Embed Size (px)
Citation preview
Curso de Engenharia Mecânica
PROJETO VISANDO A IMPLANTAÇÃO DO PPRPS
Pedro Luiz Bais Gutierrez
Itatiba – São Paulo – Brasil
Junho de 2009
A imagem não pode ser exibida. Talvez o computador não tenha memória suficiente para abrir a imagem ou talvez ela esteja corrompida. Reinicie o computador e abra o arquivo novamente. Se ainda assim aparecer o x vermelho, poderá ser necessário excluir a imagem e inseri-la novamente.
ii
Curso de Engenharia Mecânica
PROJETO VISANDO A IMPLANTAÇÃO DO PPRPS
Pedro Luiz Bais Gutierrez
Monografia apresentada à disciplina Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica da Universidade São Francisco, sob a orientação da Profª. Ms. Silvia Elisabeth Sauaia Lopes, como exigência parcial para conclusão do curso de graduação. Orientadora: Profª. Ms. Silvia Elisabeth Sauaia Lopes
Itatiba – São Paulo – Brasil
Junho de 2009
A imagem não pode ser exibida. Talvez o computador não tenha memória suficiente para abrir a imagem ou talvez ela esteja corrompida. Reinicie o computador e abra o arquivo novamente. Se ainda assim aparecer o x vermelho, poderá ser necessário excluir a imagem e inseri-la novamente.
iii
Projeto Visando a Implantação do PPRPS
Pedro Luiz Bais Gutierrez
Monografia defendida e aprovada em 17 de junho de 2009 pela Banca
Examinadora assim constituída:
Profª. Ms. Silvia Elisabeth Sauaia Lopes (Orientadora)
USF – Universidade São Francisco – Itatiba – SP.
Prof. Dr. Fernando Cesar Gentile (Membro Interno)
USF – Universidade São Francisco – Itatiba – SP.
Prof. Ms. Paulo Eduardo Silveira (Membro Interno)
USF – Universidade São Francisco – Itatiba – SP.

iv
Dedico este trabalho a minha família, pais,
irmão, e namorada pelo apoio dado e que na
busca da formação superior, dedicando a maior
parte do tempo ao trabalho e ao estudo, falte
algumas vezes com a atenção necessária.
Do mesmo modo, dedico a todos os
professores que me ajudaram no decorrer do
curso, e nas dificuldades encontradas para
realizar este projeto.
Sou eternamente grato a todos.
v
.Agradecimentos
Agradeço primeiramente a Professora Silvia Elizabeth Sauaia Lopes, minha orientadora, que
acreditou em mim e incentivou-me para a conclusão deste trabalho, face aos inúmeros
percalços do trajeto.
Agradeço também ao Professor Mauricio José Bordon, Coordenador da Engenharia Elétrica
do Campus de Itatiba, pela disponibilização do laboratório e equipamentos.
Agradeço também ao Sr. João Alex Vaz Franciscon, Encarregado de Manutenção do
laboratório de Engenharia Elétrica, pela ajuda e apoio nos testes realizados para conclusão
deste trabalho.
Eu agradeço a todos.

vi
Sumário
Lista de Siglas ........................................................................................................................ viii
Lista de Figuras ........................................................................................................................ ix
Resumo .....................................................................................................................................xii
1 Introdução ......................................................................................................................... 13
1.1 Objetivos ...................................................................................................................... 14
1.2 Justificativas ................................................................................................................ 14
2 Breve estudo sobre microcontroladores ......................................................................... 16
2.1 Microprocessadores ..................................................................................................... 16
2.1.1 Unidades de memória ........................................................................................... 18
2.2 Microcontroladores ...................................................................................................... 18
2.3 Os microcontroladores da família 8051 ...................................................................... 19
2.4 Organização da memória do 8051 ............................................................................... 20
2.4.1 Arquitetura do 8051 .............................................................................................. 22
2.5 Temporizadores ........................................................................................................... 24
2.6 Interrupção ................................................................................................................... 25
2.7 Sistema Mínimo ........................................................................................................... 26
3 Desenvolvimento ............................................................................................................... 28
3.1 Descrição do produto ................................................................................................... 28
3.1.1 Características técnicas do produto ....................................................................... 30
3.2 Processo de conformação da caixa de cubo traseiro com batente ............................... 32
3.3 Máquina do processo de fabricação............................................................................. 35
3.4 Automação do processo de conformação .................................................................... 40
3.4.1 Especificação da operação automática.................................................................. 41
3.5 Dispositivo de armazenamento de blanks ................................................................... 42
3.6 Dispositivo de alimentação .......................................................................................... 43
3.6.1 Dimensionamento do solenóide ............................................................................ 45
3.6.2 Dimensionamento do motor de passo ................................................................... 48
3.6.3 Modelo da estrutura .............................................................................................. 50
3.6.4 Circuito de interface .............................................................................................. 51
3.6.5 Construção do protótipo ........................................................................................ 53
3.6.6 Desenvolvimento do programa ............................................................................. 55
3.7 Acionamento da caixa de engate e expulsão do blank da ferramenta ......................... 66
4 Conclusão .......................................................................................................................... 68
4.1 Contribuições ............................................................................................................... 68
Apêndice 1 – Desenhos de construção do protótipo do dispositivo de alimentação ......... 69

vii
Apêndice 2 – Desenhos de construção do protótipo do dispositivo de armazenamento de blanks ........................................................................................................................................ 81
Apêndice 3 – Desenho de construção do dispositivo de expulsão das peças acabadas ..... 94
Apêndice 4 – Desenho de construção do suporte para o atuador pneumático .................. 95
Apêndice 5 – Programa do dispositivo de alimentação ....................................................... 96
Referências Bibliográficas .................................................................................................... 103
viii
Lista de Siglas
ALU
CAD
Arithmetic Logic Unit
Projeto Auxiliado por Computador
CI
CISC
CLP
CPU
DIL
EEPROM
EPROM
IC
I/O
LER
Circuito Integrado
Complex Instruction Set Computer
Controlador Lógico Programável
Central Processing Unit
Dual In Line
Electrical, Erasable and Programmable Read Only Memory
Erasable and Programmable Read Only Memory
Integrated Circuit
Input/Output
Lesão por Esforço Repetitivo
MTE Ministério do Trabalho e Emprego
PMI Ponto Morto inferior
PPRPS Programa de Prevenção de Riscos em Prensas e Similares
PROM/OTP
RAM
ROM
T/C
UCP
Programmable Read Only Memory/One Time Programming
Random Access Memory
Read Only Memory
Temporizador/Contador
Unidade Central de Processamento
ULA Unidade Lógica e Aritmética
ix
Lista de Figuras
FIGURA 2 - 1 – MICROCONTROLADORES DA FAMÍLIA MCS-51, OU 8051. .................................. 20
FIGURA 2 - 2 – DIAGRAMA DE BLOCOS DOS MICROCONTROLADORES DA FAMÍLIA MCS-51
(DATASHEET MCS-51). ................................................................................................. 21
FIGURA 2 - 3 – MAPA DA MEMÓRIA DO 8051. ............................................................................ 22
FIGURA 2 - 4 – PINAGEM DO MICROCONTROLADOR 8051. .......................................................... 23
FIGURA 2 - 5 – REGISTRO TMOD. ............................................................................................. 25
FIGURA 2 - 6 – REGISTRO TCON. .............................................................................................. 25
FIGURA 2 - 7 – REGISTRO IE. ..................................................................................................... 25
FIGURA 2 - 8 – SISTEMA MÍNIMO DE LIGAÇÃO DO 8051 COM MEMÓRIAS EXTERNAS (TIPO
EPROM E TIPO RAM) (SILVA JR., 1994). ...................................................................... 27
FIGURA 3 - 1 – CAIXA DE CUBO TRASEIRO COM BATENTE. ......................................................... 28
FIGURA 3 - 2 – MONTAGEM DO CUBO TRASEIRO E SEUS COMPONENTES. .................................... 28
FIGURA 3 - 3 – MONTAGEM EM CORTE DO CUBO TRASEIRO E SEUS COMPONENTES. ................... 29
FIGURA 3 - 4 – BICICLETA E A DENOMINAÇÃO DE SUAS PARTES PRINCIPAIS. .............................. 30
FIGURA 3 - 5 – CAIXA DE CUBO TRASEIRO COM BATENTE EM CORTE E A FORMAÇÃO DO BATENTE.
.......................................................................................................................................... 31
FIGURA 3 - 6 – CAIXA DE CUBO TRASEIRO COM BATENTE EM CORTE E A DIVISÃO DA CAMADA
ENDURECIDA E O NÚCLEO TENAZ. ...................................................................................... 32
FIGURA 3 - 7 – FERRAMENTA DA PRIMEIRA OPERAÇÃO DA CAIXA DE CUBO TRASEIRO COM
BATENTE. ........................................................................................................................... 32
FIGURA 3 - 8 – ESTÁGIOS DA FORMAÇÃO DO BLANK NA FERRAMENTA DE CORTE E REPUXO. ...... 33
FIGURA 3 - 9 – FERRAMENTA DA SEGUNDA OPERAÇÃO DA CAIXA DE CUBO TRASEIRO COM
BATENTE. ........................................................................................................................... 34
FIGURA 3 - 10 – PERFIL DO PRODUTO APÓS O PROCESSO DE CONFORMAÇÃO. ............................. 34
FIGURA 3 - 11 - FERRAMENTA NO PMI (PONTO MORTO INFERIOR). .......................................... 35
FIGURA 3 - 12 – PRENSA EXCÊNTRICA UTILIZADA NA SEGUNDA OPERAÇÃO DA CAIXA DE CUBO
TRASEIRO COM BATENTE. ................................................................................................... 36
FIGURA 3 - 13 – PRENSA EXCÊNTRICA GENÉRICA COM A DENOMINAÇÃO DE SUAS PARTES
PRINCIPAIS. ........................................................................................................................ 36
FIGURA 3 - 14 – VOLANTE DE INÉRCIA E A DENOMINAÇÃO DE SUAS PARTES PRINCIPAIS. ........... 37
FIGURA 3 - 15 – EIXO EXCÊNTRICO E AS DUAS POSIÇÕES POSSÍVEIS DA CHAVETA. .................... 37
x
FIGURA 3 - 16 – CAIXA DE ENGATE E SUAS DUAS POSIÇÕES DE TRABALHO. ............................... 38
FIGURA 3 - 17 – FUNCIONAMENTO DO MECANISMO DE BIELA-MANIVELA (FERRARI FILHO,
2005). ................................................................................................................................ 39
FIGURA 3 - 18 – PRENSA EXCÊNTRICA COM DISPOSITIVOS PARA AUTOMAÇÃO DO PROCESSO DE
CONFORMAÇÃO. ................................................................................................................. 40
FIGURA 3 - 19 – CENTRALIZAÇÃO DO BLANK NA FERRAMENTA. ................................................ 41
FIGURA 3 - 20 – DISPOSITIVO DE ARMAZENAMENTO DE BLANKS. ................................................ 42
FIGURA 3 - 21 – POSIÇÕES DE TRABALHO DO DISPOSITIVO DE ARMAZENAMENTO DE BLANKS..... 43
FIGURA 3 - 22 – DISPOSITIVO DE ALIMENTAÇÃO E SUAS PARTES PRINCIPAIS. ............................. 44
FIGURA 3 - 23 – DISPOSITIVO DE ALIMENTAÇÃO E SUAS DUAS POSIÇÕES DE TRABALHO. ........... 44
FIGURA 3 - 24 – DESENHO PRELIMINAR DO MECANISMO DA PINÇA E AS FORÇAS QUE INCIDEM
SOBRE O MESMO. ................................................................................................................ 46
FIGURA 3 - 25 – GRÁFICO DA CURVA CARACTERÍSTICA DA FORÇA MAGNÉTICA DO SOLENÓIDE
(SOLETEC). ..................................................................................................................... 47
FIGURA 3 - 26 – SOLENÓIDE DA SÉRIE C, MODELO 025 C.C. (SOLETEC). ................................ 48
FIGURA 3 - 27 – DIAGRAMA DE CORPO LIVRE DO BRAÇO DO DISPOSITIVO. ................................. 49
FIGURA 3 - 28 – MOTOR DE PASSO, MODELO AK85HY588-1.8 (AKIYAMA SOLUÇÕES
TECNOLÓGICAS). ......................................................................................................... 50
FIGURA 3 - 29 – PRENSA EXCÊNTRICA UTILIZADA NO PROCESSO COM OS PROTÓTIPOS DOS
DISPOSITIVOS. .................................................................................................................... 50
FIGURA 3 - 30 – CIRCUITO DE INTERFACE. ................................................................................. 51
FIGURA 3 - 31 – CIRCUITO AMPLIFICADOR DE CORRENTE. ......................................................... 52
FIGURA 3 - 32 – DRIVER AKDMP5-5.0A. ................................................................................. 52
FIGURA 3 - 33 – DESENHO DO PROTÓTIPO E A LISTA DE COMPONENTES. .................................... 53
FIGURA 3 - 34 – LISTA DE MATERIAIS AMPLIADA. ...................................................................... 54
FIGURA 3 - 35 – MONTAGEM DO PROTÓTIPO CONCLUÍDA........................................................... 55
FIGURA 3 - 36 – FLUXOGRAMA DO PROGRAMA PRINCIPAL. ........................................................ 56
FIGURA 3 - 37 – LINHAS INICIAIS DO PROGRAMA. ...................................................................... 57
FIGURA 3 - 38 – DIRETIVAS DE IGUALDADE. .............................................................................. 58
FIGURA 3 - 39 – REGISTRO TMOD. ........................................................................................... 58
FIGURA 3 - 40 – REGISTRO TCON. ............................................................................................ 59
FIGURA 3 - 41 – REGISTRO ‘IE’. ................................................................................................. 59
FIGURA 3 - 42 – INSTRUÇÕES REFERENTES À SEQÜÊNCIA DE MOVIMENTAÇÃO DO DISPOSITIVO DE
ALIMENTAÇÃO. .................................................................................................................. 60
xi
FIGURA 3 - 43 – SEQÜÊNCIA DOS SINAIS DE ENTRADA (AKIYAMA SOLUÇÕES
TECNOLÓGICAS). ......................................................................................................... 61
FIGURA 3 - 44 – INSTRUÇÕES DE FINALIZAÇÃO DO PROGRAMA. ................................................. 62
FIGURA 3 - 45 – SUB-ROTINAS UTILIZADAS PELO PROGRAMA PRINCIPAL. .................................. 63
FIGURA 3 - 46 – GERAÇÃO DOS PULSOS CONSIDERANDO O MOMENTO DE INÉRCIA. .................... 66
FIGURA 3 - 47 – ATUADOR PNEUMÁTICO E SUPORTE. ................................................................. 66
FIGURA 3 - 48 – DISPOSITIVO PARA FORNECIMENTO DE AR. ....................................................... 67
xii
Resumo
O Programa de Prevenção de Riscos em Prensas e Similares (PPRPS) visa garantir a
proteção adequada à integridade física e à saúde de todos os trabalhadores envolvidos com as
diversas formas e etapas de uso das prensas excêntricas ou máquinas e equipamentos
similares. Através da nota técnica número 16/DSST publicada no dia 7 de março de 2005 pelo
Ministério do Trabalho e Emprego (MTE), o PPRPS está em vigor e exige o cumprimento das
modificações necessárias nas prensas excêntricas e máquinas similares do parque fabril de
todo o Brasil.
O projeto proposto neste trabalho de conclusão de curso tem o objetivo de apresentar os
dispositivos necessários para a automação do processo de conformação da segunda operação
da caixa de cubo traseiro com batente. A implementação do protótipo de alimentação
principal exposto no projeto contribui para uma parte da implantação do PPRPS exigido pelo
MTE, na empresa Gutierrez Metalúrgica Ltda..
Os resultados dos testes do protótipo realizados no laboratório de engenharia elétrica da
Universidade São Francisco foram satisfatórios. Deste modo, o projeto e a construção do
protótipo contribuem para o enclausuramento da zona de prensagem, conforme o PPRPS.
PALAVRAS-CHAVE: Automação, Conformação, Programa de Prevenção de Riscos em
Prensas e Similares.

13
1 INTRODUÇÃO
As prensas excêntricas são máquinas utilizadas no corte e conformação de diversos
materiais, onde o movimento do martelo provém de dois tipos de sistemas, o sistema
mecânico (um mecanismo de biela-manivela transforma o movimento rotativo em linear) e o
hidráulico (cilindro hidráulico).
Entre o martelo e a mesa da prensa há um espaço para a fixação da ferramenta do
processo. Essa região é comumente chamada de zona de prensagem.
A zona de prensagem é uma região que pode oferecer riscos ao operador de máquina,
dependendo do modo como se trabalha na máquina, e do treinamento que esse profissional
recebeu de seus superiores.
De modo a garantir a proteção adequada, tanto à integridade física e quanto à saúde de
dos trabalhadores envolvidos com as diversas formas e etapas do uso de prensas, ou de
máquinas e equipamentos similares, o MTE (Ministério do Trabalho e Emprego) publicou a
nota técnica número 16/DSST do dia 5 de março do ano de 2005, que substitui a anterior
(número 37/DSST de 16 de dezembro de 2004), onde são feitas algumas considerações sobre
o uso das prensas excêntricas no Brasil (MINISTÉRIO DO TRABALHO E EMPREGO,
2005), como por exemplo:
- A alta incidência de acidentes de trabalho que atingem membros superiores dos
trabalhadores;
- Prensas e equipamentos similares são responsáveis por mais da metade dos acidentes de
trabalho com mutilação, analisados pela Inspeção de Segurança e Saúde no Trabalho do
MTE;
- O parque industrial brasileiro ainda utiliza equipamentos obsoletos e que oferecem
riscos de acidentes;
- A indústria dispõe de tecnologia suficiente para a proteção de prensas e similares, de
forma a evitar acidentes;
- Outras considerações sobre Convenção, Constituição Federal, artigos e normas técnicas,
que resumidamente asseguram a proibição do comércio de máquinas e equipamentos
similares sem dispositivos de segurança adequados e medidas de segurança em prensas e
equipamentos similares.
Assim, a nota técnica publicada pelo MTE originou o PPRPS. O PPRPS é aplicado em
todos os estabelecimentos que possuem prensas ou similares a fim de que nenhum trabalhador

14
execute suas atividades expondo-se as zonas de risco desprotegidas. Com este programa já em
vigor, sua implantação na empresa Gutierrez Metalúrgica Ltda. está em andamento, sendo
necessário ainda uma forma de enclausurar a zona de prensagem, de modo a deixar apenas
uma fresta, impedindo que os dedos do operador da prensa não ultrapassarem os limites
impostos. Esta barreira foi primeiramente implantada em algumas prensas e ainda é
necessário o uso de pinças (manualmente). Este procedimento é o atualmente utilizado. Outra
forma de implantar esta barreira é automaticamente, ou seja, através de um dispositivo de
alimentação.
1.1 Objetivos
Neste trabalho de conclusão de curso o objetivo principal é propor uma solução que
atenda satisfatoriamente o fechamento da zona de prensagem de uma prensa excêntrica,
conforme exigido pelo MTE, através da elaboração de um projeto para um dispositivo de
alimentação e também a construção de um protótipo. A base deste trabalho é um pré-projeto
para a automação do processo de fabricação da segunda operação da caixa de cubo traseiro
com batente, no qual o pré-projeto especifica todos os dispositivos utilizados na automação e
também o acionamento da prensa excêntrica.
1.2 Justificativas
A construção do protótipo é apenas uma parte da solução do processo automatizado
proposto, porém, apenas com sua utilização, seria possível atender o item 5.1 da nota técnica
número 16/DSST publicada pelo MTE e uma parte do PPRPS também exigido pelo MTE.
Com poucas modificações na programação, e talvez no circuito de interface, o alimentador
seria acionado por um botão. Assim, o operador não ficaria próximo à máquina e haveria a
possibilidade de enclausurar toda a zona de prensagem por meio de chapas furadas, ou grades,
por exemplo, permitindo apenas a passagem do braço do alimentador por uma fresta,
conforme as solicitações do MTE.
Na implementação de todo o processo proposto, o operador de máquina não ficaria
exposto a LER (Lesão por Esforço Repetitivo) e ocuparia outra posição na empresa, não mais
a de alimentar a prensa excêntrica manualmente, e sim a de alimentar o dispositivo com
blanks, podendo assim tomar conta de mais máquinas, na medida em que fossem
automatizadas pelo novo processo.
A ferramenta de conformação utilizada na operação de recalque terá sua vida útil
aumentada, pois com todo o processo automatizado, não haverá a possibilidade do blank ser
15
colocado em alguma posição incorreta na ferramenta, como por exemplo, fora de centro,
provocando a perda de centro da ferramenta, possíveis micro trincas na matriz superior
gerando lascas no corpo da matriz, etc.. Como conseqüência também tem-se a redução do
número de paradas para centralização da ferramenta na máquina, do número de reafiações, do
desgaste por microtrincas, do lascamento e até mesmo fratura, que dependendo do grau da
avaria, a matriz superior teria que ser trocada por outra, sem a possibilidade de ser
recondicionada, ou reafiada.
O eixo excêntrico da prensa excêntrica, que suporta uma carga excessiva no caso da
colocação de blanks fora de centro, ocasionando o travamento do mecanismo biela-manivela,
também terá sua vida útil aumentada.
Por esses motivos e ganhos, o projeto de automação do processo de conformação poderá
interessar a outras empresas, que fabricam peças da mesma linha de produtos, ou até de peças
similares com pouca variação nas dimensões e geometria. Com poucas modificações no
dispositivo de armazenamento de blanks, e na pinça do alimentador, o projeto de automação
do processo de conformação da segunda operação da caixa de cubo traseiro com batente, pode
atender ao processo de fabricação de outros tipos de peças, como por exemplo, na própria
empresa, que produz outros tipos de caixas com batente para bicicleta, ou na fabricação de
cones do movimento de direção da bicicleta, ou em outras empresas do ramo de estampagem,
como as que fabricam peças para motocicletas, pois os cones de direção das motos de
pequeno porte são similares aos das bicicletas, etc..
16
2 BREVE ESTUDO SOBRE MICROCONTROLADORES
Neste capítulo será apresentada uma introdução aos microprocessadores e aos
microcontroladores e, na seqüência, o funcionamento do microcontrolador 8051. Em seguida,
será apresentado um sistema mínimo que utiliza o microcontrolador 8051, memórias do tipo
RAM e do tipo ROM, circuito do oscilador e circuito do reset.
2.1 Microprocessadores
O microprocessador também conhecido por CPU (Central Processing Unit), ou ainda em
português UCP (Unidade Central de Processamento), é um circuito integrado (CI ou IC,
abreviação do inglês: Integrated Circuit), ou seja, um dispositivo semicondutor, constituído
por milhões de transistores que implementam uma variedade de circuitos interiormente, como
por exemplo, registradores, máquinas seqüenciais, circuitos lógicos, etc.. Os
microprocessadores são responsáveis pela busca de um programa na memória e por sua
execução (GIMENEZ, 2002).
A programação é feita através das instruções. Todo microprocessador possui um conjunto
de instruções, ou seja, um conjunto limitado de tarefas que pode executar. A este conjunto ou
seqüência de instruções, é dado o nome de programa ou software (TORRES, 1999).
Ao executar um programa, a CPU é responsável pela obtenção das informações a serem
analisadas por meio de dispositivos de entrada (teclado, canal de comunicação serial, etc.),
pelo processamento (interpretação, manipulação, ordenação, modificação, cálculos lógicos ou
matemáticos, etc.) das informações e pela resposta (ação) do sistema microcomputadorizado a
uma determinada situação de controle para a qual ele foi projetado a fim de controlar, por
meio de um dispositivo de saída (escrita na memória de vídeo, transmissão de dados para
outro computador, acionamento de um relé, acionamento de um bip, etc.) (GIMENEZ, 2002).
Segundo GIMENEZ (2002), o microprocessador apresenta duas funções básicas: leitura
(busca) e interpretação do programa alocado na memória e execução do programa.
Na leitura e interpretação, o microprocessador busca na memória as instruções uma a
uma. Isso é feito através da operação de leitura de um byte na memória que corresponde a
uma determinada instrução e depois é realizada a decodificação, ou seja, a interpretação da
instrução lida, pois o microprocessador tem uma determinada quantidade de instruções que é
capaz de executar. Dessa maneira, ele precisa verificar qual dessas instruções deve ser

