Embed Size (px)
Citation preview
7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 1/9
106
8. PROJETO E SIMULAÇÃO DOS PROCESSOS DE CONFORMAÇÃO
Todo e qualquer processo industrial de fabricação, principalmente os processo de
conformação mecânica – inclusive aqueles não tão usuais (ex.: estampagem eletromagnética,
hidroconformação, etc.), deve ser cuidadosamente planejado, visando prever todas as variáveis
que governam o estado de deformação imposto ao material, além das condições
(panoramas/layouts) de fabricação possíveis para um dado produto.
Logicamente, que este planejamento vai depender de inúmeros fatores dentro os
quais se destacam:
i) O conhecimento acerca dos materiais e do ferramental utilizado:
principalmente com relação ao controle periódico (inspeção) de suas características
mecânicas e de funcionamento;
ii) O conhecimento sobre os fenômenos físicos envolvidos durante a deformação:
a partir do embasamento técnico-científico com relação aos processos e materiais;
iii) O conhecimento da peça a ser fabricada: sendo de grande importância
conhecer sua função (funcionalidade), qualidade e acabamento requeridos,
propriedades mecânicas exigidas, etc.
iv) A relação custo versus benefício que se pretende obter: onde deve-se, pelo
menos, obter uma estimativa da relação entre o custo e o volume de produção, que
por sua vez deve, logicamente, propiciar a máxima lucratividade à empresa.
A partir dessas premissas se torna evidente que, para o projeto de um processo de
conformação mecânica, deve-se almejar qualidade de produto alicerçada com uma relação
custo versus benefício favorável. Em contrapartida deve-se evitar ao máximo: o desperdício de
material – tanto com relação à matéria-prima quanto aos dispositivos ou maquinários utilizados,
o consumo excessivo de energia e mão de obra – considerando a força exigida ao maquinário e onúmero de pessoas (mão-de-obra) utilizadas na fabricação, o tempo gasto durante o projeto e
fabricação dos dispositivos (ex.: matrizes, etc.), entre outros fatores.
Nesse sentido, e visando reduzir a possibilidade de defeitos durante o processo, bem
como, otimizar seus parâmetros torna-se fundamental – ainda na etapa de projeto, prever de
alguma maneira o comportamento dos materiais (peça e ferramental) e as condições dos
processos de fabricação utilizados. Para isso são utilizadas técnicas de simulação, que tentam
retratar as mesmas condições de processamento para determinado produto.

7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 2/9
107
Assim, as metodologias mais utilizadas em simulação de conformação, e que
auxiliam no desenvolvimento de novos produtos e processos, são os experimentos reais
(simulações físicas ou prototipagem) e as simulações numérico-computacionais.
8.1 SIMULAÇÕES FÍSICAS OU PROTOTIPAGEM
As simulações físicas ou prototipagem são aquelas simulações onde utilizam-se
“modelos” mais dúcteis (ex.: plasticina, cera, gesso calcinado, etc., e que apresentam elevada
ductilidade e formabilidade) em substituição à matéria-prima que será conformada. Além disso,
podem ser utilizados modelos das matrizes fabricados através de resina, silicone, gesso
calcinado, alumínio, etc., que são materiais mais acessíveis economicamente do que aqueles aços
ligados, e desenvolvidos especificamente para a confecção de matrizes.
Vale ressaltar que esta metodologia de simulação é muito empregada nos processos
de forjamento, extrusão, embutimento, etc., e que os materiais utilizados (dispositivos e matéria-
prima) podem ter as dimensões reais do processo de fabricação da peça ou dimensões em
escala reduzida, visando economia de material e tempo de fabricação. Para isso, é necessário
reduzir na mesma proporção todas as grandezas (força, energia, calor, etc.) envolvidas no
processo. Porém, muitas destas grandezas não seguem uma linearidade que permita uma
conversão adequada, logo, deve-se garantir a possibilidade de execução deste processo não
apenas em nível de usinagem e fabricação, mas sim sob o ponto de vista da conversão das
grandezas físicas envolvidas.
