Embed Size (px)
Citation preview

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
1
Controle e Gerência da Qualidade
& Manutenção (JAN/2018)
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo.
Registro na Fundação Biblioteca Nacional/Ministério da Cultura.
Profª Mônica Roberta Silva, M.Sc.
www.retadechegada.com.br
(21) 3272-5601 e (21) 99157-5825 (wpp)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
2
Controle e Gerência da Qualidade Ementa:
– a. Conceitos, métodos e estruturas da gestão da qualidade;
– b. Processos, agentes e ambientes da gestão da qualidade;
– c. Instrumentos de análise e ferramentas da qualidade; e
– d. Indicadores de desempenho e indicadores de gestão.
Bibliografia:
– BERTAGLIA, Paulo R. Logística e gerenciamento da cadeia de abastecimento. São Paulo: Saraiva, 2003.
– FALCONI, Vicente. TQC Controle de Qualidade Total: no estilo Japonês. 8. ed. Belo Horizonte: Editora DG, 1999.
– GAITHER, Norman. Administração da Produção e Operações. 8. ed. São Paulo: Pioneira, 2001.
– MARTINS, Petrônio G.; ALT, Paulo Renato C. Administração de Materiais e Recursos Patrimoniais. São Paulo: Saraiva, 2000.
– PALADINI, Edson P. Gestão da qualidade: Teoria e prática. 2. ed. São Paulo: Atlas, 2003.
– POZO, Henrique. Administração de Recursos Materiais e Patrimoniais: uma abordagem logística. São Paulo: Atlas, 2002.
– SLACK, et. al. Administração da Produção. 2. ed. São Paulo: Atlas, 2002.
– VARGAS, Ricardo. B. Gerenciamento de Projetos. São Paulo: Braspost, 2005.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
3
Evolução do Processo de Qualidade
Fruto da interação de diversos fatores (empresa e sociedade) e diferentes visões.
“Revolução da Qualidade” (SLACK) – bens e serviços de alta qualidade podem gerar considerável vantagem competitiva.
Boa qualidade reduz custos de retrabalho, refugo (“restos inúteis”), devoluções e gera consumidores satisfeitos.
Alguns gerentes de produção – a longo prazo, “a qualidade é o mais importante fator singular que afeta o desempenho de uma organização em relação a seus concorrentes” – SLACK.
“Não há uma definição do significado da qualidade que seja clara e única”.
Como conceito, conhecida há milênios.
Recentemente, como função da gerência.
Hoje, imprescindível e objeto de regulamentações nacionais e internacionais e de diversas normas.
Crescente conscientização da sociedade.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
4
Períodos ou Eras da Qualidade x
Abordagens da Qualidade
Períodos ou Eras da Qualidade (Garvin):
– I- Inspeção (1750 – 1930)
– II- Controle Estatístico da Qualidade (1931 – 1950)
– III- Garantia da Qualidade (1950 – 1980)
– IV- Gestão Estratégica da Qualidade (1990 – )
Abordagens da Qualidade (Garvin):
– a- Transcendental
– b- Baseada no produto
– c- Baseada no usuário
– d- Baseada na produção/manufatura
– e- Baseada no valor

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
5
I- Era da Inspeção
1- Até, aproximadamente, 1930.
1.1- Inspeção informal:
– Até 1750 (artesão)
– Os critérios seguiam definições do próprio artesão.
– Procedimento natural e corriqueiro.
1.2- Inspeção formal:
– A partir de 1750 (fábricas)
– Necessária com surgimento da produção em massa.
– Taylor separou a atividade de inspeção do processo de fabricação e atribui-a a profissionais especializados.
– Transformação em processo independente e associado ao controle de qualidade.
– Em 1922 (“The control of quality in manufacturing”), qualidade é vista como responsabilidade gerencial distinta e como função independente.
– Inspeção 100%.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
6
*II- Era do Controle Estatístico da
Qualidade A partir de 1931;
Obra “Economic control of quality of manufactured product”;
Caráter científico à busca da qualidade;
Pesquisa nos Laboratórios Bell Telephone por um grupo (Walter Shewhart, Harold Dodge, W. Edwards Deming e Joseph M. Juran);
Criação da disciplina “controle estatístico da qualidade”;
Dois pilares:
– Controle de processo;
– Amostragem. • Erro Tipo I (Produtor): produto não-conforme, porém, bom
• Erro Tipo II (Consumidor): produto conforme, porém, ruim

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
*Gurus da Qualidade (Paladini) 1931: Shewhart, Walter: Gráfico de Controle e Ciclo PDCA.
1950: Deming, William: 14 Princípios e fusão dos processos
(PDCA + Kaizen).
1951: Juran, Joseph: custos da qualidade (três categorias: falha
internas e externas; prevenção e avaliação); trilogia da qualidade:
planejamento controle e melhoria.
1951: Feigenbaum, Armand: Total Quality Control (TQC), forma
sistêmica.
1957: Crosby,Philip: “Cinco Zeros” (zero papel, estoque, defeito,
espera e pane).
1960: Ishikawa, Kaoru: Círculos de Controle da Qualidade
(CCQ/equipes) e aplicação das Sete Ferramentas da Qualidade
(análise de Pareto, diagrama de causa-efeito, histogramas, folha
de controle, diagramas de escada (outros: d. dispersão), gráficos
de controle e fluxo de controle).
Taguchi, Genichi: qualidade off-line (robust quality) e Design of
Experiment (DoE).
7

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
8
Controle Estatístico da Qualidade
A- Controle de processo – organização das etapas do processo fabril (fluxo, insumos, atividades e produtos) geram informações sistematizadas e permitem a visualização de pontos críticos, oportunidades de melhoria, variações ou flutuações devido às causas normais (intrínsecas ao processo) e às anormais ou específicas.
Gráfico de controle de processo (ou carta de controle) é o instrumento mais simples para documentar e analisar a ocorrência de eventos – implementação de mudanças e padrões desejados de qualidade, estabilidade do processo.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
9
Carta de Controle
LSE – Limite Superior de Especificação (cliente)
LSC – Limite Superior de Controle (empresa)
M – Média
LIC – Limite Inferior de Controle (empresa)
LIE – Limite Inferior de Especificação (cliente)
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
10
Controle Estatístico da Qualidade
B- Amostragem – verificação completa era inviável. Uso sistemático com a adoção de métodos estatísticos confiáveis e associação de procedimentos.
Avanço estimulou a formação de sociedades de engenheiros da qualidade.
– Em 1946, – American Society for Quality Control (AQCC, hoje, ASQ/EUA) e da Japanese Union of Scientists and Engineers (JUSE/JPN).
– JUSE – Grupo de Pesquisa de Controle da Qualidade (Shigeru Mizuno, Kaoru Ishkawa e Tetsuichi Asaka) liderou o controle da qualidade japonês, organizando os círculos de controle de qualidade (CCQ).
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
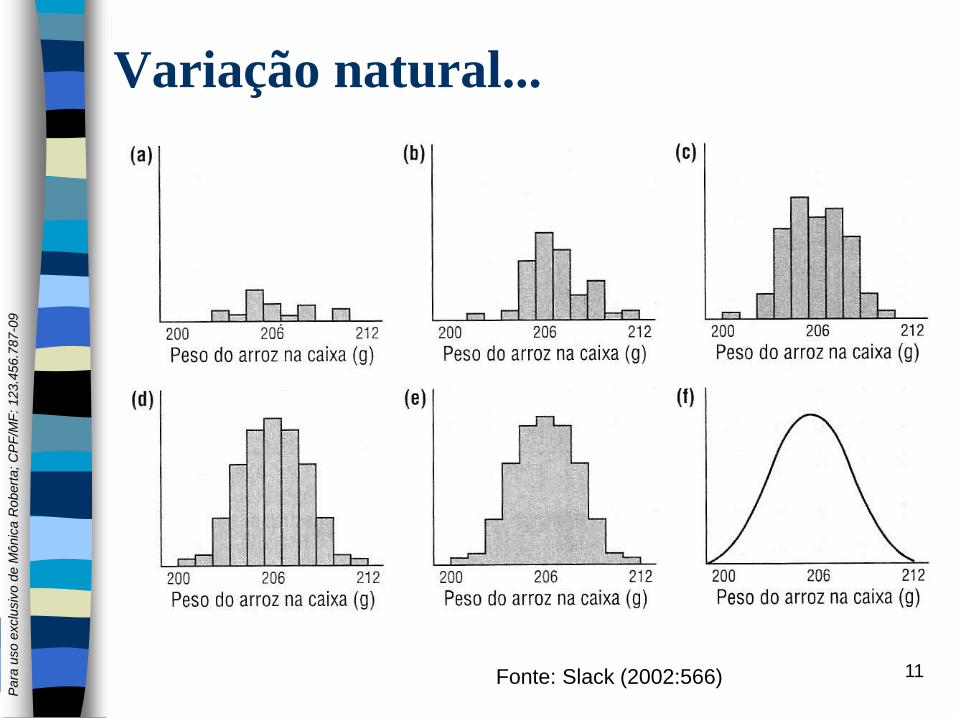
Variação natural...
11 Fonte: Slack (2002:566)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
12
Curva Normal ou Curva de Gauss
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
13
Capacidade do Processo ou
Capabilidade do Processo
Um processo é denominado capaz quando, além de estar sob controle, atende às especificações do cliente. O índice de capacidade é a relação, segundo Martins e Laugeni (2006:529):
– CP = LSE – LIE (cliente) ÷ LSC – LIC (empresa)
– CP = LSE – LIE (cliente) ÷ 6δ
• LSE – Limite Superior de Especificação
• LSC – Limite Superior de Controle
• DP – Desvio-Padrão
• LIC – Limite Inferior de Controle
• LIE – Limite Inferior de Especificação
– CP (SLACK et al, 2002:566):
– CP = LST – LIT ÷ 6δ
• LST= Limite Superior de Tolerância
• LIT = Limite Inferior de Tolerância

