Embed Size (px)
Citation preview

BALANCEAMENTO DE LINHA DE MONTAGEM
COM O USO DE PROGRAMAÇÃO NÃO LINEAR
INTEIRA: UM ESTUDO DE CASO EM UMA EMPRESA
CALÇADISTA
RAFHAEL SOUZA E SILVA - [email protected]
UNIVERSIDADE FEDERAL DO CEARÁ - UFC
FRANCISCO JOCIVAN CARNEIRO COSTA JÚNIOR -
UNIVERSIDADE FEDERAL DO CEARÁ - UFC
ANSELMO RAMALHO PITOMBEIRA NETO - [email protected]
UNIVERSIDADE FEDERAL DO CEARÁ - UFC
Área: 6 - PESQUISA OPERACIONAL
Sub-Área: 6.1 - PROGRAMAÇÃO MATEMÁTICA
Resumo: ESTE TRABALHO TEM COMO FINALIDADE APRESENTAR O
DESENVOLVIMENTO E APLICAÇÃO DE UM MODELO MATEMÁTICO, TENDO
COMO BASE A PROGRAMAÇÃO NÃO LINEAR INTEIRA, PARA AUXILIAR O
BALANCEAMENTO EM UMA LINHA DE MONTAGEM. SÃO LEVADOS EM
CONSIDERAÇÃO OS TEMMPOS DAS OPERAÇÕES, AS TAXAS DE PRODUÇÃO E O
ESPAÇO DISPONÍVEL PARA A ALOCAÇÃO DE OPERADORES E EQUIPAMENTOS. O
MODELO BUSCA A MINIMIZAÇÃO DO TEMPO DE CICLO DA LINHA, POR MEIO
DA DETERMINAÇÃO DO NÚMERO DE OPERADORES EM CADA OPERAÇÃO E DA
TAXA DE PRODUÇÃO ADEQUADA. PARA A IMPLEMENTAÇÃO DO MODELO FOI
UTILIZADO O SOFTWARE MICROSOFT EXCEL, POR MEIO DA FERRAMENTA
SOLVER. O ESTUDO DE CASO FOI REALIZADO EM UMA EMPRESA
ESPECIALIZADA NA PRODUÇÃO DE CALÇADOS. APÓS O CÁLCULO DO
BALANCEAMENTO ÓTIMO, OS RESULTADOS OBTIDOS FORAM UTILIZADOS
COMO BASE PARA O PROJETO DE UM NOVO ARRANJO FÍSICO. OS RESULTADOS
MOSTRARAM QUE OCORREU UMA DIMINUIÇÃO CONSIDERÁVEL DO TEMPO
CICLO, UMA DIMINUIÇÃO DA OCIOSIDADE DA LINHA E UM MAIOR
APROVEITAMENTO DO ESPAÇO DISPONÍVEL.
Palavras-chaves: BALANCEAMENTO DA LINHA DE MONTAGEM. OTIMIZAÇÃO.
PROJETO DE ARRANJO FÍSICO.

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
2
ASSEMBLY LINE BALANCING BY MEANS OF
INTEGER NONLINEAR
PROGRAMMING : A CASE STUDY IN A
FOOTWEAR MANUFACTURER
Abstract: THIS WORK AIMS TO PRESENT THE DEVELOPMENT AND
APPLICATION OF A MATHEMATICAL MODEL, BASED ON INTEGER NONLINEAR
PROGRAMMING, TO ASSIST IN BALANCING AN ASSEMBLY LINE. WE TAKE INTO
ACCOUNT THE OPERATION TIMES, PRODUCTION RATES AND THE SPACE
AVAAILABLE FOR THE ALLOCATION OF OPERATORS AND EQUIPMENT. THE
MODEL SEEKS TO MINIMIZE THE ASSEMBLY LINE´S CYCLE TIME, BY
DETERMINING THE NUMBER OF OPERATORS IN EACH OPERATION AND THE
ADEQUATE PRODUCTION RATE. TO IMPLEMENT THE MODEL, WE USED
MICROSOFT EXCEL SOFTWARE BY MEANS OF THE SOLVER TOOL. THE CASE
STUDY WAS CARRIED OUT IN A COMPANY SPECIALIZING IN THE PRODUCTION
OF FOOTWEAR. AFTER CALCULATING THE OPTIMUM BALANCE, THE RESULTS
WERE USED AS A BASIS FOR THE DESIGN OF A NEW LAYOUT. THE RESULTS
SHOWED THAT THERE WAS A CONSIDERABLE REDUCTION OF CYCLE TIME, A
DECREASE IN THE LINE IDLENESS AND BETTER USE OF AVAILABLE SPACE.
