Embed Size (px)
Citation preview

Estudo de Tempos e MétodosEstudo de Tempos e MétodosFaculdade Anhanguera Jundiaí
CURSO DE ENGENHARIA DE CURSO DE ENGENHARIA DE PRODUÇÃOPRODUÇÃO
Administração da Produção – Prof. Fabiano Guim - 2013Prof. Fabiano GuimProf. Fabiano GuimProf. Fabiano GuimProf. Fabiano Guim
Aula : Estudos de Tempos e Métodos
PRODUÇÃOPRODUÇÃO
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Métodos de desenvolvimento dos tempos padrões:
� Cronometragem
� Tempos Sintéticos
Administração da Produção – Prof. Fabiano Guim - 2013
� Tempos Sintéticos
� Amostragem do trabalho

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Tempos Cronometrados
� A cronometragem é um dos métodos mais empregados na industria para medir o trabalho.
Administração da Produção – Prof. Fabiano Guim - 2013
� F.W.Taylor estruturou a Administração científica
e o estudo de tempos cronometrados, objetivando medir a eficiência individual, essa metodologia continua sendo muito utilizada para que sejam estabelecidos padrões para a produção e para os custos industriais.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Finalidades do Estudo de Tempos
� Estabelecer padrões de produção para permitir o planejamento da fábrica, utilizando com eficácia os recursos disponíveis e, também, para avaliar o desempenho de produção em relação ao padrão existente;
Administração da Produção – Prof. Fabiano Guim - 2013
padrão existente;
� Fornecer dados para determinação de custos padrões, para levantamento de custos de fabricação, determinação de orçamentos (ou budgets) e estimativa de custos de um produto novo;
� Fornecer dados para o estudo de balanceamento de linhas de produção, comparar roteiros de fabricação e analisar o planejamento de capacidade.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Metodologia
� Os métodos são escolhidos pelos dados disponíveis, objetivos da medição, ou até mesmo por convenção prévia da própria empresa na qual a medição será realizada
Administração da Produção – Prof. Fabiano Guim - 2013
� Cronômetro de hora centesimal
� Filmadora
� Folha de observações
� Prancheta para observações
Equipamentos para o Estudo de Tempos

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Etapas para a determinação do tempo padrão de uma operação:
� Divisão da operação em elementos� Determinação do número de ciclos a serem
Administração da Produção – Prof. Fabiano Guim - 2013
� Determinação do número de ciclos a serem cronometrados� Avaliação da velocidade do operador� Determinação das tolerâncias
� Atendimento às necessidades pessoais� Alívio da fadiga
� Determinação do tempo padrão

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
� Divisão da Operação em ElementosSão as partes em que a operação pode ser dividida. Tem a finalidade de verificar o método de trabalho e deve ser compatível com a obtenção de uma medida precisa. Tomar o cuidado de não dividir a operação em um número excessivo de elementos.
Exemplo:Você está sentado num sofá da sala ouvindo música e toca a campainha da porta.
Administração da Produção – Prof. Fabiano Guim - 2013
Você está sentado num sofá da sala ouvindo música e toca a campainha da porta. A porta situa-se a 10 metros de onde você está sentado. Você deve levantar-se do sofá, andar até onde está a chave da porta (5 metros), pegar a chave, colocá-la na porta e abri-la. Em que elementos esta atividade pode ser dividida?
Solução:Caso tivessem de ser cronometradas, as atividades dificilmente conseguiriam ser medidas dado o tempo que demandam. Poderíamos dividir as atividades em:
Elemento 1: Levantar do sofá e pegar a chaveElemento 2: Andar até a porta, colocar a chave e abrir a porta.
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
� Determinação do número de ciclos a serem cronometradosNa prática devem ser realizadas de 10 a 20 cronometragens. Contudo, a maneira mais correta para determinar o número de cronometragens ou ciclos n a serem cronometrados é deduzida da expressão do intervalo de confiança da distribuição por amostragem da média de uma variável distribuída normalmente conforme a expressão apresentada.
Administração da Produção – Prof. Fabiano Guim - 2013
Para utilização da expressão, deve-se realizar uma cronometragem prévia, cronometrando-se a operação entre 5 e 7 vezes e retirando-se dos resultados obtidos a média X e a amplitude R. Devem também ser fixados os valores da probabilidade e do erro relativo que são desejados. (Na prática costumam-se utilizar probabilidade entre 90% e 95%, e erro relativo variando entre 5% e 10%)

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Número de ciclos a serem cronometrados
n = ----------------z . R
Er . d2 . x
2
Administração da Produção – Prof. Fabiano Guim - 2013
Onde: n ... Número de ciclos a cronometrar
z ... Coeficiente da distribuição Normal Padrão
R ... Amplitude da amostra
d2 ... Coeficiente que depende do número de cronometragens realizadas preliminarmente
X .. Média da amostra

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
ExemploUma operação foi inicialmente cronometrada 7 vezes, obtendo-se um tempo médio de 1 minuto e 34 segundos e uma amplitude de 20 segundos. Determinar o numero de cronometragens para uma confiança de 95% e um erro relativo máximo de 5%.
Solução:2
Administração da Produção – Prof. Fabiano Guim - 2013
n = ----------------------- = 9,51,96 . 20
0,05 . 2,704 . 94
2
Ou seja, 10 cronometragens devem ser realizadas.Observação: o valor de Z = 1,96 foi retirado da tabela de coeficientes para uma probabilidade de 5%.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Número de ciclos a serem cronometrados
Tabelas de coeficientes
• Distribuição normal
Probabilidade 90 91 92 93 94 95
Administração da Produção – Prof. Fabiano Guim - 2013
Z 1,65 1,70 1,75 1,81 1,88 1,96
• Coeficiente para calcular o numero de cronometragens
n 2 3 4 5 6 7 8 9 10
d2 1,128 1,693 2,059 2,326 2,534 2,704 2,847 2,970 3,078

