Embed Size (px)
Citation preview

Revista Politécnica ISSN 1900-2351, Año 6 Número 10, 2010
44
DISEÑO DE UN SISTEMA INTEGRADO PARA LA CONVERSION DE UN TORNO CONVENCIONAL A TORNO CNC
Nelson Londoño Ospina 1, William A. Molina P.2, Luis A. Fonseca R.3Jairo Álvarez Díaz4, Horacio Giraldo C.5
1 Nelson Londoño Ospina Ingeniero Electrónico, Ph.D(c). Docente Universidad de Antioquia 2 William A. Molina P. Estudiante, Ingeniería Mecánica, Auxiliar de investigación, Universidad de Antioquia 3 Luis A. Fonseca R. Estudiante, Ingeniería electrónica, Auxiliar de investigación, Universidad de Antioquia 4 Jairo Álvarez Díaz Tecnólogo Mecánico, Auxiliar de Investigación, Adscrito al grupo GIMEL 5 Horacio Giraldo C. Ingeniero Mecánico, Docente Universidad de Antioquia
RESUMEN
Se propone un sistema integrado para la automatización de un torno convencional y la renovación tecnológica de viejos tornos manuales. El trabajo que se presenta es la continuidad de un proyecto previo [1], partiendo de la idea de mejorar el Torno que se había desarrollado y mejorar los tiempos, la precisión y la confiabilidad del mecanizado efectuado por el sistema. Se expone en términos generales los sistemas mecánicos y de software y se enfatiza en la implementación del sistema electrónico y de control. Además, se desarrolla una interfaz de usuario con un algoritmo que es capaz de interpretar los perfiles deseados desde un archivo DXF y generar de manera automática, de acuerdo a una estrategia de mecanizado implementada, las operaciones que deberá hacer la herramienta para mecanizar la pieza deseada; Así prescindir de la programación en códigos G y facilitar aun más la manipulación del sistema. Finalmente, se presentan con detalle los resultados obtenidos al finalizar el proyecto.
Palabras clave: Torno, CNC, Control de motores, control de movimiento, microcontroladores.
Recibido 15 de Marzo de 2010. Aceptado 25 de Junio de 2010 Received: March 15, 2010 Accepted: June 25, 2010
SYSTEM DESIGN FOR THE CONVERSION OF A CONVENTIONAL LATHE TO CNC LATHE
ABSTRACT
Aiming at Automation of conventional lathes and technological renovation of old ones, a integrated system is proposed. The work that is presented is the continuation of a previous project [1], in order to improve accuracy, reliability and times during machining in the lathe that was developed. Mechanical and Software systems are slightly exposed. Electronical and control systems are deeply studied. Furthermore, an user interface with an algorithm that can interpret profiles from DXF files is developed. It automatically generates all operations that tool has to do in accordance with the machining strategy implemented. In this way it is possible to dispense with G codes and makes easier the interaction with the system. Finally, results of one of tests are described in detail.
Keywords: lathe, CNC, Motor Control, Movement Control, Microcontrollers

Revista Politécnica ISSN 1900-2351, Año 6 Número 10, 2010
45
1. INTRODUCCIÓN
En el año 2005 se realizo en la universidad de Antioquia en Medellín, Colombia, un proyecto de investigación en el cual se llevo a cabo el diseño y la construcción de un mini Torno de control numérico [2]. Cada eje era conducido por motores paso a paso con control de movimiento sin realimentación. La idea del trabajo presentado en este artículo es mejorar la precisión, confiabilidad y los tiempos del mecanizado efectuado por el sistema para posibilitar y hacer más factible la conversión de tornos convencionales a tornos CNC.
Durante los últimos 5 años, la mayoría de los esfuerzos investigativos en el área de Tornos CNC no se enfocan en la creación de un torno CNC, ni en su automatización, si no en la mejora de la precisión del sistema y en reducir los requerimientos de hardware especializado para la ejecución de los cálculos. Algunos de los trabajos realizados en esta área se presentan a continuación: En [3] se presenta un método para la reducción y compensación del desplazamiento térmico del centro del eje de giro del husillo. En [4] se diseña un algoritmo genético para la selección de herramientas de corte, la planeación de secuencias de la herramienta y la optimización de las condiciones de corte. En [5] se presenta el diseño de un controlador de fuerza. En [6] se desarrolla un método para la estimación del torque de corte sin usar un sensor de velocidad. En [7] se propone un algoritmo DSP para la obtención de los parámetros dinámicos de un servomecanismo desde un encoder óptico incremental. En [8] se propone una implementación de hardware de un torno CNC habilitado con el estándar STEP-NC. En [9] se diseña e implementa un controlador CNC usando hardware reconfigurable. En [2] se estudia el efecto de la geometría de la herramienta de corte y la velocidad de corte sobre la fuerza de corte y la temperatura en la punta de la herramienta. En [10] se desarrolla un sistema de tecnología móvil para monitorear y recibir datos desde maquinas CNC. En [11] se implementa un control para una óptima tasa de remoción de material en un Torno. En [12] se desarrolla un sistema para la adquisición de datos y monitoreo de maquinas herramientas CNC de arquitectura abierta usando Internet. En [13] se realiza un análisis de elementos finitos de la flexión que ocurre durante el corte en una herramienta para Torno HSS. En [14] se diseña un controlador difuso auto configurable para controlar la fuerza de corte y mantenerla constante durante el torneado.
En [15] se plantea el mecanizado multicorte en Torno controlados numéricamente. En [16] se determina la calidad de la precisión de un torno en base a las características dinámicas. En [17] se plantea un nuevo diseño de controlador para incrementar la precisión del sistema.