Keyword: ASSEMBLY LINE BALANCING. OPTIMIZATION. FACILITY LAYOUT.

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
3
1. Introdução
A busca pela melhoria contínua faz parte da cultura das empresas líderes nos dias
atuais. Este princípio surgiu através da criação do kaizen, por meio do sistema Toyota de
produção. Com este interesse a indústria calçadista tem buscado o aperfeiçoamento dos seus
processos produtivos, para o aumento da eficiência produtiva.
O processo de produção de calçados é organizado em linhas de montagem, nas quais
esteiras movimentam os produtos a uma taxa constante. Em torno das esteiras há montadores
que realizam uma sequência de operações até a finalização dos produtos. Este trabalho foi
motivado pelo seguinte problema: como balancear a linha de montagem com o melhor
aproveitamento da mão de obra e gerando o menor tempo de ciclo possível, levando em
consideração os limites de espaços de uma esteira de montagem?
Para obter o balanceamento ótimo, foi desenvolvido um modelo de programação não
linear inteira. O modelo foi implementado na planilha eletrônica Microsoft Excel, e resolvido
por meio da ferramenta Solver. O estudo de caso foi realizado em uma empresa calçadista de
grande porte. Foram coletados dados referentes à linha de montagem, como por exemplo:
quantidade de operações e seus respectivos padrões de cronoanálise, as relações de
precedências de cada operação, os postos de trabalho de cada operação, suas respectivas
metragens e tempo ciclo. Com base no balanceamento ótimo obtido pelo modelo, foi proposto
um novo layout para a linha de montagem.
Este artigo está dividido nas seguintes seções: a Seção 2 apresenta a fundamentação
teórica utilizada no desenvolvimento do estudo assim como trabalhos relacionados; a Seção 3
descreve o estudo de caso e os resultados obtidos; por fim, a Seção 4 relata as conclusões do
trabalho e sugestões de trabalhos futuros.
2. Fundamentação teórica
2.1 Balanceamento de linhas de montagem
Slack, Chambers e Johnston (2002) definem arranjo físico como a manifestação de um
tipo de processo, em que o foco principal é o posicionamento físico dos recursos de
transformação. Projetar um arranjo físico consiste em decidir onde colocar todas as
instalações, máquinas, equipamentos e pessoal da produção, e determinar a maneira segundo a
qual os recursos transformados fluem pela operação. Para Gonçalves Filho (2005), os tipos de
arranjo físicos mais frequentes são classificados em: arranjo físico posicional, arranjo físico
por produto, arranjo físico celular e arranjo físico por processo.

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
4
Becker e Scholl (2006) definem de forma detalhada linha de montagem como um
conjunto de estações distribuídas de forma sequenciada e conectadas por um dispositivo de
movimentação de materiais. Os elementos a serem processados são então alimentados na
primeira estação. Eles passam para as estações seguintes em intervalos de tempo
determinados, chamados de tempo de ciclo, até atingir o último posto de trabalho. De acordo
com Simaria (2001), uma linha de montagem é um conjunto de postos de trabalho dispostos
sequencialmente e interligados por um sistema de transporte de materiais. Em cada posto de
trabalho é executado um conjunto de tarefas (ou operações)
pré-especificadas num processo de montagem.
Gaither e Frazier (2002) definem balanceamento de linhas como a análise de linhas de
produção com o objetivo de dividir igualmente o trabalho a ser feito entre estações de
trabalho, a fim de que o número de estações de trabalhos necessário na linha de produção seja
minimizado. Para Farnes e Pereira (2007), balancear uma linha significa atribuir tarefas às
estações de trabalho, para otimizar uma medida de desempenho. Usualmente, a medida de
desempenho relaciona-se ou com o número de estações, minimizando os custos de produção,
ou com o tempo de ciclo, maximizando a taxa de produção por eliminar tempos ociosos nas
estações.