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Velocidade do Operador
A velocidade V (também denominada de RÍTMO) do operador é determinada subjetivamente por parte do cronometrista, que a referencia à assim denominada velocidade normal de operação, à qual é atribuído um valor
Administração da Produção – Prof. Fabiano Guim - 2013
velocidade normal de operação, à qual é atribuído um valor 1,00 (ou 100%).
Assim, se: V = 100% � Velocidade Normal
V > 100% � Velocidade Acelerada
V < 100% � Velocidade Lenta

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Determinação das TolerânciasNecessidades Pessoais:
de 10 a 25 min por turno de 8 horas (5% aproximadamente)Alívio da Fadiga:
depende basicamente das condições do trabalho, geralmente variando de 10% (trabalho leve e um bom ambiente) a 50% (trabalho pesado em condições
Administração da Produção – Prof. Fabiano Guim - 2013
ambiente) a 50% (trabalho pesado em condições inadequadas) da jornada de trabalho.
O fator FT (Fator de Tolerância) é geralmente dado por:
FT = 1/(1-p)
Onde p é a relação entre o total de tempo parado devido às permissões e a jornada de trabalho.
Na adotar prática, costuma-se adotar FT=1,05 para trabalhos em escritóriose FT variando entre 1,10 e 1,20 para trabalhos em unidades industriais com boasCondições ambientais e trabalhos com nível de fadiga intermediário.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Determinação do Tempo Padrão
Uma vez obtidas as n cronometragens válidas, deve-se:
� Calcular a média da n cronometragens, obtendo-se
Tempo Cronometrado (TC);
� Calcular o Tempo Normal (TN):
Administração da Produção – Prof. Fabiano Guim - 2013
� Calcular o Tempo Normal (TN):
TN = TC x V
� Calcular o Tempo Padrão (TP)
TP = TN x FT

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
ExemploUma operação de furar uma chapa foi cronometrada 10 vezes, obtendo-se o tempo médio por ciclo de 4,5 segundos. O cronometrista avaliou a velocidade média do operador em 95% e foi atribuido ao trabalho um fator de tolerâncias totais ( pessoais e para fadiga) de 18%. Calcular o tempo padrão da operação.
Solução:
Administração da Produção – Prof. Fabiano Guim - 2013
Solução:
TC = tempo cronometrado = 4,5s.TN = tempo normal = TC x V = 4,5 x 0,95 = 4,28s.TP = tempo padrão = 4,28 x (1 + 0,18) = 5,05s

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
� Tempo padrão com atividades acíclicasA fabricação de uma peça geralmente depende da execução de uma seqüência de operações.Nesse caso, o procedimento a ser seguido é:a) Determinar o tempo padrão de cada operação em que a peça é processada.b) Somar todos os tempos padrões. Deve-se ainda verificar a ocorrência de atividades de setup e de finalização.
Administração da Produção – Prof. Fabiano Guim - 2013
Tempo de setup: é o tempo gasto na nova preparação do equipamento até o instante em que a produção é liberada. Inclui-se nesse tempo o que se costuma chamar de try-out, que é a produção das primeiras peças para verificar se o equipamento pode ser liberado para a produção normal.
O setup costuma ser visto como uma atividade acíclica dentro do processo de produção, porque ocorre cada vez que é produzido um lote de peças e não somente uma peça.
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
� Tempo padrão com atividades acíclicasPor exemplo, em um processo de “embrulhar um objeto com papel de presente” as atividades relativas ao setup poderiam ser:a) Pegar o rolo de papel de presente;b) Posicionar o rolo na mesa.
Essas atividades ocorreriam a cada lote de produtos a serem embrulhados e não
Administração da Produção – Prof. Fabiano Guim - 2013
Essas atividades ocorreriam a cada lote de produtos a serem embrulhados e não feitas sempre que a peça é fabricada, sendo chamadas de atividades acíclicas. Caso o rolo de papel terminasse teríamos outro setup, e assim sucessivamente até finalizar o lote de produtos a serem embrulhados.
A finalização é constituída por atividades acíclicas que ocorrem quando se produz um determinado número de peças. De uma operação devem ser separados
Os tempos de setup ou de finalização de uma operação devem ser separados do tempo de operação propriamente dito e devem ser objeto de cronometragens distintas.
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Tempo Padrão com Atividades Acíclicas
Onde:
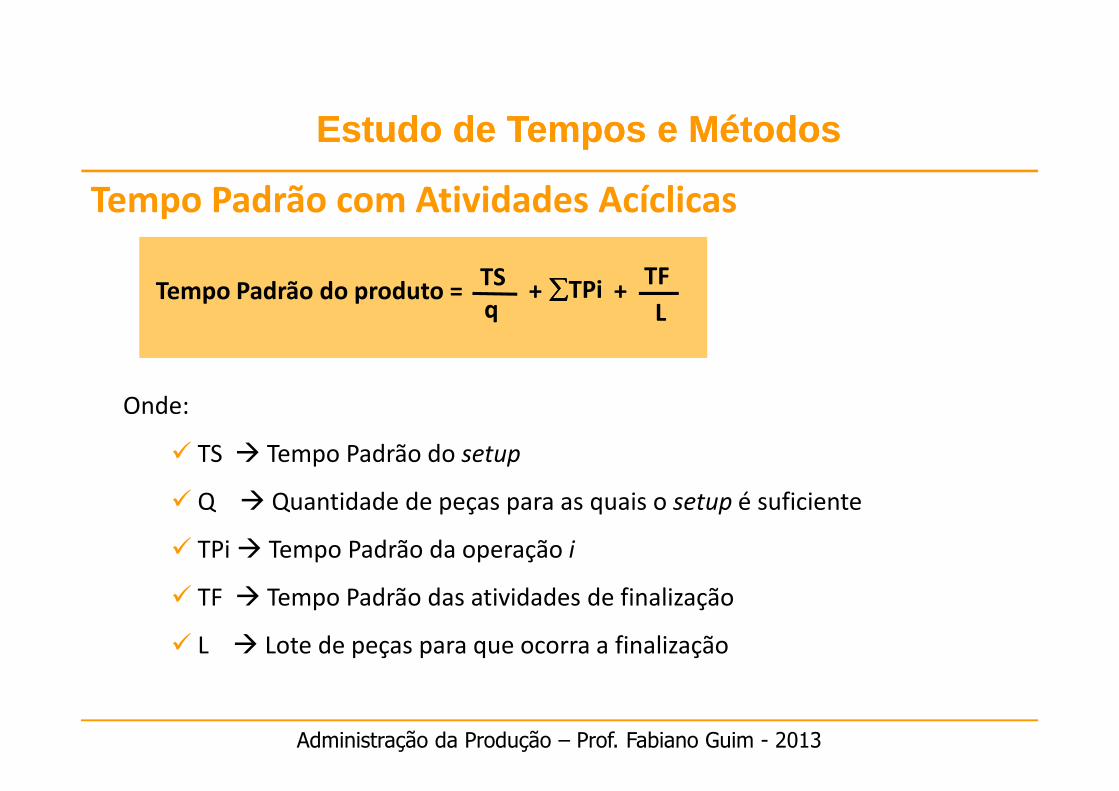
Tempo Padrão do produto = + +∑∑∑∑TPiTSq
TF
L
Administração da Produção – Prof. Fabiano Guim - 2013
Onde:
� TS � Tempo Padrão do setup
� Q � Quantidade de peças para as quais o setup é suficiente
� TPi � Tempo Padrão da operação i
� TF � Tempo Padrão das atividades de finalização
� L � Lote de peças para que ocorra a finalização

