviço no cliente i
– Tempo mais cedo da janela de tempo
– Tempo mais tarde da janela de tempo
– Jornada de trabalho (Janela de Tempo do Veículo)
Solomon (1987), apresenta uma variável que representa o tempo de início do
serviço no cliente de chegada (cliente j) do trajeto ij. Dada por
. Se , isso significa que o veículo chegou antes da janela de tempo do
cliente j abrir. Dessa forma surgirá uma outra variável que será chamada aqui de espera (W).
Dada por .
Para Silva Júnior (2008), o problema possui dois objetivos principais que são:
encontrar a distância total mínima e número de veículo mínimo necessário para realizar a
rotas sem ferir as restrições de capacidade do veículo e janela de tempo.
2.6. Algoritmos para a Solução do VRPTW

76
A literatura apresenta vários algoritmos para a solução do problema. Mas aqui será
apresentado dois algoritmos que são relevantes para o trabalho. Além dos passos dos
algoritmos usados para a roteirização, é necessário acrescentar a verificação da janela de
tempo a cada nova alocação de clientes, pois é necessário considerar as restrições das janelas
de tempo dos clientes.
2.6.1. Vizinho Mais Próximo (Nearest-Neighbor)
Esse algoritmo é retratado no artigo de Solomon (1987), sua ideia é alocar os clientes
na rota levando em consideração o cliente mais próximo, tomando como base o custo cij
calculado a partir da equação 1. Todavia, para isso as distâncias devem ser atualizadas a cada
vez que um novo cliente inserido na rota. Isso deve continuar até que todos os clientes tenham
sido alocados.
Onde, Uj é urgência dada pela , Wj é espera dado por
e dado por , ,
e são parâmetros que ponderam cada parcela.
2.6.2. Clark e Wright
O algoritmo de Clark e Wright também conhecido como Algoritmo das Economias
(Savings Heuristics), é um dos algoritmos citados por Solomon (1987), como ponto de partida
na solução do VRPTW. Esse algoritmo é baseado nas economias obtidas na alocação de uma
rota a frente da outra. A roteirização é iniciada com n rotas sendo n o número de clientes, ou
seja, para cada cliente um veículo dedicado. Então é calculado as economias de uma rota a ser
inserida a outra, sendo a economia calculada a partir da equação 2.
Após os cálculos das economias é identificado a alocação mais econômica então é
criada uma nova rota e deve ser calculada as economias novamente. Na realização dos
cálculos, deve ser considerado o cliente i, o último cliente da rota 1 e o cliente j, o primeiro da
rota 2.
3. Pesquisa
Segundo Slack (2002), a qualidade só se torna notada quando as expectativas dos
clientes se igualam com suas percepções em relação ao que foi recebido. Posto isso, realizou-
se uma avaliação com os clientes de serviços de entrega de comida na cidade de Castanhal
com a finalidade avaliar a situação atual e as reais expectativas desses clientes quanto a
𝑗 = δ1. 𝑗 + δ2. 𝑊𝑗 . δ3. 𝑈𝑗 (1)
𝑗 = 0 + 0𝑗 𝑗 (2)
77
prestação desses serviços. A ferramenta da qualidade que possibilita essa comparação é a
SERVQUAL.
Sabendo disso, foi criado um formulário na internet dividido em duas seções
contendo perguntas sobre o serviço de entrega na cidade de Castanhal. Na primeira seção as
perguntas foram feitas dando a oportunidade para os consumidores de avaliar a qualidade
destes serviços. Na segunda seção, as mesmas perguntas foram feitas, mas com o objetivo de
saber o nível desejável pelos clientes quanto prestação de serviço de delivery de comida.
Foram feitas adaptações em relação ao que a ferramenta sugere ser feita no número
de questões do formulário, pois nem todas as perguntas se aplicavam no objetivo da pesquisa.
Vale ressaltar que a análise de gaps não foi realizada, somente realizou-se análises com os
resultados da pesquisa. Isso deveu-se ao fato da aplicação da ferramenta SERVQUAL não ser
o foco do trabalho, mas sim um suporte para justificar a hipótese da necessidade de criação de
um algoritmo de roteirização de entrega de comida.
O formulário de perguntas na internet feito pela equipe de trabalho recebeu 141
respostas, e a grande maioria se mostrou insatisfeito com os serviços de entrega oferecidos na
cidade de Castanhal, pois foi mostrado pelos resultados que em 71,6% dos casos, o prazo de
entrega não é atendido. Este dado justifica a necessidade de se buscar meios para que seja
melhorado os serviços de entrega de comida.
4. Problema de Roteirização de Delivery de Comida (PRDC)
Na análise da literatura em busca de modelos específicos para solução de Problemas
de Roteirização de Delivery de Comida (PRDC), buscando também uma análise voltada para
o cliente (qualidade do serviço), não foi encontrado métodos que envolvesse parâmetros que
priorizassem a qualidade do serviço. Sendo assim, o método aqui proposto busca uma
abordagem diferenciada das propostas existentes na literatura. O intuito do método é a
satisfação do cliente. Visto que, a preocupação não é em ter um menor custo ou distância,
mas, sim o cumprimento dos prazos.
Para o PRDC, considerando este um problema VRPTW, ou seja, considerando uma
janela de tempo para cada cliente. Todavia, aqui o cliente determinará somente o instante
mais cedo (Ei) da janela de tempo, enquanto que a empresa de entrega de comida determinará
o instante mais tarde (Li).
Considerando que os clientes dos Deliveries de Comida não se incomodariam em
receber os seus pedidos no momento em que realizarem os mesmos, podemos considerar que
o instante mais cedo (Ei) da janela de tempo de um determinado pedido seja igual ao
momento em que esse pedido foi feito (mpi). Quanto ao instante mais tarde (Li) da janela de
tempo, este pode ser calculado a partir da equação 3, onde tp é o tempo prometido pela
empresa para entregar a comida.

78
A partir do primeiro pedido, é necessário calcular o momento mais tarde que o entregador
deve sair (Ls). Isso ocorre, pois, o primeiro pedido da rota foi feito e foi prometido um tempo para o
cliente, tempo prometido (tp), logo o entregador precisa sair a tempo de chegar no primeiro cliente
sem ferir sua janela de tempo. Sendo assim, o Ls é calculado a partir da equação 4.
– Momento mais tarde para a saída do entregador
– Momento do primeiro pedido
– Tempo prometido
Os itens de deliveries de comida são processados a partir da realização de um pedido, assim
gerando uma nova variável que é necessário considera-la, o tempo de processamento (pr). Levando em
consideração as restrições de janela de tempo é necessário calcular o momento em que encerrará a
espera por pedido (Wp). Conforme a Equação 5.
O Wp representa o momento do fechamento da janela de pedidos, ou seja, o entregador não
deve aguardar mais pedidos, sendo assim, a partir desse momento os pedidos devem ser alocados em
uma nova rota, possivelmente em um outro entregador. Dessa forma, o Ls representa o momento mais
tarde que o entregador deve sair, para que o mesmo não fira as restrições de janela de tempo do
cliente, ou seja, ultrapasse o tempo prometido (tp). Assim, o Wp é considerado o Ponto de Partida,
saída do entregador.
5. Programação das Entregas para Deliveries
O processo de programação das entregas foi divido em algumas etapas descritas a seguir.
Para a realização dos cálculos e os testes das janelas de tempo é considerado uma linha do tempo, em
minutos, começando em 0 e terminando em H. Onde H é o tempo de funcionamento do
estabelecimento, conforme figura 1.
Figura 1: Linha de Tempo. Próprio Autor (2017).
= + (3)
= 1+ 0𝑗 (4)
𝑊 = (5)

79
Na primeira etapa é necessário aguardar o primeiro pedido, quando o mesmo for realizado,
calcula-se então o Ls (tempo mais tarde de saída) e o Wp (momento em que encerra a espera por
pedido), o Ls e o Wp são calculados a partir das equações 4 e 5 respectivamente.
Na figura 2 é representado as variáveis Wp e Ls na linha do tempo. Demostrando a relação
entre as duas variáveis. O intervalo entre elas é igual ao tempo de processamento de um pedido, dessa
forma se um pedido for feito no momento Wp, o entregador pode esperar este último pedido, saindo
assim no tempo mais tarde (Ls). Porém, se não houver pedidos, neste momento o entregador já pode
sair evitando tempo ocioso, outro sim é que saindo antes do Ls o entregador deve chega antes do
tempo prometido, importância demostrada na pesquisa em que 16,2% considera que um prazo
aceitável seria mais rápido que o combinado. Após os cálculos, o próximo passo é aguardar novos
pedidos até atingir o Wp.
Figura 2: Linha de Tempo com Tp1 e Ls. Próprio Autor (2017).
Ao encerrar a espera por pedido (Wp), é nesse momento em que faz necessário o uso dos
algoritmos propostos na literatura para as soluções dos VRPTW. Devido à natureza do problema,
temos os dois algoritmos, vizinho mais próximo e o de economias que possivelmente são os mais
adequados. Ficando como sugestão para uma análise mais detalhada em trabalhos futuros. A partir do
algoritmo escolhido é necessário verificar as janelas de tempo do cliente e também o fechamento do
estabelecimento, ou seja, o entregador deve sair e retornar antes do momento H (fechamento do
estabelecimento).
Ao sair um entregador, o processo retorna-se para a primeira etapa, a de espera por um
pedido. Quando esse novo pedido é realizado, a linha de tempo é alterada, não se iniciando mais em
zero. O novo início de espera por pedido é marcado pelo momento de saída do entregador. A figura 3,
representa a nova linha de tempo que deve ser considerada para a próxima rota.
Figura 3: Linha de Tempo após a saída do entregador. Próprio Autor (2017).
Portanto, o processo de programação de um delivery fica dividido em 6 etapas. O fluxo de
funcionamento dessa programação está demostrado na figura 4. Seguindo as etapas descritas a seguir:

80
Etapa 1 – Espera pelo primeiro pedido
Etapa 2 – Cálculo do Wp e Ls
Etapa 3 – Aguardar novos pedidos
Etapa 4 – Execução do Algoritmo
Etapa 5 – Entregador sai para a rota
Etapa 6 – Verificar a janela de tempo do estabelecimento
Figura 4: Fluxograma representando funcionamento da programação. Próprio Autor (2017).
5. Discussões
O presente trabalho apresentou um algoritmo de roteirização que prioriza os prazos de
entrega prometidos pelas empresas de entrega de comida. Além disso, elaborou-se no mesmo uma
pesquisa com a finalidade de justificar a criação de tal algoritmo.
As respostas que mais contribuíram para justificar a criação do algoritmo, foram as das
perguntas “As empresas que fazem delivery, no geral, atendem o prazo de entrega de que forma?”,
onde 82,3% responderam muito atrasado ou atrasado, e “Como você consideraria um prazo aceitável
que as empresas da cidade entregassem seus pedidos?”, onde 85,1% responderam mais rápido que o
combinado ou no prazo.
A partir desses resultados, pode-se observar de maneira acentuada a divergência entre o que
os clientes esperam e a realidade quanto ao quesito cumprimento do tempo prometido pelas empresas
de entrega de comida. Esse fato, juntamente com a inexistência de heurísticas na literatura que
resolvam o problema de roteirização de veículos nas empresas de entrega de comida priorizando os

81
prazos de entrega prometidos, colaboram para a necessidade de criação de algoritmos que resolvam
esse problema considerando as peculiaridades do mesmo.
Posto isso, espera-se por meio da proposição desse algoritmo, que o mesmo seja utilizado
nas empresas de entrega de comida que buscam melhorar no cumprimento dos prazos de entrega
prometidos. Além disso, espera-se que o presente trabalho seja utilizado como suporte para futuros
trabalhos relacionados ao problema de roteirização de delivery de comida.
Referências
AZI, Nabila; GENDREAU, Michel; POTVIN, Jean-yves. An exact algorithm for a vehicle
routing problem with time windows and multiple use of vehicles. European Journal Of
Operational Research, [s.l.], v. 202, n. 3, p.756-763, maio 2010. Elsevier BV;
BRäYSY, O. et al. An optimization approach for communal home meal delivery service: A
case study. Journal of Computational and Applied Mathematics, v. 232, p. 46–53, 2008;
GRÖNROOS, Christian. Marketing: Gerenciamento e serviços:a competição por serviços
na hora da verdade. Campus. Rio de Janeiro, 1993;
LOVELOCK, C. & WRIGHT, L. Serviços: Marketing e Gestão. São Paulo, Saraiva, 2001.
NASCIMENTO, Iara Zandonai do. abordagens determinística e estocástica para o
problema de roteirização de veículos na entrega de refeições. 2011. 98 f. Dissertação
(Mestrado) - Curso de Métodos Numéricos em Engenharia, Matemática, Setor de
Ciências Exatas e do de Construção Civil, Universidade Federal do Paraná, Curitiba,
2011;
SILVA S. O. Instituto Militar de Engenharia. Roteirização de veículos de carga com
múltiplos depósitos em sistemas de informação geográfica livre. Dissertação de Mestrado.
Rio de Janeiro, 2008;
SOLOMON M. M. Algorithms for the vehicle routing and scheduling problems with time
window constraints. Northeastern University, Boston, Massachusetts, 1987;
SOUZA, A.; GRIEBELER, D. e GODOY, L. P. Qualidade na Prestação de Serviços
fisioterápicos – estudo de caso sobre expectativas e percepções de clientes. Revista
Produção, V. 17, Nº 3. ISSN 0103-6513. 2007;
VOSS, C. et al. Case Research in Operations Management. International Journal of
Operations and Production Management, Vol. 22, No. 2, pp. 195-219, 2002;
<<https://exame.abril.com.br/negocios/dino/como-os-aplicativos-de-delivery-vem-
mudando-o-mercado-de-entrega-de-comida-no-brasil/>> Acesso em 20/11/2017;