17
executada. Assim, ao finalizar essa etapa, o microprocessador sabe o que fazer. O próximo
passo é a execução da instrução.
Na execução do programa, é feita a transferência de dados dos registradores internos do
microprocessador para a memória ou para os dispositivos de entrada e saída, e vice-versa.
Pode também ocorrer à execução de operações lógicas e aritméticas, etc.
Esse processo de buscar, interpretar e executar instrução por instrução é uma atividade
contínua do microprocessador e, dessa forma, um programa é processado por inteiro
(GIMENEZ, 2002).
O microprocessador ou unidade de processamento central, segundo GIMENEZ (2002), é
constituído por três partes principais: a unidade lógica e aritmética, os registradores internos e
o bloco de temporização e controle.
A unidade lógica e aritmética (ULA), ou ALU (Arithmetic Logic Unit), é responsável
pela execução das instruções correspondentes às operações aritméticas e lógicas. Ao executar
uma instrução referente a uma operação aritmética ou lógica, também é definida a condição
numérica do resultado por meio de alguns bits sinalizadores, chamados de flags de
sinalização, tornando-os iguais a um (setando-os), ou tornando-os iguais a zero (resetando-
os). Outras instruções são capazes de testar esses flags de sinalização. Isso faz com que o
sistema microcomputadorizado possa gerenciar uma determinada situação de projeto ou
desempenhar uma determinada tarefa bem definida.
Os registradores internos são compostos por m registradores de n bits interligados em
paralelo entre si. Os valores m e n dependem das características de cada
microprocessador/microcontrolador. Como os registradores internos são formados por flip-
flops, é possível realizar operações de leitura e escrita de informações. Quando a CPU é
desenergizada, por apresentar características voláteis, essas informações são perdidas.
Um microcomputador de oito bits é capaz de processar informações de oito em oito bits
por vez (operações de movimentação de informações e operações aritméticas e lógicas).
Analogamente para os microcomputadores de 16 e 32 bits, quanto maior for a quantidade de
bits processados em paralelo por vez, maior será sua capacidade de processamento.
Os registradores internos da CPU são utilizados para o armazenamento temporário de
informações. Grandes quantidades de dados devem ser alocados nas memórias disponíveis do
sistema microcomputadorizado. O tempo de acesso a estes registradores é menor que o tempo
de acesso às informações que estão alocadas na memória. Assim são aplicados em operações
que necessitam de grandes velocidades de processamento, como por exemplo, na leitura de
uma tarja magnética de cartão de banco, etc.. Esses registradores são utilizados também na
18
composição do programa, para atingir altas velocidades de processamento, melhorando o
desempenho da tarefa a ser realizada.
O bloco de temporização e controle é responsável pelo controle do fluxo de informações
do microprocessador para as unidades de memória e para as unidades de entrada e saída. Esse
bloco define os sinais de controle de temporização para o sincronismo do fluxo de
informações no sistema microcomputadorizado por meio da definição dos sinais de leitura
(read), de escrita (write), de inicialização do sistema (reset), de liberação dos barramentos de
dados e endereços, entre outros.
2.1.1 Unidades de memória
A memória armazena os programas e os dados a serem processados pelo
microprocessador. É dividida em memória ROM (Read Only Memory) e memória RAM
(Random Access Memory), ou seja, memória de armazenamento de programa e memória de
armazenamento de informações, respectivamente (TORRES, 1999).
Segundo GIMENEZ (2002), a memória ROM é do tipo não volátil, ou seja, na
desenergização do sistema o programa armazenado na ROM não será perdido. Por este
motivo, é utilizada para gravação do programa.
As memórias não voláteis normalmente utilizadas em microcomputadores são as
memórias ROM, PROM/OTP (Programmable Read Only Memory/One Time Programming),
EPROM (Erasable and Programmable Read Only Memory) e EEPROM (Electrical, Erasable
and Programmable Read Only Memory).
Conforme GIMENEZ (2002), a memória RAM é do tipo volátil, ou seja, todas as
informações armazenadas neste dispositivo serão perdidas na desenergização do sistema. É
utilizada para escrita e leitura das informações definidas pelo mundo externo, como por
exemplo, através de chaves, sensores, teclados, etc..
2.2 Microcontroladores
Os microcontroladores são dispositivos semicondutores em forma de CI, que integram
todas as partes básicas de um microcomputador, como por exemplo, a CPU, memórias não
voláteis (ROM/PROM/EPROM/EEPROM), memórias voláteis (RAM/SRAM/DRAM),
portas de entrada e saída, etc., (GIMENEZ, 2002). Assim, os microcontroladores possuem as
mesmas funções de um microprocessador, porém são limitados em termos de quantidade de
memória de dados, sendo utilizados em aplicações específicas, como por exemplo, em
19
automação residencial, em automação predial (elevadores, controladores de energia elétrica,
etc.), e em automação industrial (robótica, CLP – Controladores Lógicos Programáveis, etc.).
Conforme SILVA JR. (1994), uma das principais vantagens do microcontrolador está na
capacidade de ter seus programas gravados internamente, trazendo vantagens tanto no
tamanho reduzido, como na facilidade de programação. Assim, os microcontroladores
possuem a vantagem de trazer incorporados ao seu chip (CI), também os periféricos
necessários em aplicações industriais, ou de controle, como por exemplo, temporizadores,
portas de I/O (Input/Output), memórias, etc., permitindo a construção de sistemas compactos
e tão poderosos quanto os baseados em microprocessadores.
2.3 Os microcontroladores da família 8051
Segundo MACKENZIE (1999), a MCS-51 é uma família de microcontroladores
desenvolvidos, fabricados e comercializados pela Intel Corporation. Outros fabricantes de
CI’s, como a Siemens, a Advanced Micro Devices, a Fujtisu, e a Philips são licenciados como
fornecedores dos microcontroladores da família MCS-51.
O termo “8051” é usado genericamente para os microcontroladores da família MCS-51.
Alguns microcontroladores desta família são: 8031, 8051, 8751, etc..
O 8051 é um microcontrolador de 8 bits. Permite controle em tempo real, execução de
complexas operações lógicas e aritméticas, manipulação de dados de 16 bits, expansão de
memória, trabalha com bancos registradores nominais e com bits individualmente
endereçáveis na RAM.
As principais características do 8051 são (SILVA JR., 1994):
- Oscilador interno;
- 4 Kbytes de ROM (interna);
- 128 bytes de RAM (interna);
- 21 registros de funções especiais;
- 4 portas de I/O de 8 bits;
- Capacidade de endereçar até 64 Kbytes de memória de dados externa;
- Capacidade de endereçar até 64 Kbytes de memória de programa externa;
- 2 temporizadores/contadores de 16 bits;
- Porta serial full-duplex;
- Estrutura de interrupção com 5 fontes e 2 níveis de prioridade;
- 210 localizações de bits endereçáveis.
20
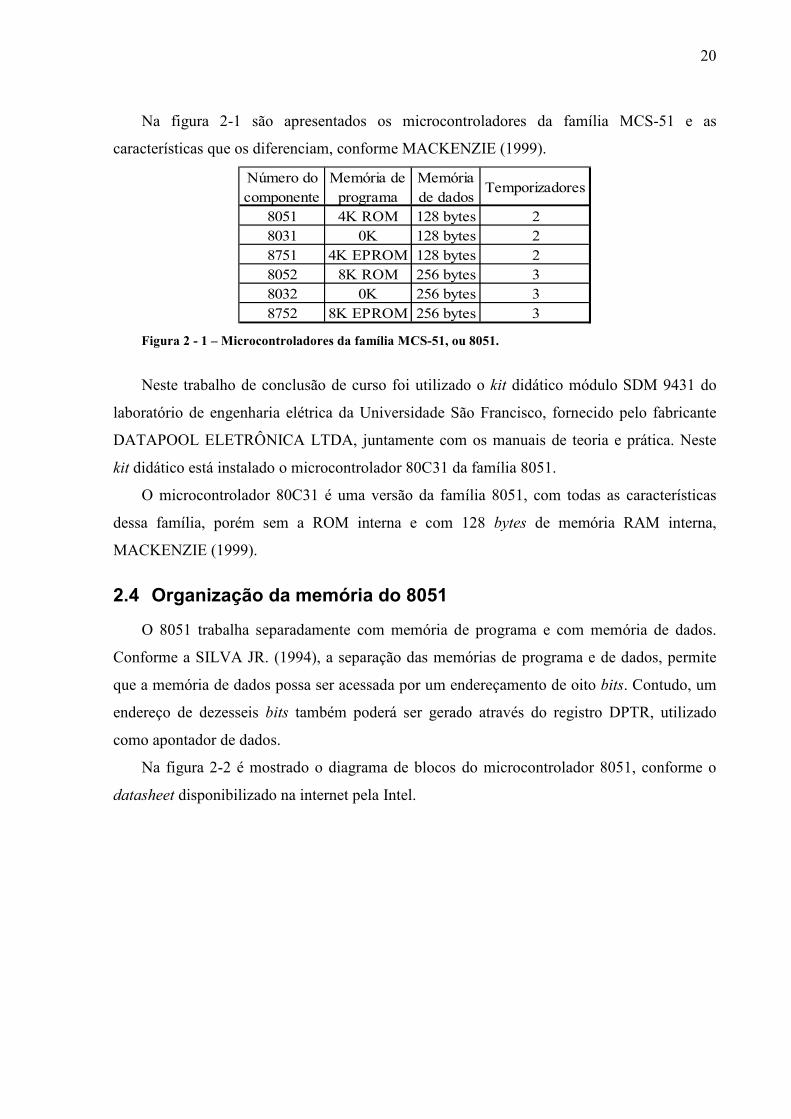
Na figura 2-1 são apresentados os microcontroladores da família MCS-51 e as
características que os diferenciam, conforme MACKENZIE (1999).
Número do componente
Memória de programa
Memória de dados
Temporizadores
8051 4K ROM 128 bytes 28031 0K 128 bytes 28751 4K EPROM 128 bytes 28052 8K ROM 256 bytes 38032 0K 256 bytes 38752 8K EPROM 256 bytes 3
Figura 2 - 1 – Microcontroladores da família MCS-51, ou 8051.
Neste trabalho de conclusão de curso foi utilizado o kit didático módulo SDM 9431 do
laboratório de engenharia elétrica da Universidade São Francisco, fornecido pelo fabricante
DATAPOOL ELETRÔNICA LTDA, juntamente com os manuais de teoria e prática. Neste
kit didático está instalado o microcontrolador 80C31 da família 8051.
O microcontrolador 80C31 é uma versão da família 8051, com todas as características
dessa família, porém sem a ROM interna e com 128 bytes de memória RAM interna,
MACKENZIE (1999).
2.4 Organização da memória do 8051
O 8051 trabalha separadamente com memória de programa e com memória de dados.
Conforme a SILVA JR. (1994), a separação das memórias de programa e de dados, permite
que a memória de dados possa ser acessada por um endereçamento de oito bits. Contudo, um
endereço de dezesseis bits também poderá ser gerado através do registro DPTR, utilizado
como apontador de dados.
Na figura 2-2 é mostrado o diagrama de blocos do microcontrolador 8051, conforme o
datasheet disponibilizado na internet pela Intel.

21
Figura 2 - 2 – Diagrama de blocos dos microcontroladores da família MCS-51 (DATASHEET MCS-51).
Na versão 8031 a memória de programa é gravada externamente, pois não possui a ROM
interna, conforme SILVA JR. (1999).
A memória de programa pode ser de até 64 Kbytes (SILVA JR., 1994), sendo que os
primeiros quatro Kbytes estão na ROM interna (invioláveis). Se o pino EA estiver em nível
lógico alto, a CPU endereça a ROM interna, a menos que o PC (Program Counter – Contador
de Programa) exceda 0FFFH. OS 60 Kbytes restantes (1000H a FFFH) são buscados
externamente. Se EA estiver em nível lógico baixo, a CPU trabalha somente com a memória
de programa externa (64 Kbytes). No 8031, o pino EA é ligado em nível lógico zero
externamente (DATAPOOL ELETRÔNICA LTDA).
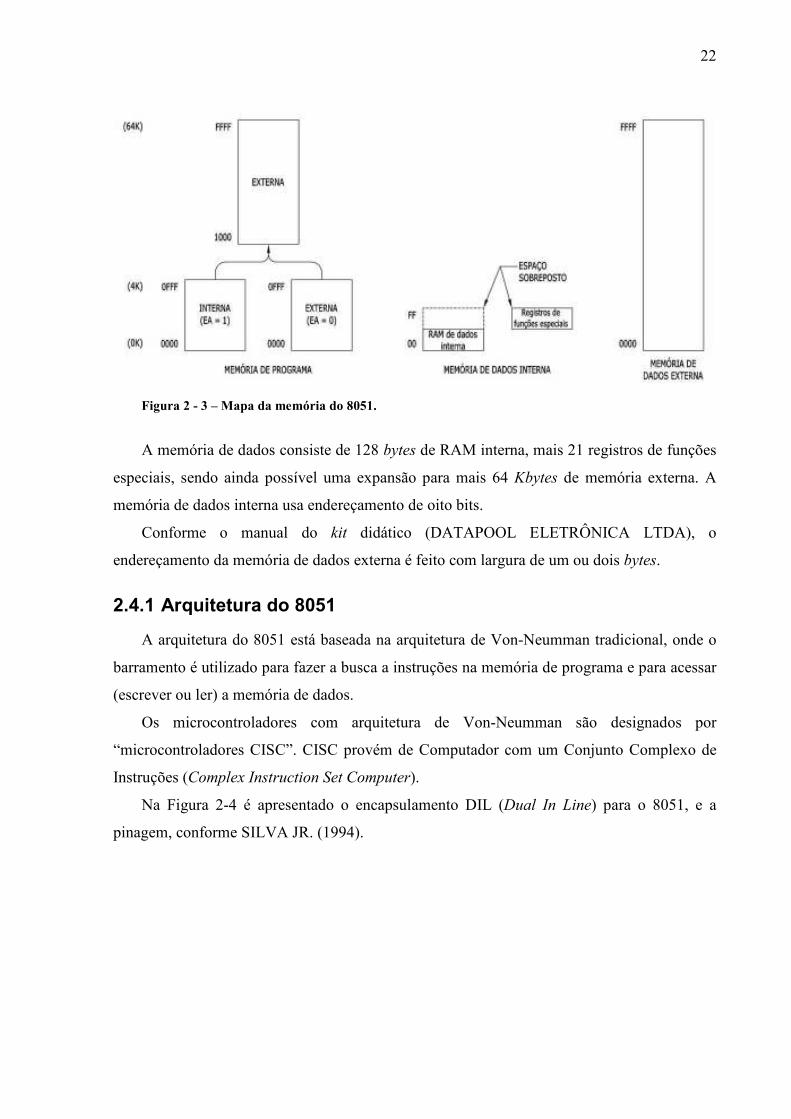
Na Figura 2-3 é mostrado o mapa da memória do 8051.
22
Figura 2 - 3 – Mapa da memória do 8051.
A memória de dados consiste de 128 bytes de RAM interna, mais 21 registros de funções
especiais, sendo ainda possível uma expansão para mais 64 Kbytes de memória externa. A
memória de dados interna usa endereçamento de oito bits.
Conforme o manual do kit didático (DATAPOOL ELETRÔNICA LTDA), o
endereçamento da memória de dados externa é feito com largura de um ou dois bytes.
2.4.1 Arquitetura do 8051
A arquitetura do 8051 está baseada na arquitetura de Von-Neumman tradicional, onde o
barramento é utilizado para fazer a busca a instruções na memória de programa e para acessar
(escrever ou ler) a memória de dados.
Os microcontroladores com arquitetura de Von-Neumman são designados por
“microcontroladores CISC”. CISC provém de Computador com um Conjunto Complexo de
Instruções (Complex Instruction Set Computer).
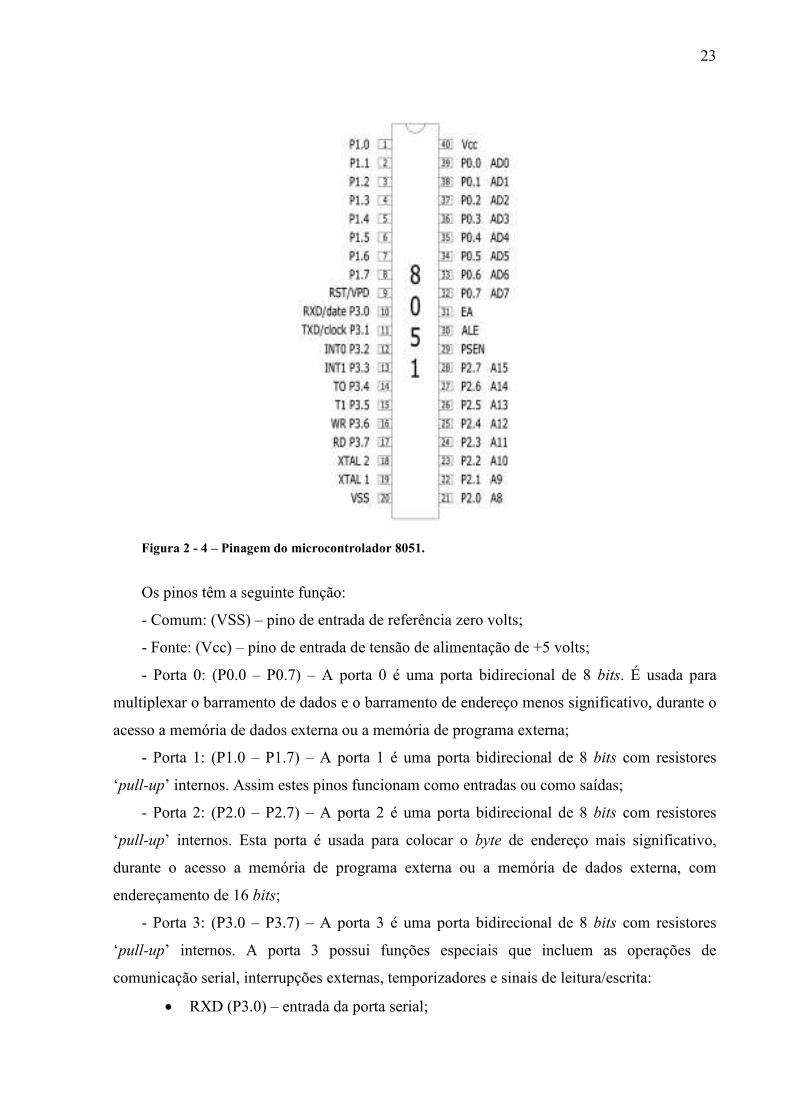
Na Figura 2-4 é apresentado o encapsulamento DIL (Dual In Line) para o 8051, e a
pinagem, conforme SILVA JR. (1994).
23
Figura 2 - 4 – Pinagem do microcontrolador 8051.
Os pinos têm a seguinte função:
- Comum: (VSS) – pino de entrada de referência zero volts;
- Fonte: (Vcc) – pino de entrada de tensão de alimentação de +5 volts;
- Porta 0: (P0.0 – P0.7) – A porta 0 é uma porta bidirecional de 8 bits. É usada para
multiplexar o barramento de dados e o barramento de endereço menos significativo, durante o
acesso a memória de dados externa ou a memória de programa externa;
- Porta 1: (P1.0 – P1.7) – A porta 1 é uma porta bidirecional de 8 bits com resistores
‘pull-up’ internos. Assim estes pinos funcionam como entradas ou como saídas;
- Porta 2: (P2.0 – P2.7) – A porta 2 é uma porta bidirecional de 8 bits com resistores
‘pull-up’ internos. Esta porta é usada para colocar o byte de endereço mais significativo,
durante o acesso a memória de programa externa ou a memória de dados externa, com
endereçamento de 16 bits;
- Porta 3: (P3.0 – P3.7) – A porta 3 é uma porta bidirecional de 8 bits com resistores
‘pull-up’ internos. A porta 3 possui funções especiais que incluem as operações de
comunicação serial, interrupções externas, temporizadores e sinais de leitura/escrita:
• RXD (P3.0) – entrada da porta serial;
24
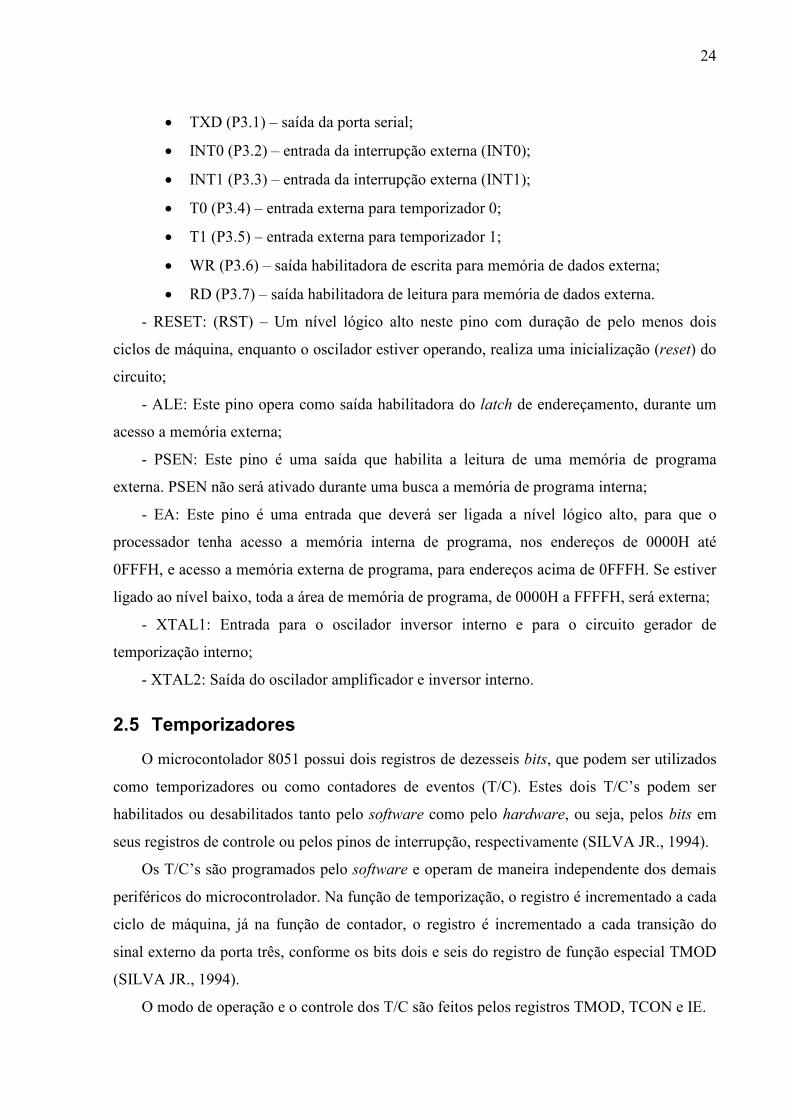
• TXD (P3.1) – saída da porta serial;
• INT0 (P3.2) – entrada da interrupção externa (INT0);
• INT1 (P3.3) – entrada da interrupção externa (INT1);
• T0 (P3.4) – entrada externa para temporizador 0;
• T1 (P3.5) – entrada externa para temporizador 1;
• WR (P3.6) – saída habilitadora de escrita para memória de dados externa;
• RD (P3.7) – saída habilitadora de leitura para memória de dados externa.
- RESET: (RST) – Um nível lógico alto neste pino com duração de pelo menos dois
ciclos de máquina, enquanto o oscilador estiver operando, realiza uma inicialização (reset) do
circuito;
- ALE: Este pino opera como saída habilitadora do latch de endereçamento, durante um
acesso a memória externa;
- PSEN: Este pino é uma saída que habilita a leitura de uma memória de programa
externa. PSEN não será ativado durante uma busca a memória de programa interna;
- EA: Este pino é uma entrada que deverá ser ligada a nível lógico alto, para que o
processador tenha acesso a memória interna de programa, nos endereços de 0000H até
0FFFH, e acesso a memória externa de programa, para endereços acima de 0FFFH. Se estiver
ligado ao nível baixo, toda a área de memória de programa, de 0000H a FFFFH, será externa;
- XTAL1: Entrada para o oscilador inversor interno e para o circuito gerador de
temporização interno;
- XTAL2: Saída do oscilador amplificador e inversor interno.
2.5 Temporizadores
O microcontolador 8051 possui dois registros de dezesseis bits, que podem ser utilizados
como temporizadores ou como contadores de eventos (T/C). Estes dois T/C’s podem ser
habilitados ou desabilitados tanto pelo software como pelo hardware, ou seja, pelos bits em
seus registros de controle ou pelos pinos de interrupção, respectivamente (SILVA JR., 1994).
Os T/C’s são programados pelo software e operam de maneira independente dos demais
periféricos do microcontrolador. Na função de temporização, o registro é incrementado a cada
ciclo de máquina, já na função de contador, o registro é incrementado a cada transição do
sinal externo da porta três, conforme os bits dois e seis do registro de função especial TMOD
(SILVA JR., 1994).
O modo de operação e o controle dos T/C são feitos pelos registros TMOD, TCON e IE.

25
Nas Figuras 2-5, 2-6 e 2-7 são apresentados os bits do registro TMOD, TCON e IE,
respectivamente.
Bit: 7 6 5 4 3 2 1 0
GATE-1 C/T-1 M1-1 M0-1 GATE-0 C/T-0 M1-0 M0-0
Temporizador 1 Temporizador 0
Figura 2 - 5 – Registro TMOD.
Bit: 7 6 5 4 3 2 1 0
TF1 TR1 TF0 TR0 IE1 IT1 IE0 IT0
Temporizador 1 Temporizador 0
Figura 2 - 6 – Registro TCON.
Temp 1/0 SerialBit: 7 6 5 4 3 2 1 0
EA X X ES ET1 EX1 ET0 EX0
Temporizador 1 Temporizador 0
Figura 2 - 7 – Registro IE.
Maiores detalhes sobre o funcionamento, os registradores para controle dos
temporizadores serão apresentados no capítulo três.
2.6 Interrupção
O 8051 possui cinco fontes de interrupção (SILVA JR., 1994):
- Interrupção Externa 0 (pino 2 da Porta 3)
- Interrupção Externa 1 (pino 3 da Porta 3)
- Temporizador/Contador 0 (overflow)
- Temporizador/Contador 1 (overflow)
- Porta Serial
Cada interrupção pode ser individualmente habilitada ou desabilitada. Pode-se também
desabilitar todas de uma só vez. As interrupções podem ter apenas dois níveis de prioridade. No
programa desenvolvido neste trabalho é utilizada apenas uma interrupção (pino P3.2), assim não
é necessário utilizar o registro para controle dos níveis de prioridade (IP).
No momento em que a interrupção é solicitada (no caso por uma chave externa), a CPU
desvia o fluxo do programa para um endereço pré-definido (DATAPOOL ELETRÔNICA
LTDA). O kit didático é fornecido pela DATAPOOL com a instrução ‘LJMP 4230’ pré-definida
no endereço para desvio da interrupção. Essa instrução desvia o fluxo do programa para o
endereço 4230h, porém essa área da RAM é utilizada pelo programa MONITOR (programa para

26
funcionamento do kit didático). Portanto, não poderá comportar uma rotina de interrupção muito
grande. Assim, no endereço 4230h foi inserida a instrução ‘LJMP EMERG’. Essa instrução
desvia o fluxo do programa para o endereço ‘EMERG’, onde estão localizadas as instruções para
o atendimento da interrupção.
A execução da sub-rotina prossegue a partir deste endereço (EMERG), até que a instrução
RETI seja encontrada.
O registro IE (Figura 2-7) possibilita a escolha de qual ou quais interrupções serão
habilitadas (ou desabilitadas). Onde seus bits possuem as seguintes funções (x = irrelevante,
pode ser 0 ou 1):
- EA: EA=0 desabilita todas as interrupções. Se EA=1, cada fonte de interrupção é
habilitada ou desabilitada em função dos bits de controle individuais a seguir.
- ES: ES=1 habilita a interrupção da Porta Serial. Se ES=0, a interrupção da Porta Serial é
desabilitada.
- ETx: ETx=1 habilita a interrupção do Temporizador "x". Se ETx=0, a interrupção do
Temp. "x" é desabilitada.
- EX1: EXx=1 habilita a interrupção externa "x". Se EXx=0, a interrupção externa "x" é
desabilitada.
2.7 Sistema Mínimo
Abaixo é apresentado um sistema mínimo de conexão utilizando o microcontrolador
8031, memórias de programa e de dados externas, circuitos do oscilador e de reset.
27
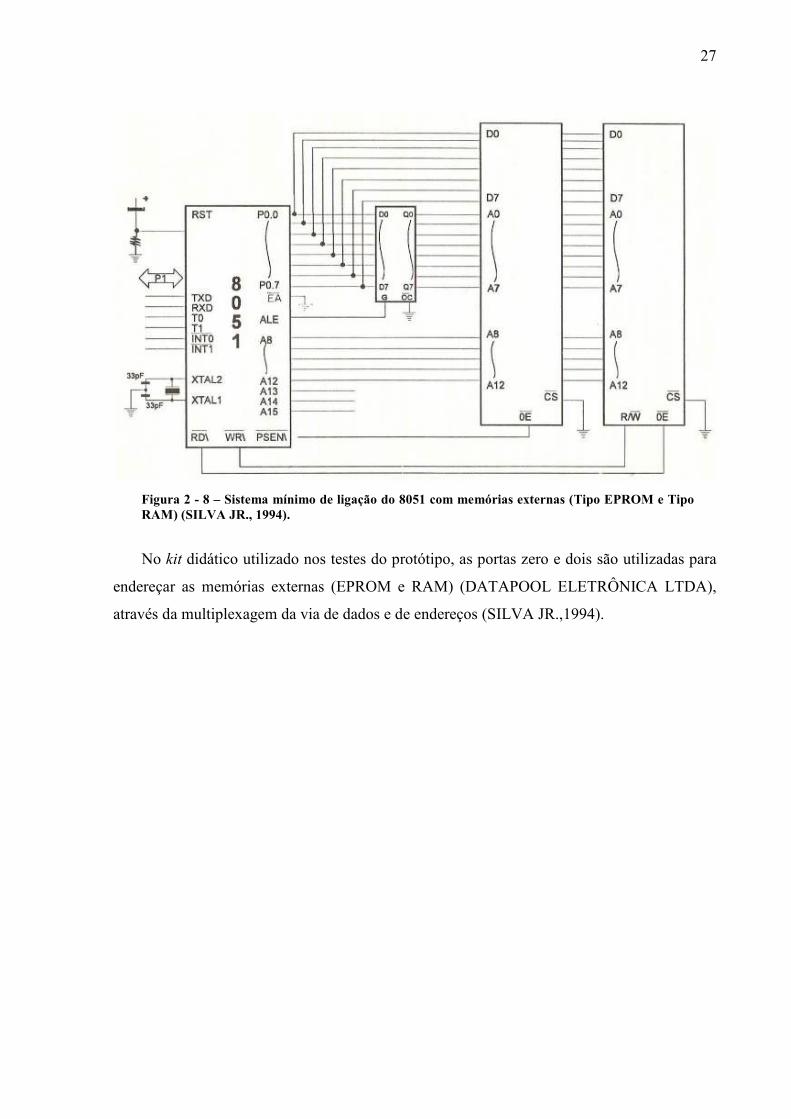
Figura 2 - 8 – Sistema mínimo de ligação do 8051 com memórias externas (Tipo EPROM e Tipo RAM) (SILVA JR., 1994).
No kit didático utilizado nos testes do protótipo, as portas zero e dois são utilizadas para
endereçar as memórias externas (EPROM e RAM) (DATAPOOL ELETRÔNICA LTDA),
através da multiplexagem da via de dados e de endereços (SILVA JR.,1994).