Na Fig. 8.1 são apresentados alguns moldes e peças protótipos confeccionados para
simulações físicas ou prototipagem.
Fig. 8.1 – Moldes em resina e protótipos em cera, plasticina, cerâmica e metálicos.
É importante destacar que a prototipagem, em geral, não permite verificar e/ou
prever parâmetros relativos à temperatura, força ou energia do processo, bem como,

7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 3/9
108
microestrutura e/ou qualquer propriedade do material. Sendo possível apenas avaliar o fluxo
do material durante o processo, o surgimento de defeitos superficiais, a formação de rebarba e/ou
o preenchimento da cavidade da matriz – considerando, como exemplo, um processo de
forjamento. Assim, e visando obter previamente tais parâmetros do processo – além de outras
vantagens, são utilizadas as simulações numérico-computacionais.
8.2 SIMULAÇÕES NUMÉRICO-COMPUTACIONAIS
As simulações numérico-computacionais utilizam softwares dotados de algoritmos
específicos para prever analiticamente as condições dos processos de deformação. Existem,
conforme referências especializadas, modelos matemáticos que descrevem o processo de
deformação e o desenvolvimento microestrutural para um determinado material conformado. Isto
possibilita o controle da microestrutura formada, seu tamanho de grão, orientação, etc., além de
viabilizar a otimização dos parâmetros do processo conforme a microestrutura desejada.
Os softwares de simulação são grandes ferramentas para auxiliar no desenvolvimento
dos produtos, sendo muito aplicados na seleção de maquinário (a partir da força necessária),
previsão de dobras ou outros defeitos, análise do fluxo de material, previsão das tensões atuantes,
definição das etapas e possíveis pré-formas ao processo, redução no tempo de processo, etc.
Na Fig. 8.2 é apresentada a simulação de um processo de forjamento a frio, onde se
verificam diferenças entre os resultados de simulações efetuadas por diferentes tipos de análise
(simulações 2D e 3D) em etapas distintas do processo.
a) b)
Fig. 8.2 – Simulação do forjamento a frio da cabeça de um parafuso. a) Sequência do processo
de forjamento. b) Análise gráfica da força do processo conforme o tipo de simulação.
Em geral, os problemas de engenharia não possuem soluções analíticas simples,
apresentando um nível de complexidade considerável para descrever o fenômeno físico e as
variações das grandezas envolvidas (ex.: escoamento do material, plasticidade, atrito, gradiente
térmico, etc.). Por isso, são utilizadas as simulações computacionais, que realizam combinações

7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 4/9
109
gráficas através de métodos numéricos, que tentam retratar as condições reais. Outra grande
vantagem no uso deste método é a capacidade de se repetir (simular) diversas vezes o
processo, alterando apenas alguns parâmetros de interesse.
Vale ressaltar que a fim de simplificar os modelos e métodos de cálculo, muitas
vezes se faz necessário assumir algumas hipóteses simplificadoras (já citadas em outros
capítulos) que envolvem o material, as ferramentas e as variáveis atuantes no processo, e que na
maioria dos casos pode comprometer a exatidão dos resultados.
Os softwares de simulação, em geral, baseiam-se em dois métodos numéricos de
análise, escolhidos conforme a capacidade de processamento e as características de cada
processo, são eles: o Método dos Volumes Finitos (MVF) e o Método dos Elementos Finitos
(MEF).
O MVF visa obter uma versão discreta de uma equação diferencial parcial que
representa o sistema a ser analisado. O desenvolvimento dessa metodologia se concentra no
fluxo de uma determinada grandeza (ex.: massa e energia) que atravessa regiões (ou volumes
adjacentes) de controle, obtendo a quantidade desta grandeza por unidade de tempo. Logo, esta
técnica permite desenvolver as relações de conservação de massa e energia, resultando em
interpretações físicas diretas, além de viabilizar sua aplicação em malhas com espaçamentos não-
uniformes. Por isso, o MVF é utilizado em escoamento de fluidos e simulações termo-
mecânicas, que envolvem gradiente de temperatura através de volumes discretos. Este tipo de
análise é mais rápido do que aquela realizada por MEF, exigindo menor capacidade de
processamento para a mesma situação.