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
ExemploUm produto industrial é processado em 3 operações cuja soma dos tempos padrões é de 3,50min. O tempo padrão do setup é de 5,0min para 1000 peças. As peças produzidas são colocadas em um contêiner com capacidade para 100 peças que, quando cheio, é fechado e colocado ao lado. O tempo necessário para essa atividade é de 1,50min. Calcular o tempo padrão para cada peça.
Administração da Produção – Prof. Fabiano Guim - 2013
Solução:
Tempo padrão = (5,0 / 1000) + 3,5 + (1,5 / 100) = 3,520min/peça.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Tempo Padrão para um lote de uma mesma peça
Tempo Padrão para um lote = (n.TS) + p.( TPi) + (f.TF)∑
No caso, deve-se verificar o número de vezes que deve ser feito o setup e o número de finalizações que são feitas para o lote de peças. O tempo padrão é:
Administração da Produção – Prof. Fabiano Guim - 2013
Onde:
� n = número de setup que devem ser feitos� f = número de finalizações que devem ser feitas� p = quantidade de peças do lote� TS = Tempo padrão de setup� Tpi = Tempo padrão da operação i� TF = Tempo padrão das atividades de finalização

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
ExemploUm produto industrial é processado em 3 operações cuja soma dos tempos padrões é de 3,50min. O tempo padrão do setup é de 5,0min para 1000 peças. As peças produzidas são colocadas em um contêiner com capacidade para 100 peças que, quando cheio, é fechado e colocado ao lado. O tempo necessário para essa atividade é de 1,50min. Calcular o tempo padrão para um lote de 1500 peças.
Solução:
Administração da Produção – Prof. Fabiano Guim - 2013
Solução:
Tempo padrão para o lote de 1500 peças = 2 X 5,0 + 1500 X 3,5 + 15 X 1,5 = 5.282,50min.
São necessários 2 setups e 15 finalizações, resultando:
Apesar de a metodologia apresentada ser a maneira correta de calcular o tempo padrão de um lote, muitas empresas rateiam o tempo de setup, dividindo-o pela quantidade de peças para o qual o tempo de setup é válido. Utilizando esta forma de calculo, considerando os dados do exemplo anterior resulta:• Tempo padrão por peça (do exercício anterior) = 3,520 min/peça• Tempo para o lote de 1500 peças = 1500 X 3,520 = 5280 minutos.