82
Aplicação da análise ergonômica do trabalho e identificação dos fatores de
riscos no setor de estoque de uma distribuidora atacadista
Tassy Waleria Santa Rosa Alves ([email protected] / Uepa)
Israel Moreira dos Santos ([email protected]/ Uepa)
Igor Farias de Souza ([email protected] / Uepa)
Isaias de Oliveira Barbosa Junior ([email protected] / Uepa)
Resumo: Um bom desempenho empresarial está relacionado à capacidade que a
organização tem de manter e proporcionar boas condições de trabalho a seus colaboradores,
ja que, são eles que dão vida aos projetos e planos traçados. No entando, muitas empresas
que trabalham no ramo de distribuição de produtos acabados, não dispõem da devida
atenção para com a segurança, saúde e bem estar de seus trabalhadores. Nesse sentido, o
presente artigo apresenta uma discussão sobre a importancia da implementação dos
conceitos de ergonomia e segurança do trabalho nas empresas. Para analisar está questão,
aplicou-se a metodologia da Análise Ergonomia do trabalho (AET) e foi feita uma análise de
riscos no setor do estoque de uma empresa distribuidora e atacadista voltada para o ramo do
vestuário. Para investigar o problema, utilizou-se um enfoque qualitativo de natureza
descritiva, adotando como parâmetro tecnico o estudo de caso que, a partir das observações
feitas no setor de trabalho, verificaram-se problemas como: a falta de equipamentos de
proteção individual, falta de utensílios basicos para realização da atividade, desorganização
no arranjo físico, prática de atividades ergonomicamente inadequadas, riscos físicos,
ergonomicos e de acidentes. Com isso, foram propostas melhorias para os problemas
mostrados indicando possiveis soluções para sanar os riscos apresentados, para entao,
proporcionar um espaço de trabalho organizado e com segurança.
Palavras-chave: Ergonomia; Colaborador; AET; Riscos.
1. Introdução
O foco de toda organização, seja ela micro, média ou grande, é obter o lucro e estar sempre em
produtividade eficaz a fim de atingir os melhores resultados possíveis. Todavia, para que esses
objetivos sejam alcançados, o ambiente de trabalho deve estar propício para que o colaborador, peça
fundamental da máquina que se chama empresa, desenvolva suas atividades motivado e de forma
segura, uma vez que, o modo com que ele exerce sua tarefa interfere diretamente no rendimento final e
na produtividade total da mesma.
O Brasil é o 5º maior no índice de varejo de vestuário no mundo. Na América latina é o maior
mercado consumidor de vestuário com US$ 42 bilhões em vendas, estando entre o setor da economia
que mais emprega. Sabe-se que, no mercado varejista, o volume de produtos é alto e as jornadas de
trabalho geralmente são bem intensas e cansativas, por isso, os colaboradores exercem um grande
esforço físico o que pode afetar sua saúde física e mental. Para Slack et al (2002), entender como os
locais de trabalho afetam o desempenho, a fadiga, os desgastes, os danos físicos é parte da abordagem
ergonômica do posto de trabalho.
83
Este artigo teve como objetivo analisar o setor de estoque de uma distribuidora, do ramo de
vestuário e sexy shop, na cidade de Ananindeua no estado do Pará a fim de identificar, por meio de
uma AET (Análise Ergonômica do Trabalho), os riscos ergonômicos que podem comprometer a
integridade física ou mental de cada colaborador, proporcionando desconforto e ate alguma doença.
Foram identificados fatores de riscos relacionados ao ambiente observado e, avaliou-se a situação dos
colaboradores em relação à segurança e riscos no trabalho para que assim os gerentes fossem
orientados sobre a importância da utilização de EPI’s e a implementação da ergonomia na empresa.
2.1 Ergonomia nas organizações
A ergonomia, também conhecida como engenharia humana, é a ciência que estuda a
adaptação do ambiente de trabalho, equipamentos e meio ambiente as necessidades do
homem. De acordo com a ABERGO (2000), “a palavra Ergonomia deriva do grego Ergon
[trabalho] e nomos [normas, regras, leis]. Trata-se de uma disciplina orientada para uma
abordagem sistêmica de todos os aspectos da atividade humana”.
A ergonomia é o estudo da adaptação do trabalho ao homem.
O trabalho aqui tem uma acepção bastante ampla, abrangendo não
apenas aqueles executados com máquinas e equipamentos, utilizados
para transformar os materiais, mas também toda situação em que
ocorre o relacionamento entre o homem e uma atividade produtiva.
(Itiro Iida, 2005).
A ergonomia pode ser dividida em três domínios de espacialização, como:
Ergonomia física, que diz respeito a relação do corpo humano com a carga física e
psicológica (postura, processos repetitivos, espaço físico, postos de trabalho,
manuseio de materiais, saúde e segurança, dentre outros);
Ergonomia cognitiva, que diz respeito aos processos mentais (percepção, memória,
atenção, cognição, controle mental, etc.) que interferem na interação do homem com
outros elementos de uma organização;
Ergonomia organizacional, que diz respeito ao aperfeiçoamento dos processos sócio
técnicos no qual incluem a formação organizacional, políticas e processos
(supervisão, trabalho em turnos e equipe de trabalho).
O objetivo da ergonomia é aumentar a eficiência da atividade humana
através de dados que permitam que se tomem decisões mais lógicas. A ergonomia
permite que o custo individual seja minimizado particularmente ao remover aspectos
do trabalho que, ao longo prazo, possa provocar ineficiências ou incapacidades
físicas. (Palmer, 1976 apud BARBOSA, p.28).
Diante disso, é necessário projetar o posto de trabalho e organizar o sistema de
produção de forma que o mesmo esteja de acordo com as necessidades do colaborador.
A dificuldade de intervenção ergonômica é uma barreira que se encontra com muita
frequência nas organizações. Segundo Marques et al. (2007), “a organização do trabalho
dificulta e cria barreiras para melhoria do desempenho da empresa”.
Em sua atividade de trabalho o ser humano interage com os diversos
componentes do sistema de trabalho: com os equipamentos, instrumentos e
mobiliários, formando interfaces sensoriais, energéticas e posturais, com a

84
organização e o ambiente formando interfaces ambientais, cognitivas e
organizacionais. (Vidal, 2004).
Para que a organização obtenha uma boa produtividade e evite transtornos com
afastamentos e possíveis acidentes, por parte de seus colaboradores, é imprescindível que seu
ambiente disponha de boas condições de trabalho e esteja dentro dos padrões ergonômicos
vigentes, para que assim, seus colaboradores possam desempenhar suas tarefas de forma
adequada e segura.
2.2 Saúde e segurança do trabalho
Acidentes e doenças com graves consequências para a integridade física e
para a saúde dos trabalhadores foram surgindo, assim como o interesse em estuda-
los, não só para entender as origens e os motivos de suas ocorrências, mas também
para evitar sua repetição e garantir melhorias das condições de vida. (Ferreira e
Peixoto, 2012).
Pode-se dizer então, que a segurança do trabalho é a ciência que estuda, regula e adapta o
ambienta laboral de acordo com a especificidade de cada colaborador. Ela também busca desenvolver
normas e ferramentas que garantam ao trabalhador segurança e propiciem um ambiente de trabalho
com boas condições para que ele possa desenvolver suas atividades sem que gere danos a si e ao
produto ou serviço que ele está diretamente ligado.
O estudo sobre a segurança do trabalho despontou a partir de revolução industrial, na
Inglaterra, na qual inúmeras fábricas foram sendo criadas sem qualquer tipo de fiscalização e
juntamente com elas foram sendo incorporadas mão-de-obra de todos os tipos inclusive de crianças.
Durante este período, foram inúmeros os acidentes e doenças advindos das péssimas condições de
trabalho. Segundo Chibinski (2011), “não havia critério para o recrutamento de mão de obra, onde
homens, mulheres e ate mesmo crianças eram selecionadas sem qualquer exame inicial quanto à saúde
e o desenvolvimento físico ou qualquer outro fator humano”.
A partir disso, o homem passou a ser percebido como parte fundamental para o desempenho
das atividades laborais e, uma vez que essa peça-chave não estivesse em consonância com o ambiente
de trabalho, todo o processo produtivo estaria sendo prejudicado.
No Brasil, os cuidados para com o colaborador só ganharam visibilidade depois que foi criada
a CLT (Consolidação das Leis Trabalhistas) por Getúlio Vargas em 1943, na qual serviu de porta de
entrada para outras medidas de manutenção de saúde e segurança como as Normas Regulamentadoras
do Trabalho (NR) e eventuais programas e ferramentas de prevenção a acidentes. Embora o país tenha
passado por muitas transformações voltadas para o setor da saúde e segurança do trabalho, ainda há
muitas empresas que associam os serviços de saúde e segurança do trabalho a “custo desnecessário”.
De acordo com Oliveira (2014), “no Brasil, por volta de 830 pessoas entra em gozo de auxílio
doença acidentário, com afastamento superior a 15 dias. Além disso, por volta de 50 brasileiros a cada
dia deixam o mundo do trabalho por morte ou incapacidade laborativa permanente causadas por
acidente de trabalho”.
É importante ressaltar que, a saúde e a segurança do trabalhador devem ser postas em primeiro
lugar, uma vez ele sendo a mão-de-obra diretamente ligada a produção e/ou serviço, em sua falta ou

85
afastamento, todo o processo produtivo sofrerá ou com atrasos ou com perdas e isso refletirá tanto no
capital quanto na lucratividade da empresa, além é claro da organização poder sofrer sansões legais
dependendo do grau de risco que o seu colaborador tenha sido exposto.
2.3 Normas Regulamentadoras abordadas
As Normas Regulamentadoras foram instituídas ao Capitulo V, título II da CLT através da
portaria de n 3.214 de 08/06/1978 e são relativas à segurança e saúde do trabalho. Atualmente existem
36 NR, nas quais amparam legalmente diversas áreas, como é o caso da ergonomia, amparada pela
NR17 e da saúde e segurança do trabalho, que é amparada pela NR4 que trata do Serviço e
Especializado em Segurança e Medicina do trabalho - SSMT, a NR5 que estabelece a Comissão
Interna de prevenção a Acidentes – CIPA e a NR6, que será o foco no estudo, que trata sobre os
Equipamentos de Proteção individual.
A NR 17 (1978 – Rev. 2007) é a norma regulamentadora da ergonomia, na qual “visa a
estabelecer parâmetros que permitam a adaptação das condições de trabalho às características
psicofisiológicas dos trabalhadores, de modo a proporcionar um máximo de conforto, segurança e
desempenho eficiente”. Esta NR avalia a condição de trabalho desde questões envolvidas com ao
levantamento, transporte e descarga de materiais, ao mobiliário, equipamentos e condições ambientais,
como luminosidade e sonoridade ate a organização do trabalho em si. Para Slack et al. (2002),
entender como os locais de trabalho afetam o desempenho, a fadiga, os desgastes, os danos físicos é
parte da abordagem ergonômica do posto de trabalho.
Sabe-se hoje que, os Equipamentos de Proteção Individual, além de essenciais para o
desempenho de certas atividades, são de utilização obrigatória. A NR 6 é a norma que trata sobre os
equipamentos de proteção individual – EPI’s, e os define como sendo “todo dispositivo ou produto, de
uso individual utilizado pelo trabalhador, destinado à proteção de riscos suscetíveis de ameaçar a
segurança e a saúde no trabalho”.
Como cada local de trabalho possui uma característica particular, cada EPI deve ser utilizado
para que atenda as necessidades e especificidades de acordo com cada ambiente em questão. A fim de
evitar o contato do trabalhador com agentes que prejudiquem sua saúde, a utilização dos EPI’s deveria
ser suficiente para garantir sua proteção e cabe ao empregador assegurar tais equipamentos
(ALMEIDA; VEIGA, 2010).
A Organização Mundial do Trabalho – OIT define que a utilização de EPI’s só pode ser levada
em consideração onde forem identificados riscos e/ou perigos residuais nos quais não puderam ter sido
evitados e/ou controlados por ações coletivas e preventivas.
Um projeto de segurança ocupacional, dentro de uma visão sistêmica,
deve considerar a utilização de EPI, porem sempre como ultima alternativa viável de
proteção ao trabalhador no processo de trabalho, depois que outras medidas
preventivas de segurança tiverem sido tomadas e não houver opção de controle
disponível. (Almeida e Veiga, 2010).
Haja vista que todas as medidas cabíveis de segurança para com os trabalhadores foram
tomadas e mesmo assim o uso dos EPI ainda se mostra necessário, cabe ao empregador disponibilizar
86
e fiscalizar a utilização dos mesmos para com seus funcionários, uma vez que, a não utilização destes,
em caso de acidente, trará graves problemas para a organização.
3. Método de Pesquisa
O presente artigo constitui-se de um aspecto qualitativo de caráter descritivo, uma vez
que, a coleta de dados foi realizada nas condições normais de trabalho sem que o pesquisador
tenha interferido no desenvolvimento das atividades laborais. Primeiramente, foi realizada
uma analise ergonômica do trabalho, na qual, utilizou-se um formulário objetivo para
identificar diferenças entre o trabalho prescrito e o realizado na pratica. Para compor a
analise, utilizou-se de entrevistas com os colaboradores e gerencia, observação in loco,
medições de ruído e temperatura e por fim fotos para ressaltar o relatório final. Foram feitas,
também, observações a fim de identificar os riscos ocupacionais, nos quais, foram constatados
que decorrem da não utilização de equipamentos individuais e coletivos e da não utilização de
utensílios fundamentais para a execução da atividade analisada. Um mapeamento de riscos foi
elaborado para se conhecer o processo de trabalho do local, mensurar os riscos existentes, de
acordo com a classificação específica do ambiente, identificar medidas de prevenção e
proteção, individual e coletiva, e fazer uma análise sobre queixas frequentes, doenças
profissionais e até mesmo acidentes de trabalho ocorridos.
4. Resultados e Discussões
4.1 Aspectos gerais da empresa e descrição da atividade
Esta pesquisa se refere a um estudo de caso feito em uma empresa distribuidora, voltada para
o ramo de vestuário e sexy shop, localizada na cidade de Ananindeua no estado do Pará. A mesma tem
como atividade principal a comercialização de produtos acabados para diversas cidades do estado. O
estudo analisou o setor de estoque da empresa, que conta com 8 (oito) colaboradores distribuídos da
seguinte forma: 1 analista de estoque, 3 conferentes e 4 estoquistas. Neste setor, o trabalho se inicia
com a chegada dos caminhões com os produtos na empresa onde estes são descarregados e
armazenados previamente em um pátio. Em seguida, os funcionários começam a carregar os fardos,
que pesam de 50 a 70 kg, para o estoque da empresa, no qual, cada colaborador carrega em média 25
fardos por dia. Quando os fardos chegam ao estoque eles são desamarrados e as mercadorias são
depositadas em “gaiolas” grandes de ferro. Quem executa toda essa atividade são os carregadores.
4.2 Mobiliários, temperatura e utensílios.
Durante a visita na empresa, notou-se que, o ambiente de trabalho é extremamente
desorganizado e que seu layout dificulta a locomoção dos funcionários e das mercadorias. As
mercadorias geralmente ficam espalhadas pelo caminho o que faz com que os colaboradores desse
setor não utilizem o único carrinho para o transporte das cargas. Moveis como: bancadas, “gaiolas’’
de armazenamento e cadeiras não estão de acordo com as especificações da NR17, o que os torna
inadequados para que os funcionários exerçam suas atividades de forma correta e em segurança”. O
sistema de ventilação além de não amenizar o calor, deixando o local com a temperatura acima de
23ºC, provoca ruídos que vão além do permitido NBR-10152, causando certo desconforto aos
colaboradores.