Por sua vez, o MEF – muito utilizado em análises estruturais, apresenta significativa
aplicação em análises bidimensionais ou tridimensionais envolvendo transferência de calor, taxa
de deformação, propriedades dos materiais, atrito, etc. Este método permite resolver problemas
da teoria da elasticidade (pequenas deformações) e, considerando softwares mais modernos,
também da teoria da plasticidade (grandes deformações), baseado na divisão de um meiocontínuo em um número finito de pequenas regiões. Estas divisões são chamadas de elementos
finitos, já que tornam um elemento contínuo em discreto, e formam uma rede – que cuja malha
pode ser aumentada ou diminuída dependendo do tamanho do elemento escolhido para
representá-la. Os pontos de interseção da rede são chamados de nós, e buscam-se, neste método,
as funções que satisfaçam o domínio de cada elemento.
Devido à mudança de forma envolvida durante a simulação dos processos de
conformação há grande distorção na malha através do MEF, sendo essa modificada por outra, no
7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 5/9
110
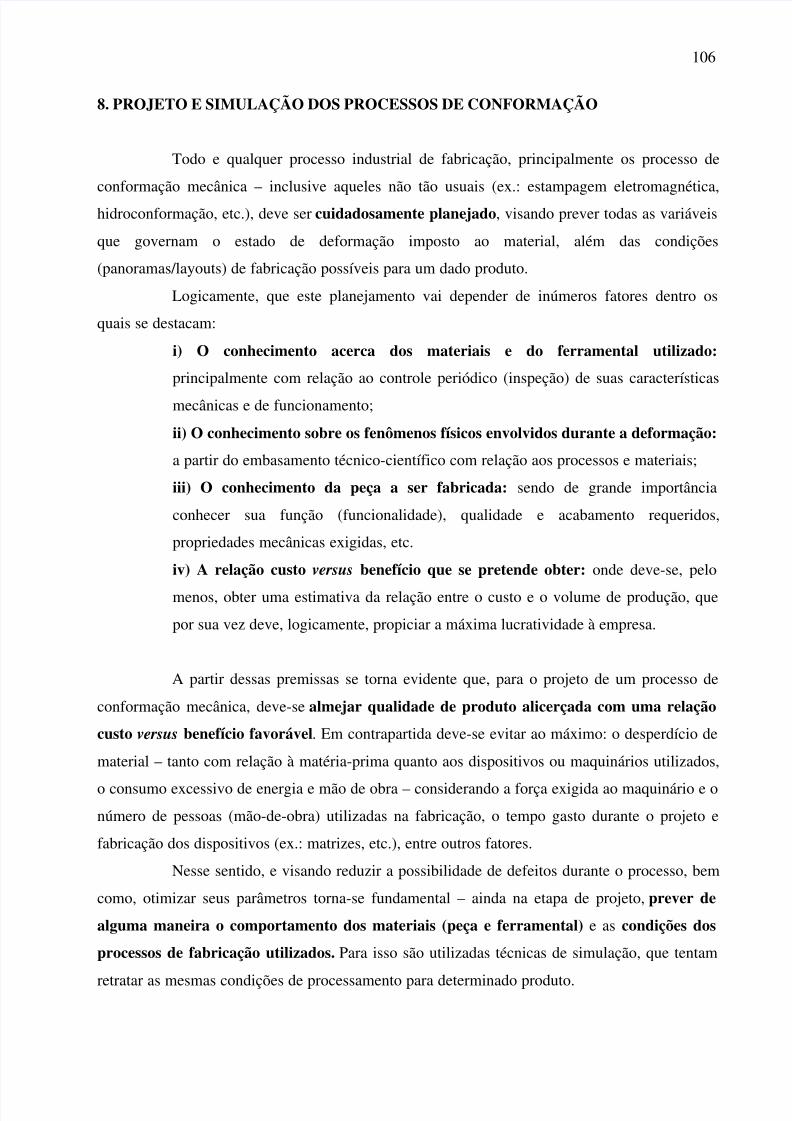
que vem a ser o processo de remalhamento, conforme ilustrado na Fig. 8.3. Esse processo
permite a continuidade da simulação, facilitando o processamento e a obtenção dos resultados.