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
14
PETROBRAS/2006/ADP
Um processo industrial encontra-se sob controle e os limites do gráfico de controle das médias são: Limite Superior de Controle igual a 141,00 mm e Limite Inferior de Controle igual a 139,55 mm. Determinado cliente só quer receber peças nas dimensões de 139,00 mais ou menos 1,00 mm. Quanto ao valor do índice de capacidade do processo e ao atendimento às especificações do cliente, respectivamente, pode-se afirmar que:
(A) é menor que 1; não atende.
(B) é menor que 1; atende.
(C) é igual a 1; não atende.
(D) é maior que 1; não atende.
(E) é maior que 1; atende.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
15
PETROBRAS/2006/ADP
Um processo industrial encontra-se sob controle e os limites do gráfico de controle das médias são: Limite Superior de Controle igual a 141,00 mm e Limite Inferior de Controle igual a 139,55 mm. Determinado cliente só quer receber peças nas dimensões de 139,00 mais ou menos 1,00 mm. Quanto ao valor do índice de capacidade do processo e ao atendimento às especificações do cliente, respectivamente, pode-se afirmar que:
(A) é menor que 1; não atende.
(B) é menor que 1; atende.
(C) é igual a 1; não atende.
* (D) é maior que 1; não atende.
(E) é maior que 1; atende.
Cp = LSE – LIE = 140,0 – 138,0 = 2,0 = 1,3
LSC – LIC 141 – 139,55 1,45
EMPRESA LSC = 141 M = 140,275 LIC = 139,55
CLIENTE LSE = 140 M = 139,0 LIE = 138,0

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
#Índice
Unilateral (Cpk)
Quando a média do processo é viesada em relação à faixa de
especificação, é necessário os índices de capabilidade unilateral
para compreender a capabilidade do processo.
16
a) Cliente (LIE & LSE)
> Fab; Média igual;
Cp > 1
b) Cliente (LIE & LSE)
= Fab; Média igual;
Cp = 1
c) Cliente (LIE & LSE)
< Fab; Média igual;
Cp < 1
d) Cliente (LIE & LSE)
> Fab; Média
diferente; Cpk < 1

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Gráfico-P x Gráfico-C
Gráfico-P: proporção (%) de erros em uma amostra.
Gráfico-C: quantidade de erros em uma amostra.
17 Fonte: Slack (2002:572)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Investigação Além dos pontos fora dos limites de controle, outras seqüências
deveriam ser investigadas.
18
Fonte: Slack (2002:576)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
19
*III- Era da Garantia da Qualidade Final da IIGM, disciplina aceita e difundida.
Em 1950, W. Edwards Deming, vai para o Japão (JUSE) e dá início ao processo de qualidade japonês.
Em 1954, Joseph M. Juran, em visita ao Japão, inicia uma nova era no controle de qualidade.
Na segunda metade da década de 1950, o TQC (Total Quality Control) ganha fama e amplia o conceito de qualidade, envolve todos os colaboradores.
Surge o TQM (Total Quality Management), no Japão, focando uma abordagem gerencial baseada na participação de todos, dirigida para a satisfação do consumidor, dos membros da organização e da sociedade. – TQM: Planejamento da Qualidade, Controle da Qualidade, Garantia da
Qualidade e Melhoria da Qualidade,
Instrumentos: quantificação dos custos da qualidade, controle total da qualidade, engenharia da confiabilidade e zero defeito.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
20
14 Princípios de Deming
1 - Estabeleça constância de propósitos para a melhoria do produto e do serviço, objetivando tornar-se competitivo e manter-se em atividade, bem como criar emprego; 2 - Adote a nova filosofia. Estamos numa nova era econômica. A administração ocidental deve acordar para o desafio, conscientizar-se de suas responsabilidades e assumir a liderança no processo de transformação; 3 - Deixe de depender da inspeção para atingir a qualidade. Elimine a necessidade de inspeção em massa, introduzindo a qualidade no produto desde seu primeiro estágio; 4 - Cesse a prática de aprovar orçamentos com base no preço. Ao invés disto, minimize o custo total. Desenvolva um único fornecedor para cada item, num relacionamento de longo prazo fundamentado na lealdade e na confiança; 5 - Melhore constantemente o sistema de produção e de prestação de serviços, de modo a melhorar a qualidade e a produtividade e, conseqüentemente, reduzir de forma sistemática os custos;

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
21
14 Princípios de Deming – cont.
6 - Institua treinamento no local de trabalho; 7 - Institua liderança. O objetivo da chefia deve ser o de ajudar as pessoas e as máquinas e dispositivos a executarem um trabalho melhor. A chefia administrativa está necessitando de uma revisão geral, tanto quanto a chefia dos trabalhadores de produção; 8 - Elimine o medo, de tal forma que todos trabalhem de modo eficaz para a empresa; 9 - Elimine as barreiras entre os departamentos. As pessoas engajadas em pesquisas, projetos, vendas e produção devem trabalhar em equipe, de modo a preverem problemas de produção e de utilização do produto ou serviço; 10 - Elimine lemas, exortações e metas para a mão-de-obra que exijam nível zero de falhas e estabeleçam novos níveis produtividade. Tais exortações apenas geram inimizades, visto que o grosso das causas da baixa qualidade e da baixa produtividade encontram-se no sistema estando, portanto, fora do alcance dos trabalhadores;

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
22
14 Princípios de Deming – cont.
11 – Elimine:
– a) Os padrões de trabalho (quotas) na linha de produção. Substitua-os pela liderança.
– b) O processo de administração por objetivos. Elimine o processo de administração por cifras, por objetivos numéricos. Substitua-os pela administração por processos através do exemplo de líderes;
12 – Remova:
– a) As barreiras que privam o operário horista de seu direito de orgulhar-se de seu desempenho. A responsabilidade dos chefes deve ser mudada de números absolutos para a qualidade.
– b) Remova a barreiras que privam as pessoas da administração e da engenharia de seu direito de orgulharem-se de seu desempenho. Isto significa a abolição da avaliação anual de desempenho ou de mérito, bem como da administração por objetivos;
13 - Institua um forte programa de educação e auto-aprimoramento;
14 - Engaje todos da empresa no processo de realizar a transformação. A transformação é da competência de todo mundo.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
23
IV- Era da Gestão Estratégica da
Qualidade
A partir de 1980, disciplina de cunho estratégico.
Os princípios da GQT (Gestão pela Qualidade Total) foram assimilados pelas empresas de forma estratégica.
As legislações de defesa do consumidor, bem como, as normas internacionais (ex.: família ISO 9000) transformaram definitivamente o escopo da qualidade.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
*Elementos da Gestão pela Qualidade
Total ou TQM
Fonte: Carpinetti et al
(2008:9) 24
VALORES
Foco no cliente,
Comprometimento e
envolvimento,
Melhoria contínua,
Educação e treinamento,
Abordagem científica,
Foco em processos...
MÉTODOS
QFD,
DOE/Taguchi,
Bechmarking,
Seis Sigma,
CEP, PDCA, FMEA,
SGQ/ISO...
FERRAMENTAS
Gráfico de controle,
Pareto, Causa e Efeito,
Matriz de relações,
Histograma,
Diagrama de Afinidades,
Diagrama de árvore...

