Embed Size (px)
Citation preview
EEssttuuddoo ddee
VViiddaa ÚÚttiill EEccoonnôômmiiccaa ee TTaaxxaa ddee
DDeepprreecciiaaççããoo
VOLUME 1 / 2
Escola Federal de Engenharia de Itajubá
CERNE - Centro de Estudos em Recursos Naturais e Energia
Novembro 2000

ANEEL – Agência Nacional de Energia Elétrica 1 Estudo de Vida Útil Econômica e Taxa de Depreciação
ÍNDICE
VOLUME 1 / 2
INTRODUÇÃO............................................................................................................................................4
ESTUDOS DE VIDA ÚTIL ECONÔMICA ..................................................................................................6 Armazenagem, Manipulação, Transporte de Combustível Líquido ou Gasoso.......................................6
Armazenagem, Manipulação, Transporte de Combustível Nuclear .......................................................23
Armazenagem, Manipulação, Transporte de Combustível Sólido..........................................................29
Armazenagem, Manipulação, Transporte de Resíduo..........................................................................36
Armazenagem, Manipulação, Transporte de Resíduo Nuclear..............................................................54
Balança para Veículos de Carga ........................................................................................................60
Banco de Capacitores (Sistemas de Distribuição)................................................................................68
Banco de Capacitores (Sistemas de Transmissão) ..............................................................................77
Barragem e Adutora ..........................................................................................................................86
Barramento.......................................................................................................................................92
Caldeira............................................................................................................................................98
Câmara e Galeria ..............................................................................................................................103
Canal de Descarga ............................................................................................................................107
Chaminé ...........................................................................................................................................113
Chave (Sistema de Distribuição).........................................................................................................119
Chave (Sistema de Transmissão) .......................................................................................................124
Compensador de Reativos .................................................................................................................129
Comporta..........................................................................................................................................136
Computador e Periféricos...................................................................................................................153
Condensador de Vapor ......................................................................................................................160
Conduto e Canaleta...........................................................................................................................163
Conduto Forçado...............................................................................................................................168
Condutor (Sistema de Distribuição) ....................................................................................................177
Condutor (Sistema de Transmissão) ...................................................................................................182
Controlador Programável ...................................................................................................................187
Conversor de Corrente ......................................................................................................................193
Conversor de Freqüência...................................................................................................................200
Disjuntor ...........................................................................................................................................205
Edificação – Casa de Força – Produção Hidráulica..............................................................................213
Edificação – Outras ...........................................................................................................................217
Elevador e Teleférico.........................................................................................................................221
Equipamento Geral............................................................................................................................226
ANEEL – Agência Nacional de Energia Elétrica 2 Estudo de Vida Útil Econômica e Taxa de Depreciação
Equipamentos da Tomada D’água...................................................................................................... 230
Equipamentos do Ciclo Térmico......................................................................................................... 246
Estradas de Acesso .......................................................................................................................... 254
Estrutura (Poste, Torre) (Sistema de Distribuição)............................................................................... 257
Estrutura (Poste, Torre) (Sistema de Transmissão) ............................................................................. 262
Estrutura da Tomada D’água ............................................................................................................. 269
Estrutura Suporte de Equipamento e de Barramento ........................................................................... 273
Fibra Ótica........................................................................................................................................ 279
Gerador............................................................................................................................................ 286
Gerador de Vapor ............................................................................................................................. 293
Instalações de Recreação e Lazer...................................................................................................... 299
Luminária ......................................................................................................................................... 304
Medidor ............................................................................................................................................ 309
Motor de Combustão Interna.............................................................................................................. 316
Painel, Mesa de Comando e Cubículo................................................................................................ 321
Pára-Raios ....................................................................................................................................... 326
Ponte Rolante, Guindaste ou Pórtico.................................................................................................. 331
Precipitador de Resíduos ................................................................................................................... 342
Protetor de Rede............................................................................................................................... 348
Reator (ou Resistor) .......................................................................................................................... 356
VOLUME 2 / 2
Reator Nuclear.................................................................................................................................. 361
Rede Local de Computadores ............................................................................................................ 368
Regulador de Tensão (Sistema de Distribuição) .................................................................................. 376
Regulador de Tensão (Sistema de Transmissão) ................................................................................ 383
Religador .......................................................................................................................................... 390
Reservatório ..................................................................................................................................... 395
Seccionalizador................................................................................................................................. 401
Sistema Anti-Ruído ........................................................................................................................... 407
Sistema Auxiliar de Corrente Contínua ............................................................................................... 412
Sistema de Água de Circulação ......................................................................................................... 421
Sistema de Alimentação de Energia ................................................................................................... 426
Sistema de Amostragem Primário ...................................................................................................... 431
Sistema de Ar Comprimido ................................................................................................................ 435
Sistema de Ar e Gases de Combustão ............................................................................................... 441
Sistema de Aterramento .................................................................................................................... 448
Sistema de Comunicação e Proteção Carrier...................................................................................... 453
Sistema de Comunicação Local ......................................................................................................... 462
Sistema de Controle Químico e Volumétrico ....................................................................................... 467

ANEEL – Agência Nacional de Energia Elétrica 3 Estudo de Vida Útil Econômica e Taxa de Depreciação
Sistema de Dados Meteorológicos e Hidrológicos................................................................................474
Sistema de Exaustão, Ventilação e Ar Condicionado ...........................................................................482
Sistema de Lubrificação, de Óleo de Regulação e Óleo Isolante ..........................................................489
Sistema de Proteção Contra Incêndio.................................................................................................495
Sistema de Pulverização do Envoltório de Contenção..........................................................................500
Sistema de Radiocomunicação ..........................................................................................................504
Sistema de Refrigeração de Emergência do Núcleo do Reator .............................................................509
Sistema de Refrigeração do Reator ....................................................................................................515
Sistema de Refrigeração e Purificação do Poço de Combustível Usado................................................523
Sistema de Resfriamento de Equipamentos ........................................................................................528
Sistema de Serviços ..........................................................................................................................537
Sistema para Gaseificação de Carvão ................................................................................................541
Subestação SF6 ................................................................................................................................546
Subestação Unitária ..........................................................................................................................553
Suprimento e Tratamento D’água .......................................................................................................561
Transformador de Aterramento...........................................................................................................567
Transformador de Distribuição............................................................................................................571
Transformador de Força ....................................................................................................................579
Transformador de Medida ..................................................................................................................586
Transformador de Potencial Capacitivo ou Indutivo .............................................................................592
Transformador de Serviços Auxiliares .................................................................................................597
Turbina a Gás ...................................................................................................................................602
Turbina Hidráulica .............................................................................................................................607
Turbogerador ....................................................................................................................................613
Urbanização e Benfeitorias ................................................................................................................618
Veículos ............................................................................................................................................622
TABELA COMPARATIVA...........................................................................................................................631

ANEEL – Agência Nacional de Energia Elétrica 4 Estudo de Vida Útil Econômica e Taxa de Depreciação
INTRODUÇÃO
O artigo 138, § 2º, da Lei nº 6.404/76, estabelece
que: “A diminuição de valor dos elementos do
ativo imobilizado será registrada periodicamente
nas contas de:
• Depreciação, quando corresponder à
perda do valor dos direitos que têm por
objeto bens físicos sujeitos a desgastes ou
perda de utilidade por uso, ação da
natureza ou obsolescência;
• Amortização, quando corresponder à
perda do valor do capital aplicado na
aquisição na aquisição de direitos de
propriedade industrial ou comercial e
quaisquer outros com existência ou
exercício de duração limitada, ou cujo
objeto sejam bens de utilização por prazo
legal ou contratualmente limitado;
• Exaustão, quando corresponder à perda
do valor, decorrente da sua explosão, de
direitos cujo objeto sejam recursos
minerais ou florestais, ou bens aplicados
nessa exploração.”
Entretanto, a tendência de um número significativo
de empresas é simplesmente adotar as taxas
admitidas pela legislação fiscal. Os critérios
básicos de depreciação, de acordo com a
legislação fiscal, estão consolidados no
Regulamento do Imposto de Renda através de
seus arts. 248 a 256.
O fisco admite ainda que a empresa adote taxas
diferentes de depreciação, quando suportadas por
laudo pericial do Instituto Nacional de Tecnologia,
ou de outra entidade oficial de pesquisa científica
ou tecnológica (art. 253, § 2º, do RIR/94).
A base de cálculo da depreciação será:
• Custo histórico, assim entendido o valor do
bem no balanço anterior ou no início do
período;
• Valor de reavaliação decorrente de novas
avaliações no ativo imobilizado.
A técnica contábil estipula que o valor residual do
bem deve ser computado como dedução do seu
valor total para determinar o valor-base de cálculo
da depreciação. Todavia, na prática, esse
procedimento não tem sido muito adotado, pois é
bastante difícil estimar o valor residual, numa
economia instável como a nossa.
Uma dificuldade associada ao cálculo da
depreciação é a determinação do período de vida
útil econômica do ativo imobilizado.
Além das causas fiscais decorrentes do desgastes
natural pelo uso e pela ação de elementos da
natureza, a vida útil é afetada por fatores
funcionais, tais como a inadequação e o
obsoletismo, resultantes do surgimento de
substitutos mais aperfeiçoados.
Este trabalho visa o estudo dos diversos sistemas,
equipamentos e componentes do sistema elétrico,
quando ao problema de estimar uma vida útil
econômica, e por conseguinte uma taxa de
depreciação para os mesmos.

ANEEL – Agência Nacional de Energia Elétrica 5 Estudo de Vida Útil Econômica e Taxa de Depreciação
Existem diversos fatores que influenciam na vida
útil econômica de um equipamento, por exemplo:
• Características de operação: princípio de
funcionamento, condições de operação,
condições do ambiente onde este
equipamento está instalado, entre outras;
• Tipos e freqüência de falhas;
• Obsolescência tecnológica, advinda do
desenvolvimento de novos materiais e
novas tecnologias;
• Tipo e freqüência de manutenção.
A manutenção é toda atividade que se realiza
através de processos diretos ou indiretos nos
equipamentos, obras ou instalações, com a
finalidade de lhes assegurar condições de cumprir
com segurança e eficiência as funções para as
quais foram fabricados ou construídos, levando-se
em consideração as condições de operação e
econômicas.
Esta desenvolve especial papel na determinação
da vida útil econômica, uma vez que ela pode
determinar quando não será mais
economicamente viável dar manutenção no
equipamento. É dividida da seguinte forma:
• Manutenção Preditiva: Manutenção que se
realiza através de análises das
características operativas e/ou física-
químicas dos equipamentos, obras ou
instalações, com a finalidade de detectar
possíveis falhas;
• Manutenção Preventiva: Manutenção que
se realiza mediante um serviço
programado de controle, conservação e
reparação de equipamentos, obras ou
instalações, com a finalidade de mantê-los
em condições satisfatórias de
funcionamento, e de prevenir contra
possíveis ocorrências que acarretam sua
indisponibilidade;
• Manutenção Corretiva: Manutenção que se
realiza em equipamentos, obras ou
instalações, com a finalidade de corrigir as
causas e efeitos motivados por ocorrências
constatadas, e que acarretam ou podem
acarretar sua indisponibilidade, em
condições quase sempre não
programadas. Esta se divide em:
Manutenção Corretiva de Emergência,
quando se necessita proceder de imediato
o restabelecimento das condições normais
de utilização dos equipamentos, obras ou
instalações; e Manutenção Corretiva de
Urgência, quando se necessita proceder o
mais breve possível o restabelecimento
das condições normais de utilização dos
equipamentos, obras ou instalações;
Manutenção Corretiva Programada,
quando se necessita proceder, a qualquer
tempo, o restabelecimento das condições
normais de utilização dos equipamentos,
obras ou instalações.

Armazenagem, Manipulação, Transporte de Combustível Líquido e Gasoso
RESUMO
A matriz de processamento dos combustíveis
líquidos e gasosos abrange uma complexa cadeia
de equipamentos envolvidos direta e
indiretamente no processo. Os combustíveis
líquidos e gasosos aplicados na produção de
potência por meio de turbinas a vapor ou motores
de combustão interna, são na sua grande maioria
derivados de petróleo. O suprimento de insumos
energéticos, abrange uma logística de
transmissão e distribuição e armazenamento,
garantidas por um sistema viário que envolve
modalidades de transporte como dutos, ferrovias,
hidrovias e rodovias, interligando unidades
produtoras às bases primárias, próximas às
refinarias, e estas às bases secundárias,
normalmente mais distantes. Os processos de
transmissão e distribuição de petróleo e seus
derivados são feitos preferencialmente por
bombeamento através de dutos, em função dessa
modalidade apresentar capacidade de transporte
em grandes volumes, facilidade no controle do
fluxo, alta confiabilidade no suprimento e os
custos envolvidos no processo serem
relativamente menores quando comparados a
outros modos. O processo de armazenagem
funciona como um dispositivo regular entre a
taxas flutuantes de produção e as variações dos
índices de demanda. No processo de
armazenamento dos combustíveis líquidos, são
utilizados em geral tanques de aços de grandes
dimensões em formato cilíndrico ou cônico, e/ou
combinações dessas duas formas, equipadas com
sistemas de aquecimento. Os combustíveis
gasosos são armazenados em tanques
denominados “vasos de pressão” de
armazenamento ou de acumulação, sob pressão.
Os vasos de pressões, com raras exceções, têm o
casco na forma cilíndrica, cônica ou esférica e/ou
combinações dessas três formas. A vida útil
proposta econômica proposta para esse trabalho
é de 35 anos.
I. INTRODUÇÃO
Os processos de armazenamento, manipulação e
transporte de combustíveis líquidos e gasosos são
analisados considerando suas propriedades
físicas e composição química, inerentes a cada
tipo de combustível, além das especificações
técnicas relacionadas com a manutenção da
qualidade desejada e os custos envolvidos em
cada etapa do processo, até a sua efetiva
utilização.
O suprimento de insumos energéticos líquidos ou
gasosos aplicados à geração térmica a vapor ou a
combustão interna abrange, uma logística de
transmissão e distribuição e armazenamento dos
combustíveis em geral, garantidas por um sistema
viário que envolve modalidades de transporte
como dutos, ferrovias, hidrovias e rodovias,
interligando unidades produtoras às bases
primárias, próximas às refinarias, e estas às bases
secundárias, normalmente mais distantes.
Os combustíveis líquidos compreendem variadas
combinações no referido estado, ricas em

ANEEL – Agência Nacional de Energia Elétrica 7 Estudo de Vida Útil Econômica e Taxa de Depreciação
hidrocarbonetos, com as mais diversas
propriedades motoras, químicas e físicas, e de
diversos meios de obtenção, produzidos hoje
quase exclusivamente à base do petróleo.
Os combustíveis gasosos compreendem os gases
permanentes (gás de rua, gás de coque, gás de
alto forno, metano, gás natural), que a
temperatura ambiente, não se liquefazem mesmo
a altas pressões, e gases liquefeitos (misturas de
propano, propileno, butano e butileno) que à
temperatura ambiente, e altas pressões se
liquefazem.
A seguir serão abordados equipamentos utilizados
no processo de armazenamento, manipulação e
transporte de combustíveis líquidos e gasosos,
aplicados a geração térmica a vapor ou
combustão interna.
I.1. ARMAZENAMENTO
O processo de armazenagem funciona como um
dispositivo regular entre a taxas flutuantes de
produção e as variações dos índices de demanda.
No processo de armazenamento dos insumos
(combustíveis) líquidos para fins de geração de
energia, são utilizados em geral tanques de aços
de grandes dimensões em formato cilíndrico ou
cônico, e/ou combinações dessas duas formas,
equipadas com sistemas de aquecimento
controlados termostaticamente e, com indicador
de temperatura próximo a linha de saída do
combustível. Estes procedimentos permitem a
operação dos mesmos a níveis de temperatura
constante e, conseqüentemente, na faixa ideal de
viscosidade do combustível para seu manuseio.
Os combustíveis gasosos são freqüentemente
armazenados em tanques denominados “vasos de
pressão” de armazenamento ou de acumulação,
em forma liquefeita, sob pressão, para que se
possa acondicionar uma grande massa em um
volume relativamente pequeno.
Os vasos de pressão (com raras exceções) têm o
casco na forma cilíndrica, cônica ou esférica e/ou
combinações dessas três formas. A forma esférica
utilizada no armazenamento de grandes massas
de combustível, em função dessa geometria
permitir uma distribuição uniforme das tensões no
material devido à pressão, com a qual se chega à
menor espessura de parede e ao menor peso
relativo, em igualdade de pressão e de massa
contida, quando comparada a outros formatos.
Em 1944 no Brasil, já havia uma estrutura de
abastecimento composta de instalações de
armazenamento para combustíveis somando
aproximadamente 815.000 m3 e mais cerca de
100.000 m3 para fins militares, construídas pelas
forças armadas americanas. Estas tancagens
estavam espalhadas pelos estados do Pará,
Maranhão, Ceará Rio Grande do Norte, Bahia,
Minas Gerais, Espírito Santo, Rio de Janeiro,
Distrito Federal, São Paulo e Rio Grande do Sul.
Uma das características desses equipamentos é o
fato de não serem produtos de linhas de
fabricação. São projetados e construídos por
encomenda, segundo o tipo, dimensões e formato
adequados às necessidades e as condições de
desempenho em cada caso. Há no mercado,
inúmeras empresas que atuam no seguimento de

ANEEL – Agência Nacional de Energia Elétrica 8 Estudo de Vida Útil Econômica e Taxa de Depreciação
projeto e fabricação de reservatórios de
combustíveis, sendo os principais fabricantes
nacionais são as empresas CONFAB, Pierre
Saby, ALUFER, SADE, FEM, Mecânica Pesada,
BARDELLA entre outros.
I.2. TRANSPORTE
A estrutura de abastecimento de combustíveis
interliga, através de vários modos de transporte,
três pontos distintos:
• Fontes de produção;
• Refinarias;
• Centros consumidores.
Com base nos três pontos acima pode-se
classificar as etapas do transporte distintamente
em:
• Transmissão: caracteriza-se pela etapa do
transporte da matéria prima das fontes de
produção as refinarias, e dos derivados
aos centros de distribuição;
• Distribuição: compreende a etapa do
transporte dos centros de distribuição dos
derivados aos centros consumidores.
A matriz de transporte para combustíveis líquidos
e gasosos envolve as seguintes modalidades
características:
• Rodoviário: através de caminhões tanques;
• Ferroviário: por vagões tanques;
• Hidroviário e marítimo: através de
embarcações e navios tanques;
• Por meio de dutos.
O sistema de transmissão e distribuição modal por
bombeamento através de dutos é o meio mais
seguro e econômico de se transportar
combustíveis líquidos e gasosos, interligando
regiões produtoras, plataformas, refinarias,
terminais marítimos, parques de estocagem e os
centros consumidores. Quase a totalidade dos
dutos é constituída por tubos metálicos. Podem
ser instalados no mar ou em terra, e operam dia e
noite para garantir o abastecimento das refinarias
e suprir as necessidades de consumo dos centros
consumidores.
As bombas centrífugas para combustíveis líquidos
e compressores a pistão para gasosos, com
várias etapas de impulsão, instaladas em série ou
em paralelo, segundo os fluxos, as pressões e as
necessidades de se contar com reservas.
Para conseguir a pressão mínima necessária na
aspiração destas bombas, se recorrem a outras
pequenas bombas auxiliares denominadas
bombas de reforço ou booster.
Os motores que movem as bombas podem ser
elétricos, de explosão, cujo caso se alojam em
recinto distinto das bombas, ou turbinas a gás.
No parque de válvulas ocorre regulação das
pressões e fluxos do fluido. Chega-se a uma total
automação nestas estações.
Em casos onde os centros de geração não são
atendidos pela malha dutoviaria, por questões de
falta de investimentos ou demandas insuficientes
que justifiquem economicamente a implantação de
troncos para distribuição, o processo de
abastecimento é intermodal, combinando as
outras modalidades de transporte em função da

ANEEL – Agência Nacional de Energia Elétrica 9 Estudo de Vida Útil Econômica e Taxa de Depreciação
capacidade, mobilidade dos respectivos modos e
vias de acesso. I.3. HISTÓRICO DO OLEODUTO NO BRASIL
A primeira linha de 10” de diâmetro entre Santos e
São Paulo foi inaugurada em 20/10/1951. O
traçado desse oleoduto representou um grande
desafio, pois além do trecho pantanoso entre
Santos e Cubatão, enfrentou-se pela primeira vez
a subida da Serra do Mar – um desnível de 750m
em apenas 1,5km. Esta obra tem sido usada
como referencia até os dias de hoje.
Em 1966 começou a funcionar o primeiro duto de
grande extensão no Brasil, o Oleoduto Rio/Belo
Horizonte (ORBEL), transferindo produtos
refinados provenientes da Refinaria Duque de
Caxias (REDUC) para Belo Horizonte, com
diâmetro de 18" e 365 km de extensão. Com a
entrada em operação da Refinaria Gabriel Passos,
em 1968, o oleoduto passou a desempenhar a
função para a qual foi construído, ou seja, atender
o abastecimento daquela Refinaria com petróleo
recebido através do Terminal da Guanabara
(TORGUÁ).
A primeira grande obra da década de 70, na área
de transporte, foi a entrada em operação, em
1971, da ampliação do TEBAR, permitindo a
atracação de navios de até 300.000 tpb e o
oleoduto São Sebastião/Paulínia com diâmetro de
24" e 226 km de extensão.
I.4. HISTÓRICO DO GASODUTO NO BRASIL
Na década de 60, no Recôncavo Baiano também
foram concluídas algumas obras importantes
como a primeira Planta de Gasolina Natural (PGN)
do Brasil com a Unidade de Absorção em Catu e a
Unidade de Fracionamento em Mataripe. A fim de
alimentar e escoar a produção da PGN foi
construído mais de 150 km de gasodutos e dutos
para gasolina natural e GLP.
A década de 80 caracterizou-se pela construção
de um grande número de gasodutos, ampliando o
aproveitamento do gás natural produzido no
Espírito Santo e principalmente na Bacia de
Campos, no litoral do Rio de Janeiro.
O primeiro gasoduto interestadual entrou em
operação em 1974 ligando os estados de Sergipe
e Bahia. o GASEB, como foi denominado. Ele tem
seu ponto inicial na Estação de Compressores de
Atalaia Velha, em Sergipe, e seu ponto final no
Campo de Catu, conectando-se ao sistema de
gasodutos do Recôncavo Baiano. A sua extensão
é de 235 km, o diâmetro de 14" e capacidade
inicial de transferência de 1.500.000 m3/dia.
I.5. MANIPULAÇÃO
Os processos de manipulação apresentam
algumas particularidades em relação aos
combustíveis líquidos e gasosos utilizados nos
pátios de geração.
Os equipamentos utilizados na manipulação dos
combustíveis líquidos em pátios de geração
térmica a vapor ou motor de combustão interna
compreendem:
• Conjunto moto-bomba propulsor para
elevar a pressão no fluxo de injeção do
óleo aos queimadores, a patamares
adequados a nebulização (atomização);
• Tanques de armazenagem principal para
reserva estratégica e de serviço, caso este

ANEEL – Agência Nacional de Energia Elétrica 10 Estudo de Vida Útil Econômica e Taxa de Depreciação
último também exista, equipados com
sistemas de aquecimento, controlado
termostaticamente com indicadores de
temperatura.
• Tubulações isoladas termicamente com
sistemas de aquecimento do trecho entre o
tanque principal e/ou de serviço ao(s)
queimador (es), possibilitando manter os
níveis de temperatura constante e,
conseqüentemente, manter a faixa ideal de
viscosidade do combustível para que
ofereça baixa resistência ao fluxo.
Nos geradores de vapor, a partir do tanque,
enchido através da estação de recepção, o
combustível é bombeado para tanques de serviço
por meio de bombas específicas ou pela inversão
das bombas de admissão. A dimensão dos
tanques de serviço é suficiente para uma carga
total de 6 a 8 horas.
O combustível dos tanques de serviço flui através
dos filtros duplos de aspiração para as bombas
axiais dos queimadores, que comprimem o
combustível através de pré-aquecedores
tubulares, aquecidos a vapor, e eventualmente
através de filtros duplos de pressão, com pressão
e viscosidade necessárias a atomização do fluido
nos queimadores.
Quando opera com gás natural, utiliza-se o ciclo
OTTO; com óleo pesado, o ciclo DIESEL. Existe
ainda uma terceira versão bi-combustível
operando em ciclo DIESEL, que pode queimar
tanto gás natural como óleo pesado.
Os motores de combustão interna que operam em
ciclo diesel têm como vantagens produzir pouco
ruído, grande durabilidade, possibilidade de
utilizar combustíveis de baixa volatilidade (óleo
cru, óleo de alcatrão e óleo diesel), menores
exigências de fiscalização durante o
funcionamento e menos trabalho de manutenção,
devido ao número reduzido de válvulas,
tubulações bombas, etc. São utilizados em usinas
termoelétricas de grande potência e na propulsão
de navios de grande tonelagem.
Para geração térmica por meio de motores de
combustão interna utilizando óleo diesel os
tanques de armazenamento e as tubulações não
possuem sistema de aquecimento, uma vez que a
viscosidade do óleo diesel a temperatura e
pressão ambiente são satisfatórias para imediata
utilização.
Os parques equipados com de motores de
combustão interna estacionários a gás e/ou
alimentação de caldeiras para geração térmica a
vapor para geração de grandes potências, devem
estar circunscritos às regiões onde haja
disponibilidade de combustíveis gasosos (gás de
coqueria, gás de alto forno, metano, gás natural,
etc), que à temperatura ambiente, não se
liquefazem, mesmo a altas pressões. Os
equipamentos utilizados na manipulação são:
• Sistemas de regulagem da pressão e
medição (vasos de pressão, válvulas e
medidores) do gás para redes de
alimentação de alta e média pressão;
• Pressurizadores ou moto-compressor;

ANEEL – Agência Nacional de Energia Elétrica 11 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Vasos de pressão para armazenamento de
gases liquefeitos (misturas e propano,
propileno, butano, butileno);
• Instrumentos de controles de válvulas, que
atuam sobre válvulas moduladoras para
regular a pressão do gás.
• Tubulações sem sistemas de
aquecimento.
II. CARACTERÍSTICAS
II.1. TANQUES E VASOS DE PRESSÃO PARA
ARMAZENAMENTO DE COMBUSTÍVEIS LIQUIDOS
E GASOSOS
Os tanques e os vasos de pressão e seus
componentes, para fins de armazenamento,
podem ser confeccionados com diversos
materiais, sendo as seguintes classes as
principais:
• Materiais metálicos: Metais ferrosos -
Aços-carbono, aços-liga, aços inoxidáveis;
Metais não-ferrosos - Alumínio e ligas,
níquel e ligas, titânio e ligas.
• Materiais não-ferrosos: Materiais plásticos
reforçados (termoestáveis) e cerâmicas.
O aço-carbono é o material mais empregado na
construção de tanques e vasos de pressão para
armazenamento de combustíveis líquidos e
gasosos, por ser um material de boa
conformabilidade, boa soldabilidade, de fácil
obtenção e encontrado sob todas as formas de
apresentação, e o material de menor preço em
relação a sua resistência mecânica.
As propriedades do aço carbono são influenciadas
por sua composição química e pela temperatura
de trabalho. O aumento na quantidade de carbono
no aço produz basicamente um aumento nos
limites de resistência e de elasticidade e na
dureza e temperabilidade do aço; em
compensação, esse aumento prejudica a
ductilidade e a soldabilidade do material.
O aço-carbono é um material de baixa resistência
a corrosão, sendo necessário o acréscimo de
sobre-espessura no casco, para prevenir a
corrosão em todas as partes em contato com os
fluidos de processo ou com a atmosfera, ou
aplicação de uma pintura ou outro revestimento
protetor adequado.
Os “aços-ligas” (alloy-steel) são aços que
possuem em sua composição uma quantidade de
outros elementos (molibdênio, cromo, níquel,
fósforo e cobre) além da composição básica dos
aços carbonos. Estes elementos acrescidos há
estrutura cristalina dos aços, conferem altas
resistências à corrosão (cromo, fósforo, cobre),
fluência (molibdênio) e fratura devido as baixas
temperaturas (níquel).
Os aços-liga são mais caros que os aços-carbono,
em função da maior quantidade de elementos de
liga em sua composição, além dos processos de
fabricação (usinagem, montagem e soldagem)
eles são mais difíceis e custoso.
Devido a alta resistência aos agentes oxidantes,
tanques e vasos confeccionados em aços-liga
apresentam uma vida útil sensivelmente maior em
relação aos aços-carbonos.

ANEEL – Agência Nacional de Energia Elétrica 12 Estudo de Vida Útil Econômica e Taxa de Depreciação
O código ASME seção VIII, divisões 1 e 2
(American Society of Mechanical Engineers) são
as normas de referencia (materiais, projetos e
processos de fabricação) para tanques e vasos de
pressão.
II.2. ÓLEODUTOS E GASODUTOS
Os dutos para transporte de combustíveis líquidos
e gasosos são confeccionados na sua grande
maioria, com tubos de seção circular de aços-
carbono e, eventualmente para necessidades
especiais empregam-se outros materiais como
aços-liga, fundidos e plásticos entre os principais.
Entre os dutos de aços-carbono se empregam três
tipos fundamentais:
• Tubos sem costura ou estirados obtidos
por punção e laminação de troncos
(procedimento Mannesman);
• Tubos soldados longitudinalmente obtidos
por calandreamento e soldagem das
chapas por arco submerso;
• Tubos helicoidais obtidos por enrolamento
e soldagem em arco submerso de chapas
procedente de bobinas.
Com o objetivo de proteger os dutos contra
corrosão, se recorre freqüentemente a proteção
catódica em geral por corrente impressa e
ocasionalmente com anodos de sacrifício. Utiliza-
se de potenciais de proteção da ordem de 1,5
volts em relação ao solo.
A utilização dos revestimentos termoplásticos,
pinturas a base de resinas epóxi, poliéster e ligas
mais adequadas a manipulação de
hidrocarbonetos, também têm contribuído para
uma melhora significativa na resistência a
corrosão, prorrogando sensivelmente a vida utíl.
As normas técnicas pertinentes a especificação de
tubos para condução, são:
• Tubos de aço-carbono: ASTM A106 graus
A, B e C; ASTM A53 graus A e B; ASTM
A120; ASTM A333 grau 6; API 5L; API 5LX
grau 42, 46, 52,60,65, 70; ASTM A134;
ASTM A135 grau A e B; ASTM A671;
ASTM A672; ASTM A211.
• Tubos de Aços-liga e aços inoxidáveis:
ASTM A335 graus P1,P5, P11, P22, 3 e 7;
ASTM A691; ASTM A333; AISI 304, 304
L, 316, 316L, 321, 347 e 405.
II.3. BOMBAS
Bombas são máquinas operatrizes hidraulicas,
que recebem energia de uma fonte motora e
conferindo-a ao fluido no estado liquido, com a
finalidade de transportá-lo de um ponto para outro,
obedecendo às condições do processo.
O modo pelo qual é feita a transmissão da
potência mecânica ao fluido, aumentando sua
pressão e/ou velocidade. Classificam as bombas
em:
• Bombas de deslocamento positivo ou
volumógenas;
• Turbobombas ou rotodinâmicas.
As bombas de deslocamento positivo
caracterizam-se pela movimentação do órgão
propulsor da bomba, que obriga o fluido a
executar o mesmo movimento do qual está
animado. Esta categoria de bombas podem ser
divididas em dois tipos: alternativas e rotativas.

ANEEL – Agência Nacional de Energia Elétrica 13 Estudo de Vida Útil Econômica e Taxa de Depreciação
Nas bombas alternativas, o líquido recebe a ação
das forças diretamente de um pistão ou êmbolo
(pistão alongado) ou de membrana. Classificam-
se em:
• Pistão ou êmbolo (duplo efeito e simples
efeito, acionadas pela ação do vapor
(steam pumps), motores de combustão
interna ou eletricos (power pumps);
• Diafragma (operação por fluido ou
mecanicamente.
Nas bombas rotativas, o líquido recebe ação de
forças de um ou mais propulsores dotados do
movimento de rotação. Pode-se classifica-las em:
• Rotor único (palhetas (deslizantes,
oscilantes e flexíveis), pistão rotativo,
elemento flexível e parafuso simples);
• Rotores múltiplos (engrenagens (exteriores
e interiores), rotores lobulares, pistões
oscilatórios e parafusos (duplos e
múltiplos).
As turbobombas ou rotodinâmicas são máquinas
nas quais a movimentação do líquido é produzida
por forças que se desenvolvem na massa líquida,
em conseqüência da rotação de um rotor
(impelidor) com um certo número de pás
especiais.
A distinção entre os tipos de bombas
rotodinâmicas é feita fundamentalmente em
função da forma como o impelidor cede energia
ao fluido bem como a orientação do fluxo ao sair
do impelidor. Classificam-se em: bombas
centrífugas puras ou radiais, bombas de fluxo
axial ou propulsoras, bombas de fluxo misto ou
diagonal.
A bomba centrífuga propriamente dita, tem um
rotor cuja forma obriga o fluido a deslocar-se
“radialmente”. Em outro extremo figuraria as
bombas cujo rotor desloca o fluido “axialmente”,
denominada de bomba de fluxo axial. Entre
ambos os tipos de rotores, há o que desloca o
fluido com componentes axiais e radiais de
velocidade chamada de fluxo misto ou diagonais.
As bombas centrífugas ou radiais são dotadas de
um rotor cuja forma obriga o fluido a deslocar-se
paralelamente ao eixo, sendo dirigido pelas pás
para a periferia, segundo trajetórias contidas em
planos normais ao eixo do rotor. Em outro extremo
figuraria as bombas de fluxo axial, cujo rotor em
forma de hélice transmite a energia cinética à
massa líquida por forças puramente de arrasto,
caracterizando-se pela direção do fluxo na saída
ser paralela ao eixo de rotação.
As bombas centrífugas de fluxo misto fornecem
energia ao fluido pelo efeito combinado das
componentes das forças centrifugas e de arrasto,
produzindo no rotor um fluxo inclinado em relação
ao seu eixo.
Quanto ao número de estágios, pode-se
classifica-las em:
• Simples estágio: o fornecimento da energia
ao líquido é feito em um único estágio
(constituído por um rotor e um difusor);
• Múltiplos estágios: a transferência de
energia ao líquido é feita por dois ou mais
rotores fixados no mesmo eixo. A

ANEEL – Agência Nacional de Energia Elétrica 14 Estudo de Vida Útil Econômica e Taxa de Depreciação
passagem do liquido em cada rotor e
difusor configura um estágio na operação
de bombeamento.
Dimensões excessivas, correspondente custo
elevado e baixo rendimento fazem com que
fabricantes não utilizem bombas de um estágio
para alturas de elevação grandes. Esse limite
pode variar de 50 a 100 metros, conforme a
bomba, mas a fabricantes que constroem bombas
com um só estágio, para alturas bem maiores,
usando rotores especiais de elevada rotação,
como é o caso das bombas Sundayne com
rotações que vão de 3600 a 24700 rpm, usando
engrenagens para conseguir elevadas rotações.
Há também outra categoria de bombas
rotodinâmicas centrífugas que usa um rotor com
palhetas tipo Francis. A características desse rotor
é que suas palhetas possuem curvaturas em dois
planos. Essa particularidade aproxima o
desempenho dessa bomba ao de uma bomba de
fluxo misto, para aplicadas nas linhas de impulsão
no processo de transporte de combustíveis com
viscosidade elevadas.
A seleção do tipo de bomba mais adequado para
a manipulação de combustíveis líquidos a base de
petróleo é função das seguintes características:
• A viscosidade do fluido (combustível);
• Capacidade necessária (fluxo);
• Pressão e altura manométrica necessários.
Este fator pode determinar o ponto de
funcionamento em caso de bombas
centrífugas;
• Natureza do combustível. A presença de
elementos potencialmente corrosivos no
fluido.
Relaciona-se abaixo os serviços próprios da
indústria de petróleo e nas centrais de geração
térmica a vapor e os tipos de bombas comumente
empregados para cada caso.
Transporte e manipulação de petróleo crú:
• Condução: centrífuga horizontal de
múltiplos estágios e alternativas;
• Carga: cntrífuga de um e múltiplos
estágios e de turbina (tipo Francis) e
rotativas.
• Linhas de Impulsão: de turbina vertical
(tipo Francis);
• Lançamento: combinações de bombas de
hélice de um estágio e de turbinas de
múltiplos estágios;
• Injeção: alternativas.
Refinarias:
• Bombas para refinarias: vários tipos de
centrífugas, de turbina, submergíveis,
rotativas e alternativas;
• Bombas de processo: centrífugas e de
turbina (tipo Francis);
• Bombas químicas: centrífugas de vários
tipos;
• Bombas dosadoras: dosadoras e
contadoras.
Transporte de produtos refinados são utilizadas
bombas centrifugas, rotativas e alternativas.
Os fatores básicos que influenciam na
durabilidade das bombas são as condições de
operação (pressões, temperaturas, velocidades e
viscosidade do fluido manipulado) compatíveis
com as características de projeto da bomba, as

ANEEL – Agência Nacional de Energia Elétrica 15 Estudo de Vida Útil Econômica e Taxa de Depreciação
manutenções e principalmente os materiais dos
quais elas são confeccionadas.
Os materiais são selecionados em função das
condições de resistência mecânica (tração,
fluência, fadiga, desgaste por atrito, etc),
composição química (corrosão), facilidade de
fabricação e custos envolvidos.
A seleção dos materiais metálicos para confecção
das bombas é feita em função do pH do fluido a
manipular. São basicamente:
• (pH de 0 – 4) Aços inoxidáveis, aços de
alta liga, ligas intermediarias e baixa liga;
• (pH de 4 – 6) Totalmente de Bronze;
• (pH de 6 – 9) Ferro fundido ou aço-
carbono moldado (normais ou com peças
de bronze);
• (pH de 9 – 14) Totalmente de ferro.
Devido a patamares de escoamento mais
elevados, os aços moldados são aplicados para
bombas de alta pressão e, nas de maior tamanho,
as carcaças podem ser de aço forjado ou soldado,
ou inclusive de aços inoxidáveis.
Para bombas submetidas a baixas e médias
pressões, as carcaças e rotores são
confeccionados em ferro fundindo, os eixos em
aços de alta resistência à tração e, aço ou bronze
para peças de reposição submetidas ao desgaste.
O bronze e os aços inoxidáveis não são muito
adequados para trabalhar a temperaturas
elevadas. Em função do elevado coeficiente de
dilatação desses materiais, causa grandes
dificuldades em manter ajustes e folgas corretas
e, pela sensível perda de resistência a tração.
Entre outros materiais metálicos de construção
empregados na fabricação de bombas para
manipulação de combustíveis líquidos, tem-se:
• Ligas não-ferrosas: série de ligas para
serviços duros baseados em níquel, cromo
e molibdênio com menos de 20% de ferro
e pequenas quantidades de cobre,
manganês, silício e tungstênio;
• Ferro com alto conteúdo em silício: com
uma porcentagem mínima de 14,25% de
silício;
• Fundição de ferro austenítico: comum
mínimo de 22% de níquel, cobre e cromo
no total;
• Monel, Titânio entre outros.
Os materiais não metálicos oferecem vantagens
no custo inicial, pois evita os gastos em ligas
especialmente resistentes a corrosão e na
manutenção ao longo da vida útil. Os materiais
cerâmicos tais como a porcelana, arenito e vidro
são, em geral, de excelente resistência química
(corrosão), porem difíceis de fabricar e carecem
de resistência mecânica baixa a solicitações não
estáticas.
A mesma fragilidade é inerente nos materiais
polimerizados rígidos, mas os mesmos podem ser
reforçados mecanicamente como poliester e as
resinas epóxi reforçadas com fibra de vidro e
outras resinas termoestáveis.
A aplicação dos materiais termoplásticos na
confecção de bombas torna-se conveniente por

ANEEL – Agência Nacional de Energia Elétrica 16 Estudo de Vida Útil Econômica e Taxa de Depreciação
sua capacidade de melhorar as propriedades
tanto mecânicas como químicas e, podendo ser
facilmente moldado em qualquer formato. Alguns
deles são considerados como material de
engenharia por direito próprio, sobre tudo o nylon,
poliester, o policarbonato e o polipropileno.
A conveniência de aplicar um material à base de
polímeros na fabricação de bombas, depende de
suas propriedades físicas, do custo inicial, e da
redução dos custos de manutenção que se pode
conseguir em função de uma maior “durabilidade”
dos componentes além dos custos de substituição
do equipamento. A menor resistência física destes
materiais, assim como seus módulos de
elasticidade impõem limitações no tamanho dos
componentes totalmente plásticos.
A tecnologia dos materiais cerâmicos e polímeros
vem evoluindo de maneira rápida e consistente.
Com os incrementos tecnológicos, em médio
prazo, aprimorando suas propriedades físicas
(dureza, ductilidade, etc) e mecânicas (fluência,
tração, etc), esses materiais deixaram de ser
aplicados em casos isolados, para utilização em
grande escala na fabricação de bombas,
contribuindo para um sensível aumento na vida
útil do equipamento.
A especificação ASTM (American Society for
Testing and Materials) de materiais para peças de
bombas de acordo com o Hidraulic Institute, para
manipulação e transporte de derivados de
petróleo:
• Fundidos: ASTM A48; ASTM A216 grau
WCA ou WCB; ASTM A217 grau C5;
ASTM 743 grau CA15 ou CA6NM; ASTM
743 grau CF8M; ASTM B 584, UNS-C
87200.
• Forjados: ASTM A105 ou A576; ASTM
A182 grau F5; ASTM A182 grau F6; ASTM
A182; ASTM A182 grau F316.
• Barras: ASTM A576 grau 1015; ASTM
A322 grau 4140; ASTM A276 tipo 410 ou
416; ASTM A276; ASTM A276 tipo 316;
ASTM B139.
• Parafusos e estojos: ASTM A193 grau B7;
ASTM A193 grau B6; ASTM A193; ASTM
A193 grau B8M; ASTM B124 liga 655.
II.4. COMPRESSORES
Compressores são utilizados para proporcionar a
elevação da pressão de um gás ou escoamento
gasoso. Nos processos de manipulação e
transporte de combustíveis gasosos, elevação de
pressão em relação a atmosfera, pode variar
desde um centésimo de bar até centenas de
bares.
A classificação dos compressores é basicamente
idêntica as bombas.
De acordo com a natureza do movimento principal
apresentado por esse tipo de máquina, os
compressores podem ser classificados de uma
maneira geral, em alternativos e rotativos.
Os compressores alternativos podem ser tanto de
êmbolo (pistão) como de membrana. Quando de
membrana, esta pode ser movimentada direta ou
indiretamente por meio de óleo, que é comprimido
por um pistão secundário.

ANEEL – Agência Nacional de Energia Elétrica 17 Estudo de Vida Útil Econômica e Taxa de Depreciação
O acionamento desse tipo de compressor tipo de
compressor é rotativo, mas eventualmente, em
pequenas unidades, é adotado também o
acionamento alternativo direto (motores
eletromagnéticos).
Os compressores rotativos, por sua vez, podem
ser:
• De engrenagens de fluxo tangencial
(Roots);
• De engrenagens helicoidais ou de fluxo
axial;
• De palhetas;
• De pêndulo;
• De anel líquido;
• De pistão rotativo;
• Centrífugos ou radiais;
• Axiais.
Os processos de transporte de combustíveis no
estado gasoso via dutos, demanda altas vazões e
elevados níveis de pressão e consequentemente
o efeito indesejado da elevação da temperatura
devido ao processo de compressão.
Em função dessas características os
compressores alternativos à pistão, alimentados
por motores de combustão são amplamente
empregados nas estações de compressão. Eles
operam em baixas velocidades e produzem
elevadas pressões. Suas desvantagens são:
• Requerem grande espaço devido a sua
robustez;
• Contém inúmeras válvulas e outras partes
internas móveis que requerem
manutenção periódica, o que acarreta um
elevado custo operacional.
Os compressores centrífugos são utilizados no
processo em menor escala. Podem ser acionados
por motores de combustão, motores elétricos ou
turbinas a gás. Atuam com elevadas vazões mas
com menor relação de compressão.
A durabilidade dos compressores está relacionada
com as condições de operação (pressões,
temperaturas) compatíveis com as especificações
de projeto do equipamento; seleção dos materiais
empregados na fabricação adequada às
solicitações mecânicas (tração, fluência, fadiga,
atrito, etc.), químicas (corrosão) bem como o
cumprimento de bons programas de manutenção.
O ferro cinzento é o material adotado para
cilindros que irão operar com pressões moderadas
(= 70000kPa), de boa resistência a corrosão e
excelente usinabilidade. Para a faixa acima dessa
pressão (= 10000kPa) vem sendo muito utilizado
o ferro fundido nodular, mais resistente e mais
dúctil que o cinzento, porém de difícil
usinabilidade. Para altas pressões, os cilindros
são fundidos em aços-liga (=17000kPa) ou
forjados no mesmo material.
As carcaças e rotores são confeccionados em
ferro fundindo ou aços-liga fundido ou forjado. Os
eixos e rotores ou palhetas, em aços de média e
alta liga Cr-Mo, devido a elevada resistência a
fluência apresentada por essas ligas.
II.5. VÁLVULAS
As válvulas são dispositivos destinados a
estabelecer, controlar e interromper o fluxo em
uma tubulações. Elas representam em torno de

ANEEL – Agência Nacional de Energia Elétrica 18 Estudo de Vida Útil Econômica e Taxa de Depreciação
8% do custo total de uma instalação de
processamento. São classificadas em:
Válvulas de Bloqueio (destinam-se a estabelecer
ou interromper o fluxo):
• Válvulas de gaveta (gate valves);
• Válvulas de macho (plug, cock valves);
• Válvulas de esfera (ball valves);
• Válvulas de comporta (slide, blast valves).
Válvulas de Regulagem (throttling valves) –
Destinadas especificamente ao controle do fluxo:
• Válvula de globo (globe valves);
• Válvulas de agulha (needle valves);
• Válvulas de controle (control valves);
• Válvulas de borboleta (butterfly valves);
• Válvulas de diafragma (diaphragm valves).
Válvulas que permitem o fluxo em um só sentido:
• Válvulas de retenção (check valves);
• Válvulas de retenção e fechamento (stop-
check valves);
• Válvulas de pé (foot valves).
Válvulas que controlam a pressão de montante:
• Válvulas de segurança e de alívio (relief
valves);
• Válvulas de contrapressão (back-pressure
valves).
Válvulas que controlam a pressão de jusante:
• Válvulas redutoras e reguladoras de
pressão.
Os sistemas usados para operação das válvulas
são os seguintes:
• Manual (por meio de volante, alavanca,
engrenagens, parafusos sem-fim, etc.);
• Motorizada (pneumática, hidráulica e
elétrica);
• Automática (por diferença de pressões
geradas pelo escoamento ou por meio de
molas ou contrapesos).
A seleção dos materiais para fabricação de
válvulas depende da temperatura e da presença
de impurezas do fluido, principalmente de
produtos sulfurosos e clorados.
Para temperaturas até 280oC, a carcaça em aço
carbono, mecanismo interno de aço inoxidável tipo
410.
Para temperatura até 350oC, a carcaça de aço liga
5 Cr - ½Mo, mecanismo interno de aço inoxidável
tipo 410; para alto teor de enxofre o mecanismo
interno deve ser de aço inoxidável tipos 430 ou
304.
Os hidrocarbonetos com presença de cloretos, em
temperaturas abaixo do ponto de orvalho, são
altamente corrosivos devido à possibilidade de
formação de HCl (acido clorídrico) diluído.
Recomenda-se nestes casos que seja adotado
para o aço carbono maior sobre-espessura para
corrosão (3 a 4mm). As válvulas devem ter o
mecanismo interno de metal Monel.
As principais normas brasileiras e americanas
sobre válvulas industriais são:
• EB-141 ABNT classes 150# a 1500#;
• ANSI.B.16.10 / 16.5 / 16.11 / 2.1 classes
150# a 2500#.
Normas API (American Petroleum Institute)

ANEEL – Agência Nacional de Energia Elétrica 19 Estudo de Vida Útil Econômica e Taxa de Depreciação
• API-6D / API-526 classes 150# a 2500# /
API-594 classes 150# a 2500# / API-598 /
API-599 classes 150# a 2500# / API-600
classes 150# a 2500# / API-602 / API-604
classes 150# e 300# / API-609 classes 125#
e 150#.
ISA-RP 4.1 (Instrument Society of America) –
Padroniza dimensões de válvulas de controle.
III. MANUTENÇÃO PREVENTIVA
III.1. TANQUES DE ARMAZENAMENTO E VASOS DE
PRESSÃO
As manutenções preventivas aplicadas neste item
são respectivamente:
• Limpeza dos revestimentos internos
anticorrosivos não metálicos (plásticos,
borrachas, ebonite, grafite, cerâmicas, etc.)
a cada 3 anos;
• Verificação dos revestimentos externos
(pinturas, isolamentos térmicos, etc) em
um intervalo médio de 5 anos. Repintura
do casco num ciclo de 10 a 15 anos;
• Inspeção da pintura externa e do estado
de conservação das válvulas e purgadores
a cada 3 anos. Lubrificação dos
mecanismos móveis anualmente;
• Limpeza das serpentinas ou resistências
elétricas do sistema de aquecimento dos
tanques a cada 3 anos.
III.2. ÓLEODUTOS E GASODUTOS
As manutenções usuais em redes de distribuição
são preventiva e a corretiva. Da manutenção
preventiva constam as seguintes atividades:
• Verificação de vazamentos nas Estações
Redutoras de Pressão (ERPs) e
Estações Redutoras de Pressão e Medição
(ERPMs) e nas válvulas de bloqueio;
• Verificação do estado dos filtros;
• Verificação do funcionamento dos
reguladores de pressão;
• Inspeção e verificação do estado geral de
conservação das ERPs e ERPMs;
• Verificação da pintura e da conservação
das válvulas reguladoras de bloqueio
automático e de alívio;
• Verificação da pintura e conservação geral
do sistema;
• Passagem periódica de pigs espuma para
limpeza das tubulações;
• Acompanhamento do sistema de proteção
catódica;
• Verificação do estado de conservação da
sinalização do gasoduto;
• Verificação do funcionamento do sistema
de odorização;
• Verificação de vazamentos no sistema de
odorização;
• Patrulhamento da rede de distribuição de
gás natural.
No aspecto de manutenção preditiva, os rápidos
avanços da informática deram um grande impulso
nos sistemas de controle e de aquisição de dados
nos oleodutos e gasodutos construídos mais
(Supervisory Control and Data Aquisition),
permitindo um acompanhamento e supervisão das
operações em tempo real. Nos projetos dos dutos
mais modernos foram utilizados, ainda com o uso
da informática, outros equipamentos e sistemas
avançados, permitindo levantamentos e
ANEEL – Agência Nacional de Energia Elétrica 20 Estudo de Vida Útil Econômica e Taxa de Depreciação
mapeamentos com a ajuda de satélites, como o
GPS (Global Positioning System) e o GIS
(Geographic Information System).
III.3. BOMBAS E COMPRESSORES
Para bombas/compressores de uma maneira
geral, aplicam-se os seguintes procedimentos:
Inspeções diárias:
• Pressões de sucção e descarga;
• Indicadores de vazão;
• Vazamento de caixa de gaxetas;
• Temperatura dos mancais;
• Sistemas de selagem.
Inspeções mensais:
• Níveis de vibração, alinhamento,
temperaturas dos mancais, sistemas de
refrigeração e lubrificação.
Inspeções semi-anuais:
• Funcionamento da caixa de selagem e da
sobreposta;
• Manter o nivel de óleo nos mancais dos
rolamentos.
• Limpeza das válvulas, filtros e purgadores.
Inspeção anual:
• Revisão completa da bomba / compressor,
acionador, sistemas auxiliares,
acoplamento e instrumentos indicadores.
No caso de manutenção preditiva, estão sendo
aplicados sistemas informatizados de controle e
aquisição de dados nas principais variáveis;
vibração, temperatura, pressão.
IV. MANUTENÇÃO CORRETIVA
IV.1. TANQUES E VASOS DE PRESSÃO
Os processos de fabricação dos tanques e vasos
são em via de regra, extremamente rigorosos
sendo que as manutenções corretivas estão mais
associadas aos acessórios do equipamento em si.
Com relação à essas manutenções pode-se
destacar o descolamento dos revestimentos
internos anticorrosivos, externos (anticorrosivos e
isolamentos térmicos), válvulas controladoras de
pressão, purgadores, fratura/fissura ou corrosão
na serpentina do sistema de aquecimento,
pequenas fissuras nas soldas do costado e
corrosão interna avançada em áreas localizadas
do costado devido a fissuras no revestimento
interno. As ações corretivas são respectivamente:
• Remoção e aplicação de novo
revestimento na área danificada, externa
ou internamente;
• Troca das juntas e/ou anéis de vedação ou
substituição da válvula;
• Esgotamento e troca da seguimento
tubular danificado;
• Esgotamento, tratamento da(s) fissura(s) e
posterior soldagem;
• Esgotamento, remoção e substituição da
chapa do costado comprometida (reforma
parcial).
IV.2. ÓLEODUTOS E GASODUTOS
As falhas mais comuns ocorridas nestes
equipamentos são os vazamentos devido ao
desgaste químico (corrosão) dos anéis de
vedação na junções tubulação/válvula, corrosão
interna e externa das paredes em trechos da

ANEEL – Agência Nacional de Energia Elétrica 21 Estudo de Vida Útil Econômica e Taxa de Depreciação
tubulação, juntas de vedação das válvulas e
fissuras nas soldas dos tubos. Os procedimentos
para este tipo de manutenção nesses casos são
respectivamente:
• Trocas dos anéis de vedação;
• Substituição do trecho da tubulação
danificado pela corrosão;
• Trocas das juntas de vedação ou
substituição da válvula danificada;
• Tratamento da fissura e posterior
soldagem.
IV.3. BOMBAS
Os tipos de falhas mais comuns neste tipo de
equipamento são vazamentos nas juntas e
retentores; erosão nos rotores devido à cavitação
e/ou agentes químicos (corrosão); vibrações
provocadas por deformações longitudinais no eixo
(flechas) devido à componentes radiais; falência
dos rolamentos dos mancais devido à
componentes axiais; lubrificação deficiente dos
componentes. As ações corretivas são
respectivamente:
• Troca das juntas de vedação, dos
retentores da gaxeta;
• Reforma ou troca dos rotores;
• Balanceamento do eixo por processo
térmico ou em casos extremos a
substituição. Recomenda-se nestes casos
a troca dos retentores da gaxeta e os
rolamentos dos mancais;
• Substituição dos rolamentos dos mancais;
• Troca da bomba de óleo.
IV.4. VÁLVULAS
As válvulas estão sujeitas a vazamentos e
deterioração dos componentes mecânicos, com
perda parcial ou total da função devido a fadiga
dos retentores, anéis de vedação e/ou ação de
agentes químicos corrosivos. As manutenções
corretivas aplicáveis são respectivamente:
• Reposição dos retentores e anéis de
vedação;
• Substituição parcial ou total dos
componentes mecânicos do comando, em
casos extremos a troca do equipamento.
V. VIDA ÚTIL ECONÔMICA
A vida útil econômica referente aos equipamentos
supracitados, em função da literatura e dos dados
coletados frente aos fabricantes e empresas
usuárias, relacionando os fatores durabilidade e
obsolescência dos equipamentos, suger-se:
Vida Útil
(anos)
Dutos 40
Tanques e Vasos de Pressão 40
Bombas 20
Compressores 20
Válvulas 20
REFERÊNCIAS
[1] Karassik, I.; Krutzswch, W. C.; Fraser, W. H.;
Messina, J. P. Pump Handbook. McGraw-Hill
Book Company, second edition year 1986.
[2] Berger, B. D.; Anderson, K. E. Petróleo
Moderno. PennWell Publishing Company, tercera
edición, ano 1992.

ANEEL – Agência Nacional de Energia Elétrica 22 Estudo de Vida Útil Econômica e Taxa de Depreciação
[3] Gibbs, Charles W., Compressed Air and Gas
Data. Ingersoll-Rand Company, second edition
year 1969.

Armazenagem, Manipulação, Transporte de Combustível Nuclear
RESUMO
Os Elementos Combustíveis são formados pela
combinação de 236 varetas de combustíveis e 20
tubos guias para as varetas das barras de
controle, dispostos todos em uma matriz 16x16.
Cada Elemento Combustível pode conter um
conjunto de controle, um conjunto absorvedor,
uma fonte de nêutrons ou um restritor de fluxo, de
acordo com sua posição no núcleo. A estrutura do
Elemento Combustível (esqueleto), além de
manter as varetas de combustível em suas
respectivas posições e garantir o correto
alinhamento das Barras de Controle, possibilita
um manejo seguro do Elemento Combustível
dentro e fora da usina. A vareta de combustível
consiste de um tubo de zircaloy, no qual são
introduzidas pastilhas sinterizadas de UO2. A
coluna de pastilhas de combustível é prensada
por mola, que permite movimentos em função do
aquecimento e evita dano às pastilhas durante o
transporte do Elemento Combustível. Todo o
conjunto é de aço inoxidável, sendo que as
varetas de combustível são de uma liga especial,
zircaloy. O Elemento Combustível é transportado
dentro de contêiners especiais. Um planejamento
detalhado é feito para o transporte destes
elementos desde a fabrica, ou da retirada dos
aviões quando importados, até a entrega na porta
da usina. Sua armazenagem enquanto novo é
feito em piscinas secas com toda a segurança, em
edifícios com classe de segurança nuclear. Uma
vez dentro da usina, todo manuseio de Elementos
Combustíveis é feito seguindo procedimentos
detalhados e executados por pessoas qualificadas
para manuseio de combustível. O armazenamento
dos Elementos Combustíveis queimados é feito
dentro de uma piscina com água borada. Esta
piscina está dentro do edifício de classe de
segurança nuclear, com todos os sistemas
necessários para mantê-los em condição segura,
blindados e refrigerados. Em termos de vida útil,
os Sistemas de Manuseio de Combustível Nuclear
diferem dos Sistemas de Armazenamento. Os
Sistemas de Manuseio têm vida útil 20 anos,
enquanto que os Sistemas de Armazenamento
apresentam vida útil 30 anos. Desta forma,
considerar-se-á para o Armazenamento,
Manipulação e Transporte de Combustível
Nuclear a vida útil de 20 anos.
I. FUNÇÕES DO SISTEMA
Por transporte de Elementos combustíveis
entende-se a transferência destes desde o porto
de chegada no Brasil ou da Fábrica até a entrada
da Usina.
As funções do Sistema de Armazenagem de
Elementos Combustíveis Novos são:
• Garantir que os Elementos Combustíveis
sejam armazenados com segurança, e em
condições que mantenham sua estrutura
íntegra e permitam ser inspecionados;
• Garantir a remoção do calor residual dos
Elementos Combustíveis Usados;
ANEEL – Agência Nacional de Energia Elétrica 24 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Garantir a remoção do calor residual dos
Elementos Combustíveis Usados a longo
termo, mesmo após um evento externo;
• Garantir que os Elementos Combustíveis
sejam armazenados de uma maneira
segura e mantenham sua estrutura íntegra;
• Garantir blindagem para os Elementos
Combustíveis Usados.
Manuseio de Elementos Combustíveis é toda
operação que é feita com os mesmos dentro da
planta.
São vários os Sistemas de Manuseio de
Elementos Combustíveis, os quais tem como
função principal garantir a transferência dos
mesmos dentro da planta de uma maneira segura.
As principais operações de manuseio de
Elementos Combustíveis estão relacionadas
abaixo:
• Recebimento dos Elementos Combustíveis
- Retirada dos caminhões, inspeção e
posterior armazenagem em piscina seca;
• Transferência dos Elementos
Combustíveis da Piscina da Piscina de
Combustível Novo para a Piscina de
Combustível usado;
• Transferência dos Elementos
Combustíveis da Piscina de Combustível
Usado para o Núcleo do Reator;
• Transferência dos Elementos
Combustíveis do Núcleo do Reator para a
Piscina de Combustível Usado;
• Transferência dos Elementos
Combustíveis da Piscina de Combustível
Usado para os Contêiners de
Combustíveis Usados;
• Outros manuseios para inspeções, trocas
de Barras de Controle, Plugs, Veneno
Queimável, Testes no Sipping Can, etc.
II. DESCRIÇÃO DO SISTEMA
II.1. SISTEMA DE TRANSPORTE DE ELEMENTOS
COMBUSTÍVEIS
O transporte dos Elementos Combustíveis Novos
é feito através de contêiners especiais, secos,
podendo ser através de avião, navio ou caminhão
convencional.
Os contêiners são equipamentos especiais que
podem transportar dois ou quatro Elementos
Combustíveis. São providos com sistemas de
amortecimento através de molas e dispositivos de
proteção e medição de choques.
O transporte de Elementos Combustíveis Usados
é feito através de contêiners especiais com
sistemas de blindagem e de resfriamento. Da
mesma maneira, o transporte pode ser através de
avião, navio ou caminhão convencional.
Normalmente estes contêiners transportam dois
Elementos Combustíveis. A finalidade deste
transporte é transferir os Elementos Combustíveis
Usados para locais definitivos de armazenamento
ou para fábricas de reprocessamento. Como no
Brasil ainda não foram definidos e construídos
estes depósitos definitivos, estes Elementos
Combustíveis Usados estão sendo armazenados
dentro das próprias usinas.

ANEEL – Agência Nacional de Energia Elétrica 25 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.2. SISTEMA DE ARM AZENAMENTO DE
ELEMENTOS COMBUSTÍVEIS NOVOS
O Sistema de Armazenagem de Combustíveis
novos é composto de um conjunto de racks que
podem ser abertos ou fechados lateralmente,
onde os Elementos ficam armazenados na
posição vertical, tendo como apoio o bocal inferior.
As condições de armazenamento tem que ser
ótimas, para evitar qualquer tipo de empeno nos
Elementos Combustíveis. O armazenamento
poderá ser numa piscina ou outro compartimento,
seco, local onde o acesso dos técnicos é
fundamental para a realização de inspeções. O
nível de radiação num Elemento Combustível
novo é praticamente desprezível. Desta maneira,
é permitido que os técnicos façam inspeções
visuais, esfregaços etc.
Na Usina Nuclear de Angra 1, a piscina para
armazenamento dos Elementos Combustíveis
Novos fica no Edifício de combustível, logo ao
lado da piscina de Combustíveis Usados. Na
Usina Nuclear de Angra 2, a armazenagem dos
Elementos Combustíveis Novos é feita dentro do
Envoltório de Contenção num compartimento
especial para esta finalidade.
II.3. SISTEMA DE ARM AZENAM ENTO DE
ELEMENTOS COMBUSTÍVEIS USADOS
Cada fabricante tem um projeto diferente para os
sistemas de armazenagem de Elementos
Combustíveis Usados. Descrever-se-á os
sistemas existentes em Angra 1 e Angra 2.
A Piscina de Combustíveis Usados para Angra 1
armazena um núcleo inteiro mais 25 recargas de
1/3 de núcleo. Ela fica num edifício específico de
nome Edifício do Combustível externo ao
Envoltório de contenção. Desta maneira, há um
sistema especial para transferir os Elementos
Combustíveis para o Vaso do Reator que fica
dentro do Envoltório de Contenção. Toda a
operação é feita debaixo d’água. O projeto para
Angra 2 prevê armazenagem de um núcleo inteiro
e mais 9 recargas de 1/3 e a piscina fica
localizada dentro do próprio Envoltório de
Contenção do lado da Cavidade do Reator o que
torna as manobras mais rápidas.
Estas piscinas são todas revestidas com aço
inoxidável e seu projeto é feito de maneira a evitar
uma drenagem, mesmo que seja acidental.
Ambas as piscinas possuem sistemas de
resfriamento com bombas e válvulas alimentadas
pelos sistemas de segurança da planta. As fontes
frias dos trocadores de calor, da mesma maneira,
são sistemas de segurança garantindo o
resfriamento a longo termo. Na eventualidade de
um acidente externo com blackout, os
sequenciadores de carga irão partir
automaticamente estas cargas.
Os sistemas de refrigeração são redundantes,
com 100% de capacidade cada um. Ambas as
piscinas são equipadas com sistemas de limpeza
e purificação que garante a visibilidade da água
para permitir manobras e trabalhos com
ferramentas.
II.4. SISTEMAS DE MANUSEIO DE COMBUSTÍVEL
São vários os sistemas de manuseio de
Elementos Combustíveis. A seguir são
apresentados estes sistemas.

ANEEL – Agência Nacional de Energia Elétrica 26 Estudo de Vida Útil Econômica e Taxa de Depreciação
Ponte Manipuladora de Elementos Combustíveis
(Manipulator Craning) – No caso específico da
Usina Nuclear de Angra 1 é utilizada para
transferir os Elementos Combustíveis do Núcleo
do Reator para o Dispositivo de Transferência
para a Piscina de Combustível Usado e para o
Dispositivo de Troca de Barras de Controle que
fica dentro do Edifício de Contenção.
Para a Usina Nuclear de Angra 2, a Ponte
Manipuladora de Elementos Combustíveis
transfere diretamente os Elementos Combustíveis
do Núcleo do Reator para a Piscina de
Combustível Usado, da mesma maneira que ela é
utilizada para qualquer manobra que é feita sobre
a Piscina de Combustível Usado.
Em Angra 1 há ainda o Dispositivo de
Transferência de Elementos Combustíveis onde
um trole transporta os elementos do Envoltório de
Contenção para o Edifício de Combustível. No
Edifício de Combustível sobre a Piscina de
Combustível Usado há uma ponte rolante
específica para manuseio com Elementos
Combustíveis. Ela é usada para transferir os
Elementos Combustíveis do Dispositivo de
Transferência para a Piscina de Combustível
Usado, para o contêiner de combustível usado ou
para o Sipping Can. Em Angra 1, manobras de
recebimento e armazenamento de Elementos
Combustíveis Novos é feita com a ponte rolante
do Edifício de Combustível.
Em Angra 2, manobras de recebimento de
Elementos Combustíveis novos é feito utilizando a
ponte rolante polar do Edifício da Contenção e
pontes auxiliares.
III. DESCRIÇÃO DOS EQUIPAMENTOS
III.1. SISTEMA DE ARMAZENAMENTO
As piscinas de armazenamento dos Elementos
Combustíveis Usados bem como toda a cavidade
do Reator e canais de transferência são todos
revestidos com uma camada de aço inoxidável.
Sistemas de detecção de vazamentos através
destas camadas de aço são providos.
Todas as estruturas dos racks tanto da Piscina de
Combustível Usado como para os Elementos
Combustíveis novos são em aço inoxidável.
III.2. SISTEMA DE MANUSEIO DE ELEMENTOS
COMBUSTÍVEIS
As pontes manipuladoras de Elementos
Combustíveis sobre o Núcleo do Reator são
pontes rolantes especiais, com um sistema de
identificação que permite localizar com precisão
os Elementos Combustíveis dentro do Núcleo do
Reator quanto nas Piscinas de Combustível
Usados.
Estas pontes possuem um completo sistema de
controle e intertravamentos que garantem uma
operação segura.
No próprio mastro da ponte manipuladora, onde o
Elemento Combustível é inserido para ser
transportado já existe um sistema de inspeção de
Elementos Combustíveis falhados, Sipping Can.
Especificamente para a Usina de Angra 1, há um
sistema que faz a transferência dos Elementos
Combustíveis do Edifício de Combustível para o
Edifício do Reator. Este sistema recebe o

ANEEL – Agência Nacional de Energia Elétrica 27 Estudo de Vida Útil Econômica e Taxa de Depreciação
Elemento Combustível na vertical dentro do
Edifício de Combustível, leva-o para a posição
horizontal e o transporta através de um tubo que
faz a ligação para o Envoltório de Contenção,
dentro da Cavidade de Recarga, onde o elemento
é novamente colocado na vertical para que a
ponte manipuladora possa apanhá-lo e transferir
para dentro do Núcleo do Reator.
III.3. FERRAMENTAS ESPECIAIS
Há uma grande quantidade de ferramentas
especiais utilizadas para manuseio com
Elementos Combustíveis tais como: ferramenta
para transferência de Barras de Controle,
ferramenta para transferência de plugs,
ferramentas para manuseio com Elementos
Combustíveis Novos, etc.
IV. INSTRUMENTAÇÃO
As piscinas são equipadas com medições de nível
e temperatura. A maior instrumentação está nos
sistemas de manuseio, principalmente nas pontes
manipuladoras de Elementos Combustíveis, onde
há uma grande instrumentação relacionadas com
os sistemas de medidas, sipping can, peso, freios,
torques etc. e os intertravamentos relacionados
com os diversos modos de operação.
V. OPERAÇÃO
Todos estes sistemas são normalmente usados
durante as paradas para recarga de Elementos
Combustíveis na planta.
Seguindo os procedimentos da usina, antes de
cada operação de recarga dos Elementos
Combustíveis, todo o sistema e ferramentas
especiais são testados e os operadores treinados
nas operações utilizando “mockup’s” de
Elementos Combustíveis.
Por tratar-se de uma operação infreqüente, um
módulo específico de treinamento é realizado
envolvendo todos os técnicos da planta que
estarão envolvidos com o manuseio dos
Elementos Combustíveis. Físicos e operadores
licenciados coordenam todas as atividades.
As Especificações Técnicas da Usina têm um
capítulo especial para Recargas. Onde estão
definidos todos os testes que devem ser
realizados antes de iniciar as atividades de
recarga.
VI. MANUTENÇÃO PREDITIVA
Procedimentos específicos definem todos os
testes que são realizados nos equipamentos e
ferramentas utilizadas para manuseio de
combustível.
Antes do início da operação de cada recarga
estes testes são realizados após o qual um
treinamento completo envolvendo todas as
operações é realizado.
Programas de análises químicas garantem a
qualidade da água que ficam armazenadas nas
piscinas de Elementos Combustíveis Usados,
diminuindo os riscos de corrosão.
VII. MANUTENÇÃO CORRETIVA
Em função da maioria dos equipamentos
utilizados no manuseio de combustíveis serem
usados somente durante as recargas, períodos
maiores do que um ano, e por trabalharem

ANEEL – Agência Nacional de Energia Elétrica 28 Estudo de Vida Útil Econômica e Taxa de Depreciação
debaixo d’água é muito comum encontrar
problemas. Por serem equipamentos que
trabalham dentro d’água normalmente utilizam
muito mais de recursos mecânicos, como,
engrenagens, correntes, cabos de aço, alavancas
e outros, que fazem com que a taxa de
manutenções corretivas seja maior do que nos
equipamentos elétrico/eletrônicos.
As manutenções corretivas mais comuns são:
trocas de cabos de aço, engrenagens, chaves
limites, alavancas, engrenagens etc. Estas
manutenções são delicadas principalmente se a
cavidade de recarga já estiver cheia com água e
segundo pelo nível de dose que envolve o
trabalho o que requer planejamentos muito bem
feitos.
VIII. VIDA ÚTIL ECONÔMICA
A vida útil dos Sistemas de Manuseio de
Combustível Nuclear é de 20 anos, considerando
o nível de manutenções e a experiência nuclear.
Quanto aos sistemas de armazenamento a vida
útil é de 30 anos para os sistemas de resfriamento
e limpeza das piscinas e vida permanente para as
piscinas por tratarem de equipamentos estáticos,
com espessa base de concreto com revestimentos
de aço inoxidável.
Desta forma, considerar-se-á para o
Armazenamento, Manipulação e Transporte de
Combustível Nuclear a vida útil de 20 anos.
REFERÊNCIAS
[1] CFOL - Curso de Formação de Operador
Licenciado da Central Nuclear de Angra dos Reis
– Eletronuclear SA

Armazenagem, Manipulação, Transporte de Combustível Sólido
RESUMO
A matriz de processamento dos combustíveis
sólidos abrange uma complexa cadeia de
equipamentos envolvidos direta e indiretamente
no processo. Os combustíveis sólidos, aplicados
na produção de potência por meio de turbinas a
vapor, são, na sua grande maioria, de origem
fóssil (carvões, xisto betuminoso, calcário
betuminoso, antracito, turfa), e, em menor escala,
combustíveis naturais renováveis (lenha, carvão
vegetal, bagaço de cana, resíduos vegetais,
serragem, palhas e outros). O suprimento de
insumos energéticos abrange uma logística de
transporte e armazenamento, garantida por um
sistema viário que envolve modalidades de
transporte ferroviário, hidroviário e rodoviário,
interligando unidades produtoras às centrais de
geração termelétricas a vapor. O processo de
armazenamento funciona como um dispositivo
regular entre a taxas flutuantes de produção e as
variações dos índices de demanda. No processo
de armazenamento dos combustíveis sólidos para
fins de geração de energia devido à grande
quantidade, é feito a céu aberto em áreas
denominadas pátio de estocagem ou parque de
intempéries. Sob certas condições, a flexibilidade
de uma central térmica depende de uma
porcentagem estocada de carvão moído em
função da demanda. Utilizam-se silos para a
estocagem do material. Os equipamentos
utilizados na manipulação dos combustíveis
sólidos em centrais de geração térmica a vapor
compreendem tratores, caminhões, moinhos,
carregadores mecânicos, transportadores
contínuos de inúmeros tipos. A vida útil econômica
proposta para esse trabalho é de 25 anos.
I. INTRODUÇÃO
Os processos de armazenamento, manipulação e
transporte de combustíveis sólidos são analisados
considerando suas propriedades físicas e
composição química, além das especificações
técnicas relacionadas à manutenção da qualidade
desejada e os custos envolvidos em cada etapa
do processo.
Os combustíveis sólidos compreendem os
combustíveis naturais fósseis: hulha, linhite, xisto
betuminoso, calcário betuminoso, antracito, turfa;
combustíveis naturais renováveis ou biomassa:
madeira, bagaço de cana, resíduos vegetais como
serragem, restos de casca, cascas de sementes,
caroços de frutas, entre outros.
O processo de armazenagem funciona como um
dispositivo regular entre a taxas flutuantes de
produção e as variações dos índices de demanda.
O processo de estocagem dos combustíveis
sólidos para fins de geração de energia, em
particular dos carvões (turfa, lignito, betuminosos
e antracito), devido à grande quantidade, é feito a
céu aberto em áreas denominadas pátio de
estocagem ou parque de intempéries, segundo os
seguintes procedimentos:

ANEEL – Agência Nacional de Energia Elétrica 30 Estudo de Vida Útil Econômica e Taxa de Depreciação
• O pátio de estocagem deverá ser seco e
com boa drenagem natural;
• Não deve haver drenagem artificial, com
cinzas, vegetação ou resíduos que podem
facilitar a formação de correntes de ar. A
melhor solução é um piso de cimento ou
argiloso;
• Deve haver espaço suficiente para
movimentação do carvão no caso de
aquecimento;
• Não deverá ser estocado próximo a fontes
de calor (tubulações de vapor, caldeiras,
paredes quentes ou chaminés) devido à
possibilidade de ignição pelo aumento da
temperatura.
As pilhas deverão ser compostas de forma a
permitir uma boa circulação do ar e,
conseqüentemente, a eliminação do anidro
carbônico. Deve-se monitorar a temperatura das
pilhas, não podendo ultrapassar os 65oC.
A maior parte das instalações existentes operam
conforme o princípio denominado queima direta,
em que o carvão pulverizado alimenta diretamente
o queimador.
Sob certas condições, a flexibilidade de uma
central térmica depende de uma porcentagem
estocada de carvão moído em função da
demanda. Deve-se estocar o material em silos.
A estocagem da biomassa é feita em pátio de
intempéries sem maiores cuidados, em função do
elevado ponto de chama.
A estrutura de abastecimento de combustíveis
sólidos das centrais termelétricas é suprida pelas
seguintes modalidades de transporte:
• Rodoviário;
• Ferroviário;
• Hidroviário e marítimo.
Os equipamentos utilizados na manipulação dos
combustíveis sólidos em centrais de geração
térmica a vapor compreendem:
• Tratores, caminhões;
• Moinhos;
• Carregadores mecânicos;
• Transportadores contínuos.
As principais normas técnicas brasileiras adotadas
(ABNT) são:
• ABNT / NBR 8011 / 8205 / 10392 / 7265 /
8163 / 6171 / 6110 / 6678 / 6172 / 10084:
Referente aos transportadores contínuos;
• ABNT / NBR 11376: Referente aos
moinhos;
• ABNT / NBR 11297 / 8800: Referente a
estruturas metálicas.
• ABNT / NBR 7191 / 11162: Referente a
concreto armado.
• ABNT / NBR 9734 / 9734: Referente ao
transporte de cargas perigosas.
II. CARACTERÍSTICAS
II.1. MOINHOS
São equipamentos que reduzem os combustíveis
sólidos (carvão e biomassa) à condição de pó,
mediante três sistemas:
• Impacto;
• Atrito;

ANEEL – Agência Nacional de Energia Elétrica 31 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Trituração.
No sistema de impacto, elementos apropriados
quebram o combustível em pequenas peças; no
de atrito, as peças de carvão atritam umas contra
as outras ou contra peças de metal até
desintegrar; na trituração, o fragmento é colhido
entre superfícies de rolamento e levado à
condição de pó.
Esses equipamentos são extremamente robustos.
No geral, a estrutura desses equipamentos é
composta por um invólucro em chapa de aço e
elementos mecânicos (eixo, discos, cilindros,
engrenagens, mancais e rolamentos) variados de
acordo com o tipo de moinho.
Os moinhos mais usados são os de esferas e
calhas com reservatórios.
Nos primeiros dois tipos mencionados, pesadas
esferas de aço são colocadas junto com carvão
em um tambor rotativo horizontal, moendo o
combustível até reduzí-lo a pó. O carvão cru,
procedente do alimentador localizado na parte
superior do equipamento, penetra no tambor
através das extremidades dos eixos. O ar quente
entra por cada extremidade do tambor através de
um conduto axial, retirando o carvão pulverizado
por uma passagem anular também axial. Na
maioria dos modelos, a mistura ar-carvão flui
através de dispositivos de classificação que
rejeitam as peças fora das dimensões padrão,
reconduzindo-as novamente para o tambor.
Os moinhos de rolos pressurizados têm apenas
um disco de moagem plano, sobre o qual rolam
dois cilindros cônicos. Estes estão apoiados em
eixos inclinados fixados nos pêndulos de
moagem. Estes podem girar ao redor de pontos
de rotação inferiores e retesados pelas molas, de
maneira que os cilindros são comprimidos contra
o percurso de moagem e protegidos contra
contatos durante a marcha em vazio pelo bloqueio
que é ajustável. São projetados para moer
produtos betuminosos com 25% de umidade e
lignitos até com 50% de umidade com a mesma
eficiência.
No Brasil, os principais fabricantes de moinhos
são:
• CBC Industrias Pesadas S.A.;
• ELECTRO AÇO ALTONA S.A.
II.2. CARREGADORES MECÂNICOS
São equipamentos destinados ao carregamento
da fornalha. O equipamento consta de uma
correia sem fim assentada sobre dois conjuntos
de rodas dentadas de transmissão. O movimento
efetua-se mediante o acionamento de um motor
elétrico e caixa redutora.
Os carregadores mecânicos podem ser
classificados em:
II.2.1. Carregadores Móveis de Cadeia Sem Fim
Horizontal
As grelhas são construídas em ferro fundido e
conectadas através de barras ou pinos formando
uma corrente sem fim, sendo sua superfície tão
larga quanto o necessário.
Quando as grelhas passam pelas rodas dentadas,
há uma ação de cissão entre elas, o que ajuda o
ANEEL – Agência Nacional de Energia Elétrica 32 Estudo de Vida Útil Econômica e Taxa de Depreciação
desprendimento das escórias que, eventualmente,
poderiam ficar aderidas.
II.2.2. Carregador por Projeção
Estes carregadores usam o princípio de
carregamento por cima das grelhas, sendo
bastante empregados em sistemas de grelhas
fixas e tiragem forçada. É formando por um funil
de carga, situado acima do aparelho alimentador
de carvão, constituído por uma caixa, cuja parede
dianteira pode-se rebater, sendo mantida em
posição através de uma mola cujo objetivo é
separar os pedaços de carvão de maior
granulometria que lança a roda do alimentador.
Na parte inferior desta caixa, encontra-se o
projetor ou distribuidor com uma roda com lâminas
ou espátulas, com velocidade de rotação entre
300 rpm e 450 rpm, acionada por um motor
externo.
O carvão é projetado sobre o sistema de grelhas
através de uma abertura, possuindo, às vezes,
alguns projetos que incorporam equipamentos de
trituração para reduzí-los a pequenos fragmentos.
II.2.3. Carregadores Mecânico de Carga Simples por
Baixo das Grelhas
Esse tipo de carregador é usado em geradores
flamotubulares. O carvão introduzido no funil de
carga é conduzido por baixo das grelhas mediante
um parafuso transportador, tipo cônico, sem fim,
de grande passo, que gira lentamente acionado
por um motor de velocidade variável.
As grelhas são de forma angular, com sua
superfície superior com furos que permitem a
passagem do ar proveniente do cinzeiro. As
grelhas são colocadas em duas secções
inclinadas a 15° para os lados do forno e
separadas no centro para a passagem do carvão
que o parafuso sem fim projeta para a parte
superior, sendo, posteriormente, distribuído para
os lados. As cinzas caem para o cinzeiro.
Carregador mecânico múltiplo por baixo das
grelhas:
São empregados em instalações de grande porte
até 100 t/h, porque, a partir desse valor, é mais
conveniente o emprego de carvão pulverizado.
São de grelhas escalonadas por secções e de
calhas múltiplas, independentes, dispostas umas
ao lado das outras, de forma que o sistema de
grelhas possa adotar qualquer largura.
Apresentam as vantagens comuns a todos os
sistemas de grelhas mecânicas, sendo superiores
aos de corrente sem fim por não necessitar de
abóbada de ignição de material refratário, além de
permitirem uma correta regulagem da espessura e
combustão do carvão por setores.
A alimentação do carvão efetua-se mediante um
mecanismo constituído por cilindros horizontais,
em correspondência com a calha, cujos êmbolos
são deslocados por um conjunto biela-manivela,
conectados sobre o mesmo eixo motriz, situados
transversalmente na frente do gerador e
acionados por um motor elétrico ou a vapor.
II.3. TRANSPORTADORES CONTINÜOS
São equipamentos empregados no transporte do
combustível sólido do ponto de estocagem até os
moinhos.

ANEEL – Agência Nacional de Energia Elétrica 33 Estudo de Vida Útil Econômica e Taxa de Depreciação
Esse sistema proporciona um transporte
cadenciado de grandes quantidades por um
percurso (horizontal, inclinado, vertical em trechos
retos, angulares ou curvos) fixo. Os principais
tipos de transportadores utilizados na centrais de
geração térmica a vapor são:
II.3.1. Transportadores de Correia
Consiste de um rolete (conjunto de rolos) disposto
em série e seus respectivos suportes. Os rolos
são capazes de efetuar livre rotação em torno do
seu eixo e são usados para suportar e/ou guiar a
corrente transportadora. A correia pode ser de
tecido, aramada, fita de aço, borracha ou
combinação desses materiais.
A eficiência de qualquer equipamento industrial
projetado racionalmente é em função de sua vida
útil, da mão-de-obra e custo de sua manutenção.
Em transportadores de correia, os roletes são o
fator principal, pois são eles que ditam a vida do
equipamento. Os roletes são projetados para uma
longa vida útil, requerendo um mínimo de
manutenção.
Os rolamentos de melhor qualidade têm proteção
contra pó, partículas abrasivas e infiltração de
água, graças a labirintos de aço e/ou de material
sintético de montagem profunda. Estes têm uma
pequena folga entre si, completamente preenchida
com graxa e, pela sua geometria, dificultam a
penetração de impurezas no alojamento do
rolamento.
II.3.2. Transportadores de Calhas Vibratórias
Consiste de uma calha horizontal ou levemente
inclinada, submetida a um movimento de vai e
vem. A produção do movimento da calha
vibratória é imposta através de motores a êmbolo
de ar comprimido ou por meio de motor elétrico
através de um mecanismo de manivela com biela
curta.
II.3.3. Transportador helicoidal
O elemento transportador consiste em uma
superfície helicoidal (parafuso transportador tipo
cônico de rosca sem fim) em chapa ou fita de aço,
que gira a redor de seu eixo tubular, empurrando
para frente o material. A utilização de mancais de
rolamentos ou deslizamento está sujeita a um
empuxo axial, que atua no sentido contrário ao
transporte, podendo provocar o desgaste
prematuro nos mancais e rolamentos.
II.4 SILOS
Os silos são estruturas auto-portantes, geralmente
com paredes no formato cilíndrico e base
troncônica, utilizados nos centros de geração
térmica para o armazenamento de combustíveis
sólidos moídos.
Eles são construídos em concreto armado ou em
aço. Em conseqüência da abrasão produzida pelo
material durante seu esvaziamento, torna-se
necessária a aplicação de revestimento. Nos de
concreto armado, o recobrimento costuma ser de
material vitrificado de grande dureza e, nos
metálicos, se empregam chapas de aço ao
manganês (antiabrasivo) ou placas de goma
especial.
Silos de concreto armado, projetados e
construídos em conformidade com a NBR,

ANEEL – Agência Nacional de Energia Elétrica 34 Estudo de Vida Útil Econômica e Taxa de Depreciação
conservados adequadamente, proporcionam
elevada vida útil.
III. MANUTENÇÃO PREVENTIVA
III.1. MOINHOS
As manutenções preventivas aplicadas a este tipo
de equipamento são:
• Lubrificação das engrenagens, mancais e
rolamentos semestralmente;
• Limpeza das encrustações nos discos e
rolos de moagem anualmente;
• Inspeção geral do sistema
trimestralmente.
III.2. CARREGADORES
Esses equipamentos estão sujeitos à fadiga dos
componentes mecânicos devido ao esforço
repetitivo. As manutenções aplicadas ao
equipamento são:
• Inspeção periódica nos sistemas (níveis de
vibração, alinhamento, temperaturas dos
mancais, sistemas e lubrificação);
• Limpeza geral do sistema mensalmente;
• Regular o esticador periodicamente,
evitando o desgaste prematuro dos
componentes mecânicos;
• Troca de óleo do sistema, lubrificação dos
rolamentos, mancais e engrenagens
trimestralmente.
III.3. TRANSPORTADORES CONTÍNUOS
Os itens principais de manutenções praticados
nos transportadores contínuos são:
• Verificação da estanqueidade do sistema
para evitar que a umidade e o pó penetrem
nos rolamentos e reduzam sua vida útil;
• Regular o esticador periodicamente,
evitando o desgaste prematuro dos
componentes mecânicos;
• Verificar as correias e o respectivo sistema
de limpeza;
• Efetuar o alinhamento dos roletes
trimestralmente.
III.4. SILOS
O processo de manutenção dos silos é de simples
execução e baixa freqüência de realização. As
manutenções preventivas aplicadas neste item
são:
• Revisão e limpeza dos revestimentos
internos a cada 2 anos;
• Remoção de resíduos e conservação da
pintura da face externa da parede
(concreto ou aço) anualmente;
• Para silos em aço com trincas nas soldas
do costado, deve-se tratar a fissura,
efetuar a soldagem e recompor a pintura
na área afetada.
IV. MANUTENÇÃO CORRETIVA
IV.1. MOINHOS
Os tipos de falhas mais comuns neste tipo de
equipamento são erosão nos discos e rolos e/ou
ataque de agentes de compostos químicos
(corrosão) ou desgaste natural, vibrações e,
portanto, falência dos rolamentos dos mancais
devido a componentes axiais e radiais,
lubrificação deficiente e/ou insuficiente dos
componentes mecânicos. As ações corretivas são
respectivamente:
• Substituição dos discos e/ou rolos
comprometidos;

ANEEL – Agência Nacional de Energia Elétrica 35 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Eliminar ou amenizar as vibrações e
substituição dos rolamentos, buchas e
engrenagens comprometidas;
• Revisar o sistema de lubrificação.
IV.2. CARREGADOES E TRANSPORTADORES
CONTÍNUOS
As falhas ocorridas nesses equipamentos está
relacionada às condições de operação e desgaste
natural dos componentes em função das
solicitações mecânicas (tração, fluência, fadiga,
atrito e outros), bem como cumprimento de bons
programas de manutenção. As manutenções
corretivas aplicadas a esses itens em caso de
queda de rendimento ou falhas propriamente ditas
são:
• Desgaste da correia: troca do componente;
• Vibrações: efetuar o alinhamento dos
roletes e o correto tensionsamento da
correia;
• Desgaste excessivo do revestimento da
correia na parte em contato com o
material: efetuar a limpeza dos roletes,
lavar a correia e realinhar os roletes de
retorno;
• Perda de função dos roletes devido ao
desgaste natural ou falta de manutenção:
substituição do rolete comprometido.
V. VIDA ÚTIL ECONÔMICA
A vida útil econômica referente aos equipamentos
supracitados, em função da literatura e dos dados
coletados frente aos fabricantes e empresas
usuárias, relacionando os fatores durabilidade e
obsolescência dos equipamentos, sugerimos:
Vida Útil
(anos)
Silos 30
Transportadores 25
Carregadores 20
Moinhos 20
REFERÊNCIAS
[1] Arriola, L.T. et. al., Transporte y
Almacenamiento de materias primas en la
industria básica. Editorial Blume, tomo I y II año
1970.
[2] Lenz, W. et. al., Dubbel – Manual da
Construção de Máquinas. Hemus Editora Ltda,
vol. I e II, 13o edição alemã ano 1974.

ANEEL – Agência Nacional de Energia Elétrica 36 Estudo de Vida Útil Econômica e Taxa de Depreciação
Armazenagem, Manipulação, Transporte de Resíduo
RESUMO
Resíduos sólidos são os materiais resultantes de
atividades de comunidade de origem: industrial,
doméstica, hospitalar, comercial, de serviços, de
varrição e agrícola e todos os lodos provenientes
de sistemas de tratamento de água e outros,
gerados em equipamentos e instalações de
controle de poluição, bem como determinados
líquidos cuja particularidade tornem inviável seu
lançamento na rede pública de esgotos ou corpos
d’água ou exigem, para isso, soluções técnicas e
econômicas inviáveis em face da melhor
tecnologia disponível. O controle dos resíduos e
dos equipamentos, que estão diretamente
envolvidos com seu tratamento, transporte e
deposição, é um fato relevante, que tem trazido
inúmeras preocupações aos envolvidos com esse
setor. Tal preocupação deve-se às grandes
quantidades geradas, elevado custo de manuseio
e transporte e carência de áreas adequadas para
sua disposição final, bem como o elevado
potencial poluidor intrínseco dos resíduos. Dessa
forma, é de importância fundamental o
conhecimento das suas características, um
cadastramento da geração e destinação, bem
como uma abordagem quanto aos equipamentos
utilizados para o seu manuseio e transporte. O
presente trabalho objetiva tratar particularmente
dos aspectos de manutenção e da estimativa de
vida útil desses equipamentos. Apresenta,
primeiramente, uma classificação quanto ao
potencial poluidor (inerte, não inerte ou perigoso),
e as diversas formas de transporte desses
resíduos. É feito um breve resumo dos diversos
equipamentos utilizados para transporte e
manuseio dos resíduos, tais como:
transportadores e manipuladores, com atenção
especial aos transportadores contínuos, os mais
comuns nas indústrias. A vida útil desses
equipamentos varia muito de acordo com a classe
de utilização, a carga a ser transportada, a
qualidade do projeto, a operação bem realizada e
principalmente a manutenção adequada. Em
termos de valores médios, pode-se considerar a
vida útil da armazenagem, manipulação e
transporte de resíduo como sendo 15 anos.
I. INTRODUÇÃO
A classificação dos resíduos sólidos é efetuada
com um conjunto de normas técnicas brasileiras:
Norma N° (NBR)
Resíduos sólidos – classificação 10.004
Teste de lixiviação de resíduos 10.005
Teste de Solubilização de resíduo 10.006
Esta classificação abrange testes laboratoriais e
caracterizações conforme normas adotadas pelos
órgãos competentes, em que, em função das
propriedades físicas, químicas, infecto-
contagiosas e de contaminantes presentes na sua
massa, definem a classe a qual o resíduo
pertence.

ANEEL – Agência Nacional de Energia Elétrica 37 Estudo de Vida Útil Econômica e Taxa de Depreciação
II. CARACTERÍSTICAS
De acordo com as normas brasileiras, os resíduos
podem ser agrupados em três classes:
• Resíduo Classe I – Perigoso: são resíduo
sólido ou mistura de resíduos sólidos que,
em função de suas características de
inflamabilidade, corrosividade, reatividade,
toxidade ou patogênicidade, podem
apresentar riscos à saúde pública,
provocando ou contribuindo para o
aumento de mortalidade ou incidência de
doenças e/ou apresentarem efeitos
adversos ao Meio Ambiente quando
manuseados ou dispostos de forma
inadequada.
• Resíduo Classe II – Não inerte: são os
resíduos ou mistura de resíduos que não
se enquadram nas classes I e III.
• Resíduos Classe III – Inerte: são aqueles
que, submetidos ao teste de solubilidade,
não tiveram nenhum dos seus constituintes
químicos dissolvidos em concentrações
superiores aos padrões definidos conforme
ABNT.
Para cada tipo e características específicas dos
resíduos sólidos que devemos manipular,
armazenar e transportar, são escolhidos os
equipamentos e os métodos adequados. Nessa
seção, apresentam-se alguns dos tipos mais
comuns de equipamentos para transporte desses
resíduos.
Os meios de transporte e manipulação dos
materiais de forma geral e resíduos sólidos de
forma especial podem ser dos tipos classificados
abaixo:
II.1. VEÍCULOS PARA TRANSPORTE NÃO
CONTÍNUOS
Podem estar ou não sobre trilhos, serem manuais
ou automáticos de tração elétrica, motores
alternativos (diesel principalmente) ou pneumática
e hidráulica, tração animal ou de tração comum
humana.
II.1.1. Veículos de Comando Manual
São utilizados para cobrir pequenas distâncias e
pequenas capacidades, podem ser puxados ou
empurrados pelas mãos, são normalizados
segundo a norma DIN 4902 e 4903.
Os tipos mais comuns são:
• Carrinhos de mão;
• Carros, cuja carga é distribuída em três ou
quatro rodas;
• Zorras – São carros de três ou quatro
rodas de diâmetro pequeno, estão ligadas
por chassi triangular ou retangular.
II.1.2. Veículos Motorizados para o Transporte
São veículos normalizados conforme norma DIN
15140 – as abreviaturas se compõem de três
letras, a primeira indica o acionamento; a
Segunda, a direção e a terceira, o tipo de sua
construção.
Ex: Acionamento: (B) gasolina – (D) diesel – (E)
elétrico – (L) linha aérea, (N) rede.
Direção: (F) motorista sentado - (H) direção
manual - (G) guia com servente em movimento.
Construção: de aros, aros com borracha maciça -
sem ou com trilhos.

ANEEL – Agência Nacional de Energia Elétrica 38 Estudo de Vida Útil Econômica e Taxa de Depreciação
Pode-se exemplificar alguns tipos mais
conhecidos que podem transportar não só
resíduos, mas quase todo tipo de carga.
Os materiais podem ser transportados livres, a
bordo dos transportadores ou acondicionados, por
exemplo, em container.
Dentre eles, podemos citar: os Carros e tratores
elétricos - as chamadas empilhadeiras de
forquilha, os guindastes de trilhos e rodas
motrizes, as gruas, talhas, pórticos e pontes
rolantes de elevação e transporte, guindastes e
demais equipamentos projetados especialmente
para transporte de resíduos perigosos e/ou com
características especiais. Outros transportadores
a serem citados são os vagões e vagonetas,
barcos, barcaças e navios de diversos tipos e
modelos.
Os meios para se apanhar as cargas são
elementos importantes nesses tipos de
transportadores. São de diversos tipos e formas:
pode-se citar os mais comuns deles: os ganchos
de suspensão - tenazes e grampos, as colheres
recolhedora de carga a granel - as garras
hidráulicas diversas e os eletroímãs.
II.1.3. Os Transportadores Contínuos de Carga
São os transportadores geralmente mais
adequados para os tipos mais comuns de
resíduos.
O sistema de trabalho contínuo proporciona a
possibilidade de despachar grandes quantidades
num tempo reduzido por um percurso fixo de
transporte. Empregado na produção contínua, em
processo cadenciado.
Dependendo do tipo de transportador e
características da carga de resíduo, podem ser:
por transporte horizontal, inclinado, vertical em
trechos retos, angulares ou curvos.
Classificação dos transportadores contínuos
(segundo a DIN 15201: designações, símbolos)
em transportadores para mercadoria a granel e
em volumes e apenas mercadoria em volumes.
A corrente de mercadoria transportada caracteriza
a sua capacidade de produção e é calculado
segundo a carga horária que transporta. Quanto à
montagem, suas implicações na funcionalidade e
construção, podem ser:
a) Correias Transportadoras
Uma correia sem fim que, de um lado, passa por
cima de um tambor de acionamento e, do outro
lado, por cima de um tambor de inversão e, entre
os tambores, está sustentada por roldanas,
transporta a mercadoria do ponto de carga até o
de descarga.
São conjuntos constituintes de correias
transportadoras: uma guia e apoio da correia, no
compartimento superior plana ou côncava, no
compartimento inferior plana ou ligeiramente
côncava. Para a transmissão da força perimetral,
necessita-se de um tambor de acionammento
para a correia, que tem de estar com uma tensão
prévia para evitar o deslizamento e permitir o atrito
necessário para que o motor toque a correia, além
de todos os outros componentes, tais como
frenadores, travas ante retorno e demais

ANEEL – Agência Nacional de Energia Elétrica 39 Estudo de Vida Útil Econômica e Taxa de Depreciação
assessórios de segurança e automatismo da
correia.
Ela podem ser dos seguintes tipos:
• Correias em borracha com camada
intermediária em tecido;
• Correias de borracha com intercalação de
cordas de aço.
São constituídas de:
• Roldanas de suporte em geral com
mancais de rolamento, com eixo fixo ou
articulados;
• Armações de apoio para fixação dos
assentos de suporte e dos retentores para
as roldanas de suporte do corpo inferior
nas instalações fixas com longarinas
longitudinais e apoios geralmente em
perfilado normal em U.
• Rigidez transversal feita em cantoneiras de
perfilados em U, colocadas em forma de
teto ou por meio de suportes para jogos
feitos com tubos.
• Transversas diagonais embutidas evitam
deslocamentos longitudinais.
• Chapas de cobertura evitam o depósito de
sujeiras na correia inferior; os processos
para o comando da correia se
fundamentam no efeito direcional de uma
roldana de suporte situada em posição
obliqua em relação ao sentido de
transporte;
• Tambores de acionamento, de inversão e
de desvio em aço, construção
normalmente soldada;
• Para acionamentos, são utilizados motores
elétricos ou outros acionadores menos
comuns, tais como turbinas, motores
alternativos, acionadores hidráulicos e
pneumáticos com redutores ou caixas
redutoras, utilizados para baixar a
velocidade a ser transmitida ao rolo motor
ou tracionador da correia e permitir o
funcionamento lento e compatível com o
material a ser transportado, nível de
poluição e outros.
Para os transportadores móveis e portáteis e
também para correias menores fixas, são
utilizados dispositivos tensores de eixo e os
tensores apoiados em molas para limitação da
tensão prévia da correia. Nas instalações maiores,
os tensores são montados em carros tensores
deslizantes em trilhos. O carregamento do
material deve ser feito, se possível, no sentido do
percurso e evitando-se quedas de grandes
alturas. São utilizados funis e calhas de
alimentação.
Outros tipos muito utilizados são as correias de
tecido e correias de arame e fita de aço,
normalmente para funções especiais:
• Correias de tecido (sem revestimento de
material elástico): fios de cânhamo, de
algodão, de crina animal e de fibras
químicas. Estas são indicadas para locais
fechados com temperatura estável e
solicitação reduzida de superfície;
resistente a óleos e graxas; as correias de
algodão também resistentes a lixívias; a
correia de lã de carneiro resistente a
ácidos e poeiras.
• Correias de arame e de aço ou de outro
metal: são em malhas de arame, trança de

ANEEL – Agência Nacional de Energia Elétrica 40 Estudo de Vida Útil Econômica e Taxa de Depreciação
arame, ilhós de arame para transporte de
materiais pesados; correias de varetas ou
arames tecidos para materiais muito finos.
Empregadas também para material a
granel e em volumes quentes ou
incandescentes e também como correias
para desidratação e secagem.
• A fita de aço carbono laminado a frio e
temperado, com espessura de 0,4 a 1,6
mm, é especialmente apropriada para o
transporte de minérios duros e materiais
sinterizados, assim como materiais úmidos
e pegajosos.
As fitas de aço nua e também a com revestimento
de borracha requerem uma adaptação das
roldanas de suporte ou das superfícies de
deslizamento, dos tambores de acionamento e de
inversão e dos dispositivos tensores.
b) Transportadores Articulados
São transportadores em que o material é
transportado através de placas, gamelas, caixas,
caçambas, barras de ligação articuladas,
raspadores. Estes estão montados em um
mecanismo de tração sem fim (corrente de aço
redondo, corrente de Gall, corrente especial,
correia, cabo de arame) a distâncias regulares.
Estas são calculadas segundo a norma DIN
22200.
c) Transportadores de Baldes ou Canecas.
Transportadores de canecas verticais ou oblíquos
(elevadores) - com baldes servindo como
elemento de transporte e montado no elemento de
tração (cinta, corrente de um ou dois ramais), com
o enchimento automático ou através de funis de
alimentação. Tem a velocidade variando dos mais
rápidos com velocidade da cinta de 2,5 m/seg ou
os mais lentos de 0,3 a 1,2 m/seg.
Os baldes estão montados a distâncias maiores
ou menores. O acionamento e inversão (tensão)
são por meio de tambores, roldanas ou rodas de
corrente. Podem ser abertos e móveis (carregador
de transportador de baldes) ou dentro de uma
carcaça fechada onde o corpo cheio é sempre
dirigido, enquanto o segmento vazio pode chegar
a formar flecha.
O material a granel é levado através de uma
calha, sendo alimentado pelas costas dos baldes.
Os transportadores mais lentos requerem um
desvio do segmento vazio no interior ou, então,
descarregam, entre os ramais da corrente,
descarga central. Nos transportadores de cinta
com baldes, estes são montados na cinta de lona,
de borracha ou arame, com parafusos de disco ou
discos cupulares: DIN 15236 e DIN 15237,
quando se trata de cintas de borracha com
camadas intercaladas de corda de aço para
transportadores de elevado rendimento,
montagem em tiras perfiladas de borracha coladas
na cinta.
Os baldes são fixados em correntes de cavilhas
de aço, corrente em aço redondo ou correntes
com cobrejuntas por meio de parafusos, segundo
DIN 15236, ou arcos de corrente, segundo DIN
745. As formas dos baldes (0,1 até 140 lit) são
padronizadas em função do material a ser
transportado.
ANEEL – Agência Nacional de Energia Elétrica 41 Estudo de Vida Útil Econômica e Taxa de Depreciação
Acionamento e inversão. O eixo de acionamento
na cabeça do transportador de baldes tem tambor
de acionamento ou, então, roldanas de
acionamento, rodas de corrente de acionamento
ou tambor de draga (estrelas quadradas, DIN
22214, estrelas sextavadas, DIN 22215). A
velocidade desigual da corrente que provoca
forças de inércia adicionais no mecanismo de
tração pode ser tolerada.
Entretanto, existe a possibilidade de equiparar a
velocidade. A inversão no pé do transportador de
baldes é armada através de uma árvore roscada
(com ou sem mola) ou de uma alavanca com
pesos.
Utilização em transportadores verticais e
inclinados - a partir de mais ou menos 500 m, até
alturas de aproximadamente 30 m (altura máxima
80 m), fluxo de material até 400 t/h.
Transportadores de baldes para cereais e outras
mercadorias leves a granel. Elevadores de baldes
para instalações de separação de pedregulho,
carvão-hulha e minérios, na indústria de pedras e
terras; componente de caçambas de dragas.
II.1.4. Transportadores Oscilantes de Baldes
Os baldes fundidos ou, na maioria dos casos, de
chapa soldada (28 até 500 lit) ficam suspensos a
distâncias regulares, oscilando sobre eixos entre
dois ramais de correntes de cobrejuntas sem fim,
equipados de roldanas (cf DIN 15256), velocidade
da corrente 0,25 até 0,5 m/seg.
Carregamento através de um dispositivo de
alimentação acionado pelo próprio ramal de
baldes (por exemplo, tambor de alimentação com
fendas situadas a distâncias que correspondem à
distância entre baldes). Descarga através do
basculamento do recipiente (inclinação de mais ou
menos 90°).
As paredes frontais dos baldes são equipadas
com rolos ou ressaltos que esbarram em guias
curvas reguláveis do dispositivo fixo de
basculamento, reguláveis por meio de uma
alavanca manual. Direção do ramal dos
recipientes: horizontal, vertical e oblíqua.
O mecanismo de tração, na maioria dos casos, é
uma corrente articulada (por exemplo, como na
DIN 8165, com rolos de DIN 8166). Cada ramal de
correntes consiste de cobrejuntas duplas de
tração com elos internos e externos com conexão
fixa com o eixo através do suporte do mesmo.
A roldana se encontra entre as cobrejuntas
internas; seu furo tem uma bucha intercambiável,
temperada e afiada. Lubrificação com graxa
comprimida sob alta pressão através do eixo. Este
mecanismo de tração é empregado também para
cintas articuladas pesadas.
Os baldes são suspensos nos eixos das correntes
por meio de suportes de flange. O ramal dos
recipientes nos trechos horizontais ou inclinados
roda sobre trilhos de atrito e é guiado nos trechos
verticais por meio de trilhos de aço em ângulo.
Para acionamento, são utilizadas rodas de
manivela ou de discos dentadas que fazem o
engrenamento nas roldanas com a exigência de
trava de marcha à ré ou freio de sapatas para não
permitir que ocorra o retorno da corrente.

ANEEL – Agência Nacional de Energia Elétrica 42 Estudo de Vida Útil Econômica e Taxa de Depreciação
Utilizados sobretudo para o armazenamento de
carvão em paióis e o transporte de cinzas em
usinas termelétricas e de gás, também para outros
materiais a granel quando o percurso de
transporte do sentido horizontal deve passar
obrigatoriamente para o vertical com variação do
ponto de descarga.
II.1.5. Transportadores Circulares
Nesse tipo de transportador, as articulações de
sustentação são ajustadas à carga, suspensas
basculando de pares de roldanas (um ou dois)
que são guiadas por uma pista elevada, aberta ou
fechada: plataformas de um ou mais andares,
armações, forquetas, estribos, ganchos, gamelas,
recipientes.
Estão ligados por uma corrente sem fim, acionada
através de uma roda de corrente (várias vezes
quando o percurso é mais comprido, também por
correntes de arrasto); desvio e inversão por meio
de rodas de corrente, discos ou grupos de
roldanas; há necessidade de um dispositivo
tensor.
Qualquer direção dos trechos com corrente que
pode se movimentar no espaço. Utilizados como
meio de alimentação de volumes em locais de
trabalho em oficinas e linhas de montagem, por
exemplo.
II.1.6. Transportadores Raspadores
São constituídos de Chapas ou ripas raspadoras,
fixadas em correntes de um ou dois ramais,
empurram para frente pequenos montes de
material em calas fixas de madeira ou de chapa
de aço, horizontais ou levemente inclinadas. Os
raspadores têm o suporte de polias de
acompanhamento; retorno do corpo ou troço vazio
por cima ou embaixo da gamela de transporte.
Para se conseguir uma construção pouco elevada
em desmontes a céu aberto, usa-se suporte
deslizante de correntes e peças de união.
Apesar da simplicidade da construção, o sistema
é pouco usado a céu aberto por causa da elevada
potência necessária (por exemplo, no caso de
materiais corrosivos a granel). Entretanto, trata-se,
em sua execução para trabalho subterrâneo, do
mecanismo de transporte de pontaletes na
mineração do carvão-hulha.
Exemplo: Um transportador raspador para
mineração composto de segmentos de calha de
1,5 m, cuja união proporciona um pequeno
deslocamento em sentido horizontal e vertical.
Mecanismo de tração: correntes de aço redondo
de elevada resistência, DIN 22252. Acionamento
de motor elétrico (com embreagem de arranque
mecânica ou hidráulica) ou motor hidráulico (que
pode também ser apenas auxiliar para o arranque)
ou motor de ar comprimido através de
engrenagem desmultiplicadora para rodas de
corrente. Velocidade de transporte 0,6 até 0,9
m/seg.
O fluxo de carvão, dependendo do tamanho do
transportador, é de 80 até 100 t/h. Comprimento
do transporte até 200 m (com acionamento nas
duas extremidades). A construção de calhas
proporciona a possibilidade de transportar e dirigir
a máquina para a mineração (cortadeira, plaina
para carvão).

ANEEL – Agência Nacional de Energia Elétrica 43 Estudo de Vida Útil Econômica e Taxa de Depreciação
Corrente de raspadeira simples e dupla para
suporte deslizante DIN 8177 (corrente articulada
em aço com garras de arrasto).
II.1.7. Transportador de Corrente de Tigelas
Contrariamente ao que acontece com o
transportador raspador, aqui uma corrente de um
ou dois ramais com dispositivos de arrasto muito
aproximados entre si é movimentada para frente
numa tigela fechada a uma baixa velocidade de
0,3 m/seg.
No topo de descarga, o material transportado de
granulação fina ou de granulação grossa em
mistura com o material fino cai sobre o ramal de
corrente de transporte e, em primeiro lugar, sendo
levado através de uniões transversais e depois
por camadas do próprio material em movimento.
O movimento das camadas inferiores é
transmitido para as camadas superiores de
maneira que todo o material vai caminhando. O
transporte é horizontal e levemente inclinado, em
caso de curvas verticais e transportes verticais,
são usadas conformações especiais de correntes
e tigelas. É possível carregamento e descarga em
vários locais.
Formas para a corrente e suas dimensões são
dadas ou normalizadas pela DIN 15263
Acionamento e inversão através de rodas de
corrente ou estrelas de corrente. As correntes
padronizadas correspondem a execuções de
estrelas segundo DIN 15266/69. Carcaça do
acionamento e eixo, DIN 15264. Conexão com
tigelas DIN 15265. Tensão das correntes na
inversão através de dispositivos tensores de eixo
com ou sem molas.
Potência requerida no eixo motor,
aproximadamente (segundo a DIN 22200).
São utilizados para transporte de farinhas, açúcar,
cimento, carvão para briquetes, sementes
oleosas, cereais, produtos químicos. Não operam
bem com materiais pegajosos, aglutinantes ou
que possam produzir muito atrito; são
transportadores para cobertura de curtas e médias
distâncias. Têm uma vantagem importante de não
produzir poeiras, porém seu desgaste é muito
acentuado.
II.1.8. Hélices Transportadoras
Nesse caso, o elemento transportador é uma
superfície helicoidal em chapa ou fita de aço
(raramente metal fundido) que gira ao redor de
seu eixo, empurrando para frente o material que
se encontra numa tigela ou num tubo.
a) Transportador helicoidal com eixo giratório
Parafuso sem fim - pedaços de chapa em forma
circular, furadas e com o raio cortado são
prensadas com um passo de rosca helicoidal e
depois soldadas entre si e com um eixo tubular
(mais raramente, eixo maciço). No chamado
parafuso sem fim normal, a superfície helicoidal
pode ser também laminada.
No parafuso sem fim achatado (para material em
pedaços), uma espiral em aço chato com braços
se apóia num eixo de parafuso sem fim. Efeitos
especiais para misturar e movimentar através de

ANEEL – Agência Nacional de Energia Elétrica 44 Estudo de Vida Útil Econômica e Taxa de Depreciação
palhetas reguláveis montadas no eixo, sendo que
cada uma forma parte de um parafuso sem fim
normal e de um parafuso achatado: parafuso sem
fim misturador. Pinos de acionamento e de mancal
extremo são rebitados no eixo tubular;
comprimentos acima de 2,5 até 3,5 m exigem
pinos de suporte intermediários ou segmentos de
acoplamento por flanges. Os suportes
correspondentes suspensos na tigela
proporcionam uma interrupção da superfície do
parafuso.
Tigela e suporte - a tigela em chapa de aço deve
aderir com sua curvatura à superfície do parafuso
(em caso contrário, há forte atrito e desgaste) e,
em geral, tem paredes laterais retas que
sustentam a tampa da tigela com os rebordos ou o
ângulo do remate.
Utilização de mancais de rolamento ou
deslizamento, sendo que um mancal deverá
também absorver o empuxo axial que atua em
sentido contrário ao do transporte. Pela
disposição, o eixo do parafuso sem fim está
submetido à solicitação tratora. Guarnição do eixo
no suporte terminal antes da parede frontal da
tigela por meio de gaxetas, enquanto o suporte do
acionamento em geral tem a forma de flange.
Acionamento pela transmissão intermediária do
motor elétrico, atualmente se utilizam muito os
motores com caixa de engrenagens.
Dados de construção e de cálculo. Com o
diâmetro do parafuso sem fim D m, altura do
passo s m, número de rotações n rpm
(dimensões: DIN 15261 e tabela 31), peso a
granel do material y kp/m3 ou, então, densidade a
granel: q t/m3 e grau de enchimento ϕ (de 0,15
com material pesado e de muito atrito até 0,45
com material fluido, leve e sem atrito), o fluxo do
material transportado no transportador de
parafuso sem fim horizontal normal
vm = D2 π s ϕ 60 n m3/h
São empregados para o caso de materiais em
forma de pó, de granulação fina até materiais em
pedaços, para distâncias relativamente curtas
(dificilmente acima de 40 m), freqüentemente
como alimentador ou como transportador
intermediário, em sentido horizontal ou levemente
inclinado. Combinação do processo de transporte
e mistura. Transportes íngremes e verticais são
possíveis com construções especiais (tigela
tubular, elevado número de rotações)
Transportador tubular de rosca sem fim - no tubo
rotativo e apoiado em roldanas, está soldado
internamente um passo de rosca em aço chato. A
altura do passo a é pequena em relação ao
diâmetro do tubo D (S/D 0,5), como também o
numero de revoluções para evitar que o material
revolva com o tubo. Também o grau de
enchimento diminui com respeito ao transportador
de rosca sem fim para mais ou menos a metade.
Entretanto, o efeito de mistura é satisfatório e
ainda existe a facilidade de aquecimento ou
refrigeração do material durante o processo de
transporte.
II.1.9. Transportadores Oscilantes
Uma calha (ou tubo) horizontal ou levemente
inclinada tem um movimento de vaivém. No
movimento de ida, são transmitidas para o

ANEEL – Agência Nacional de Energia Elétrica 45 Estudo de Vida Útil Econômica e Taxa de Depreciação
material a ser transportado as forças inerciais que
o transportarão mais adiante durante o movimento
de retomo da calha.
a) Calhas Vibratórias
Princípio do transporte - O material a ser
transportado, que se encontra na calha envolvida
num movimento irregular de vaivém, é acelerado
constantemente no movimento de ida e carregado
até ser imobilizado pelo atrito estático (coeficiente
de atrito µ r).
A partir deste ponto e durante o movimento de
retomo, o material impulsionado pela sua própria
energia cinética desliza até que esta fique
consumida pelo atrito de deslizamento (coeficiente
de atrito µ gl).
Processo de aceleração. A força de apoio
constante que o material exerce sobre a calha
proporcional durante a ida a aceleração a1 ≤ g µ
r, (g aceleração de gravidade); a força de apoio
variável, através do levantamento da calha na ida
e a descida da calha na volta, proporcional a uma
maior aceleração na ida a1’ = gµ r/(1-.µ r tan β). O
processo de aceleração com os dois tipos de
apoio pode ser executado também com uma
posição inclinada da calha.
A Produção do movimento da calha vibratória é
feita através de motores a êmbolo de ar
comprimido ou por meio de acionamento de motor
elétrico com a transformação de um movimento
rotativo uniforme no movimento irregular de
vaivém requerido através do mecanismo de
manivela com biela curta (λ= r/l = 0,45 até 0,2) ou
de um par de rodas dentadas elípticas com biela
ligada (mais raro, com mecanismo de biela-
manivela curva ou came de disco ovalado).
Execução do movimento com número baixo de
cursos (n = 50 até 100 cursos duplos/min), mas
cursos relativamente grandes (300 até 120 mm).
A forma depende muito da utilização: as calhas
vibratórias para a mineração se compõem de
segmentos individuais de calha com 3 m de
comprimento (perfis de planos inclinados: DIN
20900; parafusos para planos inclinados: DIN
20903) para comprimentos de ramais até 200 m.
Cada seção tem um eixo de roda motriz ou está
apoiada num assento esférico (eixos de roda
motriz, largura de bitolas: DIN 20909). O
acionamento no ponto de descarga atua por
choque sobre o eixo da calha ou de forma bilateral
(acionamento geminado); motores a ar
comprimido para calhas: DIN 20905. Fluxo de
material transportado até 200 t/h; vantajoso
quando horizontal ou inclinado (0o até 25o de
inclinação).
Calhas vibratórias curtas como alimentadores de
empuxo no esvaziamento de depósitos: calha
larga levemente inclinada no sentido do transporte
(-5 até -l5o), apoiada em polias de suporte,
suspensa e oscilante.
Atuação do acionamento, na maioria dos casos
central, na extremidade de descarga da calha.
Apropriada, em geral, para material a transportar
em pedaços, de pequenos a grandes, mas
também para material que provoca muito atrito.