Fig. 8.3 – Processo de remalhamento utilizado no MEF.
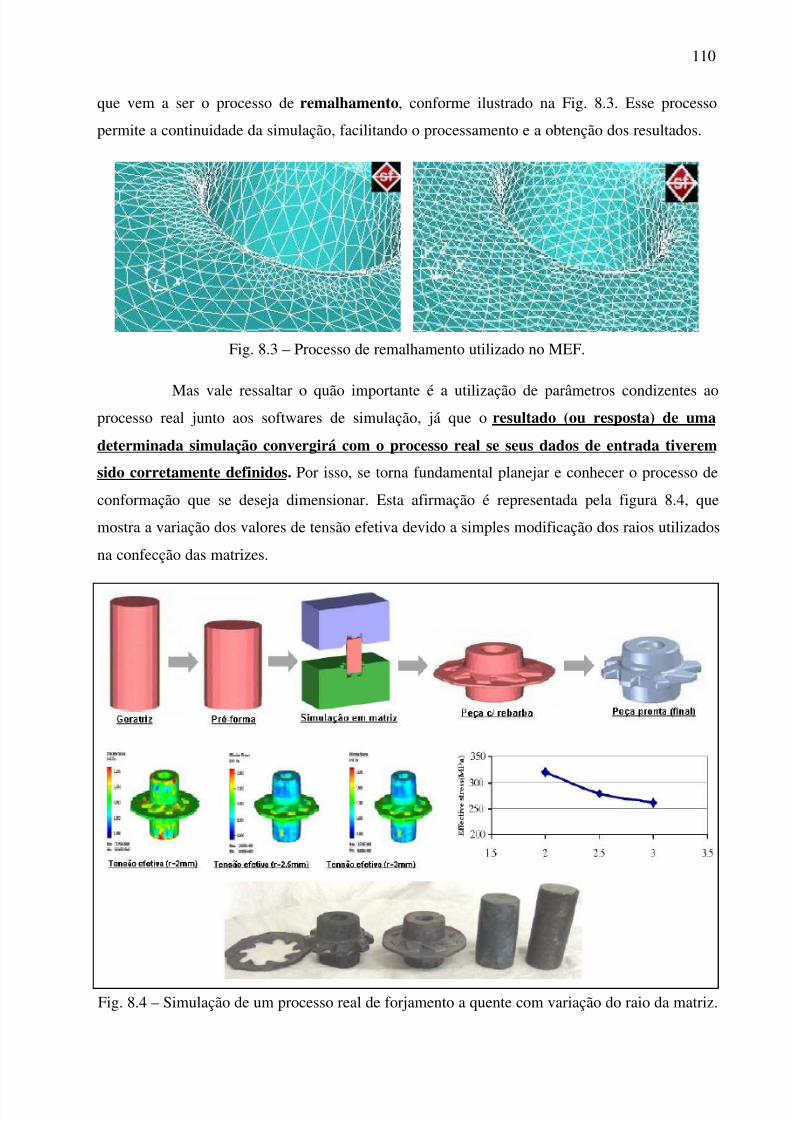
Mas vale ressaltar o quão importante é a utilização de parâmetros condizentes aoprocesso real junto aos softwares de simulação, já que o resultado (ou resposta) de uma
determinada simulação convergirá com o processo real se seus dados de entrada tiverem
sido corretamente definidos. Por isso, se torna fundamental planejar e conhecer o processo de
conformação que se deseja dimensionar. Esta afirmação é representada pela figura 8.4, que
mostra a variação dos valores de tensão efetiva devido a simples modificação dos raios utilizados
na confecção das matrizes.