De todos los trabajos estudiados, el que más se acerca a la problemática que se aborda es una investigación realizada por Zhan Yiqing, Zuo Zhiyong, Xie Yun y Wei Wen en China [18]. Allí se plantea la investigación y la aplicación de tecnologías de automatización en la renovación de viejas maquinas herramientas importadas. En dicha investigación se demuestra que nuevas tecnologías de automatización pueden reducir la inversión monetaria para la renovación de las viejas maquinas y su consumo de energía.
En nuestra investigación se plantea un esquema y un sistema integrado para la automatización de tornos convencionales, los cuales permitirían, aun muy bajo costo, renovar viejas maquinas herramienta en universidades, y en la pequeña y mediana industria. Se presenta una visión general del torno CNC, explicando cada uno de los aspectos y etapas que lo conforman. Se enfatiza en los aspectos ligados a la Electrónica, sensórica y potencia, objetivo principal del artículo.
2. ESQUEMA GENERAL DEL SISTEMA CNC IMPLEMENTADO
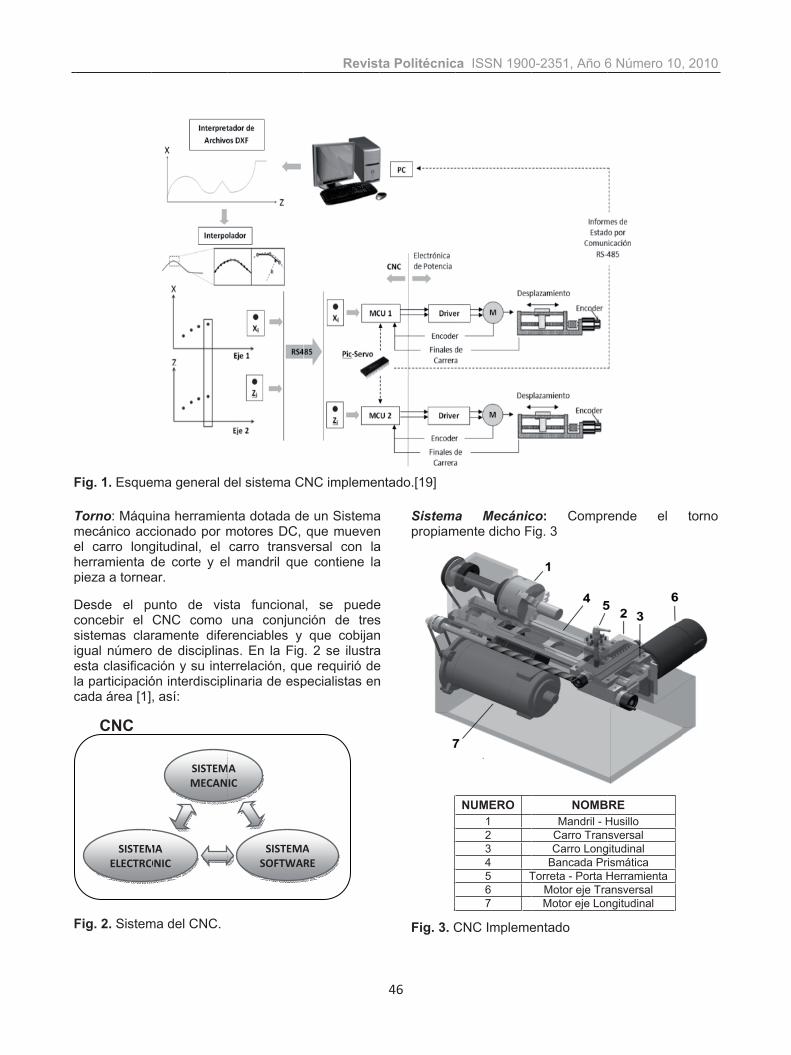
La Fig. 1. ilustra el esquema general implementado en el proyecto donde:
PC: Es un computador de propósito general dotado de: Un software CAD, en el cual: se diseñan las
piezas. Una interfaz gráfica Un software que genera una estrategia de
maquinados definida y los comandos necesarios para construir la pieza
Una librería para comunicación con la etapa de control.
Tarjeta de control: Basada en: Un microcontrolador que toma la información
suministrada por el PC y la convierte en órdenes o señales de control.
Una tarjeta de potencia con IGBT’s Un sistema y sensores para corregir errores y
proteger el sistema.
F
Tmehp
Dcsielc
F
Fig. 1. Esque
Torno: Máqumecánico accel carro longherramienta dpieza a tornea
Desde el pconcebir el sistemas clargual númeroesta clasificaca participaciócada área [1]
CNC
Fig. 2. Sistem
SISTEMELECTRO
ema general d
ina herramiecionado por mgitudinal, el de corte y ear.
unto de visCNC como ramente dife de disciplinación y su inteón interdiscip, así:
ma del CNC.
SISTEMMECAN
MAONIC
del sistema C
nta dotada demotores DC, carro transvl mandril que
sta funcionaluna conjuncrenciables y as. En la Figerrelación, qulinaria de esp
AIC
SISTEMASOFTWA
Revist
CNC implemen
e un Sistemaque muevenersal con lae contiene la
l, se puedeción de tres
que cobijan. 2 se ilustra
ue requirió depecialistas en
ARE
ta Politécnic
46
ntado.[19]
anaa
esnaen
Sistemapropiam
Fig. 3. C
ca ISSN 1900
a Mecánicmente dicho F
NUMERO 12345 T67
CNC Impleme
0-2351, Año 6
co: ComprFig. 3
NOMBMandril - H
Carro TranCarro Long
Bancada PrTorreta - Porta H
Motor eje TraMotor eje Lon
entado
6 Número 10,
rende el
BRE Husillo
nsversal gitudinalrismática Herramientaansversal ngitudinal
, 2010
torno

Sddm
Clme
F
3
Ld
Sistema Sofdatos y el prodiseño CADmicrocontrola
Compuesto pas piezas amaquinado, enviados a lo
Fig. 4. Esque
3. INTERFA
La interfaz desarrollada e
ftware: Que ocesamiento dD, hasta la ador e interfaz
por programa construir, pgenerar los
os microcontr
ema general d
AZ DE USUA
de usuarioen Visual Ba
involucra lade la informac
entrega dz de usuario,
as que permprocesar la e
valores discroladores, y s
del sistema S
ARIO
os es unaasic .NET para
Revist
a captura deción desde el
de datos alver Fig. 4.