87
Figura 01 – Setores do estoque. Fonte: Autores (2017)
O transporte das mercadorias é feito manualmente, com carregamento dos fardos sob as
costas, no qual o peso dos mesmos é superior ao peso máximo permitido pela norma regulamentadora,
o que pode acarretar a sérios problemas de saúde. Há disponível 1 (um) carro de mão para o transporte
da mercadoria do setor de descarga para o de estoque, no entanto, devido o espaço não ser organizado
isso acaba dificultando a circulação do carrinho dentro e fora do estoque, uma vez que os fardos de
roupas ficam espalhados pelo chão do estoque e as “gaiolas” de estoque não estão dispostas de
maneira que facilite a circulação dos carros. Notou-se que, o lugar destinado para o armazenamento
das mercadorias não sofre nenhum tipo de manutenção e, já que estas “gaiolas” são feitas de ferro,
com o passar do tempo e com a pressão exercida pelo volume de roupas, algumas pontas de ferro vão
se desprendendo e isso pode provocar desde arranhões simples ate ferimentos mais graves durante o
processo de armazenagem dos produtos. A disposição e altura das “gaiolas” também são fatores que
impulsionam o colaborador a correrem riscos a fim de executar sua atividade.
Figura 02 – Setor de estocagem e deslocamento de mercadorias. Fonte: Autores (2017)
4.3 Equipamentos de Proteção Individual (EPIs)
Durante a realização da pesquisa, pôde-se observar que os colaboradores não possuíam um uniforme
padrão e nem faziam uso dos equipamentos de proteção individual necessários para a realização de

88
suas tarefas. Alguns colaboradores relataram que, varias vezes, já sofreram algum tipo de ferimento
que poderia ser evitado com a utilização de equipamentos como uniformes apropriados para a
atividade desenvolvida e com o mesmo padrão para todos os funcionários, botas para proteção em
caso de impactos, cortes, perfurações ou quedas de utensílios sobre os dedos dos pés, luvas para
proteção e auxilio no carregamento de fardos, caixas e outros materiais e principalmente o uso de
cintas para proteção para a coluna.
Figura 03 – Processo transporte e armazenagem dos produtos. Fonte: Autores (2017)
4.4 Riscos de Acidentes, Ergonômicos e Físicos
TABELA 01 – Problemas e sugestoes para os riscos presentes no setor de estocagem
Classificação do Risco Descrição do Problema Recomendações
Ergonômico
Foi observado que em suas
atividades é exercido trabalho
físico excessivo, pois sua função é
totalmente manual, e estes adotam
posturas incorretas. Os mesmos
alegam sentir dores na coluna, pois
passam grande parte do tempo em
pé carregando “fardos” de
mercadorias, sendo estas atividades
repetitivas.
Sugere-se que, os carregadores façam
uso de cintas de proteção para evitar a
curvaturas na coluna. Evitar
movimentos repentinos que produzam
tensões musculares, pois com o
levantamento rápido dos fardos
podem acarretar em fortes dores na
costa. Realizar mudanças nos postos,
utilizando basicamente de rodízios
das atividades. Fazer pequenas pausas
curtas e frequentes ao longo do
expediente de trabalho.

89
Físico
Foi observado que no local onde
é realizada a atividade de
estocagem a temperatura é
considerada alta, pois não há
ventilação adequada. O local
possui apenas um ventilador na
qual não é suficiente para manter
uma temperatura regular, além
disto, este ventilador produz
ruídos considerados
desagradáveis por parte dos
funcionários que trabalham a
maior parte do tempo neste
setor.
Sugere-se que, a empresa adote novos
meios que possam amenizar a
temperatura do setor de estoque,
instalando climatizadores em pontos
estratégicos, quais estes consigam
resfriar todo o ambiente ou instalarem
mais ventiladores. Para amenização
dos ruídos provenientes do ventilador
seria a troca pelo climatizador ou
fazer manutenções regulares neste
ventilador.
Acidentes
No local estudado observamos
alguns problemas em seu arranjo
físico, pois, as gaiolas de
estocagem estão mal
posicionadas de forma que os
fardos só podem ser conduzidos
manualmente. Estas gaiolas
possuem três níveis de
compartimento, sendo que para
ter acesso ao terceiro eles
utilizam das bordas das
prateleiras para alcança-la.
Foram observados ferramentas
defeituosas e um armazenamento
inadequado, por exemplo, as
prateleiras de estocagem são
feitas com grades de aço que
possuem pontas ponte agudas
que arranham e cortam os braços
dos colaboradores podendo
ocorrer acidentes mais graves. A
iluminação do local foi
considerada inadequada, pois
devido às prateleiras alguns
ambientes não são tão bem
iluminados como deveriam.
Foi sugerida a reformulação no
layout das prateleiras de forma que
possibilite o acesso de
empilhadeiras e melhore a
iluminação presente no local,
efetuar uma manutenção das
prateleiras retirando as pontas e
colocando escadas de auxilio aos
colaboradores para facilite o
acesso ao terceiro compartimento.
Fonte: Autores, 2017

90
4.5 Mapa de riscos
De acordo com o que foi observado, pôde-se constatar que, em relação à área do depósito foi
identificado que há riscos físicos que envolvem temperatura, ruído e humidade, ergonômicos que
dizem respeito a esforços físicos inadequados e posições forçadas além da monotonia, de acidentes
que diz respeito ao arranjo físico inadequado e iluminação e armazenamento 1inadequado e os
químicos no caso de poeira.
Já na área da lanchonete há riscos físicos em relação à temperatura, químico em relação ao gás de
cozinha e ergonômico em relação a posições forçadas e esforço físico. No setor do estoque percebe-se
que, há riscos de acidentes devido ao arranjo físico iluminação e armazenamento inadequados e pelas
ferramentas defeituosas, ergonômicos por conta do esforço físico e posições inadequadas e químicas
principalmente devido a mau cheiro devido ás mercadorias ficarem abafadas e pela poeira.
FIGURA 04 – Mapa de risco do setro de deposito e estoque. Fonte: Autores (2017).
Das medidas que podem ser tomadas para diminuir os riscos nos locais analisados é a
instalação de um sistema de ventilação eficaz que promova um conforto térmico de acordo
com o que a legislação recomenda e que os aparelhos de ventilação recebam manutenção
periodicamente para não causarem um ruído excessivo que venha a comprometer a audição
dos colaboradores em relação a riscos físicos. Já em relação aos riscos ergonômicos é
primordial que os trabalhadores sejam obrigados a utilizar equipamentos de proteção
individual -EPIs- como cintas, luvas e botas bem como mobiliário adequado de acordo com as
NR 17 especificam, para com isso evitar qualquer tipo de acidentes ou doenças futuras. Na
questão do risco de acidentes a reorganização do espaço físico é imprescindível juntamente
com a elaboração de um novo layout para melhor facilitar a locomoção dos trabalhadores em
todos os setores da empresa. Em relação aos riscos químicos, a limpeza com frequência do
espaço é uma medida muito importante não só para as questões de risco químico, mas

91
também de riscos biológicos, uma vez que um ambiente organizacional limpo e arejado se
torna muito mais atrativo ao colaborador.
5. Conclusões Conforme a análise apresentada é necessária que a organização realize melhorias em diversas áreas de
acordo com o sugerido na metodologia (formulário), principalmente nas áreas de transportes de cargas
e armazenamento de mercadorias, uma vez que, o grau de esforço físico no qual os funcionários
realizam é bem alto. A NR detém de varias normas nas quais visam melhoras ao ambiente de trabalho
e seguridade ao colaborador, portanto, uma vez que a empresa siga estas normas, ela além de
respaldar-se e evitar problemas com órgãos de fiscalização do trabalho, também conseguirá muitos
benefícios como, por exemplo: melhores resultados de desempenho dos funcionários, redução de
afastamento devido a acidentes de trabalho, um ambiente organizacional confortável e seguro, dentre
outros. Garantir que seus colaboradores façam uso dos equipamentos de segurança bem como que eles
sigam as normas também é fundamental. O intuito da pesquisa era evidenciar a importância da
aplicação do que apregoa a ergonomia e a segurança do trabalho dentro do ambiente organizacional
analisado, no entanto, por este estudo ter sido feito somente no setor de estoque, recomenda-se que
seja realizada uma análise ergonômica mais aprofundada abrangendo todos os setores da empresa
assim como a utilização de métodos mais preciso como o RULA, para que com isso, aspectos como do
grau de esforço físico que o colaborador exerce bem como aspectos relacionados a postura e
mobiliário, por exemplo, sejam mensurados corretamente e com isso uma intervenção eficaz seja
realizada.
Referências
ABERGO, 2000 - A certificação do ergonomista brasileiro - Editorial do Boletim 1/2000, Associação
Brasileira de Ergonomia. Disponível
em<http://www.abergo.org.br/internas.php?pg=o_que_e_ergonomia>. Acesso em 13 de dezembro de
2017
Almeida, R.A.C.S., & Veiga, M.M. (2010). Processo de trabalho rural e EPIS: discussão sobre
termorregulação corporal. Revista P&D em Engenharia de Produção, 08(02), 29-39.
CHIAVENATO, I. Introdução à teoria geral da administração. 7. ed. Rio de Janeiro: Elsevier Editora
Ltda, 2004.
CHIBINSKI, Marcelo (2011). Introdução à segurança do trabalho. Curitiba: a-Tec Brasil.
FERREIRA, L. S.; PEIXOTO, N. H. Segurança do trabalho I. Santa Maria: UFSM, 2012.
Disponível em <http://docplayer.com.br/4418293-Seguranca-do-trabalho-i-leandro-silveira-ferreira-
neverton-hofstadler-peixoto.html>. Acesso em 13 de dezembro de 2017
IIDA, Itiro (2005). Ergonomia: projeto e produção. São Paulo: Edgar Blucher.
MARQUES, A; MARÇAL, R. F. M; NETO, A. A. B; XAVIER, A. A. P (2007). Aspectos
ergonômicos envolvidos na manutenção em uma empresa de beneficiamento de mármore e granito.
Revista Capixaba de Ciência e Tecnologia, Vitória, n. 2.