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
25
As Cinco Abordagens da Qualidade
(Garvin) a- Transcendental – “qualidade não é uma idéia ou uma
coisa concreta, mas uma terceira entidade independente das duas... Embora não se possa definir qualidade, sabe-se o que ela é” (PIRSIG).
b- Baseada no produto – “Diferenças de qualidade correspondem à diferença de quantidade de algum ingrediente ou atributo desejado” (ABBOTT).
c- Baseada no usuário – “Qualidade é adequação ao uso” (JURAN).
d- Baseada na produção ou manufatura – “Qualidade [quer dizer] conformidade com as exigências” (CROSBY).
e- Baseada no valor – “Qualidade é o grau de excelência a um preço aceitável e o controle da variabilidade a um custo aceitável” (BROH).

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
26
Prêmio Nacional da Qualidade Criado pela FNQ,
hoje, Fundação Nacional da Qualidade (anteriormente denominada FPNQ – Fundação para o Prêmio Nacional da Qualidade), entidade privada e sem fins lucrativos, instituída em outubro de 1991 para administrar o Prêmio Nacional da Qualidade.
“Critérios de Excelência”
Modelo de Excelência do PNQ=>
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
27
*Normas que compõem o sistema
de gestão
A- ISO (International Organization for Standardization), Suíça, 23/02/1947. ABNT um dos membros fundadores.
– Em 15/12/2000 foi publicada a norma ISO 9001:2000 em substituição à ISO de 1994. As empresas tiveram até 14/12/2003 para se adequar, a partir desta data a certificação expirou, não sendo mais válida.
– ABNT – ISO 9001 (Sistemas de Qualidade) e ISO 14001 (Sistema de Gestão Ambiental).
– NBR ISO 9000:2000 (Sistemas de Gestão da Qualidade) – fundamentos e vocabulário;
– NBR ISO 9001:2000 (Sistemas de Gestão da Qualidade) – requisitos;
– NBR ISO 9004:2000 (Sistemas de Gestão da Qualidade) – diretrizes para melhoria do desempenho.
– ISO 9011 (diretrizes para auditoria de um SGQ e SGA - ambiental).
– Obs.: Eliminação ISO9002 (modelo para garantia de qualidade em produção, instalação e serviços associados) e ISO9003 (modelo para garantia da qualidade em inspeção e ensaios finais).

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
* “Família 9000”
ISO10005: diretrizes para planos de qualidade.
ISO10006: diretrizes para a qualidade em gerenciamento de
projetos.
ISO10007: gestão da qualidade – diretrizes para
gerenciamento da configuração.
ISO10012, partes 1 e 2: garantia da qualidade para
equipamentos de medição – requisitos, controle, confirmação
metrológica.
ISO/TR10013:diretrizes para documentação do sistema de
gestão da qualidade.
ISO/TR10014: diretrizes para gestão de aspectos
econômicos da qualidade.
ISO10015: gestão da qualidade, diretrizes para treinamento.
ISO/TR16949:2004 – fornecedores automotivos: requisitos
particulares para a aplicação da ISO9001:2000.
28

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
*ISO26000
Em processo de elaboração conjunta, “ISO Social”,
perspectiva para 2010.
Decisão histórica: liderança compartilhada entre país
desenvolvido e em desenvolvimento - Brasil e Suécia.
Participação de 367 pessoas (experts e observadores)
de 64 países no
Grupo de Trabalho de RS da ISO.
Processo participativo: amplo envolvimento de países
em desenvolvimento e partes interessadas usualmente
excluídas dos processos de normalização – definição
de 6 categorias:
– Consumidores; Governo; Indústria; ONG;
Trabalhadores; Serviços, suporte, pesquisa e outros. 29

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
*ISO20000 x ISO27000
“A norma ISO 20000 estabelece requisitos de qualidade
para fornecedores do setor de Tecnologia da Informação,
proporcionando parâmetros para a gestão de negócios,
abrangendo processos e boas práticas, que auxiliam na
redução de riscos, melhoria da comunicação, aumento de
produtividade, redução de custos e melhoria da
performance e reputação empresarial.” – BV (2009)
“A ISO 27001 é uma norma internacional com requisitos
para Sistema de Gestão de Segurança da Informação
(SGSI), permitindo à organização avaliar seus riscos e
implementar controles apropriados para preservar a
confidencialidade, integridade e disponibilidade de ativos de
informação. O objetivo fundamental é proteger as
informações das organizações para que não caiam em
mãos erradas ou se percam para sempre.” – BV (2009). 30

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
31
Outras normas
BS 8000 (British Standard) - guia para Sistemas de Gestão de Saúde e Segurança Ocupacional. A BS 8000 trata da garantia e das condições adequadas de segurança e saúde para os empregados. No Brasil, o pioneirismo na implementação desta foi a Petrobras.
Norma OHSAS (Occupational Health and Safety Assessment Series) 18001:1999 – Série de Avaliação da Segurança e Saúde no Trabalho
ISM Code (International Safety Management Code) – gestão financeira e de risco.
Lei norte-americana Sarbanes-Oxley (SOX), jul/2002 – escândalos financeiros e governança corporativa.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
32
Quadro
Sinóptico
HST
Fonte: Elaborado pelas autoras (2004)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
33
*Padronização e Melhoria A padronização de processos, métodos, peças e componentes é
fundamental para as organizações, mas só isso não basta, é preciso melhorá-los continuamente.
A gestão da qualidade inclui um sistema de gestão composto por princípios, técnicas, métodos e ferramentas.
As “Sete Ferramentas” da Qualidade:
– Análise de Pareto,
– Diagrama de causa-efeito (Ishikawa ou espinha de peixe),
– Histogramas,
– Folha de controle (verificação),
– Diagramas de escada,
– Gráficos de controle (carta) e
– Fluxo de controle (fluxograma)
As “Sete Ferramentas” do PMBOK de controle da qualidade: fluxograma, brainstorming, diagrama de causa-efeito, coleta de dados, histograma, Análise de Pareto e gráficos de controle.
Além dessas, há outras – estratificação, análise por quê-por quê...

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
34
*Trilogia Juran
Gerenciamento da qualidade pode se obtido por
meio de três processos gerenciais:
– Planejamento da Qualidade; Controle da Qualidade e
Melhoria da Qualidade.
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
35
Ciclo PDCA ou Ciclo de Shewhart
(criador) ou Ciclo de Deming
(divulgador)
Método
gerencial
para a
promoção
da melhoria
contínua
(kaizen).
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
36
*Ferramentas de Gerenciamento
A- Carta de Controle – gráfico específico de controle
que serve para acompanhar a variabilidade de um
processo, identificando suas causas:
– Causas comuns - intrínsecas ao processo, ex.: funcionamento
do próprio sistema como projeto e equipamento.
– Causas especiais - “fora dos limites”, anormais, ex.: falha
humana, queda de energia, matéria-prima não conforme.
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
37
Exercício – Martins e Laugeni
(2006:528) Um fabricante de meias controlou, durante 25 dias,
sua produção e verificou a ocorrência média de 4defeitos por amostra diária. Calcular os limites de controle do gráfico.
LSC = Xm + Z x Dp
LM = Xm
LIC = Xm - Z x Dp
Nota: – Xm: número médio de defeitos
– Z: variável normal reduzida
– Dp: desvio-padão = √Xm
– Obs.: O CEP usa +/- 3 Dp, significa Z = 3 (99,7%)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
38
Exercício – Martins e Laugeni
(2006:528) - solução
No médio defeitos = 4
LM = Xm => LM = 4
Dp = √Xm => Dp = √4 => 2
LSC = Xm + Z x Dp
– LSC = 4 + [(3 x (√4)] => LSC = 4 + (3 x 2)
– LSC = 4 + 6 = 10
LIC = Xm - Z x Dp
– LIC = 4 - [(3 x (√4)] => LIC = 4 - (3 x 2)
– LSC = 4 - 6 = -2 => 0
– Obs: O Valor NÃO pode ser negativo (MARTINS e LAUGENI, 2006:528).