ANEEL – Agência Nacional de Energia Elétrica 46 Estudo de Vida Útil Econômica e Taxa de Depreciação
b) Calhas Oscilantes
Princípio do transporte. A calha, em forma de
tigela ou tubo, é movimentada com oscilações
rápidas e de pequena amplitude para frente e para
o alto e para trás e para baixo. A ida e a volta do
movimento de oscilação oblíquo e, no caso ideal,
sinusoidal, têm a mesma duração. O material a
granel que se encontra no interior da calha recebe
portanto um movimento fluente.
Tipos de acionamento – Acionamento forçado
através de eixo de manivela com relação de biela
pequena (λ= r/ l ) = 0,1 até 0,01), amplitudes de
15 até 3 mm, e freqüências f de 5 até 25 Hz.
Elementos elásticos suplementares (aço ou
borracha) para que a freqüência própria do
sistema se mantenha próxima à freqüência de
regime, para que a energia para a manutenção da
oscilação continue reduzida (freqüência de regime
10% menor que freqüência de ressonância). Pode
ser alcançada uma velocidade de transporte de
0,4 m/seg.
Acionamento por energia cinética, através de
massas centrífugas da mesma grandeza e
sentidos opostos, deslocados entre si de l80~.
Assento da calha em molas laminares ou
helicoidais, também assento em molas de
borracha ou suspensão com molejo; amplitudes 5
até 0,5 mm; freqüência 15 até 30Hz (modelos
menores até 50 Hz). Velocidade de transporte até
0,25 m/seg.
Quando os motores centrífugos não estão bem
unidos à calha, mas apenas ligados a estas
através de molas com curvas características
fortemente progressiva, produzir-se-á um sistema
de oscilação de duas massas que pode ser
acionado próximo da ressonância. Através da
regulagem de deslizamento dos motores por meio
de transformadores de regulação trifásicos ou
tiristores, pode-se conseguir uma regulagem
simples da amplitude e, portanto, do fluxo de
material transportado durante o funcionamento.
Acionamento através de vibrador eletromagnético.
Nesse caso, o rotor de um eletroímã tem união
fixa com a calha, enquanto o corpo da bobina que
tem uma massa livre é acoplado através de molas
de compressão protendidas com a massa útil
(rotor, calha, material a granel). Como a força
eletromagnética é proporcional ao quadrado da
corrente, uma tensão alternada de 50 Hz produz
uma freqüência da calha de 100 Hz, que serve
para acionar calhas menores.
Os modelos maiores são acoplados através de um
retificador de uma altemância, de forma que a
calha oscila com 50 Hz. Amplitudes de 0,05 até 1
mm. Variação simples da amplitude e, portanto,
da velocidade de transporte também durante o
funcionamento por meio de reguladores de tensão
intercalados. Velocidade de transporte até 0,12
m/seg.
O apoio das molas de guia não influencia a
freqüência da calha; entretanto estabelece a
trajetória do movimento. A calha também pode
ficar suspensa ou apoiada por meio de
amortecedores de borracha ou molas helicoidais.
São empregados no transporte de materiais a
granel em pedaços ou com granulação de fina a
grossa, mesmo quando se trata de matérias

ANEEL – Agência Nacional de Energia Elétrica 47 Estudo de Vida Útil Econômica e Taxa de Depreciação
mecânicas ou quimicamente corrosivas (calha ou
seu revestimento em aço inoxidável, borracha,
material plástico), para distâncias curtas até 30 m
com uma unidade; distâncias maiores: várias
calhas individuais enfileiradas; sentido horizontal,
levemente inclinado. Fluxo de material
transportado até 1000 t/h; como calhas para
esvaziamento de depósitos, calhas de descarga e
calhas de dosagem. O processo de transporte
provoca um desgaste mínimo da calha e requer
pouca potência.
Execuções especiais. Calhas oscilantes com
acionamento de movimento forçado ou centrífugo,
ou duas calhas oscilando em vaivém para
equilíbrio das massas. Para o transporte vertical,
transportadores oscilantes helicoidais que
proporcionam o transporte dirigido de partículas
extraviadas até as máquinas beneficiadoras ou
empacotadoras.
II.1.10. Transportadores por Gravidade
a) Planos inclinados fixos
Calhas abertas ou fechadas (planos inclinados,
calhas inclinadas, tubos) proporcionam o
transporte para baixo em sentido vertical ou
inclinado de mercadorias a granel ou mercadorias
em pedaços por meio de pistas individuais ou
múltiplas, retas ou curvas.
A inclinação necessária 8 é maior que o ângulo de
atrito q,- do estado estacionário entre a calha e o
material (tan qr=µ r). Utilização prática de
desníveis para calhas retas em chapa de aço:
Cereais 30 até 35o, sacos 25 até 3Oo, carvão,
dependendo do tamanho dos pedaços, 30 até 400,
minérios 45o , sais 50o, materiais em pó 60o.
Formas de calhas fixas para a mineração: DIN
20902.
Nos planos inclinados curvos ou helicoidais,
prevê-se uma linha helicoidal para a trajetória do
centro de gravidade dos pedaços de material
transportado. Fundo da calha de forma circular,
elíptica ou parabólica. Calhas helicoidais abertas
com coluna central para pacotes e sacos;
fechadas, em segmentos tubulares de 850 até
1450 mm de diâmetro, e embutidas para
transporte em descida de carvões e minérios
extraídos a céu aberto (de 1,5 m/seg, até 350 t/h
de carvão com diâmetro externo de 1250 mm).
Tubos de descida telescópicos para materiais a
granel (em depósitos, em navios).
b) Pistas de rolos
Num quadro de aço chato ou angular estão
dispostas sucessivamente as polias de
sustentação com eixos fixos. Dimensões: DIN
15291. Desnível requerido com polias de
rolamentos esféricos: 2% até 5%. Os quadros têm
um comprimento de 1 m até 3 m, sobre cavaletes
de altura regulável ou com assento fixo, e são
unidos para formar uma pista. Composto de
curvas, desvios, mesas giratórias e levadiços de
passagem. Transporte com descida vertical com
pista de rolos helicoidais.
Com transportes a maiores distâncias, impulso
adicional para o material em pedaços através de
polias movidas (acionamento a corrente).
ANEEL – Agência Nacional de Energia Elétrica 48 Estudo de Vida Útil Econômica e Taxa de Depreciação
Tipo de construção leve para pistas de rolos:
pistas de rolos de disco ou de roletes. São
formadas por rolos de disco com rolamentos de
rolos que giram sobre eixos finos montados no
quadro.
Mesas esféricas para o transporte manual rápido
de materiais em pedaços num plano horizontal. As
esferas assentam-se em taças, por sua vez,
apoiadas em esférulas.
Grande variedade de emprego para materiais em
volumes sobre chão plano, por exemplo, pacotes
e caixas no transbordo de mercadorias em
armazéns e depósitos. Em usinas, especialmente
em fundições, para o transporte de peças.
II.1.11. Transporte por Corrente de Ar
Para o transporte pneumático de partículas de
material do ponto de abastecimento até o ponto
de descarga, precisa-se de uma velocidade
mínima do ar na tubulação de transporte. Existem
dois tipos de transporte, dependendo da origem
da corrente de ar transportadora:
Transporte em corrente de ar aspirado: bomba de
ar no fim do trecho de transporte; transporte a
partir de vários pontos de alimentação até o ponto
de recolhimento.
Transporte por ar comprimido: introdução de ar
comprimido no começo do trecho de transporte;
transporte a partir de um ponto de descarga até
vários pontos de distribuição.
As instalações de aspiração e de ar comprimido
podem também ser ligadas em série (caso
especial).
Ambos os processos são apropriados para
materiais a granel em pó, granulados ou em
pedaços pequenos. Além do transporte aéreo
pneumático (transporte por corrente fraca), o
transporte pneumático de corrente densa está se
tornando bastante importante.
Instalações de transporte com aspiração de ar.
Carregamento do material através de um bocal
aspirante; continuação do transporte na tubulação
(peças intermediárias flexíveis, articulações) até o
coletor. Neste ponto, o material transportado se
deposita. Para um transporte mais ou menos
satisfatório de um material a granel, é muito
importante sua velocidade de suspensão, o que
significa a velocidade do ar suficiente para manter
em suspensão as partículas numa corrente de ar
vertical (depende da forma das partículas, de seu
tamanho, seu peso e também do ar). A velocidade
do ar, necessária ao processo de transporte, está
em torno de 20 a 40 m/seg.
A energia necessária e elevada: por exemplo, um
elevador de cereais que aspira 40 t/h através de
um tubo com um diâmetro de 120 mm até uma
altura de 20 a 25 m (breve trecho de transporte
horizontal), a energia requerida é de mais ou
menos 1 kWh/t no eixo motor da bomba.
Portanto, utiliza-se apenas quando prevalecem as
vantagens deste processo: grande adaptabilidade,
deslocamento fácil, pouco espaço ocupado pelas
tubulações, trabalho suave e isento de pó,
arejamento (cereais) e refrigeração do material
transportado (produtos químicos), dispensa

ANEEL – Agência Nacional de Energia Elétrica 49 Estudo de Vida Útil Econômica e Taxa de Depreciação
trabalho de recuperação (possibilidade de recolher
todos os restos). Distâncias de transporte com
comutação até 350 m; alcance de transporte até
alturas de 25 m; fluxo de material transportado por
grandes elevadores de cereais 150 (até 500) t/h
por unidade.
Instalações para transporte com ar comprimido.
No ponto de alimentação, o material a transportar
é entregue a um fluxo de ventilador ou de ar
comprimido. Vedação contra o ar externo através
do próprio material transportado ou, então, através
de uma roda de cubos.
Quando o material é em pó, costuma-se intercalar
uma rosca sem fim de compressão rápida.
Alimentação com o material também através de
um sistema de eclusas de várias câmaras.
Descarga da tubulação de transporte nos
separadores que possuem, em baixo, tubulações
para a saída do material e, em cima, aberturas
para o escape do ar.
Gerador de ar comprimido: ventoinhas até 300
mm coluna d’água (exaustores para o transporte
de cereais até 100 m); compressor de êmbolo
rotatório 0,3 até 0,8 at ef (para instalações
normais de ar comprimido até 100 t/h para
distâncias até 500 m); com material em pó e rosca
sem fim de compressão: pressão do ar
comprimido de 0,3 até 3 at ef segundo a distância
(até 1500 m, até 100 t/h); tomada da rede de ar
comprimido de 4,5 até 6 at ef, com
estrangulamento para 2,5 até 3,5 at ef para
instalações de terraplanagem pneumática.
Utilização. No interior de silos para cereais; nas
fábricas de cimento, nas usinas para transportar
carvão em pó, em fábricas de produtos químicos.
Em subterrâneos para terraplanagem pneumática.
tubulações, especialmente os cotovelos, são
expostas a grande desgaste. Elevado consumo de
energia.
Transportador pneumático de calhas: material em
pó ou de granulação muito fina é levado a
escorrer pela imissão de ar de uma ventoinha ou
de gás inerte através do fundo poroso e
levemente inclinado da calha. Inclinação da calha
de 2 a 4o; pressão do ar de 100 até 300 mm
coluna d’água; fluxo de material transportado 15
até 100 t/h com largura da calha entre 125 e 500
mm.
II.1.12. Transporte por Corrente D’Água
O material é movimentado pela água em calhas
abertas, levemente inclinadas: processo de
lavagem; sustentação e transporte pela água sob
pressão em tubulação fechada e por qualquer
distância; transporte com água sob pressão:
recolhimento através do tubo aspirante de uma
bomba e movimentado através do tubo de
impulsão: transporte hidráulico combinado de
aspiração e impulsão.
A Remoção das cinzas por lavagem nas caldeiras
da usina: as cinzas são aspiradas debaixo do funil
para cinzas com água sob pressão no ejetor, e a
mistura de água e cinzas é depositada na calha
de lavagem (Rothstein, Diissetdorf). Remoção das
cinzas da água sob pressão através do ejetor e da
tubulação hidráulica
Transporte com água sob pressão de carvão fino

ANEEL – Agência Nacional de Energia Elétrica 50 Estudo de Vida Útil Econômica e Taxa de Depreciação
ou em pedaços pequenos por grandes distâncias
(por exemplo, até 170 km) em tubulações
ascendentes de poços. Sistema também adotado
para o transporte de calcário bruto e argila moídos
do ponto de extração até o ponto de
beneficiamento; economicamente interessante
com aproveitamento de declives naturais.
Alimentação de material já na forma de mistura do
material com água no tubo de sucção da bomba
centrífuga de transporte ou imissão na tubulação.
Separação do material e da água na saída na
bacia de decantação.
As dragas aspirantes sugam o material através do
funil de sucção da tubulação aspirante situada
obliquamente no fundo da draga (água por
material 6 : 1 até 3 : 1); a mistura atravessa a
bomba centrífuga de transporte, sendo depositada
em chatas ou na terra firme através da tubulação
hidráulica. Distribuição da mistura também em
compartimentos de carga de navios.
III. MANUTENÇÃO PREDITIVA
Em todos os tipos de transportadores, é
imprescindível um bom esquema de manutenção
para garantia da confiabilidade operacional, uma
vida útil econômica e, principalmente, garantia de
segurança operacional.
A limpeza e lubrificação periódica são
importantíssimas. As técnicas mais
recomendáveis para conservação desses
equipamentos são: controle dos parâmetros
operacionais e acompanhamento da vida útil dos
elementos.
Pode ser previsto sensoriamento dos parâmetros
e análise para utilização econômica dos
elementos de desgaste, através de análise de
espectros para determinação de esquema de
previsão de troca dos componentes.
Pela inspeção e manutenção periódica preventiva,
adota-se um período e, através de análise dos
parâmetros obtidos em inspeções executadas de
forma programada, executam-se ajustes e
regulagens, lubrificação no equipamento.
É sempre recomendável obter um espectro do
funcionamento de motores, vibradores, caixa de
mancais, redutoras, e outros para um
acompanhamento futuro. O melhor padrão para o
funcionamento é aquele: produto de informações
do fornecedor do equipamento e a melhor
performance obtida com funcionamento,
maximizado o volume transportado e minimizado
os desgastes dentro dos limites e condições
seguras.
O controle do funcionamento com medidas e
sensores podem servir num eficaz esquema de
manutenção, que poderá evitar paradas de
produção. Muitas vezes, um esquema de
sensores adequadamente instalado poderá alertar
quanto ao tempo e condições seguras de
operação do equipamento, permitindo, por outro
lado, uma estimativa sobre a vida útil de
componentes e quando devem sofrer reparos,
regulagens e troca.
Um dos problemas mais freqüentes nos
transportadores são: vazamento de resíduos pela
carcaça; alta temperatura devido à reação do

ANEEL – Agência Nacional de Energia Elétrica 51 Estudo de Vida Útil Econômica e Taxa de Depreciação
próprio material com o ambiente, por exemplo,
absorção de umidade; reações químicas que
acontecem no interior dos transportadores e a
deposição de resíduo em palheta de bombas
rotores, carcaças dos transportadores de canecas,
nas correias transportadoras, entre outros.
Uma boa recomendação para o setor de
manutenção pode ser o controle do consumo de
energia elétrica dos motores. Uma vez que se
monte um gráfico estatístico de controle dos
parâmetros diversos dos transportadores,
qualquer alteração anormal da corrente elétrica
dos motores indica que algo não vai bem.
IV. MANUTENÇÃO CORRETIVA
As falhas mais comuns que podem ocorrer nos
transportadores são:
Correias transportadoras - rasgamento
normalmente por entrada de objeto estranho
(metálico) junto com os resíduos, travamento,
queima da própria correia; contaminação do óleo
do carter dos redutores; queima de motores por
sobrecarga do sistema; travamento de roletes por
falha de lubrificação e falta de raspadores;
desgaste e furos nas caixas desviadoras,
tubulações e guias (é interessante prover as
conexões de desvios, com as chamadas caixas de
pedra.
As caixas de pedra são espaços reservados para
deposição de parte de material num ponto crítico
da rota do material, ponto de queda e de desvios,
onde é possível, com o próprio material, se
protegerem as partes metálicas. Esse é um
procedimento relativamente pouco oneroso e traz
ótimos resultados).
Nos transportadores de canecas ou baldes:
travamento por falha na coleta ou descarga de
materiais; desgaste dos elos e canecos; desgaste
de carcaça com vazamento de resíduo; ruído
anormal por contato de elementos devido a
desalinhamentos com desgastes de guias,
carcaça tambores, rolamento e eixo.
Contaminação de óleo dos mancais e caixa
redutora; falta de lubrificação dos elos da corrente;
desalinhamentos, muitas vezes, com desgaste de
guias e demais componentes do transportador.
O acidente mais grave que pode ocorrer com um
transportador desse tipo, é a quebra da corrente
em funcionamento. Nesse caso, a recuperação é
custosa e demorada. Também nesse caso, a
limpeza do material e a reposição do sistema são
sempre um serviço delicado, demorado e
perigoso.
Nos transportadores helicoidais: os grandes
problemas são sempre devido ao alinhamento e à
lubrificação inadequada do conjunto. É comum o
desgaste da carcaça e da própria rosca, além de
travamentos constantes dos mancais
intermediários (esses mancais são de difícil
acesso e o lubrificante é contaminado com
freqüência).
Podem ocorrer avarias no motor e queima de
motor, devido à sobrecarga por travamento de
rosca quebra ou empeno do eixo central. As
caixas redutoras devem ter uma atenção especial,

ANEEL – Agência Nacional de Energia Elétrica 52 Estudo de Vida Útil Econômica e Taxa de Depreciação
devido ao ambiente e a características do serviço
e sua localização.
Nos transportadores oscilantes - Nesses
equipamentos, tem-se desgaste do piso das
calhas por desgaste de atrito com o material
transportado (é bom que sejam projetadas chapas
de desgaste com facilidade de troca), e a
desregulagem de vibradores também é uma
causa de emergências nesses sistemas.
(periodicamente, tem-se que regular o
funcionamento desses vibradores/osciladores).
Nos transportadores por gravidade: o desgaste
de segmentos é geralmente a causa de
vazamentos que devem ser corrigidos.
Nas Instalações pneumáticas e Hidráulicas de
transporte: a ocorrência mais comum é o
entupimento de tubulação por insuficiência de
pressão de ar ou água, desgaste e vibração
excessiva dos rotores de bombas e
compressores, desgaste de tubulação com
vazamento ou entupimento. Quanto a alguns
resíduos especiais, cuidados têm que ser tomados
com relação ao perigo de explosão e incêndio.
Da mesma forma nos transportadores
descontínuos: os cuidados são, em geral, os
mesmos, acrescentando um maior cuidado com a
segurança por se tratar, muitas vezes, de cargas
suspensas. Há, muitas vezes, riscos de acidentes.
V. VIDA ÚTIL ECONÔMICA
A vida útil desses equipamentos varia muito de
acordo com a classe de utilização e a carga a ser
transportada. Normalmente, a vida útil média
estabelecida pelo fornecedor deve ser observada.
Acima de tudo, a vida útil dos transportadores de
resíduos depende da qualidade do projeto do
sistema, isto é, da sua adequação, bem como da
maneira que é operado e da qualidade da
manutenção e a operação dentro dos limites
impostos. Em média, pode-se, a título de
indicação, sugerir alguns parâmetros de vida útil:
Máquinas para transporte sem trilhos e
veículos para transporte com comando
manual: Depende muito do modo de operar da
obediência ao limite de carga dos carros. Pode-se
dizer que, em função disso, a vida útil de alguns
desses veículos é baixíssima durando, às vezes,
apenas uma campanha de operação de 1 a 2
anos (caso dos carrinhos e carros de comando
manual).
Os veículos motorizados, por sua vez, têm sua
vida útil limitada em função dos custos de
manutenção do veículo. Com o passar dos anos,
se torna inviável manter o carro em operação pelo
seu conseqüente alto custo de manutenção e
obsolescência. Em média, em alguns trabalhos,
considera-se uma vida útil entre 10 e 20 anos.
Tratores - Gruas - Pontes Rolantes e
Empilhadeiras: seguem o padrão normal de
equipamentos industriais em geral. Têm vida útil
de 15 a 20 anos em média. Existem muitos
equipamentos desses operando a mais de 30
anos com desempenho satisfatório, mas os custos
de manutenção crescem proporcionalmente à
idade da máquina.

ANEEL – Agência Nacional de Energia Elétrica 53 Estudo de Vida Útil Econômica e Taxa de Depreciação
Os transportadores contínuos: têm desgaste
proporcional ao tempo que operam durante uma
jornada do dia, acentuados quanto ao nível de
carga e do tipo de resíduo transportado. Em
média, podemos considerar a vida útil sendo
afetada em torno de 30 % a 50 % em função do
tempo contínuo de operação, isto é, redução de
30 % na vida útil do conjunto que opera durante
mais de 12 horas/dia e mais 50 % de redução se
operam o tempo todo ininterruptamente.
As correias transportadoras: para sistemas
operando em condições normais de operação e
manutenção com materiais normais não
agressivos, abrasividade média e operação em
torno de 8 horas/dia, sua vida útil, em média, pode
ser considerada de 50.000 a 80.000 horas, ou
seja, os transportadores de canecos, tigelas
raspadores, as roscas helicoidais, calhas
transportadoras e demais equipamentos desse
tipo, se bem cuidados, podem chegar a 100.000
horas.
Acima desse número de horas, o melhor é
reformar totalmente a máquina, que já deve estar
toda remendada e com desgastes acentuados na
estrutura e componentes de tração (é conveniente
com bastante antecedência programar a sua troca
ou, em alguns casos, é conveniente ter unidades
de by-pass, isto é, enquanto uma opera a outra
está em manutenção.
Instalações Pneumáticas e Hidráulicas de
transporte: Esses equipamentos, sob o ponto de
vista de vida útil média, são similares a outros
sistemas, tais como sistema de bombeamento em
tratamento de águas, dragagem e outros. Se bem
que seu desgaste é relativamente maior pelo
contato entre o material transportado, muitas
vezes, pós agressivos (corrosivos e abrasivos),
em contato com tubulação, rotor de bombas, entre
outros.
A vida útil desses equipamentos, em média, pode
ser considerada como 40.000 a 50.000 horas de
operação.
REFERÊNCIAS
[1] Dubell – Manual do Engenheiro.
[2] Notas de aula e curso para operadores e
técnicos de manutenção da COSIPA, Apostilas de
manutenção em sistemas de transporte de
materiais em usinas siderúrgicas.
[3] L.A.F Bauer – Materiais de construção
[4] W. Pfeil – Estruturas de aço.
[5] E. Cometta – resistência dos materiais.

Armazenagem, Manipulação, Transporte de Resíduo Nuclear
RESUMO
A operação de usinas nucleares gera rejeitos
classificados como de baixa, média e alta
atividade. Os rejeitos de baixa e média atividade
são compactados dentro de tambores de aço de
200 litros e transportados para depósitos iniciais
dentro das instalações das usinas, junto a edifício
auxiliar do reator. A movimentação desses
tambores é feita por controle remoto, com o uso
de um vagonete elétrico. Os elementos
combustíveis usados nas usinas nucleares não
são considerados resíduos de alta atividade do
ponto de vista econômico, pois ainda contém
grande quantidade de matéria fissil, que podem
ser reciclados para uso em reatores comuns. Os
elementos combustíveis são transportados sob
imersão em vagonete motorizado (Fuel Transfer
System), fabricados em aço inoxidável
acondicionados em “racks” dispostos em tubos de
aço inoxidável austeníticos tipo 308, com
interfaces de revestimento na liga boro-alumínio,
e armazenado numa piscina, dentro do edifício do
reator. Esta piscina é feita em concreto armado
com paredes de 25 cm de espessura e 12 metros
de profundidade, revestida com chapas de aço
inoxidável austenítico com espessura de ¼ de
polegada e mantida cheia com uma solução de
água borada dentro do edifício do reator e
manipulado através de ponte rolante. A vida útil de
um equipamento é em função de uma utilização
correta, freqüência de uso e de um bom programa
de manutenção. Os programas de manutenção
em centrais nucleares em via de regra são
extremamente rigorosos. Considerando as
condições operativas desses equipamentos,
sendo que alguns deles não estão cominados à
grande freqüência de utilização “in loco”,
recomenda-se uma vida útil de 40 anos.
I. INTRODUÇÃO
A operação de uma usina nuclear gera rejeitos no
processo, classificados como de baixa, média e
alta atividade. Os de baixa e média atividade
consistem em papéis, papelões, plásticos,
vestimentas, panos de limpeza, resíduos do filtro
de pré-aquecimento, lama dos tanques de
armazenagem dos efluentes líquidos e resinas.
Os rejeitos de baixa e média são compactados
dentro de tambores de aço de 200 litros e
transportados para depósitos iniciais dentro das
instalações das usinas, junto ao edifício auxiliar do
reator. A movimentação desses tambores é feita
por controle remoto com o uso de um vagonete
elétrico.
O depósito inicial é protegido por paredes de
concreto, capacitado a armazenar rejeitos de
baixa e média densidade por um período de 3
anos. A partir desse prazo, esses rejeitos perdem
consideravelmente sua ação radioativa e são
transferidos para depósitos intermediários
continuamente monitorados, até que, no futuro,
sejam deslocados para um depósito definitivo,
conforme norma da Comissão Nacional de
Energia Nuclear.
ANEEL – Agência Nacional de Energia Elétrica 55 Estudo de Vida Útil Econômica e Taxa de Depreciação
Esses depósitos são construídos em concreto
armado com paredes de 40 cm de espessura,
com pressão interna inferior à atmosférica
(pressão negativa) para evitar a contaminação do
ambiente externo em caso de vazamento. Os
refeitos de baixa atividade podem ser revistos
após algum tempo para que possam ser
reaproveitados, caso seja verificada a ausência de
contaminação radioativa.
Do ponto de vista econômico, o combustível gasto
contém uma quantidade suficiente de material
fissil para garantir o reprocessamento químico
para eliminar os produtos da fissão e preparar o
urânio e o plutônio remanescente para reciclagem,
para uso em reatores comuns. Portanto, os
elementos combustíveis, após passarem pelo
processo de fissão no reator, embora altamente
radioativos, não são considerados resíduos
sólidos.
Os elementos combustíveis usados são
acondicionados em “racks” de aço inoxidável, o
qual é armazenado num reservatório, contendo
uma solução de boro, nas centrais nucleares,
dentro do edifício do reator.
As normas técnicas de referencias aos processos
são:
• NBR 10344 / 1988 – Sistema de manuseio
e armazenamento de elementos
combustíveis em instalações nucleares.
Fixa as condições do projeto de sistema e
manuseio e o armazenamento de
elementos combustíveis e outros
componentes do núcleo do reator de
pesquisa e potência;
• NBR 11174 – Armazenamento de resíduos
perigosos classe II (não inertes) e classe II
(inertes);
• NBR 12235 – Armazenamentos de
resíduos perigosos;
• CNEN (Comissão Nacional de Energia
Nuclear) 5.01 – Armazenamento,
manipulação e transporte.
II. CARACTERISTICAS
II.1. ARMAZENAMENTO DOS REJEITOS DE BAIXA
E MÉDIA ATIVIDADE
Os rejeitos de baixa e média atividade são
acondicionados em tambores de 200 litros
fabricados em aço-carbono sem costura,
revestidos externamente com tintas à base de
resinas poliester através de processo eletrostático,
armazenado em galpões dispostos em paletes.
As resinas e lama dos tanques de armazenagem
dos efluentes líquidos são encapsuladas nos
tambores preenchidos com argamassa de
vermiculita. Os papéis, papelões, plásticos,
vestimentas, panos de limpeza são compactados
e encapsulados nos tambores.
Os depósitos são construídos em concreto
armado com paredes de espessura de 40cm e
mantidos à pressão inferior à atmosférica por
sistema de despressurização, objetivando prevenir
a contaminação do meio ambiente na
eventualidade de ocorrer algum vazamento nos
tambores.
A adoção do concreto armado na construção dos
depósitos é em função de o material oferecer
excelente resistência à absorção de impactos e

ANEEL – Agência Nacional de Energia Elétrica 56 Estudo de Vida Útil Econômica e Taxa de Depreciação
agentes químicos, propiciando maior durabilidade
e facilidade para efetuar manutenções.
No Brasil, a partir de estudos iniciados em 1978, a
CNEN definiu cinco regiões de interesse para a
instalação de depósitos de rejeitos de baixa e
média atividade. São áreas com índices
pluviométricos inferiores a 1000 milímetros por
ano, densidade demográfica inferior a 35
habitantes por quilometro quadrado e pouco uso
de terra. Os rejeitos radioativos gerados nos
últimos 40 anos no Brasil, além daqueles rejeitos
referentes às usinas nucleares, são pertencentes
ou supervisionados pela CNEN em quatro estados
da federação.
Cabe ressaltar que o problema da destinação final
dos rejeitos nucleares, de baixa e média atividade,
está equacionado em nível mundial, dispondo-se
de processos seguros para seu controle e
estocagem, até que deixem de oferecer maior
risco ao meio ambiente.
II.2. ARMAZENAMENTO DO REJEITO DE ALTA
ATIVIDADE
O rejeito de alta atividade é gerado pelo processo
de fissão do elemento combustível no reator. O
elemento combustível é composto por um feixe de
varetas (15x15/225 tubos) combustíveis, cuja
estrutura é mantida rígida e eqüidistante por
reticulados chamados "grades espaçadoras", para
circulação do líquido refrigerante. A vareta, de
4,40 metros de comprimento e 10,76 milímetros
de diâmetro, constitui-se de tubo de uma liga
metálica especial de zircônio e estanho
denominado zircaloy 4, dentro do qual há uma
coluna de pastilhas de dióxido de urânio (UO2),
com 530 quilos de urânio enriquecido.
Os elementos combustíveis usados de alta
atividade são transportados sob imersão em
vagonetes motorizados (Fuel Transfer System),
fabricados em aço inoxidável austenítico pela
empresa Westinhouse.
O combustível usado de uma usina nuclear é
acondicionado em “racks” dispostos em tubos de
aço inoxidável austeníticos tipo 308, com
interfaces de 40 mm de espessura na liga boro-
alumínio e armazenado numa piscina, dentro do
edifício do reator e manipulados por meio de
ponte rolante.
Essa piscina de combustível usado é feita em
concreto armado com paredes de 25cm de
espessura e 12 metros de profundidade, revestida
com chapas de aço inoxidável austenítico com
espessura de ¼ de polegada e mantida cheia com
uma solução de água borada. Essa solução atua
com barreira de proteção contra radioatividade.
Os radionuclídeos, que escapam dos elementos
combustíveis usados, são capturados por filtros
durante a recirculação da água por circuitos de
resfriamento. As piscinas das usinas nucleares em
geral são para armazenar todo o combustível
usado durante a vida útil dessas usinas.
A troca dos elementos combustíveis no reator
normalmente é feita em um período que pode
variar entre 12 e 18 meses, um terço dos
elementos combustíveis é trocado no núcleo do
reator. Embora altamente radioativos, esses
ANEEL – Agência Nacional de Energia Elétrica 57 Estudo de Vida Útil Econômica e Taxa de Depreciação
elementos usados não são considerados resíduos
sólidos, pois ainda contêm grande quantidade
combustível de alto valor econômico, com cerca
de 43% de produtos para fissão, podendo passar
por um processo de reciclagem para uso em
reatores comuns (capazes de utilizarem
combustível misto, com dióxido de urânio e
plutônio) ou nos reatores rápidos a plutônio,
denominados de “fast breeders”, existentes na
França e no Japão e ainda em fase de
consolidação tecnológica.
Até que se estabeleça uma política nacional para
destinação desses combustíveis usados, eles
permaneceram nas piscinas de resfriamento das
usinas nucleares.
Os equipamentos destinados ao manuseio dos
elementos combustíveis e produtos da fissão
(rejeitos de alta atividade) são:
• Pontes rolantes convencionais;
• Vagonetes de transporte de elementos
combustíveis.
A deposição de rejeitos radioativos não
descartáveis no meio ambiente é de competência
da Comissão Nacional de Energia Nuclear. Está
em tramitação no Congresso Nacional um projeto
de lei que dispõe sobre a seleção de locais,
construção, licenciamento, operação, fiscalização,
responsabilidade civil e garantia dos depósitos de
rejeitos radioativos.
Encontra-se em fase de desenvolvimento a
tecnologia de armazenamento a seco de rejeitos
de alta atividade. Esta tecnologia está sendo
empregada em fase experimental em duas usinas
nucleares na França e uma no Canadá.
As principais empresas fabricantes de
equipamentos são a WESTINGHOUSE, ROGER,
PWR, DAVY BEMAG, BALCKE DUERR,
BARDELLA, CONFAB, COBRASMA, entre outras.
III. MANUTENÇÃO PREVENTIVA
Para os equipamentos destinados ao manuseio
dos rejeitos de baixa e média atividade, as
manutenções preventivas aplicadas são:
• Monitoramento do estado de conservação
dos tambores;
• O vagonete elétrico para movimentação,
sofre troca das mangueiras do sistema
hidráulico; lubrificação e verificação do
sistema de transmissão.
Para os equipamentos destinados ao manuseio
dos rejeitos de alta atividade (produtos da fissão),
as pontes rolantes, vagonete de troca e
transferência de combustível e produtos de fissão,
as manutenções aplicadas são, respectivamente:
• Lubrificação dos rolamentos da ponte
rolante e cabos de içamento da talha;
verificação dos contatores e comandos
elétricos anualmente;
• Substituição das mangueiras do sistema
hidráulico; remoção dos sais de boro
precipitados nos componentes mecânicos
e verificação do sistema de transmissão a
cada cinco anos.
Os “racks” não requerem qualquer tipo de
manutenção, uma vez que eles estão imersos em

ANEEL – Agência Nacional de Energia Elétrica 58 Estudo de Vida Útil Econômica e Taxa de Depreciação
solução borada de pH neutro; portanto, não
sujeitos aos efeitos nocivos da corrosão.
Cabe também frisar que a utilização da ponte
rolante e vagonete motorizado (Fuel Transfer
System), seria destinados ao manuseio dos
elementos combustíveis novos e usados, se dá,
salvo raras exceções, na parada para troca dos
elementos combustíveis a cada 12 ou 18 meses, o
que diminui sensivelmente o desgaste dos
componentes dos respectivos equipamentos.
As pontes rolantes e vagonetes destinados ao
transporte de rejeitos de baixa e média atividade
sofrem maior desgaste devido à maior freqüência
de utilização dos respectivos equipamentos em
função de uma maior produção de rejeitos dessas
categorias nas centrais nucleares.
IV. MANUTENÇÃO CORRETIVA
As manutenções corretivas nos equipamentos de
manuseio dos rejeitos nucleares são raramente
aplicadas, uma vez que as rotinas de manutenção
preventiva são extremamente rígidas e
freqüentes.
As possíveis falhas estão relacionadas aos
componentes mecânicos dos vagonetes, como o
desgaste prematuro dos rolamentos e corrente de
transmissão devido ao acúmulo excessivo de
precipitados, vazamento no sistema hidráulico.
Caso ocorra uma dessas situações, a ação
corretiva se manifesta em:
• Troca dos rolamentos;
• Substituição da corrente do sistema de
transmissão;
• Substituição das mangueiras e retentores.
V. VIDA ÚTIL ECONÔMICA
A vida útil de um equipamento é em função de
uma utilização correta e de um bom programa de
manutenção.
Aspectos como a atmosfera de trabalho,
freqüência de uso e manutenções preventivas não
realizadas, por conseqüência, reduzem
sensivelmente a vida útil de qualquer
equipamento.
Nas centrais nucleares os equipamentos
destinados ao transporte, armazenamento e
manipulação não estão sujeitos, de um modo
geral, a condições severas de operação.
Alguns equipamentos utilizados na armazenagem
e manipulação dos rejeitos de baixa, média e alta
atividade nas centrais nucleares são também
utilizados nas indústrias de modo geral.
Um item que podemos analisar com maior
precisão são as pontes rolantes. Na indústria,
podemos encontrar inúmeros casos em que o
equipamento submetido a condições de utilização
muito mais severas em relação às centrais
nucleares proporcionou durabilidade superior a 25
anos.
Na central nuclear Almirante Álvaro Alberto, em
Itaorna – Angra dos Reis, o reator de Angra I já
está operando há 15 anos, e os equipamentos de
transporte, manipulação e armazenamento dos
rejeitos e elementos combustíveis novos e usados
encontram-se em perfeito estado de conservação.
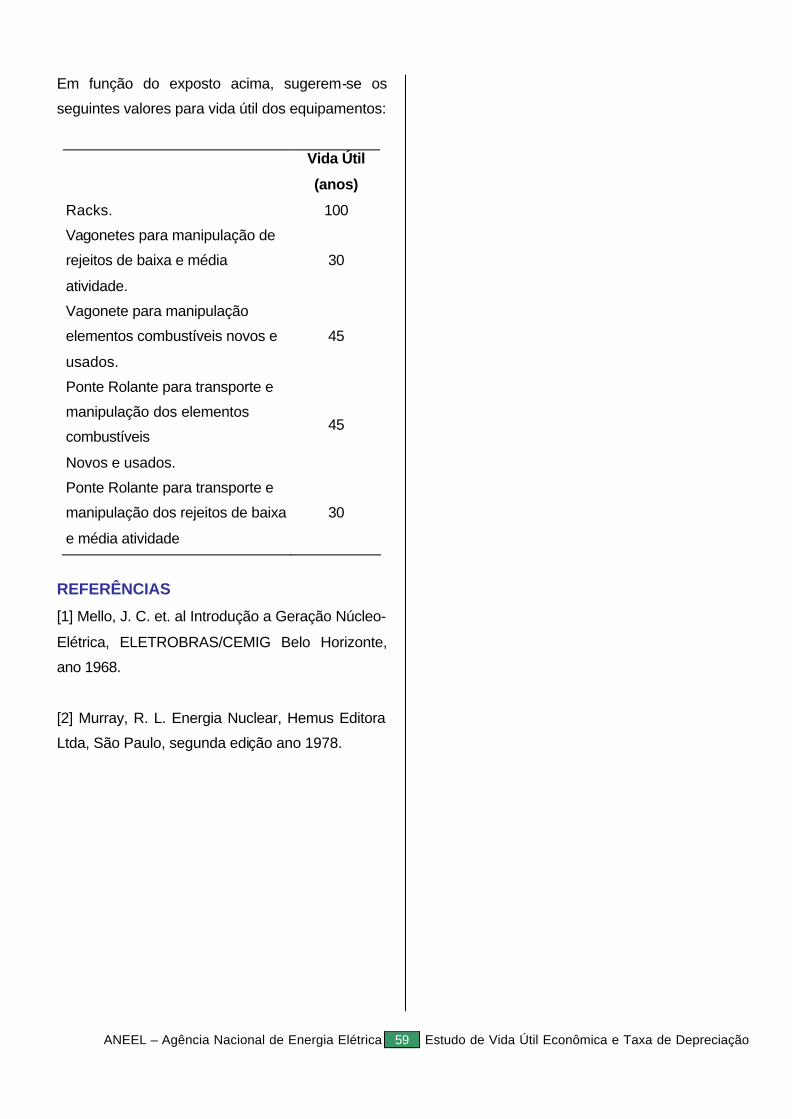
ANEEL – Agência Nacional de Energia Elétrica 59 Estudo de Vida Útil Econômica e Taxa de Depreciação
Em função do exposto acima, sugerem-se os
seguintes valores para vida útil dos equipamentos:
Vida Útil
(anos)
Racks. 100
Vagonetes para manipulação de
rejeitos de baixa e média
atividade.
30
Vagonete para manipulação
elementos combustíveis novos e
usados.
45
Ponte Rolante para transporte e
manipulação dos elementos
combustíveis
Novos e usados.
45
Ponte Rolante para transporte e
manipulação dos rejeitos de baixa
e média atividade
30
REFERÊNCIAS
[1] Mello, J. C. et. al Introdução a Geração Núcleo-
Elétrica, ELETROBRAS/CEMIG Belo Horizonte,
ano 1968.
[2] Murray, R. L. Energia Nuclear, Hemus Editora
Ltda, São Paulo, segunda edição ano 1978.

Balança para Veículos de Carga
RESUMO
A balanças rodoferroviárias são equipamentos
destinados à medição de grandes valores massa,
geralmente instaladas em portos, aeroportos
rodovias e indústrias em geral, bem como
empresas atacadistas e mineradoras. Atualmente,
existem duas concepções básicas em uso, sendo
que uma delas, as balanças mecânicas, está
sendo convertida e, portanto, modernizadas para
balanças eletrônicas. Nesta conversão, somente a
plataforma de pesagem é aproveitada. As
balanças são equipamentos robustos que apenas
ocasionalmente necessitam de manutenção
corretiva, mas que requerem constantes medidas
preventivas de forma a manter a qualidade das
pesagem. Com exceção da plataforma, que é uma
estrutura muito robusta, os demais itens são
componentes passíveis de substituição e
dificilmente o seu reparo se viabiliza
economicamente. Recomenda-se que a vida útil
de uma balança seja de 30 anos, vida esta
equivalente a da sua plataforma.
I. INTRODUÇÃO
A balança é um instrumento utilizado para medida
de massa, embora comumente seja empregada o
termo pesagem. A história da balança confunde-
se com a do comércio. O sistema primitivo de
comercialização, baseado na avaliação visual ou
no volume do item comercializado, mostrou-se
ineficaz, sendo necessária a adoção de um
padrão, mais especificamente o padrão massa.
Inicialmente, foram concebidas balanças
rudimentares de dois braços, onde, em um, se
colocava o peso padrão e, no outro, o objeto a ser
pesado. Posteriormente, estas balanças foram
modernizadas sendo colocado em cada braço um
prato e, entre eles, uma marcação de zero (ponto
de equilíbrio).
Outro tipo de balança tinha um dos seus braços
graduado no qual se posicionava um contrapeso
que se contrapunha ao peso do objeto depositado
sobre um prato localizado no outro braço. Este
tipo de balança utilizava, portanto, o sistema de
busca de equilíbrio de massas e apresentava
como vantagem a medição indireta de peso, não
sendo necessária a utilização de pesos padrões,
exceto na sua fabricação para se efetuar a
graduação do braço.
Contudo, estes sistemas de pesagem
apresentavam limitações de carga, motivo pelo
qual foram desenvolvidas balanças de grande
porte, cujo sistema de leitura é um mostrador
analógico de ponteiro graduado
proporcionalmente à carga instalada sobre a
plataforma. Neste caso, a plataforma é apoiada
sobre um sistema mecânico composto
basicamente de alavanca e coxins. O
deslocamento do ponteiro era proporcional ao
deslocamento vertical da plataforma. Estas
balanças apresentavam a vantagem de serem
taradas, ou seja, possibilitava o desconto
automático do peso do recipiente ou veículo

ANEEL – Agência Nacional de Energia Elétrica 61 Estudo de Vida Útil Econômica e Taxa de Depreciação
transportador. Este tipo de balança também podia
ser conectado a um sistema mecânico de registro
de pesagem que fornecia um comprovante de
pesagem impresso mecanicamente.
Com o avanço da eletrônica, surgiram as balanças
eletromecânicas, nas quais o mecanismo de
medição, até então mecânico, foi substituído por
sensores de carga que fornecem um sinal elétrico
proporcional à carga suportada.
No Brasil, a primeira balança foi construída em
São Paulo em 5 de abril de 1886 por Vicente
Filizola, um imigrante italiano. Posteriormente foi
instalada uma oficina para fabricação em escala
industrial na rua da Consolação em frente à
Biblioteca Municipal de São Paulo e, mais tarde,
transferida para um prédio industrial no bairro do
Pari, sendo a primeira fábrica nacional de
balanças onde foi lançado o primeiro protótipo de
balança semi-automática com projeto inteiramente
nacional.
Há dois sistemas de medida de carga com
balanças rodoferroviárias: medição estática e
medição dinâmica. Uma balança própria para
medição estática não admite grandes oscilações
durante a pesagem, ao passo que, nos sistemas
de pesagem dinâmica, o veículo passa acima da
balança a uma velocidade constante.
A vantagem das balanças eletromecânicas em
relação àquelas puramente mecânicas é a
possibilidade de sua integração a um sistema de
medição através de um sistema supervisor de
pesagem informatizado, ou seja, várias balanças
podem ser operadas por um sistema supervisório.
Outra vantagem é o ganho de produtividade. Isto
fica evidente em pontos de pesagem de grande
volume de medidas como, por exemplo, rodovias
de tráfego intenso, pelo fato de efetuarem
pesagem dinâmica. Do ponto de vista de
manutenção, desde que sejam respeitados os
parâmetros de projeto e instalação, as balanças
rodoferroviárias apresentam pouca necessidade
de manutenção devido a sua robustez.
No caso das balanças mecânicas, os pontos de
controle mais intensos são os pontos de
deslocamento angular diferencial, principalmente
entre o cutelo (parte superior móvel do
mecanismo que suporta a carga) e o coxin
(suporte de apoio do cutelo, ele é apoiado ou é
parte integrante da sapata, ou cavalete, da
balança). As balanças eletromecânicas
dificilmente apresentam problemas mecânicos,
sendo mais comuns problemas eletrônicos. Neste
caso, a existência de defeito é detectada por
apresentar leituras inconsistentes. Ë recomendado
que este sistema tenha um bom aterramento,
controle eficaz de tensão de alimentação e fiação
blindada e aterrada para evitar interferências
eletromagnéticas.
O fator de segurança e a deflexão são os
melhores parâmetros para se determinar a
resistência mecânica de uma plataforma de
pesagem. Portanto, quanto maior o fator de
segurança e menor a deflexão, maior será a vida
útil da plataforma Geralmente, no seu projeto,
adota-se a mesma norma (NBR 7188) utilizada
para pontes rodoviárias, ou seja, o fator de
segurança é a relação entre a carga máxima
suportada pela plataforma e a carga admissível

ANEEL – Agência Nacional de Energia Elétrica 62 Estudo de Vida Útil Econômica e Taxa de Depreciação
para um conjunto de 3 eixos - a NBR 7188
estabelece que este valor é 15 toneladas por eixo.
O outro parâmetro é a deflexão, ou seja, para a
carga nominal, é a relação entre máxima
deformação e a distância entre as sapatas.
As células de carga representam parte substancial
no custo de uma balança e, portanto, cuidados
especiais devem ser tomados. Suas principais
características são: construída em aço inoxidável
para resistir à água e a produtos químicos; ser
hermeticamente selada com proteção contra
umidade, podendo, inclusive, ficar submersa -
grau de proteção IP68 e NEMA 6 (100 horas
submersa a 1 metro de profundidade); seus cabos
e conexões devem ser blindados e serem
resistentes à corrosão e a roedores; possuir
proteção interna contra descarga atmosférica;
sobregarca admissível de 150% e sobrecarga de
ruptura de 300% e ter certificação de organismos
internacionais, como NTEP ou IOLM.
O sistema indicador e de controle de peso pode
ser um sistema informatizado de supervisão via
computador ou um indicador digital. Ambos devem
ser aterrados.
As instalações de uma balança devem estar
integradas a um sistema de proteção contra
descargas atmosféricas.
Atualmente, as balanças mecânicas estão sendo
convertidas em eletromecânicas pela facilidade de
operação, maior produtividade, registro
automático dos dados e possibilidade de
interligação em rede. Esta conversão consiste na
substituição do sistema de redução de força por
sensor eletrônico de força ou células de carga em
conjunto com um sistema informatizado de
supervisão de pesagem.
As balanças rodoferroviárias têm aplicação nos
mais diversos setores da economia, em que há
necessidade de controle da carga transportada
para fins de comercialização e de fiscalização.
Atualmente, o Brasil possui inúmeros fabricantes
de balanças rodoferroviárias, dentre os quais
destacam-se a Filizola, Toledo, Açores e
Confiança.
II. CARACTERÍSTICAS
Atualmente, as balanças rodoferroviárias se
compõem de uma plataforma construída em aço
estrutural, cujo piso pode ser de concreto ou de
chapa de aço e um sistema de transmissão de
sinal de força, que pode ser mecânico ou
eletrônico. Este conjunto pode ser instalado em
um fosso de tal forma que o piso da balança fique
nivelado com o piso de tráfego ou, em locais que
a escavação não é recomendada, utiliza-se
balança com rampa. A vantagem deste tipo de
plataforma é a facilidade de limpeza e
manutenção, embora o outro tipo exija menor
espaço para alinhamento do veículo
transportador.
A plataforma é uma estrutura padronizada de
perfil metálico, geralmente perfil T, de dimensões
compatíveis com a largura e a distância entre
eixos dos veículos de carga. Por exemplo, a
empresa Filizola fabrica balanças para cargas
entre 50 e 120 toneladas com plataforma com
comprimento que varia de 12 a 18 metros e

ANEEL – Agência Nacional de Energia Elétrica 63 Estudo de Vida Útil Econômica e Taxa de Depreciação
largura de 1,6 metros ou de 3 metros. Já a
empresa Toledo fabrica balanças para cargas
entre 30 e 150 toneladas com plataforma com
comprimento que varia 2,5 metros a 24 metros e
largura padronizada de 1,5 metros a 4,5 metros.
Outros tamanhos e capacidades são fabricados
sob encomenda. A plataforma dispõe de sapatas
em quantidade compatível com o número de
células de carga utilizadas. Também não há
uniformidade entre os fabricantes do número de
células de carga adotadas. Esta quantidade é
terminada pelo projeto da plataforma,
especialmente no que se refere à rigidez da
estrutura.
As balanças mecânicas se constituem de uma
plataforma apoiada em um sistema de redução de
força que é conectada a um registrado mecânico
de pesagem.
Os componentes do sistema de redução de força
são construídos em aço forjado de alta resistência
mecânica. São eles: alavanca receptora de carga,
interface plataforma/alavanca, cutelo, coxin e
sapata ou cavalete. Sobre a alavanca é apoiada a
plataforma que permite a transmissão de carga
através da sua linha de centro, eliminando
esforços de torção, o que diminui desgastes e
possibilita pesagem mais precisa. A peça de
interface entre a alavanca e a plataforma pode ser
barras paralelas, e sua função é permitir o
deslocamento horizontal da plataforma quando na
frenagem ou na partida do veículo transportador.
O cutelo e os coxins são os mancais da balança,
sendo a interface entre a alavanca e a sapata da
balança.
As balanças eletromecânicas se compõem, além
da plataforma, de um sistema eletrônico
transmissor e receptor de dados, composto por
células de carga e interligado a um sistema
supervisório de pesagem.
A base deste sistema são as células de carga que
fornecem um sinal elétrico proporcional à força
exercida sobre o ponto de apoio. Portanto, as
células de carga são dispositivos eletromecânicos
que convertem uma força em um sinal elétrico
proporcional. O tipo mais comum consiste de um
strain Gage (resistência elétrica que varia com a
carga) montado em uma ponte de Windstone,
encapsulado por uma peça de aço inoxidável
hermética de tal forma que o sensor fica protegido
da água e da poeira. Apoiada sobre o sensor
encontra-se um peça móvel na qual será apoiada
a carga. O sensor possui 2 fios para alimentação
em corrente contínua e 2 para saída do sinal
elétrico, geralmente volts.
Há dois tipos de sistema supervisório de pesagem
que podem se interligar. O sistema via
computador é composto, além da fonte de energia
– no-break ou estabilizador de tensão, de uma
caixa de junção que conecta as células de carga
da balança a um módulo condicionador de sinais,
cuja função principal é amplificar o sinal oriundo
das células de carga, compatibilizando-o com a
tensão admissível de entrada no computador. Os
sinais elétricos do módulo entram no computador
através de uma placa de aquisição de dados que
o converte em sinal digital que pode ser
interpretado e tratado por um programa
computacional específico. Este programa
computacional pode ter várias funções como

ANEEL – Agência Nacional de Energia Elétrica 64 Estudo de Vida Útil Econômica e Taxa de Depreciação
entrada automática ou manual e armazenagem de
dados, curva de calibração das células de carga,
tara por tipo de veículo, placa do veículo, peso da
carga transportada, dados do posto de pesagem,
data, horário, entre outras. Este sistema também
possibilita a visualização de qualquer dado e a
impressão do comprovante de pesagem em uma
impressora convencional.
O outro sistema de controle de pesagem é o
indicador digital que tem o objetivo de apresentar
visualmente o peso da carga que está sobre as
células de carga. Existem vários tipos de
indicadores no mercado, embora cada fabricante
de balança, geralmente, já forneça o sistema
completo. Estes indicadores já possuem entrada
preparada para receber diretamente o sinal das
células de carga. A desvantagem deste sistema
supervisor de pesagem em relação ao sistema via
computador é a saída limitada de dados.
O conjunto plataforma e células de carga
geralmente é montado dentro de um fosso
construído com base em concreto devidamente
dimensionado para suportar a carga de cada
célula de carga. Este fosso deve ter dreno, de
forma a impedir o acúmulo de água no seu
interior, e seu piso deve estar nivelado de forma a
impedir uma sobrecarga em uma das células de
carga. As dimensões do fosso devem ser
compatíveis com as células de carga utilizadas e
devem, por questões de garantia, ser
especificadas pelo fornecedor da balança, ou seja,
as folgas entre a plataforma e o fosso devem ser
inferiores ao deslocamento horizontal máximo
admissível da célula de carga.
III. MANUTENÇÃO PREVENTIVA
As balanças podem ser classificadas como
equipamentos que requerem pouca manutenção,
dada a sua simplicidade construtiva. Contudo,
alguns cuidados e verificações periódicas devem
ser tomados para evitar danos à balança ou
manter o erro da medida dentro dos limites
estabelecidos pela legislação correlata.
As medidas básicas de manutenção preventiva
consistem em não ultrapassar a capacidade
nominal da balança, mantê-la limpa, inclusive o
fosso, manter as partes metálicas da plataforma
pintadas com tinta apropriada para evitar
corrosão, lubrificação adequada nos pontos de
atrito e efetuar inspeção periódica do estado
estrutural do fosso, visando a detectar a existência
de trincas ou contenção de água em decorrência
de problemas no dreno ou da qualidade do seu
piso. Estes fatos podem acarretar em recalque
diferencial do piso, o que resultará em danos à
balança. É interessante, portanto, que o fosso
tenha uma boca de visita com sistema de
iluminação que possibilite a sua vistoria sem a
necessidade de parada da mesma.
Assim como outros instrumentos de medição, as
balanças apresentam erros em suas medições.
Na maioria dos países, existe uma legislação
específica que estabelece os erros máximos
tolerados para os instrumentos de medição, em
especial aqueles utilizados em transações
comerciais.
De acordo com a legislação brasileira, uma
balança, para ser fabricada, e consequentemente
vendida, precisa passar por uma série de ensaios

ANEEL – Agência Nacional de Energia Elétrica 65 Estudo de Vida Útil Econômica e Taxa de Depreciação
técnicos e testes práticos, que são realizados pelo
INMETRO. Estes testes visam a assegurar que o
projeto da balança em questão esteja de acordo
com as exigências técnicas, tolerâncias e demais
condições previstas em lei. Caso a balança passe
nesta avaliação, o INMETRO edita uma portaria
de aprovação daquela balança especificamente,
que é publicada no Diário Oficial da União. Esta
Portaria passa a ser o "RG" daquela balança.
Aferição inicial ou verificação inicial é uma
verificação que o Instituto de Pesos e Medidas -
IPEM, do ministério da indústria e comércio, faz
nas balanças, nas instalações do fabricante, antes
das mesmas entrarem em operação. Esta
verificação visa a assegurar que a produção
daquela balança esteja de acordo com sua
portaria de aprovação.
A calibração periódica é uma verificação feita pelo
IPEM nas balanças instaladas, que deve ser feita,
no mínimo, uma vez por ano. Esta calibração visa
a assegurar a confiabilidade das balanças em uso,
especialmente aquelas utilizadas em transações
comerciais.
A calibração eventual é uma verificação feita pelo
IPEM nas balanças que sofreram algum tipo de
conserto (Assistência Técnica). Esta verificação
visa a assegurar que, após a sua manutenção, as
características da balança continuem de acordo
com a legislação.
A Portaria IPEM 63/44 foi editada em uma época
em que existiam apenas balanças mecânicas,
surgindo, assim, a necessidade de atualizar a
legislação relativa aos instrumentos de pesagem
para proteção do consumidor, para facilidade de
uso e exatidão das medições de massa e
prevenção contra fraude e influências a que estes
instrumentos estão sujeitos.
Na Portaria 236/94, portanto, o novo Regulamento
Técnico Metrológico (RTM) é uma adaptação da
OIML - Organização Internacional de Metrologia
Legal, que já está em uso em toda a Europa e em
muitos outros países do mundo, inclusive nos
Estados Unidos. Sob todos os aspectos, este
novo regulamento é muito mais rigoroso do que a
antiga portaria 63/44, principalmente com respeito
aos erros tolerados e a severidade dos ensaios.
Balanças em uso - calibração periódica no usuário Classe de exatidão: III
No máximo de divisões: 1.000 Aprovado pela portaria
63/44
Aprovado pela portaria 236/94
Balanças novas calibração inicial Aprovado pelas portarias 63/44 e236/94
Divisão Carga aplicada De 1/1/1999 a 31/12/2002 Erro máximo
A partir de 1/1/2003 Erro máximo
Erro máximo A partir de 1/1/1998 Erro máximo
5 kg 0 a 2.500kg
2.505 a 10.000 kg 10.005 a max
5 kg 10 kg 15 kg
2,5 kg 5,0 kg 7,5 kg
2,5 kg 5,0 kg 7,5 kg
2,5 kg 5,0 kg 7,5 kg
10 kg 0 a 5.000kg
5.010 a 20.000 kg 20.010 a max
10 kg 20 kg 30 kg
5 kg 10 kg 15 kg
5 kg 10 kg 15 kg
5 kg 10 kg 15 kg

Os erros máximos permitidos pelo novo RTM
dependem da classe de exatidão a que o
instrumento pertence.
A cada inspeção deve ser constada a
necessidade de lubrificação dos pontos móveis de
contato de forma a minimizar os desgastes e,
conseqüentemente, a vida útil dos componentes.
Os principais pontos de contato são: nas balanças
mecânica, interface cutelo/coxin; nas balanças
eletrônicas, interface plataforma/célula de carga.
IV. MANUTENÇÃO CORRETIVA
Nas balanças rodoferroviárias, dificilmente ocorre
empenamento da plataforma desde que
obedecido o limite de carga. Contudo, caso isto
ocorra, a plataforma deve ser removida e
desempenada pelo fabricante ou oficina
recomendada por este.
Danos em cutelos ou em coxin acarretam na sua
substituição por pessoal qualificado. Entretanto,
os componentes eletrônicos, tais como células de
carga, módulo conversor de sinais, placa de
aquisição e indicador digital, somente devem ser
avaliados pelo fornecedor ou assistência técnica
autorizada do fabricante, pois trata-se de
equipamentos que necessitam de conhecimento e
instrumentos específicos para o diagnóstico.
V. VIDA ÚTIL ECONÔMICA
A análise da vida útil econômica de balanças deve
ser feita segundo o tipo de balança. As balanças
mecânicas apresentam grande robustez e,
embora haja necessidade eventual de pequenos
reparos na plataforma e no sistema de redução de
força, sua vida útil é de, no mínimo, 30 anos. Já o
indicador mecânico de carga, que possui diversas
partes móveis do tipo relojoaria, pode ter a mesma
vida útil, desde que a manutenção seja adequada
e haja peças de reposição. Ressalta-se que,
atualmente, o tipo mecânico tem sido substituído
pela concepção eletromecânica e que a garantia
de peças de reposição é geralmente de 5 anos
após o fim da fabricação do modelo de balança.
A plataforma das balanças eletromecânicas é a
mesma do outro tipo, sendo sua vida útil de, pelo
menos, 30 anos. O grande fator de substituição do
sistema eletrônico de pesagem é a sua
obsolescência tecnológica, pois cada vez mais
dados são requeridos em menor período de
tempo. Isto acarreta na necessidade de
substituição da placa de aquisição do programa
computacional e do hardware. Atualmente, os
hardwares e o programa são concebidos para
uma vida de 5 anos. Contudo, os demais
componentes, como células de carga, caixa de
junção e módulo conversor, são peças passíveis
de substituição, e a sua vida útil situa-se próxima
de 10 anos.
De modo geral, pode-se afirmar que uma balança
somente é descartada por motivo econômico
após, no mínimo, 30 anos de uso. Esta vida
econômica é compatível com a vida da
plataforma, pois é o item universal, independe do
tipo do sistema de pesagem. Os demais
componentes geralmente são substituídos por
componentes de reposição quando apresentam
defeito, pois são unidades modulares cujo custo
de reparo, quando possível, aproxima-se do custo
do componente.

ANEEL – Agência Nacional de Energia Elétrica 67 Estudo de Vida Útil Econômica e Taxa de Depreciação
REFERÊNCIAS
[1] Filizola - Balanças industriais Ltda - Catálogos
e Home Page - www.filizola.com.br.
[2] Balanças Toledo – Catálogos

Banco de Capacitores (Sistemas de Distribuição)
RESUMO
Os sistemas de distribuição possuem
características que tornam o projeto e a instalação
de bancos de capacitores uma tarefa
relativamente mais simples, se comparados aos
bancos de transmissão. Apesar das várias partes
componentes constituídas basicamente por
equipamentos de manobra e proteção, suas
características não exigem condições muito
especiais de operação. As unidades capacitivas
que constituem o componente principal do banco
de capacitores, representam o ponto principal de
falha decorrente das características do sistema.
Além disso, o comando de bancos de capacitores
gera perturbações que devem ser amenizadas ou
eliminadas para não danificar ou interferir no
funcionamento de outros equipamentos ligados ao
sistema.Os próprios componentes pertencentes
ao banco devem ser dimensionados de modo a
suportar tais perturbações para um funcionamento
perfeito e seguro do banco de capacitores.
Considerando-se os diversos fatores que têm
influência direta na vida útil dos bancos de
capacitores conforme destacado ao longo do
texto, pode-se estimar a vida útil econômica de
um banco de capacitores de distribuição como
sendo de 15 anos.
I. INTRODUÇÃO
A potência reativa é necessária para diversos
equipamentos, como motores elétricos,
transformadores, fornos a arco, podendo ser
obtida de:
• Geradores;
• Motores Síncronos;
• Capacitores.
De modo a evitar perdas pela transmissão a
longas distâncias, essas fontes de energia reativa
devem ser instaladas próximas aos consumidores.
Com isso, obtém-se ainda um melhor rendimento
do sistema elétrico.
A energia reativa indutiva gerada em aparelhos
com bobinas, como transformadores, apresentam
fator de potência indutivo. Por outro lado, a
capacitiva gerada em compensadores síncronos
ou capacitores, possui fator de potência
capacitivo.
II. CARACTERÍSTICAS GERAIS
II.1. FATOR DE POTÊNCIA
Relaciona a potência ativa pela aparente, ou seja:
S
PFP =
sendo: 22 QSP −=
Q – potência reativa
II.2. PRINCÍPIOS BÁSICOS
Capacitores são equipamentos constituídos
basicamente de duas placas paralelas
denominadas eletrodos. Um material isolante é
colocado entre as mesmas, denominado de
dielétrico.

ANEEL – Agência Nacional de Energia Elétrica 69 Estudo de Vida Útil Econômica e Taxa de Depreciação
O campo elétrico originado por uma tensão V
aplicada entre as placas paralelas separadas por
uma distância d será dado por:
[ ]m/VdV
E =
A capacidade de um capacitor que avalia a
quantidade de carga elétrica possível de
armazenar, é dada por:
[ ]F´VQ
C =
sendo a unidade o farad.
Os capacitores, a exemplos de outros elementos
de um circuito, podem ser ligados em série ou
paralelo.
• Série: a capacidade equivalente será
menor, dada por:
n21e C1
...C1
C1
C1
+++=
• Paralelo: a capacidade equivalente Ce
será maior, dada por:
n21e C...CCC +++=
III. CARACTERÍSTICAS CONSTRUTIVAS
As partes componentes de um capacitor de
potência são as seguintes:
• Caixa: invólucro da parte ativa do
capacitor, feita de chapa de aço.
• Armadura: constituídas de folhas de
alumínio enroladas com o dielétrico.
• Dielétrico: fina camada de filme de
polipropileno especial, normalmente junto
a uma camada de papel dielétrico (papel
Kraft).
• Líquido de Impregnação: atualmente
usado o Ecóleo 200 – hidrocarboneto
aromático sintético, no lugar do ascarel.
• Resistor de Descarga: usado para drenar
a carga elétrica de modo que a tensão
resultante entre os terminais seja
eliminada. A tensão deve ser reduzida a
5V em 1min para capacitores de tensão
nominal de até 660V, e a 5V em 5 min
para os demais.
III.1. PROCESSO DE CONSTRUÇÃO
A parte ativa dos capacitores é constituída de
eletrodos de alumínio separados entre si pelo
dielétrico de polipropileno associado ao papel
Kraft, formando o que se denomina de armadura
ou bobina. Essas bobinas são montadas no
interior da caixa metálica e ligadas em série,
paralelo ou série-paralelo, de forma a resultar na
capacitância de projeto. Outros isolantes e
tecnologias podem ser empregados.
O conjunto é colocado em uma estufa para que se
processe a secagem das bobinas, com a retirada
total da umidade.
A presença de umidade provocará, quando em
operação, descargas parciais no interior do
capacitor, reduzindo a sua vida útil com a
conseqüente queima da unidade.
Em seguida, com a unidade ainda sob vácuo,
inicia-se o processo de impregnação. A caixa
metálica é vedada e os isoladores, terminais e
placa de identificação são então colocadas.
Por fim, são executados os ensaios previstos na
norma.

ANEEL – Agência Nacional de Energia Elétrica 70 Estudo de Vida Útil Econômica e Taxa de Depreciação
IV. CARACTERÍSTICAS ELÈTRICAS
Um capacitor possui diversas características
elétricas importantes, destacadas a seguir.
IV.1. POTÊNCIA NOMINAL
A potência nominal reativa é usada para
especificar um capacitor, ao contrário de outros
equipamentos onde é especificada a potência
nominal aparente.
A capacitância C pode ser obtida por:
2n
c
VF2Q1000
C⋅⋅π⋅
=
sendo
Qc – potência reativa, em kVar
F – freqüência nominal, em Hz
Vn – tensão nominal, em kV
C – capacitância, em µF.
A potência reativa de um capacitor é aquela
absorvida do sistema quando este está submetido
a tensão e freqüências nominais a uma
temperatura ambiente não superior a 20°C
(ABNT).
IV.2. FREQÜÊNCIA NOMINAL
Corresponde à freqüência de operação,
normalmente 60 Hz. È importante especificar seu
valor, uma vez que a potência reativa do capacitor
é diretamente proporcional a este parâmetro.
IV.3. TENSÃO NOMINAL
Para unidades trifásicas especifica-se a tensão de
linha e para unidades monofásicas a tensão de
fase.
IV.4. TENSÃO MÁXIMA DE OPERAÇÃO
Os capacitores nunca podem ser submetidos a
uma tensão superior a 110% da tensão nominal.
Como a potência reativa é proporcional ao
quadrado da tensão, se o capacitor for
especificado para uma tensão superior a de
operação, sua potência será reduzida.
Contudo, no caso de sistemas com regulação
precária, o capacitor poderá ser submetido a
sobretensões que reduzem drasticamente sua
vida útil.
IV.5. SOBRETENSÃO
De acordo com a NBR 5282 de 1977, são os
seguintes os limites de sobretensão:
• 110% da tensão nominal em regime de
operação contínua.
• Acima de 110% da tensão nominal durante
períodos curtos de operação não
superiores a 300 ocorrências ao longo de
sua vida útil.
IV.6. SOBRECARGAS
Os capacitores podem suportar uma sobrecarga
admissível de até 135% da sua potência nominal,
com tensão não superior a 110% da sua tensão
nominal, acrescida das eventuais tensões
harmônicas.
Os capacitores podem operar continuamente com
no máximo 180% da sua corrente nominal, em
valor eficaz, com até 110% da sua tensão
nominal, a freqüência nominal, considerando as
eventuais correntes harmônicas.

ANEEL – Agência Nacional de Energia Elétrica 71 Estudo de Vida Útil Econômica e Taxa de Depreciação
Se a elevação de tensão no sistema é mantida
com a operação dos capacitores, pode ocorrer
uma saturação no núcleo do transformador,
resultando na formação de harmônicos, podendo
chegar ao limite de provocar o fenômeno de
ressonância entre o capacitor e o transformador.
Por isso, é recomendável o desligamento do
banco de capacitores no período de carga leve da
instalação.
IV.7. PERDAS DIELÉTRICAS
A corrente que flui pelo dielétrico de um capacitor
produz perdas Joule.
A relação entre as perdas do capacitor e a sua
potência reativa é denominada de tangente do
ângulo de perdas – tg δ.
V. LIGAÇÃO DOS CAPACITORES EM
BANCOS
Para distribuição, normalmente são empregados
dois tipos principais de configuração.
V.1. ESTRELA ATERRADA
Empregado em sistemas cujo neutro seja
efetivamente aterrado – normalmente em
instalações industriais.
Oferece uma baixa impedância para as correntes
harmônicas, reduzindo os níveis de sobretensão
devido as mesmas.
O uso de bancos série não é recomendável por
apresentarem baixa reatância, o que resultas em
elevadas correntes de curto-circuito.
R
S
T
Figura 1 – Estrela Aterrada
Para sistemas com neutro isolado, a circulação de
correntes de seqüência zero devido a uma falta
fase-terra, podem causar sobretensões nas fases
não atingidas. Por isso, não deve-se empregar
este tipo de arranjo neste caso.
V.2. TRIÂNGULO
Empregado principalmente no primário dos
sistemas de distribuição. Nesta configuração, as
correntes de terceira harmônica são anuladas pelo
∆.
Para bancos série, não é verificada a ocorrência
de sobretensões nas unidades remanescentes
quando da perda de uma das unidades
capacitivas. R
S
T Figura 2 – Triângulo
VI. DIMENSIONAMENTO DOS BANCOS
Independente do nível de tensão do sistema, a
potência reativa de projeto irá determinar a
potência total de um banco de capacitores.
Contudo, alguns pontos devem ser considerados

ANEEL – Agência Nacional de Energia Elétrica 72 Estudo de Vida Útil Econômica e Taxa de Depreciação
para a determinação do arranjo e do número de
unidades capacitivas que irão formar o banco.
As unidades capacitivas são divididas por tensão
e potência, podendo ser monofásicas ou trifásicas.
Para bancos de distribuição, as unidades podem
ser monofásicas ou trifásicas.
Além do fator econômico usado para a
determinação da potência nominal das unidades
que formarão o banco, existem alguns aspectos
técnicos. Um número reduzido de capacitores em
série por fase ou um número pequeno de
capacitores em paralelo por grupo e por fase pode
implicar sobretensões, caso ocorra a eliminação
de unidades capacitivas pelos fusíveis
correspondentes.
Para cada configuração, o número mínimo de
capacitores em paralelo por grupo e por fase é
diferente, bem como as tensões e correntes
resultantes.
Para qualquer arranjo, quando ocorrer um defeito
no interior de um capacitor ligado em paralelo a
um determinado grupo, a energia armazenada das
unidades remanescentes será descarregada no
capacitor defeituoso. Portanto, o número de
unidades capacitivas será limitado de modo que a
energia transferida não ultrapasse a energia
máxima permitida.
Existe ainda a limitação da quantidade de
potência capacitiva que se pode manobrar, a fim
de não permitir uma elevação de tensão superior
a 10%.
VI.1. EQUIPAMENTOS DE MANOBRA DOS BANCOS
Os capacitores, no momento da energização,
apresentam-se para o sistema como uma
condição de curto-circuito, absorvendo uma
elevada corrente, que é limitada apenas pela
impedância da rede.
Nesta situação, os contatos das chaves de
manobra, ao ligar um capacitor ou banco, são
extremamente solicitados pela corrente inicial.
Estas chaves, portanto, devem ser dimensionadas
para correntes bem superiores à sua capacidade
nominal. O fechamento dos contatos das chaves
deve ser simultâneo para as três fases, a fim de
se evitar a formação de arco elétrico,
extremamente danosa para a vida útil dos
contatos.
A NBR 5060/77 estabelece que os equipamentos
de manobra, controle e proteção devem ser
projetados para suportar permanentemente uma
corrente igual a 1,3 vez a corrente dada, para uma
tensão senoidal de valor eficaz igual à tensão
nominal, na freqüência nominal.
Os bancos de capacitores trifásicos para
distribuição em baixa tensão podem ser
manobrados através dos seguintes equipamentos:
• Chave Seccionadora Tripolar: a chave
deve ser de abertura em carga, com uma
corrente mínima de 1,35 vez a corrente do
banco.
• Contatores Magnéticos: a corrente
mínima nominal dos contatores deve ser
de 1,5 vez a corrente do banco.

ANEEL – Agência Nacional de Energia Elétrica 73 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Disjuntores Termomagnéticos: a
corrente de ajuste da unidade térmica deve
ser de 1,35 vez a corrente do banco.
Dependendo da aplicação e da própria tensão
pode-se usar os equipamentos de manobra
conforme destacados para os bancos de
transmissão.
VI.2. TRANSITÓRIOS EM BANCOS DE
CAPACITORES
A operação de bancos de capacitores gera
sobrecorrentes e sobretensões que podem causar
danos tanto na própria unidade capacitiva como
em outros equipamentos ligados ao sistema.
VI.2.1. Sobrecorrentes
São as correntes resultantes da energização do
banco e as correntes de contribuição durante os
processos de curto-circuito no sistema ou no
próprio banco.
VI.2.2. Corrente de Energização
Quando se energiza um capacitor ou banco, surge
uma elevada corrente transitória de alta
freqüência e pequena constante de tempo que
depende dos seguintes fatores:
• Capacitância do circuito;
• Indutância do circuito;
• Tensão residual dos capacitores no
momento de sua energização;
• Valor da tensão senoidal no momento da
ligação do banco.
VI.2.3. Sobretensões
Podem surgir principalmente devido à
desenergização do banco – operação de
manobra, pois quando a corrente no capacitor
zerar, a tensão entre seus terminais será mantida.
No semiciclo seguinte da tensão da rede, os
terminais do disjuntor estarão sujeitos a uma
tensão duas vezes a tensão da rede,
caracterizando a sobretensão.
Outro fator importante deve-se a descargas
atmosféricas, que atingem os sistemas aéreos
através de indução ou, em menor proporção,
diretamente. Neste caso, o banco deve ter uma
potência mínima para ser considerado auto-
protegido.
VI.2.4. Influência dos Harmônicos nos Bancos de
Capacitores
Dentre os principais geradores de harmônicos no
sistema pode-se destacar os fornos a arco,
retificadores e máquinas de solda. Geradores e
transformadores operando sob regime de
sobretensão também constituem fontes de
harmônicos, devido à saturação do núcleo.
Como a reatância de um capacitor é inversamente
proporcional à freqüência, o mesmo constitui um
caminho fácil para circulação de correntes
elevadas. Isso ocorre na presença de harmônicos
de tensão de freqüência maior que a nominal do
sistema.
As correntes harmônicas podem provocar perdas
elevadas nos capacitores, resultando sobrecargas
que, se acima de 35% do seu valor nominal,
danificam as referidas células. Além disso, são
responsáveis pelo aquecimento nos condutores,
barramentos, etc., em função do efeito peculiar –

ANEEL – Agência Nacional de Energia Elétrica 74 Estudo de Vida Útil Econômica e Taxa de Depreciação
nas freqüências mais elevadas a corrente tende a
circular pela periferia dos condutores.
A corrente máxima que deve ser absorvida pelos
capacitores é de 180% da corrente fundamental.
VI.2.5. Proteção de Capacitores
Para se evitar danos às unidades capacitivas ou
limitar seus efeitos devido a perturbações do
sistema, deve-se instalar equipamentos de
proteção.
As perturbações mais comuns são as
sobretensões e os curtos-circuitos.
VI.2.6. Proteção contra Sobretensões
A proteção de maior aplicação tem sido os pára-
raios a resistor não linear e secundariamente os
gaps.
Para qualquer configuração do banco de
capacitores, deve-se utilizar os pára-raios. No
caso de bancos de potência elevada, os pára-
raios devem estar localizados no lado dos
terminais de alimentação do disjuntor de proteção
do banco, a fim de evitar que a energia
armazenada nos capacitores danifique os pára-
raios durante as manobras do disjuntor.
VI.2.7. Proteção contra Sobrecorrentes
Quando ocorre um defeito no sistema ao qual está
ligado um banco de capacitores toda a energia
armazenada em cada célula capacitiva se
descarrega no ponto em curto-circuito, fazendo
com que a corrente resultante (contribuição dos
capacitores mais a do sistema) percorra toda a
rede desde o ponto de instalação do referido
banco até o ponto onde se localiza a falta. Dessa
forma, todos os equipamentos neste trecho do
sistema serão submetidos a elevados níveis de
sobrecorrente.
VI.2.8. Proteção da Unidade Capacitiva
Cada capacitor componente de um banco deve
ser protegido individualmente contra curto-circuito
interno, a fim de se evitar a ruptura de sua caixa
metálica, resultando na formação de gases,
devido à queima de seus componentes.
A proteção para bancos de distribuição é feita
normalmente através de fusíveis do tipo NH ou
diazed de atuação lenta. Em alguns casos, pode-
se usar chaves fusíveis ou fusíveis de elevada
capacidade de ruptura.
VI.2.9. Proteção de Capacitores em Grupo
Apesar de se recomendar a proteção individual
das unidades capacitivas, pode-se aplicar fusíveis
para proteção em grupo. Neste caso, não deve-se
usar mais de quatro unidades em paralelo no
grupo a ser protegido.
É importante frisar que o fusível, tanto para
aplicação individual como em grupo deve atuar no
tempo inferior ao valor máximo admitido para a
ruptura da caixa metálica do capacitor. Esta
ruptura pode resultar apenas em vazamento do
líquido isolante, reduzindo a vida útil, ou, em
casos mais graves, na explosão da unidade.
VI.2.10. Proteção por Relés de Sobrecorrente
É o meio mais seguro para a proteção de bancos
de capacitores. Podem ser utilizados em vários
esquemas, dependendo do tipo de proteção que
se deseja. Os relés de sobrecorrente são ligados
ANEEL – Agência Nacional de Energia Elétrica 75 Estudo de Vida Útil Econômica e Taxa de Depreciação
a transformadores de corrente e atuam sobre
disjuntores que manobram todo o banco.
Os relés de sobrecorrente devem ser ajustados
para 1,3 vez a corrente nominal.
VI.2.11. Aterramento de Capacitores
Os bancos de capacitores para distribuição são
ligados geralmente em triângulo, devendo-se
aterrar a carcaça de cada equipamento bem como
a sua estrutura metálica de montagem. O cabo de
aterramento deve ser ligado à malha de terra da
subestação e ter seção transversal não inferior à
do condutor de fase do capacitor ou banco.
VI.2.12. Condições de Operação
Os capacitores devem ser adequados para
trabalhar na posição vertical em altitudes não
superiores a 1000m e em temperaturas ambientes
máximas durante o ano de 35° C para capacitores
de categoria de temperatura de 50° C, e de 30 e
20° C para as categorias respectivas de 45 e 40°
C.
VII. MANUTENÇÃO PREVENTIVA
Os bancos de capacitores exigem uma
manutenção preventiva cuidadosa. Desta forma, o
equipamento proporcionará um melhor
desempenho aumentando sua durabilidade.
De um modo geral, devem ser inspecionados os
seguintes itens:
• Conexões, verificando visualmente as
condições das mesmas.
• Fusíveis, observando se não há a
existência de fusíveis queimados no
circuito.
• Barramentos e isoladores, verificando a
existência de sinais de trincas no caso dos
isoladores.
• Contatores e chaves, para verificar a
condição de operação dos mesmos.
• Capacitores, realizando-se algumas
medições como de capacitância e perdas
para verificar as condições de operação
dos mesmos ou detectar alguma eventual
falha no equipamento.
A periodicidade é variável, mas a priori ficaria em
torno de um ano.
VIII. MANUTENÇÃO CORRETIVA
A manutenção corretiva concentra-se
basicamente na troca de fusíveis queimados e
pequenos reparos mecânicos. Pequenos
vazamentos ou buchas trincadas em unidades
capacitivas, por exemplo, podem ser reparados
pelo fabricante.
Antes de qualquer reparo ou inspeção, deve-se
sempre desenergizar o circuito, aguardando ao
menos uns 10 minutos para que a carga do
capacitor seja descarregada, aterrando-se então o
banco através da chave de aterramento.
IX. VIDA ÚTIL ECONÔMICA
As unidades capacitivas representam o principal
componente para o funcionamento de um banco
de capacitores. Seu projeto, portanto, exige
cuidados adicionais, principalmente quanto ao tipo
e qualidade do isolante usado. A manutenção
preventiva, conforme exposto anteriormente,
torna-se de extrema importância no controle da
vida útil, detectando e corrigindo possíveis
ANEEL – Agência Nacional de Energia Elétrica 76 Estudo de Vida Útil Econômica e Taxa de Depreciação
problemas, como vazamentos ou inchaço da
unidade, decorrentes de condições adversas de
operação do sistema como sobretensão,
principalmente. As causas principais desses
problemas devem ser apuradas na medida do
possível, visando evitar ou pelo menos minimizar
sua influência em ocorrências futuras. Além disso,
as perturbações geradas pelo chaveamento dos
bancos que constituem um fator de grande
influência no sistema, influem também no próprio
funcionamento dos componentes do banco, como
as chaves, mesmo com as proteções existentes.
Assim, considerando-se todos esses pontos,
pode-se estimar a vida útil econômica dos bancos
de capacitores de distribuição como sendo de 15
anos.
REFERÊNCIAS
[1] Filho, J. M. Manual de Equipamentos Elétricos.
Livros Técnicos e Científicos Editora, Volume 2, 2a
edição 1994.
[2] Normas ABNT: NBR 5060/77 e NBR 5282/77.
[3] Catálogos e informações de fabricantes
ANEEL – Agência Nacional de Energia Elétrica 77 Estudo de Vida Útil Econômica e Taxa de Depreciação
Banco de Capacitores (Sistemas de Transmissão)
RESUMO
Capacitores são equipamentos largamente
usados em sistemas de potência. Apesar de
simples, possuem grande influência no sistema,
gerando perturbações e transitórios que acabam
afetando o funcionamento e operação de outros
equipamentos do sistema. Por outro lado, as
próprias condições do sistema afetam
sobremaneira o funcionamento dos capacitores,
tornando-se um fator determinante na vida útil dos
mesmos. Quando ligados em bancos, alguns
pontos de ordem técnica e econômica devem ser
levados em conta para um projeto adequado.
Particularmente para os bancos de transmissão,
devido às próprias características do sistema
como alta tensão, é necessário um estudo mais
detalhado, com o uso de equipamentos mais
robustos, com características e projetos especiais.
Considerando as várias partes componentes de
um banco e as características de operação
conforme frisadas acima, pode-se estimar a vida
útil de um banco de capacitores de transmissão
como sendo de 20 anos.
I. INTRODUÇÃO
A potência reativa é necessária para diversos
equipamentos, como motores elétricos,
transformadores, fornos a arco, podendo ser
obtida de:
• Geradores;
• Motores Síncronos;
• Capacitores.
De modo a evitar perdas pela transmissão a
longas distâncias, essas fontes de energia reativa
devem ser instaladas próximas aos consumidores.
Com isso, obtém-se ainda um melhor rendimento
do sistema elétrico.
A energia reativa indutiva gerada em aparelhos
com bobinas, como transformadores, apresentam
fator de potência indutivo. Por outro lado, a
capacitiva gerada em compensadores síncronos
ou capacitores, possui fator de potência
capacitivo.
II. CARACTERÍSTICAS GERAIS
II.1. FATOR DE POTÊNCIA
Relaciona a potência ativa pela aparente, ou seja:
S
PFP =
sendo: 22 QSP −=
Q – potência reativa
II.2. PRINCÍPIOS BÁSICOS
Capacitores são equipamentos constituídos
basicamente de duas placas paralelas
denominadas eletrodos. Um material isolante é
colocado entre as mesmas, denominado de
dielétrico.
O campo elétrico originado por uma tensão V
aplicada entre as placas paralelas separadas por
uma distância d será dado por :

ANEEL – Agência Nacional de Energia Elétrica 78 Estudo de Vida Útil Econômica e Taxa de Depreciação
[ ]m/VdV
E =
A capacidade de um capacitor que avalia a
quantidade de carga elétrica possível de
armazenar, é dada por:
[ ]F´VQ
C =
sendo a unidade o farad.
Os capacitores, a exemplos de outros elementos
de um circuito, podem ser ligados em série ou
paralelo.
• Série: a capacidade equivalente será
menor, dada por:
n21e C1
...C1
C1
C1
+++=
• Paralelo: a capacidade equivalente Ce
será maior, dada por:
n21e C...CCC +++=
III. CARACTERÍSTICAS CONSTRUTIVAS
As partes componentes de um capacitor de
potência são as seguintes:
• Caixa: invólucro da parte ativa do
capacitor, feita de chapa de aço.
• Armadura: constituídas de folhas de
alumínio enroladas com o dielétrico.
• Dielétrico: fina camada de filme de
polipropileno especial, normalmente junto
a uma camada de papel dielétrico (papel
Kraft).
• Líquido de Impregnação: atualmente
usado o Ecóleo 200 – hidrocarboneto
aromático sintético, no lugar do ascarel.
• Resistor de Descarga: usado para drenar
a carga elétrica de modo que a tensão
resultante entre os terminais seja
eliminada. A tensão deve ser reduzida a
5V em 1min para capacitores de tensão
nominal de até 660V, e a 5V em 5 min
para os demais.
III.1. PROCESSO DE CONSTRUÇÃO
A parte ativa dos capacitores é constituída de
eletrodos de alumínio separados entre si pelo
dielétrico de polipropileno associado ao papel
Kraft, formando o que se denomina de armadura
ou bobina. Essas bobinas são montadas no
interior da caixa metálica e ligadas em série,
paralelo ou série-paralelo, de forma a resultar na
capacitância de projeto. Outros isolantes e
tecnologias podem ser empregados
O conjunto é colocado em uma estufa para que se
processe a secagem das bobinas, com a retirada
total da umidade.
A presença de umidade provocará, quando em
operação, descargas parciais no interior do
capacitor, reduzindo a sua vida útil com a
conseqüente queima da unidade.
Em seguida, com a unidade ainda sob vácuo,
inicia-se o processo de impregnação. A caixa
metálica é vedada e os isoladores, terminais e
placa de identificação são então colocadas.
Por fim, são executados os ensaios previstos na
norma.

ANEEL – Agência Nacional de Energia Elétrica 79 Estudo de Vida Útil Econômica e Taxa de Depreciação
IV. CARACTERÍSTICAS ELÉTRICAS
Um capacitor possui diversas características
elétricas importantes, destacadas a seguir.
IV.1. POTÊNCIA NOMINAL
A potência nominal reativa é usada para
especificar um capacitor, ao contrário de outros
equipamentos onde é especificada a potência
nominal aparente.
A capacitância C pode ser obtida por :
2n
c
VF2Q1000
C⋅⋅π⋅
=
sendo:
Qc – potência reativa, em kVar
F – freqüência nominal, em Hz
Vn – tensão nominal, em kV
C – capacitância, em µF.
A potência reativa de um capacitor é aquela
absorvida do sistema quando este está submetido
à tensão e freqüências nominais a uma
temperatura ambiente não superior a 20°C
(ABNT).
IV.2. FREQÜÊNCIA NOMINAL
Corresponde à freqüência de operação,
normalmente 60 Hz. È importante especificar seu
valor, uma vez que a potência reativa do capacitor
é diretamente proporcional a este parâmetro.
IV.3. TENSÃO NOMINAL
Para unidades trifásicas especifica-se a tensão de
linha e para unidades monofásicas a tensão de
fase.
IV.4. TENSÃO MÁXIMA DE OPERAÇÃO
Os capacitores nunca podem ser submetidos a
uma tensão superior a 110% da tensão nominal.
Como a potência reativa é proporcional ao
quadrado da tensão, se o capacitor for
especificado para uma tensão superior a de
operação, sua potência será reduzida.
Contudo, no caso de sistemas com regulação
precária, o capacitor poderá ser submetido a
sobretensões que reduzem drasticamente sua
vida útil.
IV.5. SOBRETENSÃO
De acordo com a NBR 5282 de 1977, são os
seguintes os limites de sobretensão:
• 110% da tensão nominal em regime de
operação contínua.
• Acima de 110% da tensão nominal durante
períodos curtos de operação não
superiores a 300 ocorrências ao longo de
sua vida útil.
IV.6. SOBRECARGAS
Os capacitores podem suportar uma sobrecarga
admissível de até 135% da sua potência nominal,
com tensão não superior a 110% da sua tensão
nominal, acrescida das eventuais tensões
harmônicas.
Os capacitores podem operar continuamente com
no máximo 180% da sua corrente nominal, em
valor eficaz, com até 110% da sua tensão
nominal, a freqüência nominal, considerando as
eventuais correntes harmônicas.

ANEEL – Agência Nacional de Energia Elétrica 80 Estudo de Vida Útil Econômica e Taxa de Depreciação
Se a elevação de tensão no sistema é mantida
com a operação dos capacitores, pode ocorrer
uma saturação no núcleo do transformador,
resultando na formação de harmônicos, podendo
chegar ao limite de provocar o fenômeno de
ressonância entre o capacitor e o transformador.
Por isso, é recomendável o desligamento do
banco de capacitores no período de carga leve da
instalação.
IV.7. PERDAS DIELÉTRICAS
A corrente que flui pelo dielétrico de um capacitor
produz perdas Joule.
A relação entre as perdas do capacitor e a sua
potência reativa é denominada de tangente do
ângulo de perdas – tg δ.
V. LIGAÇÃO DOS CAPACITORES EM
BANCOS
Pode-se destacar duas configurações
normalmente usadas.
V.1. ESTRELA ISOLADA
Aplicada para sistemas com neutro aterrado ou
isolado. R
S
T Figura 1 – Estrela Isolada
Como não há ligação a terra, as correntes de
terceira harmônica não têm influência. Por outro
lado, devido à eliminação de unidades capacitivas
pelos fusíveis correspondentes ou por ocasião de
manobras no banco, o potencial de neutro pode
flutuar até a tensão de fase. Neste caso, deve-se
isolar o banco para a tensão de fase.
V.2. DUPLA ESTRELA ISOLADA
Utilizada em bancos de grande capacidade, tendo
as mesmas características de uma única estrela
isolada R
S
T
R
S
T
S
R
T
Figura 2 – Dupla Estrela Isolada
VI. DIMENSIONAMENTO DOS BANCOS
Independente do nível de tensão do sistema, a
potência reativa de projeto irá determinar a
potência total de um banco de capacitores.
Contudo, alguns pontos devem ser considerados
para a determinação do arranjo e do número de
unidades capacitivas que irão formar o banco.
Para bancos de distribuição, as unidades
capacitivas usadas serão sempre monofásicas.
Além do fator econômico usado para a
determinação da potência nominal das unidades
que formarão o banco, existem alguns aspectos
técnicos. Um número reduzido de capacitores em
série por fase ou um número pequeno de
capacitores em paralelo por grupo e por fase pode
implicar sobretensões, caso ocorra a eliminação

ANEEL – Agência Nacional de Energia Elétrica 81 Estudo de Vida Útil Econômica e Taxa de Depreciação
de unidades capacitivas pelos fusíveis
correspondentes.
Para cada configuração, o número mínimo de
capacitores em paralelo por grupo e por fase é
diferente, bem como as tensões e correntes
resultantes.
Para qualquer arranjo, quando ocorrer um defeito
no interior de um capacitor ligado em paralelo a
um determinado grupo, a energia armazenada das
unidades remanescentes será descarregada no
capacitor defeituoso. Portanto, o número de
unidades capacitivas será limitado de modo que a
energia transferida não ultrapasse a energia
máxima permitida.
Existe ainda a limitação da quantidade de
potência capacitiva que se pode manobrar, a fim
de não permitir uma elevação de tensão superior
a 10%.
VI.1. EQUIPAMENTOS DE MANOBRA DOS BANCOS
Os capacitores, no momento da energização,
apresentam-se para o sistema como uma
condição de curto-circuito, absorvendo uma
elevada corrente, que é limitada apenas pela
impedância da rede.
Nesta situação, os contatos das chaves de
manobra, ao ligar um capacitor ou banco, são
extremamente solicitados pela corrente inicial.
Estas chaves, portanto, devem ser dimensionadas
para correntes bem superiores à sua capacidade
nominal. O fechamento dos contatos das chaves
deve ser simultâneo para as três fases, a fim de
se evitar a formação de arco elétrico,
extremamente danosa para a vida útil dos
contatos.
A NBR 5060/77 estabelece que os equipamentos
de manobra, controle e proteção devem ser
projetados para suportar permanentemente uma
corrente igual a 1,3 vez a corrente dada, para uma
tensão senoidal de valor eficaz igual à tensão
nominal, na freqüência nominal.
No momento da desenergização de um banco de
capacitores de transmissão, os terminais de fonte
de um equipamento de manobra estão
submetidos à tensão do sistema, enquanto os
terminais de carga (lado do capacitor) ficam
submetidos à tensão resultante da carga
armazenada pelo capacitor.
Desse modo, os equipamentos de manobra mais
indicados são os seguintes:
• Disjuntores a SF6: praticamente não
permitem a reignição do arco, tendo ainda
a capacidade de absorver a energia
gerada pelo mesmo, não permitindo danos
no equipamento.
• Disjuntores a Vácuo: capazes de
interromper correntes capacitivas
independentemente do seu valor.
• Disjuntores a Óleo: deve-se especificar
certas características como a inserção
temporária de um resistor série em cada
pólo do disjuntor para restringir a reignição
do arco.
• Chaves a Óleo: algumas usam o mesmo
princípio de inserção de um resistor, porém
não podem operar na condição de curto-
circuito.
ANEEL – Agência Nacional de Energia Elétrica 82 Estudo de Vida Útil Econômica e Taxa de Depreciação
VI.2. TRANSITÓRIOS EM BANCOS DE
CAPACITORES
A operação de bancos de capacitores gera
sobrecorrentes e sobretensões que podem causar
danos tanto na própria unidade capacitiva como
em outros equipamentos ligados ao sistema.
VI.3. SOBRECORRENTES
São as correntes resultantes da energização do
banco e as correntes de contribuição durante os
processos de curto-circuito no sistema ou no
próprio banco.
VI.4. CORRENTE DE ENERGIZAÇÃO
Quando se energiza um capacitor ou banco, surge
uma elevada corrente transitória de alta
freqüência e pequena constante de tempo que
depende dos seguintes fatores:
• Capacitância do circuito
• Indutância do circuito
• Tensão residual dos capacitores no
momento de sua energização.
• Valor da tensão senoidal no momento da
ligação do banco.
VI.5. SOBRETENSÕES
Podem surgir principalmente devido à
desenergização do banco – operação de
manobra, pois quando a corrente no capacitor
zerar, a tensão entre seus terminais será mantida.
No semiciclo seguinte da tensão da rede, os
terminais do disjuntor estarão sujeitos a uma
tensão duas vezes a tensão da rede,
caracterizando a sobretensão.
Outro fator importante deve-se a descargas
atmosféricas, que atingem os sistemas aéreos
através de indução ou, em menor proporção,
diretamente. Neste caso, o banco deve ter uma
potência mínima para ser considerado auto-
protegido.
VI.6. INFLUÊNCIA DOS HARMÔNICOS NOS
BANCOS DE CAPACITORES
Dentre os principais geradores de harmônicos no
sistema pode-se destacar os fornos a arco,
retificadores e máquinas de solda. Geradores e
transformadores operando sob regime de
sobretensão também constituem fontes de
harmônicos, devido à saturação do núcleo.
Como a reatância de um capacitor é inversamente
proporcional à freqüência, o mesmo constitui um
caminho fácil para circulação de correntes
elevadas. Isso ocorre na presença de harmônicos
de tensão de freqüência maior que a nominal do
sistema.
As correntes harmônicas podem provocar perdas
elevadas nos capacitores, resultando sobrecargas
que, se acima de 35% do seu valor nominal,
danificam as referidas células. Além disso, são
responsáveis pelo aquecimento nos condutores,
barramentos, etc., em função do efeito peculiar –
nas freqüências mais elevadas a corrente tende a
circular pela periferia dos condutores.
A corrente máxima que deve ser absorvida pelos
capacitores é de 180% da corrente fundamental.
V.7. PROTEÇÃO DE CAP ACITORES
Para se evitar danos às unidades capacitivas ou
limitar seus efeitos devido a perturbações do
sistema, deve-se instalar equipamentos de
proteção.

ANEEL – Agência Nacional de Energia Elétrica 83 Estudo de Vida Útil Econômica e Taxa de Depreciação
As perturbações mais comuns são as
sobretensões e os curto-circuitos.
VI.8. PROTEÇÃO CONTRA SOBRETENSÕES
A proteção de maior aplicação tem sido os pára-
raios a resistor não linear e secundariamente os
gaps.
Para qualquer configuração do banco de
capacitores, deve-se utilizar os pára-raios. No
caso de bancos de potência elevada, os pára-
raios devem estar localizados no lado dos
terminais de alimentação do disjuntor de proteção
do banco, a fim de evitar que a energia
armazenada nos capacitores danifique os pára-
raios durante as manobras do disjuntor.
VI.9. PROTEÇÃO CONTRA SOBRECORRENTES
Quando ocorre um defeito no sistema ao qual está
ligado um banco de capacitores toda a energia
armazenada em cada célula capacitiva se
descarrega no ponto em curto-circuito, fazendo
com que a corrente resultante (contribuição dos
capacitores mais a do sistema) percorra toda a
rede desde o ponto de instalação do referido
banco até o ponto onde se localiza a falta. Dessa
forma, todos os equipamentos neste trecho do
sistema serão submetidos a elevados níveis de
sobrecorrente.
VI.10. PROTEÇÃO DA UNIDADE CAPACITIVA
Cada capacitor componente de um banco deve
ser protegido individualmente contra curto-circuito
interno, a fim de se evitar a ruptura de sua caixa
metálica, resultando na formação de gases,
devido à queima de seus componentes.
A proteção para bancos de distribuição é feita
normalmente através de fusíveis do tipo NH ou
diazed de atuação lenta. Em alguns casos, pode-
se usar chaves fusíveis ou fusíveis de elevada
capacidade de ruptura.
VI.11. PROTEÇÃO DE CAPACITORES EM GRUPO
Apesar de se recomendar a proteção individual
das unidades capacitivas, pode-se aplicar fusíveis
para proteção em grupo. Neste caso, não deve-se
usar mais de quatro unidades em paralelo no
grupo a ser protegido.
É importante frisar que o fusível, tanto para
aplicação individual como em grupo deve atuar no
tempo inferior ao valor máximo admitido para a
ruptura da caixa metálica do capacitor. Esta
ruptura pode resultar apenas em vazamento do
líquido isolante, reduzindo a vida útil, ou, em
casos mais graves, na explosão da unidade.
VI.12. PROTEÇÃO POR RELÉS DE
SOBRECORRENTE
É o meio mais seguro para a proteção de bancos
de capacitores. Podem ser utilizados em vários
esquemas, dependendo do tipo de proteção que
se deseja. Os relés de sobrecorrente são ligados
a transformadores de corrente e atuam sobre
disjuntores que manobram todo o banco.
Os relés de sobrecorrente devem ser ajustados
para 1,3 vez a corrente nominal.
VI.13. ATERRAMENTO DE CAPACITORES
Além dos procedimentos descritos para bancos de
distribuição, se a configuração usada para a
ligação do banco for estrela aterrada ou dupla
estrela aterrada, deve-se assegurar a ligação do

ANEEL – Agência Nacional de Energia Elétrica 84 Estudo de Vida Útil Econômica e Taxa de Depreciação
ponto neutro do sistema à terra, caso o sistema
seja efetivamente aterrado.
Nunca deve-se utilizar o condutor de aterramento
dos pára-raios para se proceder a ligação à terra
da carcaça e do ponto neutro dos bancos de
capacitores.
VI.14. CONDIÇÕES DE OPERAÇÃO
Os capacitores devem ser adequados para
trabalhar na posição vertical em altitudes não
superiores a 1000m e em temperaturas ambientes
máximas durante o ano de 35° C para capacitores
de categoria de temperatura de 50° C, e de 30 e
20° C para as categorias respectivas de 45 e 40°
C.
VII. MANUTENÇÃO PREVENTIVA
Para um melhor desempenho e aumento de
durabilidade dos bancos de capacitores, é
necessário estabelecer um cuidadoso programa
de manutenção preventiva.
• De um modo geral, devem ser
inspecionados os seguintes itens:
• Conexões, verificando visualmente as
condições das mesmas.
• Fusíveis, observando se não há a
existência de fusíveis queimados no
circuito.
• Barramentos e isoladores, verificando a
existência de sinais de trincas no caso dos
isoladores.
• Contatores e chaves, para verificar a
condição de operação dos mesmos.
• Capacitores, realizando-se algumas
medições como de capacitância e perdas
para verificar as condições de operação
dos mesmos ou detectar alguma eventual
falha no equipamento.
A periodicidade é variável, mas a priori ficaria em
torno de um ano.
VIII. MANUTENÇÃO CORRETIVA
A manutenção corretiva concentra-se
basicamente na troca de fusíveis queimados e
pequenos reparos mecânicos. Pequenos
vazamentos ou buchas trincadas em unidades
capacitivas, por exemplo, podem ser reparados
pelo fabricante.
Particularmente para os bancos de capacitores de
transmissão, antes de qualquer reparo ou
inspeção, deve-se sempre desenergizar o circuito,
aguardando ao menos uns 10 minutos para que a
carga do capacitor seja descarregada, aterrando-
se então o banco através da chave de
aterramento. Os níveis de tensão e a carga
acumulada do banco podem com toda certeza
causar sérios acidentes tanto para o próprio banco
como também, e principalmente, para a
integridade física do operador, caso as devidas
normas de segurança não sejam seguidas..
IX. VIDA ÚTIL ECONÔMICA
Os bancos de capacitores instalados em sistemas
de transmissão operam em condições mais
severas devido à própria característica do
sistema. O projeto desses bancos, portanto, exige
uma especificação mais detalhada dos
equipamentos que compõem o banco. Para as
unidades capacitivas, em particular, a tecnologia e
os materiais empregados na fabricação das
mesmas, como isolantes, devem possuir

ANEEL – Agência Nacional de Energia Elétrica 85 Estudo de Vida Útil Econômica e Taxa de Depreciação
características especiais que visam uma maior
precisão e segurança do equipamento. A proteção
é outro ponto importante que deve ser
cuidadosamente estudado para efetivamente
evitar problemas como sobretensões e
sobrecorrentes decorrentes das condições
operativas do sistema e do próprio banco, uma
vez que estes problemas afetam drasticamente a
vida útil de um banco de capacitores. Levando-se
em consideração tais aspectos, a vida útil
econômica dos bancos de capacitores de
transmissão pode ser estimada como sendo de 20
anos.
REFERÊNCIAS
[1] Filho, J. M. Manual de Equipamentos Elétricos.
Livros Técnicos e Científicos Editora, Volume 2, 2a
edição 1994.
[2] Normas ABNT: NBR 5060/77 e NBR 5282/77.
[3] Catálogos e informações de fabricantes
ANEEL – Agência Nacional de Energia Elétrica 86 Estudo de Vida Útil Econômica e Taxa de Depreciação
Barragem e Adutora
RESUMO
O presente trabalho aborda uma barragem, em
especial, dentro do contexto de uma usina
hidrelétrica, procurando definir sucintamente suas
características e especificidades técnicas. Dentro
desse enfoque, serão abordados ainda alguns
aspectos conceituais básicos que norteiam o seu
projeto, a sua construção, a sua operação e a sua
manutenção, buscando, com isso, determinar a
vida útil e a taxa de depreciação desse tipo de
empreendimento. Embora a experiência
internacional, bem como a de diversas
concessionárias do setor elétrico brasileiro
aceitem fixar a vida útil de uma barragem em
cerca de 100 anos, esse valor é questionável,
porquanto ser estimado apenas para sua
estrutura, sem levar em conta outros fatores
externos condicionantes. Um deles, por exemplo,
diz respeito ao tempo de vida útil econômica da
usina; nesse caso, inferior ao da própria
barragem. Paralelamente, serão tratados ainda
aspectos de sua segurança estrutural e do
assoreamento do reservatório, fatores
condicionantes e de extrema relevância na
determinação da vida útil de uma barragem e de
uma adutora.
I. INTRODUÇÃO
A barragem é uma estrutura construída
transversalmente aos vales com a finalidade de se
elevar o nível das águas dos cursos naturais,
possibilitando o seu represamento.
Quando elas criam reservatórios capazes de
armazenar água de períodos com deflúvios
abundantes para períodos em que o consumo
excede a disponibilidade natural de água nos
cursos d’água, elas são denominadas de
barragens de acumulação.
Quando simplesmente fazem a função de elevar o
nível das águas dos cursos naturais para
estruturas de adução, com pouca variação desse
nível, caracterizando ainda baixa capacidade de
armazenamento d’água no reservatório formado,
elas são denominadas de desvio. Nesse caso, a
instalação é chamada de fio d’água.
II. TIPOS DE BARRAGENS
Os tipos mais comuns de barragens, segundo os
materiais e o tipo de construção, são as de
concreto, de terra e de enrocamento.
Por serem atualmente muito caras e terem uso
restrito, não se tratará de barragens de madeira e
de aço.
É comum, nos grandes projetos, a conjugação ou
associação direta da barragem e da casa de força,
com supressão de condutos ou túneis. Nos
pequenos aproveitamentos, a captação direta da
água de acionamento das turbinas é feita,
geralmente, sem a interposição da barragem.
ANEEL – Agência Nacional de Energia Elétrica 87 Estudo de Vida Útil Econômica e Taxa de Depreciação
As barragens de concreto gravidade maciça,
também chamadas simplesmente barragens de
gravidade, são geralmente de seção triangular,
resistem aos esforços horizontais e verticais,
empuxos d’água e subpressão, respectivamente,
apenas através de seu peso próprio. Até algum
tempo atrás, elas eram executadas também em
alvenaria de pedras argamassadas.
Atualmente, o concreto convencional tem sido
substituído alternativamente por concreto
compacto a rolo – CCR.
O CCR emprega equipamentos de grande
produção, similares aos empregados em
barragens de terra, havendo uma substancial
redução do consumo de materiais de custo
elevado, uma sensível redução no uso de formas,
além de simplificação e redução na infraestrutura
de apoio, sem que haja qualquer diferença quanto
à qualidade do produto final entre os dois
métodos.
Comparativamente ao concreto convencional, o
uso do CCR resulta em custo unitário inferior,
sendo a diferença diretamente proporcional aos
volumes envolvidos, que é maior quanto maior o
volume a empregar.
Uma drenagem eficiente é de fundamental
importância tanto no plano de fundação, quanto
para economizar concreto, usando-se, para isso,
drenos situados no corpo da barragem de
concreto gravidade.
Para barragens de altura considerável, usam-se
ainda galerias horizontais, em distância vertical de
cerca de 15 a 20 m, além da galeria de fundação.
Essas galerias horizontais são interligadas por
furos de drenagem.
Ainda de concreto existem as de contrafortes,
dotadas de um elemento de vedação constituído
por uma laje plana de concreto ou até de madeira,
conhecidas por Ambursen ou ainda por arcos,
denominadas de arco múltiplo. Tanto as lajes,
quanto os arcos apóiam-se nesses contrafortes.
As barragens em arco possuem uma forte
curvatura horizontal, com concavidade voltada
para jusante, descarregando os esforços reativos
para suas ombreiras. Quando esse tipo de
barragem apresenta ainda uma curvatura
acentuada no sentido vertical, especialmente na
sua parte central, ela é considerada como do tipo
abóbada.
Em geral, as barragens de concreto,
independentemente de serem de concreto
convencional ou de CCR, podem apresentar
trechos submersíveis ou de crista vertente.
As barragens de terra possuem em grande parte
de seu volume um elemento impermeabilizante
constituído de argila ou silte, podendo ter seção
homogênea ou zoneada, dotadas de filtro,
proteções contra erosão nos taludes, entre outros.
Quando a barragem de terra possui maiores
proporções de material permeável, como areia e
pedregulho, ela é considerada como zoneada.
Como as barragens de terra não prevêem
transbordamento d’água, deve-se ter especial
ANEEL – Agência Nacional de Energia Elétrica 88 Estudo de Vida Útil Econômica e Taxa de Depreciação
cuidado na fixação da altura de sua crista. Essa
distância, denominada de borda livre, é em função
de três fatores. Um deles diz respeito à
profundidade do reservatório junto à barragem, o
outro à velocidade do vento e o último diz respeito
à extensão da superfície desse reservatório,
medida em linha reta a partir da barragem,
conhecido como fetch. Exemplificando, para fetch
de até 2,0 km, barragens com até 10,0 m de
altura, a borda livre a ser adotada será de 1,0 m.
As barragens de enrocamento possuem uma
seção transversal em que a maior parte consiste
de fragmentos de rocha e a menor parte, em geral
apenas a zona vedante, de outros materiais.
O enrocamento é jogado em camadas de 10 a 20
m (às vezes mais) e ligeiramente compactada por
meio de jatos d’água. Empregam-se também
equipamentos vibratórios.
A largura da crista de uma barragem é adotada
inicialmente em relação ao método construtivo.
Quando se deseja acessar as duas ombreiras,
criando-se um corredor de alto tráfego, com
cargas pesadas sobre a sua crista, prevêem-se
larguras da ordem de 10,0 a 12,0 m.
III. FATORES DE ESCOLHA DO TIPO DE
BARRAGEM
Atendo-se apenas aos fatores técnico e
econômico, sem levar em conta os político-
sociais, os aspectos predominantes de uma
melhor escolha do tipo de barragem a ser adotada
são, principalmente, dentre outros:
• Aqueles envolvidos com as condições
geológicas no local de sua fundação;
• A forma do vale em que ela será erigida;
• Aspectos de construção, tais como a
disponibilidade dos materiais constituintes
para sua construção;
• Condições operacionais de execução de
outras estruturas auxiliares permanentes,
tais como vertedouro e tomada d’água,
sendo relevante ainda o desvio do rio
durante essa fase.
Exemplificando o exposto acima, uma barragem
de concreto gravidade, dependendo de sua altura,
pode exercer valores considerados altos no plano
de sua fundação, exigindo, muitas vezes, rochas
sãs. Ou ainda, uma barragem de concreto
gravidade não deve prescindir de um vale estreito,
onde, certamente, terá seu volume bastante
minimizado, além de não dispensar uma
quantidade considerável de materiais rochoso e
arenoso, com facilidade de aquisição e transporte
do cimento até o local da obra.
Onde houver disponibilidade de solo fino, com
material rochoso de difícil obtenção em áreas de
empréstimo usa-se uma barragem de terra
homogênea.
Caso os materiais provenientes de escavações
obrigatórias sejam rochosos, tendo volumes
consideráveis para serem empregados nos
taludes de uma barragem, envelopados por um
núcleo de material menos permeável, pode-se
usar uma barragem de enrocamento.
As barragens de enrocamento podem ser ainda
usadas quando os materiais terroso e argiloso se
encontram somente à grande distância, sendo que

ANEEL – Agência Nacional de Energia Elétrica 89 Estudo de Vida Útil Econômica e Taxa de Depreciação
a diferença entre o custo financeiro sobre o solo
transportado, posto obra e compactado e o custo
do enrocamento correspondente pode ser
equilibrada pelo menor volume de barragem de
enrocamento, utilizando, nesse caso, taludes mais
altos.
IV. ASSOREAMENTO
O assoreamento do reservatório delimita muitas
vezes vida a útil da própria barragem.
O assoreamento pode atingir intensidade máxima
em regiões de pluviosidade muito baixa, cobertura
vegetal mínima, topografia acidentada, onde,
nesse caso, predominam rochas do tipo
sedimentares arenosas ou formações aluvionares
abundantes de areia e cascalho.
É sabido que o equilíbrio hidráulico-
sedimentológico de um rio é perturbado quando
encontra uma barragem, fazendo com que haja
uma desaceleração da corrente líquida.
No Brasil, as pesquisas sobre os dados do
conteúdo médio de sólidos eram, até bem pouco
tempo, inexistentes nos nossos rios. Autores
brasileiros mencionam, para a região sul, medidas
num período de nove anos de taxas da ordem de
1,5% e 0,8%, verificadas, respectivamente, nos
reservatórios das barragens de Capivari-
Cachoeira e Passo Real. Já alguns autores
estrangeiros mencionam taxas de carreamento de
sólidos em regiões desfavoráveis na faixa de 500
a 2.000 m3/km2/ano, o que corresponderia a taxas
de assoreamento da ordem de 0,5 a 3,0% da
capacidade do reservatório considerado por ano.
Visto que muitos dos empreendimentos
hidrelétricos existentes no Brasil são antigos, com
a maioria projetada sem a devida consideração do
fator assoreamento, é comum, infelizmente,
encontrar reservatórios quase inutilizados, por
deixarem simplesmente de considerar, por
exemplo, desmatamentos em regiões de solos de
pouca resistência contra erosão.
V. SEGURANÇA
Sabe-se que a maioria dos acidentes com
barragens mais altas se dão durante os primeiros
cinco anos de sua vida útil e notadamente durante
o primeiro enchimento, quando as fundações e
ombreiras e os aterros são submetidos às tensões
devido ao reservatório.
Independentemente disso, qualquer barragem é
projetada para que se tenha nível de
desempenhos satisfatórios ao longo de sua vida
útil, sendo necessário que, após a sua conclusão
e no período de sua operação, esse nível seja
acompanhado e monitorado.
Os efeitos de intemperismos, desgaste natural,
fadiga sob solicitações, entre outros podem alterar
seu coeficiente de segurança, podendo ser
também minimizados através de uma manutenção
eficiente e programada. Como resultado imediato,
tem-se um retardamento de seu envelhecimento,
diminuição de obras reparadoras, bem como de
seus respectivos custos, conferindo-lhe uma maior
segurança global.
A segurança tende, pois, a ser um dos quesitos
mais relevantes no projeto, construção e operação

ANEEL – Agência Nacional de Energia Elétrica 90 Estudo de Vida Útil Econômica e Taxa de Depreciação
de uma barragem. Não só devido aos impactos
sócio-econômicos, como também os ambientais.
Defini-se a segurança de uma barragem como
sendo aquela na qual ela foi projetada para
suportar todos os esforços previstos durante a sua
vida útil, permitindo que sua estabilidade estrutural
não seja ainda comprometida quando da
passagem de cheias previstas em projeto,
procurando cumprir sua função e finalidade,
adequando-se ainda ao meio ambiente, sabendo
que a sua ruptura pode ter conseqüências de
ordem imensurável.
As principais causas de acidentes com barragens
de terra são, dentre outras, aquelas devidas ao
transbordamento por insuficiência hidráulica do
vertedouro ou por falha operacional, por erosão
interna (conhecida por “piping”), por recalques
excessivos do aterro ou fundação, por defeitos de
construção devido à deficiência de compactação
do aterro, entre outros. Em grande parte dos
casos, as causas de ruptura de uma barragem
podem ser responsabilizadas ao projeto, bem
como também à falta de uma melhor fiscalização
durante sua construção.
VI. MANUTENÇÃO
O nível de monitoramento de uma barragem vai
depender quase que exclusivamente do grau de
responsabilidade e função pelas quais ela foi
concebida.
Algumas empresas classificam suas barragens
pelo seu potencial de risco, bem como pela sua
vulnerabilidade.
Dessa forma, as barragens deverão ser
inspecionadas rotineira ou informal, periódico, e
formalmente em ocasiões especiais e
emergencialmente. Esses tipos de inspeção são
recomendados pelo Comitê Brasileiro de
Barragens, CBDB, devendo as equipes
participantes ter conhecimento técnico de projeto,
construção, causas de deterioração e ruptura de
barragens. Essa classificação permite ainda uma
coerência na alocação de recursos de
manutenção e de melhorias.
É claro que a leitura da instrumentação existente
numa barragem deve ser feita sistematicamente
visando a avaliar o seu comportamento, devendo
ser prática das inspeções rotineiras, visto que
alguns tipos de deterioração apresentam uma
evolução extremamente rápida, chegando, em
curtíssimo prazo, a uma situação incontrolável de
ruína. Como exemplo, pode-se citar os casos de
erosão interna em barragem de terra que, na
dependência do tipo de solo, do gradiente
hidráulico e das tensões confinantes, podem
evoluir rapidamente.
A boa manutenção, embora não possa muitas
vezes eliminar o assoreamento progressivo de um
reservatório, pode minimizar o processo, seja
através do plantio de vegetação ciliar para
proteção das margens do reservatório, drenagens
pluviais localizadas, passando pela construção de
estruturas auxiliares de desarenação, até a
dragagem parcial ou até total do material
depositado. Nesse último caso, o investimento
financeiro, frente aos benefícios, assegurados
pode não ser viável, fazendo com que a usina
conviva com o assoreamento verificado, correndo-

ANEEL – Agência Nacional de Energia Elétrica 91 Estudo de Vida Útil Econômica e Taxa de Depreciação
se o risco de uma completa inutilização do
reservatório.
VII. VIDA ÚTIL ECONÔMICA
O tempo de vida útil de uma barragem está,
inicialmente, na dependência do bom ou mau
desempenho do seu projeto, de sua construção,
de sua operação e de sua manutenção, sejam
eles atuando isoladamente ou em conjunto,
refletindo, com isso, na taxa de depreciação a ser
determinada.
No caso específico de segurança, o
comprometimento pode ser visível a partir de 50
anos de vida média, quando daí começam a
aparecer os primeiros problemas mais graves.
Além da questão de segurança da barragem e do
assoreamento do reservatório, já abordados,
outros fatores podem ainda ser relevantes para
desativação parcial ou total da operação de uma
usina, influindo também no tempo de vida útil de
uma barragem. Citam-se, por exemplo, o não
atendimento e conformidade à legislação
ambiental, hoje em dia muito exigente no Brasil,
até acidentes não previstos em outros órgãos da
usina, tidos, muitas vezes, como economicamente
inviáveis de serem reparados.
Além desses fatores, outro diz respeito ao tempo
de vida útil econômico da usina, nesse caso,
inferior ao da própria barragem.
Assim, levando-se em consideração a experiência
internacional, bem como a de diversas
concessionárias do setor elétrico brasileiro, pode-
se considerar que o tempo de vida média útil de
uma barragem e de uma adutora está situado em
cerca de 100 anos.
REFERÊNCIAS
[1] Diversos autores, Design of Small Dams,
United States Department of the Interior, 1987.
[2] Diversos autores, Safety Evaluation of Existing
Dams, United States Department of the Interior,
1987.
[3] Schreiber, Gerhard Paul, São Paulo, Edgard
Blücher, Rio de Janeiro, Engevix, 1977.
[4] Carlos Henrique de A. C. Medeiros, Utilização
de Técnica de Análise de Probabilidade de Risco
na Avaliação de segurança de Barragens, Anais
do XXII Seminário Nacional de Grandes
Barragens, 1999.
[5] João Francisco Alves Silveira, Diretrizes para a
Instrumentação de Pequenas e Médias Centrais
Hidrelétricas, Anais do 1o Simpósio Brasileiro
Sobre Pequenas Médias Centrais Hidrelétricas,
1998.
[6] Pedro Lagos M. Filho e Amilton Geraldo,
Tópico Barragens e Reservatórios, Geologia de
Engenharia, Associação Brasileira de Geologia de
Engenharia, 1998.
ANEEL – Agência Nacional de Energia Elétrica 92 Estudo de Vida Útil Econômica e Taxa de Depreciação
Barramento
RESUMO
Os barramentos elétricos são utilizados
basicamente para realizarem a conexão entre
equipamentos da subestação de energia elétrica
através dos agentes de campo elétricos e
magnéticos, para os quais os barramentos
constituem como guias. Sua escolha e
dimensionamento serão em função das
necessidades operacionais e de manobra dos
circuitos elétricos. Para a realização de manobras
de carga dentro da subestação, estes
barramentos são conectados a disjuntores,
chaves seccionadoras, linhas de transmissão,
linhas de distribuição, transformadores, etc. Os
barramentos podem ser fabricados com materiais
de cobre ou de alumínio, com ou sem isolação. As
perdas por efeito Joule são controladas pela
escolha dos condutores com áreas de seções
transversais adequadas às correntes que deverão
conduzir, em função da escolha de materiais com
resistividade compatíveis. As correntes são
proporcionais às potências a serem transportados
e inversamente proporcionais aos níveis de
tensão adotados. Os barramentos utilizados no
sistema elétrico, estão sujeitos a falhas
decorrentes dos tipos e intensidades das
solicitações a que são submetidos e também de
sua capacidade de resistir às mesmas. Pode-se
afirmar que a vida útil dos barramentos está
intimamente relacionado com as condições de
operação do sistema elétrico, caso seja obedecido
às recomendações dos fabricantes pode-se dizer
que a vida útil dos barramentos é de 35 anos.
I. INTRODUÇÃO
O barramento é um arranjo utilizado dentro de
subestações visando fazer o acoplamento entre
equipamentos, como por exemplo, linhas de
transmissão e tranformadores. Em função da
confiabilidade exigida para o atendimento da
carga, é selecionado o tipo de arranjos do
barramento.
A região do barramento em uma subestação
inclue os seguintes itens:
• Condutores do barramento;
• Isoladores suportes do barramento;
• Conexões entre o barramento e o
seccionador do barramento;
• Seccionador do barramento;
• Conexões entre as seccionadoras de
barramento e os disjuntores;
• Disjuntores, incluindo seccionamento do
barramento ou disjuntor de acoplamento
das barras;
• Componentes como transformadores de
potencial, para-raios, reatores, algumas
vezes conectados ao barramento.
II. CARACTERÍSTICAS GERAIS
Os barramentos são empregados principalmente
em subestações de sistemas elétricos objetivando
a realização de manobras de cargas, dentro do

ANEEL – Agência Nacional de Energia Elétrica 93 Estudo de Vida Útil Econômica e Taxa de Depreciação
layout destas subestações, os equipamentos
elétricos deverão possuir no layout os seguintes
requisitos básicos: separação espacial,
zoneamento para manutenção, disposição das
fases do barramento, separação elétrica,
segurança da zona do barramento.
Na separação espacial, existem distâncias que
governam o espaçamento entre componentes e
as fases do barramento, são elas:
• Distância para a terra: entre as partes
energizadas e as estruturas eterradas;
• Distância entre fases: entre as partes
energizadas das diferentes fases;
• Distância de separação: entre as partes
energizadas e o limite da zona de
manutenção. Estes limites pode ser a terra
ou a plataforma onde a equipe de
manutenção trabalham.
A tabela a seguir apresenta a separação mínima
para as instalações externas do tipo aberta para
uso em sistemas efetivamente aterrados.
Teste de
Impulso –
Valor de
pico [kV]
Tensão
nominal
[kV]
Separação
mínima
para a
terra [mm]
Separação
mínima
entre fases
no ar [mm]
450 110 863 989
550 132 1086 1219
650 165 1270 1473
900 220 1779 2057
1050 275 2082 2388
Esta outra tabela apresenta as distâncias mínimas
de separação de segurança entre equipamentos
para permitir que as atividades de inspeção,
limpeza, e manutenção sejam executadas.
Tensão
nominal
[kV]
Separação mínima de qualquer ponto do
equipamento energizado para o mais
próximo condutor energizado
Até 15 2,59
88 3,20
132 3,50
275 4,57
No zoneamento para manutenção dos
equipamentos deverão ser isolados e fisicamente
separados dos equipamentos vizinhos
energizados.
A disposição dos condutores do barramento
podem ser dispostos de várias maneiras, e a
Figura 1 apresenta estas maneiras para o
barramento duplo.
A
l l l l l l
B
l l
l l
l l
C
l l l
l l l
D
lll lll
Figura 1 – Disposição das fases do barramento
Em subestações externas, o arranjo D é preferido
em relação aos arranjos A, B, e C pelas seguintes
razões:
• Um colapso em um barramento ou fase
não coloca em perigo o outro barramento
ou fase;

ANEEL – Agência Nacional de Energia Elétrica 94 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Nos arranjos arranjos A e C é difícil
separar as duas zonas de manutenção dos
barramentos e proporcionar um acesso
independente para os dois barramentos.
A proteção do barramento em subestações
internas, devidos aos agentes atmosféricos e
outros perigos, acompanhados, nos casos de
algumas subestações celular, com segregação
física, toma os arranjos A, B e C mais
convenientes.
A seguir são apresentados as formas básicas de
arranjo de barramentos que poderão ser
instalados numa subestação de energia elétrica.
Estes tipos de barramentos são construídos em
função das necessidades de confiabilidade do
sistema.
II.1. BARRAMENTO SINGELO
O barramento singelo (Figura 2) tem como
características mais importantes:
• Boa visibilidade de instalação: com isso é
reduzido o perigo de manobras errôneas
por parte do operador;
• Reduzida flexibilidade operacional, em
casos de distúrbios ou trabalhos de revisão
no barramento é necessário desligar toda
a subestação;
• Baixo custo de investimento.
Figura 2 – Barramento singelo
Estes barramentos são utilizados em subestações
transformadoras e de distribuição quando a
segurança de alimentação dos consumidores
pode ser obtida por intermédio de comutações
(redes interligadas), pode-se utilizar também em
redes onde não há necessidade de fornecimento
contínuo.
II.2. BARRAMENTO AUXILIAR
O barramento auxiliar normalmente são
conectados ao barramento principal por
intermédio de um disjuntor, apresentando as
seguintes características:
• Livre possibilidade de manobra para
qualquer disjuntor, sem desligamento de
derivação correspondente. Possui alta
segurança de alimentação;
• Conexões de derivações sem disjuntor e
sem utilização dos barramentos principais.
Este tipo de barramento é aplicado em pontos de
rede aonde é exigida alta segurança de
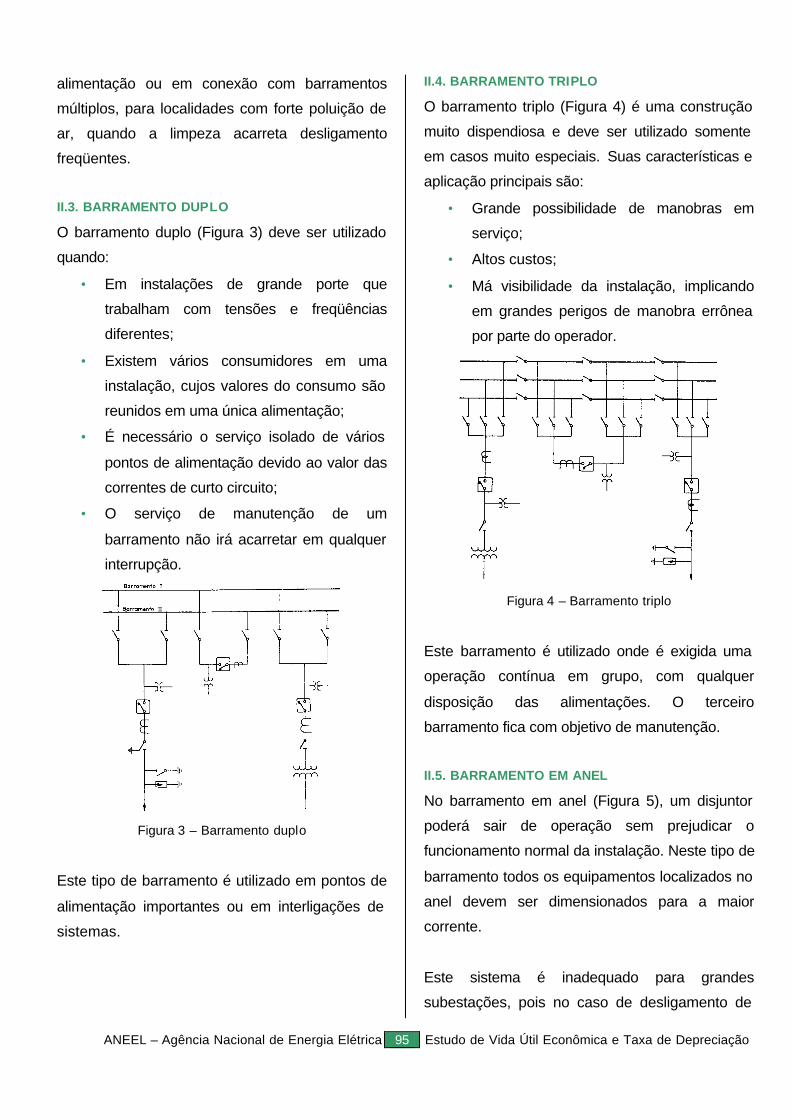
ANEEL – Agência Nacional de Energia Elétrica 95 Estudo de Vida Útil Econômica e Taxa de Depreciação
alimentação ou em conexão com barramentos
múltiplos, para localidades com forte poluição de
ar, quando a limpeza acarreta desligamento
freqüentes.
II.3. BARRAMENTO DUPLO
O barramento duplo (Figura 3) deve ser utilizado
quando:
• Em instalações de grande porte que
trabalham com tensões e freqüências
diferentes;
• Existem vários consumidores em uma
instalação, cujos valores do consumo são
reunidos em uma única alimentação;
• É necessário o serviço isolado de vários
pontos de alimentação devido ao valor das
correntes de curto circuito;
• O serviço de manutenção de um
barramento não irá acarretar em qualquer
interrupção.
Figura 3 – Barramento duplo
Este tipo de barramento é utilizado em pontos de
alimentação importantes ou em interligações de
sistemas.
II.4. BARRAMENTO TRIPLO
O barramento triplo (Figura 4) é uma construção
muito dispendiosa e deve ser utilizado somente
em casos muito especiais. Suas características e
aplicação principais são:
• Grande possibilidade de manobras em
serviço;
• Altos custos;
• Má visibilidade da instalação, implicando
em grandes perigos de manobra errônea
por parte do operador.
Figura 4 – Barramento triplo
Este barramento é utilizado onde é exigida uma
operação contínua em grupo, com qualquer
disposição das alimentações. O terceiro
barramento fica com objetivo de manutenção.
II.5. BARRAMENTO EM ANEL
No barramento em anel (Figura 5), um disjuntor
poderá sair de operação sem prejudicar o
funcionamento normal da instalação. Neste tipo de
barramento todos os equipamentos localizados no
anel devem ser dimensionados para a maior
corrente.
Este sistema é inadequado para grandes
subestações, pois no caso de desligamento de

ANEEL – Agência Nacional de Energia Elétrica 96 Estudo de Vida Útil Econômica e Taxa de Depreciação
dois disjuntores, poderá sair de operação partes
completas da instalação.
Figura 5 – Barramento em anel
II.6. SEGURANÇA NA REGIÃO DO BARRAMENTO
As estatísticas das faltas mostram que as faltas
nos barramentos são bastante raros. Suas
conseqüências são tão sérias que todas as
precauções possíveis deveriam ser tomadas para
evita-las.
Os efeitos das faltas nos barramentos são menos
sérios nas subestações com barramento em anel
e com um e meio disjuntores, as precauções são
mais necessárias nas subestações com
barramento singelo, de transferência e no
barramento duplo.
A segurança do barramento pode ser aumentada
com as seguintes providências:
• Barramento ou fases do barramento sendo
colocados umas acima das outras,
particularmente em subestações externas;
• As conexões dos circuitos não devem
cruzar sobre o barramento principal;
• Utilizar procedimentos claros de
manutenção;
• Boa facilidade para inspeção de todos os
equipamentos;
• Exclusão da região do barramento, o
máximo possíevl, de itens como
transformadores de potencial, para-raios, e
chaves de aterramento.
Com relação à manutenção dos barramentos,
tem-se para a manutenção preventiva, a
verificação da resistência de contato e nos casos
de barramentos isolados com gás SF6, verificar se
não há vazamentos do gás. Caso não for
realizados estas manutenções preventivas torna-
se necessário a realização da manutenção
corretiva que seria a substituição dos condutores
do barramento.
III. VIDA ÚTIL ECONÔMICA
A vida útil dos barramentos de energia elétrica são
afetados, principalmente pelo nível de
carregamento, pois uma sobrecarga acima dos
valores recomendados pelo fabricante poderá
ocasionar alterações nas propriedades do
condutor.
Quando a carga não possui um comportamento
constante ao longo do dia, possuindo picos de
consumo, estes condutores deverão ser muito
bem dimensionado para não prejudicar na vida útil
do condutor, devido ao aumento da corrente e por
conseqüência, o aumento da temperatura.
Um dos ensaios que pode ser realizado para
verificação da vida útil dos condutores é o ensaio
de tração, visando medir a tensão de ruptura dos
condutores. Nesses ensaios são observados os
valores de alongamento e tensão de ruptura. A
ANEEL – Agência Nacional de Energia Elétrica 97 Estudo de Vida Útil Econômica e Taxa de Depreciação
vida útil do condutor do barramento será em
função da perda de resistência mecânica, que é
um fator de envelhecimento do mesmo.
Pode-se afirmar que a vida útil dos barramentos é
da ordem de 35 anos, sendo que este valor
poderá ser alterado segundo as condições de
operação que ele estiver submetido durante sua
vida útil.
REFERÊNCIAS
[1] Curi, M. A., Negrisoli, M. E. M., Fundação de
Pesquisa e Assessoramento à Indústria,
Subestações, Apostila do curso.
[2] Catálogos de fabricantes
[3] Norma IEC 439.

