Embed Size (px)
Citation preview

Universidade de Brasília - UnBFaculdade UnB Gama - FGA
Engenharia de Energia
DESENVOLVIMENTO DE UM SECADORROTATIVO PARA GRÃOS DE SORGO
Autora: Lívia de Sá AraújoOrientador: Prof. Dr. Felix Martin Carbajal Gamarra
Coorientador: Prof. Dr. Marcelo Bento da Silva
Brasília, DF2017
Lívia de Sá Araújo
DESENVOLVIMENTO DE UM SECADOR ROTATIVOPARA GRÃOS DE SORGO
Monografia submetida ao curso de graduaçãoem Engenharia de Energia da Universidadede Brasília, como requisito parcial para ob-tenção do Título de Bacharel em Engenhariade Energia .
Universidade de Brasília - UnB
Faculdade UnB Gama - FGA
Orientador: Prof. Dr. Felix Martin Carbajal GamarraCoorientador: Prof. Dr. Marcelo Bento da Silva
Brasília, DF2017
Lívia de Sá AraújoDESENVOLVIMENTO DE UM SECADOR ROTATIVO PARA GRÃOS DE
SORGO/ Lívia de Sá Araújo. – Brasília, DF, 2017-84 p. : il. (algumas color.) ; 30 cm.
Orientador: Prof. Dr. Felix Martin Carbajal GamarraCoorientador: Prof. Dr. Marcelo Bento da Silva
Trabalho de Conclusão de Curso – Universidade de Brasília - UnBFaculdade UnB Gama - FGA , 2017.1. Secador rotativo. 2. Sorgo. I. Prof. Dr. Felix Martin Carbajal Gamarra . II.
Universidade de Brasília. III. Faculdade UnB Gama. IV. DESENVOLVIMENTODE UM SECADOR ROTATIVO PARA GRÃOS DE SORGO
CDU 02:141:005.6

Lívia de Sá Araújo
DESENVOLVIMENTO DE UM SECADOR ROTATIVOPARA GRÃOS DE SORGO
Monografia submetida ao curso de graduaçãoem Engenharia de Energia da Universidadede Brasília, como requisito parcial para ob-tenção do Título de Bacharel em Engenhariade Energia .
Trabalho aprovado. Brasília, DF, 06 de julho de 2017:
Prof. Dr. Felix Martin CarbajalGamarraOrientador
Prof. Dr. Marcelo Bento da SilvaCoorientador
Prof. (Dr.): Rodrigo Andres MirandaCerda, UnB/ FGA
Convidado 1
Prof.a (Dra.): Sandra Maria da Luz,UnB/ FGAConvidado 2
Brasília, DF2017

Esse trabalho é dedicado à minha família e meus amigosque me acompanharam e me apoiaram em cada passo
dessa longa jornada.

Agradecimentos
Agradeço à toda minha família, em especial aos meus pais, Adailton e Maria deJesus, e minhas irmãs, Amanda Juliette, Jasmine Araújo e Hayla Cristina, pelo amorincondicional e suporte durante toda a minha vida.
Ao meu orientador, Prof. Dr. Felix Carbajal Martin Gamarra e meu coorientadorProf. Dr. Marcelo Bento da Silva, por todo o incentivo e suporte acadêmico durante odesenvolvimento desse trabalho.
Ao meu namorado, Joacy Teixeira Santana, e aos meus amigos, em especial, LaraBeatriz, Stephanie Correia Costa, Taís Goulart, João Vitor Correia, Caio Rodrigo, BrunoMarques Ivo, Yan Watanabe e Ana Paula Castro, por todo apoio emocional e acadêmicodurante todos esses anos de graduação.
À todas as empresas que doaram produtos para a construção da estrutura, emespecial a EMBRAPA - Milho e sorgo, pela doação dos grãos para os testes.
Ao meu professor e amigo Luiz Carlos Correia de Jesus, por ter me incentivado,desde a adolescência, a descobrir a ciência e às engenharias.
À todos os professores, servidores e alunos que cruzaram meu caminho, durantetoda a minha jornada, e me ensinaram lições que eu levarei para à vida.
ResumoA secagem é uma das etapas do pré-processamento dos produtos agrícolas que tem porfinalidade retirar o excesso de água contido no produto através de evaporação. Por meiodesse controle de umidade, a secagem é utilizada para maximizar a conservação de ali-mentos. O grão de sorgo é a base alimentar de mais de 500 milhões de pessoas em maisde 30 países. No Brasil, essa cultura tem apresentado grande expansão, principalmenteem plantios de sucessão a culturas de verão, com destaque para o Estados de Goiás, MatoGrosso, Mato Grosso do Sul e região do Triângulo Mineiro, onde se concentram aproxima-damente 85% do sorgo granífero (Sorghum bicolor (L.) Moench)) plantado no país. Comtamanha importância comercial, verifica-se a necessidade de aprimoramento nas técnicasde produção, colheita e secagem, de forma a garantir a qualidade do produto. Para mini-mizar os danos durante o armazenamento e assegurar lotes de sementes com alto padrãode qualidade, cuidados, principalmente relacionadas à secagem, devem ser tomados. Paraa realização da secagem de grãos, tem-se no mercado uma diversidade de equipamentosdisponíveis. Apesar disso, devido a necessidade de intervalos de temperatura e umidaderelativa específicos para uma boa secagem do grão de sorgo, o desenvolvimento de umsecador que melhor cumpra esse papel torna-se necessário. Com base nisso, este trabalhoapresenta o dimensionamento e construção de um equipamento de secagem do modelorotativo para o estudo da secagem de grãos de sorgo. Para a validação do funcionamentodo equipamento, foram realizados testes em diferentes condições de operação que atestamo funcionamento do aparelho, bem como estudam a influência da temperatura do ar desecagem e da rotação do tambor na velocidade de secagem dos grãos.
Palavras-chaves: Construção. Dimensionamento. Secador rotativo. Secagem.

AbstractDrying is one of the steps in agricultural products pre-processing, the purpose of it is toremove excessive water contained in the grain by evaporation. By means of this humiditycontrol, drying is used to maximize food preservation. Sorghum grain is the basic alimen-tation source for more than 500 million people in more than 30 countries. In Brazil, thisculture has shown great expansion, mainly in plantations after the summer cultures, es-pecially in the states of Goiás, Mato Grosso, Mato Grosso do Sul and Triângulo Mineiroregion, where 85% of the Sorghum bicolor (L.) Moench planted in the country are lo-cated. With such commercial importance, there is a need to improve the techniques ofproduction, harvesting and drying, in order to guarantee the quality of the product. Whendealing with procedures such as drying, some care should be taken to minimize the dam-ages during storage and ensure seed lots with high quality. For the accomplishment ofthe drying of the grains, there are a diversity of available equipments at the market.Nevertheless, due to the need for specific temperature and relative humidity ranges, fora good drying of the Sorghum grain, the development of a dryer that fits best this needbecomes necessary. Based on this, this work presents the design and construction of adrying equipment of the rotary model for the study of sorghum grain production. Thevalidation of the equipment’s operation was made by performing tests which were carriedout in different operation conditions. Thus, the operation of the apparatus was attested,as well as the influence of drying air temperature and drum rotation on the drying speedof the grains.
Key-words: Construction. Dimensioning. Drying. Rotary Dryer. Sorghum.

Lista de ilustrações
Figura 1 – Carta psicométrica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Figura 2 – Representação da movimentação da água durante a secagem. . . . . . . 20Figura 3 – Representação da movimentação da água de um produto no período de
razão constante. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Figura 4 – Representação da movimentação da água durante o primeiro período
de razão decrescente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Figura 5 – Movimentação da água durante o segundo período de razão decrescente. 22Figura 6 – Representação da movimentação da água durante o terceiro período de
razão decrescente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Figura 7 – Histerese das isotermas de sorção. . . . . . . . . . . . . . . . . . . . . . 24Figura 8 – Isotermas de adsorção e desorção dos grãos de sorgo à 90F e comparação
com isotermas obtidas por Fenton (1941) e Haynes (1961). . . . . . . . 24Figura 9 – Retenção de umidade. . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Figura 10 – Curvas teóricas de secagem. . . . . . . . . . . . . . . . . . . . . . . . . 30Figura 11 – Potenciais mecanismos de transferência de calor durante a secagem. . . 33Figura 12 – Secagem por condução. . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Figura 13 – Secagem por convecção. . . . . . . . . . . . . . . . . . . . . . . . . . . 34Figura 14 – Secagem por radiação. . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Figura 15 – Classificação dos secadores segundo o método de operação. . . . . . . . 37Figura 16 – Classificação dos secadores segundo a forma física. . . . . . . . . . . . . 38Figura 17 – Planta de Sorgo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40Figura 18 – Grãos de Sorgo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40Figura 19 – Produção de sorgo nos maiores produtores mundiais entre 2013 e 2017. 41Figura 20 – Estados Produtores de Sorgo no ano de 2001. . . . . . . . . . . . . . . 42Figura 21 – Distribuição de Área Plantada com Sorgo no Brasil – Média das Safras
2004 à 2006. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Figura 22 – Sorgo BRS658. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Figura 23 – Insetos encontrados nas amostras de sorgo. . . . . . . . . . . . . . . . . 46Figura 24 – Agitação e peneiração dos grãos de sorgo para retirada de impurezas
das amostras. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Figura 25 – Amostra de 50g de grão de sorgo BRS658 utilizada para testes de va-
lidação do equipamento. . . . . . . . . . . . . . . . . . . . . . . . . . . 47Figura 26 – Diagrama esquemático de um secador rotativo. . . . . . . . . . . . . . 49Figura 27 – Desenho das vistas frontal, superior, lateral e isométrica com as res-
pectivas cotas (em milímetros) do secador rotativo para grãos de sorgodesenvolvido nesse projeto. . . . . . . . . . . . . . . . . . . . . . . . . . 51

Figura 28 – Vistas de corte e detalhe do secador rotativo para grãos de sorgo de-senvolvido nesse projeto. . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Figura 29 – Tambor com pás em alumínio instaladas em seu interior. . . . . . . . . 53Figura 30 – Disco em madeira, rolamento e presilhas de pressão instalados na tampa
do tambor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54Figura 31 – Furo na superfície do tambor e funil adaptado para entrada de grãos. . 54Figura 32 – Eixo perfurado do secador rotativo para grãos com um rolamento e o
sensor de temperatura e umidade instalados. . . . . . . . . . . . . . . . 55Figura 33 – Modelo de estante modular utilizado como estrutura do secador rota-
tivo para grãos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Figura 34 – Modelo de transmissão utilizado no projeto. . . . . . . . . . . . . . . . 59Figura 35 – Transmissão instalada no projeto. . . . . . . . . . . . . . . . . . . . . . 59Figura 36 – Circuito típico de um dimmer utilizado para controle de velocidade de
um motor monofásico. . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Figura 37 – Dimmer utilizado para controle da velocidade angular do tambor. . . . 61Figura 38 – Modelo de secador de cabelos utilizado como fonte de ar quente do
secador rotativo para grãos de sorgo. . . . . . . . . . . . . . . . . . . . 61Figura 39 – Sistema de fornecimento de ar de secagem do secador rotativo para os
grãos de sorgo composto por base e secador de cabelos de 1300W. . . . 62Figura 40 – Placa arduino UNO utilizada para controle dos dados de umidade e
temperatura do secador rotativo para grãos de sorgo durante as secagens. 63Figura 41 – Modelo de sensor DHT22 utilizado para controle de umidade e tempe-
ratura no projeto. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Figura 42 – Utilização do software PLX-DAQ em associação a placa arduino para
aquisição de dados de temperatura e produção das curvas de tempera-tura e umidade da amostra de número 2 - CO3 - Secagem sem rotaçãodo tambor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Figura 43 – Desenho 3D do secador rotativo para grãos (à esquerda) e secador ro-tativo para grãos (à direita). . . . . . . . . . . . . . . . . . . . . . . . . 65
Figura 44 – Curvas de secagem de 50g de grãos de sorgo BRS658 no secador rotativocom velocidade angular nula (à esquerda) e velocidade angular diferentede zero (à direita) - CO1. . . . . . . . . . . . . . . . . . . . . . . . . . 68
Figura 45 – Curvas de secagem de 50g de grãos de sorgo BRS658 no secador rotativocom velocidade angular nula (à esquerda) e velocidade angular diferentede zero (à direita) - CO2. . . . . . . . . . . . . . . . . . . . . . . . . . 69
Figura 46 – Curvas de secagem de 50g de grãos de sorgo BRS658 no secador rotativocom velocidade angular nula (à esquerda) e velocidade angular diferentede zero (à direita) - CO3. . . . . . . . . . . . . . . . . . . . . . . . . . 70

Figura 47 – Valores de temperatura ambiente medidos do dia 05/06/17 à 09/06/17na cidade de Brasília-DF. . . . . . . . . . . . . . . . . . . . . . . . . . 71
Figura 48 – Valores de Umidade relativa do ar medidos do dia 05/06/17 à 09/06/17na cidade de Brasília-DF . . . . . . . . . . . . . . . . . . . . . . . . . . 71
Figura 49 – Ilustração do fenômeno de cascateamento de grãos desejado (à es-querda) e imobilização dos grãos contra a parede do tambor (à direita). 76

Lista de tabelas
Tabela 1 – Sistemas de secagem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Tabela 2 – Critérios para a classificação de secadores. . . . . . . . . . . . . . . . . 36Tabela 3 – Métodos de transporte na secagem. . . . . . . . . . . . . . . . . . . . . 37Tabela 4 – Sistemas de secagem existentes. . . . . . . . . . . . . . . . . . . . . . 39Tabela 5 – Produção Mundial de Sorgo. Rank dos dez maiores países produtores
e consumidores de sorgo no mundo. . . . . . . . . . . . . . . . . . . . . 41Tabela 6 – Vantagens e desvantagens do secador de fluxos concorrentes. . . . . . . 49Tabela 7 – Características elétricas do ventilador de mesa ARNO Versátile (Apa-
relho completo). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Tabela 8 – Massa inicial e final das amostras utilizadas para os testes na condição
de operação 1 (CO1). . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Tabela 9 – Massa inicial e final das amostras utilizadas para os testes na condição
de operação 2 (CO2). . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Tabela 10 – Massa inicial e final das amostras utilizadas para os testes na condição
de operação 3 (CO3). . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Tabela 11 – Comparativo entre as condições meteorológicas e as condições iniciais
de umidade e temperatura no interior do tambor para os experimentosna CO1 (Ensaios realizados nos dias 05/06/17 e 06/06/17). . . . . . . 72
Tabela 12 – Comparativo entre as condições meteorológicas e as condições iniciaisde umidade e temperatura no interior do tambor para os experimentosna CO2 (Ensaios realizados no dia 06/06/17). . . . . . . . . . . . . . . 72
Tabela 13 – Comparativo entre as condições meteorológicas e as condições iniciaisde umidade e temperatura no interior do tambor para os experimentosna CO3 - (Ensaios realizados entre os dias 06/06/17 e 09/06/17). . . . 72
Tabela 14 – Valores médios obtidos para a análise de dados dos experimentos dacondição de operação 1 (CO1). . . . . . . . . . . . . . . . . . . . . . . 73
Tabela 15 – Valores médios obtidos para a análise de dados dos experimentos nascondição de operação 2 e 3 (CO2 e CO3). . . . . . . . . . . . . . . . . 74
Tabela 16 – Taxa média de variação de umidade para as condições de operação 2 e3 (CO2 e CO3). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75

Sumário
1 INTRODUÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151.1 Aspectos gerais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151.2 Objetivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161.2.1 Objetivo geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161.2.2 Objetivos específicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161.3 Justificativa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161.4 Organização do trabalho . . . . . . . . . . . . . . . . . . . . . . . . . 16
2 MARCO TEÓRICO . . . . . . . . . . . . . . . . . . . . . . . . . . . 182.1 Introdução a psicometria . . . . . . . . . . . . . . . . . . . . . . . . . 182.2 Carta psicométrica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192.3 Princípios gerais da secagem . . . . . . . . . . . . . . . . . . . . . . . 202.4 Relação entre umidade e sólido . . . . . . . . . . . . . . . . . . . . . 232.5 Transferência de calor . . . . . . . . . . . . . . . . . . . . . . . . . . . 252.5.1 Condução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 252.5.2 Convecção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.5.3 Radiação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.6 Transferência de massa . . . . . . . . . . . . . . . . . . . . . . . . . . 272.7 Fenômenos de transporte aplicados à secagem . . . . . . . . . . . . . 272.7.1 Período de secagem à taxa constante . . . . . . . . . . . . . . . . . . . . 282.7.2 Período de secagem decrescente . . . . . . . . . . . . . . . . . . . . . . . 292.8 Taxa de secagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 302.8.1 Fatores que influenciam a taxa de secagem . . . . . . . . . . . . . . . . . 312.8.1.1 Condições de processo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.8.1.2 Natureza do grão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.9 Sistemas de secagem . . . . . . . . . . . . . . . . . . . . . . . . . . . 322.9.1 Secagem natural . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 322.9.2 Secagem artificial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.10 Métodos de secagem . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.10.1 Secagem por condução . . . . . . . . . . . . . . . . . . . . . . . . . . . . 342.10.2 Secagem por convecção . . . . . . . . . . . . . . . . . . . . . . . . . . . 342.10.3 Radiação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 352.11 Equipamentos de secagem . . . . . . . . . . . . . . . . . . . . . . . . 352.12 Tipos de secador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 362.13 Sistema de secagem para grãos . . . . . . . . . . . . . . . . . . . . . 39

2.13.1 Silos de secagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 392.13.2 Secador móvel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 392.13.3 Secador de torre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 392.14 A cultura do sorgo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 402.15 Interesse comercial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 432.16 Secagem e tolerância a dessecação . . . . . . . . . . . . . . . . . . . 432.17 Dormência em sementes . . . . . . . . . . . . . . . . . . . . . . . . . . 44
3 MATERIAIS E MÉTODOS . . . . . . . . . . . . . . . . . . . . . . . 453.1 Materiais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 453.1.1 Proliferação de pragas . . . . . . . . . . . . . . . . . . . . . . . . . . . . 453.1.2 Preparo das amostras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 463.2 Métodos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 483.2.1 Método de secagem selecionado . . . . . . . . . . . . . . . . . . . . . . . 483.2.2 Equipamento selecionado . . . . . . . . . . . . . . . . . . . . . . . . . . . 483.2.2.1 Secador rotativo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 493.2.3 Variáveis do processo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 493.2.4 Condições de operação . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503.2.5 Montagem do secador . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503.2.5.1 Dimensionamento e desenho esquemático do protótipo . . . . . . . . . . . . . 513.2.5.2 Montagem do equipamento . . . . . . . . . . . . . . . . . . . . . . . . . . 523.2.5.3 Construção do tambor rotativo . . . . . . . . . . . . . . . . . . . . . . . . . 533.2.5.4 Construção do eixo fixo . . . . . . . . . . . . . . . . . . . . . . . . . . . . 553.2.5.5 Escolha da estrutura do equipamento . . . . . . . . . . . . . . . . . . . . . . 553.2.5.6 Escolha do motor do sistema mecânico . . . . . . . . . . . . . . . . . . . . . 563.2.5.6.1 Quantidade de massa no cesto de secagem (m) . . . . . . . . . . . . . . . . . . . 56
3.2.5.6.2 Cálculo do torque necessário para rotacionar o tambor . . . . . . . . . . . . . . . . 57
3.2.5.6.3 Potência mínima necessária para ativação do tambor . . . . . . . . . . . . . . . . 58
3.2.5.6.4 Teste de adequação do motor disponível . . . . . . . . . . . . . . . . . . . . . 58
3.2.5.7 Escolha do sistema de transmissão . . . . . . . . . . . . . . . . . . . . . . . 593.2.5.8 Instalação do circuito eletrônico de potência . . . . . . . . . . . . . . . . . . 603.2.5.9 Construção do sistema de fornecimento de ar de secagem . . . . . . . . . . . . 613.2.5.10 Desenvolvimento do sistema de coleta de dados de secagem . . . . . . . . . . 62
4 RESULTADOS E DISCUSSÕES . . . . . . . . . . . . . . . . . . . . 654.1 Resultados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 654.1.1 Secador rotativo para grãos . . . . . . . . . . . . . . . . . . . . . . . . . 654.1.2 Testes de verificação do aparelho . . . . . . . . . . . . . . . . . . . . . . . 654.1.2.1 Massa inicial e final das amostras . . . . . . . . . . . . . . . . . . . . . . . 664.1.2.2 Condição de operação 1 (CO1) - Ar de secagem à temperatura ambiente . . . . 68