Segundo Alvarez e Antunes Jr. (2001), o takt time é o ritmo de produção necessário
para atender a um determinado nível considerado de demanda, dadas as restrições de
capacidade da linha ou célula, enquanto o tempo de ciclo corresponde ao intervalo de tempo
entre as ocorrências consecutivas de um mesmo evento. O tempo de ciclo de uma linha de
produção é definido então como o intervalo de tempo entre o término da montagem de
produtos consecutivos. Portanto, para uma linha de produção atender à demanda prevista,
deve ter seu tempo de ciclo menor ou igual ao takt time.
2.2 Aplicação de modelos matemáticos de otimização
Os modelos de otimização para balanceamento de linhas de montagem são em geral
baseados em programação inteira e resolvidos por meio de um algoritmo do tipo branch-and-
bound implementados em solvers (Battaïa; Dolgui, 2013). No caso do solver incluído no
Microsoft Excel, os modelos lineares são resolvidos por meio do método simplex, enquanto
modelos não lineares são resolvidos por meio do método gradiente reduzido generalizado
(GRG), dentro da busca branch-and-bound (Ragsdale, 2009). Para Dantas et al. (2007), o
algoritmo de gradiente reduzido generalizado pode tratar da solução de problemas de

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
5
otimização não lineares nos quais a função objetivo pode ter não linearidades de qualquer
forma, contanto que essa função seja diferenciável.
Fernandes et al. (2008) apresentam dois estudos de caso em que obtêm o
balanceamento ótimo por meio da solução exata de modelos de programação inteira, obtendo
uma redução de mais de 10% no número de estações de trabalho. Fontes et al. (2013) aplicam
um modelo de programação linear inteira binária para o balanceamento de uma linha de
montagem em uma fábrica de eletrodomésticos, conseguindo uma redução da ociosidade da
linha de 34% para 17,8%. Já para Bueno et al. (2014) a aplicação do balanceamento de linha,
a partir de dois métodos heurísticos diferentes e apoio de software de simulação
computacional, resultou em um balanceamento com melhoria de 12,49% com relação à
eficiência e de 54,39% quanto ao atraso de uma linha de montagem de automóveis de uma
empresa do setor automotivo.
3. Estudo de caso
O estudo foi desenvolvido em uma empresa localizada no estado do Ceará, a qual é
uma das maiores produtoras mundiais de calçados, dispondo de aproximadamente 24.000
funcionários e com capacidade instalada total de 200 milhões de pares/ano. A empresa tem
uma perspectiva de grande crescimento, necessitando de constantes ações de melhorias
relacionado à sua capacidade produtiva, portanto o presente estudo torna-se uma ferramenta
de suma importância para o alcance deste crescimento.
3.1 Descrição processo de produção e coleta de dados
Para o estudo utilizou-se a linha de montagem de um modelo de sandália do tipo
rasteira. Este tipo de sandália apresenta um alto volume no quadrimestre e tem uma estrutura
de média complexidade, sendo satisfatório o seu uso como objeto de estudo.
As peças que compõem o produto são: cabedal, palmilha, soleta, enfeite M, enfeite
ABS e enfeite ASB inferior. O arranjo físico inicial é do tipo "por produto", onde os postos de
trabalhos estão dispostos conforme a sequência de montagem do produto, levando em
consideração as dependências de tarefas. Nesta linha de montagem o fluxo do material
obedece a relações de precedência. Estas relações estão apresentadas no Quadro 1.
Ao analisar a configuração do layout, pode-se identificar as operações 70 e 100 como
o gargalo da linha, pois o seu padrão de cronoanálise define o padrão-hora do produto. A
Figura 1 ilustra o layout inicial da linha de montagem do produto em estudo.

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
6
FIGURA 1 – Layout inicial da linha de montagem.

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
7
Por meio do setor de engenharia de processos da empresa coletaram-se informações
sobre quais operações o modelo de sandália em estudo contém, a capacidade produtiva de
cada operação, o aproveitamento da mão de obra para cada operação e as relações de
precedências. Estes dados foram necessários para a montagem da base do modelo matemático
e usado como comparativo para medição da melhoria alcançada.
QUADRO 1 – Relações de precedência.
Para o projeto do novo layout foi utilizado o layout inicial como base, o qual foi desenvolvido
e fornecido pelos analistas do setor de engenharia de processos.