miten diseñarestrategia decretos a sersuministrar la
oftware
a aplicacióna facilitar la
ta Politécnic
47
ell
rera
interfazsistema
Sistemaligados acondicprotecc
n
interaccilustra e
ca ISSN 1900
que permitea.
a Electrónica la
cionamiento, ión.
ción entre el oesta interfaz.
0-2351, Año 6
e comunicar a
co: Incluye toelectrónicamicrocontrol
operario y la
6 Número 10,
al operador c
odos los aspde pot
lador, sensa
máquina. La
, 2010
con el
pectos encia,
ado y
Fig. 5

F
4
EtpsEi
F
Qg
Fig. 5. Interfa
4. SISTEMA
El sistema eletiene comoprocedente sistema de poEl esquema lustra en la F
Fig. 6. Sistem
Que se puedgenerales ilus
az Gráfica
A DE CONTR
ectrónico, co objetivo del PC, prootencia que ageneral del s
Fig. 6.
ma de Control
de identificar stradas en la
ROL
mo se dijo anrecibir la
ocesarla y actuará sobre sistema imple
l CNC.
mediante las Fig. 7
Revist
nteriormente,información
controlar ellos motores.
ementado se
s etapas más
ta Politécnic
48
,nl
e
s
Fig. 7. E
4.1 MCada controlaSC, de emprescomo implemecon reaBásicamprocesaPC) y PWM pmotoresposicióncarro. Eparámecorrespmicroco
ca ISSN 1900
Etapas del sis
MCU uno de los
ado por un propósito es
a JEFFREY una solu
entación de alimentación mente, cada mar las señale
calcular unaara comandas y que, enn, velocidad yEn la Fig. 8, setros más imonden a
ontrolador.
0-2351, Año 6
stema de con
s motores dmicrocontrol
specífico, sKERR, LLC
ución integservo contropor encode
microcontrolaes de entrada acción de car los IGBT’sn última insty torque de lase ilustra, de mportantes a
pines
6 Número 10,
ntrol CNC.
del sistema lador PIC-SEuministrado pC [20], concgrada paraol de motoreers incremenador se encara (procedentcontrol en fo
s que alimentatancia, defina herramientaforma gener considerar yespecíficos
, 2010
está ERVO por la cebido a la es DC ntales. rga de te del
ormato an los en la
a y del al, los y que
del
F
Soim
Hpspqt
EAMlre
CdePcccm
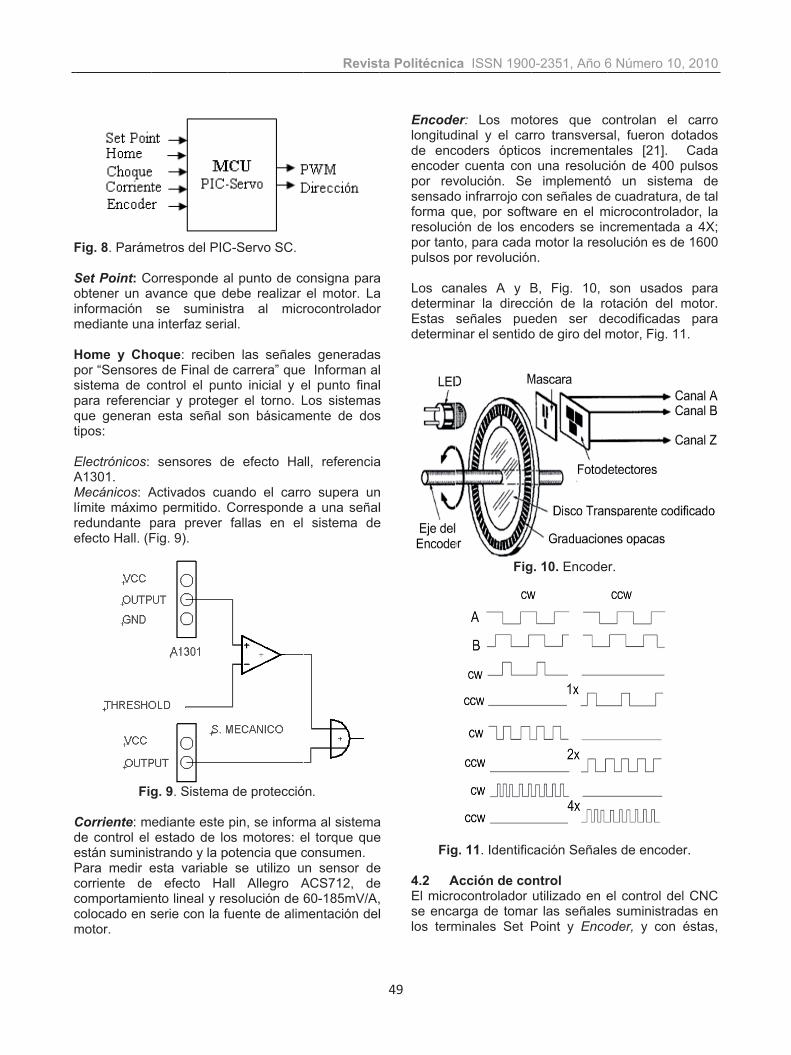
Fig. 8. Parám
Set Point: Coobtener un anformación mediante una
Home y Chopor “Sensoressistema de cpara referencque generan tipos:
Electrónicos:A1301. Mecánicos: Aímite máximoredundante pefecto Hall. (F
Fig
Corriente: mde control el están suminisPara medir ecorriente decomportamiencolocado en smotor.