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
39
*Ferramentas de Gerenciamento
B- Diagrama de Causa e Efeito ou Diagrama de Ishikawa ou
Diagrama Espinha de Peixe – ferramenta de representação de
possíveis causas que levam a um determinado efeito.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
ATENÇÃO: Diagrama de Ishikawa
40
Fonte: Jurandir (2007:553)
Fonte: Slack (2002:615)
Fonte: Jurandir (2007:553)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
41
Ferramentas de Gerenciamento
C- Diagrama de Dispersão (Diagramas de Relacionamento) – ajuda a visualizar a alteração sofrida por uma variável quando outra se modifica.
Mostra quão forte é o relacionamento entre duas variáveis, não é relação de causa-efeito (“coincidência”).
Fonte: Slack et al (2002)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
42
Ferramentas de
Gerenciamento
D- Fluxograma –
representação
gráfica que
permite a fácil
visualização dos
passos de um
processo.
Fonte: Slack et al (2002:613)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
43
Ferramentas de Gerenciamento
E- Folha de verificação – ferramenta utilizada para
quantificar a freqüência com que certos eventos
ocorrem, num certo período de tempo.
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
44
Ferramentas de Gerenciamento
F- Gráfico de Pareto – é um gráfico de colunas construído a partir de um processo de coleta de dados (em geral, folha de verificação), e pode ser utilizado para priorizar problemas ou causas relativas a um determinado assunto.
“Poucos são responsáveis por muitos e vice-versa”.
Fonte: Slack et
al (2002:618)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
45
*Ferramentas de Gerenciamento
G- Histograma – é um gráfico de
colunas que mostra a distribuição de
dados por categoria.
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
46
Ferramentas de Gerenciamento
H- Brainstorming (“tempestade cerebral”) e
variações – grupo entre 5 e 12 pessoas,
participação voluntária, regras claras e prazo
determinado, lançar e detalhar idéias com um
certo enfoque, exposição oral (críticas e
inibições).
– Brainwriting (“escrita cerebral”) – as idéias
são apresentadas por escrito.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Diagrama de
escada – “gráfico
em forma de
escada que
representa a
distribuição de
frequências
(absoluta ou
relativa)
acumuladas”. –
Costa (2007:63) 47
Fonte: Costa (2007:63)
*Ferramentas de Gerenciamento

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
48
Ferramentas de Gerenciamento
I- Estratificação –
consiste no
desdobramento de
dados, a partir de
um levantamento
ocorrido, em
categorias, grupos,
isto é, estratos
para determinar a
sua composição.
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
49
Ferramentas de Gerenciamento
J- Matriz GUT –
representação
dos problemas
ou riscos
potenciais, por
meio de
quantificações
que buscam
estabelecer
prioridades
para abordá-
los, visando
minimizar os
impactos. Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
50
Ferramentas de Gerenciamento L- 5W2H – ferramenta
utilizada no
mapeamento e
padronização de
processos, na
elaboração de planos de
ação e no
estabelecimento de
procedimentos
associados a
indicadores.
Quem (who) fez o que
(what), como (how),
quando (when), onde
(where), por que (why) e
quanto ($: how much e
qt: how many). Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
51
An
álise “
po
r qu
e-po
r qu
ê”...
Estabelece-se a problema e indaga-se porque ele aconteceu.
Fonte: Slack et al (2002)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
52
Ferramentas de Gerenciamento -
outras
M- Matriz de priorização – prioridade de ações ou objetivos baseada na utilização de critérios e pesos devidamente conhecidos.
N- Análise do campo de forças – levantamento dos fatores pró e contra, associados a uma determinada decisão, quantificando-se a seguir esses fatores, de modos a dar subsídios à decisão.
O- Análise PDPC (program decision process chart) – representação em forma de diagrama e fluxograma que identifica as situações possíveis e prováveis de ocorrer num determinado processo ou projeto, o que permite o mapeamento das ações e opções a serem adotadas.
P- Diagrama de afinidade – permite a associação das informações ou ações envolvidas em uma determinada análise ou plano.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
53
Ferramentas de Gerenciamento -
outras
Q- Diagrama de árvore
R- Diagrama de Flechas ou Diagrama
de Rede de Atividades
S- Diagrama Inter-Relacionado
T- Diagrama de Matriz
U- Técnica do Grupo Nominal
V- Ferramentas Estatísticas

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
54
*Métodos Específicos de Gestão
5 Sensos (5S) ou Housekeeping – Japão, filosofia voltada para a mobilização dos colaboradores.
– Seiri (organização; utilização; descarte);
– Seiton (arrumação; ordenação);
– Seiso (limpeza; higiene);
– Seiketsu (padronização);
– Shitsuke (disciplina).
6Sigma (EUA) – ferramentas estatísticas e métodos gerenciais; 3,4defeitos por 1 milhão de oportunidades (DPMO).

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
55
*Métodos Específicos de Gestão –
cont.
DMAIC (define, measure, analyze, improve e control)
– é cíclica e utiliza diversas ferramentas integradas
(brainstorming, diagrama de causa e efeito etc.).
Segundo Carvalho e Paladini (2006:125-128): das
diversas ferramentas utilizadas no programa seis
sigma, pode-se citar o mapeamento de processos, a
análise de sistemas de medição, ferramentas de
controle estatístico de processos (CEP), todas
integradas numa metodologia tipo PDCA, que no
programa seis sigma é conhecida como DMAIC.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
56
Métodos Específicos de Gestão
(Matriz QFD) – cont.
QFD (JPN) - Quality
Function
Deployment ou
Desdobramento da
Função Qualidade.
O resultado da fase
de planejamento do
produto é a
elaboração da Casa
da Qualidade. Fonte:
Marshall Jr
et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
57
Métodos Específicos de Gestão
(Matriz QFD) – cont.
Desdobramento da função qualidade (QFD – Quality Function Deployment):
– os requisitos dos consumidores;
– as notas competitivas;
– as características do projeto;
– a matriz central, relacionamento (símbolos);
– avaliação técnica (inferior);
– correlações positivas ou negativas (teto)
Fonte: Martins e Laugeni (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
58
Benchmarking – aprender x parâmetros Benchmarking – “aprender com o concorrente” (1960);
benchmarking competitivo (1970) estabelecer parâmetros.
– S: 01- Benchmarking Interno – pega-se as operações ou partes de operações dentro da empresa e compara-as com o de outras filiais, por exemplo.
– S: 02- Benchmarking Externo – pega-se as operações de outras empresas e compara-se os resultados das corporações. É benchmarking não competitivo quando não concorre no mesmo mercado.
– S: 03- Benchmarking Competitivo - identifica informações específicas sobre os produtos, processos e resultados de negócios dos concorrentes e depois compara com aquelas mesmas informações da própria organização, mesmo mercado ou similares.
– S: 04- Benchmarking Não Competitivo – pega-se as organizações externas que não concorrem no mesmo mercado.
– S; 05- Benchmarking de Desempenho – pega-se os objetivos (qualidade, velocidade, confiabilidade, flexibilidade e custo) e compara-os com o desempenho de outras empresas.
– S: 06- Benchmarking de Práticas – pega-se as práticas de uma empresa e compara-se com outras práticas, ex.: controle de estoque varejista x loja de departamento.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
59
Benchmarking – aprender x parâmetros Benchmarking – “aprender com o concorrente” (1960); benchmarking
competitivo (1970) estabelecer parâmetros.
– 07- Benchmarking Funcional - compara funções específicas (ex.: distribuição, logística, gestão de estoques de peças sobressalentes...), com os melhores dos seus setores ou o melhor na prática específica, independente do setor.
– 08- Benchmarking Genérico – “ocorre quando o benchmarking é
baseado em um processo que atravessa várias funções da
organização e pode ser encontrado na maioria das empresas do
mesmo porte, por exemplo, o processo desde a entrada de um
pedido até a entrega do produto ao cliente. É neste que
encontramos a maioria dos exemplos práticos e onde as
empresas estão mais dispostas a colaborar e serem mais
verdadeiras. Alguns autores vinculam o conceito de
benchmarking funcional ao benchmarking genérico” – Freitas
(2008).
– 09- Benchmarking Estratégico - análise pró-ativa de tendências emergentes em mercados, processo, tecnologia e distribuição que poderá influenciar na direção estratégica.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
60
Benchmarking – aprender x parâmetros
Benchmarking – “aprender com o concorrente” (1960); benchmarking competitivo (1970) estabelecer parâmetros.
– 10) Benchmarking de Processos – trata-se das comparação de
processos. – Bowersox (2007).
• 10.1) Benchmarking Genérico ou Multissetorial - rompe com
quaisquer barreiras. Sua realização depende apenas da
capacidade de quem promove o estudo de estabelecer
analogias entre ramos de atuação aparentemente divergentes
e saber trasladar tais práticas, sem choques para a
organização aprendiz - Araújo (2008:232-233).
– 11) Benchmarking Irrestrito – envolve esforços para comparar as
medidas e os processos às melhores práticas,
independentemente de onde a prática relevante é encontrada,
tem a filosofia de que pode-se aprender sempre e em qualquer
área. – Bowersox (2007) .