Fig. 8.4 – Simulação de um processo real de forjamento a quente com variação do raio da matriz.
7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 6/9
111
REFERÊNCIAS BIBLIOGRÁFICAS
Alvarenga, F. B., 2006, Uma abordagem metodológica para o projeto de produtos inclusivos. Tese (doutorado) - Universidade Estadual de Campinas, Pós-Graduação em Engenharia Mecânica, Departamento deProjeto Mecânico, Campinas, SP, 218 p.
Assan, A. E., 2003, Métodos dos elementos finitos: primeiros passos. 2 ed., Campinas, SP,Unicamp, 299 p.
Associação Brasileira do Alumínio, 1990, Extrusão: guia prático do alumínio. São Paulo, SP, 130 p.
Billigmann, J., Feldmann, H. D., 1979, Estampado e prensado a máquina. Ed. Reverté, Barcelona.
Bortoli, A. L., 2000, Introdução à dinâmica de fluídos computacional. Universidade Federal do RioGrande do Sul, 134 p.
Bresciani Filho, E., et al., 1986, Conformação plástica dos metais. 3 ed., Campinas, SP, Unicamp,234 p., 2v.
Bresciani Filho, E., et al., 1997, Conformação plástica dos metais. 5 ed., Campinas, SP, Unicamp,385 p.
Brites, F. S., 2009, Desenvolvimento integrado de produto para forjamento. Dissertação(mestrado) - Universidade Federal do Rio Grande do Sul, Programa de Pós-Graduação em Engenharia Mecânica,Porto Alegre, RS, 107 p.
Brito, A. M. G., et al., 2002, Utilização de simulações numéricas termo-mecânicas no estudo decomponentes forjados. Artigo publicado no V Congresso de Métodos Numéricos em Engenharia (SEMNI),Madrid, 13 p.
Brito, A. M. G., et al., 2009, Processos de obtenção de pré-formas na produção de forjados em
matriz. Artigo publicado na Revista Ferramental, jan.-fev., p. 15-21.
Brito, O., 2004, Estampo de corte: técnicas e aplicações. Hemus, SP. 193 p.
Buijk, A. J., 2009, Finite volume (FV) and finite element (FE) integration in Simufact.forming.Disponível em: www.simufact-americas.com/reference, acesso em: 28/10/2009.
Callister Jr., W. D., 2006, Ciência e engenharia de materiais – Uma introdução. Rio de Janeiro,LTC, 7. ed., 705 p.
Chiaverini, V., 1986, Tecnologia mecânica. 2. ed., São Paulo, McGraw-Hill, 2 e 3v.
Cremonezi, A., et al., 2009, A metalurgia do pó: alternativa econômica com menor impacto
ambiental. Metallum Eventos Técnicos e Científicos, 1. ed., 320 p.
Crout, C. J., 2009, Equipamentos para forjamento: martelos. Revista Forge, 1. ed.
Dieter, G. E., 1981, Metalurgia mecânica. 2. ed., Rio de Janeiro, Guanabara Dois, 653 p.
Erxleben, S., Suttan, F., 2007, Preforming processes in the production of forgings. XI ConferênciaInternacional de Forjamento, Bento Gonçalves, RS.
Ferreira, J. C., 2002, Tecnologia da pulverometalurgia. Lisboa, Fundação Calouste Gulbenkian, p.32-33.
Flach, A., 2007, Otimização de pré-forma para forjamento de chave combinada. Trabalho de
diplomação do curso de Engenharia Mecânica da Universidade do Vale do Rio dos Sinos (UNISINOS), SãoLeopoldo, RS, 49 p.
Forjaço, 2009, Equipamentos. Disponível em: www.forjaco.com, acesso em: 01/10/09.
7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 7/9
112
Fortuna, A. O., 2000, Técnicas computacionais para dinâmica dos fluídos – conceitos básicos eaplicações. Edusp, 426 p.