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Tempos Predeterminados ou SintéticosOs tempos sintéticos permitem calcular o tempo padrão para um trabalho ainda não iniciado.Existem dois sistemas principais de tempos sintéticos: o work-factor ou fator de trabalho e sistema methods-time measurement (MTM) ou métodos e medidas de tempo.Esses sistemas indicam inicialmente os micromovimento que um operador executa para fazer uma operação. Para cada micromovimento, foram determinados tempos em função da distância e da dificuldade do movimento, que se encontram tabelados.
Administração da Produção – Prof. Fabiano Guim - 2013
distância e da dificuldade do movimento, que se encontram tabelados.O tempo padrão da operação é obtido somando-se os tempos de todos os micromovimentos.
Unidade de medida ���� TMU
1 TMU = 0,0006 min ou 0,00001 h
A unidade dos tempos para cada micromovimento é o TMU (time measurementunit) que significa unidade de medida de tempo e vale 0,0006min ou 0,00001h.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Tempos Predeterminados ou Sintéticos
MICROMOVIMENTOS:�Alcançar: levar a mão em direção a um objeto. Há 5 classes de alcançar: A, B, C, D e E;� Movimentar: mover um objeto. Há 3 classes de mover: A, B e C;
Administração da Produção – Prof. Fabiano Guim - 2013
� Movimentar: mover um objeto. Há 3 classes de mover: A, B e C;� Girar: girar a mão;� Agarrar: agarrar um objeto;� Posicionar: montar um objeto ou posicioná-lo;� Soltar: soltar um objeto;� Desmontar: desmontar um objeto;� Tempo para os olhos: tempo para que os olhos se voltem a um determinado ponto.
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
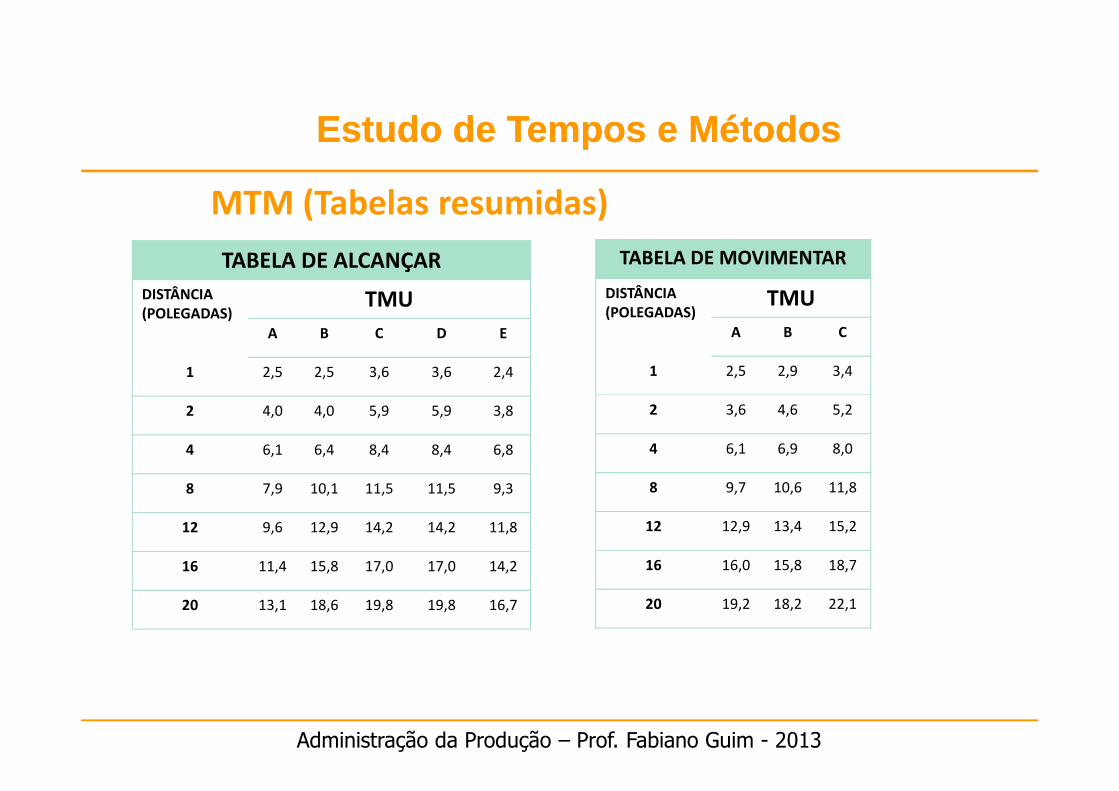
MTM (Tabelas resumidas)
TABELA DE ALCANÇAR
DISTÂNCIA (POLEGADAS)
TMU
A B C D E
1 2,5 2,5 3,6 3,6 2,4
TABELA DE MOVIMENTAR
DISTÂNCIA (POLEGADAS)
TMU
A B C
1 2,5 2,9 3,4
Administração da Produção – Prof. Fabiano Guim - 2013
2 4,0 4,0 5,9 5,9 3,8
4 6,1 6,4 8,4 8,4 6,8
8 7,9 10,1 11,5 11,5 9,3
12 9,6 12,9 14,2 14,2 11,8
16 11,4 15,8 17,0 17,0 14,2
20 13,1 18,6 19,8 19,8 16,7
2 3,6 4,6 5,2
4 6,1 6,9 8,0
8 9,7 10,6 11,8
12 12,9 13,4 15,2
16 16,0 15,8 18,7
20 19,2 18,2 22,1

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
MTM (Tabelas resumidas)
TABELA DE AGARRAR
CASO TMUS
1A 2,0 Objeto facilmente agarrados
1B 3,5 Objetos muito pequenos
Administração da Produção – Prof. Fabiano Guim - 2013
4A 7,3 Objetos misturados com outros (é necessário procurar)
TABELA DE POSICIONAR
CLASSE DE AJUSTE TMUS
1. Frouxo 5,6 a 11,2
2. Justo 16,2 a 21,8
3. Exato 43,0 a 48,6
TABELA DE POSICIONAR
CASO TMU
Normal 2,0
Por contato 0,0