metros del PIC
orresponde aavance que d
se suminisa interfaz seria
oque: recibes de Final de
control el punciar y protege
esta señal
sensores d
Activados cuao permitido. Cpara prever Fig. 9).
g. 9. Sistema
ediante este estado de lo
strando y la pesta variable efecto Hanto lineal y reserie con la f
C-Servo SC.
al punto de codebe realizar stra al micral.
n las señalee carrera” quento inicial y eer el torno. Lson básicam
e efecto Ha
ando el carrCorresponde fallas en el
a de protecció
pin, se informos motores: epotencia que c se utilizo u
all Allegro Aesolución de fuente de alim
Revist
onsigna parael motor. La
rocontrolador
es generadase Informan alel punto finalLos sistemas
mente de dos
ll, referencia
ro supera una una señalsistema de
ón.
ma al sistemael torque queconsumen. un sensor deACS712, de60-185mV/A,
mentación del
ta Politécnic
49
aar
sllss
a
nl
e
ae
ee,l
Encodelongitudde encencodepor revsensadoforma qresolucipor tantpulsos p
Los cadetermiEstas determi
Fig
4.2 AEl microse encalos term
ca ISSN 1900
er: Los motdinal y el carcoders ópticor cuenta convolución. Seo infrarrojo coque, por softwión de los ento, para cada por revolución
nales A y Bnar la direccseñales puenar el sentido
Fig
g. 11. Identific
Acción de coocontroladorarga de tomaminales Set P
0-2351, Año 6
tores que crro transversaos increment una resoluc
e implementóon señales deware en el mncoders se in
motor la reson.
B, Fig. 10, ción de la roeden ser deo de giro del m
g. 10. Encode
cación Señale
ontrol utilizado en e
ar las señalesPoint y Enco
6 Número 10,
controlan el al, fueron dotales [21]. ción de 400 pó un sisteme cuadratura,
microcontroladncrementada olución es de
son usados otación del mecodificadas motor, Fig. 11
er.
es de encode
el control dels suministradoder, y con
, 2010
carro otados
Cada pulsos
ma de de tal
dor, la a 4X;
e 1600
para motor.
para 1.
r.
l CNC das en éstas,

ipdL
Pv
Ds
4
PmPas
LstcGt
P
Etév
dentifica la ppor medio dede control máLa acción eje
PWM: aplicavelocidad de
Dirección: Unsentido de gir
4.3 Modo coordi
Permite al movimiento dPIC-Servo Salmacenar unserán los pun
La coordinacsiguiente mantrayectoria decada controlaGrupo para qtiempo de ma
Fig
Perfil trapezo
El microconttrapezoidal deéste, se obtvelocidad sin
Fig. 13.
posición y lae un controlaás adecuada rcida tiene co
ada a los Ilos motores.
na señal binaro que deba t
de contronado (CMC)computador de varios moSC. Cuentana serie de pntos consigna
ción de múltnera, Fig. 12:eseada, envíador individuaue todos los
anera sincrón
g. 12. Contro
oidal de velo
rolador realize velocidad ptiene suavidasobre esforz
. Control trape
a velocidad pador PID digit
para alcanzaomo salida do
GBTs para
aria (1 ó 0) quener el motor
ol de mo[20]coordinar fá
otores con c con un
puntos muy cea para el contr
tiples ejes o: El host (PC)ía una lluvia al y envía un ejes se muevica.
ol de trayector
ocidad [22]
za un controprogramable, ad y movimar el servomo
ezoidal de ve
Revist
para calcular,tal, la acciónar el objetivo.os señales:
controlar la
ue define delr.
vimiento
ácilmente elcontroladoresbuffer paraercanos, querolador.
ocurre de la) discretiza lade puntos acomando de
van al mismo
ria
ol con perfilFig. 13. Con
miento a altaotor.
elocidad
ta Politécnic
50
,n.
a
l
lsae
aaaeo
lna
4.4 SLos mopuentecon lo c(voltaje se ilustr
IGBT’s:IRGB40tienen la
- Vol
- Co
- Vo(E)
- Tie
- Dcon
Conmutseñalescuenta microcodos señPara ellde giro por med
ca ISSN 1900
Sistema de potores DC sH conformadcual, es posibDC) como s
ra el esquema
Fig. 14. S
Los IGBT [2061D en confas siguientes
ltaje entre co
rriente en Co
ltaje de ence): 9-20V.
empo de conm
Diodo entre nmutación a a
tación: La tos de control,
con dos sontrolador. Poñales de conlo se optó pocon los IGBT
dio de los IGB
0-2351, Año 6
otenciason alimentado por 4 IGBTble controlar u sentido de a utilizado.
Sistema de P
23], [24], [25]figuración pue característic
lector y emiso
olector (C): 18
endido entre D
mutación del
emisor-colecalta velocidad
opología en una por cada
señales sumor tanto se dentrol (PWM yor hacer la vaT Q2, Q4 y BT Q3 y Q4, F
6 Número 10,
ados medianT’s por cada mtanto su velogiro. En la F
otencia
] utilizados soente H, los cas básicas [2
or: 600V.