3.2 Modelo de programação não linear inteira
Para calcular a solução ótima do problema em estudo, foi desenvolvido um modelo de
programação não linear inteira, o qual foi implementado em uma planilha do Microsoft Excel
e resolvido por meio do Excel Solver. O modelo tem como base para identificação das
restrições algumas características relacionadas à metodologia da empresa e limitações físicas,
como o aproveitamento da mão de obra que deverá ser acima de 85% e a esteira de montagem
com duas lonas tem uma extensão disponível de 30 metros, e quando usado duas lonas é
contabilizado um espaço disponível de 60 metros. A seguir serão descritos os parâmetros e as
variáveis de decisão do modelo:
Variáveis de decisão:
xj - Número de operadores alocados à operação j;
P - Padrão-hora da linha, em número de pares de calçados por hora;

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
8
Parâmetros:
pj - Padrão-hora da operação j em números de pares/hora;
sj - Espaço ocupado por um operador na operação j;
Logo, o modelo é o seguinte:
min 20
1
(60 / ) j
j
TC P x
(1)
s.a. j jp x P j = 1, ..., 20 (2)
20 20
1 1
0,85 ( / )j j
j j
x P p
(3)
20
1
60j j
j
s x
(4)
1jx j = 1, ..., 20 (5)
0P (6)
jx inteiro, j = 1, ..., 20 (7)
A função-objetivo dada pela equação (1) corresponde à minimização do tempo de
ciclo (TC) da linha (a constante de valor 60 garante que o tempo é dado em minutos, uma vez
que P é dado em pares/hora); a restrição (2) garante que cada estação de trabalho tem padrão-
hora maior ou igual ao padrão-hora da linha; a restrição (3) garante a utilização mínima de
85% da mão de obra, uma vez que a soma do lado direito da restrição corresponde à mão de
obra mínima necessária, e a soma do lado esquerdo corresponde ao total de mão de obra
alocado; a restrição (4) assegura que o tamanho total da linha seja menor que o espaço
disponível de 60m, conforme indicado no Quadro 2; a restrição (5) assegura que pelo menos
um operadores é alocado a cada operação; por fim, as restrições (6) e (7) definem o domínio
das variáveis de decisão.
3.3 Desenvolvimento do balanceamento ótimo
Para alcançar os resultados teve-se que fazer o preenchimento da planilha conforme
especificações já estabelecidas e novas especificações que tem como objetivos melhorar a
qualidade do produto, a ergonomia do operador e a simplificação do cálculo do
balanceamento, dentre estas novas especificações tem-se a padronização de postos
individuais, a padronização de postos frontais, quando não se utilizam máquinas e a inclusão
de tempo de secagem nas operações de limpeza.
XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
9
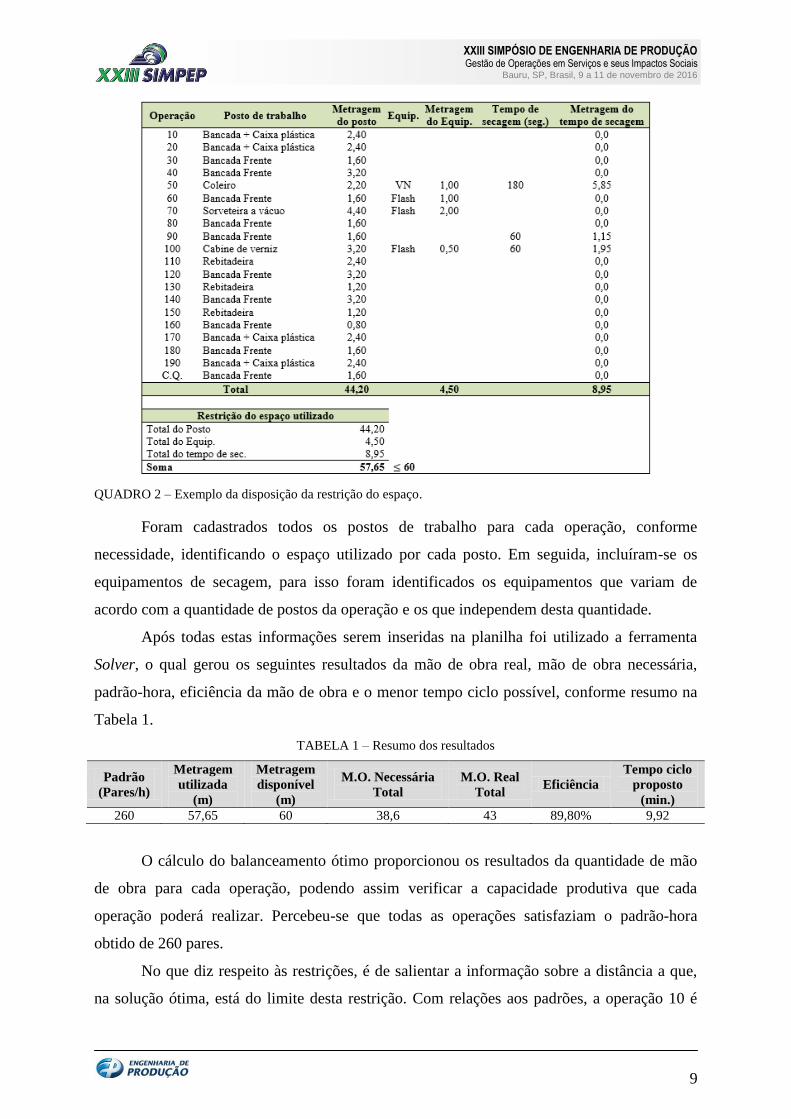
QUADRO 2 – Exemplo da disposição da restrição do espaço.