28
3 DESENVOLVIMENTO
Neste capítulo será apresentada a caixa de cubo traseiro com batente, o processo de
fabricação empregado, o funcionamento da máquina do processo de fabricação, o projeto de
automação e a construção do protótipo responsável pela alimentação dos blanks na ferramenta
da prensa excêntrica.
3.1 Descrição do produto
A caixa de cubo traseiro com batente tem a função de revestir o cubo traseiro da roda da
bicicleta e alojar o rolamento de esferas. Na Figura 3-1 é apresentada a caixa de cubo traseiro
com batente e na Figura 3-2 é apresentada a montagem do cubo traseiro e seus componentes.
Figura 3 - 1 – Caixa de cubo traseiro com batente.
Figura 3 - 2 – Montagem do cubo traseiro e seus componentes.
29
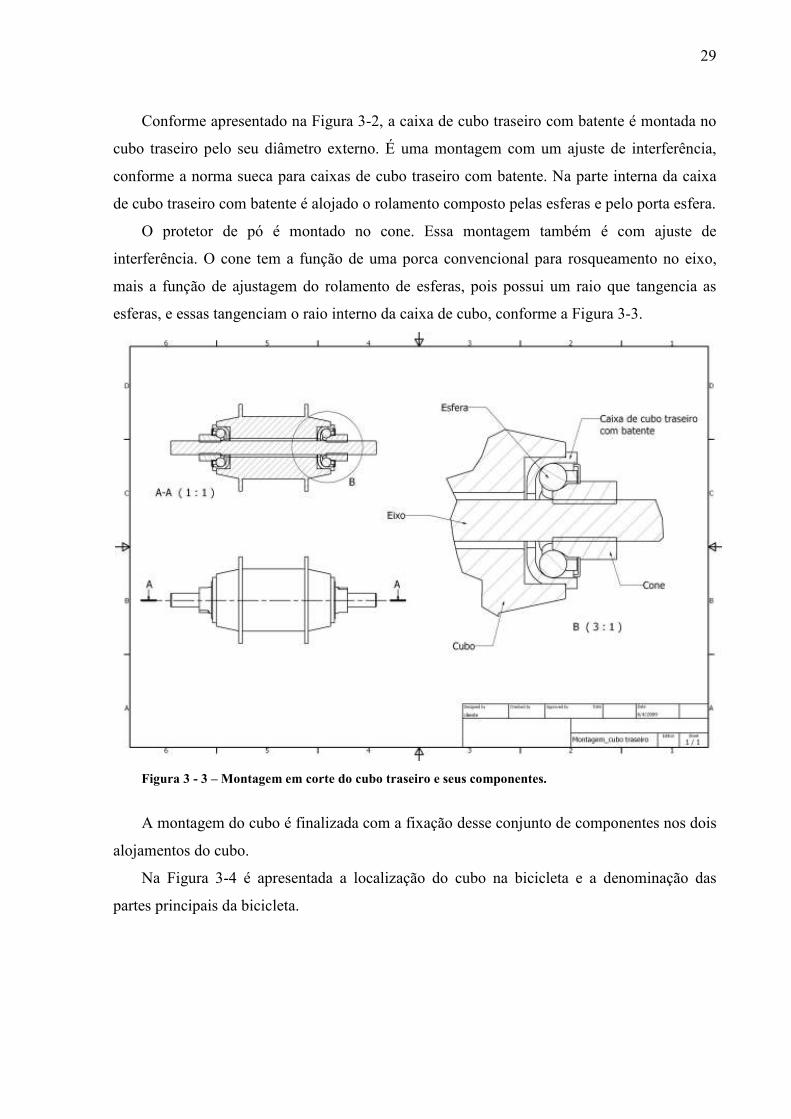
Conforme apresentado na Figura 3-2, a caixa de cubo traseiro com batente é montada no
cubo traseiro pelo seu diâmetro externo. É uma montagem com um ajuste de interferência,
conforme a norma sueca para caixas de cubo traseiro com batente. Na parte interna da caixa
de cubo traseiro com batente é alojado o rolamento composto pelas esferas e pelo porta esfera.
O protetor de pó é montado no cone. Essa montagem também é com ajuste de
interferência. O cone tem a função de uma porca convencional para rosqueamento no eixo,
mais a função de ajustagem do rolamento de esferas, pois possui um raio que tangencia as
esferas, e essas tangenciam o raio interno da caixa de cubo, conforme a Figura 3-3.
Figura 3 - 3 – Montagem em corte do cubo traseiro e seus componentes.
A montagem do cubo é finalizada com a fixação desse conjunto de componentes nos dois
alojamentos do cubo.
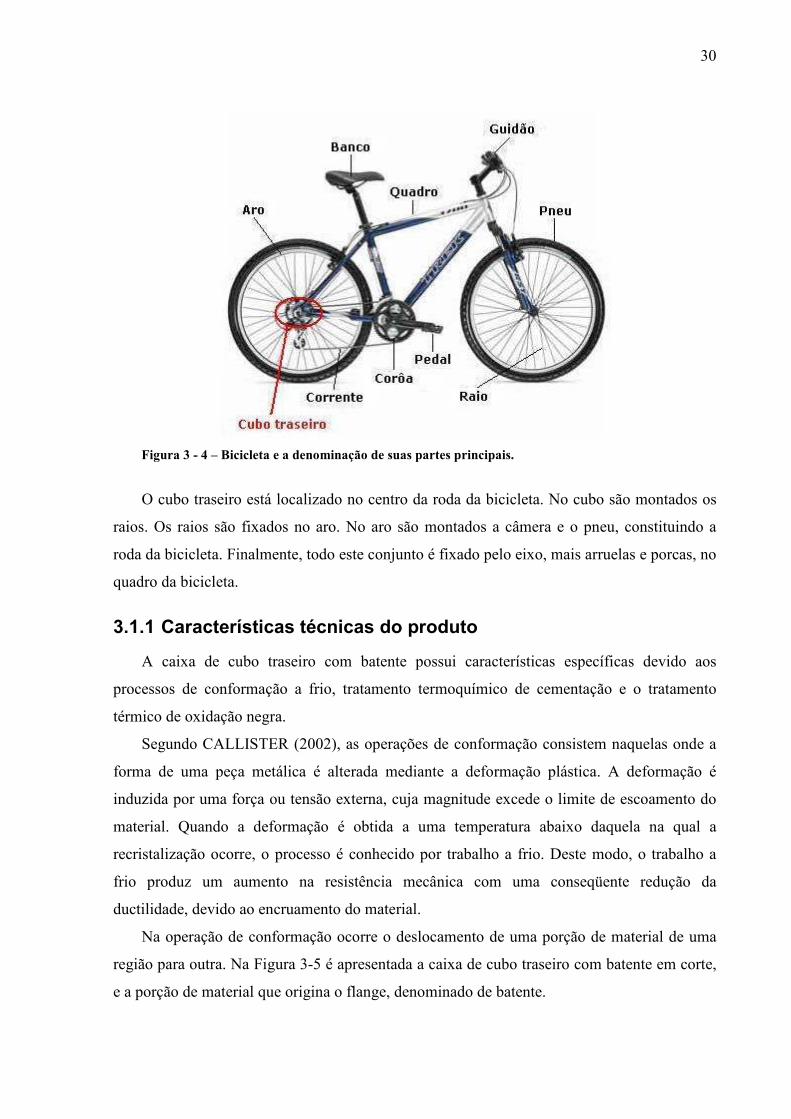
Na Figura 3-4 é apresentada a localização do cubo na bicicleta e a denominação das
partes principais da bicicleta.
30
Figura 3 - 4 – Bicicleta e a denominação de suas partes principais.
O cubo traseiro está localizado no centro da roda da bicicleta. No cubo são montados os
raios. Os raios são fixados no aro. No aro são montados a câmera e o pneu, constituindo a
roda da bicicleta. Finalmente, todo este conjunto é fixado pelo eixo, mais arruelas e porcas, no
quadro da bicicleta.
3.1.1 Características técnicas do produto
A caixa de cubo traseiro com batente possui características específicas devido aos
processos de conformação a frio, tratamento termoquímico de cementação e o tratamento
térmico de oxidação negra.
Segundo CALLISTER (2002), as operações de conformação consistem naquelas onde a
forma de uma peça metálica é alterada mediante a deformação plástica. A deformação é
induzida por uma força ou tensão externa, cuja magnitude excede o limite de escoamento do
material. Quando a deformação é obtida a uma temperatura abaixo daquela na qual a
recristalização ocorre, o processo é conhecido por trabalho a frio. Deste modo, o trabalho a
frio produz um aumento na resistência mecânica com uma conseqüente redução da
ductilidade, devido ao encruamento do material.
Na operação de conformação ocorre o deslocamento de uma porção de material de uma
região para outra. Na Figura 3-5 é apresentada a caixa de cubo traseiro com batente em corte,
e a porção de material que origina o flange, denominado de batente.

31
Figura 3 - 5 – Caixa de cubo traseiro com batente em corte e a formação do batente.
As caixas de cubo, de um modo geral, são produzidas a partir de retalhos de chapa de
baixo teor de carbono (0,1 % a 0,15 % C), das mais diversas formas. O tratamento
termoquímico de cementação utilizado atualmente é o mais indicado para aços com esta
característica (MAGAROLA, 1987).
Os processos de endurecimento superficial são processos que visam a obtenção de peças
de aço dotadas de uma fina camada superficial de elevada dureza, mantendo ao mesmo tempo
um núcleo com dureza relativamente baixa. Como conseqüência, tem-se uma camada
superficial com alta resistência ao desgaste, alta resistência a esforços de compressão e alta
resistência a fadiga.
Os processos de endurecimento superficial podem ser divididos em duas categorias
distintas, aqueles que envolvem alteração da composição química da camada superficial
(cementação e nitretação) e aqueles que envolvem o rápido aquecimento e a têmpera posterior
desta mesma camada (têmpera por chama, têmpera por indução).
O processo de endurecimento superficial de cementação é o processo mais utilizado
atualmente e tem permanecido praticamente inalterado ao longo do tempo. Este processo é
geralmente utilizado na produção de pistas e roletes de rolamento, engrenagens, buchas e
juntas homocinéticas. O método consiste essencialmente no aquecimento da peça envolta em
um meio rico em carbono, fazendo com que o carbono se difunda para o interior, aumentando
o teor de carbono da camada superficial (UNIVERSIDADE FEDERAL DO RIO GRANDE).
Na Figura 3-6 é apresentado um desenho do perfil da caixa de cubo traseiro com batente
e a divisão entre a camada superficial e o núcleo.

32
Figura 3 - 6 – Caixa de cubo traseiro com batente em corte e a divisão da camada endurecida e o núcleo tenaz.
O tratamento térmico de oxidação negra tem a função de aumentar a resistência à
corrosão e também fornecer à peça boa aparência estética (HS-TRATAMENTO
SUPERFICIAL).
O processo consiste em produzir um filme de óxido de ferro preto, uniforme e aderente
na superfície, o qual apresenta uma proteção média contra corrosão e não altera as dimensões
e propriedades físicas ou mecânicas, da peça tratada.
3.2 Processo de conformação da caixa de cubo traseiro com
batente
As caixas de cubo traseiro com batente são fabricadas em basicamente duas operações de
estampagem: corte e repuxo e conformação ou recalque.
A primeira operação da caixa de cubo traseiro com batente é realizada em uma
ferramenta combinada para corte e repuxo, conforme a Figura 3-7.
Figura 3 - 7 – Ferramenta da primeira operação da caixa de cubo traseiro com batente.
33
Um retalho de chapa é colocado sobre a matriz e, com o acionamento da prensa, o macho
desce cortanto o retalho de chapa, formando um disco com um diâmetro igual ao do diâmetro
externo do macho.
O disco é prensado entre a face do macho e a face do prensa-chapa, o macho continua
descendo e começa a operação de repuxo.
Na operação de repuxo, o disco obrigatoriamente assume a forma do miolo, devido ao
movimento de descida do macho e o atrito entre o miolo e a parede interna do macho. Na
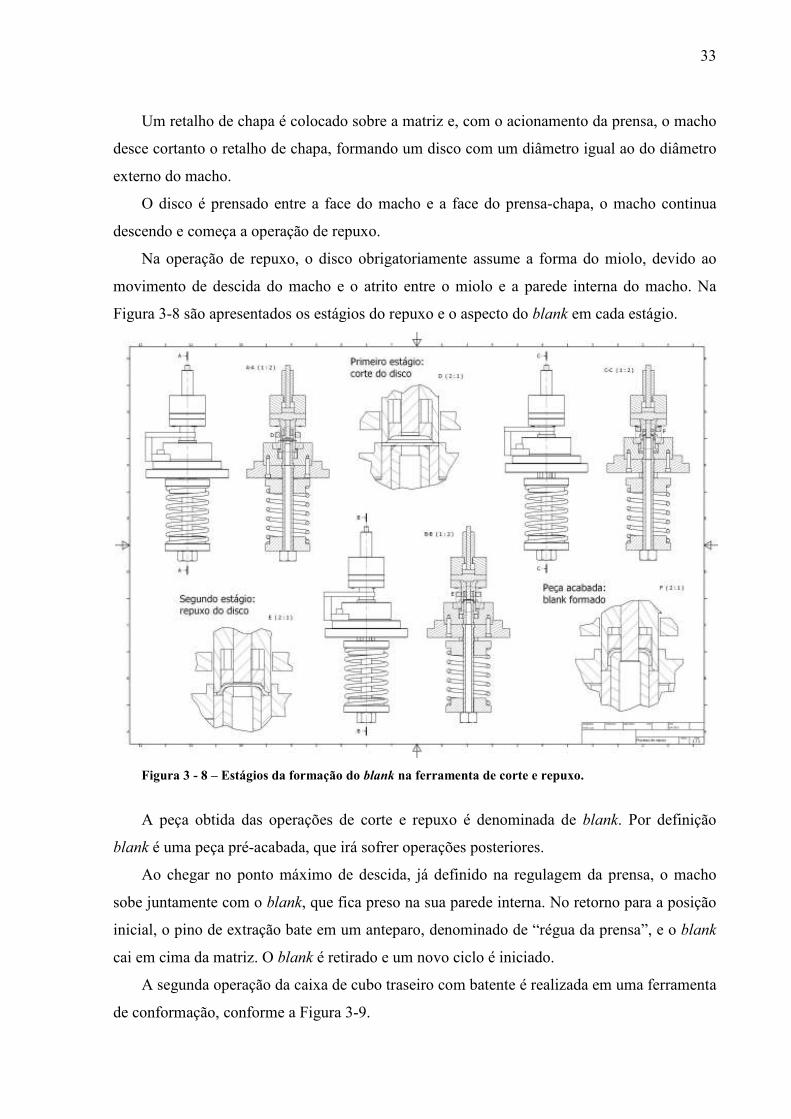
Figura 3-8 são apresentados os estágios do repuxo e o aspecto do blank em cada estágio.
Figura 3 - 8 – Estágios da formação do blank na ferramenta de corte e repuxo.
A peça obtida das operações de corte e repuxo é denominada de blank. Por definição
blank é uma peça pré-acabada, que irá sofrer operações posteriores.
Ao chegar no ponto máximo de descida, já definido na regulagem da prensa, o macho
sobe juntamente com o blank, que fica preso na sua parede interna. No retorno para a posição
inicial, o pino de extração bate em um anteparo, denominado de “régua da prensa”, e o blank
cai em cima da matriz. O blank é retirado e um novo ciclo é iniciado.
A segunda operação da caixa de cubo traseiro com batente é realizada em uma ferramenta
de conformação, conforme a Figura 3-9.

34
Figura 3 - 9 – Ferramenta da segunda operação da caixa de cubo traseiro com batente.
Um blank é colocado no centro da ferramenta em cima do miolo e da placa de choque.
Nessa ferramenta o miolo possui também a função de centralizar o blank. E com o
acionamento da prensa, a matriz de conformação desce formando o batente na peça.
Nesse processo de conformação, além da formação do batente, também ocorre a
calibragem dos diâmetros internos e externos da peça (figura 3-10).
Figura 3 - 10 – Perfil do produto após o processo de conformação.
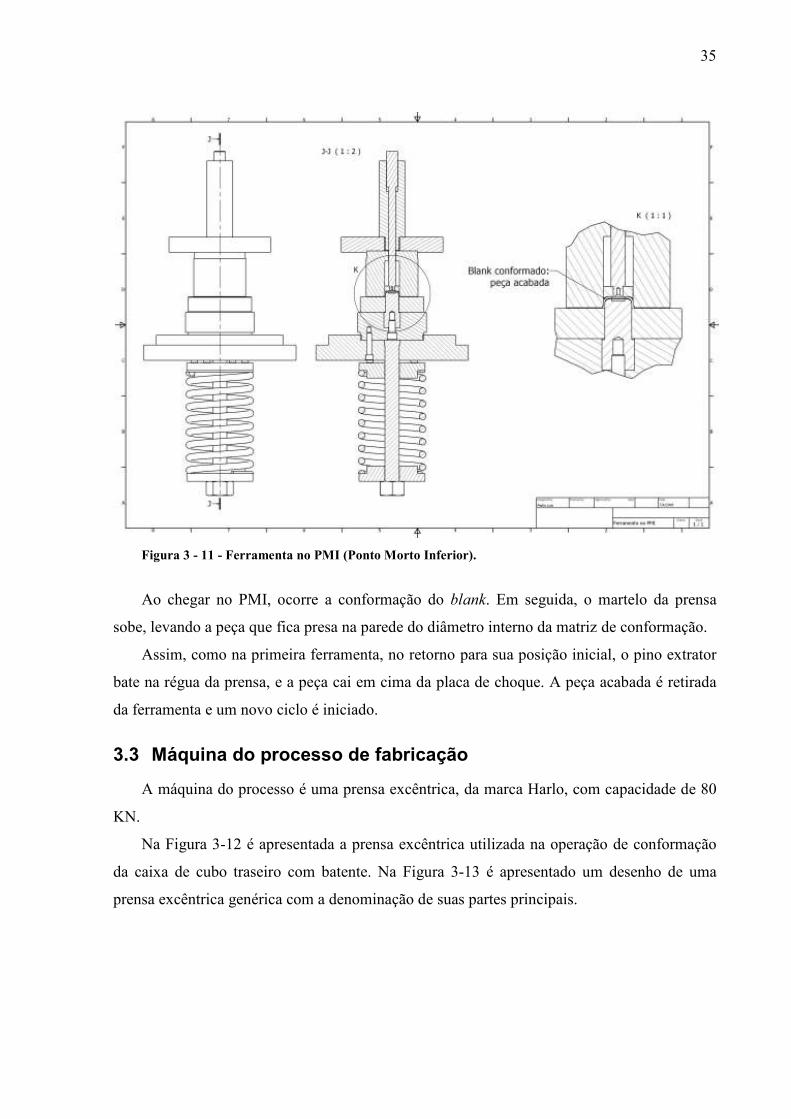
Na Figura 3-11 é apresentada a ferramenta de conformação no máximo curso de descida,
ou seja, o Ponto Morto Inferior (PMI), e também o detalhe ampliado da conformação do
blank.
35
Figura 3 - 11 - Ferramenta no PMI (Ponto Morto Inferior).
Ao chegar no PMI, ocorre a conformação do blank. Em seguida, o martelo da prensa
sobe, levando a peça que fica presa na parede do diâmetro interno da matriz de conformação.
Assim, como na primeira ferramenta, no retorno para sua posição inicial, o pino extrator
bate na régua da prensa, e a peça cai em cima da placa de choque. A peça acabada é retirada
da ferramenta e um novo ciclo é iniciado.
3.3 Máquina do processo de fabricação
A máquina do processo é uma prensa excêntrica, da marca Harlo, com capacidade de 80
KN.
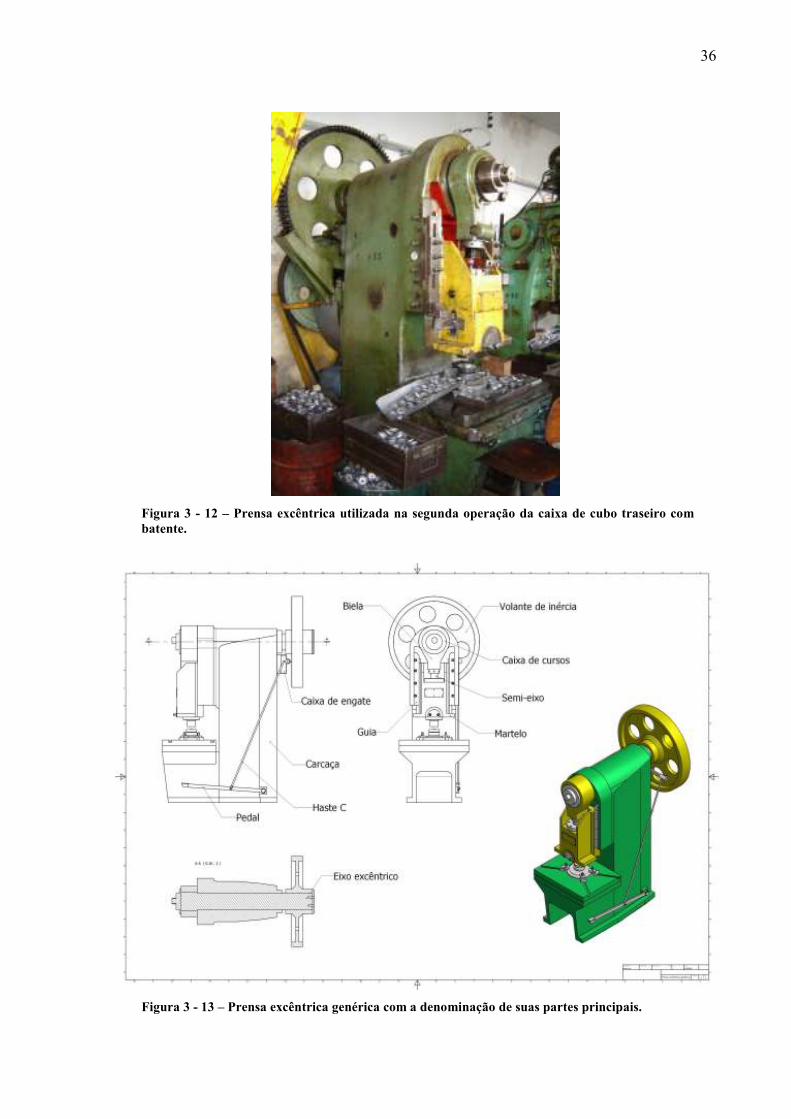
Na Figura 3-12 é apresentada a prensa excêntrica utilizada na operação de conformação
da caixa de cubo traseiro com batente. Na Figura 3-13 é apresentado um desenho de uma
prensa excêntrica genérica com a denominação de suas partes principais.
36
Figura 3 - 12 – Prensa excêntrica utilizada na segunda operação da caixa de cubo traseiro com batente.
Figura 3 - 13 – Prensa excêntrica genérica com a denominação de suas partes principais.