ANEEL – Agência Nacional de Energia Elétrica 98 Estudo de Vida Útil Econômica e Taxa de Depreciação
Caldeira
RESUMO
As caldeiras, de acordo com a Norma
Regulamentadora NR 13 - Caldeiras e Vasos de
Pressão, são equipamentos destinados a produzir
e acumular vapor sob pressão superior à
atmosférica, utilizando qualquer fonte de energia,
excetuando-se os refervedores e equipamentos
similares utilizados em unidades de processo.
Podem ser classificadas de diversas maneiras,
mas a forma mais comumente utilizada é sua
divisão em caldeiras a combustão e caldeiras
elétricas. As caldeiras a combustão são divididas
em aquotubulares (quando a água percorre o
interior dos tubos da caldeira) e flamotubulares
(quando são os gases gerados no processo de
combustão que percorrem o interior dos tubos). O
processo de manutenção utilizado geralmente é o
preventivo, com a realização de atividades em
intervalos regulares de tempo, conduzindo a
verificações diárias, semanais, mensais,
trimestrais, semestrais e anuais. Além disto,
regularmente são realizadas inspeções nas
caldeiras de acordo com a NR-13. De acordo
ainda com a NR 13, ao completar 25 (vinte e
cinco) anos de uso, na sua inspeção subseqüente,
as caldeiras devem ser submetidas a rigorosa
avaliação de integridade para determinar a sua
vida remanescente e novos prazos máximos para
inspeção, caso ainda estejam em condições de
uso. Desta forma, sugere-se como vida útil das
caldeiras o valor de 25 anos.
I. INTRODUÇÃO
As caldeiras, de acordo com a Norma
Regulamentadora NR 13 - Caldeiras e Vasos de
Pressão, são equipamentos destinados a produzir
e acumular vapor sob pressão superior à
atmosférica, utilizando qualquer fonte de energia,
excetuando-se os refervedores e equipamentos
similares utilizados em unidades de processo.
Também de acordo com a NR 13, as caldeiras
são classificadas como:
• Caldeiras da categoria A são aquelas cuja
pressão de operação é igual ou superior a
1960 kPa (19,98 kgf/cm2);
• Caldeiras da categoria C são aquelas cuja
pressão de operação é igual ou inferior a
588 kPa (5.99 ,kgf/cm2) e o volume interno
é igual ou inferior a 100 (cem) litros;
• Caldeiras da categoria B são todas as
caldeiras que não se enquadram nas
categorias anteriores.
De maneira geral, as caldeiras podem ser
divididas em 3 grandes grupos: as caldeiras
flamotubulares, as caldeiras aquotubulares e as
caldeiras elétricas.
I.1. CALDEIRAS FLAMOTUBULARES
As caldeiras flamotubulares são caracterizadas
por seu processo de combustão ocorrer no tubo-
fornalha. Uma vez queimado o combustível, os
gases quentes passam a percorrer internamente
ANEEL – Agência Nacional de Energia Elétrica 99 Estudo de Vida Útil Econômica e Taxa de Depreciação
os tubos, onde fornecem calor à água até que
esta atinja a vaporização. São caldeiras mais
simples , tendo sido inicialmente utilizada em larga
escala em navios. São importantes nos processos
industriais, onde fornecem calor para
aquecimento. Entre suas vantagens frente às
outras caldeiras pode-se citar a facilidade de
operação, a não necessidade de tratamento de
água muito apurado; a fácil limpeza da fuligem e a
simplicidade de substituição de tubos. Como
desvantagens pode-se citar sua limitação quanto
à capacidade de pressão e a dificuldade de
adaptação de equipamentos, tais como
superaquecedor, economizador de ar e
preaquecedor.
I.2. CALDEIRAS AQUOTUBULARES
As caldeiras aquotubulares proporcionam uma
maior produção de vapor à pressões elevadas e à
altas temperaturas. Neste tipo de caldeira a água
circula no interior dos tubos e os gases da
combustão circulam por fora. Seu princípio de
funcionamento está baseado na circulação natural
da água, mantida pela diferença de densidade
conseguida por diferença de temperatura entre
dois conjuntos de tubos. Evidentemente, com a
circulação natural tem-se limitada a pressão de
trabalho que podemos alcançar na caldeira.
Nesse sentido, se busca-se alcançar maiores
pressões, é necessário o auxílio de uma bomba
na circulação da água.
I.3. CALDEIRAS ELÉTRICAS
Entre as caldeiras elétricas, as mais utilizadas são
as caldeiras a eletrodos submersos e a jato de
água, sendo as caldeiras elétricas a resistores
particularmente empregadas para a produção de
água aquecida ou para baixas quantidades de
vapor.
II. CARACTERÍSTICAS
As caldeiras são compostas por vários
equipamentos e acessórios. Os principais estão
descritos a seguir:
• Fornalha - local destinado à queima do
combustível, onde o calor é gerado através
de reações de combustão. O combustível
pode ser sólido, líquido ou gasoso.
• Caldeira - a caldeira propriamente dita
corresponde ao vaso fechado sob pressão
onde a água transforma-se em vapor
saturado
• Superaquecedor - o superaquecedor eleva
a temperatura do vapor produzido na
caldeira propriamente dita. A utilização
deste vapor é imprescindível para
produção de energia, mas é pouco usado
em processo. Por vezes superaquece-se o
vapor para não haver condensação do
mesmo nas redes de distribuição.
• Economizador - o economizador eleva a
temperatura da água de alimentação para
obter-se um maior rendimento do gerador
de vapor e para se evitar choques térmicos
excessivos que possam danificar os
materiais. Para isto utiliza os gases de
combustão após sua passagem pela
caldeira e pelo superaquecedor.
• Preaquecedor de ar - trata-se de um
trocador de calor cuja finalidade é aquecer
o ar que será utilizado na queima do
combustível, aproveitando o calor residual
dos gases de combustão. Desta maneira
melhora-se a combustão na fornalha
ANEEL – Agência Nacional de Energia Elétrica 100 Estudo de Vida Útil Econômica e Taxa de Depreciação
mantendo-se a temperatura de regime
mais elevada.
• Chaminé - é o componente que garante a
circulação dos gases quentes da
combustão através de todos os sistemas
pelo efeito de tiragem, que pode ser
natural ou forçada através de ventiladores.
As principais características das caldeiras podem
ser sintetizadas nos parâmetros apresentados a
seguirl:
• Pressão Máxima de Trabalho Admissível:
é o maior valor de pressão compatível com
o código de projeto, a resistência dos
materiais utilizados, as dimensões do
equipamento e seus parâmetros
operacionais.
• Capacidade de produção de vapor: peso
de vapor que a caldeira é capaz de gerar
em uma hora
Toda caldeira deve ter afixada em seu corpo, em
local de fácil acesso e bem visível, placa de
identificação indelével com, no mínimo, as
seguintes informações:
• Fabricante;
• Número de ordem dado pelo fabricante da
caldeira;
• Ano de fabricação;
• Pressão máxima de trabalho admissível;
• Pressão de teste hidrostático;
• Capacidade de produção de vapor;
• Área de superfície de aquecimento;
• Código de projeto e ano de edição.
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
Os sistemas de controle e segurança da caldeira
devem ser submetidos à manutenção preventiva
ou preditiva.
Para as caldeiras, a manutenção preventiva é
usualmente dividida em intervalos regulares de
tempo. A seguir relata-se os principais
procedimentos para cada um destes intervalos de
tempo.
Inspeção diária: uma das principais medidas a se
adotar é a realização da descarga de fundo na
caldeira. Seu objetivo é a retirada de lodo e de
toda a sedimentação que ocorreu durante a
operação devido à presença de impurezas na
água utilizada na caldeira. Estas descargas
devem ser realizadas preferencialmente com a
caldeira operando a baixa carga, tomando-se o
cuidado de não permitir a redução excessiva do
nível de água. No caso dos coletores das paredes
dos tubos de água na fornalha, as descargas não
devem ser realizadas com a caldeira produzindo
vapor. Outro cuidado que deve ser tomado
diariamente é a limpeza do indicador de nível da
água e de alarme. O número de descargas
considerado ideal varia de 3 a 6 por dia.
Inspeção semanal: Deve-se verificar a operação
das válvulas de segurança manualmente, sendo
que esta atividade, por motivos de segurança,
deve ser realizada com a caldeira operando com
pouca carga. Além disto, deve-se observar em
todas as válvulas a existência de vazamentos.
Para as caldeiras a óleo deve-se realizar ainda a
limpeza dos filtros de óleo.

ANEEL – Agência Nacional de Energia Elétrica 101 Estudo de Vida Útil Econômica e Taxa de Depreciação
Inspeção mensal: Deve-se verificar se os
sopradores de fuligem operam normalmente e se
não existe obstrução no furo da sede da válvula
de drenagem do sistema de tubulação do
soprador.Deve-se efetuar a limpeza dos filtros de
água. Os contatos elétricos devem ser limpos do
pó e de possíveis pontos de oxidação. Deve-se
verificar se todos os purgadores de vapor estão
operando em condições normais.
Inspeção trimestral: Deve-se verificar as
condições gerais dos isolantes e da alvenaria,
especialmente o material refratário que envolve a
fornalha. Deve-se verificar se os tubos do pré
aquecedor de ar possuem vazamento ou
entupimento causado por fuligem.
Inspeção semestral: Sugere-se que a cada seis
meses a caldeira tenha uma parada para a
realização de uma revisão geral. Neste caso são
analisados detalhadamente o material refratário e
o material isolante e as superfícies dos tubos,
coletores e do pré aquecedor de ar.
Inspeção Anual: Além das atividades realizadas
na inspeção semestral, neste caso deve-se ainda
proceder a limpeza de toda a superfície de
aquecimento da caldeira, tanto externa como
interna. Deve-se ainda verificar as condições
gerais do superaquecedor.
Todos os procedimentos descritos anteriormente
são de caráter geral. Existem diversos outros
procedimentos específicos que devem ser
realizados de acordo com as características
particulares de cada equipamento.
Complementando as atividades descritas
anteriormente, devem ainda ser realizadas, em
cumprimento ao especificado na NR-13,
inspeções periódicas constituída por exames
interno e externo. Estas inspeções devem ser
executadas nos seguintes prazos máximos:
• 12 (doze) meses para caldeiras das
categorias A, B e C;
• 12 (doze) meses para caldeiras de
recuperação de álcalis de qualquer
categoria;
• 24 (vinte e quatro) meses para caldeiras
da categoria A, desde que aos 12 (doze)
meses sejam testadas as pressões de
abertura das válvulas de segurança;
• 40 (quarenta) meses para caldeiras
especiais
A NR-13 determina também que estabelecimentos
que possuam "Serviço Próprio de Inspeção de
Equipamentos" podem estender os períodos entre
inspeções de segurança, respeitando os seguintes
prazos máximos:
• 18 (dezoito) meses para caldeiras das
categorias B e C;
• 30 (trinta) meses para caldeiras da
categoria A.
IV. VIDA ÚTIL ECONÔMICA
Segundo a NR-13, ao completar 25 (vinte e cinco)
anos de uso, na sua inspeção subseqüente, as
caldeiras devem ser submetidas a rigorosa
avaliação de integridade para determinar a sua
vida remanescente e novos prazos máximos para
inspeção, caso ainda estejam em condições de
uso.

ANEEL – Agência Nacional de Energia Elétrica 102 Estudo de Vida Útil Econômica e Taxa de Depreciação
Entretanto, a própria NR 13 reconhece que a vida
útil da caldeira pode ser maior quando cita que
nos estabelecimentos que possuam "Serviço
Próprio de Inspeção de Equipamentos" o limite de
25 (vinte e cinco) anos pode ser alterado em
função do acompanhamento das condições da
caldeira, efetuado pelo referido órgão.
Considerando-se estas colocações, sugere-se
estimar a vida útil econômica das caldeiras como
sendo de 25 anos.
REFERÊNCIAS
[1] Norma Regulamentadora NR-13 – Caldeiras e
Vasos de Pressão, Secretaria de Segurança e
Saúde do Trabalho, Ministério do Trabalho, Abril
de 1995
[2] Torreira, R. P. Geradores de Vapor, Editora
Libris, 1995
[3] Vinha, R. Operação de Caldeiras, Apostila,
SENAC – SP, 1996

ANEEL – Agência Nacional de Energia Elétrica 103 Estudo de Vida Útil Econômica e Taxa de Depreciação
Câmara e Galeria
RESUMO
O Sistema de Câmaras e Galerias numa Central
Térmica está associado ao Sistema de Água de
Circulação ou outro que trabalhe com grandes
volumes de água. As Câmaras e Galerias
compreendem principalmente as tubulações que
transportam a Água de Refrigeração Principal
desde a estrutura da Tomada D’água Principal até
a descarga, que pode se dar no mar, no rio, no
lago ou em algum poço de selagem ou Câmara
intermediária. Câmaras comumente é o nome
dado ao espaço existente no início ou fim de
alguma galeria. Normalmente, através das
Câmaras, a Água de Circulação entra ou sai da
Usina. Galerias são as estruturas usadas para
transportar esta água. As Galerias têm a mesma
finalidade que as tubulações e são feitas de
concreto. De uma maneira geral, as Galerias
interligam as Câmaras. Como a quantidade de
energia rejeitada nos condensadores de uma
Usina Térmica é elevada, cerca de 33% da
energia total dos Geradores de Vapor, necessita-
se de uma grande quantidade de água para
efetuar este resfriamento. Esta água poderá vir do
mar, de um rio, de lago ou mesmo de um circuito
fechado com torres de resfriamento. Na Câmara
onde se dá a sucção desta água (Água de
Circulação), temos todos os equipamentos
mecânicos necessários à purificação da água e as
Bombas que irão fazer a transferência desta
através das Galerias. Também, nesta câmara,
estão instalados os sistemas de injeção de
produtos químicos, como Cloro ou Sulfato Ferroso
para ajudar na eliminação de microorganismos
vivos que, se encrostados nas Câmaras e
Galerias, além de diminuírem a área de
transferência de água quando soltam, provocam
problemas de entupimento dos tubos dos
condensadores e requerem um grande tempo
para limpeza. Baseado na pior condição que seria
o uso da água do mar, a experiência mostra que a
vida útil dos principais componentes do Sistema
de Câmaras e Galerias não é maior do que 25
anos.
I. FUNÇÕES DO SISTEMA
O Sistema de Câmaras e Galerias tem as
seguintes funções:
• Transportar a água de refrigeração ( Água
de Circulação) desde a tomada d’água até
a descarga após o Condensador;
• Servir de meio para adição de produtos
químicos para tratamento da água;
• Servir de estrutura de suporte para
instalação dos equipamentos mecânicos
de purificação da água de refrigeração.
II. DESCRIÇÃO DO SISTEMA
Numa Usina Térmica, dependendo de sua
capacidade, as Câmaras e Galerias podem ter
tamanhos bem grandes.
Para usinas de grande potência, as Câmaras de
entrada de água, normalmente, são divididas em

ANEEL – Agência Nacional de Energia Elétrica 104 Estudo de Vida Útil Econômica e Taxa de Depreciação
vários compartimentos, uma para cada bomba,
podendo ter comportas de interligação entre elas.
Estas Câmaras possuem comportas para
isolamento durante manutenções, da mesma
maneira que possui sistemas de drenagens para
permitir limpeza. Em se tratando de uma Câmara
intermediária, deverá possuir sistemas de suspiro
para permitir o enchimento.
A água do Sistema de Circulação, após passar
pelos equipamentos de purificação mecânica, vai
para as Câmaras de sucção. Estas Câmaras,
normalmente, são interligadas por comportas. As
Bombas de Circulação bombeiam esta água para
o condensador. Câmaras como as de entrada e
saída do Condensador, normalmente, possuem
sistemas de extração de ar ligados a bombas de
vácuo.
O suspiro das Câmaras dos Condensadores
promovem o necessário efeito sifão para a
operação das bombas de Circulação. O efeito
sifão se faz necessário, tendo em vista que as
bombas de Circulação são de grande vazão,
porém de baixa pressão de descarga. Em
conseqüência, a menos do auxilio do efeito sifão,
não tem capacidade suficiente para bombear água
através dos condensadores.
Para permitir manutenções e inspeções durante
períodos de parada para manutenção da planta,
estas Câmaras e Galerias deverão prover portas
de visitas e escadas em trechos pré-
determinados, bem como adaptações de sistemas
de ventilação especiais para permitir retirar gases
e o odor que normalmente é muito forte em virtude
das incrustações de microorganismos marinhos.
Para evitar incrustações de microorganismos deve
ser mantido um fluxo mínimo de água em todos os
canais, ou seja, em todas as caixas dos
condensadores. O Ajuste de fluxo se faz em
função da corrente das Bombas de Água de
Circulação.
As Câmaras de entrada e saída dos
condensadores de grandes centrais devem
possuir sistemas de limpeza contínua
internamente dos Condensadores. Estes sistemas
operam com bolas abrasivas que são injetadas
na Câmara de entrada do Condensador e
recolhidas na Câmara de saída do Condensador.
Estas bolas, ao passarem pelos tubos do
condensador, retiram qualquer microorganismo
que está tentando se fixar nas paredes internas
dos tubos dos condensadores.
As Câmaras, tanto de entrada quanto de saída
dos Condensadores, são providas com escotilhas
de entrada para permitir que técnicos façam
inspeções e testes nos tubos dos Condensadores.
Após passar pelos condensadores, a água de
refrigeração é descarregada através de várias
galerias, normalmente uma para cada caixa do
condensador.
Seguindo estas galerias, a água pode ir direto
para o canal ou túnel de descarga ou, no caso de
uma Central com várias usinas, para um poço de
selagem.
O poço de selagem consiste de uma Câmara de
surto e, em alguns casos, de várias pequenas

ANEEL – Agência Nacional de Energia Elétrica 105 Estudo de Vida Útil Econômica e Taxa de Depreciação
câmaras, sendo uma para cada caixa de
condensador.
Além da água que vem do Condensador, outras
águas são descarregadas através do Poço de
Selagem:
• Água do sistema de refrigeração de
serviço: no caso das usinas nucleares,
este é um sistema de segurança e,
portanto, tanto as Câmaras da tomada
d’água como as Galerias e os
equipamentos são de classe sísmica e de
segurança nuclear;
• Em se tratando de Usina Nuclear, rejeitos
oriundos do Sistema de Tratamento de
Rejeitos Líquidos;
• Em se tratando de Centrais Térmicas
Convencionais, todo tipo de resíduos
líquidos;
• Descarga de outros sistemas de
refrigeração, por exemplo, Refrigeração do
Edifício da Turbina.
A Câmara de Surto do Poço de Selagem serve
como elemento amortecedor durante transientes
causados pelo desligamento das bombas de água
de refrigeração de diferentes unidades de uma
Central.
Comportas são sempre instaladas para evitar o
retorno de água aos compartimentos quando uma
das linhas que vem do condensador estiver em
reparos.
Normalmente, as comportas são removidas ou
manuseadas por uma ponte rolante.
III. INSTRUMENTAÇÃO
Em virtude de os sistemas serem muito mais
estáticos, a instrumentação relacionada com este
sistema é muito pequena.
IV. MANUTENÇÃO CORRETIVA
As manutenções corretivas mais comuns nos
Sistemas de Câmaras e Galerias vão ser a
limpeza em conseqüência de encustrações de
cracas, microorganismos e outros. Esta limpeza é
anual ou por ocasião das grandes paradas para
manutenção.
Da mesma maneira, StopLogs e Comportas
sofrem manutenção por ocasião das paradas,
normalmente incrustações e ferrugens são os
problemas mais encontrados.
V. VIDA ÚTIL ECONÔMICA
A vida útil dos sistemas que compreendem
Câmara e Galerias é bastante grande se
pensarmos somente em concreto. Mas
considerando que pequenas centrais térmicas
podem usar tubulações de metal no lugar das
galerias, o agravante é a atmosfera corrosiva para
casos de usinas situadas na beira do mar, mesmo
considerando os Sistemas de Proteções
Catódicas e outros instalados nos equipamentos
metálicos.
Com base na pior condição que seria o uso da
água do mar, a experiência mostra que a vida útil
dos principais componentes do Sistema de
Câmaras e Galerias não é maior do que 25 anos.

ANEEL – Agência Nacional de Energia Elétrica 106 Estudo de Vida Útil Econômica e Taxa de Depreciação
REFERÊNCIAS
CFOL - Curso de Formação de Operador
Licenciado da Central Nuclear de Angra dos Reis
– Eletronuclear SA.

ANEEL – Agência Nacional de Energia Elétrica 107 Estudo de Vida Útil Econômica e Taxa de Depreciação
Canal de Descarga
RESUMO
O canal de descarga representa um dos
elementos necessários no processo de eliminação
de resíduos provenientes dos processos de
produção de energia elétrica das centrais
nucleares e termelétricas, cuja finalidade é
esvaziar essas unidades de limpeza. Dependendo
das características químicas da água necessária
nos processos, quanto à causticidade, acidez,
temperatura e sólidos carreados, o meio ambiente
pode ser seriamente comprometido, caso não
exista um tratamento adequado, bem como pode-
se diminuir a vida útil do canal de descarga. Este
trabalho avalia os principais tratamentos de água
de processo, bem como os tipos de resíduos e
apresenta uma estimativa da vida útil do canal de
descarga, com observância a sua manutenção.
Estima-se a vida útil em 40 anos.
I. INTRODUÇÃO
Os canais de descarga constituem importante
elemento no processo de tratamento das águas
de processo com a eliminação dos resíduos
advindos da operação nas centrais
termonucleares e termelétricas a vapor.
A principal finalidade dos canais de descarga é
esvaziar as unidades de limpeza, que podem ser
de dois tipos: químico e físico. Essas unidades
recebem a água de processo. Podem ou não
possuir grandes tanques de águas superficiais do
tipo piscina para oxigenação e diminuição da
temperatura da água.
A operação das centrais termonucleares e
termelétricas gera rejeitos em três estados físicos
distintos: gasosos, sólidos e líquidos, que são
gerenciados de acordo com as normas vigentes.
Os rejeitos gasosos são constituídos de emissões
atmosféricas descontínuas, decorrentes da
queima de óleo diesel e óleo combustível em
equipamentos auxiliares, não envolvidos
diretamente com a geração de energia nas
termonucleares e termelétricas em condições
normais de operação.
Essas centrais usam grandes quantidades de
água de resfriamento nos seus processos. Essa
água passa por tratamentos específicos de acordo
com a sua origem e finalidade. Esses tratamentos
utilizam substâncias químicas, tais como produtos
para limpeza, produtos contra corrosão e
proliferação de microorganismos que possam
prejudicar o funcionamento da central, gerando,
então, efluentes líquidos para o meio ambiente.
De acordo com [1], um típico tratamento químico
que pode ser efetuado é a adição de cloro como
no caso da Central Nuclear de Angra. Esta adição
não é o principal impacto causado no meio
aquático local, pois uma quantidade insignificante
é lançada no canal de descarga denominado Saco

ANEEL – Agência Nacional de Energia Elétrica 108 Estudo de Vida Útil Econômica e Taxa de Depreciação
Piraquara de Fora. No entanto, a utilização do
cloro é absolutamente necessária para evitar a
proliferação dos microorganismos dentro de
tubulações. Essa adição ocorre em dosagem bem
inferior a permitida pelas autoridades de controle
ambiental.
Nesse local, a interferência mais efetiva dos
efluentes líquidos, que podem provocar desgastes
no canal de descarga devido à causticidade e/ou
acidez, está relacionada à elevação da
temperatura da água do mar, sentida basicamente
na faixa de 100 a 150 metros a partir do ponto de
lançamento no caso da Central Nuclear Angra 2.
Todavia, considerando a operação de Angra 2
como referência para diminuir esse efeito, pois a
refrigeração do circuito secundário é feita a uma
temperatura ligeiramente mais baixa do que a de
Angra 1, a descarga de água de Angra 2 é em
volume maior (80 metros cúbicos por segundo)
que o de Angra 1 (40 metros cúbicos por
segundo).
Além disso, o lançamento de efluentes líquidos é
realizado por um túnel de um quilômetro de
comprimento. Essa distância é necessária para
evitar que ocorra uma recirculação da água entre
o ponto de lançamento e a tomada d’água do
circuito terciário, justamente para não ocorrer uma
elevação da temperatura do mar junto ao litoral de
Angra dos Reis.
O esgoto sanitário, juntamente com os resíduos
sólidos / pastosos, constituídos por sucatas
metálicas, embalagens, óleos e graxas, solventes,
tintas, lixo e outros, após tratamento adequado
para eliminação destes resíduos, também origina
afluentes que são lançados para o ambiente
aquático.
II. CARACTERÍSTICAS
Os canais de descarga são dimensionados
hidraulicamente para receber todo ou parcial
volume de água de processo, cujo escoamento
deve ser o mais uniforme possível. Podem ser
construídos em concreto armado ou rolado, com
revestimento ou não, em função da vazão e da
temperatura d’água de processo, a qual deve ser
a mais próxima possível da temperatura da água
dos rios e mares, de forma a não comprometer o
meio ambiente.
De acordo com [2], a eficiência das estações de
tratamento de água de processo, que influencia a
durabilidade dos canais de descarga e as
condições ambientais, é governada por diversos
fatores, destacando-se as características da água
bruta, a adequadabilidade de coagulante, o
controle do processo de coagulação, a existência
de curtos-circuitos nas unidades de floculação, o
desempenho dos decantadores e filtros e a
qualidade da manutenção e operação.
O objetivo de produzir água de boa qualidade, que
será devolvida aos rios e/ou ao mar, deve ser
alcançado ao menor custo possível, quer no
consumo de produtos químicos, quer no dispêndio
de água para lavagem das unidades filtrantes e
para a descarga dos decantadores. Neste
contexto, insere-se a necessidade premente de
ampliação de diversas estações no Brasil e, em
especial, das unidades de floculação,
responsáveis pela formação de flocos a serem

ANEEL – Agência Nacional de Energia Elétrica 109 Estudo de Vida Útil Econômica e Taxa de Depreciação
removidos nos decantadores e filtros,
influenciando significativamente na performance
dos mesmos.
A vida útil do canal de descarga pode ser
diminuída quanto maior o teor de elementos
reativos com a argamassa das paredes, sejam
estes de natureza cáustica ou ácida, podendo
ocorrer carbonatação, percolação e trincas.
Conseqüentemente, o controle da qualidade da
água é imprescindível e, de acordo com [4], pode
ser efetuado por condutivímetros (linha de
condensados de retorno em centrais nucleares e
de vapor, descargas de bombas das centrais de
vapor, linha de evaporadores e
desmineralizadores, ou seja, removedores de
íons), medidores de pH (nos afluentes dos filtros),
silicometros (linhas de descarga dos
desmineralizadores), medidores de oxigênio
dissolvido, medidores de cloro residual (linhas de
descarga) e outros fosfatometros, medidores de
concentrações de hidrazina, entre outros.
De acordo com [5], o dimensionamento e a
construção dos canais de descarga, em função
dos processos de tratamento contra resíduos
industriais, bem como critérios ambientais, são
padronizados pelas seguintes normas:
• ABNT – NBR – 6118: fixa condições gerais
que devem ser obedecidas no projeto, na
execução e no controle de obras de
concreto armado, excluídas aquelas em
que se empreguem concreto leve ou
outros concretos especiais;
• ABNT – NBR-6122: fixa condições básicas
a serem observadas no projeto e na
execução de fundações de edifícios,
pontes e demais estruturas em geral;
• ABNT – NBR-7197: fixa condições gerais
exigíveis no projeto e estabelece certas
exigências a serem obedecidas na
execução e no controle de obras de
concreto pretendido, excluídas aquelas em
que se empreguem concreto leve ou
outros concretos especiais;
• ABNT – NBR – 10004: classifica resíduos
sólidos em função de riscos potenciais ao
ambiente e saúde pública;
• ABNT – NBR -10556: fixa condições
exigíveis na medição de líquidos radiativos
para a monitorização de líquidos radiativos
provenientes de centrais termonucleares;
• ABNT – NBR – 12019: prescreve método
para determinação de material particulado
de efluentes gasosos em dutos e chaminés
de fontes estacionárias;
• ABNT-P-NB-587: fixa os critérios para
elaboração de estudos de concepção de
sistemas públicos de abastecimento de
água;
• ABNT-P-NB-589: determina os critérios
para projetos hidráulicos de sistemas de
captação de água de superfície para
abastecimento público e industrial;
• ABNT-P-NB-590: fixa critérios para
elaboração de projetos de bombeamento
de água para abastecimento industrial e
público;
• ABNT-P-NB-591: determina projetos de
sistemas de adução de água;
• ABNT-P-NB-592: elabora projetos de
sistemas de tratamento de água para
abastecimento público e industrial.

ANEEL – Agência Nacional de Energia Elétrica 110 Estudo de Vida Útil Econômica e Taxa de Depreciação
Os principais tratamentos contra os resíduos de
processos industriais, de acordo com [6],
dependem da origem da água no decorrer dos
processos nas centrais nucleares e de vapor,
destacando-se:
• Clarificação;
• Abrandamento com cal;
• Abrandamento com cal a quente;
• Alimentação de produtos químicos;
• Filtração;
• Troca iônica ou desmineralização.
II.1. TIPO DE TRATAMENTO: CLARIFICAÇÃO
É a técnica de purificação da água conhecida a
mais tempo, utilizável em águas superficiais para
remover sólidos em suspensão, sólidos finos e
coloidais. Engloba coagulação, floculação e
sedimentação. Necessita da mistura química de
um coagulante para a formação de minúsculos
colóides, os flocos, que, posteriormente, são
decantados após uma cuidadosa agitação em
amplas piscinas de decantação, onde existem pás
moveis com a finalidade de diminuir a temperatura
da água, bem como oxigená-la.
Vantagem: apresenta baixo custo de instalação.
Desvantagem: não é eficiente devido à formação
de lodo, exige uma desidratação, processo mais
difícil e custoso do que clarificação.
II.2.TIPO DE TRATAMENTO: ABRANDAMENTO
COM CAL
Esta técnica efetuada à temperatura ambiente é,
muitas vezes, considerada uma etapa
complementar da clarificação, porque produz um
benefício adicional ao reduzir a quantidade de
sólidos dissolvidos, precipitando o carbonato de
cálcio, com a adição de cálcio.
Vantagem: permite diminuir a alcalinidade da água
e diminui o Ph da água.
Desvantagem: não é eficiente para diminuir o teor
de sílica na água.
II.3.TIPO DE TRATAMENTO: ABRANDAMENTO
COM CAL QUENTE
É uma técnica que realiza o abrandamento com
cal aquecido a temperaturas próximas de 100 oC
da água de reposição dos geradores de vapor.
Nesta técnica, a água tratada sai a uma
temperatura elevada e sob pressão suficientes
para a separação dos resíduos sólidos na forma
de colóides.
Vantagem: permite diminuir facilmente o teor de
sílica na água.
Desvantagem: devido ao aquecimento e à
pressão elevadas da água, existe o risco de
explosão.
II.4. TIPO DE TRATAMENTO: ALIMENTAÇÃO DE
PRODUTOS QUÍMICOS
É uma técnica que permite eliminar com fluxo
variável os resíduos na água de forma mais
eficiente do que as técnicas citadas anteriormente.
Pode ser caracterizado por mistura rápida dos
elementos químicos, caso exista um ressalto
hidráulico local.
ANEEL – Agência Nacional de Energia Elétrica 111 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.4. TIPO DE TRATAMENTO: FILTRAÇÃO
É uma técnica que utiliza uma superfície granular
que remove fisicamente ( coa ) o material em
suspensão da água.
Vantagem: é uma técnica com menor custo do
que a alimentação por produtos químicos e dotado
de separador a carvão, possui maior eficiência.
Desvantagem: necessita de troca periódica dos
filtros devido à facilidade de entupimento.
II.5. TIPO DE TRATAMENTO: TROCA IÔNICA
É geralmente o método mais prático e flexível de
tratamento de água para geradores de vapor de
alta pressão e outros processos. Consiste na
reação química de uma resina que permite
eliminar íons da água, juntamente com os
minerais existentes. Também é denominado de
desmineralização.
III. MANUNTEÇÃO PREVENTIVA
Neste tipo de manutenção, efetuada de forma a
descobrir eventuais defeitos antes que eles
causem as falhas reais, evitando interromper o
serviço, podem ser destacados:
• Eliminação de plantas, em crescimento
nas margens, que possam prejudicar o
escoamento;
• Monitoramento da presença de trincas e
vazamentos.
Acompanhamento, procedido de pequenas
limpezas de lodo, para evitar o assoreamento dos
canais.
IV. MANUNTEÇÃO CORRETIVA
Neste tipo de manutenção, pode ocorrer uma
interrupção do serviço, sendo a falha prontamente
localizada e as unidades defeituosas corrigidas,
se necessário. É mais comum nas adjacências
dos separadores químicos e pontos de descarga
em rios e/ou mares, destacando-se:
• Impermeabilização das paredes, após
reparação de trincas com resinas
especiais;
• Caso o canal não seja revestido em função
dos ângulos dos taludes marginais, pode-
se recobrir com massa de poliuretano.
• Caso a percolação esteja avançada, deve-
se proceder pela injeção de resinas
especiais nos locais fragilizados;
• Caso o canal esteja assoreado, devido ao
acúmulo de lodo, deve-se desassoreá-lo.
V. VIDA ÚTIL ECONÔMICA
Em conformidade com as caraterísticas
operacionais e da enorme diversidade destes
com as mais diversas aplicações, considerando as
condições do meio, pode-se obter a seguinte
tabela:
Vida útil dos equipamentos esperada
para efeito de depreciação, em anos
Fundações do canal 40
Grades de contenção nos canais
alimentadores 10
Revestimento das paredes para
alvenaria 40
ANEEL – Agência Nacional de Energia Elétrica 112 Estudo de Vida Útil Econômica e Taxa de Depreciação
Dependendo da natureza cáustica ou ácida dos
elementos formadores dos resíduos
descarregados pelas centrais nucleares e de
vapor, pode ocorrer a obsolescência tecnológica
dos canais de descarga, significando a diminuição
da vida útil dos mesmos para um valor menor do
que o estimado na tabela anterior, para fins de
depreciação.
REFERÊNCIAS
[1] Eletronuclear - Eletrobrás, Angra: um
Compromisso Ambiental, pp 26, 2000.
[2] Libanio M., Lúcio V. P., Bernado L., Análise da
Influencia da Variação dos Gradientes de
Velocidade no Desempenho das Unidades de
Floculação, Engennharia Sanitaria e Ambiental, pp
63 a 69, Vol. 2, No. 2, abril / junho de 1997.
[3] Glasstone S., Sesonske A .], Ingenieria de
Reactores Nucleares, Editorial Reverté S. A ., pp
556 a 559, Barcelona, Espanha, 1975.
[4] Santos D. F. F., Tecnologia de Tratamento de
Água, Editora Almeida Neves Ltda, pp 197, Rio de
Janeiro, RJ, 1976.
[5] Rocha M. V., Hidráulica Aplicada às Estações
de Tratamento de Água, Editora Imprimatur Artes
Ltda, pp 564, Belo Horizonte, MG, 1997.
[6] Cappeline G. A ., Principios de Tratamento de
Água Industrial, Drew Produtos Químicos Ltda, pp
16 a 93, São Paulo, SP, 1979.

ANEEL – Agência Nacional de Energia Elétrica 113 Estudo de Vida Útil Econômica e Taxa de Depreciação
Chaminé
RESUMO
A chaminé é um componente de equipamentos
nos quais ocorrem processos de combustão ou
emissão de gases. Geralmente empregadas em
caldeira e fornos, além das turbinas a gás
destinam-se promover a tiragem dos gases e,
consequentemente a sua dissipação na
atmosfera. Atualmente as chaminés são
construídas em chapa de aço ASTM A36, grau A;
e o maior fator que reduz sua vida útil é a
corrosão dos gases de combustão, que ocorre de
dentro para fora e o ataque dos gases
atmosféricos, que neste caso, promovem um
processo corrosivo de fora para dentro. Algumas
ações mitigadoras são recomendadas que se
tomadas adequadamente podem garantir uma
vida útil de aproximadamente 30 anos e dos
ventiladores e exautores de 20 anos.
I. INTRODUÇÃO
A chaminé é o componente destinado a promover
a tiragem dos gases de combustão de
equipamentos nos quais ocorre a combustão.
Não há registros históricos sobre o uso de
chaminés. No iníc io da industrialização, a chaminé
foi usada em fornos à lenha e a carvão. Com o
surgimento das máquinas a vapor no século XIX,
a chaminé passou a incorporar as caldeiras de
barcos, navios, veículos movidos a vapor,
locomóveis, locomotivas e outros.
As chaminés mais rudimentares eram construídas
em alvenaria de pedras. Até meados do século
passado, as chaminés industriais mais comuns
eram fabricadas em alvenaria de tijolos que foram
substituídas por chaminés de chapas de aço,
inicialmente rebitadas e atualmente soldadas.
Em razão da simplicidade do processo de
fabricação de uma chaminé, existem, no Brasil,
diversas empresas de caldeiraria pesada que
estão capacitadas a construir chaminés de aço,
como, por exemplo, a Confab Industrial Ltda e a
Arcturus Consultoria e Serviços Técnicos Ltda.
II. CARACTERÍSTICAS
O processo de fabricação consiste de calandrar as
chapas de aço soldando-as até formar um tubo.
Com vistas a facilitar o transporte e a montagem
de chaminés longas, ela é construída em trechos
que serão soldados na obra até atingir o
comprimento final. Em geral, a sua base é
flangeada, e a chaminé é parafusada no
equipamento térmico. Um cuidado que se toma ao
construir uma chaminé é intercalar os cordões de
solda longitudinais dos trechos de forma que não
sejam coincidentes.
Geralmente, os fabricantes de caldeiras a
fornecem com a chaminé e, para a fabricação de
uma chaminé de reposição, pode-se utilizar o
projeto original que acompanha a caldeira ou se
retiram as dimensões da chaminé original.

ANEEL – Agência Nacional de Energia Elétrica 114 Estudo de Vida Útil Econômica e Taxa de Depreciação
Como já mencionado, a chaminé tem a função de
promover a tiragem, que é processo de introdução
na câmara de combustão do ar de alimentação
para que seja mantida uma queima contínua com
a intensidade desejada e que garante a retirada
dos gases de combustão do local onde ela ocorre
para lançá-la na atmosfera.
A circulação do ar e dos gases quentes da
instalação encontra resistências que criam perdas
de carga, as quais devem ser vencidas pela
tiragem.
Na tiragem natural, a diferença de pressão se
produz pelo efeito criado pela chaminé. Esta
diferença de pressão ocorre devido às pressões
existentes entre a base e topo provocada pela
diferença de temperatura dos gases quentes e do
ar atmosférico. Assim, os gases quentes se
deslocam pelo efeito da gravidade (princípio de
archimedes), ou seja, os gases quentes, por
serem mais leves que o ar atmosférico, tendem a
subir empurrados por uma força devido ao seu
próprio peso e do impulso recebido, que é igual a
diferença entre os pesos de uma chaminé cheia
de ar atmosférico e com igual volume de gases de
combustão.
As primeiras chaminés eram construídas em
alvenaria de pedras, posteriormente de alvenaria
de tijolos, chapas de aço rebitadas e, atualmente,
de chapas de aço soldadas.
As chaminés de alvenaria apresentam problemas
de fuga por existência de frestas. Sua altura
máxima é 100 metros. A perda de carga,
verificada neste tipo de chaminé, é superior às
chaminés de aço. Para uma velocidade de
escoamento de 4 a 8 m/s e diâmetro de 0,5 a 2 m,
o coeficiente de atrito situa-se entre 0,03 e 0,04,
enquanto que, em chaminés de aço, para estes
mesmos parâmetros, o coeficiente de atrito é
0,025. Para valores fora daqueles apresentados, a
perda de carga em chaminés situa-se entre 0,5 e
1,5 mmH2O (milímetros de coluna de água) por
metro linear de chaminé.
As chaminés de chapas de aço devem receber
proteção anticorrosiva na superfície externa e
revestidas internamente para evitar a corrosão
dos gases. Sua altura máxima é de
aproximadamente 40 metros, e sua vida útil é
inferior às chaminés de alvenaria.
Geralmente, para tiragem natural, adotam-se
chaminés na forma troco-cônica com inclinação de
parede de 0,013 para se obterem velocidades de
saída de gases de 5 a 10 m/s, compensando a
redução do volume, ocasionada pela diminuição
da temperatura. As dimensões de uma chaminé
para tiragem natural dependem, essencialmente,
da sua descarga (peso dos gases que saem por
unidade de tempo) e da respectiva perda de carga
da instalação.
Como pode ser concluído pelo que foi
apresentado, a tiragem natural depende das
condições atmosféricas e da temperatura média
dos gases de combustão, que varia com o regime
operacional das instalação, além da altura da
chaminé.
Muitas vezes, a tiragem é comprometida em razão
da perda de carga ultrapassar certos valores ou

ANEEL – Agência Nacional de Energia Elétrica 115 Estudo de Vida Útil Econômica e Taxa de Depreciação
porque as instalações são operadas fora do seu
regime normal ou, ainda, por exigência ambiental,
a chaminé tem que ter uma altura que garanta a
dissipação dos gases. Nestes caso, há
necessidade de tiragem mecânica, em que o
deslocamento dos gases é obtido por ação
mecânica, através de injetores de vapor ou
insuflamento de ar. Exceto por questão ambiental,
as instalações com tiragem mecânica não
necessitam de chaminés tão altas quanto aquelas
com tiragem natural. O custo inicial do sistema de
tiragem mecânica e a sua depreciação são, às
vezes, inferiores aqueles correspondentes a uma
chaminé por tiragem natural que produz o mesmo
efeito.
A tiragem mecânica possui, ainda, a vantagem de
atingir elevadas potencialidades específicas (até
500 kgf/m2h), praticamente não depende das
condições atmosféricas, podem ser utilizados
combustíveis cujos gases têm alto teor de
particulados. Não apresenta problemas com a
utilização de economizadores, pré-aquecedores e
superaquecedores. Responde melhor à variação
de carga da instalação, porém seus equipamentos
podem consumir até 3 por cento da potência da
instalação, além da manutenção requerida.
Portanto, sua aplicação deve ser indicada quando
a tiragem natural não for suficiente.
Os sistemas de tiragem mecânica podem ser
classificados da seguinte forma:
• Tiragem forçada - é feita com ventiladores
centrífugos ou axiais para menores
pressões ou por injetores de vapor,
insuflando ar ou vapor na parte inferior da
grelas ou na câmara de combustão. Por
operar com pressões positivas, os
sistemas de insuflamento devem ter
perfeita vedação do invólucro externo para
impedir qualquer fuga de gás. As
vantagens destes sistemas são operar
com fluido frio, refrigerar a fornalha,
evitando aderência de particulado, porém,
é de difícil regulagem e pouco econômico;
• Tiragem induzida;
• Indireta: pode ser efetuada através de
injetores de vapor colocados na base da
chaminé. São aplicáveis em instalações
marítimas, locomotivas e em algumas
chaminés industriais de emergência. São,
portanto, mais comuns em instalações de
pequeno porte. Este tipo de tiragem pode
ser, também, obtido por ventiladores
centrífugos que aspiram o ar atmosférico
ou parte dos gases de combustão,
captados próximos à base da chaminé,
insuflando-os dentro da chaminé em uma
redução de seção que forma um efeito
venturi. Este tipo de tiragem é, também,
denominado de tipo Prat;
• Direta - Este tipo constitui o sistema mais
difundido nos geradores de vapor, em
razão do seu alto rendimento e por usar
chaminés convencionais. Ele utiliza um
exaustor instalado na base da chaminé
que aspira os gases de combustão no
conduto de alimentação da chaminé,
descarregando-os em um ponto acima. O
tubo de injeção dos gases não é intrusivo;
• Tiragem mista - É uma combinação da
tiragem forçada e induzida, sendo os
sistemas dotados para grandes
instalações, providas de grelas mecânicas
ANEEL – Agência Nacional de Energia Elétrica 116 Estudo de Vida Útil Econômica e Taxa de Depreciação
ou pré-aquecedores de ar. Este sistema é
constituído por um ventilador que vence as
perdas de carga do circuito de ar (pré-
aquecedor) e um exaustor que vence as
perdas do circuito de gases da câmara de
combustão até a chaminé. Este sistema
permite a operação em qualquer nível de
pressão interior da instalação. Contudo,
são preferíveis pressões inferiores à
atmosférica, que impedem o escape dos
gases de combustão em qualquer ponto
abaixo da chaminé. Isto é particularmente
importante sob o aspecto de segurança.
As chaminés possuem um sistema de controle de
descarga, automático ou manual, geralmente
registros de controle, que regulam o escoamento
dos gases de acordo com a combustão desejada,
visto que a combustão é dimensionada para a
descarga máxima. Isto é feito variando-se a seção
de passagem dos gases pelos condutos, de forma
a garantir a circulação, entrada de ar e perfeita
combustão. Os registros mais utilizados são do
tipo venezianas múltiplas que proporcionam perda
de carga proporcional à redução da seção.
III. MANUTENÇÃO PREDITIVA
Ë aconselhável que, durante a parada anual de
manutenção das instalações, seja feita a medição
da espessura da parede da chaminé no caso de
chaminé de aço, ao longo de todo o seu
comprimento e em pelo menos dois pontos em
um mesmo perímetro. Geralmente, esta
verificação é feita com medidor de espessura
eletromagnético. É aconselhável que a medição
seja efetuada sempre nos mesmos pontos, o que
possibilitará desenvolver um plano de manutenção
preditiva e programar sua manutenção ou
substituição com antecedência.
Analogamente, é aconselhável a verificação da
temperatura da parede externa das chaminés. Isto
pode ser feito com sistema de infravermelho ou
mediante a pintura da chaminé com tinta
anticorrosiva, que altera sua cor quando a
temperatura atinge determinados valores.
Também equipamentos auxiliares como
ventiladores e exaustores devem ser
inspecionados sob o aspecto da manutenção
preditiva. Nestes equipamentos, o mais comum é
efetuar medições de vibração e de temperatura
dos mancais. Estas medições podem ser
periódicas ou em tempo real através de um
sistema informatizado supervisório.
IV. MANUTENÇÃO PREVENTIVA
As principais manutenções preventivas
relacionadas com chaminés e seus equipamentos
auxiliares referem-se à manutenção da perda de
carga em níveis aceitáveis de forma a evitar
redução na descarga dos gases de combustão.
Nas chaminés sem revestimento, é muito comum
haver corrosão de dentro para fora, e somente um
bom controle do processo de combustão e a
utilização de combustíveis com baixo teor de
enxofre podem reduzir a taxa de emissão de NOx
e Sox que, em contato com vapor d'água, formam
ácido que atacam o metal da chaminé.
Para prevenir a corrosão atmosférica sobre a
parede externa da chaminé é recomendada a
aplicação anual de tinta anticorrosiva específica

ANEEL – Agência Nacional de Energia Elétrica 117 Estudo de Vida Útil Econômica e Taxa de Depreciação
para superfícies que operam em altas
temperaturas. Neste caso, deve-se seguir a risca
as recomendações dos fabricantes deste tipo de
tinta, tomando-se cuidado na preparação da
superfície e na aplicação da tinta, o que deve ser
feito por pessoal qualificado. O mesmo se aplica
aos equipamentos auxiliares, tomando-se o
cuidado de, nos motores elétricos, não se aplicar
tinta nova sobre a camada antiga, de tal forma
que reduza a transmissão de calor através da sua
carcaça.
Caso a chaminé apresente aumento na perda de
carga, é aconselhável fazer uma inspeção de
avaliação da espessura da camada de fuligem
depositada na sua parede interna, que deve ser
removida com cuidado para não danificar a
proteção existente.
No caso de chaminés revestidas, deve-se fazer
um controle da espessura e do estado físico do
revestimento. No caso de haver problemas com o
revestimento, isto pode ser detectado através de
medição de temperatura da parede externa.
IV. MANUTENÇÃO CORRETIVA
Normalmente se detecta a necessidade de
manutenção corretiva nas chaminés quando se
visualizam furos ou quando as leituras fornecidas
pelos instrumentos mencionados indiquem a
necessidade de intervenção. Pode ocorrer que as
chaminés com degraus comecem a perdê-los,
sendo um forte indicativo, para aquelas empresas
que não investiram na prevenção, que a chaminé
apresenta problema estrutural. Geralmente,
quando isto ocorre, toda a chaminé está
comprometida, não sendo aconselhável que se
efetuem pequenos remendos, mas sim
providencie a sua substituição.
As chaminés de grande envergadura são
sustentadas, também, por tirantes que devem ser
anualmente checados quanto ao seu estado de
conservação, pois a ruptura de um destes tirantes
em um vendaval pode destruir a chaminé.
Nos equipamento auxiliares, como ventiladores e
exaustores, pode ocorrer necessidade de
intervenção não programada. Normalmente, trata-
se de problemas nos mancais por lubrificação
deficiente. Este é o motivo pelos quais
equipamentos de grande responsabilidade são
continuamente monitorados, inclusive com
alarmes.
Estas manutenções de emergência requerem a
parada de operação das instalações pelo tempo
que for necessário ao seu reparo, pois,
normalmente, em sistemas de geração de
potência, são empregados equipamentos de
grande porte que não têm sobressalentes.
No caso dos tirantes, não é permitido que eles
falhem, porque isto dar-se-á na situação mais
crítica do ponto de vista de comprometimento da
chaminé. Contudo, caso isto ocorra sem danos à
chaminé, ele deve ser substituído imediatamente
e nunca emendado.
Independente do tipo de chaminé, visualmente se
detecta o início do processo de deterioração nas
bordas da saída dos gases para a atmosfera,
porque nesta região há maior formação de ácidos.

ANEEL – Agência Nacional de Energia Elétrica 118 Estudo de Vida Útil Econômica e Taxa de Depreciação
Sempre que isto for verificado, deve-se proceder o
reparo na próxima parada da instalação.
V. VIDA ÚTIL ECONÔMICA
A vida útil das chaminés de aço não revestidas
depende diretamente da qualidade dos gases de
combustão e da disponibilidade da instalação, ou
seja, nas paradas muito longas há condensação
de vapor d'água na parede interna da chaminé,
elevando-se a taxa de corrosão.
Em instalações que queimam óleo combustível, a
vida útil da chaminé é inferior àquela onde se
queima gás natural. Aconselha-se que a vida útil
das chaminés de instalações que queimam óleo
combustível seja de 20 anos e daquelas que
queimam gás natural seja de 30 anos.
A vida útil de ventiladores e de exautores de
tiragem em instalações geradores de vapor é
definida pelo desgaste nos mancais e pela
corrosão das partes internas. Mantidos em boas
condições de manutenção, a vida econômica
recomendada para estes itens seja 20 anos.
REFERÊNCIAS
[1] Flores, Valadão; Apostila do curso de
engenharia mecânica da Escola Federal de
Engenharia de Itajubá.

ANEEL – Agência Nacional de Energia Elétrica 119 Estudo de Vida Útil Econômica e Taxa de Depreciação
Chave (Sistema de Distribuição)
RESUMO
Chave é o dispositivo destinado a fechar ou abrir
um circuito elétrico, entre limites estabelecidos de
tensão e de corrente, nunca excedentes às
condições normais do circuito. A aplicação de
chaves no sistema de distribuição tem como
principais finalidades: a proteção dos mesmos, a
possibilidade de divisão e manobra de circuitos.
Os principais tipos de chaves encontrados no
sistema de distribuição são: chaves faca, chaves-
fusíveis e chaves a óleo. Existem diversos tipos
de chaves de faca e respectivas combinações:
unipolar, multipolar, uma direção, duas direções,
com base própria e ligações na face anterior, etc.
A chave-fusível é o dispositivo constituído de um
porta-fusível e demais partes destinadas a receber
um elo-fusível, que é um peça facilmente
substituível, composta de um elemento sensível a
passagem de sobrecorrentes. As chaves a óleo
podem ser utilizadas para energização e
desenergização de bancos de capacitores, estas
chaves ficam imersas em um tanque com um óleo
isolante para possibilitar sua operação em carga.
No sistema de distribuição são utilizados os
seguintes métodos de inspeção: total ou poste-a-
poste, setorial e por amostragem. Segundo os
critérios vigentes, são executados os seguintes
tipos de inspeção nas redes e linhas de
distribuição: inspeção visual e instrumental. Como
as chaves geralmente operam quando há uma
corrente insignificante passando por seus
terminais, com exceção das chaves a óleo, este
equipamento terá sua vida útil beneficiada pelo
fato de não estar operando sob condições de
grandes arcos elétricos que contribuem para o
maior desgaste do mesmo. Levando isso em
consideração, juntamente com o rápido
desenvolvimento de equipamentos de medição
muito mais precisos e eficientes, pode-se estimar
uma vida útil econômica de 15 anos para as
chaves aplicadas no sistema de distribuição.
I. INTRODUÇÃO
Chave é o dispositivo destinado a fechar ou abrir
um circuito elétrico, entre limites estabelecidos de
tensão e de corrente, nunca excedentes às
condições normais do circuito.
A aplicação de chaves no sistema de distribuição
tem como principais finalidades: a proteção dos
mesmos, a possibilidade de divisão e manobra de
circuitos.
Os principais tipos de chaves encontrados no
sistema de distribuição são: chaves faca, chaves-
fusíveis e chaves a óleo.
As principais normas técnicas brasileiras
relacionadas são:
• NBR8124 – Chaves fusíveis de distribuição
(classe 2) (11/1990): Fixa condições
exigíveis para chaves fusíveis de
distribuição tipo expulsão simples na
direção dos contatos articulados de
ANEEL – Agência Nacional de Energia Elétrica 120 Estudo de Vida Útil Econômica e Taxa de Depreciação
abertura automática, para instalação
externa e tensão máxima do equipamento
até 38 kV;
• NBR5381 – Chaves de faca, tipo
seccionadora, não blindadas para baixa
tensão (12/1981): Fixa método pelo qual
devem ser ensaiadas as chaves de faca,
tipo seccionadora, não blindadas para
baixa tensão;
• NBR10860 – Chaves tripolares para redes
de distribuição - Operação em carga
(06/1989): Fixa condições e requisitos
mínimos exigíveis de chaves tripolares
para redes de distribuição, operação em
carga, 60 Hz, para instalação interna e
externa para tensões nominais de 1,2 kV
até 36,2 kV, inclusive. Aplica-se, também,
aos dispositivos de operação dessas
chaves e aos seus equipamentos
auxiliares;
• NBR5355 – Chaves de faca, tipo
seccionadora, não blindadas para baixa
tensão (09/1981): Fixa características
exigíveis no recebimento de chaves de
faca tipo seccionadora para baixa tensão
(não blindadas), para uso obrigatório,
destinadas a circuitos de não mais de
600V ou de 6000A;
II. CARACTERÍSTICAS
II.1. CHAVES DE FACA
Existem diversos tipos de chaves de faca e
respectivas combinações: unipolar, multipolar,
uma direção, duas direções, com base própria e
ligações na face anterior, com base própria e
ligações na face posterior, sem base própria, sem
porta-fusíveis, com porta fusíveis, sem interrupção
rápida e com interrupção rápida.
A chave de faca é composta das seguintes partes:
• Base: deve ser de material isolante, de boa
resistência mecânica, incombustível e
resistente à umidade;
• Partes condutoras de corrente: as lâminas,
as garras, os terminais e as peças de
montagem devem ser de cobre, devem ter
resistência mecânica adequada, assim
como seção reta transversal e área de
contato suficientes para evitarem elevação
de temperatura superior a 30 °C quando
conduzindo a corrente nominal da chave;
• Articulação e lâminas: as dimensões das
lâminas devem seguir o indicado nas
normas e a articulação, quando
empregada também como parte condutora
de corrente, deve ser dotada de arruelas
de pressão, pressas por contra-porca, pino
ou equivalente;
• Travessas: a travessa das chaves deve
ficar presa a todas as lâminas, de maneira
a não ser possível afrouxamento, giro ou
torção;
• Terminais: fazem a ligação dos condutores
do circuito da instalação, com dimensões
correspondentes aos valores nominais das
mesmas.
II.2. CHAVES-FUSÍVEIS
A chave-fusível é o dispositivo constituído de um
porta-fusível e demais partes destinadas a receber
um elo-fusível, que é um peça facilmente
substituível, composta de um elemento sensível a
passagem de sobrecorrentes.

ANEEL – Agência Nacional de Energia Elétrica 121 Estudo de Vida Útil Econômica e Taxa de Depreciação
Por ocasião da circulação de sobrecorrente em
uma chave-fusíveo, devido ao efeito térmico, o
elemento fusível se funde, interrompendo o
circuito. A alta temperatura do arco provoca a
queima e a decomposição parcial do revestimento
interno do cartucho, gerando gases que
interrompem o arco no instante de corrente nula.
A pressão dentro do cartucho aumenta em função
dos incrementos de temperatura e a geração dos
gases cria condições dentro do tubo que ajudam a
desionizar o caminho do arco. A pressão exercida
também ajuda a manter a condição de circuito
aberto, uma vez que as partículas ionizadas
forçam a abertura das extremidades do cartucho
sendo expelidas em seguida.
A chave-fusível é composta das seguintes partes:
• Elo-fusível: é a parte de uma chave-fusível
destinada a ser substituída depois de sua
operação;
• Elemento fusível: é a parte de um elo-
fusível que se funde ou se rompe quando a
chave-fusível opera;
• Cartucho: é a parte móvel removível de
uma chave-fusível destinada a receber um
elo-fusível, mas não incluindo este;
• Tubo: é uma peça cilíndrica de material
isolante, constituinte do cartucho e
destinado a extinguir o arco através dos
gases formados pelo mesmo;
• Tubinho de elo-fusível: é o tubo de material
isolante que envolve o elemento fusível,
utilizado para elos-fusíveis de corrente
nominal até 100 A;
• Porta-fusível: é a parte fixa de uma chave-
fusível provida com terminais para
conexão a um circuito exterior, destinada a
fixar o cartucho com o elo-fusível;
• Indicador: é a parte de uma chave-fusível
destinada a dar, no próprio local, uma
indicação de que a chave operou.
II.3. CHAVES A ÓLEO
As chaves a óleo podem ser utilizadas para
energização e desenergização de bancos de
capacitores, estas chaves ficam imersas em um
tanque com um óleo isolante para possibilitar sua
operação em carga.
Sua especificação para chaveamento de
capacitores deve ser feita com base na
comparação entre as seguintes características da
chave e as correspondentes do sistema no ponto
considerado, para verificação de compatibilidade:
• Tensão máxima nominal;
• Freqüência nominal;
• Freqüência nominal transitória de inrush;
• Corrente nominal de regime permanente;
• Corrente nominal de chaveamento
capacitivo;
• Corrente nominal simétrica de fechamento
(em curto-circuito);
• Corrente nominal assimétrica de
fechamento (em curto-circuito);
• Corrente nominal transitória de fechamento
com alta freqüência (inrush);
• Corrente nominal assimétrica
momentânea;
• Corrente nominal simétrica em meio
segundo;
• Corrente nominal simétrica em um
segundo;
• Tensão nominal de impulso.
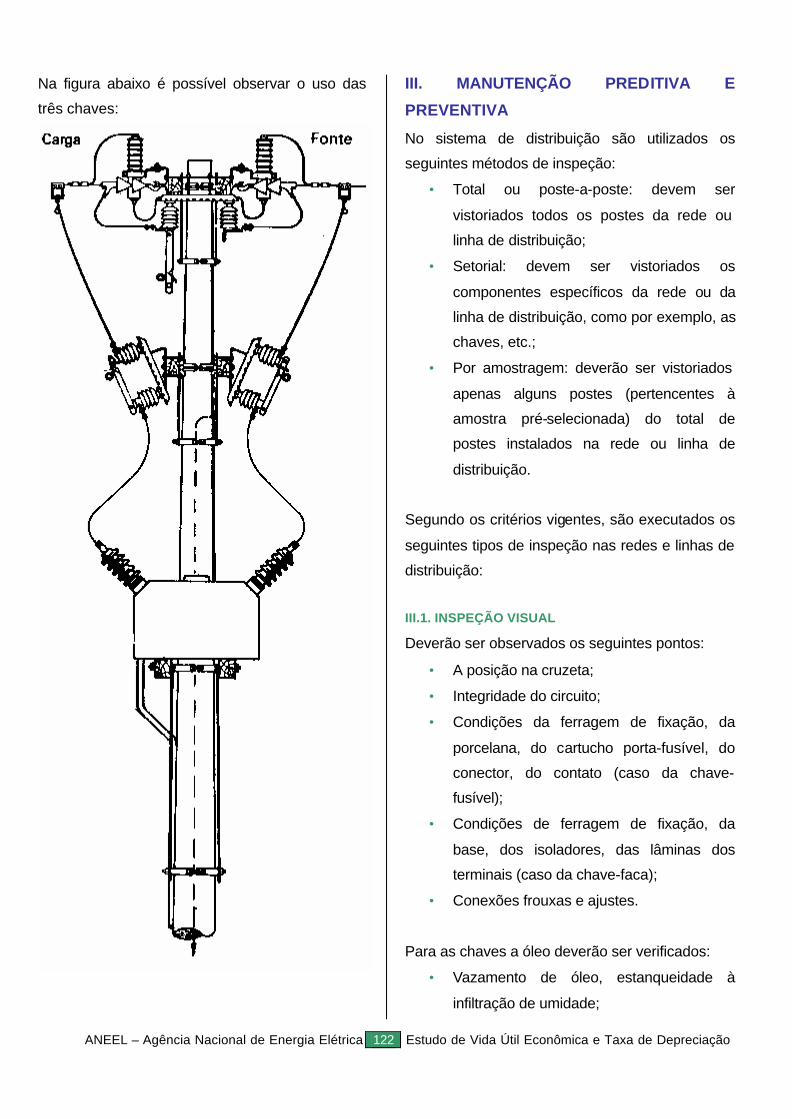
ANEEL – Agência Nacional de Energia Elétrica 122 Estudo de Vida Útil Econômica e Taxa de Depreciação
Na figura abaixo é possível observar o uso das
três chaves:
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
No sistema de distribuição são utilizados os
seguintes métodos de inspeção:
• Total ou poste-a-poste: devem ser
vistoriados todos os postes da rede ou
linha de distribuição;
• Setorial: devem ser vistoriados os
componentes específicos da rede ou da
linha de distribuição, como por exemplo, as
chaves, etc.;
• Por amostragem: deverão ser vistoriados
apenas alguns postes (pertencentes à
amostra pré-selecionada) do total de
postes instalados na rede ou linha de
distribuição.
Segundo os critérios vigentes, são executados os
seguintes tipos de inspeção nas redes e linhas de
distribuição:
III.1. INSPEÇÃO VISUAL
Deverão ser observados os seguintes pontos:
• A posição na cruzeta;
• Integridade do circuito;
• Condições da ferragem de fixação, da
porcelana, do cartucho porta-fusível, do
conector, do contato (caso da chave-
fusível);
• Condições de ferragem de fixação, da
base, dos isoladores, das lâminas dos
terminais (caso da chave-faca);
• Conexões frouxas e ajustes.
Para as chaves a óleo deverão ser verificados:
• Vazamento de óleo, estanqueidade à
infiltração de umidade;

ANEEL – Agência Nacional de Energia Elétrica 123 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Nível do óleo;
• Número de operações;
• Posição da alavanca (ligada ou desligada);
• Integridade das buchas e da ligação a
terra.
III.2. INSPEÇÃO INSTRUMENTAL
Dentre os critérios vigentes, são os seguinte os
tipos de inspeção instrumental:
• Inspeção com o termovisão aplicada nos
terminais de chaves;
• Inspeção com termodetector;
• Inspeção de radiointerferência em chaves
de manobra e chaves-fusíveis;
• Inspeção através de medição de
grandezas elétricas.
IV. VIDA ÚTIL ECONÔMICA
Como as chaves geralmente operam quando há
uma corrente insignificante passando por seus
terminais, com exceção das chaves a óleo, este
equipamento terá sua vida útil beneficiada pelo
fato de não estar operando sob condições de
grandes arcos elétricos que contribuem para o
maior desgaste do mesmo.
Levando isso em consideração, juntamente com o
rápido desenvolvimento de equipamentos de
medição muito mais precisos e eficientes, pode-se
estimar uma vida útil econômica de 15 anos para
as chaves aplicadas no sistema de distribuição.
REFERÊNCIAS
[1] Manutenção e Operação de Sistemas de
Distribuição – Volume 4. Editora Campus /
Eletrobrás, 1982.
[2] Manual de Construção de Redes – Volume 6.
Editora Campus / Eletrobrás, 1988.
[3] Proteção de Sistemas Aéreos de Distribuição –
Volume 2. Editora Campus / Eletrobrás, 1982.

ANEEL – Agência Nacional de Energia Elétrica 124 Estudo de Vida Útil Econômica e Taxa de Depreciação
Chave (Sistema de Transmissão)
RESUMO
As chaves podem desempenhar nas subestações
diversas funções, sendo a mais comum de
seccionamento de circuitos por necessidade
operativa, ou por necessidade de isolar
componentes do sistema (equipamentos ou
linhas) para realização de manutenção nos
mesmos. Estes equipamentos devem ter uma
suportabilidade entre terminais às solicitações
dielétricas de forma que o pessoal de campo
possa executar o serviço de manutenção em
condições adequadas de segurança. Podem ser
classificadas de acordo com suas características e
funções que desempenham nas subestações de
alta tensão: seccionadoras, chaves de terra,
chaves de operação em carga, chaves de
aterramento rápido. São muitos os fatores que
influem na escolha do tipo de seccionador ser
usado: nível de tensão e esquema de manobra da
subestação, limitações de área ou de
afastamentos elétricos, função desempenhada,
etc. O mecanismo de operação dos seccionadores
pode ser: manual, feita através de uma manivela
(ou volante) localizada na base do seccionador;
motorizada, feita por um mecanismo que, através
de hastes, comanda a operação conjunta dos três
pólos ou por mecanismos independentes para
cada pólo do seccionador. De uma maneira geral,
a manutenção preventiva dos equipamentos de
manobra verifica a integridade de seus três
componentes fundamentais: o sistema de
isolamento, a parte condutora nas chaves; o
mecanismo de acionamento. As principais tarefas
de manutenção com o equipamento energizado
são: verificação de trincas nos isoladores de
porcelana, corrosão em componentes,
desalinhamento entre lâminas móveis de
seccionadores na posição aberta. Como as
chaves geralmente operam quando há uma
corrente insignificante passando por seus
terminais, com exceção da chave de operação em
carga, este equipamento terá sua vida útil
beneficiada pelo fato de não estar operando sob
condições de grandes arcos elétricos que
contribuem para o maior desgaste do mesmo.
Levando isso em consideração, pode-se estimar
uma vida útil econômica de 30 anos para as
chaves aplicadas no sistema de transmissão.
I. INTRODUÇÃO
As chaves podem desempenhar nas subestações
diversas funções, sendo a mais comum de
seccionamento de circuitos por necessidade
operativa, ou por necessidade de isolar
componentes do sistema (equipamentos ou
linhas) para realização de manutenção nos
mesmos.
As chaves devem ter uma suportabilidade entre
terminais às solicitações dielétricas de forma que
o pessoal de campo possa executar o serviço de
manutenção em condições adequadas de
segurança.

ANEEL – Agência Nacional de Energia Elétrica 125 Estudo de Vida Útil Econômica e Taxa de Depreciação
Na seleção e adequada utilização das chaves em
sistemas de alta-tensão, devem ser observadas
as características do sistema em que elas serão
aplicadas e a função que devem desempenhar.
As chaves podem ser classificadas de acordo com
suas características e funções que desempenham
nas subestações de alta tensão:
• Seccionadoras: não podem operar em
carga; servem para contornar (baipassar) e
isolar equipamentos, como disjuntores e
capacitores série, para a execução de
manutenção ou por necessidade operativa
e manobrar circuitos entre os barramentos
de uma subestação;
• Chaves de terra: servem para aterrar
componentes do sistema em manutenção
ou linhas de transmissão, barramentos ou
bancos de capacitores em derivação;
• Chaves de operação em carga: servem
para abrir e/ou fechar determinados
circuitos em carga e manobrar bancos de
reatores e de capacitores;
• Chaves de aterramento rápido: necessitam
de tempos de fechamento extremamente
rápidos, exigindo quase sempre
acionamento por explosivos; servem para
aterrar determinados componentes
energizados, normalmente com o objetivo
de provocar uma falta intencional na rede,
de forma a sensibilizar os sistemas de
proteção.
A principal norma técnica brasileira relacionada é:
• NBR6935 – Seccionador, chaves de terra
e aterramento rápido (01/1985): Fixa
condições exigíveis e ensaios referentes a
seccionadores, chaves de terra e de
aterramento rápido a serem utilizados em
instalações internas e externas, para
tensões acima de 1000 V e à freqüência
industrial, bem como a seus dispositivos
de operação e seus equipamentos
auxiliares;
II. CARACTERÍSTICAS
II.1. SECCIONADORES E CHAVES DE TERRA
Há diversos tipos construtivos de seccionadores
normalmente utilizados em subestações de
EAT/UAT:
• Abertura lateral;
• Abertura vertical;
• Vertical reverso;
• Dupla abertura;
• Semi-pantográfico horizontal;
• Semi-pantográfico horizontal e vertical;
• Abertura central;
• Semi-pantográfico vertical;
• Pantográfico.
São muitos os fatores que influem na escolha do
tipo de seccionador ser usado: nível de tensão e
esquema de manobra da subestação, limitações
de área ou de afastamentos elétricos, função
desempenhada, etc. Sendo que é possível
fornecer determinadas características de alguns
seccionadores que podem influenciar na escolha
do tipo a ser utilizado:
• Os seccionadores de abertura lateral e de
abertura central acarretam espaçamentos
entre eixos de fases maiores que os
demais, para manter o espaçamento fase-
fase especificado;

ANEEL – Agência Nacional de Energia Elétrica 126 Estudo de Vida Útil Econômica e Taxa de Depreciação
• O seccionador de dupla abertura é crítico
para tensões maiores que 345 kV, pois as
lâminas tornam-se muito longas e tendem
a sofrer deformações principalmente nos
esquemas de manobra em que
determinados seccionadores operam
normalmente abertos;
• Os seccionadores pantográficos, semi-
pantográficos e verticais reversos
apresentam a vantagem de economia de
área, os três pólos não precisam
necessariamente estar alinhados como
nos tipos de seccionadores com
acionamento conjunto dos pólos e as
fundações são menores. Eventualmente os
seccionadores pantográficos podem
apresentar maior freqüência de
manutenção para o ajuste das
articulações. Estes tipos de seccionadores
apresentam maior utilização como
seccionadores de by-pass e como
seccionadores seletores de barra.
Seccionadores de EAT (242 a 550 kV) e de UAT
(≥ 800 kV), se tiverem lâminas de terra, estas
devem ficar localizadas no terminal de articulação
a fim de se evitar formação de corona nos
contatos das lâminas principais quando o
seccionador está aberto com um terminal
energizado e o outro aterrado. Da mesma forma,
os seccionadores isoladores dos disjuntores
devem ter o terminal de articulação localizado do
lado disjuntor.
Os acessórios normalmente solicitados em
especificações de seccionadores e chaves de
terra são:
• Conectores para fixação de tubos ou
cabos aos terminais dos seccionadores;
• Concectores de aterramento para fixação
dos cabos de aterramento à base dos
seccionadores;
• Indicador de posição das lâminas (aberta
ou fechada);
• Dispositivos de intertravamento entre os
mecanismos de comando manual e
motorizado das lâminas dos
seccionadores;
• Dispositivos de intertravamento entre as
lâminas principais e as de terra;
• Botoeiras, termostatos, lâmpadas
indicadoras, contadores de operação, etc.
para o mecanismo de operação
motorizado.
O mecanismo de operação dos seccionadores
pode ser:
• Manual: feita através de uma manivela (ou
volante) localizada na base do
seccionador;
• Motorizada: feita por um mecanismo que,
através de hastes, comanda a operação
conjunta dos três pólos ou por
mecanismos independentes para cada
pólo do seccionador.
II.2. CHAVES DE OPERAÇÃO EM CARGA
A chave de operação em carga é utilizada em
substituição ao disjuntor em operações de
interrupção ou de restabelecimento de correntes
significativas como, por exemplo, nos
chaveamentos de grandes bancos de capacitores,
de reatores ou de filtros de harmônicos em
subestações conversoras de corrente.
ANEEL – Agência Nacional de Energia Elétrica 127 Estudo de Vida Útil Econômica e Taxa de Depreciação
A decisão de utilização deste tipo de chave deve
ser baseada em considerações técnicas e
econômicas:
• Avaliação da capacidade de interrupção da
chave para a corrente nominal capacitiva
ou indutiva correspondente à potência do
banco, ou de limitação da corrente de
inrush durante a energização do banco.
Estas chaves não são utilizadas para as
correntes de falta nos bancos;
• Comparação do custo da chave de
operação em carga em relação ao custo
do disjuntor.
As chaves de operação em carga são constituídas
basicamente de um seccionador com dispositivos
de interrupção de corrente e, eventualmente, com
dispositivos de limitação de corrente (resistores)
no fechamento. O número de unidades de
interrupção em série, da mesma forma que nos
disjuntores, depende da corrente a ser
interrompida e dos requisitos de tensão de
restabelecimento transitória.
A seqüência de operação destas chaves na
abertura consiste inicialmente na interrupção da
corrente pela unidade de interrupção e posterior
abertura da lâmina principal. Seqüência de
fechamento da chave: fechamento de contatos da
unidade de interrupção e posterior fechamento a
alta velocidade da lâmina principal.
A manutenção destas chaves é mais simples e
rápida que a de disjuntores, bastando a
substituição da unidade de interrupção (SF6). Se
os critérios de segurança de manutenção o
permitirem, a reposição da unidade de interrupção
poderá ser realizada simplesmente com a
abertura da lâmina principal da chave. Caso
contrário, haverá a necessidade de um
seccionador ou de um elo removível para isolar a
chave de operação em carga antes da
manutenção.
A chave de operação em carga é normalmente
projetada para uma freqüência de operação
(abertura/fechamento) de duas ou mais vezes por
dia. Algumas concessionárias americanas
especificam 5000 operações antes da reposição
de qualquer componente da chave, sendo que há
algumas que citam 10000 operações.
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
A periodicidade da manutenção preventiva é
função, principalmente, de suas condições de
operação: tipo de circuito a ser chaveado,
freqüência com que são operados, intensidade
das correntes interrompidas, etc.; bem como de
outros fatores secundários, tais como condições
climáticas, histórico do equipamentos, etc.
De uma maneira geral, a manutenção preventiva
dos equipamentos de manobra verifica a
integridade de seus três componentes
fundamentais:
• O sistema de isolamento;
• A parte condutora nas chaves;
• O mecanismo de acionamento.
As principais tarefas de manutenção com o
equipamento energizado são:
• Verificação de trincas nos isoladores de
porcelana;
• Corrosão em componentes;

ANEEL – Agência Nacional de Energia Elétrica 128 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Desalinhamento entre lâminas móveis de
seccionadores na posição aberta.
Este tipo de manutenção pode ser realizado como
um procedimento da rotina de trabalho dos
responsáveis pela operação das subestações.
A manutenção preventiva inclui, além das
inspeções externas realizadas com o equipamento
energizado, outras atividades que também têm
função de assegurar a operação satisfatória e
contínua dos equipamentos. Existem ensaios
cujos resultados auxiliam na avaliação do estado
ou comportamento de um componente ou de um
conjunto de componenetes sujeitos a desgaste.
Este procedimentos requerem que o equipamento
esteja desenergizado, indisponível para o sistema
no qual está instalado. Os principais ensaios de
manutenção são:
• Ensaios de isolamento;
• Ensaios de resistência de contato;
• Verificação dos tempos de operação;
• Ajustes e lubrificação do mecanismo de
acionamento e verificações gerais
IV. VIDA ÚTIL ECONÔMICA
Hoje em dia, já se dispõe de métodos bastante
eficientes na detecção de falhas e na solução das
mesmas, o que vem colaborar em muito com a
realização de manutenções preventivas.
Como as chaves geralmente operam quando há
uma corrente insignificante passando por seus
terminais, com exceção da chave de operação em
carga, este equipamento terá sua vida útil
beneficiada pelo fato de não estar operando sob
condições de grandes arcos elétricos que
contribuem para o maior desgaste do mesmo.
Levando isso em consideração, juntamente com o
rápido desenvolvimento de equipamentos de
medição muito mais precisos e eficientes, pode-se
estimar uma vida útil econômica de 30 anos para
as chaves aplicadas no sistema de transmissão.
REFERÊNCIAS
[1] A.C.C. de Carvalho, et al. Disjuntores e Chaves
– Aplicação em Sistemas de Potência. Editora da
Universidade Federal Fluminense, 1995.
[2] A. D’Ajuz, et al. Equipamentos Elétricos –
Especificação e Aplicação em Subestações de
Alta Tensão. Furnas, 1985.
ANEEL – Agência Nacional de Energia Elétrica 129 Estudo de Vida Útil Econômica e Taxa de Depreciação
Compensador de Reativos
RESUMO
Uma demanda crescente de energia que ofereça
elevada segurança no fornecimento, porém
mantendo uma reserva favorável sob o ponto de
vista de custo, exige a instalação de sistemas
eficientes de transmissão e distribuição. A
compensação de reativos em redes de
transmissão e sistemas interligados visa atender
as crescentes exigências de uma transmissão de
energia elétrica com elevada segurança e
qualidade. Para isso, são utilizados os
compensadores de reativos. De acordo com as
necessidades de projeto e as características do
sistema, existem diferentes configurações e
equipamentos que podem ser utilizados para a
compensação de reativos. De uma maneira geral,
existem duas formas possíveis de compensação
de potência reativa, além da própria potência
reativa do gerador: a compensação paralela e a
compensação série. A compensação paralela é
feita através de unidades reguladas ou chaveadas
ligadas em paralelo com o sistema de transmissão
em determinados pontos da rede, enquanto a
compensação série é feita com a instalação de
elementos de potência reativa em série na linha
de transmissão. Considerando-se as diferenças
construtivas e operativas das diversas
possibilidades de circuitos e equipamentos que
podem ser empregados para a compensação de
reativos, pode-se estimar a vida útil econômica
dos compensadores de reativos em 30 anos.
I. INTRODUÇÃO
Um sistema interligado é composto, basicamente,
da geração, transmissão e distribuição de
potência que englobam as linhas de transmissão,
cabos, transformadores, equipamentos de
manobra, etc., e dos consumidores que
correspondem às cargas do sistema elétrico.
A transmissão e distribuição têm a função de
interligar a geração aos consumidores. Como as
cargas absorvem tanto potência ativa e reativa, o
sistema de transmissão comporta-se de forma não
ideal.
No caso de transmissão de potência, tanto nas
linhas de transmissão, quanto nos
transformadores e cabos, há perdas de potência
ativa e necessidade de potência reativa - indutiva
ou capacitiva, a qual, em parte, deve ser
compensada de modo a equilibrar o balanço de
potência reativa.
O sistema de transmissão também reage
dinamicamente às variações do equilíbrio de
potência ativa e reativa. Tanto o excesso quanto a
falta de potência reativa têm grande influência
sobre a tensão da rede, bem como sobre o seu
perfil. Grandes diferenças de tensão em diferentes
pontos da rede têm efeitos sobre o fluxo de carga
e podem sobrecarregar as linhas ou cabos acima
da sua capacidade térmica. O equilíbrio de
potência reativa, nesse caso, pode ser atingido

ANEEL – Agência Nacional de Energia Elétrica 130 Estudo de Vida Útil Econômica e Taxa de Depreciação
através da compensação adicional de potência
reativa no sistema interligado.
II. FORMAS DE COMPENSAÇÃO DE
POTÊNCIA REATIVA
A compensação de potência reativa pode ser
realizada pela compensação série e paralela,
além da própria potência reativa do gerador.
II.1. COMPENSAÇÃO PARALELA
Compensação paralela é aquela na qual a
compensação de potência reativa realiza-se
através de unidades reguladas ou chaveadas,
ligadas em paralelo com o sistema de transmissão
em determinados pontos da rede.
Usualmente utiliza-se a compensação chaveada –
reatores, banco de capacitores ou filtros, com
equipamentos de manobra convencionais, de
modo a atingir os seguintes objetivos:
• Solução econômica.
• Diminuição de fluxos de potência reativa
indesejáveis no sistema de transmissão e
conseqüente diminuição das perdas de
transmissão.
• Manutenção da potência de transmissão
definida no contrato, considerando-se o
balanço de potência reativa.
• Compensação direta de instalações
retificadoras, como sistemas de
transmissão em corrente contínua, e redes
de cabos.
Por outro lado, a compensação regulada tem a
vantagem de possibilitar uma rápida regulação
dinâmica, mantendo-se o balanço de potência
reativa dentro de um limite estreito. Os sistemas
usados são os compensadores síncronos rotativos
ou os compensadores estáticos (CE).
O compensador síncrono nada mais é do que uma
máquina síncrona com características de
operação especiais. Através do controle da
excitação, pode-se colocar o compensador para
operar como fonte de reativo para o sistema –
sobre excitado, ou como sorvedouro de reativo do
sistema – sub excitado. Para maiores detalhes,
ver o artigo “Gerador”.
Na figura 1 é apresentado um esquema unifilar
básico de um compensador estático para
instalação em sistemas de alta tensão.
2 4 4 3
1
Figura 1 – Esquema unifilar básico de um
Compensador Estático
O sistema é composto por ramos de Reatores
Regulados por Tiristores (RRT) e ramos de
Capacitores Chaveados a Tiristores (CCT), que
permitem variar continuamente a potência reativa
indutiva ou ligar (desligar) a potência reativa
capacitiva instalada, respectivamente. Os
harmônicos gerados são absorvidos por filtros
instalados em paralelo com o ramo RRT. A
potência é transferida através do transformador.

ANEEL – Agência Nacional de Energia Elétrica 131 Estudo de Vida Útil Econômica e Taxa de Depreciação
O compensador estático desempenha,
principalmente, as seguintes funções:
• Regulação de tensão.
• Regulação de potência reativa.
• Limitação de sobretensões a freqüência
industrial.
• Melhoria da estabilidade, e
• Amortecimento de oscilações de potência.
Funções suplementares da compensação
estática, tais como:
• Influência sobre o fluxo de potência reativa
na rede.
• Aumento da capacidade de transmissão
das linhas.
• Redução da instabilidade de tensão.
• Influência na carga através de mudanças
na tensão de alimentação, e
• Amortecimento de ressonâncias
subsíncronas.
Influenciam diretamente na operação do sistema
elétrico, pois através da regulação de tensão
podem agir sobre o fluxo de potência reativa em
sistemas malhados. Com isso, as perdas nas
linhas de transmissão podem ser minimizadas e
sua capacidade de carga aumentada.
II.2. COMPARAÇÃO ENTRE COMPENSADORES
SÍNCRONOS E ESTÁTICOS
A capacidade de absorção de um compensador
síncrono é, normalmente, da ordem de 60% da
sua capacidade nominal de geração. Da mesma
forma que os geradores, a sua capacidade de
sobrecarga é bastante razoável.
Os compensadores estáticos se tornaram grandes
competidores dos compensadores síncronos,
principalmente em relação ao custo. O
compensador síncrono ainda encontra espaço em
aplicações onde é importante elevar o nível de
curto-circuito, como, por exemplo, junto a
estações inversoras de HVDC.
Características dos compensadores estáticos que
podem ser consideradas como vantagem:
• Menor custo.
• Menores perdas.
• Menor manutenção.
• Maior confiabilidade (acima de 96% de
disponibilidade contra 90% do
compensador síncrono).
• Tempo de resposta mais rápido.
• Controle trifásico ou monofásico.
• Ausência de inércia.
• Impossibilidade de se auto-excitar.
Características que podem ser consideradas
como desvantagem:
• A capacidade máxima de geração de
reativo é proporcional ao quadrado da
tensão e, portanto, pode ser reduzida em
tensões baixas.
• A maioria dos esquemas de
compensadores estáticos gera harmônico.
A não contribuição para a potência de curto-
circuito pode ser considerada vantagem ou
desvantagem, dependendo do caso.

ANEEL – Agência Nacional de Energia Elétrica 132 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.3. COMPENSAÇÃO SÉRIE
A compensação série é feita com a instalação de
elementos de potência reativa em série na linha
de transmissão.
Essencialmente são utilizados capacitores série
cujas funções são:
• Redução da queda de tensão na linha em
condições de operação.
• Aumento da capacidade de carga das
linhas de transmissão.
• Influência sobre os fluxos de potência em
linhas ou redes em paralelo.
• Redução das oscilações de tensão dentro
de certos limites no caso de variação de
potência e.
• Diminuição do ângulo de transmissão e
conseqüente aumento da estabilidade da
transmissão.
Na figura 2 é apresentado o esquema unifilar
básico de uma instalação de compensação série.
MOV1 MOV2
FS1 FS2
LS1
C1 C2
LS2
D2D1
Figura 2 –Compensação Série Convencional
O banco série completo é formado por bancos
parciais Ci ligados em série. Através de um
disjuntor em paralelo (LS), cada banco parcial
pode ser curto-circuitado, permitindo assim a
compensação da linha em diversos estágios.
De acordo com o grau de compensação usado e
na ocorrência de uma falta, podem surgir
correntes de curto-circuito muito superiores
àquelas que apareciam caso não houvesse
compensação, causando elevadas quedas de
tensão nos capacitores série. Neste caso, os gaps
(FS) ou pára-raios (MOV) em paralelo servem
justamente para proteger os bancos parciais.
Outro arranjo possível é mostrado na figura 3.
L RV
LS
C1
Figura 3 – Compensação Série Avançada
Neste caso, os gaps e pára-raios são substituídos
por um ramo RRT, sendo que os tiristores
assumem a capacidade de controle rápido do gap.
Com um dimensionamento adequado, uma
instalação de compensação série pode ser
regulada dentro de limites definidos.
Desse modo, em redes com compensação série,
o fluxo de potência pode ser ajustado de acordo
com o desejado. Além disso, a proteção contra
sobretensões permanece disponível.
A utilização da compensação série – convencional
ou avançada, em um sistema de transmissão,
permite ainda a utilização das linhas de
transmissão até o seu limite térmico.

ANEEL – Agência Nacional de Energia Elétrica 133 Estudo de Vida Útil Econômica e Taxa de Depreciação
III. TIPOS E APLICAÇÕES
Dentre as possibilidades de aplicação da
compensação série ou paralela, pode-se destacar:
III.1. CAPACITOR
zE U
Indicado para suporte de tensão no caso de carga
pesada.
III.2. REATOR
zE U
Compensador de reativos no caso de carga leve,
limitando as sobretensões temporárias.
III.3. COMPENSADOR ESTÁTICO
zE USVC
Utilizado para regulação de tensão e potência
reativa e bom para amortecimento de oscilações
da rede e estabilidade da rede.
Elemento de Compensação
Potência de Curto-circuito
Influência na Tensão
Ãngulo de Transmissão
Tensão após Rejeição de
Carga
Capacitor Pouca influência Aumenta tensão Nova influência Elevada
Reator Pouca influência Diminui tensão Pouca influência Baixa
Compensador Estático Pouca influência Regulação Pouca freqüência
Limitação através da regulação
Capacitor Série Aumento Muito bom Pequeno Pequena
Reator Série Diminuição (Muito) pequena (Muito) grande (Muito) elevada Tabela 1 – Tipos de Compensação de Potência Reativa
III.4. CAPACITOR SÉRIE
zE U
Utilizado em linhas de transmissão longas com
elevada potência de transmissão.

ANEEL – Agência Nacional de Energia Elétrica 134 Estudo de Vida Útil Econômica e Taxa de Depreciação
III.5. REATOR SÉRIE
zE U
Usado em linhas curtas, limitando da potência de
curto-circuito.
Na tabela 1 são apresentadas algumas
características dos diferentes tipos de
compensação de potência reativa.
IV. MANUTENÇÃO PREVENTIVA
Os compensadores reativos abrangem uma ampla
gama de equipamentos detalhadamente
apresentados nos respectivos artigos, como
capacitores, reatores e mesmo os compensadores
síncronos que não passam de uma máquina
síncrona operando sob condições especiais.
Portanto, será dada ênfase à manutenção
preventiva aplicada aos compensadores estáticos,
cujo principal componente é a chave estática.
Para se efetuar a manutenção preventiva o
técnico responsável deve ter plenos
conhecimentos da função dos vários estágios que
compõem o compensador estático e também o
princípio de funcionamento de todos os circuitos
de cada estágio, de modo a poder atuar nos
pontos de ajuste corretos, quando for necessário
reconduzir o equipamento às suas condições
normais. Assim, para manter o compensador
estático em perfeitas condições de funcionamento,
deve-se controlar a qualidade dos principais
parâmetros do equipamento, bem como o
desempenho dos estágios de proteção,
sinalização e comando. Os tipos de testes,
verificações e ajustes, bem como sua
periodicidade é função da confiabilidade
estabelecida pelo fabricante do equipamento.
De uma forma geral, pode-se seguir os seguintes
procedimentos:
• Inspeção visual;
• Teste de Lâmpadas;
• Tensão de saída;
• Limpeza interna e externa;
• Testes de operação, de confiabilidade, de
desempenho e de sistema.
V. MANUTENÇÃO CORRETIVA
A qualificação do técnico responsável pela
recuperação do compensador estático deve ser a
mesma adotada para o responsável pela
manutenção preventiva. Deste modo tanto o
conhecimento técnico sobre o equipamento e as
suas características dentro do sistema, como a
interpretação correta do instrumental de teste, dos
medidores do compensador estático e a
interpretação de sinalização, são requisitos
indispensáveis ao técnico responsável pela
recuperação das falhas do compensador estático.
Considerando-se a importância do compensador
estático no sistema para o controle da potência
reativa os procedimentos para manutenção
corretiva podem ser classificados em dois grupos:
• Recuperação do sistema;
• Recuperação do equipamento.
Na recuperação do sistema, a interferência no
equipamento visa repor as condições de
funcionamento do compensador estático como um

ANEEL – Agência Nacional de Energia Elétrica 135 Estudo de Vida Útil Econômica e Taxa de Depreciação
todo com a máxima rapidez possível. Este tipo de
interferência se caracteriza pela substituição
completa de um módulo de circuito, onde foi
detectado o defeito, por outro em perfeitas
condições de funcionamento. A recuperação do
módulo defeituoso pode ser feita posteriormente.
Quando o defeito constatado no equipamento não
implica em risco para o sistema, a recuperação do
compensador estático é feita pela substituição
direta do componente defeituoso. Isto caracteriza
uma recuperação do equipamento.
VI. VIDA ÚTIL ECONÔMICA
Conforme visto, várias são as possibilidades de
equipamentos e circuitos para a compensação de
reativos. Enquanto os compensadores síncronos
possuem características de máquinas rotativas, os
compensadores estáticos, como o próprio nome
diz, são formados por componentes estáticos.
Conseqüentemente, as práticas de manutenção
variam significativamente de um tipo de
equipamento para o outro, bem como as
características construtivas e operativas.
Considerando-se esses aspectos, pode-se estimar
a vida útil econômica dos compensadores de
reativos em 30 anos.
REFERÊNCIAS
[1] Christil, N., Sadek, K., Tyll, H., Lemes, M.N.
“Compensação de Reativos em sistemas de
Transmissão”. Revista Siemens, 1991.
[2] Silva, A.F., Barradas, O.C.M.
“Telecomunicações: Sistemas de Energia”. Rio de
Janeiro. Livros Técnicos e Científicos. Embratel,
1980.

ANEEL – Agência Nacional de Energia Elétrica 136 Estudo de Vida Útil Econômica e Taxa de Depreciação
Comporta
RESUMO
As comportas utilizadas em Usinas hidrelétricas
desempenham um papel secundário quando
analisamos a produção de energia elétrica, em
que a turbina e o gerador são indiscutivelmente os
equipamentos principais. Apesar disto, as
comportas têm merecido um cuidado todo
especial, uma vez que falhas em sua concepção,
projeto, fabricação, montagem, comissionamento,
operação e manutenção podem pôr em risco a
segurança da turbina ou, até mesmo, da própria
usina, além de que elas devem estar sempre
prontas para garantirem a proteção para a qual
foram projetadas. As comportas são
equipamentos normalmente adquiridos de
fabricantes tradicionais, em que o cliente, sozinho
ou com o auxílio de uma firma projetista, define a
estrutura onde serão instaladas as comportas, os
tipos de comporta a empregar, suas dimensões e
quantidades, os critérios de dimensionamento e
concepção mecânica e elétrica, as normas de
projeto, os materiais, as características do
acionamento, o esquema de pintura e as pré-
montagens a serem executadas em fábrica. Ao
fabricante cabe o cálculo (baseado nas premissas
do cliente), o projeto, e a fabricação, mesclando
sua experiência com os requisitos do cliente, para
oferecer um equipamento robusto, seguro e
eficiente a custo competitivo. Devido a esta
modalidade de aquisição das comportas, a
responsabilidade por ter a usina comportas
robustas, duráveis, bem concebidas, seguras e
eficientes é compartilhada por cliente e fabricante.
Mesmo recebendo o equipamento adequado às
suas necessidades, cabe ao cliente o
estabelecimento de um programa adequado e
abrangente de manutenções preditivas e
corretivas, além da operação correta do
equipamento. Considerando o que foi acima
exposto, recomenda-se uma vida útil econômica
de 30 anos para as comportas.
I. INTRODUÇÃO
A construção de comportas hidráulicas originou-se
nas técnicas de irrigação, abastecimento de água
e navegação fluvial.
Os chineses utilizavam, por volta do ano 983,
troncos de madeira para represar a água. Mais
tarde, os troncos passaram a ser unidos formando
uma peça única que podia ser levantada ou
abaixada como lâmina de uma guilhotina.
O desenvolvimento das comportas na Holanda
seguiu um padrão semelhante ao da China. Ali, no
final do século XIV, as eclusas eram bastante
comuns. As comportas ainda tipo guilhotina
tinham sido equipadas com contrapeso de
chumbo.
O primeiro desenho de uma eclusa data de 1497,
a qual já possuía as características das eclusas
modernas.

ANEEL – Agência Nacional de Energia Elétrica 137 Estudo de Vida Útil Econômica e Taxa de Depreciação
A invenção do sistema de eclusa e o primeiro
desenho de uma comporta segmento são
creditados a Leonardo da Vinci.
As primeiras comportas metálicas surgiram por
volta de 1850. Com a virada do século, ocorreram
invenções e um grande desenvolvimento dos tipos
existentes, propiciado pelo desafio da
necessidade da construção de comportas cada
vez maiores.
As primeiras comportas eram rebitadas e de
estrutura treliçada. Com a evolução dos materiais
e da tecnologia de soldagem, a estrutura das
comportas evoluiu, e os rebites foram
abandonados.
O acionamento das comportas que, no principio,
era manual, passou a ser motorizado através de
guinchos mecânicos e mais recentemente partiu-
se para o uso de sistemas óleo-hidráulicos.
O desenvolvimento das comportas se deu a
medida em que se desenvolveram também os
materiais de construção (chapas de aço carbono e
inoxidável, materiais forjados e fundidos e
borrachas de vedação), das normas de projeto,
dos sistemas de pintura, da tecnologia de
acionamento, das tecnologias e dos materiais de
construção civil e dos meios de montagem,
tornando os equipamentos mais leves, mais
duráveis, mais confiáveis e com performance
operacional muito superior.
O Desenvolvimento das comportas se deu num
esforço combinado entre órgãos oficiais de
diversos países, entre os quais podemos citar o
U.S. Bureau of Reclamation dos EUA e os
fabricantes unidos para vencer os desafios
impostos por cada nova obra.
As usinas hidrelétricas tiveram um papel de
destaque no desenvolvimento das comportas.
As comportas apresentadas neste texto são as de
maior utilização nas hidrelétricas. No entanto,
existe uma grande quantidade de outros tipos de
comportas com usos mais adaptados aos
sistemas de irrigação, às eclusas de navegação,
sistemas de abastecimento de água e de
contenção de cheias.
Em nível mundial, podemos citar como grandes
fabricantes de comportas a Allis Chalmers (EUA);
ATB e Riva Calzoni (Itália); BVS e Neyrpic
(França); Escher Wyss (Suíça); Hitachi-Zosen,
Ishikawajima e Mitsubishi (Japão); MAN, Voith e
Noell (Alemanha); Voest Alpine (Áustria);
Sorefame (Portugal) e Impsa (Argentina).
No Brasil, destacam-se a Alstom (ex-Mecânica
Pesada), a Bardella (BSI), a Badoni-ATB, a
Ishibrás, a Coemsa e a Inepar–Fem.
II. CARACTERÍSTICAS
As comportas são equipamentos usados em
usinas hidrelétricas com a finalidade de controlar
níveis d’água, permitir a manutenção dos
equipamentos principais, fechar o desvio do rio,
controlar a descarga de fundo (pouco usada no
Brasil) e ainda como órgão de fechamento de
emergência.
ANEEL – Agência Nacional de Energia Elétrica 138 Estudo de Vida Útil Econômica e Taxa de Depreciação
Normalmente, as usinas são dotadas de
comportas vagão de emergência da tomada
d’água ou tubo de sucção, comporta segmento de
vertedouro , comportas ensecadeiras da tomada
d’água, do vertedouro e do tubo de sucção, além
das comportas do fechamento do desvio e das
comportas de descarga de fundo.
Abaixo descreveremos as comportas relacionadas
acima, caracterizando sua finalidade, as
concepções básicas e as evoluções encontradas
nas construções mais recentes.
II.1. COMPORTA VAGÃO DE EMERGÊNCIA DA
TOMADA D’ÁGUA OU TUBO DE SUCÇÃO
As comportas vagão de emergência são
normalmente instaladas na tomada d’água, sendo
que, em algumas instalações de turbina Kaplan e
quase todas de turbina bulbo, as mesmas se
situam no tubo de sucção.
Estas comportas se caracterizam pelo fato de
serem projetadas para fecharem por peso próprio,
trabalham em posição totalmente aberta ou
totalmente fechada, não sendo projetadas para
trabalhar em aberturas parciais e regular a vazão.
A abertura se dá normalmente em duas etapas: a
primeira com pressões desequilibradas através de
uma operação chamada cracking, que consiste
numa abertura de cerca de 200 mm com
velocidade em torno de 0,1 a 0,2 m/min, para
permitir o enchimento do conduto forçado, o qual,
depois de completado e detectado pelo sistema
de detecção de equilíbrio de pressões, libera a
comporta para continuar a abertura numa
velocidade de cerca de 1,0 m/min. O fechamento
destas comportas ocorre nas modalidades de
fechamento normal para propósito de manutenção
com velocidade de 1,0 m/min e de emergência, a
qual pode ser acionada pelo sistema de proteção
da turbina ou pelo sistema de detecção de ruptura
do conduto forçado (apenas algumas usinas têm
este sistema). A velocidade de fechamento de
emergência depende das características de
proteção da turbina e da altura da comporta pode
chegar à casa dos 10 m/min.
As comportas vagão de emergência da Tomada
d’água são compostas basicamente dos seguintes
componentes:
II.1.1. Tabuleiro
Chama-se tabuleiro a estrutura metálica que
compõe a comporta. O tabuleiro é composto pelo
paramento (chapa de face), vigas horizontais e
verticais, vigas de cabeceira duplas onde se
alojarão as rodas principais da comporta, olhal de
conexão com o órgão de manobra. O tabuleiro
pode ser composto de um ou vários elementos
dependendo do tamanho da comporta. Os
elementos do tabuleiro podem ser ligados por
talas e pinos de aço inoxidável ou podem
soldados na obra. Atualmente, é mais utilizado o
tabuleiro com elementos ligados por talas e pinos.
Os tabuleiros podem ainda ter o paramento a
montante ou a jusante. Hoje há uma tendência
maior à utilização de paramento a jusante devida
principalmente à grande redução do esforço de
manobra para movimentar a comporta.
II.1.2. Rodas Principais
As rodas da comporta têm a finalidade transmitir o
esforço de manobra ao concreto e também

ANEEL – Agência Nacional de Energia Elétrica 139 Estudo de Vida Útil Econômica e Taxa de Depreciação
diminuir a força de atrito para içamento da
comporta. As rodas são normalmente em aço
carbono fundido ou forjado, montadas sobre um
rolamento auto-compensador de rolos, em eixo de
aço inoxidável forjado. O rolamento fica envolvido
em graxa, protegido por tampas dotadas de
retentores.
As comportas mais antigas eram dotadas de
rodas tipo ferroviária com buchas de bronze. Hoje
raramente se usa esta concepção devido ao maior
atrito e, conseqüente, maior força necessária no
mecanismo de manobra. Além disso, o atrito
maior normalmente exige uso de lastro para
garantir o fechamento de emergência, que é feito
pelo peso próprio da comporta, sem uso de
energia elétrica.
Alguns projetistas ainda insistem no uso de bucha
autolubrificantes nas rodas devido a não
necessidade de manutenção. A lubrificação das
rodas na maioria das comportas é uma operação
manual e individual.
II.1.3. Conjunto de Vedação
As comportas são normalmente dotadas de
vedações de soleira, laterais e frontal. As
vedações frontal e laterais são tipo nota musical
simples ou dupla dependendo da pressão e tipo
barra chata na soleira.
Em comportas de emergência, normalmente, se
usam borrachas com película de teflon para
diminuir o atrito de deslizamento e diminuir a
capacidade do mecanismo de manobra, além de
garantir o fechamento por gravidade.
Normalmente no Brasil, se usa o material SBR
(composto de estireno e butadieno) e o neoprene,
sendo que o primeiro tem sido mais usado devido
ao seu menor custo.
As comportas mais antigas possuíam vedações
de bronze e de madeira. Com o início da utilização
da borracha, estas deixaram de ser usadas, uma
vez que as vedações de borracha são mais
eficientes, pois, devido à sua flexibilidade, podem
assimilar melhor as imperfeições construtivas de
tabuleiros e peças fixas e, ainda assim, garantir
boa estanqueidade.
II.1.4. Rodas ou Patins de Guia e Contraguia
Estes elementos têm a finalidade de guiar as
comportas nos movimentos verticais nos sentidos
transversais e montante-jusante da comporta.
Normalmente, se usam rodas de aço carbono com
eixo de aço inoxidável e buchas autolubrificantes.
Alguns projetistas optam pelo uso de patins.
O uso de contraguias com molas elásticas de
poliuretano garantem a pré-compressão constante
da vedação garantindo melhores condições de
estanqueidade e atuando também na redução das
vibrações da comporta na posição aberta.
II.1.5. Peças Fixas
As peças fixas das comportas são elementos
metálicos embutidos no concreto que possuem a
finalidade de transmitir a carga hidrostática para o
concreto, além de conterem o quadro metálico de
apoio das vedações.