Foram cadastrados todos os postos de trabalho para cada operação, conforme
necessidade, identificando o espaço utilizado por cada posto. Em seguida, incluíram-se os
equipamentos de secagem, para isso foram identificados os equipamentos que variam de
acordo com a quantidade de postos da operação e os que independem desta quantidade.
Após todas estas informações serem inseridas na planilha foi utilizado a ferramenta
Solver, o qual gerou os seguintes resultados da mão de obra real, mão de obra necessária,
padrão-hora, eficiência da mão de obra e o menor tempo ciclo possível, conforme resumo na
Tabela 1.
TABELA 1 – Resumo dos resultados
Padrão
(Pares/h)
Metragem
utilizada
(m)
Metragem
disponível
(m)
M.O. Necessária
Total
M.O. Real
Total Eficiência
Tempo ciclo
proposto
(min.)
260 57,65 60 38,6 43 89,80% 9,92
O cálculo do balanceamento ótimo proporcionou os resultados da quantidade de mão
de obra para cada operação, podendo assim verificar a capacidade produtiva que cada
operação poderá realizar. Percebeu-se que todas as operações satisfaziam o padrão-hora
obtido de 260 pares.
No que diz respeito às restrições, é de salientar a informação sobre a distância a que,
na solução ótima, está do limite desta restrição. Com relações aos padrões, a operação 10 é
XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
10
constituída por dois operadores cada um podendo produzir 167 pares/hora, ao todo a operação
pode produzir 334 pares/hora. No entanto, a linha de montagem foi configurada para um
padrão de produção de 260 pares/hora, conforme descrito anteriormente, o que dá uma folga
de 74. Isso significa que esta restrição não está ativa. O mesmo não se pode dizer da restrição
correspondente à operação 160, a qual apresenta uma folga de 0, ou seja, a capacidade
produtiva da operação é igual ao padrão de produção da linha de montagem, sendo esta
situação que caracteriza a operação como o gargalo da linha.
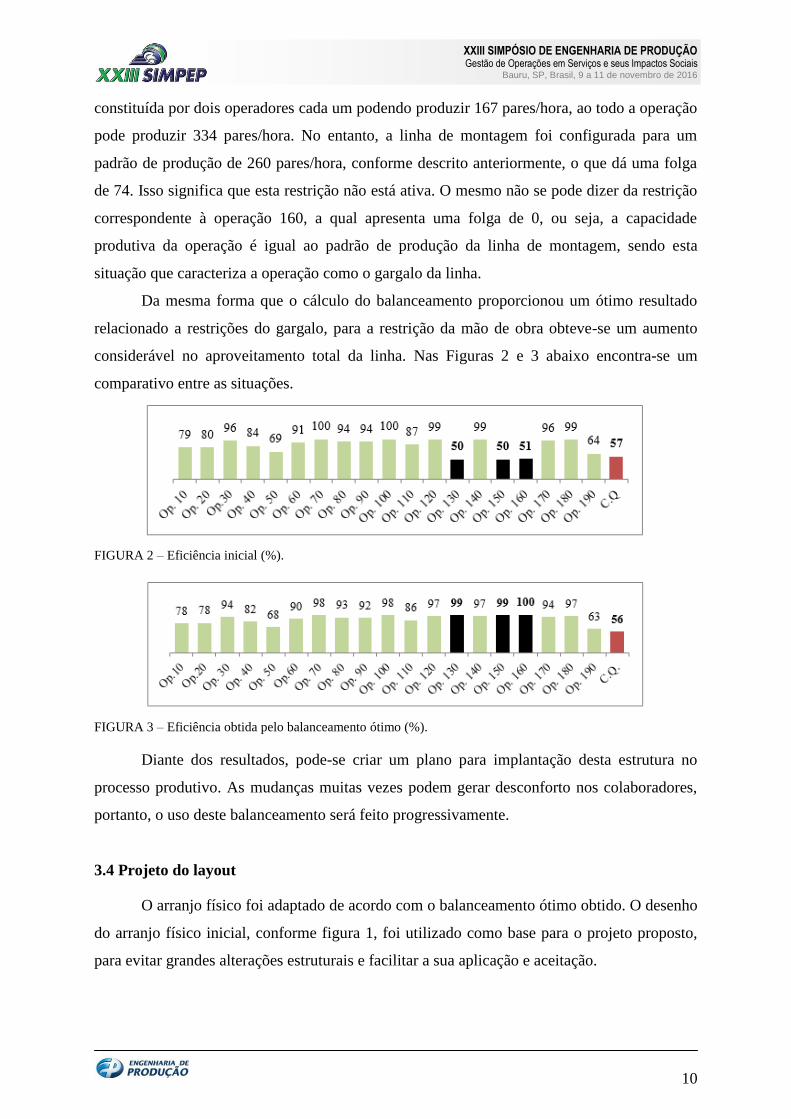
Da mesma forma que o cálculo do balanceamento proporcionou um ótimo resultado
relacionado a restrições do gargalo, para a restrição da mão de obra obteve-se um aumento
considerável no aproveitamento total da linha. Nas Figuras 2 e 3 abaixo encontra-se um
comparativo entre as situações.
FIGURA 2 – Eficiência inicial (%).
FIGURA 3 – Eficiência obtida pelo balanceamento ótimo (%).