37
O acionamento de uma prensa excêntrica genérica ocorre da seguinte maneira:
- Um motor de corrente alternada inicia o movimento do primeiro volante de inércia
através das correias;
- O movimento do primeiro volante de inércia é transmitido através de uma engrenagem
em contato com os dentes do segundo volante de inércia. O volante de inércia funciona como
um acumulador de energia, devido a sua massa, a força de inércia o mantém em movimento
constante. Na Figura 3-14 é apresentado o volante de inércia e suas partes principais;
Figura 3 - 14 – Volante de inércia e a denominação de suas partes principais.
- O volante de inércia gira em torno de um eixo denominado de eixo excêntrico;
- O eixo excêntrico, que está parado até então, possui uma cavidade para encaixe da
chaveta, conforme a Figura 3-15.
Figura 3 - 15 – Eixo excêntrico e as duas posições possíveis da chaveta.
38
Quando a chaveta está na posição A, conforme a Figura 3-15, o volante de inércia gira
em torno da extremidade do eixo excêntrico. Com a chaveta na posição B, a aresta de contato
é acoplada em um dos dentes do volante de inércia, fazendo com que o mesmo transmita um
torque “x” para o eixo excêntrico, movimentando-o.
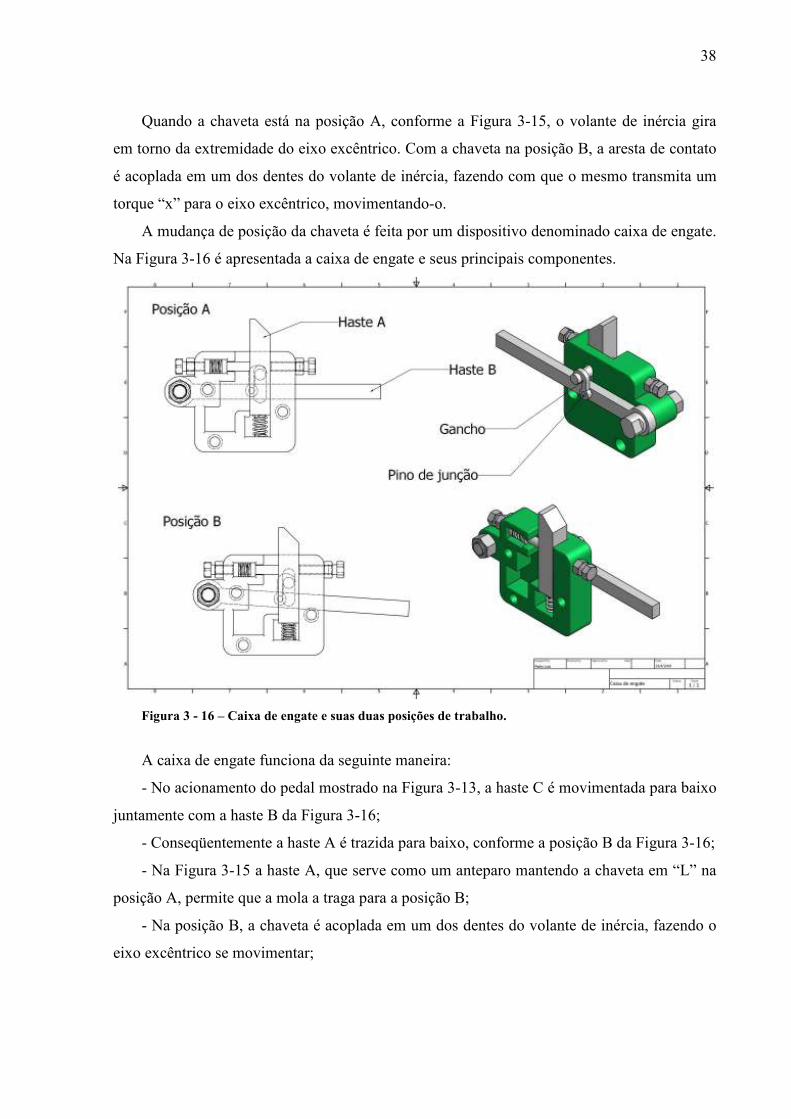
A mudança de posição da chaveta é feita por um dispositivo denominado caixa de engate.
Na Figura 3-16 é apresentada a caixa de engate e seus principais componentes.
Figura 3 - 16 – Caixa de engate e suas duas posições de trabalho.
A caixa de engate funciona da seguinte maneira:
- No acionamento do pedal mostrado na Figura 3-13, a haste C é movimentada para baixo
juntamente com a haste B da Figura 3-16;
- Conseqüentemente a haste A é trazida para baixo, conforme a posição B da Figura 3-16;
- Na Figura 3-15 a haste A, que serve como um anteparo mantendo a chaveta em “L” na
posição A, permite que a mola a traga para a posição B;
- Na posição B, a chaveta é acoplada em um dos dentes do volante de inércia, fazendo o
eixo excêntrico se movimentar;
39
- Após completar uma volta, a chaveta em “L” encontra a haste A na sua posição inicial
(anteparo), conseqüentemente a chaveta também retorna a sua posição inicial, mantendo o
giro do volante em torno do eixo excêntrico.
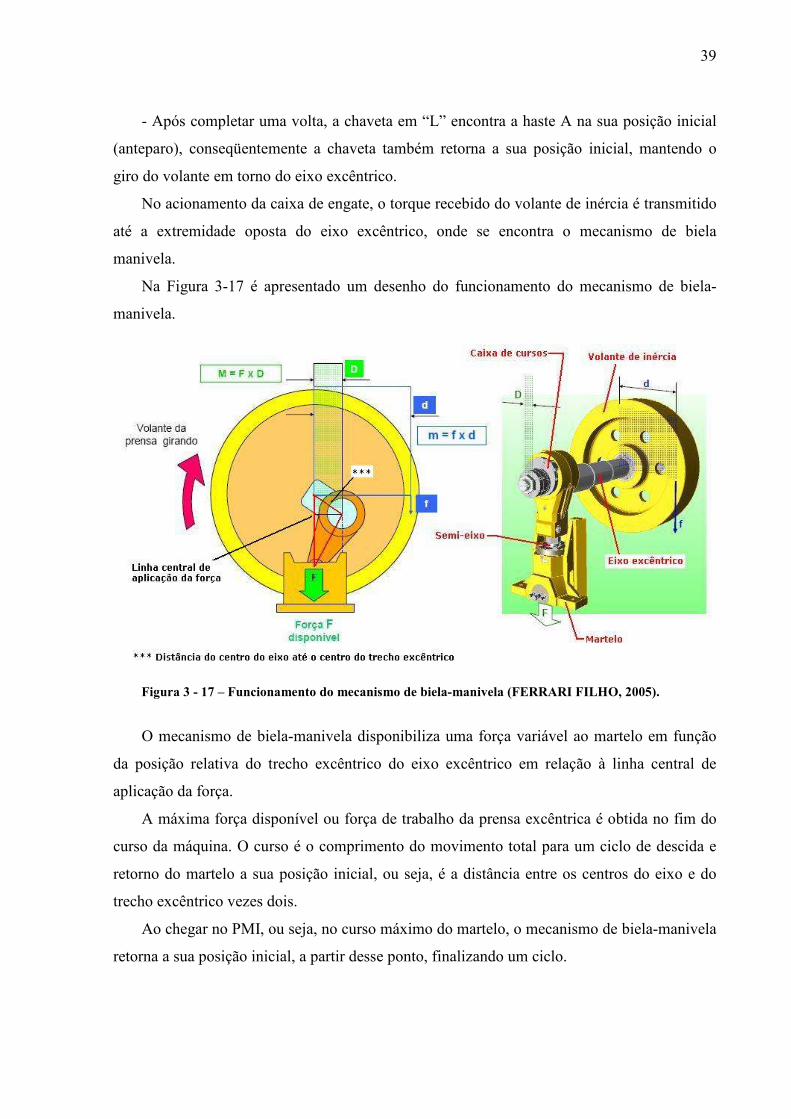
No acionamento da caixa de engate, o torque recebido do volante de inércia é transmitido
até a extremidade oposta do eixo excêntrico, onde se encontra o mecanismo de biela
manivela.
Na Figura 3-17 é apresentado um desenho do funcionamento do mecanismo de biela-
manivela.
Figura 3 - 17 – Funcionamento do mecanismo de biela-manivela (FERRARI FILHO, 2005).
O mecanismo de biela-manivela disponibiliza uma força variável ao martelo em função
da posição relativa do trecho excêntrico do eixo excêntrico em relação à linha central de
aplicação da força.
A máxima força disponível ou força de trabalho da prensa excêntrica é obtida no fim do
curso da máquina. O curso é o comprimento do movimento total para um ciclo de descida e
retorno do martelo a sua posição inicial, ou seja, é a distância entre os centros do eixo e do
trecho excêntrico vezes dois.
Ao chegar no PMI, ou seja, no curso máximo do martelo, o mecanismo de biela-manivela
retorna a sua posição inicial, a partir desse ponto, finalizando um ciclo.

40
3.4 Automação do processo de conformação
O processo automatizado consiste em substituir o operador de máquina nos movimentos
realizados para um ciclo do processo de conformação do blank da segunda operação da caixa
de cubo traseiro com batente. O ciclo é realizado pelos seguintes movimentos:
- Colocar o blank no centro da ferramenta;
- Acionar o pedal;
- Retirar a peça acabada da ferramenta.
Esses três movimentos que o operador de máquina necessita realizar, para conformar uma
única peça, serão substituídos por três dispositivos e um atuador pneumático, que são
montados na prensa excêntrica conforme a Figura 3-18:
Figura 3 - 18 – Prensa excêntrica com dispositivos para automação do processo de conformação.
O alimentador é fixado na mesa da prensa excêntrica por dois grampos que estão alojados
nos canais da mesa.
Os suportes para o tubo de armazenamento e para o ponto de fornecimento de ar, que
também têm a função de calço, são fixados através dos grampos de fixação da ferramenta na
mesa da máquina.

41
O suporte do cilindro pneumático é fixado na carcaça da máquina, logo abaixo da caixa
de engate, por quatro parafusos.
3.4.1 Especificação da operação automática
Os blanks são armazenados dentro de um tubo (Figura 3-18). Na extremidade inferior do
tubo, um mecanismo composto por dois solenóides e oito pinos, libera a passagem de um
blank a cada acionamento. O tubo está devidamente posicionado com o alimentador.
O alimentador é composto basicamente por um mecanismo de pinça, acionado por um
solenóide, e um motor de passo que desloca precisamente o braço do alimentador em
movimento circular. Na extremidade do braço está montado o mecanismo de pinça.
No acionamento do mecanismo do tubo, um blank cai na pinça do alimentador (Figura 3-
19).
Figura 3 - 19 – Centralização do blank na ferramenta.
O motor de passo é acionado e o blank é levado até o centro da ferramenta. Nesse ponto a
pinça é aberta e o blank cai em cima da placa de choque e do miolo. O blank é centrado
devido ao raio do miolo tangenciar o diâmetro interno do blank (Figura 3-19).
O braço retorna a sua posição inicial e à pinça é fechada. O mecanismo biela-manivela é
acionado pelo atuador pneumático e o blank é conformado. No retorno do martelo para a
42
posição inicial, o ponto de ar é acionado, expulsando o blank da ferramenta. O blank é
direcionado a um tambor ou uma gaveta, através de uma calha. Um novo ciclo é então
iniciado.
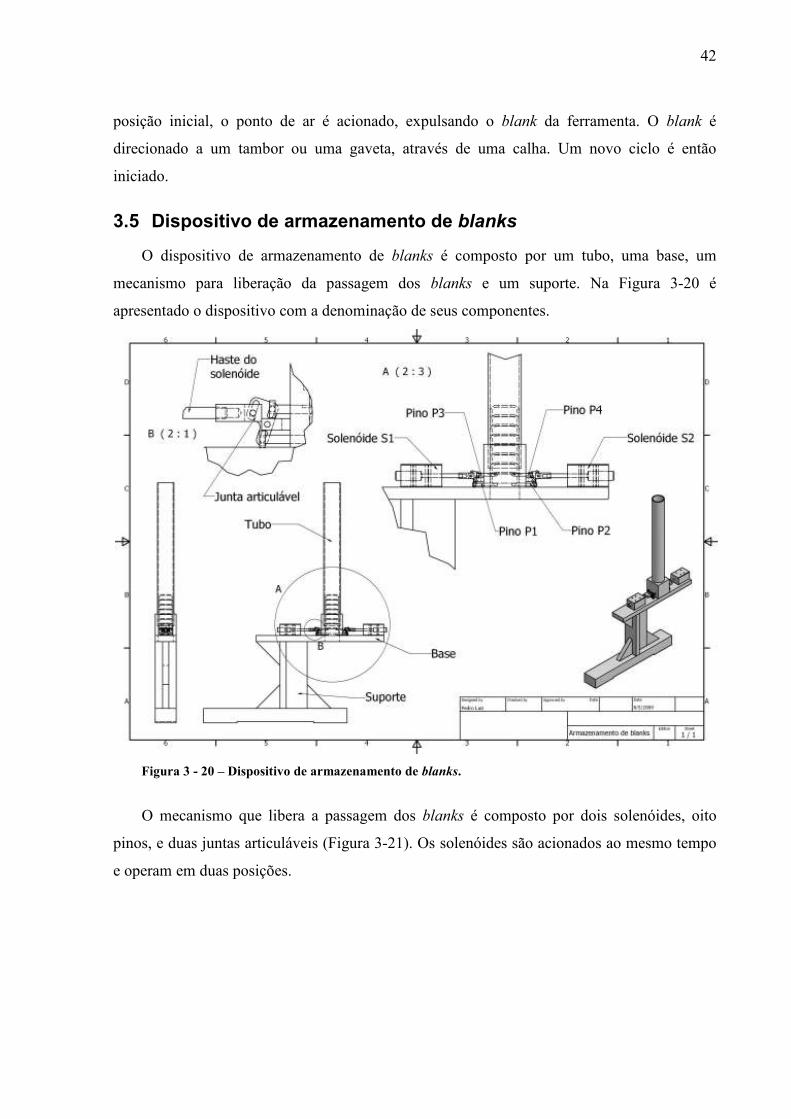
3.5 Dispositivo de armazenamento de blanks
O dispositivo de armazenamento de blanks é composto por um tubo, uma base, um
mecanismo para liberação da passagem dos blanks e um suporte. Na Figura 3-20 é
apresentado o dispositivo com a denominação de seus componentes.
Figura 3 - 20 – Dispositivo de armazenamento de blanks.
O mecanismo que libera a passagem dos blanks é composto por dois solenóides, oito
pinos, e duas juntas articuláveis (Figura 3-21). Os solenóides são acionados ao mesmo tempo
e operam em duas posições.

43
Figura 3 - 21 – Posições de trabalho do dispositivo de armazenamento de blanks.
Na posição A, a haste dos solenóides está avançada e o blank que estava retido pelos
pinos P1 e P2, passa livremente pelo tubo e cai na pinça do alimentador.
Na posição B, a haste dos solenóides está na posição inicial de trabalho e o blank que
estava retido pelos pinos P3 e P4, passa livremente até encontrar os pinos P1 e P2, a haste do
solenóide permanece nesta posição até que haja uma nova solicitação pelo programa. Assim
os blanks são fornecidos um a um para a pinça do alimentador.
Os desenhos de construção deste dispositivo constam no apêndice II.
3.6 Dispositivo de alimentação
O dispositivo de alimentação é composto por uma carcaça, um braço, um motor de passo,
e um mecanismo de acionamento da pinça. Na Figura 3-22 é apresentado o dispositivo de
alimentação e suas partes principais.

44
Figura 3 - 22 – Dispositivo de alimentação e suas partes principais.
O mecanismo de acionamento da pinça é composto por um solenóide, duas hastes, uma
cunha e uma mola.
O braço do dispositivo trabalha sincronizadamente com o solenóide de acionamento do
mecanismo da pinça e opera em duas posições, conforme a Figura 3-23.
Figura 3 - 23 – Dispositivo de alimentação e suas duas posições de trabalho.
45
Na posição A, o braço está em sua posição inicial de trabalho, ou seja, está recuado. O
solenóide foi energizado e a pinça está fechada, pronta para receber o blank do dispositivo de
armazenamento de blanks.
No acionamento do motor de passo, o braço é deslocado em movimento circular até o
centro da ferramenta (posição B). Nesta posição, o solenóide foi desenergizado e a pinça é
aberta pela mola, que está na extremidade oposta a da cunha nas hastes da pinça (Figura 3-
22).
No momento em que a pinça é aberta, o blank cai centralizado em cima da placa de
choque e do miolo. Com o blank já posicionado no centro da ferramenta, o braço retorna para
a sua posição inicial de trabalho e o mecanismo de biela-manivela é acionado pelo atuador
pneumático.
3.6.1 Dimensionamento do solenóide
O solenóide foi dimensionado baseado na força necessária para manter a pinça fechada
durante um tempo determinado.
Primeiramente, foi feito um desenho preliminar do mecanismo da pinça com as suas
dimensões principais, as forças que incidem sobre a haste e as distâncias do ponto de apoio
das hastes até o ponto de aplicação das forças. E em seguida foram realizados os cálculos da
força necessária para manter a pinça em equilíbrio, ou seja, na posição fechada. E também o
cálculo do tempo em que a bobina do solenóide suporta o mecanismo em equilíbrio.
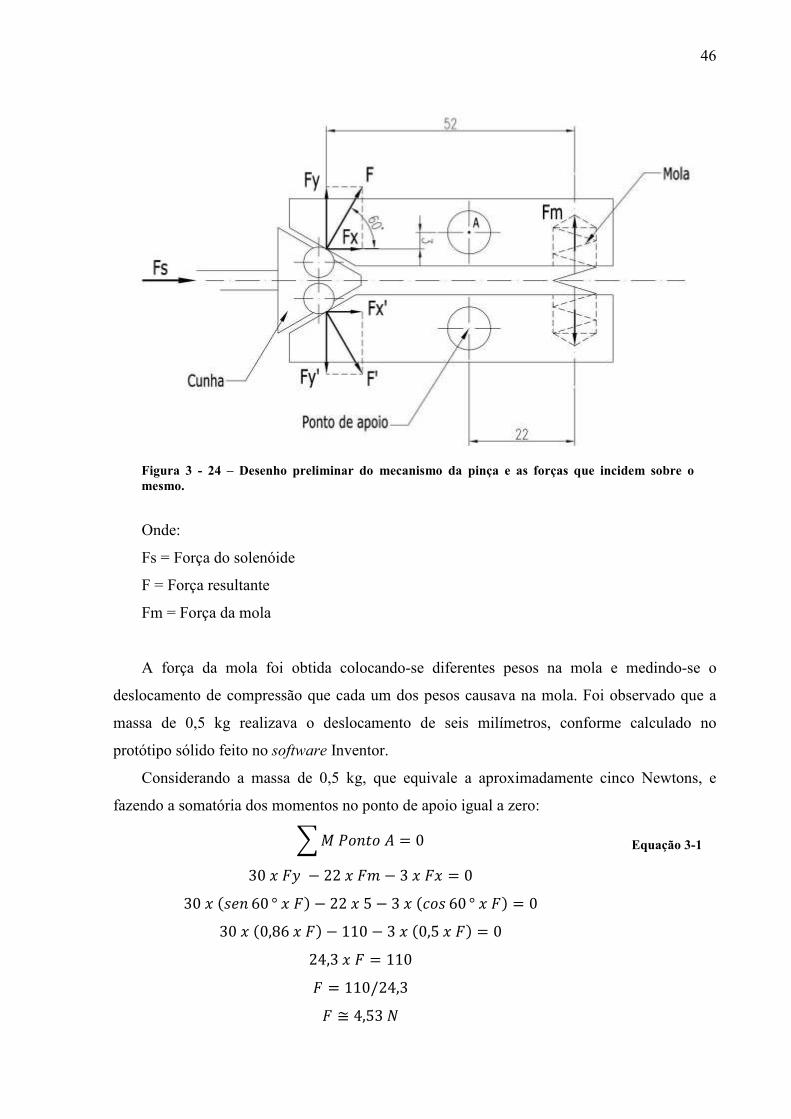
Na Figura 3-24 é apresentado o desenho preliminar do mecanismo da pinça e as forças
que incidem sobre o mesmo.
46
Figura 3 - 24 – Desenho preliminar do mecanismo da pinça e as forças que incidem sobre o mesmo.
Onde:
Fs = Força do solenóide
F = Força resultante
Fm = Força da mola
A força da mola foi obtida colocando-se diferentes pesos na mola e medindo-se o
deslocamento de compressão que cada um dos pesos causava na mola. Foi observado que a
massa de 0,5 kg realizava o deslocamento de seis milímetros, conforme calculado no
protótipo sólido feito no software Inventor.
Considerando a massa de 0,5 kg, que equivale a aproximadamente cinco Newtons, e
fazendo a somatória dos momentos no ponto de apoio igual a zero:
���������� Equação 3-1
���� �� � ����� � � ���� � �
�������� � ���� � � ������ � �������� � ���� � �
����������� � � �� � ���������� � �
������� ���
��������
� ����� �
47
Encontrando a componente do eixo ‘x’ da força resultante:
� ��� �� �� � Equação 3-2
� ��� �� �������
� � ����!� �
Assim, a força fornecida pelo solenóide para que a pinça se mantenha fechada é igual a
soma das componentes das forças resultantes no eixo ‘x’:
� � " �#�
� ���! " ���!
� ����� �
Considerando o tempo de um segundo para que o braço chegue no centro da ferramenta e
libere o blank, ou seja, o tempo que o solenóide está ativado, e considerando o tempo de dois
segundos, para que o solenóide seja desativado e o braço retorne a posição inicial, foi feito o
cálculo do período de ligação relativo (PL):
�$ �%������&���'()*%�� ���%������&���'()*%�� " %��'()*%��� Equação 3-3
�$ �� " ����+�
�$ ��+�
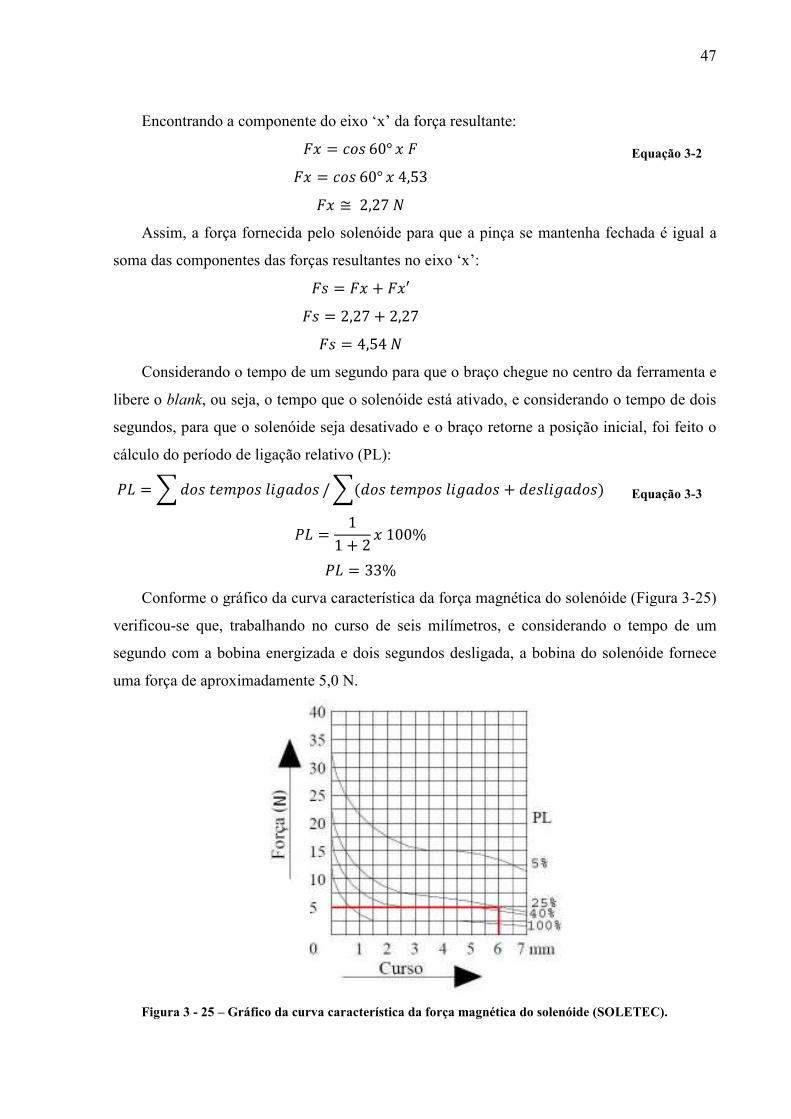
Conforme o gráfico da curva característica da força magnética do solenóide (Figura 3-25)
verificou-se que, trabalhando no curso de seis milímetros, e considerando o tempo de um
segundo com a bobina energizada e dois segundos desligada, a bobina do solenóide fornece
uma força de aproximadamente 5,0 N.
Figura 3 - 25 – Gráfico da curva característica da força magnética do solenóide (SOLETEC).

48
Conforme os cálculos efetuados acima e o gráfico da curva característica da força
magnética do solenóide da série C, modelo 025 C.C., este solenóide atende a aplicação em
estudo.
Na Figura 3-26 é mostrado o desenho do solenóide com suas dimensões principais.
Figura 3 - 26 – Solenóide da série C, modelo 025 C.C. (SOLETEC).
3.6.2 Dimensionamento do motor de passo
O dimensionamento do motor de passo foi baseado no cálculo do torque necessário para
rotacionar o braço do alimentador. Segundo HIBBELER (2005), os aspectos rotacionais
causados por um torque ou momento T, são governados pela Equação 3-4, onde I é o
momento de inércia de um corpo rígido e α é a aceleração desse corpo.
, -��� . Equação 3-4
O momento de inércia pode ser obtido pelo Teorema dos Eixos Paralelos (Equação 3-5)
(HIBBELER, 2005), onde Ig é o momento de inércia de um corpo, no caso o braço do
dispositivo, em relação a um eixo que passa seu centro de massa, m é a massa do corpo e d é a
distância a um outro eixo paralelo (centro do eixo do rotor do motor de passo).
- ��-) "����%/� Equação 3-5
Cálculo do momento de inércia (I): o momento de inércia Ig foi obtido a partir do sólido
dimensionando no software Inventor, e seu valor é 8,2 kg.m². Da mesma forma foram obtidas

49
a massa do braço, com valor de 1,4 kg, e a distância do centro de massa do braço ao centro do
rotor com valor de 0,1447 m (Figura 3-27). Assim o momento de inércia (I) é:
- ��� " ����������!/
- �����0)1�/�
Figura 3 - 27 – Diagrama de corpo livre do braço do dispositivo.
A aceleração é obtida pela equação 3-6, onde w é a velocidade angular e r é o raio da
trajetória do centro de massa do braço (HIBBELER, 2005).
.� 2/���3 Equação 3-6
.� �����4���5�/���3�
.� �����4�����,�/���3�
Considerando que um período inicial gerado a partir dos pulsos fornecidos pelo programa
de 80 ms:
.� �����4�������/�������!�
.� �6�������/�
O torque é obtido pela equação 3-4:
, ��������6���
, !����6��
Como o braço exerce sobre o motor de passo o torque T, o motor de passo reage
exercendo um torque T’ de mesma intensidade e contrário à ação do braço:
, ,#�
,# !����6��
50
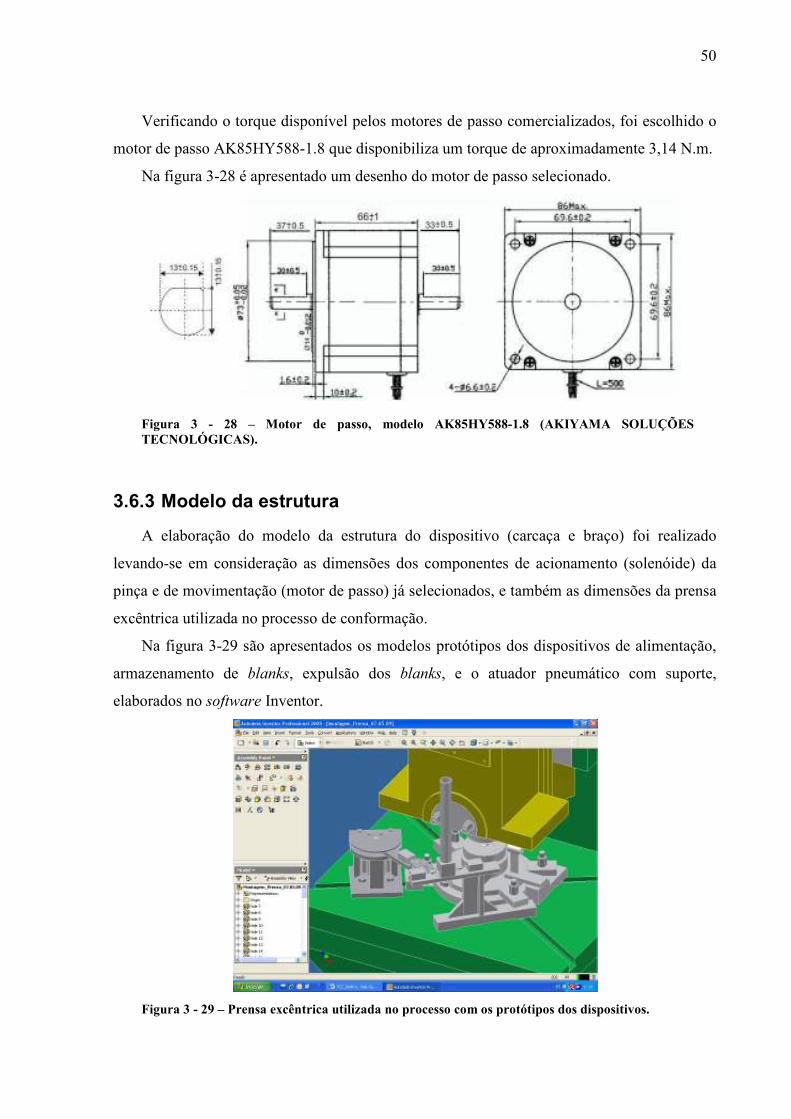
Verificando o torque disponível pelos motores de passo comercializados, foi escolhido o
motor de passo AK85HY588-1.8 que disponibiliza um torque de aproximadamente 3,14 N.m.
Na figura 3-28 é apresentado um desenho do motor de passo selecionado.
Figura 3 - 28 – Motor de passo, modelo AK85HY588-1.8 (AKIYAMA SOLUÇÕES TECNOLÓGICAS).
3.6.3 Modelo da estrutura
A elaboração do modelo da estrutura do dispositivo (carcaça e braço) foi realizado
levando-se em consideração as dimensões dos componentes de acionamento (solenóide) da
pinça e de movimentação (motor de passo) já selecionados, e também as dimensões da prensa
excêntrica utilizada no processo de conformação.
Na figura 3-29 são apresentados os modelos protótipos dos dispositivos de alimentação,
armazenamento de blanks, expulsão dos blanks, e o atuador pneumático com suporte,
elaborados no software Inventor.
Figura 3 - 29 – Prensa excêntrica utilizada no processo com os protótipos dos dispositivos.
51
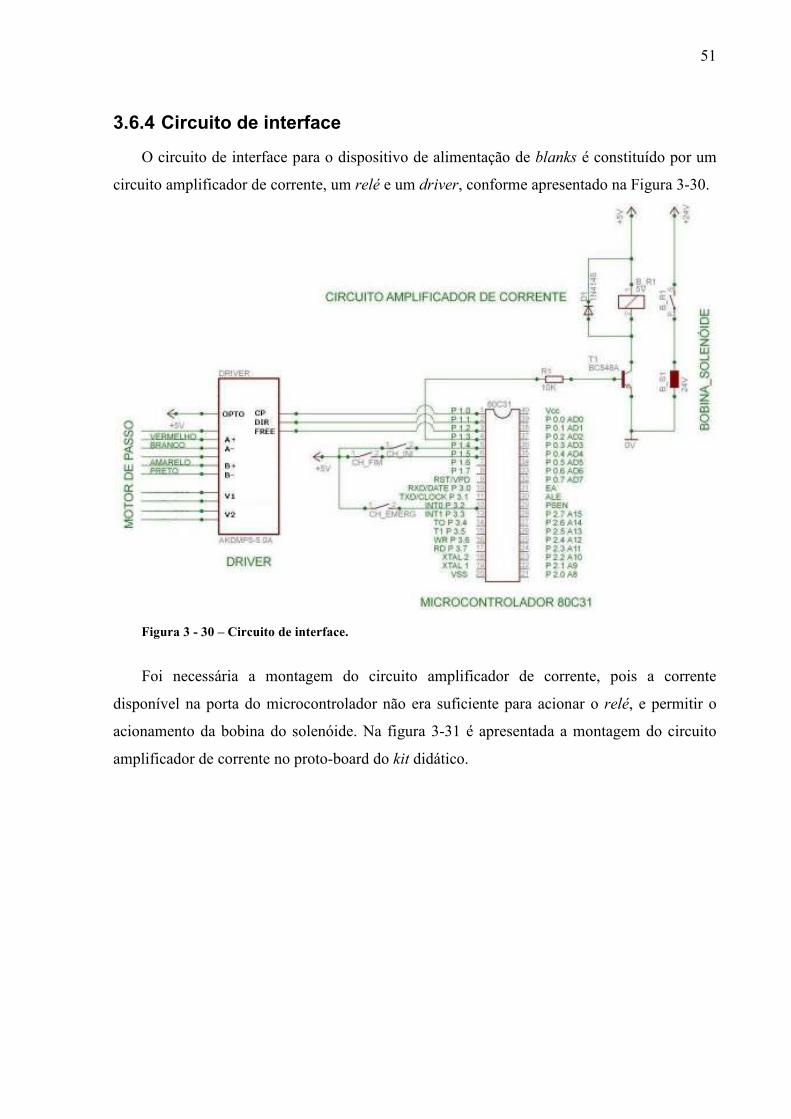
3.6.4 Circuito de interface
O circuito de interface para o dispositivo de alimentação de blanks é constituído por um
circuito amplificador de corrente, um relé e um driver, conforme apresentado na Figura 3-30.
Figura 3 - 30 – Circuito de interface.
Foi necessária a montagem do circuito amplificador de corrente, pois a corrente
disponível na porta do microcontrolador não era suficiente para acionar o relé, e permitir o
acionamento da bobina do solenóide. Na figura 3-31 é apresentada a montagem do circuito
amplificador de corrente no proto-board do kit didático.