4.1.2.3 Condição de operação 2 (CO2)- Ar de secagem no intervalo de temperatura médio 694.1.2.4 Condição de operação 3 (CO3)- Ar de secagem no intervalo de temperatura máximo 704.2 Discussão dos resultados . . . . . . . . . . . . . . . . . . . . . . . . . 714.2.1 Variação das condições de umidade relativa do ar e temperatura ambiente
no período dos testes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 714.2.2 Análise de resultados dos testes de validação . . . . . . . . . . . . . . . . 734.2.2.1 Condição de operação 1 (CO1) . . . . . . . . . . . . . . . . . . . . . . . . . 734.2.2.2 Condições de operação 2 e 3 (CO2 e CO3) . . . . . . . . . . . . . . . . . . . 744.2.3 Erros de medição apresentados na figura 45 . . . . . . . . . . . . . . . . . 754.2.4 Imobilização dos grãos na parede interior do tambor . . . . . . . . . . . . . 76
5 CONCLUSÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
REFERÊNCIAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80

15
1 INTRODUÇÃO
1.1 Aspectos geraisEm termos globais, sorgo é a base alimentar de mais de 500 milhões de pessoas
em mais de 30 países, sendo superado em termos de quantidade de alimento consumidoapenas por arroz, trigo, milho e batata. Apesar de tamanho potencial, a cultura de sorgoproduz muito menos do que seu potencial oferece (EMBRAPA, 2007).
A cultura do sorgo, no Brasil, apresentou avanço significativo a partir da décadade 70. Atualmente, a cultura tem apresentado grande expansão (20% ao ano, a partir de1995), principalmente, em plantios de sucessão a culturas de verão, com destaque para oEstados de Goiás, Mato Grosso, Mato Grosso do Sul e região do Triângulo Mineiro, ondese concentram aproximadamente 85% do sorgo granífero plantado no país. (EMBRAPA,2007).
Em vista disso, observa-se uma significativa importância no aumento do nível dequalidade dos grãos produzidos, para que estes satisfaçam as exigências do mercado emexpansão. Para isto há necessidade de aprimoramento nas técnicas de produção, colheitae secagem, garantindo assim a sustentabilidade do sistema (SILVA, 2014).
De acordo com Oliveira et al. (2011a), para minimizar os danos durante o arma-zenamento e assegurar lotes de sementes com alto padrão de qualidade, muitos são oscuidados que devem ser tomados em todas as fases de produção, destacando-se cuidadosrelacionados à fase de secagem.
Em sementes de sorgo (Sorghum vulgare), a secagem a temperaturas de 46 oC a 48oC pode induzir dormência secundária, devido a alterações físicas ocorridas no tegumentoda semente, provocadas pela secagem excessiva, de modo a restringir as trocas gasosasdurante a embebição (NUTILE; WOODSTOCK, 1967).
Considerando a importância sócio-econômica dos grãos de sorgo para o país e vistaa dificuldade em controlar os parâmetros de secagem de forma a garantir a qualidadedos grãos, observa-se a necessidade de contribuir com dados técnicos-científicos a partirdo desenvolvimento de um secador protótipo que garante uma redução de umidade noproduto de forma a satisfazer o padrão de qualidade exigido no mercado.

Capítulo 1. INTRODUÇÃO 16
1.2 Objetivo
1.2.1 Objetivo geral
Dimensionar, desenhar e construir um secador rotativo a nível de protótipo parao estudo da secagem de grãos de sorgo;
1.2.2 Objetivos específicos
∙ Demonstrar o funcionamento do secador desenvolvido por meio de testes de secagemde grãos de sorgo;
∙ Estudar a influência da temperatura do ar de secagem na velocidade de secagem degrãos de sorgo;
∙ Estudar a influência da rotação do tambor na velocidade de secagem de grãos desorgo.
1.3 JustificativaAs motivações técnico-científicas desse Trabalho de Conclusão de Curso 2 (TCC-
2) são descritas a seguir:
∙ Importância socioeconômica dos grãos de sorgo na Região Centro-Oeste e no Brasil;
∙ Escassa informação técnico-científica na literatura e pouca exploração científica doprocesso de secagem na produção dos grãos de sorgo;
∙ Possibilidade de incremento ao valor agregado dos grãos de sorgo da Região Centro-Oeste, através da secagem.
1.4 Organização do trabalhoPara melhor entendimento, este documento é dividido em 5 partes principais:
Introdução, Marco teórico, Materiais e métodos, Resultados e discussão e Conclusão.
A primeira parte (introdução), aborda os aspectos introdutórios do texto, onde sãodescritos dados gerais do grão de sorgo. Apresenta também os objetivos e a justificativade realização desse trabalho.
A segunda parte (marco teórico), aborda os fundamentos teóricos necessários paraentendimento do projeto, com tópicos que, individualmente, expõem temas essenciais dapesquisa.

Capítulo 1. INTRODUÇÃO 17
A terceira parte (materiais e métodos), descreve os materiais e métodos que pos-sibilitaram o desenvolvimento desse trabalho.
A quarta parte (resultados e discussão), apresenta o desenho tridimensional daestrutura, a imagem do protótipo pronto e os resultados obtidos durante os testes de vali-dação do equipamento de secagem, juntamente a análise desses resultados e dos fenômenosobservados.
Por fim, a quinta parte apresenta a conclusão, onde são apresentadas as conside-rações finais a cerca do projeto.

18
2 MARCO TEÓRICO
2.1 Introdução a psicometriaPsicometria é definida como o estudo das misturas de gás e vapor de um líquido. A
mistura gasosa de maior importância na indústria alimentícia é o ar. Sua utilização estáem várias operações industriais como o armazenamento, secagem e várias outras (PARKet al., 2007a).
Em um processo de secagem a psicometria de interesse é a mistura ar – vapor deágua, por isso algumas propriedades dessa mistura serão melhor descritas nos tópico aseguir.
∙ Temperatura de Bulbo Seco e de bulbo úmido
A temperatura de bulbo seco é a temperatura medida de forma usual, já a tempera-tura de bulbo úmido é a temperatura medida com um termômetro comum envoltopor um tecido de algodão embebido em água destilada (PARK et al., 2007b).
∙ Temperatura de Orvalho
A temperatura de orvalho é a temperatura em que o ar úmido se torna saturado,ou seja, quando o vapor d’água começa a condensar com pressão e razão de misturaconstantes (PARK et al., 2007b).
∙ Pressão de vapor
O vapor de água, como qualquer gás componente da atmosfera, exerce uma pressãodependente da concentração de vapor em todas as direções. Para cada valor detemperatura, a quantidade de vapor que pode existir em determinado volume daatmosfera é diferente. Quando essa quantidade de vapor chega ao seu limite parauma determinada temperatura, diz-se que que o ar encontra-se saturado e a pressãode vapor nesse instante é nomeada como pressão de saturação. Se a quantidade devapor presente na atmosfera não for suficiente para saturar o ar, a pressão de vaporé chamada de pressão parcial de vapor (PARK et al., 2007b).
∙ Umidade Absoluta e Umidade Relativa
A umidade absoluta é a relação entre a massa de vapor d’água existente e o volumeocupado pelo ar úmido. A umidade relativa do ar é a razão entre a pressão parcialde vapor exercida pelas moléculas de água presentes no ar e a pressão de saturação,na mesma temperatura (PARK et al., 2007a; PARK et al., 2007b).

Capítulo 2. MARCO TEÓRICO 19
∙ Volume Específico
O volume específico é o volume por unidade de massa de ar seco. Esse parâmetro émuito importante no dimensionamento de sistemas de secagem, pois influencia nadeterminação da potência requerida pelo ventilador (PARK et al., 2007b).
2.2 Carta psicométricaA carta psicrométrica ( figura 1 ) é o modo mais simples e rápido para a caracte-
rização de determinada massa de ar. Conhecendo-se a temperatura do ponto de orvalhoe a temperatura de bulbo seco, fazendo-se uso desta carta, é possível obter-se a umidaderelativa (PARK et al., 2007b).
Figura 1 – Carta psicométrica.
Fonte: Stoecker e Jones (1985)

Capítulo 2. MARCO TEÓRICO 20
2.3 Princípios gerais da secagemGoneli et al. (2014) definiu secagem como uma das etapas do pré-processamento
dos produtos agrícolas que tem por finalidade retirar o excesso de água contido no grão pormeio de evaporação. A remoção de água dos produtos agrícolas consiste em um complexoprocesso, envolvendo a transferência simultânea de calor e massa entre o ar de secagem eo produto a ser seco, na qual o aumento da temperatura provoca o aumento da pressãoparcial de vapor no produto, provocando a redução no teor de água do mesmo.
A remoção da água deve ser feita em um nível tal que o produto fique em equilíbriocom o ar do ambiente onde será armazenado e deve ser feita de modo a preservar aaparência, as qualidades nutritivas e a viabilidade como semente (PARK et al., 2007b).
A secagem é uma operação crítica dentro da sequência do processamento dos grãose quando realizada de forma inadequada pode causar a deterioração dos grãos, aumentara susceptibilidade a trincas e reduzir a qualidade de no processo de moagem. Equivalentea várias outras técnicas (filtração, centrifugação, prensagem, evaporação, liofilização, etc),o resultado geral da secagem é a separação parcial entre o líquido (geralmente a água)e a matriz sólida. No caso dos produtos agrícolas a matriz sólida é um alimento con-tendo proporções variáveis de: carboidratos, proteínas, lipídios e minerais. (BROOKER;BAKKER-ARKEMA; HALL, 1992; LASSERAN, 1981).
De acordo com Park et al. (2007b), durante a secagem a retirada da umidade éobtida pela movimentação da água decorrente de uma diferença de pressão de vapor deágua entre a superfície do produto a ser secado e o ar que o envolve, como mostrado nafigura 2. A condição para que um produto seja submetido ao processo de secagem é que apressão de vapor sobre a superfície do produto (Pg) seja maior do que a pressão do vapord’água no ar de secagem (Par). Visto isso, as seguintes observações são pertinentes:
∙ Se Pg > Par : ocorrerá secagem do produto;
∙ Se Pg < Par : ocorrerá umedecimento do produto;
∙ Se Pg = Par : ocorre o equilíbrio higroscópio.
Figura 2 – Representação da movimentação da água durante a secagem.
Fonte: Park et al. (2007b)

Capítulo 2. MARCO TEÓRICO 21
Existem varias hipóteses para a movimentação da água durante a secagem. Perrye Chilton (1973) citam a teoria capilar, que modela o escoamento baseado num leitocomposto por esferas não porosas, onde os espaços entre elas, formam os interstícios e osporos. Entretanto, Park et al. (2007b) afirmam que a teoria mais aceita é a do movimentocapilar (ou teoria do gargalo). Segundo esta, o processo de secagem que ocorre no interiordo produto pode ser dividido em dois grandes períodos, um denominado período da taxade secagem constante e outro de período de taxa decrescente. Para uma descrição dosprincípios de secagem mais detalhada, pode-se dividir esses dois períodos em quatro,como apresentado a seguir:
1) Período de razão constante: No início da secagem, quando o produto se en-contra completamente úmido, a água escoa na fase liquida sob um gradiente hidráulicoe, em condições naturais, a temperatura do produto se iguala à temperatura de bulboúmido. Com a retirada da umidade, pode ocorrer um decréscimo no diâmetro dos po-ros e capilares e, consequentemente, decréscimo de volume do produto aproximadamenteigual ao volume da água evaporada. A energia utilizada para a secagem nesse período epraticamente igual à necessária para evaporação da água em uma superfície livre. Comexceção dos cafés (cerejas e verdes) recém saídos do lavador, este período não é observávelem produtos agrícolas, como grãos, porque, ao serem colhidos, este período já ocorreuno campo, estando portanto a secagem no período de razão decrescente. Este período érepresentado pela figura 3, a seguir.
Figura 3 – Representação da movimentação da água de um produto no período de razãoconstante.
Fonte: Park et al. (2007b)
2) Primeiro período de razão decrescente: À medida que a secagem continua, aágua deixa de comportar-se como água livre e o conteúdo de umidade decresce. Nesteperíodo, a água na fase líquida faz a ligação entre as partículas sólidas, formando as ponteslíquidas. Apesar de poder ocorrer escoamento de água na fase de vapor, o escoamento é

Capítulo 2. MARCO TEÓRICO 22
predominantemente capilar (figura 4). A temperatura do produto atinge valores superioresà temperatura de bulbo úmido.
Figura 4 – Representação da movimentação da água durante o primeiro período de razãodecrescente.
Fonte: Park et al. (2007b)
3) Segundo período de razão decrescente: A água existente nos gargalos dos porospode migrar, arrastando-se ao longo das paredes capilares ou evaporando e condensando,sucessivamente, entre as pontes liquidas. A pressão parcial de vapor decresce e a contraçãode volume do produto pode continuar em menor intensidade (figura 5).
Figura 5 – Movimentação da água durante o segundo período de razão decrescente.
Fonte: Park et al. (2007b)
4) Terceiro período de razão decrescente: a secagem ocorre no interior do produto.

Capítulo 2. MARCO TEÓRICO 23
O conteúdo de umidade de equilíbrio é atingido quando a quantidade de água evaporadase iguala a quantidade condensada (figura 6).
Figura 6 – Representação da movimentação da água durante o terceiro período de razãodecrescente.
Fonte: Park et al. (2007b)
É importante ressaltar que a secagem não remove toda a umidade do sólido, estaocorre até certo limite que é nomeado de umidade de equilíbrio. Este valor varia emfunção da umidade relativa do ar, e o comportamento de cada sólido varia de materialpara material (ZEMPULSKI; ZEMPULSKI, 2007).
2.4 Relação entre umidade e sólidoUma antiga técnica utilizada para maximizar a conservação de alimentos é o con-
trole da umidade presente no mesmo. As considerações básicas de secagem de materiaisbiológicos são aquelas que demonstram como a umidade e o sólido se relacionam. Dentreas considerações a respeito das propriedades, a mais importante delas é a atividade deágua (PARK et al., 2007a; GUILBERT; MORIN, 1986).
O grau de disponibilidade da água contida no alimento pode ser expresso comoatividade de água (Aw) que se define como a relação entre a fugacidade da água noalimento (f) e a fugacidade da água pura numa mesma temperatura (𝑓0) (HONORATO,2006; GUILBERT; MORIN, 1986)
𝐴𝑤 = 𝑓
𝑓0(2.1)
Comumente conhecidas como isotermas de sorção, as atividades de água são ascurvas de equilíbrio, compostas pelas umidades de equilíbrio do material correspondentesàs umidades relativas para uma dada temperatura. Na determinação do teor final de águanecessário para a estabilização do alimento, o conhecimento dessas curvas é indispensável(PARK et al., 2007a).
Dependendo da determinação da umidade do produto a ser feita, segundo o pro-cesso de umidificação, essas curvas podem ser de adsoção ou dessorção, sendo que ambas

Capítulo 2. MARCO TEÓRICO 24
não coincidem. A diferença entre essas isotermas, como mostrado na figura 7, é nomeadacomo o fenômeno de histerese.
Figura 7 – Histerese das isotermas de sorção.
Fonte: Park e Nogueira (1992)
Para os grãos de sorgo, Dunstan, Chung e Hodges (1973) apresentaram as curvasde desorção e adsorção mostradas na figura 8:
Figura 8 – Isotermas de adsorção e desorção dos grãos de sorgo à 90F e comparação comisotermas obtidas por Fenton (1941) e Haynes (1961).
Fonte: Dunstan, Chung e Hodges (1973)
A diferença entre a quantidade de umidade inicial e quantidade de umidade de

Capítulo 2. MARCO TEÓRICO 25
equilíbrio do produto representa a força motriz para a secagem. A figura 9, mostra aretenção de umidade em função do conteúdo de umidade versus atividade de água.
Figura 9 – Retenção de umidade.
Fonte: Park e Nogueira (1992)
2.5 Transferência de calorA análise de transferência de calor é feita a partir das equações de conservação de
massa e energia, da segunda lei de termodinâmica e de três leis fenomenológicas que des-crevem as taxas de transferência de energia em condução, convecção e radiação. Essas leisfenomenológicas são as expressões matemáticas dos modelos que descrevem os processosde transferência de calor (STOECKER; JONES, 1985).
2.5.1 Condução
Condução é a transferência de energia das partículas mais energéticas de umasubstância para partículas vizinhas menos energéticas, podendo ocorrer em sólidos, líqui-dos ou gases. Em líquidos e gases, a condução é um resultados das colisões e difusõesdas moléculas em seus movimentos aleatórios. Nos sólidos, a condução justifica-se pelacombinação das vibrações das moléculas em rede, com a energia sendo transportada porelétrons livres (ÇENGEL; GHAJAR, 2012).
De acordo com ÇENGEL e GHAJAR (2012), a taxa de condução de calor é funçãoda geometria, da espessura, do tipo de material e da diferença de temperatura que o meioesta exposto. Esta pode ser expressa pela equação 2.2, a seguir:
�̇�𝑐𝑜𝑛𝑑 = 𝑘𝐴𝑇1 − 𝑇2
Δ𝑥(2.2)
Onde:

Capítulo 2. MARCO TEÓRICO 26
∙ k é a condutividade térmica do material (W/m.K);
∙ A é a área (m2);
∙ 𝑇1 e 𝑇2 são as temperaturas (K);
∙ Δ𝑥 é a espessura do material (m).
2.5.2 Convecção
A convecção é o modo de transferência de energia entre a superfície sólida e alíquida ou gás adjacente, que está em movimento e envolve a combinação de conduçãoe movimento de um fluido. Sendo assim, quanto maior a velocidade do movimento dofluido, maior será a transferência de calor por convecção (ÇENGEL; GHAJAR, 2012).
Nomeia-se convecção livre a situação em que o movimento do fluido é causadopor forças de flutuação induzidas por diferenças de densidades originadas da diferençade temperatura no fluido. Já a convecção forçada é o tipo de convecção em que o fluidoé forçado a fluir sobre a superfície por aparelhos externos, como um ventilador ou umabomba (ÇENGEL; GHAJAR, 2012).
ÇENGEL e GHAJAR (2012) afirmam que apesar da complexidade em estabelecera taxa de transferência de calor por convecção, visto a quantidade de fenômenos queo compõe, sabe-se que essa taxa é proporcional a diferença de temperatura e pode serexpressa pela lei de Newton do resfriamento. A equação 2.3, que representa esse fenômeno,é apresentada a seguir:
�̇�𝑐𝑜𝑛𝑣 = ℎ𝐴𝑠(𝑇𝑠 − 𝑇∞) (2.3)
Onde:
∙ h é o coeficiente de transferência de calor convectivo (W.m−2.K−1);
∙ 𝐴𝑠 é a área superficial do sólido (m2);
∙ 𝑇𝑠 e 𝑇∞ são as temperaturas na superfície e no infinito, respectivamente (K).
2.5.3 Radiação
A Radiação térmica é a energia emitida, por meio de ondas eletromagnéticas, peloscorpos com temperatura superior ao zero absoluto, resultado das mudanças nas configura-ções eletrônicas de moléculas ou átomos. Uma das características peculiares dessa formade transferência de calor é o fato dela não exigir a presença de um meio de propagação,diferente da condução e convecção (ÇENGEL; GHAJAR, 2012).