Diante dos resultados, pode-se criar um plano para implantação desta estrutura no
processo produtivo. As mudanças muitas vezes podem gerar desconforto nos colaboradores,
portanto, o uso deste balanceamento será feito progressivamente.
3.4 Projeto do layout
O arranjo físico foi adaptado de acordo com o balanceamento ótimo obtido. O desenho
do arranjo físico inicial, conforme figura 1, foi utilizado como base para o projeto proposto,
para evitar grandes alterações estruturais e facilitar a sua aplicação e aceitação.

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
11
Foi necessária a realização de algumas adequações, no balanceamento ótimo, como
por exemplo, a padronização dos postos de trabalhos individuais, diferenciando as dimensões
que atualmente são usadas. Na figura 5 apresenta-se o layout proposto com as operações
dispostas em uma nova ordem, conforme mudanças citadas anteriormente e levando em
consideração os resultados da otimização do balanceamento.
3.5 Resultados finais do estudo de caso
Através do indicador de redução do tempo de ciclo, pode-se identificar a eficácia do
modelo de programação não linear inteira desenvolvido para o balanceamento da linha de
montagem. O tempo de ciclo proposto de 9,92 min teve redução de 5,04%, quando
comparado ao tempo ciclo inicial de 10,45 min.
Um dos fatores que influenciaram a minimização do tempo ciclo foi o aumento do
padrão-hora do modelo, comparando-se o padrão-hora inicial com o proposto pelo modelo
pode-se perceber um aumento de 96,96%, comprovando o aumento da produtividade da linha
em estudo. Através do balanceamento ótimo a ociosidade da mão de obra variou de 14,8%
para 10,2%, ou seja, uma redução de 31% na ociosidade.
Outro ganho considerável foi a de utilização da linha. No balanceamento
inicial, o aproveitamento da estrutura era de 60,03% ocupando um espaço de 36,02 m,
enquanto no balanceamento proposto o aproveitamento é de 98,41% com uma utilização de
59,05m, correspondendo a um aumento de 39%. A Figura 4 exibe uma comparação entre a
situação inicial e a proposta.
FIGURA 4 – Situação atual (inicial) x situação proposta.

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
12

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
13
FIGURA 5 – Layout proposto da linha de montagem.