ANEEL – Agência Nacional de Energia Elétrica 140 Estudo de Vida Útil Econômica e Taxa de Depreciação
As peças fixas se dividem em duas partes, ou
seja, as de primeiro estágio e as de segundo
estágio. As de primeiro estágio são instaladas
quando da concretagem da barragem e serão o
suporte para soldagem dos chumbadores de
fixação e regulagem das peças fixas de segundo
estágio.
As peças fixas de segundo estágio são compostas
basicamente de:
• Caminho de Rolamento: É a viga metálica
vertical localizada a jusante da ranhura,
dimensionada para suportar e distribuir ao
concreto os esforços hidrostáticos.
Normalmente, tem comprimento de, no
mínimo, duas vezes a altura da comporta.
O caminho de rolamento normalmente é
de aço carbono, sendo que a pista da roda
é feita de aço inoxidável temperado,
dimensionado para suportar a pressão de
Hertz aplicada pela carga da roda. Em
comportas de vedação a jusante o
caminho de rolamento contém as chapas
de apoio das vedações em aço inoxidável.
• Vigas de Contraguia: Estas vigas verticais
dispostas a montante da ranhura têm a
função de servirem de pista para a roda
contraguia. Em comporta de vedação a
montante, as chapas de aço inoxidável
para apoio das vedações estão contidas
nestas vigas.
• Vigas de guia lateral: Normalmente se
estendem desde a soleira até o piso de
operação e são compostas de trilho ou
perfil laminado tipo U. A função destas
vigas é servir de pista para as rodas ou
patins guia.
• Vigas de soleira: A viga de soleira tem a
finalidade de suportar e transmitir ao
concreto o peso da comporta, além de
possuir chapa de aço inoxidável para
apoiar a vedação de soleira.
• Vigas de frontal: A viga de frontal tem a
finalidade de servir de apoio para a
vedação de frontal.
II.1.6. Acionamento
Atualmente as comportas de emergência da
tomada d’água são em sua maioria acionadas por
sistemas óleo-hidráulicos, compostos de cilindro
hidráulico de simples efeito, com sua viga suporte,
hastes de ligação da comporta ao cilindro, painel
elétrico de comando e controle da unidade
hidráulica e da comporta, as interligações
hidráulicas e elétricas, detector de equilíbrio de
pressões, além do indicador de posição.
As comportas de emergência da tomada d’água
mais antigas instaladas em várias usinas
brasileiras são operadas por guinchos
eletromecânicos. Estes guinchos permitem o
fechamento da comporta por peso próprio, porém,
nas usinas com acionamento por guinchos, as
velocidades de fechamento são normalmente
baixas e não atendem às necessidades do
fechamento de emergência.
A maioria dos projetos mais recentes de
comportas de emergência da tomada d’água tem
especificado comportas com paramento e
vedações a montante, o que reduz muito o esforço
de manobra, resultando em cilindros hidráulicos
de menor capacidade, exigindo
conseqüentemente menor unidade hidráulica e
ANEEL – Agência Nacional de Energia Elétrica 141 Estudo de Vida Útil Econômica e Taxa de Depreciação
menor potência de alimentação dos motores,
resultando em um custo bem mais vantajoso do
que com o projeto com vedação a jusante.
Apesar de basicamente o acionamento hidráulico
da comporta vagão ter uma concepção bem
definida, existem concepções próprias dos
clientes e empresas projetistas, considerando
aspectos de operacionalidade, manutenção e
segurança. Exemplificando: podemos citar casos
de uso de uma unidade hidráulica por comporta,
uma unidade para várias comportas, porém, com
operação de uma comporta apenas por vez, duas
unidades para operar várias comportas, sendo
uma unidade de stand-by. Da mesma forma, o
cilindro hidráulico é, às vezes, posto dentro da
ranhura, ficando com o corpo imerso e, em outros
projetos, é posto fora do poço da comporta,
melhorando a facilidade de operação, mas
trazendo inconvenientes por estar exposto.
O painel elétrico de comando e controle,
responsável pela alimentação elétrica dos motores
da unidade hidráulica e demais componentes
elétricos, pela execução da lógica de controle das
comportas, pelas indicações de posição das
comportas e pela sinalização das falhas do
sistema, deve ser projetado considerando toda a
necessidade operacional da comporta.
Os painéis de comando e controle das comportas
são considerados equipamentos eletricamente
simples e bastante confiáveis.
As comportas vagão de tomada d’água são
normalmente operadas através de painéis locais,
localizados na estrutura de tomada d’água, porém
com sinalização das posições da comporta nos
painéis elétricos de comando centralizado da
usina na sala de comando da usina.
Com o avanço da eletrônica e da tecnologia de
comunicação, há uma tendência crescente para
que o comando seja feito em sua maior parte
remotamente da sala de comando da usina. Neste
sentido, vem aumentando bastante o uso de
painéis com lógica de comando efetuada por PLC,
visto que estes apresentam atualmente grande
simplicidade funcional e custo bastante atrativo.
Os indicadores de posição são instrumentos de
extrema importância para a comporta, pois o seu
correto funcionamento garante à comporta uma
operação segura e eficaz. As comportas mais
antigas acionadas por guincho possuem, na sua
maioria, o indicador acoplado ao próprio guincho.
As comportas operadas hidraulicamente possuem
indicadores do tipo mecânico com sistemas de
cabos e polias, que transformam o movimento de
translação da comporta num movimento rotativo
de 270°, indicado sobre um disco metálico
graduado em metros, relativo à posição da
comporta. O sistema contém ainda seletores
rotativos com fins de curso para detecção das
posições mais importantes da comporta, a saber:
• Comporta fechada;
• Comporta aberta;
• Comporta em posição de cracking;
• Posição extrema de abertura;
• 1ª posição de reposição;
• 2ª posição de reposição;
• comporta em deriva.

ANEEL – Agência Nacional de Energia Elétrica 142 Estudo de Vida Útil Econômica e Taxa de Depreciação
Por questões de segurança, alguns projetos ainda
indicam a existência de chaves fim de curso
redundantes para as posições de cracking e
comporta aberta.
Hoje, começam a ser usados nas comportas de
tomada d’água indicadores eletrônicos com
sistema de detecção de posição por reles.
Outro sistema de fundamental importância na
operação das comportas de tomada d’água é a
detecção do equilíbrio de pressão após o
cracking. Este sistema tem por finalidade detectar
o equilíbrio de pressão entre montante e jusante
da comporta, indicando que o conduto está cheio
e que a comporta pode ser totalmente aberta. As
comportas mais antigas usavam normalmente um
sistema de borbulhamento de ar com pressostato
diferencial. Estes sistemas têm apresentado
problemas que vão desde entupimento nas
tubulações até a difícil regulagem das válvulas do
sistema.
II.2. COMPORTA SEGMENTO DO VERTEDOURO
Os vertedouros são dotados de comportas para
controlar o nível do reservatório e também para
evacuar as vazões de cheias. Podem ser usadas
como comporta de serviço nos vertedouros: as
comportas vagão ou segmento. Algumas usinas
mais antigas possuem comportas vagão no
vertedouro acionadas por guincho. Devido às suas
grandes vantagens em relação às comportas
vagão, os projetistas começaram a usar as
comportas segmento no vertedouro, no princípio,
acionadas em sua maioria por guinchos a corrente
ou a cabo e, mais recentemente, por cilindros
hidráulicos. Por tal motivo, só descreveremos, a
seguir, as comportas segmento acionadas por
cilindros hidráulicos.
Estas comportas se caracterizam pelo fato de
fecharem por peso próprio, descarregarem a água
por baixo do paramento e são projetadas para
trabalhar em aberturas parciais e regular a vazão.
A abertura e o fechamento são feitos com
velocidades da ordem de 0,2 a 0,3 m/min. A
comporta segmento é o tipo mais econômico e
usualmente o mais adequado para vertedouros de
grande capacidade pela simplicidade de
funcionamento e de manutenção (fácil acesso aos
mancais e à estrutura), menor peso e por requerer
cilindros hidráulicos de menor capacidade se
comparado com comportas vagão para a mesma
aplicação.
A abertura da comporta é feita pela ação do
cilindro hidráulico que deve ser dimensionado
para vencer o peso da parte móvel da comporta e
as forças de atrito dos mancais e da vedação
lateral devido à pressão da água. O fechamento é
feito pelo peso próprio da comporta. Por questões
de segurança da barragem, o acionamento destas
comportas deve contar com uma segurança
adicional, através de grupo de bombeamento
diesel acoplado à unidade hidráulica e grupo
gerador diesel.
As comportas segmento de vertedouro são
compostas, basicamente, dos seguintes
componentes:
II.2.1. Tabuleiro
Chama-se de tabuleiro a estrutura metálica
composta pelo paramento (chapa de face), vigas

ANEEL – Agência Nacional de Energia Elétrica 143 Estudo de Vida Útil Econômica e Taxa de Depreciação
horizontais, verticais, enrijecedores horizontais,
olhais de conexão com os órgãos de manobra e
placas de apoios dos braços. O tabuleiro é
composto de vários elementos que, após a
soldagem na obra, compõem uma única peça.
II.2.2. Braços
Os braços têm a finalidade de transmitir a carga
hidrostática suportada pela comporta e a carga
dos cilindros hidráulicos de manobra aos pilares
de concreto. As comportas mais antigas possuem
três braços de cada lado, ao passo que as
comportas mais recentes, em sua maioria,
empregam dois braços de cada lado. Na junção
dos braços inferior e superior, encontra-se o
terminal de braços, que nada mais é do que uma
peça independente dos braços, que contém dois
pequenos trechos de braços acoplados a um anel
geralmente fundido chamado de cubo ou bosso,
no interior do qual se instala a bucha de bronze
autolubrificante que se articula sobre um eixo de
aço carbono, revestido de cromo duro ou de aço
inoxidável.
II.2.3. Conjunto de Vedação
As comportas segmento de vertedouro são
normalmente dotadas de vedações de soleira e
laterais. As vedações laterais são tipo nota
musical simples para comportas pequenas, tipo L
para comportas grandes e tipo barra chata na
soleira.
Normalmente, se usam borrachas com película de
teflon para diminuir o atrito de deslizamento e
diminuir a capacidade do mecanismo de manobra,
além de garantir o fechamento por gravidade.
Normalmente no Brasil, se usa o material SBR
(composto de estireno e butadieno) e o neoprene,
sendo que o primeiro tem sido mais usado devido
ao seu menor custo.
II.2.4. Rodas ou Patins de Guia
Estes elementos têm a finalidade de guiar as
comportas nos movimentos verticais nos sentidos
transversais da comporta.
Normalmente, se usam rodas de aço carbono com
eixo de aço inoxidável e buchas autolubrificantes.
Alguns projetistas optam pelo uso de patins.
Algumas comportas usam os dois sistemas.
II.2.5. Peças Fixas
As peças fixas das comportas segmento são
elementos metálicos embutidos no concreto que
possuem a finalidade de transmitir a carga
hidrostática para o concreto, além de conterem o
quadro metálico de apoio das vedações.
As peças fixas se dividem em duas partes, ou
seja, as de primeiro estágio e as de segundo
estágio. As de primeiro estágio são instaladas
quando da concretagem da barragem e serão o
suporte para soldagem dos chumbadores de
fixação e regulagem das peças fixas de segundo
estágio.
As peças fixas de segundo estágio são compostas
basicamente de:
• Vigas de guia lateral: Normalmente se
estendem desde a soleira até o piso de
operação, descrevendo um arco. Elas são
compostas de chapas ou perfis laminados
sobre os quais se soldam as chapas de
ANEEL – Agência Nacional de Energia Elétrica 144 Estudo de Vida Útil Econômica e Taxa de Depreciação
aço inoxidável para apoio da vedação e
pista das rodas ou patins de guia.
• Vigas de soleira: A viga de soleira tem a
finalidade de suportar e transmitir ao
concreto o peso da comporta, além de
possuir chapa de aço inoxidável para
apoiar a vedação de soleira.
• Mancais de articulação da comporta: São
pedestais de construção rígida de chapas
com furos para alojamento do eixo de
articulação, apoiados sobre a viga
protendida de concreto e fixados as
mesmas por meio de tirantes de aço
carbono.
• Dispositivo de calagem: são normalmente
empregados dispositivos tipo braço
articulado, que apoiam-se nas vigas
verticais extremas da comporta e permitem
estocar a comporta para desacoplamento
dos cilindros hidráulicos com finalidade de
manutenção.
II.2.6. Acionamento
Atualmente as comportas segmento do vertedouro
são, em sua maioria, acionadas por sistemas
óleo-hidráulicos, compostos de cilindro hidráulico
de simples efeito, com sua viga suporte, hastes de
ligação da comporta ao cilindro, painel elétrico de
comando e controle da unidade hidráulica e da
comporta, as interligações hidráulicas e elétricas,
além do indicador de posição.
As comportas segmento do vertedouro mais
antigas instaladas em várias usinas brasileiras são
operadas por guinchos eletromecânicos a corrente
ou a cabo.
Apesar de basicamente o acionamento hidráulico
da comporta segmento de vertedouro ter uma
concepção bem definida, existem concepções
próprias dos clientes e empresas projetistas,
considerando aspectos de operacionalidade,
manutenção e segurança. Exemplificando:
podemos citar casos de uso de uma central por
comporta, uma central para duas comportas (o
mais comum), uma central para várias comportas,
porém com operação de uma comporta apenas
por vez.
O painel elétrico de comando e controle,
responsável pela alimentação elétrica dos motores
da unidade hidráulica e demais componentes
elétricos, pela execução da lógica de controle das
comportas, pelas indicações de posição das
comportas e pela sinalização das falhas do
sistema, deve ser projetado considerando toda a
necessidade operacional da comporta.
Os painéis de comando e controle das comportas
são considerados equipamentos eletricamente
simples e bastante confiáveis.
As comportas segmento do vertedouro são
normalmente operadas através dos painéis locais,
localizados na estrutura do vertedouro, porém
com sinalização das posições da comporta nos
painéis elétricos de comando centralizado da
usina na sala de comando da usina.
Com o avanço da eletrônica e da tecnologia de
comunicação, há uma tendência crescente para
que o comando seja feito em sua maior parte
remotamente da sala de comando da usina. Neste
sentido, vem aumentando bastante o uso de
ANEEL – Agência Nacional de Energia Elétrica 145 Estudo de Vida Útil Econômica e Taxa de Depreciação
painéis com lógica de comando efetuada por PLC,
visto que estes apresentam atualmente grande
simplicidade funcional e custo bastante atrativo.
Os indicadores de posição são instrumentos de
grande importância para a comporta, pois o seu
correto funcionamento garante à comporta uma
operação segura e eficaz. As comportas mais
antigas acionadas por guincho possuem, na sua
maioria, o indicador acoplado ao próprio guincho.
As comportas operadas hidraulicamente possuem
indicadores do tipo mecânico com sistemas de
cabos e polias que transformam o movimento de
translação da comporta num movimento rotativo
de 270°, indicado sobre um disco metálico
graduado em metros, relativo à posição da
comporta. O sistema contém ainda seletores
rotativos com fins de curso para detecção das
posições mais importantes da comporta, a saber:
• Comporta fechada;
• Comporta aberta;
• Posições intermediárias;
• Posição extrema de abertura;
• posição de reposição.
Nos últimos dez anos, começaram a ser usados
nas comportas segmento de vertedouro e
indicadores eletrônicos tipo pendular.
II.3. COMPORTAS ENSECADEIRAS DA TOMADA
D’ÁGUA, DO VERTEDOURO E DO TUBO DE
SUCÇÃO
As comportas ensecadeiras, normalmente
chamadas de Stoplog, são equipamentos que
possuem finalidade específica de proporcionar o
ensecamento do espaço entre a mesma e o
equipamento principal e permitir a manutenção do
mesmo. A comporta ensecadeira do vertedouro é
colocada a montante da comporta segmento, a da
tomada d’água a montante da comporta vagão da
tomada d’água e a do tubo de sucção a jusante da
turbina.
Estas comportas se caracterizam pelo fato de
serem colocadas na ranhura sob águas
equilibradas, ou seja, com o equipamento principal
fechado. Uma vez depositada na ranhura, a água
entre a comporta ensecadeira e o equipamento
principal é retirada, seja pela abertura das
comportas ou pelo bombeamento da água do tubo
de sucção. Depois de executado trabalho de
manutenção, o espaço entre a comporta e
equipamento principal deve ser cheio, visto que
estas comportas só operam em águas
equilibradas, o que, normalmente, é obtido pela
abertura das válvulas by-pass instaladas na
própria comporta e operadas pela própria viga
pescadora.
A operação das comportas ensecadeiras é feita
por pórticos rolantes, pontes rolantes ou ainda
monovia com talha elétrica. Comportas de menor
porte podem ser operadas manualmente.
Os painéis das comportas ensecadeiras são
normalmente estocados no topo das ranhuras.
Quando o numero de elementos é superior ao
numero de ranhuras, normalmente se constrói um
poço de estocagem onde se depositam os painéis
empilhados uns sobre os outros.
As comportas ensecadeiras são compostas
basicamente dos seguintes componentes:

ANEEL – Agência Nacional de Energia Elétrica 146 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.3.1. Tabuleiro
Chama-se tabuleiro a estrutura metálica composta
pelo paramento (chapa de face), vigas horizontais,
verticais, enrijecedores horizontais, vigas de
cabeceira e olhais de conexão com a viga
pescadora. O tabuleiro das comportas
ensecadeiras é composto de vários elementos
que trabalham superpostos e são depositados na
ranhura um a um.
II.3.2. Conjunto de Vedação
As comportas ensecadeiras de vertedouro são
normalmente dotadas de vedações de soleira e
laterais. As vedações laterais são tipo nota
musical simples e tipo barra chata na soleira.
Normalmente no Brasil, se usa o material SBR
(composto de estireno e butadieno) e o neoprene,
sendo que o primeiro tem sido mais usado devido
ao seu menor custo. As comportas ensecadeiras
de tomada d’água e do tubo de sucção possuem
também a vedação de frontal.
II.3.3. Patins de Guia
Estes elementos têm a finalidade de guiar as
comportas nos movimentos verticais nos sentidos
transversais e montante-jusante da comporta.
II.3.4. Peças Fixas
As peças fixas das comportas ensecadeiras são
elementos metálicos embutidos no concreto que
possuem a finalidade de transmitir a carga
hidrostática para o concreto, além de conterem o
quadro metálico de apoio das vedações.
As peças fixas se dividem em duas partes, ou
seja, as de primeiro estágio e as de segundo
estágio. As de primeiro estágio são instaladas
quando da concretagem da barragem e serão o
suporte para soldagem dos chumbadores de
fixação e regulagem das peças fixas de segundo
estágio.
As peças fixas de segundo estágio das comportas
ensecadeiras são compostas basicamente de:
• Caminho de deslizamento: É a viga
metálica vertical, localizada a jusante ou
montante da ranhura, dimensionada para
suportar e distribuir ao concreto os
esforços hidrostáticos. Normalmente, tem
comprimento ligeiramente superior à altura
da comporta. Os caminhos de
deslizamento contêm as placas de aço
inoxidável laterais onde se apoiam as
borrachas de vedação da comporta.
• Vigas de guia lateral: Normalmente se
estendem desde a soleira até o piso de
operação e são compostas de trilhos ou
perfis tipo U laminados para pista dos
patins de guia.
• Vigas de soleira: A viga de soleira tem a
finalidade de suportar e transmitir ao
concreto o peso da comporta, além de
possuir chapa de aço inoxidável para
apoiar a vedação de soleira.
• Vigas de frontal: A viga de frontal tem a
finalidade de servir de apoio para a
vedação de frontal.
• Dispositivo de calagem: são normalmente
empregados dispositivos tipo braço
articulado, que apoiam-se nas vigas
cabeceira da comporta e permitem estocar
a comporta, quando a mesma não está em
uso.
ANEEL – Agência Nacional de Energia Elétrica 147 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.3.5. Acionamento
As comportas ensecadeiras são acionadas pelos
equipamentos de levantamento da tomada d’água,
do vertedouro e do tubo de sucção, com o auxilio
da sua respectiva viga pescadora. A viga
pescadora tem um sistema automático de engate
e desengate dos ganchos, o que permite colocar
ou retirar todos os elementos numa operação
simples e segura.
II.4. OUTRAS COMPORTAS UTILIZADAS EM
USINAS HIDRELÉTRICAS
As comportas descritas nos itens acima são os
tipos mais normalmente encontrados nas usinas
brasileiras. Outras duas estruturas das usinas
utilizam comportas e faremos um breve descritivo
das mesmas.
II.4.1. Comportas de Fechamento do Desvio
As comportas de fechamento do desvio são
equipamentos utilizados durante a fase de
construção da usina e têm o importante papel de
fechar o túnel de desvio e permitir o enchimento
do reservatório da usina.
As concepções dos desvios variam de usina para
usina e, conseqüentemente, as comportas
empregadas no fechamento. Normalmente, se usa
uma comporta vagão a montante e várias
comportas gaveta, vagão ensecadeira ou
ensecadeira, a jusante. As filosofias de
fechamento do desvio também variam de usina
para usina e vão desde o fechamento com a
comporta vagão e posterior descida em seco da
comporta a jusante ao fechamento com a própria
comporta de jusante, ficando a comporta vagão de
prontidão para qualquer emergência.
Estas comportas são normalmente operadas com
guindastes de grande capacidade. Porém,
dependendo das dificuldades para colocação de
guindastes, pode ser necessário prever outro tipo
de acionamento, como, por exemplo, guinchos
mecânicos.
Após o fechamento do desvio se constrói um
tampão de concreto a jusante das comportas.
Estas comportas são normalmente deixadas na
ranhura após a operação de fechamento do
desvio, visto que sua operação de retirada é
complicada e, passado o tempo necessário para
se construir o tampão de concreto, o nível do
reservatório normalmente já impossibilita a
retirada.
II.4.2. Comportas de Descarga de Fundo
As estruturas de descarga de fundo são pouco
usadas nas usinas hidrelétricas brasileiras e são
encontradas em algumas usinas mais antigas.
A descarga de fundo tem a finalidade de
descarregar grandes vazões de água do fundo do
reservatório, promovendo a limpeza do mesmo.
São encontradas diversas concepções de
descarga de fundo quanto ao tipo de comportas
empregadas, indo desde o uso de duas comportas
deslizantes em série, uma vagão e uma
segmento, uma vagão ou deslizante, combinada
com uma válvula Howell Bunger.
Devido à grande profundidade que, muitas vezes,
passa dos 100 metros, estas comportas são de
pequeno porte e, na sua maioria, operam com
cilindros hidráulicos de grande capacidade.
ANEEL – Agência Nacional de Energia Elétrica 148 Estudo de Vida Útil Econômica e Taxa de Depreciação
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
As comportas podem ser classificadas como
equipamentos que requerem pouca manutenção,
dada a sua simplicidade construtiva. No entanto,
as comportas de emergência da tomada d’água e
segmento do vertedouro requerem uma
manutenção rígida e responsável, visto que estes
equipamentos não podem falhar quando
solicitados, uma vez que podem comprometer a
turbina e a própria barragem.
De qualquer forma, a manutenção das comportas
deve ser bem conduzida para garantir a vida útil
esperada do equipamento.
Para falar sobre manutenção de comportas,
entendemos ser mais prático falar da manutenção
das partes constituintes das comportas,
englobando aí os tipos de comportas distintos, do
que falar de uma por uma, visto que a
manutenção aplicável para as mesmas partes de
tipos distintos de comportas é praticamente a
mesma, e as diferenças, quando existentes, serão
ressaltadas.
III.1. TABULEIROS, BRAÇOS E ESTRUTURAS DE
VIGAS PESCADORAS
Os tabuleiros, braços e as estruturas das vigas
pescadoras devem ser inspecionados no mínimo
a cada seis meses para verificação de corrosão
na estrutura. Recomenda-se a imediata limpeza e
pintura das regiões corroídas. Em caso de um
aumento acentuado de corrosão de uma inspeção
para outra, recomenda-se investigar as causas.
Para a face de jusante do tabuleiro e braços das
comportas segmento, elementos e estrutura da
viga pescadora de comporta ensecadeira, torna-
se mais fácil executar esta manutenção, visto que
estas partes estão acessíveis a todo tempo. Já
para as comportas vagão de tomada d’água e a
face de montante da comporta segmento que se
encontram normalmente submersas, esta
manutenção torna-se mais difícil, sendo, desta
forma, necessário estabelecer uma rotina
diferente de inspeções em função das paradas da
turbina. Para o caso da comporta segmento, há
duas soluções alternativas, sendo uma delas a
colocação da comporta ensecadeira no vão da
comporta a ser inspecionada, esgotamento da
água e a inspeção, e a outra solução é a abertura
completa da comporta para inspecionar no piso de
operação. No entanto, esta solução representa
uma grande perda de água e dificilmente é
adotada, apesar de ser mais rápida de se fazer.
Caso se constate uma corrosão sistêmica no
equipamento, a mesma deve ser monitorada, as
causas estudadas e identificadas e as medidas
preventivas e/ou corretivas adotadas para garantir
a vida útil do equipamento. Para monitorar a
corrosão, a espessura da chapa dever ser medida
e onde necessário usado o método ultrassônico.
III.2. RODAS
As rodas que requerem maior cuidado, são
obviamente as rodas principais das comportas
vagão de emergência. Sua manutenção, no
entanto, está sempre condicionada à
disponibilidade da comporta, o que ocorre nos
períodos de parada programada da turbina, onde
coloca-se a comporta ensecadeira da tomada

ANEEL – Agência Nacional de Energia Elétrica 149 Estudo de Vida Útil Econômica e Taxa de Depreciação
d’água e pode-se proceder a trabalhos de
manutenção na comporta. Neste caso, estas
manutenções devem ser programadas,
procurando executá-las ao menos uma vez por
ano, sendo possível executar a cada seis meses.
Devem ser inspecionados: a superfície externa da
roda, os parafusos das tampas, o travamento da
roda e executado o engraxamento da roda.
Recomenda-se a cada 5 anos a desmontagem de
uma roda para verificar as condições de eixos,
rolamentos e retentores e, dependendo da
situação encontrada, fazer as substituições
necessárias e extendê-la às demais rodas.
III.3. VEDAÇÕES
As vedações, como sendo o elemento de
estanqueidade da comporta, devem ser
inspecionadas a cada seis meses, quanto à
deformação, trincas ou fissuras ou sempre que
forem detectados vazamentos na comporta, além
dos níveis considerados normais. Da mesma
forma que para a roda, a inspeção nas comportas
vagão de tomada d’água deve ser programada
para ser executada nas paradas da turbina.
Recomenda-se a troca das vedações a cada 5 ou
10 anos. A determinação do período de troca deve
ser feita por cada usina, considerando os registros
de vazamentos, as condições particulares do
projeto e o relatório do estado da borracha na
última troca.
Deve-se ressaltar que borrachas de comportas
expostas freqüentemente aos raios solares sofrem
um ressecamento mais acentuado e requerem
trocas mais freqüentes.
III.4. PEÇAS FIXAS
As peças fixas das comportas ensecadeiras ficam
permanentemente submersas e, portanto, a
inspeção das mesmas só pode ser feita com
auxilio de mergulhadores. Já as peças fixas das
comportas vagão da tomada d’água e segmento
do vertedouro podem ser inspecionadas em seco
com a colocação da respectiva comporta
ensecadeira, lembrando porém que, no caso da
comporta vagão, a inspeção da peça fixa depende
da parada da turbina.
Recomenda-se, para as comportas vagão e
segmento, a inspeção a cada cinco anos e, se
constatada corrosão acentuada, proceder à
recuperação, quer pela repintura de superfícies de
aço carbono, quer pela recuperação com
enchimento de solda e posterior esmerilhamento
das chapas de aço carbono ou inox, onde
necessário.
Para as peças fixas da comporta ensecadeira,
deve-se estabelecer a necessidade e extensão
das inspeções subaquáticas, baseadas na
inspeção das peças fixas das comportas vagão.
III.5. ACIONAMENTO
Os componentes do acionamento da comporta
são os itens que demandam maior cuidado quanto
à inspeção e manutenção. Devem ser executadas
as seguintes inspeções e manutenções:
III.5.1. Cilindros Hidráulicos
Os cilindros hidráulicos, quando em operação
requerem pouca manutenção.
No período inicial de uso, recomendam-se
inspeções periódicas para comprovar que os

ANEEL – Agência Nacional de Energia Elétrica 150 Estudo de Vida Útil Econômica e Taxa de Depreciação
cilindros estão trabalhando adequadamente e não
há vazamento de óleo.
As hastes dos cilindros devem ser inspecionadas
quanto a riscos, pois os mesmos indicam
presença de sujeira no óleo.
Os vazamentos nas vedações são indicados pelo
aumento da freqüência das operações de
reposição da posição da comporta.
Recomenda-se a troca das vedações do cilindro
sempre que se constatar vazamentos ou a cada
dez anos.
III.5.2. Unidade e Tubulações Hidráulicas
A segurança do funcionamento da unidade e
tubulações hidráulicas deve-se a uma
manutenção cuidadosa.
É de vital importância manter o fluido hidráulico
limpo para evitar que partículas abrasivas
penetrem no sistema e causem danos às bombas,
válvulas e cilindros hidráulicos.
A manutenção das unidades hidráulicas deve
cobrir os seguintes pontos:
• Controlar constantemente o nível do óleo
hidráulico, fazendo a complementação
com o mesmo óleo quando necessário;
• Proceder a limpeza mensal dos filtros de ar
e semanal dos filtros de óleo;
• A troca do óleo do sistema deve ser
estabelecida a partir das observações do
grau de envelhecimento e sujeira do
mesmo. Recomenda-se a execução de
análise do óleo anualmente e as trocas
quando recomendadas por estas análises;
• Observar o aquecimento do óleo, visto que
o aumento da temperatura, além de certo
valor, aumenta em muito a velocidade de
degradação do óleo;
• Observar o aquecimento nos mancais das
bombas. Havendo aquecimento além do
normal, há a indicação de desgastes e
necessidade de trocas de rolamentos ou
lubrificação. A observação da temperatura
deve ser feita semanalmente por contato
manual;
• A tubulação hidráulica deve ser
inspecionada mensalmente quanto a
vazamentos;
• A pressão do óleo no circuito deve ser
controlada semanalmente, e as alterações
anotadas;
• As bombas hidráulicas devem ser
inspecionadas a cada seis meses,
verificando-se, principalmente a ocorrência
de vibração anormal, ruídos elevados,
pressão insuficiente e vazamentos através
dos eixos;
• As válvulas de solenóide devem ser
inspecionadas a cada seis meses, e o
resultado destas inspeções pode indicar a
necessidade da substituição.
• Os motores das unidades hidráulicas
devem ser inspecionados quanto a níveis
de isolamento, elevação de temperaturas
nas bobinas e mancais, desgastes,
lubrificação dos rolamentos,
funcionamento do ventilador quanto ao
correto fluxo de ar, níveis de vibrações,
desgastes das escovas e anéis coletores.

ANEEL – Agência Nacional de Energia Elétrica 151 Estudo de Vida Útil Econômica e Taxa de Depreciação
A carcaça deve ser mantida limpa de pó
em sua superfície exterior para facilitar a
troca de calor com o meio.
O tempo de vida das instalações hidráulicas que
têm uma manutenção adequada e cuidadosa
depende do tempo de vida dos elementos
mecânicos.
Normalmente, nas bombas são os rolamentos que
têm o tempo de vida limitado entre 5000 a 10000
horas.
Nas válvulas, o tempo de vida depende da
quantidade de operações do êmbolo em
conseqüência das ligações do solenóide. Estes
componentes são previstos para 10 milhões de
ligações.
O tempo de vida das válvulas pode ser estimado
em 2000 a 3000 horas de serviço da instalação.
III.5.3. Painéis Elétricos de Comando
Os painéis, como sendo os órgãos de comando
da unidade hidráulica e de execução da lógica de
operação da comporta, devem ser inspecionados
mensalmente e, particularmente a cada operação,
principalmente nos equipamentos sujeitos a maior
desgaste e com maior probabilidade de falha. O
estado de isolação dos cabos elétricos deve ser
também constantemente inspecionado.
III.5.4. Indicadores de Posição
Os indicadores de posição, dado à sua
importância na execução da lógica de operação
da comporta, como já destacado anteriormente,
devem ser mensalmente inspecionados. Em
comportas segmento, os aparelhos pendulares,
atualmente bastante usados, não requerem
manutenção, a menos da verificação dos
parafusos de fixação e de alguma avaria externa
que pode ocorrer. Já nas comportas vagão, os
aparelhos eletrônicos que estão sendo atualmente
empregados requerem um pouco mais de
cuidados e sua manutenção deve seguir as
disposições do fabricante.
IV. MANUTENÇÃO CORRETIVA
Mesmo que se siga o programa de manutenção
preditiva indicado pelo fabricante, é natural que
alguns componentes venham a falhar durante a
operação. Em algumas destas falhas,
fortuitamente teremos equipamentos stand-by já
previstos no projeto, como é o caso de grupos
motobomba, ou ainda, equipamentos
sobressalentes no almoxarifado que poderão ser
prontamente substituídos.
É de fundamental importância manter uma
quantidade adequada de materiais de reposição
no almoxarifado da usina para que a operação
das comportas não seja comprometida colocando
em risco a segurança da turbina ou mesmo da
própria usina.
Da mesma forma, aconselha-se que, para alguns
materiais onde a reposição pode ser melhor
programada, não sejam mantidos materiais em
estoque, pois isto significa recurso imobilizado e,
dependendo do caso, quando for realmente
necessário usar o material, o mesmo pode já estar
impróprio para o uso.
ANEEL – Agência Nacional de Energia Elétrica 152 Estudo de Vida Útil Econômica e Taxa de Depreciação
Obviamente, deve-se levar em conta uma série de
fatores para se decidir pelos materiais a serem
mantidos em estoque, tais como dificuldade de
aquisição, custo, quantidade de defeitos
apresentados, importância do item no conjunto da
comporta, entre outros, que devem ser
estabelecidos pela equipe de manutenção.
V. VIDA ÚTIL ECONÔMICA
A análise da vida útil econômica de comportas
deve ser feita considerando-se as três partes
principais do equipamento, ou seja, estrutura,
peças fixas e acionamento.
A estrutura, mesmo se considerando as rodas e
vedações, que são itens mais sujeitos à
manutenção que o tabuleiro, apresenta grande
robustez e, desde que se tomem os cuidados
mínimos de manutenção para se evitar a corrosão
da estrutura, terá vida útil assegurada em mais de
50 anos.
As peças fixas são projetadas, tendo as partes
onde se apóiam as borrachas de vedação em aço
inoxidável e, desde que não sejam atacadas pela
água ou sofram efeito da erosão no concreto
devido ao projeto civil inadequado, terão vida
superior a 50 anos. As peças fixas das comportas
vagão de tomada d’água e segmento de
vertedouro apresentam a possibilidade inspeção
em seco e, até mesmo, execução de reparos com
a instalação da comporta ensecadeira, o que não
ocorre com as comportas ensecadeiras que não
podem ser ensecadas.
O acionamento das comportas é a parte que
maior manutenção exigirá por possuir uma maior
quantidade de componentes móveis normalmente
sujeitos a desgastes e falhas. Pesa, no entanto, a
favor do acionamento o fato de o mesmo estar
normalmente alojado em sala abrigada em boas
condições de acesso e facilidade para
manutenção. O que ocorrerá com o acionamento,
diferentemente da estrutura e das peças fixas, é
que dentro da vida útil do equipamento é bem
provável que sejam feitas atualizações do
equipamento, incorporando certas melhorias que
venham a ser desenvolvidas com o passar dos
anos. Tendo em vista a realização das
intervenções citadas acima, consideraremos a
vida útil econômica do acionamento da comporta
em 30 anos.
Tendo em vista o conjunto da comporta, achamos
prudente considerar a vida útil econômica das
comportas como sendo 30 anos.
REFERÊNCIAS
[1] Erbistie, Paulo César Ferreira. Comportas
Hidráulicas. Editora Campus/Eletrobrás – 1987.

ANEEL – Agência Nacional de Energia Elétrica 153 Estudo de Vida Útil Econômica e Taxa de Depreciação
Computador e Periféricos
RESUMO
Todos os computadores consistem de dois
componentes básicos: hardware e software. O
hardware dos computadores inclui todos os
componentes físicos que integram o sistema do
computador: fonte de alimentação, drive para
discos flexíveis, disco rígido, placa-mãe,
microprocessador, circuito de clock, memória
ROM, memória RAM, etc. O software é constituído
pelos programas de computador, que são listas de
instruções que dizem ao computador o que fazer,
há duas categorias principais de software: sistema
operacional e aplicativos. Os principais periféricos
encontrados em aplicações domésticas e
comerciais são: monitor, teclado, mouse, leitores
de CD Rom, scanners, impressoras, etc. Os
computadores e periféricos são equipamentos
bastante confiáveis, porém precisam de um
ambiente operacional adequado para que esta
confiabilidade seja mantida, tomando-se cuidados
com: calor e frio, umidade, sujeira e poeira,
impactos e vibrações, eletricidade estática,
problemas relacionados com a rede elétrica. A
manutenção preventiva aplicada em
computadores e periféricos pode ser dividida em
duas categorias: as que o usuário pode fazer e as
que necessitam de uma assessoria técnica. Esta
manutenção pode utilizar softwares de diagnóstico
de falhas e correção das mesmas, ou pode ser
efetuado através de limpezas, verificação das
conexões físicas de cabos, etc. As manutenções
corretivas de hardware se resumem à troca de
placas defeituosas por outras novas. Já, a
manutenção corretiva de software, geralmente
está associada a desinstalação do mesmo, ou
ainda, em casos mais graves, a formatação de
todo o disco rígido com posterior re-instalação de
todos os softwares aplicativos e arquivos contidos
nele. Levando em consideração o rápido
desenvolvimento de dispositivos melhores e a alta
taxa de renovação da tecnologia aplicada em
computadores e periféricos, pode-se estimar uma
vida útil econômica de 3 anos para computadores
e periféricos.
I. INTRODUÇÃO
O primeiro computador foi desenvolvido na
Universidade da Pensilvânia por volta 1943, o
Eniac (Eletrical Numerical Integrator and
Calculator) era uma máquina enorme composto
de 18.000 válvulas e 15.000 relés, que ficava
alojada numa sala de 9 x 30 m.
Com o advento do transistor de silício, em 1947,
tornou-se então possível aumentar a velocidade
das operações na computação. Em meados dos
anos 60, foi desenvolvido o circuito integrado, com
isso a computação deu um grande passo à frente.
A indústria dos computadores pessoais (PC), teve
seu iníc io em 1971 com a fabricação do primeiro
microprocessador, o Intel 4004. Porém a indústria
decolou somente em 1975 com Altair 8800, da
MITS.
ANEEL – Agência Nacional de Energia Elétrica 154 Estudo de Vida Útil Econômica e Taxa de Depreciação
Durante os anos seguintes foram desenvolvidos
diversos projetos utilizando microprocessadores,
então em 1981 a IBM apresentou o IBM Personal
Computer, que trazia um processador Intel 8088
de 4,7 MHz com 16 Kb de RAM. Também houve
avanços significativos na área de software com a
Microsoft.
Dessa época em diante, houveram grandes
avanços tecnológicos tanto na área de hardware,
quanto na de software. A indústria da informática
se tornou uma das mais gigantes indústrias
mundiais, só perdendo para indústria do petróleo.
Como qualquer equipamento eletrônico, os
computadores pessoais podem falhar,
evidentemente sua confiabilidade é bem alta,
porém com o rápido desenvolvimento da
microeletrônica, a obsolescência tecnológica
desse equipamento é muita rápida [1].
Muitos equipamentos, chamados de periféricos,
foram desenvolvidos para auxiliar os
computadores a desempenharem melhor suas
tarefas, como por exemplo: impressoras,
scanners, placas de rede e FAX/Modem, etc.
Os computadores e periféricos são equipamentos
bastante confiáveis, porém precisam de um
ambiente operacional adequado para que esta
confiabilidade seja mantida. Algumas
características que devem ser observadas:
• Calor e frio: todos os componentes
eletrônicos têm sua durabilidade reduzida
com o aumento da temperatura, portanto é
recomendável se instalar computadores e
periféricos em ambientes com ar-
condicionado e evitar a obstrução dos
orifícios de ventilação;
• Umidade: a alta umidade pode acelerar o
processo de oxidação das partes metálicas
do computador, já a baixa umidade pode
criar problemas de eletricidade estática;
• Sujeira e poeira: afetam todos os
componentes de um computador, mas em
especial alguns periféricos como teclado e
mouse, prejudicando os contatos destes
equipamentos;
• Impactos e vibrações: este problema afeta
tanto componentes fixos, como móveis. O
excesso de vibração e impactos pode fazer
com que circuitos integrados sejam
desconectados de seus soquetes, bem
como pode afetar a integridade do disco
rígido e de leitores de CD Rom, pois
podem desalinhar suas cabeças de leitura;
• Eletricidade estática: os circuitos
integrados que compõem as placas dos
computadores são afetados por esse
fenômeno podendo até ser
permanentemente danificado por este.
Deve-se tomar muito cuidado ao manusear
as placas de computadores, procurando
sempre descarregar a estática acumulada
antes;
• Problemas relacionados com a rede
elétrica: os computadores, bem como
muitos de seus periféricos, possuem fontes
de alimentação chaveadas, que são
sensíveis a ruídos e distorções do sinal
elétrico, bem como a oscilações e
flutuações do nível de tensão do sinal [2].

ANEEL – Agência Nacional de Energia Elétrica 155 Estudo de Vida Útil Econômica e Taxa de Depreciação
Outro grande problema da atualidade, está
relacionado com o software, são os vírus de
computador. Os vírus são programas que
geralmente estão anexados a outros arquivos de
aplicativos, e quando entram em operação podem
causar problemas em todos softwares aplicativos
do sistema. Atualmente, surgem milhares de vírus
novos por semana, e o único modo de prevenção
efetiva é a utilização de programas anti-vírus
antes de se ler, copiar, ou executar, qualquer
arquivo vindo de outro computador [1] [4].
II. CARACTERÍSTICAS
II.1. COMPUTADORES
Todos os computadores consistem de dois
componentes básicos: hardware e software.
II.1.1. Hardware
O hardware dos computadores inclui todos os
componentes físicos que integram o sistema do
computador:
• Fonte de alimentação: converte a tensão
da rede 127 V corrente alternada para os
níveis de tensão corrente contínua que o
computador necessita;
• Drive para discos flexíveis: permite que as
informações possam ser armazenadas e
lidas a partir de um disco magnético
flexível removível;
• Disco rígido: permite que as informações
possam ser armazenadas e lidas a partir
de um disco magnético rígido não-
removível;
• Placa-mãe: aloja e interconecta
eletricamente a maioria dos componentes
eletrônicos de um computador;
• Microprocessador: interpreta as instruções
para o computador e executa os
procedimentos requeridos por cada uma
das instruções. As suas principais funções
são: controle dos dados de todo sistema,
executar todas as operações matemáticas,
executar todas operações lógicas e
decisões e executar todo o controle do
sistema e dos dados;
• Circuito de clock: atua como um contador
de passo do sistema para o
processamento de estados, em geral, um
aumento da taxa de clock resulta num
aumento de desempenho;
• Memória ROM: memória não-volátil
programada de fábrica que não pode ser
alterada pelo usuário, podendo ser lida,
mas não escrita. A ROM contém o sistema
de entradas e saídas básico (BIOS) que
permite que o usuário acesse os
dispositivos de entrada e saída;
• Memória RAM: memória volátil que
armazena programas de computadores e
interage com eles, podendo ser lida e
escrita. Quanto mais memória RAM o
computador tem, maior o programa
aplicativo que se pode executar;
• Barramento: um grupo de cabos
conectados que fornece meios para
mandar e receber informações entre
diferentes partes do computador,
geralmente em múltiplos de oito;
• Slots de expansão: conectores usados
para o propósito de conectar outros
circuitos à placa-mãe;
• Cartões periféricos: permite a conexão do
computador com dispositivos de entrada e

ANEEL – Agência Nacional de Energia Elétrica 156 Estudo de Vida Útil Econômica e Taxa de Depreciação
saída, como por exemplo: drives,
impressoras, monitores, etc. [3]
II.1.2. Software
O software é constituído pelos programas de
computador, que são listas de instruções que
dizem ao computador o que fazer.
Há duas categorias principais de software:
• Sistema operacional: é constituído pelo
conjunto de programas que permite que o
usuário interaja com o computador,
operando os drives de discos, a
impressora, e outros dispositivos.
• Aplicativos: são programas desenvolvidos
para dar ao computador uma aplicação
específica, como por exemplo: um
processador de texto. Constituem a
maioria dos softwares disponíveis no
mercado.
Todas as informações geradas e necessárias pelo
computador são armazenadas na forma de
arquivos, os arquivos podem ser movidos,
copiados, renomeados ou apagados, os principais
tipos de arquivos são:
• arquivo executável: uma lista de instruções
para o microprocessador;
• arquivo de dados: uma lista de
informações;
• arquivo texto: uma série de caracteres
como letras, números, espaços, etc.;
• arquivo gráfico: uma figura convertida em
código digital.
Os arquivos e programas são armazenados em
diretórios, também chamados de pastas. Os
diretórios são organizados em forma de uma
estrutura de árvore [3].
II.2. PERIFÉRICOS
Os principais periféricos encontrados em
aplicações domésticas e comerciais são:
II.2.1. Monitor
O monitor de vídeo constitui o meio pelo qual o
computador apresenta ao usuário as diversas
informações que este pode acessar, é composto
por um tubo de raios catódicos, uma fonte de
alimentação, um circuito eletrônico de controle,
um canhão de feixe de elétrons e das bobinas
magnéticas defletoras.
Basicamente, o computador, através de uma
placa de vídeo, que pode estar contida na placa-
mãe ou ser uma placa independente conectada na
placa-mãe, envia o sinal contendo as informações
da imagem a ser formada para o monitor.
Este sinal vai chegar na placa de controle do
monitor, que controla o funcionamento do canhão
de feixe de elétrons e das bobinas magnéticas
defletoras. Estes dois componentes são
alimentados pela fonte de alimentação, e tem a
função de disparar um feixe de elétrons no tubo
de raios catódicos que irá formar a imagem.
As bobinas magnéticas defletoras são
responsáveis por controlar a direção do feixe de
elétrons [4].
II.2.2. Teclado
O teclado é um dos componentes que sofrem
mais desgaste natural do computador, pois se

ANEEL – Agência Nacional de Energia Elétrica 157 Estudo de Vida Útil Econômica e Taxa de Depreciação
trata do meio pelo qual o usuário passa diversas
informações para o computador.
O teclado possui um microprocessador próprio
que detecta os movimentos das teclas. Este
microprocessador fica varrendo as teclas, e
quando uma tecla é pressionada, ele manda um
código de varredura, um byte que identifica a
posição da tecla, para o computador. Esse byte
será decodificado no computador para se obter o
valor do caractere que aquela tecla representa [4].
II.2.3. Mouse
O mouse também é outro componente que sofre
um grande desgaste natural, pois também
constitui um meio pelo qual o usuário passa
comandos para o computador.
O mouse possui uma esfera que fica em contato
com uma pequena plataforma, sendo que essa
esfera sensibiliza os roletes de movimentação
horizontal e vertical do ponteiro [5].
II.2.4. CD Rom
Os leitores de CD Rom são atualmente um dos
meios mais eficientes de se armazenar e
transportar dados, uma vez que estes discos
possuem uma alta capacidade de armazenar
informações (650 MB) com um tempo de acesso
muito rápido, e como esses dados são gravados
através de um processo óptico possui maior
confiabilidade [2] [5].
II.2.5. Impressoras
As impressoras são os dispositivos pelos quais o
computador transfere as informações solicitadas
pelo usuário para o papel. Elas são de três tipos:
matriciais, jatos de tinta e laser.
As impressoras matriciais já estão bastante
obsoletas atualmente, pois são lentas e
barulhentas. Este tipo de impressora ainda é
muito encontrada em uso, pois possuem um custo
baixo de operação. Utilizam uma fita para imprimir
os caracteres, como as máquinas de escrever
antigas, e uma cabeça de impressão formada de
agulhas.
Já as impressoras jato de tinta são as mais
comumente encontradas no mercado, são
bastante rápidas e silenciosas. Possuem um custo
de operação acessível às diversas aplicações, e
utilizam esguichos de tinta, preta e colorida,
através de uma matriz de minúsculos bocais, para
imprimir os caracteres.
A impressora laser é de todas a mais rápida e
silenciosa, porém possui um custo de operação
mais elevado. Este tipo de impressora utiliza um
toner para impressão dos caracteres. O processo
é semelhante ao utilizado nas máquinas
copiadoras, sendo que o toner é atraído para as
áreas carregadas de um tambor eletrostático e
então ele é transferido eletrostaticamente para o
papel e fundido usando cilindros quentes de
pressão. Geralmente só imprimi em preto e
branco [2] [5].
II.2.6. Scanners
Os scanners são dispositivos que através de um
processo óptico consegue ler informações em
uma folha de papel e transferi-las diretamente
para o computador em forma de arquivos texto ou
gráficos.

ANEEL – Agência Nacional de Energia Elétrica 158 Estudo de Vida Útil Econômica e Taxa de Depreciação
Utilizam o mesmo processo aplicado nas
máquinas copiadoras [2] [5].
II.2.6. Placas de FAX/Modem
As placas de FAX/Modem podem estar contidas
na placa-mãe ou ser uma placa independente
conectada à placa-mãe. Tem como função prover
o computador de um meio de utilizar as linhas
telefônicas para transmissão de dados [2] [5].
II.2.7. Placas de Rede
As placas de Rede também podem estar contidas
na placa-mãe ou ser uma placa independente
conectada à placa-mãe. Tem como função prover
o computador de um meio de se comunicar com
outros computadores para transmissão de dados
[2] [5].
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
Todo computador do tipo PC vem acompanhado
com um software de diagnóstico básico, as rotinas
de autoteste (POST – Power-On Self Test) no
BIOS do sistema. Essas rotinas verificam a
funcionalidade básica de todos os dispositivos
padrões assim que o sistema é ligado.
Existem no mercado diversos softwares de
diagnóstico de falhas e correção de problemas,
podendo ser utilizados para se analisar o
desempenho dos principais dispositivos internos
do computador e tomar algumas medidas de
otimização para estes dispositivos.
A manutenção preventiva aplicada em
computadores e periféricos, constitui o segredo da
durabilidade e confiabilidade desses sistemas,
sendo que esta pode ser dividida em duas
categorias: as que o usuário pode fazer e as que
necessitam de uma assessoria técnica.
As principais tarefas de manutenção preventiva de
computadores, com periodicidade semanal, são:
• Backup de todos os dados;
• Limpar parte externa do computador,
monitor, teclado e demais periféricos,
utilizando produtos apropriados para tal
tarefa;
• Verificar se todos os fios e cabos externos
estão seguros e se cada cabo está ligado
corretamente [1] [2] [4] [5].
As principais tarefas de manutenção preventiva de
computadores, com periodicidade semestral,
necessitam de uma assessoria técnica, e são:
• Retirar a tampa do computador e fazer
uma limpeza das partes internas do
mesmo, utilizando produtos apropriados
para tal tarefa;
• Verificar se todos os fios e cabos internos
estão seguros e se cada cabo está ligado
corretamente;
• Verificar se as placas internas estão
devidamente conectadas à placa-mãe [1]
[2] [4] [5].
Devido a grande utilização das impressoras pelos
usuários de computadores, estas necessitam de
uma manutenção preventiva também, com uma
periodicidade que varia de acordo com a sua
utilização. As principais tarefas de manutenção
preventiva aplicadas às impressoras são:
• Remover a poeira e os fragmentos de
papel do mecanismo;
ANEEL – Agência Nacional de Energia Elétrica 159 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Verificar se a pista de avanço do papel
está desobstruída;
• Limpar as partes externas da impressora;
• Executar as rotinas de autolimpeza das
cabeças de impressão [1] [2] [4] [5].
IV. MANUTENÇÃO CORRETIVA
As manutenções corretivas de hardware se
resumem à troca de placas defeituosas por outras
novas.
Já, a manutenção corretiva de software,
geralmente está assoc iada a desinstalação do
mesmo, com posterior re-instalação do mesmo.
Ou ainda, em casos mais graves, a formatação de
todo o disco rígido com posterior re-instalação de
todos os softwares aplicativos e arquivos contidos
nele [1] [2] [4] [5].
V. VIDA ÚTIL ECONÔMICA
A indústria da informática é uma das mais vorazes
em termos de renovação tecnológica, sendo que
um equipamento lançado hoje pode estar obsoleto
em no máximo 3 anos.
Este grande desenvolvimento e constante
renovação dos sistemas computacionais, é
estimulado não só por novos dispositivos de
hardware mais rápidos ou mais poderosos, como
também pelo desenvolvimento de softwares
melhores e mais eficientes.
Levando isso em consideração, juntamente com a
maciça utilização de computadores e periféricos
em todos os setores, pode-se estimar uma vida
útil econômica de 3 anos para computadores e
periféricos.
REFERÊNCIAS
[1] J. Moss. Manutenção, reparos e atualização de
seu IBM PC e compatíveis. Makron Books, 1993.
[2] L. Vasconcelos. Manual de manutenção e
expansão de PCs. Makron Books.
[3] L. Vasconcelos. Como fazer expansões de
hardware no seu PC. Makron Books.
[4] G. Grimes. Aprenda em 24 horas Upgrade e
Manutenção de PC’s. Editora Campus, 1999.
[5] A. Rathbone. Upgrade E Manutenção De Pcs
Para Dummies. Editora Campus, 1998.

ANEEL – Agência Nacional de Energia Elétrica 160 Estudo de Vida Útil Econômica e Taxa de Depreciação
Condensador de Vapor
RESUMO
Os condensadores de vapor são equipamentos
utilizados para condensar o vapor procedentes de
turbinas a vapor. Existem duas vantagens
associadas com a utilização dos condensadores:
diminuição da pressão de escape da turbina com
o conseqüente aumento da produção de energia e
a recuperação do condensado para sua utilização
como água de alimentação da caldeira. Nas
centrais térmicas a vapor podem ser utilizados
dois tipos de condensadores: os de superfície e os
de contato. Os condensadores de superfície
proporcionam uma baixa pressão de escape
assim como a recuperação do condensado. Os
condensadores de contato por sua vez, também
proporcionam uma baixa pressão de escape, mas,
neste caso, ocorre a mistura do condensado com
a água de refrigeração, comprometendo assim a
recuperação do condensado. Quanto aos
procedimentos de manutenção, deve-se ter
atenção especial ao tratamento da água que
circula no ciclo a fim de evitar a formação de
depósitos e problemas associados à corrosão.
Deve-se também regularmente analisar a
integridade dos tubos e acessórios. Considerando
que os condensadores de vapor são
equipamentos onde o correto atendimento do
programa de manutenção permite que se alcance
sua vida útil esperada sem maiores
inconvenientes, sugere-se uma vida útil
econômica de 25 anos.
I. INTRODUÇÃO
Os condensadores de vapor são equipamentos
utilizados para condensar o vapor procedentes de
turbinas a vapor. Existem duas vantagens
associadas com a utilização dos condensadores:
diminuição da pressão de escape da turbina com
o conseqüente aumento da produção de energia e
a recuperação do condensado para sua utilização
como água de alimentação da caldeira.
A recuperação de calor através do condensado é
de fundamental importância nas centrais de
produção de energia elétrica a vapor. A água a ser
utilizada na caldeira, seja ela proveniente de rios,
lagos ou outras fontes, deve ser tratada
apropriadamente antes de sua utilização. Com a
tendência de se trabalhar com maiores pressões e
temperaturas, a necessidade de se obter água de
alimentação cada vez mais puras é cada vez
maior. Neste caso a utilização de condensadores
adequados minimiza a necessidade de tratamento
de água ao fazer circular no ciclo uma água já
tratada.
A condensação do vapor em um recinto fechado
produz um vácuo parcial devido à diminuição de
volume experimentada pelo vapor de baixa
pressão. Assim, a energia necessária para o
funcionamento do condensador é a relacionada
com o trabalho da bomba para comprimir o líquido
condensado, aumentando assim sua pressão, e
para também fazer circular a água de refrigeração.

ANEEL – Agência Nacional de Energia Elétrica 161 Estudo de Vida Útil Econômica e Taxa de Depreciação
Também é necessária uma certa quantidade de
energia para eliminar o ar e outros gases não
condensáveis que entram no condensador
juntamente com o vapor. O ar e os gases
dissolvidos na água de origem natural que
alimenta a caldeira desprendem-se da mesma no
condensador ao estarem submetidos à baixa
pressão.
II. CARACTERÍSTICAS
Nas centrais térmicas a vapor podem ser
utilizados dois tipos de condensadores: os de
superfície e os de contato. Os condensadores de
superfície proporcionam uma baixa pressão de
escape assim como a recuperação do
condensado. Os condensadores de contato por
sua vez, também proporcionam uma baixa
pressão de escape, mas, neste caso, ocorre a
mistura do condensado com a água de
refrigeração, comprometendo assim a
recuperação do condensado.
Em grandes centrais a vapor não se indica a
utilização dos condensadores de contato, pois,
mesmo desconsiderando a perda de condensado,
o custo associado com o consumo de energia das
bombas e com a retirada dos gases não
condensáveis elimina as vantagens decorrentes
do elevado vácuo que pode ser obtido com este
tipo de condensador.
Nos condensadores de superfície, o vapor a ser
condensado normalmente circula por fora de
tubos enquanto a água de refrigeração passa por
dentro dos mesmos. O motivo para esta
seqüência é que o vapor, como foi gerado a partir
de uma água tratada, não causa depósito sobre
as superfície dos tubos. A água de refrigeração,
por sua vez, geralmente não possui tratamento e
acaba ocasionando depósitos. Como a limpeza da
parte interna é bem mais simples do que a da
parte externa, justifica-se a ordem citada
anteriormente.
Os condensadores de superfície podem ser de um
passe, quando a água circula através de todos os
tubos em um único sentido, ou de dois passes,
quando circula em um sentido na metade dos
tubos e no outro sentido na metade restante. A
maioria dos grandes condensadores possui uma
bomba para conduzir o condensado líquido
formado e um ejetor para retirar o ar e os gases
não condensados.
Para um adequado funcionamento, o condensador
de superfície de vê obedecer alguns princípios:
• O vapor deve entrar no condensador com
a menor resistência possível e a queda de
pressão gerada no condensador deve
também ser a menor possível;
• O ar deve ser retirado o mais rápido
possível do condensador por ser tratar de
um fluido mau condutor de calor;
• O ar deve ser retirado em pontos
apropriados, livre de vapor d’água e à
menor temperatura possível;
• Deve-se gastar o mínimo possível de
energia para retirar o ar;
• O condensado deve ser formado o mais
rápido possível e ser enviado, já sem a
contaminação pelo ar, para a caldeira à
maior temperatura possível;
• A água de refrigeração deve passar pelo
condensador deixando uma quantidade

ANEEL – Agência Nacional de Energia Elétrica 162 Estudo de Vida Útil Econômica e Taxa de Depreciação
mínima de sedimentos e absorvendo o
máximo possível de calor.
Nos condensadores de contato, o vapor é
condensado através de contato direto com a água
de refrigeração, presente no condensador na
forma de jatos. Pelo efeito combinado da pressão
da água de refrigeração ao entrar no
condensador, do vácuo existente no condensador
e da ação da gravidade, estes jatos alcançam
velocidade suficiente para arrastar o vapor
condensado, o ar e os gases não condensados e
para conduzi-los a um poço, vencendo assim a
pressão atmosférica.
III. MANUTENÇÃO PREVENTIVA
O tratamento da água é um dos principais pontos
a serem abordados em um plano de manutenção
preventiva de um condensador de vapor. Apesar
do vapor ser, a princípio, um fluido livre de
impurezas, uma vez que ao entrar no ciclo de
geração como água de alimentação da caldeira
ele foi devidamente tratado, a água de
refrigeração não possui, na maioria dos casos,
tratamento tão rígido. Esta água, ao circular pelo
condensador, pode causar diversos problemas,
como corrosão e formação de depósitos.
A corrosão pode ser apresentar de duas formas:
corrosão geral e corrosão localizada. No caso da
corrosão geral, o tratamento consiste em controlar
o nível de acidez e alcalinidade da água. No caso
da corrosão localizada, deve-se retirar o oxigênio
livre da água através de algum produto químico.
Estes tratamentos que consistem na introdução de
um agente na água de refrigeração são indicados
para os condensadores de superfície. Caso
contrário, deve-se tomar as devidas precauções
ao adicionar-se um produto que irá percorrer todo
o ciclo de potência, uma vez que irá se misturar
ao condensado que retorna à caldeira.
O outro grande problema são as incrustações, as
quais formam uma camada na superfície do tubos
de troca de calor que reduz ou mesmo interrompe
a troca de calor.
Deve-se ter também um cuidado especial com
relação à integridade da tubulação que compõe o
condensador de vapor. Regularmente devem ser
realizadas análises procurando-se identificar
anomalias.
IV. MANUTENÇÃO CORRETIVA
A manutenção corretiva aplica-se para a limpeza
dos tubos quando da formação de depósitos e
para a substituição de tubos avariados dentro do
condensador de vapor.
V. VIDA ÚTIL ECONÔMICA
Considerando que os condensadores de vapor
são equipamentos onde o correto atendimento do
programa de manutenção permite que se alcance
sua vida útil esperada sem maiores
inconvenientes, sugere-se uma vida útil
econômica de 25 anos.
REFERÊNCIAS
[1] Severns, W. H., Degler, H. E. e Miles, J. C.,
Energía mediante vapor, aire o gas, Edit. Reverté,
1975

ANEEL – Agência Nacional de Energia Elétrica 163 Estudo de Vida Útil Econômica e Taxa de Depreciação
Conduto e Canaleta
RESUMO
Eletrodos ou condutos são tubos de seções
circulares destinados a proteção de condutores
elétricos. As canaletas têm a mesma função do
eletroduto, mas possuem seção retangular. O
dimensionamento, dos condutos e canaletas, é
determinado pela disposição dos condutores e
pela corrente. Um outro fator importante é a
capacidade de troca de calor dos condutos com o
meio. As dimensões internas dos eletrodutos e
respectivos acessórios de ligação devem permitir
instalar e retirar facilmente os condutores ou
cabos. Os eletrodutos rígidos são encontrados
comercialmente em varas de três metros de
comprimento, com uma luva em uma das
extremidades e roscas. Normalmente são de ferro
esmaltado de preto, aço-carbono, PVC rígido e
cimento amianto. As canaletas são geralmente
formadas de alumínio ou lâminas de aço. Os
eletrodutos e canaletas devem resistir aos
esforços mecânicos de dobradura, achatamento e
extensão, assim como apresentarem
suportabilidade a corrosão. Existem condutos que,
além de sua função principal, são utilizados para
aterramento, sendo que estes sofrem mais danos
devido à corrosão eletrolítica. Avaliando todos os
tipos de intempéries que estão submetidos os
condutos e canaletas, e considerando que estes
estão devidamente dimensionados para sua
aplicação, estima-se uma vida econômica útil de
25 anos.
I. INTRODUÇÃO
De acordo com a norma, eletrodutos ou condutos
são tubos de seções circulares destinados à
proteção de condutores elétricos.
Canaletas são estruturas que tem a função de
transportar e proteger os condutos elétricos.
Possuem seção retangular, e geralmente é
localizada internamente nas edificações, próxima
ao teto.
Em eletrodutos e canaletas somente devem ser
utilizados condutores isolados, cabos unipolares
ou cabos multipolares, admitindo a utilização de
condutor nu em conduto isolante exclusivo,
quando tal condutor destina-se a aterramento.
O dimensionamento, dos condutos e canaletas, é
determinado pela disposição dos condutores e
pela corrente. Um outro fator importante é a
capacidade de troca de calor dos condutos com o
meio. As dimensões internas dos eletrodutos e
respectivos acessórios de ligação devem permitir
instalar e retirar facilmente os condutores ou
cabos. Para isso é necessário que a taxa máxima
de ocupação em relação à área da seção não seja
superior a 53% no caso de um condutor, 51% no
caso de dois condutores ou 40% no caso de três
ou mais cabos.
Os condutos e canaletas poderão conter
condutores de um ou mais circuitos, quando as

ANEEL – Agência Nacional de Energia Elétrica 164 Estudo de Vida Útil Econômica e Taxa de Depreciação
três condições apresentadas forem atendidas.
São elas:
• Os circuitos pertencem à mesma
instalação, isto é, se originam de um
mesmo dispositivo geral de manobra e
proteção, sem a interposição de
equipamentos que transformem a corrente
elétrica;
• As seções normais dos condutores fase
estejam contidas de um intervalo de três
valores normalizados sucessivos;
• Os condutores isolados tenham a mesma
temperatura máxima para serviço
contínuo.
As principais normas técnicas brasileiras
relacionadas são:
• NBR13057 – Eletroduto rígido de aço-
carbono, com costura, zincado
eletroliticamente e com rosca NBR8133
(12/1993): Fixa condições exigíveis para
encomenda, fabricação e fornecimento de
eletrodutos rígidos de aço-carbono, com
rosca NBR8133, fabricados de tubo com
costura, com revestimento protetor externo
que tem a finalidade de proteger os
condutores elétricos;
• NBR5598 –Eletroduto rígido de aço-
carbono com revestimento protetor, com
rosca NBR6414 (12/1993): Fixa condições
exigíveis para encomenda, fabricação e
fornecimento de eletrodutos rígidos de
aço-carbono, com revestimento protetor,
fabricado de tubo com ou sem costura e
utilizados para proteção de circuitos de
condutores elétricos;
• NBR5598 - Eletroduto rígido de aço-
carbono com revestimento protetor, com
rosca ANSI/ASME B1.20.1 (03/1995): Fixa
condições exigíveis para encomenda,
fabricação e fornecimento de eletrodutos
rígidos de aço-carbono, fabricados de tubo
com ou sem costura, com revestimento
protetor, e utilizados para proteção de
circuitos de condutores elétricos;
• NBR5624 – Eletroduto rígido de aço-
carbono, com costura, com revestimento
protetor e rosca NBR8133 (12/1993): Fixa
condições exigíveis para encomenda,
fabricação e fornecimento de eletrodutos
rígidos com rosca NBR8133;
• NBR6150 – Eletroduto de PVC rígido
(12/1980): Fixa as características mínimas
exigíveis para o recebimento de
eletrodutos de PVC rígido, de seção
circular;
• NBR6600 – Curvas de aço com costura e
luva de aço-carbono com costura ou ferro
fundido maleável de seção circular para
eletrodutos NBR5624 (10/1985): Fixa
condições exigíveis para encomenda,
fabricação e fornecimento de curvas de
aço-carbono com costuras e luvas de aço-
carbono com costura ou ferro fundido
maleável.
II. CARACTERÍSTICAS
II.1. MATERIAIS DOS CONDUTOS E CANALETAS
Os eletrodutos rígidos são encontrados
comercialmente em varas de três metros de
comprimento, com uma luva em uma das
extremidades e roscas. Normalmente são e ferros

ANEEL – Agência Nacional de Energia Elétrica 165 Estudo de Vida Útil Econômica e Taxa de Depreciação
esmaltado de preto, aço-carbono, PVC rígido e
cimento amianto. As canaletas são geralmente
formadas de alumínio ou lâminas de aço. É
importante ressaltar que estes materiais não
devam propagar o fogo no caso de incêndio.
II.1.1. Ferro Esmaltado de Preto
São utilizados quando há necessidade de suportar
eventuais esforços mecânicos. Este tipo de ferro
esmaltado é preparado para resistir a ação da
corrosão. Geralmente são utilizados no interior de
edificações para instalações de baixa tensão .
II.1.2. Aço-carbono
Estes também suportam a ação de esforços
mecânicos sendo que o aço é uma estrutura mais
rígida, e se protegido devidamente contra a
corrosão eletrolítica satisfaz as necessidades sem
maiores problemas. São utilizados em edificações
de baixa tensão.
II.1.3. PVC
Dentre das principais vantagens do PVC está a
suportabilidade à corrosão e o baixo preço. Estes
são usados em instalações de baixa tensão,
sendo que geralmente estão embutidos dentro da
alvenaria.
II.1.4. Cimento Amianto
Em instalações de alta tensão, onde, por algum
motivo opta-se por instalações subterrâneas
utilizam-se valas vedadas construídas por
concreto de cimento amianto. A principal
vantagem do cimento amianto é o fato dele ser um
isolante térmico protegendo o cabeamento do
fogo.
II.1.5. Alumínio
Por ser um material leve, ele é bastante utilizado
para confeccionar canaletas aéreas em
instalações de baixa tensão.
II.2. TIPOS DE CONDUTOS
Há diversas configurações possíveis de eletrodutos
e canaletas. Algumas são mostradas na figura
abaixo [1].
figura 1 – algumas configurações de condutos e
canaletas.

ANEEL – Agência Nacional de Energia Elétrica 166 Estudo de Vida Útil Econômica e Taxa de Depreciação
As normas especificadas definem as dimensões
dos eletrodutos, assim como a espessura da
parede e a massa teórica.
Para a confecção de diferentes tipos de condutos
deve-se verificar se a superfície interna apresenta
arestas cortantes, para que não ocorra
danificação da capa protetora dos condutos
elétricos.
II.3. ESFORÇOS SUBMETIDOS
De acordo com as normas vigentes, os
eletrodutos devem apresentar suportabilidade a
requisições mecânicas e a corrosão.
Dentre os requisitos mecânicos que o eletroduto
deve suportar estão:
• Dobramento;
• Achatamento;
• Expansão.
As superfícies interna e externa do eletroduto
devem estar protegidas completa e
uniformemente em todo a sua extensão. Quando
for utilizado o revestimento de zinco, ele deve ser
aplicado por imersão à quente ou zincagem em
linha com cromatização. Se for especificada
pintura externa ou interna, ambas devem ser da
mesma qualidade.
II.4. CONDUTOS DE ATERRAMENTO
Para maior segurança da instalação, os condutos
e canaletas devem ser devidamente aterrados.
Mas existem eletrodutos que podem ser utilizados
como aterramento funcional e aterramento de
proteção, são eles [2]:
• Eletroduto de aterramento – condutor ou
conjunto de condutores em contato intimo
com o solo, e que garante uma ligação
elétrica com ele;
• Eletrodos de aterramento eletricamente
distintos (independentes) – eletrodutos de
aterramento suficientemente distantes uns
dos outros para que a corrente máxima
suscetível de ser escoada por um deles
não modifique sensivelmente o potencial
dos outros.
Deve-se relatar que o eletroduto de aterramento
deve ser constituído de um material condutor,
como o alumínio.
II.5. CONDUTOS SUBTERRÂNEOS
Em instalações elétricas de alta potência,
principalmente subestações, utiliza-se condutos
ou canaletas subterrâneos [3].
Os cabos unipolares devem ser protegidos por
condutos de aço zincado ou cimento amianto com
envelope de concreto. É obrigatório o uso de
muflas terminais, tanto na derivação externa,
quanto internamente. A profundidade deve ser
superior a 50 cm.
A configuração mais utilizada é da canaleta
vedada, construída com cimento amianto, sendo
que o fundo é constituído de brita para absorver a
umidade. Nesta configuração os condutores de
alta tensão não terão contato direto com o solo de
brita, devido às estruturas de ferro.

ANEEL – Agência Nacional de Energia Elétrica 167 Estudo de Vida Útil Econômica e Taxa de Depreciação
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
Toda a instalação deve ser periodicamente
verificada por pessoas credenciadas ou
qualificadas, por intervalos de tempo que variam
de acordo com a importância da instalação.
Em condutos e canaletas de grandes instalações
deve-se periodicamente fazer a medição de
resistência dos eletrodos de aterramento e
verificar visualmente as condições em relação à
corrosão.
Deve-se observar em especial medidas de
proteção contra contato com as partes vivas e o
estado dos condutores, sua isolação e suas
ligações.
IV. MANUTENÇÃO CORRETIVA
A manutenção corretiva consiste na troca de uma
peça ou de todo o conjunto da estrutura, quando
esta não atende mais as devidas condições
operativas.
As manutenções podem comprometer seriamente
o abastecimento de energia. Devido a este fator
deve se dar maior ênfase às manutenções
preventivas e preditivas.
V. VIDA ÚTIL ECONÔMICA
Em geral, os fabricantes não dão especificação da
vida útil dos condutos e canaletas, no qual se
subentende que estes são função do ambiente
que estão submetidos.
Se todas as intempéries existentes forem
observadas no dimensionamento dos condutos, e
com a atual tecnologia que tem a capacidade de
produzir elementos mais resistentes a ações da
natureza, pode-se estimar uma vida útil
econômica por volta de 25 anos para os condutos
e canaletas.
REFERÊNCIAS
[1] H. Creder. Instalações Elétricas. Livros
Técnicos e Científicos Editora S.A., 1999.
[2] A. Cotrim. Manual de Instalações Elétricas.
McGraw-Hill, 1985.
[3] J. R. Vázquez. Instalaciones Electricas
Generales – Enciclopedia CEAC de electricidad.
CEAC, 1974.

ANEEL – Agência Nacional de Energia Elétrica 168 Estudo de Vida Útil Econômica e Taxa de Depreciação
Conduto Forçado
RESUMO
O Conduto forçado, sendo um equipamento do
circuito de geração da usina hidrelétrica, deve ser
cuidadosamente projetado e operado para garantir
sua vida útil esperada e não comprometer a
operação e a vida útil da usina como um todo. A
vida útil econômica proposta por este trabalho é
de 30 anos e, desde que se siga o programa de
manutenção e monitoração proposto no início da
operação da Usina, será facilmente obtida. Como
o conduto está inserido na estrutura civil da Usina,
quer apoiado sobre blocos de concreto ou
embutido na rocha com revestimento de concreto,
é importante que também estas estruturas sejam
monitoradas. A boa conservação do conduto nos
proporcionará grande economia na execução de
uma futura reabilitação da Usina.
I. INTRODUÇÃO
O Conduto Forçado é a tubulação pressurizada
localizada entre a caixa espiral da turbina e a
primeira estrutura aberta a montante da turbina. A
estrutura aberta citada acima pode ser uma
chaminé de equilíbrio, rio, canal, túnel aberto ou
um reservatório. Os Condutos Forçados devem
ser tão eficientes quanto o praticável para
conservar a altura disponível e estruturalmente
seguros para previnir acidentes que poderiam
resultar em perdas de vidas e danos materiais.
Os Condutos Forçados podem ser fabricados de
muitos materiais, mas a resistência e flexibilidade
dos aços fazem dos mesmos os materiais mais
adequados para a faixa de pressões encontradas
nas aplicações de turbinas.
Visto que os condutos são componentes
relativamente simples e, uma vez que tenham sido
bem projetados e construídos, toda a
responsabilidade por sua integridade recai sobre a
manutenção cuidadosa. Alguns itens sujeitos à
manutenção podem ser sempre reparados e não
põem em risco o equipamento. Outros itens, quer
pela dificuldade de inspeção e manutenção, quer
pela natureza da ocorrência, quer pela
impossibilidade de parada da usina para efetuar o
reparo, podem comprometer o equipamento
levando a sua ruína, colocando em risco a usina e
as populações vizinhas.
Para condutos sujeitos a precários cuidados de
manutenção, sujeitos a condições de operação
mais agressivas no tocante à corrosão e
condições geológicas, a vida útil pode ser
bastante comprometida.
II. CARACTERÍSTICAS
Os condutos forçados de Usinas Hidrelétricas
estão normalmente classificados em um dos
seguintes tipos:
II.1. CONDUTO EXPOSTO
O conduto exposto é aquele situado acima do
terreno, dotado de apoios deslizantes, que

ANEEL – Agência Nacional de Energia Elétrica 169 Estudo de Vida Útil Econômica e Taxa de Depreciação
transmitem a carga devido ao peso do conduto ao
terreno e juntas de dilatação que permitem o
movimento axial do conduto. Normalmente, o
conduto é dotado de blocos de ancoragem, onde
estão concretadas as curvas. Dependendo da
extensão dos trechos retos, pode ser necessária a
colocação de blocos de ancoragem
intermediários. Dependendo da pressão externa,
devido ao vácuo interno ao qual o conduto está
submetido, pode ser necessária a soldagem de
anéis de reforço. Estes condutos devem receber
pintura interna e externa. Outros acessórios
normalmente utilizados neste tipo de conduto são
as bocas de visita, os sistemas de drenagem e as
válvulas de aeração.
O conduto exposto pode estar dentro de uma
galeria.
II.2. CONDUTOS CONCRETADOS
Os condutos envolvidos em concreto são
compostos apenas de virolas. Normalmente, são
usados em usinas em que a distância entre a casa
de força e a tomada d’agua é pequena e forma
uma única estrutura.
Dependendo da pressão externa, devido ao vácuo
interno ou à pressão de injeção de grouting, ao
qual o conduto está submetido, pode ser
necessária a soldagem de anéis de reforço. Estes
condutos devem receber pintura interna. Outros
acessórios normalmente utilizados neste tipo de
conduto são os sistemas de drenagem e as
válvulas de aeração.
II.3. CONDUTOS MISTOS
É comum, no Brasil, o projeto de condutos ter a
parte inicial como conduto embutido e a parte final
como conduto concretado.
II.4. CONDUTOS EMBUTIDOS NA ROCHA
Os condutos embutidos na rocha, tais como os
envolvidos em concreto, são compostos apenas
de virolas. Normalmente, são usados onde a
condução da água desde a tomada até a casa de
força é feita por meio de túneis escavados em
rochas. A parte inicial destes túneis é revestida
em concreto, e a parte final próxima à casa de
força é revestida por virolas metálicas.
Dependendo da pressão externa, devido ao vácuo
interno ou à pressão de injeção de grouting, ao
qual o conduto está submetido, pode ser
necessária a soldagem de anéis de reforço. È
normal, porém, a execução de cortinas de
drenagem, onde se executam furos com a
finalidade de conduzir a água pressurizada
presente na rocha para a galeria de drenagem.
Neste caso, a máxima pressão externa será a
coluna d´água desde o conduto até a galeria de
drenagem. Estes condutos devem receber pintura
interna. Outros acessórios normalmente utilizados
neste tipo de conduto são os sistemas de
drenagem.
III. MANUTENÇÃO PREDITIVA
Um programa de manutenção bem definido, bem
documentado é um meio de monitorar a condição
de um conduto metálico.
Os itens que o programa de manutenção
abrangente deve monitorar incluem os elementos,
mas não estão limitados a eles:

ANEEL – Agência Nacional de Energia Elétrica 170 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Movimento dos apoios;
• Vibração excessiva;
• Vazamento;
• Envelhecimento do conduto;
• Condição da chapa do conduto (interna e
externa);
• Soldas;
• Parafusos e rebites;
• Juntas de expansão e acoplamentos
deslizantes;
• Válvulas de aeração;
• Válvulas ou outros sistemas de controle da
água;
• Bocas de visitas e bocais;
• Blocos de ancoragem e suportes;
• Revestimento (interno e externo);
• Instrumentação (se relevante).
III.1. TÉCNICAS DE INSPEÇÃO
Vários tipos de técnicas de inspeção são
disponíveis para examinar vários aspectos do
conduto no campo. Algumas das técnicas de
inspeção mais comuns são relacionadas abaixo:
(1) Inspeção Visual: Pode ser executada na
superfície do conduto exposto e no terreno
acima dos condutos enterrados, quando há
acesso adequado. A inspeção visual é
particularmente efetiva para detecção de
defeitos superficiais e subsuperficiais
potenciais, que podem ser inspecionados
subseqüentemente por outros métodos. A
inspeção visual deve incluir os fatores, mas
não está limitada a eles:
• Inspeção ao redor de pontos de
vazamentos na chapa do conduto, visando
a definir a extensão e gravidade do
vazamento;
• Inspeção para detectar bolhas de
ferrugem, que podem indicar vazamentos
localizados causados por corrosão tipo
“pitting”;
• Inspeção para detectar indicações lineares
que podem revelar fissuras na chapa do
conduto;
• Inspeção para detectar amassamento na
chapa do conduto nos cantos de saída das
selas de concreto. O amassamento pode
indicar sobretensões nestas áreas;
• Inspeção para detectar se o concreto nos
cantos de saída das selas de concreto não
está quebrado;
• Inspeção do terreno acima do conduto
enterrado para assegurar que não existem
árvores ou arbustos, pois suas raízes
podem afetar o tubo ou o aterro. Também
o crescimento de grama e arbustos podem
indicar vazamento no conduto.
(2) Dispositivos Ultrassônicos para determinar a
espessura das chapas, medida por dentro ou
por fora dos condutos. Métodos não
destrutivos, como líquido penetrante,
partículas magnéticas e Raios X, podem ser
usados para detectar problemas potenciais na
superfície do aço nas juntas soldadas. O
ensaio de raio X é recomendado para avaliar
corrosão por pitting no interior do conduto ou
fissuras nas chapas ou nas juntas soldadas. A
corrosão entre tubo e sela de concreto pode
ser detectada pelo ensaio de raio X, sendo o
filme colocado entre o conduto e o concreto e
a fonte do outro lado do conduto. O conduto

ANEEL – Agência Nacional de Energia Elétrica 171 Estudo de Vida Útil Econômica e Taxa de Depreciação
deve estar vazio, senão o tempo de exposição
se torna excessivo.
(3) Uma tecnologia nova de inspeção de
condutos é o uso de equipamentos de vídeo
por controle remoto ou robôs. Estes
dispositivos podem executar as inspeções
com segurança e rapidez em condutos
íngremes e escorregadios. As condições da
pintura interna, ferrugem e erosão são
monitoradas por um circuito de televisão
externo ligado à unidade de inspeção. Estes
dispositivos podem medir espessura das
chapas e verificar as condições da pintura em
todos os 360° da superfície interna do
conduto.
(4) A espessura da chapa do conduto pode ser
precisamente medida usando-se métodos
destrutivos, retirando-se amostras do conduto.
Entretanto, o reparo do conduto deve ser
testado e analisado. Por isso, o uso deste
método é raramente usado só para medir
espessura.
III.2. FREQUÊNCIA DA INSPEÇÃO
A freqüência da inspeção deve ser avaliada para
cada Usina e levar em conta os seguintes fatores:
• Acessibilidade para inspeção;
• Conseqüência de um acidente no conduto;
• Freqüência do enchimento e esvaziamento
do conduto;
• Condições climatológicas e ambientais;
• PH da água através do conduto;
• Quantidade de sedimentos na água;
• Idade do conduto;
• Método de fabricação do conduto, ou seja,
rebitado, soldado ou ligado através de
acoplamentos mecânicos, entre outros;
• Histórico de acidentes no conduto, se
existente.
Uma vez que estes e outros aspectos pertinentes
tenham sido considerados, a freqüência de
inspeção pode ser estabelecida. Quando prático,
deve-se considerar a execução de uma
caminhada para fazer a inspeção visual pelo
pessoal de manutenção. Se isto não é prático
devido ao comprimento excessivo do conduto,
terreno acidentado, entre outros, então, a
inspeção pode ser executada apenas uma vez por
ano. A superfície interna do conduto deve ser
inspecionada a cada 2 ou 3 anos. As leituras de
espessura do conduto devem ser tomadas a cada
5 a 7 anos.
IV. MANUTENÇÃO CORRETIVA
IV.1. JUNTAS DE EXPANSÂO
Sob operação normal, as juntas de expansão
requerem muito pouca manutenção.
Os vazamentos nas gaxetas das juntas podem
ocorrer pelo afrouxamento do aperto do prensa
gaxeta ou pelo ressecamento do material das
gaxetas localizado próximo às superfícies
expostas ao sol. Se isto ocorre, os parafusos
devem ser reapertados, usando-se o torque
recomendado pelo fabricante. Se o aperto
adicional não estancar o vazamento, pode ser
necessário trocar o engaxetamento. O seguinte
processo pode ser seguido:

ANEEL – Agência Nacional de Energia Elétrica 172 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Após esvaziar o conduto, soltar e remover
todos os parafusos;
• Usando dispositivos mecânicos, parafusos
saca juntas presos ao prensa gaxetas,
puxar o prensa gaxetas para fora da
câmara de gaxetas;
• Após a exposição da câmara de gaxetas
retirar as gaxetas usando ferramentas
apropriadas. Jatos de água de alta pressão
são efetivos para retirar as gaxetas;
• Instalar as novas gaxetas conforme o
procedimento indicado pelo fabricante;
• Após a instalação das gaxetas empurrar o
anel prensa gaxetas e reapertar os
parafusos.
A norma japonesa TSGP recomenda a inspeção
das juntas no mínimo uma vez por ano e a
substituição das gaxetas a cada 5 ou 10 anos,
dependendo das condições de operação.
IV.2. VÁLVULAS DE AERAÇÃO
As válvulas de aeração são requeridas nos
condutos para assegurar operação e proteção do
conduto durante enchimento, esvaziamento e
operação normal e, portanto, devem receber
manutenções freqüentes e cuidadosas.
Cada válvula de aeração e seus acessórios
devem passar pela manutenção adequada pelo
menos uma vez por ano. O processo de
manutenção deve ser estabelecido e incluir no
mínimo:
• Inspeção da caixa de válvulas ou boca de
visita, quanto há limpeza e facilidade de
acesso;
• Inspeção dos tubos de ventilação para
garantir aeração adequada no recinto das
válvulas;
• Inspeção das partes internas das válvulas
(eixos, hastes, alavancas, entre outras);
• Reparos ou substituições das partes
defeituosas ou emperradas, incluindo
parafusos e gaxetas;
• Limpar as válvulas de aeração após
manutenção para assegurar vedação e
operação adequadas;
• Avaliação do revestimento;
• Checar a operação de isolamento da
válvula e verificar que as válvulas são
deixadas abertas após terminada a
manutenção;
• Proteção das válvulas ao congelamento
(se aplicável);
• Programar as manutenções durante as
paradas normais.
A norma TSGP recomenda que, além das
inspeções normais, sempre se faça a inspeção
das válvulas antes das drenagens do conduto e,
até mesmo, que não se execute a drenagem
antes da inspeção e reparos na válvula, se
necessário.
IV.3. VIBRAÇÃO
Quando a amplitude de vibração de um conduto
se torna excessiva, fadiga e falha repentina da
chapa do conduto, é uma possibilidade desde que
um número excessivo de oscilações possa ocorrer
num espaço de tempo relativamente curto. A fim
de evitar esta condição perigosa, a amplitude das
pulsações de pressão, que são geradas no
circuito hidráulico, na freqüência de ressonância
ANEEL – Agência Nacional de Energia Elétrica 173 Estudo de Vida Útil Econômica e Taxa de Depreciação
do conduto, deve ser reduzida significativamente
ou as pulsações de pressão eliminadas.
Alternativamente, a freqüência natural na qual o
conduto vibra pode ser alterada para evitar
ressonância. A solução, ou combinação de
soluções adotadas normalmente serão uma
questão de economia e praticidade.
As pulsações de pressão de baixa freqüência
estão associadas com vorticidades e vórtices no
tubo de sucção e podem ter sua freqüência
modificada ou sua amplitude reduzida por vários
meios.
As pulsações de alta freqüência estão associadas
às pás do rotor e podem ter sua freqüência
alterada pela substituição por um rotor com menos
pás. Também tem tido sucesso a redução desta
freqüência através do aumento da folga entre as
pás do distribuidor e do rotor pela retirada de
material da aresta de saída da palheta do
distribuidor e da aresta de entrada da pá do rotor.
É reconhecido que isto pode resultar em alguma
perda de performance na operação da turbina e
deve ser considerado cuidadosamente.
Quando a fonte de pulsação de pressões,
causando vibração ressonante no conduto não é
econômica ou praticável para eliminação ou
modificação, então deve-se considerar a mudança
da freqüência natural de vibração do conduto. Isto
pode ser conseguido seja pela introdução de
apoios intermediários ou pela instalação de anéis
enrijecedores circunferenciais, em intervalos
espaçados ao longo do vão do conduto entre
apoios.
O uso de anéis circunferenciais é efetivo porque
eles atuam para suprimir o modo de vibração tipo
circunferencial e, significativamente, impedem a
propagação destas deformações radiais de um
vão para o próximo. Uma análise dinâmica
tridimensional pode ser usada para determinar o
número e a localização dos anéis mais efetivos ao
longo do vão.
A amplitude de vibração excessiva do conduto
pode resultar em fadiga e uma falha repentina e
não deve ser permitido continuar sem a adoção de
medidas corretivas. Um detector de vibração pode
ser usado para medir a freqüência de vibração. As
deformações associadas com a vibração do
conduto podem ser monitoradas usando strain
gages para determinar as tensões dinâmicas
incrementais. Em adição, os picos máximos de
deformação radial devem ser localizados e
medidos para propósitos de avaliação.
È recomendado que a vibração seja considerada
excessiva e medidas também consideradas
excessivas quando a tensão dinâmica incremental
exceda 20% da tensão de projeto ou quando a
amplitude da deformação radial medida exceda
D/1000 , onde D é o diâmetro interno do conduto.
IV.4. MOVIMENTO DOS APOIOS
Abaixo relacionamos as principais causas do
movimento dos apoios e as soluções sugeridas:
(1) Apoios subdimensionados ou danificados:
• Se todas as cargas não foram
consideradas durante o projeto inicial, é
possível que os apoios se movam. Se
existe movimento num apoio, deve-se

ANEEL – Agência Nacional de Energia Elétrica 174 Estudo de Vida Útil Econômica e Taxa de Depreciação
prontamente fazer uma verificação do
projeto para verificar se realmente o apoio
está subdimensionado;
• Uma série de fatores pode também
danificar o apoio, tal como impacto de
pedras que se soltem da encosta,
deslizamento de terra e pedras, causando
seu movimento;
• As medidas corretivas para resolver o
problema de apoios subdimensionados ou
danificados podem ir desde a soldagem de
um reforço estrutural localizado, passando
pela adição de chumbadores, concretagem
adicional da base e, em casos extremos,
ser necessária a substituição do apoio.
(2) Coeficiente de resistência ao deslizamento
encontrado no campo menor que o assumido
na execução do projeto:
• Neste caso, as medidas corretivas seriam
a reavaliação da fundação do apoio e
estudar seu reforço ou substituição.
(3) A deterioração na fundação dos apoios
causada por erosão ou infiltração de água
deve ser corrigida, atacando-se as causas e
efetuando-se o reparo indicado.
(4) Uma inspeção inadequada durante o projeto
pode não ter detectado a presença de rocha
de má qualidade, e isto pode ser a causa do
movimento do apoio. Neste caso, é
necessário estudar os reparos na rocha pela
injeção de grout pressurizado ou outros
métodos recomendáveis pelos geotécnicos.
(5) Devido à acentuada inclinação, algumas
encostas podem se mover, causando o
movimento dos apoios e conseqüente
aumento no carregamento do apoio. Sempre
que ocorrerem tais problemas, deve-se
recorrer a engenheiros geoténicos
especializados que estudarão e adotarão a
solução adequada ao problema. As encostas
devem ser inspecionadas freqüentemente e,
principalmente, nos períodos chuvosos.
IV.5. AUMENTO DA ACIDEZ DA AGUA
Geralmente, a corrosão do aço devido à acidez da
água se desenvolve muito rapidamente com o
valor do PH abaixo de 4,5 e especialmente abaixo
de 4,0.
A corrosão devido à acidez da água é
grandemente influenciada pela velocidade do
escoamento e entrada de solo e areia e, quando
estas grandezas forem excessivas, a corrosão
pode-se desenvolver mesmo para PHs superiores
a 4,0.
O valor do PH se altera dependendo da vazão do
rio .Quando a vazão é maior na estação chuvosa,
o valor do PH torna-se relativamente maior com a
água ácida se diluindo e, assim, o valor mínimo do
PH deve-se como um critério por todo o ano.
Algumas medidas para impedir a corrosão são
disponíveis. Um método é a pintura com material
resistente a ácido.
De acordo com pesquisas desenvolvidas no
Japão, conforme norma TSGP, pintura com
borracha clorada e pintura com resina alquídica
ANEEL – Agência Nacional de Energia Elétrica 175 Estudo de Vida Útil Econômica e Taxa de Depreciação
mostraram excelentes propriedades. Resinas
epoxi betuminosas têm sido largamente usadas
nos últimos anos.
A maneira mais eficaz de se evitar a corrosão
seria o uso de aço inoxidável ou mais
economicamente chapa clad.
A corrosão no conduto pela acidez da água se
desenvolve muito rapidamente quando o conduto
está desgastado pela areia arrastada pela água.
Nestes casos, é necessário diminuir a corrosão do
conduto, revestindo o conduto com revestimento
tipo enamel, que possui uma resistência maior à
abrasão ou pela adição de retalhos feitos de aço
resistente à corrosão na parte inferior do conduto
ou partes mais sujeitas à abrasão. Pode-se
também investir na diminuição da entrada de areia
no conduto.
IV.6. REGISTROS DAS MANUTENÇÕES
Os registros das manutenções corretivas devem
incluir os seguintes:
• Data da inspeção e/ou manutenção;
• Localização e descrição de cada item
reparado, incluindo pontos de medida;
• Lista de itens reparados;
• Lista de partes reparadas ou substituídas;
• Check list dos itens observados;
• Condições ambientais, considerando a
elevação da água;
• Recomendações para reparos ou
melhorias;
• Nome da pessoa que realizou a
inspeção/manutenção.
V. VIDA ÚTIL ECONÔMICA
Posto que o principal fator no estabelecimento da
vida de um conduto forçado é a corrosão da
chapa, os requisitos de projeto devem ser
criteriosamente estabelecidos para que a vida útil
considerada seja efetivamente obtida.
Tomados os cuidados na especificação dos
critérios de projeto, a responsabilidade pela
obtenção da vida útil recai sobre o trabalho de
manutenção preditiva e corretiva.
O programa de manutenção deve ser abrangente,
sem ser exaustivo e desnecessário, bem definido
e documentado, de forma a permitir o
acompanhamento e o monitoramento baseados
em metas pré-estabelecidas.
Fatores inesperados e, portanto, não previstos
nos períodos de projeto e construção do conduto,
podem surgir, tais como o aumento da acidez da
água ou vibração devido a alguma excitação não
prevista, podem ter seus efeitos minimizados ou
atenuados se as ações necessárias forem
tomadas com critério e na hora certa para
Condições ambientais, considerando a elevação
da água.
Apesar da relativa simplicidade construtiva do
conduto e do mesmo não possuir peças girantes,
cabe ressaltar que problemas no conduto podem
afetar a operação ou até mesmo indisponibilizar a
Usina, chegando ao ponto de ser necessária a
substituição completa do equipamento.
A adoção de uma vida útil econômica de 30 anos
pode parecer um dado conservativo; no entanto,

ANEEL – Agência Nacional de Energia Elétrica 176 Estudo de Vida Útil Econômica e Taxa de Depreciação
dado o caráter da dependência da vida útil com
fatores externos e com cuidados de manutenção,
este dado é extremamente coerente.
REFERÊNCIAS
[1] Technical Standards for Gates and Penstocks.
Hydraulic Gate and Penstock.
[2] ASCE American Society of Civil Engineers
Nomograph Nº 79.

ANEEL – Agência Nacional de Energia Elétrica 177 Estudo de Vida Útil Econômica e Taxa de Depreciação
Condutor (Sistema de Distribuição)
RESUMO
Os condutores elétricos são utilizados para
realizarem o transporte da energia elétrica através
dos agentes de campo elétricos e magnéticos,
para os quais os condutores constituem como
guias. Sua escolha e dimensionamento corretos
são decisivos na limitação das perdas de energia.
Poderão ocorrer ainda problemas de natureza
mecânica, em casos de solicitações excessivas.
As perdas por efeito Joule são controladas pela
escolha dos condutores com áreas de seções
transversais adequadas às correntes que deverão
conduzir, em função da escolha de materiais com
resistividade compatíveis. As correntes são
proporcionais às potências a serem transportados
e inversamente proporcionais aos níveis de
tensão adotados. Os condutores, como os demais
materiais utilizados no sistema elétrico, estão
sujeitos a falhas. Estas são decorrentes dos tipos
e intensidades das solicitações a que são
submetidos e também de sua capacidade de
resistir às mesmas. Os condutores das linhas
aéreas de distribuição para se manterem
suspensos são submetidos a forças axiais e
vibrações, que variam com as condições
ambientais, como por exemplo, variações de
temperatura, incidência de ventos. Os condutores
utilizados em linhas de distribuição são
constituídos por cabos, obtidos pelo
encordoamento de fios metálicos de alumínio ou
cobre, podendo também possuir uma camada
interna de aço. Estes cabos poderão ter também
uma camada de material isolante. Nos sistemas
de distribuição a curva de carga varia bastante ao
longo do dia e também da semana, com isso os
condutores elétricos deverão ser dimensionados
para suportar estas variações, sem acarretar em
danos nas propriedades do condutor. Em função
das características apresentadas pode-se afirmar
que a vida útil dos condutores de distribuição está
intimamente relacionado com as condições de
operação do sistema elétrico, caso seja obedecido
as recomendações dos fabricantes pode-se dizer
que a vida útil destes condutores é de 20 anos.
I. INTRODUÇÃO
Desde que Thomas Edison começou a
comercialização da energia elétrica há mais de
100 anos atrás mudanças notáveis aconteceram.
Uma das áreas que sofreram grandes inovações
tecnológicas é a dos tipos de cabos disponíveis
para distribuir energia elétrica.
Anteriormente à utilização do alumínio, o cobre foi
o material utilizado para transmitir eletricidade,
durante o desenvolvimento da indústria elétrica na
década de 1880. As dimensões dos cabos de
cobre eram dimensionadas principalmente em
função das considerações mecânicas, por causa
da desproporcional relação entre a alta
condutividade e a resistência mecânica, surgindo,
então, a necessidade de revisão dos critérios de
utilização de cabos aéreos. A dimensão dos
condutores utilizados eram geralmente maiores

ANEEL – Agência Nacional de Energia Elétrica 178 Estudo de Vida Útil Econômica e Taxa de Depreciação
que o necessário do ponto de vista da eficiência
da condutividade elétrica, resultando em
comprimentos dos vãos pequenos e aumento no
custo global das linhas.
Os critérios de seleção do tipo de cabo para uso
em de distribuição se tornaram uma ciência. A
seleção do tipo e do tamanho de cabo ótimos para
uma determinada linha requer uma compreensão
completa das características físicas de todos os
cabos disponíveis.
Essa compreensão tem que englobar não apenas
os conhecimentos físicos, elétricos, mecânicos e
térmicos do cabo, mas também as relações entre
essas variáveis, para encontrar a melhor relação
custo/benefício na seleção do cabo a se utilizar
exemplificadas abaixo.
• Estabilidade da linha x corrente que
transporta;
• Operação econômica x carregamento
térmico;
• Carregamento mecânico x altas
temperaturas;
• Vida útil x fadiga do material.
II. CARACTERÍSTICAS GERAIS
Os condutores empregados em linhas aéreas de
distribuição são constituídos por cabos. Estes são
obtidos pelo encordoamento de fios metálicos,
onde sobre um fio de seção transversal circular
são enrolados em forma espiral outros fios
envolvendo-o, formando camadas. O sentido de
enrolamento de cada uma das camadas é sempre
oposto ao da camada anterior, e a camada
externa é torcida para a direita. Os cabos podem
ser cobertos por uma camada de material isolante
ou então ser desprovido de isolamento.
Atualmente existe no mercado a rede compacta,
onde o objetivo é minimizar ou até mesmo acabar
com interrupções de energia elétrica em razão do
contato eventual ou queda de galhos de árvores
sobre a rede de distribuição, também é uma
alternativa às redes isoladas que possuem altos
custos de implantação e manutenção; contribui
significativamente com a preservação da
arborização e aumenta a confiabilidade do
sistema elétrico, reduzindo drasticamente os
índices DEC e FEC (duração e freqüência das
interrupções acidentais, respectivamente).
Os cabos são especificados pelo seu diâmetro
nominal, a área de seção transversal nominal e
número de fios componentes, pelos metais ou
ligas com que são confeccionados.
Na escolha dos condutores das linhas de
distribuição deve-se levar em consideração as
propriedades elétricas, físicas, mecânicas,
químicas e térmicas descritas a seguir.
As propriedades elétricas estão relacionadas com
a resistividade ou condutibilidade, fator que
determina as perdas por efeito Joule quando um
condutor é percorrido por uma corrente elétrica.
Esta condutividade é afetada pelo grau de pureza
e pela temperatura, sendo que quanto mais puro o
material menor será a sua resistividade, e quanto
maior a temperatura a resistividade também irá
aumentar.

ANEEL – Agência Nacional de Energia Elétrica 179 Estudo de Vida Útil Econômica e Taxa de Depreciação
As propriedades físicas estão relacionadas com o
seu peso específico e suas propriedades térmicas
(dilatação térmica e dilatação térmica linear ou
alongamento térmico).
As propriedades mecânicas estão associadas
com: a resistência mecânica (capacidade de
resistir aos chamados esforços simples, isto é,
tração e compressão), elasticidade, dutibilidade,
dureza, tenacidade e maleabilidade.
As propriedades químicas estão relacionadas com
sua estabilidade em serviço no meio em que será
utilizado. Esta estabilidade poderá ser afetada
pela corrosão, que é a deterioração e a perda de
um material devido a um ataque químico,
podendo-se dar por corrosão por dissolução ou
oxidação eletroquímica.
III. CARACTERÍSTICAS CONSTRUTIVAS
O cobre, apesar de sua elevada condutividade
elétrica, não é mais utilizado em linhas aéreas de
distribuição principalmente por razões de ordem
econômica.
Hoje o alumínio é inteiramente dominante na
fabricação de condutores para linhas aéreas de
distribuição, tanto em sua forma pura, como em
ligas com outros elementos ou associados com
condutores de aço. A seguir são apresentadas as
características do condutor elétrico de alumínio:
Condutividade, é cerca de 64% do condutor de
cobre, porém, devido ao seu baixo peso
específico, a condutividade do alumínio é maior
que o dobro do cobre por unidade de peso.
Resistência mecânica, é praticamente a metade
do condutor de cobre, este problema pode ser
resolvido utilizando condutores com liga de
alumínio ou através de associação com o aço,
resultando nos condutores de alumínio com alma
de aço.
Resistência de corrosão, tanto os fios de alumínio,
como os de ligas, ao serem resfriados no final do
processo de trefilação sofrem um processo de
oxidação que recobre os fios com um filme
bastante duro e estável, protegendo o fio contra
futuras agressões externas.
A seguir são descritos os tipos de condutores de
alumínio existentes no mercado.
Os cabos de alumínio são confeccionados com
fios de alumínio de pureza de 99,45% e tempera
dura. Sua condutividade é de 61% IACS (Padrão
Internacional de Cobre Recozido = 100). Estes
cabos são mais utilizados em redes de
distribuição de energia.
Os cabos de alumínio com alma de aço, são
cabos idealizados para suprir a falta de resistência
mecânica à tração dos cabos de alumínio. Em
torno de uma “alma” constituída por um ou mais
fios de aço galvanizado, são enrolados uma ou
mais camadas de fios de alumínio. Nos cálculos
elétricos considera-se que os fios de aço não
participam na condução de corrente elétrica,
ficando a sua função restrita aos esforços
mecânicos.
Cabos com ligas de alumínio: Visando aumentar a
resistência mecânica à tração e a estabilidade

ANEEL – Agência Nacional de Energia Elétrica 180 Estudo de Vida Útil Econômica e Taxa de Depreciação
química do alumínio recorre-se à adição de
diversos elementos de liga como ferro, cobre,
silício, manganês, magnésio, etc. Estes cabos
possuem uma condutividade na faixa de 57 a 59,5
IACS.
III.1. Capacidade Térmica dos Cabos - Ampacidade
As correntes elétricas ao percorrerem os cabos
provocam perdas de energia, como conseqüência
do efeito Joule. Essa energia se manifesta através
de geração de calor, provocando aquecimento.
Este problema deverá ser resolvido sob dois
aspectos: o econômico e o técnico. Do ponto de
vista econômico deve-se adotar o condutor para
transportar uma determinada densidade de
corrente que resulte, não nas menores perdas e
sim num valor considerado o mais econômico.
Do ponto de vista técnico deve-se considerar o
efeito da temperatura elevada no comportamento
mecânico dos condutores (degradação da
resistência mecânica, aumento da taxa de
alongamentos).
A capacidade de condução de corrente é
denominado como ampacidade e é fixada como a
corrente permissível no condutor, para que nas
condições ambientais pré-fixadas não ultrapasse o
valor de temperatura fixado para regime
permanente. Para a sua determinação é
necessário estabelecer alguns parâmetros
ambientais de referência como temperatura do ar,
insolação e velocidade do vento.
III.2. Isolação
A isolação dos condutores de distribuição pode
ser realizado com os seguintes materiais: cloreto
de polivinila (PVC), borracha etileno-propileno
(EPR), polietileno termoplástico (PE), polietileno
reticulado (XLPE). A seguir são apresentadas as
características do PE e do XLPE.
Na estrutura molecular do polietileno termoplástico
a molécula possui na sua cadeia cerca de 1000 a
4000 átomos de carbono. Com a reticulação pode-
se obter elos intermediários entre essas moléculas
formando o XLPE. Através desses elos, diminui-se
o deslizamento das moléculas reduzindo
conseqüentemente a deformação do material em
função do aumento da temperatura.
Cadeia do PE Cadeia do XLPE
O polietileno termoplástico (PE) plastifica-se por
volta de 120º C, o polietileno reticulado (XLPE)
não sofre alteração devido à reticulação de suas
cadeias moleculares.
IV. VIDA ÚTIL ECONÔMICA
A vida útil dos condutores de distribuição de
energia elétrica são afetados, principalmente pelo
nível de carregamento, pois uma sobrecarga
acima dos valores recomendados pelo fabricante
poderá ocasionar alterações nas propriedades do
condutor.

ANEEL – Agência Nacional de Energia Elétrica 181 Estudo de Vida Útil Econômica e Taxa de Depreciação
Como nos sistemas de distribuição a carga não
possui um comportamento constante ao longo do
dia, possuindo picos de consumo, estes
condutores deverão ser muito bem dimensionado
para não prejudicar na vida útil do condutor.
Um dos ensaios que pode ser realizado para
verificar a vida útil dos condutores é o ensaio de
tração, para medir a tensão de ruptura dos cabos.
Nesses ensaios são observados os valores de
alongamento e tensão de ruptura. A vida útil do
condutor de distribuição será em função da perda
de resistência mecânica, pois é um fator de
envelhecimento do mesmo.
Pode-se afirmar que a vida útil dos condutores de
distribuição é da ordem de 20 anos, sendo que
este valor poderá ser alterado segundo as
condições de operação que ele estiver submetido
durante sua vida útil.
REFERÊNCIAS
[1] NBR 6251, Construção de cabos de potência
com isolação sólida extrudada para tensões de 1
a 35 kV – Padronização.
[2] NBR 7286, Cabos de potência com isolação
sólida extrudada de borracha etileno-propileno
para tensões de 1 a 35 kV – Especificação.
[3] NBR 7287, Cabos de potência com isolação
sólida extrudada de polietileno reticulado para
tensões de 1 a 35 kV – Especificação.
[4] NBR 7288, Cabos de potência com isolação
sólida extrudada de cloreto de polivinila para
tensões de 1 a 20 kV – Especificação.
[5] Catálogos de fabricantes
[6] Fuchs, R. D., Transmissão de Energia Elétrica,
Livros Técnicos e Científicos Editora, Rio de
Janeiro, 1979.

ANEEL – Agência Nacional de Energia Elétrica 182 Estudo de Vida Útil Econômica e Taxa de Depreciação
Condutor (Sistema de Transmissão)
RESUMO
Os condutores elétricos são utilizados para
realizarem o transporte da energia elétrica através
dos agentes de campo elétricos e magnéticos,
para os quais os condutores constituem como
guias. Sua escolha e dimensionamento corretos
são decisivos na limitação das perdas de energia
(por efeito Joule ou por corona), como também
para controlar os níveis de rádio-interferência e
ruídos acústicos. Poderão ocorrer ainda
problemas de natureza mecânica, em casos de
solicitações excessivas. As perdas por efeito Joule
são controladas pela escolha dos condutores com
áreas de seções transversais adequadas às
correntes que deverão conduzir, em função da
escolha de materiais com resistividade
compatíveis. As correntes são proporcionais às
potências a serem transportados e inversamente
proporcionais aos níveis de tensão adotados. As
manifestações do efeito corona, que dependem do
gradiente de potencial nas imediações do
condutor, aumentam com o nível de tensão e
diminuem com o aumento nos diâmetros dos
condutores. Este fator faz com que os projetistas
das linhas de transmissão escolha os condutores
obedecendo ao critério de viabilidade econômica
de minimização das manifestações do efeito
corona. Os condutores, como os demais materiais
utilizados no sistema elétrico, estão sujeitos a
falhas. Estas são decorrentes dos tipos e
intensidades das solicitações a que são
submetidos e também de sua capacidade de
resistir às mesmas. Os condutores das linhas
aéreas de transmissão para se manterem
suspensos são submetidos a forças axiais e
vibrações, que variam com as condições
ambientais, como por exemplo, variações de
temperatura, incidência de ventos. Os condutores
utilizados em linhas de transmissão são
constituídos por cabos, obtidos pelo
encordoamento de fios metálicos de alumínio ou
cobre, podendo também possuir uma camada
interna de aço. Em função das características
apresentadas pode-se afirmar que a vida útil dos
condutores de transmissão é de 30 anos.
I. INTRODUÇÃO
A primeira linha de transmissão de que se tem
registro no Brasil foi construída por volta de 1883,
na cidade de Diamantina, para transportar a
energia produzida em uma usina hidroelétrica,
constituídas por duas rodas d’água e dois
dínamos Gramme, a uma distância de 2 km, para
acionar bombas hidráulicas em uma mina de
diamantes.
A partir disso as linhas de transmissão
começaram a transportar blocos de energia cada
vez maiores, com altos níveis de tensão e
distâncias longas. Para realizar este transporte de
energia elétrica foi desenvolvido ao longo do
tempo os condutores elétricos de transmissão
para as diferentes necessidades.

ANEEL – Agência Nacional de Energia Elétrica 183 Estudo de Vida Útil Econômica e Taxa de Depreciação
Esta transmissão de energia elétrica poderá ser
realizada utilizando se tecnologia da corrente
alternada ou então a transmissão em corrente
contínua. A tecnologia a ser adotada vai depender
da quantidade de potência a ser transportada,
sendo que a tecnologia de transmissão de energia
em corrente contínua será viável para tensões
extra elevadas, longas distâncias ou para realizar
a interligação de sistemas de corrente alternada
com freqüências diferentes.
II. CARACTERÍSTICAS GERAIS
Os condutores empregados em linhas aéreas de
transmissão são constituídos por cabos. Estes são
obtidos pelo encordoamento de fios metálicos,
onde sobre um fio de seção transversal circular
são enrolados em forma espiral outros fios
envolvendo-o, formando camadas. O sentido de
enrolamento de cada uma das camadas é sempre
oposto ao da camada anterior, e a camada
externa é torcida para a direita. Os fios podem ser
de mesmo diâmetro, caso mais comum, ou podem
possuir diâmetros diferentes em camadas
diferentes. Podem ser de matais diferentes, desde
que compatíveis eletroliticamente entre si.
Os cabos são especificados pelo seu diâmetro
nominal, a área de seção transversal nominal e
número de fios componentes, pelos metais ou
ligas com que são confeccionados.
A unidade de área adotada para definir a seção
transversal dos condutores é o Circular Mil (CM),
que corresponde à área de um círculo cujo
diâmetro é de um milésimo de polegada, ou seja,
0,506707.10-3 [mm2], pode-se utilizar também a
unidade de mm2.
Na escolha dos condutores das linhas de
transmissão deve-se levar em consideração as
propriedades elétricas, físicas, mecânicas,
químicas e térmicas.
As propriedades elétricas estão relacionadas com
a resistividade ou condutibilidade, fator que
determina as perdas por efeito Joule quando um
condutor é percorrido por uma corrente elétrica.
Esta condutividade é afetada pelo grau de pureza
e pela temperatura, sendo que quanto mais puro o
material menor será a sua resistividade, e quanto
maior a temperatura a resistividade também irá
aumentar.
As propriedades físicas estão relacionadas com o
seu peso específico e suas propriedades térmicas
(dilatação térmica e dilatação térmica linear ou
alongamento térmico).
As propriedades mecânicas estão associadas
com: a resistência mecânica (capacidade de
resistir aos chamados esforços simples, isto é,
tração e compressão), elasticidade, dutibilidade,
dureza, tenacidade e maleabilidade.
As propriedades químicas estão relacionadas com
sua estabilidade em serviço no meio em que será
utilizado. Esta estabilidade poderá ser afetada
pela corrosão, que é a deterioração e a perda de
um material devido a um ataque químico,
podendo-se dar por corrosão por dissolução ou
oxidação eletroquímica.
III. CARACTERÍSTICAS CONSTRUTIVAS
O cobre, apesar de sua elevada condutividade
elétrica, vem sendo cada vez menos utilizado em

ANEEL – Agência Nacional de Energia Elétrica 184 Estudo de Vida Útil Econômica e Taxa de Depreciação
linhas aéreas de transmissão, principalmente por
razões de ordem econômica.
Hoje o alumínio é inteiramente dominante na
fabricação de condutores para linhas aéreas de
transmissão, tanto em sua forma pura, como em
ligas com outros elementos ou associados com
condutores de aço. A seguir são apresentadas as
características dos condutores elétricos de
transmissão fabricados com alumínio:
Condutividade, é cerca de 64% do condutor de
cobre, porém, devido ao seu baixo peso
específico, a condutividade do alumínio é maior
que o dobro do cobre por unidade de peso.
Resistência mecânica, é praticamente a metade
do condutor de cobre, este problema pode ser
resolvido utilizando condutores com liga de
alumínio ou através de associação com o aço,
resultando nos condutores de alumínio com alma
de aço.
Resistência de corrosão, tanto os fios de alumínio,
como os de ligas, ao serem resfriados no final do
processo de trefilação sofrem um processo de
oxidação que recobre os fios com um filme
bastante duro e estável, protegendo o fio contra
futuras agressões externas.
A seguir são descritos os tipos de condutores de
alumínio existentes no mercado.
Os cabos de alumínio são confeccionados com
fios de alumínio de pureza de 99,45% e tempera
dura. Sua condutividade é de 61% IACS (Padrão
Internacional de Cobre Recozido = 100). Estes
cabos são mais utilizados em redes de
distribuição de energia.
Os cabos de alumínio com alma de aço, são
cabos idealizados para suprir a falta de resistência
mecânica a tração dos cabos de alumínio. Em
torno de uma “alma” constituída por um ou mais
fios de aço galvanizado, são enrolados uma ou
mais camadas de fios de alumínio. Nos cálculos
elétricos considera-se que os fios de aço não
participam na condução de corrente elétrica,
ficando a sua função restrita aos esforços
mecânicos.
Cabos com ligas de alumínio: Visando aumentar a
resistência mecânica à tração e a estabilidade
química do alumínio recorre-se à adição de
diversos elementos de liga como ferro, cobre,
silício, manganês, magnésio, etc. Estes cabos
possuem uma condutividade na faixa de 57 a 59,5
IACS.
II.1. CAPACIDADE TÉRMICA DOS CABOS -
AMPACIDADE
As correntes elétricas ao percorrerem os cabos
provocam perdas de energia, como conseqüência
do efeito Joule. Essa energia se manifesta através
de geração de calor, provocando aquecimento.
Este problema deverá ser resolvido sob dois
aspectos: o econômico e o técnico. Do ponto de
vista econômico deve-se adotar o condutor para
transportar uma determinada densidade de
corrente que resulte, não nas menores perdas e
sim num valor considerado o mais econômico.