Capítulo 2. MARCO TEÓRICO 27
ÇENGEL e GHAJAR (2012) afirmam que a taxa máxima de radiação que pode seremitida de uma superfície é expressa pela lei de Stefan-Bolztmann da radiação térmica,expressa pela equação 2.4, a seguir:
�̇�𝑟𝑎𝑑 = 𝜀𝜎𝐴𝑠(𝑇 4𝑠 − 𝑇 4
𝑐𝑖𝑟𝑐) (2.4)
Onde:
∙ 𝜀 é a emissividade da superfície;
∙ 𝜎 é a constante de Stefan-Bolztmann (𝑊/𝑚2.𝑄4);
∙ 𝐴𝑠 é a área superficial do sólido (m−2);
∙ 𝑇𝑠 e 𝑇𝑐𝑖𝑟𝑐 são as temperaturas na superfície e a temperatura do meio circulante (K).
2.6 Transferência de massaA transferência de massa pode ser entendida como o movimento de um componente
específico (A, B. . . ) num sistema de vários componentes. Existindo regiões com diferentesconcentrações, ocorrerá transferência de massa no sentido das zonas onde a concentraçãodesse componente é mais baixa. Essa transferência pode ocorrer pelo mecanismo da difusãomolecular ou da convecção (NOBRE, 2011).
A transferência de vapor de água da superfície molhada para uma corrente de arem movimento é análoga à transferência de calor por convecção, porém um coeficiente detransferência de massa é utilizado. O fluxo de umidade é proporcional à força motriz, queé a diferença na pressão de vapor na superfície e a pressão de vapor da água no ar quecircunda a superfície. Ao mesmo tempo em que a água é removida da superfície, a águadifunde-se do interior de um sólido para a superfície. Esta última é uma forma geral dedifusão, que é análoga à transferência de calor por condução. As equações diferenciais paracondução também se aplicam à difusão, com a difusividade mássica sendo o equivalenteda difusividade térmica (HELDMAN; HARTEL, 1997).
2.7 Fenômenos de transporte aplicados à secagemOs fenômenos de transporte envolvidos na secagem de alimentos são de alta com-
plexidade. Dentre os diversos mecanismos de migração que compõe o processo é possíveldestacar:
1. Difusão do líquido: Este processo ocorre quando existe um gradiente de umidadeentre o interior e a superfície do produto.

Capítulo 2. MARCO TEÓRICO 28
2. Difusão do vapor: A difusão de vapor ocorre quando se há um gradiente de pressãoparcial.
3. Escoamento capilar: O escoamento capilar ocorre principalmente em produtos po-rosos. As forças de tensão superficial podem induzir a migração da umidade atravésda estrutura interna do produto.
4. Escoamento devido ao gradiente de pressão: O escoamento devido ao gradiente depressão entre o ar de secagem e a estrutura interna do sólido.
5. Escoamento devido ao gradiente de temperatura: Esse ocorre quando existe dife-rença entre a temperatura do interior do produto e a temperatura da superfície doalimento.
É importante ressaltar que a difusão é considerada o principal mecanismo de mi-gração interna da umidade no grão, porém os outros mecanismos citados podem ocorrersimultaneamente durante o processo de secagem (HELDMAN; HARTEL, 1997; GEAN-KOPLIS, 1993).
2.7.1 Período de secagem à taxa constante
De acordo com Geankoplis (1993), no primeiro grande período de secagem nomeadode período de taxa constante de secagem, a superfície do produto que esta sendo secopermanece saturada durante a secagem, devido à taxa de movimento da umidade nointerior do sólido. Destaca-se a transferência de massa do vapor de água, a transferênciade calor através dos sólidos do produto e a transferência de calor na fase gasosa comoprincipais fenômenos de transferência desse período.
Em vista disso, no balanço de calor e massa do período, Geankoplis (1993) assumeque para um mesmo ar de secagem tem-se transferência de calor por convecção entre asuperfície do sólido e o ar de secagem (equação 2.5) e transferência de massa da superfíciepara o mesmo ar de secagem (equação 2.6).
�̇�𝑐𝑜𝑛𝑣 = ℎ𝐴𝑠(𝑇𝑠 − 𝑇∞) (2.5)
𝑁𝑎 = 𝐾𝑦.(𝑌𝑠 − 𝑦) 𝑃𝑀𝑎𝑟
𝑃𝑀𝐻2𝑂
(2.6)
Onde:
∙ 𝑁𝑎 é o fluxo de vapor de água (kgmol.m−2.s−1);
∙ 𝑌𝑠 é a umidade do ar na superfície do sólido ;

Capítulo 2. MARCO TEÓRICO 29
∙ Y umidade do ar;
∙ 𝐾𝑦 é o coeficiente de transferência de massa (m2.s−1);
∙ 𝑃𝑀𝑎𝑟 é a massa molar do ar (kg.kgmol−1) ;
∙ 𝑃𝑀𝐻2𝑂: Massa molar de água (kg.kgmol−1).
Para expressar o calor necessário para vaporizar a água na superfície do grãodurante a secagem na etapa de taxa constante, tem-se a equação 2.7, mostrada a seguir:
𝑄𝑐𝑜𝑛𝑣 = 𝑁𝑎.𝑃𝑀𝐻2𝑂.𝜆𝑊 .𝐴𝑠 (2.7)
Em que 𝜆𝑊 é o calor latente à temperatura 𝑇𝑊 (J.kg−1).
Por fim, tem-se a taxa de secagem, apresentada por Heldman e Hartel (1997) nafase constante e expressa pelas equações 2.8 e 2.9, a seguir:
𝑅𝑐 = 𝐾𝑦.𝑃𝑀𝐻2𝑂.(𝑌𝑊 − 𝑦) (2.8)
𝑅𝑐 = ℎ𝑐(𝑇 − 𝑇𝑊 )
𝜆𝑊
= 𝑞
𝜆𝑊 .𝐴(2.9)
Na qual, 𝑌𝑊 é a umidade na temperatura 𝑇𝑊 .
2.7.2 Período de secagem decrescente
Para descrever o segundo grande período da secagem, nomeado período de taxadecrescente, torna-se necessário o uso da segunda lei de Fick. Esta lei relaciona a umidadedo material com o tempo, através de um parâmetro de processo que descreve a velocidadecom que a água se difunde do interior até a superfície do material, a difusividade efetiva(Deff) (OLIVEIRA; OLIVEIRA; PARK, 2006).
Em vista disso, tem-se a seguir a equação 2.10, uma aplicação da lei de Fick naequação de balanço de conservação de massa.
𝜕𝑋
𝜕𝑡= 𝐷𝑒𝑓𝑓 .𝑓. ▽2 .𝑋 (2.10)
Heldman e Hartel (1997) apresentam uma dependência funcional da difusividadeefetiva com a temperatura, expressa por uma equação do tipo Arhenius. Esta relaçãoé expressa pela equação da difusividade efetiva de umidade, apresentada a seguir, naequação 2.11:
𝐷𝑒𝑓𝑓 = 𝐷0.𝑒𝑥𝑝−𝐸𝑎
𝑅𝐺𝑇(2.11)
Onde:

Capítulo 2. MARCO TEÓRICO 30
∙ 𝐷0 é constante;
∙ 𝐸𝑎 é a energia de ativação (cal.gmol−1);
∙ T é a temperatura do ar (K);
∙ 𝑅𝐺 é a constante universal dos gases (cal.gmol−1.K−1).
2.8 Taxa de secagemA taxa de secagem é função da diminuição da umidade em função do tempo. O
processo de secagem é demonstrado com curvas típicas de secagem que são resultadosda evolução da transferência de calor e massa no material quando colocado em contatocom ar quente. Na figura 10, pode-se observar, para um experimento que considera aspropriedades do ar constantes, as seguintes curvas:
∙ Curva de evolução do conteúdo de umidade no material (X) em vermelho ;
∙ Curva da evolução de temperatura do produto (T) em verde;
∙ Curva da velocidade de secagem ou taxa de secagem (dX/dT) em azul.
Figura 10 – Curvas teóricas de secagem.
Fonte: PARK, YADO e BROD (2001)

Capítulo 2. MARCO TEÓRICO 31
2.8.1 Fatores que influenciam a taxa de secagem
Diversos fatores influenciam a taxa de secagem, porém destacam-se as condições deprocesso e as características específicas do alimento que será seco (HELDMAN; HARTEL,1997).
2.8.1.1 Condições de processo
As condições de processo que influenciam a taxa de secagem são:
∙ Temperatura
Durante a secagem a temperatura aumenta a transferência de calor e o gradientede umidade, facilitando a secagem. É importante ressaltar que o aumento da tem-peratura deve ser controlado, pois o uso de altas temperaturas pode causar altera-ções físicas e químicas indesejadas, danificando o alimento (HELDMAN; HARTEL,1997).
∙ Umidade Relativa
Sendo o gradiente de umidade o parâmetro responsável pela transferência de massana superfície do produto, a umidade relativa é um parâmetro muito importante eque deve ser controlado (GEANKOPLIS, 1993).
∙ Velocidade do ar de secagem
A velocidade do ar de secagem altera a taxa de secagem, pois o aumento destaaumenta a taxa de transferência de massa por convecção, favorecendo a secagem(GEANKOPLIS, 1993).
2.8.1.2 Natureza do grão
A velocidade de secagem depende também das características de secagem do grãoindividualmente. Os fatores que influenciam a taxa de secagem relacionados as caracte-rísticas individuais do grão são:
∙ Área superficial
Em geral, para os grãos pequenos a velocidade de secagem é maior que para os grãosde grandes dimensões.
∙ Orientação do constituinte
De acordo com Geankoplis (1993), a orientação dos constituintes do produto afetaa movimentação de umidade do interior para a superfície, alterando assim a taxade secagem.
Capítulo 2. MARCO TEÓRICO 32
∙ Estrutura celular
Na maioria dos alimentos, a umidade encontra-se no interior de suas células. Emvista disso, Heldman e Hartel (1997) consideram a estrutura celular do alimento umfator que influencia a taxa de secagem.
∙ Concentração dos solutos
O tipo e concentração dos solutos no interior do alimento podem dificultar a mo-vimentação da umidade durante a secagem. Por isso este é também um fator queafeta a taxa de secagem (GEANKOPLIS, 1993).
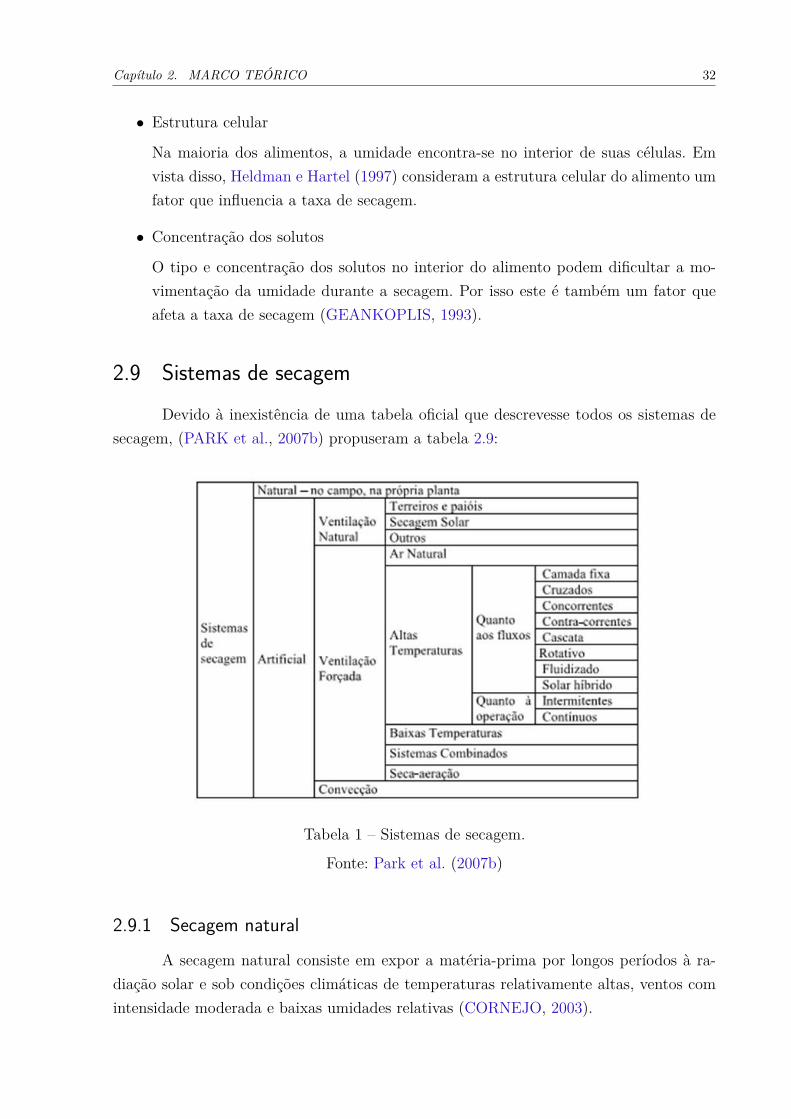
2.9 Sistemas de secagemDevido à inexistência de uma tabela oficial que descrevesse todos os sistemas de
secagem, (PARK et al., 2007b) propuseram a tabela 2.9:
Tabela 1 – Sistemas de secagem.
Fonte: Park et al. (2007b)
2.9.1 Secagem natural
A secagem natural consiste em expor a matéria-prima por longos períodos à ra-diação solar e sob condições climáticas de temperaturas relativamente altas, ventos comintensidade moderada e baixas umidades relativas (CORNEJO, 2003).

Capítulo 2. MARCO TEÓRICO 33
Este método é amplamente utilizado em regiões tropicais subdesenvolvidas e/ouem desenvolvimento, devido as condições climáticas permitirem sua utilização, seu baixocusto e o desconhecimento de outras técnicas mais eficientes. Embora alcance um teorde umidade adequado para o armazenamento, este é um método muito lento e, quandoutilizado, favorece a ocorrência de perdas de produto devido a contaminações de insetose microrganismos no produto (CORNEJO, 2003).
2.9.2 Secagem artificial
A secagem artificial é um processo de remoção de umidade, que implica no usode equipamentos e condicionamento do ar de secagem pelo controle da temperatura,umidade relativa e velocidade do ar de secagem. Na secagem artificial, as condições doar de secagem, não dependem das condições climáticas, o que favorece a obtenção de umproduto de qualidade superior, e um menor tempo de processamento (CORNEJO, 2003).
Para uma secagem adequada de cada tipo de produto, devido a grande variedadede opções, é necessário uma análise detalhada antes de selecionar o equipamento que seráutilizado (CORNEJO, 2003).
2.10 Métodos de secagemExiste uma grande quantidade de métodos existentes para realizar o fornecimento
de calor para o material. A seguir, tem-se a descrição de três dos mais importantes (figura11), de acordo com os dados fornecidos por (STRUMILLO, 1986; KEEY, 1978).
Figura 11 – Potenciais mecanismos de transferência de calor durante a secagem.
Fonte: Adaptado de Heldman e Hartel (1997)

Capítulo 2. MARCO TEÓRICO 34
2.10.1 Secagem por condução
Na secagem por condução o calor é fornecido ao material úmido por contato desuperfícies aquecidas, que suportam ou confinam o material, como mostrado na figura 12.
Figura 12 – Secagem por condução.
Fonte:(PARK et al., 2007a)
2.10.2 Secagem por convecção
Neste método, o calor sensível é transferido para o material por convecção. O arpré aquecido, utilizado como agente de secagem, passa sobre ou através do sólido e produza evaporação de umidade para fora do aparelho de secagem. A secagem por convecçãotem como condições de secagem os parâmetros temperatura e umidade do ar aquecido.Talprocesso é visto na figura 13.
Figura 13 – Secagem por convecção.
Fonte:(PARK et al., 2007a)

Capítulo 2. MARCO TEÓRICO 35
2.10.3 Radiação
Na secagem por radiação, figura 14, o transporte de umidade e a difusão de va-por do sólido seguem as mesmas leis que a secagem por condução e convecção. Porém,para utilização desse método faz-se necessário a escolha de aparelhos que sejam fonteeletromagnética.
Figura 14 – Secagem por radiação.
Fonte:Park et al. (2007a).
2.11 Equipamentos de secagemO secador de grãos é um equipamento destinado à secagem de produtos que uti-
liza como fluido de secagem ar aquecido ou ar à temperatura ambiente. Devido à grandevariedade de tipos de produtos que devem ser secos por diferentes métodos, existe tam-bém uma variedade de projeto de secadores. Para atender essa demanda, atualmente nomercado são disponibilizados diversos tipos de secadores, cada um atendendo a diferentesnecessidades de processos e produtos (PARK et al., 2007a).
A aplicação dos princípios de secagem ao projeto de equipamentos adequados exigeum cuidadoso estudo minucioso das diversas variáveis envolvidas no processo. Dentreestas, cita-se:
∙ Difícil previsão da curva de velocidade de secagem;
∙ Variação das condições de secagem ao longo do secador;
∙ Diferença entre a área da transferência térmica e a área da transferência de massa;
∙ Configuração do escoamento do gás;
∙ Efeito das variáveis de operação e da escolha do equipamento relativamente às con-dições do produto seco.

Capítulo 2. MARCO TEÓRICO 36
Em vista disso, projetar um equipamento que atenda perfeitamente todos os re-quisitos desejados torna-se um resultado difícil de obter-se, pois muitos fenômenos físico-químicos podem ser complexos e de difícil previsão. Outro fator que deve ser levado emconta quanto deseja-se obter as condições desejadas para o produto é o fator econômicodos custos de processamento (ZEMPULSKI; ZEMPULSKI, 2007).
Tais razões justificam uma escolha de secador baseada em ensaios preliminares,nos quais o material é seco em condições que se assemelham às da produção, por meio desecadores na escala de planta piloto (ZEMPULSKI; ZEMPULSKI, 2007).
2.12 Tipos de secadorDiversos são os critérios para se classificar os secadores. A seguir, é apresentada
na tabela 2, a divisão de Strumillo (1986) que demonstra critérios para a classificação desecadores.
Tabela 2 – Critérios para a classificação de secadores.
Critério para a classificação Exemplo do tipo do secadorPressão no secador Atmosférica ou vácuoMétodo de operação Contínua ou em batelada
Método de suprir o calor Convecção, contato, infravermelho,dielétrico e sublimação
Tipo do agente de secagem Ar quente, vapor superaquecido,líquidos aquecidos e gases rejeitados
Direção do fluxo de calor e sólidos Co-corrente, contracorrente e fluxo cruzadoMétodo do fluxo do agente de secagem Livre ou forçado
Método do carregamento da umidadeCom agente externo de secagem,com gás inerte,com absorção química da umidade.
Forma do material úmidoLíquidos, granulares,pós, pastas,folhas, camadas finas, lama
Tipo do fluxo domaterial (condição hidrodinâmica) Regime estacionário, transiente ou disperso
Escala de operação De 10 kg/h até 100 ton/h
Construção do secadorBandejas, túnel, esteira,tambor rotatório,leito fluidizado e muitos outros
Fonte: Strumillo (1986), Apud Park et al. (2007a).
Outra possibilidade é a divisão dos secadores segundo o meio de transporte. Nessadivisão, tem-se a proposta de um tipo de secador para cada método e material típico a ser

Capítulo 2. MARCO TEÓRICO 37
seco. Na tabela 3, tem-se a divisão feita por Keey (1978) que divide os secadores segundoo meio de transporte.
Tabela 3 – Métodos de transporte na secagem.
Método Secador típico Material típico
Material estático Secador de bandeja Grande variedadede materiais
Material que cai por gravidade Secador rotatório Grânulos em queda livre
Material carregado em lâminas Secador de roscatransportadora Materiais úmidos, pastas
Material transportadoem carrinhos Secador túnel Grande variedade
de materiais
Material carregado sobre rolos Secadores decilindro aquecido Teias finas, folhas e placas
Material carregado em esteira Secador de esteira Grande variedade demateriais rígidos
Material vibrado em esteiras Secador de esteira vibratória Grânulos em queda livreMaterial suspenso no ar Secador de leito fluidizado Grânulos
Material atirado através do ar Spray Dryer Soluções, materiais viscosose pastas finas
Fonte: Keey (1978), Apud Park et al. (2007a).
Nonhebel e Moss (1971) também classificam os secadores segundo o método deoperação (como mostrado na figura 15) e segundo a forma física (como mostrado nafigura 16).
Figura 15 – Classificação dos secadores segundo o método de operação.
Fonte:Nonhebel e Moss (1971), Apud Park et al. (2007a).