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
61
Benchmarking – aprender x parâmetros Benchmarking – “aprender com o concorrente” (1960); benchmarking
competitivo (1970) estabelecer parâmetros.
– 12) Benchmarking Vertical - tem o estudo voltado para unidades
ou funções da organização que deseja melhorias - Araújo
(2008:232-233).
– 13) Benchmarking Horizontal - tem o estudo voltado para
processos inteiros - Araújo (2008:232-233).
– 14) Benchmarking Colaborativo - é o estudo realizado entre um
conjunto de empresas, ou, melhor colocando, dentro de uma
associação de empresas - Araújo (2008:232-233).
– 15) Benchmarking de Sombra - é aquele destinado a fazer
comparações com os concorrentes sem que estes saibam. Não
tem nenhuma relação com espionagem - Araújo (2008:232-233).
Reengenharia (EUA) – Michael Hammer e James Champy, 1990,
“começar do zero”, “mudança radical dos processos”.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
62
Pro
cesso d
e Ben
chm
ark
ing d
a X
erox
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
63
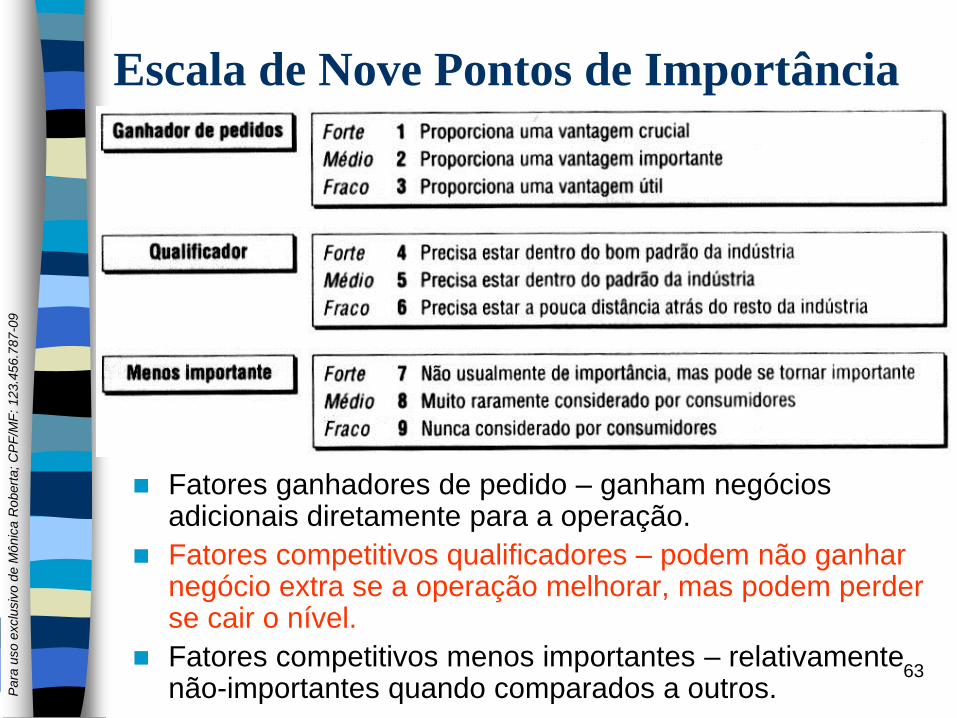
Escala de Nove Pontos de Importância
Fatores ganhadores de pedido – ganham negócios adicionais diretamente para a operação.
Fatores competitivos qualificadores – podem não ganhar negócio extra se a operação melhorar, mas podem perder se cair o nível.
Fatores competitivos menos importantes – relativamente não-importantes quando comparados a outros.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
64
Escala de Nove Pontos de Desempenho
Assim como a escala de importância, a escala de desempenho julga se o desempenho atingido por uma operação foi melhor, igual ou pior do que a do concorrente.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
65
Matriz Importância-Desempenho
Zona “adequada” – é considerado satisfatório.
Zona de “melhoramento” – é necessário melhorar.
Zona de “ação urgente” – é importante para os clientes, mas inferior aos concorrentes, urgência na melhora.
Zona “excesso” - “alto desempenho”, mas não importante para os clientes.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
66
Melhoria Revolucionária x Contínua
A) Melhoria Revolucionária – às vezes, chamado de inovação.
B) Melhoria Contínua – mais e menores passos incrementais.
C) Padrão de melhoria de desempenho com melhoria contínua sobreposto a melhoria revolucionária.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
67
Ciclo PDCA
O ciclo PDCA (plan, do, check e act) é a base da melhoria contínua.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
68
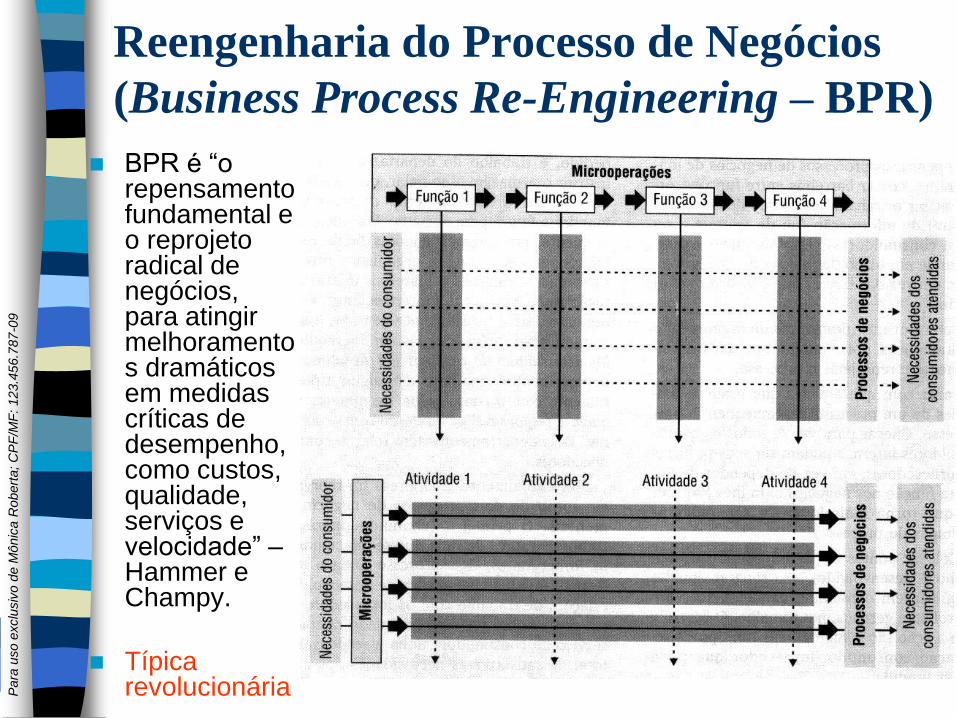
Reengenharia do Processo de Negócios
(Business Process Re-Engineering – BPR)
BPR é “o repensamento fundamental e o reprojeto radical de negócios, para atingir melhoramentos dramáticos em medidas críticas de desempenho, como custos, qualidade, serviços e velocidade” – Hammer e Champy.
Típica revolucionária