4. Conclusão
O presente estudo teve por objetivo geral desenvolver um modelo de otimização para
auxiliar no balanceamento de uma linha de montagem, respeitando as restrições de espaço e
eficiência da mão de obra, em uma empresa calçadista.
A construção do modelo de programação não linear foi o meio para o alcance da
solução ótima referente ao balanceamento da linha. Através da programação não linear inteira
obteve-se a minimização do tempo ciclo da linha em estudo. Consequentemente, o takt time e
o dimensionamento da mão de obra necessária e real, para cada operação, puderam ser
definidos.
Diante dos pressupostos e problema levantados, percebe-se que a programação não
linear inteira se apresenta como uma eficiente ferramenta para o balanceamento da linha de
montagem na empresa calçadista. O desenvolvimento do processo de construção do modelo
de otimização nesta empresa levou a um resultado satisfatório, apresentando o menor tempo
de ciclo possível, bem como diminuindo a resistência dos colaboradores às mudanças quanto
ao método de balanceamento, em virtude dos bons resultados que o mesmo pode proporcionar
à empresa.
Para trabalhos futuros, recomenda-se a utilização deste modelo para calcular o
balanceamento de outras linhas de montagem, e pesquisas acerca de processos para a
implementação eficiente e eficaz do modelo proposto na realidade fabril, de forma que os
conceitos e técnicas da programação matemática sejam incorporados à cultura da empresa.
Referências
ALVAREZ, R.R; ANTUNES JR., J.A.V. Takt Time: conceitos e contextualização dentro do sistema Toyota de
produção. Gestão & Produção, v. 8, n. 1, p. 1-18, abr. 2001.
BATTAÏA, O.; DOLGUI, A. A taxonomy of line balancing problems and their solution approaches.
International Journal of Production Economics v. 142, n. 2, p. 259–277, 2013.
BECKER, C.; SCHOLL, A. A survey on problems and methods in generalized assembly line balancing.
European Journal of Operational Research. v.168, p.694-715, 2006.
BUENO, C.C; LAGE JUNIOR, M.; BACHEGA, S.J. Balanceamento de linha de montagem a partir de métodos
heurísticos em uma empresa do setor automotivo. In: ENEGEP 2014. Anais, Curitiba, outubro, 2014.
DANTAS, O.D; SILVA, E.M.; BARIONI, L.G.; OLIVEIRA, M.A.A; LIMA, J.E.F.W. Comparação dos
métodos GRG2 (Solver do Excel) e Downhill Simplex para a parametrização da função beta. In: XXXIX

XXIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Gestão de Operações em Serviços e seus Impactos Sociais
Bauru, SP, Brasil, 9 a 11 de novembro de 2016
14
Simpósio Brasileiro de Pesquisa Operacional. A pesquisa operacional e o desenvolvimento sustentável. Anais,
Fortaleza, 28 a 31 de agosto de 2007.
FARNES, V.C.F; PEREIRA, N.A. Balanceamento de linha de montagem com o uso de heurística e simulação:
estudo de caso na linha branca. Revista GEPROS, ano 2, v. 2, p. 125-136, jan./abr. 2007.
FERNANDES, F.C.F; GODINHO FILHO, M.; CUTIGI, R.A.; GUIGUET, A.M. O uso da programação inteira
0-1 para o balanceamento de linhas de montagem: modelagem, estudos de caso e avaliação. Produção, v.18, n.2,
p.210-22, 2008.
FONTES, R.B.; DE SOUZA, F.J.S; DE CASTRO, C.H.C; SIMPLICIO, C.C; PITOMBEIRA NETO, A.R.
Balanceamento de linha de produção por meio de programação inteira binária: Um estudo de caso em uma
fábrica de eletrodomésticos. In: XX SIMPEP 2013. Anais, Bauru, 2013.
GAITHER, N.; FRAZIER, G. Administração da produção e operações. 8. ed. São Paulo: Cengage Learning,
2002.
GONÇALVES FILHO, E.V. Notas de aula sobre arranjo físico. São Carlos, SP: Universidade de São Carlos,
2005.
RAGSDALE, C.T. Modelagem e análise de decisão. São Paulo: Cengage Learning, 2009.
SIMARIA, A.S.A. Uma metodologia para o balanceamento de linhas de montagem. 2001. 96 p. Dissertação
(Mestrado em Engenharia de Produção) – Escola de Gestão do Porto, Universidade do Porto, 2001.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 2. ed. São Paulo: Atlas, 2002.