92
OLIVEIRA, J. C. (2003). Segurança e Saúde no Trabalho: uma Questão Mal Compreendida. SÃO
PAULO EM PERSPECTIVA, 17(2): 3-12.
SLACK, NIGEL; CHAMBERS,S.; JOHNSTON,R (2002). Administração da Produção. 2ª ed. São
Paulo: Editora Atlas.
VIDAL, M. C. Introdução à ergonomia. Rio de Janeiro. 2009. Disponível em:
<http://www.gente.ufrj.br/ceserg/arquivos/erg001.pdf>. Acesso em 13 de dezembro de 2017
ANEXO A – FORMULÁRIO PARA ANÁLISE ERGONÔMICA OBJETIVA E
PARTICIPATIVA
Data: 17/05/2017 Célula: Estoque Time: Manhã
Título da tarefa/Atividade: Estocagem de Produtos
1. Demanda:
( ) Prioridade a partir do Panorama Ergonômico ( x ) Informe de desconforto pelos trabalhadores
( ) Médico ( ) Pró-ativo ( ) Inspeção ( ) Litígio ( ) Entidades certificadoras ( ) Exigência da
Matriz
( ) Exigência do cliente ou contratante ( ) Outra
2. Descrição geral da tarefa (ou atividade) (ou operação)
A operação se inicia com a chegada do caminhão com os produtos na empresa, onde os mesmos são
previamente armazenados no depósito, em seguida os funcionários dão início no processo de estocagem, onde
cada colaborador carrega em média 20 a 25 fardos por dia, do deposito para o estoque. É importante lembrar
que cada fardo pesa em média 40 a 60 kg.

93
3. Principais aspectos de dificuldades referidos pelos trabalhadores envolvidos na tarefa
- Sobrecarga de produtos;
- Fardos a cima do peso permitido;
- Movimentos repetitivos;
- Fortes dores na coluna;
- Temperatura ambiente acima do permitido;
- Dificuldades para estocar os produtos nas “gaiolas”;
- Não utilizam EPI’s;
- A empresa não disponibiliza uniformes.
4. Sequência de Ações Técnicas, Exigências Ergonômicas e Soluções
Descrição da Atividade
Exigências
Ergonômicas
Partes
do
Corpo
Classifi-
cação da
Exigência
ATN
IMP
DDF
R
AR
Solução Proposta
De acordo com a NR
17.6.1. A organização
do trabalho deve ser
adequada as
características
psicofísiologicas dos
trabalhadores e à
natureza do trabalho a
ser executado.
ANT
Organização do arranjo
físico da área do
depósito
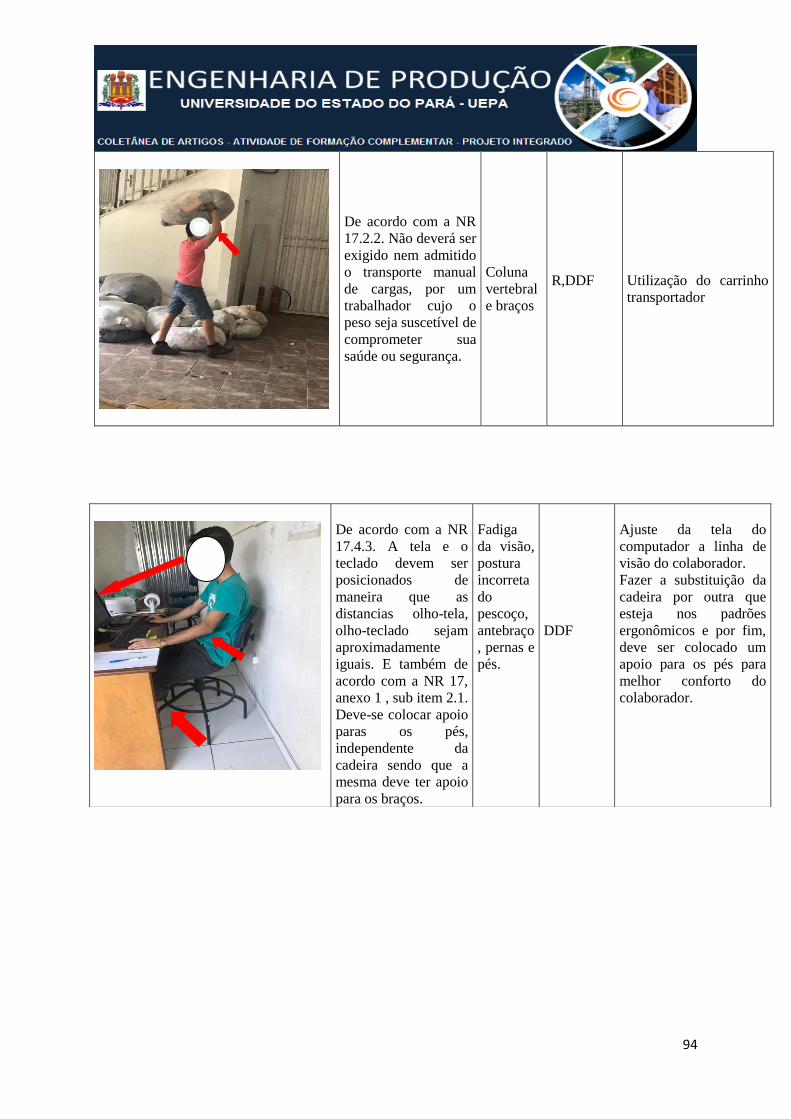
94
De acordo com a NR
17.2.2. Não deverá ser
exigido nem admitido
o transporte manual
de cargas, por um
trabalhador cujo o
peso seja suscetível de
comprometer sua
saúde ou segurança.
Coluna
vertebral
e braços
R,DDF
Utilização do carrinho
transportador
De acordo com a NR
17.4.3. A tela e o
teclado devem ser
posicionados de
maneira que as
distancias olho-tela,
olho-teclado sejam
aproximadamente
iguais. E também de
acordo com a NR 17,
anexo 1 , sub item 2.1.
Deve-se colocar apoio
paras os pés,
independente da
cadeira sendo que a
mesma deve ter apoio
para os braços.
Fadiga
da visão,
postura
incorreta
do
pescoço,
antebraço
, pernas e
pés.
DDF
Ajuste da tela do
computador a linha de
visão do colaborador.
Fazer a substituição da
cadeira por outra que
esteja nos padrões
ergonômicos e por fim,
deve ser colocado um
apoio para os pés para
melhor conforto do
colaborador.

95
De acordo com a NR
17, anexo 2, subitem
8.1. O programa de
saúde ocupacional –
PCMSO, além de
atender a NR 7, deve
necessariamente
reconhecer e registrar
os riscos identificados
na análise
ergonômica.
Braço R
Substituir as “gaiolas”
de estoque de ferro por
outras de material
plástico que não agridem
a integridade física do
funcionário.
De acordo com a NR
17, anexo 2, subitem
8.1. O programa de
saúde ocupacional –
PCMSO, além de
atender a NR 7, deve
Corpo AR
Para evitar que o
funcionário suba nesse
compartimento
arriscando sua
integridade física e sua
vida, deve ser feita a

96
Legenda: D: direito E: esquerdo Ol: olhos Pe: pescoço O: ombro B: braço C: cotovelo Ab: antebraço
Pu: punho T: tronco Co: coluna PP: pernas e pés TC: todo corpo
Legenda: Classificação da Exigência:
ATN (ação técnica normal) IMP (improvável, mas possível) – DDF (desconforto, dificuldade ou
fadiga) – R (risco) – AR (alto risco)
5. Fatores Complementares
Diferença de Método Não há separação de turnos, é apenas uma equipe de
colaboradores desenvolvendo a mesma tarefa
Tempo de Ciclo Produção padrão
Tempo de trabalho Carga horário de 08 horas por dia
Ambiente
Temperatura elevada, arranjo físico desorganizado
Número de peças por turno de trabalho De 20 a 25 peças por trabalhador
Ritmo de trabalho Lento
Fatores de Carga Mental Cumprir ate o final do expediente a tarafa designada para
aquele dia.
necessariamente
reconhecer e registrar
os riscos
identificados na
análise ergonômica.
troca dessas gaiolas de
estoques de três
compartimentos por
outras de apenas um
compartimento com
altura ajustada aos
funcionários

97
6. Fatores de Organização do Trabalho
Pergunta básica ao trabalhador: Você considera que a empresa lhe dá as condições necessárias para
obter os resultados que lhe são cobrados?
Análise do impacto da tecnologia sobre os
trabalhadores
Não possui
Análise do impacto da condição do maquinário atual
sobre os trabalhadores
Não tem auxilio de maquinas
Análise dos aspectos de manutenção sobre os
trabalhadores
Não há politicas preventivas nem ações explicativas
no que tange aos riscos que eles podem correr com o
não cumprimento da norma.
Análise do impacto dos aspectos de material e
matéria prima sobre os trabalhadores
Há poucas ferramentas de auxilio e nenhuma
instrução de como e nem por que utiliza-los.
Análise do impacto dos métodos sobre os
trabalhadores
Os métodos correntes na organização são bem vistos
pelos colaboradores, uma vez que não há uma
supervisão e nem cobrança para bater metas.
Análise do impacto das políticas e práticas
relacionadas à gestão de pessoas sobre os
trabalhadores
Relação entre empregado e empregador é bem
superficial, contudo é vista de maneira agradável por
parte dos colaboradores.
Conclusão quanto ao impacto dos fatores de
organização do trabalho na origem de sobrecarga
para os trabalhadores
Existe sobre carga, contudo a maioria dos
colaboradores estão acostumados com o peso dos
fardos, o que não lhes incomoda diretamente.
Contudo, isso acaba gerando lesões na coluna dos
mesmos.
Detalhamento (segundo a NR-17)
- Impacto das Normas de Produção Inadequado
- Impacto do Modo Operatório Inadequado
- Impacto da Exigência de Tempo Inadequado

98
- Impacto do Ritmo de Trabalho
Inadequado (lento)
- Impacto do Conteúdo das Tarefas
Adequado
7. Evidências: ( ) Vídeo ( x ) Foto ( ) Desenho
8. Instrumentos de Avaliação Complementar
( ) Cronometragem do Dia Típico
( ) Check-list de Couto ( ) Moore e Garg ( ) LPR- Limite de Peso Recomendado – NIOSH
( ) Modelo Biomecânico ( ) Dinamometria eletrônica ( ) EMG de superfície ( ) RULA ( )
REBA
( ) Frequência Cardíaca ( ) Metabolimetria ( ) Índice TOR-TOM ( ) Tabelas da Liberty
Mutual ( x ) Outros
9. Observações
- A empresa não oferece suporte adequado para o seu colaborador desenvolver suas atividades de
forma segura de modo que venha aumentar a eficiência dos mesmos.
- A empresa dispõe de poucos equipamentos de auxilio, porém não são utilizados pelos colaboradores,
os mesmos alegam que o uso desses equipamentos torna as atividades mais lentas.
- A empresa utiliza como fator de motivação a eleição do funcionário do mês, este é eleito por uma
votação interna entre os colaboradores.
- Na última sexta-feira do mês o gerente se reúne com os colaboradores para almoçar e entregar o
certificado e um presente simbólico para o funcionário eleito.

99
10. Conclusão quanto ao risco ergonômico (necessariamente com o consultor de Ergonomia)
Com base nas análises realizadas no setor de estoque da empresa, de acordo com a NR 17 foram verificados
diversos riscos que o colaborador está exposto. Visando a segurança do colaborador é necessário que haja
intervenção ergonômica nesse setor, evitando fadigas, afastamentos e acidentes de trabalho.
11. Critério de Prioridade e Conduta Administrativa
ASPECTOS A SEREM AVALIADOS PONTOS A SEREM ATRIBUÍDOS
Avaliação do risco ergonômico
Sem Risco
(0)
Improvável,
mas
Possível
(1)
Desconforto,
dificuldade
ou fadiga
(2)
Risco
(3)
Alto Risco
(4)
Informações de queixas dos
trabalhadores sobre a exigência da
atividade
Não há (0) Desconforto/di
ficuldade
(1)
Fadiga
(2)
Dor
(3)
Afastamentos
comprovados
relacionados à
função
(4)
Total de pontos: 5
Ação Gerencial:
Nenhuma Acompanhar Intervir/ Adequar Atuação Imediata – Urgente
0 1 2 3 4 5 6 7 8
Frequência: ( ) Rara ( ) Ocasional ( x )Alguma frequência ( ) Muito freqüente
Número de Pessoas Expostas: 5
12. Medidas de Melhoria ergonômica

100
Tipo Prio-
rida-
de
Detalhamento
PE A De acordo com as análises realizadas no setor de estoque da empresa é necessário que seja
implantando um PE (projeto ergonômico), visando conscientizar os colaboradores a utilizar
meios corretos de desenvolver suas atividades no ambiente de trabalho.
OT A Há necessidade de orientação e treinamento para os funcionários, visto que, que a empresa não
realiza qualquer capacitação ou outras atividades relacionadas a ergonomia.
TRF B Visto que os funcionários trabalham com o carregamento de fardos, no período de
aproximadamente 8 horas/dia, é necessário que haja um TRF de acordo com a NR17.
PF B Visto que os funcionários realizam atividades repetitivas e cansativas devido ao peso dos
fardos que os mesmos têm que transportar de um setor ao outro, é necessário que tenha um PF.
Tipo de Solução Ergonômica:
EA - eliminação da ação técnica GE - gestão OT - orientação ao trabalhador
TRF – tempo de recuperação de fadiga PE - projeto ergonômico PF - preparação física / ginástica
laboral
PM - pequena melhoria RT - rodízio nas tarefas (job rotation)
SC - solução conhecida SE - seleção física
Prioridade: A, B, C
13. Medidas visando ao controle do risco ergonômico (na impossibilidade de solução total imediata)

101
- Usar equipamentos adequados para o carregamento de peso do deposito para o setor de estoque.
- Utilização de EPI’s para minimizar os riscos de acidentes no ambiente de trabalho.
- Organização do arranjo físico no ambiente de trabalho.
- Treinamento ergonômico, visando conscientizar os empregados e empregadores, sobre a importância da
utilização de EPI’s, maquinários adequados, postura e organização do ambiente de trabalho.
14. Nome dos membros da força-tarefa desta ANÁLISE ERGONÔMICA
Nome do Funcionário/ Setor/Matrícula Assinatura
Bruno Pereira e Pereira
Igor Farias de Souza
Israel Moreira dos santos
Tassy Waleria Alves
]
Wellignton Antunes Samapaio
15. Discussão/ Aprovação da gerência e supervisão
A análise ainda será apresentada a gerencia.