ANEEL – Agência Nacional de Energia Elétrica 185 Estudo de Vida Útil Econômica e Taxa de Depreciação
Do ponto de vista técnico deve-se considerar o
efeito da temperatura elevada no comportamento
mecânico dos condutores (degradação da
resistência mecânica, aumento da taxa de
alongamentos).
A capacidade de condução de corrente é
denominado como ampacidade e é fixada como a
corrente permissível no condutor, para que nas
condições ambientais pré-fixadas não ultrapasse o
valor de temperatura fixado para regime
permanente. Para a sua determinação é
necessário estabelecer alguns parâmetros
ambientais de referência como temperatura do ar,
insolação e velocidade do vento.
II.2. EFEITO PELICULAR
Quando um condutor é percorrido por uma
corrente contínua de intensidade constante, esta
se distribui por toda área de sua seção
transversal, de forma que a densidade de corrente
no condutor seja uniforme. O mesmo não
acontece com a corrente alternada, que provoca
uma rarefação da corrente nas partes mais
internas do condutor, deslocando-a para a sua
periferia, o que é agravado com o aumento da
freqüência. Isso faz com que a distribuição de
corrente não seja uniforme, com densidade de
corrente menor no centro e maior na periferia.
Este fenômeno causa um aumento na
resistividade do condutor e é conhecido como
efeito pelicular.
II.3. EFEITO DO ESPIRALAMENTO
As correntes que percorrem os fios enrolados em
espiral para a formação do cabo o fazem como se
percorressem um solenóide, produzindo um fluxo
longitudinal nos fios mais para o interior. Esse
fluxo sendo alternativo poderá induzir correntes
parasitas que provocam perdas por efeito Joule e
no caso dos condutores com alma de aço, perdas
adicionais por histerese. Os condutores com
várias camadas são espiralados em sentidos
contrários visando minimizar as perdas
provocadas pelos fluxos longitudinais, pois haverá
fluxos em sentidos opostos.
II.4. EFEITO CORONA
As descargas de corona que se formam nas
superfícies dos condutores de uma linha de
transmissão são causadas quando a intensidade
de campo elétrico do condutor exceder a rigidez
dielétrica do ar. Daí, deriva a definição que consta
das normas ASA (American Standards
Association): “Corona é uma descarga luminosa
devido à ionização do ar que envolve um condutor
em torno do qual existe um gradiente de potencial
que excede um certo valor crítico”.
Este fenômeno do efeito corona causa perdas no
sistema elétrico que são agravados sob
determinadas condições meteorológicas adversas,
ou seja, sob chuvas intensas. O efeito corona
provoca também radio-interferência e ruídos
audíveis.
IV. VIDA ÚTIL ECONÔMICA
O aumento progressivo das tensões das linhas de
transmissão de energia elétrica foi uma
decorrência natural da necessidade de se
transportar economicamente e também sob
condições técnicas satisfatórias, potências cada
vez maiores a distâncias igualmente crescentes,
principalmente no Brasil, onde a geração é

ANEEL – Agência Nacional de Energia Elétrica 186 Estudo de Vida Útil Econômica e Taxa de Depreciação
predominantemente hidráulica, localizados longe
dos pontos de carga.
Caso o transporte desta energia seja realizado
fora dos padrões recomendados pelos fabricantes
de condutores, irá ocorrer uma redução na vida
útil do mesmo, causado principalmente quando a
linha operar em sobrecarga. Esta operação irá
resultar num aumento da corrente e como
conseqüência, alterações nas características
mecânicas do condutor da linha de transmissão, e
também um aumento no valor das perdas de
energia.
Pode-se afirmar que a vida útil dos condutores de
transmissão é da ordem de 30 anos, sendo que
este valor poderá ser alterado segundo as
condições de operação que ele estiver submetido
durante sua vida útil.
REFERÊNCIAS
[1] Electric Power Research Institute,
Transmission Line Reference Book 345 kV and
Above, 1975
[2] Catálogos de fabricantes.
[3] Fuchs, R. D., Transmissão de Energia Elétrica,
Livros Técnicos e Científicos Editora, Rio de
Janeiro, 1979.
[4] NBR 5422, Projetos de Linhas Aéreas de
Transmissão de Energia Elétrica

ANEEL – Agência Nacional de Energia Elétrica 187 Estudo de Vida Útil Econômica e Taxa de Depreciação
Controlador Programável
RESUMO
O primeiro CLP foi instalado em 1969, e se
mostrou de fácil instalação e programação,
ocupava menos espaço que os painéis de relés, e
tinha uma alta confiabilidade. Atualmente é
chamado somente de controlador programável.
Hoje em dia, estes equipamentos atingiram todos
os setores industriais, inclusive o setor elétrico de
potência. Um controlador programável típico pode
ser dividido em: fonte de alimentação, unidade de
processamento central (CPU), módulos de
entradas e saídas (I/O) e dispositivo de
programação. As vantagens de aplicação do CLP
estão relacionadas com sua arquitetura modular e
flexível. O CLP durante a sua operação executa
três procedimentos: ler os sinais de entrada,
executar o programa de controle e atualizar as
saídas. Estes procedimentos são seqüenciais e
são chamados de ciclo de varredura. Um CLP
quando instalado corretamente pode ter muitos
anos sem apresentar defeitos, uma vez que suas
características construtivas permitem que ele seja
instalado em quase todos os tipos de ambientes
industriais. Um dos primeiros cuidados é a
escolha do painel onde o CLP será instalado,
estes painéis devem seguir as normas da NEMA.
Para reduzir os efeitos de interferência
eletromagnética, deve-se aterrar adequadamente
o equipamento, bem como tomar os devidos
cuidados com o cabeamento. A maioria das falhas
geralmente acontece nas placas de entradas e
saídas, portanto é necessário ter placas
sobressalentes em estoque. É recomendável
também que se tenha cópia do programa de
controle. O CLP, como os computadores do tipo
PC, vem acompanhado com um software de
diagnóstico básico no seu sistema. Todos estes
sistemas têm trabalhado com muita eficiência sem
relatos significativos de mal-funcionamentos dos
mesmos. Levando isso em consideração e devido
as suas características de projeto pode-se estimar
uma vida útil econômica de 10 anos para
controladores programáveis.
I. INTRODUÇÃO
Em 1968, a General Motors especificou os
critérios de projeto de um dispositivo de estado
sólido que pudesse substituir os sistemas de
controle baseados em relés, e que tivesse como
principais características: a manutenção fácil e
flexibilidade de programação. Este dispositivo foi
chamado de controlador lógico programável
(CLP).
O primeiro CLP foi instalado em 1969, e se
mostrou de fácil instalação e programação,
ocupava menos espaço que os painéis de relés, e
tinha uma alta confiabilidade. Atualmente é
chamado somente de controlador programável,
uma vez que não executa apenas lógicas, porém
ainda é utilizada a sigla CLP no mercado [1].
Sua principal aplicação foi no setor industrial para
controle de máquinas, linhas de produção, etc.

ANEEL – Agência Nacional de Energia Elétrica 188 Estudo de Vida Útil Econômica e Taxa de Depreciação
Devido as suas características o CLP teve um
grande desenvolvimento impulsionando uma área
da engenharia denominada de Automação.
Hoje em dia, estes equipamentos atingiram todos
os setores industriais, inclusive o setor elétrico de
potência, isto pode ser comprovado com os
sistemas de automação aplicados em
subestações, usinas, na distribuição, mais
recentemente. Enfim, em todos os níveis do
sistema elétrico há sistemas automatizados, e seu
uso deve ser ainda maior daqui pra frente com o
desenvolvimento da área de comercialização de
energia, pois estes necessitarão de muitos dados
do sistema elétrico com uma freqüência só
alcançada pelos sistemas automatizados.
A principal norma de padronização dos
controladores programáveis é a IEC 1131, que
consiste de cinco partes: informações gerais,
equipamentos e critérios de testes, linguagens de
programação, instruções aos usuários e serviços
de comunicações [3].
II. CARACTERÍSTICAS
Um controlador programável típico pode ser
dividido em:
• Fonte de alimentação: fornece energia em
corrente contínua para os outros módulos
alojados no rack;
• Unidade de processamento central (CPU):
é o cérebro do CLP, constituído de um
típico microprocessador para processar o
programa e controlar a comunicação entre
os diversos módulos;
• Módulos de entradas e saídas (I/O): é a
interface pela qual os dispositivos de
campo são conectados ao CLP, tem como
principal propósito condicionar estes sinais
para leitura pela CPU, ou para acionar
algum dispositivo externo;
• Dispositivo de programação: geralmente é
um computador ou notebook que serve
para desenvolver o programa que será
armazenado na memória do CLP, neste
programa estão os intertravamentos do
sistema, as seqüências de operações, etc.
[2]
As vantagens de aplicação do CLP estão
relacionadas com sua arquitetura modular e
flexível, permitindo que elementos de hardware e
software sejam expandidos de acordo com a
necessidade da aplicação, como mostrado na
Tabela 1.
II.1. PRINCÍPIO DE FUNCIONAMENTO
O CLP durante a sua operação executa três
procedimentos, este processo seqüencial é
chamado de ciclo de varredura:
• Ler os sinais de entrada dos dispositivos
de campo através dos módulos de entrada;
• Executar o programa de controle
armazenado na sua memória;
CPU
Memória
Mód
ulo
Mód
ulo
de
saíd
as
Fonte de alimentação
Dispositivo de programação
Sensores spositivos
de entrada
Cargas Dispositivos de saída

ANEEL – Agência Nacional de Energia Elétrica 189 Estudo de Vida Útil Econômica e Taxa de Depreciação
Tabela 1 – Principais características do CLP e
seus benefícios
Características Benefícios Componentes de estado sólido
Alta confiabilidade
Memória programável
Simplicidade para mudanças Controle flexível
Tamanho reduzido Requere pouco espaço físico Microprocessador Capacidade de comunicação Alto desempenho Produtos de alta qualidade Multifuncionalidade Temporizadores e Contadores via software
Menos hardware Facilidade de ajustes
Relés de controle via software
Redução de custo de hardware e cabeamento
Redução de espaço físico requerido
Arquitetura modular
Flexibilidade e facilidade de instalação
Expansibilidade Redução de custos de
hardware Variedade de interfaces de I/O
Controle de diversos dispositivos
Estações remotas de I/O
Elimina cabeamentos muito longos
Indicadores de diagnóstico
Redução do tempo de manutenção
Sinalização apropriada de operação
Interface modular de I/O
Facilidade de manutenção Facilidade de conexão
Variáveis do sistema armazenadas em memória
Acessibilidade aos dados da planta Possibilidade de gerar relatórios
• Atualizar os sinais de saída para os
dispositivos de campo através dos
módulos de saída [2].
O tempo gasto para executar o ciclo de varredura
depende de dois fatores:
• A quantidade de memória ocupada pelo
programa de controle;
• O tipo de instruções utilizadas no
programa [2].
O tempo gasto para executar um ciclo de
varredura pode variar de décimos de milisegundo
até 50 milisegundos.
II.2. COMPONENTES DE HARDWARE
Os principais componentes de hardware aplicados
aos CLPs são os módulos de entradas e saídas.
Os módulos de entradas desempenham quatro
tarefas no sistema de controle do CLP:
• Percebe quando um sinal é recebido de
um sensor em uma máquina;
• Converte o sinal de entrada ao nível de
tensão correto para o CLP;
• Isola o CLP de flutuações de tensão e
corrente no sinal de entrada;
• Manda um sinal ao microprocessador
indicando qual sensor originou o sinal.
Ler entradas
Executar programa de
controle
Atualizar saídas
ANEEL – Agência Nacional de Energia Elétrica 190 Estudo de Vida Útil Econômica e Taxa de Depreciação
Os módulos de saídas desempenham três tarefas
no sistema de controle do CLP:
• Recebe um sinal de comando do
microprocessador;
• Comanda uma de suas chaves eletrônicas;
• Isola o CLP de flutuações de tensão e
corrente no sinal do dispositivo de saída.
II.2.1. Módulos de Entradas e Saídas Discretas
São os módulos mais comumente encontrados,
este tipo de interface conecta dispositivos de
entrada de natureza liga/desliga, tais quais:
chaves seletoras, pushbuttons e chaves fim de
curso.
Assim como as entradas, as saídas de controle
são limitadas a dispositivos do tipo: lâmpadas,
motores pequenos, solenóides e partidas de
motores que necessitam apenas de
chaveamentos liga/desliga [1] [2] [3].
II.2.2. Módulos de Entradas e Saídas Analógicas
Os módulos de entradas analógicos contêm os
dispositivos necessários para aceitar sinais de
tensão ou corrente analógicos de dispositivos
analógicos, como por exemplo sensores de
temperatura. Estes sinais são convertidos para
sinais digitas através de conversores
Analógico/Digital.
Os sinais de entrada podem ser tensões,
unipolares ou bipolares, ou correntes, 4 a 20 mA.
Os módulos de saídas analógicas recebem do
microprocessador o dado digital que será
convertido para um sinal analógico através de um
conversor Digital/Analógico [1] [2] [3].
II.2.3. Módulos Especiais
Existem diversos módulos para as mais diversas
aplicações no mercado, os principais são:
• Módulo PID: este módulo incorpora um
controlador proporcional integral derivativo
baseado em um algoritmo programado em
sua memória, que será processado por
seu próprio processador;
• Módulo de comunicação: permite ao CLP
se comunicar com outros dispositivos
computacionais por diversos meios, como
por exemplo as redes de computadores;
• Módulo de linguagem: permite ao usuário
escrever programas em linguagens de alto
nível, utiliza de microprocessador próprio
para converter o programa armazenado
em comandos simples para o CLP;
• Módulo de contagem de alta velocidade: é
usado quando há necessidade de
velocidade de contagem que superam as
capacidades do programa do CLP.
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
Um CLP quando instalado corretamente pode ter
muitos anos sem apresentar defeitos, uma vez
que suas características construtivas permitem
que ele seja instalado em quase todos os tipos de
ambientes industriais.
Um dos primeiros cuidados é a escolha do painel
onde o CLP será instalado, estes painéis são
metálicos para minimizar os efeitos de
interferência eletromagnética, e muitas vezes
possuem ventiladores para refrigerar seu interior.
Estes painéis devem seguir as normas da NEMA
(National Electrical Manufacturers Association).

ANEEL – Agência Nacional de Energia Elétrica 191 Estudo de Vida Útil Econômica e Taxa de Depreciação
Para reduzir os efeitos de interferência
eletromagnética, além de se alojar o CLP num
painel adequado, deve-se aterrar adequadamente
o equipamento, bem como tomar os devidos
cuidados com o cabeamento. E ainda, se
necessário colocar filtros nos dispositivos
geradores de ruídos elétricos.
Quanto ao aterramento, tanto o CLP quanto o
painel necessitam se aterrados, porém devem ser
aterrados individualmente. Os cabos de
aterramento devem ser separados dos cabos de
força na entrada do painel.
A maioria das falhas geralmente acontece nas
placas de entradas e saídas, portanto é
necessário ter placas sobressalentes em estoque.
É recomendável também que se tenha cópia do
programa de controle, ou até mesmo, dependendo
do tipo de aplicação, a instalação de outro CLP
em stand-by, num sistema com redundância.
O CLP, como os computadores do tipo PC, vem
acompanhado com um software de diagnóstico
básico no seu sistema. Essas rotinas verificam a
funcionalidade básica da memória,
microprocessadores, bateria e fonte de
alimentação, essa checagem de erros é feita
constantemente durante sua operação.
As atividades de manutenção preventiva aplicadas
aos CLPs são:
• Limpeza ou troca dos filtros de ar presente
no painel;
• Limpeza das partes externas do CLP, bem
como da parte interna do painel, utilizando
produtos adequados;
• Checagem das conexões dos módulos de
entradas e saídas ao rack do CLP;
• Todos os dispositivos de entrada e saída
de campo devem ser checados para
garantir o seu perfeito funcionamento;
• Checagem da bateria de memória do CLP
[2].
IV. MANUTENÇÃO CORRETIVA
As manutenções corretivas de hardware se
resumem à troca de placas defeituosas por outras
novas.
Os programas de controle são exaustivamente
testados antes de serem colocados em operação,
portanto é bastante improvável uma operação
incorreta dos mesmos. Se isto acontecer, com
certeza, houve uma má programação do CLP,
necessitando assim de atualizações. Estas
atualizações também podem acontecer se
houverem mudanças nas plantas controladas.
V. VIDA ÚTIL ECONÔMICA
Os sistemas de automação já se tornaram figura
presente em todos os setores industriais, bem
como no setor elétrico. Diversas aplicações de
CLPs em subestações elétricas, usinas
hidrelétricas, etc. podem ser citadas.
Todos estes sistemas têm trabalhado com muita
eficiência sem relatos significativos de mal-
funcionamentos dos mesmos. E ainda, têm
contribuído em muito com a disponibilização dos
dados do sistema com uma taxa de atualização
muito boa, o que está possibilitando o avanço de
outros setores ligados não só ao ambiente

ANEEL – Agência Nacional de Energia Elétrica 192 Estudo de Vida Útil Econômica e Taxa de Depreciação
técnico, como é o caso da comercialização de
energia.
Estes sistemas vêm sendo atualizados com,
praticamente, a mesma velocidade dos sistemas
computacionais, tanto na área de hardware
quanto software, e devido as suas características
de projeto pode-se estimar uma vida útil
econômica de 10 anos para controladores
programáveis.
REFERÊNCIAS
[1] T.A. Hughes. Programmable Controllers – 2nd
edition. Instruments Society of America, 1997.
[2] F.D. Petruzella. Programmable Logic
Controllers – 2nd edition. Glencoe/McGraw-Hill,
1996.
[3] L.A. Bryan anda E.A. Bryan. Programmable
Controllers – Theory and Implementation – 2nd
edition. Industrial Text Company, 1997.

ANEEL – Agência Nacional de Energia Elétrica 193 Estudo de Vida Útil Econômica e Taxa de Depreciação
Conversor de Corrente
RESUMO
O conversor de corrente é um equipamento
eletrônico destinado a fazer o condicionamento do
sinal com o propósito de monitoração, regulação e
controle da corrente. Um exemplo é um conversor
de corrente que recebe 5A do secundário do TC e
entrega 4 a 20 mA em corrente contínua aos
circuitos eletrônicos responsáveis pela
monitoração do sinal. Pode-se ainda, encontrar tal
dispositivo com o nome de transdutor de corrente,
ou ainda, como transmissor de corrente. Este
estudo destaca os conversores que se utilizam do
efeito Hall para realização da tarefa de conversão
de corrente. Os dois tipos de conversores de
corrente utilizando efeito Hall apresentados são os
conversores em malha aberta e os conversores
em malha fechada. Suas principais
características, princípio de funcionamento e
aplicações são apresentadas ao longo do estudo.
As características construtivas desse tipo de
equipamento fazem com que o acesso aos
componentes internos torne-se impossível. Logo,
não há como se efetuar a manutenção desses
equipamentos. Considerando as características
elétricas, nota-se a presença de vários
dispositivos semicondutores. O tempo médio entre
falhas desses dispositivos é o principal fator
determinante da vida útil do equipamento.
Levando se em conta as questões anteriormente
abordadas, pode-se estimar uma vida útil
econômica de 10 anos para os conversores de
freqüência.
I. INTRODUÇÃO
O conversor de corrente é um equipamento
eletrônico destinado a fazer o condicionamento do
sinal com o propósito de monitoração, regulação,
e controle da corrente. Um exemplo é um
conversor de corrente que recebe 5A do
secundário do TC e entrega 4 a 20 mA em
corrente contínua aos circuitos eletrônicos
responsáveis pela monitoração do sinal.
Pode-se ainda, encontrar tal dispositivo com o
nome de transdutor de corrente, ou ainda,
transmissor de corrente.
Este sinal elétrico em corrente contínua de 4 a
20mA é o mais freqüentemente utilizado em
instrumentação. Existem quatro razões principais,
relacionadas com segurança e integridade do
sinal, que justificam a faixa de 4 a 20 mA. São
elas:
• Corrente X Tensão: O sinal em corrente é
utilizado para transmissões à distância. Se
o transmissor for uma fonte de tensão,
existirão quedas de tensão ao longo do
cabo utilizado na transmissão. No entanto,
se o transmissor for uma fonte de corrente,
a corrente de entrada do receptor não
dependerá da impedância do cabo.
• 4 mA X 0 mA: Sendo o valor mínimo de
corrente diferente de zero, é possível
determinar e distinguir ausência de sinal
do valor mínimo de corrente.

ANEEL – Agência Nacional de Energia Elétrica 194 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Por que 4 mA? Cabos de instrumentação
em ambientes industriais estão sujeitos a
ruído de radio freqüência. O nível de sinal
de 4 mA está acima dos níveis de ruído
normalmente induzidos, sendo, portanto
desconsiderados neste caso.
• Por que 20 mA? O nível máximo de 20 mA
limita a energia elétrica na instrumentação
utilizada em áreas classificadas, estando
abaixo do ponto de ignição de produtos
explosivos, como gases e produtos
químicos. Este limite é definido para
garantir maior segurança nos
instrumentos.
II. CARACTERÍSTICAS
II.1. PARÂMETROS A SEREM CONSIDERADOS
Para se especificar um conversor de corrente,
alguns parâmetros devem ser considerados. São
eles:
• Parâmetros elétricos: deve ser
especificado o tipo de corrente a ser
medida (DC, AC ou uma forma de onda de
corrente complexa); a faixa de corrente a
ser medida; o sinal de saída desejado; a
precisão da medida; a fonte de
alimentação disponível; e a tensão de
isolação.
• Parâmetros de operação dinâmica: deve-
se especificar a faixa de freqüência e a
taxa de variação da corrente no tempo.
• Parâmetros do ambiente: deve-se
especificar as temperaturas de
armazenagem e operação.
• Parâmetros mecânicos: deve-se
especificar as dimensões externas; a
conexão elétrica do circuito primário; e a
conexão elétrica do circuito secundário.
II.2. PRINCÍPIO DE FUNCIONAMENTO
Os conversores de corrente se utilizam do efeito
Hall, causado pela força de Lorentz, que age nos
portadores de carga elétrica móveis no condutor,
quando elas são expostas a um campo magnético
que é perpendicular a direção da corrente.
Uma fina lâmina de material semicondutor é
atravessada longitudinalmente por uma corrente
de controle Ic (fig. 1). O fluxo magnético B gera
uma força de Lorentz FL perpendicular a direção
dos portadores de carga elétrica móveis
compondo a corrente. Isto causa uma troca do
número de cargas em ambas arestas da lâmina,
logo criando uma diferença de potencial referido
como tensão Hall VH.
Figura 1: Representação dos parâmetros elétricos
Para o arranjo descrito anteriormente, com um
campo magnético perpendicular a corrente,
obtém-se:
( ) BId/KV cH ××=
Onde K é a constante Hall para o material usado,
e d é a espessura da lâmina de material

ANEEL – Agência Nacional de Energia Elétrica 195 Estudo de Vida Útil Econômica e Taxa de Depreciação
semicondutor. Tal arranjo é conhecido como
gerador Hall.
O gerador de efeito Hall mostra uma certa
dependência da sensibilidade Hall e a tensão de
offset VOT na temperatura, que pode, entretanto,
ser consideravelmente compensada pelo circuito
eletrônico do conversor de corrente.
II.3. CONVERSOR DE CORRENTE DE EFEITO HALL
EM MALHA ABERTA
II.3.1. Construção e Princípio de Funcionamento
Os conversores de corrente em malha aberta se
utilizam do efeito Hall. A indução magnética B,
contribuindo para o aumento da tensão Hall, é
gerada pela corrente primária IP a ser medida. A
corrente de controle IC é fornecida por uma fonte
de corrente constante (fig. 2).
Figura 2: Conversão da corrente primaria em uma
saída em tensão
Na região linear do ciclo de histerese, B é
proporcional a IP:
Pairgap I)a(tetanconsB ×=
A tensão Hall é então expressa por:
PCH I)a(tetanconsI)d/K(V ×××=
Note que, com exceção de IP, todos os termos da
equação são constantes. Assim:
PH I)b(tetanconsV ×=
O sinal VH é amplificado para alimentar a saída
em tensão ou em corrente.
II.3.2. Vantagens e Limitações
Os conversores em malha aberta são capazes de
medir corrente DC, AC e formas de onda
complexas de corrente com isolação galvânica.
Eles se destacam pelo baixo consumo de energia
e pelo tamanho e peso reduzidos. Não ocasionam
perdas ao circuito a ser medido e são
particularmente resistentes a sobrecorrentes.
Apresentam custo relativamente baixo e, em
geral, são adequados para aplicações industriais.
II.3.3. Outras Características
• Faixa de corrente mensurável: é definida
pela região linear da curva de
magnetização do circuito magnético (fig.
3). Geralmente, a faixa de medição varia,
de acordo com o tipo, de 1 a 3 vezes a
corrente nominal.
Figura 3: Curva de magnetização

ANEEL – Agência Nacional de Energia Elétrica 196 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Sinal de saída: a tensão é diretamente
proporcional a corrente medida. O nível de
tensão disponível depende da tensão de
alimentação. Versões com saída em
corrente também se encontram disponíveis
no mercado.
• Precisão da medida: a precisão depende
de vários fatores tais como parâmetros
elétricos ou parâmetros ligados às
condições do ambiente.
• Comportamento dinâmico: as limitações
se devem principalmente a dois fatores: A
largura de faixa do circuito eletrônico que
depende do tipo de amplificador usado nos
circuitos de compensação interna; O
aquecimento do núcleo é devido à
correntes parasitas e perdas por histerese
em altas freqüências.
II.3.4. Aplicações típicas
O conversor de corrente em malha aberta é usado
em numerosas aplicações industriais, onde eles
propiciam monitoração, regulação e controle da
corrente.
Entre as aplicações principais destacam-se:
• Conversores de freqüência e drives
trifásicos para controle de corrente das
fases de saída;
• Equipamento elétrico de solda, para
controle da corrente de solda;
• UPS e outros equipamentos operando com
bateria para o controle de corrente de
carga e descarga;
• Veículos elétricos, no controle de baterias
e conversores;
• Sistemas de gerenciamento de energia
• Etc.
III. MANUTENÇÃO CORRETIVA
Como em sistemas AC, as falhas em sistemas DC
são causadas por mau funcionamento do
equipamento e controladores, e por danos à
isolação, causadas por fontes externas tais como
descargas, poluição, etc. As falhas devem ser
detectadas e o sistema deve estar protegido por
chaveamento e ações de controle tais que a
disrupção na transmissão de energia seja
minimizada.
Fora este problema, as varias falhas que podem
ocorrer também causam a redução da vida útil do
dispositivo devido à sobretensões e
sobrecorrentes. Nas estações conversoras, as
chaves são os equipamentos mais críticos que
precisam ser protegidos contra danos causados
pelo aumento da temperatura na junção dos
tiristores, que é causado pelas perdas excessivas
no dispositivo e sensibilidade a sobretensões.
Em resumo, existem basicamente três tipos de
falhas que podem ocorrer em conversores:
• falhas devido ao mau funcionamento das
chaves e controladores;
• falha na comutação dos inversores;
• curto-circuito na estação conversora.
III.1. CONVERSORES DE CORRENTE DE EFEITO
HALL EM MALHA FECHADA
Os conversores de malha fechada têm um circuito
de compensação integrado através do qual a
performance dos conversores de corrente usando
efeito Hall pode ser consideravelmente
melhorada.

ANEEL – Agência Nacional de Energia Elétrica 197 Estudo de Vida Útil Econômica e Taxa de Depreciação
III.1.1. Construção e Principio de Funcionamento
Considerando que os conversores de corrente em
malha aberta geram uma tensão (Vout)
proporcional a tensão Hall (VH), os conversores
de corrente em malha fechada fornecem uma
corrente secundária (IS) proporcional a VH que
atua como um sinal de reação, com o propósito de
compensar a indução criada pela corrente
primária BP através de uma indução secundária
oposta BS.
A corrente secundária IS, reduzida da relação de
transformação, é muito menor que IP, já que a
bobina com NS espiras é usada para gerar o
mesmo fluxo magnético. Desta forma:
SSPP ININ ×=×
A indução BS é logo equivalente a BP, e seus
respectivos fluxos magnéticos se compensam. O
sistema então opera com fluxo magnético zero
(fig. 4).
Figura 4: Principio de operação de um conversor em
malha fechada
III.1.2. Vantagens e Limitações
Os conversores em malha aberta são capazes de
medir corrente DC, AC e formas de onda
complexas de corrente com isolação galvânica.
Eles se destacam pela precisão; boa linearidade;
larga faixa de freqüência; rápido tempo de
resposta; não embutem perdas no circuito a ser
medido; a saída em corrente; é bastante útil para
aplicações em ambientes ruidosos; resistem a
sobrecargas sem danos; etc.
Estes conversores são especialmente úteis em
aplicações industriais que requerem alta precisão
e uma larga faixa de freqüência. As principais
limitações deste dispositivo envolvem
principalmente o consumo dos alimentadores que
devem executar a compensação de corrente.
Além disso, para faixas elevadas de corrente,
esses conversores são mais caros e maiores que
os equivalentes em malha aberta.
III.1.3. Outras Características
• Faixa mensurável de corrente: Como
esses conversores operam com um fluxo
praticamente nulo (na prática, existe um
pequeno fluxo magnético de fuga), eles
tem uma excelente linearidade em uma
larga faixa de medição. Além disso, as
altas correntes transitórias, que devem
(por motivos térmicos) ser de curta
duração, podem de fato ser medidas. O
conversor opera, neste caso, como um
transformador de corrente. Considerações
tais como um bom acoplamento magnético
primário/secundário, devem ser levadas
em conta no momento da concepção do
conversor, com o propósito de se obter
resultados satisfatórios.
• Sinal de saída – resistência de carga: na
saída, o conversor fornece uma corrente
secundária que é a corrente de “reação”.

ANEEL – Agência Nacional de Energia Elétrica 198 Estudo de Vida Útil Econômica e Taxa de Depreciação
Esta corrente pode ser transformada em
tensão graças à resistência de carga
chamada de resistência de medição.
• Precisão da medição: a precisão
depende de vários fatores a serem
considerados, dependendo do tipo de
medição a ser efetuado.
• Comportamento dinâmico: As medições
efetuadas por um conversor em malha
fechada apresentam uma excelente
resposta em freqüência. Esta largura de
faixa se deve a dois fenômenos. Para
corrente DC e para baixas freqüências, a
eletrônica com o elemento Hall é
determinante. Em altas freqüências, o
conversor opera como um transformador
de corrente (fig. 5).
Figura 5: Com o aumento da freqüência, o
conversor em malha fechada opera como um
transformador de corrente
Graças à otimização combinada da largura de
faixa do circuito eletrônico e a largura de faixa de
freqüência do transformador de corrente é
possível cobrir estas duas regiões de freqüência,
propiciando uma boa precisão em toda a faixa de
freqüência do dispositivo.
III.1.4. Aplicações Típicas
Os conversores de corrente em malha fechada
são utilizados em inúmeras aplicações industriais,
onde eles propiciam a realização de medição,
monitoração, e controle de correntes. Entre as
aplicações típicas destacam-se:
• Conversores de freqüência e drives
trifásicos para controle de corrente nas
fases e no barramento DC, para proteção
em caso de curto-circuito;
• Conversores para servomotores
freqüentemente usados em robótica;
• Equipamento elétrico de solda, para
controle da corrente de solda;
• UPS e outros equipamentos operando com
bateria para o controle de corrente de
carga e descarga;
• Veículos elétricos, no controle de baterias
e conversores;
• Sistemas de gerenciamento de energia;
Etc.
IV. MANUTENÇÃO
Não faz sentido se falar em manutenção para
dispositivos desse tipo, pois são dispositivos
lacrados, impedindo qualquer acesso aos
componentes internos. Desta forma, em caso de
alterações no funcionamento recomenda-se a
troca sumária do conversor.
V. VIDA ÚTIL ECONÔMICA
As características construtivas desse tipo de
equipamento fazem com que o acesso aos
componentes internos torne-se impossível. Logo,
não é possível se efetuar a manutenção desses
equipamentos. Considerando as características
elétricas, nota-se a presença de vários
ANEEL – Agência Nacional de Energia Elétrica 199 Estudo de Vida Útil Econômica e Taxa de Depreciação
dispositivos semicondutores. O tempo médio entre
falhas desses dispositivos é o principal fator
determinante da vida útil do equipamento.
Desta forma, levando-se em consideração as
questões anteriormente abordadas, pode-se
estimar uma vida útil econômica de 10 anos para
os conversores de freqüência.
REFERÊNCIAS
[1] Isolated Current and Voltage Transducers _
Characteristics – Applications – Calculations. LEM
Corporate Communications.
[2] Informações de fabricantes.

ANEEL – Agência Nacional de Energia Elétrica 200 Estudo de Vida Útil Econômica e Taxa de Depreciação
Conversor de Freqüência
RESUMO
Conversor é o termo genérico para se referir a um
simples estágio de conversão de potência,
podendo executar qualquer uma das seguintes
funções: conversão AC/DC, DC/AC, DC/DC,
AC/AC. Se a conversão for AC/DC, utiliza-se o
termo retificador para se referir a este tipo de
conversor. Sendo a conversão DC/AC, utiliza-se o
termo inversor para se referir a este tipo de
conversor. O fluxo de potência é ser reversível.
Assim, pode-se referir ao conversor em termos
dos seus modos de operação: inversor e
retificador. Os conversores são utilizados em
acionamentos de motores para controle de
velocidade, transmissão de energia elétrica, etc.
Evidentemente, os conversores de freqüência
apresentam características próprias para cada
aplicação. No caso de sistemas de transmissão de
energia elétrica, a conversão de AC para DC ou
vice-versa é realizada em estações conversoras
HVDC usando pontes conversoras trifásicas.
Considerando os aspectos construtivos e as
características de funcionamento dos conversores
de freqüência, nota-se que os componentes mais
sensíveis de um conversor, e, portanto, mais
propensos à falhas são as chaves. Elas precisam
ser protegidas contra danos causados pelo
aumento da temperatura na junção dos tiristores,
que é decorrente de perdas excessivas no
dispositivo e sensibilidade a sobretensões. A
redução da vida útil do dispositivo pode ser
ocasionada por diversos tipos de falhas devido a
sobretensões e sobrecorrentes. Considerando
todas as características de funcionamento de
conversores de freqüência, bem como suas falhas
mais comuns, pode-se estimar uma vida útil
econômica de 25 anos para este equipamento.
I. INTRODUÇÃO
Um conversor é um módulo básico de sistemas
eletrônicos de potência. Ele utiliza dispositivos
semicondutores de potência controlados por sinais
eletrônicos e possivelmente elementos
armazenadores de energia tais como indutores e
capacitores. Os conversores podem ser divididos
em quatro categorias:
• AC/DC;
• DC/AC;
• DC/DC;
• AC/AC.
Conversor é o termo genérico para se referir a um
simples estágio de conversão de potência,
podendo executar qualquer uma das funções
listadas anteriormente. Se a conversão for AC/DC,
utiliza-se o termo retificador para se referir a este
tipo de conversor. Sendo a conversão DC/AC,
utiliza-se o termo inversor para se referir a este
tipo de conversor. O fluxo de potência pode ser
reversível, assim pode-se referir ao conversor em
termos dos seus modos de operação: inversor e
retificador.

ANEEL – Agência Nacional de Energia Elétrica 201 Estudo de Vida Útil Econômica e Taxa de Depreciação
Figura 1: Modos de operação do conversor
Os conversores são utilizados em acionamentos
de motores para controle de velocidade,
transmissão de energia elétrica, etc.
Evidentemente, os conversores de freqüência
apresentam características próprias para cada
aplicação.
A conversão de AC para DC ou vice-versa em
sistemas de transmissão de energia elétrica é feita
em estações conversoras HVDC usando pontes
conversoras trifásicas. A configuração da ponte
(também chamada ponte de Graetz) é
apresentada na figura abaixo:
Figura 2: configuração da ponte conversora de 6 pulsos
As plantas elétricas geram energia na forma de
correntes e tensões AC. Esta energia é
transmitida para os centros consumidores por
meio de linhas de transmissão em três fases.
Alguns fatores tornam a transmissão em DC mais
apropriada. São eles:
• Economia na transmissão de energia: a
transmissão em AC tende ser mais
econômica para distâncias menores, e
mais dispendiosa para distâncias longas.
Assim para transmissões a longa distância,
a transmissão DC é mais recomendada.
• Performance técnica: a transmissão DC
apresenta várias características positivas
nas quais a transmissão AC deixa a
desejar. Estas características se devem
principalmente a rápida controlabilidade da
energia em linhas DC através do controle
de conversores. As vantagens são:
controle total sobre a energia transmitida;
habilidade para melhorar a estabilidade
dinâmica e transitória em redes AC
associadas; controle rápido para limitar
correntes de falta em linhas DC. Além
disso, a transmissão DC supera alguns
problemas da transmissão AC como:
limites de estabilidade (a capacidade de
transferência de energia em linhas DC não
é afetada pela distância de transmissão),
controle de tensão, compensação de linha,
problemas de interconexão AC,
impedância de terra.
Contudo, a transmissão DC também apresenta
algumas desvantagens que acabam por limitar
sua faixa de aplicação. São elas: o custo dos
equipamentos de conversão, a geração de
harmônicos que exige a presença de filtros AC e
DC, e a complexidade do controle. Desta forma,
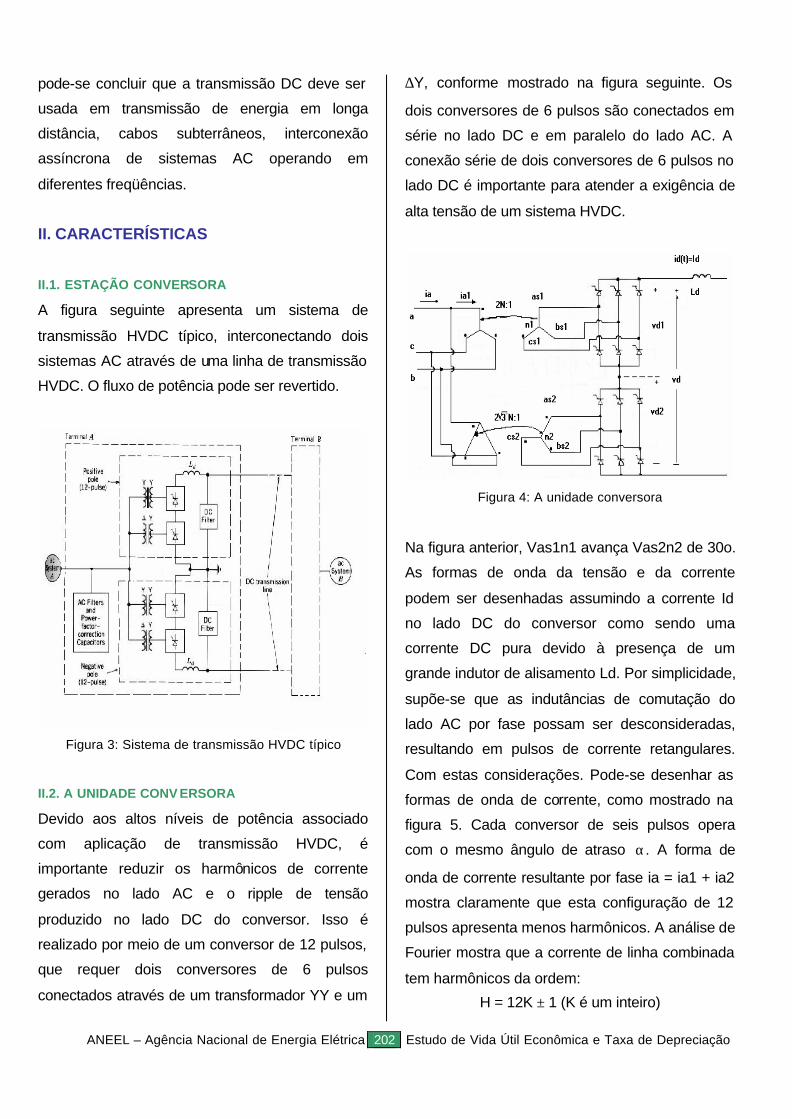
ANEEL – Agência Nacional de Energia Elétrica 202 Estudo de Vida Útil Econômica e Taxa de Depreciação
pode-se concluir que a transmissão DC deve ser
usada em transmissão de energia em longa
distância, cabos subterrâneos, interconexão
assíncrona de sistemas AC operando em
diferentes freqüências.
II. CARACTERÍSTICAS
II.1. ESTAÇÃO CONVERSORA
A figura seguinte apresenta um sistema de
transmissão HVDC típico, interconectando dois
sistemas AC através de uma linha de transmissão
HVDC. O fluxo de potência pode ser revertido.
Figura 3: Sistema de transmissão HVDC típico
II.2. A UNIDADE CONV ERSORA
Devido aos altos níveis de potência associado
com aplicação de transmissão HVDC, é
importante reduzir os harmônicos de corrente
gerados no lado AC e o ripple de tensão
produzido no lado DC do conversor. Isso é
realizado por meio de um conversor de 12 pulsos,
que requer dois conversores de 6 pulsos
conectados através de um transformador YY e um
∆Y, conforme mostrado na figura seguinte. Os
dois conversores de 6 pulsos são conectados em
série no lado DC e em paralelo do lado AC. A
conexão série de dois conversores de 6 pulsos no
lado DC é importante para atender a exigência de
alta tensão de um sistema HVDC.
Figura 4: A unidade conversora
Na figura anterior, Vas1n1 avança Vas2n2 de 30o.
As formas de onda da tensão e da corrente
podem ser desenhadas assumindo a corrente Id
no lado DC do conversor como sendo uma
corrente DC pura devido à presença de um
grande indutor de alisamento Ld. Por simplicidade,
supõe-se que as indutâncias de comutação do
lado AC por fase possam ser desconsideradas,
resultando em pulsos de corrente retangulares.
Com estas considerações. Pode-se desenhar as
formas de onda de corrente, como mostrado na
figura 5. Cada conversor de seis pulsos opera
com o mesmo ângulo de atraso α. A forma de
onda de corrente resultante por fase ia = ia1 + ia2
mostra claramente que esta configuração de 12
pulsos apresenta menos harmônicos. A análise de
Fourier mostra que a corrente de linha combinada
tem harmônicos da ordem:
H = 12K ± 1 (K é um inteiro)

ANEEL – Agência Nacional de Energia Elétrica 203 Estudo de Vida Útil Econômica e Taxa de Depreciação
Figura 5: Formas de onda da corrente
No lado DC, as formas de onda de tensão Vd1 e
Vd2 para os conversores de 6 pulsos são
mostradas na figura seguinte:
Figura 6: Formas de onda da tensão
Estas duas formas de onda estão deslocadas de
30o. Desde que dois conversores de 6 pulsos são
conectado em série do lado DC, a tensão
resultante DC Vd = Vd1 + Vd2 tem 12 pulsos de
ripple por ciclo da freqüência fundamental. Isto
resulta em harmônicos de tensão da ordem h em
Vd, onde:
H = 12k (k é um inteiro)
e o décimo segundo harmônico é o harmônico de
menor ordem. As magnitudes dos harmônicos de
tensão variam significantemente com o ângulo de
atraso α.
Na prática, Ls é substancial devido à indutância
de fuga dos transformadores. A presença de Ls
não altera a ordem dos harmônicos produzidos
em ambos os lados, permitindo que os dois
conversores de 6 pulsos operem sob condições
idênticas. Entretanto, as magnitudes dos
harmônicos dependem significantemente de Ls,
do ângulo de atraso α, e da corrente Id. A tensão
DC média pode ser escrita como:
ds
LLd
2d1d IL3
cosV23
2V
VVπ
ω−α
π===
onde VLL é a tensão rms de linha aplicada a cada
conversor de 6 pulsos e Ls é a indutância de fuga
por fase de cada transformador, referido ao seu
lado do conversor. É importante ressaltar que
α>90 corresponde ao modo de operação inversor
com transferência de potência do lado DC para o
lado AC do conversor. Já 0<α<90 corresponde ao
modo de operação retificador com transferência
de potência do lado AC para o lado DC do
conversor.
II.3. NORMAS RELACIONADAS
1) Norma: Eletrônica de potência
Numero: NBR9331
Última atualização: 70/01/97
Resumo: Define termos relacionados com a
tecnologia de eletrônica de potência aplicados à
conversão de corrente alternada em corrente
contínua, e vice-versa, em circuitos elétricos de
potência.
2) Norma: Conversor a semicondutores

ANEEL – Agência Nacional de Energia Elétrica 204 Estudo de Vida Útil Econômica e Taxa de Depreciação
Número: NBR9112
Última atualização: 07/01/97
Resumo: Fixa características básicas dos
principais componentes (transformadores,
dispositivos semicondutores, entre outros), com
vistas ao seu emprego em conversores de
potência a semicondutores, fornecendo as
bases de cálculo de coeficientes, fórmulas e
diagramas para o projeto e aplicação de
conversores de potência, além de definir as
condições de serviço básicas para a
determinação das características dos
equipamentos.
III. MANUTENÇÃO CORRETIVA
Como em sistemas AC, as falhas em sistemas DC
são causadas por mau funcionamento do
equipamento e controladores, e por danos à
isolação, causadas por fontes externas tais como
descargas, poluição, etc. As falhas devem ser
detectadas e o sistema deve estar protegido por
chaveamento e ações de controle tais que a
disrupção na transmissão de energia seja
minimizada.
Fora este problema, as varias falhas que podem
ocorrer também causam a redução da vida útil do
dispositivo devido à sobretensões e
sobrecorrentes. Nas estações conversoras, as
chaves são os equipamentos mais críticos que
precisam ser protegidos contra danos causados
pelo aumento da temperatura na junção dos
tiristores, que é causado pelas perdas excessivas
no dispositivo e sensibilidade a sobretensões.
Em resumo, existem basicamente três tipos de
falhas que podem ocorrer em conversores:
• falhas devido ao mau funcionamento das
chaves e controladores;
• falha na comutação dos inversores;
• curto-circuito na estação conversora.
IV. VIDA ÚTIL ECONÔMICA
Considerando os aspectos construtivos e as
características de funcionamento dos conversores
de freqüência, nota-se que os componentes mais
sensíveis de um conversor e, portanto, mais
propensos à falhas são as chaves. Elas precisam
ser protegidas contra danos causados pelo
aumento da temperatura na junção dos tiristores,
que é decorrente de perdas excessivas no
dispositivo e sensibilidade a sobretensões. A
redução da vida útil do dispositivo pode ser
ocasionada por diversos tipos de falhas devido à
sobretensões e sobrecorrentes.
Considerando todas as características de
funcionamento do conversor de freqüência, bem
como suas falhas mais comuns, pode-se estimar
uma vida útil econômica de 25 anos para este
equipamento.
REFERÊNCIAS
[1] Mohan, Undeland and Robbins, Power
Electronics. John Wiley & Sons, 2nd edition, 1995.
[2] Padyar, K. R., HVDC Power Transmission
Systems. John Wiley & Sons, 1st edition, 1990.
[3] Kimbark, E. W., Direct Current Transmission,
Vol. 1. John Wiley & Sons, 1st edition, 1971.
[4] Uhlmann, E., Power Transmission by Direct
Current. Springer-Verlag, 1st edition, 1975.

ANEEL – Agência Nacional de Energia Elétrica 205 Estudo de Vida Útil Econômica e Taxa de Depreciação
Disjuntor
RESUMO
Disjuntores são equipamentos eletromecânicos de
manobras, que se destinam à realização de
chaveamentos em redes elétricas, os quais
podem ser realizados nas operações de abertura
ou de fechamento de um ponto qualquer da rede,
de forma segura, sem se danificar térmica ou
fisicamente qualquer de suas partes
componentes, em qualquer que seja a condição
operativa em que a rede se encontre, ou que esta
lhe imponha. Os disjuntores são basicamente
constituídos de duas partes fisicamente distintas,
a câmara de interrupção, e o circuito de comando
e acionamento. A câmara de interrupção é o local
onde se efetuam as ações elétricas de abertura e
fechamento da rede elétrica em questão. Nessa
câmara, um ou mais pares de contatos,
denominados de fixo(s) e móvel(eis), realizam
mecanicamente, sob a ação de um comando,
elétrico ou manual, a abertura, ou o fechamento
da corrente elétrica entre dois terminais de uma
rede, eliminando o arco voltaico estabelecido
entre eles e gerado durante esse processo de
manobra. O circuito de comando e acionamento
processa as ordens operativas de abertura ou de
fechamento do mesmo, bem como, as
informações de estado, aberto ou fechado, em
que se encontra este disjuntor, indicações de
pressão do gás, sinalizações, etc. Os principais
tipos de disjuntores encontrados no Sistema
Elétrico Brasileiro são: disjuntores a óleo, a gás
SF6, a ar comprimido e a vácuo, sendo que cada
tipo de tecnologia tem suas vantagens de
aplicação e uso. A vida útil desses equipamentos,
construída com essa ou aquela tecnologia, é
função das condições de trabalho do mesmo, do
local instalado e suas respectivas características
elétricas presentes, tais como: níveis de curto,
natureza dos chaveamentos, freqüência das
operações, estados e condições de manutenção.
Sendo que, pode-se estimar genericamente uma
vida útil econômica de 30 anos para disjuntores de
qualquer tipo.
I. INTRODUÇÃO
De acordo com a definição apresentada nas
Normas Técnicas atuais, disjuntores são
equipamentos eletromecânicos de manobras, que
se destinam à realização de chaveamentos em
redes elétricas, os quais podem ser realizados nas
operações de abertura ou de fechamento de um
ponto qualquer da rede, de forma segura, sem se
danificar térmica ou fisicamente qualquer de suas
partes componentes, em qualquer que seja a
condição operativa em que a rede se encontre, ou
que esta lhe imponha.
Essa é uma definição bem aberta, sendo que
essas condições podem ser, por exemplo,
abertura ou fechamento em operação com carga
nominal, ou abertura ou fechamento em condições
de curto-circuito, ou operação de fechamento em
oposição de fases, aberturas de pequenas

ANEEL – Agência Nacional de Energia Elétrica 206 Estudo de Vida Útil Econômica e Taxa de Depreciação
correntes indutivas ou capacitivas as quais em
geral provocam grandes sobretensões, etc.
Uma definição aberta e genérica como esta,
transfere aos disjuntores uma responsabilidade
operativa enorme, uma vez que, operações de
abertura e/ou fechamento de circuitos
considerando suas condições operativas iguais às
nominais, aparentemente não é de se esperar
maiores solicitações na câmara de interrupção e
conseqüentemente, grandes esforços impostos ao
equipamento em questão.
Entretanto, por outro lado, operações como as de
interrupção das correntes de curtos-circuitos
terminais, abertura de pequenas correntes
indutivas ou capacitivas, faltas quilométricas,
fechamentos em regimes de oposição de fases,
etc., acabam por impor aos disjuntores, regimes
especiais de trabalho, transferindo-lhe grandes
esforços elétricos, térmicos e mecânicos em suas
partes componentes, originando assim, a razão de
ser de sua necessária robustez construtiva.
As principais normas técnicas brasileiras
relacionadas são:
• NBR7118 – Disjuntores de alta-tensão
(09/1994): Fixa características exigíveis
dos disjuntores de corrente alternada, para
interior e exterior, projetados para sistemas
de tensões acima de 1000 V e freqüências
industriais iguais ou inferiores a 60 Hz e
para operação nas condições de serviço;
• NBR7102 – Ensaios sintéticos em
disjuntores de alta tensão (12/1981): Fixa
métodos de ensaios sintéticos para
disjuntores de corrente alternada de alta e
extra alta tensão;
• NBR7034 – Materiais isolantes elétricos –
Classificação térmica (12/1981): Designa
classes e temperatura dos materiais
isolantes elétricos utilizados em máquinas,
aparelhos e equipamentos elétricos com
base na temperatura máxima que podem
suportar em condições normais de
operação durante a sua vida útil.
I.1. NATUREZA CONSTRUTIVA
Os disjuntores são basicamente constituídos de
duas partes fisicamente distintas, a saber:
• Câmara de interrupção;
• Circuito de comando e acionamento.
A câmara de interrupção é o local onde se
efetuam as ações elétricas de abertura e
fechamento da rede elétrica em questão. Nessa
câmara, um ou mais pares de contatos,
denominados de fixo(s) e móvel(eis), realizam
mecanicamente, sob a ação de um comando,
elétrico ou manual, a abertura, ou o fechamento
da corrente elétrica entre dois terminais de uma
rede, eliminando o arco voltaico estabelecido
entre eles e gerado durante esse processo de
manobra (ou chaveamento).
É fundamental que o dimensionamento físico do
disjuntor seja compatível com os níveis dinâmico,
transitório e permanente dos esforços que lhe são
impostos durante suas operações, valores esses
que devem constar em suas especificações
técnicas, a fim de se evitar danos térmicos,
elétricos e/ou mecânicos em quaisquer de suas
partes componentes.

ANEEL – Agência Nacional de Energia Elétrica 207 Estudo de Vida Útil Econômica e Taxa de Depreciação
A extinção do arco voltaico, é auxiliada através da
presença de um material dielétrico, existente no
interior da câmara, o qual em geral, atua
resfriando o local do arco presente e
conseqüentemente abaixando a temperatura
interna global na câmara. Essa elevação de
temperatura na câmara, gerada pela presença do
arco, dependendo dos níveis da corrente a ser
interrompida e do valor da resistência de arco
voltaico gerado, pode assumir valores da ordem
de 1000 °C ou mais, impondo um esforço térmico
altamente estressante aos contatos do disjuntor e
aos demais materiais internos existentes na
câmara interruptora [5] [6] [7] [8].
Observa-se que pelo fato de o arco voltaico, ser
quase que puramente resistivo, a potência a ser
dissipada pela corrente desse arco, é quase que
puramente ativa, ou seja, seu efeito é o de
dissipação térmica por efeito joule, ocorrendo
diretamente sobre os componentes envolvidos.
I.2. DIELÉTRICOS
Os dielétricos mais usualmente encontrados, e
que se destinam ao processo de resfriamento,
minimização das ações de desgastes e riscos e
extinção do arco voltaico dentro das câmaras,
são:
• Os óleos isolantes (naftênico ou
parafínico);
• O ar seco ou o ar comprimido (“magnetic
air-blast circuit breaker”);
• Vácuo;
• O gás SF6 (Hexafluoreto de Enxofre).
I.3. COMANDO (OU ACIONAMENTO)
A segunda parte construtiva de um disjuntor, é o
seu circuito de comando e acionamento, onde se
processam as ordens operativas de abertura ou
de fechamento do mesmo, bem como, onde se
processam as informações de estado, aberto ou
fechado, em que se encontra este disjuntor,
indicações de pressão do gás, sinalizações, motor
de carregamento de mola, contatos auxiliares, etc.
Essas operações são realizadas, através de sinais
elétricos que são recebidos em suas bobinas de
abertura (BA ou “TC - trip coil”), ou nas de
fechamento (BF ou “CC - close coil”), as quais, em
geral são alimentadas através de um barramento,
que pode ser de tensão contínua, de ± 125 [Vdc]
ou alternada de 220 ou 127 [Vac].
Entre esse barramento e as respectivas bobinas,
existem os contatos de relés, de chaves, ou de
dispositivos de controle, que permitirão
estabelecer a continuidade do sinal de corrente
através das mesmas. É extremamente importante,
verificar o valor da corrente circulante através
dessas bobinas, bem como, os valores de seus
limites térmicos, evitando-se assim, danos e até
mesmo, a queima dessas unidades [5] [6] [7] [8].
Os modernos disjuntores usados em sistemas de
AT e de MT, são em geral, do tipo a gás SF6
(Hexafluoreto de Enxofre), onde o uso desse
dielétrico se justifica, face às inúmeras vantagens
que ele apresenta em relação às outras
alternativas (óleo, ar seco, vácuo).

ANEEL – Agência Nacional de Energia Elétrica 208 Estudo de Vida Útil Econômica e Taxa de Depreciação
II. CARACTERÍSTICAS
II.1. DISJUNTORES A ÓLEO
Esta tecnologia encontra-se em obsolescência
para uso em AT e EAT, praticamente não se
fabrica mais disjuntores a óleo para uso em
tensões acima de 230 [kV].
O principal motivo, é a capacidade limitada de
isolação apresentada pelo óleo,
comparativamente ao seu concorrente imediato
que é o gás SF6. Além disso, o disjuntor a óleo
requer uma manutenção muito mais acentuada do
que o disjuntor a gás, em virtude da própria
alteração de sua estrutura molecular na presença
de altas temperaturas, advindas em função dos
cortes de altas correntes e da extinção do arco.
Nessas decomposições, há a formação de
metano, etano, etileno, hidrogênio, fuligem de
carbono e outros, os quais contribuem para
reduzir a Rigidez Dielétrica e conseqüentemente a
capacidade isolante desse óleo.
O espaço comercialmente ainda competitivo para
esse tipo de disjuntor, é a média tensão, classe
15/17 [kV], em instalações abrigadas, onde o
número de manobras seja relativamente baixo e
com correntes de interrupção até a ordem de 30
[kA].
A vida útil desses disjuntores, está diretamente
associada as suas condições de uso, níveis de
correntes de interrupção, freqüência de
operações, ambiente de instalação, de sua
manutenção, etc., podendo-se dizer, que existem
muitos disjuntores dessa categoria, operando a
mais de 40 anos em muitas dessas instalações de
Média e Alta Tensão que ainda estão em perfeito
estado.
II.2. DISJUNTORES A GÁS SF6
Essa é uma tecnologia, que vem sendo usada em
AT desde os anos 60, e que ganhou também a
MT a partir dos anos 80.
O gás SF6 é inodoro, incolor, mais denso que o ar,
altamente estável nas CNTP, se comportando de
forma semelhante a um gás nobre, inerte [1].
A capacidade dielétrica do mesmo, é bem superior
a de seus concorrentes, impondo-lhe uma relação
“custo x benefício” que lhe tem dado um espaço
preferencial, cada vez maior nessas aplicações e
ainda, as quais se têm estendidas também, para
os níveis de MT [3].
A eficiência dielétrica do gás SF6 é muito superior
a do óleo, principalmente, quando se trabalha com
alta pressão (6-8 atm). Nessas condições o SF6 é
um gás estável, inodoro, mais denso que o ar, e
altamente isolante. Essas propriedades do SF6 em
geral se traduzem também numa compactação
em espaço na câmara, e conseqüentemente,
traduzindo em menores dimensões físicas do
mesmo [2].
Porém, nas condições de altas temperaturas e em
presença do arco voltaico dentro das câmaras de
interrupção, esse gás quebra a sua estrutura
molecular, liberando íons positivos e negativos os
quais reagem na presença de vapor de água e
formam subprodutos tais como de H+, F-, SO2,
HSO3, HF, H2S, e outros mais, que são tóxicos e

ANEEL – Agência Nacional de Energia Elétrica 209 Estudo de Vida Útil Econômica e Taxa de Depreciação
corrosivos, auxiliando assim a deterioração de
componentes dentro da câmara.
Porém, mesmo assim, esta é a tecnologia atual
em termos dielétricos para disjuntores de MT e AT
e até EAT, como pode ser visto nos catálogos dos
principais fabricantes de disjuntores: ABB,
Siemens, Sprecher/Alstom.
A vida útil desses disjuntores, certamente deve
exceder aos 30/40 anos de uso, para justificar seu
crescimento expressivo, tanto na área industrial
como na de transmissão.
As características técnicas de especificação de
tais disjuntores são muito semelhantes às dos
disjuntores a óleo [4].
II.3. DISJUNTORES A AR COMPRIMIDO
Essa é uma tecnologia antiga, dos anos 50, muito
usada nos disjuntores de AT (V > 145 kV) e nos
de EAT (V > 360 kV).
A eficiência do processo de interrupção da
corrente de curto-circuito é altamente confiável e
segura, porém está acompanhada de um custo
extremamente alto, comparativamente às outras
tecnologias hoje disponíveis.
Assim, esses disjuntores passaram a ser
utilizados em grandes instalações e em elevado
número de unidades, onde se justifica a
construção de uma central de ar comprimido, o
qual pode ser usado para tais fins e outras
eventuais aplicações no local da subestação
elétrica.
A recomendação de uso e instalação desses
disjuntores caiu significativamente nesses últimos
anos, em decorrência do alto custo de instalação
por eles gerados.
Porém, encontramos uma quantidade enorme
desses disjuntores instalados no Setor Elétrico
Brasileiro, principalmente nas subestações de AT
e EAT, e notadamente nas Empresas de
Transmissão e Distribuição de EE.
Uma combinação que foi muito usada nos anos
80, foi a construção de disjuntores a ar
comprimido no acionamento, realizado através de
um botijão de ar instalado na base do mesmo,
controlando o acionamento das hastes móveis,
que arrastam os contatos dentro da câmara,
imersos num meio dielétrico a gás SF6. Os
grandes riscos associados a tais disjuntores,
estão correlacionados com a falha no processo de
extinção do arco e conseqüente aumento
expressivo da temperatura dentro da câmara, a
qual muitas vezes leva à explosão da mesma.
II.4. DISJUNTORES A VÁCUO
Trata-se de uma tecnologia atual, presente
apenas na MT, com excelentes características
operacionais, principalmente quando a instalação,
ou o sistema, requer um número elevado de
operações em condições especiais, como é o
caso das fundições de alumínio.
Esses disjuntores possuem um sistema de
comando, também muito semelhante aos dos
disjuntores a óleo, sendo que, em sua maioria,
utilizam acionamentos tripolares, comandados por
um jogo de 1 ou 2 molas helicoidais.

ANEEL – Agência Nacional de Energia Elétrica 210 Estudo de Vida Útil Econômica e Taxa de Depreciação
Segundo os fabricantes, esse tipo de disjuntor
possui uma capacidade de interrupção maior que
a dos disjuntores convencionais, e o que é muito
importante, são capazes de realizar um número
elevadíssimo de operações, chaveando correntes
nominais, sem a necessária intervenção para
manutenção da câmara. Esse número varia entre
os fabricantes, porém é da ordem de 100.000
operações para o tipo 3AF da Siemens.
Essas câmaras a vácuo são totalmente seladas,
trabalham num nível de pressão de vácuo da
ordem de 10-9 bar de pressão, cortam as correntes
de arco voltaico, através de um processo iônico,
não degenerando as superfícies dos contatos do
mesmo.
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
As novas técnicas preditivas que estão sendo
introduzidas como auxílio nas manutenções
preventivas são:
• Monitoramento do percurso do contato
principal;
• Monitoramento da corrente interrompida;
• Monitoramento de entrada e saída de
comandos.
Para cada tecnologia de disjuntor há um conjunto
de serviços de manutenção preventiva realizado.
III.1. DISJUNTORES A ÓLEO
Os principais problemas relacionados com os
disjuntores a óleo são:
• Queima do óleo e conseqüente redução da
capacidade dielétrica, provocada pela
presença do arco voltaico, nas
interrupções, principalmente as de altas
correntes de curto;
• Limitação natural do número de manobras,
com altas correntes de interrupção, pelo
motivo anterior;
• Tecnologia superada técnica e
economicamente pelo uso do gás SF6;
• Microfissuras nas câmaras e nas
borrachas de vedação das flanges, em
decorrência das altas temperaturas
verificadas no interior das mesmas;
• Válvulas de alívio de pressão pós-
operação, com eventuais travamentos,
podendo provocar explosões de câmaras;
• Perda expressiva da capacidade isolante
do óleo em função de umidade, gases,
fuligens no interior da câmara.
A freqüência de manutenções preventivas em
disjuntores, é recomendada a cada 5 anos para os
de MT ou de 10.000 operações sob condição de
chaveamento nominal.
Já para disjuntores de AT, o próprio catálogo
desses disjuntores a óleo, PVO, para instalações
de 72,5 a 145 kV, menciona um número de
operações, que varia em função da intensidade de
corrente a ser interrompida, por exemplo:
• Para chaveamentos envolvendo a corrente
nominal, especifica-se em mais de 2500
operações;
• Para correntes de curto-circuito, de
intensidade em torno de 30 a 50% da
capacidade nominal do mesmo, especifica-
se em até 25 operações;
• Para curto máximo, especifica-se em 8
operações apenas, recomendando-se a

ANEEL – Agência Nacional de Energia Elétrica 211 Estudo de Vida Útil Econômica e Taxa de Depreciação
partir daí, que sejam trocados o óleo da
câmara (60 litros), e o conjunto de contatos
principais do mesmo.
Em contrapartida, esse tipo de disjuntor admite
com facilidade a manutenção com reposição de
partes, sem maiores dificuldades operacionais.
III.2. DISJUNTORES A GÁS SF6
Segundo um dos fabricantes clássicos desses
disjuntores a SF6, a Siemens, ela apenas
menciona em termos de manutenção, que esta é
muito econômica, seus componentes e contatos,
têm vida útil muito longa, e a freqüência dessas
manutenções é de intervalos longos (na mesma
ordem de grandeza que a dos disjuntores a óleo,
isto é, para a preventiva, a cada 2 ou 3 anos, e a
preditiva, em função do regime de trabalho).
III.3. DISJUNTORES A AR COMPRIMIDO
As manutenções devem estar atentas aos valores
monitorados dessas elevadas pressões do ar
comprimido nos seus containeres, as quais são da
ordem de 20 a 30 atm de pressão.
III.4. DISJUNTORES A VÁCUO
Do ponto de vista de manutenção, portanto,
apenas as inspeções de rotina, observando as
sinalizações da pressão de vácuo presente na
câmara. Essa sinalização em alguns disjuntores é
mecânica.
IV. VIDA ÚTIL ECONÔMICA
Os fabricantes em geral, não expressam
claramente a vida útil desses equipamentos
construída com essa ou aquela tecnologia, o que
nos leva a deduzir, que esta é sem dúvida, uma
função das condições de trabalho do mesmo, do
local instalado e suas respectivas características
elétricas presentes, tais como: níveis de curto,
natureza dos chaveamentos, freqüência das
operações, estados e condições de manutenção.
Verifica-se que disjuntores que atuam em
sistemas típicos de alta tensão (ou seja, tensão
iguais ou superiores a 230 kV), não são
solicitados a atuar de maneira contínua, como os
de mais baixa tensão. Isto faz com que as
manutenções de grande porte desses
equipamentos não necessitem ocorrer
constantemente.
Por outro lado, disjuntores de tensões mais baixas
tendem a atuar mais vezes, pois as condições
operativas desses sistemas assim o determinam.
Pode-se aqui determinar ainda duas faixas, uma
para disjuntores de média tensão, abrangendo
desde circuitos de 69 kV até 139 kV, e outra para
sistemas com tensões inferiores a 69 kV.
Com base nestas considerações, percebe-se que
a vida útil é função de uma utilização correta e de
uma manutenção adequada, itens sem os quais
fica impossível se estabelecer qualquer parâmetro
para a vida útil de um equipamento.
Tomando-se isto por base e levando-se em
consideração a experiência de diversas
concessionárias do setor elétrico brasileiro pode-
se chegar ao quadro de vida útil para efeito de
cálculo de depreciação abaixo:

ANEEL – Agência Nacional de Energia Elétrica 212 Estudo de Vida Útil Econômica e Taxa de Depreciação
Classe de Tensão Faixa de Vida Útil
U < 69 kV 20 a 25 anos
69 ≤ U ≤ 138 kV 25 a 30 anos
U > 138 kV
35 a 40 anos (para SF6)
30 a 35 anos (para outros tipos)
É importante salientar que estes valores
estabelecem faixas médias de vida útil, segundo
os processos de utilização e de manutenção
vigentes no país, e também pelos agentes
agressores normais existentes. Sendo que pode-
se estimar genericamente uma vida útil econômica
de 30 anos para disjuntores de qualquer tipo.
Finalmente, pode-se associar razões que levam
as concessionárias a determinar o final da vida útil
de um disjuntor. Para tensões inferiores a 69 kV, o
principal motivo de troca dos disjuntores é o seu
desgaste, devido ao número de operações que ele
é submetido. Em média tensão (valores entre 69
kV e 138 kV), tem-se a elevação da potência de
curto-circuito, devido a novas interligações, que
extrapolam sua capacidade operativa. Por fim,
para tensões elevadas (maiores que 138 kV), as
substituições ocorrem, normalmente, por final da
vida útil dos componentes do disjuntor, por falta
de peças de reposição ou por obsolescência da
tecnologia.
REFERÊNCIAS
[1] A. Fihman. SF6 physical and chemical data.
Merlin Gerin technical news, fascicule 3, 2nd half
year 1976.
[2] Y. Pelenc. SF6, circuit-breaker gas, the reasons
why. Merlin Gerin technical news, fascicule 1, 2nd
half year 1976.
[3] M. Dubsis. SF6, the dielectric gas. Merlin Gerin
technical news, fascicule 2, 2nd half year 1976.
[4] E. Rufato Jr. Tecnologia de equipamentos em
SF6. Monografia, Universidade Federal do Paraná,
Curitiba, 1994.
[5] R. Colombo. Disjuntores de Alta Tensão. Ed.
Nobel/Siemens, São Paulo. 1986.
[6] O.S. Frontin, R. Colombo, et alli. Disjuntores e
Chaves Seccionadoras de Alta Tensão. Furnas
Centrais Elétricas S.A., Editora da Universidade
Federal Fluminense, Niterói. 1995.
[7] A. D’Ajuz, et alli. Equipamentos Elétricos –
Especificação e aplicação em subestações
elétricas de AT. Editora da Universidade Federal
Fluminense, Niterói. 1985.
[8] C.H. Flurscheim. Power circuit breaker – theory
and design. IEEE Monography Series 17, P.
Peregrinus Ltd. 1977.

ANEEL – Agência Nacional de Energia Elétrica 213 Estudo de Vida Útil Econômica e Taxa de Depreciação
Edificação – Casa de Força – Produção Hidráulica
RESUMO
O presente trabalho aborda uma Casa de Força
de uma central geradora, procurando definir
sucintamente suas características e
especificidades técnicas. Dentro desse enfoque
serão abordados ainda alguns aspectos
conceituais básicos que norteiam o seu projeto, a
sua construção, a sua operação e a sua
manutenção, buscando, com isso, determinar a
vida útil e a taxa de depreciação desse tipo de
empreendimento. Os inúmeros tipos diferenciados
dos equipamentos principais e auxiliares é que
irão definir o arranjo de uma Casa de Força,
prevendo-se sempre um empreendimento enxuto
e econômico. A experiência de diversas
concessionárias do setor elétrico brasileiro aceita
fixar a vida útil de uma Casa de Força em cerca
de 50 anos aproximadamente, sendo igual,
portanto, ao tempo de vida útil econômico da
própria usina.
I. INTRODUÇÃO
A Casa de Força tem por finalidade abrigar as
unidades geradoras e seus equipamentos
auxiliares, possibilitando sua montagem ágil e
segura. Nos pequenos aproveitamentos, a área de
montagem e desmontagem pode ficar situada nas
cercanias da Casa de Força em galpão provisório
ou até a céu aberto. Em arranjos que possibilitem
a desmontagem das unidades geradoras no
interior da própria Casa de Força, a eventual
parada das máquinas deve ser rápida, feita no
menor tempo possível. O ambiente interno de uma
Casa de Força deve ser limpo e saudável,
condição necessária e suficiente para que o
pessoal disponibilizado para sua operação e sua
manutenção também trabalhe bem.
O arranjo de uma Casa de Força é definido em
função dos inúmeros tipos diferenciados dos
equipamentos principais e auxiliares, prevendo-se
sempre um empreendimento enxuto e econômico.
Já o tamanho da área destinada às unidades
geradoras é determinado observando-se as
dimensões definidas pelo fabricante dos
equipamentos principais das unidades geradoras.
A Casa de Força pode ser abrigada, semi-
abrigada e subterrânea, podendo dispor ou não de
pórtico para içamento dos equipamentos. Nas
usinas hidrelétricas onde a Casa de Força e o
vertedouro estejam coincidentemente locados no
mesmo alinhamento, o pórtico pode servir para
montagem das comportas tanto das máquinas
quanto do vertedouro. As dimensões de uma
Casa de Força subterrânea devem ser reduzidas
ao mínimo possível devido ao alto valor cobrado
para esse tipo de escavação em rocha.
A cota do piso dos equipamentos elétricos das
usinas hidrelétricas deve ser definida em função
da cota de maior cheia, tendo em vista um tempo
de recorrência que correlacione os riscos de

ANEEL – Agência Nacional de Energia Elétrica 214 Estudo de Vida Útil Econômica e Taxa de Depreciação
inundação com os eventuais danos a serem
causados a esses equipamentos. Para pequenas
instalações, o tempo de recorrência pode ser
menor, em torno de 100 anos aproximadamente,
podendo eventualmente a Casa de Força ser
inundada. Para minimização desse problema,
podem-se instalar dispositivos de vedação, tais
como portão estanque e paredes
impermeabilizadas até a cota de inundação
prevista. Para grandes centrais geradoras, pode
ser adotado um tempo de recorrência mínimo de
cerca de 500 anos.
A superestrutura de uma Casa de Força pode ser
executada em concreto armado, concreto pré-
moldado ou protentido, de estruturas de aço e até
dispensada, utilizando-se alvenaria de blocos de
tijolos. Esse último tipo geralmente se restringe a
usinas de porte mais reduzido.
O projeto estrutural de uma Casa de Força, além
dos esforços provenientes dos equipamentos
previstos, tem a estabilidade dependente de
ações hidrostáticas, subpressão, empuxos de
terra e comportamento de fundações de grande
porte, dando-se a devida atenção aos variados
casos de carregamento e suas ações mais
desfavoráveis. O método dos Elementos Finitos
tornou-se hoje uma ferramenta indispensável no
cálculo de grandes obras industriais.
Em geral, a Casa de Força de uma PCH fica
separada dos demais órgãos, sem a interposição
da barragem. Esse tipo de arranjo é freqüente
também nos aproveitamentos de alta queda.
Já nos grandes projetos hidrelétricos é comum a
conjugação ou associação direta da barragem e
da casa de força, com supressão de condutos ou
túneis, sendo comum também nos
aproveitamentos de baixa queda.
A operação de uma usina, em especial das PCHs,
pode ser convencional, isto é, por meio de pessoal
treinado para tal, automatizada ou semi-
automatizada, com supervisão e controle a
distância. A escolha desse tipo de operação está
ligada exclusivamente a aspectos de relação
custo benefício.
II. MANUTENÇÃO
Durante o tempo de vida útil de uma Casa de
Força, diversos problemas civis rotineiros ligados
a sua manutenção podem ocorrer, a exemplo
também de qualquer outra edificação industrial.
Os mais comuns, especialmente os observados
em Casas de Força de PCH’s, são muitas vezes
de simples identificação e de custos de reparação
relativamente baixos.
Os outros são mais intrínsecos a esse tipo de
obra, aparecendo, em geral, na forma de
anomalias do concreto, tais como rachaduras,
trincas, fissuras, etc. seguidas ou não de
vazamentos e infiltrações. Algumas causas da
deterioração do concreto são muitas vezes de
difícil identificação, necessitando, não raramente,
da intermediação de especialistas em patologia do
concreto.
Os comissionamentos feitos durante a entrega
das obras, bem como, as inspeções periódicas

ANEEL – Agência Nacional de Energia Elétrica 215 Estudo de Vida Útil Econômica e Taxa de Depreciação
podem revelar falhas de construção e
manutenção, respectivamente.
A deterioração do concreto pode ser causada por
fenômenos gerais ou localizados, agindo
isoladamente ou combinados, envolvendo, por
exemplo, recalque da fundação, alta rigidez dos
elementos constituintes da estrutura de concreto,
esforços e deformações nocivos não previstos no
projeto, elevado gradiente térmico, reatividade
álcali-agregado, carbonatação, efeito de
poluentes, entre outros.
Os problemas dinâmicos, por exemplo, estão
relacionados com a ação das turbinas e de outros
equipamentos instalados na Casa de Força,
apoiados em fundações especiais ou em
estruturas elásticas. Seus apoios recebem forças
variáveis no tempo e que despertam vibrações,
sendo a resposta dependente da freqüência
própria ou natural de vibração da base ou da
estrutura. A meta então é o cálculo dessas
freqüências próprias, bem como, quantificar os
efeitos de ampliação dinâmica, produzidos pelas
forças variáveis de natureza dinâmica.
Os casos de reatividade álcali-agregado (RAA)
encontrados no Brasil ainda são poucos, quando
comparados a países como os Estados Unidos,
3% e 50% em 1995, respectivamente.
Infelizmente, essa degradação pode ocorrer
indistintamente em qualquer obra de concreto. Em
diferentes análises da RAA, feitas recentemente
no Brasil, não foi constatada a presença de
qualquer reatividade no concreto de diversas
estruturas executadas com pozolana, por
exemplo. No entanto, algumas obras que foram
executadas sem a presença de componentes
inibidores apresentaram evidências da RAA. Uma
dessas obras foi a da Casa de Força da usina de
Moxotó, sendo também uma das primeiras a ser
bem instrumentada. Ali o problema mais grave se
deu quando houve o roçamento das pás das
turbinas no anel de revestimento do tubo de
sucção, além de inclinação do eixo das unidades
geradoras, inclinação das palhetas do pré-
distribuidor, entre outros.
A carbonatação provoca a redução do valor do
PH, suprimindo a barreira natural alcalina formada
pelo hidróxido de cálcio que assegura a proteção
da armadura. Assim, as estruturas de concreto
que apresentam carbonatação têm como
conseqüência mais provável a corrosão da
armadura. Nos projetos de reparação do concreto,
é necessário determinar a profundidade limite do
PH.
A ação dos íons cloretos, advindos da penetração
no concreto com os sais de descongelamento,
atmosfera marinha e/ou mesmo através do uso de
aditivos à base de cloreto, pode provocar também
a corrosão da armadura. Existem ensaios que
permitem determinar o teor máximo de cloretos,
sendo que se aceitam valores de 0,4% e 0,2%
para concreto armado convencional e protendido,
respectivamente, tomados em relação ao peso do
cimento.
A degradação das estruturas de concreto,
caracterizada como falha de manutenção e/ou
pós-construção, pode resultar numa provável
ruína parcial ou total, caso não tratada a tempo e
com critério técnico.

ANEEL – Agência Nacional de Energia Elétrica 216 Estudo de Vida Útil Econômica e Taxa de Depreciação
Além das inspeções programadas, a Casa de
Força deve ser vistoriada sempre que aparecerem
anomalias ou falhas de grande vulto, ou ainda,
que a sua estrutura tenha sido solicitada por
carregamentos incomuns e até excepcionais, tal
como enchentes, sismos induzidos e outros.
III. VIDA ÚTIL ECONÔMICA
Como qualquer outra obra industrial o tempo de
vida útil de uma Casa de Força está inicialmente
na dependência do bom ou mau desempenho do
seu projeto, de sua construção, de sua operação e
de sua manutenção, sejam eles atuando
isoladamente ou combinados, refletindo, com isso,
a taxa de depreciação a ser determinada.
A experiência de diversas concessionárias do
setor elétrico brasileiro mostra que é aceitável
fixar a vida útil de uma Casa de Força em cerca
de 50 anos aproximadamente, sendo igual,
portanto, ao tempo de vida útil econômico da
própria usina.
REFERÊNCIAS
[1] Diversos autores, Design of Small Dams,
United States Department of the Interior, 1987.
[2] Diversos autores, Safety Evaluation of Existing
Dams, United States Department of the Interior,
1987.
[3] Schreiber, Gerhard Paul, São Paulo, Edgard
Blücher, Rio de Janeiro, Engevix, 1977.
[4] Diversos autores, Verificação da Existência da
Reação Álcali-Agregado no Concreto da UHE
Barra Bonita, Anais do XXII Seminário Nacional de
Grandes Barragens, 1997.
[5] Diversos autores, Simpósio Sobre Reatividade
Álcali-Agregado em Estruturas de Concreto,
Goiânia, Comitê Brasileiro de Barragens – CBDB,
1999.
ANEEL – Agência Nacional de Energia Elétrica 217 Estudo de Vida Útil Econômica e Taxa de Depreciação
Edificações – Outras
RESUMO
O presente trabalho aborda outras edificações nas
centrais de geração elétrica, procurando definir
sucintamente suas características e
especificidades técnicas. As outras edificações
encontradas em uma central elétrica, seja ela
hidráulica, termelétrica ou nuclear, são aquelas
construções que atendem as necessidades
secundárias, mas importantes como: instalações
de ensino e treinamento, hospitais, prédios da
administração, entre outras. A manutenção
normalmente é simples, rotineira e de custo
relativamente pequeno. Entretanto, caso
apareçam anomalias de grande vulto, onde sua
parte estrutural apresente problemas mais sérios
acarretados por enchente, sismos induzidos e
outros, deverão ser feitas vistorias e manutenções
corretivas mais acentuadas. Dentro desse
enfoque, serão abordados ainda alguns aspectos
conceituais básicos que norteiam o seu projeto, a
sua construção, a sua operação e a sua
manutenção, buscando, com isso, determinar a
vida útil e a taxa de depreciação desse tipo de
empreendimento. Como qualquer obra civil, o
tempo de vida útil de uma edificação está ligada
ao bom projeto, construção com materiais de boa
qualidade e de sua manutenção adequada. A
experiência de diversas concessionárias do setor
elétrico brasileiro aceita fixar a vida útil de outras
edificações em cerca de 30 anos.
aproximadamente.
I. INTRODUÇÃO
As outras edificações nas centrais hidrelétricas,
termelétricas e nucleares servem como apoio ao
bom andamento de uma central como um todo.
Elas são compostas como obras civis na parte de
transmissão e subestações, serviços de
assistência e capacitação, ensino e treinamento,
garagens, laboratórios, oficinas eletromecânicas,
escolas, ambulatórios e hospitais, restaurantes e
hotéis, residências e alojamentos, recreação e
lazer, administração de um modo geral, entre
outras.
Quando o projeto e a construção civil são bem
feitos, de uma forma geral, os problemas ligados à
manutenção podem ser rotineiros e sua execução
ser simples. Os custos de execução, nestes
casos, normalmente são baixos.
Durante a vida útil de uma edificação, outros
problemas mais sérios podem ocorrer. Problemas
estes ligados à anomalias do concreto, com o
aparecimento de trincas, fissuras, entre outros.
Como esse tipo de obra, além do concreto pode
ser construída de alvenaria, estrutura metálica,

ANEEL – Agência Nacional de Energia Elétrica 218 Estudo de Vida Útil Econômica e Taxa de Depreciação
etc. os possíveis problemas que podem ocorrer
nessas edificações são diferenciados.
A degradação das estruturas de concreto e das
demais estruturas, caracterizada como falha de
manutenção e/ou pós-construção, pode resultar
numa provável ruína parcial ou total, caso não
tratada a tempo e com critério técnico.
II. CARACTERÍSTICAS
As obras de edificação são formadas por diversas
partes. As mais importantes são especificadas a
seguir:
II.1. FUNDAÇÕES
São estruturas que transmitem os esforços
mecânicos incididos sobre ele, para o solo. É a
base onde está apoiado todo o conjunto de obras.
Ela consiste na abertura de valas no solo, com
profundidade variada, onde é depositado concreto
armado.
O respaldo de alvenaria é feito de cinta de
concreto. Para edificações menores, a fundação
pode ser feita de tijolos de alvenaria em conjunto
com concreto armado. Pode-se utilizar bate-
estaca, retro-escavadeira, ou mesmo pá para
preparar o solo. É necessário observar se as
condições do subsolo são satisfatórias, por
medida de segurança.
II.2. CORPO ESTRUTURAL
É a parte da edificação que transmite os esforços
mecânicos para a fundação. São as colunas que
dão sustentação à estrutura. Este tem a função de
suportar todo o peso do teto, e andares
superiores, se existirem. Para a construção do
corpo estrutural pode-se utilizar aço, concreto
armado ou madeira.
II.3. PAREDE
Além de compor o espaço entre piso e teto, as
paredes ajudam as colunas a suportar os
esforços. São geralmente feitas de alvenaria,
concreto ou madeira.
II.4. IMPERMEABILIZAÇÕES
São medidas que impedem a entrada de água na
edificação, preservando esta da deterioração
precoce. São feitas principalmente em lajes de
cobertura, calhas, arrimos de terra, fundações,
corpo de estrutura, etc.
II.5. COBERTURA
São formados por telhados ou lajes impermeáveis.
O telhado necessita de uma estrutura de suporte,
geralmente constituída de madeira. As lajes
impermeáveis são constituídas de armação de
vigas de concreto armado, com tijolos de
alvenaria.
II.6. ESQUADRIAS DE MADEIRA
São todas as estruturas de madeira empregadas
no acabamento de uma obra, como portas,
divisórias, janelas e outros. Devem ser madeiras
de boa qualidade, e preparadas para suportar a
ação do tempo.
II.7. ESQUADRIAS METÁLICAS
Consistem nas estruturas metálicas aplicadas nas
estruturas. São portas, portões, grades, janelas,
caixilhos, gradil, corrimão, fechaduras, dobradiças,
etc. As estruturas metálicas devem possuir
aplicações contra a corrosão.
ANEEL – Agência Nacional de Energia Elétrica 219 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.8. PINTURA
A pintura funciona como um revestimento para
proteger os componentes da obra da ação do
tempo. Existem vários tipos de pintura, sendo os
mais usuais: caiação, pintura à base de óleo ou
esmalte, pintura com tinta acrílica, pintura à base
de látex, verniz.
II.9. REVESTIMENTO DE PAREDES E FORRO
São todos os tipos de revestimentos aplicados nas
edificações. Podem ser feitos com argamassa,
concreto e areia, azulejos, pedras, chapisco, entre
outros.
II.10. PISOS
Há vários tipos de pisos utilizados em edificações,
sendo que os mais comuns são: pisos de
concreto, madeira, ladrilho, borracha.
Há outras estruturas que fazem parte de uma
edificação, que são:
• Vidros;
• Instalações elétricas e aparelhos;
• Instalações hidráulico-sanitárias.
III. MANUTENÇÃO
Durante o tempo de vida útil de edificações,
diversos problemas civis rotineiros ligados a sua
manutenção podem ocorrer. Os mais comuns são
muitas vezes de simples identificação e de custos
de reparação relativamente baixos.
Os outros são mais intrínsecos a esse tipo de
obra, aparecendo, em geral, na forma de
anomalias do concreto, tais como rachaduras,
trincas, fissuras, etc. seguidas ou não de
vazamentos e infiltrações. Algumas causas da
deterioração do concreto são muitas vezes de
difícil identificação, necessitando, não raramente,
da intermediação de especialistas em patologia do
concreto.
Os comissionamentos feitos durante a entrega
das obras, bem como, as inspeções periódicas
podem revelar falhas de construção e
manutenção, respectivamente.
A deterioração do concreto pode ser causada por
fenômenos gerais ou localizados, agindo
isoladamente ou combinados, envolvendo, por
exemplo, recalque da fundação, alta rigidez dos
elementos constituintes da estrutura de concreto,
esforços e deformações nocivos não previstos no
projeto, elevado gradiente térmico, entre outros.
A degradação das estruturas de concreto,
caracterizada como falha de manutenção e/ou
pós-construção, pode resultar numa provável
ruína parcial ou total, caso não tratada a tempo e
com critério técnico.
Além das inspeções programadas, as edificações
devem ser vistoriadas sempre que aparecerem
anomalias ou falhas de grande vulto, ou ainda,
que a sua estrutura tenha sido solicitada por
carregamentos incomuns e até excepcionais, tais
como enchentes, sismos induzidos e outros.
As principais tarefas de manutenção realizadas
são:
• Alvenaria: reparos em trincas e
rachaduras;
• Coberturas: substituição de peças do tipo
ripas, vigas, caibros, telhas, etc.;
• Esquadrias de madeira e metálicas;
ANEEL – Agência Nacional de Energia Elétrica 220 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Revestimento – paredes e forros: reparos
em revestimento externo, interno, em
revestimentos de azulejos, substituição de
placas de gesso em forros, repregamento
de forros de madeira, substituição de
tábuas para forro, etc.;
• Pisos, degraus, rodapés, soleiras e
peitoris: colagem de tacos soltos,
repregamento de soalho de madeira,
substituição de tábuas para soalho,
substituição de rodapés, reparos em
granilite, etc.;
• Pintura;
• Instalações elétricas;
• Instalações hidráulico-sanitárias;
• Esgotos: desentupimento;
• Etc.
III. VIDA ÚTIL ECONÔMICA
Como qualquer outra obra industrial, o tempo de
vida útil dessas edificações está inicialmente
ligada na dependência do bom ou mau
desempenho do seu projeto, de sua construção,
de sua operação e de sua manutenção, sejam
eles atuando isoladamente ou combinados,
refletindo, com isso, a taxa de depreciação a ser
determinada.
A experiência de diversas concessionárias do
setor elétrico brasileiro mostra que é aceitável
fixar a vida útil de outras edificações em cerca de
40 anos aproximadamente.
REFERÊNCIAS
[1] Diversos autores, Design of Small Dams,
United States Department of the Interior, 1987.
[2] Diversos autores, Safety Evaluation of Existing
Dams, United States Department of the Interior,
1987.
[3] Schreiber, Gerhard Paul, São Paulo, Edgard
Blücher, Rio de Janeiro, Engevix, 1977.
[5] Diversos autores, Simpósio Sobre Reatividade
Álcali-Agregado em Estruturas de Concreto,
Goiânia, Comitê Brasileiro de Barragens – CBDB,
1999.
ANEEL – Agência Nacional de Energia Elétrica 221 Estudo de Vida Útil Econômica e Taxa de Depreciação
Elevador e Teleférico
RESUMO
As características principais sobre transporte
vertical de passageiros (elevadores) e teleféricos,
aqui relacionadas, têm como principal objetivo
apresentar os conhecimentos básicos necessários
para o entendimento do princípio de
funcionamento e de técnicas de manutenção
relacionadas à vida útil desses equipamentos. O
ponto relevante no estudo da estimativa de vida
útil desses equipamentos é justamente o que diz
respeito ao tipo de acionamento empregado. Os
motores das máquinas de tração dos elevadores
podem ser acionados através de corrente
alternada ou de corrente contínua. Quanto mais
suave as partidas e as paradas, maiores serão os
benefícios relacionados à vida útil do
equipamento. São eles: vida mais longa de vários
componentes, menos afetados pelas solicitações
decorrentes das partidas e frenagens; menor
sobrecarga térmica sobre o motor e menor perda
de energia, pois na passagem da alta para a baixa
velocidade em “CA” toda a energia cinética é
transformada em calor; e menor consumo de
energia elétrica. Atualmente, técnicas de
acionamento e controle (tais como controle
vetorial) vêm melhorando a performance desses
equipamentos. Quando alimentado por tensão e
freqüência variáveis, o motor da máquina de
tração opera de modo eficiente em toda a faixa de
velocidade, alcançando um ótimo nível de
rendimento. Sua operação suave reduz esforços
aumentando conseqüentemente a vida útil de
redutores, freios, polias e cabos de tração. Outro
fator importante é a possibilidade de monitoração
constante das condições de operação da
máquina, possibilitando uma manutenção eficiente
e contribuindo, desta forma, para o prolongamento
da vida útil do equipamento. Dessa forma,
considerando as similaridades existentes entre
elevadores e teleféricos, e ainda considerando as
inovações tecnológicas apresentadas em termos
de acionamento e manutenção, pode-se atribuir
uma vida útil econômica de 25 anos para
elevadores e teleféricos.
I. INTRODUÇÃO
As características principais sobre transporte
vertical de passageiros (elevadores) e teleféricos,
aqui relacionadas, têm como principal objetivo
apresentar os conhecimentos básicos necessários
para o entendimento do princípio de
funcionamento e de técnicas de manutenção
relacionadas à vida útil desses equipamentos.
Na prática, poderão ser encontrados outros tipos
de elevadores, tais como: elevadores de carga,
monta-cargas, elevadores para garagens
automáticas, elevadores de maca, elevadores
residenciais e elevadores panorâmicos de
passageiros. Para estes equipamentos, diferentes
estudos devem ser realizados, sempre em função
das características específicas de cada projeto.

ANEEL – Agência Nacional de Energia Elétrica 222 Estudo de Vida Útil Econômica e Taxa de Depreciação
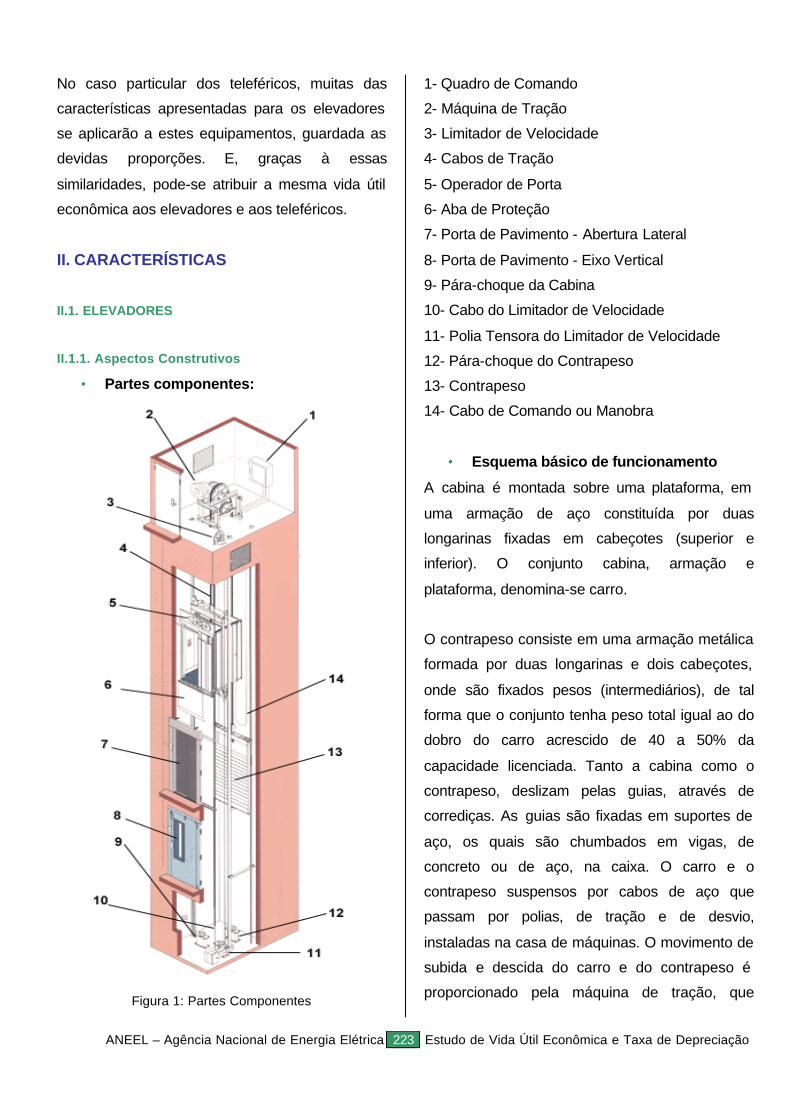
ANEEL – Agência Nacional de Energia Elétrica 223 Estudo de Vida Útil Econômica e Taxa de Depreciação
No caso particular dos teleféricos, muitas das
características apresentadas para os elevadores
se aplicarão a estes equipamentos, guardada as
devidas proporções. E, graças à essas
similaridades, pode-se atribuir a mesma vida útil
econômica aos elevadores e aos teleféricos.
II. CARACTERÍSTICAS
II.1. ELEVADORES
II.1.1. Aspectos Construtivos
• Partes componentes:
Figura 1: Partes Componentes
1- Quadro de Comando
2- Máquina de Tração
3- Limitador de Velocidade
4- Cabos de Tração
5- Operador de Porta
6- Aba de Proteção
7- Porta de Pavimento - Abertura Lateral
8- Porta de Pavimento - Eixo Vertical
9- Pára-choque da Cabina
10- Cabo do Limitador de Velocidade
11- Polia Tensora do Limitador de Velocidade
12- Pára-choque do Contrapeso
13- Contrapeso
14- Cabo de Comando ou Manobra
• Esquema básico de funcionamento
A cabina é montada sobre uma plataforma, em
uma armação de aço constituída por duas
longarinas fixadas em cabeçotes (superior e
inferior). O conjunto cabina, armação e
plataforma, denomina-se carro.
O contrapeso consiste em uma armação metálica
formada por duas longarinas e dois cabeçotes,
onde são fixados pesos (intermediários), de tal
forma que o conjunto tenha peso total igual ao do
dobro do carro acrescido de 40 a 50% da
capacidade licenciada. Tanto a cabina como o
contrapeso, deslizam pelas guias, através de
corrediças. As guias são fixadas em suportes de
aço, os quais são chumbados em vigas, de
concreto ou de aço, na caixa. O carro e o
contrapeso suspensos por cabos de aço que
passam por polias, de tração e de desvio,
instaladas na casa de máquinas. O movimento de
subida e descida do carro e do contrapeso é
proporcionado pela máquina de tração, que
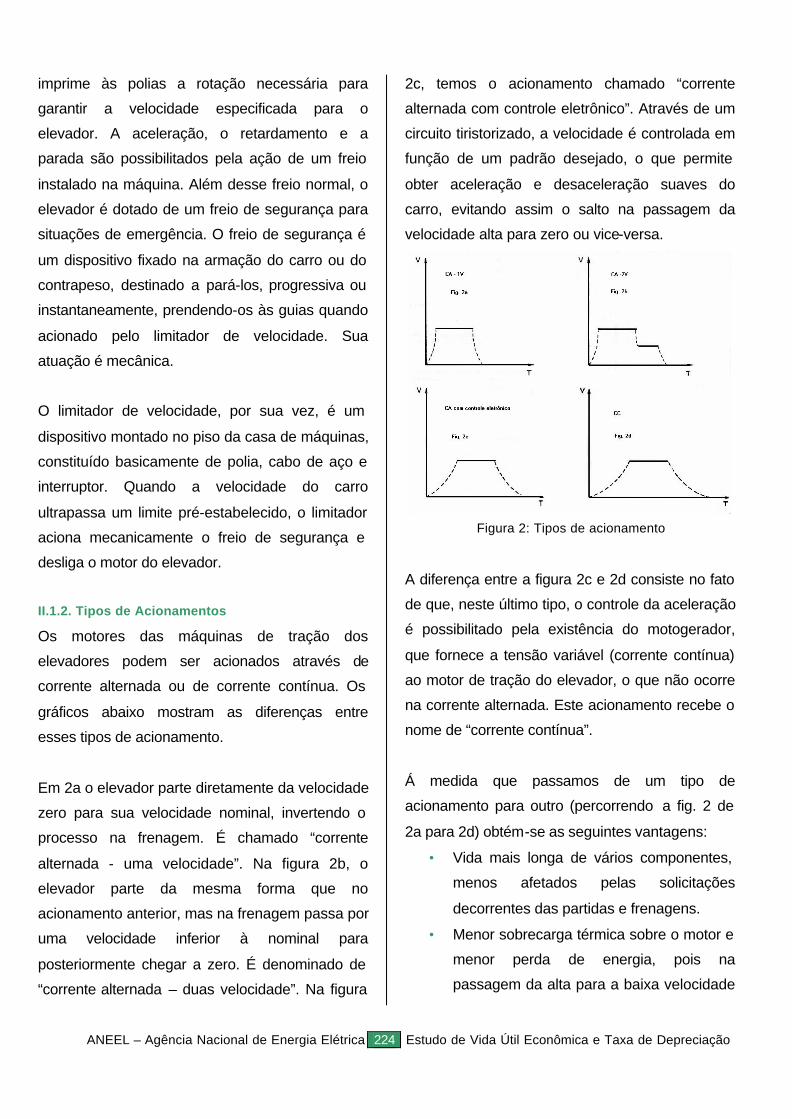
ANEEL – Agência Nacional de Energia Elétrica 224 Estudo de Vida Útil Econômica e Taxa de Depreciação
imprime às polias a rotação necessária para
garantir a velocidade especificada para o
elevador. A aceleração, o retardamento e a
parada são possibilitados pela ação de um freio
instalado na máquina. Além desse freio normal, o
elevador é dotado de um freio de segurança para
situações de emergência. O freio de segurança é
um dispositivo fixado na armação do carro ou do
contrapeso, destinado a pará-los, progressiva ou
instantaneamente, prendendo-os às guias quando
acionado pelo limitador de velocidade. Sua
atuação é mecânica.
O limitador de velocidade, por sua vez, é um
dispositivo montado no piso da casa de máquinas,
constituído basicamente de polia, cabo de aço e
interruptor. Quando a velocidade do carro
ultrapassa um limite pré-estabelecido, o limitador
aciona mecanicamente o freio de segurança e
desliga o motor do elevador.
II.1.2. Tipos de Acionamentos
Os motores das máquinas de tração dos
elevadores podem ser acionados através de
corrente alternada ou de corrente contínua. Os
gráficos abaixo mostram as diferenças entre
esses tipos de acionamento.
Em 2a o elevador parte diretamente da velocidade
zero para sua velocidade nominal, invertendo o
processo na frenagem. É chamado “corrente
alternada - uma velocidade”. Na figura 2b, o
elevador parte da mesma forma que no
acionamento anterior, mas na frenagem passa por
uma velocidade inferior à nominal para
posteriormente chegar a zero. É denominado de
“corrente alternada – duas velocidade”. Na figura
2c, temos o acionamento chamado “corrente
alternada com controle eletrônico”. Através de um
circuito tiristorizado, a velocidade é controlada em
função de um padrão desejado, o que permite
obter aceleração e desaceleração suaves do
carro, evitando assim o salto na passagem da
velocidade alta para zero ou vice-versa.
Figura 2: Tipos de acionamento
A diferença entre a figura 2c e 2d consiste no fato
de que, neste último tipo, o controle da aceleração
é possibilitado pela existência do motogerador,
que fornece a tensão variável (corrente contínua)
ao motor de tração do elevador, o que não ocorre
na corrente alternada. Este acionamento recebe o
nome de “corrente contínua”.
Á medida que passamos de um tipo de
acionamento para outro (percorrendo a fig. 2 de
2a para 2d) obtém-se as seguintes vantagens:
• Vida mais longa de vários componentes,
menos afetados pelas solicitações
decorrentes das partidas e frenagens.
• Menor sobrecarga térmica sobre o motor e
menor perda de energia, pois na
passagem da alta para a baixa velocidade
ANEEL – Agência Nacional de Energia Elétrica 225 Estudo de Vida Útil Econômica e Taxa de Depreciação
em “CA” toda a energia cinética é
transformada em calor.
• Menor consumo de energia elétrica.
Atualmente, técnicas de acionamento e controle
(tais como controle vetorial) vêm melhorando a
performance desses equipamentos. Quando
alimentado por tensão e freqüência variáveis, o
motor da máquina de tração opera de modo
eficiente em toda a faixa de velocidade,
alcançando um ótimo nível de rendimento. Sua
operação suave reduz esforços aumentando
conseqüentemente a vida útil de redutores, freios,
polias e cabos de tração.
II.1.3. Comandos
O sistema de comando afeta sensivelmente
rendimento da instalação. A finalidade do
comando é estabelecer a prioridade e o sentido de
atendimento às chamadas. Para isso, são
instalados na casa de máquinas painéis de
comando e seletor que controlam a partida, a
parada, o sentido do carro, a seleção das
chamadas e outras funções correlatas.
II.2. TELEFÉRICO
Muitas das características apresentadas para os
elevadores continuam válidas para um estudo
acerca de teleféricos. São elas: características de
acionamento, partes componentes sujeitas a
desgastes, técnicas de manutenção corretiva, etc.
Dessa forma, devido a essas similaridades, a vida
útil econômica atribuída aos teleféricos será a
mesma que a atribuída aos elevadores.
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
O programa de manutenção preventiva periódica
trabalha para identificar e substituir peças com
desgaste antes que entrem em colapso, evitando
os prejuízos com máquina parada e garantindo
maior vida útil ao equipamento.
Uma forma de monitoração das condições de
operação dos elevadores é através dos comandos
microprocessados que utilizam tecnologia de
ponta para realizar as operações de acionamento
e controle de elevadores. Além de memorizar
dados da instalação, as falhas de operação são
visualizadas através de códigos, agilizando os
serviços de manutenção.
IV. MANUTENÇÃO CORRETIVA
A manutenção corretiva é feita basicamente nos
elementos que sofrem mais desgaste devido aos
esforços aplicados. São eles: os redutores, os
freios, as polias e os cabos.
V. VIDA ÚTIL ECONÔMICA
As máquinas de tração dos elevadores atuais são
projetadas para alto desempenho e durabilidade.
Motores elétricos especiais de corrente alternada,
acionados por inversores de freqüência variável,
proporcionam paradas precisas e niveladas com
aceleração e frenagem suaves. Esta operação
suave reduz esforços, aumentando
conseqüentemente a vida útil de redutores, freios,
polias e cabos de tração.
O programa de manutenção preventiva periódica,
aliado ao processo de monitoração constante das
condições operacionais do equipamento, feito
ANEEL – Agência Nacional de Energia Elétrica 226 Estudo de Vida Útil Econômica e Taxa de Depreciação
através dos dispositivos de comando
microprocessados que memorizam dados da
instalação e permitem a visualização de falhas de
operação através de códigos, ajudam na
identificação de desgastes e substituição de
peças, evitando prejuízos maiores à máquina e
garantindo maior vida útil ao equipamento.
Considerando as similaridades existentes entre
estes dois tipos de equipamento, elevadores e
teleféricos, e ainda considerando as inovações
tecnológicas apresentadas em termos de
acionamento e manutenção, pode-se atribuir uma
vida útil econômica de 25 anos para elevadores e
teleféricos.
REFERÊNCIAS
[1] Elevadores Atlas, Transporte Vertical em
edifícios, Manual do fabricante, 1982.
[2] Atlas schindler, Manuais do fabricante, 1999.
[3] Villares, Ponte Rolante, Manual do fabricante.

ANEEL – Agência Nacional de Energia Elétrica 227 Estudo de Vida Útil Econômica e Taxa de Depreciação
Equipamento Geral
RESUMO
Na categoria de equipamento geral serão
enquadrados móveis e utensílios, ferramentas e
equipamentos diversos aplicados ao sistema de
distribuição. As ferramentas diversas e
equipamentos de proteção individual não
possuem uma manutenção específica, a não ser a
limpeza das partes externas. Já os móveis e
utensílios, além da limpeza das partes externas,
pode ser feita uma inspeção visual para detectar
defeitos como por exemplo: afrouxamento de
parafusos e encaixes, defeitos no acabamentos,
entre outros. As ferragens eletrotécnicas devem
ser inspecionadas visualmente quanto os
seguintes defeitos: defeitos na zincagem e
corrosão. Somente são aplicadas manutenções
corretivas em móveis e utensílios e quando
possível. Para os equipamentos classificados
como equipamento geral, tem-se um uso
extensivo destes e a ausência de manutenção
específica, sendo que normalmente quando da
apresentação de defeitos é feita a substituição do
mesmo. Levando isso em consideração, pode-se
estimar uma vida útil econômica de 10 anos para
equipamento geral.
I. INTRODUÇÃO
Na categoria de equipamento geral serão
enquadrados móveis e utensílios, ferramentas e
equipamentos diversos aplicados ao sistema de
distribuição.
II. CARACTERÍSTICAS
II.1. MÓVEIS E UTENSÍLIOS
Na categoria de móveis e utensílios estão
enquadrados os diversos tipos encontrados no
setor, como por exemplo:
• Escrivaninha;
• Cadeiras;
• Mesas para computadores;
• Mesas diversas;
• Armários diversos;
• Armários de aço;
• Fichários de aço;
• Sofás;
• Bancadas;
• Etc.
II.2. FERRAGENS ELETROTÉCNICAS PARA REDES
AÉREAS DE DISTRIBUIÇÃO DE ENERGIA
ELÉTRICA
Nas redes de distribuição aéreas urbanas e rurais
de energia elétrica com tensões primárias
nominais de até 34,5 kV e tensões secundárias
usuais são utilizadas as seguintes ferragens
eletrotécnicas:
• Afastador de armação secundária:
ferragem de rede aérea que se fixa num
poste e na qual, por sua vez, é fixada uma
armação secundária, para aumentar a
distância desta no poste;
• Alça pré-formada de estai: ferragem pré-
formada que se enrola em torno de um
ANEEL – Agência Nacional de Energia Elétrica 228 Estudo de Vida Útil Econômica e Taxa de Depreciação
cago de aço, para o fim de ancoragem do
mesmo;
• Armação secundária: ferragem de rede
aérea que se fixa num poste e na qual, por
sua vez, são fixados condutores de uma
rede de baixa tensão em isoladores
roldanas;
• Arruela quadrada: ferragem de rede
constituída por uma chapa de forma
quadrada e com um furo circular no centro;
• Chapa de estai: ferragem de rede aérea
constituída por uma chapa dobrada que se
fixa num poste e na qual, por sua vez, é
fixado num estai;
• Chapa protetora de poste: ferragem de
rede aérea que protege um poste de
concreto armado contra o atrito direto de
um cabo de aço, quando este é enrolado
no poste para fazer um estai;
• Cinta: ferragem de rede aérea que se fixa
em torno de um poste de concreto armado,
para prover um apoio rígido para uma
outra ferragem ou um equipamento;
• Espaçador de isoladores: ferragem de rede
aérea que aumenta a distância entre os
pontos de fixação de dois isoladores de
pino, nos quais deve ser fixado um mesmo
condutor, evitando que as suas saias se
toquem;
• Fixador pré-formado de estai: ferragem
pré-formada que fixa a extremidade livre
de um cabo de aço na parte tracionada do
mesmo, quando ele é enrolado
diretamente num poste ou contraposte
para fazer um estai;
• Gancho-olhal: ferragem de rede aérea
constituída por dois elementos de engate,
gancho e olhal, opostos entre si;
• Gancho U para madeira: ferragem de rede
aérea que fixa um condutor de aterramento
num poste de madeira;
• Haste de âncora: ferragem de rede aérea
que transmite a uma âncora, a força de
tração exercida por um ou mais estais;
• Manilha-sapatilha: ferragem de rede aérea
que combina as funções de manilha e
sapatilha;
• Mão francesa: ferragem de rede aérea que
impede a rotação de uma cruzeta em torno
de seu ponto de fixação num poste,
segundo um plano vertical;
• Olhal para parafuso: ferragem de rede
aérea que compreende uma parte em
forma de U, perpendicular e integrante de
uma base com furo não roscado, para
passagem do parafuso de fixação não
componente;
• Parafuso de cabeça abaulada: ferragem de
rede aérea constituída por um parafuso de
cabeça abaulada e pescoço quadrado,
rosca cilíndrica total ou parcial, geralmente
com uma porca quadrada componente;
• Parafuso de cabeça quadrada: ferragem
de rede aérea constituída por um parafuso
de cabeça quadrada e rosca cilíndrica total
ou parcial, geralmente com uma porca
quadrada componente;
• Parafuso de rosca dupla: ferragem de rede
aérea constituída por um parafuso roscado
em ambas as extremidades, geralmente
com porcas quadradas componentes;
ANEEL – Agência Nacional de Energia Elétrica 229 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Parafuso para madeira: ferragem de rede
aérea constituída por um parafuso de
haste cônica com rosca especial para
madeira, e cabeça quadrada;
• Pino de isolador: ferragem de rede aérea
que se fixa numa superfície em geral a
face superior de uma cruzeta, e na qual,
por sua vez, é fixado um isolador de pino;
• Pino de topo: ferragem de rede aérea que
se fixa numa face lateral de um poste, e na
qual, por sua vez, é fixado um isolador de
pino, em nível superior ao topo do poste;
• Porca-olhal: ferragem de rede aérea que
compreende uma parte em forma de U,
perpendicular e integrante de uma base
com furo roscado, no qual se atarraxa o
parafuso de fixação não componente;
• Porca quadrada: ferragem de rede aérea
com uma face quadrada pelo meio da qual
passa um furo roscado;
• Prensa-fios: dispositivo mecânico que fixa
entre si dois trechos paralelos de cabos,
por pressão de parafusos;
• Sapatilha: ferragem de rede aérea
constituída por uma peça acanalada
inteiriça, que acomoda e protege
mecanicamente um cabo ou uma alça pré-
formada, numa deflexão;
• Seccionador pré-formado para cerca:
conjunto constituído por uma peça isolante
e duas alças pré-formadas, que secciona
eletricamente um fio de uma cerca
metálica, assegurando sua continuidade
mecânica;
• Sela de cruzeta: ferragem de rede aérea
que apóia uma cruzeta, num poste de
concreto circular;
• Suporte de transformador (em poste):
ferragem de rede aérea que se fixa num
poste e na qual, por sua vez, é fixado um
transformador de distribuição, ou
eventualmente outro equipamento;
• Suporte L: ferragem de rede aérea
constituída por uma chapa em forma de L,
que se fixa rigidamente em torno de uma
cruzeta, e na qual, por sua vez, é fixada
uma chave fusível, pára-raios, ou outro
equipamento;
• Suporte T: ferragem de rede aérea
constituída por uma chapa em forma de T,
que se fixa rigidamente em um poste, e na
qual, por sua vez, são fixados
simultaneamente uma chave fusível e um
pára-raios, ou eventualmente outros
equipamentos;
• Suporte TL: ferragem de rede aérea
constituída por uma chapa em forma
combinada de T e L, que se fixa
rigidamente num poste pela extremidade L,
e, por sua vez, na extremidade T são
fixados um ou dois equipamentos.
II.3. FERRAMENTAS
Na instalação, operação e manutenção de redes
aéreas de distribuição de energia elétricas são
utilizados diversas ferramentas e equipamentos,
são estes:
• Escada manual com extensão;
• Escadas veiculares;
• Escada trapézio;
• Corda de serviço;
• Chaves de boca ajustável;
• Testador de tensão;
• Metro;

ANEEL – Agência Nacional de Energia Elétrica 230 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Loadbuster;
• Bastão de manobra convencional;
• Carretilha;
• Corta-galhos;
• Moto-serra;
• Moitão;
• Talha;
• Guindauto;
• Volt-Amperímetro;
• Etc.
II.4. EQUIPAMENTOS DE PROTEÇÃO INDIVIDUAL
Entre os diversos equipamentos de proteção
individual que são utilizados pode-se citar:
• Luvas: de raspa, de vaqueta e de borracha
isolante;
• Cordão de segurança;
• Calçados próprios para eletricistas;
• Capacete de segurança com alça jugular;
• Perneiras;
• Óculos de segurança;
• Cinturão de Segurança;
• Etc.
III. MANUTENÇÃO PREVENTIVA
As ferramentas diversas e equipamentos de
proteção individual não possuem uma
manutenção específica, a não ser a limpeza das
partes externas.
Já os móveis e utensílios, além da limpeza das
partes externas, pode ser feita uma inspeção
visual para detectar defeitos como por exemplo:
afrouxamento de parafusos e encaixes, defeitos
no acabamentos, entre outros.
As ferragens eletrotécnicas devem ser
inspecionadas visualmente quanto os seguintes
defeitos: defeitos na zincagem e corrosão.
IV. MANUTENÇÃO CORRETIVA
Somente são aplicadas manutenções corretivas
em móveis e utensílios e quando possível.
V. VIDA ÚTIL ECONÔMICA
Para os equipamentos classificados como
equipamento geral, tem-se um uso extensivo
destes e a ausência de manutenção específica,
sendo que normalmente quando da apresentação
de defeitos é feita a substituição do mesmo.
Levando isso em consideração, pode-se estimar
uma vida útil econômica de 10 anos para
equipamento geral.
REFERÊNCIAS
[1] Normas NBR.
[2] CEMIG - Manual de Manutenção de Redes
Aéreas, 1996.