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
69
An
tes e Dep
ois d
a R
eeng
enh
aria

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
70
O processo de melhoria da qualidade
De acordo com Slack et al (2002:557), o planejamento e controle da qualidade pode ser dividido em seis passos seqüenciais:
– 1º. Definir as características de qualidade do produto ou serviço;
– 2º. Definir como medir cada característica de qualidade;
– 3º. Estabelecer padrões de qualidade para cada característica de qualidade;
– 4º. Controlar a qualidade em relação a esses padrões;
– 5º. Encontrar e corrigir causas de má qualidade;
– 6º. Continuar a fazer melhoramentos
*Nota: O conceito de garantia da qualidade está “vinculado aos riscos potenciais da não-qualidade. Envolve a definição de um sistema de processos e seus controles, que levam à confiabilidade da produção, abrangendo os recursos humanos e tratando da qualidade desde a fase de concepção do produto.” - Marshall Jr et al (2006:176)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
71
Evolução Histórica da Qualidade
Fonte: Marshall Jr et al (2006)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
www.retadechegada.com.br
72
“Mais que a partida, é a chegada” –
Mônica Roberta

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
73
Gerência da Manutenção
(JAN/2018)
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo.
Registro na Fundação Biblioteca Nacional/Ministério da Cultura.
Profª Mônica Roberta Silva, M.Sc.
www.retadechegada.com.br
(21) 3272-5601 e (21) 99157-5825 (wpp)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
74
Prevenção e Recuperação de Falhas
Nenhuma operação produtiva é indiferente a falhas, sendo que em algumas, é crucial não haver falhas, ex.: aviões em vôo, operações médicas etc.; então, compete ao gestor desenvolver políticas visando minimizar os impactos das mesmas (SLACK et al, 2002:627).
Causas das falhas
– a- Falhas de projetos – inobservância ou cálculo equivocado da demanda, da capacidade, da operação, da demanda... Para Slack et al (2002:629): “O projeto adequado compreende identificar o conjunto de circunstâncias sob as quais a produção deve trabalhar e projetá-las de acordo com isso”.
– b- Falhas de instalações – trata de eventos relacionados às máquinas, aos equipamentos, aos edifícios e aos acessórios que colocam em risco a operação.
– c- Falhas de pessoal – provocadas por erros que são os enganos de julgamento ou pelas violações que são as ações contrárias à ordem estabelecida.
– d- Falhas de fornecedores – deve-se à falha na entrega, na qualidade, não conformidade etc.
– e- Falhas de clientes – má utilização, falta de atenção, incompetência, falta de bom-senso, entre outros.
Nota: A “falha como oportunidade” é um conceito que traduz a experiência e o conhecimento que advêm da análise do problema surgido e da implementação de ações que evitem futuras falhas.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Falha x defeito x erro
Fonte: Weber (1990:04)
“Falha (ou falta) é a causa física ou algorítmica do erro.” –
(WEBER, 1990).
“Um defeito (failure) é definido como um desvio da especificação.
Defeitos não podem ser tolerados, mas deve ser evitado que o
sistema apresente defeito.” – (id, ibid).
“Define-se que um sistema está em estado errôneo ou em erro se
o processamento posterior a partir desse estado pode levar a
defeito.” – (id, ibid).
75

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
76
As Taxas de Falhas
Indicam quão freqüente é provável que uma falha ocorra. Há três maneiras de se medir as falhas:
A- Taxas de falhas – a freqüência com que uma falha ocorra.
– TF = (número de falhas / tempo de operação) ou
– TF = (número de falhas/número total de produtos testados) x 100
B- Confiabilidade – mede as chances de uma falha ocorrer.
– Rs = R1 x R2 x ... X Rn => R = confiabilidade do componente
C- Disponibilidade – é o montante de tempo operacional disponível e útil após o conhecimento da ocorrência de falhas.
– Disponibilidade (D) = TMEF / TMEF + TMDR
– TMEF – tempo médio entre falhas da produção (MTBF)
– TMDR - tempo médio de reparo (MTTR).

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
77
A- Taxa de Falhas - exemplo
Um lote de 50 componentes eletrônicos é testado durante 2.000hs. Quatro dos componentes falham durante o teste, como segue:
C1 – 1.200hs C2 – 1.450hs C3 – 1.720hs C4 – 1905hs
Taxa de falhas (como percentual):
TF (%) = número de falhas x 100 => 4 falhas x 100 = 8%
número testado 50 comp.
Tempo total do teste = número de componentes x tempo testagem
Tempo total do teste = 50componentes x 2000hs => 100.000hs
Tempo de não-operação:
TNO = (T-Tc1) + ... + (T-Tcn)
TNO = (2000-1200) + (2000-1450) + (2000-1720) + (2000-1905)
TNO = 800hs + 550hs + 280hs + 95hs => 1.725hs
Tempo de operação = tempo total – tempo não-operando
TO = 100.000hs – 1.725hs => 98.275hs
Taxa de falhas (em tempo):
TF (t) = número de falhas = ____4_____ = 0,000041
tempo operação 98.275

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
78
Falha no Tempo – Curva da Banheira
Para a maioria das partes de uma operação as falhas são uma função do tempo.
Curva da banheira é a representação gráfica da probabilidade de falha ao longo do tempo, por meio de 3 etapas:
– mortalidade “infantil” (falhas decorrentes a peças defeituosas ou usos inadequados);
– vida normal (falha é baixa, fatores aleatórios normais);
– desgaste (aumento de falhas devido à proximidade do fim da vida útil.
A – peça com falhas relativamente previsíveis.
B – peça com padrão de falhas mais aleatório.
Fonte: Slack et al (2008)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
79
B- Confiabilidade - exemplo
U´a máquina automática de produção de pizza em uma fábrica de alimentos tem cinco componentes principais, com confiabilidades individuais (probabilidade do componente não falhar), como segue.
– C1: confiabilidade = 0,95
– C2: confiabilidade = 0,99
– C3: confiabilidade = 0,97
– C4: confiabilidade = 0,90
– C5: confiabilidade = 0,98
Se uma dessas partes do sistema de produção falhar, todo o sistema vai parar de funcionar. Logo a confiabilidade do sistema é:
– Rs = R1 x ... x Rn
– Rs = 0,95 x 0,99 x 0,97 x 0,90 x 0,98 => 0,805

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
80
B- Confiabilidade - Em paralelo
Três componentes (A,B e C) têm confiabilidade de, respectivamente: 0,987; 0,994 e 0,976. Eles estão ligados em paralelo. Qual a confiabilidade do sistema?
Cp = 1 – (1 – Ra) x (1 – Rb) x (1 – Rc)
– Cp = 1 – [(1 – 0,987) x (1 – 0,994) x (1 – 0,976)]
– Cp = 1 – [ 0,013 x 0,006 x 0,024]
– Cp = 1 – [ 0,0000018]
– Cp = 0,9999982
– Cp = 99,99%
Fonte: Elaborado pelas autoras (2004)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
81
C- Tempo Médio Entre Falhas -
exemplo
Se a taxa de falhas, em tempo, é de 0,000041, então
o tempo médio entre falhas (TMEF/MTBF) é de:
TMEF = horas operação = ___1____ =24.390,24hs
número falhas 0,000041
R.: Em média, uma falha pode ser esperada a cada
24.390,24hs

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
82
D- Disponibilidade
Uma empresa concebe e produz cartazes. Sua impressora colorida de grande porte está causando problemas. Atualmente o tempo médio entre falhas é de 70hs e o tempo médio para consertá-la é de 6hs.
Disponibilidade (D) = ____TMEF____ = ___70__=
TMEF + TMDR 70 + 6
– TMEF – tempo entre falhas
– TMDR/MTTR – tempo médio de reparo (mean time repair)
D = 0,92 é a disponibilidade de funcionamento, isto é, o tempo de operação, excluindo a conseqüência da falha (da falha até a operação novamente).