102
Proposta de um Plano Mestre de Produção como uma janela de suporte à
roteirização de uma panificadora através de uma abordagem combinada
Tarcizio da Silva Barbosa ([email protected] / UEPA)
Yasmim Luana Mafra de Lira ([email protected] / UEPA)
Clelma Feliz Santos ([email protected] / UEPA)
Avylon Silva Santos ([email protected] / UEPA)
Denílson Ricardo de Lucena Nunes ([email protected] / UEPA)
Resumo: Diante do atual cenário econômico é fundamental se tornar competitivo no
mercado buscando também o uso eficiente dos recursos disponíveis, para tal, existem
diversas ferramentas e técnicas que promovem ações de melhoria com diversos custos e
benefícios. O objetivo desta pesquisa foi de propor um modelo de MPS e roteirização para
uma panificadora industrial situada no município de Ananindeua – PA, que possui
particularidades quanto seu modo de produção e distribuição. A metodologia utilizada foi de
caráter quantitativo e qualitativo, bem como usando um estudo de caso para a proposição
dos modelos de planejamento da produção e da distribuição, consultando dados históricos de
venda e rotas diárias. Como resultados foram obtidos o método de previsão que se ajustava
as características do histórico de vendas da empresa, bem como uma lógica de ajustar as
previsões de demanda em relação a frequência de pedidos, tanto em quantidade de pães
quanto na quantidade de dias, para assim elaborar o planejamento mestre que se adeque aos
dias da semana, mostrando a quantidade total prevista do período. Consequentemente a
distribuição será influenciada gerando uma proposta viável e eficiente com base no método
de Clarke & Wright. A partir da proposição do modelo de planejamento da produção e de
roteirização pôde verificar-se que os elementos da distribuição são o suporte vital para a
elaboração do MPS.
Palavras-chave: Plano Mestre de Produção; Roteirização; Panificadora
1. Introdução É inegável o crescimento exponencial da competitividade empresarial no mercado
atual. Desta maneira, analisa-se a necessidade de um planejamento, estratégico e operacional
para obter uma vantagem competitiva sobre outros agregados envolvidos na rede de
produção. Além disso, percebe-se a melhor produtividade e rentabilidade quando tais
estratégias são utilizadas, chegando a melhorar os processos relacionados a sua produção e
gerando lucros mais significativos a organização.
O Programa Mestre de Produção (MPS – Master Production Schedule) está
diretamente relacionado com a chegada a um ponto eficiente da produção, envolvendo
maneiras significativas de planejamento, sendo flexível e adequado a adaptação da
programação da produção. Ademais, o MPS tende a viabilizar a redução do lead time, esta é
sua maior barreira operacional, tornando os processos mais viáveis e produtivos.

103
Não obstante, os métodos de distribuição e roteirização também estão interligados e
interdependentes no processo. Respectivamente, a distribuição auxilia na forma de como será
entregue o produto ao consumidor, de maneira a atender o seu pedido, sendo eficiente e
obtendo resultados promissores do seu serviço. Enquanto que, a roteirização visa encontrar a
melhor forma de entregar o produto ou serviço ao consumidor, analisando as rotas mais
viáveis, reduzindo o tempo e o lead time. A roteirização é uma ferramenta da gestão de
logística e seus métodos de planejamento são: método Clarke & Wright e o método de
Varredura, onde sucintamente tornam as rotas mais eficientes e viáveis.
Consequentemente, o presente artigo visa atingir a finalidade de propor aplicabilidade
em uma fábrica industrial de pães, interligando os dois conteúdos e aplicando-os ao método
de distribuição que a empresa utiliza para entregar seu produto com qualidade e pontualidade.
Tal metodologia será demonstrada por meio da interligação dos processos, desde a produção
até a entrega do produto. Por conseguinte, o objetivo é permitir que melhore e potencialize a
fabricação e a entrega do produto, gerando resultados para a organização.
2. Referencial Teórico 2.1 Programa Mestre de Produção (Master production schedule – MPS)
No ambiente de PCP, o planejamento agregado determina os recursos comuns das
famílias de produtos que estarão disponíveis para serem produzidos em determinado período
diante do horizonte de tempo que fora planejado. A partir deste raciocínio podem existir
propostas formais para um processo de desagregação.
Segundo LUSTOSA et al. (2008), geralmente, dependendo da empresa e dos aspectos
envolvidos, fazem esta desagregação de modo informal em reuniões mensais discutindo os
dados e as alternativas viáveis e necessárias até chegarem a uma decisão que se torna a base
de toda a programação da produção.
Para FERNANDES (2010), o Programa Mestre de Produção (MPS – Master
Production Schedule) é a primeira das atividades de controle da produção propriamente dita,
ou seja, seu objetivo é definir qual, quanto e quando determinados produtos serão produzidos
ao longo de um horizonte de tempo. A geração do MPS pode ser feita a partir da
desagregação do plano agregado, da estimativa da demanda para produtos finais ou então da
carteira de pedidos. De forma simples, o MPS é o elo entre o planejamento tático e o
planejamento operacional, portanto o plano mestre deve ter flexibilidade suficiente para se
adaptar a estas diferenças.
Vale ressaltar que o MPS trabalha com um horizonte de curto prazo, porém como a
grande maioria dos autores encara o MPS como sendo de vários meses, o resultado é a divisão
do horizonte de planejamento em três: plano flexível, plano firme e plano congelado. A
grande dificuldade de aplicação do MPS está em se trabalhar com um longo horizonte de
tempo, gerando grandes leadtimes tanto na cadeira de suprimentos quanto na produção, esta
dificuldade pode ser solucionada nos esforços em reduzir estes leadtimes.
Geralmente a literatura faz uso do registro básico do MPS mostrada na figura 1 para a
obtenção do mesmo. Neste registro constam as unidades de tempo (semanas) representada
pelas colunas e as linhas representam os dados de entrada como: o estoque, o MPS gerando e
a quantidade disponível. para promessa.

104
FIGURA 1 – Registro básico do MPS. Fonte: Adaptado Fernandes (2010).
O registro básico do MPS pode ser influenciado por certos parâmetros que afetam
diretamente os dados registrados, que são: tamanho do lote de produção, o estoque de
segurança e o time fence. Parâmetros como a definição de um tamanho específico de lote de
produção pode ser exemplificado com um lote econômico de comprar (LEC) ou então a
definição de um lote mínimo. Já parâmetros como estoque de segurança pode ser
exemplificado com a definição de um estoque mínimo para o PCP, de uma forma geral, se
precaver das possíveis incertezas na demanda e no fornecimento de suprimentos.
(FERNANDES; GODINHO, 2010).
Segundo ARRUDA (2005), a lógica para a geração do plano mestre parte de
apurações sucessivas de diversos fatores que se correlacionam com a produção. O MPS é
calculado tomando como ponta pé o estoque inicial que é somado ao que já estava
programado para ser produzido naquele período e subtraindo, para o mesmo intervalo, o
maior valor entre a previsão de demanda e a carteira de pedidos. A partir deste ponto é
calculada então as faltas detectadas na disponibilidade que foi projetada, sempre considerando
o tamanho do lote e o estoque de segurança.
De forma simples, o MPS pode ser gerado a partir de 3 maneiras distintas: MPS via
congelamento do plano desagregado; MPS via previsões semanais e individuais; MPS via
carteira de pedidos. Vale ressaltar que a diferença entre as formas de congelamento e
previsões semanais são em relação as previsões para itens individuais necessários em cada
uma delas. Uma forma prática de entender a geração do MPS e suas formas e assimilar as
estratégias de produção (MTS, ATO, MTO, RTO e ETO) com as estratégias citadas acima.
0 1 2 3 4 5 6 7 8
Previsão de Demanda Independente
Pedidos em Carteira
Demanda
Estoque (Atual Disponível)/Projetado I o
Disponível para Promessa (ATP)
Programa Mestre de Produção (MPS)
Item: XXXXXXXXXXXX
Períodos

105
Itens MTS e módulos ATO
MPS via congelamento do plano desagregado de produção
MPS via previsões semanais individuais - estratégia de nivelamento da produção
MPS via previsões semanais individuais - estratégia de acompanhamento da demanda
MPS via previsões semanais individuais – uso de programação matemática
Itens finais ATO e itens MTO, RTO e
ETO
MPS via exclusivamente carteira de pedidos - estratégia de acompanhamento da demanda
MPS via exclusivamente carteira de pedidos – uso de programação matemática e/ou heurística
FIGURA 2 – Possíveis formas de geração do MPS para cada estratégia de resposta a demanda. Fonte: Adaptado
Fernandes (2010).
Em suma, os valores iniciais do MPS gerado guiam o programador através de outros
ambientes estratégicos que de relacionem melhor com a realidade, e por meio de outros
mecanismos interligados ao processo, como a distribuição de produtos, poderiam auxiliar na
formulação e refinação de estratégias para a adequação do plano mestre.
2.2 Distribuição
A distribuição física é a relação entre um fabricante e seu consumidor, onde a
distribuição se encaixa como um intermediário nessa relação. O objetivo da distribuição é
somente levar os produtos de um para o outro visando o menor custo. Dentro da distribuição
há varias maneira de ser realizado o transporte dos produtos como: rodoviário, ferroviário,
aéreo, aquaviário e por meio de dutos (para casos específicos de gás, agua e etc.).
Se deparando com essas modalidades de transporte o responsável pela parte da
distribuição deverá analisar qual sistema é o mais adequado para a sua rota, considerando os
custos e também o tempo da entrega.
A distribuição é a forma como levaremos um produto tendo em consideração os vários
caminhos que o produto precisa percorrer até chegar no consumidor final. Com isso o canal
de distribuição “é a combinação de instituições pelas quais o vendedor vende produtos ao
consumidor final” (CASTIGLIONI, 2011).

106
Existem alguns componentes de distribuição que devem ser considerados como:
instalações fixas, se há um centro somente encarregado pela distribuição (CD), mais
especificamente um local para estoque de produtos a serem distribuídos; veículos, quantos
carros estão disponíveis para distribuição; hardware e software, para escolha da melhor rota
disponível; custos, valores que serão desembolsados para a execução da distribuição e por fim
o pessoal necessário para a operação, que devem ser treinados de acordo com a necessidade
da operação de distribuição.
As distribuições são feitas de “um para um”, no qual a rota tem apenas um destino que
pode ser outro CD, ou apenas um varejista. Nesse tipo de distribuição há diversos fatores que
influenciam a sua logística, veja alguns deles: distância entre o CD e o local de destino; a
velocidade para chegar ao destino; tempo de carga e descarga; quantidade de produtos; a
densidade do carregamento, que pode afetar o tipo de veículo a ser utilizado na hora do
transporte; fragilidade; periculosidade, na qual se deve atentar para uma rota com o mínimo
de riscos e custos totais.
O sistema “um para muitos” também chamado de Distribuição Compartilhada, é o
sistema em que há apenas um CD e mais de um destino, e tendo a necessidade de ter um
roteiro pré-determinado. A escolha do veículo nesse caso leva em consideração os fatores
como a distância das zonas, o tempo médio entre as paradas, a quantidade de mercadorias e a
velocidade média do percurso.
Novaes (2007) exemplifica a escolha do veículo, onde uma empresa que aloca um
veículo de maior tonelagem para um determinado roteiro. E se o veículo for totalmente
carregado, ao fim do dia no seu retorno ele provavelmente voltará com uma parte da carga,
devido ao fato de que não haverá tempo suficiente para completar as entregas. Uma
alternativa para o problema seria não colocar tanta carga no caminhão, outra seria a escolha
de um veículo menor e que por consequência tenha um custo menor, assim como esse mesmo
veículo de menor capacidade ser alocado para uma rota mais rápida, saindo do CD cheio
provavelmente voltaria vazio.
2.3 Roteirização
A roteirização é a forma como uma empresa irá levar um produto ou serviço até o seu
consumidor, e essa escolha de rota pode ser feito da maneira mais econômica possível,
levando em consideração aspectos como a geografia, quantidade de produtos e tempo. A
redução dos custos envolvidos na roteirização afeta a qualidade na entrega, na
competitividade da empresa, podendo afetar direta ou indiretamente na tomada de decisão dos
gerentes. A roteirização é uma ferramenta da gestão de logística, no qual o transporte
representa cerda de dois terços dos custos logísticos totais.
Através dessa ferramenta é possível selecionar o tipo de veículo adequado, planejar
rotas e vendas, reduzir o consumo de combustível e melhorar o serviço prestado, sendo ela
uma forma de planejar a ordem ou sequência de determinadas paradas ao longo de um
percurso de entrega, podendo variar de acordo com o volume de entregas, o tempo de chegada
dessas entregas e a localização geográfica.
Os métodos de planejar a roteirização mais comum são: método Clarke & Wright e o
método de Varredura, através do qual se busca obter uma rota mais eficiente possível, vale
ressaltar que elaborar a melhor opção de rota não adota uma forma padrão, devido ao fato de
que cada problema ter restrições diferenciadas.