Capítulo 2. MARCO TEÓRICO 38
Figura 16 – Classificação dos secadores segundo a forma física.
Fonte: Nonhebel e Moss (1971), Apud Park et al. (2007a)
Em que:
1. Pastas, pré-moldados, dura, granulares, fibrosos e folhas;
2. Líquidos, lama, pastas e granulares;
3. Pastas, pré-moldado, dura, granulares, fibrosos e folhas;
4. Pré-moldado, granulares e fibrosos; 5. Pré-moldado, granulares e fibrosos;
6. Lama e pastas;
7. Líquidos, lama, pastas e folhas;
8. Dura, granulares e fibrosos;
9. Líquidos, lama e pastas;
10. Pastas, pré-moldado, dura, granulares e fibrosos;
11. Pastas, pré-moldado, dura, granulares e fibrosos;
12. Granulares e fibrosos;
13. Pastas, pré-moldado, dura e folhas;
14. Pastas, pré-moldado, dura, granulares, fibrosos e folhas;
15. Pré-moldado, granulares e fibrosos.

Capítulo 2. MARCO TEÓRICO 39
2.13 Sistema de secagem para grãosWeber (1995) apresenta a tabela 4, a seguir, com os sistemas de secagem existentes.
Tabela 4 – Sistemas de secagem existentes.
Classificação Sistema de secagemQuanto ao tipo de fabricação Móveis ou fixos (silos secadores, de torre)Quanto ao sistema de carga Intermitente ou contínuosQuanto à ventilação Insuflação de ar ou aspiração de arQuanto ao fluxo de ar Concorrente, contracorrente, cruzado ou misto
Quanto à torre de secagem Calhas paralelas, calhas cruzadas,de colunas e comcâmara descanso
Quanto ao sistema de descargaDescarga de bandeja mecânica,descarga pneumática,descarga deeclusas rotativas
Quanto ao combustível Líquido, sólido ou gasosoAr da fornalha Direto e indireto
Grau de automatização Secagem com controle manuale secagem automatizada
Fonte: Weber (1995)
Baseado nesse quadro, Park et al. (2007a) conclui que somente três tipos de siste-mas de secagem são convenientes para a secagem de grãos, variando a forma construtivae de dispositivos utilizados em seu interior. Estes são descritos a seguir:
2.13.1 Silos de secagem
Este sistema, que pode ser encontrado também como secador móvel, seca por cargapequenos volumes de grãos. Silos secadores ainda são muito utilizado por cooperativasestaduais para secagem de sementes e tem como característica uma adaptação que facilitaseu deslocamento (PARK et al., 2007a).
2.13.2 Secador móvel
Este secador tem por característica sua construção sobre rodas. Podendo ter comocombustível liquido ou gás, torna-se versátil. Tendo um controle da descarga, esse aparelhopermite a secagem dos grãos até o grau de umidade desejado (PARK et al., 2007a).
2.13.3 Secador de torre
Secadores de torre são secadores verticais, estáticos, que operam de forma inter-mitente ou contínua, com os grãos em movimento. Atualmente, são os mais utilizados

Capítulo 2. MARCO TEÓRICO 40
comercialmente, tanto pela faixa de capacidade em que opera, quanto pelas suas caracte-rísticas técnicas (PARK et al., 2007a).
2.14 A cultura do sorgoA moderna planta de sorgo (Sorghum bicolor L. Moench), apresentada na figura
17, é um produto da intervenção do homem, que domesticou a espécie e, ao longo degerações, vem transformando-a para satisfazer as necessidades humanas. Sorgo é umafábrica de energia, de enorme utilidade em regiões muito quentes e muito secas, onde ohomem não consegue boas produtividades de grãos (EMBRAPA, 2007).
Figura 17 – Planta de Sorgo.
Fonte: Nutripasto
O sorgo é cultivado para a produção de grãos (sorgo granífero) e forragens na formade pastejo direto, corte verde (sorgo forrageiro) e conservado na forma de feno e silagem.O grão (figura 18) pode ser substituto do milho na alimentação de animais ruminantese não ruminantes. Em muitos países da África e da Ásia os grãos de sorgo constituemo alimento básico de suas populações, sendo usado em diferentes formas. Nos EstadosUnidos, os grãos de sorgo são usados essencialmente para fabricação de rações. No Brasilo sorgo destina-se principalmente à alimentação animal (POMPEU, 2003).
Figura 18 – Grãos de Sorgo.
Fonte: Organicauthority

Capítulo 2. MARCO TEÓRICO 41
A tabela 5 apresenta um Rank dos dez maiores produtores e consumidores de sorgono mundo, bem como os valores de produção e consumo para o Brasil e para o mundo.
Tabela 5 – Produção Mundial de Sorgo. Rank dos dez maiores países produtores e con-sumidores de sorgo no mundo.
Produção de Sorgo (2006) Consumo de Sorgo (2005)Países Quantidade (ton) Países Quantidade (1000 ton)Nigéria 9.866.000 Índia 6370,18Índia 7.240.000 Nigéria 5739,88
Estados Unidosda América 7.050.000 Sudão 2857,7
México 5.486.884 Etiópia 1769,5Sudão 5.203.000 Burkina Faso 1238,96China 2.489.500 China 858,96
Argentina 2.327.865 República Unidada Tanzania 629,22
Etiópia 2.313.041 Camarões 572,98Burkina Faso 1553830 Niger 444,67
Brasil 1.556.016 Chade 391,92Outros 12.812.364 Outros 34486Mundo 57.898.500 Mundo 55359,97
Fonte: FAO, 2007
Na figura 19, a seguir, observa-se uma mudança, nos últimos anos, na ordem dosmaiores produtores de sorgo do mundo.
Figura 19 – Produção de sorgo nos maiores produtores mundiais entre 2013 e 2017.
Fonte: USDA, 2016
Capítulo 2. MARCO TEÓRICO 42
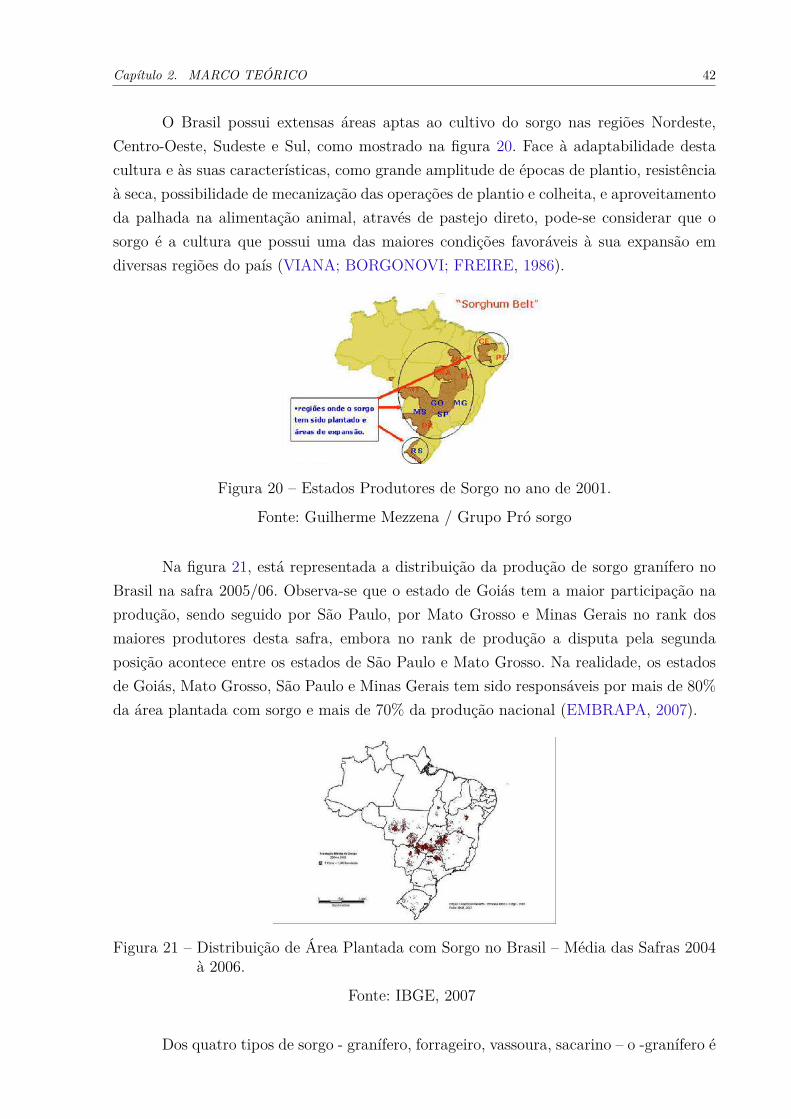
O Brasil possui extensas áreas aptas ao cultivo do sorgo nas regiões Nordeste,Centro-Oeste, Sudeste e Sul, como mostrado na figura 20. Face à adaptabilidade destacultura e às suas características, como grande amplitude de épocas de plantio, resistênciaà seca, possibilidade de mecanização das operações de plantio e colheita, e aproveitamentoda palhada na alimentação animal, através de pastejo direto, pode-se considerar que osorgo é a cultura que possui uma das maiores condições favoráveis à sua expansão emdiversas regiões do país (VIANA; BORGONOVI; FREIRE, 1986).
Figura 20 – Estados Produtores de Sorgo no ano de 2001.
Fonte: Guilherme Mezzena / Grupo Pró sorgo
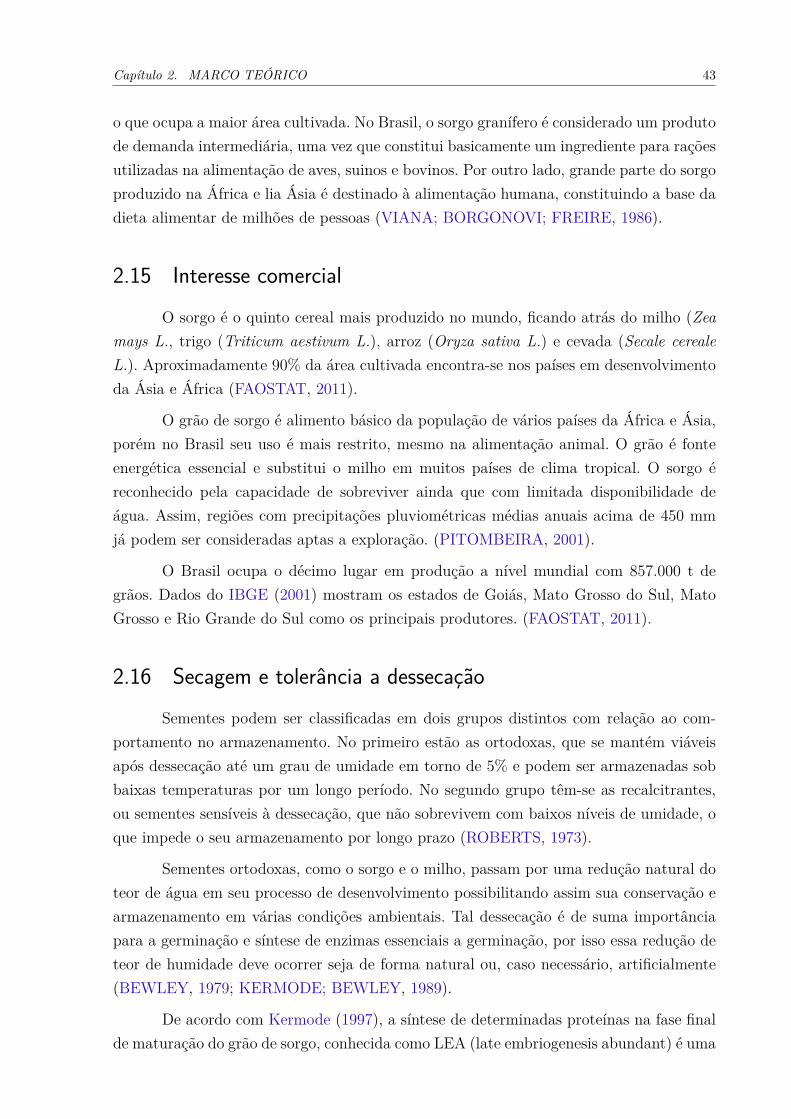
Na figura 21, está representada a distribuição da produção de sorgo granífero noBrasil na safra 2005/06. Observa-se que o estado de Goiás tem a maior participação naprodução, sendo seguido por São Paulo, por Mato Grosso e Minas Gerais no rank dosmaiores produtores desta safra, embora no rank de produção a disputa pela segundaposição acontece entre os estados de São Paulo e Mato Grosso. Na realidade, os estadosde Goiás, Mato Grosso, São Paulo e Minas Gerais tem sido responsáveis por mais de 80%da área plantada com sorgo e mais de 70% da produção nacional (EMBRAPA, 2007).
Figura 21 – Distribuição de Área Plantada com Sorgo no Brasil – Média das Safras 2004à 2006.
Fonte: IBGE, 2007
Dos quatro tipos de sorgo - granífero, forrageiro, vassoura, sacarino – o -granífero é
Capítulo 2. MARCO TEÓRICO 43
o que ocupa a maior área cultivada. No Brasil, o sorgo granífero é considerado um produtode demanda intermediária, uma vez que constitui basicamente um ingrediente para raçõesutilizadas na alimentação de aves, suinos e bovinos. Por outro lado, grande parte do sorgoproduzido na África e lia Ásia é destinado à alimentação humana, constituindo a base dadieta alimentar de milhões de pessoas (VIANA; BORGONOVI; FREIRE, 1986).
2.15 Interesse comercialO sorgo é o quinto cereal mais produzido no mundo, ficando atrás do milho (Zea
mays L., trigo (Triticum aestivum L.), arroz (Oryza sativa L.) e cevada (Secale cerealeL.). Aproximadamente 90% da área cultivada encontra-se nos países em desenvolvimentoda Ásia e África (FAOSTAT, 2011).
O grão de sorgo é alimento básico da população de vários países da África e Ásia,porém no Brasil seu uso é mais restrito, mesmo na alimentação animal. O grão é fonteenergética essencial e substitui o milho em muitos países de clima tropical. O sorgo éreconhecido pela capacidade de sobreviver ainda que com limitada disponibilidade deágua. Assim, regiões com precipitações pluviométricas médias anuais acima de 450 mmjá podem ser consideradas aptas a exploração. (PITOMBEIRA, 2001).
O Brasil ocupa o décimo lugar em produção a nível mundial com 857.000 t degrãos. Dados do IBGE (2001) mostram os estados de Goiás, Mato Grosso do Sul, MatoGrosso e Rio Grande do Sul como os principais produtores. (FAOSTAT, 2011).
2.16 Secagem e tolerância a dessecaçãoSementes podem ser classificadas em dois grupos distintos com relação ao com-
portamento no armazenamento. No primeiro estão as ortodoxas, que se mantém viáveisapós dessecação até um grau de umidade em torno de 5% e podem ser armazenadas sobbaixas temperaturas por um longo período. No segundo grupo têm-se as recalcitrantes,ou sementes sensíveis à dessecação, que não sobrevivem com baixos níveis de umidade, oque impede o seu armazenamento por longo prazo (ROBERTS, 1973).
Sementes ortodoxas, como o sorgo e o milho, passam por uma redução natural doteor de água em seu processo de desenvolvimento possibilitando assim sua conservação earmazenamento em várias condições ambientais. Tal dessecação é de suma importânciapara a germinação e síntese de enzimas essenciais a germinação, por isso essa redução deteor de humidade deve ocorrer seja de forma natural ou, caso necessário, artificialmente(BEWLEY, 1979; KERMODE; BEWLEY, 1989).
De acordo com Kermode (1997), a síntese de determinadas proteínas na fase finalde maturação do grão de sorgo, conhecida como LEA (late embriogenesis abundant) é uma

Capítulo 2. MARCO TEÓRICO 44
das diversas mudanças bioquímicas que ocorrem nas células das sementes. A detecção eo acúmulo dessas proteínas, nas fases finais de desenvolvimento das sementes tem relaçãodireta com a aquisição de tolerância a dessecação, em várias espécies.
Essas proteínas são de fundamental importância para sementes ortodoxas, por pos-suírem papel importante na proteção de estruturas citoplasmáticas das sementes durantea desidratação. Ao fim da maturação, o acúmulo de açucares como a sacarose, estaqui-ose e rafinone que também auxiliam no processo de proteção contra efeitos negativos dadesidratação são favorecidos pela secagem (FILHO, 2005).
Freitas (2004) verificou alterações no perfil das proteínas resistentes ao calor emsementes de milho, para diferentes estados de maturação. Para sementes que não foramsubmetidas a secagem foi observado menor intensidade do aparecimento de bandas, jápara as sementes expostas a secagem este nível de aparecimento de bandas foi maior.Outra conclusão obtida por esse autor foi o fato da secagem induzir o aparecimento debandas dessa proteína para sementes de milho com alto teor de água.
Visto que uma secagem incorreta pode causar danos a membrana da semente,reduzindo seu potencial de armazenabilidade, além de uma possível indução de dormênciaem sementes de sorgo, verifica-se a necessidade de um alto controle do processo de secagemartificial (SILVA, 2014).
2.17 Dormência em sementesQuando todos os fatores ambientais são favoráveis a germinação e, ainda assim, as
sementes não germinam, essas são consideradas dormentes (SILVA, 2014).
A dormência é uma característica determinada por fatores genéticos, mas suaindução advém da influência do ambiente durante a maturação. De acordo com a espécieavaliada e dependendo do mecanismo endógeno , é possível que um mesmo fator doambiente apresente efeitos variáveis (FILHO, 2005).
Segundo Oliveira et al. (2011b), para minimizar-se os danos durante o armazena-mento e garantir o alto padrão de qualidade dos lotes de semente, a secagem deve sercontrolada. Em sementes de sorgo (Sorghum Vulgare), a dormência secundária pode serinduzida, secando-as à temperatura de 46 ∘C – 48 ∘C e reduzindo sua umidade para cercade 7%, devido a alterações físicas ocorridas no tegumento da semente, provocadas pelasecagem excessiva, de modo a restringir as trocas gasosas durante a embebição (NUTILE;WOODSTOCK, 1967).

45
3 MATERIAIS E MÉTODOS
3.1 MateriaisA biomassa escolhida como material a ser seco é o Sorgo BRS 658: híbrido de sorgo
silageiro.
O sorgo BRS658 (figura 22) é um híbrido forrageiro desenvolvido pela EmbrapaMilho e Sorgo para atender a crescente demanda dos produtores por maior eficiência emelhor qualidade na alimentação de bovinos (EMBRAPA, 2016).
Figura 22 – Sorgo BRS658.
Fonte: EMBRAPA (2016)
Tal escolha justifica-se pela possibilidade de obtenção das amostras dessa espéciede grão para as pesquisas. Outra motivação para o uso é a importância do fomento deespécies desenvolvidas em território nacional.
3.1.1 Proliferação de pragas
Waquil, Cruz e Viana (1986) afirmam que dentre os vários aspectos a avaliar nacultura do sorgo, a ocorrência de pragas deve ter atenção do produtor. Do plantio acolheita, um grande número de espécies de insetos pode estar associado à cultura do grão.