8ª.
Drain (D) y E
orden de 50N
ctor que ped.
puente H exa motor, y só
ministradas pebió transformy dirección)
ariación del sevariar la velo
Fig. 15.
, 2010
te un motor, ocidad Fig. 14
on los uales,
26]:
Emisor
Ns.
ermite
xige 4 ólo se por el mar las
en 4. entido ocidad

4LpdpNrdrProipoe
PuSqacCpe
Fig. 15. Co
4.5 AcondLas señales proteger el cide potencia. permite indepNo obstanteretardo conside PWM recomendablePWM del ordruidos audibleotro lado, si lmputables apueden sobronda, lo que en etapas pos
Para evitar loun buffer coSchmitt Triggque se recuafectar drástcoloca una reCD40106 y parásitas entetapa de acon
F
nversión de 2
dicionamientde control d
ircuito contra Se utilizó el apendizar sele
e, estos optderable, por a la salide controlar el den de 10Kes molestos a frecuencia al sistema repasar la dehará que se
steriores.
os problemasn transistoreger inversorapera el flancticamente suesistencia deel G para
tre G-E. Enndicionamien
Fig. 16. Acond
2 a 4 señales
odeben ser a cortos o fallaislamiento óectivamente ltoacopladoreslo que defor
da. Adiciona motor con freHz a 20KHzpara el ser es muy alta,de control eformación safecte el cic
s anteriores, es BJT y una CD40106, co de subidu ciclo de de 10 entre
descargar cla Fig. 16 s
nto.
dicionamiento
Revist
de control.
aisladas parao en la parte
óptico porquelos sistemas.s tienen unman la señalalmente, esecuencias dez para evitarhumano. Por, los retardosde potencia
sufrida de laclo de dureza
se introducea compuertade tal formaa inicial, sindureza y sela salida del
capacitanciasse resume la
o
ta Politécnic
51
aee.
nl
serrsaaa
eaanelsa
4.6 FPara loregulad
Para ciFig. 14comparimplemeQ4, una
Fig. 18.
4.7 Sm
El sistesistema19. Cadcomo ree inconvA continilustrada
Host: C
Convercomunic
ca ISSN 1900
Fuentes alimeos motores:a de 90V y 5A-
Fig. 17.
ircuito de dis4, solo dos rten el Emisoentar 3 fuenta para Q1 y o
. Fuente circu
Sistema de microcontrolaema de coma de Control da uno de loespuesta a uvenientes, prnuación, se eas.
Fig. 19.
Corresponde a
rsor USB-RScación USB
0-2351, Año 6
entaciónSe diseño
A, ver Fig. 17
Fuente Motor
sparo: Como (Q2 y Q4
or. Por éste htes de dispatra para Q3,
uitos de dispa
comunicaciadores y el Punicación imNumérico seos bloques h
una evaluacióropias de ésteexplica cada
Acondicionam
al PC.
S232: Se debdel PC al p
6 Número 10,
o una fuent7:
res DC
se observa 4) de los IGhecho se debro, una paraFig. 18.
aro
ión entre loPC
mplementado e ilustra en laha sido concón de posibilide tipo de sisteuna de las e
miento
be acondicioprotocolo est
, 2010
te no
en la GBT’s bieron Q2 -
os
en el a Fig. cebido dades emas.
etapas
nar la tándar

Rm
C4ecdd(m1c
F
EstdAdsdedmAmdedaqdcds
RS232, el cumicrocontrola
Conversor R485, debido entre el PC ycomandan el de la máquinde sus venta(Transmisión máximo de la100kbps y configuración
Fig. 20. Direc
El procedimsiguiente: Catodos los mdefecto 0x0ADDR_OUT desactivansubsecuentesde los módencuentredesactivada. módulos queADDR_IN. Emódulos adesactivada yel primer móddefecto a tiera comunicarsque está acdirección a 0cambiara el ede tal formasiguiente mód
ual es el proadores.
RS232-RS485a que era
y los diferentemovimiento
a. Además, fajas tales com
diferencial a señal de ap
capacidad n maestro/es
ccionamiento
miento de dada vez que módulos arra00, y sus
arrancan enla comunicas, ya que poulos, mientraen 1 su Únicamente
e tengan enEn ese ordearrancan coy únicamentedulo, el cual trra (en cero). se con el móctivo en ese 0x01 e inmedestado de sua que activadulo, el cual
otocolo que
5: Se optó ponecesario cr
es microcontrde cada uno
fueron evaluamo su inmun
balanceadaproximadame
de trabaclavos [27].
o de módulos.
direccionamieel sistema encan con dpines corre
n 1, de tal ación de loor característas el pin A
comunicactendrán com
n cero lógicoen de ideason su ce tendrá la ctiene su pin AEl computad
ódulo 1 de dimomento,
diatamente du salida ADDara la comutomará la di
Revist
soportan los
r el protocolorear una redoladores queo de los ejesadas muchasidad al ruido), alcance
ente 1200m aajar en la
Para poder
.
ento es els encendido,
dirección porespondientesmanera queos módulosticas propias
ADDR_IN seción estaráunicación loso su pin des, todos loscomunicacióncomunicaciónADDR_IN pordor empezarárección 0x00cambiará su
dicho móduloDR_OUT a 0,unicación delrección 0x00
ta Politécnic
52
s
odessoeaar
trabajarimplemede creacolision
4.7.1 DUna pcomunicmódulosdel micrdos móindica e
l,rsesseásesnnrá0uo,l
0
por defvolverá0x00 acaso a pin Acomunicprocedino recib0x00.