Garcia, A., et al., 2000, Ensaios dos materiais. Rio de Janeiro, LCT, 247 p.
Geier, M., 2007, Considerações sobre o atrito para processos de forjamento a frio através do
ensaio de compressão do anel. Dissertação (mestrado) - Universidade Federal do Rio Grande do Sul, Programa dePós-Graduação em Engenharia de Minas, Metalurgia e de Materiais, Porto Alegre, RS, 82 p.
Gerdau, 2009a, Manual de aços especiais: aços construção mecânica. Disponível em:www.gerdau.com.br, acesso em: 21/09/2009.
Gerdau, 2009b, Catálogo de barras e perfis: barras trefiladas Gerdau . Disponível em:www.gerdau.com.br, acesso em: 21/09/2009.
Gorni, A. A., 1996, Inovações tecnológicas na laminação de chapas grossas: processos e produtos.Artigo apresentado no XXXIII Seminário de Laminação, Associação Brasileira de Metalurgia e Materiais, VoltaRedonda, RJ, Setembro de 1996.
Griza, S., 2006, Apostila da disciplina de Conformação I. Universidade do Vale do Rio dos Sinos,São Leopoldo, RS, 109 p.
Grüning, K., 1973, Técnica da conformação. São Paulo, Polígono, 251 p.
Harrer, O., et al., 2005, Microstructure simulation in radial forging of nickel base alloys. In:International Esaform Conference on Material Forming, 8. 2005, The Romanian Academy, v.1, p.515-518.
Helman, H., Cetlin, P. R., 1983, Fundamentos da conformação mecânica dos metais. Rio deJaneiro, RJ, Guanabara Dois, 171 p.
Hentz, E. A., et al., 2007, Influência da curva de escoamento na simulação computacional doprocesso de forjamento a quente da liga de titânio Ti-6Al-4V. Artigo publicado na Ciência & Engenharia, v. 16,
n.1/2, p. 53-59, jan.-dez.
Hertzberg, R. W., 1989, Deformation and fracture mechanics of engineering materials. JohnWiley & Sons, 3 ed., Canada, 682 p.
Ince, U., Guden, M., [s.d.], Simulation of the cold forging process in fastener manufacture. NormFasteners Cooperation 35620 Çiğli, İzmir, Turkey. Department of Mechanical Engineering and Dynamic Testingand Modeling Laboratory, Izmir Institute of Technology, Gülbahçe, Urla, Izmir, Turkey.
Jarreta, D. D., et al., 2008, Análise crítica da base de dados de programa de simulação numéricapara conformação a quente da liga VAT® 718. Artigo publicado na Tecnologia em Metalurgia e Materiais, SãoPaulo, SP, v. 5, n.1, p. 28-34, jul.-set.
Kobayashi, S., et al., 1989, Metal forming and finite-element method. New York: OxfordUniversity Press, 377 p.
Kuhlman, G. W., 1988, Metals Handbook: Forging of Titanium Alloys. ed. 9, v.14, ASM, MetalsPark, Ohio, p. 267-287.
LdSM, 2009, Metais – Ferrosos – À baixo teor de carbono. Laboratório de Design e Seleção deMateriais (LdSM). Disponível em: www.ndsm.ufrgs.br, acesso em: 10/11/2009.
Lange, K., 1994, Handbook of metal forming. Society of Manufactores Engineers (SME), Dearborn,Michigan, cap 11.
Lenhard Júnior, A. L., 2007, Análise da influência das propriedades do material e parâmetros do
processo na simulação numérica do processo de forjamento. Dissertação (mestrado) – Universidade Federal doRio Grande do Sul, Programa de Pós-Graduação em Engenharia de Minas, Metalurgia e de Materiais, Porto Alegre,RS, 78 p.
7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 8/9
113
Lima, V. T., 2006, Processos mecânicos e metalúrgicos de fabricação: extrusão. Universidade deRio Verde, GO, 9 p.