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
83
Detecção e análise das falhas
Consiste na compreensão, análise das formas de redução ou de eliminação e definição de políticas.
Slack et al. (2002:635)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
84
Mecanismos para Detecção das
falhas Há vários mecanismos que permitem a busca de
falhas (postura pró-ativa), tais como:
– A) verificação no processo por parte dos empregados;
– B) diagnóstico de máquinas; entrevistas na saída (“tudo bem?”);
– C) pesquisas telefônicas;
– D) focus group;
– E) ficha de reclamações ou folhas de feedback;
– F) questionários.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
85
Ferramentas e Técnicas na Análise e
Detecção das Falhas
a) Investigação de acidentes – análise por parte de peritos
especializados.
b) Confiabilidade do produto – é a adoção da
“responsabilização pelo produto” em que a empresa rastreia
o produto, dos insumos até a distribuição, podendo detectar
pontos fracos.
c) Análise de queixas – é abrir um canal de comunicação
com clientes, fornecedores e distribuidores e monitorar a
evolução e/ou incidência das queixas.
d) Análise de incidentes críticos – os clientes indicam os
aspectos satisfatórios ou não do produto e/ou serviço e
essa indicação (descrição) é analisada e classificada. A
técnica de incidentes críticos (TIC) é muito usada em
empresas de serviços.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
86
Ferramentas e Técnicas na Análise e
Detecção das Falhas – cont.
e) Análise do Efeito e Modo de Falhas ou Failure Mode and
Effect Analysis (FMEA) – permite identificar os pontos
críticos de um produto ou serviço antes que as falhas
aconteçam. Utiliza um check-list criado a partir de três
perguntas-chaves e para cada qual uma possível falha:
– e1) Qual é a probabilidade de a falha ocorrer?
– e2) Qual seria a conseqüência da falha?
– e3) Com qual probabilidade essa falha é detectada antes
que afete o cliente?
A partir da avaliação quantitativa das três perguntas,
calcula-se um “número de prioridade de risco” (NPR) para
cada causa potencial de falha. As ações corretivas que
visam prevenir falhas são aplicadas às causas cujo NPR
indica que justificam prioridade – Slack et al. (2002:638). É
composto por sete passos.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
87
Número de Prioridade de Risco (NPR)
1º passo – Identificar todas as partes componentes dos produtos ou serviços.
2º passo – Listar todas as formas possíveis segundo as quais os componentes poderiam falhar, seus modos.
3º passo – Identificar os efeitos possíveis das falhas, quer dizer, o tempo parado, insegurança, necessidade de consertos, efeitos para os clientes...
4º passo – Identificar todas as causas possíveis das falhas para cada modo de falha.
5º passo – Avaliar a probabilidade de falha, a severidade dos efeitos da falha e a probabilidade de detecção.
6º passo – Calcular o NPR multiplicando as três avaliações entre si.
7º passo – Investigar ação que vai minimizar falhas nos modos de falhas que mostram um alto NPR.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
88
Exemplo NPR
Uma empresa detectou 3 modos de falhas associados com a
falha “produtos que chegam danificados” no ponto de
entrega. O grupo de melhoria que analisa as falhas estipulou
pontuações a cada falha, como se segue.
- Probabilidade de
ocorrência
Severidade
de falha
Probabilidade de
detecção
NPR
F1: Produtos não presos 5 6 2 5 x 6 x 2
= 60
F2: Produtos presos
incorretamente
8 4 6 8 x 4 x 6
= 192
F3: Produtos carregados
incorretamente
7 4 7 7 x 4 x 7
= 196
Como a falha 3 (“produtos carregados incorretamente”) teve
uma pontuação maior, então, torna-se a prioridade na
solução do problema.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
89
Ferramentas e Técnicas na Análise e
Detecção das Falhas – cont. f) Análise de árvore de falhas – é um procedimento lógico que
começa com uma falha ou uma falha potencial e trabalha “para trás”, objetivando identificar todas as possíveis causas. A árvore de falhas é constituída de ramificações de ramificações conectadas por dois tipos de nós, “E” e “OU” – Slack et al. (2002:638).
– f1) Nós “E” – as ramificações abaixo desses nós precisam ocorrer para que o evento acima do nó ocorra.
– f2) Nós “OU” – apenas uma das ramificações abaixo desse nó precisa ocorrer a fim de que o evento acima ocorra. Fonte: Slack et al (2002:640)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
90
Prevenção de Falhas
De acordo com Slack et al (2002:641), há quatro formas básicas de prevenir a ocorrência das falhas:
I- Eliminação, no projeto, dos pontos de falha potencias na operação – a utilização de diagramas de processos, por exemplo, que permitam a análise das etapas do processo que estão, particularmente, sujeitas a falhas e as etapas que são críticas para o sucesso do serviço.
II- Redundância – é a duplicação ou triplicação de componentes de um sistema, de forma que esses elementos redundantes entre em ação quando um componente falhar, é comum em usinas nucleares, hospitais, edifícios públicos a utilização de geradores de energia, bem como, de pessoal de reserva.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
91
Prevenção de Falhas – cont. III- Dispositivos para aumentar as falhas – poka-yokes que
são dispositivos como sensores/interruptores em máquinas; gabaritos instalados em máquinas; contadores digitais para assegurar que o número correto de cortes ou golpes ou furos tenha sido feito; listas de verificação; feixes de luz que ativam alarmes... O conceito também foi expandido para a prevenção de falhas do prestador de serviços, como: codificação colorida de teclas, por exemplo. Pode também ser estendido para a prevenção de falhas do cliente, como travas nas portas de toalete que precisam ser fechadas para acender as luzes...
IV- Manutenção – “(...) é o termo usado para abordar a forma pela qual as organizações tentam evitar as falhas ao cuidar de suas instalações físicas.” – Slack et al. (2002:643). Os principais benefícios da manutenção são: segurança melhorada, confiabilidade aumentada, qualidade maior, custo de operação mais baixo, tempo de vida mais longo e valor final mais alto (“venda de segunda mão”).
– Manutenção corretiva, preventiva e preditiva.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
92
Diagrama
de fluxo de
processo
para o
processo de
conserto de
um carro
Fonte: Slack et al (2002:642)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
93
Redundância
É representada pela equação:
– Ra + b = Ra + [Rb x P (falha)]
– Ra + b = confiabilidade do componente a com seu componente de reserva b
– Ra = confiabilidade do componente a sozinho
– Rb = confiabilidade do componente de reserva b
– P (falha) = a probabilidade que o componente a falhe e, portanto, o componente b seja necessário