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
MTM (Tabelas resumidas)
TABELA DE DESMONTAR
CLASSE DE AJUSTE TMUS
1. Frouxo 4,0 a 5,7
2. Justo 7,5 a 11,8
3. Exato 22,9 a 34,7
Tempo de focalização dos olhos
Valor máximo 7,3 TMU
Tempo de movimentação dos olhos
Valor máximo 20,0 TMU
Administração da Produção – Prof. Fabiano Guim - 2013
Alcançar�Caso A: alcançar um objeto que está em posição fixa.� Caso B: alcançar um objeto cuja posição pode variar ligeiramente em cada ciclo.� Caso C: alcançar um objeto que está dentro de um grupo de objetos.�Caso D: alcançar um objeto muito pequeno.� Caso E: alcançar um objeto em posição não definida.
Movimentar�Caso A: objeto que e para outra mão.� Caso B: objeto com posição não definida.� Caso C: objeto para localização definida.
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Amostragem do Trabalho – Conceituação do métodoConsiste em fazer observações intermitentes em um período consideravelmente maior que o utilizado no estudo de tempos por cronometragem.
� Observações instantâneas
� Espaçadas ao acaso
Administração da Produção – Prof. Fabiano Guim - 2013
O método tem as seguintes aplicações:� Estimativa de tempo de espera inevitável, como base para o estabelecimento de tolerâncias de espera;
� Estimativa da utilização de máquinas em fábricas, equipamentos de transporte;
� Estimativa de tempos gastos em várias atividades, como as exercidas por supervisores, engenheiros, pessoal de manutenção, inspetores, enfermeiras, professores, pessoal de escritório, etc;
� Estimativa do tempo padrão, pela combinação dos processos de avaliação e de amostragem do trabalho.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Amostragem do TrabalhoExemploUm estudo mostra que 20% de uma semana de trabalho foi gasta em esperas evitáveis. Se, em cada observação feita, o ritmo do operador também foi avaliado e a média foi 110%, e se o operador produziu 1000 peças em 40 horas, qual será seu tempo padrão para a confecção destas peças?
Solução:
Administração da Produção – Prof. Fabiano Guim - 2013
Solução:----------------------- = 0,035h/unidade40h x 0,80 x 1,10
1000 unidades
O método pode ainda ser usado para estudar:� O fluxo de material;� Problemas de interferência;� distribuição de tarefas em uma equipe de trabalho de modo que haja equilíbrio entre os componentes;� Diagnóstico de operações.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Metodologia da Amostragem do Trabalho
Cálculo do tamanho da amostra �
2Z
Er
1 - Pi
Pin = x
Onde:
Administração da Produção – Prof. Fabiano Guim - 2013
Onde:
� n = número de observações necessárias� Z = coeficiente tirado da tabela de probabilidades para distribuições normais� P = probabilidade (nível de confiança)� Pi = estimativa da porcentagem da atividade i� Er = intervalo de variação de Pi (precisão ou erro relativo)
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
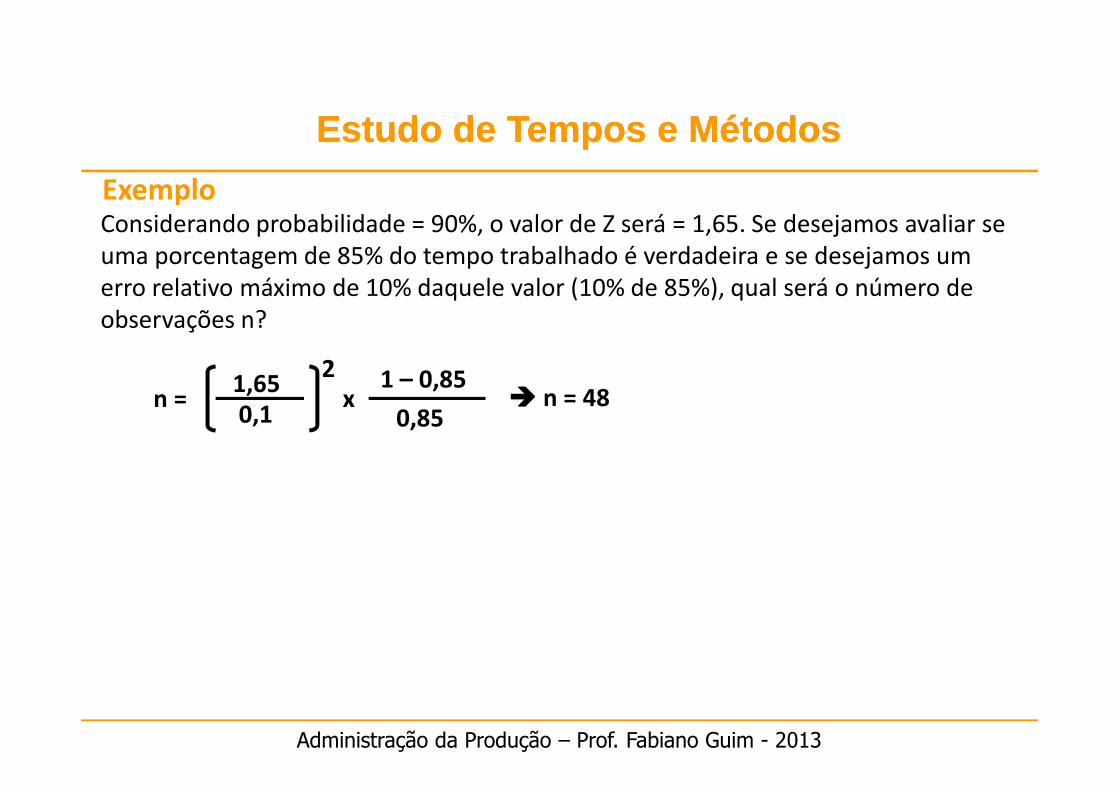
ExemploConsiderando probabilidade = 90%, o valor de Z será = 1,65. Se desejamos avaliar se uma porcentagem de 85% do tempo trabalhado é verdadeira e se desejamos um erro relativo máximo de 10% daquele valor (10% de 85%), qual será o número de observações n?
21,65 1 – 0,85
n = x ���� n = 48
Administração da Produção – Prof. Fabiano Guim - 2013
1,650,1 0,85
n = x ���� n = 48