4.7.2 PLas traentre el
Trama d
Cabecera
(1 Byte)
ca ISSN 1900
r en ésta entar RS485
ar una red dees de informa
Direccionamiparte importcación es s (esclavos).rocontroladoródulos debeen la Fig. 20.
fecto. Una vea comunicar
ctivo y camb0x02. IgualmDDR_OUT cación del simiento continba respuesta
Protocolo [20mas utilizada PC y los mó
de datos del
a Dirección del módulo
(1 Byte)
0-2351, Año 6
configuraciófull dúplex (4datos segura
ación.
ento [20] tante para el direccionPara ello, se
r: ADDR_IN yn estar con
ez hecho esrse con el mbiara su dire
mente dicho men cero
guiente módnuara hasta qde ningún m
0]:as para realizdulos son las
l PC al MCU
Comando
(1 Byte)
d
(
6 Número 10,
ón fue nece4 Líneas), cona, donde se
el sistemanamiento dee utilizan dos y ADDR_OUTectados com
sto, el compuódulo de dire
ección ya enmódulo coloca
y habilitarulo si lo hayque el compu
módulo de dire
ar la comunics siguientes:
Adicionales del comando
(0 a 15 Bytes) (
, 2010
esario n el fin evitan
a de e los pines
T. Los mo se
utadorección n este ará su rá la y; éste utador ección
cación
Check-sum
(1 Byte)

BccBmeBcncBie
T
Bs
F
EpdpPd
Byte de cabecomunicacióncontinúa es uByte de Direcmódulos de ejecutar. Byte de Comcontiene la ornúmero de comando. Bytes Adicionformación ejecute de ma
Trama de da
Byte de Estados
(1 Byte)
Byte de Estsistema, es d
Figura 21. Si
Este sistemapocas modificde tornos conpequeña y mePara comprodesarrollado,
ecera: Es utiln, e indicarle n comando v
cción del módla red debe
mando: Comrden que el mbytes adicion
onales del Cnecesaria paanera correct
tos del MCU
Bytes Adde E
(1 B
tado: Retorndecir, si hay
stema electró
a modular pecaciones mecnvencionales ediana indust
obar el desemse realiza
izado para da los módulo
valido. dulo: Indica qn atender el
mo su nombmódulo debe nales que re
Comando: Cara que el ta.
U al PC
dicionalesstado
Byte)
na el estadosobre corrie
ónico, mecán
ermitirá fácilmcánicas la auen universid
tria.mpeño del sron varias
Revist
ar inicio a laos que lo que
qué módulo ó comando a
re lo indica,ejecutar, y elequiere este
Contienen lacomando se
Checksum
(1 Byte)
o actual delnte, si se ha
ico y de softw
mente y conutomatizacióndades y en la
sistema CNCpruebas de
ta Politécnic
53
ae
óa
,l
e
ae
la
llegado excedidChecksBytes AreferentfuncionaEncodeposicióntrayectoByte dedeteccióse presno se ebyte de
5. RE
CulminaCNC, cdiagram
ware integrad
nna
Ce
mecanizalfiles,Latón.fueron d
ca ISSN 1900
a los límitedo el error deum, etc.
Adicionales dte a procamiento del s
er, número den, o si el soria entre otroe Checksum:ón de erroresenta un error
ejecutará y coEstado, en e
ESUTLADOS
ado el proyeccuya estructu
ma de la Fig. 2
o en un Torno
zado de fichaen diferentesLos perfiles
desarrollados
0-2351, Año 6
es del moviel controlador
del Estado: Ecesos necesistema, por e overflows ensistema está
os. : Es una me
s en la comunr el comando omo respuestel cual un bit i
cto, se cuenura general 21.
o académico
as de Ajedres materiales de las pie
s en AUTOCA
6 Número 10,
imiento, si s, si hay error
ntrega informesarios paraejemplo, Valn el contadorá ejecutando
etodología panicación. Si enenviado al ma, se enviarandica éste er
ta con un sisse resume
CNC.
ez, como peocomo alum
ezas mecaniAD.
, 2010
se ha r en el
mación a el or del r de la o una
ara la n este
módulo a en el rror.
stemaen el
ones y inio y zadas

Udsed
F
Fe
Eusr
Tm
Una de las pde un peón ese muestra estrategia de desarrollado s
Figura 22. Pl
Figura 23. Trestrategia de
En la tabla 1utilizados paseleccionadosrecomendacio
Tabla 1. Pamecanizado d
DiámetroDistancia
Profundid
Velocidad
Velocidad
Velocidad
RevolucioAceleració
pruebas realizen Latón. El pen la figuramecanizado
se presentan
ano del peón
rayectorias dmecanizado
1 se detallanara el mecs teniendoones dadas e
arámetros dedel peón en L
Parámetro
del Cilindro Basde retirada
dad de corte
d de Avance en D
d de corte en Des
d de Avance en A
ones por minutosón del sistema
zadas fue el plano del perfa 22 y las utilizadas poen la Figura
n mecanizado
e la herramieutilizada.
los parámetcanizado. Eo en c
en [28].
e corte utilizLatón.
se
Desbaste
sbaste 12
Acabado
s del Husillo 202
Revist
mecanizadofil maquinadolíneas de laor el software23.
o en Latón.
enta según la
tros de corteEstos fueroncuenta las
zados en el
Valor
19 mm 4 mm
0.2 mm
4 mm/s
20 m/min
1 mm/s
000 RPM 0 mm/s2
ta Politécnic
54
ooae
a
ens
l
En la Fperfil qmecanizdichas original.torno spresent
Figurafácilmen
Tabladeseadamaquina
COTA
12345
El tiemminutostiemposproceso
Tabla 3
Desbast
AcabadoTOTAL T
6. AN
El tiemplimitaciode mecestructuutilizada
ca ISSN 1900
Fig. 24 se pque fueron zó el peón. medidas co
. Se puede ose mantiene ta un error má
24. Plano nte medibles
2. Comparaas de la pieado.
DIMENSION DESEADA
(mm) 5.00
27.92 4.924.008.00
po total de ms con 46 segs de cada uno de mecaniza
3. Tiempos deProceso
e + focalizació
o (un solo pasoTiempo de mec
NÁLISIS DE R
po de mecanones propias canizado peura del minia.