107
O método Clarke & Wright foi criado 1963, seu uso é comum em problemas isolados,
sendo bastante utilizada em softwares para roteirização. É uma ferramenta eficaz utilizada
anteriormente que trouxe benefícios para as empresas que se valeram do método, sendo ela
mais que preciso que o método de varredura. O método de varredura é mais simples em
relação ao método anteriormente citado, ele divide as paradas em setores, ou seja, regiões a
serem visitadas. Em cada setor uma rota incluindo as paradas dessa área, indo assim até que
todos os setores sejam visitados considerando apenas a capacidade do veículo e o ponto mais
próximo.
Para a roteirização de veículos o método Clarke e Wright é mais confiável, com cerca
de 2% de erro, ele é para casos com restrições, como o tempo. Considerando um CD com dois
destinos i e j, no qual ele faz entrega no destino i volta ao CD recarrega e depois se encaminha
ao destino j, assim sendo:
L=2 ×dD,i+2×dD,j (1)
O método propõe juntar os dois clientes i e j em uma mesma rota, ficando assim:
L'=dD,i+di,j+dD,j (2)
Desse modo esse roteiro há uma economia de percurso que é a diferença entre as
distancias (L-L') no qual o autor chama de ganho:
gi,j=L-L^'=dD,i+dD,j-di,j (3)
Resumindo através da roteirização é possível reduzir os custos logísticos, melhorar o
nível da qualidade do serviço usando os métodos acima citados selecionando a melhor rota
considerando a geografia e a demanda do produto, ou seja, dentro das várias estratégias
utilizadas pela empresa, definir a rota de distribuição de forma eficiente pode funcionar como
uma janela de suporte para estas estratégias a fim de garantir melhores resultados de
produção, aumento do nível de serviço e alta competitividade de mercado.
3. Metodologia
A pesquisa realizada de as abordagens quantitativa e qualitativa e usou-se os seguintes
procedimentos: a pesquisa teórica e o estudo de caso. A pesquisa teórica foi realizada com o
objetivo de orientar a equipe de trabalho a respeito dos temas de Plano Mestre de Produção,
distribuição e roteirização. O estudo de caso foi usado como forma de o entendimento da
situação de uma empresa atuante no setor de fabricação de pães que possui particularidades
nos seus pedidos e na sua distribuição. Esta empresa foi selecionada por amostragem não
probabilística e intencional.
Foram analisados os dados históricos de vendas do pão tipo hambúrguer de oito
semanas para 37 clientes. O processo de previsão de demanda e de elaboração do MPS foi da
seguinte maneira: a) a soma da quantidade de pães por semana de cada cliente; b) a
elaboração da previsão de demanda com base na suavização exponencial simples; c) análise
da quantidade de pedidos de cada cliente; d) análise da frequência de pedidos de cada cliente
para cada dia da semana; e) a soma da quantidade total para cada dia da semana para o
preenchimento do campo de “Previsão de demanda independente”. A principal fonte de dados
para a realização deste trabalho foi o caderno de registro de vendas.
108
4. Estudo de caso
Partindo-se da revisão da literatura que apresentou conceitos sobre o programa mestre
de produção (MPS), distribuição e roteirização, apresenta-se o estudo de caso propriamente
dito, onde será apresentado um breve resumo do processo de produção e da logística de
distribuição de produtos em uma panificadora situada na região de Ananindeua-PA.
4.1 A empresa e o processo de fabricação estudado
A panificadora tem em média 50 clientes distribuídos de maneira não uniforme pela
região do município de Ananindeua. A empresa trabalha com cinco tipos de pães
(hambúrguer, chá, forma, x-tudo e pão francês) e a quantidade a ser produzida é de acordo
com os dias da semana e os locais onde serão distribuídos, ou seja, a produção do depende
diretamente da rota diária.
A empresa funciona com a produção da quantidade de pães no dia anterior a entrega,
por exemplo, o pão de sexta feira é feito na quinta feira, trabalhando assim com antecipação
para que os pães cheguem prontos para serem utilizados e facilitando também o transporte. Já
a distribuição dos produtos é feita a partir de dois veículos, variando o uso conforme as
necessidades de economia com custos de transporte e a quantidade média de pães. A partir
das análises feitas sobre a programação da produção e a distribuição de seus produtos será
proposto um programa mestre de produção que tem como principal suporte de entrada os
dados da distribuição.
4.2 Proposta do Plano Mestre de Produção
A partir da análise de dados históricos de oito semanas de vendas do pão hambúrguer
foi possível realizar uma previsão de demanda semanal do tipo séries temporais com a
suavização exponencial simples para 37 clientes. Somou-se a quantidade pães do tipo
hambúrguer da semana e com isso verificou-se como os coeficientes de alfa se comportavam.
A escolha do coeficiente de alfa se deu com a observação do erro médio elevado ao quadrado,
o alfa que apresentava menor erro era o escolhido para previsão do próximo período. A
escolha dos métodos de previsão e da análise dos erros pode ser encontrado em Fernandes
(2010).

109
FIGURA 3 – Previsão de demanda feita por cliente. Fonte: Autores (2017).
Vale ressaltar que os períodos do MPS são compostos pelos sete dias da semana, ou
seja, a previsão para o próximo período levou em consideração a semana toda. Para que a
previsão pudesse ser decomposta em dias foram observadas a frequência da quantidade de
pedidos do cliente. O resultado da previsão de menor alfa foi divido pela frequência da
quantidade de pedidos do pão hambúrguer para se obter uma média da previsão diária dos
pedidos do cliente.
FIGURA 4 – Fluxograma da decisão arbitrária do preenchimento da frequência de pedidos. Fonte: Autores
(2017).
Para poder chegar na quantidade total de pães do tipo hambúrguer a serem inseridas na
previsão de demanda independente do Plano Mestre de Produção observou-se também com
que frequência em relação ao dia da semana os clientes efetuavam seus pedidos.
Alfa Alfa Alfa
Quantidade Previsto Erro Erro² Previsto Erro Erro² Previsto Erro Erro²
18 18,00 0,00 0,00 18,00 0,00 0,00 18,00 0,00 0,00
20 18,00 2,00 4,00 18,00 2,00 4,00 18,00 2,00 4,00
20 18,40 1,60 2,56 19,00 1,00 1,00 19,60 0,40 0,16
26 18,72 7,28 53,00 19,50 6,50 42,25 19,92 6,08 36,97
15 20,18 -5,18 26,79 22,75 -7,75 60,06 24,78 -9,78 95,73
20 19,14 0,86 0,74 18,88 1,13 1,27 16,96 3,04 9,26
23 19,31 3,69 13,60 19,44 3,56 12,69 19,39 3,61 13,02
27 20,05 6,95 48,30 21,22 5,78 33,42 22,28 4,72 22,29
21,44 Erro Méd. 18,62 Erro Méd. 19,34 Erro Méd. 22,68
4,29 5
01/10 a 07/10
Frequência de 5
11/09 a 17/09
18/09 a 24/09
25/09 a 31/09
21/08 a 27/08
28/08 a 03/09
04/09 a 10/09
Previsão de Demanda Para o Pão Hamburg por Semana Para o Cliente: Alan (Guajará)
Dados 0,2 0,5 0,8
Período
14/08 a 20/08

110
FIGURA 5 – Frequência de pedidos por dia da semana de cada cliente. Fonte: Autores (2017).
SEG TER QUA QUI SEX SÁB DOM
Alan (Guajará) 5 5 5 5 5 5 5
Big Mengão 11 11 11
Diana (Icuí) 3 3
Vânia (Submarino Lanches) 1 1
Welder 3 3 3 3 3 3 3
Paulo Lanches 4 4 4 4 4 4
Blau's 2 2 2
Alexandre (MC Lanches) 2 2 2 2 2 2
Sandro (Brokadus) 3 3 3
Gabriel 4 4 4 4 4
Free Lanches 3 3 3 3 3
Jofre's 5 5 5 5
Me Come (Shiley) 3 3 3 3 3
Lena Lanches 1 1 1 1 1
Mega Lanches 2
Fabrício 2 2
Silvana (Pizzaria) 3 3
Acre 2 2 2
Andréia 2 2 2
Airton 3 3 3 3 3 3 3
Nadia (Sanduba's) 4 4 4 4 4
Bossa Nova 3
Piriquto's Burg 3 3
Ricardo Tapajós 4 4
Hélio 6 6 6 6
Flávio (Cordeiro de Farias) 9 9 9
Edgar Lanches (Sideral) 9 9 9 9
João Paulo 9 9 9
D. Anan 7 7 7
Denilson 6 6 6 6
Geovani 3 3 3
Alexandre (Sideral) 4 4
Renan (Scoobynho) 7 7 7 7
Sr. Francisco 8 8 8
Maná Lanhces 8 8 8 8
Tango 3 3 3
Cintia 8 8
ClienteDia da Semana
Total 68 64 79 53 121 152 53

111
A frequência dos pedidos em relação aos dias foi preenchida com a quantidade
prevista para cada dia da semana por cliente para assim fazer a soma das necessidades de cada
dia da semana e preencher o MPS. Vale ressaltar que o resultado da previsão semanal divido
pela frequência da quantidade de pedidos foi arredondada para o maior valor arbitrariamente e
sem nenhuma regra de arredondamento, visto que em algumas ocasiões os clientes poder
fazer pedidos inesperados. Com a quantidade total por dia da semana prevista foi possível
elaborar o MPS.
FIGURA 6 – MPS preenchido com base nas necessidades diárias. Fonte: Autores (2017).
Vale ressaltar que a empresa em questão não trabalha com pedidos em carteira, lote
econômico, lote mínimo ou estoque de segurança. Como a demanda é o máximo entre a
previsão e os pedidos, por consequência a demanda e o MPS será a própria previsão.
A partir do método de previsão e do planejamento de produção proposto pelo MPS
pode-se articular de forma mais eficiente como a distribuição do pão pode ser feita com base
em ferramentas de roteirização que visem a quantidade a ser distribuída, a rota e o tempo.
4.3 A proposta de roteirização
O método se inicia com a junção de dois pontos chamados de nós, calcula-se o seu
ganho e em seguida os ordenam em forma decrescente, e depois tem-se as seguintes etapas:
Etapa 1: Juntar os pontos (clientes) em dois e calcular os ganhos conforme a equação 3.
Etapa 2: Ordenar i e j em relação aos ganhos de forma decrescente.
Etapa 3: Deve-se começar com primeira combinação de dois nós com maiores ganhos.
Etapa 4: Verificar se os pontos (i, j) escolhidos não fazem parte de um roteiro que já
começou.
Para isso tem-se as seguintes regras:
Se i e j não fazem parte de nenhum roteiro previamente iniciado, pode-se
começar com os dois pontos;
Verificar se i já pertence a um roteiro, e se já, verificar também se ele é o início
ou o fim da rota, se em um dos resultados for combinável com a próxima rota,
pode-se ligar um ponto no outro (o que estiver livre e não pertencer a outa
rota). Fazer a mesma verificação para j, e se nenhum dos dois ocorrer essa
condição deve-se passar para o item (c);
Se os pontos (i e j) já pertencem a um roteiro, só que diferente, verificar se as
pontas são do mesmo roteiro, ser sim deve-se unir os dos roteiros em um só,
caso não, deve-se passar para o item (d);
Se os nós i e j pertencerem a uma mesma rota, deve-se passar para a etapa 5.
0 1 2 3 4 5 6 7
Previsão de Demanda Independente 68 64 79 53 121 152 53
Pedidos em Carteira 0 0 0 0 0 0
Demanda 68 64 79 53 121 152 53
Estoque (Atual Disponível)/Projetado 3 0 0 0 0 0 0 0
Disponível para Promessa (ATP)
Programa Mestre de Produção (MPS) 65 64 79 53 121 152 53
Item: Pão HamburgPeríodos