ANEEL – Agência Nacional de Energia Elétrica 231 Estudo de Vida Útil Econômica e Taxa de Depreciação
Equipamentos da Tomada D’Água
RESUMO
Os equipamentos da tomada d’água têm uma
função importante na usina hidrelétrica. Como
equipamentos principais, temos as grades, com a
finalidade de evitar a entrada de detritos na
turbina, e as comportas vagão de emergência,
com função de proteção da turbina hidráulica em
casos de falhas na mesma e eventual ruptura dos
condutos forçados. Os equipamentos secundários
são a comporta ensecadeira da tomada d’água,
que tem por finalidade permitir o ensecamento da
tomada d’água para que se faça a manutenção
em seco da comporta vagão de emergência, e o
equipamento de levantamento, para fazer a
colocação e retirada das grades e comportas
(pode ser um pórtico rolante ou fixo, uma ponte
rolante ou, até mesmo, uma monovia com talha
elétrica ou manual). Eventualmente, pode ser
necessária a instalação de um dispositivo ou uma
máquina limpa grades. Os equipamentos de
tomada d’água são equipamentos normalmente
adquiridos de fabricantes tradicionais, em que o
cliente, sozinho ou com o auxílio de uma firma
projetista, define a estrutura onde serão instaladas
as comportas, os tipos de comportas e grade a
empregar, suas dimensões e quantidades, os
critérios de dimensionamento e concepção
mecânica e elétrica, as normas de projeto, os
materiais, as características do acionamento, o
esquema de pintura e as pré-montagens a serem
executadas em fábrica. Ao fabricante, cabe o
cálculo (baseado nas premissas do cliente), o
projeto e a fabricação, mesclando sua experiência
com os requisitos do cliente, para oferecer um
equipamento robusto, seguro e eficiente, a custo
competitivo. Devido a esta modalidade de
aquisição das comportas, grades e equipamentos
de levantamento, a responsabilidade por ter na
usina equipamentos robustos, duráveis, bem
concebidos, seguros e eficientes é compartilhada
por cliente e fabricante. Mesmo recebendo o
equipamento adequado às suas necessidades,
cabe ao cliente o estabelecimento de um
programa adequado e abrangente de
manutenções preditivas e corretivas, além da
operação correta dos equipamentos.
Considerando o acima exposto, recomenda-se
uma vida útil econômica para os equipamentos da
tomada d’água de 30 anos.
I. INTRODUÇÃO
As Usinas Hidrelétricas são compostas de
estruturas civis como barragem, túneis de desvio,
vertedouro, tomada d’água, casa de força, canais
de fuga e descarregador de fundo.
As tomadas d’água têm a finalidade de fazer a
captação da água que será turbinada e conduzi-la
através dos condutos forçados, turbinas e tubo de
sucção, impedindo a entrada dos corpos
flutuantes que possam danificar as turbinas.
A tomada d’água deve estar em um local onde a
captação seja favorável, favorecendo o
ANEEL – Agência Nacional de Energia Elétrica 232 Estudo de Vida Útil Econômica e Taxa de Depreciação
escoamento para dentro dos condutos, evitando
turbulências e arrasto de sedimentos.
Obviamente, a tomada d’água deve ser disposta
em um local que conduza a obras civis simples,
eficientes e econômicas. Sua disposição deve ser
estabelecida em conjunto com toda a obra para
que o arranjo completo seja harmonioso,
compacto e o mais adequado possível ao terreno
onde será implantado o aproveitamento
Hidrelétrico.
O relevo e a composição geológica do local onde
será instalado o aproveitamento hidrelétrico
influenciam em muito na definição da concepção
da usina e, em particular, da tomada d’água.
As condições de queda e vazão do
aproveitamento e, por conseqüência, o tipo de
turbina a ser utilizada influenciarão no arranjo da
usina e também da tomada d’água. Usinas com
turbinas Francis normalmente têm a tomada
d’água independente da casa de força, unidas
pelo conduto forçado. Existem usinas com
turbinas Francis, onde casa de força e tomada
d’água estão na mesma estrutura. Esta
concepção é a mais utilizada nos arranjos com
turbina Kaplan.
A tomada d‘água deve ter uma forma que reduza
as perdas de cargas ao mínimo possível.
Aconselha-se estudar, em modelo reduzido, a
forma da tomada em planta e, principalmente, o
ângulo que forma o eixo de entrada com o eixo do
rio para se evitar a formação de turbilhões e
contrações, causando perdas de carga, depósitos
de lodo e areia e eventuais erosões na beira e no
fundo.
As tomadas d’água são classificadas em dois
tipos principais segundo sua posição em relação
ao nível d’água na represa, existindo as tomadas
de pequena e de grande profundidade. As
primeiras são mais expostas ao afluxo de corpos
flutuantes perto da superfície d’água, por exemplo,
plantas aquáticas, folhas das árvores, galhos,
entre outros. Por este motivo, as grades destas
tomadas devem ser limpas freqüentemente e
calculadas para resistirem ao empuxo d’água,
causado pela diferença do nível d’água em seus
dois lados em conseqüência do espaço entre as
barras. Nestas tomadas, é quase sempre
necessário ter uma máquina limpa grades.
Nas tomadas d’água de grande profundidade, a
pressão d’água é maior e, assim, as comportas
devem ser mais pesadas. Por outro lado,
geralmente, não existe o perigo de entupimento
das grades, e os dispositivos de limpeza podem
ser mais simples. Às vezes, as grades podem ser
içadas para limpeza. Em muitos casos, quando
não existe a possibilidade de limpar as grades,
estas são superdimensionadas, de maneira que,
quando parcialmente entupidas, permitem a
entrada d’água sem grandes perdas de carga.
Independentemente do tipo de turbina empregada,
as tomadas d’água têm aspectos muito parecidos
e são compostas basicamente dos mesmos
equipamentos principais, ou seja, grades da
tomada d’água, comportas vagão de emergência
e comportas ensecadeiras da tomada d’água,
além de um equipamento de levantamento e,
eventualmente, uma máquina limpa grades.

ANEEL – Agência Nacional de Energia Elétrica 233 Estudo de Vida Útil Econômica e Taxa de Depreciação
II. CARACTERÍSTICAS
Os equipamentos da tomada d’água com funções
principais são as grades, que trabalham na
retenção de detritos que possam danificar
gravemente as turbinas,e as comportas vagão,
com a função de executar o fechamento de
emergência em caso de rompimento do conduto
ou falhas no fechamento do distribuidor da turbina.
Normalmente, as tomadas d’água são dotadas de
comportas vagão, comportas ensecadeiras,
grades e equipamentos de levantamento.
Abaixo, descreve-se os equipamentos
relacionados acima, caracterizando sua finalidade,
as concepções básicas e as evoluções
encontradas nas construções mais recentes.
II.1. GRADES DA TOMADA D’ÁGUA
As grades da tomada d’água, na sua concepção
mais utilizada atualmente, são estruturas
metálicas formadas por um quadro estrutural
rígido, de vigas horizontais suportadas
lateralmente na parte inferior e na parte superior,
onde são soldadas, a montante, barras verticais
num espaçamento criteriosamente definido, com a
finalidade de reter a passagem de detritos sólidos
que possam vir a danificar a turbina.
Normalmente, cada painel de grade é dotado de
quatro patins de guia lateral, que podem ser
parafusados ou soldados.
Em usinas mais antigas, é comum encontrar
grades formadas por painéis apoiados nas suas
partes inferiores e superiores às peças fixas
embutidas no concreto. A grade é dividida em
painéis na largura. Dependendo da altura, os
painéis são apoiados na soleira e no frontal. A
partir de um certo valor de altura, é aconselhável
colocar vigas horizontais de concreto ou aço para
se reduzir a flecha das barras verticais.
Normalmente, estes painéis de grade são
parafusados em peças metálicas embutidas no
concreto.
A perda de carga, causada pela passagem da
água pela grade quando limpa, é bastante
pequena; no entanto, este valor pode aumentar
bastante devido a entupimentos.
Os detritos podem ser classificados em duas
categorias:
• Detritos naturais como troncos, galhos de
árvore, vegetação, musgo e plantas
aquáticas;
• Detritos manufaturados pelo homem, como
pneus, plásticos, garrafas de plástico, latas
metálicas e todo tipo de lixo doméstico
flutuante.
A natureza da barragem, a existência de
barragens a montante, a localização da mesma, a
característica do rio no que diz respeito aos
detritos arrastados, o tamanho do reservatório, a
profundidade da tomada d’água, a disposição da
tomada d’água são fatores que influenciam
bastante na quantidade de detritos arrastados. As
plantas aquáticas são também uma causa comum
de entupimento de grades, sendo recomendado
seu controle.
Estes fatores podem conduzir a um projeto com
pouco arrasto de detritos, tornando-se
desnecessária a limpeza constante das grades,
ANEEL – Agência Nacional de Energia Elétrica 234 Estudo de Vida Útil Econômica e Taxa de Depreciação
ou, ao contrário, a uma necessidade de limpeza
constante das grades.
Usinas situadas próximas a centros urbanos, com
tomadas d’água mais superficiais e com pequena
área de represamento, são as mais afetadas pelos
detritos arrastados pela água, requerendo limpeza
constante, que pode ser feita manualmente ou de
forma automática através de uma máquina ou
dispositivos limpa grades.
Em usinas onde se esperam grandes quantidades
de detritos nas grade, é recomendável a
instalação de dispositivos de detecção de perdas
de carga nas grades. Estes dispositivos têm a
finalidade de monitorar o valor da perda de carga,
indicando a necessidade de limpeza, protegendo,
desta forma, a grade, pois evita que a perda de
carga atinja valores acima do considerado no
projeto. O proprietário deve fixar o valor da perda
para a qual deve ser feita a limpeza, pois a perda
de carga nas grades significa energia que está
sendo deixada de ser gerada e, por conseqüência,
representa perda de receita. No entanto, a
limpeza das grades, caso a usina não seja dotada
de máquina limpa grades, requer a parada da
turbina para que os painéis de grade sejam
retirados e limpos. A operação é lenta visto que os
painéis são retirados um a um e, dependendo da
profundidade da tomada, demandam grande
tempo. Desta forma, a limpeza das grades deve
ser planejada, considerando-se a perdas na
mesma e as disponibilidades da turbina.
O espaçamento das vigas verticais da grade como
dito acima, deve ser criteriosamente fixado, pois,
se estiver acima do valor correto, permite a
passagem de detritos que causarão danos às
turbinas e, se estiver abaixo, pode causar a
retenção desnecessária de detritos que poderiam
passar pela turbina sem danificá-la e, por
conseqüência, aumentar a perda de carga.
As grades são dimensionadas para suportar a
carga hidráulica imposta pela perda de carga
causada pela passagem da vazão da turbina
acrescida do entupimento pelos detritos. A norma
de cálculo de grades de tomada d’água, ABNT
NBR11132 , recomenda o uso de uma carga de
dimensionamento de 30 Kpa (3,0 mca) na
ausência de valores definidos pelo cliente.
Além do calculo estrutural, ou seja, a capacidade
das vigas e barras verticais de suportarem os
esforços impostos pela coluna d’água devido à
perda de carga de 3,0 mca, a grade deve ser
verificada quanto à vibração das barras verticais,
sendo recomendado que a freqüência natural das
vigas verticais seja 1,5 vezes maior que a
freqüência de formação de vórtices que é
calculada considerando-se a velocidade da água
na passagem pelas grades, o número de strouhal
que é função da seção da viga vertical e a
espessura da viga vertical.
Além disso, as grades devem ser dimensionadas
para suportar o impacto de corpos submersos.
Para este cálculo, a norma brasileira NBR 11132
indica a consideração da força de impacto
causada por um corpo de diâmetro 500 mm,
movendo-se à velocidade de aproximação do
fluxo, desacelerado em um tempo de 0,1 segundo.
Esta força deve ser composta com a força do
carregamento hidráulico, porém, este caso é

ANEEL – Agência Nacional de Energia Elétrica 235 Estudo de Vida Útil Econômica e Taxa de Depreciação
considerado como ocasional, admitindo tensões
admissíveis maiores conforme norma NBR 8883.
As grades são normalmente pintadas com pintura
à base de alcatrão de hulha numa espessura de
300 micra. Alguns editais solicitam uso de tinta de
base tipo epóxi rico em zinco.
As grades podem ser fixas ou móveis, sendo que
a maioria das usinas brasileiras adota o uso de
grades móveis devido à maior facilidade de
retirada das mesmas para limpeza e manutenção,
apesar de que, neste caso, é necessário estender
as guias até o piso de operação da tomada
d’água.
As peças fixas das grades são guias metálicas
que têm a finalidade de garantir a transmissão das
cargas devido ao carregamento hidráulico ao
concreto e também guiar as grades.
A grade é dividida em painéis intercambiáveis,
colocados um sobre o outro. A operação de
colocação e retirada das grades é feita pelo órgão
de manobra dos equipamentos da tomada d’água,
normalmente um pórtico rolante, com o auxílio de
uma viga pescadora que garante o engate e o
desengate automático dos painéis. A viga
pescadora, apesar da sua relativa simplicidade
funcional, é composta de muitos pequenos itens,
como eixos e buchas, requerendo mais
manutenção que os painéis de grade.
II.2. COMPORTA VAGÃO DE EMERGÊNCIA DA
TOMADA D’ÁGUA
As tomadas d’água das usinas brasileiras são
normalmente dotadas de comporta vagão de
emergência.
Estas comportas se caracterizam pelo fato de
serem projetadas para fecharem por peso próprio,
trabalham em posição totalmente aberta ou
totalmente fechada, não sendo projetadas para
trabalhar em aberturas parciais e regular a vazão.
A abertura se dá normalmente em duas etapas: a
primeira com pressões desequilibradas através de
uma operação chamada cracking, que consiste
numa abertura de cerca de 200 mm à velocidade
em torno de 0,1 a 0,2 m/min, para permitir o
enchimento do conduto forçado, o qual, após
completado e detectado pelo sistema de detecção
de equilíbrio de pressões, libera a comporta para
continuar a abertura numa velocidade de cerca de
1,0 m/min. O fechamento destas comportas ocorre
nas modalidades de fechamento normal para
propósito de manutenção com velocidade de 1,0
m/min e de emergência, a qual pode ser acionada
pelo sistema de proteção da turbina ou pelo
sistema de detecção de ruptura do conduto
forçado (apenas algumas usinas têm este
sistema). A velocidade de fechamento de
emergência depende das características de
proteção da turbina e da altura da comporta e
pode chegar à casa dos 10 m/min.
As comportas vagão de emergência da Tomada
d’água são compostas basicamente dos seguintes
componentes:

ANEEL – Agência Nacional de Energia Elétrica 236 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.2.1. Tabuleiro
Chama-se de tabuleiro a estrutura metálica que
faz parte da comporta. O tabuleiro é composto
pelo paramento (chapa de face), vigas horizontais
e verticais, vigas de cabeceira duplas onde alojar-
se-ão as rodas principais da comporta, olhal de
conexão com o órgão de manobra. O tabuleiro
pode ser composto de um ou vários elementos
dependendo do tamanho da comporta.Os
elementos do tabuleiro podem ser ligados por
talas de aço carbono e pinos de aço inoxidável ou
soldados na obra. Atualmente, é mais utilizado o
tabuleiro com elementos ligados por talas e pinos.
Os tabuleiros podem ainda ter o paramento a
montante ou a jusante. Hoje, há uma tendência
maior à utilização de paramento a montante
devido principalmente à grande redução do
esforço de manobra para movimentar a comporta
II.2.2. Rodas Principais
As rodas da comporta têm a finalidade transmitir o
esforço de manobra ao concreto e também
diminuir a força de atrito para içamento da
comporta. As rodas são normalmente em aço
carbono fundido ou forjado, montadas sobre um
rolamento auto-compensador de rolos em eixo de
aço inoxidável forjado. O rolamento fica envolvido
em graxa, protegido por tampas dotadas de
retentores.
As comportas mais antigas eram dotadas de
rodas tipo ferroviária com buchas de bronze. Hoje
raramente se usa esta concepção devido ao maior
atrito e, conseqüentemente, maior força
necessária no mecanismo de manobra. Além
disso, o atrito maior normalmente exige uso de
lastro para garantir o fechamento de emergência,
que é feito pelo próprio peso da comporta, sem
uso de energia elétrica.
Alguns projetistas ainda insistem no uso de
buchas autolubrificantes nas rodas devido a não
necessidade de manutenção. A lubrificação das
rodas, na maioria das comportas, é uma operação
manual e individual.
II.2.3. Conjunto de Vedação
As comportas são normalmente dotadas de
vedações de soleira, laterais e frontal. As
vedações de frontal e laterais são tipo nota
musical simples ou dupla, dependendo da
pressão, e tipo barra chata na soleira.
Em comportas de emergência, normalmente se
usam borrachas com película de teflon para
diminuir o atrito de deslizamento e a capacidade
do mecanismo de manobra, além de garantir o
fechamento por gravidade.
Normalmente, no Brasil, se usa o material SBR
(composto de estireno e butadieno) e o neoprene,
sendo que o primeiro tem sido mais usado devido
ao seu menor custo.
As comportas mais antigas possuíam vedações
de bronze e de madeira. Com o início da utilização
da borracha, estas deixaram de ser usadas, uma
vez que as vedações de borracha são mais
eficientes, pois, devido à sua flexibilidade, podem
assimilar melhor as imperfeições construtivas de
tabuleiros e peças fixas e, ainda assim, garantir
boa estanqueidade.

ANEEL – Agência Nacional de Energia Elétrica 237 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.2.4. Rodas ou Patins de Guia e Contraguia
Estes elementos têm a finalidade de guiar as
comportas nos movimentos verticais, nos sentidos
transversais e montante-jusante da comporta.
Normalmente, se usam rodas de aço carbono com
eixo de aço inoxidável e buchas autolubrificantes.
Alguns projetistas optam pelo uso de patins.
O uso de contraguias com molas elásticas de
poliuretano garantem a pré-compressão constante
da vedação garantindo melhores condições de
estanqueidade e atuando também na redução das
vibrações da comporta na posição aberta.
II.2.5. Peças Fixas
As peças fixas das comportas são elementos
metálicos embutidos no concreto que possuem a
finalidade de transmitir a carga hidrostática para o
concreto, além de conterem o quadro metálico de
apoio das vedações.
As peças fixas se dividem em duas partes , ou
seja, as de primeiro estágio e as de segundo
estágio. As de primeiro estágio são instaladas na
concretagem da barragem e serão o suporte para
soldagem dos chumbadores de fixação e
regulagem das peças fixas de segundo estágio.
As peças fixas de segundo estágio são compostas
basicamente de:
• Caminho de Rolamento: È a viga metálica
vertical localizada a jusante da ranhura,
dimensionada para suportar e distribuir ao
concreto os esforços hidrostáticos.
Normalmente, tem comprimento de, no
mínimo, duas vezes a altura da comporta.
O caminho de rolamento usualmente é de
aço carbono, sendo que a pista da roda é
feita de aço inoxidável temperado,
dimensionado para suportar a pressão de
Hertz aplicada pela carga da roda.
• Em comportas de vedação a jusante, o
caminho de rolamento contém as chapas
de apoio das vedações, em aço inoxidável;
• Vigas de Contraguia: Estas vigas verticais
dispostas a montante da ranhura têm a
função de servirem de pista para a roda
contraguia. Em comporta de vedação a
montante, as chapas de aço inoxidável
para apoio das vedações estão contidas
nestas vigas;
• Vigas de guia lateral: Normalmente, se
estendem desde a soleira até o piso de
operação e são compostas de trilho ou
perfil laminado tipo U. A função destas
vigas é servir de pista para as rodas ou
patins guia.
• Vigas de soleira: A viga de soleira tem a
finalidade de suportar e transmitir ao
concreto o peso da comporta, além de
possuir chapa de aço inoxidável para
apoiar a vedação de soleira;
• Vigas de frontal: A viga de frontal tem a
finalidade de servir de apoio para a
vedação de frontal.
II.2.6. Acionamento
Atualmente, as comportas de emergência da
tomada d’água são, em sua maioria, acionadas
por sistemas óleo-hidráulicos, compostos de
cilindro hidráulico de simples efeito, com sua viga
suporte, hastes de ligação da comporta ao
cilindro, painel elétrico de comando e controle da

ANEEL – Agência Nacional de Energia Elétrica 238 Estudo de Vida Útil Econômica e Taxa de Depreciação
unidade hidráulica e da comporta, as interligações
hidráulicas e elétricas, detetor de equilíbrio de
pressões, além do indicador de posição.
As comportas de emergência da tomada d’água
mais antigas instaladas em várias usinas
brasileiras são operadas por guinchos
eletromecânicos. Estes guinchos permitem o
fechamento da comporta por peso próprio; porém,
nas usinas com acionamento por guinchos, as
velocidades de fechamento são normalmente
baixas e não atendem as necessidades do
fechamento de emergência.
A maioria dos projetos mais recentes de
comportas de emergência da tomada d’água tem
especificado comportas com paramento e
vedações a montante, o que reduz muito o esforço
de manobra, resultando em cilindros hidráulicos
de menor capacidade, exigindo,
conseqüentemente, menor unidade hidráulica e
menor potência de alimentação dos motores,
resultando em um custo bem mais vantajoso do
que com o projeto de vedação a jusante.
Apesar de basicamente o acionamento hidráulico
da comporta vagão ter uma concepção bem
definida, existem concepções próprias dos
clientes e empresas projetistas, considerando
aspectos de operacionalidade, manutenção e
segurança. Exemplificando, podemos citar casos
de uso de uma unidade hidráulica por comporta,
uma unidade para várias comportas; porém, com
operação de uma comporta apenas por vez, duas
unidades para operar várias comportas, sendo
uma unidade de stand-by. Da mesma forma, o
cilindro hidráulico é, às vezes, posto dentro da
ranhura, ficando com o corpo imerso e, em outros
projetos, é posto fora do poço da comporta,
melhorando a facilidade de operação, mas
trazendo inconvenientes por estar exposto.
O painel elétrico de comando e controle,
responsável pela alimentação elétrica dos motores
da unidade hidráulica e demais componentes
elétricos pela execução da lógica de controle das
comportas, pelas indicações de posição das
comportas e pela sinalização das falhas do
sistema, deve ser projetado considerando toda a
necessidade operacional da comporta.
Os painéis de comando e controle das comportas
são considerados equipamentos eletricamente
simples e bastante confiáveis.
As comportas vagão de tomada d’água são
normalmente operadas através de painéis locais,
que estão na estrutura de tomada d’água; porém,
com sinalização das posições da comporta nos
painéis elétricos de comando centralizado da
usina na sala de comando da usina.
Com o avanço da eletrônica e da tecnologia de
comunicação, há uma tendência crescente para
que o comando seja feito em sua maior parte
remotamente da sala de comando da usina. Neste
sentido, vem aumentando bastante o uso de
painéis com lógica de comando efetuada por PLC,
visto que estes apresentam atualmente grande
simplicidade funcional e custo bastante atrativo.
Os indicadores de posição são instrumentos de
extrema importância para a comporta, pois o seu
correto funcionamento garante à comporta uma
operação segura e eficaz. As comportas mais
ANEEL – Agência Nacional de Energia Elétrica 239 Estudo de Vida Útil Econômica e Taxa de Depreciação
antigas acionadas por guincho possuem, na sua
maioria, o indicador acoplado ao próprio guincho.
As comportas operadas hidraulicamente possuem
indicadores do tipo mecânico com sistemas de
cabos e polias, que transformam o movimento de
translação da comporta num movimento rotativo
de 270°, indicado sobre um disco metálico
graduado em metros, relativo à posição da
comporta. O sistema contém ainda seletores
rotativos com fins de curso para detecção das
posições mais importantes da comporta:
• Comporta fechada;
• Comporta aberta;
• Comporta em posição de cracking;
• Posição extrema de abertura;
• 1ª posição de reposição;
• 2ª posição de reposição;
• comporta em deriva.
Por questões de segurança, alguns projetos ainda
indicam a existência de chaves fim de curso
redundantes para as posições de cracking e
comporta aberta.
Hoje, começam a ser usadas nas comportas de
tomada d’água indicadores eletrônicos, com
sistema de detecção de posição por reles.
Outro sistema de fundamental importância na
operação das comportas de tomada d’água é a
detecção do equilíbrio de pressão após o
cracking. Este sistema tem por finalidade detectar
o equilíbrio de pressão entre montante e jusante
da comporta, indicando que o conduto está cheio
e que a comporta pode ser totalmente aberta. As
comportas mais antigas usavam normalmente um
sistema de borbulhamento de ar com pressostato
diferencial. Estes sistemas têm apresentado
problemas que vão desde o entupimento nas
tubulações até a difícil regulagem das válvulas do
sistema.
II.3. COMPORTA ENSECADEIRA DA TOMADA
D’ÁGUA
A comporta ensecadeira da tomada d’água,
normalmente chamada de Stoplog da tomada
d’água, é o equipamento que possui a finalidade
específica de proporcionar o ensecamento do
espaço entre a mesma e a comporta vagão, além
de permitir a manutenção da mesma.
Esta comporta se caracteriza pelo fato de ser
colocada na ranhura sob águas equilibradas, ou
seja, com a comporta vagão fechada. Uma vez
depositada na ranhura, a água entre a comporta
ensecadeira e a comporta vagão é retirada pela
abertura da comporta. Após executado o trabalho
de manutenção, o espaço entre a comporta
ensecadeira e a comporta vagão deve ser enchido
,visto que esta comporta só opera em águas
equilibradas, o que normalmente é obtido pela
abertura das válvulas by pass instaladas na
própria comporta e operadas pela própria viga
pescadora.
A operação da comporta ensecadeira da tomada
d’água é feita por pórticos rolantes, pontes
rolantes ou ainda monovia com talha elétrica.
Comportas de menor porte podem ser operadas
manualmente.
Os painéis das comportas ensecadeiras são
normalmente estocados no topo das ranhuras.
Quando o número de elementos é superior ao
número de ranhuras, normalmente se constrói um
ANEEL – Agência Nacional de Energia Elétrica 240 Estudo de Vida Útil Econômica e Taxa de Depreciação
poço de estocagem onde se depositam painéis
empilhados uns sobre os outros.
As comportas ensecadeiras da tomada d’água são
compostas basicamente dos seguintes
componentes:
II.3.1. Tabuleiro
Chama-se de tabuleiro a estrutura metálica
composta pelo paramento (chapa de face), vigas
horizontais, verticais, enrijecedores horizontais,
vigas de cabeceira e olhais de conexão com a
viga pescadora. O tabuleiro das comportas
ensecadeiras é composto de vários elementos
que trabalham superpostos e são depositados na
ranhura um a um.
II.3.2. Conjunto da Vedação
As comportas ensecadeiras da tomada d’água são
usualmente dotadas de vedações de soleira,
laterais e frontal. As vedações laterais e de frontal
são normalmente tipo nota musical simples e tipo
barra chata na soleira.
Normalmente, no Brasil, se usa o material SBR
(composto de estireno e butadieno) e o neoprene,
sendo que o primeiro tem sido mais usado devido
ao seu menor custo.
II.3.3. Patins de Guia
Estes elementos têm a finalidade de guiar as
comportas nos movimentos verticais nos sentidos
transversais e montante-jusante da comporta.
II.3.4. Peças Fixas
As peças fixas das comportas ensecadeiras são
elementos metálicos embutidos no concreto que
possuem a finalidade de transmitir a carga
hidrostática para o concreto, além de conterem o
quadro metálico de apoio das vedações.
As peças fixas se dividem em duas partes, ou
seja, as de primeiro estágio e as de segundo
estágio. As de primeiro estágio são instaladas
quando da concretagem da barragem e serão o
suporte para soldagem dos chumbadores de
fixação e regulagem das peças fixas de segundo
estágio.
As peças fixas de segundo estágio das comportas
ensecadeiras são compostas basicamente de:
• Caminho de deslizamento: É a viga
metálica vertical localizada a jusante da
ranhura, dimensionada para suportar e
distribuir ao concreto os esforços
hidrostáticos. Normalmente, tem
comprimento ligeiramente superior à altura
da comporta. Os caminhos de
deslizamento contêm as placas de aço
inoxidável laterais onde se apoiam as
borrachas de vedação da comporta;
• Vigas de guia lateral: Normalmente se
estendem desde a soleira até o piso de
operação e são compostas de trilhos ou
perfis tipo U laminados para pista dos
patins de guia;
• Vigas de soleira: A viga de soleira tem a
finalidade de suportar e transmitir ao
concreto o peso da comporta, além de
possuir chapa de aço inoxidável para
apoiar a vedação de soleira;
• Vigas de frontal: A viga de frontal tem a
finalidade de servir de apoio para a
vedação de frontal;
ANEEL – Agência Nacional de Energia Elétrica 241 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Dispositivo de calagem: são normalmente
empregados dispositivos tipo braço
articulado, que apoiam-se nas vigas
cabeceira da comporta e permitem estocar
a comporta quando a mesma não está em
uso.
II.3.5. Acionamento
As comportas ensecadeiras são acionadas pelos
equipamentos de levantamento da tomada d’água
com o auxilio da sua respectiva viga pescadora. A
viga pescadora tem um sistema automático de
engate e desengate dos ganchos, o que permite
colocar ou retirar todos os elementos numa
operação simples e segura.
III. MANUTENÇÃO PREDITIVA
As comportas e grades da tomada d’água podem
ser classificadas como equipamentos que
requerem pouca manutenção, dado a sua
simplicidade construtiva. No entanto, as
comportas de emergência da tomada requerem
uma manutenção rígida e responsável, visto que
estes equipamentos não podem falhar quando
solicitados, uma vez que podem comprometer a
turbina e a própria barragem.
De qualquer forma, a manutenção das comportas
e grades deve ser bem conduzida para garantir a
vida útil esperada do equipamento.
Para falar sobre manutenção de comportas e
grades, entende-se ser mais prático falar da
manutenção das partes constituintes das
comportas, englobando aí os tipos de comportas
distintos, do que falar de uma por uma, visto que a
manutenção aplicável para as mesmas partes de
tipos distintos de comportas é praticamente a
mesma, e as diferenças quando existentes serão
ressaltadas.
III.1. TABULEIROS E ESTRUTURAS DE VIGAS
PESCADORAS
Os tabuleiros de grades ou comportas e as
estruturas das vigas pescadoras devem ser
inspecionados no mínimo a cada seis meses para
verificação de corrosão na estrutura. Recomenda-
se a imediata limpeza e pintura das regiões
corroídas. Em caso de um aumento acentuado de
corrosão de uma inspeção para outra, recomenda-
se investigar as causas.
Para os elementos e estrutura da viga pescadora
da comporta ensecadeira, torna-se mais fácil
executar esta manutenção, visto que estas partes
estão acessíveis a todo tempo. Já para as
comportas vagão de tomada d’água e as grades
que se encontram normalmente submersas, esta
manutenção torna-se mais difícil, sendo, desta
forma, necessário estabelecer uma rotina
diferente de inspeções em função das paradas da
turbina. Caso se constate uma corrosão sistêmica
no equipamento, a mesma deve ser monitorada,
as causas estudadas e identificadas e as medidas
preventivas e/ou corretivas adotadas para garantir
a vida útil do equipamento. Para monitorar a
corrosão, a espessura da chapa dever ser medida
e, onde necessário, usado o método ultra-sônico.
III.2. RODAS
As rodas que requerem maior cuidado são
obviamente as rodas principais das comportas
vagão de emergência. Sua manutenção, no
entanto, está sempre condicionada à
disponibilidade da comporta, o que ocorre nos
ANEEL – Agência Nacional de Energia Elétrica 242 Estudo de Vida Útil Econômica e Taxa de Depreciação
períodos de parada programada da turbina, onde
coloca-se a comporta ensecadeira da tomada
d’água e pode-se proceder a trabalhos de
manutenção na comporta. Neste caso, estas
manutenções devem ser programadas,
procurando-se executá-las ao menos uma vez por
ano, sendo possível executar a cada seis meses.
Devem ser inspecionados a superfície externa da
roda, os parafusos das tampas, o travamento da
roda e executado o engraxamento da roda.
Recomenda-se, a cada 5 anos, a desmontagem
de uma roda para verificar as condições de eixos,
rolamentos e retentores e, dependendo da
situação encontrada, fazer as substituições
necessárias e estende-la às demais rodas.
III.3. VEDAÇÕES
As vedações, como sendo o elemento de
estanqueidade da comporta, devem ser
inspecionadas a cada seis meses, quanto à
deformação, trincas ou fissuras ou sempre que
forem detectados vazamentos na comporta, além
dos níveis considerados normais. Da mesma
forma que para a roda, a inspeção nas comportas
vagão de tomada d’água deve ser programada
para ser executada nas paradas da turbina.
Recomenda-se a troca das vedações a cada 5 ou
10 anos. A determinação do período de troca deve
ser feita por cada usina, considerando-se os
registros de vazamentos, as condições
particulares do projeto e o relatório do estado da
borracha na última troca.
Deve-se ressaltar que borrachas de comportas
expostas freqüentemente aos raios solares sofrem
um ressecamento mais acentuado e requerem
trocas mais freqüentes.
III.4. PEÇAS FIXAS
As peças fixas das comportas ensecadeiras e
grades ficam permanentemente submersas e,
portanto, a inspeção das mesmas só pode ser
feita com auxilio de mergulhadores. Já as peças
fixas das comportas vagão da tomada d’água
podem ser inspecionadas em seco com a
colocação da respectiva comporta ensecadeira,
lembrando, porém, que, no caso da comporta
vagão, a inspeção da peça fixa depende da
parada da turbina.
Recomenda-se, para as comportas vagão, a
inspeção a cada cinco anos e, se constatada
corrosão acentuada, proceder à recuperação,
quer pela repintura de superfícies de aço carbono,
quer pela recuperação com enchimento de solda e
posterior esmerilhamento das chapas de aço
carbono ou inox, onde necessário.
Para as peças fixas da comporta ensecadeira,
deve-se estabelecer a necessidade e extensão
das inspeções subaquáticas, baseadas na
inspeção das peças fixas das comportas vagão.
III.5. ACIONAMENTO
Os componentes do acionamento da comporta
são os itens que demandam maior cuidado quanto
à inspeção e manutenção. Devem ser executadas
as seguintes inspeções e manutenções:
III.5.1. Cilindros Hidráulicos
Os cilindros hidráulicos, quando em operação,
requerem pouca manutenção.
ANEEL – Agência Nacional de Energia Elétrica 243 Estudo de Vida Útil Econômica e Taxa de Depreciação
No período inicial de uso, recomendam-se
inspeções periódicas para comprovar se os
cilindros estão trabalhando adequadamente e não
há vazamento de óleo.
As hastes dos cilindros devem ser inspecionadas
quanto a riscos, pois os mesmos indicam
presença de sujeira no óleo.
Os vazamentos nas vedações são indicados pelo
aumento da freqüência das operações de
reposição da posição da comporta.
Recomenda-se a troca das vedações do cilindro
sempre que se constatar vazamentos ou a cada
dez anos.
III.5.2. Unidade e Tubulações Hidráulicas
A segurança do funcionamento da unidade e
tubulações hidráulicas deve-se a uma
manutenção cuidadosa.
É de vital importância manter o fluido hidráulico
limpo para evitar que partículas abrasivas
penetrem no sistema e causem danos às bombas,
válvulas e cilindros hidráulicos.
A manutenção das unidades hidráulicas deve
cobrir os seguintes pontos:
• Controlar constantemente o nível do óleo
hidráulico, fazendo a complementação
com o mesmo óleo quando necessário;
• Proceder à limpeza mensal os filtros de ar
e à limpeza semanal os filtros de óleo;
• A troca do óleo do sistema deve ser
estabelecida a partir das observações do
grau de envelhecimento e sujeira do
mesmo. Recomenda-se a execução de
análise do óleo anualmente e as trocas
quando recomendadas por estas análises;
• Observar o aquecimento do óleo , visto
que o aumento da temperatura além de
certo valor aumenta em muito a velocidade
de degradação do óleo;
• Observar aquecimento nos mancais das
bombas. Havendo aquecimento além do
normal, há a indicação de desgastes e
necessidade de trocas de rolamentos ou
lubrificação. A observação da temperatura
deve ser feita semanalmente por contato
manual;
• A tubulação hidráulica deve ser
inspecionada mensalmente quanto a
vazamentos;
• A pressão do óleo no circuito deve ser
controlada semanalmente e as alterações
anotadas;
• As bombas hidráulicas devem ser
inspecionadas a cada seis meses,
verificando-se principalmente a ocorrência
de vibração anormal, ruídos elevados ,
pressão insuficiente e vazamentos através
dos eixos;
• As válvulas de solenóide devem ser
inspecionadas a cada seis meses, e o
resultado destas inspeções pode indicar a
necessidade da substituição;
• Os motores das unidades hidráulicas
devem ser inspecionados quanto a níveis
de isolamento, elevação de temperaturas
nas bobinas e mancais, desgastes,
lubrificação dos rolamentos,
funcionamento do ventilador quanto ao
correto fluxo de ar, níveis de vibrações,
ANEEL – Agência Nacional de Energia Elétrica 244 Estudo de Vida Útil Econômica e Taxa de Depreciação
desgastes das escovas e anéis coletores.
A carcaça deve ser mantida limpa de pó
em sua superfície exterior para facilitar a
troca de calor com o meio.
O tempo de vida das instalações hidráulicas, que
têm uma manutenção adequada e cuidadosa,
depende do tempo de vida dos elementos
mecânicos.
Normalmente , nas bombas, são os rolamentos
que têm o tempo de vida limitado entre 5000 a
10000 horas.
Nas válvulas, o tempo de vida depende da
quantidade de operações do êmbolo em
conseqüência das ligações do solenóide. Estes
componentes são previstos para 10 milhões de
ligações.
O tempo de vida das válvulas pode ser estimado
em 2000 a 3000 horas de serviço da instalação.
III.5.3. Painéis Elétricos de Comando
Os painéis, como sendo os órgãos de comando
da unidade hidráulica e de execução da lógica de
operação da comporta, devem ser inspecionados
mensalmente e, particularmente, a cada
operação, principalmente nos equipamentos
sujeitos a maior desgaste e com maior
probabilidade de falha. O estado de isolação dos
cabos elétricos deve ser também constantemente
inspecionado.
III.5.4. Indicadores de Posição
Os indicadores de posição, dado à sua
importância na execução da lógica de operação
da comporta como já destacado anteriormente,
devem ser mensalmente inspecionados. Em
comportas segmento, os aparelhos pendulares,
atualmente bastante usados, não requerem
manutenção, a menos da verificação dos
parafusos de fixação e de alguma avaria externa
que pode ocorrer. Já nas comportas vagão os
aparelhos eletrônicos, que estão sendo
atualmente empregados, requerem um pouco
mais de cuidados, e sua manutenção deve seguir
as disposições do fabricante.
IV. MANUTENÇÃO CORRETIVA
Mesmo que se siga o programa de manutenção
preditiva indicado pelo fabricante, é natural que
alguns componentes venham a falhar durante a
operação. Em algumas destas falhas,
fortuitamente teremos equipamentos stand by já
previstos no projeto, como é o caso de grupos
motobomba, ou ainda, equipamentos
sobressalentes no almoxarifado que poderão ser
prontamente substituídos.
É de fundamental importância manter uma
quantidade adequada de materiais de reposição
no almoxarifado da usina para que a operação
das comportas não seja comprometida, colocando
em risco a segurança da turbina ou mesmo da
própria usina.
Da mesma forma, aconselha-se que, para alguns
materiais onde a reposição pode ser melhor
programada, não sejam mantidos materiais em
estoque, pois isto significa recurso imobilizado e,
dependendo do caso, quando for realmente
necessário usar o material, o mesmo pode já estar
impróprio para o uso.

ANEEL – Agência Nacional de Energia Elétrica 245 Estudo de Vida Útil Econômica e Taxa de Depreciação
Obviamente, deve se levar em conta uma série de
fatores para se decidir pelos materiais a serem
mantidos em estoque, tais como dificuldade de
aquisição, custo, quantidade de defeitos
apresentados, importância do item no conjunto da
comporta, entre outros, que devem ser
estabelecidos pela equipe de manutenção.
V. VIDA ÚTIL ECONÔMICA
A análise da vida útil econômica dos
equipamentos da tomada d’água deve ser feita
considerando-se as três partes principais do
equipamento, ou seja, estrutura, peças fixas e
acionamento.
A estrutura das comportas, mesmo considerando-
se as rodas e vedações, que são itens mais
sujeitos à manutenção que o tabuleiro, apresenta
grande robustez e, desde que se tomem os
cuidados mínimos de manutenção para se evitar a
corrosão da estrutura, terá vida útil assegurada
em mais de 50 anos. Já a estruturas das grades
da tomada d’água, apesar de submetidas a menor
carregamento que as comportas ensecadeiras e
vagão, têm registrado um maior número de
ocorrências de falhas, causadas por trincas nas
vigas verticais e horizontais e rompimento das
soldas devidos aos esforços de fadiga impostas à
grade pelo escoamento. As comportas raramente
apresentam problemas graves que comprometam
sua estrutura. Por este motivo, entende-se ser
prudente fixar a vida útil das grades em 30 anos.
As peças fixas são projetadas tendo as partes
onde se apoiam as borrachas de vedação em aço
inoxidável e, desde que não sejam atacadas pela
água ou sofram efeito da erosão no concreto
devido ao projeto civil inadequado, terão vida
superior a 50 anos. As peças fixas das comportas
vagão de tomada d’água apresentam a
possibilidade de inspeção em seco e, até mesmo,
execução de reparos com a instalação da
comporta ensecadeira, o que não ocorre com as
comportas ensecadeiras e grades que não podem
ser ensecadas.
O acionamento das comportas vagão é a parte
que maior manutenção exigirá por possuir uma
maior quantidade de componentes móveis
normalmente sujeitos a desgastes e falhas. Pesa,
no entanto, a favor do acionamento o fato de o
mesmo estar normalmente alojado em sala
abrigada em boas condições de acesso e
facilidade para manutenção. O que ocorrerá com
o acionamento, diferentemente da estrutura e das
peças fixas, é que dentro da vida útil do
equipamento é bem provável que sejam feitas
atualizações do equipamento, incorporando certas
melhorias que venham a ser desenvolvidas com o
passar dos anos. Considerando-se a realização
das intervenções citadas acima, consideraremos a
vida útil econômica do acionamento da comporta
em 30 anos.
Considerando o conjunto dos equipamentos da
tomada d’água, acha-se prudente falar que a vida
útil econômica das comportas como sendo de 30
anos.
REFERÊNCIAS
[1] Erbistie, P.C.F. Comportas Hidráulicas. Editora
Campus/Eletrobrás – 1987.

ANEEL – Agência Nacional de Energia Elétrica 246 Estudo de Vida Útil Econômica e Taxa de Depreciação
[2] Schreiber, G.P. Usinas Hidrelétricas. Editora
Edgard Blücher Ltda. – 1980.
[3] Asme Hydropower Mechanical design – The
guide to Hydropower Mechanical design. HCI
pubications. 1996.
[4] Lewin, J. Hydraulic gates and valves in free
surface flow and submerged outlets. Thomas
Telford Services Ltda. – 1995.

ANEEL – Agência Nacional de Energia Elétrica 247 Estudo de Vida Útil Econômica e Taxa de Depreciação
Esquipamentos do Ciclo Térmico
RESUMO
A geração de energia elétrica a partir de ciclos
térmicos de potência utilizando turbinas a vapor é
uma tecnologia difundida e responsável por uma
parcela representativa em termos globais de
geração de energia. O fluido de trabalho (vapor
d’água) pode ser obtido utilizando-se diferentes
combustíveis, com diferentes poder calorífico,
granulometria e umidade, com variações nas
composições elementares, envolvendo
combustíveis desde a biomassa até o gás natural.
Isto faz com que estes ciclos de potência sejam
muito empregados, principalmente utilizando-se
carvão mineral como combustível. Os ciclos
térmicos de geração potência a vapor constituem-
se de: caldeira, turbina, condensador e bomba de
circulação e equipamentos auxiliares, como
desaeradores, trocadores de calor, sistemas de
controle e segurança, onde as válvulas têm uma
função importante. A durabilidade destes
equipamentos está relacionada diretamente com a
qualidade do fluido de trabalho, com a escolha
adequada dos materiais para confecção dos
mesmos, com regime de trabalho, operação
criteriosa e aplicação das manutenções
recomendadas. De forma geral, os equipamentos
dos ciclos térmicos possuem vida útil de 25 anos.
I. INTRODUÇÃO
A geração de energia elétrica a partir de ciclos
térmicos de potência utilizando turbinas a vapor é
uma tecnologia difundida e responsável por uma
parcela representativa em termos globais de
geração de energia. O fluido de trabalho (vapor d’
água) pode ser obtido utilizando-se diferentes
combustíveis, com diferentes poder calorífico,
diferentes granulometria e umidade, diferentes
composições elementares, envolvendo
combustíveis desde a biomassa até o gás natural.
Isto faz com que estes ciclos de potência sejam
muito empregados, principalmente utilizando-se
carvão mineral como combustível.
Os ciclos de geração a vapor começaram
efetivamente a serem instalados com potências
mais expressivas no início deste século. A GE em
1903 confeccionou um ciclo de potência com
turbina a vapor de 5 MW de potência. No entanto,
alguns equipamentos, como as caldeiras,
começaram a ser desenvolvidos e utilizados para
aquecimento de água, séculos atrás, pelos gregos
e romanos, e foram aprimorados até o estágio
atual. A utilização da força do vapor é conhecida
desde 150 anos a.C. A primeira máquina a vapor
comercial bem sucedida foi lançada em 1699 e foi
desenvolvida por Thomas Savery.
Os ciclos térmicos de geração potência a vapor
constituem da caldeira da turbina do condensador
e da bomba de circulação e equipamentos
desaeradores, trocadores de calor, sistemas de
controle e segurança, onde as válvulas têm
função importante. Estes equipamentos

ANEEL – Agência Nacional de Energia Elétrica 248 Estudo de Vida Útil Econômica e Taxa de Depreciação
contribuem para eficiência do ciclo e qualidade do
fluido de trabalho.
Como fabricantes de válvulas, cita-se a Spirax
Sarco. Quanto a turbinas e demais componentes,
citam-se a General Eletric, Wartsila e outros.
Para as bombas, tem-se a KSB e, para as
caldeiras, o fabricante Dedini
II. CARACTERÍSTICAS
Para fins de padronização, pode-se citar as
seguintes normas:
• ABNT – NBR 10784: classifica bombas
hidráulicas de deslocamento positivo para
utilização em sistemas hidráulicos de
potência, estabelecendo requisitos básicos
construtivos e operacionais;
• ABNT – NBR 5029: fixa condições
exigíveis que devem satisfazer os tubos
sem costura de cobre e suas ligas para
condensadores, evaporadores e
trocadores de calor;
• ABNT – NBR 11096: define termos
empregados em caldeira aquotubular e
flamotubular, para serviço estacionário,
sujeira ou não a chama;
• ABNT – NBR 10149: estabelece os
requisitos mínimos para o fornecimento de
turbinas a vapor para serviços gerais.
II.1. CALDEIRAS
A necessidade de se encontrar uma fonte de
calor, que substituísse os inconvenientes
apresentados pela queima direta do carvão fóssil,
estimulou o desenvolvimento de unidades
geradoras de vapor.
O vapor é um vetor energético de grande utilidade
nos processos industriais e em serviços de
acionamento mecânico. Este equipamento é
responsável por fazer a conversão da água no
estado líquido em vapor através da queima de um
combustível na fornalha. As caldeiras utilizadas
para ciclo de potência com turbinas a vapor
constituem-se basicamente da fornalha, caldeira,
superaquecedor, economizador e do aquecedor
de ar.
As caldeiras podem ser entendidas como um
compartimento com paredes de tubos, contendo
uma fornalha onde ocorre a queima do
combustível, elevando a temperatura da massa de
gases que troca calor com a água que circula no
interior dos tubos até atingir o tubulão ou
evaporador, onde ocorre a mudança de fase.
Portanto, cuidados devem ser tomados na
operação deste equipamento para que não haja
queima de tubos incrustações devido à presença
de minerais fora das especificações
recomendadas.
Para esta aplicação, predominam as caldeiras do
tipo aquotubular, pois permitem obter vazões mais
expressivas do que as flamotubulares.
As caldeiras, cuja aplicação seja para geração de
energia, devem ser de alta pressão. As dimensões
destas caldeiras podem variar bastante para uma
mesma potência quando se utilizam combustíveis
com poder calorífico diferente. Os combustíveis
utilizados nas caldeiras são determinantes na sua
vida útil, pois podem propiciar incrustações em
determinados casos de difícil remoção,
ANEEL – Agência Nacional de Energia Elétrica 249 Estudo de Vida Útil Econômica e Taxa de Depreciação
comprometendo eficiência e durabilidade da
mesma. II.2. TURBINA
É o equipamento que recebe o vapor advindo da
caldeira que, na maioria dos casos, encontra-se
no estado superaquecido e expande-se na
mesma, transferindo a sua energia para o rotor,
fazendo-o girar com determinada potência de eixo
que aciona o gerador produzindo a energia
elétrica propriamente dita.
A estrutura destas turbinas pode trabalhar com
vapor com temperatura, por exemplo, por volta de
700 °C e pressão acima de 50 bar, dependendo
das condições de projeto e de cada ciclo. Estas
condições mudam sempre quando ocorrem
variações de carga ou mesmo nos momentos de
entrar e sair de operação, com o decorrer do
tempo, o que submete seus componentes a
condições que podem levar a uma fadiga térmica
de seus componentes, assim como a formação de
fissuras.
O fluido de trabalho passa pela turbina com
velocidade elevada e partículas, como partículas
de ferro que, eventualmente, desprendam dos
tubos na caldeira, podem erodir componentes da
mesma.
Para fins de geração de energia, predominam as
turbinas do tipo condensação e extração
condensação.
II.3. BOMBAS
As Bombas são máquinas acionadas
normalmente por um motor elétrico recebendo
energia mecânica e transportando esta energia
para fluido, dando condições a este de se
locomover sob determinadas condições impostas
pelo processo. O fluido é acionado pelo rotor e
aduzido pela voluta.
As bombas devem ser especificadas para
trabalharem numa faixa de operação que fique
isenta de cavitação. Isto permitir-lhe-á uma
durabilidade maior. As bombas centrífugas em
geral constituem-se basicamente do rotor, da
voluta e do sistema de vedação. Estas bombas
podem girar alta rotação e estão sujeitas à
vibração desbalanceamento do eixo onde se
acopla o rotor.
Existe uma diversidade enorme de bombas. No
entanto, as bombas utilizadas nos ciclos de
geração a vapor são basicamente do tipo
centrífugas ou mistas para fornecerem a vazão e
pressão desejada.
Este equipamento tem a função de estabelecer o
fluxo do fluido de trabalho no ciclo e ainda confere
a este a pressão desejada. As bombas
necessitam de um sistema de vedação para evitar
a fuga do líquido que está sendo recalcado. Estas
vedações são feitas normalmente através de
gaxetas ou selos mecânicos, os quais são muito
solicitados. Freqüentemente, necessitam de
reparos, principalmente devido ao aumento de
temperatura localizado.
II.4. VÁLVULAS
As válvulas são dispositivos destinados a
estabelecer, controlar e interromper o fluxo em
uma tubulações. Elas podem representar até 5%

ANEEL – Agência Nacional de Energia Elétrica 250 Estudo de Vida Útil Econômica e Taxa de Depreciação
do custo total de uma instalação para geração de
potência.
Os materiais a serem empregados nas válvulas
devem ser adequados, pois, para cada aplicação,
cada fluido tem características e propriedades
diferentes.
O fluido, com o qual as válvulas se interagem,
podem ter mudanças, ter variações em suas
propriedades, como temperatura, pressão,
composição química e ficam em contato direto
com os componentes internos e vedações,
bastante exigidos.
II.4.1. Válvulas de Segurança
Durante a operação de sistemas e/ou
equipamentos sujeitos à pressão, podem surgir
pressões excessivas devido a explosões, reações
químicas, descargas de bombas, fogo externo ao
equipamento, erro operacional e podem provocar
danos aos equipamentos, às instalações e a
própria vida humana.
O princípio de operação baseia-se no equilíbrio
entre a pressão do fluido contra o disco (conjunto)
e mola, o que faz da válvula um dispositivo de
precisão e que exige um perfeito alinhamento
entre os componentes, bem como a isenção de
qualquer produto que venha comprometer sua
atuação.
Esta válvula atua automaticamente, sem a
assistência de fonte externa de energia, atua pela
pressão do fluido, descarrega uma quantidade
certificada do mesmo de maneira a impedir que a
pressão pré determinada seja excedida, que é
projetada para fechar e impedir o escoamento do
fluido depois que as condições normais de serviço
forem restabelecidas.
A válvula de segurança é caracterizada por uma
abertura instantânea e com um estampido
característico (pop), sendo utilizada em serviços
com gases e vapor.
Estas válvulas, normalmente, devem atuar quando
a pressão aumentar de 10% da pressão
estabelecida.
II.4.2. Válvulas de Retenção
Essas válvulas permitem a passagem do fluido em
um sentido apenas, fechando-se automaticamente
por diferença de pressões, exercidas pelo fluido
em conseqüência do próprio escoamento se
houver tendência à inversão no sentido do fluxo.
II.4.3. Válvulas de Controle
Estas válvulas são usadas em combinação com
instrumentos automáticos e comandadas a
distância por esses instrumentos para controlar a
vazão ou a pressão de um fluido.
A operação da válvula é sempre motorizada, na
maioria das vezes, por meio de um diafragma
sujeito à pressão de ar comprimido. Há um
instrumento automático que comanda a pressão
do ar que, por sua vez, faz variar a posição de
abertura da válvula.
A válvula em si é quase sempre semelhante a
uma válvula globo. Para diminuir o esforço
necessário à operação e assim facilitar o controle,
estas válvulas possuem, freqüentemente, dois
tampões na mesma haste, que se assentam em
duas sedes colocadas de tal maneira que a
ANEEL – Agência Nacional de Energia Elétrica 251 Estudo de Vida Útil Econômica e Taxa de Depreciação
pressão do fluido exercida sobre um tampão
contrabalance a pressão exercida sobre o outro.
A operação na válvula de controle é feita
geralmente pelo diafragma em um sentido (para
abrir ou fechar) e por uma mola regulável no outro
sentido.
II.5. TROCADORES DE CALOR
Os trocadores de calor são equipamentos
utilizados para fazer a troca térmica entre os
fluidos envolvidos. Nos ciclos de potência
utilizando turbina a vapor, este equipamento se
apresenta de distintas formas, pois a caldeira e o
condensador, além dos trocadores de calor
utilizados para o preaquecimento da água de
alimentação, nos ciclos regenerativos, da caldeira
e refrigeração do sistema de óleo de lubrificação,
são trocadores de calor com funções distintas.
Nos ciclos regenerativos, pode-se fazer o
preaquecimento da água de alimentação da
caldeira através do vapor extraído da turbina em
trocadores de calor, tanto de troca direta quanto
de troca indireta. No entanto, estes trocadores,
apesar de trabalharem com um fluido com
temperatura bem acima da atmosférica, podem ter
uma durabilidade maior quando comparados ao
condensador, pois utilizam somente o fluido de
trabalho na troca térmica, o qual já passou por um
tratamento para satisfazer os requisitos
operacionais da caldeira.
Os trocadores de calor podem ser encontrados no
mercado com várias configurações. Dentre elas,
destacam-se os de casco e tubos e os de placa.
Os trocadores de placas possuem a vantagem de
serem mais compactos que os de casco e tubos.
No entanto, se os fluidos, que estão realizando a
troca de calor não passarem por um tratamento
adequado, as incrustações se processam
rapidamente decaindo muito a sua performance.
Os trocadores de cascos e tubos são mais
utilizados diretamente no preaquecimento do
fluido de trabalho, ao passo que os trocadores de
placas são mais utilizados para os sistemas
auxiliares.
II.6. SISTEMAS DE CONTROLE
Os sistemas de controle em uma caldeira não são
simples, e pode-se monitorar a chama através de
dispositivos detetores de chama de diversos tipos
com diferentes princípios, como ultravioleta,
infravermelho, entre outros.
Já o controle da pressão do vapor pode ser feito
através de pressostatos. A água de alimentação
também é monitorada de controle. Estes sistemas,
de forma geral, além da parte eletro-eletrônico,
são compostos de uma série de sensores e
transdutores que permitem monitorar todas estas
informações em pontos estratégicos de difícil
acesso.
O sistema de controle da turbina é fundamental
para operação segura da mesma, proporcionando
uma vida útil. As principais funções da unidade de
controle são:
• Controle da aceleração e velocidade
durante a partida da máquina;
• Inicialização da excitação do gerador;
• Sincronização e aplicação de carga;
ANEEL – Agência Nacional de Energia Elétrica 252 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Controle de pressão tanto na entrada
quanto na saída e nas extrações quando
estas existirem;
• Proteção contra sobre velocidade quando
houver rejeição de carga ou em situações
de emergência;
• Monitoramento de equipamentos auxiliares
de óleo hidráulico e óleo lubrificante;
• Proteção contra danos, como alta vibração
de rolamentos vazamentos de óleo
lubrificante, altas temperaturas na saída;
• Sistema de aquisição de dados.
Quanto à obsolescência tecnológica, vale
comentar que, além da utilização de novos
materiais, o desenvolvimento de melhorias
implementadas nos sistemas de refrigeração, os
sistemas de controle que permitem monitoramento
de diversas variáveis e o controle automático de
determinados parâmetros do ciclo vão ser o que
difere os ciclos atuais dos primeiros ciclos
desenvolvidos para geração de energia elétrica.
Atualmente, com desenvolvimento da eletrônica, a
informática tem permitido avanços expressivos na
monitoração e controle dos ciclos de potência.
II.7. DESAERADORES
Os desaeradores são dispositivos que têm função
de remover os gases dissolvidos na água.
Estes equipamentos são robustos, não possuem
partes móveis, podem ser construídos de chapas
metálicas e funcionam como um trocador de calor
de mistura direta dos fluidos envolvidos.
O fluido de trabalho deve ter um tratamento
adequado e mantido dentro do padrão exigido,
pois variações na concentrações de minerais e a
operação do ciclo favorecem a formação de
incrustações.
III. MANUTENÇÃO PREDITIVA
Nos ciclos de geração a vapor, as manutenções
preditivas consistem no monitoramento da
temperatura dos mancais da turbina e sistema de
lubrificação. Monitoramento da temperatura do
vapor na entrada e saída da turbina.
Acompanhamento da eficiência de troca do
trocador de calor.
III.1. BOMBAS
Para as instalações mais modernas, a
manutenção preditiva é realizada através do
acompanhamento e por meio de analise das
variáveis vibração, temperatura, pressão, obtidas
através de sistemas de aquisição de dados.
IV. MANUTENÇÃO PREVENTIVA
As manutenções preventivas consistem da
verificação de sensores transdutores utilizados no
sistema de controle. Inspeções para verificação do
nível de incrustações nos equipamentos que têm
contato direto com fluido de trabalho.
IV.1. BOMBAS
Nas instalações de bombeamento, tanto para a
caldeira quanto para o condensador de uma
maneira geral, aplicam-se os procedimentos:
• Inspeções diárias;
• Pressões de sucção e descarga;
• Indicadores de vazão;
• Vazamento de caixa de gaxetas;
• Temperatura dos mancais;
• Sistemas de vedação.
• Inspeções mensais:

ANEEL – Agência Nacional de Energia Elétrica 253 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Níveis de vibração, alinhamento,
temperaturas dos mancais, sistemas de
refrigeração e lubrificação.
• Inspeções semi-anuais:
• funcionamento da caixa de selagem
sobreposta;
• manter o nível de óleo nos mancais dos
rolamentos.
• Limpeza das válvulas, filtros e purgadores;
• Inspeção anual:
• Revisão completa instrumentos
indicadores.
IV.2. VÁLVULAS
Quanto aos procedimentos, nas válvulas, este
procedimento deve ser realizado semestralmente:
• A retirada da válvula;
• Inspeção inicial;
• Desmontagem e revisão
• Testes de mola ou fole;
• Calibração e emissão do laudo;
• Instalação.
As válvulas, dependendo do regime das
condições de operação e do meio em que se
encontram, estão sujeitas a vazamentos, à
degradação dos componentes mecânicos, com
perda parcial ou total da função devido à fadiga e
fratura dos retentores.
Substituição de componentes mecânicos do
comando e, em casos extremos, a troca do
equipamento.
Esta manutenção tem como objetivo verificar o
estado geral de conservação da válvula, dos seus
componentes, como a mola, se esta se encontra
com as características especificadas, o nível de
incrustações, se estiver ocorrendo.
V. MANUTENÇÃO CORRETIVA
A manutenção corretiva em válvulas consiste da
retirada da válvula, desmontagem da sede e
limpeza e remoção de incrustações, troca de
elementos danificados como parafusos, anéis,
guia, suportes da mola.
V.1. TROCADORES DE CALOR
A manutenção corretiva em trocadores de calor
consiste da remoção de incrustações através da
passagem de varetas nos tubos. Em
determinados casos, esta remoção é feita através
de soluções próprias para remoção das carepas,
sem arranhar as superfícies internas do trocador,
utilizado nos sistemas auxiliares. Troca de juntas
das placas quando estas já estiverem
deterioradas.
A manutenção corretiva no sistema de controle
consiste na troca conexões elétricas no quadro,
troca de termopares e transdutores danificados.
VI. VIDA ÚTIL ECONÔMICA
A vida útil econômica dos equipamentos de um
ciclo térmico está relacionada com a aplicação de
materiais adequados com o regime de trabalho,
com execução das manutenções recomendadas e
tratamento adequado do fluido de trabalho.
A partir de informações obtidas através de
consultas e da literatura, estimam-se os seguintes
valores.
Vida útil estimada para os componentes

ANEEL – Agência Nacional de Energia Elétrica 254 Estudo de Vida Útil Econômica e Taxa de Depreciação
Trocadores de calor 25
Deaeradores 25
Caldeiras 25
Válvulas 20
Sistema de controle 25
Bombas 30
Turbina 25
REFERÊNCIAS
[1] Bazzo E, Geração de vapor.
[2] Van Wylen, G. Fundamentos da termodinâmica
clássica, 1976, 2a edição.
[3] Babcock & Wilcox, Steam its generation and
use, 1955, trirty- seventh Edition.
[4] Oliver, K. G. Industrial Boiler Management,
New York, 1989.
ANEEL – Agência Nacional de Energia Elétrica 255 Estudo de Vida Útil Econômica e Taxa de Depreciação
Estradas de Acesso
RESUMO
O presente trabalho aborda uma estrada de
acesso de uma central geradora, procurando
definir sucintamente suas características e
especificidades técnicas. Dentro desse enfoque
serão abordados ainda alguns aspectos
conceituais básicos que norteiam o seu projeto, a
sua construção, a sua operação e a sua
manutenção, buscando com isso, determinar a
sua vida útil e a respectiva taxa de depreciação. A
fixação da vida útil de qualquer pavimento de uma
estrada está intimamente ligada a fatores e
características técnicas de projeto, manutenção,
uso, etc., sendo, portanto, bastante questionável.
Sendo assim, limitar-se-á a considerar esse tempo
em 5 anos, conforme exigência mínima adotada
pelo Código Civil Brasileiro.
I. INTRODUÇÃO
A principal finalidade de uma estrada de acesso a
qualquer usina geradora de energia elétrica é
garantir o tráfego seguro e viável dos veículos e
equipamentos necessários a sua operação,
mesmo em condições adversas de tempo.
Paralelamente, devem apresentar boa capacidade
de suporte e boas condições de rolamento e
aderência.
O leito das estradas deve estar o próximo possível
as superfícies do terreno, prevendo-se um bom
sistema de drenagem.
Paralelamente, as características técnicas do
projeto dessa estrada podem não estar ligadas
somente a fatores técnicos econômicos, mas
também por condicionantes políticos, sociais,
estratégicos ou até mesmo por imposição dos
órgãos ligados ao meio ambiente.
Por motivos estritamente econômicos grande
parte das estradas de acesso de uma central
geradora não é pavimentada.
O projeto e a construção das estradas de acesso
pavimentadas seguem as normas técnicas
nacionais e internacionais. Além disso, são
empregadas medotologias diversas, tais como,
por exemplo, as contidas no Manual de
Pavimentação do DNER, bem como, indicações
de Estudos, Boletins Técnicos, etc. de organismos
privados ligados a fabricantes de materiais
componentes, dentre outros.
Existem ainda concessionárias que elaboram seus
próprios manuais e especificações, com base, em
geral, nas normas técnicas nacionais e na
medotologia contida no Manual de Pavimentação
do DNER.

ANEEL – Agência Nacional de Energia Elétrica 256 Estudo de Vida Útil Econômica e Taxa de Depreciação
II. TIPOS DE PAVIMENTOS
Os pavimentos podem ser rígidos, flexíveis e
semi-rígidos.
O pavimento rígido caracteriza-se por não
acompanhar as deformações do subleito,
resistindo adequadamente às tensões de tração
que se originam quando da passagem de veículos
e equipamentos. Nesse caso, o representante
mais usual é o pavimento de concreto.
Os pavimentos flexíveis por sua vez acompanham
praticamente as deformações do subleito, sendo
comumente representados pelo pavimento
betuminoso.
Os pavimentos semi-rígidos são os representados
pelo calçamento poliédrico, placas de concreto,
etc. funcionando intermediariamente entre os
pavimentos rígidos e flexíveis.
Alguns de seus fabricantes preconizam como
vantagens, tendo uma grande relação custo
benefício, sua durabilidade ilimitada, insensível a
derivados de petróleo, alta-resistência à abrasão e
à carga de ruptura, antiderrapante, fácil remoção e
reassentamento com reaproveitamento total,
dispensando conservação e manutenção.
O concreto rolado vem sendo empregado desde
1893, quando à época, foi utilizado na cidade de
Bellefontaine (Ohio – EUA). No Brasil, em ruas
desde 1972, como base de pavimentos revestidos
com asfalto, Poro Alegre, Rio Grande do Sul.
Recentemente, diversos estados americanos
desenvolveram técnica similar à do concreto
rolado, chamando-o de econocrete.
São inúmeros os métodos teóricos e práticos de
projeto. Um dos trabalhos básicos é o método
teórico-experimental de Westergaard, usado no
dimensionamento de pavimentos rígidos. Esse
método baseia-se no cálculo de uma placa
submetida a um carregamento originado da
passagem de um veículo e no coeficiente de
recalque do terreno suporte, determinando-se as
tensões de tração no concreto. Surgiram depois
métodos análogos, mais aperfeiçoados, como os
de Sapangler, Bradbury, Kelley e Pickett, dentre
outros.
O método empírico ISC, ou Índice Suporte
Califórnia é ainda usado no dimensionamento de
pavimentos flexíveis, tendo sido introduzido pelo
engenheiro Porter em 1929.
Com o advento do uso do computador
apareceram também programas utilizando o
Método dos Elementos Finitos para cálculo de
pavimentos rígidos e flexíveis. Alguns desses
programas consideram os materiais geotécnicos
que constituem as camadas e o subleito como
tendo alternativamente módulos variáveis e
dependentes do estado de tensão atuante, com o
pavimento podendo ser carregado ao mesmo
tempo por rodas múltiplas. Esses programas
fazem ainda comparações de resultados obtidos
nas análises tridimensionais considerando-se a
situação de axissimetria, geralmente empregada
na grande maioria das análises de pavimentos
rodoviários.

ANEEL – Agência Nacional de Energia Elétrica 257 Estudo de Vida Útil Econômica e Taxa de Depreciação
Em geral, as estradas de acesso de uma usina
geradora de energia elétrica caracterizam-se por
pouco tráfego, normalmente leve, havendo
ocasiões especiais de tráfego pesado.
Assim, seu projeto deveria ser considerado
exclusivo, sabendo-se que grande parte das
estradas de acesso de uma central geradora não
é pavimentada.
III. ASPECTOS DE MANUTENÇÃO
Os principais problemas de manutenção de
estradas não pavimentadas e relacionadas ao seu
leito são os atoleiros, as deformações excessivas
do solo, superfície escorregadia, areiões, poeira
excessiva, “costela de vaca”, esburacamento,
rocha aflorante, etc. Com relação à drenagem
pluvial, a erosão longitudinal e as voçorocas
associadas à estrada são as mais comuns e as
mais graves ocorrências.
Já com relação às pavimentadas, pode-se citar,
também as deformações excessivas do solo e
ruptura por escorregamento interior.
Nos pavimentos aparecem defeitos tais como, por
exemplo, fendilhamento, deslocamento do
revestimento, trincas, desagregação, ruptura de
camadas estruturais, etc.
A ruptura dos taludes das encostas adjacentes
decorre não raramente pela falta de obras
complementares de drenagem e de proteção dos
taludes.
Já as causas de acidentes em obras de arte,
bueiros e pontes, podem ter origem em estudos
iniciais pouco consistentes, falhas de projeto e
construção. O solapamento de parte do terreno
adjacente a pilares e encontros também é causa
comum.
IV. VIDA ÚTIL ECONÔMICA
A experiência do Departamento de Estradas de
Rodagem da Califórnia (EUA), por exemplo,
demonstra com base em levantamentos
estatísticos elaborados em diversos estados
americanos, que a vida útil média dos pavimentos
de concreto atingi 25 anos, aproximadamente.
Já a Associação Brasileira de Cimento Portland -
ABCP recomenda, no mínimo, 20 anos de tempo
de vida útil média dos pavimentos.
Como a fixação da vida útil de qualquer pavimento
de uma estrada está intimamente ligada a fatores
e características técnicas de projeto, manutenção,
uso, etc., sendo, portanto, bastante questionável,
limitaremos a considerar esse tempo em 5 anos,
conforme exigência mínima permitida pela lei.
REFERÊNCIAS
[1] Manual de Pavimentação do DNER, 1996.
[2] PITTA, Márcio Rocha, Concreto Rolado:
aplicações em pavimentação. 7.ed. São Paulo,
Associação Brasileira de Cimento Portland, 1998.
32p. (ET-10).
[3] PITTA, Márcio Rocha, Construção de
pavimentos de concreto simples. 2.ed. São Paulo,

ANEEL – Agência Nacional de Energia Elétrica 258 Estudo de Vida Útil Econômica e Taxa de Depreciação
Associação Brasileira de Cimento Portland, 1989.
105p. ilust. 30cm. (ET - 81).
[4] PITTA, Márcio Rocha, Dimensionamento dos
pavimentos de concreto. 9.ed. São Paulo,
Associação Brasileira de Cimento Portland, 1990.
40p. ilust. 30cm. (ET - 14).
Estrutura (Poste, Torre) (Sistema de Distribuição)
RESUMO
Os postes e torres aplicados no sistema de
distribuição são elementos indispensáveis na
construção de linhas aéreas, e podem ser de
madeira, concreto armado ou metálicos, segundo
a importância do circuito e a situação operativa da
linha. Os postes de madeira são de eucalipto
preservado e custam menos que os outros
materiais, porém também possuem menor vida
útil. E ainda, suas dimensões são limitadas,
portanto não possuem um extenso campo de
aplicação. Os postes de concreto armado
apresentam a vantagem de ter uma duração muito
grande, porém tem custo superior ao dos postes
de madeira. Os postes de seção circular, são
fabricados por um procedimento de centrifugação,
onde em um molde apropriado são colocados a
armadura feita com os vergalhões de aço e o
concreto, depois esse molde sofre um movimento
rotatório ao redor de seu eixo longitudinal, e
através do efeito da força centrífuga o concreto
será comprimido contra o molde que determina
um aumento da resistência do mesmo. Em geral
as torres metálicas são feitas por perfis laminados
de aço, unidos por meio de parafusos e porcas.
São aplicados em locais onde os vãos são
superiores a 150 m e que precisam de condutores
com seções maiores. Os postes de madeira têm
uma vida útil variável e depende das condições de
clima da região, os postes injetados devem durar
entre 18 e 25 anos. Já os postes de concreto
armado têm uma vida útil maior que a dos postes
de madeira, e são hoje largamente empregados
no sistema de distribuição. Com um bom
programa de manutenção preventiva estes postes
podem durar mais de 30 anos. Por fim, as torres
metálicas têm uma vida útil de mais de 40 anos,
mas são menos utilizadas no sistema de
distribuição, portanto levando isso em
consideração, pode-se estimar uma vida útil
econômica de 25 anos para as estruturas (poste,
torre) aplicadas no sistema de distribuição.
I. INTRODUÇÃO
Os postes e torres aplicados no sistema de
distribuição são elementos indispensáveis na
construção de linhas aéreas, e podem ser de
madeira, concreto armado ou metálicos, segundo
a importância do circuito e a situação operativa da
linha.
As principais normas técnicas brasileiras
relacionadas são:
• NBR8452 – Postes de concreto armado
para redes de distribuição de energia
elétrica - Padronização (02/1998):
ANEEL – Agência Nacional de Energia Elétrica 259 Estudo de Vida Útil Econômica e Taxa de Depreciação
Padroniza postes de concreto armado, de
seção circular ou duplo T, destinados ao
suporte de redes aéreas urbanas e rurais
de distribuição de energia elétrica, cujas
condições exigíveis para fabricação e
recebimento estão especificadas na NBR
8451;
• NBR8457 – Postes de eucalipto
preservado para redes de distribuição de
energia elétrica - Dimensões (04/1984):
Padroniza dimensões dos postes de
eucalipto preservado, destinado ao suporte
de redes aéreas de distribuição de energia
elétrica;
• NBR6124 – Determinação da elasticidade,
carga de ruptura, absorção de água e da
espessura do cobrimento em postes e
cruzetas de concreto armado (11/1980):
Prescreve método de ensaio em postes,
cruzetas, estruturas compostas e outros
elementos acessórios de concreto armado
destinados a suportar linhas aéreas de
transmissão e distribuição de energia
elétrica e de comunicação, podendo ser
utilizados para iluminação;
• NBR6231 – Poste de madeira -
Resistência à flexão (12/1980): Fixa modo
pelo qual deve ser feito o ensaio de
resistência à flexão de postes de madeira;
• NBR8451 – Postes de concreto armado
para redes de distribuição de energia
elétrica - Especificação (02/1998): Fixa as
condições exigíveis para a fabricação e o
recebimento de postes de concreto
armado, de seção circular ou duplo T,
destinados ao suporte de redes aéreas
urbanas e rurais de distribuição de energia
elétrica;
• NBR8456 – Postes de eucalipto
preservado para redes de distribuição de
energia elétrica (04/1984): Fixa condições
exigíveis para a preparação e o
recebimento de postes de eucalipto
preservados sob pressão, destinados ao
suporte de redes aéreas de distribuição de
energia elétrica.
II. CARACTERÍSTICAS
II.1. POSTES DE MADEIRA
Estes postes custam menos que os outros
materiais, porém também possuem menor vida
útil. E ainda, suas dimensões são limitadas,
portanto não possuem um extenso campo de
aplicação.
Os postes são de eucalipto preservado, e
destinados ao suporte de redes aéreas de
distribuição de energia elétrica.
A parte exposta do poste, por ficar exposta ao
tempo, tem maior índice de problemas na madeira
que a parte enterrada do poste. Por esta razão,
para aumentar a vida útil do poste são
empregados diversos procedimentos e
tratamentos para proteção da madeira.
II.2. POSTES DE CONCRETO ARMADO
Os postes de concreto armado apresentam a
vantagem de ter uma duração muito grande,
porém tem custo superior ao dos postes de
madeira.

ANEEL – Agência Nacional de Energia Elétrica 260 Estudo de Vida Útil Econômica e Taxa de Depreciação
Atualmente se aplicam postes de concreto armado
de seção circular ou duplo T. Os postes de seção
circular, são fabricados por um procedimento de
centrifugação, onde em um molde apropriado são
colocados a armadura feita com os vergalhões de
aço e o concreto, depois esse molde sofre um
movimento rotatório ao redor de seu eixo
longitudinal, e através do efeito da força centrífuga
o concreto será comprimido contra o molde que
determina um aumento da resistência do mesmo,
veja Figura 1.
Os postes centrifugados apresentam uma
estrutura limpa e fina, por causa do contato com o
molde metálico, e permite que os postes sejam
pintados.
É importante observar a carga de peso que será
suportada por essa estrutura, do mesmo modo
que para os postes de madeira. Quanto à fixação
no solo, é feita da mesma maneira que os postes
de madeira.
Figura 1 – Poste de concreto armado
II.3. TORRES
Em geral as torres são feitas por perfis laminados
de aço, unidos por meio de parafusos e porcas.
São aplicados em locais onde os vãos são
superiores a 150 m e que precisam de condutores
com seções maiores.
As torres metálicas utilizadas no sistema de
distribuição são mais simples que as similares
utilizadas na transmissão porque estão sujeitas a
menos esforços.
Na figura 2 vê-se um exemplo deste tipo de
estrutura:

ANEEL – Agência Nacional de Energia Elétrica 261 Estudo de Vida Útil Econômica e Taxa de Depreciação
Figura 2 – Torre metálica
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
No sistema de distribuição são utilizados os
seguintes métodos de inspeção:
• Total ou poste-a-poste: devem ser
vistoriados todos os postes da rede ou
linha de distribuição;
• Setorial: devem ser vistoriados os
componentes específicos da rede ou da
linha de distribuição, como por exemplo, as
chaves, etc.;
• Por amostragem: deverão ser vistoriados
apenas alguns postes (pertencentes à
amostra pré-selecionada) do total de
postes instalados na rede ou linha de
distribuição.
Segundo os critérios vigentes, são executados os
seguintes tipos de inspeção nas redes e linhas de
distribuição:
III.1. INSPEÇÃO VISUAL
Deverão ser observados os seguintes pontos:
• Numeração dos postes: o número que
estiver apagado total ou parcialmente
deverá ser identificado para ser pintado
novamente;
• Erosão do terreno: anotar sempre que
águas servidas ou da chuva estiverem
solapando perigosamente a base do poste
ou do contraposte;
• Poste fora de alinhamento, inclinado ou
fletido: o poste que estiver fora do
alinhamento geral da posteação, sem
motivo justificável, deverá ser corrigido,
especialmente ao longo das estradas; os
postes devem estar erguidos verticalmente
e, quando fletidos, suas flechas não
deverão exceder os limites recomendados
pelas normas específicas;
• Poste com base deteriorada ou com
rachadura: os postes de madeira deverão
ser inspecionados quanto à putrefação,
pouco acima e abaixo do nível do solo (±
30 cm). Deverão ser percutidos com um
martelo; quando apodrecidos, emitirão um
ruído característico. No caso de haver
rachaduras ou fendas pronunciadas,
também deverão ser anotadas. Anotar
também a presença de material
combustível junto à base do poste de
madeira para que seja providenciado o
aceiro;
• Poste com armadura exposta: os postes
de concreto com ferragem exposta podem
durar muitos anos ou necessitar de
substituição imediata, dependendo das

ANEEL – Agência Nacional de Energia Elétrica 262 Estudo de Vida Útil Econômica e Taxa de Depreciação
dimensões do defeito e da extensão da
corrosão por ferrugem;
• Necessidade de substituição: será
recomendada a substituição nos casos em
que o poste não tiver condições de resistir
por mais de um ano ao defeito
apresentado.
Para as cruzetas deverão ser verificados:
• Nivelamento: as cruzetas inclinadas ou
deslocadas da posição normal por falta de
mão-francesa ou por outra causa deverão
ser anotadas para correção;
• Substituição: serão substituídas as
cruzetas que apresentarem queimaduras
extensas de raios, rachaduras, lascas ou
sinais de apodrecimento.
Para as ferragens deverão ser verificados:
• Pinos;
• Mãs-francesas, olhais;
• Parafusos, porcas e arruelas;
• Cintas;
quanto:
• À integridade;
• À ferrugem;
• À fixação (peças frouxas);
• Às condições que favoreçam
radiointerferência.
III.2. INSPEÇÃO INSTRUMENTAL
Dentre os critérios vigentes, são os seguinte os
tipos de inspeção instrumental:
• Inspeção de radiointerferência em mãos-
francesas frouxas, ferragem não aterrada e
peças enferrujadas ou corroídas.
IV. VIDA ÚTIL ECONÔMICA
Os postes de madeira têm uma vida útil variável e
depende das condições de clima da região, os
postes injetados devem durar entre 18 e 25 anos.
Já os postes de concreto armado têm uma vida
útil maior que a dos postes de madeira, e são hoje
largamente empregados no sistema de
distribuição. Com um bom programa de
manutenção preventiva estes postes podem durar
mais de 30 anos.
Por fim, as torres metálicas têm uma vida útil de
mais de 40 anos, mas são menos utilizadas no
sistema de distribuição, portanto levando isso em
consideração, juntamente com o rápido
desenvolvimento de técnicas de fabricação de
concreto cada vez melhores, pode-se estimar uma
vida útil econômica de 25 anos para as estruturas
(poste, torre) aplicadas no sistema de distribuição.
REFERÊNCIAS
[1] Manutenção e Operação de Sistemas de
Distribuição – Volume 4. Editora Campus /
Eletrobrás, 1982.
[2] Manual de Construção de Redes – Volume 6.
Editora Campus / Eletrobrás, 1988.
[3] Proteção de Sistemas Aéreos de Distribuição –
Volume 2. Editora Campus / Eletrobrás, 1982.
[4] G.Z. Júdez. Redes Eléctricas de Alta y Baja
Tensión. Editorial Gustavo Gili, 1965.

ANEEL – Agência Nacional de Energia Elétrica 263 Estudo de Vida Útil Econômica e Taxa de Depreciação
Estrutura (Poste, Torre) (Sistema de Transmissão)
RESUMO
As linhas de transmissão constituem parte de um
sistema de potência que tem como objetivo
transportar a energia elétrica das unidades
geradoras até o local de consumo. As estruturas
são os elementos de sustentação dos cabos das
linhas de transmissão. A grande maioria das
estruturas é formada por três tipos de materiais
diferentes: aço, concreto armado e madeira. O
aço é empregado na maioria das estruturas sendo
que este recebe aplicação de zinco para se
proteger da corrosão. O concreto é utilizado em
linhas de fácil acesso devido sua dificuldade de
transporte. A madeira é um tipo de material de
estrutura que está em desuso. As estruturas além
de sua função geral de suporte de condutores
possuem funções subsidiárias que determinam o
seu dimensionamento. A norma NBR5422
determina as cargas atuantes bem como a
influência destas sobre a linha de transmissão, e
devido às solicitações sofridas decorre a
classificação de dois grupos quanto o
comportamento perante a carga. São as
estruturas autoportantes e as estruturas
estaiadas. As estruturas também sofrem processo
de corrosão, devido aos agentes atmosféricos e
as correntes de fuga, que podem reduzir a vida útil
do equipamento. Métodos de manutenção
preditiva e preventiva devem ser aplicados a fim
de manter as estruturas em bom estado de
conservação, pois caso seja necessária, a
manutenção corretiva causará problemas para o
abastecimento de energia elétrica. Sendo bem
dimensionadas e tendo manutenção periódica,

ANEEL – Agência Nacional de Energia Elétrica 264 Estudo de Vida Útil Econômica e Taxa de Depreciação
pode-se determinar genericamente que as
estruturas possuem uma vida útil de 50 anos.
I. INTRODUÇÃO
As estruturas consistem os elementos de
sustentação dos cabos das linhas de transmissão,
que são responsáveis pelo transporte de energia
elétrica da geração à região de consumo. Elas são
responsáveis pela formação do corpo de uma
linha de transmissão, de modo que sua
suportabilidade a todos os fenômenos naturais,
tanto mecânicos quanto elétricos, garanta uma
operação confiável ao sistema.
As formas das estruturas são determinadas
principalmente pela tensão nominal de exercício e
pelas sobrecargas previstas. Como fatores
secundários têm-se as flechas, a forma de
sustentação, e o diâmetro dos condutores. Em
função desses elementos é possível fixar a forma
de determinar as distâncias entre condutores, a
altura de seus pontos de suspensão, e a distância
deste ao aterramento da estrutura.
As principais normas técnicas brasileiras
relacionadas são:
• NBR5422 – Projetos de linhas aéreas de
transmissão de energia elétrica (02/1985):
Fixa princípios básicos no qual devem ser
projetadas as linhas aéreas, de modo a
garantir níveis mínimos de segurança, e
perturbações em instalações próximas.
• NBR8850 – Execução de suportes
metálicos treliçados para linhas de
transmissão (05/1985): Fixa condições
básicas para cálculo, projeto e fabricação
de suportes metálicos treliçados,
destinados às linhas aéreas de
transmissão de energia elétrica.
• NBR8842 – Suportes metálicos treliçados
para linhas de transmissão – Resistência
ao carregamento (04/1985): Prescreve
método para verificação da resistência ao
carregamento em suportes metálicos
treliçados para linhas aéreas de
transmissão de energia elétrica.
• NBR8853 – Porca sextavada de segurança
para estruturas metálicas de linha de
transmissão e subestações (08/1982):
Padroniza dimensões e características
mecânicas e de superfícies das porcas
sextavadas de segurança.
• NBR7095 – Ferragens eletrotécnicas para
linhas de transmissão e subestações de
alta tensão (12/1981): fixa as condições
exigíveis das ferragens eletrotécnicas,
utilizadas em linhas e subestações.
• NBR7876 – Linhas e equipamentos de alta
tensão – Medição de radiointerferência na
faixa de 0,15 à 30 MHz (04/1983):
Prescreve métodos de ensaios
necessários para a realização de medições
de tensão e de intensidade de campo de
radiointerferência em equipamentos de alta
tensão e linhas, na faixa de freqüência de
0,15 à 30 MHz.
II. CARACTERÍSTICAS
II.1. MATERIAIS PARA ESTRUTURAS
Os materiais usuais na fabricação das estruturas
das linhas de transmissão são a madeira, o
concreto e os metais. Para cada tipo de material,
há formas construtivas diferentes, podendo ser

ANEEL – Agência Nacional de Energia Elétrica 265 Estudo de Vida Útil Econômica e Taxa de Depreciação
utilizadas com graus de segurança equivalentes,
desde que retratem as condições que serão
encontradas em serviço.
II.1.1. Madeira
Quando empregada em linhas de transmissão,
possui características especiais, que são capazes
de satisfazer as exigências peculiares do serviço,
que são:
• Elevada resistência mecânica flexão: as
peças de madeira utilizadas não devem
ser excessivamente volumosas e devem
resistir a esforços elevados;
• Boa resistência às intempéries: as peças
estruturais de madeira, quando expostas
ao tempo, não devem se fender ou trincar;
• Indeformabilidade com o decorrer do
tempo: as peças devem suportar torções e
encurtamentos desiguais em suas fibras;
• Boa resistência a microorganismo: a
madeira deve apresentar resistência ao
ataque de fungos e bactérias.
No Brasil, há madeiras capazes de satisfazer as
condições previstas, como a aroeira, candeia e
massaranduba, mas devida às pressões
ecológicas são cada dia mais raro a sua
utilização.
II.1.2. Concreto Armado
O emprego das estruturas de concreto armado
deve-se aos aços-carbono de alto ponto de
escoamento, que permite uma redução das
dimensões das peças, reduzindo seus custos,
aumentando a durabilidade, diminuindo a
manutenção e melhorando o transporte e a
instalação do equipamento.
A armação convencional é a que melhor se
adapta para as estruturas de linha de transmissão,
e em sua fabricação são empregados os
processos de centrifugação e vibração.
Pelo processo de centrifugação de alta
velocidade, obtêm-se peças de seção circular oca.
O movimento rotativo em torno do eixo provoca a
eliminação do excesso d’água, reduzindo,
portanto, a porosidade do concreto. As peças
assim obtidas são de boa qualidade, de elevada
resistência e bem delgadas. São, porém, bastante
flexíveis requerendo cuidados especiais em seu
manejo, a fim de evitar fendas capilares, através
das quais a água pode penetrar e atacar a
armação.
A fabricação pelo processo de vibração, também
chamado de convencional, possui técnica simples.
Através desse processo, pode-se obter peças de
características excelentes, em geral mais rígidas e
ligeiramente mais espessas pra uma mesma
resistência que as peças centrífugas . Para esse
processo, a dosagem de argamassa e a
quantidade dos agregados são menos críticas que
no processo anterior.
II.1.3. Estruturas Metálicas
São construídas normalmente de aço-carbono
normais ou de alta resistência revestidos com
zinco (aço galvanizado), em perfilados ou tubos,
podendo ser obtidas as mais variadas formas e
dimensões. Dada à versatilidade do aço como
material de construção, podem ser fabricadas em
grandes séries. Sendo compostas de peças
relativamente pequenas e leves, podem ser
ANEEL – Agência Nacional de Energia Elétrica 266 Estudo de Vida Útil Econômica e Taxa de Depreciação
transportadas com bastante facilidade a qualquer
ponto, para sua montagem local.
Quando se tem um melhor entendimento do jogo
de forças envolvidas, pode-se obter grandes
reduções de peso e conseqüentemente reduções
de custo. Devem ser protegidas contra a
oxidação.
II.2. FUNÇÕES DAS ESTRUTURAS
As estruturas, além de sua função geral de
suporte dos condutores, possuem também
funções subsidiárias, cuja influência é marcante
em seu dimensionamento. Essas funções
relacionam-se ao tipo de carga que devem
suportar.
Estrutura de suspensão: São estruturas
adequadas para suportar todos os tipos de
esforços em condições de operação. São os tipos
de estruturas mais utilizadas.
Estrutura de ancoragem: São estruturas de fim de
linha com reforço adicional, pois estas devem ser
pontos de sustentação para todo o conjunto de
torres.
Estrutura para ângulo: São estruturas adequadas
para mudança de direção das linhas.
Estrutura de derivação: São adequadas para fazer
uma derivação, sem haver necessidade de
interrupção ou secionamento em um dado ponto.
II.3. ESFORÇOS MECÂNICOS NAS ESTRUTURAS
A norma NBR5422, especifica as cargas atuantes,
bem como a influência destas sobre as estruturas
das linhas de transmissão. São elas:
II.3.1. Cargas Verticais
• Componentes verticais dos esforços de
tração dos condutores e pára-raios;
• Peso de acessórios de fixação dos cabos;
• Peso próprio do suporte e eventuais
cargas elétricas, devido ao estaiamento;
• Sobrecarga de montagem, manutenção e
outros.
II.3.2. Cargas Horizontais Transversais
• Ação do vento sobre o cabo e respectivo
acessório de fixação;
• Ação do vento sobre suporte, na direção
normal à linha;
• Componentes horizontais, transversais,
dos esforços de tração dos cabos, e
eventuais esforços horizontais introduzidos
pelo estaiamento.
II.3.3. Cargas Horizontais Longitudinais
• Componentes horizontais longitudinais dos
esforços dos cabos e eventuais esforços
produzidos pelo estaiamento;
• Ação do vento sobre o suporte na direção
da linha.
Têm-se ainda cargas consideradas excepcionais,
as quais sob certas condições, os condutores
devem resistir. São as cargas provocadas pelo
rompimento de um ou mais cabos, ou as cargas
resultantes devido à queda de alguma torre.

ANEEL – Agência Nacional de Energia Elétrica 267 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.4. RESISTÊNCIA DAS ESTRUTURAS
Devido às solicitações sofridas pode-se considerar
uma estrutura como uma viga vertical engastada
no solo, com cargas verticais e cargas horizontais
transversais concentradas em sua parte superior.
As cargas horizontais, que provocam momentos
elevados devem ser analisadas cuidadosamente.
Desta maneira decorre a classificação em dois
grupos, quanto ao seu comportamento perante
essas cargas.[1] [6]
II.4.1. Estruturas Autoportantes
São estruturas que transmite todos os esforços
diretamente para as fundações, comportando-se
como vigas engastadas verdadeiras, com
elevados momentos fletores junto à linha de solo.
As estruturas autoportantes podem ser:
• Estruturas rígidas: São dimensionadas
para resistir aos esforços normais e
sobrecargas, sem deformações elásticas
perceptíveis, e às cargas excepcionais
com deformações elásticas de menor
importância. São simétricas em ambas as
direções, com dimensões relativamente
grandes, e construídas em estruturas
metálicas treliçadas.
• Estruturas flexíveis: Resistem apenas às
cargas normais e sem deformações
perceptíveis, resistindo às sobrecargas e
esforços excepcionais com deformações
elásticas consideráveis. São simétricas em
ambas as direções.
• Estruturas mistas ou semi-rígidas: São
rígidas em uma direção e flexíveis na
outra.
II.4.2. Estruturas Estaiadas
São geralmente estruturas flexíveis ou mistas
enrijecidas por tirantes ou estais. Os tirantes
absorvem partes dos esforços horizontais,
transmitindo-os diretamente ao solo através de
âncoras. Outra parte dos esforços é transmitida
axialmente pela estrutura. Os tirantes são, em
geral, construídos com cabos de aço
galvanizados.
II.5. CORROSÃO NAS ESTRUTURAS
As torres de uma linha de transmissão de energia
elétrica são projetadas para atenderem a longos
períodos de operação, devendo portanto possuir
proteção anticorrosiva compatível com o meio.
Normalmente as torres são fabricadas com perfis
de aço revestidos com zinco (aço galvanizado),
proteção esta que atente a maioria das condições
de agressividade atmosférica e do solo, quando
aplicada dentro dos padrões de qualidade
adequados. O revestimento é obtido através de
imersão em banho de zinco, e as suas principais
características dependem da preparação
superficial, temperatura e composição do banho,
tempo de imersão, velocidade de remoção da
peça, velocidade de resfriamento e composição
do aço.[2]
As torres de transmissão com fundações
metálicas constituem um sistema peculiar sob o
aspecto de corrosão, pois estão sujeitas à
agressividade de dois ambientes totalmente
diferentes: a atmosfera e o solo. O conhecimento
da velocidade de corrosão do aço galvanizado nos
dois ambientes é, sem dúvida, um parâmetro
importante. Tem sido verificado na operação que
as fundações das torres estão em processo

ANEEL – Agência Nacional de Energia Elétrica 268 Estudo de Vida Útil Econômica e Taxa de Depreciação
bastante avançado de corrosão, quando se
compara com as ferragens do restante da
estrutura. O grande desafio é retardar, ao máximo,
o processo corrosivo das fundações, de tal modo,
que a degradação das torres seja com taxas
equivalentes entre as fundações e as ferragens da
seção aérea. [2] [5]
Nas estruturas de concreto a ação da corrosão
poderá atacar a armação fazendo com que esta
se desgaste e afete todo o conjunto da estrutura.
Para estruturas de madeira ocorre o
apodrecimento causado por fungos que atacam e
destroem. Esses fungos localizam
preferencialmente em fendas e junto à linha de
afloramento no solo, exatamente na região mais
solicitada da estrutura.
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
III.1. MANUTENÇÃO DEVIDO A ESFORÇOS
MECÂNICOS
Com relação aos esforços mecânicos sofridos
pelas estruturas, a manutenção preditiva é feita
através da inspeção visual das peças da estrutura.
Está é realmente necessária quando as estruturas
sofrerem a ação de ventos fortes, ou o
rompimento de cabos. Estes intempéries podem
comprometer as estruturas de todo um conjunto
de torres.
III.2. MANUTENÇÃO DEVIDO A CORROSÃO
Independente do material utilizado, seja este aço,
concreto ou madeira, todas as estruturas estão
sujeitas à degradação através da corrosão. Para
as estruturas da torre que sofrem apenas o ataque
da atmosfera a ação da corrosão é
satisfatoriamente impedida. Em ambientes mais
ríspidos é necessária a aplicação da pintura de
manutenção no caso das estruturas metálicas e
da aplicação de fungicidas nas estruturas de
madeira.
O ponto crítico de atuação da corrosão é o solo,
pois este cria todo um conjunto de condições
favoráveis. Há vários métodos de manutenção
preditiva utilizados:
III.2.1. Método Visual
É o acompanhamento do processo de corrosão
através de medidas de perda de peso ou
profundidade de pite (perfuração em pontos
discretos). Nas condições reais de aplicação do
material é sem dúvida a forma mais precisa e
confiável de avaliar a agressividade de um solo e
o real estágio de corrosão no qual se encontra a
fundação de uma torre, porém é um método muito
trabalhoso, pois é necessário escavar o solo junto
aos montantes que compõe a fundação das torres
de transmissão atingindo profundidades de 3,5m
ou mais, dependendo da altura da torre sendo que
para isso, o número de trabalhadores é elevado e
a mecanização é um sistema pouco utilizado
nestas tarefas, devido aos locais apresentarem
dificuldades nos acessos para um trabalho
mecanizado ao longo das linhas de transmissão
do sistema elétrico.
III.2.2. Método de Medição devido à Corrosão
Baseia-se na medição do potencial através do
voltímetro, entre o montante de fundação da torre
de transmissão e um eletrodo de referência

ANEEL – Agência Nacional de Energia Elétrica 269 Estudo de Vida Útil Econômica e Taxa de Depreciação
constituído de cobre/ sulfato de cobre
(Cu/CuSO4), onde os valores medidos são
associados ao estado de corrosão da fundação.
Como indicação geral para o setor elétrico, onde
normalmente as estruturas são de aço carbono
zincado, verifica-se que os valores potenciais,
medidos com relação ao eletrodo Cu/CuSO4,
variam desde –0,4V até –1,1V, dependendo do
estado físico do revestimento de zinco e das
condições do solo. Valores fora desta faixa ou
flutuações nas leituras são indicações seguras da
presença de correntes de interferência. Potenciais
positivos são extremamente nocivos para a
estrutura metálica, uma vez que indicam a
existência de corrente diretamente para o solo, ou
seja, que a estrutura encontra-se funcionando
como anodo da célula eletrolítica, sofrendo
corrosão severa.
Portanto a técnica de medição do potencial de
corrosão tem a finalidade de verificar o estado
físico da estrutura metálica enterrada quanto à
existência ou não de um processo de corrosão
acentuado, isto é, se a estrutura está corroída ou
não, para este objetivo a medição deve ser feita
após o isolamento dos pára-raios, e a desconexão
do sistema de aterramento.[4]
IV. MANUTENÇÃO CORRETIVA
A manutenção corretiva consiste na troca de uma
peça ou de todo o conjunto da estrutura, quando
esta não atende mais as devidas condições
operativas.
Do caso das estruturas da linha de transmissão as
manutenções podem comprometer seriamente o
abastecimento de energia. Devido a este fator
deve se dar maior ênfase às manutenções
preventivas e preditivas.
V. VIDA ÚTIL ECONÔMICA
Em geral, não há especificação da vida útil das
estruturas, no qual se subentende que estes são
função do ambiente que estão submetidos, como:
as condições de vento, de solo e até de
vandalismo.
Se todas as intempéries consideradas forem
observadas no dimensionamento das linhas, e
com a atual tecnologia que tem a capacidade de
produzir elementos mais resistentes a esforços
mecânicos e elétricos pode-se estimar uma vida
útil econômica por volta de 50 anos para as
estruturas da linha de transmissão.
REFERÊNCIAS
[1] R.D. Fuchs. Projetos mecânicos das linhas
aéreas de transmissão. Edgard Blücher, 1982.
[2] J. M. da Silva, J. Friedrich. Experiência da
Copel na aplicação do sistema de proteção
catódica em linhas de transmissão convencionais.
Anais do II Seminário Nacional de Manutenção do
Setor Elétrico.
[3] F. L. Fragata. Pintura de manutenção de
equipamentos elétricos e de estruturas metálicas
– recomendação técnica. Anais do II Seminário
Nacional de Manutenção do Setor Elétrico.
[4] F. R. Wojcicki. A influência das correntes de
fuga (60Hz) advindas dos cabos pára-raios na
corrosão das fundações metálicas das linhas de

ANEEL – Agência Nacional de Energia Elétrica 270 Estudo de Vida Útil Econômica e Taxa de Depreciação
transmissão AC – Tipo grelha dimensionada.
Escola Federal de Engenharia de Itajubá, 1999.
[5] M.K. Mori e F.J.S. de Siqueira. A experiência
da EPTE na inspeção de fundações de estruturas
de transmissão utilizando o método de medição
do potencial de corrosão.
[6] O. Navarro – Estruturas metálicas. Apostila do
curso de estruturas da Escola Federal de
Engenharia de Itajubá, 1985.
Estrutura da Tomada D’água
RESUMO
O presente trabalho aborda a Estrutura da
Tomada D’água de uma central geradora,
procurando definir sucintamente alguns aspectos
conceituais básicos que norteiam o seu projeto, a
sua construção, a sua operação e a sua
manutenção, buscando, com isso, determinar a
vida útil e a taxa de depreciação desse tipo de
empreendimento. Dependendo de uma série de
condicionantes, tais como a topografia e a
geologia locais, além de sua forma em planta, sua
localização, se associada ou não à barragem, se
situada nas margens, etc., é que será definido o
arranjo de uma Tomada D’água. A experiência de
diversas concessionárias do setor elétrico
brasileiro aceita fixar a vida útil de uma Tomada
D’água em cerca de 50 anos de média
aproximada, sendo igual, portanto, ao tempo de
vida útil econômico da própria usina.
I. INTRODUÇÃO
A Tomada D’água tem por finalidade captar água
de um rio ou reservatório, conduzindo-a ao
sistema adutor e daí às turbinas, com o mínimo
possível de perda de carga.
Deve preferencialmente dispor de dispositivos que
impeçam a entrada de corpos flutuantes, bem
como, de comportas que possibilitem o
fechamento da entrada d’água, quando
necessário.

ANEEL – Agência Nacional de Energia Elétrica 271 Estudo de Vida Útil Econômica e Taxa de Depreciação
Existem inúmeras alternativas de arranjo da
Estruturada Tomada D’água, podendo ser
também executada associada à barragem ou
situada fora do seu corpo.
A localização e a forma em planta da Tomada
D’água são definidas por modelo reduzido ou
adequadas à situação local do rio, procurando-se
sempre evitar distúrbios hidráulicos, tais como
contrações e turbilhões que possam causar
perdas de carga, deposição de sedimentos em
frente a sua entrada. No caso de estar localizada
fora do corpo da barragem e às margens de um
rio, ela deve ser construída ao longo de trechos
retos ou do lado côncavo de trechos curvilíneos.
Os trechos convexos são propícios à deposição
de sedimentos carreados pelo rio.
Além disso, quando a estrutura da Tomada
D’água for seguida por uma adutora sob pressão,
conduto ou túnel, a sua entrada tem de ser
dimensionada de modo a assegurar que o nível
d’água mínimo do reservatório esteja a uma altura
suficiente para evitar a entrada de ar nessa
tubulação.
A Tomada D’água quando posicionada à pequena
profundidade fica mais exposta ao afluxo de
galhos, troncos e folhas de árvores, plantas
aquáticas, entre outros. Assim, a sua entrada
deve ser protegida por grades calculadas para
resistir aos impactos desses corpos flutuantes,
bem como, ao empuxo d’água variável, quando do
entupimento parcial verificado nas barras.
Quando a Tomada D’água for executada em
profundidades maiores, a limpeza das barras é
facilitada, visto estar menos propícia à obstrução
das grades. A grade, estando na posição fixa,
pode ser limpa manualmente ou mecanicamente,
podendo ser ainda içada para limpeza. No caso
de limpeza mecânica, esta pode ser feita através
de máquina limpa-grade.
Adicionalmente, a Tomada D’água pode ser
protegida a montante por cerca flutuante que, em
sua forma mais simples, é constituída de
tambores presos a cabos ancorados a blocos de
concreto situados em ambas as margens de sua
entrada. Os arranjos de estrutura da Tomada
D’água podem prever, além disso, dispositivos
desarenadores compostos de comportas, câmara
de retenção de material decantado, entre outros.
Para eventuais reparos locais a estrutura da
Tomada D’água pode dispor de comportas “stop-
logs”, posicionadas a montante das grades.
As grades da Tomada D’água, além de serem
dimensionadas para suportar esforços isolados ou
combinados, devem também ser espaçadas
conforme o tipo e as dimensões físicas das
turbinas. A dimensão definitiva pode ser obtida
junto ao fabricante da turbina ou conforme
recomendações de livros ou manuais.
As grades da Tomada D’água podem estar na
posição vertical até um máximo de 75°
aproximadamente.
O valor da velocidade da água na seção da grade
não é coincidente para muitos especialistas. No
entanto, seu valor pode alcançar até 3,5 m/s
aproximadamente.

ANEEL – Agência Nacional de Energia Elétrica 272 Estudo de Vida Útil Econômica e Taxa de Depreciação
No caso da falta de dispositivos de fechamento
das turbinas, as comportas são de grande valia.
Elas podem ser construídas de madeira, aço e de
outros materiais. As mais comuns são as do tipo
vagão ou lagarta. No caso de uma comporta
suportar grandes esforços, podendo ter, nesse
caso, uma seção antieconômica, ela poderá ser
bipartida.
O desvio temporário de um rio pode ser feito
através da própria estrutura da Tomada D’água.
II. MANUTENÇÃO
Os problemas civis mais comuns de uma Tomada
D’água dizem respeito ao concreto de sua
estrutura que, não devidamente tratado, pode
diminuir a sua vida útil.
Como esses problemas são inerentes a qualquer
estrutura de concreto, serão abordados os mais
corriqueiros.
As anomalias do concreto aparecem quase
sempre na forma de rachaduras, trincas, fissuras,
etc., seguidas ou não de infiltrações d’água.
Algumas causas da deterioração do concreto são
muitas vezes de difícil identificação, necessitando,
não raramente, da intermediação de especialistas
em patologia do concreto.
Os comissionamentos feitos durante a entrega
das obras, bem como, as inspeções periódicas
podem revelar falhas de construção e
manutenção, respectivamente.
A deterioração do concreto pode ser causada por
fenômenos gerais ou localizados, agindo
isoladamente ou combinados, envolvendo, por
exemplo, recalque da fundação, alta rigidez dos
elementos constituintes da estrutura de concreto,
esforços e deformações nocivos não previstos no
projeto, elevado gradiente térmico, reatividade
álcali-agregado, carbonatação, efeito de
poluentes, entre outros.
Os casos de reatividade álcali-agregado (RAA)
encontrados no Brasil ainda são poucos, quando
comparados a países como os Estados Unidos,
3% e 50% em 1995, respectivamente.
Infelizmente, essa degradação pode ocorrer
indistintamente em qualquer obra de concreto. Em
diferentes análises da RAA feitas recentemente no
Brasil não foi constatada a presença de qualquer
reatividade no concreto de diversas estruturas
executadas com material pozolânico. Outras
obras, no entanto, que foram executadas sem a
presença de componentes inibidores
apresentaram evidências da RAA. Dentre essas
obras, além de estruturas de Tomada D’água,
destacam-se barragens, Casas de Força,
vertedouros, blocos de apoio de condutos
forçados, entre outros. Só para se ter uma idéia
da gravidade desse problema, cita-se, por
exemplo, a Casa de Força da usina de Moxotó,
onde ali o concreto afetado por RAA teve como
agravantes o roçamento das pás das turbinas no
anel de revestimento do tubo de sucção, além de
inclinação do eixo das unidades geradoras,
inclinação das palhetas do pré-distribuidor, entre
outros.
A carbonatação provoca a redução do valor do
PH, suprimindo a barreira natural alcalina formada
pelo hidróxido de cálcio que assegura a proteção
da armadura. Assim, as estruturas de concreto
que apresentam carbonatação têm como
conseqüência mais provável a corrosão da

ANEEL – Agência Nacional de Energia Elétrica 273 Estudo de Vida Útil Econômica e Taxa de Depreciação
armadura. Nos projetos de reparação do concreto,
é necessário determinar a profundidade limite do
PH.
A ação dos íons cloretos, advindos da penetração
no concreto com os sais de descongelamento,
atmosfera marinha e/ou mesmo através do uso de
aditivos à base de cloreto, pode provocar também
a corrosão da armadura. Existem ensaios que
permitem determinar o teor máximo de cloretos,
sendo que se aceitam valores de 0,4% e 0,2%
para concreto armado convencional e protendido,
respectivamente, tomados em relação ao peso do
cimento.
A degradação das estruturas de concreto,
caracterizadas como falhas de manutenção e/ou
pós-construção, pode resultar numa provável
ruína parcial ou total, caso não tratada a tempo e
com critério técnico.
Além das inspeções programadas, a estrutura da
Tomada D’água deve ser vistoriada sempre que
aparecerem anomalias, falhas de grande vulto e
outros problemas.
V. VIDA ÚTIL ECONÔMICA
O tempo de vida útil da Tomada D’água está
inicialmente na dependência do bom ou mau
desempenho do seu projeto, de sua construção,
de sua operação e de sua manutenção, sejam
eles atuando isoladamente ou combinados,
refletindo, com isso, a taxa de depreciação a ser
determinada.
A experiência de diversas concessionárias do
setor elétrico brasileiro mostra que é aceitável
fixar a vida útil de uma Tomada D’água em cerca
de 50 anos de média aproximada, sendo igual,
portanto, ao tempo de vida útil econômico da
própria usina.
REFERÊNCIAS
[1] Diversos autores, Design of Small Dams,
United States Department of the Interior, 1987.
[2] Diversos autores, Safety Evaluation of Existing
Dams, United States Department of the Interior,
1987.
[3] Schreiber, Gerhard Paul, São Paulo, Edgard
Blücher, Rio de Janeiro, Engevix, 1977.
[4] Diversos autores, Verificação da Existência da
Reação Álcali-Agregado no Concreto da UHE
Barra Bonita, Anais do XXII Seminário Nacional de
Grandes Barragens, 1997.
[5] Diversos autores, Simpósio Sobre Reatividade
Álcali-Agregado em Estruturas de Concreto,
Goiânia, Comitê Brasileiro de Barragens – CBDB,
1999.