0-2351, Año 6
resentan algcomprobadEn la tabla
n las deseaobservar com
en el ordeáxima del 2%
del peón cocon un calibr
ativa entre eza y las ob
DIMENCION OBTENIDA
(mm) 5.10
28.00 5.003.958.07
maquinado dgundos. La tana de las difado.
e mecanizadoTie
n
o)canizado
RESULTADO
nizado dependel sistema, rmitidos por i torno y d
6 Número 10,
unas medidaas una vea 2 se comdas en el d
mo la precisióen de 0.1 m.
on algunas rador o pie de
las dimensbtenidas lueg
ERROR (mm)
E
0.100.080.080.050.07
del peón fue abla 3 muestferentes fase
o.empo (minutos
3.33
0.45 3.78
OS
ndió mucho dde los parámla rigidez
de la herram
, 2010
as del ez se mparan diseño ón del mm y
cotase rey.
siones go del
ERROR (%)
-2.00 -0.28 -1.62 1.25-0.87
de 3 tra los es del
s)
de las metros de la
mienta

Revista Politécnica ISSN 1900-2351, Año 6 Número 10, 2010
55
Con respecto a la precisión del sistema, es de aclarar que fuera de los errores inducidos por los sistemas mecánicos uno de los problemas principales que afectaban en gran medida la precisión de la maquina es que, de acuerdo al diseño del sistema, el usuario debe ingresar el diámetro del cilindro base y ubicar manualmente el cero de la pieza haciendo un ligero roce con la superficie del cilindro base. Debido a esto, el maquinado no se ejecuta desde el radio de la pieza medido e ingresado, sino desde una longitud igual al radio original menos la distancia que se penetro en el roce. A pesar de ser una distancia muy pequeña, sumada con los errores propios del sistema mecánico, da como resultado errores dimensionales considerables y que pueden ser muy significativos en la mayoría de las ocasiones. Por otra parte, un problema que se presenta durante el mecanizado es que la velocidad del husillo varía cuando es frenado por la fricción generada entre la herramienta y la pieza de trabajo durante el corte. Esto se debe a que el motor del mandril no cuenta con un control que asegure una velocidad constante independiente de la fuerza y el torque requerido para efectuar el corte.
7. CONCLUSIÓN
El sistema que se detalla en el artículo, está fundamentalmente ligado al bloque “CONTROL MOTORES” para el cual se optimizó el sistema de control, mediante un microcontrolador pre-programado para control de Servomotores, se acondicionó motores DC y se mejoró el sistema de potencia, se dotó con sensores de control y protección, con lo cual se mejoraron la prestaciones del CNC. Por último, se desarrolló un protocolo de comunicación (RS485), que permite comunicar el PC, con el sistema de control. Los resultados y experiencias adquiridas en el desarrollo de esta etapa del proyecto, posibilitaron mejorar la primera versión del sistema y facilitan aún más el desarrollo de futuras aplicaciones adaptadas a tornos convencionales. Haciendo una comparación entre el sistema desarrollado en el 2005 y el nuevo sistema, es mucho más rápido, más preciso, ofrece un mejor acabado superficial y además redujo los tiempos de mecanizado alrededor de un 77%.
8. AGRADECIMIENTOS
Este trabajo es un resultado del proyecto MCO7-1-03. Los autores agradecen a la Universidad de Antioquia, a su Comité para el desarrollo de la investigación CODI. Al Profesor Orlando Carrillo Perilla, que con su apoyo y sugerencias enriqueció el desarrollo del proyecto.