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
94
Redundância - exemplo
Ex.: Um fabricante tem um equipamento com cinco componentes-chaves ligados em série, cujas confiabilidades são:
C1 = 0,95; C2 = 0,99; C3 = 0,97; C4 = 0,90; C5 = 0,98
– Rs = R1 x R2 x R3 x R4 x R5
– Rs = 0,95 x 0,99 x 0,97 x 0,90 x 0,98
– Rs = 0,805
Esse fabricante, no componente 4 (C4), decide utilizar um sistema secundário caso o primeiro falhe. Os dois sistemas têm confiabilidade de 0,9, então trabalhando juntos, a confiabilidade é?
– Ra + b = Ra + [Rb x P (falha)] => Ra + b = 0,9 + [0,9 x (1 – 0,9)]
– Ra + b = 0,9 + [0,9 x 0,1] => Ra + b = 0,9 + 0,09 => Ra + b = 0,99
– Rs = R1 x R2 x R3 x R4redundância x R5
– Rs = 0,95 x 0,99 x 0,97 x 0,99 x 0,98 => Rs = 0,885
Obs.: Sem a redundância, a confiabilidade era de 0,805 ou 80,5%, já com a redundância aumenta para 0,885 ou 88,5%.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
95
Abordagens – Slack; Martins e Laugeni
Manutenção corretiva – funciona/trabalha até quebrar (TAQ), a manutenção é realizada após a falha. Ex.: lâmpada.
– Manutenção corretiva não-planejada – não há tempo de preparação (caso a caso).
– Manutenção corretiva planejada – detectado o problema, programa-se a correção.
Manutenção preventiva – visa eliminar ou reduzir as probabilidades de falhas por manutenção (limpeza, lubrificação, substituição e verificação). Ex.: Avião.
Manutenção preditiva (manutenção sob condição ou manutenção com base no estado do equipamento) – visa realizar manutenção somente quando as instalações precisarem dela, tenta “predizer” a falha. Ex.: Xerografias.
– Parâmetros - medição de isolação (transformadores) e temperatura (outdoors); termografia (infravermelho); análise de óleo; ferrografia (ferro) ou metalografia (metal); análise de vibração; medição de espessura e trincas...

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Combinação
Fonte: Slack et al (2002:646)
Preventiva: troca completa do óleo a cada 6meses.
Corretiva: troca da lâmpada do farol quando queima.
Preditiva: troca do pneu quando “careca”.
96

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Fluxograma Lógico para Escolha do
Tipo de Manutenção
97
Fonte: Monchy apud Furmann (2002:26)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Manutenção Corretiva - Furmann
98
1- A manutenção corretiva é realizada após a falha
do equipamento, visando recompor as funções
requeridas. Pode subdividir-se em:
– manutenção paliativa, intervenção com o objetivo
de retirar provisoriamente o estado de falha e
retornar com o equipamento à operação antes do
reparo definitivo;
– manutenção curativa, intervenção com o objetivo
de retirar definitivamente o estado de falha e
restabelecer o equipamento à função requerida.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Manutenção Preventiva - Furmann A manutenção preventiva é realizada com o objetivo de reduzir a
probabilidade de falha no equipamento. É uma intervenção prevista,
portanto pode ser programada e preparada para ser executada antes
da caracterização do estado de falha. Pode subdividir-se em:
– Manutenção sistemática, intervenção realizada com base no
conhecimento e domínio da lei de degradação do equipamento,
geralmente condicionada ao número de horas de funcionamento ou
ao número de operações (partidas);
– Manutenção por ronda e testes, inspeção realizada periodicamente
quando ainda não se conhece a lei de degradação do equipamento;
– Manutenção assistemática, intervenção realizada com base no
acompanhamento da evolução de parâmetros significativos do
estado de um equipamento em relação a referenciais máximos ou
mínimos pré-determinados. Este acompanhamento requer o
domínio de técnicas preditivas adequadas a cada situação e deve
ser realizado com o equipamento em serviço, de forma a definir o
ponto ótimo da intervenção, fator de ganho em disponibilidade
operativa. 99

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
100
Níveis de manutenção preventiva
Fonte: Slack et al (2008:494)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Perspectivas de custos
Fonte: Slack et al (2002:646)
A: Um modelo de custos associado com manutenção
preventiva mostra um nível ótimo de esforços de manutenção.
B: Se as tarefas de rotina de manutenção forem realizadas por
operadores e se o custo real da parada for considerado ,o nível
“ótimo” de manutenção preventiva desloca-se para os níveis
mais altos. 101

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
102
Probabilidade de falha para duas
máquinas em relação ao tempo
A máquina A, em relação ao tempo x, tem uma baixa probabilidade de ocorrência; logo, se a manutenção estiver programada para antes deste ponto, poderá reduzir substancialmente a probabilidade de falhas.
Já a máquina B tem probabilidade de falha alta, tanto no ponto x quanto no y, logo, a manutenção preventiva pode não trazer grandes benefícios.
Fonte:
Slack et al
(2008:494)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
103
Manutenção Produtiva Total (MPT)
“É a manutenção realizada por todos os empregados através de pequenos grupos (...) a gestão da manutenção que reconhece a importância da confiabilidade, manutenção e eficiência econômica nos projetos de fábrica”.
Cinco metas da MPT (origem Japão):
1- Melhorar a eficácia dos equipamentos.
2- Realizar manutenção autônoma (empowerment).
– Nível de conserto – reage ao problemas.
– Nível de prevenção – antecipação do futuro.
– Nível de melhoria – antecipação + melhorias
3- Planejar a manutenção
4- Treinar todo o pessoal em habilidades relevantes de manutenção – pessoal de manutenção e de operações.
5- Conseguir gerir os equipamentos logo no início – prevenção da manutenção (PM), em que se considera as falhas e a manutembilidade dos equipamentos durante a etapa de projeto, na manufatura e na instalação.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
104
Recuperação de Falhas
É a atividade, desenvolvida pelo gerente de produção que precisa decidir o que vai fazer quando as falhas ocorrerem.
Etapas do planejamento de recuperação de falhas:
– Descobrir – os fatos (o quê?), conseqüências possíveis (quem?), principais falhas (por que?).
– Atuar – informar (contar), conter (parar), acompanhar (verificar).
– Aprender – encontrar (a causa primeira?), prevenção (planejar no projeto de engenharia).
– Planejar – análise de falhas (possibilidades), planejamento de recuperação (procedimentos).

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
105
Continuidade do negócio
Tem por objetivo evitar e recuperar operações de desastres ao mesmo tempo que mantém o negócio funcionando.
Falhas críticas podem resultar na interrupção do negócio (“desastres”, como: alagamentos, raios, temperaturas extremas, incêndio, falhas eletricidade e telecomunicações, roubo, fraude...).
Procedimentos:
– Identificar e avaliar os riscos;
– Identificar os processos centrais do negócio;
– Quantificar os tempos de recuperação;
– Determinar os recursos necessários;
– Comunicar-se.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Maior qualidade...
Slack (2002:484): “Como resultado da excelência dos objetivos
de desempenho (...) o custo é reduzido.” (grifo nosso) 106

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Expectativas e percepções
Se E > P, a qualidade percebida é pobre.
Se E < P, a qualidade percebida é boa.
Se E = P, a qualidade percebida é aceitável. 107

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Domínio consumidores x operações
Fonte: Slack (2002:554) 108

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Lacuna entre as expectativas
Fonte: Slack (2002:555) 109
L1: A lacuna entre
especificações do
consumidor –
especificações da
operação.
L2: A lacuna conceito –
especificação.
L3: A lacuna
especificação da
qualidade – qualidade
real.
L4: A lacuna qualidade
real – imagem
comunicada.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Conformidade à especificação Passo1: Definir as características de qualidade do produto ou
serviço.
Passo2: Definir como medir cada característica de qualidade.
Passo3: Estabelecer padrões de qualidade para cada característica
de qualidade.
Passo4: Controlar qualidade em relação a esses padrões.
Passo5: Encontrar e corrigir as causas da má qualidade.
Passo6: Continuar a fazer melhoramentos.
110
Obs.: O ciclo do
produto ou serviço
inclui qualidade,
planejamento e
controle.
Fonte: Slack (2002:557)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Curva Característica de Operação (CCO)
AQL: Nível médio de qualidade,
rejeição (5% do tempo, se tipo I =
0,05)
LTPD: Tolerância de porcentagem
real de defeitos do lote (.10% do
tempo, se tipo II = 0,1)
Tipo I: riscos do produtor (0,05 ou
5% de chance de um lote bom ser
rejeitado e 95% de chance de um
lote de boa qualidade ser aceito)
Tipo II: riscos do consumidor (01
ou 10% de chance um lote de má
qualidade ser aceito e 90% de
chance de um lote de má
qualidade ser rejeitado)
111
Fonte: Slack (2002:579)

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
87
-09
Custo de retificação de erros
112
Fon
te:
Sla
ck (
20
02
:667
)





