Lindner, H., 1965, Bulk forging of steel between 600 and 900 °C. Dr. Ing. Thesis, TechnischeUniversität, Hannover.
Lino, F. J., et al., 2006, Utilização da prototipagem rápida no apoio ao desenvolvimento deprodutos forjados e fundidos. Artigo publicado nos anais do XXVI Senafor (IX Conferência Nacional deConformação de Chapas), Porto Alegre, RS, 12 p.
LMT Bohlerit, 2010, Catálogo de Sistemas de Laminação de Rosca. Fette, Santo Amaro, SP. 12 p.
Löwven, J., 1971, Ein beitrag zur bestimmungdes reibungszustandesbeim gesenkschmieden.Technische Universität, Hannover, Doktor Arbeit.
Maarefdoust, M., Kadkhodayan, M., Simulation and analysis of hot forging process for industriallocking gear elevators. Islamic Azad University - Gonabad Branch, Iran, Department of Mechanical Engineering,Ferdowsi University of Mashhad, Iran.
Marcondes, P., 2008, Projeto de ferramentas para conformação de chapas. Universidade Federaldo Paraná, PR, 254 p.
Mascia, N. T., 2006, Notas de aula sobre Teoria das Deformações. Universidade Estadual deCampinas, SP, 36 p.
Maxiforja, 2009, Produtos automotivos e agrícolas. Disponível em: www.maxiforja.com.br, acessoem: 10/03/09.
Mendonça, A. A., 1995, Desenvolvimento de fio-máquina de aço ultra baixo carbono paraestampagem a frio. Dissertação de mestrado em Engenharia Metalúrgica e de Minas – Escola de Engenharia daUFMG, Belo Horizonte, MG.
Mesquita, E. L. A., 1997, Conformação dos aços inoxidáveis. Acesita. 42 p.
Metals Handbook, 1988, Forging and casting. [s.l], v.5, 7a.
Milke, A., 2009, Apostila da disciplina de Conformação Mecânica. Universidade do Vale do Riodos Sinos, São Leopoldo, RS.
Moraes, W. A., 2010, Notas de aula da disciplina de Conformação Plástica dos Metais. Unisanta.
Moreira, M. F., [s.d.], Notas de aula da disciplina de Conformação Mecânica. [s.l], [s.n], 11p.
Moro, N., Auras, A. P., 2007, Apostila da disciplina de Processos de Fabricação: ConformaçãoMecânica I e II., e Metalurgia do Pó, Centro Federal de Educação Tecnológica de Santa Catarina, Curso Técnico de
Mecânica Industrial. Florianópolis, SC.
Norton, R. L., 2004, Projeto de máquinas - Uma abordagem integrada. São Paulo, Bookman,931p.
Oliveira, S. A. G, [s.d.], Simulação numérica de processos de conformação. Universidade Federalde Uberlândia, Artigo apresentado no XIII Simpósio do Programa de Pós-Graduação em Engenharia Mecânica,Uberlândia, MG, 4 p.
Pacheco, J. L., 2007, Apostila da disciplina de Fabricação por Deformação. Universidade Federaldo Rio Grande do Sul (UFRGS), Programa de Pós Graduação em Engenharia Mecânica (PROMEC), Porto Alegre,RS, 51 p.
Pahl, G., et al., 2005, Projeto na engenharia: fundamentos do desenvolvimento eficaz deprodutos, métodos e aplicações. Edgard Blücher, São Paulo. 411 p.

7/24/2019 aula_11_-_projeto_e_simulacao_de_conformacao.pdf
http://slidepdf.com/reader/full/aula11-projetoesimulacaodeconformacaopdf 9/9
114
Peres, G. C., 2002, Comparação de métodos da análise de processo de forjamento. Trabalho deconclusão do curso de Engenharia Mecânica, 2000/2001, Porto Alegre, RS: Escola de Engenharia da UFRGS, 23 p.