112
Etapa 5: Toda vez que um ponto for aceito ou unido, deve-se analisar se as restrições de
tempo e capacidade, se não ultrapassar os limites deve-se aceita-las.
Etapa 6: A determinação das rotas termina quando todos os pontos são incluídos no roteiro.
Após as previsões de demanda diárias de acordo com cada cliente do dia serem
realizadas, o problema de roteirização será analisado para definir a melhor solução em
adequar as rotas com clientes mais próximos e também conseguir nivelar o MPS para que
tenha uma produção constante. Ou seja, através da previsão de demanda é gerado o MPS para
se realizar a melhor forma da distribuição dos pães.
O problema de roteirização será adaptado ao método Clarke e Wright, com restrições
de demandas, em uma região de entrega a demanda tem que ser nivelada, não ultrapassando o
limite previsto. Ou seja, o método será aplicado em uma determinada área, depois deve-se
olhar para a soma do MPS que será designado para essa região, que será uma restrição para a
distribuição, essa soma não poderá ultrapassar o valor determinado anteriormente em
conjunto com o setor de PCP, para que haja um equilíbrio na produção.
Após analisar a roteirização da empresa em questão, será proposta uma comparação
com rotas que a empresa realiza empiricamente com base na sua própria demanda de
produção e a outra rota que ela realizará empiricamente, só que com o MPS proposto neste
trabalho. Com o objetivo de analisar diferenças entre elas e verificar se houve melhorias no
quesito tempo, e produção em relação ao MPS. A nível de comparação de tempo deve-se
atentar para qual rota é mais rápida, comparar por exemplo se a rota realizada pelo método é
mais rápida do que a feita pelo funcionário responsável na empresa que tem experiência. E em
relação ao MPS, qual rota proposta é mais adequada para que ele se encaixe na produção.
5. Considerações finais
O objetivo do presente trabalho foi propor um modelo de planjemaneto desagrado da
produção que depende diretamente da distribuição feita de seus produtos. Foi proposto o
modelo de MPS e de roteirização em uma panificadora industrial que fornece apenas pães
para clientes secundários com o intuito de tornar este processo mais eficiente e a empresa
mais competitiva.
O Planejamento Mestre de Produção possibilitou a identificação e analise da maneira
como é feita as previsões de demanda, a distribuição destas previsões para cada cliente, a
alocação da quantidade de pães de acordo com a frequência de pedidos alinhando assim com
os períodos do MPS. Juntamente com a equipe de trabalho analisou-se também a possível
elaboração de um roteiro de distribuição que leva em consideração a quantidade de pães a
serem transportadas, a localização dos clientes e distância entre eles, já que esta roteirização é
um importante suporte na elaboração do plano mestre. Vale ressaltar que outras ferramentas
de planejamento e controle da produção podem auxiliar a empresa em certos aspectos
produtivos como a gestão de estoque, a gestão dos materiais para produção dos pães e os
sistemas de coordenação de ordens.
Este trabalho contribui para uma maior compreensão e divulgação, tanto no meio
acadêmico quanto no meio empresarial, do Planejamento Mestre de Produção e dos métodos
de roteirização em ambientes de produção, característicos da empresa estudada. Ressalta-se
também, que este trabalho, faz parte da disciplina do eixo de extensão que visa a união das
áreas do curso de engenharia de produção para compreender a dinâmica conceitual e prática

113
destes assuntos. Sugere-se, para pesquisas futuras testar outros métodos de previsão da
demanda, o uso de softwares especializados em varredura e roteirização, e o desenvolvimento
de um modelo matemático que vise reunir os parâmetros do MPS com a distribuição.
Referências ARRUDA, D. M [et al.]. Planejamento mestre de produção: entendendo o problema e propondo solução através
de uma abordagem combinada. In: II SIMPÓSIO DE EXCELÊNCIA EM GESTÃO E TECNOLOGIA –
SEGET. Rio de Janeiro, 2015. Anais eletrônicos... Rio de Janeiro: EADB, 2015. Disponível em:
<https://www.aedb.br/seget/artigos2005.php?pag=6>. Acesso em: 06 nov. 2017.
CASTIGLIONI, José Antônio de Mattos. Logística operacional guia prático. São Paulo: Editora Érica Ltda.,
2011.
FERNANDES, Flavio Cesar Faria. GODINHO, Moacir Filho. Planejamento e controle da produção: dos
fundamentos ao essencial. São Paulo: Atlas, 2010.
JUNIOR, C. A. M [et al.]. O papel da roteirização na redução de custos logísticos e melhoria do nível de serviço
em uma empresa do segmento alimentício no Ceará. In: XX CONGRESSO BRASILEIRO DE CUSTOS. Minas
Gerais, 2013. Anais eletrônicos... Minas Gerais: CBC, 2013. Disponível em:
<https://anaiscbc.emnuvens.com.br/anais/article/view/186>. Acesso em: 10 nov. 2017.
LUSTOSA, Leonardo [et al.]. Planejamento e controle da produção. 4. ed. Rio de Janeiro: Elsevier, 2008.
NOVAES, Antônio Galvão. Logística e gerenciamento da cadeira de distribuição. São Paulo: Editora CAMPUS,
2007. 303-330 p.
NOVAES, Antônio Galvão. Logística e gerenciamento da cadeira de distribuição. São Paulo: Editora CAMPUS,
2007. 241-274 p.
TOIGO, R. [et al.]. Sistema de roteirização de entregas. Hífen, v. 31, n. 59/60, 2007.

114
ANÁLISE ERGONÔMICA DO TRABALHO E MAPEAMENTO DOS
RISCOS NO SETOR DE HIGIENIZAÇÃO DE UMA CLINICA
VETERINÁRIA E PET SHOP
Tassya Jovita Silva de Almeida ([email protected] / UEPA)
Yuri Dias Rocha ([email protected] / UEPA)
Resumo: O Presente trabalho teve como objetivo principal a identificação de riscos ocupacionais, em
uma clínica veterinária e pet shop, no setor de banho e tosa, localizada na cidade de Castanhal-Pa. A
metodologia empregada foi de caráter exploratório sendo utilizada duas ferramentas da Ergonomia e
segurança do trabalho: Analise Ergonômica do Trabalho e Mapeamento de riscos. Após a aplicação
de ambas as ferramentas observou- se a prevalência dos riscos físicos e ergonômicos como causas
principais dos desconfortos, irritações e possíveis afastamentos por lesões físicas. Com o intuito de
sanar os problemas encontrados foi sugerido a implementação de políticas de conscientização do uso
de EPI’s, fornecimento de equipamentos de proteção e algumas alterações no mobiliário.
Palavras-chave: AET; Mapeamento de Riscos; Banho e tosa.
1. Introdução
A indústria pet brasileira foi responsável por um faturamento de mais de R$ 18,9 bilhões em 2016.
Segundo a ABINPET (Associação Brasileira da Indústria de Produtos para Animais de Estimação) o
crescimento do setor foi de 4,9% sobre o ano anterior, ficando em terceiro lugar absoluto no mercado
mundial, atrás apenas dos Estados Unidos e Reino Unido. Tais dados devem ao fato de o Brasil ser o
quarto país no ranking de população de animais de estimação no mundo, com aproximadamente 132,4
milhões de pets, de acordo com o Instituto Brasileiro de Geografia e Estatística (IBGE). Esse
contingente movimenta um setor que, em 2015, chegou a ocupar 0,37% do PIB nacional, número
superior ao dos componentes elétricos e eletrônicos e automação industrial.
Muitas destas lojas, além de comercializar produtos para animais domésticos de pequeno e médio
porte, também oferecem serviços tais como de banho e tosa. Assim como a maioria dos setores de
prestação de serviços, os estabelecimentos de Pet Shop no Brasil necessitam de formas de
planejamentos relacionados ao conforto, segurança e desempenho da atividade, logo torna-se
extremamente importante a adoção de medidas ergonômicas, técnicas de prevenção de acidentes
voltados ao ambiente de trabalho, ao arranjo físico das mobílias, a disponibilidade de EPI’s e à postura
dos colaboradores.

115
Com base nos fundamentos de ergonomia e segurança no trabalho e suas aplicações práticas, o
presente trabalho teve como objetivo a identificação de possíveis riscos relacionados a execução do
trabalho, por meio de uma análise ergonômica do trabalho (AET) e de um mapeamento de riscos (MP)
em uma clínica veterinária e pet shop, localizada na cidade de Castanhal-PA, que oferece serviços
como, consulta, vacinação, banho, tosa e venda de produtos para animais de estimação.
2. Referencial Teórico
2.1 Ergonomia
Segundo Itiro Iida (2005) ergonomia é o estudo da adaptação do trabalho ao homem. O trabalho aqui
tem uma acepção bastante ampla, abrangendo não apenas aqueles executados com máquinas e
equipamentos, utilizados para transformar os materiais, mas também toda a situação em que ocorre o
relacionamento entre o homem e uma atividade produtiva. Ela busca solucionar os desequilíbrios
relacionados ao colaborador e às suas ferramentas na produção de um determinado bem ou serviço,
para então obter o seu melhor funcionamento e consequentemente melhor produtividade.
A ergonomia moderna segundo Vidal (2007), atua em três frentes principais: ergonomia física,
ergonomia cognitiva e ergonomia organizacional. Os três campos não devem ser analisados de forma
separada, já que, para ocorrer uma melhoria na organização é necessário que se relacione estes
aspectos de forma conjunta. A figura 1 ilustra os três campos da ergonomia moderna.
Figura 1 – Campos da Ergonomia Contemporânea. Fonte: Vidal (2007)
2.2 Análise ergonômica do trabalho
A Análise Ergonômica do Trabalho (AET), segundo Feitosa & Moreira 2005, é uma ferramenta que
busca fornecer de forma sistemática as instruções aos postos de trabalho e ao ambiente em que este
está inserido, com o objetivo de identificar os pontos que requerem melhoria. A AET também
possibilita avaliar a ação das mais importantes condicionantes que podem afetar o trabalho e o
contexto organizacional.

116
De forma geral, a AET se divide em cinco etapas: análise da demanda; análise da tarefa, análise da
atividade, diagnóstico e recomendações.
2.2.1 - Análise da demanda
A análise da demanda procura entender a natureza e a dimensão dos problemas apresentados, que
podem possuir diversas origens, tanto da gerencia, como dos trabalhadores ou sindicatos (IIDA, 2005).
De forma geral, ela é o ponto inicial para a EAP, onde se delimita o problema e os atores sociais
envolvidos.
2.2.2 - Análise da tarefa
“A tarefa é um conjunto de objetivos prescritos, que os trabalhadores devem cumprir. Ela corresponde
a um planejamento do trabalho e pode estar contida em documentos formais, como a descrição de
cargos” (IIDA, 2005). Sendo assim, a análise da tarefa considera não apenas o trabalho em si, mas
também as condições em que o trabalhador está inserido, analisando os riscos ambientais existentes,
que podem ser: riscos físicos, químicos, biológicos e ergonômicos
2.2.3 Análise da atividade
Segundo Iida (2005), A atividade avalia o comportamento do trabalhador quando o mesmo
está executando a tarefa, ou seja, o modo como ele realiza o trabalho para atingir os objetivos
da sua tarefa. A atividade se relaciona com dois fatores distintos, os fatores internos e os
fatores externos. Os internos são ligados aos trabalhadores como: idade, sexo, motivação,
fadiga, sono e etc. e os externos são relativos às condições em que as atividades são
executadas tal como, o conteúdo do trabalho, organização do trabalho e meios técnicos.
2.2.4 Diagnostico
O diagnóstico objetiva encontrar as causas do problema observado, englobando os diversos fatores
relacionados ao trabalho e com a empresa que têm influência sobre a atividade (IIDA, 2005). Após a
observação dos pontos de melhoria, reúne-se os dados colhidos e se interpreta-se os resultados acerca
da atividade, para posteriormente agir. E é com base nos dados o pesquisador poderá ter propriedade
para possivelmente chegar a um diagnóstico.
2.2.5 Recomendações
As recomendações estão relacionadas as medidas que devem ser tomadas para a resolução do
problema diagnosticado. Tais recomendações devem estar de forma clara e especificada, descrevendo-
se todas as etapas necessárias para resolver o problema. Se for preciso, devem ser acompanhadas de

117
figuras com detalhamentos das modificações a serem feitas em máquinas ou postos de trabalho
(IIDA,2005).
A Figura 2 representa um resumo para o esquema da metodologia da AET.
Figura 2- Resumo AET. Fonte: Santos e Fialho (1995).
2.3 Implantação do mapa de riscos
Conforme a Portaria nº 05, de 17 de agosto de 1992, do Ministério do Trabalho e Emprego, a
elaboração do Mapa de Riscos é obrigatória para empresas com grau de risco e número de empregados
que exijam a constituição de uma Comissão Interna de Prevenção de Acidentes.
O Mapa de Riscos é a representação gráfica dos riscos de acidentes nos diversos locais de trabalho,
inerentes ou não ao processo produtivo, devendo ser afixado em locais acessíveis e de fácil
visualização no ambiente de trabalho, com a finalidade de informar e orientar todos os que ali atuam e
outros que, eventualmente, transitem pelo local (PUCSP, 1995).