52
Figura 3 - 31 – Circuito amplificador de corrente.
O driver utilizado na interface também é um circuito amplificador de corrente, porém
possui mais algumas funções, a saber: receber os sinais de pulso do microcontrolador e
distribuí-los às bobinas do motor de passo; controle do sentido de rotação do rotor do motor
de passo; habilitação do motor de passo. Na figura 3-32 é apresentado o driver AKDMP5-5
utilizado na interface, fornecido juntamente com o motor de passo pelo fabricante.
Figura 3 - 32 – Driver AKDMP5-5.0A.

53
3.6.5 Construção do protótipo
O protótipo foi construído a partir dos desenhos de construção extraídos do protótipo
sólido dimensionado no software Inventor. Na Figura 3-33 é apresentado o desenho principal
do protótipo sólido, juntamente com a lista de componentes (ampliada na Figura 3-34). Todos
os desenhos de construção (componentes usinados) deste dispositivo constam no apêndice I.
Figura 3 - 33 – Desenho do protótipo e a lista de componentes.

54
Figura 3 - 34 – Lista de materiais ampliada.
No dimensionamento da estrutura foram consideradas as dimensões padronizadas dos
materiais existentes no mercado, como por exemplo, espessura das chapas, parafusos
normalizados, etc., visando facilitar a usinagem. Foi ponderado também a disponibilidade dos
materiais no mercado, visando facilitar a compra dos mesmos, pois são materiais facilmente
encontrados na maioria dos comércios.
Na fabricação da estrutura do dispositivo não foi necessário a usinagem completa dos
componentes. Na Figura 3-35 é apresentada a mecânica do protótipo concluída e montada
com o solenóide e o motor de passo.
55
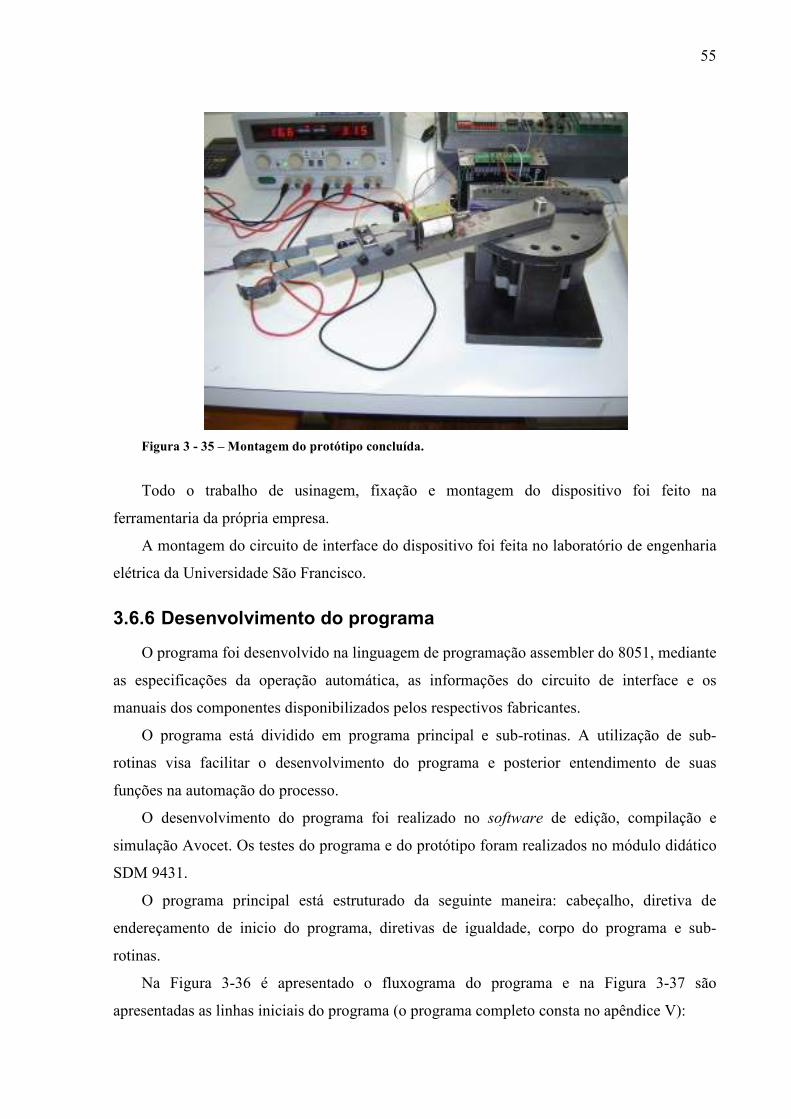
Figura 3 - 35 – Montagem do protótipo concluída.
Todo o trabalho de usinagem, fixação e montagem do dispositivo foi feito na
ferramentaria da própria empresa.
A montagem do circuito de interface do dispositivo foi feita no laboratório de engenharia
elétrica da Universidade São Francisco.
3.6.6 Desenvolvimento do programa
O programa foi desenvolvido na linguagem de programação assembler do 8051, mediante
as especificações da operação automática, as informações do circuito de interface e os
manuais dos componentes disponibilizados pelos respectivos fabricantes.
O programa está dividido em programa principal e sub-rotinas. A utilização de sub-
rotinas visa facilitar o desenvolvimento do programa e posterior entendimento de suas
funções na automação do processo.
O desenvolvimento do programa foi realizado no software de edição, compilação e
simulação Avocet. Os testes do programa e do protótipo foram realizados no módulo didático
SDM 9431.
O programa principal está estruturado da seguinte maneira: cabeçalho, diretiva de
endereçamento de inicio do programa, diretivas de igualdade, corpo do programa e sub-
rotinas.
Na Figura 3-36 é apresentado o fluxograma do programa e na Figura 3-37 são
apresentadas as linhas iniciais do programa (o programa completo consta no apêndice V):
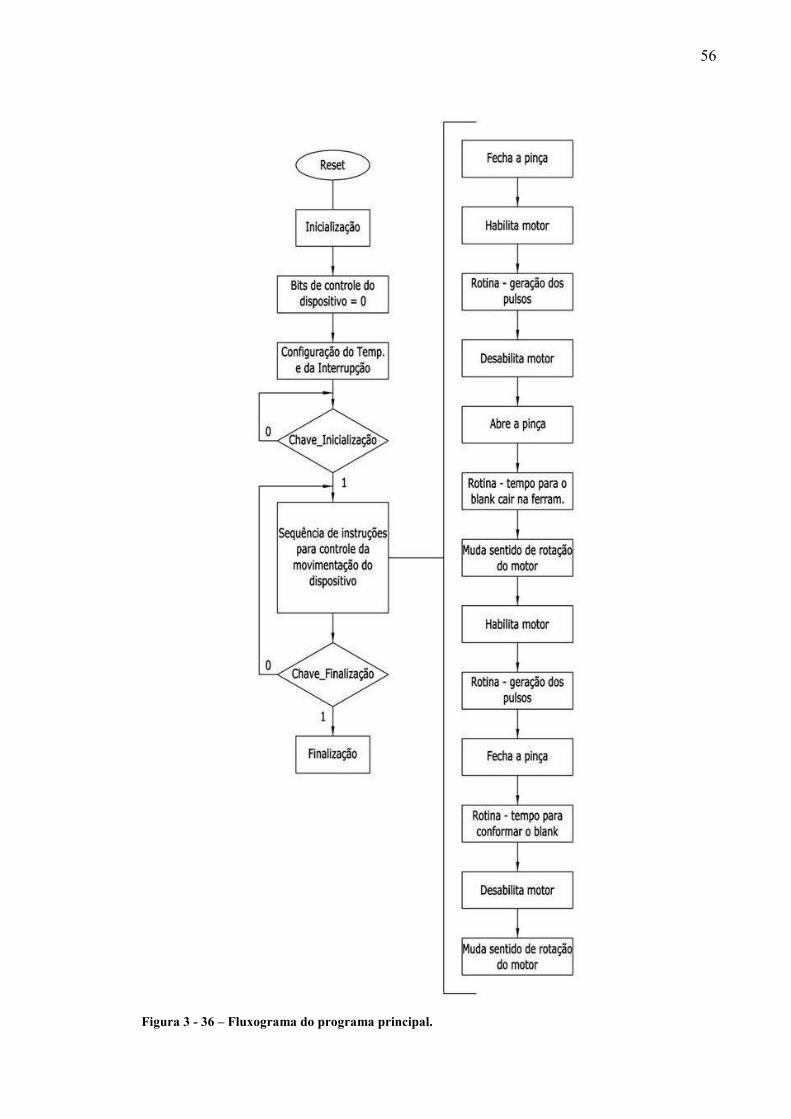
56
Figura 3 - 36 – Fluxograma do programa principal.

57
MONITOR equ 01C0h ;rotina MONITOR do kit didático
CLR_DSP equ 10AAh ;rotina DISPLAY do kit didático (limpa display)
MENS equ 110Fh ;rotina MENS do kit didático (apresenta uma msg no display)
DSP_COM equ 109Ah ;rotina DSP_COM do kit didático (realiza função do display
;conforme o valor do acumulador)
MOTOR equ 90h ;(P1.0) motor equivale a 90h
CH_INI equ 94h ;(P1.4) ch_ini equivale a 94h
CH_FIM equ 95h ;(P1.5) ch_fim equivale a 95h
PINCA equ 93h ;(P1.3) pinça equivale a 93h
ROTACAO equ 91h ;(P1.1) rotação equivale a 91h
PASSO equ 92h ;(P1.2) passo equivale a 92h
INICIO:
;
; Utiliza subrotina MONITOR como fim do programa
;--------------------------------------------------------------------------
;--------------------------------------------------------------------------
;
; INICIO DO PROGRAMA PRINCIPAL
;
;--------------------------------------------------------------------------
DEFSEG MAIN,START=5000H,CLASS=CODE
SEG MAIN
; Programa para controle do dispositivo de alimentação.
;--------------------------------------------------------------------------
; Nome: Pedro Luiz Bais Gutierrez
;
; RA: 004200200242
;
Figura 3 - 37 – Linhas iniciais do programa.
Na inicialização do programa, a diretiva ‘DEFSEG MAIN,START=5000H’ direciona o
início do programa para o endereço 5000h. Isto é necessário, pois os endereços anteriores são
utilizados pelo kit didático para suas rotinas internas, como por exemplo, as rotinas de
manipulação do display, do teclado, etc..
Devido ao uso do kit didático, a interrupção externa foi implementada através da
instrução de desvio ‘LJMP FIM2’ colocada via teclado no endereço 4230h, que é o endereço
correspondente para a interrupção externa pela porta P3.2 (INT0), conforme (DATAPOOOL
ELETRÔNICA).
58
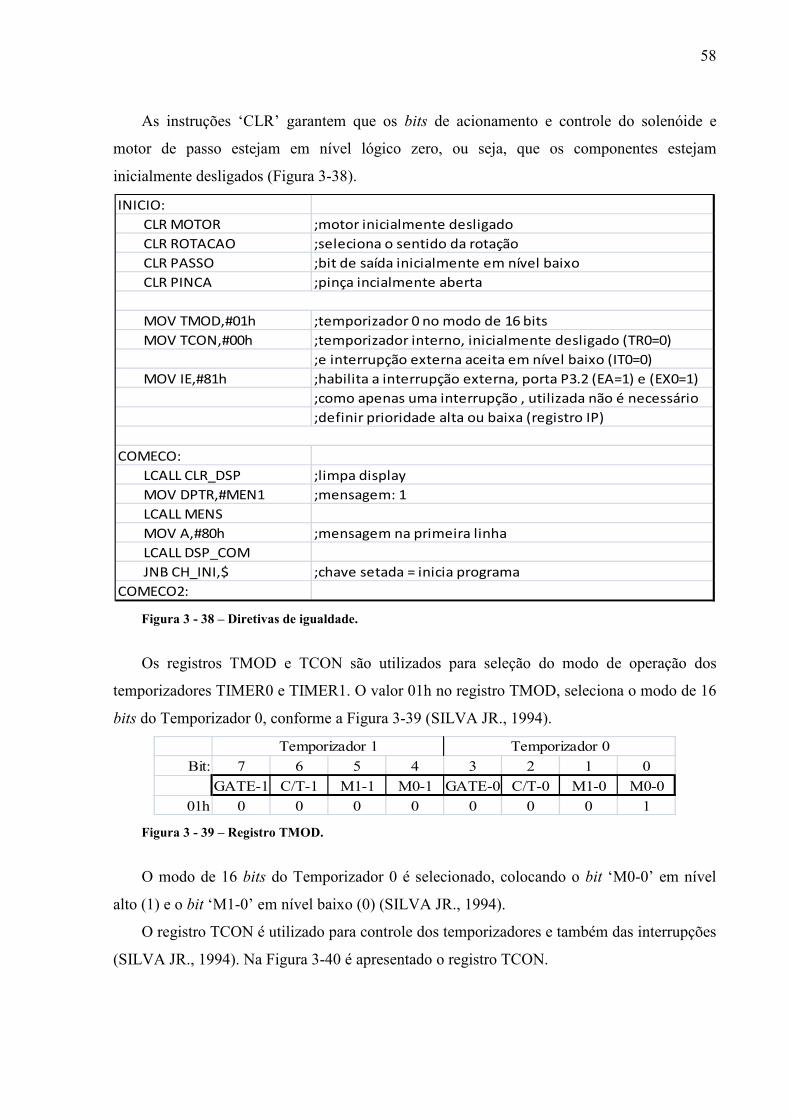
As instruções ‘CLR’ garantem que os bits de acionamento e controle do solenóide e
motor de passo estejam em nível lógico zero, ou seja, que os componentes estejam
inicialmente desligados (Figura 3-38).
INICIO:
CLR MOTOR ;motor inicialmente desligado
CLR ROTACAO ;seleciona o sentido da rotação
CLR PASSO ;bit de saída inicialmente em nível baixo
CLR PINCA ;pinça incialmente aberta
MOV TMOD,#01h ;temporizador 0 no modo de 16 bits
MOV TCON,#00h ;temporizador interno, inicialmente desligado (TR0=0)
;e interrupção externa aceita em nível baixo (IT0=0)
MOV IE,#81h ;habilita a interrupção externa, porta P3.2 (EA=1) e (EX0=1)
;como apenas uma interrupção ‚ utilizada não é necessário
;definir prioridade alta ou baixa (registro IP)
COMECO:
LCALL CLR_DSP ;limpa display
MOV DPTR,#MEN1 ;mensagem: 1
LCALL MENS
MOV A,#80h ;mensagem na primeira linha
LCALL DSP_COM
JNB CH_INI,$ ;chave setada = inicia programa
COMECO2: Figura 3 - 38 – Diretivas de igualdade.
Os registros TMOD e TCON são utilizados para seleção do modo de operação dos
temporizadores TIMER0 e TIMER1. O valor 01h no registro TMOD, seleciona o modo de 16
bits do Temporizador 0, conforme a Figura 3-39 (SILVA JR., 1994).
Bit: 7 6 5 4 3 2 1 0
GATE-1 C/T-1 M1-1 M0-1 GATE-0 C/T-0 M1-0 M0-0
01h 0 0 0 0 0 0 0 1
Temporizador 1 Temporizador 0
Figura 3 - 39 – Registro TMOD.
O modo de 16 bits do Temporizador 0 é selecionado, colocando o bit ‘M0-0’ em nível
alto (1) e o bit ‘M1-0’ em nível baixo (0) (SILVA JR., 1994).
O registro TCON é utilizado para controle dos temporizadores e também das interrupções
(SILVA JR., 1994). Na Figura 3-40 é apresentado o registro TCON.

59
Bit: 7 6 5 4 3 2 1 0
TF1 TR1 TF0 TR0 IE1 IT1 IE0 IT0
00h 0 0 0 0 0 0 0 0
Temporizador 1 Temporizador 0 Interrupção Externa
Figura 3 - 40 – Registro TCON. O bit ‘TR0’ em nível baixo (0) garante que o Temporizador 0 esteja inicialmente
desligado. Este bit deve ser levado a nível alto (1) para ligar o temporizador 0. O bit ‘TF0’ é
levado a nível alto pelo hardware, sempre que ocorrer um overflow no temporizador 0, ou
seja, sempre que o mesmo chegar ao final da contagem (FFFFh). O bit ‘IT0’ seleciona o
modo de ativação da Interrupção Externa 0, no caso, a Interrupção é aceita quando a CPU
detecta o nível lógico zero no pino P3.2 (bit ‘IT0’=0).
O último registro a ser inicializado é o ‘IE’, este registro é o habilitador das interrupções.
Na Figura 3-41 é apresentado o registro ‘IE’ (SILVA JR., 1994).
Todos Serial Timer 1 Int. Ext. 1 Timer 0 Int. Ext. 0Bit: 7 6 5 4 3 2 1 0
EA X X ES ET1 EX1 ET0 EX0
81h 1 0 0 0 0 0 0 1 Figura 3 - 41 – Registro ‘IE’.
O bit ‘EA’ habilita todas as interrupções quando em nível 1 e desabilita todas quando em
nível 0, independente de qualquer outro controle. Se em nível 1, permite a escolha de qual
interrupção será habilitada através dos controles individuais nos bits de 0 a 4. O bit ‘EX0’
habilita a Interrupção Externa 0 (pino P3.2).
Como apenas uma interrupção é utilizada, não é necessário definir a prioridade das
interrupções (registro IP).
Em seguida (após o label ‘COMECO’) estão inseridas as instruções para manipulação de
mensagens no display e também para verificação da chave de inicialização do programa, para
manipulação do display alfanumérico. As rotinas CLR-DSP, MENS e DSP_COM pertencem
ao programa interno do kit didático.
A instrução ‘JNB CH_INI,$’ verifica o bit ‘CH_INI’ e, enquanto estiver em nível lógico
zero, ocorrerá um desvio para a mesma instrução ($), ou seja, quando a chave de inicialização
do programa for acionada (bit CH_INI=1), o programa passa para a próxima instrução.
A partir do label ‘COMECO2’, começam as instruções referentes à seqüência de
movimentação do dispositivo de alimentação (Figura 3-42).

60
COMECO2:
SETB PINCA ;pinça fechada
SETB MOTOR ;motor habilitado
LCALL ATR_5US ;atraso de 5 micro seg
LCALL PULSO ;geração do pulso
LCALL ATR_5US ;atraso de 5 micro seg
CLR MOTOR ;motor desabilitado
CLR PINCA ;pinça aberta
LCALL ATR_1S ;tempo para que o blank caia no centro do estampo
SETB ROTACAO ;muda sentido de rotação do motor
LCALL ATR_5US ;atraso de 5 micro seg
SETB MOTOR ;habilita motor
LCALL ATR_5US ;atraso de 5 micro seg
LCALL PULSO ;geração do pulso
LCALL ATR_5US ;atraso de 5 micro seg
SETB PINCA ;pinça fechada
LCALL ATR_1S ;tempo para conformação do blank
CLR MOTOR ;desabilita motor
LCALL ATR_5US ;atraso de 5 micro seg
CLR ROTACAO ;muda sentido de rotação do motor
JNB CH_FIM,COMECO2 ;chave setada = finaliza programa
FIM: Figura 3 - 42 – Instruções referentes à seqüência de movimentação do dispositivo de alimentação.
A instrução ‘SETB’ é utilizada para “setar” um determinado bit, ou seja, colocar em nível
1. A instrução ‘LCALL’ é utilizada para chamada de uma sub-rotina. A instrução ‘CLR’,
“reseta” um bit, ou seja, coloca em nível 0.
Os seguintes passos são executados:
- Pinça fechada, o relé é acionado, permitindo a passagem de corrente pela bobina do
solenóide, avançando a cunha;
- Motor habilitado, é enviado um sinal para o driver, e este habilita o giro do rotor;
- Atraso superior a cinco micro segundos (sub-rotina de temporização);
- O atraso de um tempo superior a cinco micro segundos é necessário para que ocorra a
resposta adequada, conforme recomendado no manual do driver do motor de passo. Na Figura
3-43 é apresentada a seqüência dos sinais de entrada:
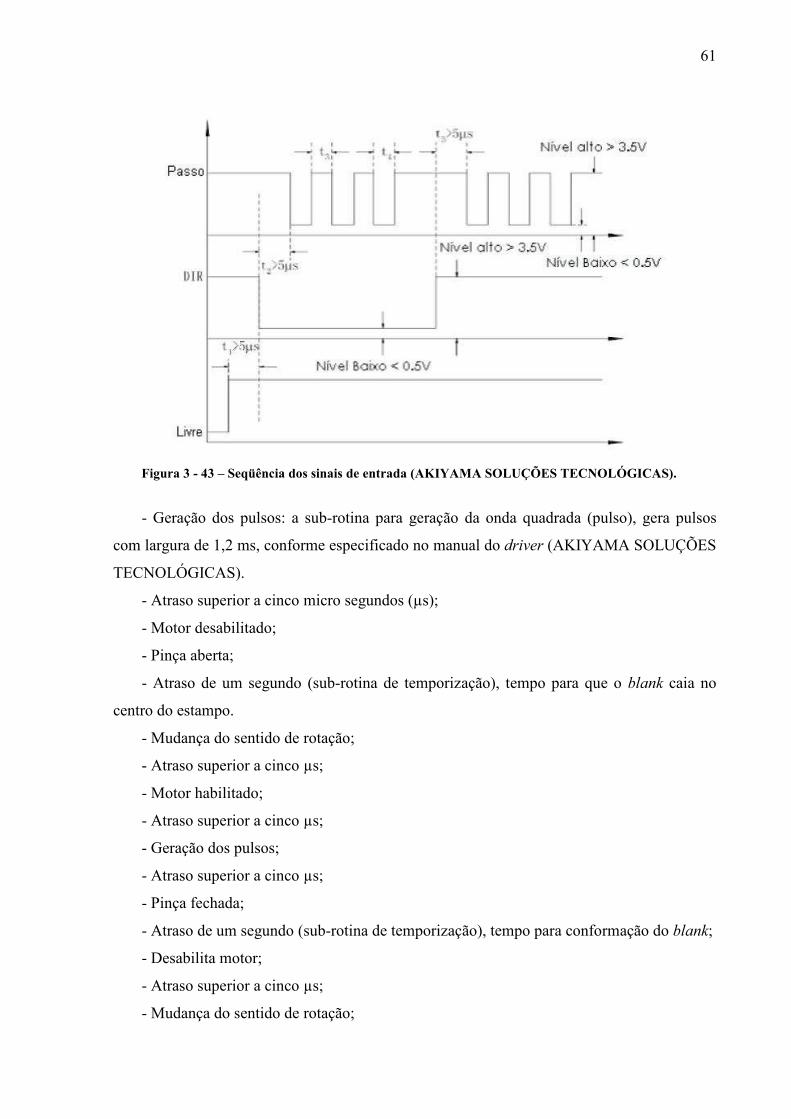
61
Figura 3 - 43 – Seqüência dos sinais de entrada (AKIYAMA SOLUÇÕES TECNOLÓGICAS).
- Geração dos pulsos: a sub-rotina para geração da onda quadrada (pulso), gera pulsos
com largura de 1,2 ms, conforme especificado no manual do driver (AKIYAMA SOLUÇÕES
TECNOLÓGICAS).
- Atraso superior a cinco micro segundos (µs);
- Motor desabilitado;
- Pinça aberta;
- Atraso de um segundo (sub-rotina de temporização), tempo para que o blank caia no
centro do estampo.
- Mudança do sentido de rotação;
- Atraso superior a cinco µs;
- Motor habilitado;
- Atraso superior a cinco µs;
- Geração dos pulsos;
- Atraso superior a cinco µs;
- Pinça fechada;
- Atraso de um segundo (sub-rotina de temporização), tempo para conformação do blank;
- Desabilita motor;
- Atraso superior a cinco µs;
- Mudança do sentido de rotação;