ANEEL – Agência Nacional de Energia Elétrica 274 Estudo de Vida Útil Econômica e Taxa de Depreciação
Estrutura Suporte de Equipamento e de Barramento
RESUMO
A subestação elétrica constitui parte de um
sistema de potência, concentrado em um dado
local, compreendendo primordialmente das
extremidades da linha de transmissão e/ou
distribuição, com os respectivos dispositivos de
manobra, controle e proteção, incluindo as obras
civis e as estruturas, que são estas as
responsáveis pela sustentação de todos os
equipamentos presentes como: isoladores,
conectores, transformadores, disjuntores, TPs,
TCs, barramentos, e outros mais. As subestações,
em sua grande maioria são formadas por
estruturas de concreto e aço. O concreto
apresenta maior durabilidade, evitando
manutenções. O aço, material mais utilizado, é de
fácil manejo e mais barato, e se tiver manutenção
adequada, resiste por um tempo considerável.
São dadas as cargas mecânicas atuantes em uma
estrutura, bem como sua influência sobre a
estrutura. As estruturas também sofrem processo
de corrosão, devido aos agentes atmosféricos e
as correntes de fuga, que podem reduzir a vida útil
do equipamento. Métodos de manutenção
preditiva e preventiva devem ser aplicados a fim
de manter as estruturas em bom estado de
conservação, pois caso seja necessária, a
manutenção corretiva causará problemas para o
abastecimento de energia elétrica. Sendo bem
dimensionadas e tendo manutenção periódica,
pode-se determinar genericamente que as
estruturas possuem uma vida útil de 50 anos.
ANEEL – Agência Nacional de Energia Elétrica 275 Estudo de Vida Útil Econômica e Taxa de Depreciação
I. INTRODUÇÃO
As estruturas consistem nos elementos de
sustentação de equipamentos e barramentos de
uma subestação. Elas são responsáveis pela
formação do corpo de uma subestação, de modo
que sua suportabilidade a todos os fenômenos
naturais, tanto mecânicos quanto elétricos,
garanta uma operação confiável. As estruturas e
suas fundações correspondem a uma parcela
considerável do custo de implementação da
subestação.
As principais normas técnicas brasileiras
relacionadas são:
• NBR11388 – Sistema de Pintura e
instalações de subestações elétricas
(12/1990): Fixa condições exigíveis aos
diversos esquemas de revestimento por
pintura, aplicados em superfícies metálicas
em equipamentos e instalações de
subestações elétricas. Aplica-se a
equipamentos e instalações abrigadas ou
desabrigadas, de aço-carbono zincado e
aço-cromo, e a equipamentos e estruturas
novas de fábrica e manutenção nas
dependências do usuário.
• NBR7095 – Ferragens eletrotécnicas para
linhas de transmissão e subestações de
alta tensão e extra alta tensão (12/1981):
Fixa as condições exigíveis das ferragens
eletrotécnicas, usadas em linhas aéreas de
transmissão e subestações de alta e extra
alta tensões.
• NBR9523 - Subestações de distribuição
(06/1995): Classifica subestações de
distribuição de concessionárias de energia
elétrica, levando em conta seus projetos,
arranjos típicos configurações elétricas,
tipos de carga, potências instaladas e
tensões nominais.
• NBR8853 – Porca sextavada de segurança
para estruturas metálicas de linha de
transmissão e subestações (08/1982):
Padroniza dimensões e caracterís ticas
mecânicas e de superfícies das porcas
sextavadas de segurança.
• NBR5032 – Isoladores de porcelana ou
vidro para linhas aéreas e subestações de
alta tensão (11/1984): fixa condições
exigíveis para recebimento de isoladores
de porcelana ou de vidro.
• NBR5032 – Isoladores de porcelana ou
vidro para linhas aéreas e subestações de
alta tensão – Ensaios (01/1985): prescreve
ensaios para recebimento de isoladores de
porcelana ou de vidro.
II. CARACTERÍSTICAS
II.1. DISPOSIÇÃO DAS ESTRUTURAS
As estruturas simples usadas para suportar
componentes monofásicos, como disjuntores,
transformadores de corrente e tensão e
isoladores, oferecem poucas alternativas de
variação e interessam menos que as estruturas
trifásicas,que são mais complexas.
Estruturas no qual as pernas devem suportar os
circuitos trifásicos ou componentes ocorrem na
maioria dos layouts dos circuitos. Existem duas
configurações básicas, a pi e a trave, que estão
sendo mostrada nas figuras abaixo.[1] [6]
Estrutura pi:

ANEEL – Agência Nacional de Energia Elétrica 276 Estudo de Vida Útil Econômica e Taxa de Depreciação
figura 1 – Disposição da estrutura pi
Estrutura trave:
figura 2 – Disposição da estrutura trave
II.2. MATERIAIS DAS ESTRUTURAS
Concreto e aço tem sido usadas com mais
freqüência em estruturas suportes de subestação.
Ligas de alumínio, e em algumas circunstâncias a
madeira, também podem ser utilizadas.[1] [2] [3]
II.2.1. Concreto
Em subestações são utilizadas estruturas de
concreto armado, com armação de aço-carbono.
A maior vantagem das estruturas de concreto e
sua durabilidade, fazendo com que a necessidade
de manutenção não seja prioritária. Em relação a
estruturas de aço, estas requisitam fundações
maiores, com isso o seu custo de instalação é
maior. Além disso são estruturas únicas, que ao
sinal de algum problema, há dificuldade de serem
substituídas.
II.2.2. Aço
São construídas normalmente de aço-carbono
normais ou de alta resistência revestidos com
zinco (aço galvanizado), em perfilados ou tubos,
podendo ser obtidas as mais variadas formas e
dimensões. Dada à versatilidade do aço como
material de construção, podem ser fabricadas em
grandes séries. Sendo compostas de peças
relativamente pequenas e leves, podem ser
transportadas com facilidade. Possuem excelente
resistência mecânica, tanto a esforços verticais,
quanto a esforços horizontais. Uma outra
vantagem em relação ao concreto é que são mais
flexíveis.
II.3. ESFORÇOS MECÂNICOS NAS ESTRUTURAS
São demonstradas as cargas atuantes, bem como
a influência destas sobre as estruturas das
subestações. São elas:
Cargas Verticais:
• Peso dos equipamentos que estão
acoplados na estrutura, como isoladores,
conectores, transformadores, TPs, TCs,
disjuntores, barramentos e outros;
• Componentes verticais dos esforços de
tração dos condutores e pára-raios;
• Peso de acessórios de fixação dos cabos;
• Peso próprio do suporte e eventuais
cargas elétricas, devido ao estaiamento;
• Sobrecarga de montagem, manutenção e
outros.
Cargas Horizontais Transversais:
• Ação do vento sobre o suporte;
• Componentes horizontais, transversais,
dos esforços de tração dos cabos, e
ANEEL – Agência Nacional de Energia Elétrica 277 Estudo de Vida Útil Econômica e Taxa de Depreciação
eventuais esforços horizontais introduzidos
pelo estaiamento.
Cargas Horizontais Longitudinais:
• Componentes horizontais longitudinais dos
esforços dos cabos e eventuais esforços
produzidos pelo estaiamento;
• Ação do vento sobre o suporte.
Têm-se ainda cargas consideradas excepcionais,
as quais sob certas condições, as estruturas
devem resistir. São as cargas provocadas pelo
rompimento de um ou mais cabos, ou as cargas
resultantes devido a problemas com outra
estrutura.
II.4. CORROSÃO NAS ESTRUTURAS
As subestações de energia elétrica são projetadas
para atenderem a longos períodos de operação,
devendo portanto possuir proteção anticorrosiva
compatível com o meio. Normalmente são
fabricadas com perfis de aço revestidos com zinco
(aço galvanizado), proteção esta que atente a
maioria das condições de agressividade
atmosférica e do solo, quando aplicada dentro dos
padrões de qualidade adequados. O revestimento
é obtido através de imersão em banho de zinco, e
as suas principais características dependem da
preparação superficial, temperatura e composição
do banho, tempo de imersão, velocidade de
remoção da peça, velocidade de resfriamento e
composição do aço.
As fundações metálicas constituem um sistema
peculiar sob o aspecto de corrosão, pois estão
sujeitas à agressividade de dois ambientes
totalmente diferentes: a atmosfera e o solo. O
conhecimento da velocidade de corrosão do aço
galvanizado nos dois ambientes é, sem dúvida,
um parâmetro importante. Tem sido verificado na
operação que as fundações estão em processo
bastante avançado de corrosão, quando se
compara com as ferragens do restante da
estrutura. O grande desafio é retardar, ao máximo,
o processo corrosivo das fundações, de tal modo,
que a degradação tenha taxas equivalentes entre
as fundações e as ferragens da seção aérea.
Nas estruturas de concreto a ação da corrosão
poderá atacar a armação fazendo com que esta
se desgaste e afete todo o conjunto da estrutura.
III. MANUTENÇÃO PREDITIVA E
PREVENTIVA
III.1. MANUTENÇÃO DEVIDO A ESFORÇOS
MECÂNICOS
Com relação aos esforços mecânicos sofridos
pelas estruturas, a manutenção preditiva é feita
através da inspeção visual das peças da estrutura.
Está é realmente necessária quando as estruturas
sofrerem a ação de ventos fortes , ou o
rompimento de seção. Estes intempéries podem
comprometer as estruturas de todo um conjunto.
III.2. MANUTENÇÃO DEVIDO A CORROSÃO
Independente do material utilizado, seja este aço,
concreto, todas as estruturas estão sujeitas à
degradação através da corrosão. Para as
estruturas que sofrem apenas o ataque da
atmosfera a ação da corrosão é satisfatoriamente
impedida.
ANEEL – Agência Nacional de Energia Elétrica 278 Estudo de Vida Útil Econômica e Taxa de Depreciação
Em ambientes mais ríspidos, ou para estruturas
mais velhas que sofrem com a ação do tempo, é
necessária a aplicação da pintura de manutenção,
esta sem dúvida é a forma mais eficaz de se
preservar e aumentar a vida útil das estruturas
metálicas e dos equipamentos elétricos em geral.
A durabilidade de uma pintura depende de uma
série de fatores e, portanto requer uma
metodologia bem definida com relação e aplicação
do revestimento anticorrosivo. [5]
O ponto crítico de atuação da corrosão é o solo,
pois este cria todo um conjunto de condições
favoráveis. Em caso de estrutura de subestação
utiliza-se o método visual para manutenção
preditiva.
O método consiste no acompanhamento do
processo de corrosão através de medidas de
perda de peso ou profundidade de pite
(perfuração em pontos discretos). Nas condições
reais de aplicação do material é sem dúvida a
forma mais precisa e confiável de avaliar a
agressividade de um solo e o real estágio de
corrosão no qual se encontra a fundação de uma
torre, porém é um método muito trabalhoso, pois é
necessário escavar o solo junto aos montantes
que compõe a fundação. atingindo profundidades
de 3,5m ou mais, dependendo da altura da torre
sendo que para isso, o número de trabalhadores é
elevado.[4]
Pode-se também utilizar o método de medição
devido à corrosão, que se baseia na medição do
potencial através do voltímetro, entre o montante
de fundação da torre e um eletrodo de referência
constituído de cobre/ sulfato de cobre (Cu/CuSO4),
onde os valores medidos são associados ao
estado de corrosão da fundação.
Como indicação geral para o setor elétrico, onde
normalmente as estruturas são de aço carbono
zincado, verifica-se que os valores potenciais,
medidos com relação ao eletrodo Cu/CuSO4,
variam desde –0,4V até –1,1V, dependendo do
estado físico do revestimento de zinco e das
condições do solo. Valores fora desta faixa ou
flutuações nas leituras são indicações seguras da
presença de correntes de interferência. Potenciais
positivos são extremamente nocivos para a
estrutura metálica, uma vez que indicam a
existência de corrente diretamente para o solo, ou
seja, que a estrutura encontra-se funcionando
como anodo da célula eletrolítica, sofrendo
corrosão severa.[4]
Portanto a técnica de medição do potencial de
corrosão tem a finalidade de verificar o estado
físico da estrutura metálica enterrada quanto à
existência ou não de um processo de corrosão
acentuado, isto é, se a estrutura está corroída ou
não, para este objetivo a medição deve ser feita
após o isolamento dos pára-raios, e a desconexão
do sistema de aterramento.[4]
Com relação à manutenção de isoladores, e
necessário observar que estes devem ser
periodicamente limpos, pois o acumulo de
impurezas pode ocasionar um curto-circuito fase-
terra, fazendo com que a subestação se retire de
operação.

ANEEL – Agência Nacional de Energia Elétrica 279 Estudo de Vida Útil Econômica e Taxa de Depreciação
IV. MANUTENÇÃO CORRETIVA
A manutenção corretiva consiste na troca de uma
peça ou de todo o conjunto da estrutura, quando
esta não atende mais as devidas condições
operativas.
Do caso das estruturas da subestação, as
manutenções corretivas podem comprometer
seriamente o abastecimento de energia. Devido a
este fator deve se dar maior ênfase às
manutenções preventivas e preditivas.
V. VIDA ÚTIL ECONÔMICA
Em geral, não há especificação da vida útil das
estruturas, no qual se subentende que estes são
função do ambiente que estão submetidos, como:
os fenômenos naturais, as condições do solo, o
peso dos equipamentos que as estrutura
suportam.
Se todas as intempéries consideradas forem
observadas no dimensionamento das estruturas, e
com a atual tecnologia que tem a capacidade de
produzir elementos mais resistentes a esforços
mecânicos e elétricos, pode-se estimar uma vida
útil econômica por volta de 50 anos para as
estruturas suportes de equipamentos e
barramentos da subestação.
REFERÊNCIAS
[1] R.L. Giles. Layout of E.H.V Substations. IEE
Monograph, 1970.
[2] A.A. Menezes. Subestações e pátios de
manobras de usinas hidroelétricas. Volume 1.
Escola Federal de Engenharia de Itajubá e
Centrais Elétricas Brasileiras S.A., 1977.
[3] A.A. Menezes. Subestações e pátios de
manobras de usinas hidroelétricas. Volume 2.
Escola Federal de Engenharia de Itajubá e
Centrais Elétricas Brasileiras S.A., 1977.
[4] F. R. Wojcicki. A influência das correntes de
fuga (60Hz) advindas dos cabos pára-raios na
corrosão das fundações metálicas das linhas de
transmissão AC – Tipo grelha dimensionada.
Escola Federal de Engenharia de Itajubá, 1999.
[5] F. L. Fragata. Pintura de manutenção de
equipamentos elétricos e de estruturas metálicas
– recomendação técnica. Anais do II Seminário
Nacional de Manutenção do Setor Elétrico.
[6] O. Navarro – Estruturas metálicas. Apostila do
curso de estruturas da Escola Federal de
Engenharia de Itajubá, 1985.

ANEEL – Agência Nacional de Energia Elétrica 280 Estudo de Vida Útil Econômica e Taxa de Depreciação
Fibra Óptica
RESUMO
A fibra óptica é um guia de luz, de formato
cilíndrico constituído por dois materiais cristalinos
concêntricos, o núcleo e casca da fibra óptica, os
quais diferem quanto ao índice de refração. O
núcleo possui um índice de refração maior que a
casca que o envolve para garantir que a luz se
propague ao longo do núcleo pelo fenômeno da
reflexão total ou interna. Existem diversos tipos de
fibras em função da geometria e também do perfil
do índice de refração do núcleo, as mais usuais
são: Fibra multimodo de índice degrau, fibra
multimodo de índice gradual e fibra monomodo.
As fibras ópticas possuem diversas características
observáveis, tais como: abertura numérica, modos
de propagação, dispersão, atenuação, etc. Ao se
projetar um cabo de fibras ópticas é necessário
considerar alguns fatores: tipo de aplicação,
facilidade de manuseio, instalação e manutenção,
proteção da fibra quanto ao alongamento,
curvaturas, etc. É fundamental na instalação de
cabos de fibras ópticas a conectorização e
emenda das fibras, este procedimento realizado
nas fibras difere em muito do procedimento
realizado nos cabos metálicos, e quando mal feito
compromete o desempenho do sistema devido às
perdas de potência óptica que causam. A maneira
de se verificar um sistema de comunicação por
fibra óptica é semelhante à aplicada em um
sistema de cabos convencional, ou seja, verifica-
se o sinal dos dois lados, medindo-se, por
exemplo, a taxa de erros. Na manutenção
preventiva dos sistemas ópticos podem ser
observadas as seguintes características: potência
óptica, perda óptica, banda básica, entre outras. O
único caso de manutenção corretiva que pode

ANEEL – Agência Nacional de Energia Elétrica 281 Estudo de Vida Útil Econômica e Taxa de Depreciação
acontecer será no caso do rompimento da fibra
óptica. Levando isso em consideração, juntamente
com o rápido desenvolvimento de equipamentos
de medição muito mais precisos e eficientes,
pode-se estimar uma vida útil econômica de 30
anos para as fibras ópticas.
I. INTRODUÇÃO
As fibras ópticas surgiram em 1966, num estudo
elaborado por Charles Kao e Charles Hockham,
na Inglaterra, para transmissão da luz do laser.
Mas foi a partir da década de 70, que ocorreram
evoluções significativas no campo das fibras
ópticas, com o desenvolvimento de fibras com
baixa atenuação [1].
A fibra óptica é um guia de luz, de formato
cilíndrico constituído por dois materiais cristalinos
concêntricos. Esses dois materiais compõem o
que denomina-se de núcleo e casca da fibra
óptica, os quais diferem quanto ao índice de
refração. O núcleo possui um índice de refração
maior que a casca que o envolve para garantir
que a luz se propague ao longo do núcleo pelo
fenômeno da reflexão total ou interna (lei de
Snell).
Muitas fibras possuem uma capa protetora sobre
a casca, constituída geralmente por um polímero,
que tem a finalidade de proteger a fibra de
choques mecânicos sem afetar suas propriedades
ópticas ou físicas [1] [3] [4].
Existem diversos tipos de fibras em função da
geometria e também do perfil do índice de
refração do núcleo, as mais usuais são:
• Fibra multimodo de índice degrau;
• Fibra multimodo de índice gradual;
• Fibra monomodo.
Os processos de fabricação das fibras ópticas são
vários e alguns requerem equipamentos especiais
e de grande precisão. As fibras de alta capacidade
de transmissão, muito usadas em
telecomunicações, utilizam como matéria-prima a
sílica (SiO2).
A primeira etapa da fabricação dessas fibras
consiste na obtenção de um tubo chamado de
preforma. Existem vários tipos de fabricação de
preforma, por exemplo: IVD (deposição interna),
OVD (deposição externa) e VAD (deposição
axial). Já, a segunda e última etapa, chamada de
puxamento, é igual para qualquer tipo de preforma
e consiste no estiramento da preforma até o
diâmetro que se deseja para a fibra [1].
Basicamente, ao se projetar um cabo de fibras
ópticas é necessário considerar alguns fatores:
• Tipo de aplicação;
• Facilidade de manuseio, instalação e
manutenção;
• Proteção da fibra quanto ao alongamento,
compressão, torção, curvaturas, etc.;
• Degradação da fibra;
• Não rompimento da fibra.
Existem, atualmente, diversos tipos de cabos de
fibras ópticas, todos projetados com o objetivo de
atender a diversas aplicações, sendo que estes
variam quanto a sua estrutura e número de fibras.
Os principais cabos encontrados atualmente são:

ANEEL – Agência Nacional de Energia Elétrica 282 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Cabo pára-raio com fibras ópticas OPGW
– especialmente projetado para instalação
em linhas aéreas de transmissão de
energia com alta capacidade de condução
de corrente elétrica em curtos-circuitos e
descargas atmosféricas;
• Cabo óptico dielétrico para dutos –
especialmente projetado para instalação
subterrânea em dutos com capa externa
de polietileno resistente à luz solar;
• Cabo óptico dielétrico diretamente
enterrado – especialmente projetado para
instalação subterrânea diretamente
enterrada com capa externa de polietileno
resistente à luz solar;
• Cabo óptico dielétrico para instalação
interna – especialmente projetado para uso
interno e para interligação de
equipamentos, protegido por uma camada
de fios de aramida e capa de PVC.
É fundamental na instalação de cabos de fibras
ópticas a conectorização e emenda das fibras,
este procedimento realizado nas fibras difere em
muito do procedimento realizado nos cabos
metálicos, e quando mal feitas comprometem o
desempenho do sistema devido às perdas de
potência óptica que causam.
Para tal, é necessário que haja um bom
alinhamento dos núcleos das fibras a serem
emendadas ou conectadas, para haver o melhor
acoplamento possível entre elas. Geralmente,
conectores são utilizados em casos onde se
necessita conectar os cabos ópticos a
equipamentos ou outros cabos diversas vezes, já
a emenda é feita quando a conexão entre cabos é
definitiva.
Este tipo de procedimento torna-se necessário por
motivos de capacidade limitada de produção de
grandes lances de certos tipos de cabos, e às
vezes da própria instalação que se deseja fazer
[1].
Para que este problema seja minimizado é
necessário considerar certos fatores, que são:
• Intrínsecos: são aqueles inerentes às
fibras, por exemplo: diâmetro do núcleo e
da casca, abertura numérica, etc.;
• Extrínsecos: são aqueles que independem
das características das fibras, por
exemplo: desalinhamento angular,
deslocamento lateral, superfície mal
preparada, etc.
As principais normas técnicas brasileiras
relacionadas são:
• NBR13486 – Fibras ópticas (10/1995):
Define termos relacionados com fibras
ópticas, compreendendo conceitos gerais,
características de propagação,
características gerais da fibra óptica,
características de propagação em fibra
óptica, cabos, componentes ativos e
passivos, fontes ópticas, detectores e
amplificadores, técnicas de medição e
sistemas;
• NBR13520 – Fibras ópticas -
Determinação da variação da atenuação
óptica (10/1995): Prescreve método para a
determinação da variação da atenuação
óptica em fibras ópticas tipo índice gradual
multimodo e tipo monomodo;
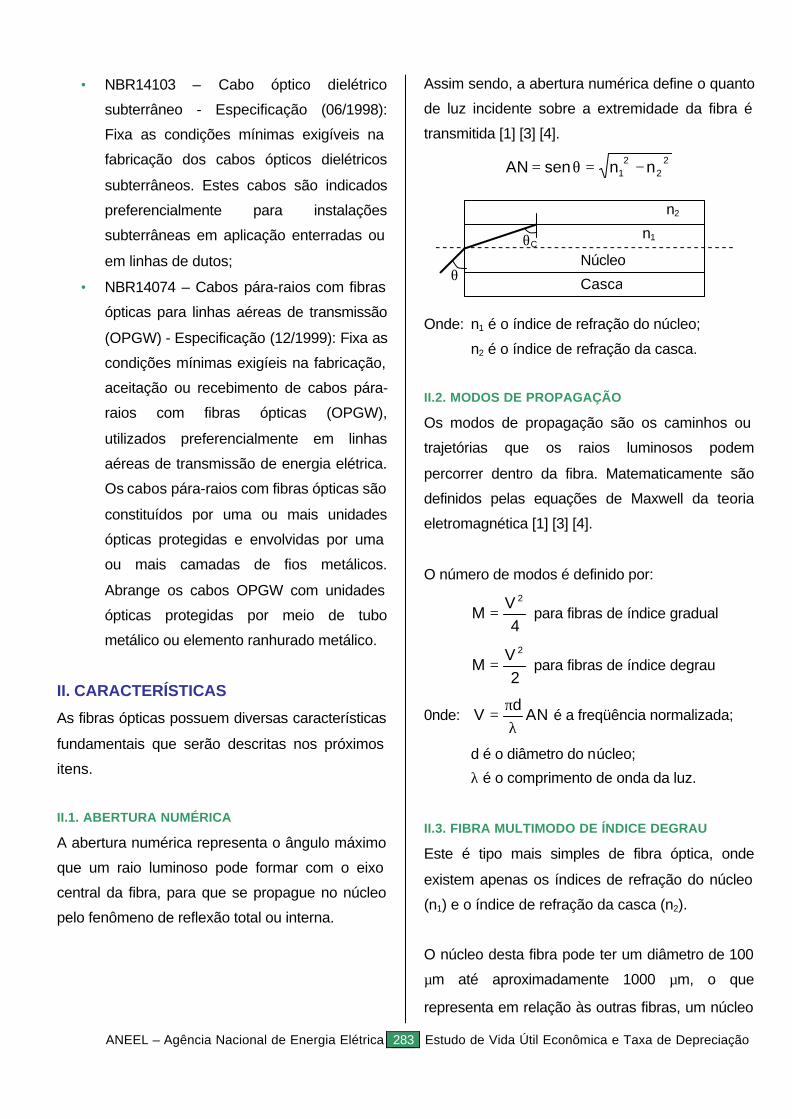
ANEEL – Agência Nacional de Energia Elétrica 283 Estudo de Vida Útil Econômica e Taxa de Depreciação
• NBR14103 – Cabo óptico dielétrico
subterrâneo - Especificação (06/1998):
Fixa as condições mínimas exigíveis na
fabricação dos cabos ópticos dielétricos
subterrâneos. Estes cabos são indicados
preferencialmente para instalações
subterrâneas em aplicação enterradas ou
em linhas de dutos;
• NBR14074 – Cabos pára-raios com fibras
ópticas para linhas aéreas de transmissão
(OPGW) - Especificação (12/1999): Fixa as
condições mínimas exigíeis na fabricação,
aceitação ou recebimento de cabos pára-
raios com fibras ópticas (OPGW),
utilizados preferencialmente em linhas
aéreas de transmissão de energia elétrica.
Os cabos pára-raios com fibras ópticas são
constituídos por uma ou mais unidades
ópticas protegidas e envolvidas por uma
ou mais camadas de fios metálicos.
Abrange os cabos OPGW com unidades
ópticas protegidas por meio de tubo
metálico ou elemento ranhurado metálico.
II. CARACTERÍSTICAS
As fibras ópticas possuem diversas características
fundamentais que serão descritas nos próximos
itens.
II.1. ABERTURA NUMÉRICA
A abertura numérica representa o ângulo máximo
que um raio luminoso pode formar com o eixo
central da fibra, para que se propague no núcleo
pelo fenômeno de reflexão total ou interna.
Assim sendo, a abertura numérica define o quanto
de luz incidente sobre a extremidade da fibra é
transmitida [1] [3] [4].
22
21 nnsenAN −=θ=
Onde: n1 é o índice de refração do núcleo;
n2 é o índice de refração da casca.
II.2. MODOS DE PROPAGAÇÃO
Os modos de propagação são os caminhos ou
trajetórias que os raios luminosos podem
percorrer dentro da fibra. Matematicamente são
definidos pelas equações de Maxwell da teoria
eletromagnética [1] [3] [4].
O número de modos é definido por:
4V
M2
= para fibras de índice gradual
2V
M2
= para fibras de índice degrau
0nde: ANd
Vλ
π= é a freqüência normalizada;
d é o diâmetro do núcleo;
λ é o comprimento de onda da luz.
II.3. FIBRA MULTIMODO DE ÍNDICE DEGRAU
Este é tipo mais simples de fibra óptica, onde
existem apenas os índices de refração do núcleo
(n1) e o índice de refração da casca (n2).
O núcleo desta fibra pode ter um diâmetro de 100
µm até aproximadamente 1000 µm, o que
representa em relação às outras fibras, um núcleo
n1
n2
θ
θC
Casca
Núcleo
ANEEL – Agência Nacional de Energia Elétrica 284 Estudo de Vida Útil Econômica e Taxa de Depreciação
grande. Isso facilita o acoplamento óptico, porém
essas fibras possuem uma atenuação
relativamente elevada e uma largura de banda
pequena, o que limita a sua utilização a
transmissão de dados em pequenas distâncias [1].
II.4. FIBRA MULTIMODO DE ÍNDICE GRADUAL
Essa fibra possui o núcleo formado de várias
camadas de vidro com índices de refração que
decrescem gradualmente à medida que se
afastam do centro em direção da casca. Com isso
haverá uma menor dispersão do sinal e uma
maior largura de banda, conseqüentemente uma
elevada capacidade de transmissão.
Esse tipo de fibra possui dimensão de núcleo
menor que a fibra multímodo de índice degrau, e
sua banda passante atinge 1 GHz x km [1]
II.5. FIBRA MONOMODO
Esse tipo de fibra tem o diâmetro do núcleo um
pouco maior que o comprimento de onda, de
forma que apenas um modo seja guiado. Desta
forma, consegue-se uma banda da ordem de 10 a
100 GHz, pois não há dispersão modal [1]
III. CARACTERÍSTICAS DE TRANSMISSÃO
Além das características apresentadas no item
anterior, as fibras ópticas possuem diversas
características de transmissão, as quais limitam
um projeto de um sistema óptico.
III.1. DISPERSÃO
A dispersão é o alargamento do pulso luminoso
que está sendo transmitido pela fibra, sendo que
esse alargamento limita a banda passante e
conseqüentemente a capacidade de transmissão
de informações nas fibras.
O alargamento dos pulsos é causado por três
tipos de dispersão:
• Dispersão modal: é provocada pelos
diferentes modos (caminhos) de
propagação da luz e por conseqüência, o
seu tempo de percurso no núcleo das
fibras multimodo, não ocorrendo em fibras
monomodo;
• Dispersão material: ocorre em todas as
fibras, pois este tipo de dispersão, também
chamada de cromática, é conseqüência da
matéria prima da fibra e da largura
espectral da fonte luminosa;
• Dispersão do guia de onda: mais
significativa em fibras monomodo e ocorre
em função da variação dos índices de
refração do núcleo e da casca ao longo da
fibra, ou em função da variação do
diâmetro do núcleo ao longo da fibra [1] [3]
[4].
III.2. ATENUAÇÃO
Essa é uma das características mais importantes
para o projeto de um sistema óptico. Ela
representa a perda de potência óptica em um
determinado lance de fibra óptica e é expressa
por:
]km/dB[PP
logL10
AtenuaçãoE
S10=
Onde: PS é a potência óptica de saída;
PE é a potência óptica de entrada;
L é o comprimento da fibra em km.

ANEEL – Agência Nacional de Energia Elétrica 285 Estudo de Vida Útil Econômica e Taxa de Depreciação
As principais causas de atenuação das fibras
ópticas são:
• Espalhamento: é causado por imperfeições
(de dimensões inferiores ao comprimento
de onda da luz) da estrutura da fibra e se
caracteriza pelo desvio da luz em várias
direções;
• Absorção: é o processo pelo qual as
impurezas na fibra absorvem parte da
energia óptica e a dissipa em forma de
calor, sendo que o íon OH- (hidroxila)
constitui uma impureza difícil de ser
eliminada e que causa grande atenuação;
• Deformações mecânicas: podem ser de
dois tipos: microcurvatura e
macrocurvatura. Microcurvatura é uma
pequena deformação na fronteira entre o
núcleo e a casca, pode ser causada por
qualquer força transversal aplicada na
superfície da fibra. Já, a macrocurvatura é
provocada pela curvatura da fibra na sua
instalação [1] [3] [4].
III.3. PERDA POR REFLEXÃO FRESNEL
Quando um feixe de luz é injetado em uma fibra,
parte dele é refletido de volta para fonte luminosa.
Essa reflexão é chamada de reflexão Fresnel e
ocorre em função da diferença entre os índices de
refração dos meios onde ocorre a propagação da
luz.
Essa perda no sinal luminoso tem que ser
considerada tanto na entrada da luz na fibra,
como na saída [1]
IV. MANUTENÇÃO PREDITIVA E
PREVENTIVA
A maneira de se verificar um sistema de
comunicação por fibra óptica é semelhante à
maneira de se verificar um sistema de cabos
convencional, ou seja, verifica-se o sinal dos dois
lados, medindo-se, por exemplo, a taxa de erros
[2].
Na manutenção preventiva dos sistemas ópticos
podem ser observadas as seguintes
características:
• Potência óptica;
• Perda óptica;
• Banda básica;
• Taxa de erro;
• Localização de falhas [3] [5].
IV.1. MÉTODO DE MEDIÇÃO DE POTÊNCIA ÓPTICA
Os medidores de potência óptica possuem a
seguinte configuração:
Os sensores (fotodetectores) são de dois tipos: de
germânio ou silício, os adaptadores dependem do
tipo de sensor utilizado e da fibra [2].
IV.2. MÉTODO DE MEDIÇÃO DE PERDAS ÓPTICAS
Existem dois métodos de medição de perdas
ópticas:
• Utilizando uma fonte de luz estabilizada e
um medidor de potência óptica, é aplicado
quando se deseja medir as perdas de uma
Dispositivo sob teste
Adaptador Sensor
Indicador Medidor de potência óptica
Fibra
ANEEL – Agência Nacional de Energia Elétrica 286 Estudo de Vida Útil Econômica e Taxa de Depreciação
fibra num certo comprimento de onda bem
definido do espectro;
• Utilizando uma fonte de luz branca e um
analisador de espectro óptico, é aplicado
quando se deseja medir as perdas ao
longo de todo espectro óptico [2].
IV.3. MEDIÇÃO DE BANDA BÁSICA
Existem dois métodos de medição de banda
básica de uma fibra óptica:
• Ponto-a-ponto por varredura de freqüência:
possui alta precisão, excelente relação
sinal/ruído e faixa dinâmica (até 800 MHz);
• Loop-back por varredura de freqüência:
este método permite uma avaliação visual
da característica de banda básica da fibra
óptica, podendo ser utilizado para
comparar uma fibra óptica em teste com
uma que seja padrão [2].
IV.4. TAXA DE ERRO
A medida de taxa de erro é um fator determinante
para o desempenho geral de um sistema de
comunicações. Introduz-se pelo emissor uma
seqüência pseudo-randômica que reproduz com
bastante fidelidade as condições reais de
operação, medindo-se a taxa de erro no lado do
receptor [2].
IV.5. LOCALIZAÇÃO DE FALHAS
É freqüente a necessidade de se avaliar as
características de perda de uma fibra devido a
quebras ou a outros fenômenos. Existe um
considerável retorno de sinal em pontos de
ruptura, e para se medir esse sinal de retorno
utiliza-se o fenômeno de reflexão de Fresnel,
porém se a inclinação do corte for maior que 6% a
utilização do pulso de Fresnel, somente, não será
suficiente para avaliar essas falhas.
Através da análise do sinal de retorno devido ao
efeito de espalhamento ocorrido em diversos
pontos das fibras que possuem falhas no seu
material, pode-se determinar a localização destes
defeitos nas fibras [2].
V. MANUTENÇÃO CORRETIVA
O único caso de manutenção corretiva que pode
acontecer será no caso do rompimento da fibra
óptica.
VI. VIDA ÚTIL ECONÔMICA
Hoje em dia, já se dispõe de equipamentos
bastante eficientes na detecção de falhas e a
localização das mesmas, o que vem colaborar em
muito com a realização de manutenções
preventivas.
E ainda, houve um grande aperfeiçoamento dos
métodos de fabricação das fibras ópticas o que
levou a uma aplicação maciça das mesmas no
Setor Elétrico, uma vez que estas apresentam
grande confiabilidade.
Levando isso em consideração, juntamente com o
rápido desenvolvimento de equipamentos de
medição muito mais precisos e eficientes, pode-se
estimar uma vida útil econômica de 30 anos para
as fibras ópticas.
REFERÊNCIAS
[1] R. Tabini e D. Nunes. Fibras Ópticas. Editora
Érica, São Paulo. 1990.

ANEEL – Agência Nacional de Energia Elétrica 287 Estudo de Vida Útil Econômica e Taxa de Depreciação
[2] A.W. Lima Jr. Fibras Óticas – Curso Básico de
Comunicação. Hemus Editora Ltda., São Paulo.
1994.
[3] E.A. Lacy. Fiber Optics. Prentice-Hall, 1982.
[4] C.K. Kao. Optical Fiber Technology, II. IEEE
Press, 1980.
[5] A.S. Demele e G.O. Berndt Jr. Técnicas de
Medição de fibras e sistemas ópticos e
instrumentação óptica. Monografia, Pontifícia
Universidade Católica do Paraná, 1996.

ANEEL – Agência Nacional de Energia Elétrica 288 Estudo de Vida Útil Econômica e Taxa de Depreciação
Gerador
RESUMO
O gerador síncrono, ou alternador, corresponde
ao tipo mais comumente utilizado nas usinas
hidrelétricas e térmicas. São conversores rotativos
que transformam energia mecânica em elétrica,
ou vice-versa, utilizando-se dos fenômenos da
indução e conjugados eletromagnéticos. As
características elétricas e construtivas
apresentadas buscam descrever a máquina como
um todo, identificando melhor os pontos de
manutenção. Alguns fatores que tem influência na
vida útil são destacados, como o aquecimento
excessivo, que causa um envelhecimento mais
acelerado do isolamento. Neste caso, o
envelhecimento do isolamento relaciona-se
diretamente com a vida útil do gerador. Desse
modo, a vida útil pode ser estimada como sendo
de 30 anos.
I. INTRODUÇÃO
Máquinas síncronas são conversores rotativos
que transformam energia mecânica em elétrica,
ou vice-versa, utilizando-se dos fenômenos da
indução e conjugados eletromagnéticos. Desta
forma, podem exercer uma ação motora ou
geradora.
Um gerador síncrono consiste essencialmente de
dois elementos:
• Enrolamento de campo: onde é
produzido o campo magnético de
excitação.
• Enrolamento de armadura: conjunto de
bobinas onde há produção de tensão
devido ao movimento relativo entre os dois
elementos.
O gerador tem a velocidade de seu eixo
estabelecida por uma máquina primária,
fornecendo energia elétrica com tensões e
correntes alternadas.
II. CARACTERÍSTICAS ELÉTRICAS
II.1. PRINCÍPIO DE FUNCIONAMENTO
Seja uma espira imersa em um campo magnético
uniforme, criado pelos pólos Norte e Sul.
N S
Figura 1 – Espira imersa em um campo uniforme
Pela lei de Faraday-Lenz, será induzida uma
tensão nos terminais da espira dada por:
dtd
Neφ
⋅−=
sendo:
N – número de espiras
φ = φn .cos (ωt)
Desse modo, obtêm-se:
)tsen(Ee max ⋅ω⋅=

ANEEL – Agência Nacional de Energia Elétrica 289 Estudo de Vida Útil Econômica e Taxa de Depreciação
que resulta em uma força eletromotriz alternada.
A frequência da tensão induzida, em Hertz, será
dada por:
60np
f⋅
=
sendo:
p - pares de pólos
n – velocidade, em rpm.
Os pólos estão representados por ímãs
permanentes. Contudo, em geral, a formação do
campo magnético se dá através da circulação de
corrente contínua em espiras localizadas ao redor
das chamadas sapatas polares – eletroímãs. O
conjunto dessas espiras constitui o enrolamento
de campo.
Em máquinas reais, ao contrário da Figura 1, tem-
se um circuito estático denominado enrolamento
da armadura formado por várias espiras e pólos
girantes. Desse modo, o enrolamento de campo
passa a ser alimentado através de anéis coletores
e escovas, por uma fonte de energia elétrica
contínua externa à máquina.
Dependendo da velocidade da máquina primária,
pode ser necessário o uso de mais pólos para se
obter a freqüência desejada, conforme a equação
anterior.
O gerador trifásico é composto por três
monofásicos iguais, construídos em uma mesma
máquina e defasados de 120° elétricos, de modo
a se obter três tensões induzidas nos
enrolamentos defasadas de 120° entre si.
A tensão gerada varia em função da velocidade
do rotor e do fluxo magnético, que por sua vez
depende da corrente de excitação – ou de campo.
II.2. TENSÔES INDUZIDAS
Devido à distribuição não senoidal de fluxo no
entreferro, a tensão induzida nos enrolamentos da
armadura contém harmônicos que são múltiplos
ímpares da freqüência fundamental.
Níveis elevados de harmônicos podem causar
vibrações, ruídos, perdas no núcleo devido às
altas freqüências presentes, bem como um
acréscimo nas perdas por efeito Joule nos
enrolamentos do estator.
Por isso, os geradores devem ser projetados para
fornecerem tensões com um mínimo de distorção
harmônica.
Dentre as medidas tomadas pode-se citar:
• Fator de distribuição, que executa um
arranjo uniforme distribuído dos
enrolamentos;
• Fator de passo, que é a relação entre o
passo de uma bobina e o passo polar.
II.3. ENROLAMENTOS DA ARMADURA
Na maioria dos geradores trifásicos, os
enrolamentos da armadura são ligados na
configuração estrela.
As características da ligação em estrela são:
• Como a tensão na fase é 58% da tensão
de linha nos terminais, o custo do
isolamento é reduzido. A própria bobina
tem um número de espiras reduzido de

ANEEL – Agência Nacional de Energia Elétrica 290 Estudo de Vida Útil Econômica e Taxa de Depreciação
42% em relação a uma bobina para
ligação delta.
• Existência de neutro, que pode ser
aterrado.
• Eliminação de eventuais terceiros
harmônicos das tensões de linha assim
como de seus múltiplos.
III. CARACTERÍSTICAS CONSTRUTIVAS
III.1. PARTES COMPONENTES
Os componentes básicos de um gerador, de uma
forma geral, são:
• Circuito Magnético: responsável pela
condução do fluxo magnético.
• Enrolamento da Armadura (Induzido): onde
são induzidas tensões.
• Enrolamento de Campo: responsável pela
criação do campo magnético.
• Componentes Mecânicos: podem ser fixos,
para suportar e proteger as partes
eletromagnéticos, e rotativos, para a
transmissão de energia.
• Isolamento Elétrico: composto de isolantes
sólidos (como papel e vernizes)
responsáveis pelo nível de tensão
admissível entre as diversas partes da
máquina.
As partes fixas de um gerador são denominadas
de estator e as partes móveis de rotor.
III.2. PARTES COMPONENTES DO ESTATOR
Basicamente, o estator divide-se em três partes:
• Carcaça: é a estrutura que suporta o
núcleo do estator, composta por chapas e
perfis de aço.
• Núcleo da Armadura: montado com
chapas de aço silício de alta permanência,
de modo a reduzir as perdas por histerese
e Foucault. Na parte inferior, existem
ranhuras no sentido vertical onde o
enrolamento da armadura é colocado.
• Enrolamentos do Estator: constituídos por
bobinas que por sua vez são formadas por
condutores inseridos nas ranhuras do
núcleo e conectadas, normalmente, em
estrela.
III.3. PARTES COMPONENTES DO ROTOR
III.3.1. Máquinas com Pólos Salientes
Dentre as principais partes componentes do rotor,
tem-se:
• Anel magnético: construído com chapas
lisas de aço, empilhadas e aparafusadas
juntas de modo a formar uma estrutura
sólida.
• Aranha: consiste em um cabo fundido,
forjado ou soldado com braços
conectados.
• Eixo: normalmente de aço forjado, usinado
e tratado termicamente.
Os pólos salientes podem ser:
• Sólidos: apresentam baixa resistência
elétrica, o que proporciona a circulação de
correntes parasitas. Desta forma, atuam
como o enrolamento gaiola de um motor
de indução quando em condições de
operação assíncrona.
• Laminados: limitam as correntes parasitas
e, em conseqüência, o seu efeito de
amortecimento. Neste caso, deve-se

ANEEL – Agência Nacional de Energia Elétrica 291 Estudo de Vida Útil Econômica e Taxa de Depreciação
empregar um enrolamento amortecedor
para a requerida estabilidade de operação.
As bobinas de cada pólo são interligadas entre si
de modo a formar um Norte e um Sul intercalado.
O conjunto todo compõe o enrolamento de campo.
Os enrolamentos amortecedores oferecem as
seguintes características, dentre outras:
• Redução de sobretensões nos
enrolamentos de campo e do estator.
• Mantêm a operação com carga
assimétrica.
• Permite a partida da máquina, como um
motor de indução.
III.3.2. Máquinas com Pólos Lisos
Na maioria dos casos, as máquinas de pólos lisos
possuem apenas um par de pólos. Portanto, são
máquinas muito rápidas.
As forças centrífugas desenvolvidas resultam em
grandes esforços mecânicos em certas partes do
rotor. Por isso, o rotor possui uma estrutura do
tipo monobloco, empregando-se um aço mais
resistente.
Os enrolamentos de campo e os amortecedores
são acomodados em ranhuras longitudinais,
fresadas ao longo de todo o comprimento ativo do
rotor.
IV. CLASSIFICAÇÃO DOS GERADORES
IV.1. NÚMERO DE FASES
Podem ser geradores monofásicos ou polifásicos
– normalmente trifásicos.
IV.2. ROTOR
O rotor pode ser de dois tipos:
• Pólos salientes: geradores de pólos
magnéticos individuais e salientes,
acionados por turbinas de baixa
velocidade, como as hidráulicas.
• Pólos lisos: geradores com rotor em forma
cilíndrica, em cuja periferia o enrolamento
de campo é alojado em ranhuras. São
acionados por máquinas primárias de alta
velocidade, como turbinas à vapor (ou gás)
ou motores de explosão como o Diesel,
sendo conhecidos como turbogeradores.
IV.3. POSIÇÃO DO EIXO
Para geradores de médio e grande porte
acionados por turbinas hidráulicas tem-se eixo
vertical, ou eixo horizontal, para os demais casos.
IV.4. SISTEMA DE EXCITAÇÃO
Os tipos de excitação podem ser divididos em:
• Excitratiz Rotativa: consiste em um
gerador de corrente contínua acionado
pelo eixo do gerador, alimentando o campo
através de escovas.
• Excitratiz “Brushless”: a tensão de
alimentação do campo é retificada por um
conversor rotativo localizado no eixo da
máquina.
• Auto-Regulado: a corrente de campo é
proporcional à corrente fornecida pelo
alternador.
• Excitratiz Estática: uma fonte externa de
corrente contínua alimenta o campo
através das escovas

ANEEL – Agência Nacional de Energia Elétrica 292 Estudo de Vida Útil Econômica e Taxa de Depreciação
V. PERDAS
As perdas na forma de energia térmica, oriundas
da conversão de energia mecânica em elétrica
nos geradores, resultam em aquecimento de suas
partes componentes.
Nas máquinas síncronas, as perdas podem ser
classificadas como:
• Perdas no ferro devido a fluxos parasitas e
principal.
• Perdas por efeito Joule nos enrolamentos
da armadura.
• Perdas no circuito de excitação.
• Perdas por atrito e ventilação.
• Perdas adicionais devido à circulação de
corrente pelos enrolamentos da armadura.
VI. RENDIMENTO
O rendimento de um gerador é dado por:
ePcosScosS
%∑+ϕ⋅ϕ⋅
=η
sendo:
S - Potência Aparente
cosϕ - Fator de Potência
∑Pe - Perdas Totais
Observa-se, desta forma, que o rendimento de um
gerador depende fortemente da situação
operacional do sistema ao qual está ligado.
VII. AQUECIMENTO
A deterioração dos materiais isolantes sólidos
utilizados em máquinas elétricas deve-se à vários
fatores, tais como a umidade, ambientes
agressivos, danos mecânicos e aquecimento
excessivo, sendo este último mais freqüente.
De uma maneira geral, a temperatura alcançada
por uma máquina depende:
• Das perdas.
• Do tempo de funcionamento.
• Das condições ambientais.
O aquecimento causa dois problemas
fundamentais:
• Diminuição do Rendimento
• Envelhecimento ou Deterioração – “aging”,
do isolamento.
No primeiro caso, a temperatura está intimamente
ligada com as perdas no gerador. Quanto maior
as perdas, maior o aquecimento (ou vice-versa) e
menor o rendimento, limitando conseqüentemente
a potência possível de ser extraída da máquina.
O envelhecimento do isolamento por outro lado, é
função do tempo e da temperatura. Contudo,
mesmo em condições de controle excepcionais,
seus efeitos acumulados não estão devidamente
estabelecidos.
Na realidade, pode-se considerar que o
funcionamento em temperaturas elevadas causa
um envelhecimento mais acelerado do isolamento,
comparando-se com as condições normais.
Além disso, o envelhecimento do isolamento
relaciona-se diretamente com a vida útil do
gerador. A vida útil, por sua vez, pode ser definida
como o tempo necessário para que a força de
tração do isolamento sólido se reduza a
percentuais do valor original para o equipamento
novo [4].

ANEEL – Agência Nacional de Energia Elétrica 293 Estudo de Vida Útil Econômica e Taxa de Depreciação
Este tempo é bastante variável, pois depende dos
ciclos de carga que solicitam termicamente o
isolamento. Dessa forma, é impossível
estabelecer um determinado número de anos
como a sua expectativa de vida.
A norma NBR 5117/84 da ABNT define os limites
de temperatura para diferentes classes de
isolamento. Acima deste limite, a vida útil do
equipamento diminui.
VIII. MANUTENÇÃO PREDITIVA
Para a manutenção preditiva, pode-se citar dois
casos de estudo:
• Através do monitoramento de
determinadas grandezas físicas –
vibração, temperatura, pressão,
comportamento elétrico, etc., e aplicação
de técnicas de IA, são feitos diagnósticos a
respeito das várias partes componentes de
um hidrogerador de modo a determinar
possíveis falhas [5].
• Através da utilização da análise de
espectro de frequência de vibração, e
possível detectar falhas e defeitos em
equipamentos eletromecânicos de
unidades geradoras hidráulicas [6].
IX. MANUTENÇÃO PREVENTIVA
Para a manutenção preventiva, deve-se atentar
para os seguintes pontos:
• Condições mecânicas: contato de partes
metálicas que causam barulhos e danos
no verniz de isolação percebido pelo odor.
• Enrolamentos: verificar a resistência de
isolamento, a superfície dos isolantes e
acúmulo de poeira que interfere na
ventilação
• Entre-ferro e Rolamentos: verificar a faixa
de tolerância de ±10%. Todos os
enrolamentos e mancais devem ser
verificados, substituindo-se os defeituosos.
• Rotor: verificar barras soltas ou quebradas
e evidências de aquecimentos locais, bem
como os anéis do coletor e conexões.
• Armadura: limpar as passagens de ar, e
observar se há vazamentos de óleo ao
longo do eixo. Verificar as condições da
superfície, barras e mica salientes ou
excentricidade.
• Cargas: medir as condições de carga
correspondente às operações a vazio,
carga nominal e através de vários ciclos,
de modo a verificar as condições
mecânicas de operação.
X. VIDA ÚTIL ECONÔMICA
Algumas regras podem ser úteis para aumentar a
vida útil de uma máquina, dentre as quais pode-se
destacar:
• Manter a máquina limpa;
• Tipo adequado de carcaça do ambiente;
• Manter a máquina propriamente
lubrificada;
• Manter um programa de inspeção;
• Conhecer as cargas que os equipamentos
devem alimentar;
• Corrigir qualquer indicação de pontos
fracos antes que o motor falhe;
• Lembrar que a prevenção é melhor que a
cura.

ANEEL – Agência Nacional de Energia Elétrica 294 Estudo de Vida Útil Econômica e Taxa de Depreciação
Conforme visto no item IV.3, o isolamento
representa o principal aspecto para consideração
no cálculo da vida útil. Pode-se assim, com base
nas características do isolamento, estimar a vida
útil de um gerador como sendo de 30 anos.
REFERÊNCIAS
[1] Fitzgerald, A.E., Kingsley, C.Jr. e Kusko, A.,
“Máquinas Elétricas”, Editora Mc Graw Hill do
Brasil Ltda.
[2] Almeida, A.T.L. de, ”Geradores Síncronos”.
Apostila de Máquinas Elétricas II – EFEI, 1994.
[3] Curso de Técnicas de Apoio à Siderurgia-TAS
– Módulo D, “Eletrotécnica e Manutenção
Elétrica”.Vol II Convênio SIDERBRÁS-EFEI, 1980.
[4] Almeida, V.L. e Vieira, C.L.S.,”Correlação dos
Critérios para Avaliação do Envelhecimento
Térmico de Equipamentos Elétricos”. Xi SNPTEE,
1991, Rio de Janeiro, RJ.
[5] Azevedo, H.R.T. de, Souza, S.P.S. de,
“Diagnóstico Precoce de Falhas em
Hidrogeradores utilizando o Sistema Diahger”. II
SEMASE.
[6] Soares, E.W., Oliveira, W.L. de, Metzker, R.J.I.,
“Detecção de Falhas e Defeitos em Unidades
Geradoras através de Análise Espectral de
Vibração”. II SEMASE.
ANEEL – Agência Nacional de Energia Elétrica 295 Estudo de Vida Útil Econômica e Taxa de Depreciação
Gerador de Vapor
RESUMO
Os Geradores de Vapor (GV) para instalações de
potência termonuclear são grandes vasos de
pressão onde ocorre a troca térmica entre a água
quente a alta pressão e temperatura proveniente
do núcleo do reator (circuito primário) e o
condensado aquecido com temperatura moderada
vindo das bombas de condensado principal do
circuito secundário. O condensado ao atravessar
o GV se evapora formando vapor saturado
praticamente seco (título mínimo de 99,25%),
seguindo assim para a turbina a vapor de alta
pressão. Normalmente são instalados no mínimo
dois Geradores de Vapor do tipo casco-tubo
vertical. É o que ocorre nas Usinas Nucleares de
Angra 1 e 2 (UNA 1 e 2) uma vez que Angra 1
conta com dois GVs e Angra 2 possui quatro
unidades. Cada um dos seis GVs da CNAA
(Central Nuclear Almirante Álvares de Azevedo)
possui aproximadamente a mesma potência
térmica nominal. De maneira geral, a vida útil de
um GV varia de 8 a 10 anos a 100% de potência
integrada, isto corresponde a 70080 e 87600
horas de operação ininterrupta. Embora se tenha
notícia de unidades que chegaram a operar 15
anos sem falha, o mais comum é a faixa de 8 a 10
anos. Entretanto, como as usinas nucleares não
operam de forma perfeitamente integrada, a vida
útil econômica dos geradores de vapor é
substancialmente maior, principalmente
considerando as atividades de manutenção
executadas neste período de não operação. Para
usinas que operam utilizando a água do mar, a
vida útil dos geradores de vapor é da ordem de 20
anos. Como exemplo temos a usina de Angra 1,
onde o gerador de vapor começou a operar a
1985 e será substituído em 2005. Para usinas que
utilizam água doce de rios ou lagos, a vida útil dos
geradores de vapor chega a alcançar 30 anos.
Desta maneira, sugere-se uma vida útil para os
geradores de vapor de 25 anos.
I. INTRODUÇÃO
Os dois reatores existentes no Brasil são de água,
ou seja, o refrigerante do reator é água comum e
não água pesada.
No Reino Unido e França até a metade da década
de 70 havia muitas instalações comerciais
operando com reatores moderados por grafite e
resfriados a gás, onde a geração de calor nos
elementos combustíveis é removido pelo dióxido
de carbono e conduzido até os GVs. Os reatores
resfriados a gás também foram construídos nos
Estados Unidos utilizando resfriamento a hélio. O
Canadá tinha até o início dos anos 80 reatores
comerciais de água pesada, utilizando dióxido de
urânio natural como combustível.
Para aplicações marítimas os reatores de água
pressurizada (PWR) têm dominado este campo de
aplicação, já que os reatores de água pesada, ou
regenerativos, são excessivamente grandes
quanto à relação peso/potência, parâmetro crítico

ANEEL – Agência Nacional de Energia Elétrica 296 Estudo de Vida Útil Econômica e Taxa de Depreciação
para embarcações navais. Um Reator Nuclear de
água pesada é regenerativo pois produz mais
material fissionável do que consome.
Há dois tipos de reatores de água leve:
• Reator de Água Pressurizada (PWR), em
que o reator é resfriado por água a
considerável pressão para que a média da
entalpia da água que deixa o reator seja
menor que a sua entalpia de saturação.
Neste tipo de configuração á água a alta
pressão é conduzida ao vazo de pressão e
o vapor é gerado no lado de baixa pressão
do GV.
• Reator de Água Fervente (BWR) em que a
evaporação da água se dá no reator, neste
tipo de configuração o vapor é enviado
diretamente para a turbina a vapor. Tem o
inconveniente do alto nível de
contaminação radiológica dos
equipamentos principais do ciclo térmico.
II. CARACTERÍSTICAS
A maioria dos Geradores de Vapor usados em
instalações de potência nuclear a água leve
consiste de um casco montado verticalmente
contendo um feixe de tubos na forma de “U”
invertido.
O casco consiste de duas seções distintas, uma
evaporativa contendo um feixe de tubos e a outra
seção formada de um tambor de grande diâmetro
onde o vapor é separado e drenado.
Água quente e a alta pressão vinda do núcleo do
reator flui dentro do canal (“perna quente”)
localizada na base da unidade, passando por
dentro do feixe de tubos em U invertido, contendo
comprimento aproximado de 78 quilômetros de
tubos. Em seguida a água quente deixa o
equipamento pelo canal da outra extremidade
(“perna fria”), sendo que uma placa de separação
divide os canais das extremidades inferiores do
GV entre seção de entrada e saída.
A água de alimentação entra no GV pela parte
superior do vaso (bocal da água de alimentação) e
se mistura com a água que se separa do vapor
nos separadores ciclônicos. Esta água desce a
estrutura cilíndrica entre o casco do GV e o
envoltório do feixe tubular.
A Tabela 1 apresenta alguns dados de projeto dos
Geradores de Vapor da Central Nuclear de Angra
1 e 2 que opera com um reator de água
pressurizada (PWR)
Quando a água alcança o espelho de fixação dos
tubos, flui radialmente e sobe, passando através
da superfície de suporte dos tubos, já que há um
espaço entre as placas e o encaixe dos tubos que
permite a passagem do fluxo ascendente da água
do primário. Portanto a evaporação ocorre na
superfície externa dos tubos, entre os feixes, uma
vez que a mistura água-vapor é conduzida para
cima e passa através do separador ciclônico. Em
seguida o vapor atravessa o separador de
umidade que faz com que as gotículas menores,
ainda presentes no vapor, se choquem contra as
chapas defletoras internas do separador,
promevendo a secagem do vapor a níveis
desejados.

ANEEL – Agência Nacional de Energia Elétrica 297 Estudo de Vida Útil Econômica e Taxa de Depreciação
Tabela 1- Parâmetros de projeto dos GVs das
Usinas Termonucleares brasileiras ESPECIFICAÇÃO UNA 1 UNA 2
Número de unidades 2 4
Tipo Tubo em U invertido
Materiais
Tubo
Casco
Inconel 600
Aço Inox
Incoloy 800
Aço inox
Pressão lado do tubo (primário), (bar, man) 173,7 156
Temperatura de entrada lado tubo (primário, “perna quente”), (oC)
324,3 326,1
Temperatura de saída lado tubo (primário, “perna fria), (oC)
287,4 291,1
Vazão lado tubo (primário) por GV em carga máxima, (kg/s)
4479 4700
Pressão lado do casco (secundário), (bar, man) 63,7 63,5
Temperatura de saída do vapor (secundário) em carga máxima, (oC)
279,2 280,3
Temperatura de entrada da água de alimentação (secundário) em carga máxima, (oC)
221,1 218
Vazão lado casco (secundário) por GV em carga máxima, (kg/s)
515 516,4
Potência Térmica nominal, (MWTérmico)
941 945,5
Teor máximo de umidade, (%) 0,25 0,25
Teor máximo de umidade, (%)
0,25 0,25
II.1. MATERIAIS
A parte interna do GV é fabricada de aço carbono
revestido internamente com aço inoxidável
geralmente 18-8. Os tubos são usualmente
fabricados de liga Níquel-aço-cromo conforme
especificação SB-163 da ASME. Geralmente é
usado uma liga comercial, Inconel 600 ou Incoloy
800, sendo montados em finas placas tubulares
de aço carbono com revestimento primário de
Inconel. Estes materiais têm a vantagem adicional
de um baixo coeficiente de dilatação térmica,
resultando em um baixo diferencial de expansão
entre os tubos e o casco. Além disso o Inconel e o
Incoloy são ligas desenvolvidas para serviços
oxidantes em temperaturas elevadas. Apresentam
muito boa resistência aos ácidos oxidantes
(cromatos, bicromatos, nitratos, permanganatos)
Para o Inconel a oxidação ao ar só se inicia em
temperaturas superiores a 1200 oC e até 900 oC
sua resistência mecânica é aceitável. A
composição química deste material é dada na
Tabela 2.
Tabela 2- Composição química do Inconel 600, %
Níquel (com Cobalto):
72,0(mín)
Cromo: 14,0 – 17,0
Ferro: 6,0 – 10,0
Manganês: 1,0 (max.)
Carbono: 0,15 (max)
Cobre : 0,5 (max)
Silício: 0,5 (max.)
Enxofre: 0,015 (max.)
Os tubos são laminados dentro das chapas
tubulares, soldados ao revestimento primário e
apoiados nas placas suportes espaçadas em
intervalos regulares.
II.2. FABRICAÇÃO E TESTES
A seleção de aços para as paredes que estão
sujeitas à pressão total do sistema é feita com
atenção especial às propriedades mecânicas
requeridas, boa soldabilidade e adequada
resistência ao envelhecimento.
Todas as paredes que têm a função também de
suportar cargas são sujeitas a testes destrutivos
de amostras do seu material. Além disso, são
feitos também teste ultra-sônicos para verificação
da homogeneidade do material. De acordo com as

ANEEL – Agência Nacional de Energia Elétrica 298 Estudo de Vida Útil Econômica e Taxa de Depreciação
circunstâncias, todas as conexões soldadas são
examinadas com raios X ou ultra-som. As soldas
podem ser testadas também, usando-se o método
dos líquidos penetrantes, que verifica, por
exemplo, nas soldas dos tubos no espelho do
gerador de vapor, a existência de fissuras ou
alguma porosidade. As soldas podem ser também
testadas para verificação de impermeabilidade.
Para garantir segurança adicional contra perda de
selagem entre o circuito primário e os sistemas
convencionais do lado secundário, os tubos são
expandidos e soldados.
As únicas conexões flangeadas existentes são
aquelas das aberturas para inspeções.
O lado primário do gerador de vapor é arranjado
de tal forma a evitar-se, tanto quanto possível,
locais inacessíveis nos quais haja a possibilidade
de deposição de produtos de fissão e de corrosão
ativados. As conexões para drenos são instaladas
nos pontos mais baixos, para possibilitar a
drenagem final das câmaras de entrada e saída
de refrigerante.
Os bocais de entrada de água de alimentação
possuem luvas térmicas, para reduzir os esforços
térmicos causados por uma injeção de água fria,
sob uma condição extrema de operação ou
durante maus funcionamentos.
As câmaras de entrada e saída do refrigerante
possuem aberturas para permitir inspeções
internas, como parte de um programa de teste em
serviço. O lado secundário possui também uma
abertura para inspeção, semelhante à do primário.
Existem também, na carcaça, acima do espelho,
diversas pequenas aberturas para permitir a
inspeção do espelho e do feixe tubular.
II.3. ÁGUA DE ALIMENTAÇÃO
A qualidade da água desmineralizada necessária
para a alimentação do Gerador de Vapor
geralmente é similar àquela utilizada em caldeiras
aquotubulares convencionais. Contudo uma
diferença significativa pode ser notada em
conseqüência do uso da liga Inconel 600, pois
este material apresenta boa compatibilidade em
meio à água tanto no circuito primário quanto no
secundário de um GV operando junto a um reator
PWR. Entretanto alguns problemas associado
com a presença de oxigênio dissolvido tem sido
verificado, razão pelo qual limita-se sua
concentração abaixo de 5 ppb.
III. MANUTENÇÃO PREDITIVA
A manutenção preditiva consiste do
acompanhamento da condição e/ou desempenho
do equipamento através da análise do
comportamento de parâmetros representativos da
situação do equipamento.
A geração e transporte de produtos corrosivos no
dreno da água de alimentação e nos sistemas de
condensado em uma planta de potência nuclear
PWR, resulta na formação de depósitos no circuito
secundário dos GVs. Estes depósitos podem
aumentas o potencial de corrosão no material dos
tubos constituídos de liga a base de níquel,
causando restrições no fluxo e aumentando a
perda de carga através das placas suportes dos
tubos, reduzindo a taxa de transferência de calor.
Assim em linhas gerais a manutenção preditiva
tem o objetivo de monitorar as deposições de

ANEEL – Agência Nacional de Energia Elétrica 299 Estudo de Vida Útil Econômica e Taxa de Depreciação
materiais e os efeitos da corrosão na operação e
integridade do GV, coletando amostras de
eventuais depósitos e propondo ações para
reduzir este efeito nocivo.
IV. MANUTENÇÃO PREVENTIVA
A prevenção de formação das impurezas tem a
finalidade de evitar a deposição de impurezas e
materiais corrosivos no circuito secundário dos GV
que podem comprometer a integridade da
interface entre circuito primário e secundário.
A manutenção preventiva é feita através da
limpeza química do GV cuja finalidade é de retirar
compostos insolúveis agregados na superfície de
troca térmica que se acumulam devido a alta
vazão de água de alimentação durante a vida útil
do GV.
O primeiro passo da lavagem é o jateamento com
água quente empregnada com produtos próprios
Em seguida é feito o preenchimento do CV com
água de alimentação até poucos centímetros
abaixo do espelho superior do equipamento e
preencher o espaço restante com nitrogênio. .4
água é mantida a 93 °C e periodicamente
analisada até as condições de equilíbrio serem
alcançadas.
V. MANUTENÇÃO CORRETIVA
O principal problema associado aos Geradores de
Vapor é o vazamento de tubos, que pode ser
causado por ação química ou mecânica ou uma
combinação das duas. Há quatro métodos de
detecção de vazamento dos tubos de um GV:
• Medição de radiação feita no ejetor de ar
do condensador da turbina, que indicará a
presença de qualquer traço de material
radioativo do refrigerante do reator
presente no secundário;
• Análise química e radioquímica do
condensador;
• Análise química e radioquímica da água
fervente.
A associação das condições acima indica que um
vazamento progressivo está ocorrendo. Assim,
quando um vazamento de tubo é detectado, a
instalação pode continuar a operação até que seja
alcançada a limitação técnica de tubos isolados,
que para o GV da Tabela 1 seria 20% do número
total de tubos.
Após a instalação ter sido retirada de serviço,
segue-se os procedimentos usuais para detecção
doa tubos com vazamento que incluem a
pressurização do circuito secundário e em seguida
a marcação dos tubos danificados. Após todos os
tubos terem sido identificados a localização axial
dos vazamentos podem ser feitos com ultra-
sonografia ou teste “eddy current”, Isto é
necessário para determinar a região do GV onde o
vazamento se formou para que práticas
operacionais posteriores possam ser corrigidas.
VI. VIDA ÚTIL ECONÔMICA
De maneira geral, a vida útil de um GV varia de 8
a 10 anos a 100% de potência integrada, isto
corresponde a 70080 e 87600 horas de operação
ininterrupta. Embora se tenha notícia de unidades
que chegaram a operar 15 anos sem falha, o mais
comum é a faixa de 8 a 10 anos.

ANEEL – Agência Nacional de Energia Elétrica 300 Estudo de Vida Útil Econômica e Taxa de Depreciação
Entretanto, como as usinas nucleares não operam
de forma perfeitamente integrada, a vida útil
econômica dos geradores de vapor é
substancialmente maior, principalmente
considerando as atividades de manutenção
executadas neste período de não operação. Para
usinas que operam utilizando a água do mar, a
vida útil dos geradores de vapor é da ordem de 20
anos. Como exemplo temos a usina de Angra 1,
onde o gerador de vapor começou a operar a
1985 e será substituído em 2005. Para usinas que
utilizam água doce de rios ou lagos, a vida útil dos
geradores de vapor chega a alcançar 30 anos.
Desta maneira, sugere-se uma vida útil para os
geradores de vapor de 25 anos.
Recentemente problemas relacionados com a
degradação do Gerador de Vapor provocou a
parada prematura de três instalações nucleares.
Portanto a degradação dos materiais deve ser
controlada sistematicamente para garantir a
segurança e a viabilidade econômica a bom termo
das instalações de potência nuclear.
REFERÊNCIAS
[1] BABCOCK & WILCOX. STEAM-Its Generation
and use. New York, 1975.
[2] KAKAÇ, S. Boilers, Evaporators, and
Condenser. New York: Ed. J. Willey & Sons, 1991;
BEJAN, A. Transferência de Calor. São Paulo: Ed.
Edgard Blücher Ltda, 1996.
[3] EPRI – Eletric power Research Institute: Steam
Generator Project. Advanced Nuclear power
Iniciative. USA, 1999.
[4] EPRI – Eletric power Research Institute: Steam
Generator Project. Statistical Analysis of Steam
Generator Tube Degradation: Additional Topics.
USA, 2000.
[5] SANTOS, J.N. Materiais Metálicos não
Ferrosos. Itajubá: Escola Federal de Engenharia
de Itajubá, 1991, 13p. (Notas de Aula).
[6] ELETRONUCLEAR S.A, Sistema de
Refrigeração do Reator (JE) – SBOUN-UNA II/III
No 0415.1. Angra dos Reis: Centro de
Treinamento e Simulador (CTAS), 1998, 34 p.
[7] FRANCO, C.V.R. Análise Térmica e
Econômica de Turbina a Gás de Ciclo Úmido.
Itajubá: EFEI, 1998, 137 p. (Dissertação de
Mestrado em Engenharia Mecânica).
ANEEL – Agência Nacional de Energia Elétrica 301 Estudo de Vida Útil Econômica e Taxa de Depreciação
Instalações de Recreação e Lazer
RESUMO
O presente texto procura definir sucintamente a
estrutura das Instalações de Recreação e Lazer
de uma central geradora, bem como, sua
manutenção e perspectiva de vida útil. Deve-se
ressaltar ainda sua contínua atualização e
modernização de acordo com novos regulamentos
e práticas esportivas, novos esportes e
novaslocações de suas modalidades. As
Instalações de Recreação e Lazer podem ser
definidas como edificações e arranjos
paisagísticos que procuram promover a
socialização do indivíduo no meio da comunidade
e com seu aspecto lúdico, distencionar este
indivíduo de sua rotina de trabalho. As instalações
devem primordialmente também promover a
integração do indivíduo com o meio ambiente
tanto para um contato propriamente físico como
potencializar suas informações e sensações
emocionais com a natureza. A importância do
lazer na vida moderna está em parceria com a
produtividade e com o bom gerenciamento
pessoal versus empresa, visando humanizar o
relacionamento social, minimizando e
harmonizando estes relacionamentos, evitando
embates, discórdias e busca de um objetivo
comum. A saúde física também é de capital
importância e o esporte e o lazer contribuem para
esta meta. A vida útil destas instalações
destinadas à recreação e lazer é estimada, nos
casos de edificações, em 30 anos, tempo
compatível ao de edificações residenciais. Quanto
a piscinas, quadras descobertas e campos de
futebol sua duração dependerá mais de sua
manutenção do que o próprio passar dos anos.
I. INTRODUÇÃO
A construção mais usual para recreação e esporte
é em geral um ginásio coberto. Ele facilita a
prática de diferentes esportes e recreações
diversas, tais como, festas, bailes, reuniões, entre
outras, como também os esportes tradicionais.
O ginásio é constituído de uma construção tipo
galpão, geralmente em estrutura metálica,
inclusive sua cobertura, com fechamento lateral.
Suas dimensões devem ser compatíveis com os
esportes de salão.
O ginásio pode ser ainda dotado de um palco para
apresentações e simpósios, localizado
preferencialmente, em uma de suas extremidades,
em piso mais elevado. A capacidade física para
acomodamento de público assistente deverá ser
compatível com a comunidade a que servirá.
As especificações do acabamento do ginásio
poderão variar de acordo com a região brasileira
em estiver sendo edificado, atendo-se às
disponibilidades financeiras do empreendedor.
Além disso, o ginásio deverá ser estudado quanto
a sua ventilação e isolamento térmico, na

ANEEL – Agência Nacional de Energia Elétrica 302 Estudo de Vida Útil Econômica e Taxa de Depreciação
dependência da região em for construído. As
coberturas metálicas proporcionam grande troca
de calor entre o exterior e o interior, podendo caso
não estudado, inviabilizar do ponto de vista de
conforto, as práticas pelas quais ele foi destinado.
A iluminação artificial do ginásio deverá ser
projetada para aproveitar o mais possível a luz
solar com seu eixo longitudinal locado na direção
norte/sul, devendo ser projetada com cuidado
especial para as práticas esportivas, não se
descuidando da locação dos refletores com
finalidade de se evitar reflexos inconvenientes.
Seus vestiários deverão ser arejados e com boa
iluminação, dispondo-se de roupeiros com
armários individualizados e chuveiros, em número
suficiente para os atletas.
Os equipamentos esportivos, tais como, traves,
suportes, mastros, etc. devem ter suas bases
devidamente ancoradas e fixadas de acordo com
as especificações dos fabricantes e as normas
das entidades reguladoras de esportes. Também
as marcações da quadra devem ser
rigorosamente observadas para se adequar as
competições das diversas modalidades
esportivas.
O local destinado a platéia poderá possuir
arquibancada com capacidade suficiente para os
assistentes esperados e condições estruturais
seguras. Deverá também ter instalações sanitárias
compatíveis com o número desses assistentes.
O acesso do público deverá ser particularmente
estudado para casos de emergência visando a
rápida saída do público em segurança.
A acústica será projetada com finalidade de se
evitar ecos e reverberações.
A prática de esporte e recreação aquática é de
grande importância tanto para o cultual físico
quanto para o mental. A primeira instalação que é
lembrada é uma piscina, sendo facilitada pela
variedade de materiais de construção disponíveis.
As piscinas podem ser olímpicas ou semi
olímpicas. Em qualquer caso devem atender tanto
as práticas de uso geral, como de competições.
Uma piscina olímpica deverá ter a dimensão de 50
x 25 metros e a semi olímpica 25 x 12 metros. Sua
profundidade em ambos os casos deverá ser 1,2
metros. É importante observar esta profundidade
pelo motivo de segurança, pois estas piscinas
serão também utilizadas para o aprendizado e
para provas contra o cronômetro.
Os mais diversos tipos de materiais de construção
das piscinas atualmente empregados oferecem
eficiência e segurança, mas, dependendo da
região um estudo mais apurado deverá ser feito,
visando tanto seu custo inicial quanto sua
manutenção.
O equipamento de tratamento da água é
importantíssimo. Deverá ser compatível com a
capacidade volumétrica da piscina e com a
qualidade da água disponível para sua utilização.
ANEEL – Agência Nacional de Energia Elétrica 303 Estudo de Vida Útil Econômica e Taxa de Depreciação
A manutenção da qualidade da água deverá ser
feita por pessoal treinado, tendo em vista a
eventual transmissão de doenças diversas.
O local de construção da piscina deverá ser
especialmente escolhido afim de se obter um
perfeito insolamento, devendo distanciar-se de
árvores para que suas folhas não caiam na
piscina, dificultando com isso sua manutenção.
Em torno de perímetro deverá ser providenciado
piso anti-derrapante e impermeável, devendo
ainda ser isolada contra a entrada de animais
domésticos e crianças pequenas.
Dependendo da região, o aquecimento poderá ser
estudado para sua utilização durante todas as
estações do ano. Atualmente, o aquecimento é
feito através do uso de energia solar, tendo-se
observado uma economia substancial de gastos,
utilizando-se para isso uma bomba de calor. Seu
funcionamento é idêntico a de um refrigerador
doméstico, tendo seu fluxo de trabalho invertido.
Para a prática de saltos ornamentais utilizam-se
piscinas especialmente dimensionadas para esta
modalidade, com profundidade maior.
O revestimento da piscina varia conforme sua
tipologia de construção. A piscina de concreto
utiliza-se de cerâmica esmaltada tipo azulejo. A de
rezina estrutural utiliza o próprio material como
acabamento. A bolsa contenedora da piscina de
vinil é o seu próprio acabamento.
Podem ser utilizados também diversos acessórios
complementares tanto para uma simples atividade
lúdica, quanto para outros esportes de competição
(pólo aquático, volei aquático e outros).
Ao lado da piscina deverá ser construída uma
ducha com chuveiro de alta pressão para que os
banhistas possam retirar o excesso de suor,
evitando ainda choque térmico quando entrar na
água.
A iluminação artificial da piscina, tanto dentro,
como em volta, é desejável, mas não
indispensável.
Outra instalação muito difundida é a sauna.
Existem diversos equipamentos disponíveis no
mercado e sua escolha deverá ser a critério do
planejador das instalações.
Outra atividade muito interessante para ser
proporcionada a uma comunidade é uma área de
pesca, vulgarmente conhecida como “pesqueiro”.
Dependendo da região um simples pier de
madeira, com uma simples cobertura e uma ceva
adequada podem oferecer horas de descontração
e deleite tanto para adultos quanto para crianças.
Não se dispondo de rios, represas ou lagoas nas
proximidades das instalações, pode-se construir
ainda pequenos açudes, de custos reduzidos. O
retorno poderá ser altamente compensador aos
usuários.
Caso seja disponibilizado alguma mata ou capão,
é recomendável a prática de atividades tanto
esportivas quanto voltada para estudos de

ANEEL – Agência Nacional de Energia Elétrica 304 Estudo de Vida Útil Econômica e Taxa de Depreciação
observação e instrução a respeito do meio
ambiente.
Um varandão com churrasqueira é altamente
desejável. O congraçamento de seres humanos é
intrínseco a sua natureza biológica. O estilo desta
instalação deve-se procurar um bom arejamento e
praticidade de sua arquitetura, e seguir o modelo
regional. Deve ter uma churrasqueira, é claro, mas
também ter disponibilidade de copa e
armazenamento de alimentos.
Uma área de recreação e lazer um campo de
futebol é de desejo de todos. O campo de futebol
é de fácil construção, sendo o mais custoso em
quase todos os casos a sua terraplanagem. É de
bom critério escolher um local que facilite esta
obra e também tenha boa drenagem. Se for
desejado o plantio de grama poderá ser feito
utilizando-se a grama natural da região que já está
aclimatada ao meio ambiente. O sentido da
orientação deverá ser longitudinalmente norte/sul
para evitar reflexo da luz do sol no sentido
ataque/defesa. Para o futebol dito “society” as
especificações são as mesmas mas variando-se
as dimensões do campo.
Esportes tais como voley, peteca, basquete,
futebol de salão, podem ser disputados em
quadras ao tempo, mas neste caso, outros
procedimentos devem ser observados, tais como
o piso da quadra ter revestimento impermeável e
ante-derrapante, alambrado e a orientação
sempre no rumo norte/sul. A construção destas
quadras devem ser realizada sobre terraplanagem
bem estabilizada e drenada, com o adensamento
em camadas e niveladas. As lajes do piso deverão
possuir uma ferragem mínima, resguardando de
fissuramento, em quadros suficientes e
revestimento posterior.
II. MANUTENÇÃO
A manutenção das instalações de recreação e
lazer é primordial tanto para sua utilização normal
quanto a sua duração.
As piscinas devem ser anualmente testadas
quanto a sua impermeabilidade, eventuais fissuras
e queda ou defeitos de seu revestimento. O
equipamento de tratamento da água deve ter
manutenção preventiva e o filtro renovado o
material filtrante.
No campo de futebol geralmente exige mais
cuidado é a grama que deverá ser aparada nas
devidas ocasiões. Esta poda é de vital para as
gramíneas, porque reforça seu ciclo vital. A rega
deverá ser na estação seca com uma quantidade
de água equivalente a uma altura hipotética de
30mm por dia. Na estação chuvosa somente se as
chuvas se espaçarem em demasia será
necessária alguma rega, e esta em volume bem
reduzido.
Nas quadras a descoberto a manutenção é bem
simplificada. Resume-se a eventuais lavagem do
piso, renovação das marcações e pintura de
mastros, traves, suportes metálicos e alambrado,
se houver. Se houver iluminação artificial, os
reflectores devem ser examinados em relação a
seus focos e fixações.
Os varandões das churrasqueiras devem ser
realizadas manutenções equivalentes as
realizadas em galpões abertos, como revisão

ANEEL – Agência Nacional de Energia Elétrica 305 Estudo de Vida Útil Econômica e Taxa de Depreciação
anual da cobertura e sua estrutura, verificação das
redes hidráulica e elétrica e na churrasqueira a
limpeza dos braseiros e chaminés.
Nas matas ou capões, deve-se anualmente
desmatar os aceiros de proteção contra incêndios
e as trilhas renovadas suas marcações.
As áreas de pesca em suas instalações, apesar
de serem simples, devem ser inspecionadas mais
em relação a sua segurança, evitando-se
acidentes com seus usuários. A ceva deverá ser
em quantidade compatível com a sua fauna e
sempre sub-aquática para não tornar-se
chamarisco de espécies terrestres. A pesca
deverá ser dimensionada em uma quantidade que
permita a renovação das espécies naturais ou
adicionadas, se possível com orientação de
técnicos. Durante a desova (piracema) a pesca
deve ser totalmente interrompida, este
procedimento é de importância para a renovação
dos peixes.
Nos ginásios cobertos a manutenção das
instalações elétricas e hidráulica é de segurança,
pois trata-se de local confinado e eventualmente
com grande afluência de público. Sua cobertura,
devido ao seu pé direito bastante elevado, torna-
se custosa e portanto deverá ser feita de uma só
vez, procurando-se não adiar troca e conserto dos
materiais e peças.
III. VIDA ÚTIL ECONÔMICA
A vida útil destas instalações destinadas à
recreação e lazer é estimada, nos casos de
edificações, em mais de trinta anos, tempo
compatível ao de edificações residenciais. Quanto
a piscinas, quadras descobertas e campos de
futebol sua duração dependerá mais de sua
manutenção do que o próprio passar dos anos.
REFERÊNCIAS
[1] Diversos autores, Design of Small Dams,
United States Department of the Interior, 1987.
[2] Diversos autores, Safety Evaluation of Existing
Dams, United States Department of the Interior,
1987.

ANEEL – Agência Nacional de Energia Elétrica 306 Estudo de Vida Útil Econômica e Taxa de Depreciação
Luminária
RESUMO
A luminária é todo aparelho capaz de distribuir,
filtrar e controlar a luz gerada por uma ou mais
fonte de luz artificial (lâmpadas) e que contenha
todos os equipamentos e acessórios necessários
para fixação e proteção destas lâmpadas. Estas
luminárias deverão possuir os seguintes requisitos
básicos: proporcionar suporte e conexão elétrica à
lâmpada ou às lâmpadas; orientação adequada do
fluxo luminoso sobre o plano de trabalho; alto
rendimento, passando ao ambiente o máximo do
fluxo luminoso que a lâmpada emite; facilidade de
manutenção; boa conservação do fluxo luminoso
no decorrer da utilização; manter a temperatura de
operação da lâmpada dentro dos limites
estabelecidos; possuir uma aparência agradável.
As luminárias podem ser classificados segundo os
mais diversos critérios: distribuição do fluxo
luminoso (luminárias diretas, indiretas, semi-
diretas), grau de proteção contra poeira e umidade
(luminária sem proteção, proteção contra gotas de
água, etc.), tipo de lâmpada a ser empregada
(incandescente, fluorescente, etc), finalidade da
sua utilização (comercial, industrial, residencial,
iluminação pública) e método de fixação
(embutida, semi-embutida, suspensa). A redução
na expectativa de vida da luminária se dará devido
à deterioração da pintura em função do tempo de
utilização. A expectativa de vida útil das luminárias
é de 15 anos.
I. INTRODUÇÃO
As luminárias são equipamentos que recebem a
fonte de luz artificial proveniente das lâmpadas e
modificam a distribuição espacial do fluxo
luminoso produzido pela mesma.
O tipo e potência da lâmpada a ser utilizada no
sistema de iluminação será dependente do
rendimento de uma luminária, que é definido como
a razão entre o fluxo luminoso (direto e indireto)
fornecido pela luminária e o fluxo luminoso total
emitido pelas lâmpadas contidas na mesma.
II. CARACTERÍSTICAS GERAIS
As partes principais da luminária são descritos
com maior detalhamento no próximo item:
• Receptáculo para a fonte luminosa;
• Dispositivos para modificar a distribuição
espacial do fluxo luminoso emitido pela
fonte luminosa (refletores, refratores,
difusores, colméias, etc.);
• A carcaça, órgãos acessórios e de
complementação.
Para cada ambiente de utilização deve-se adotar
diferentes tipos de luminárias.
III. CARACTERÍSTICAS CONSTRUTIVAS
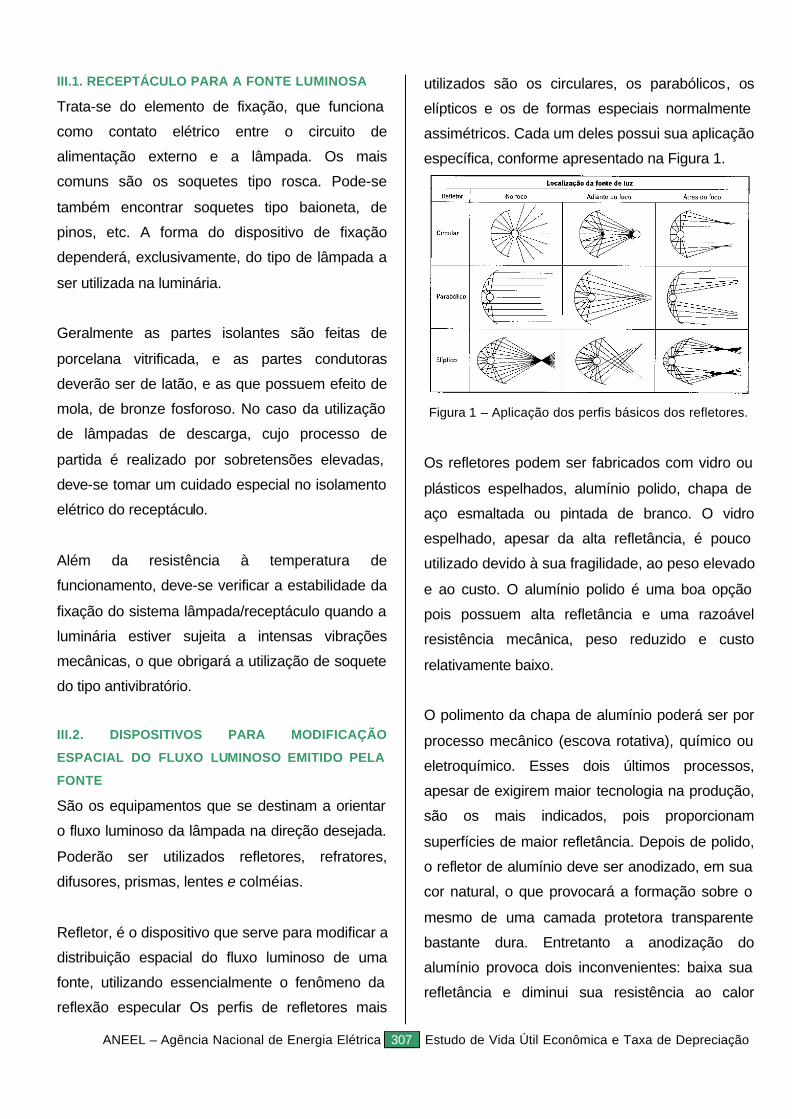
ANEEL – Agência Nacional de Energia Elétrica 307 Estudo de Vida Útil Econômica e Taxa de Depreciação
III.1. RECEPTÁCULO PARA A FONTE LUMINOSA
Trata-se do elemento de fixação, que funciona
como contato elétrico entre o circuito de
alimentação externo e a lâmpada. Os mais
comuns são os soquetes tipo rosca. Pode-se
também encontrar soquetes tipo baioneta, de
pinos, etc. A forma do dispositivo de fixação
dependerá, exclusivamente, do tipo de lâmpada a
ser utilizada na luminária.
Geralmente as partes isolantes são feitas de
porcelana vitrificada, e as partes condutoras
deverão ser de latão, e as que possuem efeito de
mola, de bronze fosforoso. No caso da utilização
de lâmpadas de descarga, cujo processo de
partida é realizado por sobretensões elevadas,
deve-se tomar um cuidado especial no isolamento
elétrico do receptáculo.
Além da resistência à temperatura de
funcionamento, deve-se verificar a estabilidade da
fixação do sistema lâmpada/receptáculo quando a
luminária estiver sujeita a intensas vibrações
mecânicas, o que obrigará a utilização de soquete
do tipo antivibratório.
III.2. DISPOSITIVOS PARA MODIFICAÇÃO
ESPACIAL DO FLUXO LUMINOSO EMITIDO PELA
FONTE
São os equipamentos que se destinam a orientar
o fluxo luminoso da lâmpada na direção desejada.
Poderão ser utilizados refletores, refratores,
difusores, prismas, lentes e colméias.
Refletor, é o dispositivo que serve para modificar a
distribuição espacial do fluxo luminoso de uma
fonte, utilizando essencialmente o fenômeno da
reflexão especular Os perfis de refletores mais
utilizados são os circulares, os parabólicos, os
elípticos e os de formas especiais normalmente
assimétricos. Cada um deles possui sua aplicação
específica, conforme apresentado na Figura 1.
Figura 1 – Aplicação dos perfis básicos dos refletores.
Os refletores podem ser fabricados com vidro ou
plásticos espelhados, alumínio polido, chapa de
aço esmaltada ou pintada de branco. O vidro
espelhado, apesar da alta refletância, é pouco
utilizado devido à sua fragilidade, ao peso elevado
e ao custo. O alumínio polido é uma boa opção
pois possuem alta refletância e uma razoável
resistência mecânica, peso reduzido e custo
relativamente baixo.
O polimento da chapa de alumínio poderá ser por
processo mecânico (escova rotativa), químico ou
eletroquímico. Esses dois últimos processos,
apesar de exigirem maior tecnologia na produção,
são os mais indicados, pois proporcionam
superfícies de maior refletância. Depois de polido,
o refletor de alumínio deve ser anodizado, em sua
cor natural, o que provocará a formação sobre o
mesmo de uma camada protetora transparente
bastante dura. Entretanto a anodização do
alumínio provoca dois inconvenientes: baixa sua
refletância e diminui sua resistência ao calor

ANEEL – Agência Nacional de Energia Elétrica 308 Estudo de Vida Útil Econômica e Taxa de Depreciação
Quanto maior a espessura da camada de
anodização, maior a perda de refletância e menor
a sua resistência à temperatura.
Muitos dos refletores atuais de elevado
rendimento são construídos usando chapas pré-
fabricadas de alumínio de alto brilho, fornecidas
por firmas especializadas.
Outro processo de acabamento e proteção dos
refletores é a cobertura vitrificada, isto é,
recobrimento superficial, através de uma película
de sílica transparente, flexível, bastante lisa, dos
refletores de alumínio utilizados em sistemas de
iluminação, tendo em vista sua proteção contra
agentes agressivos ambientais, além de possuir
uma maior facilidade de limpeza das peças e
menor adesão de contaminantes.
Os refletores de chapa esmaltada são indicados
para luminárias de facho aberto, com distribuição
ampla do fluxo Luminoso e montadas em locais
onde existam agentes agressivos. São
extremamente resistentes à maioria dos agentes
químicos, sendo sua pintura extremamente frágil
ao impacto.
Os refletores de chapa pintada são os mais
baratos. Possuem uma refletância difusa e são
utilizados especialmente na iluminação com
lâmpadas tubulares fluorescente instalados em
locais onde não existam agentes agressivos.
O projeto inicial do perfil dos refletores baseia-se
nos princípios e leis da ótica, devendo levar em
conta, as dimensões da fonte luminosa, e verificar
se a área externa da luminária é suficiente para
dissipar a potência elétrica transformada em calor
na lâmpada e nos equipamentos auxiliares anexos
à luminária. O perfil do refletor deve ser estudado
de tal forma que o fluxo luminoso e o calor
refletidos evitem a lâmpada, para não serem
reabsorvidos pelo bulbo. Isso é especialmente
importante nas lâmpadas de vapor de sódio, que
poderiam ter aumento excessivo na sua tensão
elétrica de arco com a conseqüente diminuição de
sua vida útil
Os refratores e lentes são dispositivos que
modificam a distribuição do fluxo luminoso de uma
fonte utilizando o fenômeno da transmitância. Em
muitas luminárias esses dispositivos têm como
finalidade principal a vedação da luminária,
protegendo os órgãos internos contra poeira,
chuva, poluição e impactos, como no caso das
luminárias que utilizam vidro plano frontal
temperado à prova de choques térmicos e
mecânicos.
Os refratores e lentes são feitos em vidro duro
temperado, tipo borossilicato ou plásticos
especiais, para suportarem os impactos
mecânicos e esforços térmicos a que estarão
submetidos. Deve-se verificar sua resistência às
radiações ultravioletas, que provocam
amarelamento e trinca. Os refratores e lentes de
vidro funcionam também como eficientes filtros
protegendo o ambiente das radiações ultravioletas
emitidas por alguns modelos de lâmpadas
halógenas e de iodeto metálico.
Os difusores são elementos translúcidos, foscos
ou leitosos, colocados em frente à lâmpada com a
finalidade de diminuir sua luminância, reduzindo
as possibilidades de ofuscamento.

ANEEL – Agência Nacional de Energia Elétrica 309 Estudo de Vida Útil Econômica e Taxa de Depreciação
As colméias funcionam como refletores
especulares, como difusores, como defletores ou
como absorvedores de fluxo luminoso disperso,
quando se desejam luminárias com maior controle
do facho luminoso ou em locais onde existam
problemas de ofuscamento.
III.3. CARCAÇA, PEÇAS DE FIXAÇÃO E DE
COMPLEMENTAÇÃO
As estruturas básicas das luminárias podem ser
fabricadas de diversos materiais. Nas luminárias
para lâmpadas fluorescentes, de projeto
simplificado, a carcaça é o próprio refletor, de
chapa de aço, com acabamento em tinta
esmaltada.
Nas luminárias para uso ao tempo ou para
funcionar em ambientes úmidos, dá-se preferência
às carcaças de alumínio sob a forma de chapas e
fundição ou plásticos de engenharia (cloreto
polivinílico, acrílico-metacrilato de metila,
policarbonato) devidamente estabilizados contra
as radiações.
Existem fortes restrições ecológicas à construção
de estruturas de luminárias com poliéster
reforçado com fibra de vidro devido à dificuldade
de sua futura reciclagem e sua baixa durabilidade
quando expostas diretamente a radiações
externas.
No caso de luminárias herméticas, à prova d’água
e vapores, deve se ter cuidado com relação às
juntas e gaxetas de vedação, no que tange à
resistência às intempéries, a temperatura e ao
envelhecimento. No caso das gaxetas dos
sistemas de acesso às lâmpadas, é recomendado
a utilização de borracha de silicone.
As peças acessórias, parafusos, suportes, etc.,
poderão ser de alumínio, aço (protegido por
galvanização eletrolítica seguida de
bicromatização), aço inox ou latão estanhado (em
produtos a serem utilizados sob a ação da brisa
próxima às praias marítimas).
Deve-se evitar numa mesma luminária a utilização
de materiais metálicos diferentes em contato
intimo, visto haver a possibilidade de corrosão
eletroquímica quando a mesma é utilizada em
ambientes úmidos, agressivos.
III.4. MANUTENÇÃO DO FLUXO LUMINOSO
A iluminância obtida sobre o plano de trabalho vai
normalmente sendo diminuída com o tempo de
utilização do sistema de iluminação. Essa
depreciação do fluxo luminoso emitido pela
luminária é devido a:
• Depreciação da reflectância e
transmitãncia da luminária;
• Penetração de poeira e outros agentes
contaminantes no sistema ótico;
• Diminuição do fluxo luminoso das
lâmpadas durante sua vida;
• Acúmulo de contaminantes sobre a parte
externa da lente.
Para se obter uma melhor manutenção do fluxo
luminoso das luminárias deve-se realizar os
seguintes procedimentos:
• Nas luminárias abertas permitir uma
aeração suficiente para que as correntes
de convecção do ar arrastem consigo as

ANEEL – Agência Nacional de Energia Elétrica 310 Estudo de Vida Útil Econômica e Taxa de Depreciação
partículas de poeira, mantendo o refletor
mais limpo.
• Nas luminárias fechadas utilizar filtros nos
pontos de aeração que permitam a entrada
de ar da luminária sem a entrada de
contaminantes no sistema ótico. Para tal
finalidade são recomendados os filtros de
carvão ativado, bem mais eficientes que os
de feltro ou de metal sinterizado.
III.5. GRAU DE PROTEÇÃO CONTRA AGENTES
EXTERIORES
As luminárias, devem ser construídas para
suportar determinadas condições de trabalho em
termos de penetração de corpos estranhos,
vedação a insetos, poeiras, água e resistência a
determinados impactos e danos mecânicos. Essas
características, que dependem da utilização das
luminárias, são definidas pelo seu Grau de
proteção IP (ingress protection). É dado por 3
numerais, que definem em ordem consecutiva os
graus de proteção das diversas partes do
equipamento em relação à penetração de corpos
à líquidos e sua resistência ao impacto.
Deve se ter um cuidado especial na especificação
de luminárias para trabalho em ambientes
contaminados com gases, vapores, pós, poeiras e
grãos explosivos.
IV. MANUTENÇÃO PREVENTIVA
Os custos da manutenção das luminárias
corresponde numa importante parcela dos gastos
de um sistema elétrico. Em muitos casos, além
dos custos diretos de manutenção, tem-se o
indireto causado pela redução do nível de
produção. Na iluminação pública, por exemplo, o
custo da mão-de-obra de troca de uma lâmpada
corresponde ao preço de diversas lâmpadas. Em
muitos galpões industriais o acesso às luminárias
é proporcionado pelas pontes rolantes que,
fazendo parte do processo de produção, não
estão sempre disponíveis. Daí ser recomendada a
troca rápida, total da luminária, sendo sua
manutenção executada na oficina.
V. VIDA ÚTIL ECONÔMICA
A redução na expectativa de vida da luminária se
dará devido à deterioração da pintura em função
do tempo de utilização. Finalmente, pode-se dizer
que a vida útil das luminárias está em torno de 15
anos.
REFERÊNCIAS
[1] ABNT / IEC 598 Parte1 – Luminárias requisitos
gerais e ensaios.
[2] ABNT / IEC 598 Parte2 – Luminárias para
Iluminação pública - requisitos.
[3] Moreira, V. A. Iluminação Elétrica, Editora
Edgard Blucher Ltda, 1999.

ANEEL – Agência Nacional de Energia Elétrica 311 Estudo de Vida Útil Econômica e Taxa de Depreciação
Medidor
RESUMO
A medição de energia elétrica é sem dúvida um
dos pontos mais importantes dentro do sistema
elétrico, seja para o controle e operação do
próprio sistema ou particularmente e
principalmente, para o faturamento da energia
consumida. A precisão dos equipamentos usados
para a medição de energia elétrica torna-se
portanto um fator de extrema importância.
Dependendo da aplicação e do custo, as
concessionárias de energia elétrica podem optar
por usar medidores eletromecânicos ou
eletrônicos. Enquanto os medidores eletrônicos
usam o processo de conversão de sinais
analógico/digital, incluindo vários recursos
tecnológicos existentes, os eletromecânicos se
baseiam nos princípios e fenômenos de indução
eletromagnética. Devido a grande diversidade de
recursos integrados em um mesmo equipamento
e principalmente à precisão, os medidores
eletrônicos acabarão por substituir o uso dos
medidores eletromecânicos. O custo, por ora,
ainda é um fator limitante, principalmente para os
numerosos e pequenos consumidores
monofásicos. Apesar das diferenças existentes
entre os medidores eletromecânicos e eletrônicos,
as condições de operação e instalação são
semelhantes. O desgaste resultante que as partes
componentes dos mesmos sofrem representa um
fator determinante na vida útil desses
equipamentos. A manutenção, particularmente,
restringe-se basicamente à manutenção corretiva.
Baseando-se em índices de concessionárias e
fabricantes, pode-se estimar a vida útil econômica
dos medidores de um modo geral como sendo de
25 anos.
I. INTRODUÇÃO
Os medidores de energia elétrica podem ser
eletromecânicos ou eletrônicos. Os
eletromecânicos se baseiam nos princípios e
fenômenos de indução eletromagnética, enquanto
os eletrônicos usam o processo de conversão de
sinais analógico/digital, incluindo vários recursos
tecnológicos existentes. Os medidores eletrônicos
possuem a grande vantagem de integrarem em
um único equipamento diversas características de
medição, enquanto que os medidores
eletromecânicos possuem diversos modelos para
atender a cada aplicação específica. Além disso,
os medidores eletrônicos oferecem uma classe de
precisão muito superior se comparado com os
medidores eletromecânicos. Contudo, o custo dos
medidores eletrônicos não justifica, por ora, sua
aplicação em pequenos consumidores, sendo
empregado principalmente em consumidores de
grande porte, como indústrias ou pontos de
medição de grandes blocos de energia, como
subestações.
II. MEDIDOR ELETRO-MECÂNICO
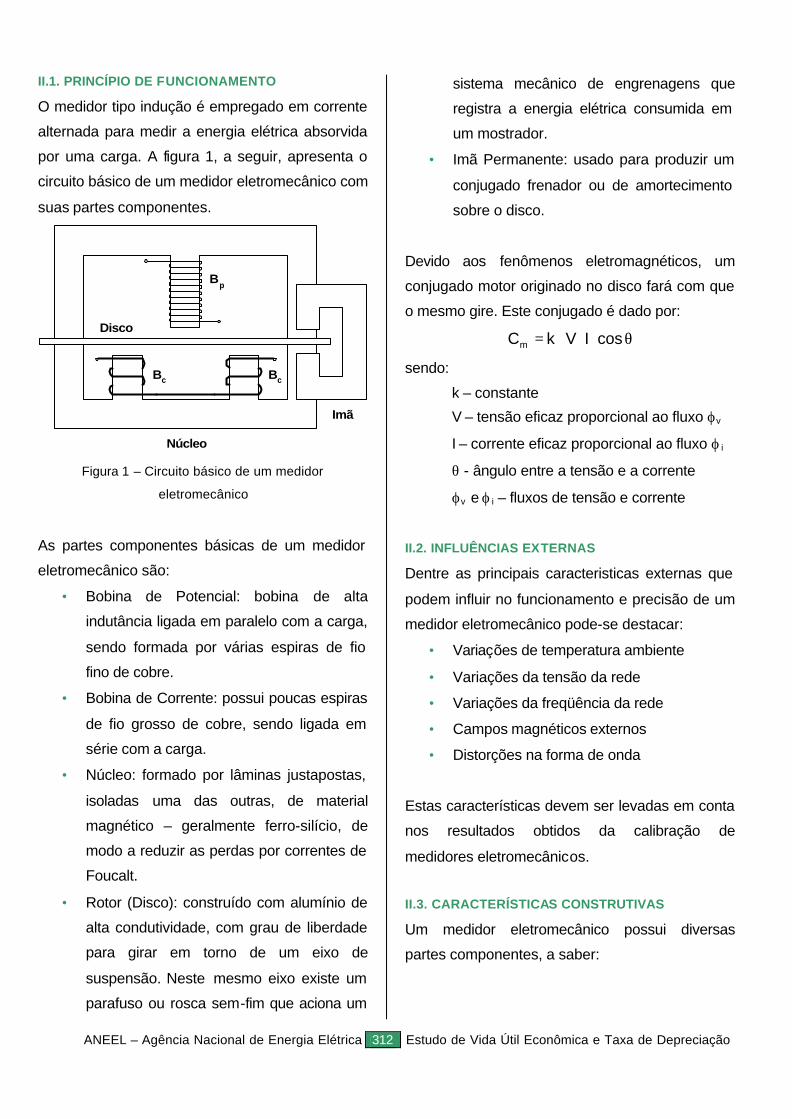
ANEEL – Agência Nacional de Energia Elétrica 312 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.1. PRINCÍPIO DE FUNCIONAMENTO
O medidor tipo indução é empregado em corrente
alternada para medir a energia elétrica absorvida
por uma carga. A figura 1, a seguir, apresenta o
circuito básico de um medidor eletromecânico com
suas partes componentes.
Bp
Bc Bc
Imã
Disco
Núcleo Figura 1 – Circuito básico de um medidor
eletromecânico
As partes componentes básicas de um medidor
eletromecânico são:
• Bobina de Potencial: bobina de alta
indutância ligada em paralelo com a carga,
sendo formada por várias espiras de fio
fino de cobre.
• Bobina de Corrente: possui poucas espiras
de fio grosso de cobre, sendo ligada em
série com a carga.
• Núcleo: formado por lâminas justapostas,
isoladas uma das outras, de material
magnético – geralmente ferro-silício, de
modo a reduzir as perdas por correntes de
Foucalt.
• Rotor (Disco): construído com alumínio de
alta condutividade, com grau de liberdade
para girar em torno de um eixo de
suspensão. Neste mesmo eixo existe um
parafuso ou rosca sem-fim que aciona um
sistema mecânico de engrenagens que
registra a energia elétrica consumida em
um mostrador.
• Imã Permanente: usado para produzir um
conjugado frenador ou de amortecimento
sobre o disco.
Devido aos fenômenos eletromagnéticos, um
conjugado motor originado no disco fará com que
o mesmo gire. Este conjugado é dado por:
θ⋅⋅⋅= cosIVkCm
sendo:
k – constante
V – tensão eficaz proporcional ao fluxo ϕv
I – corrente eficaz proporcional ao fluxo ϕ i
θ - ângulo entre a tensão e a corrente
ϕv e ϕ i – fluxos de tensão e corrente
II.2. INFLUÊNCIAS EXTERNAS
Dentre as principais caracteristicas externas que
podem influir no funcionamento e precisão de um
medidor eletromecânico pode-se destacar:
• Variações de temperatura ambiente
• Variações da tensão da rede
• Variações da freqüência da rede
• Campos magnéticos externos
• Distorções na forma de onda
Estas características devem ser levadas em conta
nos resultados obtidos da calibração de
medidores eletromecânicos.
II.3. CARACTERÍSTICAS CONSTRUTIVAS
Um medidor eletromecânico possui diversas
partes componentes, a saber:

ANEEL – Agência Nacional de Energia Elétrica 313 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Armação: estrutura fabricada em liga de
alumínio-silício destinada a fixar as demais
partes do medidor.
• Base: recebe a fixação da armação e do
bloco de terminais.
• Bloco de terminais: possui os terminais
usados para a conexão dos fios de entrada
da rede e de saída para a instalação.
• Núcleos de Tensão e Corrente: formam,
juntamente com as bobinas de tensão (Bp)
e corrente (Bc), os eletroímãs de tensão e
corrente, respectivamente, conforme
Figura 1.
• Elemento Móvel: é o rotor ou dico. Possui
algumas marcas usadas para leitura do
número de rotações. O número de
rotações dado pelo disco é proporcional ao
consumo.
• Freio Magnético: formado por dois imãs
permanentes que atuam magneticamente
sobre o disco de modo a manter a
velocidade do mesmo rigorosamente
proporcional à potência solicitada pela
carga.
• Mancais: conjunto de peças destinadas a
manter o elemento móvel em posição ideal
entre os eletroímãs de corrente e tensão,
permitindo a sua rotação.
• Registrador: constituído por um conjunto
de engrenagens acopladas ao eixo do
disco, que aciona cilindros, indicando o
consumo de energia solicitado pela carga.
• Tampa Principal: tem a finalidade de cobrir
e proteger a estrutura de todas as peças
nela montada.
• Tampa do Bloco de Terminais: destinada a
cobrir e proteger o bloco de terminais.
Dependendo da aplicação e das necessidades,
pode ser necessário o uso de alguns acessórios
adicionais, como:
• Catraca Mecânica: impede o movimento
inverso do elemento móvel, originado por
inversões do fluxo de energia. Usado em
medidores de energia reativa.
• Sensor Óptico: converte o movimento de
rotação do disco em um trem de pulsos
cuja freqüência é proporcional à
velocidade angular de rotação do mesmo.
• Emissor de Pulsos: envia pulsos a uma
taxa proporcional à velocidade de rotação
do disco que são lidos para contabilizar o
número de rotações do disco.
• Indicador de Falha de Fase: LEDs que
detectam a ausência de fluxo em cada
bobina de tensão.
II.4. CLASSIFICAÇÃO
Um medidor eletromecânico de energia pode ser
classificado de acordo com suas características
que serão abordadas a seguir.
II.4.1. Tipo de Energia a ser Medida
Divide-se em dois tipos principais:
• Medidor de Energia Ativa (kWh)
• Medidor de Energia Reativa (kWh)
II.4.2. Número de Elementos / Fios
Divide-se em:
• Medidores Monofásicos: possuem apenas
um elemento motor, ou disco. Usados em
consumidores de baixo consumo.
• Medidores Polifásicos: possuem 2 ou 3
elementos motores. Utilizados em grandes
consumidores, tais como lojas, indústrias...

ANEEL – Agência Nacional de Energia Elétrica 314 Estudo de Vida Útil Econômica e Taxa de Depreciação
Podem ainda ser subdivididos de acordo com a
entrada da rede.
II.4.3. Tipo de Ligação à Carga
São de dois tipos principais:
• Medidores Diretos: ligados diretamente à
carga, medindo toda a energia consumida.
• Medidores Indiretos: ligados através de
TP´s – Transformadores de Potencial, e
TC´s – Transformadores de Corrente.
II.4.4. Medidores Especiais
Nesta categoria, estão incluídos os medidores de
dupla tarifa, medidores classe 1, medidores de
painel, medidores com acessórios, dentre outros.
III. MEDIDOR ELETRÔNICO
III.1. CARACTERÍSTICAS
Na especificação de um medidor eletrônico devem
ser consideradas basicamente as seguintes
características:
• Formato
• Dimensões
• Medição – Direta ou Indireta
• Ligação – Y ou ∆
• Valores de entrada – Tensão, Corrente
nominal (máxima), Frequência
• Precisão – classe de precisão X%
• Burdens – carga por elemento
• Faixa de operação – temperatura,
umidade, tensão, corrente e frequência.
Outras características dependem das
necessidades específicas de cada aplicação.
III.2. APLICAÇÕES
Os medidores eletrônicos destinam-se
basicamente a duas aplicações principais:
• Fronteira: medidores de grande precisão –
classe 0.2S ou menor, instalados em
pontos de intercâmbio de grandes blocos
de energia, como subestações.
• Industrial: normalmente medidores de
precisão menor – classe 0.5S, com
recursos mais limitados, devido ao custo.
III.3. PRINCÍPIO DE MEDIÇÃO
A medição eletrônica é feita em duas etapas:
III.3.1. Amostragem
Cada entrada de tensão e corrente é amostrada
em pares, ou seja, simultaneamente.
O processo de conversão é mostrado no diagrama
em blocos da figura 2 abaixo.
MUX 1
SAMPLEAND
HOLD
SAMPLEAND
HOLD
MUX 2 CONVERSORA/D
V1, V2, V3
I1, I2, I3
Figura 2 – Diagrama em Blocos do ADC
Cada bloco tem a seguinte função:
• Mux 1: faz a seleção dos pares tensão e
corrente a serem convertidas.
• Sample and Hold: armazena a amostra de
tensão ou corrente.
• Mux 2: leva as amostras ora de tensão e
ora de corrente para o ADC.
ANEEL – Agência Nacional de Energia Elétrica 315 Estudo de Vida Útil Econômica e Taxa de Depreciação
• ADC: digitaliza os valores analógicos
amostrados, transformando-os em valores
binários – seqüência de bits.
III.3.2. Cálculo
O cálculo pode ser executado pelo próprio
microprocessador do medidor ou por um
processador de sinais digitais – DSP.
Para o cálculo faz-se uso da aproximação integral.
Assim, são utilizadas as seguintes aproximações:
• Valor Médio
∑=
⋅=n
1jjm v
n1
V
• Valor Eficaz
∑=
⋅=n
1j
2jef v
n1
V
• Potência Ativa
∑=
⋅⋅=n
1jjjA ie
n1
P
• Potência Aparente
∑∑==
⋅⋅⋅=⋅=n
1j
2j
n
1j
2jefefT i
n1
en1
IES
• Potência Reativa
2A
2TT PSQ −=
• Fator de Potência
T
A
SP
FP =
III.4. RECURSOS E FUNÇÕES
Através da parametrização do medidor, definem-
se os recursos a serem utilizados e as
características de operação desejadas para o
funcionamento do mesmo.
A parametrização depende muito do modelo do
medidor e do fabricante, mas basicamente pode
ser dividida em:
• Display: é a interface visual do medidor.
Através dele podem ser obtidas as leituras
de grandezas como energia, demanda, FP
dentre outras informações, sendo tudo
programável.
• Memória de Massa: tem a função de
armazenar os dados de energia medidos
para posterior leitura. É formatada de
acordo com o número de canais e o
intervalo de gravação programados, o que
irá determinar o tempo total de leitura
possível até encher a memória.
• Módulos de I/O: composta por chaves
eletrônicas que podem ser programadas,
por exemplo, para atuarem por um certo
período de tempo a partir de determinada
hora. Com isso, pode-se chavear bancos
de capacitores nos horários de pico, dentre
outras aplicações.
• Comunicação: define o tipo de interface
que será utilizada para a comunicação
remota com o medidor. Pode-se, assim,
obter dados e informações através de uma
interface serial padrão RS-232 e/ou
através de um modem. A própria
parametrização pode ser realizada
remotamente.
• Software: o próprio sistema de supervisão
e controle define bancos de dados e
configurações default que devem ser
parametrizadas de acordo com as
necessidades de cada aplicação.
Vários outros recursos existem em um medidor de
acordo com o modelo e fabricante, conforme já

ANEEL – Agência Nacional de Energia Elétrica 316 Estudo de Vida Útil Econômica e Taxa de Depreciação
frisados. Um recurso interessante que alguns
medidores têm é a Compensação das Perdas do
Sistema. Este recurso permite ao medidor,
mediante a entrada de alguns parâmetros do
sistema, adicionar ou subtrair as perdas do
sistema à medição de energia. Este recurso é útil
quando é mais econômico instalar o medidor num
ponto tal do sistema que é diferente do ponto de
faturamento contratual.
IV. AFERIÇÃO
A aferição de medidores tanto eletrônicos quanto
eletromecânicos é realizada da mesma forma.
Uma carga fantasma trifásica ou monofásica –
dependendo do tipo do medidor, é usada para
gerar sinais senoidais de corrente e tensão que
são injetados no medidor e em um padrão. O
padrão, através da sua leitura e da leitura do
medidor, calcula o erro percentual do medidor.
O erro é determinado para diversas condições de
carga, de modo a traçar um perfil fiel da precisão
do medidor, verificando se o mesmo está dentro
da sua classe de precisão específica.
V. MANUTENÇÃO PREDITIVA
Particularmente para os medidores eletrônicos,
existe um recurso de auto-teste que permite ao
mesmo realizar um auto-diagnóstico, avisando
localmente em um display ou remotamente
através de um modem, por exemplo, de condições
adversas de operação que podem resultar em
falhas ou imprecisão de leitura.
VI. MANUTENÇÃO PREVENTIVA
Devido às suas próprias características de
operação, os medidores são equipamentos que
devem operar continuamente. Somente no caso
de mau funcionamento, suspeita de fraude ou
reclamação dos consumidores, é que se justifica
normalmente realizar uma manutenção para
verificação da unidade.
No caso dos medidores eletromecânicos
instalados nos pontos de consumo, a NBR 8380
define algumas inspeções de caráter geral que
podem ser feitas:
• Inspeção visual do medidor e de suas
ligações, para verificar irregularidades que
impeçam o seu correto desempenho.
• Verificação de ocorrência de fraude, como
selos violados, alterações das ligações,
etc.
• Verificação da tensão de alimentação de
cada bobina de potencial do medidor. A
tensão de alimentação não deve diferir em
mais de 10% do valor da tensão de
calibração indicada pela empresa
concessionária.
• Verificação do comportamento do medidor
sem carga, isto é, apenas com as bobinas
de potencial ligadas. Nestas condições, o
elemento móvel do medidor não deve dar
uma rotação completa em quinze minutos.
• Verificação da existência de fuga de
corrente na instalação, ou outro defeito
que faça o elemento móvel girar sem
carga. Deve ser constatada a não
existência de fuga de corrente, isto é, o
elemento móvel do medidor não deve girar
continuamente.

ANEEL – Agência Nacional de Energia Elétrica 317 Estudo de Vida Útil Econômica e Taxa de Depreciação
A aferição pode ser feita com carga artificial
(fantasma) ou com a própria carga do consumidor.
Para as unidades instaladas nos pontos de
interligação entre empresas concessionárias de
energia elétrica, a política de manutenção
preventiva adotada depende de cada
concessionária.
No caso dos medidores eletrônicos, uma
verificação visual do equipamento e de suas
ligações é suficiente. Particularmente para a maior
parte dos modelos, existe um recurso de teste que
permite realizar uma aferição em campo dos
mesmos sem a necessidade de extração.
VII. MANUTENÇÃO CORRETIVA
A manutenção corretiva consiste em reparar as
unidades defeituosas ou simplesmente calibrá-las,
caso seja constatado um erro superior à classe do
medidor. Para medidores eletromecânicos, os
defeitos podem ocorrer em uma ou mais das
diversas partes componentes. No caso de mau
funcionamento, apenas alguns ajustes mecânicos,
como o aperto de alguns parafusos ou uma
simples limpeza da unidade, podem ser
suficientes para a correção do problema. De
acordo com a NBR 8380, se o erro do medidor de
energia ativa em serviço for superior a ±3,5%, já
incluída a tolerância admissível na apreciação dos
erros, o mesmo deve ser substituído.
No caso dos medidores eletrônicos, a própria
sofisticação tecnológica mostrada anteriormente,
permite aos mesmos um autodiagnóstico que
indique ao operador de um defeito em
determinado módulo do equipamento. Constatado
o defeito, basta trocar o módulo defeituoso por um
novo, em perfeito funcionamento.
VIII. VIDA ÚTIL ECONÔMICA
As características elétricas e construtivas de
medidores eletromecânicos e eletrônicos são bem
distintas, conforme visto. Enquanto os medidores
eletromecânicos empregam bobinas de potencial
e de corrente para a criação do conjugado motor
no disco, os medidores eletrônicos por sua vez
necessitam de um módulo com transformadores
de medida que compatibilizam níveis do sinal
analógico para a conversão A/D.
Contudo, as condições operativas são bem
semelhantes, pois a ligação de um medidor à rede
é a mesma, independentemente do mesmo ser
eletromecânico ou eletrônico. Como são
equipamentos que devem operar continuamente
uma vez instalados, as práticas de manutenção
consistem basicamente na manutenção corretiva,
bastando em grande parte dos casos uma simples
aferição e calibração, caso seja necessário.
O desgaste das partes componentes frente às
condições de operação e instalação é o principal
fator de influência na vida útil de medidores.
Considerando-se os índices de fabricantes e
concessionárias, pode-se estimar a vida útil
econômica dos medidores de um modo geral
como sendo de 25 anos.
REFERÊNCIAS
[1] Catálogos e documentos técnicos de
Fabricantes.