9. REFERENCIAS BIBLIOGRÁFICAS
[1] Londoño, N; Simanca , P. ; Alvarez, j.; Marín, E. “Diseño y construcción de un torno de control Numérico”. Scientia et Technica Año XI, No 29, Diciembre de 2005. UTP. ISSN 0122-1701. [2] Haci Saglam, Suleyman Yaldiz y Faruk Unsacar. “The e ect of tool geometry and cutting speed on main cutting force and tool tip temperature”. Science Direct: Materials and Design 28 (2007) 101–111. [3] M. Mori, H. Mizuguchi, M. Fujishima, Y. Ido, N. Mingkai, K. Konishi. “Design optimization and development of CNC lathe headstock to minimize thermal deformation”. CIRP Annals - Manufacturing Technology 58 (2009) 331–334. [4] Joze Balic, Miha Kovacic, Bostjan Vaupotic. “Intelligent programming of CNC turning operations using Genetic Algorithm”. J Intell Manuf (2006) 17:331–340. Received: September 2004 / Accepted: September 2005. © Springer Science+Business Media, LLC 2006. [5] Joze Daniel Hana and Jayantha Katupitiya. “Very Low Compliance Force Control On a CNC Lathe machine”. Proceedings of the 2006 IEEE International Conference on Robotics and Automation. Orlando, Florida - May 2006. [6] Joze Won Tae Kwon, Ik Jun Hong. “Stimation of the cutting torque without a speed sensor during CNC Turning”. Journal of Mechanical Science and Technology (KSME Int J) Vol. 19, No 12, pp. 2205~2212, 2005. [7] J. Jesús de Santiago-Pérez, Roque Alfredo Osornio-Rios, René de Jesús Romero-Troncoso, Gilberto Herrera-Ruiz, Manuel Delgado-Rosas. “ DSP algorithm for the extraction of dynamics parameters in CNC machine tool servomechanisms from an optical incremental encoder”. International Journal of Machine Tools & Manufacture 48 (2008) 1318– 1334 [8] A. Martínez-Álvarez, J. L. Sánchez-Romero, S. Cuenca-Asensi, A. Jimeno-Morenilla. “Hardware implementation of a STEP-NC enabled CNC for

Revista Politécnica ISSN 1900-2351, Año 6 Número 10, 2010
56
turning lathe machining”. 978-1-4244-4649-0/09/$25.00 ©2009 IEEE [9] Jingchuan Dong, Xingzhao Yang, Qingjian Liu, Zijing Wang and Taiyong Wang. “Design and Implementation of CNC Controllers using Reconfigurable Hardware”. 2009 IEEE International Conference on Control and Automation. Christchurch, New Zealand, December 9-11, 2009. [10] Vfctor M Vfctor M. Monroy, Juan de Dios Calderón, and José C. MirandaV. “Taking the Lab into the Classroom Using Mobile Technology to Monitor and Receive Data from CNC machines”. Journal of Manufacturing Systems Vol. 24/No. 3 2005. [11] Tian-Syung Lan & Kuei-Shu Hsu. “The implementation of optimum MRR on digital PC-based lathe system”. Int J Adv Manuf Technol (2007) 35:248–254. Received: 28 March 2006 /Accepted: 14 July 2006 / Published online: 24 October 2006. Springer-Verlag London Limited 2006 [12] F. Ferraz Jr y R.T. Coelho. “ Data acquisition and monitoring in machine tools with CNC of open architecture using internet”. Int J Adv Manuf Technol (2005) 26: 90–97. Received: 16 June 2003 / Accepted: 30 September 2003 / Published online: 20 February 2004. Springer-Verlag London Limited 2004 [13] Abdullah Duran y Muammer Nalbant. “Finite element analysis of bending occurring while cutting with high speed steel lathe cutting tools”. Materials and Design 26 (2005) 549–554. [14] Ruey-Jing Lian, Bai-Fu Lin y Jyun-Han Huan. “ Self-organizing fuzzy control of constant cutting force in turning ”. Int J Adv Manuf Technol (2005) 29:436-445. Received: 13 October 2004 / Accepted: 3 January 2005 / Published online: 17 August 2005. Springer-Verlag London Limited 2005. [15] V. E. Karpus and A. V. Kotlyar. “Multicutter Machining on Numerically Controlled Lathes”. ISSN 1068-798X, Russian Engineering Research, 2007, Vol. 27, No. 12, pp. 884–887. © Allerton Press, Inc., 2007. Original Russian Text © V.E. Karpus, A.V. Kotlyar, 2007, published in Vestnik Mashinostroeniya, 2007, No. 12, pp. 59–62. [16] V. I. Zhiganov. “ Design and Implementation of CNC Controllers using Reconfigurable Hardware”. ISSN 1068-798X, Russian Engineering Research, 2008, Vol. 28, No. 6, pp. 584–587. © Allerton Press, Inc., 2008. Original Russian Text © V.I. Zhiganov, 2008, published in Vestnik STIN, 2008, No. 3, pp. 2–5. [17] A. A. Kobzev and L. K. Generalov. “ Automatic Control of Turning”. ISSN 1068-798X, Russian
Engineering Research, 2009, Vol. 29, No. 2, pp. 214–216. © Allerton Press, Inc., 2009. Original Russian Text © A.A. Kobzev, L.K. Generalov, 2008, published in STIN, 2008, No. 11, pp. 26–29. [18] ZHAN Yiqing, ZUO Zhiyong, XIE Yun y WEI Wen. “Research and application of automation technology in renovation for old import machine tool”. International Technology and Innovation Conference 2007. Wuhan Baode Electromechanical Company Limited, China. IEEE. [19] L.N. López de Lacalle y A. Lamikiz, “Machine Tool for high performance machining”. 2009, Springer. [20] Jeffrey Kerr, “PIC-SERVO SC Datasheet”. Pic.Servomotor control. www.Jrkerr.com.[Consultado en marzo de 2010]. [21] Godfrey C. Onwubolu. “Mechatronics: Principles and Applications”. The University of the South Pacific, Fiji. Elsevier, 2005. [22] Paul E. Sandin, “Robot Mechanisms and Mechanical Devices”. 2003, McGraw-Hill. [23] Khanna, Vinod Kummer, The Insulated gate bipolar transistor (IGBT): theory and desing. United States: Institute of Electrical and Electronics Engineers, Inc, 2003 [24] R. Zehringer, S. Dewar, Petri Schroderus, “Módulo IGBT ‘six-pack’, dispositivo estándar para una nueva era”, Revista Técnica ABB, Vol. 3, 2000, pp. 57-58. [25] S. Linder, “Semiconductores de potencia. En el corazón de una revolución silenciosa”, Revista Técnica ABB, Vol. 4, 2003, pp. 27-3 [26] National Rectifier, “irgb4061dpbf: Insulated Gate Bipolar Transistor with Ultrafast Soft Recovery Diode”. [27] M. Soltero, J. Zhang, C. Cockrill, “422 and 485 Standards Overview and System Configurations”, Texas Instruments Application Report, Junio, 2002. [28] Chevalier A. y Bohan J.. “Tecnología del diseño y fabricación de piezas metálicas”. Editorial Limusa S.A. DE C.V. Grupo Noriega Editores Balderas 95, México D.F. 1998.