62
Fim de um ciclo, a próxima instrução ‘JNB CH_FIM,COMECO2’, verifica a chave de
finalização do programa, enquanto estiver em nível lógico baixo, a instrução desvia o
programa para o label ‘COMECO2’ e um novo ciclo é iniciado. Quando a chave for acionada
(nível lógico alto), a CPU executa a instrução seguinte.
Na finalização do programa, após o label ‘FIM’ são utilizadas as sub-rotinas do display
(Figura 3-44), que enviam a mensagem ‘2’ para o display (pressione a tecla de parada e
reinicie o programa).
FIM:
MOV DPTR,#MEN2 ;mensagem: 2
LCALL MENS
MOV A,#80h ;mensagem na primeira linha
LCALL DSP_COM
FIM2:
CLR MOTOR ;condições de inicialização do programa
CLR ROTACAO
CLR PASSO
CLR PINCA
LCALL MONITOR
;--------------------------------------------------------------------------
;
; INICIO DAS SUB-ROTINAS
;
;-------------------------------------------------------------------------- Figura 3 - 44 – Instruções de finalização do programa.
Após o label ‘FIM2’, todas as variáveis de controle do solenóide e motor de passo serão
resetadas, para garantir as condições iniciais de trabalho na próxima vez que o dispositivo for
utilizado e também por questões de segurança.
A região das sub-rotinas é o último campo do programa. As sub-rotinas são as seqüências
de instruções utilizadas mais de uma vez, que auxiliam o programa principal. Como exemplo
de sub-rotinas temos, as seqüências de instruções para geração dos pulsos, que determinam o
ângulo que o braço do dispositivo será deslocado ou a seqüência de instruções utilizadas para
ativar e controlar o temporizador. Na figura 3-45 são apresentadas as sub-rotinas utilizadas
pelo programa principal.
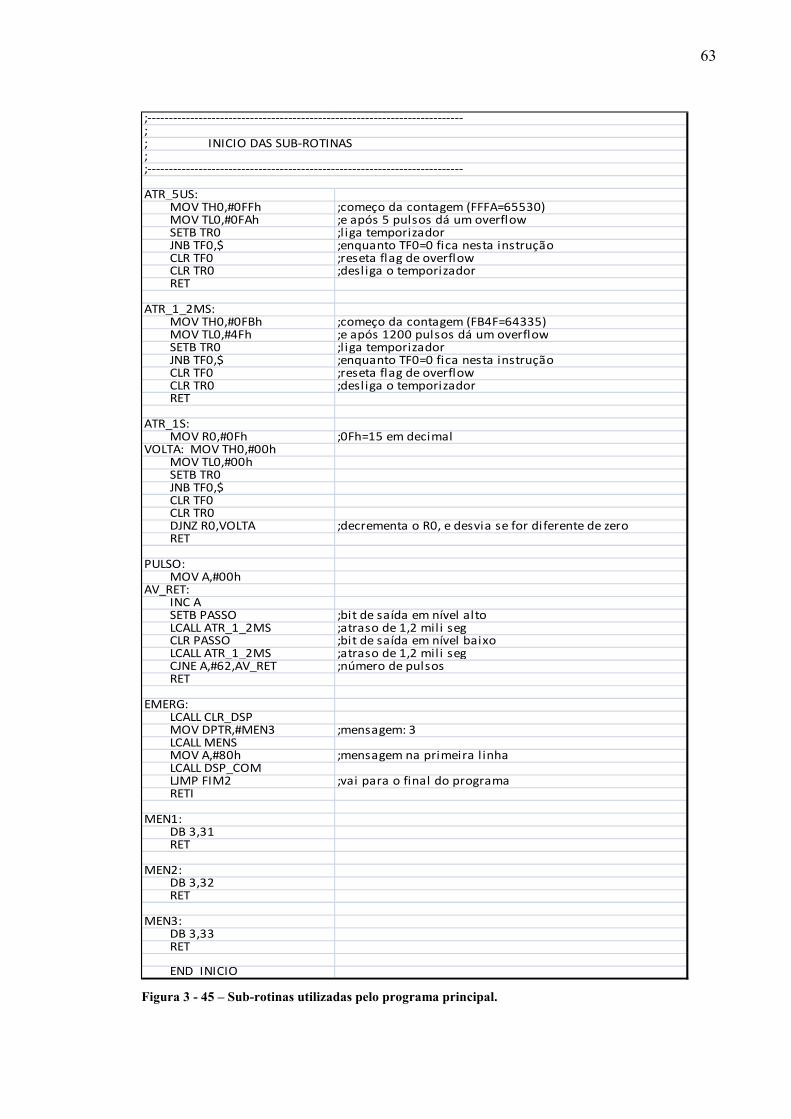
63
ATR_5US: MOV TH0,#0FFh ;começo da contagem (FFFA=65530) MOV TL0,#0FAh ;e após 5 pulsos dá um overflow SETB TR0 ;l iga temporizador JNB TF0,$ ;enquanto TF0=0 fica nesta instrução CLR TF0 ;reseta flag de overflow CLR TR0 ;desliga o temporizador RET
ATR_1_2MS: MOV TH0,#0FBh ;começo da contagem (FB4F=64335) MOV TL0,#4Fh ;e após 1200 pulsos dá um overflow SETB TR0 ;l iga temporizador JNB TF0,$ ;enquanto TF0=0 fica nesta instrução CLR TF0 ;reseta flag de overflow CLR TR0 ;desliga o temporizador RET
ATR_1S: MOV R0,#0Fh ;0Fh=15 em decimalVOLTA: MOV TH0,#00h MOV TL0,#00h SETB TR0 JNB TF0,$ CLR TF0 CLR TR0 DJNZ R0,VOLTA ;decrementa o R0, e desvia se for diferente de zero RET
PULSO: MOV A,#00hAV_RET: INC A SETB PASSO ;bit de saída em nível alto LCALL ATR_1_2MS ;atraso de 1,2 mili seg CLR PASSO ;bit de saída em nível baixo LCALL ATR_1_2MS ;atraso de 1,2 mili seg CJNE A,#62,AV_RET ;número de pulsos RET
EMERG: LCALL CLR_DSP MOV DPTR,#MEN3 ;mensagem: 3 LCALL MENS MOV A,#80h ;mensagem na primeira l inha LCALL DSP_COM LJMP FIM2 ;vai para o final do programa RETI
MEN1: DB 3,31 RET
MEN2: DB 3,32 RET
MEN3: DB 3,33 RET
END INICIO
;--------------------------------------------------------------------------;; INICIO DAS SUB-ROTINAS;;--------------------------------------------------------------------------
Figura 3 - 45 – Sub-rotinas utilizadas pelo programa principal.
64
A seqüência de instruções para as rotinas de atraso superior a cinco µs e de 1,2 ms é
praticamente a mesma, sendo necessária apenas uma alteração no valor inicial de contagem
do temporizador.
Os registradores ‘TH0’ e ‘TL0’ são utilizados para indicar o valor de inicial da contagem
do temporizador. O temporizador funciona como um contador, porém são contados os ciclos
de máquina. Um ciclo de máquina dura o equivalente a um µs (DATA POOL ELETRÔNICA
LTDA.). Nos registradores foi colocado o valor em hexadecimal FFFAh, que equivale a
65530 em decimal, e o temporizador de 16 bits chega até 65535 (FFFFh). Assim, sendo
realizadas cinco contagens. Cada contagem do temporizador dura um ciclo de máquina, ou
seja, um micro segundo (SILVA JR., 1994). Logo cinco micro segundos terão transcorridos
até o final da contagem e o flag de overflow é setado automaticamente pela CPU (TF0=1).
Como outras instruções estão envolvidas na sub-rotina, um tempo levemente superior a cinco
µs é conseguido.
A instrução ‘SETB TR0’, liga o temporizador. Enquanto a contagem não terminar, o flag
‘TF0’ continuará resetado e a instrução ‘JNB’ deixa o programa aguardando o final da
contagem.
No término da contagem o flag ‘TF0’ é setado e as instruções ‘CLR’ são executadas. O
flag de overflow é resetado e o temporizador é desligado. A instrução ‘RET’, retorna fluxo do
programa para a instrução seguinte do programa principal, após a instrução da chamada da
rotina.
Para o atraso de um segundo a rotina é praticamente a mesma, porém foi necessário um
contador, a fim de que o mesmo temporizador, deve contar mais vezes até totalizar o tempo
de um segundo.
Na rotina para a contagem do tempo de um segundo, a instrução ‘MOV R0,#0Fh’
carregou o registro R0 com o valor 0Fh (15 em decimal). Em seguida a rotina para a
contagem de 65535 ciclos de máquina foi executada, a instrução ‘DJNZ R0,VOLTA’
decrementa o registro R0, que passa a ter 0Eh (14 em decimal). Assim foi feita a contagem de
15 vezes o valor 65535, o que equivale a 983025 µs, que são aproximadamente um segundo.
A próxima sub-rotina implementa a geração dos pulsos.
Os pulsos são gerados pelo intercalamento das instruções ‘SETB PASSO’ e ‘CLR
PASSO’, onde o bit de saída (PASSO), permanece durante um determinado tempo setado, e
depois e permanece pelo mesmo tempo resetado, e assim sucessivamente.

65
Esse pulso é gerado sessenta e uma vezes, sendo 0,9 graus o passo do motor de passo, o
rotor é rotacionado em 54,9 graus, muito próximo do ângulo calculado (55 graus) no protótipo
sólido dimensionado software Inventor.
A cada pulso gerado a instrução ‘CJNE A,#62,AV_RET’ desvia para o label ‘AV_RET’,
o registro A é incrementado, e o valor de A é comparado com 62. Enquanto for diferente
ocorre o desvio para o label. Quando o valor de A for igual a 62 ocorre o retorno da sub-
rotina.
A rotina ‘EMERG’ é utilizada apenas na solicitação da interrupção do dispositivo pela
chave de emergência externa. No acionamento da chave o programa é desviado para este
endereço e são executas as intruções desta rotina.
A mensagem número 3 (máquina parada) é exibida no display, e o programa é
direcionado para o label ‘FIM2’, onde as variáveis de controle do dispositivo são resetadas, e
o programa é encerrado.
As rotinas ‘MEN1’, ‘MEN2’ e ‘MEN3’ são apenas para guardar a mensagem em forma
ASCII, que é aceito pelo display alfanumérico.
Na rotina ‘EMERG’, a instrução ‘LCALL CLR_DSP’ limpa o display de alguma
mensagem anterior que poderia estar sendo exibida. Na instrução seguinte o endereço de
MEN3 é copiado no registro DPTR. No momento em que é chamada a sub-rotina interna
MENS, o conteúdo de MEN3 é exibido no display. Esta seqüência de instruções é a mesma
utilizada para as três mensagens utilizadas no programa.
No display são exibidos apenas os números 1, 2 ou 3. Estes números correspondem as
mensagens que o usuário necessita saber:
- 1 – Pressione iniciar;
- 2 – Pressione a tecla de parada e reinicie o programa;
- 3 – Máquina parada.
3.6.6.1 Testes do programa
Os primeiros testes realizados no laboratório de engenharia elétrica da Universidade São
Francisco da implementação do protótipo com o programa desenvolvido não foram
satisfatórios, pois o torque do motor de passo não era suficiente para rotacionar o braço do
motor de passo adequadamente. Primeiramente no programa não havia sido considerado que a
freqüência dos pulsos gerados pela rotina do programa era muito alta para o motor de passo
iniciar a movimentação do braço do dispositivo (alto momento de inércia). Assim a rotina
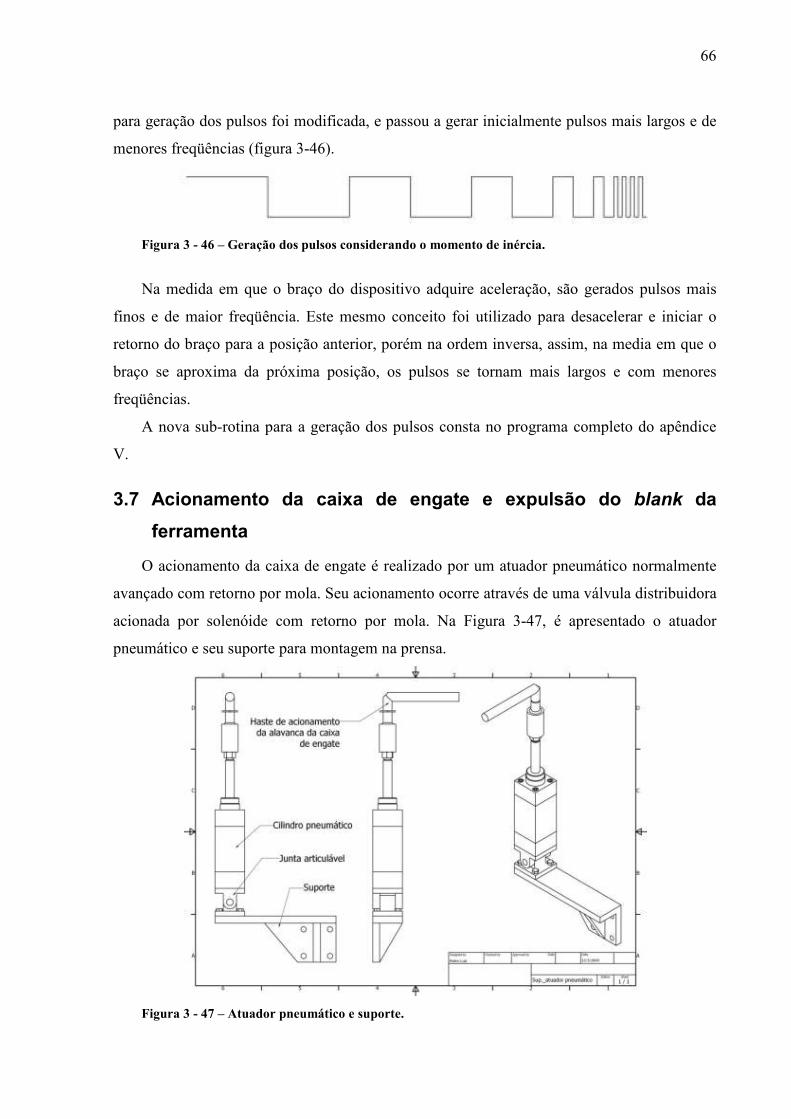
66
para geração dos pulsos foi modificada, e passou a gerar inicialmente pulsos mais largos e de
menores freqüências (figura 3-46).
Figura 3 - 46 – Geração dos pulsos considerando o momento de inércia.
Na medida em que o braço do dispositivo adquire aceleração, são gerados pulsos mais
finos e de maior freqüência. Este mesmo conceito foi utilizado para desacelerar e iniciar o
retorno do braço para a posição anterior, porém na ordem inversa, assim, na media em que o
braço se aproxima da próxima posição, os pulsos se tornam mais largos e com menores
freqüências.
A nova sub-rotina para a geração dos pulsos consta no programa completo do apêndice
V.
3.7 Acionamento da caixa de engate e expulsão do blank da
ferramenta
O acionamento da caixa de engate é realizado por um atuador pneumático normalmente
avançado com retorno por mola. Seu acionamento ocorre através de uma válvula distribuidora
acionada por solenóide com retorno por mola. Na Figura 3-47, é apresentado o atuador
pneumático e seu suporte para montagem na prensa.
Figura 3 - 47 – Atuador pneumático e suporte.

67
No acionamento do atuador pneumático, a caixa de engate executa o acoplamento do
volante de inércia no eixo excêntrico, colocando o mecanismo de biela-manivela em
funcionamento.
No PMI o blank é conformado e é iniciado o retorno do martelo para sua posição inicial,
neste momento, a válvula distribuidora responsável pelo acionamento do ponto de
fornecimento de ar (Figura 3-48) é acionada. O ar com pressão é fornecido por um tempo
determinado até que a peça acabada seja expulsa da ferramenta, completando um ciclo.
Figura 3 - 48 – Dispositivo para fornecimento de ar.
Os desenhos de construção destes dispositivos constam nos apêndices III e IV.
68
4 CONCLUSÃO
A pesquisa desenvolvida e a construção do protótipo do dispositivo de alimentação
principal buscaram ao longo deste trabalho uma solução para a atual forma de se fabricar a
caixa de cubo traseiro com batente. Verificou-se também que o projeto proposto
especificamente para o processo de conformação deste produto pode atender também a outras
empresas que necessitam realizar as exigências do PPRPS impostas pelo MTE.
Pode-se dizer também que a primeira etapa do projeto de automação foi alcançado, pois
com o protótipo implementado e em funcionamento, o objetivo de contribuir para o
fechamento da zona de prensagem da prensa excêntrica, conforme o PPRPS, foi alcançado.
Nos testes do protótipo e do programa, obteve-se êxito no ciclo de funcionamento
automático do dispositivo de alimentação, onde foi considerado o seu funcionamento sem os
dispositivos restantes, porém em ciclo constante, podendo ser inicializado, parado e
interrompido, conforme utilização do usuário.
Para o funcionamento e testes na prensa excêntrica, a construção de uma placa para o
microcontrolador 8051 é necessária. Pelo fato do programa desenvolvido até o momento ser
pequeno, a escolha de um microcontrolador da família 8051 ou até mesmo de outra família
que tenha uma memória EPROM interna, se justifica pela simplificação da placa.
Com os resultados obtidos, conclui-se que a solução parcial proposta pelo funcionamento
isolado do alimentador contribui para a conclusão do PPRPS. Para trabalhos futuros,
recomenda-se a construção dos protótipos restantes para a conclusão total do PPRPS, sendo
possível enclausurar toda a máquina.
4.1 Contribuições
Este trabalho contribuiu tanto para a posterior conclusão do PPRPS, quanto para
melhores condições de trabalho para os operadores de máquina, da empresa Gutierrez
Metalúrgica Ltda. E também para outras empresas que possuem prensas excêntricas.

69
Apêndice 1 – Desenhos de construção do protótipo do dispositivo
de alimentação

70
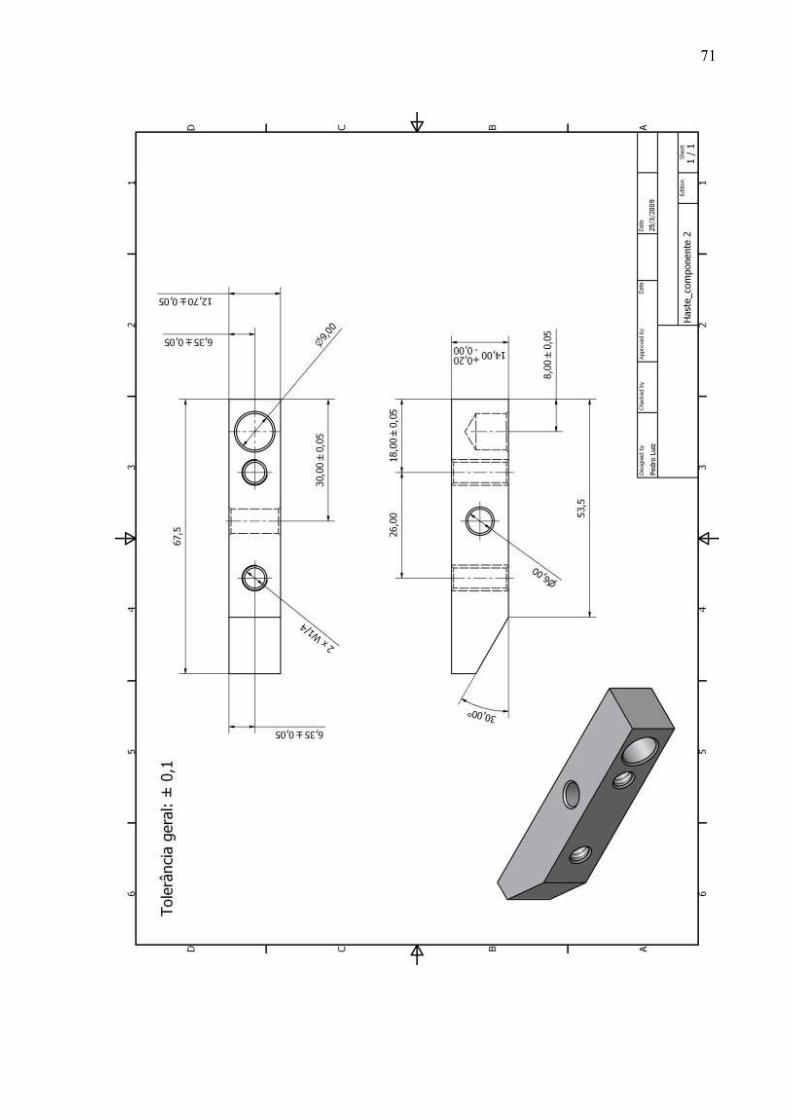
71
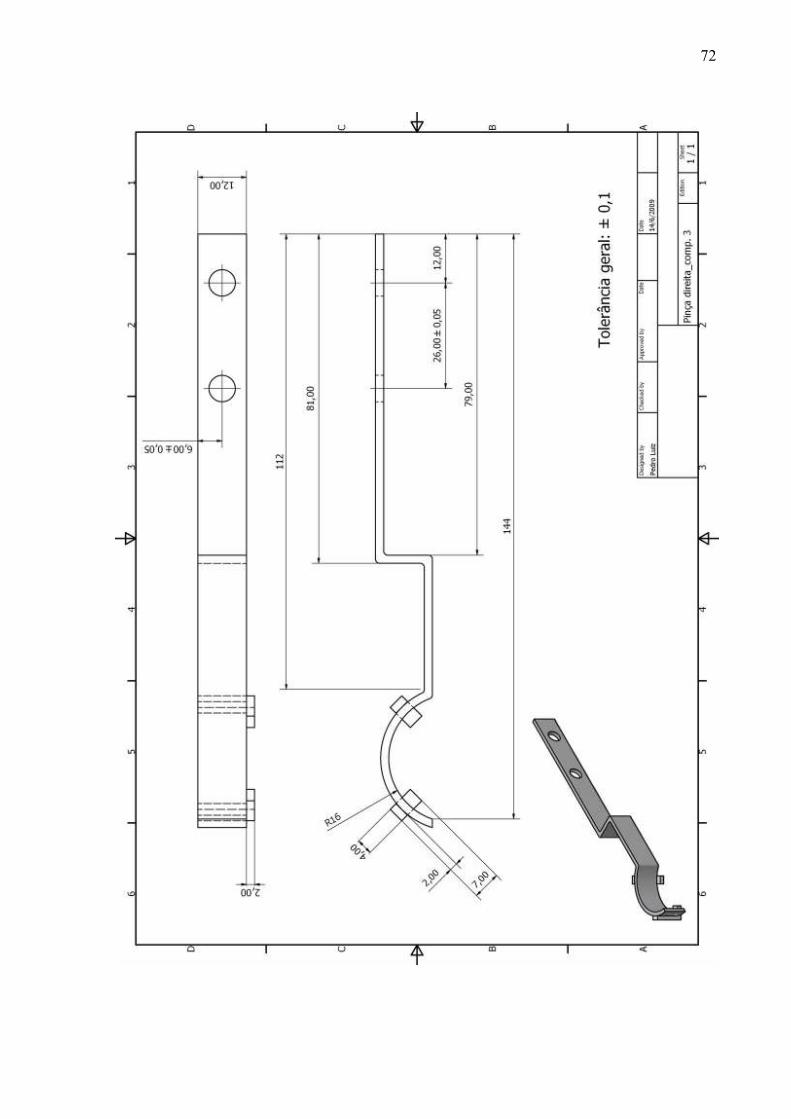
72
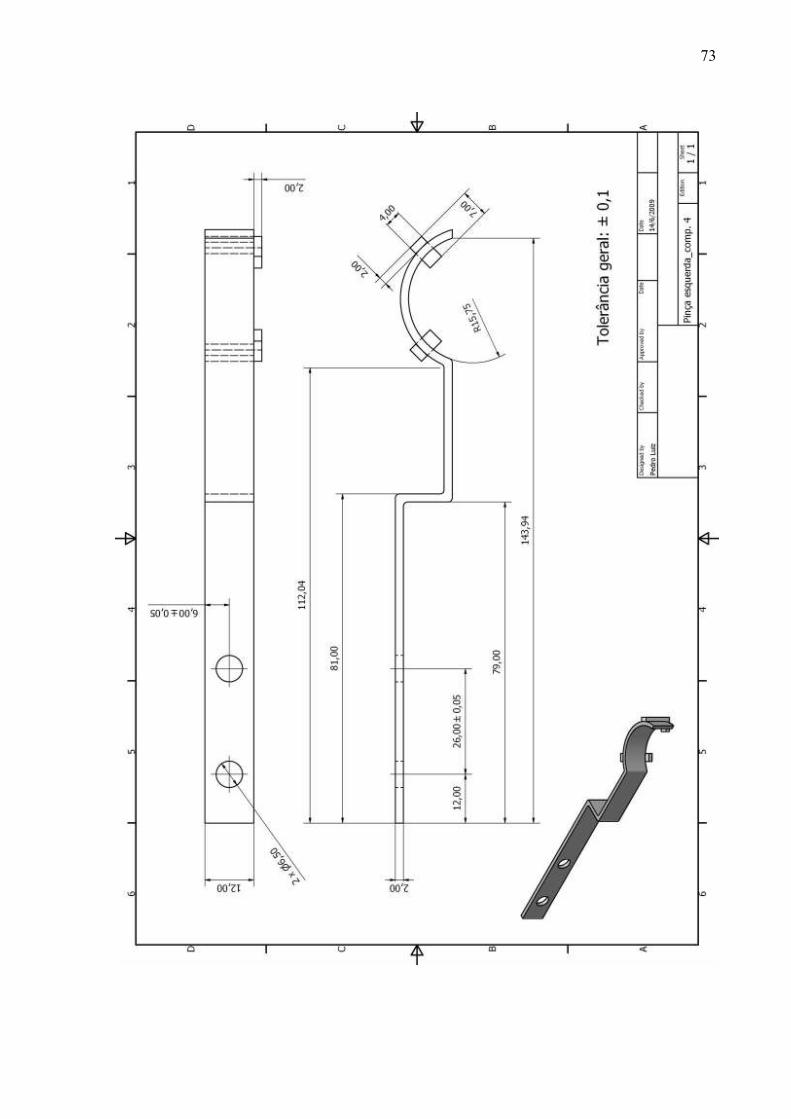
73
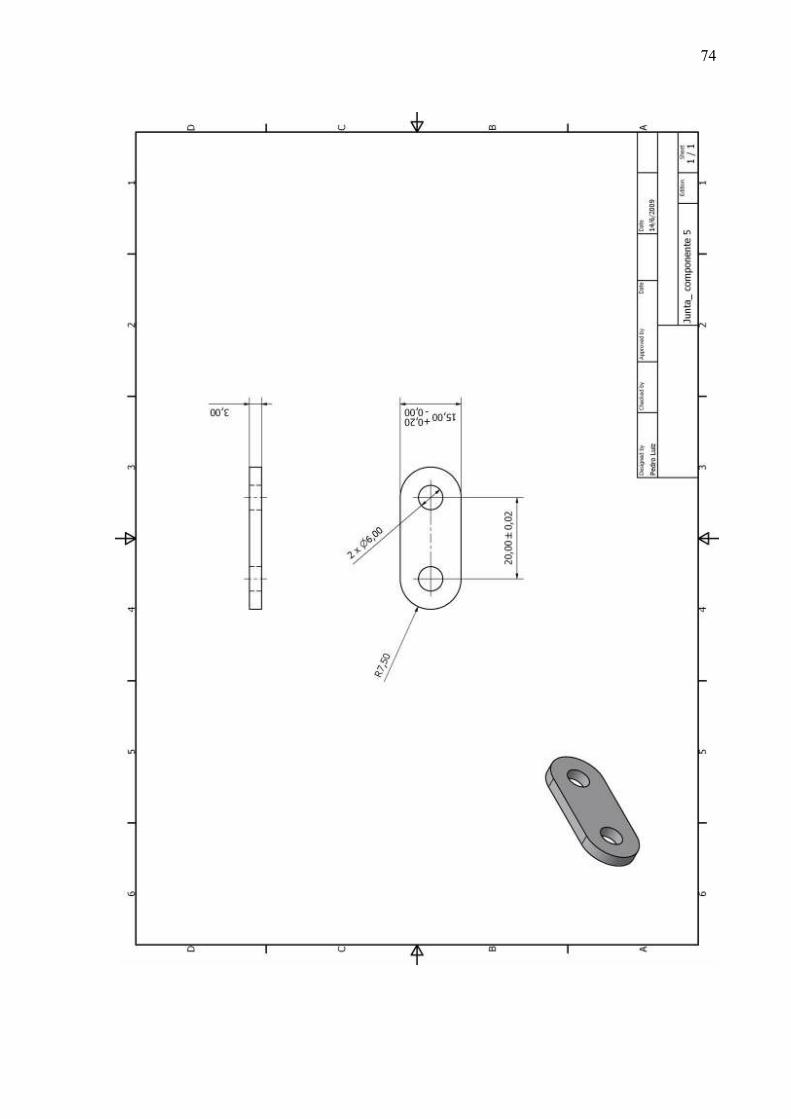
74