Capítulo 3. MATERIAIS E MÉTODOS 46
De acordo com EMATER-MG (2012), as pragas subterrâneas, como: larva-arame,bicho-bolo, pão-de-galinha e corós, causam prejuízos na fase inicial e devem ser controladaspor meio do tratamento de sementes. Caso ocorra a proliferação de pragas o sorgo podeadquirir doenças provocadas por bactérias, fungos ou vírus. Algumas das doenças causadaspor fungos e bactérias são listadas a seguir:
∙ Doenças causadas por bactérias: risca bacteriana e estria bacteriana.
∙ Doenças causadas por fungos: helmintosporiose, podridão-docolmo e pedúnculo, an-tracnose do colmo, podridão-seca-do-colmo e doença açucarada do sorgo.
Como previsto na literatura supracitada, foi detectado nas amostras do sorgo uti-lizado para os experimentos, diversos insetos, apresentados na figura 23 a seguir:
Figura 23 – Insetos encontrados nas amostras de sorgo.
Fonte:Autoral (2017)
3.1.2 Preparo das amostras
Devido o acúmulo de impurezas, em especial terra, bem como a presença de insetosem meio aos grãos, foi necessário a realização de um pré-tratamento durante o preparodas amostras.
Para a retirada das partículas sólidas de terra diferentes dos grãos de sorgo, foramutilizados os processos de agitação e, posteriormente, tamisação. Tamisação é uma opera-ção mecânica que, através das malhas de um tecido apropriado, separa partículas sólidascom diferentes dimensões. Os tecidos utilizados no processo de tamisação atuam comouma rede, que permite a passagem apenas das partículas cujas dimensões são inferiores à

Capítulo 3. MATERIAIS E MÉTODOS 47
abertura das respectivas malhas. Já as partículas de tamanho superior ficam retidas nasuperfície da peneira (PRISTA; ALVES; MORGADO, 1990).
A agitação e peneiração das amostras é apresentada na figura 24, a seguir.
Figura 24 – Agitação e peneiração dos grãos de sorgo para retirada de impurezas dasamostras.
Fonte:Autoral (2017)
Já para a retirada dos insetos, o método utilizado foi o de catação, retirando osinsetos manualmente.
Por fim, com o auxílio de uma balança digital de cozinha, foram pesadas amostrasde 50g de massa cada uma. A figura 25, apresenta esse procedimento.
Figura 25 – Amostra de 50g de grão de sorgo BRS658 utilizada para testes de validaçãodo equipamento.
Fonte:Autoral (2017)

Capítulo 3. MATERIAIS E MÉTODOS 48
3.2 Métodos
3.2.1 Método de secagem selecionado
O método de secagem selecionado para o desenvolvimento desse protótipo foi asecagem convectiva. Justifica-se essa escolha pelo fato de que o método convectivo utiliza-se de um ar de secagem que circula no interior do tambor, estando em contato direto coma superfície dos grãos. Dessa forma, otimiza-se o processo de secagem, visto que têm-seum aumento e uniformização da transferência de calor.
3.2.2 Equipamento selecionado
A seleção do tipo de secador é uma das fases mais difíceis e pobremente abordadasna tecnologia de secagem, devido a dificuldade na sua definição quantitativa e na grandevariedade de modelos disponíveis. Entende-se que para cada produto existem diversossecadores que podem ser escolhidos, por isso é necessário selecionar, em um tamanhoe custo adequados, um aparelho que alcance a quantidade de umidade necessária, numtempo aceitável, mantendo um produto de qualidade e respeitando a segurança e os fatoresambientais (HONORATO, 2006), Apud (KEMP; BAHU, 1995).
McNeill e Montross (2003) afirmam que na secagem de grãos de sorgo, os sistemasde secagem de milho podem ser utilizados, porém é necessário maiores tempos de exposiçãoquando comparados aos utilizados para o milho, visto que sementes menores oferecemmaior resistência ao fluxo de ar, o que resulta em menores taxas de fluxo de ar para ummesmo volume de grãos.
Costa et al. (2006) desenvolveu uma série de experimentos com secadores rotativosem grãos de milho obtendo uma boa secagem e provando a possibilidade de utilização dessetipo de aparelho de secagem para o milho e, teoricamente, para o sorgo.
De acordo com Coelho et al. (2002), no Brasil, o sorgo costuma ser plantado comosegunda safra após o cultivo da soja, portanto a capacidade de secar ambos os produtos foitomada como critério de seleção. Os secadores rotativos com distribuição radial do fluxo dear existentes no mercado foram projetados para a secagem do café. Porém, comerciantesde secadores rotativos como a empresa APPO (2016), garantem a utilização para outrosgrãos como a soja e o milho.
Vista a falta de material bibliográfico que ateste a eficiência da secagem de grãosde sorgo com secadores rotativos, escolheu-se esse modelo como objeto de estudo a serdesenvolvido e otimizado.

Capítulo 3. MATERIAIS E MÉTODOS 49
3.2.2.1 Secador rotativo
O secador rotativo utilizado industrialmente é constituído por um cilindro horizon-tal ou ligeiramente inclinado que gira em torno de seu eixo longitudinal com velocidadeangular de 2 rpm (duas rotações por minuto). O produto úmido é carregado pela partemais elevada do secador, através de um transportador, e descarregado na parte maisbaixa pela ação da gravidade. O fluxo de ar de secagem é injetado numa câmara situadano centro do cilindro e atravessa radialmente a massa do produto (SILVA, 1995).
Um diagrama esquemático de um secador rotativo é apresentado na figura 26 aseguir:
Figura 26 – Diagrama esquemático de um secador rotativo.
Fonte: Adaptado de Silva et al. (2012)
As vantagens e desvantagens deste modelo de secador são apresentadas na tabela6, a seguir:
Tabela 6 – Vantagens e desvantagens do secador de fluxos concorrentes.
Vantagens DesvantagensFunciona como máguina pré-limpeza Baixa eficiência energéticaSecagem uniforme Alta incidência de danos mecânicos
Alto custo de investimentoFonte: Adaptada de Silva (1995)
3.2.3 Variáveis do processo
Dentre as diversas variáveis de processo que influenciam a secagem, foram elenca-das 4 que serão estudadas neste trabalho. Tais variáveis são listadas a seguir:
∙ Umidade relativa do ar;

Capítulo 3. MATERIAIS E MÉTODOS 50
∙ Temperatura;
∙ Tempo;
∙ Rotação do tambor.
Justifica-se essa escolha de parâmetros vista a necessidade de um intervalo detemperatura e umidade relativa otimizados, de forma a evitar a deterioração do produtofinal. Além disso, deseja-se efetuar a secagem no menor intervalo de tempo possível,visando o aumento de produtividade, porém sem imprimir um ar de secagem prejudicial aqualidade dos grãos. Por fim, sendo o equipamento um secador rotativo, deseja-se observara influência da rotação na velocidade da secagem.
3.2.4 Condições de operação
Para validar o funcionamento do equipamento desenvolvidos, 3 condições de ope-ração para os testes de secagem foram estabelecidas. Essas condições são apresentadas aseguir:
∙ CO1 - Condição de operação inicial
A primeira condição de operação tem como característica a temperatura do ar desecagem no mesmo valor da temperatura ambiente.
∙ CO2 - Condição de operação média
A segunda condição de operação tem como característica um ar de secagem queatinge temperaturas maiores que a temperatura ambiente usada na CO1.
∙ CO3 - Condição de operação final
A terceira, e última, condição de operação, tem como característica principal um arde secagem que atinge temperaturas maiores que as temperaturas observadas nasoutras condições de operação. Uma outra característica dessa condição de operaçãoé que, além de atingir valores maiores de temperatura, os valores que também sãoobtidos na CO2, nessa condição são alcançados mais rapidamente, aquecendo ointerior do tambor em um menor intervalo de tempo.
3.2.5 Montagem do secador
A modelagem e construção do protótipo de secador rotativo para grãos de sorgodividiu-se em 2 etapas principais. São elas:
1. Dimensionamento e desenho esquemático do protótipo;

Capítulo 3. MATERIAIS E MÉTODOS 51
2. Montagem do equipamento.
Tais etapas serão detalhadas nos itens seguintes.
3.2.5.1 Dimensionamento e desenho esquemático do protótipo
Por meio do software de desenhos tridimensionais CATIA versão V5R20, foramdesenvolvidos os desenhos de cada componente da estrutura do secador rotativo paragrãos. A ilustração do protótipo em vista isométrica, bem como as vistas frontal, superiore lateral são apresentadas na figura 27, a seguir:
Figura 27 – Desenho das vistas frontal, superior, lateral e isométrica com as respectivascotas (em milímetros) do secador rotativo para grãos de sorgo desenvolvidonesse projeto.
Fonte: Autoral (2017)
Em seguida, foram produzidas as vistas de corte e a vista de detalhe do equipa-mento. Nessas vistas é possível visualizar a parte interna do cilindro rotativo que compõeo secador. Destaca-se nessa figura as perfurações feitas no eixo fixo do tambor, respon-sáveis pela introdução do ar de secagem advindo da fonte de ar de secagem exterior aotambor. Destaca-se também a gaiola de proteção do sensor de umidade e temperatura,

Capítulo 3. MATERIAIS E MÉTODOS 52
que evita o choque dos grãos com o sensor durante a rotação do tambor. Tais vistas sãoapresentadas na figura 28, a seguir:
Figura 28 – Vistas de corte e detalhe do secador rotativo para grãos de sorgo desenvolvidonesse projeto.
Fonte: Autoral (2017)
3.2.5.2 Montagem do equipamento
A montagem do equipamento foi dividida em 8 etapas principais. São elas:
1. Construção do tambor rotativo;
2. Construção do eixo fixo;
3. Escolha da estrutura do equipamento;
4. Escolha do motor do sistema mecânico;
5. Escolha do sistema de transmissão ;
6. Instalação do circuito eletrônico de potência;

Capítulo 3. MATERIAIS E MÉTODOS 53
7. Construção do sistema de fornecimento de ar de secagem;
8. Desenvolvimento do sistema de coleta de dados de secagem.
O detalhamento dessas etapas será apresentado nos tópicos a seguir.
3.2.5.3 Construção do tambor rotativo
Decidiu-se por utilizar como tambor rotativo um barril de chopp Heineken com5l de volume. Tal escolha justifica-se pelo fato que esse tambor é em material metálicoe possui um esmalte interno específico para conservação de alimentos em temperaturasdiferentes da temperatura ambiente. Além disso, possuindo 17,82 cm de diâmetro e 24,5cm de comprimento, o tambor adequasse a proposta de desenvolvimento de um protótipoleve e pequeno de secador rotativo.
Após a escolha do tambor, foram instaladas pás metálicas em seu interior, com oobjetivo de produzir o cascateamento dos grãos de sorgo durante a rotação do aparelho.Essas pás são de alumínio e possuem, aproximadamente, 10 cm de comprimento e 1 cm dealtura. As pás foram instaladas em sentido longitudinal, ou seja, orientadas no sentido docomprimento do tambor. A imagem 29 apresenta o tambor que compõe o secador rotativopara grãos desenvolvido nesse projeto.
Figura 29 – Tambor com pás em alumínio instaladas em seu interior.
Fonte: Autoral (2017)
Posteriormente, foram instalados discos em madeira com rolamentos concêntricosna tampa e no fundo do tambor, com o objetivo de permitir a rotação do mesmo em

Capítulo 3. MATERIAIS E MÉTODOS 54
torno do eixo fixo. Exclusivamente no disco de madeira da tampa foram instaladas duaspresilhas de pressão em material metálico, para garantir a imobilidade da tampa duranteos experimentos. A figura 30 apresentada a seguir ilustra a tampa do tambor com o discode madeira e o rolamento instalados.
Figura 30 – Disco em madeira, rolamento e presilhas de pressão instalados na tampa dotambor.
Fonte: Autoral (2017)
Por fim, foi acrescentado um furo na superfície do tambor. Este funciona comoalimentação de grãos e também possibilita a retirada de amostras durante a secagem. Paraa alimentação de grãos, é utilizado um funil adaptado para o diâmetro dessa abertura.Vale destacar que durante a secagem, o furo é fechado com uma tampa rosqueável própria.Esse sistema é ilustrado na figura 31 a seguir.
Figura 31 – Furo na superfície do tambor e funil adaptado para entrada de grãos.
Fonte: Autoral (2017)

Capítulo 3. MATERIAIS E MÉTODOS 55
3.2.5.4 Construção do eixo fixo
O eixo escolhido é feito em ferro e possui 42 cm de comprimento e 2,3 cm dediâmetro externo e, aproximadamente, 2,25 cm de diâmetro interno. Foram feitos dezenasde perfurações por todo o comprimento do eixo com o objetivo de permitir a entrada doar de secagem no tambor, bem como a passagem da fiação do sistema de sensoriamento.O eixo possui duas extremidades com diâmetros internos diferentes. A extremidade comdiâmetro menor, que esta no fundo do tambor, serve de entrada da fiação do sensor. Já aextremidade do eixo que esta ao lado da tampa do tambor, funciona como entrada de arde secagem. O eixo atravessa todo o comprimento do tambor, bem como os rolamentosposicionados nas extremidades. Vale ressaltar que os rolamentos permitem que o eixopermaneça estático durante a rotação do tambor.
A figura 32, a seguir, apresenta o eixo descrito anteriormente.
Figura 32 – Eixo perfurado do secador rotativo para grãos com um rolamento e o sensorde temperatura e umidade instalados.
Fonte: Autoral (2017)
3.2.5.5 Escolha da estrutura do equipamento
A estrutura do secador é uma estante modular com 4 prateleiras feita em materialplástico (Figura 33). Tal escolha justifica-se devido ao baixo custo de aquisição, leveza doconjunto e possibilidade de retirar ou adicionar os módulos que a compõe.
Figura 33 – Modelo de estante modular utilizado como estrutura do secador rotativo paragrãos.
Fonte:ML (2016)

Capítulo 3. MATERIAIS E MÉTODOS 56
3.2.5.6 Escolha do motor do sistema mecânico
O dimensionamento do motor foi dividido em 4 etapas, descritas a seguir:
3.2.5.6.1 Quantidade de massa no cesto de secagem (m)
A carga dos sólidos úmidos nos secadores de tipo rotatórios tem influência diretaem toda a operação do equipamento, visto que uma quantidade pequena reduzirá a taxa deprodução e uma quantidade grande provocará uma taxa elevatória irregular e incompleta,podendo resultar em uma secagem insuficiente e inadequada. Por isso, recomenda-se amanutenção de 3 a 10% do volume do secador cheio (ZEMPULSKI; ZEMPULSKI, 2007).
O tambor utilizado nesse projeto possui 5L (10000 cm3) de volume, portanto oindicado seria o uso de 15 à 50 mL ( 15 à 50 𝑐𝑚3) de grãos de sorgo.
De acordo com EMBRAPA (2016), o peso de 1000 grãos do sorgo BRS 658 é de28 gramas. A partir desse dado, foi necessário uma estimativa da densidade do grão parao cálculo do volume de grãos a ser utilizado nos experimentos.
Antunes et al. (2007) descreve os parâmetros físicos de grãos de sorgo com dife-rentes texturas do endosperma. Dentre os genótipos estudados nesse trabalho, tomou-secomo referência o sorgo A 9904, híbrido desenvolvido pela empresa Asgrow/Semeali, vistoque esse genótipo tem um peso de 1000g de grãos de 27,18g, valor semelhante ao sorgoBRS 658 utilizado para os experimentos. Portanto, adotou-se como valor de densidadedos grãos o valor de 1,48 g/𝑐𝑚3, encontrado nos estudos do sorgo A 9904.
Com base nas considerações anteriormente descritas, têm-se os seguintes cálculospara obtenção da massa de grãos que equivale à 3-10% do volume do tambor.
𝜌 = 𝑚
𝑉(3.1)
∙ Massa mínima de grãos:
1, 48 = 𝑚𝑚í𝑛
15 (3.2)
𝑚𝑚í𝑛 = 22, 2𝑔 (3.3)
∙ Massa máxima de grãos:
1, 48 = 𝑚𝑚á𝑥
50 (3.4)
𝑚𝑚á𝑥 = 74𝑔 (3.5)

Capítulo 3. MATERIAIS E MÉTODOS 57
A partir desses cálculos definiu-se 50g como o valor de massa das amostras, equi-valente à, aproximadamente, 7% do volume útil do tambor.
3.2.5.6.2 Cálculo do torque necessário para rotacionar o tambor
Santos et al. (2010) calcula o torque exercido pela massa de grãos no tambor apartir da massa distribuída pela superfície interna. Em vista disso, tendo m como a massade grãos, g como a gravidade e R como o raio do tambor, utiliza-se a equação 3.6 a seguirpara o cálculo do torque exercido pela massa no tambor.
𝑇 = 2𝑚
𝜋𝑔 * 𝑅 = 2 * 0, 05
𝜋9, 81 * 0.0891 = 0, 027𝑁.𝑚 (3.6)
Para o cálculo do torque necessário para rotacionar o tambor, utilizou-se os prín-cipios da segunda lei de Newton para rotações. De acordo com Halliday, Resnick e Walker(2009), a segunda lei de Newton para rotações pode ser descrita pela equação 3.7, a seguir:
𝜏𝑟𝑒𝑠 = 𝐼𝛼 [𝑁.𝑚] (3.7)
Em que 𝜏𝑟𝑒𝑠 é o torque resultante, I é o momento de inércia e 𝛼 é a aceleraçãoangular, dada por d𝜔/dt.
Se considerado como um cilindro reto, o tambor utilizado nesse projeto, tem ummomento de inércia dado por:
𝐼 = 𝑚(𝑅21 + 𝑅2
2)2 (3.8)
Em que m é a massa do tambor e 𝑅1 e 𝑅2 são os raios interno e externo do cilindro,respectivamente. Considerando a espessura do cilindro de 1mm, tem-se o momento deinércia dado por:
𝐼 = 𝑚(𝑅21 + 𝑅2
2)2 = 2, 085 * (0, 08912 + 0, 08812)
2 = 0, 0163 𝑘𝑔.𝑚2 (3.9)
Já para a aceleração angular (𝛼), tem-se, para uma velocidade de rotação (𝜔) de1,57 rad/s e um tempo de aceleração de 1 segundo:
𝛼 = 1, 571 = 1, 57 𝑟𝑎𝑑
𝑠2 (3.10)
Portanto o torque resultante do tambor sem carga de grãos é de:
𝜏𝑟𝑒𝑠 = 0, 0163 * 1, 57 = 2, 56 * 10−2 (𝑁.𝑚) (3.11)

Capítulo 3. MATERIAIS E MÉTODOS 58
Somando o torque do tambor vazio ao torque exercido pela massa de grãos nocesto, tem-se um torque mínimo necessário de 0,052 N.m.
3.2.5.6.3 Potência mínima necessária para ativação do tambor
De acordo com Chapman (2013) a potência de saída do motor (P) é uma função dotorque (T) e da velocidade angular do tambor, podendo ser definida a partir da equação3.12 a seguir:
𝑃 = 𝑇𝑐𝑎𝑟𝑔𝑎 * 𝜔𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (3.12)
Silva et al. (2014) afirma que os modelos de secador rotativo para café tem umcilindro tubular horizontal que gira em torno de seu eixo longitudinal a uma velocidadeangular de até 15 RPM (1,57 rad/s). Tomando-se esse valor como base, têm-se para esseprojeto uma potência mínima de ativação do tambor dada por:
𝑃 = 0, 052 * 1, 57 = 0, 08𝑊 (3.13)
3.2.5.6.4 Teste de adequação do motor disponível
Visto a limitação orçamentária do projeto, o motor utilizado teve o custo e avelocidade de rotação como critérios de seleção principais.
A loja LC enrolamento de motores, localizada na Ceilândia norte, disponibilizouum motor usado de um ventilador de mesa modelo versátile da marca arno para testes.
O primeiro procedimento adotado para a validação da adequação do motor aoprojeto foi a verificação de seus parâmetros elétricos. Visto que a empresa ARNO dispo-nibiliza o catálogo de peças desse ventilador, a partir desse documento obteve-se a tabela7, a seguir:
Tabela 7 – Características elétricas do ventilador de mesa ARNO Versátile (Aparelhocompleto).
Tensão nominal (V) 220Posição de velocidade Baixa
Corrente (A) 0,31 à 0,46Potência (W) 66 à 82
Rotação (rad/s) 61,78 à 82,72
Fonte: Adaptado de ARNO (2002).