Pereira, M., 2010, Notas de aula sobre Fundamentos da Transformação Mecânica. PUC-Rio, Riode Janeiro, RJ.
Pertence, A. E. M., Cetlin, P. R., 1998, Analysis of a new model material for the physicalsimulation of metal forming. Journal of Materials Processing Technology.
Pye, D., 2009, Técnicas de modificação de superfície para matrizes de forjamento . Revista Forge,1 ed., jan., p. 18-21.
Ribeiro, J. D., 1993, Avaliação do atrito no forjamento. Dissertação (mestrado) - UniversidadeFederal do Rio Grande do Sul, Programa de Pós-Graduação em Engenharia de Minas, Metalurgia e de Materiais,Porto Alegre, RS, 111 p.
Rodrigues, J. M. C., Martins, P., 2005, Tecnologia mecânica: tecnologia da deformação. Lisboa,Escolar, v. 1 e 2, 695 e 742 p.
Rojas, P. A. M., 2003, Otimização de pré-formas e matrizes em problemas bidimensionais deforjamento. Tese de doutorado apresentada ao PROMEC/UFRGS, Porto Alegre, RS, 228 p.
Rossi, M., 1971a, Estampado en caliente de los metales. Barcelona, Hoepli, 387 p.
Santos, M. R., et al., 2006, Simulações física e numérica de rotas alternativas para a fabricaçãode parafuso de rosca métrica. Artigo apresentado no 17º CBECIMat - Congresso Brasileiro de Engenharia eCiência dos Materiais, 15 a 19 de Novembro de 2006, Foz do Iguaçu, PR, 12 p.
Silva, R. F., Costa, C. E., 2006, Forjamento e extrusão de pré-formas de alumínio obtidas pelametalurgia do pó. Artigo apresentado no XXI Congresso de Iniciação Científica e Tecnológica em Engenharia(CRICTE 2006) e VI Feira de Protótipos. UNIJUI, 2 p.
Soriano, M. M., 2010, Notas de aula da disciplina de Conformação Mecânica dos Metais II .Universidade Federal de Santa Maria, Santa Maria, RS.
Simufact, 2008, User guide Simufact.Forming 8.1. Simufact Engineering GmbH, 109 p.
Sindiforja, 2009, Panorama da indústria: dados de produção atual e situação do setor naestrutura nacional e internacional. Disponível em: www.sindiforja.org.br, acesso em: 16/06/2009.
Society of Autmotive Engineers, 2001, Chemical compositions of SAE carbon steels: SAE J403.SAE Iron and Steel Thechnical Comittee Division I – Carbon and Alloy Steels.
Souza, E. N., et al., 2008, Otimização do perfil de velocidade de uma prensa hidráulica deforjamento através de simulação por elementos finitos. Artigo publicado na revista Tecnologia em Metalurgia e
Materiais, São Paulo, SP, v.4, n.3, p. 7-12, jan.-mar.
Stöter, J., 1960, Investigation of the hammer and press forging operations with special referenceto rising. Köln/Opladen, Westdeutscher Verlag.
Virtual Máquinas, 2009, Máquinas novas para forjaria: catálogo Yiyou. Disponível em:www.virtualmaquinas.com.br/maquinas/novas/forjaria/Catalogo_Yiyou.pdf , acesso em: 01/10/09.
Wagoner, R. H., Chenot, J. L., 1996, Fundamentals of metal forming. New York, John Wiley andSons, 385 p.
Weisheimer, G. K., et al., 2005, Simulação do forjamento a frio de cruzeta de pequeno porteutilizando os aços ABNT 1020 e 16MnCr5. Artigo apresentado no VI Encontro de Iniciação Científica – Labor. de
Fenômenos de Superfície, 18-19 de abril de 2005, p. 15-18.
Zdilla, J., Poole, D., 2009, Uma visão mais próxima dos lubrificantes para forjamento. RevistaForge, ed. 1, jan., p. 12-16.





