75
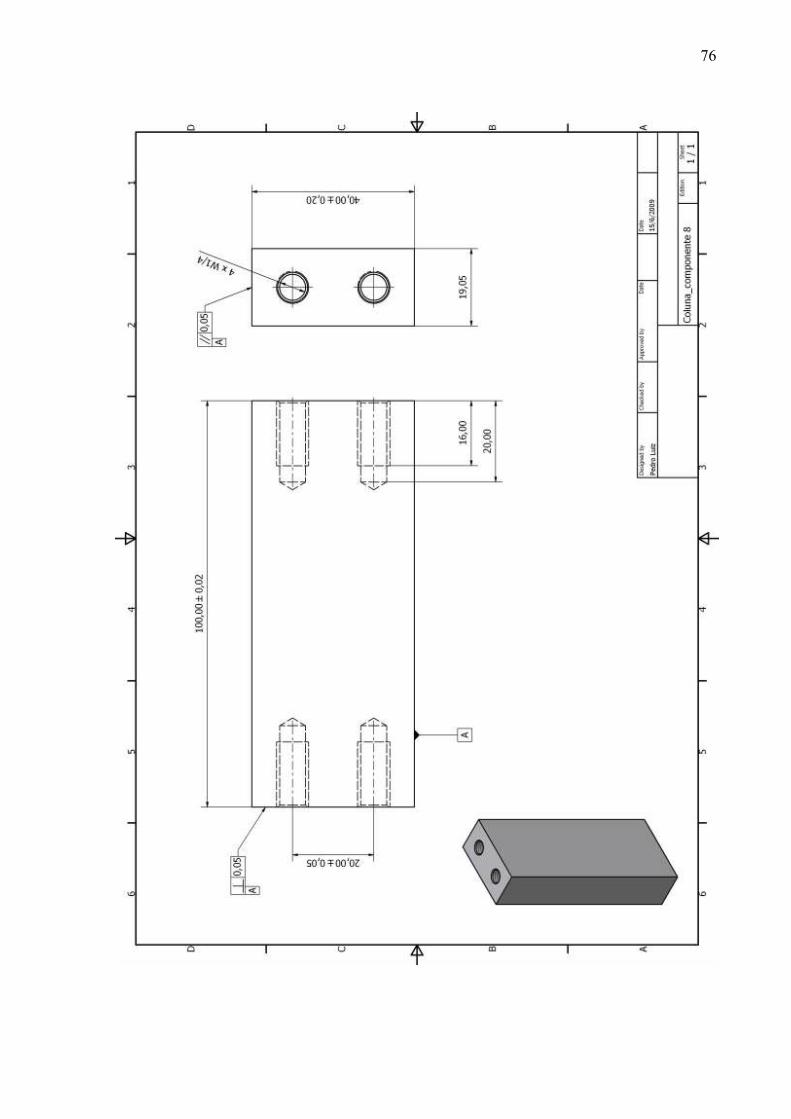
76

77
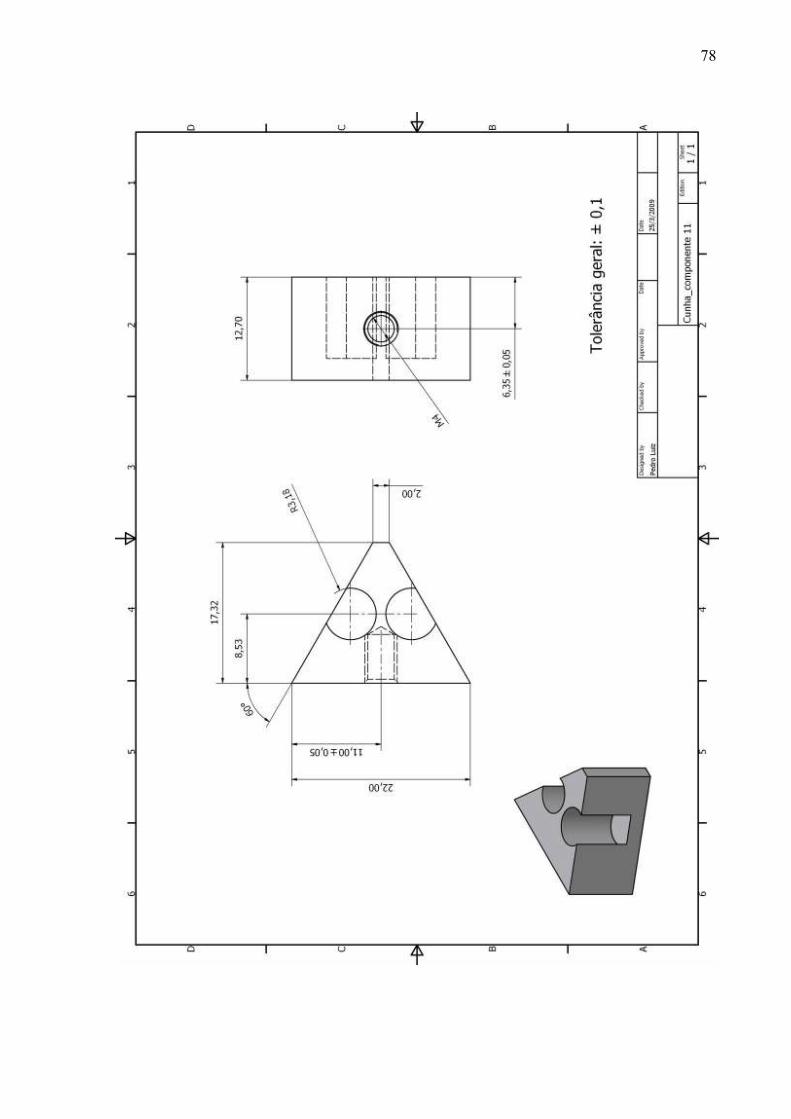
78
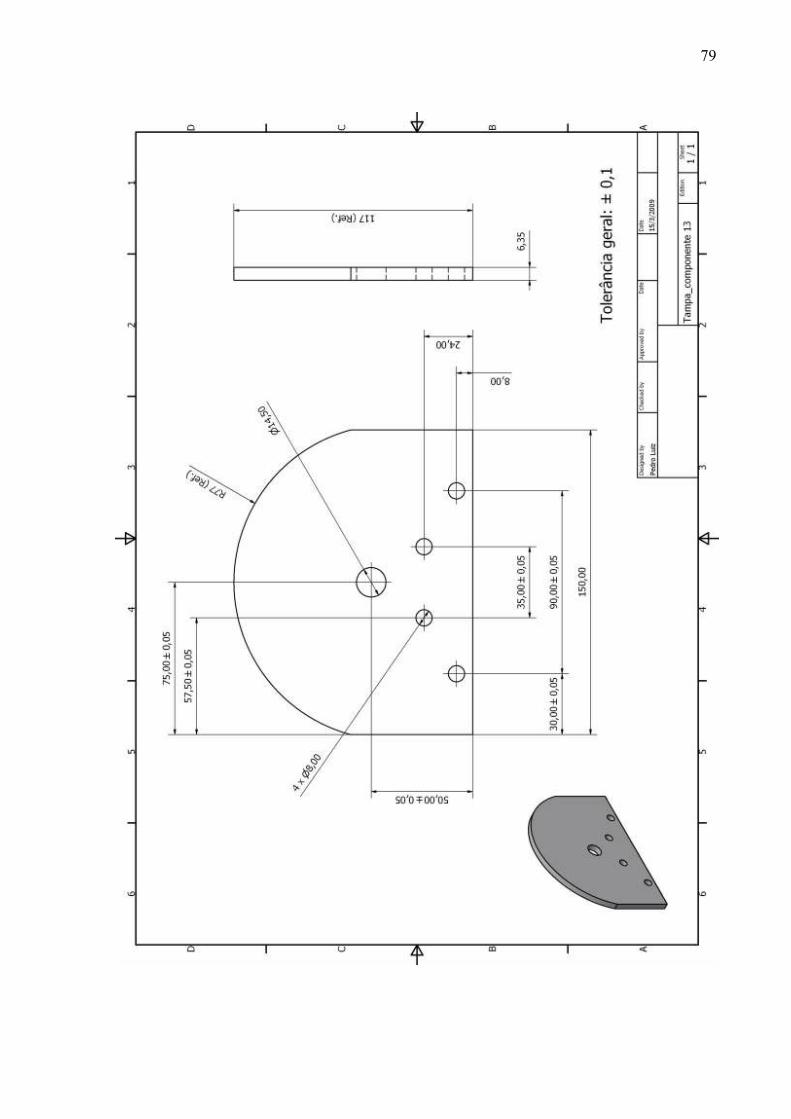
79
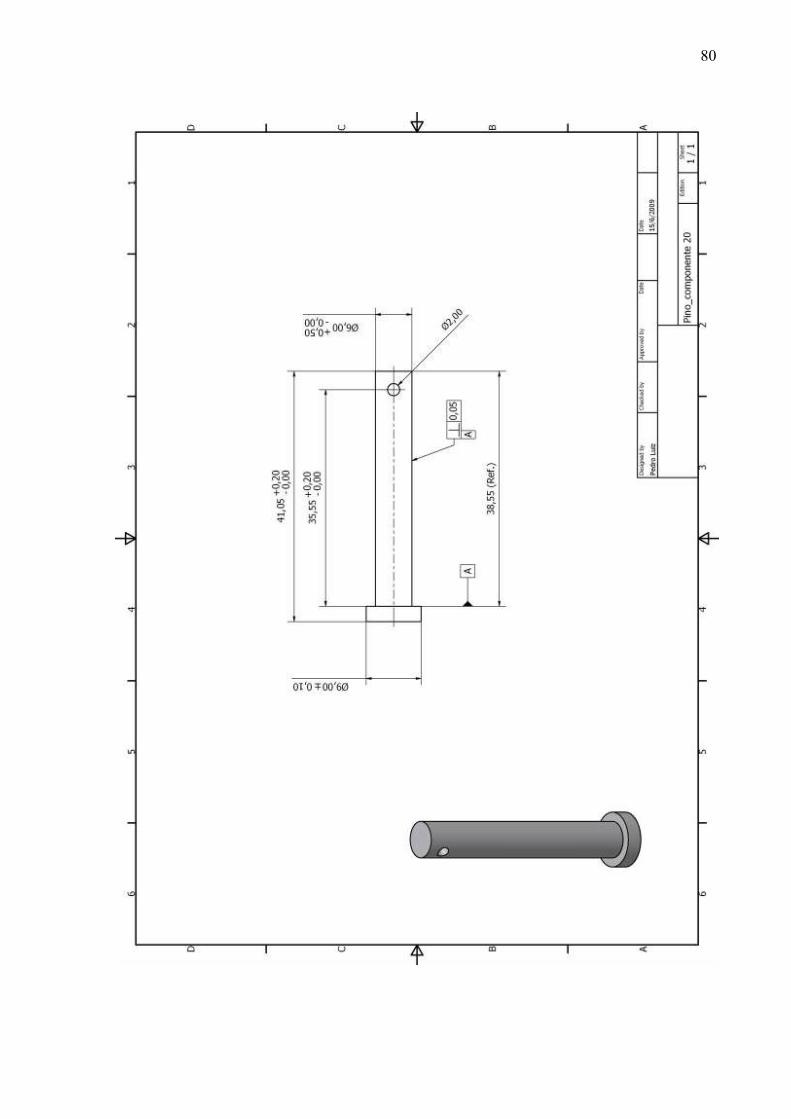
80

81
Apêndice 2 – Desenhos de construção do protótipo do dispositivo
de armazenamento de blanks

82
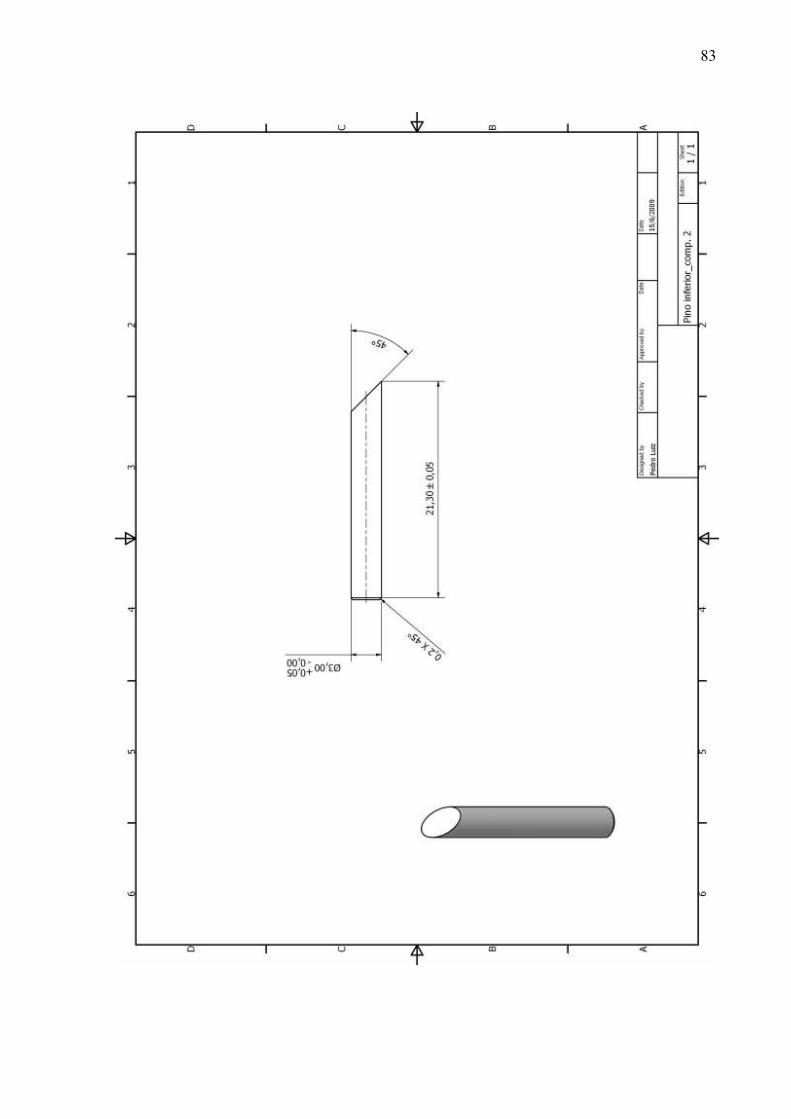
83
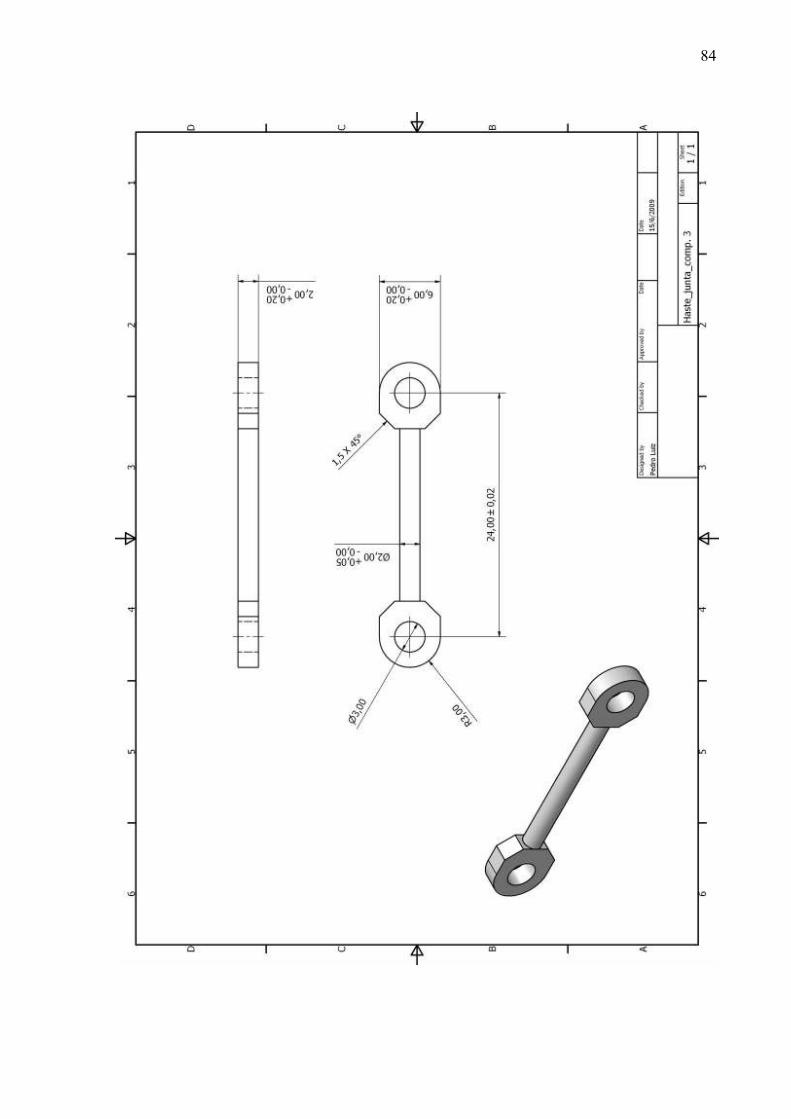
84
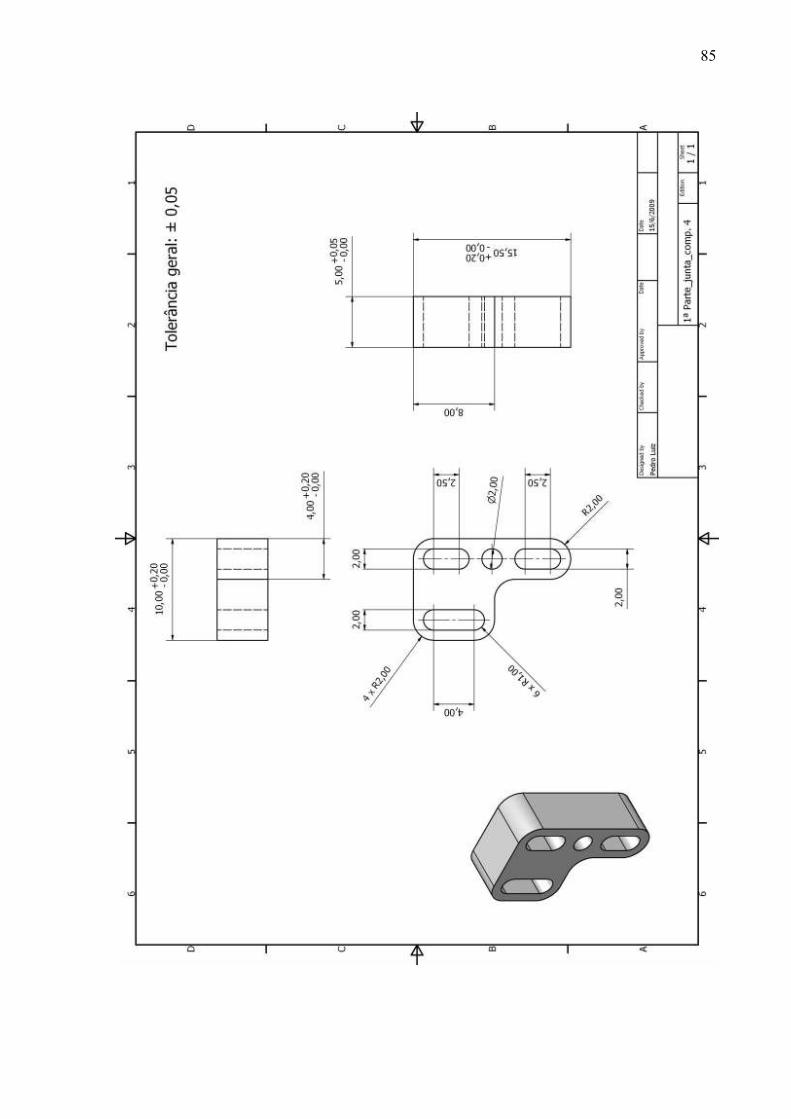
85

86
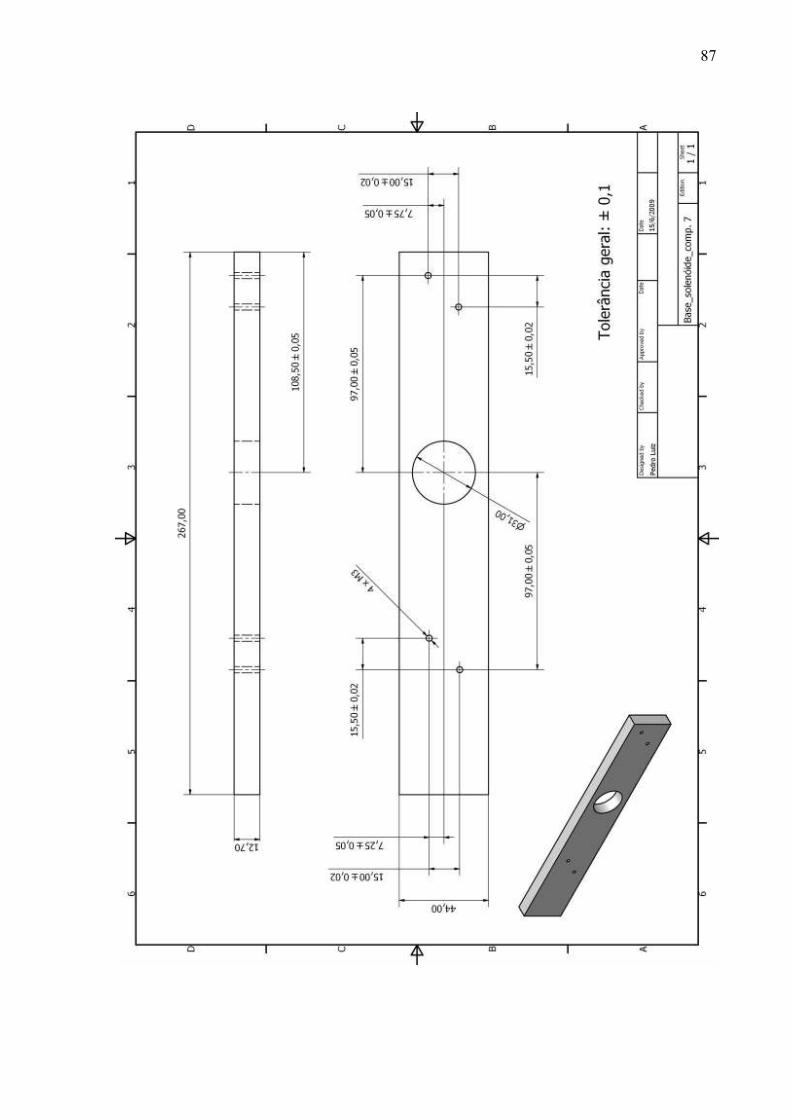
87
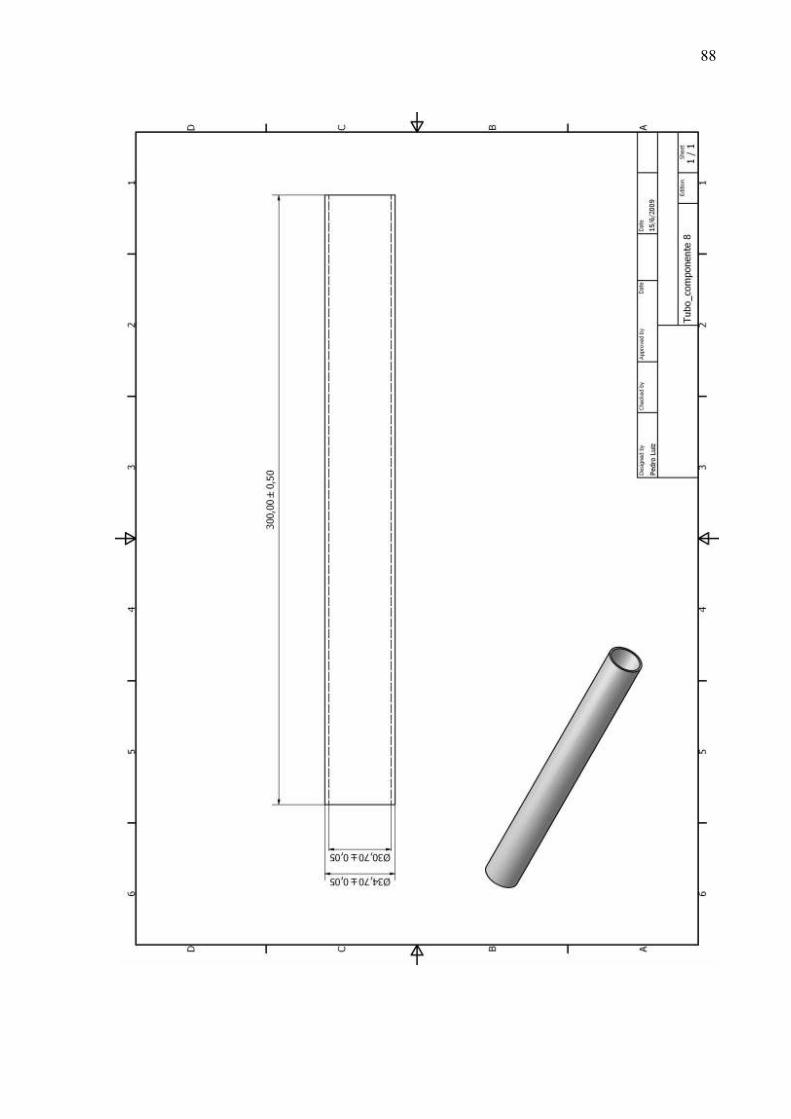
88