Capítulo 3. MATERIAIS E MÉTODOS 59
A partir desses dados verifica-se que as características elétricas do motor doadopara os testes atingem valores superiores aos necessários no projeto, confirmando a pos-sibilidade de utilização do motor disponibilizado.
3.2.5.7 Escolha do sistema de transmissão
O sistema de transmissão é composto por uma corrente e duas engrenagens de 18cm e 7 cm de diâmetro, respectivamente. Um modelo ilustrativo do tipo de transmissãoutilizado é mostrado na figura 34.
Figura 34 – Modelo de transmissão utilizado no projeto.
Fonte: KR (2017)
A escolha desse sistema de transmissão justifica-se pelo baixo custo de aquisiçãoe a necessidade de redução da velocidade de rotação do motor, evitando a produçãode trincas nos grãos e proporcionando um cascateamento ideal. Para esse sistema tem-se uma proporção de 2,57 entre os diâmetros das coroas, portanto tem-se uma reduçãoproporcional na rotação do tambor (acoplado a engrenagem maior) em relação a rotaçãoda engrenagem menor.
A imagem 35 ilustra o sistema de transmissão instalado no protótipo de secadorrotativo para grãos.
Figura 35 – Transmissão instalada no projeto.
Fonte: Autoral (2017)

Capítulo 3. MATERIAIS E MÉTODOS 60
3.2.5.8 Instalação do circuito eletrônico de potência
Circuitos eletrônicos de potência convertem a potência elétrica de uma forma aoutra usando dispositivos eletrônicos. Sua finalidade é corresponder as condições da tensãoe da corrente da carga em função da fonte de alimentação. Através do uso de circuitosde eletrônica de potência é possível converter um tipo ou nível de uma forma de onda detensão ou corrente em outra. Por esta razão são chamados de conversores, funcionandocomo uma interface entre a fonte e a carga (HART, 2016).
Dentre as diversas categorias de conversores, destaca-se nesse trabalho o conversorCA/CA (Circuito Alternado/Circuito Alternado). Tal categoria de conversor pode serusado para mudar o nível ou a frequência de um sinal CA (HART, 2016).
Devido a alta rotação gerada pelo motor quando este é ligado diretamente a redeelétrica, além da redução de velocidade angular gerada na transmissão, fez-se necessáriaa instalação de um conversor entrada CA/ saída CA (CA/CA), o dimmer, que permite ocontrole da velocidade angular do tambor rotatório através de um potenciômetro e algunsoutros componentes.
O esquema simplificado do dispositivo eletrônico dimmer, utilizado para controleda rotação angular do tambor, é apresentado na figura 36, a seguir.
Figura 36 – Circuito típico de um dimmer utilizado para controle de velocidade de ummotor monofásico.
Fonte: Autoral (2017)

Capítulo 3. MATERIAIS E MÉTODOS 61
A seguir, têm-se a figura 37 que apresenta o dispositivo eletrônico instalado naestrutura do secador rotativo para grãos.
Figura 37 – Dimmer utilizado para controle da velocidade angular do tambor.
Fonte: Autoral (2017)
3.2.5.9 Construção do sistema de fornecimento de ar de secagem
A fonte de ar de secagem utilizada nos experimentos foi um secador de cabelos damarca Taiff que possui 1300 W de potência, apresentado na figura 38 a seguir.
Figura 38 – Modelo de secador de cabelos utilizado como fonte de ar quente do secadorrotativo para grãos de sorgo.
Fonte: Taiff (2017)

Capítulo 3. MATERIAIS E MÉTODOS 62
A escolha baseou-se nos valores máximos de aquecimento permitidos para pro-mover uma secagem que não danificasse as fibras dos grãos. A bibliografia consultadaapresenta valores em torno de 48o como suficientes para induzir a dormência em semen-tes de grãos de sorgo. A partir disso, tomou-se tal valor como máximo permitido para atemperatura do ar de secagem produzido pela fonte de aquecimento. Vale ressaltar que oar de secagem é distribuído por todo o volume do tambor por meio dos orifícios presentesao longo do eixo fixo (como mostrado anteriormente na figura 32).
A estrutura de fornecimento de ar quente é apresentada na figura 39, a seguir:
Figura 39 – Sistema de fornecimento de ar de secagem do secador rotativo para os grãosde sorgo composto por base e secador de cabelos de 1300W.
Fonte: Autoral (2017)
3.2.5.10 Desenvolvimento do sistema de coleta de dados de secagem
Para coleta dos dados de temperatura e umidade foi utilizado um sensor associadoa uma placa arduino.
O Arduino é uma plataforma de hardware open source, de fácil utilização, des-tinado a criação de dispositivos que irão interagir com o ambiente. Em sua utilização,toma-se como entrada sensores de temperatura, luz, som e etc. Já para saída têm-se co-mumente o uso de leds, motores, displays, auto-falantes e etc. Combinando os diversoscomponentes disponíveis para uso em conjunto com a placa, é possível desenvolver umasérie de experimentos (SOUZA et al., 1702).
A plataforma utiliza-se de uma camada simples de software implementada naplaca e uma interface intuitiva para programação em um computador, tendo como base a

Capítulo 3. MATERIAIS E MÉTODOS 63
linguagem C++. A placa Arduino UNO se conecta ao computador por meio de uma portaUSB e disponibiliza saídas de tensão DC de 3.3 V e 5 V, possibilitando a alimentação dosensor (SOUZA et al., 1702).
A figura 40 apresenta a placa de arduino utilizada nesse projeto.
Figura 40 – Placa arduino UNO utilizada para controle dos dados de umidade e tempe-ratura do secador rotativo para grãos de sorgo durante as secagens.
Fonte: Autoral (2017)
Como entrada da placa arduino, utiliza-se o sensor de umidade e temperaturaDHT22 (figura 41). O sensor de temperatura e umidade DHT22 (ou AM2302), possuiinternamente um sensor de umidade capacitivo e um termistor, além de um conversoranalógico/digital para comunicação com o microcontrolador (SONG, 2017).
Figura 41 – Modelo de sensor DHT22 utilizado para controle de umidade e temperaturano projeto.
Fonte: SONG (2017)
Alguns parâmetros desse sensor, apresentados em SONG (2017) são necessáriospara caracteriza-lo. Tais parâmetros são listados a seguir:
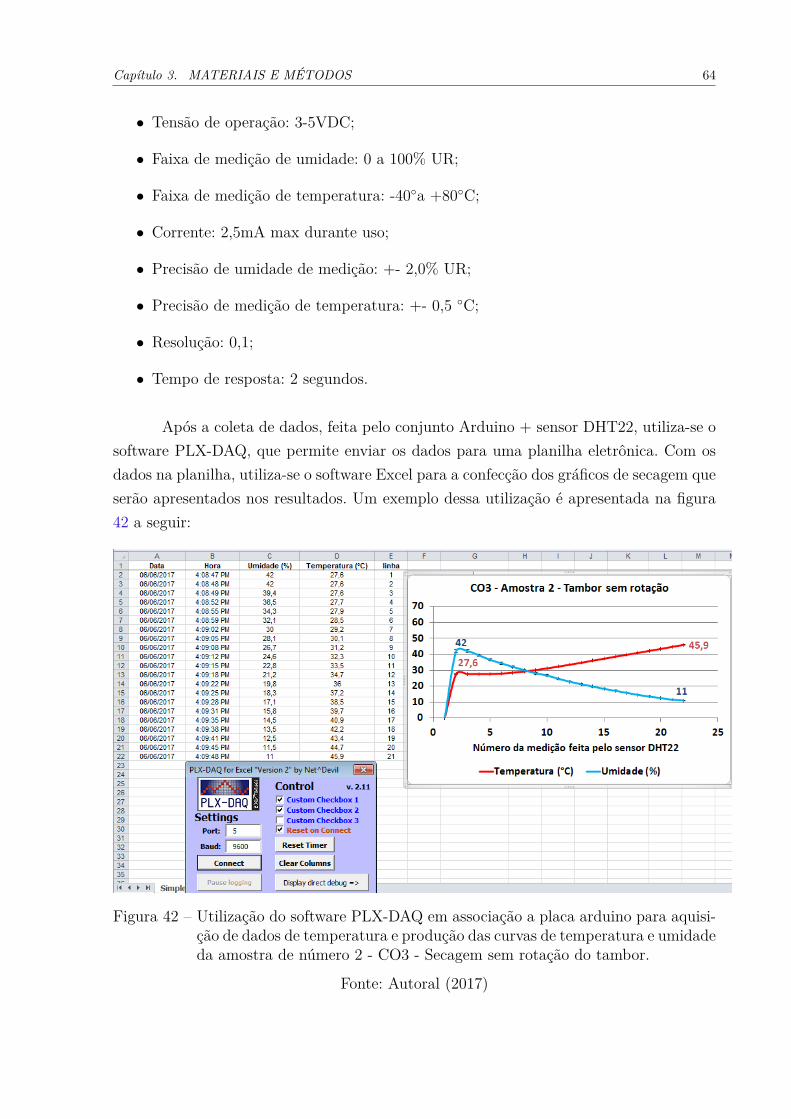
Capítulo 3. MATERIAIS E MÉTODOS 64
∙ Tensão de operação: 3-5VDC;
∙ Faixa de medição de umidade: 0 a 100% UR;
∙ Faixa de medição de temperatura: -40∘a +80∘C;
∙ Corrente: 2,5mA max durante uso;
∙ Precisão de umidade de medição: +- 2,0% UR;
∙ Precisão de medição de temperatura: +- 0,5 ∘C;
∙ Resolução: 0,1;
∙ Tempo de resposta: 2 segundos.
Após a coleta de dados, feita pelo conjunto Arduino + sensor DHT22, utiliza-se osoftware PLX-DAQ, que permite enviar os dados para uma planilha eletrônica. Com osdados na planilha, utiliza-se o software Excel para a confecção dos gráficos de secagem queserão apresentados nos resultados. Um exemplo dessa utilização é apresentada na figura42 a seguir:
Figura 42 – Utilização do software PLX-DAQ em associação a placa arduino para aquisi-ção de dados de temperatura e produção das curvas de temperatura e umidadeda amostra de número 2 - CO3 - Secagem sem rotação do tambor.
Fonte: Autoral (2017)

65
4 RESULTADOS E DISCUSSÕES
4.1 Resultados
4.1.1 Secador rotativo para grãos
Após realizados todos os procedimentos necessários para unir os subsistemas elé-trico, eletrônico, mecânico, estrutural e de transmissão que compõe o aparelho, obteve-seo secador rotativo para grãos desse trabalho. Esse aparelho é apresentado na figura 43, aseguir.
Figura 43 – Desenho 3D do secador rotativo para grãos (à esquerda) e secador rotativopara grãos (à direita).
Fonte: Autoral (2017)
4.1.2 Testes de verificação do aparelho
Os testes de verificação do aparelho tiveram como objetivos principais: Atestar ofuncionamento do equipamento, avaliar a influência da temperatura do ar de secagem navelocidade de secagem dos grãos e avaliar a influência da rotação do tambor na velocidadede secagem dos grãos.

Capítulo 4. RESULTADOS E DISCUSSÕES 66
Para cada condição de operação (CO1, CO2 e CO3), foram realizados 6 experi-mentos com amostras de mesma massa inicial (50g). Dentre os 6 experimentos de cadacondição de contorno, 3 repetições ocorreram com o tambor em posição estacionária eoutras 3 repetições ocorreram com o tambor rotacionando em uma velocidade angulardiferente de zero.
Os experimentos foram realizados em um ambiente aberto localizado em Taguatinga-DF, com o objetivo de expor o equipamento as variações de temperatura ambiente eumidade relativa do ar, como ocorre nos sistemas industriais.
Vale ressaltar que o valor de velocidade angular do tambor não foi um parâmetroexplorado nos testes, somente a presença ou ausência de rotação. Em vista disso, adotou-seem todas as tabelas de resultados e discussão de resultados o seguinte layout:
∙ A primeira seção vertical da tabela indica a condição de operação avaliada (CO1,CO2 ou CO3);
∙ A segunda seção vertical da tabela apresenta os dados obtidos para o tambor emcondição estacionária ;
∙ A terceira seção vertical da tabela apresenta os dados obtidos para o tambor emrotação.
Já nas figuras que apresentam os gráficos de decaimento de umidade e variação detemperatura para cada condição de operação (CO1, CO2 e CO3) o layout adotado segueo seguinte padrão:
∙ A coluna à esquerda apresenta os gráficos obtidos para os testes com o tambor semrotação;
∙ A coluna à direita apresenta os resultados obtidos para os testes em que o tamborrotaciona.
Ressalta-se também que a vazão do ar de secagem utilizada em todos os testes foia mesma e permaneceu constante durante a realização de cada teste de secagem.
4.1.2.1 Massa inicial e final das amostras
∙ Condição de operação 1 (CO1) - Ar de secagem à temperatura ambiente
Os testes realizados nessa condição ocorreram nos dias 05/06/2017 e 06/06/2017em diferentes horários. As amostras utilizadas foram pesadas antes e depois dosexperimentos e esses valores de massa são apresentados na tabela 8 apresentada aseguir:

Capítulo 4. RESULTADOS E DISCUSSÕES 67
Tabela 8 – Massa inicial e final das amostras utilizadas para os testes na condição deoperação 1 (CO1).
Sem rotação Com rotaçãoMassa inicial (g) Massa final (g) Massa inicial (g) Massa final (g)
CO150 49 50 4850 45 50 4850 55 50 53
Fonte: Autoral (2017)
∙ Condição de operação 2 (CO2)
Os testes realizados nessa condição de operação ocorreram no dia 06/06/2017 emdiferentes horários. As amostras utilizadas foram pesadas antes e depois dos expe-rimentos e esses dados de massa são apresentados na tabela 9 a seguir:
Tabela 9 – Massa inicial e final das amostras utilizadas para os testes na condição deoperação 2 (CO2).
Sem rotação Com rotaçãoMassa inicial (g) Massa final (g) Massa inicial (g) Massa final (g)
CO250 53 50 5150 52 50 5150 50 51 50
Fonte: Autoral (2017)
∙ Condição de operação 3 (CO3)
Os testes realizados nessa condição de operação ocorreram nos dias 06/06/2017,08/06/2017 e 09/06/2017 em diferentes horários. As amostras utilizadas foram pe-sadas antes e depois dos experimentos e esses dados de massa são apresentados natabela 10 a seguir:
Tabela 10 – Massa inicial e final das amostras utilizadas para os testes na condição deoperação 3 (CO3).
Sem rotação Com rotaçãoMassa inicial (g) Massa final (g) Massa inicial (g) Massa final (g)
CO350 49 50 4850 45 50 4550 49 50 49
Fonte: Autoral (2017)

Capítulo 4. RESULTADOS E DISCUSSÕES 68
4.1.2.2 Condição de operação 1 (CO1) - Ar de secagem à temperatura ambiente
A partir dos dados coletados com o sensor de umidade e temperatura (DHT22)conectado a placa arduino e tratados por meio dos softwares Excel e PLX-DAQ, foramproduzidos os resultados gráficos dos experimentos na condição de operação 1. Considera-se para os dados de temperatura uma margem de erro de +-0,5% e para umidade +-2%,como recomenda o fabricante do sensor. Tais resultados são apresentados na figura 44, aseguir:
Figura 44 – Curvas de secagem de 50g de grãos de sorgo BRS658 no secador rotativo comvelocidade angular nula (à esquerda) e velocidade angular diferente de zero(à direita) - CO1.
Fonte: Autoral (2017)