118
No Mapa de Riscos, os círculos de cores e tamanhos diferentes mostram os locais e os fatores que
podem gerar situações de perigo em função da presença de agentes físicos, químicos, biológicos,
ergonômicos e de acidentes. Conforme a figura 3.
FIGURA 3- Representação das cores dos riscos. Fonte: Ministério do Trabalho e Emprego (2009).
3. Método de Pesquisa
Esse estudo caracteriza-se como uma pesquisa aplicada de caráter exploratório, onde, os principais
aspectos investigados foram as condições de trabalho ambientais e físicas: layout, organização do
estabelecimento e a segurança do trabalhador. Para seu desenvolvimento, utilizou-se o levantamento
bibliográfico e de campo e obtenção da maior parte dos dados foram colhidos, por meio, de entrevistas
semiestruturadas com os envolvidos na atividade e a partir da utilização do método observacional o
qual, segundo Vidal (2003), possibilita analisar todas as atividades do processo do funcionário.
Como dito anteriormente, a AET deve ser composta de três fases conduzidas de modo sequencial. A
análise da demanda, análise da tarefa e análise da atividade. Com isso foi possível levantar hipóteses
acerca das exigências ergonômicas do trabalho e do ambiente em que ele está inserido. Ainda assim,
para efeito de complementação do presente estudo, foi elaborado um mapeamento de riscos, onde
primeiramente procurou-se entender os principais procedimentos realizados no local estudado, para
então elaborar o MR. Ambas as abordagens foram realizadas no setor de banho e tosa do pet shop e
visam melhorar as condições de trabalho, diminuindo os riscos de acidente e patologias, a fim de
aumentar a produtividade do colaborador.
4. Resultados
4.1 Análise Ergonômica do Trabalho
4.1.1 Caracterização do posto de trabalho
O posto de trabalho onde são realizados os processos de limpeza animal é ocupado por três
funcionários, com idade entre 20 e 28 anos, com altura de aproximadamente 1,65 metros, pesando na
faixa de 60 a 70 quilogramas. Esses dados foram coletados para maior eficiência das propostas
ergonômicas, verificando se o local de trabalho estava de acordo com as características dos
colaboradores.

119
O processo de higienização de animais pode ser subdividido em três subprocessos: tosa, banho e
secagem, além de atividades extras, como a limpeza e a organização do local. Os subprocessos podem
variar de acordo com o animal, tendo diferenças dependendo do tamanho, raça e espécie, logo, o
tempo e os esforços empregados estão diretamente ligados a essas características. Exemplificando, a
higienização de um animal de pequeno porte para um de grande porte pode variar cerca de 20 minutos
uma da outra visto as especificidades de cada animal. O processo pode ser observado de forma
simplificada no fluxograma abaixo:
Fonte: Autores (2017).
4.1.2 Exigências ergonômicas
Para a movimentação do animal entre os processos o colaborador precisa os carregar, e dependendo do
porte do pet pode se tornar uma tarefa que exige enorme esforço físico. Além disso as variações de
tamanho dos animais fazem com que os colaboradores realizem diversos movimentos com postura
incorreta, onde o principal problema está na falta de ajustes a altura das bancadas e tanques ao
tamanho dos colaboradores. As más posturas causadas pela ausência desses ajustes estão representadas
na figura 4.

120
Pôde-se observar ainda deficiencias quanto a estrutura dos bancos fornecidos, não possuindo encostos
para a coluna e lombar, sendo estes como informado pelas funcionarias “quase nunca utilizados por
serem desconfortáveis”, logo, inexistindo local apropriado para o descanso. Estas deficiencias estao
representadas na figura 5.
FIGURA 4 – Má postura. Fonte: Autores (2017). FIGURA 5 – Bancos inadequados. Fonte: Autores (2017).
Como proposta de melhoria, indica-se que o proprietário forneça bancos ergonômicos para atividades
semi sentadas, no caso dos processos de tosagem e secagem, e para o processo de lavagem do animal
sugere- se a compra de um tablado móvel com frestas de escoamento de agua para ser colocado dentro
dos tanques sempre que necessário, com o intuito de nivelar a altura do animal com o alcance e altura
das colaboradoras, permitido a execução da atividade de forma ereta.
Verificou-se também durante o estudo a falta de fornecimento de luvas, máscaras e óculos de
proteção. Este fator requer atenção devido aos riscos de contaminação e doenças, já que, o trabalho
realizado é de contato direto com os animais, expondo os envolvidos tanto a parasitas, agentes
infeciosos, mordidas e arranhões, quanto a produtos químicos. Sendo necessário para a execução
segura destas atividades utilização dos EPI’s, a falta destes equipamentos pode ser observada na figura
6. Outro fator observado foi em relação a limpeza do ambiente, pôde-se perceber que não ocorria
limpeza constante no local, ocasionando alto acúmulo de pelos, que é agravado pelo uso dos
sopradores e secadores, afetando a qualidade do ar, podendo comprometer a saúde respiratória do
colaborador. Observa-se esse acumulo de pelos na imagem 7.

121
FIGURA 6 - Falta de EPI’s. Fonte: Autores (2017). FIGURA 7- Acumulo de pelos. Fonte: Autores (2017).
4.1.3 Condições ambientais
Foram analisadas tambem as condições ambientais do local : Luminosidade, temperatura e ruído.
Observou-se que a iluminação estava adequada, sendo esta proveniente da combinação de fonte
natural e artificial, estando suficiente e apropriada à natureza da atividade, como pode ser visto na
figura 8 . Já a temperatura do ambiente se encontrava em 24° centígrados, como mostra na figura 9,
estando 1° apenas superior ao valor aceitável previsto pela NR 17, entretanto analisou-se que esta
diferença não acarretava nenhum desconforto térmico para os colaboradores.
FIGURA 8- Iluminação. Fonte: Autores (2017). FIGURA 9 - Temperatura Fonte: Autores (2017).
Quanto ao nível de ruído, pôde-se perceber um grande desconforto devido à elevação de seus índices
ocasionados pelos animais e pelos aparelhos de sopragem e secagem. Esse nivel foi aferido por um
aplicativo para smartphones (Decibelimetro Sound meter) e apresentou intensidade de 86 decibéis (
representado na figura y) durante a secagem do animal e 90 decibéis proximo a área da gaiola dos
animais, por conta dos latidos, estando estes fora dos padrões estabelecidos pela NR 17 que estipula
limite de até 65 decibéis. A exposição a altos niveis niveis de ruidos,sengundo a norma NBR 10152,
gera desconforto, distrações e irritabilidade, além de, acarretar perdas parciais de audição nos
indivíduos expostos.
Em relação ao nível de ruído encontrado, indica-se a implementação de políticas de conscientização da

122
importância do uso dos Equipamentos de proteção individual (EPI’s) como forma de prevenção a
futuras doenças auditivas, visto que, são fornecidos protetores auriculares, porém não são utilizados
(como mostra a figura 11), pois, segundo as funcionárias causam incômodos.
FIGURA 10 – Ruído. Fonte: Autores (2017). FIGURA 11 – Não utilização de EPI’s. Fonte: Autores (2017).
Verificou-se também durante o estudo a falta de fornecimento de luvas, máscaras e óculos de
proteção. Este fator requer atenção devido aos riscos de contaminação e doenças, já que, o trabalho
realizado é de contato direto com os animais, expondo os envolvidos tanto a parasitas, agentes
infeciosos, mordidas e arranhões, quanto a produtos químicos. Sendo necessário para a execução
segura destas atividades utilização dos EPI’s, a falta destes equipamentos pode ser observada na figura
12.
Outro fator observado foi em relação a limpeza do ambiente, pôde-se perceber que não ocorria
limpeza constante no local, ocasionando alto acúmulo de pelos, que é agravado pelo uso dos
sopradores e secadores, afetando a qualidade do ar, podendo comprometer a saúde respiratória do
colaborador. Observa-se esse acumulo de pelos na imagem 13.
FIGURA 12- Falta de EPI’s. Fonte: Autores (2017). FIGURA 13- Acumulo de pelos. Fonte: Autores (2017).
Visando sanar ambos os problemas, é de extrema importancia que o empregador tenha uma atenção
maior para as necessidades de proteção e os riscos aos quais suas colaboradoras estão expostas. Uma
forma de amenizar os riscos de contaminação , seja por parasitas e bacterias provenientes dos animais,
ou pelo acumulo de pelos, é o fornecimento dos utecilios necessarios para a execução segura da
atividade, alem da cobrança constante do uso destes equipamentos.
4.2 Mapeamento de riscos
Na construção do mapeamento de riscos foram adotados os seguintes passos, propostos por Vieira
(1998), 1º conhecimento do processo de trabalho no local analisado; 2º identificação dos riscos
existentes e, 3º identificação das medidas preventivas. Nesse processo, as funcionárias contribuíram

123
com as informações para a confecção do mapa de riscos, fazendo com que a representação dos riscos
encontrados seja proveniente de quem realmente está inserido no local cotidianamente.
Os riscos encontrados em cada setor do Pet shop estão representados nos quadros 1,2 e 3. Onde pode-
se observar a gravidade dos riscos de acordo com o tamanho dos círculos, sendo, círculo maior nível
alto; círculo médio Nível médio e Circulo menor Nível baixo. Assim como suas causas e as soluções
sugeridas.
QUADRO 1- Mapeamento de riscos de tosagem. Fonte: Autores (2017).

124
QUADRO 2- Mapeamento de riscos de lavagem. Fonte: Autores (2017).
QUADRO 3 - Mapeamento de riscos secagem. Fonte: Autores (2017).

125
Após a identificação dos riscos e de suas respectivas gravidades, foi elaborado o layout do local e
inserida a simbologia dos riscos nos setores estudados, facilitando assim a visualização das áreas com
prioridade de mudança. Pôde-se perceber que os riscos físicos, químicos e ergonômicos, são os que
mais afetam a saúde do colaborador, mostrando assim, que para essas áreas, deve-se existir prioridade
na prevenção de riscos, para essas áreas devem ser tomadas medidas prioritárias na prevenção de
riscos, medidas estas que estão descritas nos mapas de riscos apresentados anteriormente. A
representação do layout pode ser observada na figura 14.
FIGURA 14 - Mapa de riscos. Fonte: Autores (2017).
5. Conclusões
Este artigo apresentou um estudo realizado em uma clínica veterinária e pet shop seguindo a
metodologia de uma Análise Ergonômica do Trabalho e em seguida de um mapeamento de riscos. O
trabalho surgiu a partir do conhecimento do mercado de pet shops, que cresce significativamente a
cada ano assim como o número de animais domésticos nas residências brasileiras. Com isso verificou-
se a necessidade de um estudo a fim de nortear o desenvolvimento e crescimento de futuros
estabelecimentos semelhantes ao estudado.
A não utilização de equipamentos de proteção individual mostrou-se como o principal ponto a ser
melhorado, pois alguns EPI’s são fornecidos pelo empregador e não são utilizados, por incomodarem,
deixando o trabalho mais lento, outros primordiais para a saúde do empregado nem são fornecidos
pela empresa, seja pelo desconhecimento das necessidades ou negligencia.
Além disso foi encontrado irregularidades quanto à altura das bancadas e tanques, que acabam
deixando o colaborador em posição desconfortável, podendo acarretar ao longo dos anos problemas
graves de saúde nas regiões da coluna vertebra, lombar, joelhos e etc. Ainda, o mobiliário para

126
descanso entre as atividades encontra-se em desconformidade com a NR-17, necessitando de
substituição, com o intuito de aumentar o conforto do trabalhador em seu momento de descanso.
Portanto, com as comprovações de inadequações mostradas no estudo, espera-se diminuir as
resistências por parte dos funcionários, para que posteriormente sejam realizadas as mudanças
necessárias para se obter melhorias ergonômicas e de segurança. Por parte da empresa almeja-se a
conscientização, incentivo e fiscalização constante ao uso de práticas seguras e que diminuam os
desgastes que são gerados pela rotina de trabalho do colaborador, com o objetivo de torna-lo mais
produtivo para a empresa.
Referências
ABINPET, Crescimento mercado pet. Disponível em: <http://abinpet.org.br/site /setor-pet-chega-a-r-18-bilhoes-
em-2015-mas-nao-sem-os-efeitos-da-crise/>.Acesso em 17 de Novembro de 2017.
FEITOSA, B.C. MOREIRA, R.E.A. Análise Ergonômica do Trabalho – Um estudo de caso em uma pequena
empresa de perfumaria e cosméticos [2005].
GONÇALVES, L.B. CRUZ, V.M.C. Segurança e medicina do trabalho - São Paulo: Cenofisco Editora, 2009.
IIDA, I. Ergonomia: projeto e produção. 2. Ed rev. e ampla. - São Paulo: Edgard Blucher, 2005.
MTE, Segurança e saúde no trabalho. Disponível em: <http://trabalho.gov.br/ seguranca-e-saude-no-
trabalho/normatizacao/normas-regulamentadoras>. Acesso em 17 de Novembro de 2017.
MTE, Norma regulamentador 17. Disponível em<http://trabalho.gov.br/seguranca-e-saude-no-
trabalho/normatizacao/normas-regulamentadoras/norma-regulamentadora-n-17-ergonomia.> Acesso em 21 de
Novembro de 2017.
SANTOS, N; FIALHO, F. Manual de análise ergonômica no trabalho. Curitiba: Genesis, 1995.
VIDAL, M. C. V. Introdução à Ergonomia. Disponível em: <http://www.
ergonomia.ufpr.br/Introducao%20a%20Ergonomia%20Vidal%20CESERG.pdf> Acesso em 17 de Novembro de
2017.
VIEIRA, I.V. Medicina básica do trabalho. Vol IV. 2ª ed. Ed. Gênesis, 1998















![Dermatoses Ocupacionais[1]](https://img.document.onl/doc/110x75/55cf9be9550346d033a7d524/dermatoses-ocupacionais1.jpg)