ANEEL – Agência Nacional de Energia Elétrica 318 Estudo de Vida Útil Econômica e Taxa de Depreciação
[2] Normas ABNT.
Motor de Combustão Interna
RESUMO
Os motores de combustão interna são usualmente
divididos em função do tipo de ignição em motores
de ciclo Otto ou de ciclo Diesel. Nos motores de
ciclo Otto, também chamados de motores de
explosão ou de ignição por centelha, a mescla
carburada do ar com o combustível é feita fora do
cilindro. Já nos de ciclo Diesel, também chamados
de motores de ignição por compressão, a mescla
se forma no interior do cilindro, ou seja, o ar puro
é aspirado e comprimido no cilindro até o tempo
final de compressão sendo, então, o combustível
injetado e, como a temperatura do ar neste
instante é maior do que a temperatura de ignição
do combustível, ocorre o fenômeno da
autoinflamação. As principais vantagens do ciclo
Otto com relação ao ciclo Diesel são: o custo de
fabricação é menor, não utilizam de bombas
injetoras de combustível, apresentam menor
relação peso/potência e também menores
vibrações, emitem na descarga um menor índice
de NOX e de fuligem (particulados). As principais
vantagens do ciclo Diesel com relação ao ciclo
Otto são: maior rendimento térmico por causa das
altas taxas de compressão, baixo consumo
específico de combustível, permitem o uso de
combustíveis de baixa volatibilidade (menor
custo), menor sensibilidade às variações
atmosféricas (temperatura, pressão e umidade do
ar), maior segurança de funcionamento pois não
dependem do sistema elétrico para o
funcionamento, não necessitando de baterias,
velas, platinados, etc, e menor emissão de
monóxido de carbono (CO). Para obter do motor
toda a vida útil de operação possível, as
atividades de manutenção são essenciais,
especialmente através de atividades como a
análise de vibrações (manutenção preditiva) e
pela correta observância dos procedimentos
relacionados com a manutenção preventiva, como
a correta lubrificação do motor. Considerando a
expectativa do número médio de horas de
operação dos motores de combustão interna e
considerando valores típicos de utilização, sugere-
se para estes equipamentos uma vida útil
econômica de 15 anos.
I. INTRODUÇÃO
Os motores de combustão interna são usualmente
divididos em função do tipo de ignição:
• Motores de ciclo Otto, de explosão ou de
ignição por centelha: Neste tipo de motor a
mescla carburada do ar com o combustível
é feita fora do cilindro. Essa mescla ao ser
introduzida no cilindro, através da válvula
de sucção, é comprimida e, mediante uma
centelha elétrica ocorre a combustão a
volume constante, pois neste instante a
válvula de descarga está fechada. Logo
após a explosão a válvula de descarga se

ANEEL – Agência Nacional de Energia Elétrica 319 Estudo de Vida Útil Econômica e Taxa de Depreciação
abre liberando os gases de exaustão a
uma temperatura em torno de 800 °C. O
teor de mistura ar/combustível deste ciclo
situa-se entre 11/1 e 17/1 e a taxa de
compressão entre 6/1 e 12/1.
• Motores de ciclo Diesel ou de ignição por
compressão: Neste tipo de motor, a
mescla se forma no interior do cilindro, ou
seja, o ar puro é aspirado e comprimido no
cilindro até o tempo final de compressão
sendo, então, o combustível injetado e,
como a temperatura do ar neste instante é
maior do que a temperatura de ignição do
combustível, ocorre o fenômeno da
autoinflamação. Uma vez iniciada a
combustão, o combustível injetado
posteriormente vai queimando de acordo
com a própria lei de injeção e esta queima
ocorre à pressão constante já que o
aumento da pressão pela adição de calor é
praticamente compensada pela expansão
dos gases. O teor de mistura
ar/combustível para este ciclo situa-se
entre 20/1 e 50/1 e a taxa de compressão
entre 18/1 e 23/1.
As principais vantagens do ciclo Otto com relação
ao ciclo Diesel são: por serem motores menos
robustos, o custo de fabricação é menor; não
utilizam de bombas injetoras de combustível;
apresentam menor relação peso/potência e
também menores vibrações; emitem na descarga
um menor índice de NO X e de fuligem
(particulados).
As principais vantagens do ciclo Diesel com
relação ao ciclo Otto são: maior rendimento
térmico por causa das altas taxas de compressão;
baixo consumo específico de combustível;
permitem o uso de combustíveis de baixa
volatibilidade (menor custo); menor sensibilidade
às variações atmosféricas (temperatura, pressão e
umidade do ar); maior segurança de
funcionamento pois não dependem do sistema
elétrico para o funcionamento não necessitando
de baterias, velas, platinados, etc.; menor emissão
de monóxido de carbono (CO).
II. CARACTERÍSTICAS
Os motores podem ainda ser classificados de
outras formas, como as apresentadas a seguir,
onde são apresentadas algumas de suas
principais características.
Segundo o ciclo de combustão:
• Motores de quatro tempos: são aqueles
em que o ciclo completo é realizado por
dois movimentos de ida e dois de volta do
pistão. Os quatro tempos são: admissão,
compressão (combustão), expansão e
escape (exaustão).
• Motores de dois tempos: nestes motores o
ciclo completo é realizado em um
deslocamento de ida e outra de volta do
pistão. A renovação da carga ocorre por
lavagem dos gases de combustão com o
ar fresco nas proximidades do ponto morto
inferior. Nos motores de dois tempos é
necessário uma fonte de pressão para
impulsionar o ar para dentro do cilindro,
sendo que as características construtivas
dos cilindros são mais complexas que nos
motores de quatro tempos. Em teoria, um
motor de dois tempos deveria ter o dobro

ANEEL – Agência Nacional de Energia Elétrica 320 Estudo de Vida Útil Econômica e Taxa de Depreciação
da potência de um motor de quatro tempos
de mesma cilindrada, com igual velocidade
de rotação, porém deve-se ter em conta a
potência consumida na lavagem e que
uma parte do deslocamento se perde na
renovação da carga. Portanto, a potência
de um motor de dois tempos sobre o de
quatro tempos de mesma cilindrada com
igual velocidade de rotação será no
máximo 60% maior dependendo do tipo de
motor. Por último, deve-se ter em conta
que o motor de dois tempos é mais
sensível a variação da carga que o motor
de quatro tempos.
Segundo a pressão de admissão do fluido ao
motor:
• Podem ser sobrealimentados (turbinados)
ou não, em função da pressão na qual
entrará a mistura carburada (ciclo Otto)
e/ou o ar (ciclo Diesel). O objetivo da
sobrealimentação é basicamente
incrementar a potência dos motores. Nos
motores sobrealimentados costuma-se
refrigerar o ar (intercooler) com objetivo de
possibilitar uma maior elevação da
potência do motor sem elevar as cargas
térmicas.
Segundo o número de rotações do motor:
• O número de rotações, em relação inversa
ao diâmetro do êmbolo, deverá estar
ligado ao número de horas que deverá
trabalhar ao ano. Instalações com poucas
horas de funcionamento ao ano requerem
motores em torno a 1500-3000 rpm. Estes
motores são sensivelmente mais baratos
que os de baixa rotação e ocupam pouco
espaço, porém sua vida é mais curta. Em
instalações que funcionem um grande
número de horas se recomenda para
grandes potenciais entre 400 e 750 rpm e
entre 750 e 1500 rpm para potências
médias. Neste último caso, os custos são,
entretanto mais elevados e sua vida mais
longa.
III. MANUTENÇÃO PREDITIVA
A principal ferramenta utilizada para a
manutenção preditiva de motores é a análise de
vibrações. Através dela podem ser antecipados
maiores problemas relacionados com elementos
como engrenagens e rolamentos.
IV. MANUTENÇÃO PREVENTIVA
Cada motor possui suas próprias características e,
desta forma, planos próprios de manutenção
preventiva. Entre as atividades mais comumente
realizadas estão a verificação do nível e das
características dos óleos lubrificantes, do nível e
da temperatura da água de refrigeração, a limpeza
periódica dos elementos filtrantes e a parada para
manutenção em intervalos determinados de
tempo.
V. MANUTENÇÃO CORRETIVA
A seguir apresenta-se alguns dos problemas mais
comuns encontrados na operação de motores de
combustão interna e que requerem alguma
medida de manutenção corretiva. Para cada
problema são citadas as possíveis causas e, para
algumas causas, são relacionados os pontos a
serem verificados para a possível correção do
problema.

ANEEL – Agência Nacional de Energia Elétrica 321 Estudo de Vida Útil Econômica e Taxa de Depreciação
V.1. AQUECIMENTO ANORMAL
V.1.1. Refrigeração Incorreta
• Circuito de refrigeração a água defeituoso:
verificar a quantidade de água no motor e
se existem fugas; verificar a presença de
tártaro ou outras impurezas nas paredes
das câmaras de água; verificar se a bomba
de água está defeituosa; verificar se a
válvula termostática estádefeituosa.
• Refrigeração a ar defeituosa ou
insuficiente (refrigeração do radiador) ou
Refrigeração do cárter impedida por
depósitos nas paredes exteriores: verificar
se a correia do ventilador está distendida
ou usada; verificar se as passagens de ar
no radiador estão obstruídas; verificar se o
radiador está demasiado protegido
(persiana, ou grade).
V.1.2. Motor Sobrecarregado
V.1.3. Má Combustão
• Avanço excessivo na injeção;
• Injetores defeituosos;
• Escapamento obstruído ou cano de
escapamento amassado;
• Filtro de ar entupido ou defeituoso.
V.1.4. Lubrificação Defeituosa
• Alimentação de óleo incorreta: verificar
bomba de óleo defeituosa; verificar se
existem canalizações obstruídas; verificar
se a válvula de descarga está engripada
aberta.
• Óleo lubrificante de viscosidade
exagerada.
• Circuito de lubrificação obstruído: verificar
se o filtro de óleo está obstruído ou
defeituoso; verificar se os intervalos entre
as trocas de óleo estãodemasiado longos.
V.2. PERDA DE POTÊNCIA
V.2.1. Alimentação de Combustível Defeituosa
• Combustível de qualidade incorreta;
• Má alimentação da bomba de injeção:
verificar a presença de ar no circuito de
combustível; verificar se a bomba de
combustível está defeituosa; verificar se
existem obstruções de canalizações de
combustível; verificar se o filtro de
combustível está parcialmente obstruído
por água ou impurezas; verificar se o
reservatório de combustível está entupido.
• Funcionamento anormal da bomba de
injeção ou dos injetores: verificar se há
presença de ar no circuito de combustível;
verificar se a bomba de injeção está
defeituosa; verificar a calagem correta da
injeção; verificar a existência de um ou
mais injetores defeituosos: orifícios
obstruídos, agulha gomada, pressão mal
regulada, fugas, mola do injetor quebrada.
V.2.2. Regulador Defeituoso
V.2.3. Entrada de Ar Obstruída ou Escapamento
Obstruído
V.2.4. Compressão Insuficiente causada por:
• Válvulas com folga ou com jogo incorreto;
• Mola da válvula quebrada;

ANEEL – Agência Nacional de Energia Elétrica 322 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Junta defeituosa (fuga de um cilindro para
outro, por exemplo);
• Anéis de pistão gomados ou usados;
• Mecanismo de descompressão mal
regulado;
• Depósitos excessivos nas câmaras de
combustão e nas válvulas.
V.3. PRESSÃO DE ÓLEO ANORMAL
V.3.1. Pressão do Óleo Demasiado Forte
• Válvula de descarga defeituosa: verificar
se a válvula não se abre corretamente ou
se engripou fechada; verificar se a válvula
está mal regulada; verificar se a válvula
está obstruída.
• Obstrução na canalização de impulsão da
bomba;
• Filtro obstruído;
• Óleo de lubrificação demasiado viscoso:
verificar se o óleo utilizado é demasiado
viscoso; verificar se o óleo está muito sujo.
V.3.2. Pressão Muito Fraca
• Filtro obstruído;
• Aspirador da bomba de óleo entupido;
• Fuga na impulsão da bomba de óleo;
• Nível de óleo muito baixo;
• Válvula de descarga defeituosa: verificar
se o assento da válvula está sujo; verificar
se a válvula está engripada aberta;
verificar se a válvula está desregulada.
• Bomba de óleo usada ou defeituosa;
• Desgaste excessivo dos coxins;
• Óleo de lubrificação demasiado fluido.
VI. VIDA ÚTIL ECONÔMICA
Considerando a expectativa do número médio de
horas de operação dos motores de combustão
interna e considerando valores típicos de
utilização, sugere-se para estes equipamentos
uma vida útil econômica de 15 anos.
REFERÊNCIAS
[1] Behar, M., Motores Diesel, Hemus Livraria
Editora, 1978
ANEEL – Agência Nacional de Energia Elétrica 323 Estudo de Vida Útil Econômica e Taxa de Depreciação
Painel, Mesa de Comando e Cubículo
RESUMO
Conjuntos de manobra e controle de baixa tensão
são combinações de dispositivos e equipamentos
de manobra, controle, medição, proteção e
regulação de baixa tensão, completamente
montados, com todas as interligações elétricas e
mecânicas internas e partes estruturais. O alvo de
interesse deste estudo está justamente no projeto
do invólucro e nas partes estruturais deste
conjunto. Por invólucro de um conjunto de
manobra e controle, entende-se as partes
envolventes do conjunto usadas para evitar o
contato acidental com as partes móveis ou
energizadas contidas internamente e para
proteger os componentes dos agentes externos.
Desta forma, é possível caracterizar cubículos,
painéis e mesas de comando baseado nas
definições anteriores. Por cubículo entende-se um
conjunto fechado, comumente do tipo auto-
sustentável que pode compreender várias seções,
subseções ou compartimentos. Mesa de comando
é um conjunto de manobra e controle fechado,
com painel de controle horizontal ou inclinado, ou
uma combinação de ambos, que incorpora
aparelhos de controle, medição, sinalização, etc.
Já painel pode ser entendido como uma estrutura
projetada para suportar vários componentes e
apropriada para instalação em um conjunto de
manobra e controle, constituindo, eventualmente,
o próprio conjunto. Quanto à vida útil destes
equipamentos, algumas anormalidades podem
causar danos a vida útil dos conjuntos de
manobra e controle. Dentre elas destacam-se a
elevação de temperatura e correntes de curto-
circuito. Assim, considerando as características
construtivas, os critérios de manutenção e as
anormalidades que podem causar danos aos
equipamentos, conseqüentemente reduzindo a
vida útil dos mesmos, pode-se estimar uma vida
útil econômica de 30 anos para painéis, mesas de
comando e cubículos.
I. INTRODUÇÃO
Define-se como conjunto de manobra e controle
de baixa tensão, as combinações de dispositivos e
equipamentos de manobra, controle, medição,
proteção e regulação de baixa tensão
completamente montados, com todas as
interligações elétricas e mecânicas internas e
partes estruturais. O alvo de interesse deste
estudo está justamente no projeto do invólucro e
nas partes estruturais deste conjunto. Por
invólucro de um conjunto de manobra e controle,
entende-se as partes envolventes do conjunto
usadas para evitar o contato acidental com as
partes móveis ou energizadas contidas
internamente e para proteger os componentes dos
agentes externos.
Para o completo entendimento dos itens a serem
descritos, cubículo, mesa de comando e painéis,
torna-se necessário a apresentação de algumas

ANEEL – Agência Nacional de Energia Elétrica 324 Estudo de Vida Útil Econômica e Taxa de Depreciação
definições sobre as unidades de construção dos
conjuntos de manobra e controle:
• Seção: unidade de construção de um
conjunto de manobra e controle
compreendida entre duas separações
verticais sucessivas, que poderão ser
físicas ou puramente geométricas.
• Subseção: unidade de construção de um
conjunto de manobra e controle
compreendida entre duas separações
horizontais sucessivas de uma seção, que
poderão ser físicas ou puramente
geométricas.
• Compartimento: seção ou subseção
fechada, exceto pelas aberturas
necessárias para interligação, controle ou
ventilação.
II. DESCRIÇÃO DOS EQUIPAMENTOS
II.1. CUBÍCULO
Um conjunto de manobra e controle tipo cubículo
caracteriza-se por ser um conjunto fechado, ou
seja, inacessível por todos os lados, com exceção
da parte frontal, com grau de proteção mínimo
IP20. Além disso, é comumente do tipo auto-
sustentável que pode compreender várias seções,
subseções ou compartimentos. Um exemplo típico
está apresentado na figura seguinte:
Figura 1: Cubículo
Pode-se ainda encontrar um conjunto de manobra
e controle tipo multicubículo, ou seja, uma
combinação de cubículos mecanicamente ligados.
Este tipo de conjunto é apresentado pela figura
seguinte:
Figura 2: Multicubículo
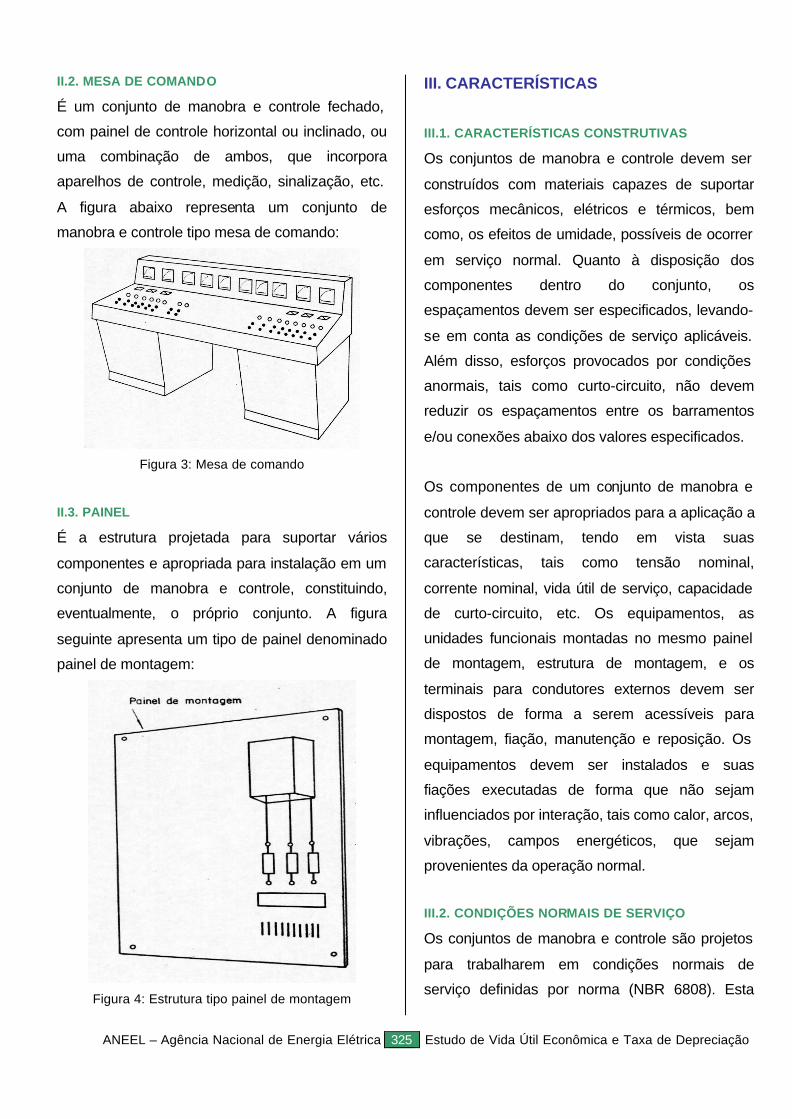
ANEEL – Agência Nacional de Energia Elétrica 325 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.2. MESA DE COMANDO
É um conjunto de manobra e controle fechado,
com painel de controle horizontal ou inclinado, ou
uma combinação de ambos, que incorpora
aparelhos de controle, medição, sinalização, etc.
A figura abaixo representa um conjunto de
manobra e controle tipo mesa de comando:
Figura 3: Mesa de comando
II.3. PAINEL
É a estrutura projetada para suportar vários
componentes e apropriada para instalação em um
conjunto de manobra e controle, constituindo,
eventualmente, o próprio conjunto. A figura
seguinte apresenta um tipo de painel denominado
painel de montagem:
Figura 4: Estrutura tipo painel de montagem
III. CARACTERÍSTICAS
III.1. CARACTERÍSTICAS CONSTRUTIVAS
Os conjuntos de manobra e controle devem ser
construídos com materiais capazes de suportar
esforços mecânicos, elétricos e térmicos, bem
como, os efeitos de umidade, possíveis de ocorrer
em serviço normal. Quanto à disposição dos
componentes dentro do conjunto, os
espaçamentos devem ser especificados, levando-
se em conta as condições de serviço aplicáveis.
Além disso, esforços provocados por condições
anormais, tais como curto-circuito, não devem
reduzir os espaçamentos entre os barramentos
e/ou conexões abaixo dos valores especificados.
Os componentes de um conjunto de manobra e
controle devem ser apropriados para a aplicação a
que se destinam, tendo em vista suas
características, tais como tensão nominal,
corrente nominal, vida útil de serviço, capacidade
de curto-circuito, etc. Os equipamentos, as
unidades funcionais montadas no mesmo painel
de montagem, estrutura de montagem, e os
terminais para condutores externos devem ser
dispostos de forma a serem acessíveis para
montagem, fiação, manutenção e reposição. Os
equipamentos devem ser instalados e suas
fiações executadas de forma que não sejam
influenciados por interação, tais como calor, arcos,
vibrações, campos energéticos, que sejam
provenientes da operação normal.
III.2. CONDIÇÕES NORMAIS DE SERVIÇO
Os conjuntos de manobra e controle são projetos
para trabalharem em condições normais de
serviço definidas por norma (NBR 6808). Esta

ANEEL – Agência Nacional de Energia Elétrica 326 Estudo de Vida Útil Econômica e Taxa de Depreciação
norma estabelece as condições de temperatura,
condições atmosféricas e de altitude. Quando o
conjunto tiver que operar em condições diferentes
das especificadas ou em condições adversas tais
como vibrações, exposição a campos elétricos e
magnéticos relevantes, freqüência acima de 1000
Hz, etc, alguns requisitos particulares de projeto
devem ser considerados com o propósito de se
evitar danos ao equipamento.
III.3. CARACTERÍSTICAS NOMINAIS
As características nominais de um conjunto de
manobra e controle são: tensão nominal, corrente
nominal, corrente suportável nominal de curta
duração, valor suportável de curto-circuito, valor
suportável nominal de crista de corrente,
freqüência nominal, nível de isolamento nominal.
IV. MANUTENÇÃO
Certas operações de manutenção podem ser
realizadas com o conjunto de manobra e controle
em serviço. Estas operações podem ser de:
inspeção visual de dispositivos de manobra, relés,
conexões de condutores e identificações, outros
componentes; ajuste e rearme de relés e outros
dispositivos; substituição de fusíveis; substituição
de lâmpadas indicadoras; certas operações de
localização de falta; etc.
Outras operações de manutenção podem ser
realizadas estando uma parte do conjunto
desenergizado e as outras partes adjacentes
sobre tensão. Evidentemente, o conjunto deve ser
projetado para este propósito.
Os componentes e circuitos de um conjunto de
manobra e controle devem ser dispostos de forma
a facilitar a operação e manutenção e ao mesmo
tempo assegurar o grau necessário de proteção.
V. VIDA ÚTIL ECONÔMICA
Algumas anormalidades podem causar danos a
vida útil dos conjuntos de manobra e controle.
Dentre elas destacam-se a elevação de
temperatura e correntes de curto-circuito.
V.1. ELEVAÇÃO DE TEMPERATURA
A elevação de temperatura das partes de um
conjunto de manobra e controle não deve exceder
valores estabelecidos por normas, quando
percorrido por corrente nominal nas condições de
ensaio também prescritas por norma. A elevação
da temperatura de qualquer componente não deve
causar danos a outros componentes,
principalmente aos materiais isolantes.
V.2. CURTO-CIRCUITO
Os conjuntos de manobra e controle devem ser
construídos de forma a suportar os efeitos
térmicos e dinâmicos resultantes da corrente de
curto-circuito presumida para qual o conjunto foi
projetado. Os esforços de curto circuito podem ser
reduzidos através de dispositivos limitadores de
corrente. Além disso, os conjuntos devem ser
protegidos contra curto-circuito por meio de
dispositivos incorporados ao conjunto ou fora dele.
Os circuitos dentro do conjunto devem ser
dimensionados da seguinte forma: os barramentos
principais devem ser dimensionados de acordo
com a capacidade de curto circuito e projetados
para suportar pelo menos os esforços de curto-
circuito limitados pelos dispositivos de proteção no
lado de entrada dos barramentos principais. Os

ANEEL – Agência Nacional de Energia Elétrica 327 Estudo de Vida Útil Econômica e Taxa de Depreciação
condutores entre os barramentos principais e a
alimentação de uma unidade funcional, podem ser
dimensionados com base nos esforços de curto-
circuito reduzidos que ocorram no lado de carga
do dispositivo de proteção contra curto-circuito
nesta unidade, considerando um curto-circuito
interno uma possibilidade remota. Já os circuitos
auxiliares devem ser protegidos contra os efeitos
dos curtos-circuitos. Contudo, um dispositivo de
proteção só deve ser colocado se sua operação
não puder causar perigo.
Considerando as características construtivas, os
critérios de manutenção e as anormalidades que
podem causar danos aos equipamentos,
conseqüentemente reduzindo a vida útil dos
mesmos, pode-se estimar uma vida útil econômica
de 30 anos para painéis, mesas de comando e
cubículos.
REFERÊNCIAS
[1] Júdez, G. Z., Estaciones Transformadoras Y
De Distribución. Editorial Gustavo Gili, S. A., 3rd
edição 1966.
[2] NBR 6808, Conjuntos de manobra e controle
de baixa tensão. AGO/1981.
[3] informações e catálogos de empresas do setor
elétrico.

ANEEL – Agência Nacional de Energia Elétrica 328 Estudo de Vida Útil Econômica e Taxa de Depreciação
Pára-Raios
RESUMO
Os pára-raios para sistemas de potência são
equipamentos de proteção conectados geralmente
entre fase e terra de um sistema elétrico de modo
a prover sua proteção contra surtos de tensão,
contribuindo para dar confiabilidade, economia e
continuidade de operação dos equipamentos
elétricos. Estes surtos podem ser de origem
externa, atmosféricos, ou de origem interna ao
sistema, manobras. Via de regra os pára-raios não
são projetados para trabalhar frente a solicitações
de surtos em freqüência industrial de longa
duração, ou seja, sobretensões sustentadas em
regime. Construtivamente, os pára-raios podem
ser divididos em dois grandes grupos construtivos,
devidamente subdivididos em classes de
aplicação, que são os que possuem centelhadores
e os que não são projetados com centelhadores.
Em termos genéricos os pára-raios podem ser
considerados como válvulas que aliviam as
sobretensões impostas aos sistemas. A vida útil
de um pára-raios para sistemas de potência se
encontra relacionada com a sua vedação. A
qualidade desta vedação é um problema
tecnológico e de custo do produto e do preço final
de venda do equipamento. Com relação aos pára-
raios para tensões mais elevadas, como por
exemplo, linhas de transmissão e subestação, a
expectativa de vida é de aproximadamente 20
anos.
I. INTRODUÇÃO
O raio é um fenômeno atmosférico de
consequências danosas, resultante do acúmulo da
cargas elétricas em uma nuvem e a descarga
sobre o solo ou qualquer estrutura que ofereça
condições à descarga. Estas nuvens são
carregadas por cargas predominantemente
negativas na parte inferior e positivas na sua parte
superior.
Observações e medições das descargas que
atingem as linhas de transmissão provam que são
resultantes de nuvens carregadas com cargas
elétricas negativas. Estas descargas são
caracterizadas por correntes da ordem de 10 a
200 kA, que ao atingir, por exemplo, uma os
condutores da linha de transmissão que possuem
um certo valor de impedância, irá resultar na
sobretensão.
Deste modo, os pára-raios são dimensionados e
instalados para proteger os equipamentos contra
os surtos de tensão provocados pelas descargas
atmosféricas, e também os surtos provocados por
chaveamento ou manobras de equipamentos nas
subestações do sistema elétrico.
II. CARACTERÍSTICAS GERAIS
Os pára-raios para sistemas de potência são
equipamentos de proteção conectados geralmente
entre fase e terra de um sistema elétrico de modo
a prover sua proteção contra surtos de tensão. Em

ANEEL – Agência Nacional de Energia Elétrica 329 Estudo de Vida Útil Econômica e Taxa de Depreciação
operação normal, o pára-raio é semelhante a um
circuito aberto, quando ocorrer uma sobretensão,
haverá uma circulação de corrente no resistor não
linear do pára-raio impedindo que esta tensão nos
seus terminais ultrapasse um determinado valor
de segurança.
Estes surtos podem ser de origem externa,
atmosféricos, ou de origem interna ao sistema
proveniente de manobras. Via de regra os pára-
raios não são projetados para trabalhar frente a
solicitações de surtos em freqüência industrial de
longa duração.
A seleção de um pára-raio para a correta proteção
de um equipamento, ou de um grupo de
equipamentos, deve-se levar em consideração
uma série de fatores, tais como: tensão máxima
na freqüência industrial, sobretensões
temporárias, sobretensões atmosféricas e de
manobra, efeito distância, características de
proteção, isolamento dos equipamentos e
margens de proteção.
III. CARACTERÍSTICAS CONSTRUTIVAS
Construtivamente, os pára-raios podem ser
divididos em dois grandes grupos construtivos,
devidamente subdivididos em classes de
aplicação. Deste modo existem pára-raios,
conhecidos como convencionais ou com
centelhadores, que são espaçamentos
intencionais em ar, e pára-raios a óxido metálico
sem centelhadores. As classes de aplicação
básicas são: secundária, distribuição, subestação
e linhas de transmissão.
Os pára-raios com centelhadores são construídos
normalmente com resistores a carboneto de
silício, se bem que a normalização nacional prevê
a construção de pára-raios com centelhadores a
óxido metálico. Os centelhadores são
eletricamente o elo fraco deste tipo de projeto pois
limitam suas características de absorção de
surtos, principalmente de manobra. Os
centelhadores podem ser construídos de várias
maneiras, incorporando ou não dispositivos de
equalização de potencial e nos pára-raios classe
estação são considerados como ativos ou
limitadores de corrente pela implementação de
dispositivos que provêem o sopro do arco. Os
pára-raios sem centelhadores são construídos
somente com resistores a óxido metálico.
Em termos genéricos os pára-raios podem ser
considerados como válvulas que aliviam as
sobretensões impostas aos sistemas. Estas
válvulas são constituídas de elementos ativos
internos resistores e centelhadores, dependendo
do caso, instaladas no interior de um invólucro
que pode ser em porcelana ou em material
polimérico.
A Figura 1 apresenta uma vista em corte de um
pára-raio convencional, e a quantidade de seções
de porcelana depende da tensão nominal do pára-
raio.

ANEEL – Agência Nacional de Energia Elétrica 330 Estudo de Vida Útil Econômica e Taxa de Depreciação
Figura 1 – Seção transversal de um pára-raio
Onde:
1. Porcelana;
2. Flange terminal e dispositivo de alívio de
pressão;
3. Centelhadores e câmara de extinção;
4. Resistor não linear;
5. Resistor equalizador;
6. Anel equalizador de potencial;
7. Terminal de alta tensão;
8. Terminal de aterramento.
As funções básicas do centelhador são: suportar a
tensão normal do sistema, disparar para um nível
de tensão bem definido e recuperar a sua
característica isolante após a dissipação do surto
que provocou o disparo. Os resistores não
lineares tem a função básica de absorver a
energia e limitar a corrente do surto.
Quanto à forma, quando se tem buchas quer em
material cerâmico ou polimérico, o principal ponto
que se deve observar no projeto mecânico do
pára-raios é a vedação do seus flanges superior e
ou inferior.
A vedação de um pára-raios é quem virtualmente
determina sua vida útil pois na maioria das falhas
com os mesmos é detectada a presença de água
em seu interior. A perda de vedação resulta na
presença de água no interior do invólucro dos
pára-raios por meio de um efeito conhecido por
bombeamento. A qualidade dos sistemas de
vedação dos pára-raios é determinada pelo
acabamento superficial das partes a serem
vedadas, invólucro e flanges, pela qualidade do
material da gaxeta e pela aplicação da correta
tensão de serviço à gaxeta que tem ser inferior,
durante qualquer etapa do processo de
manufatura ao valor de esmagamento.
Os sistemas de vedação podem apresentar vários
graus de sofisticação desde uma simples barreira
fornecida por uma única gaxeta a um conjunto de
três barreiras contra umidade, uma principal
interna uma secundária externa e um meio
impermeável entre elas, usualmente em parafina.
A diferença básica é o custo e sua vida útil.
Sistemas poliméricos que trabalham com
estruturas em epoxi reforçada com fibra de vidro
para sustentação mecânica e material polimérico
injetado diretamente sobre os resistores a óxido
metálico tem como principal fonte de problema a
interface entre as partes metálicas de contato e o
polímero e ainda são objeto de algum estudo por
parte dos fabricantes.
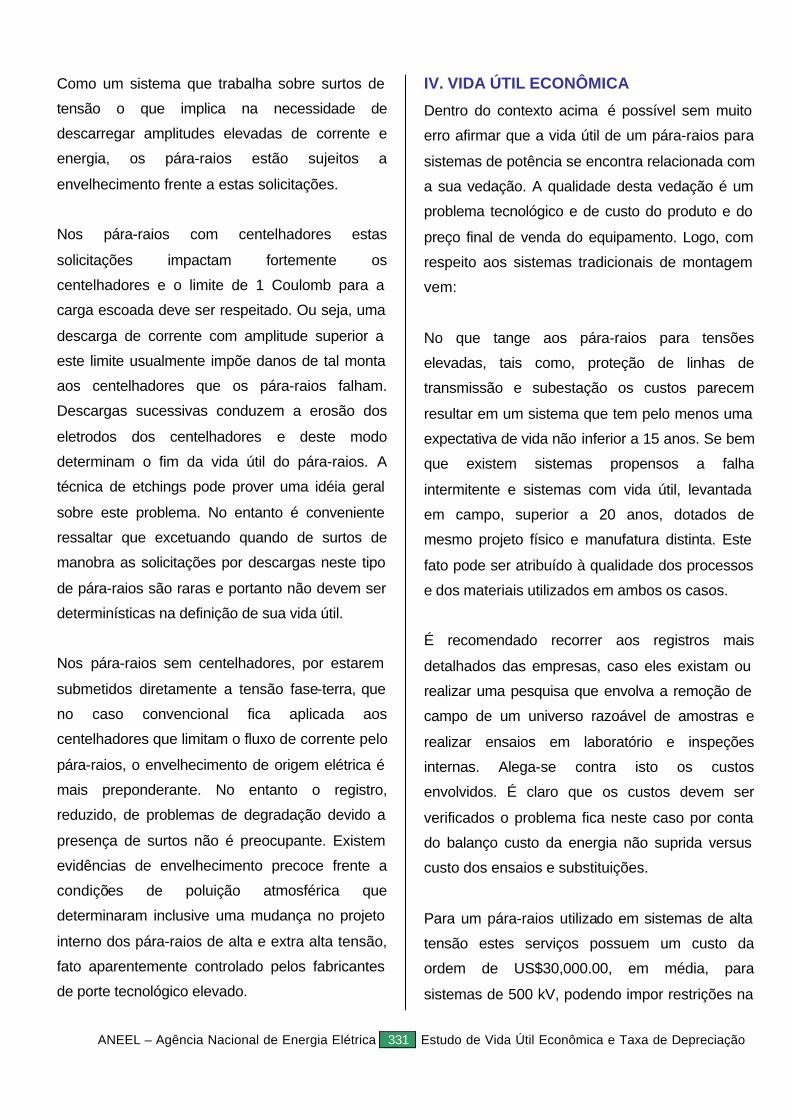
ANEEL – Agência Nacional de Energia Elétrica 331 Estudo de Vida Útil Econômica e Taxa de Depreciação
Como um sistema que trabalha sobre surtos de
tensão o que implica na necessidade de
descarregar amplitudes elevadas de corrente e
energia, os pára-raios estão sujeitos a
envelhecimento frente a estas solicitações.
Nos pára-raios com centelhadores estas
solicitações impactam fortemente os
centelhadores e o limite de 1 Coulomb para a
carga escoada deve ser respeitado. Ou seja, uma
descarga de corrente com amplitude superior a
este limite usualmente impõe danos de tal monta
aos centelhadores que os pára-raios falham.
Descargas sucessivas conduzem a erosão dos
eletrodos dos centelhadores e deste modo
determinam o fim da vida útil do pára-raios. A
técnica de etchings pode prover uma idéia geral
sobre este problema. No entanto é conveniente
ressaltar que excetuando quando de surtos de
manobra as solicitações por descargas neste tipo
de pára-raios são raras e portanto não devem ser
determinísticas na definição de sua vida útil.
Nos pára-raios sem centelhadores, por estarem
submetidos diretamente a tensão fase-terra, que
no caso convencional fica aplicada aos
centelhadores que limitam o fluxo de corrente pelo
pára-raios, o envelhecimento de origem elétrica é
mais preponderante. No entanto o registro,
reduzido, de problemas de degradação devido a
presença de surtos não é preocupante. Existem
evidências de envelhecimento precoce frente a
condições de poluição atmosférica que
determinaram inclusive uma mudança no projeto
interno dos pára-raios de alta e extra alta tensão,
fato aparentemente controlado pelos fabricantes
de porte tecnológico elevado.
IV. VIDA ÚTIL ECONÔMICA
Dentro do contexto acima é possível sem muito
erro afirmar que a vida útil de um pára-raios para
sistemas de potência se encontra relacionada com
a sua vedação. A qualidade desta vedação é um
problema tecnológico e de custo do produto e do
preço final de venda do equipamento. Logo, com
respeito aos sistemas tradicionais de montagem
vem:
No que tange aos pára-raios para tensões
elevadas, tais como, proteção de linhas de
transmissão e subestação os custos parecem
resultar em um sistema que tem pelo menos uma
expectativa de vida não inferior a 15 anos. Se bem
que existem sistemas propensos a falha
intermitente e sistemas com vida útil, levantada
em campo, superior a 20 anos, dotados de
mesmo projeto físico e manufatura distinta. Este
fato pode ser atribuído à qualidade dos processos
e dos materiais utilizados em ambos os casos.
É recomendado recorrer aos registros mais
detalhados das empresas, caso eles existam ou
realizar uma pesquisa que envolva a remoção de
campo de um universo razoável de amostras e
realizar ensaios em laboratório e inspeções
internas. Alega-se contra isto os custos
envolvidos. É claro que os custos devem ser
verificados o problema fica neste caso por conta
do balanço custo da energia não suprida versus
custo dos ensaios e substituições.
Para um pára-raios utilizado em sistemas de alta
tensão estes serviços possuem um custo da
ordem de US$30,000.00, em média, para
sistemas de 500 kV, podendo impor restrições na
ANEEL – Agência Nacional de Energia Elétrica 332 Estudo de Vida Útil Econômica e Taxa de Depreciação
realização dos ensaios. Uma política de
substituição obrigatória também não parece ser
adequada pois existem sistemas projetados e
construídos com tecnologia e cuidados suficientes
para ter uma vida útil superior a 20 anos. O
adequado é verificar em campo na forma de um
projeto de âmbito nacional o índice de
desempenho atual e depois tomar decisões deste
porte.
REFERÊNCIAS
[1] Creder, H. Instalações Elétricas, LTC - Livros
Técnicos e Científicos Editora S.A., 13a edição,
1999.
[2] Normas ABNT: NBR 5419 e NBR 5410.
[3] Catálogos e informações de fabricantes.
[4] Furnas Centrais Elétricas S. A. Equipamentos
Elétricos – Especificação e aplicação em
subestações de alta tensão, 1985.

ANEEL – Agência Nacional de Energia Elétrica 333 Estudo de Vida Útil Econômica e Taxa de Depreciação
Ponte Rolante, Guindaste ou Pórtico
RESUMO
As pontes rolantes, guindastes ou pórticos
utilizados nas usinas hidrelétricas desempenham
um papel secundário, quando analisa-se a
produção de energia elétrica, em que a turbina e o
gerador são indiscutivelmente os equipamentos
principais. Estes equipamentos são, porém,
indispensáveis e sua utilização se faz necessária
na construção, montagem, operação e
manutenção da usina hidrelétrica. É na fase de
construção e montagem dos equipamentos
eletromecânicos que as pontes rolantes, pórticos
e guindastes mais trabalham. Os guindastes
estacionários ou móveis são utilizados na
construção das diversas obras civis, na colocação
das comportas de fechamento do desvio, na
montagem do conduto forçado, nas montagens
das comportas e dos equipamentos
eletromecânicos em geral. Alguns equipamentos
são montados por guindastes temporários, ou
seja, aqueles que permanecerão na usina
somente na fase da construção, e outros pelos
seus equipamentos de manobra permanentes.
Uma vez pronta e comissionada a usina, as
pontes rolantes. pórticos e guindastes trabalham
com menor freqüência nas operações de
colocação, retirada e armazenamento de
comportas e grades, desmontagem das turbinas e
geradores para manutenção e deslocamento de
peças para áreas de oficinas. Devido à
confiabilidade que estes equipamentos devem
apresentar e ao risco que podem oferecer, os
mesmos devem ser tratados com um cuidado todo
especial, uma vez que falhas em sua concepção,
projeto, fabricação, montagem, comissionamento,
operação e manutenção podem pôr em risco a
segurança dos operadores do equipamento e da
usina, além de que eles devem estar sempre
prontos para operarem quando solicitados. As
pontes rolantes, guindastes ou pórticos são
equipamentos normalmente adquiridos de
fabricantes tradicionais, em que o cliente, sozinho
ou com o auxílio de uma firma projetista, define a
estrutura onde serão instaladas os mesmos, os
tipos de equipamento a empregar, suas
dimensões, capacidades, alcances e quantidades,
os critérios de dimensionamento e concepção
mecânica e elétrica, as normas de projeto, os
materiais, as características do acionamento, o
esquema de pintura e as pré-montagens a serem
executadas em fábrica. Ao fabricante cabe o
cálculo (baseado nas premissas do cliente), o
projeto, e a fabricação, mesclando sua
experiência com os requisitos do cliente, para
oferecer um equipamento robusto, seguro e
eficiente a custo competitivo. Devido a esta
modalidade de aquisição das pontes rolantes,
guindastes ou pórticos, a responsabilidade por ter
na usina equipamentos robustos, duráveis, bem
concebidos, seguros e eficientes é compartilhada
por cliente e fabricante. Mesmo recebendo o
equipamento adequado às suas necessidades,
cabe ao cliente o estabelecimento de um
programa adequado e abrangente de

ANEEL – Agência Nacional de Energia Elétrica 334 Estudo de Vida Útil Econômica e Taxa de Depreciação
manutenções preditivas e corretivas, além da
operação correta do equipamento. Considerando
o acima exposto, recomenda-se uma vida útil
econômica para as pontes rolantes, os guindastes
ou pórticos de 30 anos.
I. INTRODUÇÃO
Os equipamentos de levantamento e translação
de cargas surgiram e evoluíram com o
desenvolvimento da indústria para atender a uma
quantidade de aplicações muito variada e com
capacidades que, a cada dia, se superavam.
Praticamente todos os tipos de indústria requerem
a utilização de equipamentos de levantamento e
translação de cargas, dentre as quais citamos
algumas, como as usinas siderúrgicas, as
fundições, as forjarias, as indústrias de alimentos,
as indústrias de papel e celulose, as mineradoras,
as indústrias automobilísticas, as indústrias de
vidro, as metalúrgicas, as usinas hidrelétricas,
centrais a vapor e nucleares, entre outros. Nestas
aplicações, as capacidades podem ir desde uma
centenas de quilos até a milhares de toneladas.
Os equipamentos mais antigos eram maiores e
mais pesados devido a menor tecnologia
disponível na época. Com a evolução tecnológica,
caracterizada pelo desenvolvimento de novos
materiais metálicos, melhoria dos processos de
cálculo, experiência acumulada, os componentes
se tornaram mais compactos e tiveram sua
capacidade de carga aumentada, resultando em
equipamentos cada vez mais compactos, simples
e eficazes.
Para exemplificar esta afirmação, podemos citar o
caso do motor elétrico que, em 1891, pesava em
média 88 kg/kw , em 1930, pesava 12 kg/kw e, em
1984, apenas 6,8 kg/kw.
Os primeiros equipamentos de levantamento e
translação de carga eram rebitados, de estrutura
treliçada. Com a evolução dos materiais e da
tecnologia de soldagem, a estrutura destes
equipamentos evoluiu e os rebites foram
abandonados.
As normas usuais para dimensionamento dos
equipamentos são:
• Associação Brasileira de Normas Técnicas
- ABNT NBR 8400;
• Crane Manufacturers Association of
America - CMAA 70;
• Association of Iron and Steel Engineers -
AISE nº 6;
• National Electrical Manufacturers
Association – NEMA;
• International Electrical Commission – IEC.
Os equipamentos apresentados neste texto são
os de maior utilização nas hidrelétricas. No
entanto, existe uma grande quantidade de outros
tipos de equipamentos de levantamento e
translação de carga com usos nos mais diversos
ramos industriais.
No Brasil, destacam-se como fabricantes de
pontes rolantes, pórticos e guindastes Alstom (ex-
Mecânica Pesada), Bardella, Ishibrás, Inepar–
Fem. Villares, Torque, para equipamentos de
maior porte, e Bauma, Koch, Feba, Duraferro e
Mausa para equipamentos menores.

ANEEL – Agência Nacional de Energia Elétrica 335 Estudo de Vida Útil Econômica e Taxa de Depreciação
II. CARACTERÍSTICAS
Os equipamentos de levantamento e translação
de cargas utilizados de forma permanente nas
usinas hidrelétricas são basicamente a ponte
rolante ou pórtico da casa de força, os pórticos ou
monovias da tomada d’água, vertedouro e tubo de
sucção.
A ponte rolante da casa de força tem a finalidade
de permitir a montagem na fase de construção e a
desmontagem e montagem nas operações de
manutenção das turbinas e geradores. Além de
içar estas peças, a ponte deve transladá-las da
área de montagem para o poço e vice-versa.
O Pórtico rolante de tomada d’água possui a
função de auxiliar na montagem e desmontagem
da comporta vagão, da comporta ensecadeira e,
em alguns casos, da grade. Dependendo das
capacidades, é possível encontrar pórticos onde
cada um destes equipamentos é manobrado por
um guincho específico. As grades podem, em
alguns casos, serem manuseadas por um
equipamento independente ou, até mesmo, pela
máquina limpa grades.
Cabe destacar que as comportas vagão de
tomada d’água, normalmente, são operadas por
cilindro hidráulico, ficando o pórtico restrito a
montá-la e desmontá-la nas operações de
manutenção, o que ocorre poucas vezes durante
a vida útil destes equipamentos. Já as comportas
ensecadeiras e grades são operadas pelo pórtico
nas operações de colocação e retirada da ranhura
numa operação também de baixa freqüência de
ocorrência.
Alguns casos de comportas ou grades, em que a
capacidade, a disposição a quantidade e a forma
de operação permitam, é possível içá-las com
talhas fixas elétricas ou manuais ou móveis
dotadas de monovia.
Os pórticos rolantes do tubo de sucção e do
vertedouro têm como funções principais o
manuseio das comportas das respectivas
estruturas nas operações de colocação e retirada
dos painéis nas ranhuras e funções secundárias,
como a manobra de tampas e outros acessórios.
II.1. PONTE ROLANTE
Pontes rolantes são equipamentos que
normalmente são montados em ambiente fechado
como, por exemplo, galpões e Casa de Força de
Usina Hidrelétrica.
Dependendo da massa da carga a ser levantada,
poderá se optar por até duas pontes rolantes
trabalhando em conjunto, sendo que o comando é
feito por uma das pontes, que é chamada de
ponte piloto e a outra de asservida.
Estes equipamentos compõem-se basicamente de
carro guincho e a ponte rolante propriamente dita.
Os mecanismos de acionamento da elevação da
carga, direção do carro guincho e translação da
ponte rolante são, na maioria das vezes,
acionados por motor elétrico.
A alimentação elétrica da ponte é feita através de
barramento, que é fixado na estrutura da usina ou
galpão.

ANEEL – Agência Nacional de Energia Elétrica 336 Estudo de Vida Útil Econômica e Taxa de Depreciação
A alimentação elétrica do carro é feita usualmente
por cortina de cabos (Festoon), composta por
cabos elétricos flexíveis montados em carrinhos
porta cabos, que correm em um trilho. Esta
alimentação também pode ser feita com esteira
porta cabos (lagarta).
O carro guincho é composto por:
• Mecanismo de elevação, composto
basicamente por: motor elétrico; freio;
redutor de velocidades; tambor; cabo de
aço; roldanas superiores; moitão.
• Mecanismo de direção do carro: motor
elétrico; freio; redutor de velocidades;
rodas; pára choque.
• Chassis do carro, fabricado com chapas e
perfis de aço soldados.
A ponte rolante é composta por:
• Estrutura composta por: duas vigas
principais fabricadas com chapa de aço
estrutural soldadas; duas vigas cabeceiras
também em chapa de aço soldada;
passadiços.
• Mecanismo de translação da ponte
composta por: motor elétrico; freio; redutor
de velocidades; rodas; pára choque.
Diversos sistemas de segurança na elevação e
translações são previstos para garantir a
segurança no manuseio da carga. Usualmente,
são previstos os seguintes dispositivos:
• Para elevação: fim de curso de ponto alto
do moitão ou de contra peso; fim de curso
de ponto alto e baixo do moitão; fim de
curso de excesso de carga; fim de curso
de cabo frouxo.
• Para translação da ponte: fim de curso de
extremo de percurso; fim de curso de anti-
colisão (opcional).
• Para direção do carro: fim de curso de
extremo de percurso.
Estes equipamentos movimentam-se sobre trilhos,
tipo ferroviário, fixados em concreto.
Estes equipamentos são utilizados para
movimentação de materiais para a construção da
usina e na montagem e manutenção das turbinas,
geradores e outros componentes da Casa de
Força.
II.2. PÓRTICO ROLANTE
Pórticos rolantes são equipamentos que
normalmente são montados em ambiente externo
como, por exemplo, pátios, Vertedouro, Tomada
D’Água e Tubo de Sucção e, às vezes, na Casa
de Força de Usina Hidrelétrica.
Estes equipamentos compõem-se basicamente de
carro guincho e o pórtico rolante propriamente dito
ou, então, de guincho fixado na estrutura do
pórtico.
Os mecanismos de acionamento, a exemplo das
pontes rolantes, são feitos, na maioria das vezes,
por motor elétrico.
A alimentação elétrica, na maioria das vezes, é
feita por enrolador de cabos elétricos, que poderá
ser motorizado ou não.

ANEEL – Agência Nacional de Energia Elétrica 337 Estudo de Vida Útil Econômica e Taxa de Depreciação
O carro guincho é constituído da mesma forma
que o da ponte rolante, que poderá ter ou não
cobertura.
O pórtico rolante é composto pela estrutura, que
são duas vigas principais, quatro pernas, vigas de
fechamento superior, duas vigas cabeceiras,
passadiços e o mecanismo de translação do
pórtico.
Diversos sistemas de segurança na elevação e
translações são previstos para garantir a
segurança no manuseio da carga. Usualmente,
são previstos os seguintes dispositivos:
• Para elevação: fim de curso de ponto alto
do moitão ou de contra peso; fim de curso
de ponto alto e baixo do moitão; fim de
curso de excesso de carga; fim de curso
de cabo frouxo; dispositivo indicador de
profundidade.
• Para translação do pórtico: fim de curso de
extremo de percurso; fim de curso de
descarrilamento (opcional); fim de curso de
tombamento (opcional); fim de curso de
anti-colisão (opcional); fim de curso de
posicionamento (opcional).
• Para direção do carro: fim de curso de
extremo de percurso.
Estes equipamentos também se movimentam
sobre trilhos, que são fixados em concreto.
Estes equipamentos são utilizados para
movimentação de materiais para a construção da
usina e para manuseio de comportas vagão,
comporta ensecadeira, grades, entre outros.
Os Semi pórticos rolantes são variantes de projeto
tal qual os pórticos rolantes são equipamentos
que, normalmente, são montados em ambiente
externo como, por exemplo, no Tubo de Sucção
de Usina Hidrelétrica.
A construção destes equipamentos é, em sua
totalidade, similar a dos pórticos rolantes, a menos
da estrutura que tem apenas duas pernas ao
invés de quatro pernas do pórtico, pois um dos
lados é apoiado na estrutura do prédio da usina.
II.3. TALHAS COM MONOVIA
A talha é um equipamento de levantamento de
construção compacta e possui grande gama de
aplicação.
A talha pode até substituir o carro guincho na
fabricação de ponte rolante de Casa de Força em
pórticos, em máquina limpa grades.
As talhas são muito utilizadas quando os locais
têm dimensões restritas.
Sua constituição é similar ao de um carro guincho,
porém de construção compacta.
Poderá ser com acionamento elétrico ou
acionamento manual por corrente de elos.
Dependendo de sua capacidade, a talha poderá
movimentar-se por uma monovia ou dupla viga.
A monovia poderá, dependendo da capacidade
e/ou da utilização, ser construída em perfil de aço
laminado (com uma alma) ou em chapa de aço
estrutural soldada com duas almas.
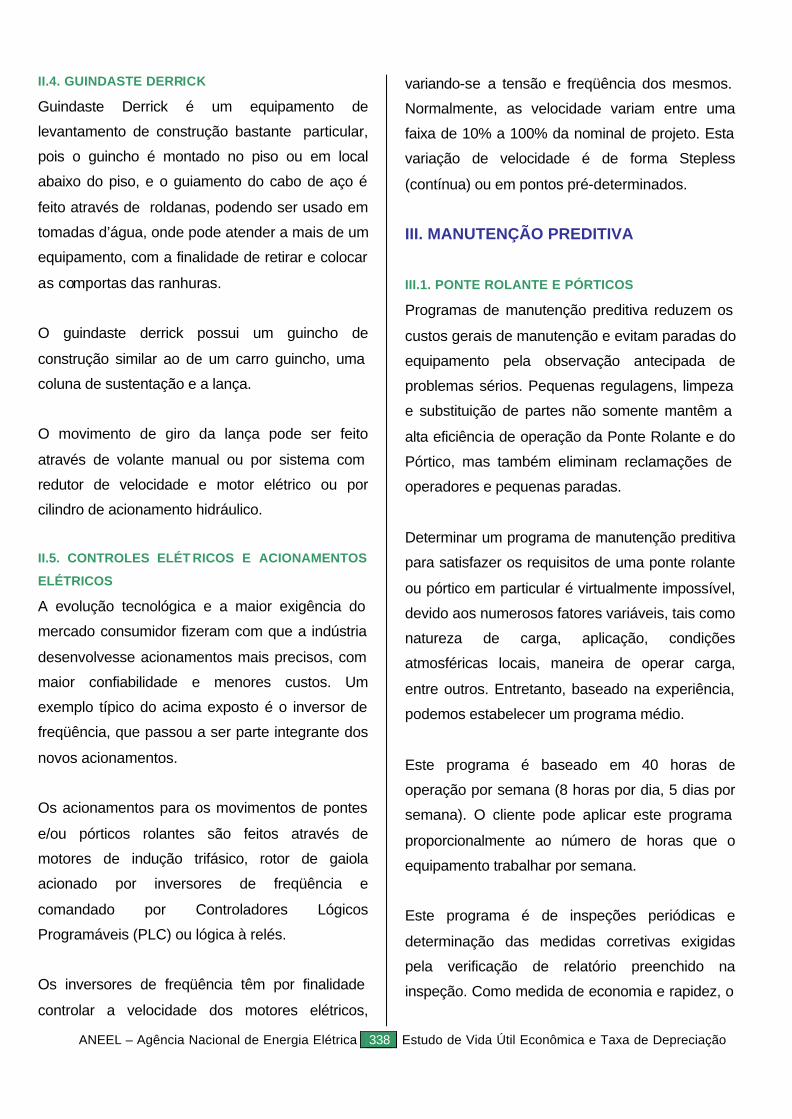
ANEEL – Agência Nacional de Energia Elétrica 338 Estudo de Vida Útil Econômica e Taxa de Depreciação
II.4. GUINDASTE DERRICK
Guindaste Derrick é um equipamento de
levantamento de construção bastante particular,
pois o guincho é montado no piso ou em local
abaixo do piso, e o guiamento do cabo de aço é
feito através de roldanas, podendo ser usado em
tomadas d’água, onde pode atender a mais de um
equipamento, com a finalidade de retirar e colocar
as comportas das ranhuras.
O guindaste derrick possui um guincho de
construção similar ao de um carro guincho, uma
coluna de sustentação e a lança.
O movimento de giro da lança pode ser feito
através de volante manual ou por sistema com
redutor de velocidade e motor elétrico ou por
cilindro de acionamento hidráulico.
II.5. CONTROLES ELÉT RICOS E ACIONAMENTOS
ELÉTRICOS
A evolução tecnológica e a maior exigência do
mercado consumidor fizeram com que a indústria
desenvolvesse acionamentos mais precisos, com
maior confiabilidade e menores custos. Um
exemplo típico do acima exposto é o inversor de
freqüência, que passou a ser parte integrante dos
novos acionamentos.
Os acionamentos para os movimentos de pontes
e/ou pórticos rolantes são feitos através de
motores de indução trifásico, rotor de gaiola
acionado por inversores de freqüência e
comandado por Controladores Lógicos
Programáveis (PLC) ou lógica à relés.
Os inversores de freqüência têm por finalidade
controlar a velocidade dos motores elétricos,
variando-se a tensão e freqüência dos mesmos.
Normalmente, as velocidade variam entre uma
faixa de 10% a 100% da nominal de projeto. Esta
variação de velocidade é de forma Stepless
(contínua) ou em pontos pré-determinados.
III. MANUTENÇÃO PREDITIVA
III.1. PONTE ROLANTE E PÓRTICOS
Programas de manutenção preditiva reduzem os
custos gerais de manutenção e evitam paradas do
equipamento pela observação antecipada de
problemas sérios. Pequenas regulagens, limpeza
e substituição de partes não somente mantêm a
alta eficiência de operação da Ponte Rolante e do
Pórtico, mas também eliminam reclamações de
operadores e pequenas paradas.
Determinar um programa de manutenção preditiva
para satisfazer os requisitos de uma ponte rolante
ou pórtico em particular é virtualmente impossível,
devido aos numerosos fatores variáveis, tais como
natureza de carga, aplicação, condições
atmosféricas locais, maneira de operar carga,
entre outros. Entretanto, baseado na experiência,
podemos estabelecer um programa médio.
Este programa é baseado em 40 horas de
operação por semana (8 horas por dia, 5 dias por
semana). O cliente pode aplicar este programa
proporcionalmente ao número de horas que o
equipamento trabalhar por semana.
Este programa é de inspeções periódicas e
determinação das medidas corretivas exigidas
pela verificação de relatório preenchido na
inspeção. Como medida de economia e rapidez, o

ANEEL – Agência Nacional de Energia Elétrica 339 Estudo de Vida Útil Econômica e Taxa de Depreciação
pessoal de manutenção que esteja inspecionando
a ponte ou o pórtico pode também cuidar de
pequenas regulagens, limpeza e reparos, onde
necessários.
A revisão periódica de antigos relatórios de
inspeção indicará a vida dos componentes da
ponte. Isto indicará com antecipação a
necessidade de regulagem, reparo ou substituição
de componentes. A encomenda e substituição de
partes podem ser planejadas em avanço,
minimizando, assim, o tempo e despesa
envolvidos.
III.1.1. Inspeções Diárias pelo Operador
Verificar a operação de todos os dispositivos de
segurança e aviso, tais como chaves-limite,
sirenes, lâmpadas, buzinas, botoeiras e outros
dispositivos de segurança.
Verificar o funcionamento de todos os freios. Ao
levantar a carga, assegurar-se de que os freios
reterão a carga. Fazer esta verificação levantando
a carga, aproximadamente, a uns 300 mm acima
do piso.
II.1.2. Procedimentos para Inspeção da Ponte
Rolante ou Pórtico (geral):
Inspeção Diária:
• Dispositivos de segurança do freio e
aparatos de alarme: Chave-limite (fim-de-
curso); Pára-choque; Outros Dispositivos
de Segurança; Freios Eletrohidráulicos e
Embreagens; Percurso da Ponte ou do
Pórtico (Caminho de rolamento);
Redutores e Engrenagens Externas (pares
externos); Cabo de Aço.
A inspeção somente deve ser realizada após a
colocação da Ponte ou do pórtico em posição
própria, do desligamento da chave geral e
colocação de aviso de advertência, que só deverá
ser removido, após terminado o serviço, pela
mesma pessoa que o colocou.
Inspeção Semanal:
• Cabo de Aço; Gancho; Roldanas;
Redutores e Engrenagens Externas;
Motores; Freios e Embreagens; Painéis
elétricos; Chaves Mestras; Alimentação
Elétrica do Carro.
Inspeção Mensal:
• Cabo de Aço; Gancho do moitão;
Roldanas; Motor; Freios; Controles;
Painéis elétricos; Translação da Ponte ou
do Pórtico; Transmissão; Roda; Mancais;
Indicação da Capacidade; Estrutura e
Pintura; Inspeção de Operação;
Levantamento e Arriamento Som e
Geração de Calor; Freios Eletrohidráulicos;
Chave-limite (fim-de-curso); Translação da
Ponte; Trilho; Barramento de Alimentação
da Ponte.
Inspeção Periódica:
• Inspeção Geral da Ponte: Viga e Trilho;
Tambor de Enrolamento; Fixação do Cabo;
Mancal; Motor; Pára-choques; Concreto do
caminho de rolamento
IV. MANUTENÇÃO CORRETIVA

ANEEL – Agência Nacional de Energia Elétrica 340 Estudo de Vida Útil Econômica e Taxa de Depreciação
IV.1. PONTE ROLANTE E PÓRTICO
A seguir, são detalhados procedimentos de
substituição de peças nas manutenções
corretivas:
IV.1.1. Retentor de Óleo
Os cantos chanfrados são recomendados para
instalação suave e sem danos ao retentor. Cantos
vivos ou com rebarbas podem arranhar o retentor
e provocar vazamento.
A correta instalação do retentor assegura a boa
vedação. Por esse motivo, o fabricante
recomenda o uso de ferramentas de instalação. O
esquadrejamento será obtido pressionando o
retentor paralelamente à face frontal do furo ou
encostado no fundo contra o ressalto do mesmo.
Qualquer superfície, sobre a qual o lábio do
retentor tenha de escorregar durante a instalação,
deve ser lisa e livre de pontos ásperos.
É importante lubrificar previamente, passando um
pincel ou mergulhando em óleo (ou passando
graxa), desde que o retentor seja de borracha
nitrílica (o mais usado), para evitar que o lábio
seja danificado e tenha mal desempenho.
Recomenda-se o uso de ferramentas especiais de
instalação para evitar danos ao lábio do retentor,
decorrentes do escorregamento sobre chavetas,
rasgos de chavetas, furos, entre outros.
IV.1.2. Rolamentos
O eixo, o alojamento e os demais elementos do
mecanismo a ser montado devem ser
cuidadosamente limpos e inspecionados. No caso
de rolamentos que podem ser separados, tal
como rolamentos de rolos cilíndricos, rolamentos
de rolos cônicos e rolamentos de agulhas, as
pistas interna e externa podem ser montadas
individualmente, simplificando, desta forma, o
processo de montagem.
Um método melhor para montar o anel interno no
eixo é usar uma prensa, pneumática ou hidráulica,
de forma que a força real de montagem possa ser
observada, e as montagens excessivamente
apertadas ou excessivamente folgadas possam
ser detectadas.
Para grandes rolamentos e ajustes de
sobrepressão, a montagem do anel interno no
eixo pode, freqüentemente, ser facilitada pelo
aquecimento do anel interno do rolamento a uma
temperatura maior do que a do eixo, utilizando,
assim, a expansão térmica.
Quando o anel é montado no eixo, é necessário
que seja mantido encostado ao ressalto do eixo
até que se resfrie o suficiente para manter por si
mesmo a posição.
Em alguns casos, pode ser mais conveniente
resfriar o eixo ou o anel externo do rolamento com
o uso de gelo seco para facilitar a montagem.
Quando se usa este processo, deve-se tomar
extremo cuidado para evitar a corrosão devido à
condensação da umidade atmosférica nas partes
frias e sua subsequente liquefação, contaminando
o rolamento. Estas partes devem ser, portanto,
enxutas e revestidas com um óleo antiferruginoso
adequado após a montagem.

ANEEL – Agência Nacional de Energia Elétrica 341 Estudo de Vida Útil Econômica e Taxa de Depreciação
IV.1.3. Cabos de Aço
Antes de substituir o cabo de aço:
• Verifique a superfície;
• Prepare os cabos de aço conforme
especificado, corte-os no comprimento
previsto e estenda-os no solo em linha
reta;
• Baixe o moitão até o nível do chão para
aliviar qualquer tensão no cabo de aço
existente devido ao peso morto das peças
de elevação;
• Inspecionar o cabo e substituir, se
necessário, conforme instrução do
fabricante.
IV.1.4. Roldana Superior
• Baixe o moitão no solo;
• Posicione-se a fim de ter acesso à roldana
superior;
• Desaperte o parafuso de fixação do pino
da roldana;
• Se necessário, solde um suporte de
reforço para evitar que as roldanas caiam;
• Coloque um parafuso de olhal no pino da
roldana e puxe-o com um guincho ou com
um macaco de rosca;
• Remova a roldana avariada ou quebrada
por meio de uma linga de arame e instale
uma nova;
• Ao instalar a nova roldana, acomode o
cabo na sua ranhura;
• Introduza o pino da roldana por meio de
um martelo de madeira (ou plástico);
• Fixe a placa de fechamento colando os
parafusos;
• Levante e abaixe o moitão, sem carga, e
verifique se há algum problema.
IV.1.5. Tambor
Para desmontagem, manutenção e montagem,
siga as instruções do manual do fabricante.
IV.1.6. Redutor
Desmontagem:
• Nunca execute qualquer trabalho na
engrenagem ou acoplamento, sem antes
estar absolutamente certo de que o motor
não poderá ser ligado a distância ou
automaticamente;
• Antes de desmontar a unidade, limpe a
área ao redor para poder conservar as
peças limpas e em ordem correta para
remontagem. Lembre-se de que as peças
usualmente são montadas na ordem
inversa da desmontagem. Atente também
para as marcas de casamento de peças
que, similarmente, afetam a remontagem;
• Providencie blocos de madeira ou calços
para apoiar as peças usinadas de forma a
evitar que as superfícies sejam
danificadas;
• Antes de iniciar a desmontagem, reveja
cuidadosamente a lista de peças de
componentes ou o desenho de montagem
da unidade;
• Desligue a unidade completamente dos
mecanismos acionados ou acionadores
para evitar qualquer possibilidade de
rotação acidental;
• Drene o óleo da caixa do redutor mediante
remoção do bujão;
• Remova todos os tubos exteriores e
instrumentos para evitar que sejam
danificados;

ANEEL – Agência Nacional de Energia Elétrica 342 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Remova as capas de retentores, tomando
cuidado para não danificar a gaxeta. Ao
remover capas que têm de passar por
eixos, envolva com uma fita as extensões
de eixos, rasgos de chavetas e outras
bordas afiadas para evitar danos aos
retentores;
• Anote a disposição das engrenagens para
posterior remontagem.
Montagem:
• Limpe cuidadosamente todas as peças
antes de montar. Examine atentamente os
componentes no que se refere a defeitos e
sinais de desgaste. Substitua, se
necessário;
• Certifique-se de que as engrenagens
sejam montadas na mesma posição
anterior à desmontagem;
• Se a engrenagem tiver um chanfro
somente em uma das extremidades do
furo, esta extremidade deve ser
posicionada contra o ressalto do eixo.
IV.1.7. Rodas
É recomendado, sempre que possível, estocar
conjuntos de roda ao invés de rodas, mancais e
eixos separados, para maior facilidade de
substituição.
Desmontagem:
• Remova toda a carga do moitão;
• No caso de roda da Ponte, mova o carro
para o lado mais afastado do conjunto de
roda envolvido;
• Certifique-se de que o circuito está
desligado;
• Instale um macaco sob a trave;
• Suspenda a trave da ponte ou o carro até
obter uma folga de 5 a 10 mm entre a roda
e o trilho;
• Solte os parafusos da trava do pino de
articulação (trave e truque) e remova o
pino;
• Remova o conjunto do truque.
Montagem:
• Instale um novo conjunto de rodas no
truque da ponte ou carro;
• Instale o truque com a colocação de
articulação;
• Aperte os parafusos de fixação das traves
e verifique se o conjunto gira livremente;
• Abaixe o macaco da ponte ou carro;
• Retire o macaco da extremidade da trave.
V. VIDA ÚTIL ECONÔMICA
A análise da vida útil econômica de pontes
rolantes e pórticos deve ser feita considerando-se
as três partes principais do equipamento, ou seja,
estrutura, caminho de rolamento e mecanismos de
elevação e translação.
A estrutura apresenta grande robustez e, desde
que se tomem os cuidados mínimos de
manutenção para se evitar a corrosão da
estrutura, terá vida útil assegurada em mais de 50
anos. Os pórticos rolantes, por estarem
normalmente instalados ao tempo, requerem mais
inspeções e manutenções na estrutura que as
pontes, pois estas, normalmente, estão instaladas
em local abrigado dentro da casa de força.

ANEEL – Agência Nacional de Energia Elétrica 343 Estudo de Vida Útil Econômica e Taxa de Depreciação
Os caminhos de rolamento, compostos de trilhos
laminados de alta dureza, terão vida superior aos
50 anos, a menos que ocorra um desgaste
prematuro devido a falhas no projeto, na fundação
ou na operação do equipamento
Os mecanismos de translação e elevação são as
partes que maior manutenção exigirão por
possuírem uma maior quantidade de
componentes móveis normalmente sujeitos a
desgastes e falhas. Pesa, no entanto, a favor dos
mecanismos o fato de os mesmos apresentarem
boas condições de acesso para manutenção, e
como estes equipamentos operam com pouca
freqüência, é possível programar com
tranqüilidade as manutenções. O que ocorrerá
com o acionamento, diferentemente da estrutura e
dos caminhos de rolamento, é que, dentro da vida
útil do equipamento, é bem provável que sejam
feitas atualizações do equipamento, incorporando
certas melhorias que venham a ser desenvolvidas,
com o passar dos anos. Considerando a
realização das intervenções citadas acima,
consideraremos a vida útil econômica dos
mecanismos das pontes rolantes e pórticos em 30
anos.
Considerando o conjunto das pontes e pórticos
rolantes, vimos prudente considerar a vida útil
econômica destes equipamentos como sendo 30
anos.
REFERÊNCIAS
[1] Schreiber, Gerhard P. Usinas Hidrelétricas.
Editora Edgard Blücher Ltda. – 1980.
[2] Asme Hydropower Mechanical design – The
guide to Hydropower Mechanical design. HCI
pubications. 1996

ANEEL – Agência Nacional de Energia Elétrica 344 Estudo de Vida Útil Econômica e Taxa de Depreciação
Precipitador de Resíduos
RESUMO
Os precipitadores de resíduos são equipamentos
utilizados para retenção de partículas de um gás
ou uma mistura de gases com objetivo de atingir
níveis preestabelecidos aceitáveis antes de serem
exauridos para a atmosfera. Há uma diversidade
grande nas configurações deste equipamento por
tipo. Por exemplo, os precipitadores centrífugos:
existem deste tipo pelo menos dez configurações
distintas em que são escolhidas, dentre outras
características: o tamanho das partículas, forma,
densidade do material a ser coletado, assim
como o regime de operação do sistema como um
todo. Para cada combustível utilizado em um ciclo
de geração a vapor, deve-se utilizar a
configuração mais conveniente. Dentre os tipos
existentes, destacam-se os coletores
gravitacionais, centrífugos, inerciais, úmidos e os
precipitadores eletrostáticos. A durabilidade
destes equipamentos está relacionada às
condições de operação dos mesmos, pois estes
equipamentos operam sob diferentes condições
que incluem características de ambos, ou seja,
tanto do gás quanto das partículas. Dentre as
características do gás, incluem-se a temperatura,
a pressão e a composição. Sabe-se que o
controle da temperatura em determinada faixa é
fundamental na vida útil do coletor de resíduo,
enquanto que as partículas possuem forma,
densidade e concentração. Estas características
são fundamentais, pois podem interferir nas
condições de operação preestabelecidas para
estes equipamentos operarem, e o monitoramento
inadequado na operação destes equipamentos
compromete em muito a vida útil. Portanto, para
cada aplicação, deve-se escolher criteriosamente
o equipamento que é mais adequado para
operação e aplicação de manutenções efetivas
nos mesmos. Estes equipamentos por
trabalharem em diferentes regimes de operação,
por exemplo, gases com diferente composição e
química e material particulado das mais variadas
densidades e tamanho e, principalmente, os que
trabalham com via úmida e ficam mais
susceptíveis à corrosão podem ter sua vida útil
diminuída. De forma geral, estes equipamentos,
normalmente, possuem uma vida útil por volta de
15 anos.
I. INTRODUÇÃO
Os sistemas de precipitadores de resíduos
constituem-se, basicamente, dos coletores
gravitacionais, centrífugos, inerciais, úmidos e os
precipitadores eletrostáticos.
Os coletores foram estudados com mais detalhe já
neste século, principalmente após os anos 50,
tendo em vista maior preocupação com os
impactos ambientais onde alguns paises iniciaram
ações com intuito de diminuir a emissão de gases
poluentes para a atmosfera. Os coletores tipo
centrífugos são os mais utilizados numa
diversidade enorme de processos industriais, além
das plantas de geração de energia por serem

ANEEL – Agência Nacional de Energia Elétrica 345 Estudo de Vida Útil Econômica e Taxa de Depreciação
eficientes e simples. Estes coletores foram
estudados com mais detalhe por vários
pesquisadores a partir do ano de 1938 até 1949.
Estes têm como característica importante o fato
de quase não requererem manutenção. No
entanto, esse item está relacionado às condições
de operação, pois estes equipamentos operam
sob diferentes condições que incluem
características de ambos, ou seja, tanto do gás
quanto das partículas. Dentre as características
do gás se incluem a temperatura, a pressão e a
composição. Enquanto que as partículas possuem
forma, densidade e concentração, que podem
mudar dependendo da aplicação.
Em se tratando de partículas, o equipamento mais
adequado para este fim é o precipitador
eletrostático.
O Fenômeno da precipitação eletrostática é
conhecido a mais de 200 anos. Mas, ao contrario
dos demais equipamentos para este fim, somente
neste século é que este foi desenvolvido para
aplicações industriais.
Os coletores eletrostáticos tiveram um grande
impulso a partir de 1960, principalmente devido à
necessidade de se resolverem problemas de
emissão de partículas reforçado pelo movimento
Clean Air Acts de 1970, de 1977 e, ultimamente,
de 1990.
Apesar do conhecimento do fenômeno, pode-se
dizer que a primeira aplicação com sucesso foi
obtida para limpeza de gases industriais em 1907,
resultado este de algumas descobertas feitas por
F.G. Cottrell, professor de química da
Universidade da Califórnia.
Os precipitadores foram inicialmente testados em
diversas industrias até envolver as centrais de
geração de energia elétrica. O primeiro a ser
instalado nos Estados Unidos obedeceu à
seguinte seqüência: nas indústrias de cobre e
zinco, em 1910; em seguida, na de cimento, em
1912; na de papel, em 1916 e, finalmente, nas
plantas de geração de energia, em 1923.
Quanto às aplicações, os coletores são
extremamente utilizados e são diversos os setores
industriais que utilizam estes equipamentos além
das centrais de geração de energia.
Quanto aos coletores, cita-se como fabricante a
Capmetal que atua no mercado desde 1968.
Dentre os fabricantes de precipitadores
eletrostáticos, destacam-se Logdge Sturtevant,
United Mcgill e General Eletric.
II. CARACTERÍSTICAS
Dentre os coletores, os mais utilizados são os do
tipo centrífugos. Também é comum encontrar com
freqüência uma combinação entre eles. Estes
equipamentos são robustos e praticamente sem
partes móveis. No caso dos coletores centrífugos
(ciclones), dependendo da configuração, podem-
se encontrar algumas paletas diretoras para
orientarem o escoamento, além dos
turbilhonadores e a válvula rotativa e, em alguns
casos, o motor variador. O acúmulo de material
em determinados pontos do equipamento pode
dar início ao processo de corrosão. Outro fator

ANEEL – Agência Nacional de Energia Elétrica 346 Estudo de Vida Útil Econômica e Taxa de Depreciação
que compromete bastante a vida útil é a entrada
de umidade nos equipamentos herméticos.
Os precipitadores eletrostáticos, que vem sendo
utilizados ultimamente, podem ser constituídos de
placas planas, arame e os úmidos. Os
precipitadores de placas planas possuem um
sistema de limpeza normalmente feito com o
sacudimento mecânico das placas ou por
acionamento pneumático. Ë importante ressaltar
que estes equipamentos trabalham com gases
com temperatura acima da temperatura
atmosférica e que, muitas vezes, é comum a
presença de enxofre no combustível, sendo as
superfícies metálicas bastante susceptíveis à
corrosão. Outro fator que influencia muito a vida
útil do precipitador é a estanqueidade do mesmo,
ou seja, a entrada de umidade propicia o processo
mais acelerado de corrosão.
Os precipitadores mais comumente utilizados são
do tipo gravitacionais, inércias e os mais eficientes
para captura de material particulado: os
precipitadores eletrostáticos.
II.1. COLETORES GRAVITACIONAIS
Este tipo de coletor utiliza a deposição
gravitacional das partículas pelo fluxo gasoso.
Portanto, é necessário que a velocidade do gás
seja substancialmente reduzida para possibilitar a
deposição das partículas dentro da câmara.
Existem inúmeras maneiras de se classificarem as
câmeras de sedimentação de acordo com a
forma, complexidade, tipo de partícula a coletar,
entre outros.
As câmeras de sedimentação são equipamentos
de controle para coleta de material particulado
com dimensões razoavelmente grandes,
conseguindo-se boas eficiências.
A perda de carga através de uma câmera
gravitacional é baixa e, em geral, não representa
um acréscimo considerável a perda total do
sistema devido ao seu aspecto construtivo que se
resume em contrações e expansões e quase não
existem partes móveis. No entanto, necessitam
periodicamente de inspeções para verificação de
suas estruturas, assim como a vedação e os
níveis de vibração.
II.1.1. Vantagens e Desvantagens
Os usos mais comuns de câmeras gravitacionais
são como um pré-coletor em operações de refino
de metais (para as partículas grossas). Além das
plantas de geração de energia, podem ser
encontrados em indústrias alimentícias (cascas e
películas), em caldeiras de alimentação de carvão
(cinzas carreadas), entre outros. As maiores
vantagens estão relacionadas ao baixo custo,
pequeno desgaste, baixa potência consumida,
simplicidade de projeto, construção e instalação.
Além disso, pode ser utilizada com efluentes
gasosos em baixa temperatura. Dentre as
desvantagens, podem-se citar a baixa eficiência
para partículas menores e o grande espaço
requerido para instalação.
II.2. COLETORES INERCIAIS
Existem vários tipos, um dos mais utilizados é a
chamada câmara de impactação. Ela faz com que
o fluido que carreia as partículas se choque com
os obstáculos com mudanças bruscas de direção,
após aumentar-se sua velocidade. Isso faz com

ANEEL – Agência Nacional de Energia Elétrica 347 Estudo de Vida Útil Econômica e Taxa de Depreciação
que as partículas com inércia sejam impactadas e,
em sua maioria, coletadas.
Quanto à perda de carga, pode-se dizer que ela
varia com o número de obstáculos e com o
número de mudanças de direção, da densidade
da partícula, da velocidade do gás, do material de
construção e acabamento das superfícies.
II.2.1. Vantagens e Desvantagens
Também os coletores inerciais são utilizados
como pré-coletores para diminuir a carga de
poeira de maior tamanho para posterior coleta no
coletor principal. Como as câmeras gravitacionais,
as câmeras inerciais são de baixo custo, pequeno
desgaste, baixa potência consumida e podem ser
utilizadas para limpeza de efluentes em altas
temperaturas. Dentre as desvantagens, podem-se
citar a baixa eficiência para partículas menores e
o grande espaço requerido para instalação.
II.3. COLETORES CENTRÍFUGOS
Nos coletores centrífugos, pretende-se fazer agir
sobre as partículas as forças centrífugas para
possibilitar a coleta. A força centrífuga é aplicada
sobre as partículas e, várias vezes, mais intensas
que a força da gravidade empurrando as
partículas em direção às paredes do ciclone,
retirando-a do fluxo gasoso.
O gás, entrando tangencialmente no topo do
ciclone, cria um fluxo espiral descendente entre a
parede e o duto de saída. Esta chamada espiral
principal estende-se até a base do cone e retorna
ao movimento espiral ascendente interno a
chamada espiral interna, que se estende até o
duto de saída, dando descarga ao gás limpo.
Existe uma diversidade enorme de ciclones:
• Ciclone simples de entrada tangencial;
• Ciclone simples de entrada envolvente;
• Ciclone simples de entrada curva;
• Ciclone simples de entrada axial;
• Ciclone simples de corpo cilíndrico;
• Ciclone simples de corpo cilíndrico/cônico;
• Ciclone simples de corpo curvo;
• Ciclones múltiplos;
• Coletores scroll;
• Ventilador reduzido;
• Coletor tipo turbo compressor.
II.3.1. Vantagens e Desvantagens
Coletores centrífugos têm enorme aplicação na
indústria para coleta de material particulado. As
maiores vantagens estão relacionadas ao baixo
custo, pouca necessidade de manutenção e
simplicidade de construção.
Suas principais desvantagens estão ligadas à
baixa eficiência para partículas inferiores a 5 µm.
A abrasão excessiva e a possibilidade de
entupimento pela presença de altas
concentrações de poeiras, principalmente, as de
menor diâmetro, mais molas, mais higroscópicas,
mais pegajosas podem dar início a um processo
de corrosão.
II.4. COLETORES ÚMIDOS
O gás, carreando material particulado, é forçado
através de uma aspersão de gotas, com as quais
as partículas se chocam, se depositam por
difusão, e também agem como núcleo de
condensação de água, conseqüentemente,
aumentando de tamanho o que torna sua coleta
ANEEL – Agência Nacional de Energia Elétrica 348 Estudo de Vida Útil Econômica e Taxa de Depreciação
mais fácil. Portanto, podemos dizer que os quatro
mecanismos de coleta mais importantes nos
coletores úmidos são a impactação, a
interceptação, a difusão e a condensação. Esse
tipo de coleta fica muito susceptível ao processo
de corrosão.
II.4.1. Vantagens e Desvantagens
Dentre as vantagens podem-se citar:
• Pode coletar partículas e gases ao mesmo
tempo;
• Dissolve partículas solúveis;
• Executa a função secundária de
resfriamento;
• Gases e névoas corrosivas podem ser
coletados e neutralizados;
• Evita riscos de poeira e explosão pela
presença de gases e poeiras combustíveis;
• Seu tamanho geral é pequeno;
• Seu custo inicial é baixo.
Desvantagens:
• Recristaliza matérias solúveis;
• Necessita de leito de sedimentação para
partículas;
• Alta taxa de corrosão;
• Consumo de água.
II.5. PRECIPITADORES ELETROSTÁTICOS:
Atualmente, com a maior exigência dos órgãos
ambientais, estão sendo introduzidos os
precipitadores eletrostáticos cuja principal
finalidade é a captura de material particulado.
Estes funcionam da seguinte forma: em contato
com uma alta diferença de potencial, o ar se
ioniza. Se o fluxo de ar que carrega as partículas
passa por uma alta diferença de potencial, o gás
se ioniza, e os íons chocam-se ou depositam-se
nas partículas, carrega-as eletricamente e faz com
elas migrem em direção ao pólo de carga
contrária.
Este é o princípio básico da precipitação
eletrostática de partículas, que permite a posterior
coleta das mesmas e a sua adequada disposição
final.
Os precipitadores eletrostáticos constituem-se,
basicamente, das placas, eletrodos e sistema de
exaustão. Ultimamente, com o desenvolvimento
dos novos materiais, têm-se substituído algumas
partes metálicas constituintes dos mesmos.
II.5.1. Vantagens e Desvantagens
Dentre as vantagens podem-se citar:
• Pode tratar grandes vazões de gases a
altas temperaturas;
• Perda de carga é muito pequena;
• Apresenta alta eficiência de coleta numa
faixa de tamanho de partículas;
• Os custos de operação e manutenção são
baixos.
Desvantagens:
• Alto custo inicial;
• Requer grande espaço;
• Apresenta perigos causados pela alta
tensão;
• Só serve para material particulado;
Quanto à obsolescência tecnológica destes
equipamentos, vale ressaltar a utilização de novos
materiais mais resistentes à corrosão e a
possibilidade de um monitoramento de parâmetros
ANEEL – Agência Nacional de Energia Elétrica 349 Estudo de Vida Útil Econômica e Taxa de Depreciação
de operação, como a temperatura, a partir de
sistema de aquisição de dados.
III. MANUTENÇÃO PREDITIVA
Este tipo de manutenção está direcionada
principalmente para os sistemas de exaustão
onde faz monitoramento dos rolamentos e
verificação de desbalanceamento.
IV. MANUTENÇÃO PREVENTIVA
Basicamente, as manutenções preventivas
consistem na verificação do sistema de limpeza e
descarga destes equipamentos e inspeções
visuais para verificação das condições estruturais.
Deve ser realizada uma inspeção para verificação
de vazamentos.
Nos precipitadores eletrostáticos, verificam-se,
ainda, os pontos de aquecimento dos contatos de
eletrodos utilizando aparelhos com princípio de
termovisão. Verificam-se ainda os níveis de
vibração.
V. MANUTENÇÃO CORRETIVA
Nos coletores, é comum a desobstrução em
determinados pontos dos equipamentos,
principalmente nos estrangulamentos. Reparos no
sistema de vedação. Troca de componentes
desgastados pela erosão.
Os precipitadores eletrostáticos passam por
manutenções corretivas devido ao estágio
avançado de corrosão onde se trocam placas e
eletrodos, sendo estes danificados principalmente
nos pontos de fixação. São comuns estas
manutenções corretivas ocorrerem de três em três
anos e uma série de placas e eletrodos serem
trocados.
VI. VIDA ÚTIL ECONÔMICA
Conforme mencionado anteriormente, existe uma
diversidade enorme destes equipamentos com
aplicações as mais diversificadas, tendo em vista
as mais variadas condições do meio. Portanto,
chega-se à conclusão que pode ser vista na
tabela a seguir.
Vida útil dos equipamentos para efeito
de depreciação
Coletores gravitacionais 15
Coletores Centrífugos 15
Coletores Inerciais 15
Coletores úmidos 15
Precipitadores eletrostáticos 10
REFERÊNCIAS
[1] Mesquita, A.L.S., et al. Engenharia de
Ventilação Industrial. São Paulo 1985.
[2] Dorman R.G. Dust Control and Air Cleaner.
Oxford, 1974.
[3] Mycock, J.C., et al. Handbook of Air Pollution
Control Engineering and Technology, 1995.
ANEEL – Agência Nacional de Energia Elétrica 350 Estudo de Vida Útil Econômica e Taxa de Depreciação
Protetor de Rede
RESUMO
Para garantir a proteção e a confiabilidade dos
sistemas de distribuição é imprescindível um
projeto bem elaborado de proteção que abrange
desde a especificação dos dispositivos de
proteção até a determinação do local de
instalação e conexões utilizadas. Como o
transformador de distribuição, que representa o
principal equipamento do sistema de distribuição,
é pequeno e de custo reduzido, e usualmente
montado em poste e em localizações de difícil
acesso, os dispositivos de proteção devem ser
baratos, pequenos, leves, simples e confiáveis.
Para assegurar a proteção dos transformadores,
existem alguns métodos usados que empregam
diferentes dispositivos de proteção e diferentes
configurações de conexão. Contudo, para garantir
uma proteção completa, deve-se utilizar o método
de proteção três pontos. Dentre os dispositivos de
proteção, os pára-raios tipo válvula convencionais
são os mais indicados para transformadores que
exigem dispositivos de proteção montados
separadamente. O pára-raio de distribuição, pela
própria característica de operação, acaba sendo
um ponto mais propenso a falhas. Como a
manutenção restringe-se a uma simples inspeção
visual, limpeza e a pequenos ajustes mecânicos, a
qualidade dos processos e dos materiais
utilizados na fabricação do pára-raio é que
determinarão a vida útil do mesmo. A vida útil
econômica dos protetores de redes,
considerando-se estes aspectos, pode ser
estimada em 20 anos.
I. INTRODUÇÃO
O transformador de distribuição juntamente com
seus dispositivos de proteção é como uma
subestação em miniatura que constitui a
transformação final de tensão entre a estação
geradora e o consumidor final. Como o
transformador de distribuição é pequeno e de
custo reduzido, sendo usualmente montado em
poste e em localizações de difícil acesso, os
dispositivos de proteção devem ser baratos,
pequenos, leves, simples e confiáveis. Além disso,
os dispositivos de proteção devem ter também a
capacidade de suportar severas descargas
atmosféricas.
Além da proteção contra impulsos atmosféricos, o
transformador de distribuição normalmente inclui
proteção contra curto-circuito interno e curto-
circuito secundário ou sobrecargas. Esta proteção
consiste tanto de fusíveis de alta tensão montados
externamente ao transformador, quanto de elos-
fusíveis de alta tensão e um disjuntor secundário
montado internamente e incluído como parte do
transformador.
II. CONSIDERAÇÕES INICIAIS
O transformador de distribuição, do mesmo modo
que os grandes transformadores de potência,
contem três grupos de isolação sujeitos a

ANEEL – Agência Nacional de Energia Elétrica 351 Estudo de Vida Útil Econômica e Taxa de Depreciação
solicitações de tensão, que devem ser
consideradas no projeto de proteção, a saber:
• A isolação entre o enrolamento de alta
tensão e o núcleo ou carcaça;
• A isolação entre o enrolamento de baixa
tensão e o núcleo ou carcaça;
• A isolação entre os enrolamentos de alta e
baixa tensão.
Existem, contudo, duas condições que fazem a
proteção dos transformadores de distribuição
diferirem dos transformadores de potência de alta
tensão:
• A diferença da relação entre a intensidade
do impulso e a tensão de operação;
• Os efeitos da localização e conexão dos
dispositivos de proteção.
O transformador de distribuição tem uma relação
muito maior, o que permite aos dispositivos de
proteção da baixa tensão terem uma relação de
proteção maior do que a exigida para tensões
maiores.
O efeito da localização e conexão dos dispositivos
de proteção é mais acentuado nos
transformadores de distribuição. Como as
descargas atmosféricas nos circuitos de
distribuição e nos circuitos de transmissão de alta
tensão são próximas em magnitude, as quedas
efetivas das tensões de impulso nos cabos
condutores para os dispositivos de proteção e
através das conexões de terra dos dois circuitos
são próximas. Enquanto estas quedas de tensão
podem ser somente uma parcela da tensão de
disparo do dispositivo de proteção para as
tensões maiores, elas podem ser várias vezes a
tensão de disparo dos dispositivos de proteção de
baixa tensão. Portanto, é extremamente
importante que os dispositivos de proteção dos
circuitos de distribuição sejam colocados e
conectados devidamente de acordo com os
aparelhos que eles estejam protegendo.
III. MÉTODOS DE CONEXÃO DOS
DISPOSITIVOS DE PROTEÇÃO
Existem três esquemas de conexão de
dispositivos de proteção para proteger
transformadores de distribuição contra impulsos
atmosféricos comumente conhecidos:
• Método de conexão separada;
• Método de interconexão;
• Método de proteção três pontos.
III.1. MÉTODO DE CONEXÃO SEPARADA
Este método de proteção está ilustrado na figura
1. Os dispositivos de proteção são conectados
entre os condutores do primário próximos ao
transformador e o terra do poste. O neutro do
secundário é normalmente aterrado
separadamente.
AT
Protetores
BT
Figura 1 – Método de Conexão Separada
III.2. MÉTODO DE INTERCONEXÃO
A interconexão direta consiste na conexão dos
dispositivos de proteção a partir das linhas do
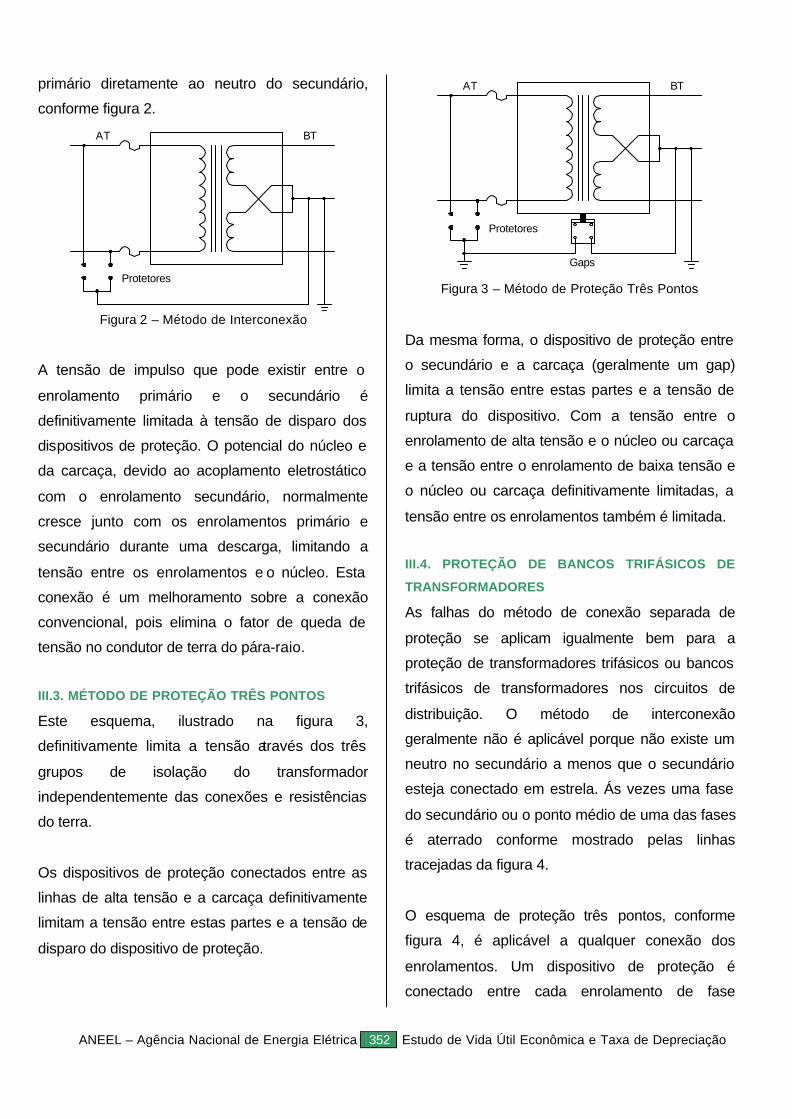
ANEEL – Agência Nacional de Energia Elétrica 352 Estudo de Vida Útil Econômica e Taxa de Depreciação
primário diretamente ao neutro do secundário,
conforme figura 2.
AT
Protetores
BT
Figura 2 – Método de Interconexão
A tensão de impulso que pode existir entre o
enrolamento primário e o secundário é
definitivamente limitada à tensão de disparo dos
dispositivos de proteção. O potencial do núcleo e
da carcaça, devido ao acoplamento eletrostático
com o enrolamento secundário, normalmente
cresce junto com os enrolamentos primário e
secundário durante uma descarga, limitando a
tensão entre os enrolamentos e o núcleo. Esta
conexão é um melhoramento sobre a conexão
convencional, pois elimina o fator de queda de
tensão no condutor de terra do pára-raio.
III.3. MÉTODO DE PROTEÇÃO TRÊS PONTOS
Este esquema, ilustrado na figura 3,
definitivamente limita a tensão através dos três
grupos de isolação do transformador
independentemente das conexões e resistências
do terra.
Os dispositivos de proteção conectados entre as
linhas de alta tensão e a carcaça definitivamente
limitam a tensão entre estas partes e a tensão de
disparo do dispositivo de proteção.
AT
Protetores
BT
Gaps Figura 3 – Método de Proteção Três Pontos
Da mesma forma, o dispositivo de proteção entre
o secundário e a carcaça (geralmente um gap)
limita a tensão entre estas partes e a tensão de
ruptura do dispositivo. Com a tensão entre o
enrolamento de alta tensão e o núcleo ou carcaça
e a tensão entre o enrolamento de baixa tensão e
o núcleo ou carcaça definitivamente limitadas, a
tensão entre os enrolamentos também é limitada.
III.4. PROTEÇÃO DE BANCOS TRIFÁSICOS DE
TRANSFORMADORES
As falhas do método de conexão separada de
proteção se aplicam igualmente bem para a
proteção de transformadores trifásicos ou bancos
trifásicos de transformadores nos circuitos de
distribuição. O método de interconexão
geralmente não é aplicável porque não existe um
neutro no secundário a menos que o secundário
esteja conectado em estrela. Ás vezes uma fase
do secundário ou o ponto médio de uma das fases
é aterrado conforme mostrado pelas linhas
tracejadas da figura 4.
O esquema de proteção três pontos, conforme
figura 4, é aplicável a qualquer conexão dos
enrolamentos. Um dispositivo de proteção é
conectado entre cada enrolamento de fase

ANEEL – Agência Nacional de Energia Elétrica 353 Estudo de Vida Útil Econômica e Taxa de Depreciação
primário e a carcaça diretamente ou através de
um gap de isolação.
Gap
Figura 4 – Proteção Três Pontos Aplicada a
Transformadores de Distribuição Trifásicos
Da mesma forma, um dispositivo de proteção é
conectado entre cada condutor de fase secundário
e a carcaça. As carcaças de todos os
transformadores de um banco são ligadas juntas.
Com esta conexão, os enrolamentos de todos os
transformadores são protegidos indiferentemente
das condições de aterramento ou se o impulso
origina no circuito primário ou secundário.
IV. DISPOSITIVOS DE PROTEÇÃO PARA
TRANSFORMADORES DE DISTRIBUIÇÃO
Existem três classes gerais de dispositivos usados
para a proteção de transformadores de
distribuição assim como para a proteção de
subestações de alta tensão:
• Gap plano a ar;
• Tubo protetor;
• Pára-raio tipo Válvula Convencionais.
IV.1. GAP PLANO A AR
São algumas vezes usados para proteger
transformadores de distribuição. A relativamente
alta robustez elétrica do isolante do transformador
torna possível oferecer um satisfatório grau de
proteção para o transformador contra impulsos
atmosféricos sem a necessidade de diminuir o
espaçamento do gap para um valor no qual vários
arcos possam ocorrer devido a impulsos menores.
Contudo, o dispositivo não irá restabelecer a
tensão após uma descarga sem
momentaneamente desenergizar o circuito, o que
usualmente resulta na queima de um fusível do
transformador ou de um ponto de seccionalização
da linha.
Os espaçamentos do gap associados com as
baixas tensões de operação são necessariamente
baixos de tal forma que a não ser que o gap esteja
fechado ou protegido, vários arcos podem ocorrer
devido a passarinhos ou objetos estranhos que
passem pelo gap. Gaps duplo de diferentes
construções são ás vezes usados para minimizar
este problema. Como os transformadores de
distribuição são freqüentemente colocados em
locais remotos, é importante evitar ao máximo a
troca de fusíveis. Por esta razão e de certa forma
devido à questionável proteção obtida para
impulsos com frente de onda íngreme, os gaps
planos a ar não são extensamente usados para
proteger transformadores de distribuição.
IV.2. TUBOS PROTETORES
O tubo protetor do tipo distribuição consiste
essencialmente de um pequeno gap a ar, um tubo
difusor, e ás vezes um resistor, todos conectados
em série. O gap série é só suficiente para isolar o
ANEEL – Agência Nacional de Energia Elétrica 354 Estudo de Vida Útil Econômica e Taxa de Depreciação
tubo da tensão normal, eliminando assim uma
solicitação contínua de tensão pelo tubo difusor. O
propósito do resistor série quando usado é para
limitar a corrente subseqüente, fazendo com que a
aplicação do tubo independa da corrente de curto-
circuito do sistema.
Depois que o gap atua, a tensão de disparo é
igual à queda do arco no tubo mais a queda
através de resistor, se um for usado. O resistor
série é geralmente montado com um gap em
paralelo que limita a tensão através do resistor. Se
o impulso atmosférico tiver corrente com
magnitude suficiente para atuar o gap, o gap tira o
resistor fora do circuito de descarga. Neste caso a
tensão de disparo é a queda através do tubo.
Elevadas correntes de descarga suficientes para
atuar o gap paralelo, produzem uma ação de
desionização no tubo suficiente para extinguir a
corrente depois da descarga, eliminando com isso
a corrente subseqüente.
Embora a tensão de atuação do gap do tubo
protetor seja maior do que a de um pára-raio do
tipo válvula, particularmente para atrasos de
tempo curto, o tubo protege adequadamente os
modernos transformadores de distribuição para
13,8 kV ou menores se devidamente conectados.
Testes em laboratório e dados práticos têm
demonstrado a habilidade de um tubo para
descarregar severas quedas de raios. Esta
característica juntamente com a habilidade de
suportar tensões momentâneas altas do sistema
torna o tubo protetor especialmente apropriado
para aplicações em circuitos rurais.
IV.3. PÁRA-RAIOS TIPO VÁLVULA
CONVENCIONAIS
O pára-raio tipo válvula é o dispositivo
freqüentemente mais empregado para a proteção
de transformadores de distribuição convencionais,
ou seja, transformadores que exigem dispositivos
de proteção montados separadamente.
Dados práticos demonstram a habilidade que os
pára-raios tipo válvula convencionais têm para
fornecer um alto grau de proteção para
transformadores de distribuição. Projetos
modernos eliminaram as dificuldades mecânicas
experimentadas nos projetos anteriores que
resultavam em uma taxa relativamente alta de
falhas e reclamações freqüentes de rádio-
interferência. Medições em campo das
magnitudes da crista de impulsos juntamente com
testes em laboratório levaram a projetos
posteriores com capacidade de descarregar
correntes de descarga com crista de elevada
magnitude. Dados mais recentes mostram que o
pára-raio para distribuição deve ser capaz
também de descarregar correntes de descarga de
longa duração.
Atualmente existem disponíveis pára-raios tipo
válvula capazes de operarem com impulsos de
crista elevada ou impulsos de longa duração.
IV.4. TRANSFORMADORES À PROVA DE IMPULSO
E TIPO CSP
Os transformadores de distribuição à prova de
impulso contêm juntamente com as partes do
transformador os dispositivos para a completa
proteção de impulsos. Um pára-raio tipo expulsão,
conhecido como pára-raio De-ion é conectado
entre cada terminal primário e a carcaça. Estes

ANEEL – Agência Nacional de Energia Elétrica 355 Estudo de Vida Útil Econômica e Taxa de Depreciação
pára-raios juntamente com buchas de baixa
tensão garantem a proteção de impulso pelo
método três pontos, possibilitando pela primeira
vez proteger completamente todos os três
principais isolamentos.
Estes transformadores à prova de impulso exigem
ainda a instalação de chaves-fusíveis externas
para desconectar o transformador da linha no
caso de sobrecarga no secundário, curto-circuito
ou falhas internas. A queima destes fusíveis e às
vezes a falha de desligamento constituem uma
grande parte dos problemas verificados com os
transformadores de distribuição causados por
impulsos atmosféricos. Uma proteção adequada
contra sobrecarga e curto-circuito não pode
depender sempre da chave-fusível. Além disso, a
montagem da chave-fusível incrementa
necessariamente o custo e a complicação da
instalação do transformador.
Gap
Sinalizaçãode Sobre
Temperatura
GapsDe-ion
Elo-Fusível
DisjuntorSecundário
Gap
Figura 5 – Diagrama do Transformador CSP
O transformador de distribuição completamente
auto protegido (CSP) supera estas dificuldades.
Como seu antecessor, ele contem proteção
completa contra raios, garantida pelos pára-raios
de alta tensão De-ion e pelas buchas de baixa
tensão, sendo montados de modo a oferecer
proteção três pontos, conforme mostrado na figura
5. Além disso, um disjuntor interno conectado
entre os enrolamentos de baixa tensão e os
terminais de baixa tensão protegem o
transformador contra sobrecargas ou curtos-
circuitos secundários. Finalmente, a proteção dos
alimentadores de alta tensão contra falhas
internas do transformador é feita através de elos-
fusíveis internos que desempenham todas as
funções da chave-fusível, de modo que nestes
transformadores nenhum dispositivo de proteção
externa é necessário. Por isso, estes
transformadores substituíram quase que
completamente os transformadores à prova de
impulso.
O elemento bimetálico de trip do disjuntor que é
acionado tanto por sobrecorrente como pela
temperatura do óleo, é calibrado para seguir de
perto as características térmicas de carga-tempo
permitidas para os enrolamentos do transformador
e fornecer carga de acordo com a temperatura do
cobre.
V. MANUTENÇÃO PREVENTIVA
A manutenção preventiva de protetores de rede
restringe-se basicamente a uma inspeção visual
envolvendo principalmente os pára-raios. A
inspeção deverá ser dirigida para os seguintes
detalhes:
• Em primeiro lugar, deve-se anotar as
posições onde faltam pára-raios, sendo

ANEEL – Agência Nacional de Energia Elétrica 356 Estudo de Vida Útil Econômica e Taxa de Depreciação
recomendável a sua instalação, em função
das normas técnicas.
• Verificação da posição na cruzeta, quanto
a afastamentos.
• Verificação das condições da ferragem de
sustentação e do aperto das porcas.
• Verificação das condições da porcelana,
da acumulação de pó, do indicador de
defeito acionado e da continuidade da
terra.
Nas proximidades de fábricas ou de estradas de
terra, a acumulação de pó (químico ou poeira)
afeta a operação dos gaps internos, pela alteração
do campo eletrostático. Os gaps podem centelhar
a uma tensão indesejável ou podem falhar ao
interromper o arco iniciado por um surto de
tensão. Esta falha geralmente causa a destruição
do pára-raio. No caso dos descarregadores, deve-
se verificar as condições físicas dos gaps,
ferragens e isoladores.
Outra inspeção importante é a de
radiointerferência que objetiva captar sinais
indesejáveis de radiointerferência, emitidos por
componentes das redes e linhas de distribuição.
As radiointerferências devidas à distribuição
resultam de porcelanas quebradas ou rachadas,
vazamentos, partes muito próximas ou mau
contato que podem ocorrer para os pára-raios,
buchas de transformador e chaves-fusíveis que
compõem os protetores de rede.
VI. MANUTENÇÃO CORRETIVA
A manutenção corretiva resume-se à troca de
elementos defeituosos, como fusíveis queimados,
buchas de transformador, ou mesmo simples
ajustes necessários após a verificação de
problemas na manutenção preventiva.
VII. VIDA ÚTIL ECONÔMICA
Os protetores de rede compreendem alguns
dispositivos de proteção que exigem
especificações especiais para o correto
funcionamento a que se destinam. Um mau
dimensionamento da proteção, além de acarretar
problemas ao sistema de distribuição como um
todo, ocasiona um desgaste mais rápido dos
dispositivos de proteção influenciando diretamente
na vida útil dos mesmos, e por vezes até mesmo a
destruição do dispositivo. Um gap mau ajustado,
por exemplo, pode constantemente fechar arcos
devido a simples sobretensões ou em alguns
casos nem mesmo atuar na ocorrência de surtos
de tensão. O local de instalação e a conexão
usada são outros pontos importantes para garantir
a operação adequada e segura dos dispositivos
de proteção, aumentando a confiabilidade do
sistema. O pára-raio de distribuição, pela própria
característica de operação, acaba sendo um ponto
mais propenso a falhas. Como a manutenção
restringe-se a uma simples inspeção visual,
limpeza e a pequenos ajustes mecânicos, a
qualidade dos processos e dos materiais
utilizados na fabricação do pára-raio é que
determinarão a vida útil do mesmo.
Portanto, considerando-se estes aspectos, pode-
se considerar a vida útil econômica dos protetores
de rede como sendo de 20 anos.
REFERÊNCIAS
[1] Electrical Transmission and Distribution
Reference Book, by Central Station Engineers of

ANEEL – Agência Nacional de Energia Elétrica 357 Estudo de Vida Útil Econômica e Taxa de Depreciação
the Westinghouse Electric Corporation. East
Pittsburgh, Pennsyvania. 4a edição, 1950.
[2] CODI. Manutenção e operação de sistemas de
distribuição. Centrais Elétricas Brasileiras.
Eletrobrás. Rio de Janeiro.Editora Campus-
Eletrobrás, 1982.
[3] Catálogos e manuais de Fabricantes.
[4] Relatórios de Concessionárias.

ANEEL – Agência Nacional de Energia Elétrica 358 Estudo de Vida Útil Econômica e Taxa de Depreciação
Reator (ou Resistor)
RESUMO
Os reatores para sistemas de potência são
equipamentos elétricos que, são destinados a
introduzir impedância num sistema de potência,
sendo a sua principal componente a reatância
indutiva. O reator de potência pode ser
classificado ou denominado de acordo com o tipo
de utilização, isto é, reator de derivação, série,
aterramento de neutro, supressão de arco,
alisamento, filtro de harmônicos e trifásico de
aterramento. Para cada uma destas utilizações do
reator de potência, deve-se fazer um projeto
técnico de fabricação, visando atender às suas
necessidades de operação. Os reatores são
dimensionados para funcionarem sob
determinadas condições de carga, temperatura do
meio da resfriamento e altitude de 1000 metros.
Os reatores podem ser do tipo imersos em óleo
com resfriamento natural a ar, secos com
resfriamento natural, imersos em óleo com
ventilação forçada a ar ou secos com ventilação
forçada a ar. A redução na expectativa de vida do
reator de potência se dará devido, principalmente,
à deterioração da isolação em função do tempo e
da temperatura. Para o bom funcionamento dos
reatores de potência deve-se utilizar dentro dos
limites recomendados pelos fabricantes e também
realizar as manutenções previstas ao longo de
sua vida útil. Com isso a expectativa de vida útil
destes reatores de potência é de 20 anos.
I. INTRODUÇÃO
Os reatores de potência é um equipamento
elétrico destinado a introduzir no sistema elétrico
de potência uma impedância com características
de reatância indutiva.
Estes reatores possuem as seguintes definições e
aplicações:
• Reator de derivação, destinado a ser
ligado entre fases, ou entre fase e neutro
ou entre fase e terra, num sistema de
potência, normalmente para compensação
da corrente capacitiva do sistema;
• Reator série, destinado a ser ligado em
série num sistema de potência, seja para
limitação de corrente nos casos de falta no
sistema ou para distribuição de carga em
circuitos paralelos, quando ligados em
série com bancos de capacitores, o reator
irá limitar a corrente inrush, quando este
reator for conectado em série com bancos
de capacitores de uma linha de
transmissão, este irá melhorar a regulação
da tensão, reduzir o nível de flicker e
também aumentar a capacidade de
transmissão da linha;
• Reator monofásico de aterramento de
neutro, destinado a ser ligado entre o
neutro de um equipamento elétrico e a
terra, com o objetivo de limitar as correntes
da falta para a terra;

ANEEL – Agência Nacional de Energia Elétrica 359 Estudo de Vida Útil Econômica e Taxa de Depreciação
• Reator de supressão de arco, é um reator
de aterramento de neutro dimensionado
para compensação da corrente capacitiva
durante uma falta para a terra, este reator
é utilizado em aterramento ressonante ou
de alta impedância, conhecido também
como “Bobina de Petersen”;
• Reator trifásico de aterramento, é um
reator de características adequadas para
constituir um neutro artificial num sistema
trifásico sem neutro, podendo ser
denominado de transformadores de
aterramento
• Reator de alisamento, utilizados em
sistemas de corrente contínua visando
reduzir as tensões harmônicas e também
reduzir o nível da corrente no caso de
ocorrência de uma falta;
• Reator shunt, destinado para compensar
as características capacitivas de linhas de
transmissão longas, neste caso, são
conectados no enrolamento terciário do
transformador de alta tensão;
• Reator para filtro de harmônicos,
destinadas a reduzir, bloquear ou prover
um caminho de baixa impedância para as
correntes harmônicas produzidas pelas
cargas não lineares existentes no sistema
elétrico. Estas correntes harmônicas
causam uma série de problemas, tais
como, aumento das perdas, mau
funcionamento dos sistemas de controle,
elevado nível de corrente de neutro. Para a
construção destes filtros, os reatores são
associados a capacitores e,
ocasionalmente, a resistores.
II. CARACTERÍSTICAS GERAIS
Os reatores de potência são dimensionados para
funcionar sob as seguintes condições normais:
• Altitude de até 1000 metros;
• Temperatura máxima do meio de
resfriamento; de 40ºC e média diária não
superior a 30ºC para o resfriamento a ar;
• Temperatura máxima do meio de
resfriamento; de 30ºC e média diária não
superior a 25ºC para o resfriamento a
água.
Para as condições especiais de funcionamento,
estes transformadores exigem uma construção
especial e/ou revisão de alguns valores nominais,
instalação e deverão ser levadas ao conhecimento
do fabricante. A seguir são listados alguns
exemplos de condições especiais:
• Instalação em altitude superior a 1000
metros;
• Exposição a umidade excessiva, atmosfera
salina, gases ou fumaças prejudiciais;
• Sujeitas a vibrações excessivas;
• Funcionamento em regime ou frequências
não usuais ou com forma de onda
distorcidas ou asimétricas.
Os reatores projetados para altitudes de até 1000
metros poderão ser instalados em instalações
com altitudes superiores, desde que a isolação
seja coerente com o nível de isolamento do reator
pois com o aumento da altitude há um
abaixamento da rigidez dielétrica do ar.

ANEEL – Agência Nacional de Energia Elétrica 360 Estudo de Vida Útil Econômica e Taxa de Depreciação
III. CARACTERÍSTICAS CONSTRUTIVAS
Um reator com núcleo de ar poderá ter duas
tecnologia de construção: encapsulado ou aberto,
conforme descrito a seguir:
• Aberto, o enrolamento do reator consiste
em um ou mais perfis extrudados de
alumínio de seção retangular. Cada espira
é separada por espaçadores de fibra de
vidro e o enrolamento completo é fixo por
meio de tirantes conforme apresentado na
Figura 1.
Figura 1 – Reator com núcleo de ar aberto
• Encapsulado, o enrolamento do reaator
consiste em vários condutores de alumínio
ou cobre conectados em paralelo, onde
cada condutor possui um isolamento de
filme de poliéster e imobilizados
mecanicamente por encapsulamentos de
fibra de vidro, conforme a Figura 2.
Figura 2 – Reator com núcleo de ar encapsulado
Existem também os reatores com núcleo imersos
em óleo isolante, descrito a seguir, sendo que
estes reatores deverão possuir um regime de
inspeção periódico devido à presença do óleo
isolante. O óleo a ser utilizado deverá ser do tipo
A para tensão nominal superior a 34,5 kV e do tipo
B para tensão inferior a 34,5 kV.
A tanque e a tampa do reator devem ser de
chapas de aço, não poderá apresentar
imperfeições superficiais, a superfície interna deve
receber um tratamento contra corrosão e o
material não deve afetar o óleo, nem por ele ser
afetado.
Os radiadores deverão utilizar chapas com no
mínimo 1,2 mm de espessura e tubos com no
mínimo 1,6 mm de espessura.
As juntas de vedação devem ser feitas de
elastômero resistente à ação do óleo aquecido à
temperatura de 105ºC, à ação da umidade e dos
raios solares.
As buchas deverão possuir um nível de
isolamento de valor igual ou superior ao nível de
isolamento dos enrolamentos a que estão ligadas,
ANEEL – Agência Nacional de Energia Elétrica 361 Estudo de Vida Útil Econômica e Taxa de Depreciação
deverão suportar os ensaios dielétricos a que são
submetidos os reatores.
Deverão possuir no mínimo os seguintes
acessórios para reatores com potência nominal
superior a 5 MVA:
• Provisão para instalação de termômetro
para óleo;
• Respirador com secador de ar (quando
houver conservador);
• Dispositivo para alívio de pressão;
• Meios para locomoção;
• Conservador de óleo;
• Provisão para colocação de relé detector
de gás tipo Buchholz ou equivalente;
• Caixa com blocos determinais para ligação
de cabos de controle;
• Relé detector de gás tipo Buchholz ou
equivalente;
• Indicador de temperatura do enrolamento;
• Válvulas de retenção do óleo;
• Meios de ligação para filtro.
O óleo mineral é utilizado nos equipamentos
elétricos que necessitem de um meio com elevada
resistência de isolamento, como é o caso dos
reatores. A fonte primária de produção do óleo
mineral é o petróleo. O óleo mineral isolante para
que seja utilizado para este fim tem de ser
observado algumas características físicas como:
ponto de fulgor, ponto de fluidez, densidade,
viscosidade, ponto de anilina tensão interfacial, e
principalmente a sua solubilidade em água.
As características elétricas que devem ser
observadas no óleo isolante são:
• Rigidez dielétrica: É medida pelo valor da
tensão alternada para qual ocorre a
descarga disruptiva na camada de óleo
que está entre dois eletrodos em forma de
disco, conforme recomendado pela ASTM,
método D877.
• Fator de potência: É medido como sendo o
cosseno do ângulo de fase ou seno do
ângulo de perdas do mesmo. Este valor
aumenta na medida em que ocorre a
deterioração do óleo isolante. Esta
mediada revela a intensidade da corrente
que flui através do óleo à medida em que
aumenta a sua contaminação.
IV. MANUTENÇÃO PREDITIVA E
PREVENTIVA
Conceituando a manutenção como sendo toda
ação realizada em um equipamento, estrutura ou
sistema que se esteja controlando, conservando
ou restaurando, a fim de que o mesmo permaneça
em funcionamento ou retorne a suas funções
primitivas. Estas atividades de manutenção em
equipamentos elétricos são classificados
conforme a natureza dos trabalhos a serem
executados e os objetivos a serem alcançados,
que são: manutenção corretiva, preventiva e
preditiva.
A manutenção preventiva é caracterizada pela
intervenção no equipamento prevendo a falha ou
defeito, podendo ser realizada de forma rotineira,
com tempos de intervalo de execução conforme a
característica e o comportamento do equipamento
a sofrer a manutenção, e atividades previamente
conhecidas, com o intuito de detectar prováveis
falhas ou defeitos, ainda que incipientes.

ANEEL – Agência Nacional de Energia Elétrica 362 Estudo de Vida Útil Econômica e Taxa de Depreciação
A manutenção preditiva, é toda ação periódica de
controle realizada em um equipamento visando as
condições para determinação do melhor momento
de intervir, a fim de que o mesmo continue
cumprindo com suas funções, minimizando as
intervenções corretivas, de preferência com o
equipamento em condições normais de operação,
minimizando também os custos da manutenção.
A manutenção preditiva permite reajustar as
previsões de manutenção corretiva a efetuar,
acompanhando-se a tendência evolutiva do
funcionamento e estimar o tempo pelo qual é
possível utilizá-lo antes da possível avaria.
Portanto, para esse tipo de manutenção é
necessária a monitoração dos estados da
condição de um equipamento.
Para os reatores de potência com núcleo imerso
em óleo isolante deve-se realizar os seguintes
itens durante a inspeção periódica:
• Verificação da inexistência de fissuras,
lascas ou sujeiras nas buchas e danos
externos no tanque ou acessórios;
• Estado dos terminais e ligações;
• Possíveis vazamentos;
• Indícios de corrosão;
• Verificação de ruidos anormais de origem
mecânica ou elétrica;
• Verificação do aterramento e sistema de
proteção;
• Verificação do nível de óleo isolante;
• Realizar o ensaio de resistência de
isolamento e também retirar uma amostra
do líquido isolante para análise em
laboratório;
• Verificação dos sistema de resfriamento e
proteção.
V. MANUTENÇÃO CORRETIVA
A manutenção corretiva caracteriza-se pela
intervenção no equipamento após ser constatado
o defeito ou falha, conforme o nome indica,
procedendo ao reparo ou correção do defeito,
normalmente realizada com o equipamento
desligado.
VI. VIDA ÚTIL ECONÔMICA
Finalmente, pode-se afirmar que a vida útil dos
reatores de potência instalados no sistema elétrico
é da ordem de 30 anos, sendo que este valor
poderá ser modificado segundo as condições de
manutenção e de operação que ele estiver
submetido durante sua vida útil.
REFERÊNCIAS
[1] NBR 5119, Reatores para Sistemas de
Potência, Especificação.
[2] NBR 7569, Reatores para Sistemas de
Potência, Método de Ensaio.
[3] Catálogos de fabricantes.