Capítulo 4. RESULTADOS E DISCUSSÕES 69
4.1.2.3 Condição de operação 2 (CO2)- Ar de secagem no intervalo de temperatura médio
A partir dos dados coletados com o sensor de umidade e temperatura (DHT22)conectado a placa arduino e tratados por meio dos softwares Excel e PLX-DAQ, foramproduzidos os resultados gráficos dos experimentos na condição de operação 2. Considera-se para os dados de temperatura uma margem de erro de +-0,5% e para umidade +-2%,como recomenda o fabricante do sensor. Tais resultados são apresentados na figura 45, aseguir:
Figura 45 – Curvas de secagem de 50g de grãos de sorgo BRS658 no secador rotativo comvelocidade angular nula (à esquerda) e velocidade angular diferente de zero(à direita) - CO2.
Fonte:Autoral (2017)
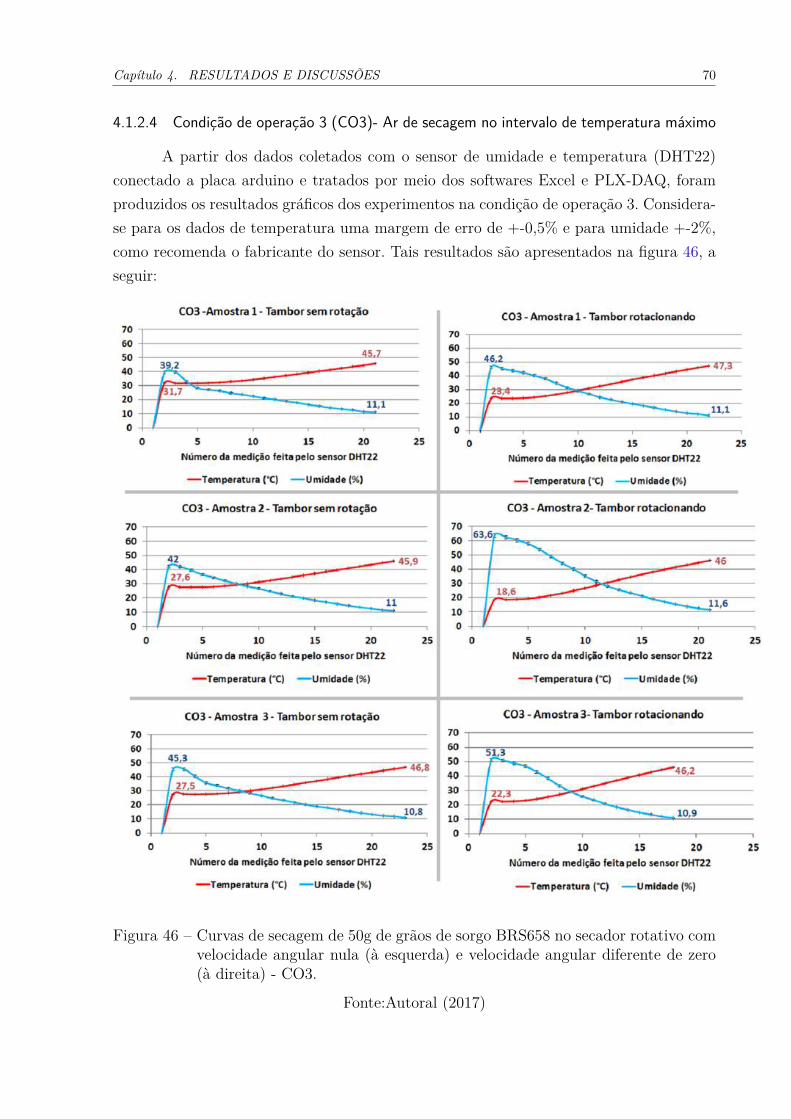
Capítulo 4. RESULTADOS E DISCUSSÕES 70
4.1.2.4 Condição de operação 3 (CO3)- Ar de secagem no intervalo de temperatura máximo
A partir dos dados coletados com o sensor de umidade e temperatura (DHT22)conectado a placa arduino e tratados por meio dos softwares Excel e PLX-DAQ, foramproduzidos os resultados gráficos dos experimentos na condição de operação 3. Considera-se para os dados de temperatura uma margem de erro de +-0,5% e para umidade +-2%,como recomenda o fabricante do sensor. Tais resultados são apresentados na figura 46, aseguir:
Figura 46 – Curvas de secagem de 50g de grãos de sorgo BRS658 no secador rotativo comvelocidade angular nula (à esquerda) e velocidade angular diferente de zero(à direita) - CO3.
Fonte:Autoral (2017)
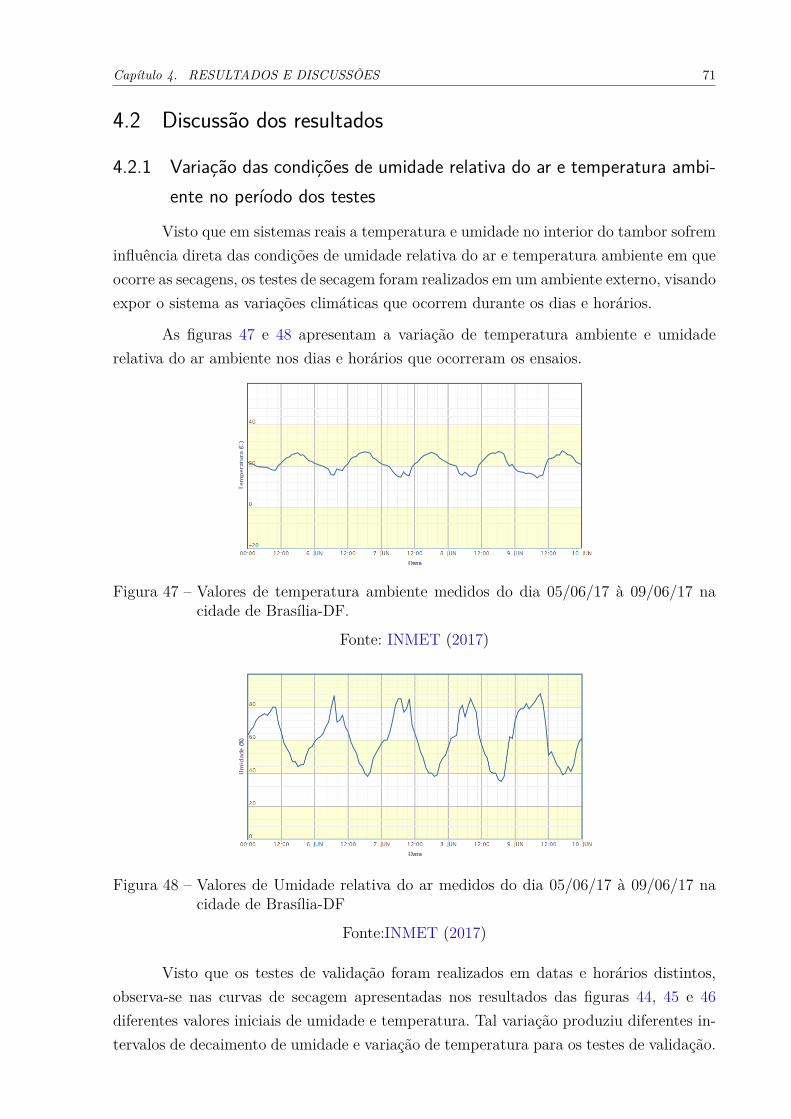
Capítulo 4. RESULTADOS E DISCUSSÕES 71
4.2 Discussão dos resultados
4.2.1 Variação das condições de umidade relativa do ar e temperatura ambi-ente no período dos testes
Visto que em sistemas reais a temperatura e umidade no interior do tambor sofreminfluência direta das condições de umidade relativa do ar e temperatura ambiente em queocorre as secagens, os testes de secagem foram realizados em um ambiente externo, visandoexpor o sistema as variações climáticas que ocorrem durante os dias e horários.
As figuras 47 e 48 apresentam a variação de temperatura ambiente e umidaderelativa do ar ambiente nos dias e horários que ocorreram os ensaios.
Figura 47 – Valores de temperatura ambiente medidos do dia 05/06/17 à 09/06/17 nacidade de Brasília-DF.
Fonte: INMET (2017)
Figura 48 – Valores de Umidade relativa do ar medidos do dia 05/06/17 à 09/06/17 nacidade de Brasília-DF
Fonte:INMET (2017)
Visto que os testes de validação foram realizados em datas e horários distintos,observa-se nas curvas de secagem apresentadas nos resultados das figuras 44, 45 e 46diferentes valores iniciais de umidade e temperatura. Tal variação produziu diferentes in-tervalos de decaimento de umidade e variação de temperatura para os testes de validação.
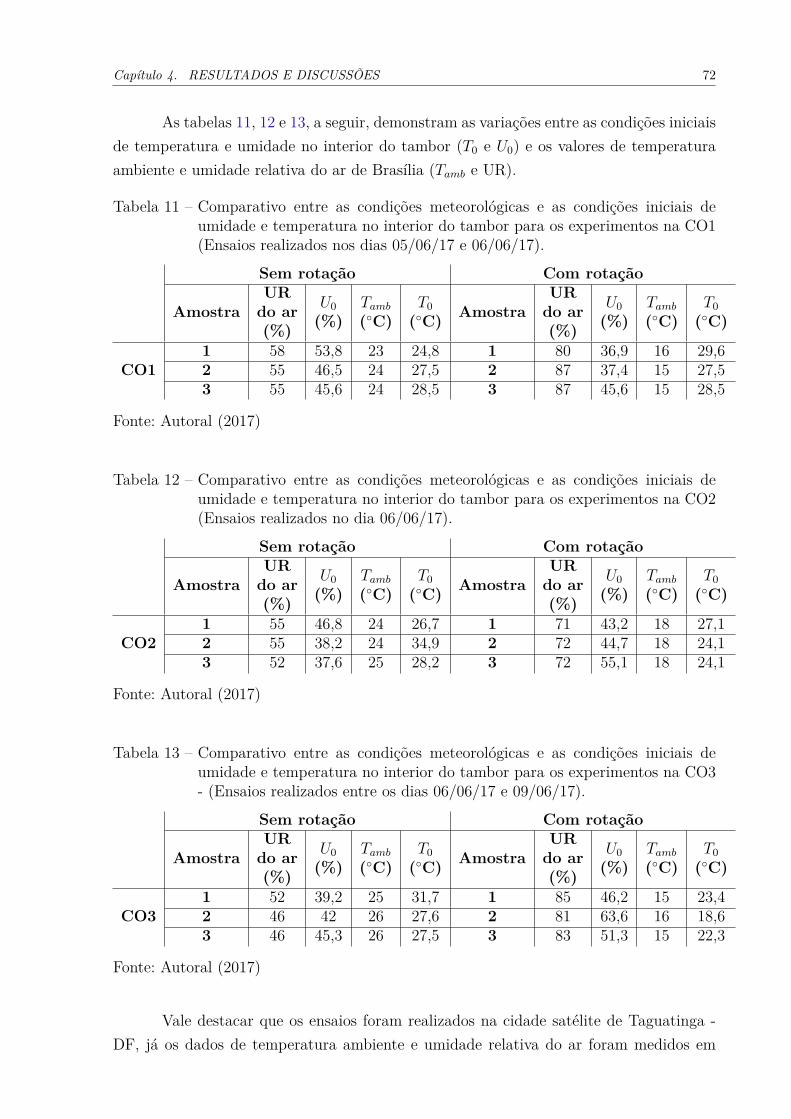
Capítulo 4. RESULTADOS E DISCUSSÕES 72
As tabelas 11, 12 e 13, a seguir, demonstram as variações entre as condições iniciaisde temperatura e umidade no interior do tambor (𝑇0 e 𝑈0) e os valores de temperaturaambiente e umidade relativa do ar de Brasília (𝑇𝑎𝑚𝑏 e UR).
Tabela 11 – Comparativo entre as condições meteorológicas e as condições iniciais deumidade e temperatura no interior do tambor para os experimentos na CO1(Ensaios realizados nos dias 05/06/17 e 06/06/17).
Sem rotação Com rotação
AmostraUR
do ar(%)
𝑈0(%)
𝑇𝑎𝑚𝑏
(∘C)𝑇0
(∘C) AmostraUR
do ar(%)
𝑈0(%)
𝑇𝑎𝑚𝑏
(∘C)𝑇0
(∘C)
CO11 58 53,8 23 24,8 1 80 36,9 16 29,62 55 46,5 24 27,5 2 87 37,4 15 27,53 55 45,6 24 28,5 3 87 45,6 15 28,5
Fonte: Autoral (2017)
Tabela 12 – Comparativo entre as condições meteorológicas e as condições iniciais deumidade e temperatura no interior do tambor para os experimentos na CO2(Ensaios realizados no dia 06/06/17).
Sem rotação Com rotação
AmostraUR
do ar(%)
𝑈0(%)
𝑇𝑎𝑚𝑏
(∘C)𝑇0
(∘C) AmostraUR
do ar(%)
𝑈0(%)
𝑇𝑎𝑚𝑏
(∘C)𝑇0
(∘C)
CO21 55 46,8 24 26,7 1 71 43,2 18 27,12 55 38,2 24 34,9 2 72 44,7 18 24,13 52 37,6 25 28,2 3 72 55,1 18 24,1
Fonte: Autoral (2017)
Tabela 13 – Comparativo entre as condições meteorológicas e as condições iniciais deumidade e temperatura no interior do tambor para os experimentos na CO3- (Ensaios realizados entre os dias 06/06/17 e 09/06/17).
Sem rotação Com rotação
AmostraUR
do ar(%)
𝑈0(%)
𝑇𝑎𝑚𝑏
(∘C)𝑇0
(∘C) AmostraUR
do ar(%)
𝑈0(%)
𝑇𝑎𝑚𝑏
(∘C)𝑇0
(∘C)
CO31 52 39,2 25 31,7 1 85 46,2 15 23,42 46 42 26 27,6 2 81 63,6 16 18,63 46 45,3 26 27,5 3 83 51,3 15 22,3
Fonte: Autoral (2017)
Vale destacar que os ensaios foram realizados na cidade satélite de Taguatinga -DF, já os dados de temperatura ambiente e umidade relativa do ar foram medidos em

Capítulo 4. RESULTADOS E DISCUSSÕES 73
Brasília-DF. Visto essa diferença, a comparação é feita assumindo que as condições mete-orológicas de Taguatinga são as mesmas de Brasília, porém em uma análise mais rigorosaseria necessário uma medição dos dados meteorológicos no mesmo ponto geográfico emque ocorrem os ensaios.
4.2.2 Análise de resultados dos testes de validação
Os valores de massa inicial e final apresentaram diferenças para 95% dos experi-mentos. Tal fato justifica-se pelas perdas que ocorrem na alimentação e retirada dos grãosno interior do tambor, além do acúmulo de grãos por baixo das pás instaladas. Outrofator que influencia nessas medições é o erro da balança digital utilizada (+-0,5g).
Os valores de tempo, variação de temperatura e variação de umidade obtidos emcada experimento de mesma condição de operação, resultaram em valores médios que sãoapresentados nos tópicos seguintes:
4.2.2.1 Condição de operação 1 (CO1)
Os experimentos realizados na condição de operação 1 (CO1), em que se tem um arde secagem a temperatura ambiente, apresentaram os resultados demonstrados na figura44, explicitada anteriormente. A tabela 14, a seguir, apresenta o quantitativo médio dasvariáveis analisadas nesse estudo.
Tabela 14 – Valores médios obtidos para a análise de dados dos experimentos da condiçãode operação 1 (CO1).
Tambor sem rotação Tambor com rotação
CO1
Tempo médiode análise (s) 323,3 821,7
Variação médiade umidade (%) -10,1 -10,4
Variação médiade temperatura (∘C) 2,8 1,7
Fonte: Autoral (2017)
A partir da figura 44 e da tabela 14 é possível visualizar que durante todo o tempode observação, a umidade no interior do tambor rotativo não apresentou o decaimentonecessário para secagem dos grãos. Tal análise é possível visto que a umidade necessáriapara considerar que os grãos estão secos é em torno de 11% e nenhum dos experimentosrealizados para essa condição de operação alcançaram esse valor de umidade. Observa-se que ocorreu um decaimento de umidade de, aproximadamente, 10% para ambas ascondições sem rotação e com rotação do tambor, porém tal diminuição não é suficientepara atingir os parâmetros de umidade desejados.

Capítulo 4. RESULTADOS E DISCUSSÕES 74
Vale destacar que os testes foram encerrados quando os valores de umidade e tem-peratura iniciaram uma constante repetição, indicando a condição de regime permanenteno sistema em análise. Destaca-se também que os valores de variação média de umidadesão obtidos a partir da equação 4.1 a seguir:
Δ𝑈 = 𝑈1 − 𝑈0 (4.1)
Em que: ΔU é a Variação média de umidade, 𝑈1 é a Umidade final e 𝑈0 é Umidade inicial.
Em vista disso, obtém-se valores de variação média de umidade sempre negativos,visto que o valor final de umidade é sempre menor que o inicial em uma secagem.
4.2.2.2 Condições de operação 2 e 3 (CO2 e CO3)
Os experimentos realizados nas condições de operação 2 e 3 (CO2 e CO3), em quese tem um ar de secagem aquecido em diferentes intensidades, apresentaram os resultadosdemonstrados nas figuras 45 e 46, apresentadas anteriormente.
Como observado também nas imagens 45 e 46, o ar de secagem aquecido permitea secagem dos grãos até os 11% de umidade desejados, diferente do ar de secagem atemperatura ambiente (CO1).
A tabela 15, a seguir, apresenta o quantitativo das variáveis analisadas nesse es-tudo.
Tabela 15 – Valores médios obtidos para a análise de dados dos experimentos nas condiçãode operação 2 e 3 (CO2 e CO3).
Tambor sem rotação Tambor com rotação
CO2
Tempo médiode secagem (s) 116,6 151,0
Variação médiade umidade (%) -29,9 -36,8
Variação médiade temperatura (∘C) 18,1 24,0
CO3
Tempo médiode secagem (s) 61,3 75,3
Variação médiade umidade (%) -31,2 -42,5
Variação médiade temperatura (∘C) 17,2 25,1
Fonte: Autoral (2017)
Vale destacar que os valores de variação média de umidade são obtidos a partir daequação 4.1 e, por isso, obtem-se valores de variação média de umidade sempre negativos,visto que o valor final de umidade é sempre menor que o inicial em uma secagem.

Capítulo 4. RESULTADOS E DISCUSSÕES 75
Observa-se na tabela 15 valores semelhantes de variação média de temperaturapara as duas condições de operação analisadas (CO2 e CO3). Em contrapartida, verifica-se uma diferença considerável nos tempos médios de secagem, tendo-se uma secagem maisrápida para a condição de operação 3. Com base nisso, avalia-se que, ainda que se tenhaum intervalo de temperatura semelhante, a condição de operação 3 necessita de menostempo para a secagem dos grãos, visto que o aumento de temperatura no interior dotambor ocorre mais rapidamente.
A partir dos dados obtidos na tabela 15, foi produzida a tabela 16 que apresentaa taxa média de decaimento da umidade ao longo do período necessário para atingir aumidade ideal para os grãos (11%).
Tabela 16 – Taxa média de variação de umidade para as condições de operação 2 e 3(CO2 e CO3).
Tambor sem rotação Tambor com rotação
CO2 Taxa média de variaçãode umidade (%
𝑠) -0,26 -0,24
CO3 Taxa média de variaçãode umidade (%
𝑠) -0,51 -0,56
Fonte: Autoral (2017)
Com base na tabela 16 é possível verificar que a rotação do tambor não apresentavariação significativa na velocidade de secagem dos grãos. Já a temperatura do ar desecagem apresenta influência na velocidade de secagem dos grãos. Ambas as consideraçõesestão de acordo com a bibliografia consultada.
Vale destacar que os valores de taxa média de variação de umidade são negativos,o que representa uma taxa de decrescimento.
4.2.3 Erros de medição apresentados na figura 45
Observa-se espaços vazios ao longo das curvas de umidade e temperatura da Amos-tra de número 3 com o tambor rotacionando (figura 45). Tais espaços são resultados demedições inadequadas feitas pelo sensor DHT22. Esses erros são ocasionados pela vibra-ção da estrutura, produzida devido a rotação do tambor, que é propagada para o sensorcausando interferências em sua atuação.
Uma sugestão para minimizar essa propagação de vibração é a alteração da es-trutura do secador. Atualmente, utiliza-se como estrutura uma prateleira com 4 módulosem material plástico (figura 33). A alteração dessa estrutura para uma estrutura feitaem um material mais rígido (como ferro) possivelmente resolveria esse problema, porémaumentaria o peso total do equipamento.
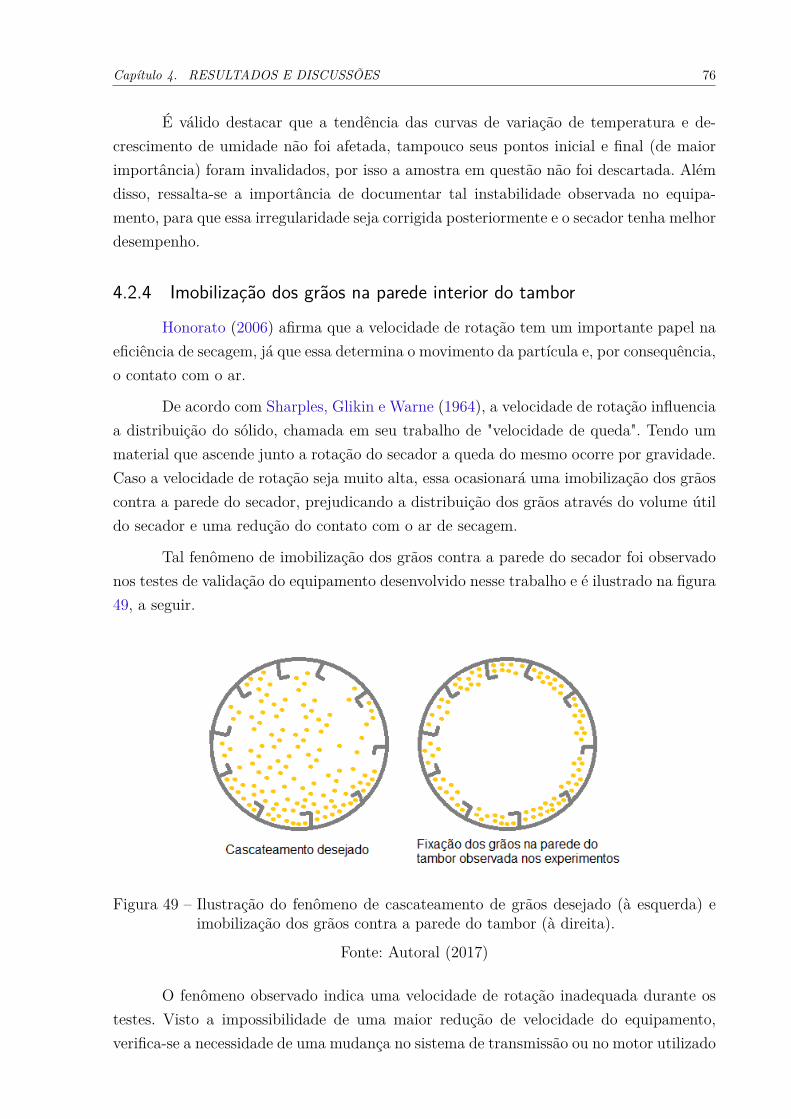
Capítulo 4. RESULTADOS E DISCUSSÕES 76
É válido destacar que a tendência das curvas de variação de temperatura e de-crescimento de umidade não foi afetada, tampouco seus pontos inicial e final (de maiorimportância) foram invalidados, por isso a amostra em questão não foi descartada. Alémdisso, ressalta-se a importância de documentar tal instabilidade observada no equipa-mento, para que essa irregularidade seja corrigida posteriormente e o secador tenha melhordesempenho.
4.2.4 Imobilização dos grãos na parede interior do tambor
Honorato (2006) afirma que a velocidade de rotação tem um importante papel naeficiência de secagem, já que essa determina o movimento da partícula e, por consequência,o contato com o ar.
De acordo com Sharples, Glikin e Warne (1964), a velocidade de rotação influenciaa distribuição do sólido, chamada em seu trabalho de "velocidade de queda". Tendo ummaterial que ascende junto a rotação do secador a queda do mesmo ocorre por gravidade.Caso a velocidade de rotação seja muito alta, essa ocasionará uma imobilização dos grãoscontra a parede do secador, prejudicando a distribuição dos grãos através do volume útildo secador e uma redução do contato com o ar de secagem.
Tal fenômeno de imobilização dos grãos contra a parede do secador foi observadonos testes de validação do equipamento desenvolvido nesse trabalho e é ilustrado na figura49, a seguir.
Figura 49 – Ilustração do fenômeno de cascateamento de grãos desejado (à esquerda) eimobilização dos grãos contra a parede do tambor (à direita).
Fonte: Autoral (2017)
O fenômeno observado indica uma velocidade de rotação inadequada durante ostestes. Visto a impossibilidade de uma maior redução de velocidade do equipamento,verifica-se a necessidade de uma mudança no sistema de transmissão ou no motor utilizado

Capítulo 4. RESULTADOS E DISCUSSÕES 77
para solucionar tal problema. Outra possibilidade é o melhor controle da velocidade derotação através de um inversor de frequência.