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Vantagens Desvantagens
� Operações cuja medição por � Não é bom para operações de ciclo
Vantagens e desvantagens da Amostragem em relação aos Tempos Cronometrados
Administração da Produção – Prof. Fabiano Guim - 2013
� Operações cuja medição porcronômetro é cara;� Estudos simultâneos de equipes;� Custo do cronometrista é alto;� Observações longas diminuem;� Influência de variações ocasionais� O operador não se sente observado de perto
� Não é bom para operações de ciclorestrito;� Não pode ser detalhada comoestudo com cronômetro;� A configuração do trabalho podemudar no período;� A administração não entende tão bem;� Às vezes se esquece de registrar ométodo de trabalho.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Processos e Operações
Processo é o percurso realizado por um material (ou informação) desde que entra na empresa até que dela sai com um grau determinado de transformação.
Administração da Produção – Prof. Fabiano Guim - 2013
sai com um grau determinado de transformação.
Quer na empresa manufatureira ou de serviços, um processo é constituído de diferentes operações.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Melhoria de Processos IndustriaisA melhoria se compõe de quatro estágios e um preliminar, a saber:� Preliminar � uma nova maneira de pensar: é importante ver as coisas sob todos os aspectos. As coisas objeto de análise devem ser relacionadas em 4 categorias:
� Causa e efeito, Oposição, Similaridade e Proximidade.� Estágio 1 � conceitos básicos para a melhoria: Devemos identificar claramente o problema.
�Observar as máquinas e tentar descobrir problemas;�Reduzir os defeitos a zero mesmo que isso seja aparentemente impossível;
Administração da Produção – Prof. Fabiano Guim - 2013
�Reduzir os defeitos a zero mesmo que isso seja aparentemente impossível;�Analisar as operações comuns a produtos diferentes e procurar diminuir os custos;�Procurar os problemas.
� Estágio 2 � como melhorar? (5W1H): Para melhorias em um processo devemos entendê-lo, e para isso recorremos a modelos conceituais. Um dos modelos conceituais é o 5W1H
• What? (o que?): objeto• Who? (quem?): sujeito• Where? (onde?): local;• When? (quando?): tempo• Why? (por quê?): razão, objetivo, motivo• How? (como?): metodo
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
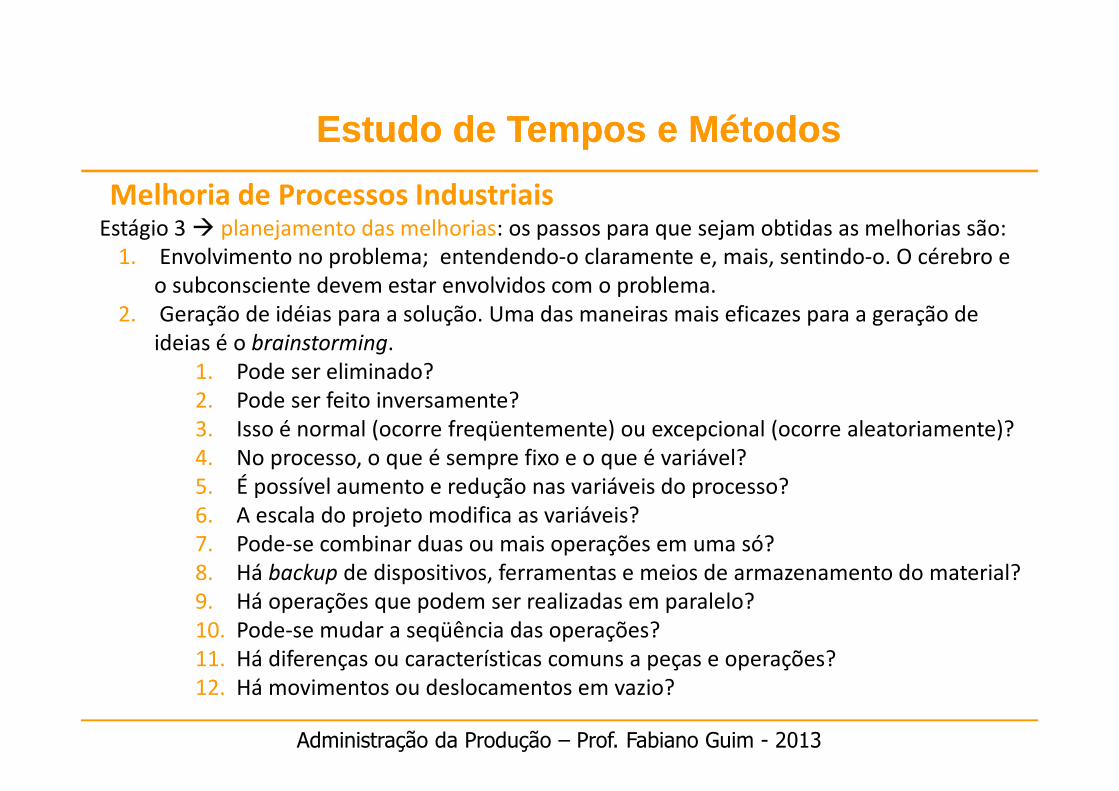
Estágio 3 � planejamento das melhorias: os passos para que sejam obtidas as melhorias são:1. Envolvimento no problema; entendendo-o claramente e, mais, sentindo-o. O cérebro e
o subconsciente devem estar envolvidos com o problema.2. Geração de idéias para a solução. Uma das maneiras mais eficazes para a geração de
ideias é o brainstorming. 1. Pode ser eliminado?2. Pode ser feito inversamente?
Melhoria de Processos Industriais
Administração da Produção – Prof. Fabiano Guim - 2013
2. Pode ser feito inversamente?3. Isso é normal (ocorre freqüentemente) ou excepcional (ocorre aleatoriamente)?4. No processo, o que é sempre fixo e o que é variável?5. É possível aumento e redução nas variáveis do processo?6. A escala do projeto modifica as variáveis?7. Pode-se combinar duas ou mais operações em uma só?8. Há backup de dispositivos, ferramentas e meios de armazenamento do material?9. Há operações que podem ser realizadas em paralelo?10. Pode-se mudar a seqüência das operações?11. Há diferenças ou características comuns a peças e operações?12. Há movimentos ou deslocamentos em vazio?