89
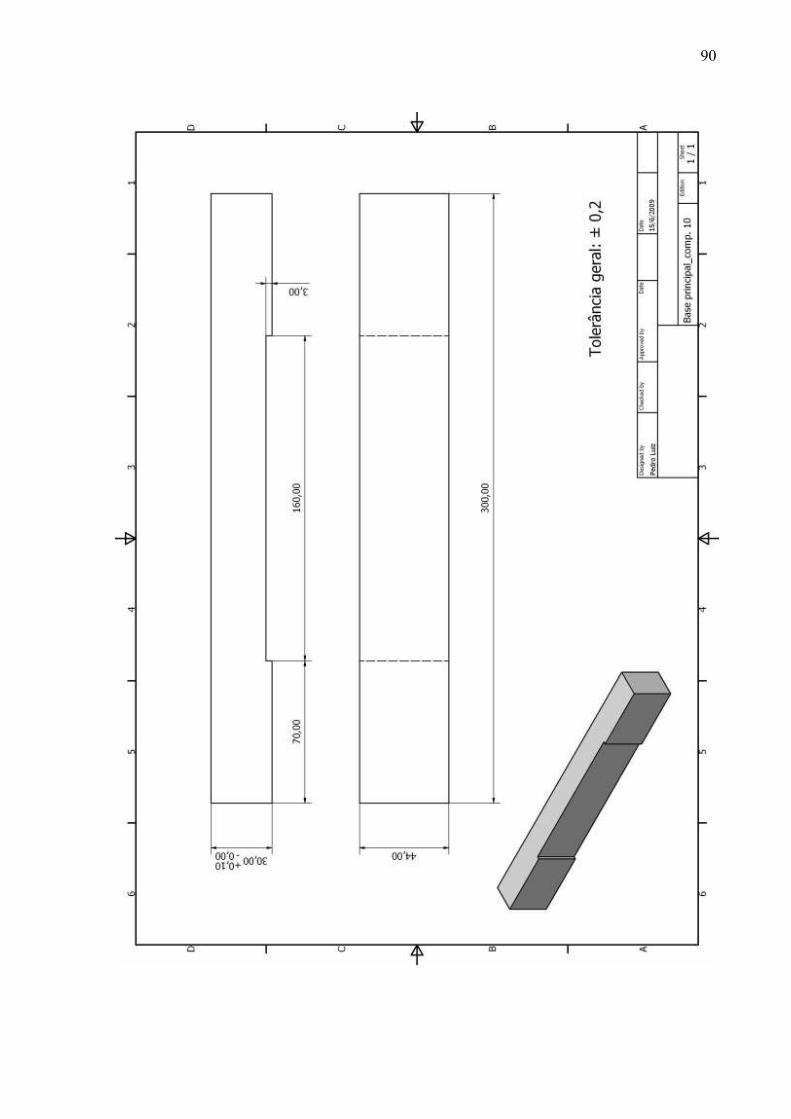
90

91

92
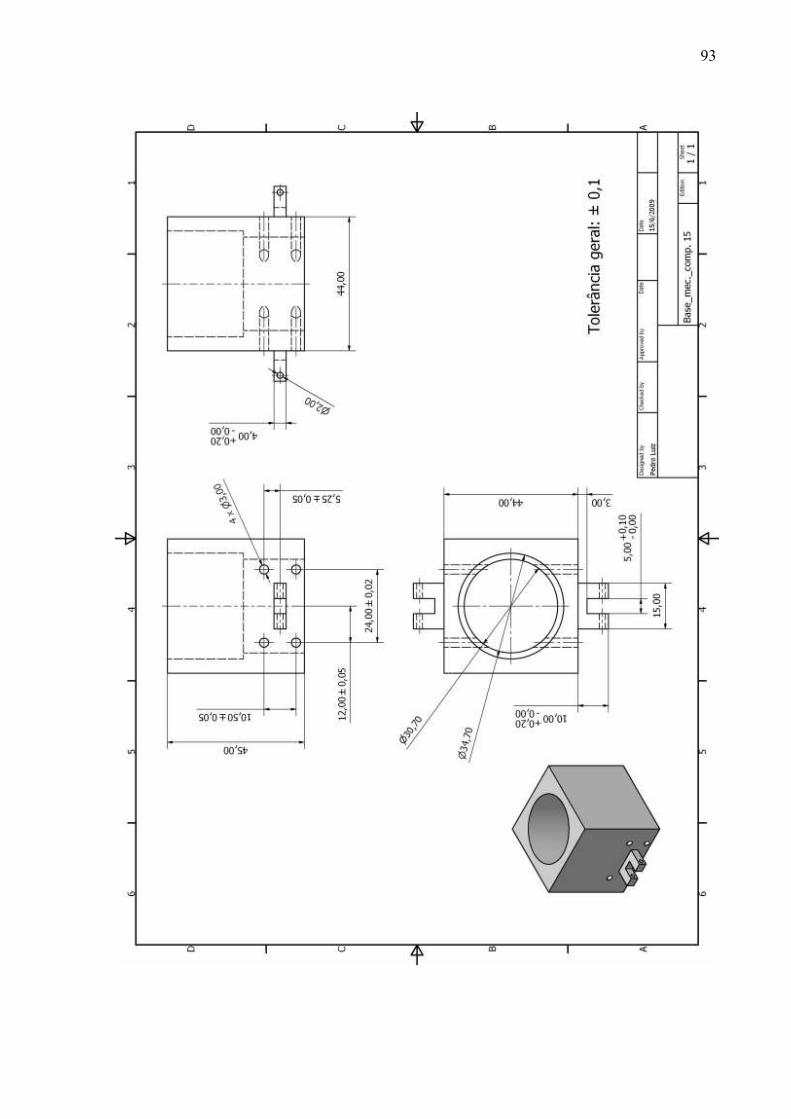
93
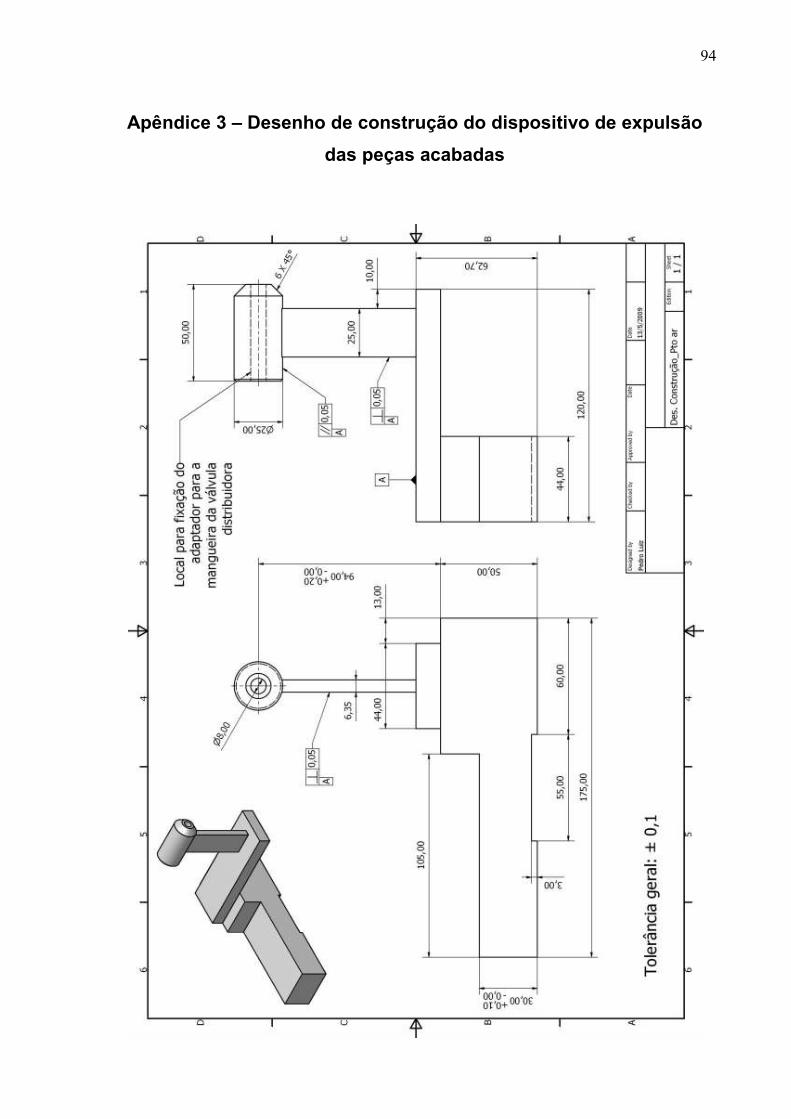
94
Apêndice 3 – Desenho de construção do dispositivo de expulsão
das peças acabadas

95
Apêndice 4 – Desenho de construção do suporte para o atuador
pneumático

96
Apêndice 5 – Programa do dispositivo de alimentação
MONITOR equ 01C0h ;rotina MONITOR do kit didático
CLR_DSP equ 10AAh ;rotina DISPLAY do kit didático (limpa display)
MENS equ 110Fh ;rotina MENS do kit didático (apresenta uma msg no display)
DSP_COM equ 109Ah ;rotina DSP_COM do kit didático (realiza função do display
;conforme o valor do acumulador)
MOTOR equ 90h ;(P1.0) motor equivale a 90h
CH_INI equ 94h ;(P1.4) ch_ini equivale a 94h
CH_FIM equ 95h ;(P1.5) ch_fim equivale a 95h
PINCA equ 93h ;(P1.3) pinça equivale a 93h
ROTACAO equ 91h ;(P1.1) rotação equivale a 91h
PASSO equ 92h ;(P1.2) passo equivale a 92h
INICIO:
CLR MOTOR ;motor inicialmente desligado
CLR ROTACAO ;seleção do sentido de rotação
CLR PASSO ;bit de saída inicialmente em nível baixo
CLR PINCA ;pinça incialmente aberta
MOV TMOD,#01h ;temporizador 0 no modo de 16 bits
MOV TCON,#00h ;temporizador interno, inicialmente desligado (TR0=0)
;e interrupção externa aceita em nível baixo (IT0=0)
MOV IE,#81h ;habilita a interrupção externa, porta P3.2 (EA=1) e (EX0=1)
;como apenas uma interrupção é utilizada, não é necessário
; Programa para controle do dispositivo de alimentação.
;--------------------------------------------------------------------------
; Nome: Pedro Luiz Bais Gutierrez
;
; RA: 004200200242
;
;
; Utiliza subrotina MONITOR como fim do programa
;--------------------------------------------------------------------------
;--------------------------------------------------------------------------
;
; INICIO DO PROGRAMA PRINCIPAL
;
;--------------------------------------------------------------------------
DEFSEG MAIN,START=5000H,CLASS=CODE
SEG MAIN
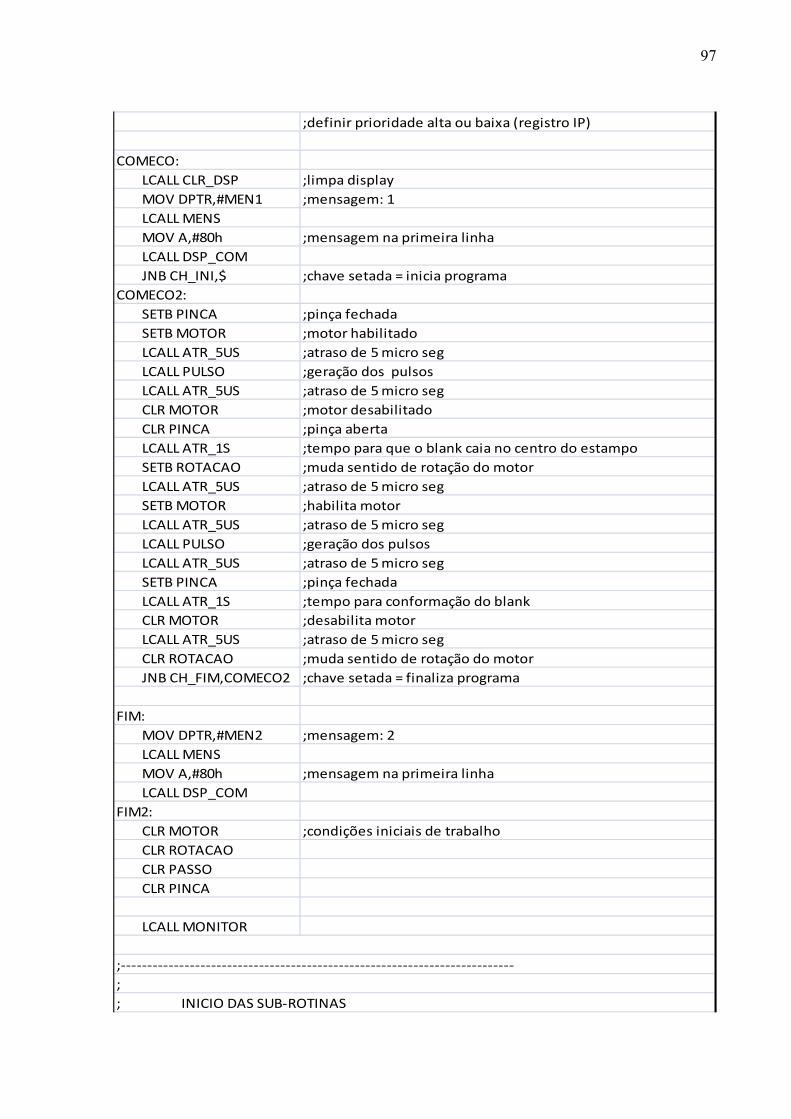
97
;definir prioridade alta ou baixa (registro IP)
COMECO:
LCALL CLR_DSP ;limpa display
MOV DPTR,#MEN1 ;mensagem: 1
LCALL MENS
MOV A,#80h ;mensagem na primeira linha
LCALL DSP_COM
JNB CH_INI,$ ;chave setada = inicia programa
COMECO2:
SETB PINCA ;pinça fechada
SETB MOTOR ;motor habilitado
LCALL ATR_5US ;atraso de 5 micro seg
LCALL PULSO ;geração dos pulsos
LCALL ATR_5US ;atraso de 5 micro seg
CLR MOTOR ;motor desabilitado
CLR PINCA ;pinça aberta
LCALL ATR_1S ;tempo para que o blank caia no centro do estampo
SETB ROTACAO ;muda sentido de rotação do motor
LCALL ATR_5US ;atraso de 5 micro seg
SETB MOTOR ;habilita motor
LCALL ATR_5US ;atraso de 5 micro seg
LCALL PULSO ;geração dos pulsos
LCALL ATR_5US ;atraso de 5 micro seg
SETB PINCA ;pinça fechada
LCALL ATR_1S ;tempo para conformação do blank
CLR MOTOR ;desabilita motor
LCALL ATR_5US ;atraso de 5 micro seg
CLR ROTACAO ;muda sentido de rotação do motor
JNB CH_FIM,COMECO2 ;chave setada = finaliza programa
FIM:
MOV DPTR,#MEN2 ;mensagem: 2
LCALL MENS
MOV A,#80h ;mensagem na primeira linha
LCALL DSP_COM
FIM2:
CLR MOTOR ;condições iniciais de trabalho
CLR ROTACAO
CLR PASSO
CLR PINCA
LCALL MONITOR
;--------------------------------------------------------------------------
;
; INICIO DAS SUB-ROTINAS
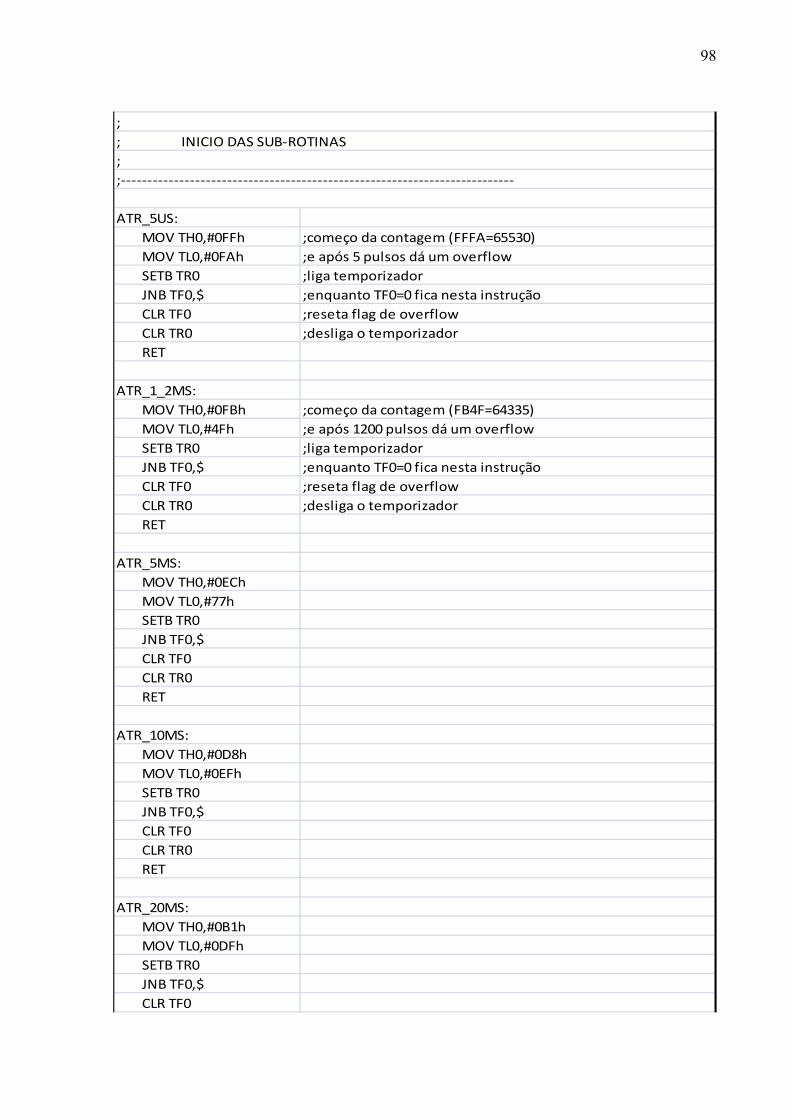
98
ATR_5US:
MOV TH0,#0FFh ;começo da contagem (FFFA=65530)
MOV TL0,#0FAh ;e após 5 pulsos dá um overflow
SETB TR0 ;liga temporizador
JNB TF0,$ ;enquanto TF0=0 fica nesta instrução
CLR TF0 ;reseta flag de overflow
CLR TR0 ;desliga o temporizador
RET
ATR_1_2MS:
MOV TH0,#0FBh ;começo da contagem (FB4F=64335)
MOV TL0,#4Fh ;e após 1200 pulsos dá um overflow
SETB TR0 ;liga temporizador
JNB TF0,$ ;enquanto TF0=0 fica nesta instrução
CLR TF0 ;reseta flag de overflow
CLR TR0 ;desliga o temporizador
RET
ATR_5MS:
MOV TH0,#0ECh
MOV TL0,#77h
SETB TR0
JNB TF0,$
CLR TF0
CLR TR0
RET
ATR_10MS:
MOV TH0,#0D8h
MOV TL0,#0EFh
SETB TR0
JNB TF0,$
CLR TF0
CLR TR0
RET
ATR_20MS:
MOV TH0,#0B1h
MOV TL0,#0DFh
SETB TR0
JNB TF0,$
CLR TF0
;
; INICIO DAS SUB-ROTINAS
;
;--------------------------------------------------------------------------
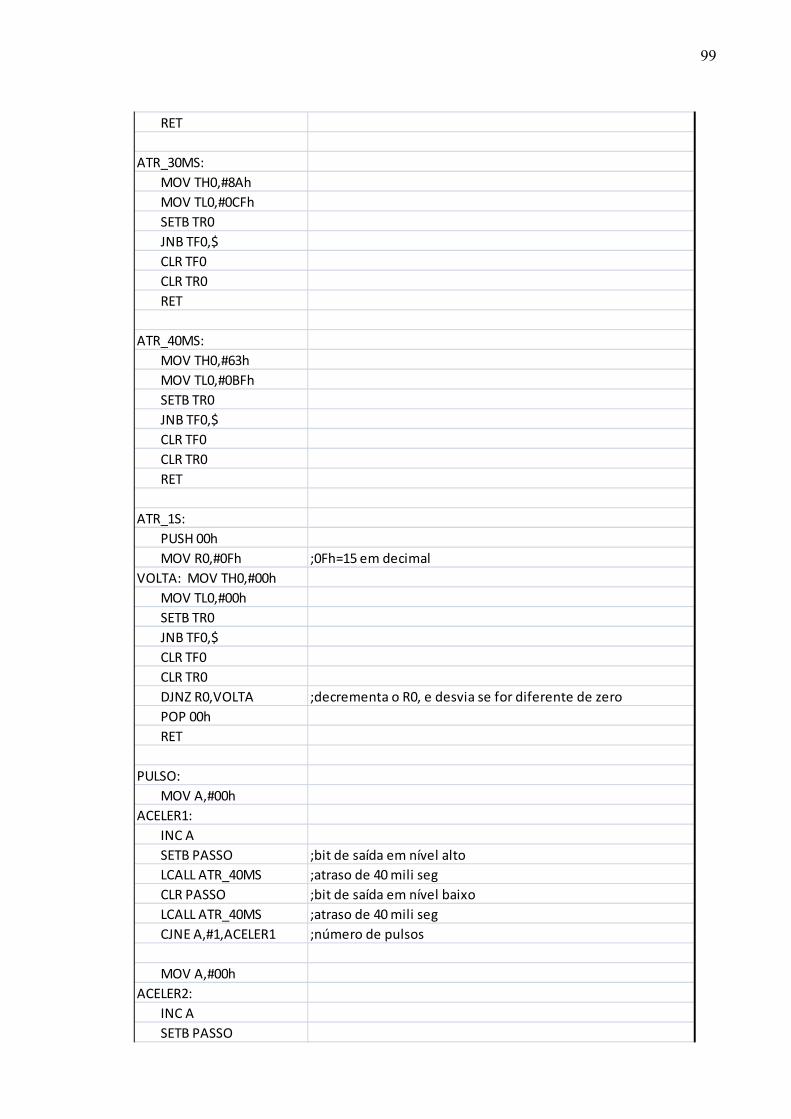
99
RET
ATR_30MS:
MOV TH0,#8Ah
MOV TL0,#0CFh
SETB TR0
JNB TF0,$
CLR TF0
CLR TR0
RET
ATR_40MS:
MOV TH0,#63h
MOV TL0,#0BFh
SETB TR0
JNB TF0,$
CLR TF0
CLR TR0
RET
ATR_1S:
PUSH 00h
MOV R0,#0Fh ;0Fh=15 em decimal
VOLTA: MOV TH0,#00h
MOV TL0,#00h
SETB TR0
JNB TF0,$
CLR TF0
CLR TR0
DJNZ R0,VOLTA ;decrementa o R0, e desvia se for diferente de zero
POP 00h
RET
PULSO:
MOV A,#00h
ACELER1:
INC A
SETB PASSO ;bit de saída em nível alto
LCALL ATR_40MS ;atraso de 40 mili seg
CLR PASSO ;bit de saída em nível baixo
LCALL ATR_40MS ;atraso de 40 mili seg
CJNE A,#1,ACELER1 ;número de pulsos
MOV A,#00h
ACELER2:
INC A
SETB PASSO

100
MOV A,#00h
ACELER2:
INC A
SETB PASSO
LCALL ATR_30MS
CLR PASSO
LCALL ATR_30MS
CJNE A,#2,ACELER2
MOV A,#00h
ACELER3:
INC A
SETB PASSO
LCALL ATR_20MS
CLR PASSO
LCALL ATR_20MS
CJNE A,#3,ACELER3
MOV A,#00h
ACELER4:
INC A
SETB PASSO
LCALL ATR_10MS
CLR PASSO
LCALL ATR_10MS
CJNE A,#4,ACELER4
MOV A,#00h
ACELER5:
INC A
SETB PASSO
LCALL ATR_5MS
CLR PASSO
LCALL ATR_5MS
CJNE A,#5,ACELER5
MOV A,#00h
AV_RET:
INC A
SETB PASSO
LCALL ATR_1_2MS
CLR PASSO
LCALL ATR_1_2MS
CJNE A,#32,AV_RET
MOV A,#00h

101
MOV A,#00h
DESAC1:
INC A
SETB PASSO
LCALL ATR_5MS
CLR PASSO
LCALL ATR_5MS
CJNE A,#5,DESAC1
MOV A,#00h
DESAC2:
INC A
SETB PASSO
LCALL ATR_10MS
CLR PASSO
LCALL ATR_10MS
CJNE A,#4,DESAC2
MOV A,#00h
DESAC3:
INC A
SETB PASSO
LCALL ATR_20MS
CLR PASSO
LCALL ATR_20MS
CJNE A,#3,DESAC3
MOV A,#00h
DESAC4:
INC A
SETB PASSO
LCALL ATR_30MS
CLR PASSO
LCALL ATR_30MS
CJNE A,#2,DESAC4
MOV A,#00h
DESAC5:
INC A
SETB PASSO
LCALL ATR_40MS
CLR PASSO
LCALL ATR_40MS
CJNE A,#1,DESAC5
RET

102
RET
EMERG:
LCALL CLR_DSP
MOV DPTR,#MEN3 ;mensagem: 3
LCALL MENS
MOV A,#80h ;mensagem na primeira linha
LCALL DSP_COM
LJMP FIM2 ;vai para o final do programa
RETI
MEN1:
DB 3,31
RET
MEN2:
DB 3,32
RET
MEN3:
DB 3,33
RET
END INICIO
103
Referências Bibliográficas
AKIYAMA SOLUÇÕES TECNOLÓGICAS. Manual AK85HY588-1.8. [São Paulo], [20--]. Disponível em: <www.akiyama.com.br>. Acesso em: 12 de fevereiro de 2009.
CALLISTER JR., William D.. Ciência e Engenharia de Materiais: Uma Introdução. 5. ed. Rio de Janeiro: LTC – Livros Técnicos e Científicos Editora S.A., 2002.
DATAPOOL ELETRÔNICA LTDA. Módulo SDM 9431: Manual de experiências. Minas Gerais, [19--].
DATAPOOL ELETRÔNICA LTDA. Módulo SDM 9431: Manual de teoria. Minas Gerais, [19--].
FERRARI FILHO, Nerino. Informe Técnico: Força e Sobrecarga em Prensas Excêntricas. [São Paulo], 2005. Disponível em: <www.prensasjundiai.com.br>. Acesso em: 05 de Janeiro de 2009.
FURG – UNIVERSIDADE FEDERAL DO RIO GRANDE. Apostila de Materias de Construção Mecânica. Rio Grande, [20--]. Disponível em: <http://www2.furg.br/projeto/gefmat/material_did/materiais/vitor/disciplin/matcons/aposttt/cap10.htm>. Acesso em: 15 de Junho de 2009.
GIMENEZ, Salvador Pinillos. Microcontroladores 8051: Teoria do hardware e software. 1. ed. São Paulo: Pearson Education do Brasil Ltda, 2002.
HIBBELER, R. C.. Dinâmica: mecânica para engenharia. 10. ed. São Paulo: Prentice Hall, 2005. v. 2.
HS – TRATAMENTO DE SUPERFÍCIE. Oxidação Negra. Disponível em: <http://www.tratamentodesuperficie.com.br/oxidação-negra.html>. Acesso em: 15 de Junho de 2009.
MAGAROLA, D. Carlos Saenz de. Tecnología de los Oficios Metalúrgicos. Barcelona: Editorial Reverté, S. A., 1987.
MINISTÉRIO DO TRABALHO E EMPREGO. Nota Técnica nº 16/DSST. Brasília, 2005. Disponível em: <http://www.mte.gov.br/legislacao/notas_tecnicas/2005/nt_16.pdf>. Acesso em: 09 de Junho de 2009.
SILVA JÚNIOR, Vidal Pereira da. Aplicações Práticas do Microcontrolador 8051. 2. ed. São Paulo: Érica, 1994.
SOLETEC. Solenóide Miniatura Série C: Corrente Contínua a Alternada. [São Paulo], [20--]. Disponível em: <www.soletec.com.br>. Acesso em: 10 de fevereiro de 2009.
TORRES, Gabriel. Hardware Curso Completo. 3. ed. Rio de Janeiro: Axcel Books do Brasil Editora, 1999.





