78
5 CONCLUSÃO
Considerando a importância e necessidade das culturas de grãos no centro-oeste doBrasil, faz-se necessária a adoção de métodos que minimizem a probabilidade de prolifera-ção de pragas nas safras de grãos, evitando a contaminação e descarte do produto. Alémdisso, verifica-se a necessidade de gerar dados técnico-científicos de secagem de grãos como objetivo de otimizar esse processo.
Tendo em vista as informações precedentes, este trabalho apresenta contribuiçõestécnico-científicas através do desenho, dimensionamento, construção e avaliação de umprotótipo de secador tipo tambor rotativo atuando na secagem de grãos de sorgo. Tem-setambém como contribuição, a demonstração experimental de um método de controle deparâmetros de secagem eletrônico, que atua por meio de um programa computacionalembutido em uma placa arduino e um sensor que mede em tempo real o comportamentodas variáveis umidade relativa e temperatura.
A primeira fase desse trabalho gerou três primeiras conclusões que, quando rela-cionadas, possibilitaram alcançar o objetivo desejado. A primeira delas foi a escolha dogrão de sorgo como biomassa a ser estudada e seca. Em seguida, foram definidas as variá-veis de processo tempo, temperatura , rotação e umidade, como focos do estudo. Por fim,selecionou-se o tipo de secador, sendo escolhido o secador do tipo tambor rotativo comomodelo a ser desenvolvido.
Por meio dos testes de validação do equipamento, verificou-se a possibilidade desecar os grãos de sorgo utilizando o protótipo de secador rotativo desenvolvido nesse traba-lho, desde que seja utilizado um ar de secagem com temperatura maior que a temperaturaambiente.
Os experimentos de variação de temperatura (apresentados nas figuras 44, 45 e 46)demonstraram a influência da temperatura do ar de secagem na velocidade de secagem, pormeio da comparação entre as três condições de operação estabelecidas. Para a primeiracondição de operação (CO1), não foi observada a secagem desejada, visto que o valornecessário de umidade é de 11% e nenhum dos testes apresentou um decaimento suficientepara atingir esse valor. Já para as duas condições de operação em que o ar de secagem éaquecido (CO2 e CO3), observou-se a secagem desejada, tendo a condição de operação 3uma taxa de decaimento de umidade média maior que as outras duas.
Outra conclusão obtida a partir dos testes de validação do equipamento foi que arotação do tambor não tem influência significativa na velocidade de secagem dos grãos.Tal conclusão foi possível a partir da comparação dos valores médios de taxa de decai-mento de umidade para o tambor sem rotação e com rotação em uma mesma condição de

Capítulo 5. CONClUSÃO 79
operação, observando-se uma proximidade numérica entre ambas as taxas. Apesar disso,vale destacar a importância da rotação do tambor na uniformização da secagem dos grãose no auxílio a retirada de impurezas como terra.
Dentre os fenômenos observados durante todo o projeto, destaca-se a proliferaçãode pragas nas amostras que ainda não tinham sido secas, reforçando a necessidade deum tratamento de secagem nos grãos antes do armazenamento que aumenta o tempode conservação e garante a qualidade do produto. Destaca-se também, a imobilizaçãodos grãos contra a parede interna do tambor rotativo, consequência de uma alta rotaçãoutilizada durante as secagens. A partir desse fenômeno, verifica-se a necessidade de umestudo da angulação e formato das pás, além de uma redução na velocidade angular dotambor para garantir o cascateamento de grãos desejado.
A escolha do estudo de secagem de grãos de sorgo com um secador rotativojustifica-se pela falta de material bibliográfico que ateste a eficiência desse tipo de se-cador na secagem desse tipo de grão. Sendo o Brasil o 10∘maior produtor de sorgo domundo e a região centro-oeste a maior produtora do Brasil, observa-se a viabilidade depesquisas que possibilitem uma produção cada vez melhor, fomentando o mercado degrãos regional e nacional.
Por fim, vale destacar a importância da continuidade do trabalho por meio detrabalhos futuros que explorem esse tema. Verifica-se a necessidade de futuros alunos ava-liarem os fenômenos de transferência de calor e massa e avaliarem a eficiência energéticado equipamento. Além disso, é fundamental otimizar este secador, para aprimorar seu fun-cionamento e gerar dados técnico-científicos da secagem de outros grãos de característicassimilares.

80
Referências
ANTUNES, R. et al. Composição bromatológica e parâmetros físicos de grãos de sorgocom diferentes texturas do endosperma. Arquivo Brasileiro de Medicina Veterinária eZootecnia, Universidade Federal de Minas Gerais, Escola de Veterinária, 2007. Citadona página 56.
APPO. SECADOR ROTATIVO. [S.l.]: APPO Tecnometal ltda., 2016. <http://www.appo.com.br/publicacao-1675-Secador_Rotativo.fire>. Acessado em: 10 denovembro de 2016. Citado na página 48.
ARNO. Ventilador de Mesa Versátile - FD40. 2002.Http://www.arnotec.com.br/pecas/ventiladores/ventiladordemesaversatilefd40.Acessado em: 15 de junho de 2017. Citado na página 58.
BEWLEY, J. D. Physiological aspects of desiccation tolerance. Annual Review of PlantPhysiology, Annual Reviews 4139 El Camino Way, PO Box 10139, Palo Alto, CA94303-0139, USA, v. 30, n. 1, p. 195–238, 1979. Citado na página 43.
BROOKER, D. B.; BAKKER-ARKEMA, F. W.; HALL, C. W. Drying and storage ofgrains and oilseeds. [S.l.]: Springer Science & Business Media, 1992. Citado na página20.
ÇENGEL, Y. A.; GHAJAR, A. J. Transferência de calor e massa: Uma abordagemprática, 4 edição. Porto Alegre, RS: Editora McGrawHill, 2012. Citado 3 vezes naspáginas 25, 26 e 27.
CHAPMAN, S. J. Fundamentos de máquinas elétricas. [S.l.]: AMGH Editora, 2013.Citado na página 58.
COELHO, A. M. et al. Seja o doutor do seu sorgo. Informações Agronômicas, n. 100, p.1–12, 2002. Citado na página 48.
CORNEJO, F. Secagem como método de conservação de frutas. [S.l.]: EmbrapaAgroindústria de Alimentos, 2003. Citado 2 vezes nas páginas 32 e 33.
COSTA, D. R. d. et al. Análise técnica e econômica da secagem de milho em secadoresrotativos. Universidade Federal de Viçosa, 2006. Citado na página 48.
DUNSTAN, E. R.; CHUNG, D.; HODGES, T. Adsorption and desorption characteristicsof grain sorghum. Transactions of the ASAE, American Society of Agricultural andBiological Engineers, v. 16, n. 4, p. 667–0670, 1973. Citado na página 24.
EMATER-MG. À cultura do sorgo. EMPRESA DE ASSISTÊNCIA TÉCNICA EEXTENSÃO. "RURAL DE MINAS GERAIS", 2012. Citado na página 46.
EMBRAPA. Cultivo do sorgo. EMBRAPA MILHO E SORGO, 2007. Citado 3 vezesnas páginas 15, 40 e 42.
EMBRAPA, M. e S. BRS 658: híbrido de sorgo silageiro: silagem de alta qualidade. [S.l.],2016. Citado 2 vezes nas páginas 45 e 56.

Referências 81
FAOSTAT. [S.l.]: FAOSTAT Agriculture Data, 2011. http://www.fao.org/ . Acessadoem 26/10/2016. Citado na página 43.
FENTON, F. Storage of grain sorghums. Agricultural engineering, v. 22, p. 185–188,1941. Citado 2 vezes nas páginas 8 e 24.
FILHO, J. M. F. M. Fisiologia de sementes de plantas cultivadas. [S.l.]: Fealq, 2005.Citado na página 44.
FREITAS, F. elias de oliVeira. Germinabilidade e tolerância à dessecação em sementesde milho colhidas em diferentes estádios de maturação. Revista Brasileira de Milho eSorgo, v. 3, n. 2, p. 276–289, 2004. Citado na página 44.
GEANKOPLIS, C. Drying of process materials. Transport processes and unit operations,p. 520–583, 1993. Citado 3 vezes nas páginas 28, 31 e 32.
GONELI, A. L. D. et al. Modelagem matemática e difusividade efetiva de folhas dearoeira durante a secagem. Pesquisa Agropecuária Tropical (Agricultural Research in theTropics), v. 1, n. 1, p. 10–1590, 2014. Citado na página 20.
GUILBERT, S.; MORIN, P. Définition et mesure de l’activité de l’eau: revue desméthodes pratiques et critiques théoriques. Lebensmittel-Wissenschaft+ Technologie,Elsevier, v. 19, n. 5, p. 395–400, 1986. Citado na página 23.
HALLIDAY, D.; RESNICK, R.; WALKER, J. Fundamentos de física. 8a. Edição. Rio deJaneiro: Livros Técnicos e Científicos SA, v. 3, 2009. Citado na página 57.
HART, D. W. Eletrônica de Potência: análise e projetos de circuitos. [S.l.]: McGraw HillBrasil, 2016. Citado na página 60.
HAYNES, B. C. Vapor pressure determination of seed hygroscopicity. [S.l.]: US Dept. ofAgriculture, 1961. v. 1229. Citado 2 vezes nas páginas 8 e 24.
HELDMAN, D. R.; HARTEL, R. W. Principles of food processing. [S.l.]: SpringerScience & Business Media, 1997. Citado 6 vezes nas páginas 27, 28, 29, 31, 32 e 33.
HONORATO, G. C. Concepção de um secador rotatório para secagem do cefalotóraxdo camarão. Universidade Federal do Rio Grande do Norte, 2006. Citado 3 vezes naspáginas 23, 48 e 76.
IBGE. [S.l.]: Banco de dados agregados-SIDRA, 2001. http://ibge.gov.br/home/.Acessado em 26/10/2016. Citado na página 43.
INMET, I. N. D. M. ESTAÇÕES AUTOMÁTICAS. 2017.Http://www.inmet.gov.br/portal/. Acesso em 18/07/2017. Citado na página71.
KEEY, R. B. Introduction to industrial drying operations. Pergamon press, 1978.Citado 2 vezes nas páginas 33 e 37.
KEMP, I.; BAHU, R. A new algorithm for dryer selection. Drying Technology, Taylor &Francis, v. 13, n. 5-7, p. 1563–1578, 1995. Citado na página 48.
Referências 82
KERMODE, A. R. Approaches to elucidate the basis of desiccation-tolerance in seeds.Seed Science Research, Cambridge Univ Press, v. 7, n. 02, p. 75–95, 1997. Citado napágina 43.
KERMODE, A. R.; BEWLEY, J. D. Developing seeds of ricinus communis l., whendetached and maintained in an atmosphere of high relative humidity, switch to agerminative mode without the requirement for complete desiccation. Plant Physiology,Am Soc Plant Biol, v. 90, n. 2, p. 702–707, 1989. Citado na página 43.
KR. Kit Relação Transmissão NXR Bros 160 2015 em Diante. [S.l.]: KR Moto peças,2017. Https://www.krmotopecas.com.br/pecas-em-geral/kit-relacao-transmissao-nxr-bros-160-2015-em-diante. Acessado em: 10 de junho de 2017. Citado na página59.
LASSERAN, J. Aeração de grãos [grains aeration]. Série CENTREINAR [CENTREINARseries], n. 2, 1981. Citado na página 20.
MCNEILL, S. G.; MONTROSS, M. D. Harvesting, drying, and storing grain sorghum.AEN-17. Cooperative Extension Service. University of Kentucky College of Agriculture,2003. Citado na página 48.
ML. Estante Modular Plástica 3 Andares Preto Mb. [S.l.]: Mercado Livre, 2016. Citadona página 55.
NOBRE, J. A. S. Tecnologia do processamento de alimentos: Projeto formare. GrupoIbmec Educacional, p. 448p, 2011. Citado na página 27.
NONHEBEL, G.; MOSS, A. A. H. Drying of solids in the chemical industry.Butterworths, 1971. Citado 2 vezes nas páginas 37 e 38.
NUTILE, G.; WOODSTOCK, L. W. The influence of dormancy-inducing desiccationtreatments on the respiration and germination of sorghum. Physiologia Plantarum, WileyOnline Library, v. 20, n. 3, p. 554–561, 1967. Citado 2 vezes nas páginas 15 e 44.
OLIVEIRA, J. A. et al. Drying and storage of high and low tannin sorghum seeds.Revista Brasileira de Sementes, SciELO Brasil, v. 33, n. 4, p. 699–710, 2011. Citado napágina 15.
OLIVEIRA, J. A. et al. Secagem e armazenamento de sementes de sorgo com alto ebaixo teor de tanino. Associação Brasileira de Tecnologia de Sementes, 2011. Citado napágina 44.
OLIVEIRA, R. A. de; OLIVEIRA, W. P. de; PARK, K. Determinação da difusividadeefetiva de raiz de chicória. Engenharia Agricola Jaboticabal, SciELO Brasil, v. 26, n. 1,p. 181–189, 2006. Citado na página 29.
PARK, K.; NOGUEIRA, R. Modelos de ajuste de isotermas de sorção de alimentos.Engenharia Rural, ESALQ/USP Piracicaba, v. 3, n. 1, 1992. Citado 2 vezes nas páginas24 e 25.
PARK, K. J. et al. Conceitos de processo e equipamentos de secagem. Campinas:Unicamp, 2007. Citado 9 vezes nas páginas 18, 23, 34, 35, 36, 37, 38, 39 e 40.

Referências 83
PARK, K. J. et al. Príncipios básicos de psicometria. Aprenda Fácil, Viçosa-MGl, p.28–32, 2007. Citado 7 vezes nas páginas 18, 19, 20, 21, 22, 23 e 32.
PARK, K. J.; YADO, M. K. M.; BROD, F. P. R. Estudo de secagem de pêra bartlett(pyrus sp.) em fatias. Ciência e Tecnologia de Alimentos, SciELO Brasil, v. 21, n. 3, p.288–292, 2001. Citado na página 30.
PERRY, R. H.; CHILTON, C. H. Chemical engineers handbook. McGraw-Hill, NewYork, 1973. Citado na página 21.
PITOMBEIRA, J. B. Cultura do sorgo. Notas de Aulas, Fortaleza, Brasil, n. 41, 2001.Citado na página 43.
POMPEU, R. C. F. F. Valor nutritivo e características fermentativas de silagens degrãos úmidos de sorgo (sorghum bicolor l. moench). 2003. Citado na página 40.
PRISTA, L. N.; ALVES, A. C.; MORGADO, R. TÉCNICA FARMACÊUTICAE FARMÁCIA GALÉNICA. fourth. Avenida de Berna - LISBOA: FUNDAÇÃOCALOUSTE GULBENKIAN, 1990. v. 1. Citado na página 47.
ROBERTS, E. H. Predicting the storage life of seeds. In: Proceedings. [S.l.: s.n.], 1973.Citado na página 43.
SANTOS, I. P. dos et al. Construção de um secador rotativo: Secador e separador defrações de resíduo do caroço de açaí pós-manufaturado. 2010. Citado na página 57.
SHARPLES, K.; GLIKIN, P.; WARNE, R. Computer simulation of rotary dryers.Transactions of the Institute of Chemical Engineers, v. 42, p. 275–284, 1964. Citado napágina 76.
SILVA, J. d. S. et al. Secador rotativo intermitente: projeto, construção e uso. EmbrapaCafé, 2014. Citado na página 58.
SILVA, J. d. S. e. Pré-processamento de produtos agrícolas. [S.l.]: Instituto Maria, 1995.Citado na página 49.
SILVA, M. et al. Modelling of fertilizer drying in a rotary dryer: parametric sensitivityanalysis. Brazilian Journal of Chemical Engineering, SciELO Brasil, v. 29, n. 2, p.359–369, 2012. Citado na página 49.
SILVA, T. T. d. A. Qualidade de sementes de sorgo (sorghum bicolor l.) durante amaturação, secagem e armazenamento. Universidade Federal de Lavras, 2014. Citado 2vezes nas páginas 15 e 44.
SONG, A. Temperature and humidity module AM2302 Product Manual. [S.l.], 2017.Citado na página 63.
SOUZA, A. R. de et al. A placa arduino: uma opçao de baixo custo para experiênciasde fısica assistidas pelo pc. Revista Brasileira de Ensino de Fısica, v. 33, n. 1, p. 2011,1702. Citado 2 vezes nas páginas 62 e 63.
STOECKER, W. F.; JONES, J. W. Refrigeração e ar condicionado. [S.l.]: McGraw-Hilldo Brasil, 1985. Citado 2 vezes nas páginas 19 e 25.

Referências 84
STRUMILLO, C. Drying: principles, applications, and design. [S.l.]: CRC Press, 1986.v. 3. Citado 2 vezes nas páginas 33 e 36.
TAIFF. TAIFF SMART. 2017. Http://www.taiff.com.br/produto/smart. Citado napágina 61.
VIANA, A.; BORGONOVI, R.; FREIRE, F. Alternativas de cultivo para exploraçãodo sorgo granífero. Informe Agropecuário, Belo Horizonte, v. 12, n. 144, p. 28–32, 1986.Citado 2 vezes nas páginas 42 e 43.
WAQUIL, J. M.; CRUZ, I.; VIANA, P. A. Pragas do sorgo. 1986.Https://ainfo.cnptia.embrapa.br/digital/bitstream/item/47805/1/Pragas-sorgo-1.pdf.Acessado em: 09 de junho de 2017. Citado na página 45.
WEBER, E. A. Armazenagem agrícola. [S.l.]: Kepler Weber Industrial, 1995. Citado napágina 39.
ZEMPULSKI, L.; ZEMPULSKI, M. Dossiê técnico: Equipamentos e processos desecagem. Instituto de Tecnologia do Paraná (TECPAR). Paraná: Agosto, 2007. Citado3 vezes nas páginas 23, 36 e 56.