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Estágio 4 � implementação das melhorias: Toda mudança (mesmo que seja para melhor) tende a causar problemas. Portanto, devemos:a) entender o cenário (e o cenário envolve principalmente pessoas e não somente maquinas);b) tomar diferentes ações para que a implantação dê resultado:
• Ações de prevenção: visam prevenir possíveis problemas, eliminando as causas dos problemas em potencial. PERGUNTA CHAVE: O que pode dar errado?
Melhoria de Processos Industriais
Administração da Produção – Prof. Fabiano Guim - 2013
problemas em potencial. PERGUNTA CHAVE: O que pode dar errado?
• Ações de proteção: tem por objetivo impedir que o problema se alastre, caso tenha ocorrido.
• Ações de correção: tem por objetivo remover os efeitos gerados pelo problema ocorrido. Não é eliminada a causa, mas procura-se eliminar os danos decorrentes.
TODAS AS AÇÕES DEVEM SER ESTUDADAS ANTES QUE O PROBLEMA OCORRA!

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Atividade que Agrega Valor (AV)
Define-se como a atividade que o cliente reconhece
Administração da Produção – Prof. Fabiano Guim - 2013
Define-se como a atividade que o cliente reconhece como válida e está disposto a remunerar a empresa por ela.
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
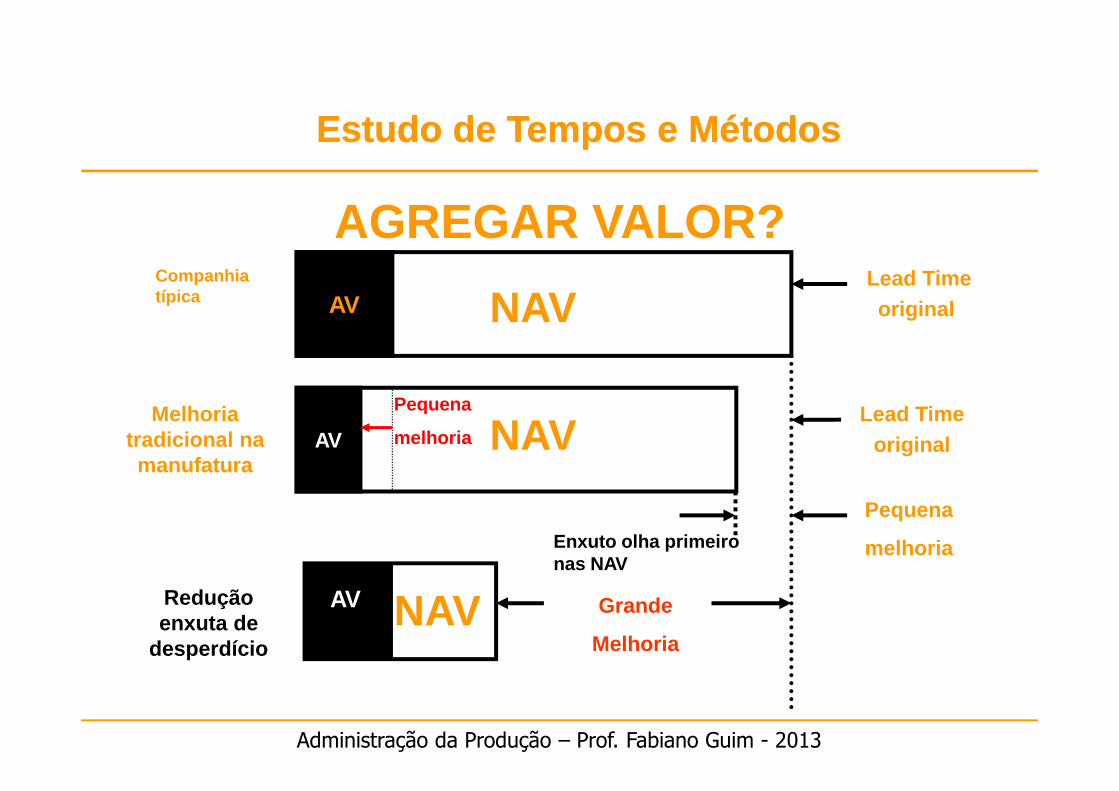
AGREGAR VALOR?
AVLead Time originalNAV
Companhiatípica
Pequena
Administração da Produção – Prof. Fabiano Guim - 2013
AVLead Time
original
Pequena
melhoria
NAVMelhoria
tradicional namanufatura
AV NAVRedução enxuta de
desperdício
Grande
Melhoria
Enxuto olha primeiro nas NAV
Pequena
melhoria
Estudo de Tempos e MétodosEstudo de Tempos e Métodos
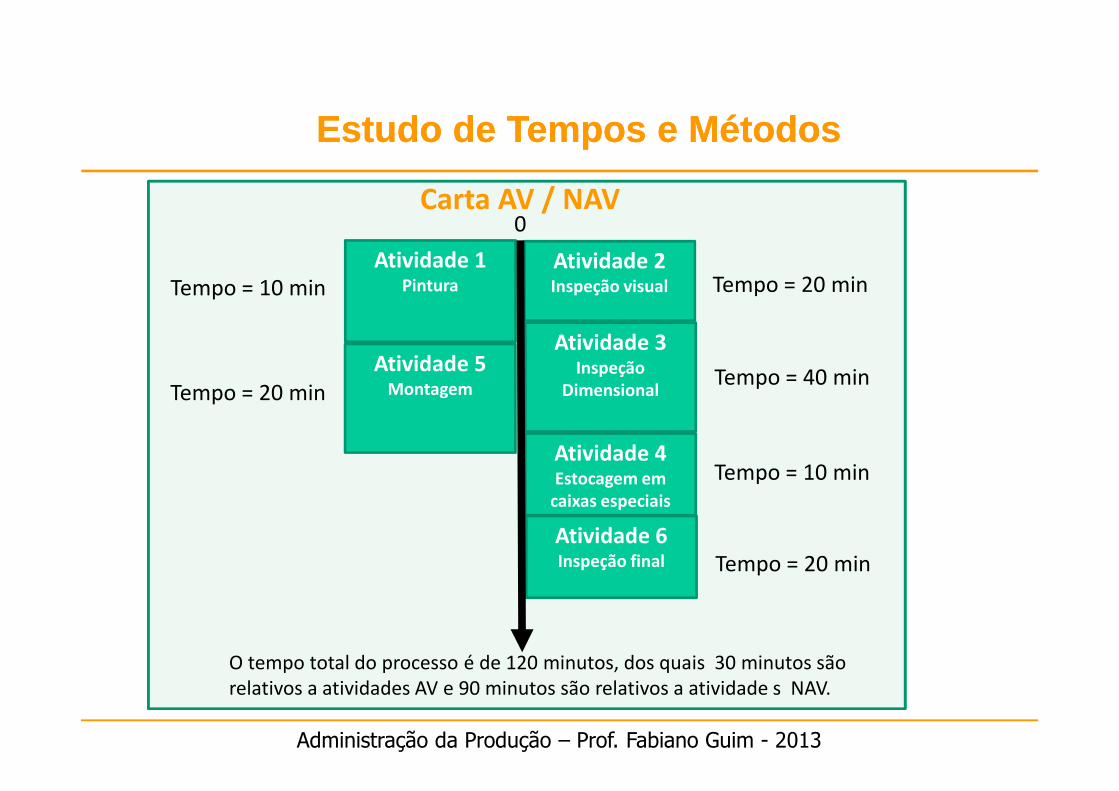
Carta AV / NAV
Atividade 1Pintura
Atividade 2Inspeção visual
Atividade 5Montagem
Atividade 3Inspeção
Dimensional
Tempo = 10 min
Tempo = 20 minTempo = 40 min
Tempo = 20 min
0
Administração da Produção – Prof. Fabiano Guim - 2013
Montagem Dimensional
Atividade 4Estocagem em
caixas especiais
Atividade 6Inspeção final
Tempo = 20 min
Tempo = 10 min
Tempo = 20 min
O tempo total do processo é de 120 minutos, dos quais 30 minutos são relativos a atividades AV e 90 minutos são relativos a atividade s NAV.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
TAKT TIME
TAKT TIME = Tempo de trabalho disponível por turno
Demanda do cliente por turno
Administração da Produção – Prof. Fabiano Guim - 2013
Exemplo: Tempo disponível � (8h/turno)x(3.600s/h)-(30min/turno)x(60s/min) = 27.000 s/turno
Demanda: 455 unid/turno
TAKT TIME = 59 s/unid.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Registro de um processo Industrial
Operação: qualquer transformação realizada sobre o material. Por exemplo, furar, polir, aquecer, cortar, etc.
Inspeção: é caracterizada por uma verificação de uma variavel ou de um
Para registrar um processo industrial, utilizamos símbolos para cada atividade:
Administração da Produção – Prof. Fabiano Guim - 2013
Inspeção: é caracterizada por uma verificação de uma variavel ou de um atributo do material. Por exemplo,medir, pesar, verificar se há defeitos, etc.
Demora: uma demora ocorre quando o material para dentro do processo produtivo, seja porque esta aguardando um transporte para a operação seguinte, seja por outras razões.
Transporte: um transporte ocorre quando o material é movimentado.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Registro de um processo Industrial
Armazenamento: um armazenamento ocorre quando o material é colocado em local previamente definido para estocagem de materiais. O material permanece parado, até que seja retirado e a diferença que ocorre entre o armazenamento a demora deve-se ao fato de a demora não ser prevista dentro do processo produtivo, enquanto o armazenamento é previsto e esta sujeito a controles de entrada e saída do material
Administração da Produção – Prof. Fabiano Guim - 2013
do material
Atividade combinada operação - inspeção: no caso o material sofre operação e, ao mesmo tempo, uma inspeção. Por exemplo, na abertura de um furo, verifica-se o diâmetro e continua-se a furar, se ainda não é o diâmetro correto..
Atividade combinada operação - transporte: o material é processado e ao mesmo tempo é transportado. Um exemplo ocorre no cozimento de biscoitos em um forno dotado de uma esteira. Os biscoitos são colocados na entrada do forno ainda crus, e quando saem do forno, já estão cozidos. O cozimento é a operação, e o transporte feito pela esteira é a atividade de transporte.

Estudo de Tempos e MétodosEstudo de Tempos e Métodos
Operação momem-máquina – carta de atividades múltiplas
A carta de atividades múltiplas representa o trabalho que o operador e as máquinas desenvolvem, utilizando simbolos para cada tipo de atividade desenvolvida. Os símbolos são:
Atividade independente: a atividade que o operador executa sem necessitar de máquina ou de outro operador. Por exemplo, enquanto a máquina processa um produto, o operador esta arrumando as peças em um carrinho. Analogamente para a
Administração da Produção – Prof. Fabiano Guim - 2013
produto, o operador esta arrumando as peças em um carrinho. Analogamente para a máquina.
Espera: o operador esta parado aguardando o término do processo, ou a máquina esta parada aguardando o operador.
Atividade combinada: a atividade desenvolvida necessita do operador e da máquina para ser realizada. Por exemplo, quando uma máquina é carregada com os materiais necessários, considera-se uma atividade combinada para o operador e para a máquina.





![[Curso Java Basico - Orientacao a Objetos] Aula 27: Classes e metodos com parametros](https://img.document.onl/doc/110x75/55b27973bb61eb95158b46fc/curso-java-basico-orientacao-a-objetos-aula-27-classes-e-metodos-com-parametros.jpg)